-
2 SIEF Semana Internacional das Engenharias da FAHOR
APLICAO DO GERENCIAMENTO DA ROTINA DO TRABALHO EM UMA
INDSTRIA DE IMPLEMENTOS RODOVIRIOS
Gezebel Marcela Bencke ( FAHOR) [email protected]
Juliana da Luz [email protected]
Vilmar Bueno Silva (FAHOR) [email protected]
RESUMO
O presente trabalho descreve a pesquisa realizada em uma empresa
com sede em Maring-PR, mais especificamente na clula de trabalho
que solda os conjuntos dos fueiros utilizados nos implementos
graneleiros. Atravs da metodologia de pesquisa-ao foi possvel
utilizar o mtodo PDCA para a identificao e para a implantao de
documentos que so importantes para o Gerenciamento da Rotina do
Trabalho (GRD). Com a implantao do Procedimento Operacional Padro
(POP) e a implantao das Folhas de Verificao. Foram utilizadas tambm
informaes contidas na Norma ISO 9001 e no programa 5S. Na seo da
reviso da literatura so apresentados os assuntos tcnicos
relacionados ao GRD, alm das ferramentas da qualidade e alguns
conceitos de organizaes. Este trabalho tambm apresenta os
resultados da implantao, tais como organizao e limpeza do ambiente
de trabalho e principalmente a reduo das anomalias do indicador da
qualidade. Por fim faz algumas consideraes acerca das vantagens da
aplicao do mtodo PDCA em uma indstria de implementos rodovirios,
por base do sucesso das implantaes. Palavras chaves: PDCA; GRD; POP
e Folha de Verificao.
1. Introduo
Nos ltimos anos houve um aumento considervel na produo
brasileira de gros, minerais, entre outros, que possibilitou o
crescimento acelerado e desordenado das indstrias de implementos
rodovirios. Para a empresa continuar competitiva identificou-se a
necessidade de se reorganizar estruturalmente, uma vez que ainda
estavam trabalhando com estrutura do tipo familiar. Uma nova linha
de montagem foi criada e ampliada, mas para que as decises
estratgicas tivessem sucesso tambm foi necessria a aplicao de
mtodos de gerenciamento da rotina do trabalho, para corrigir as
anomalias e padronizar os processos de fabricao.
Contudo o problema de pesquisa pode ser definido para esse
trabalho da seguinte forma: Como aplicar o gerenciamento da rotina
do trabalho em um ambiente operacional de uma indstria de
implementos rodovirios utilizando o
-
2 SIEF Semana Internacional das Engenharias da FAHOR
mtodo PDCA?
A aplicao do gerenciamento da rotina do trabalho de fundamental
importncia para a padronizao dos processos operacionais e tambm
para a identificao e resoluo de anomalias existentes atravs do
mtodo PDCA. Alm de tornar o ambiente de trabalho organizado, o GRD
contribui para a segurana ocupacional e garantia da qualidade.
A organizao tem sido muito estimulada para tornar seus processos
cada vez mais eficazes em virtude das mudanas ocorridas no mercado,
no que se refere modernizao dos processos e inovaes em seus
produtos. Um dos principais objetivos definidos do GRD criar
padronizao das operaes, estabelecendo a manuteno e a melhoria
contnua atravs do mtodo PDCA. necessrio mudanas tambm na cultura da
organizao e todos os operadores devem estar capacitados, uma vez
que os procedimentos devem ser seguidos integralmente.
O objetivo geral de realizar um estudo prtico na rea de
gerenciamento da rotina do trabalho e com base no mtodo PDCA
melhorar o planejamento operacional atravs da implantao de
documentos e processos inexistentes em uma organizao.
2. Reviso da literatura
2.1 Conceitos de organizaes e tipos
Conforme Campos (2004), uma organizao um conjunto de duas ou
mais pessoas que realizam tarefas para facilitar a luta pela
sobrevivncia de outras pessoas. Atravs do trabalho coletivo possvel
perseguir e alcanar metas intangveis para uma pessoa. Uma organizao
constituda por pessoas. Para que uma organizao mude, tambm as
pessoas precisam mudar. No entanto o ser humano movido por
interesses pessoais e no coletivos.
Todavia para obter maior eficcia do gerenciamento da rotina do
trabalho necessrio reconhecer em qual modelo a organizao se
encaixa. Prado (2000) classifica as organizaes como:
Organizaes Orientadas Para Rotina: As organizaes orientadas para
rotina so aquelas organizaes que possuem produtos de alto valor
agregado e um nvel de estabilizao satisfatrio (PRADO, 2000).
Organizaes Orientadas Para Projetos: As organizaes orientadas
para projetos so as organizaes que dependem exclusivamente dos
projetos executados ou realizados. Os mtodos de planejamento e
controle nesse tipo de organizao esto num nvel de muita eficincia,
porm simplificados (PRADO, 2000).
2.2 Mtodo PDCA
De acordo com Peinaldo e Graeml (2007), existem muitos modelos
para
-
2 SIEF Semana Internacional das Engenharias da FAHOR
se conseguir melhoria, mas o mais conhecido e utilizado de todos
o mtodo PDCA. Devido sua simplicidade, o mtodo PDCA o modelo de
referncia para os planos de melhoramento contnuo adotados por
inmeras organizaes, proporcionando uma linguagem comum a todos na
melhoria contnua da qualidade.
Chaves (2010) discute o mtodo PDCA dividindo-o em quatro fases,
as quais seguem:
Plan (Planejamento): estabelecer uma meta ou identificar o
problema (um problema tem o sentido daquilo que impede o alcance
dos resultados esperados, ou seja, o alcance da meta); analisar o
fenmeno (analisar os dados relacionados ao problema); analisar o
processo (descobrir as causas fundamentais dos problemas) e
elaborar um plano de ao.
Do (Execuo): realizar, executar as atividades conforme o plano
de ao.
Check (Verificao): monitorar e avaliar periodicamente os
resultados, avaliar processos e resultados, confrontando-os com o
planejado, objetivos, especificaes, consolidando as informaes e
eventualmente confeccionando relatrios.
Act (Ao): Agir de acordo com o avaliado e de acordo com os
relatrios, eventualmente determinar e confeccionar novos planos de
ao, de forma a melhorar a qualidade, eficincia e eficcia,
aprimorando a execuo e corrigindo eventuais falhas.
2.3 Gerenciamento da rotina do trabalho
Na concepo de Campos (1994), o Gerenciamento da Rotina do
Trabalho (GRD) uma prtica de monitoramento dirio que busca
estabelecer, manter e melhorar os padres de qualidade,
produtividade e segurana, que do base padronizao dos procedimentos
e no controle dos processos. O autor tambm afirma que dentre os
principais resultados obtidos no trabalho de gerenciamento da
rotina destacam-se a garantia da qualidade, confiabilidade
operacional e aumento na competitividade.
Dentro do contexto do mtodo PDCA o GRD enquadra-se no
cumprimento dos padres especificados pelas engenharias e qualidade.
Campos (2004) diz que no conceito de garantia da qualidade o
planejamento dos padres existentes na organizao realizado atravs
dos projetos de produto e processos. Tambm so avaliadas na etapa de
planejamento as necessidades dos clientes internos e as
necessidades de materiais.
O mesmo autor ainda afirma que a etapa de checagem realizada
pela qualidade, atravs de auditorias. Outra entrada de informao so
as reclamaes e reivindicaes dos clientes internos. Caso constatado
alguma no conformidade ela comunicada para a engenharia atravs do
relatrio de no conformidade. Com isso possvel fazer a adequao ou a
alterao dos
-
2 SIEF Semana Internacional das Engenharias da FAHOR
padres existentes, cumprindo a etapa de Ao.
2.3.1 Eliminao de Anomalias
O modelo apresentado por Rios (2006) sugere a aplicao da tcnica
dos trs Ms. So elas: MUDA, MURI e MURA, cujos significados no
idioma portugus desperdcio, sobrecarga e inconstncia,
respectivamente. Os trs Ms como entendidos no modelo so definidos
conforme segue:
Desperdcio (MUDA): So todas as atividades que no agregam valor.
Algumas dessas atividades so inevitveis para o processo, porm
outras podem ser imediatamente eliminadas. O autor defende que
muitas das atividades consideradas como desperdcio, so tambm fontes
de oportunidades e de melhorias de processo.
Sobrecarga (MURI): o oposto do desperdcio e tambm conhecida nas
indstrias como gargalos. A sobrecarga a utilizao dos recursos de
forma errnea, tanto nos equipamentos como nos operadores,
exigindo-se que operem em um ritmo maior que a capacidade plena,
empregando mais fora ou esforo, por um perodo maior de tempo do que
aquele que o equipamento pode suportar.
Inconstncia (MURA): significa falta de regularidade das operaes.
Essas irregularidades so muitas vezes decorrentes da falta de
nivelamento dos recursos. Essa situao omite a existncia do
desperdcio, isto , as variaes e a disperso no processo.
De acordo com Campos (2004) a anomalia qualquer atividade humana
que consome recursos e no agrega valor. Ainda diz que no momento em
que a anomalia detectada e eliminada no s est sendo aplicado o
mtodo PDCA, mas tambm aplicando o pensamento de manufatura
enxuta.
2.3.2 Padronizao
A padronizao tem sido muito utilizada para projetos de curta
durao em um cenrio de projetos permanentes, ou seja, tudo segue um
padro. Prado (2000) define o procedimento operacional padro
como:
...um documento escrito com o objetivo de unificar e simplificar
o trabalho. Pode ser representado por fluxograma, texto, figura,
etc. Ele deve ser produzido de uma maneira condensada, com a
participao de todos os envolvidos. Chamamos de padronizao ao
processo de produzir e controlar os padres (PRADO, 2000. p.
154).
Campos (2004), em geral, orienta que a construo de um
procedimento operacional padro vlido no s para as reas de produo ou
manuteno, mas tambm para reas administrativas, ou seja, vlido para
todos. Somente os passos crtico so necessrios para obter resultados
e que s se padroniza o que necessrio para garantir o certo. A criao
de um modelo parte do
-
2 SIEF Semana Internacional das Engenharias da FAHOR
princpio de verificao das atuais condies do operador.
2.3.3 O Programa 5S
O Programa 5S foi desenvolvido por Kaoru Ishikawa, na dcada de
50, para aumentar a qualidade e a produtividade das empresas
japonesas no perodo ps-guerra. Conforme Borba ( 2009) a cultura do
programa, que de fcil aplicao nos diversos ambientes da organizao,
faz com que pequenas mudanas do dia-a-dia proporcionem um grande
resultado. Segundo a cartilha da biblioteca universitria de tubaro
os S do programa so originados das palavras japonesas e em portugus
foi acrescido o termo Senso de para que possa ter os 5S. So
eles:
Seiri (Senso de Utilizao): a capacidade de definir os materiais
necessrios e desnecessrios existentes no local de trabalho
Seiton (Senso de Organizao): a definio dos locais adequados e
das formas corretas para guardar os materiais necessrios, tornando
rpido e fcil sua localizao.
Seisoh (Sendo de Limpeza): o senso correspondente limpeza do
ambiente de trabalho, mquinas e ferramentas. Este senso abrange os
5 sentidos: Olfato, paladar, viso, audio e tato.
Seiketsu (Senso de Sade): A base da aplicao desse senso o zelo
pelas condies fsicas e sade no local de trabalho. Condies fsicas so
as mquinas e ferramentas. E sade so os sons, visualizao, linguagem
na comunicao e cuidado de si mesmo. muito importante manter a
mentalidade do correto e ajudar as pessoas a evitar erros
operacionais.
Shitsuke (Senso de Autodisciplina): o senso que visa consolidar
os princpios bsicos dos sensos anteriores, ou melhor, utilizao,
organizao, limpeza e sade. Ter o senso de autodisciplina
desenvolver o hbito de observar as diretrizes e atend-las.
2.3.4 As 7 Ferramentas da Qualidade
As sete ferramentas da Qualidade um conjunto de ferramentas para
melhoria da qualidade de produtos, servios e processos. Elas fazem
parte de um grupo de mtodos estatsticos que devem ser conhecidos
por diversas pessoas, desde o presidente at os operadores. Ritzman
(2004) diz que no existem dois produtos iguais porque os processos
de produo possuem muitas variveis. Afirma tambm que no se consegue
eliminar completamente a variao nos produtos fabricados, mas sim
minimizar a variao.
O Quadro 1 apresenta o resumo das principais ferramentas da
qualidade com relao explicao do que cada ferramenta e para que
utiliz-las. Contudo o Quadro 2 mostra a relao que cada uma dessas
ferramentas possui com o mtodo PDCA.
-
2 SIEF Semana Internacional das Engenharias da FAHOR
Quadro 1 Ferramentas da Qualidade.
FERRAMENTAS O QUE PARA QUE UTILIZAR
Folha de
Verificao
Planilha para a coleta de dados Para facilitar a coleta de
dados pertinentes a um
problema
Diagrama de
Pareto
Diagrama de barra que ordena as
ocorrncias do maior para o menor
Priorizar os poucos, mas
vitais.
Diagrama de
Causa e Efeito
Estrutura do mtodo que expressa, de
modo simples e fcil, a serie de causa
de um efeito ( problema)
Ampliar a quantidade de
causas potenciais a serem
analisadas .
Diagrama de
Disperso
Grfico cartesiano que representa a
relao entre duas variveis
Verificar a correlao entre
as duas variveis
Histograma Diagrama de barra que representa a
distribuio da ferramenta de uma
populao
Verificar o comportamento de
um processo em relao
especificao
Fluxograma So fluxos que permite a viso global
do processo por onde passa o
produto
Estabelecer os limites e
conhecer as atividades
Grfico de
controle
Grfico com limite de controle que
permite o monitoramento dos
processos
Verificar se o processo est
sobre controle
Brainstorming um conjunto de ideias ou sugestes
criado pelos membros da equipe que
permite avanos na busca de
solues
Ampliar a quantidade de
opes a serem analisadas
5W1H um documento de forma a
organizada para identificar as aes e
a responsabilidade de cada um.
Para planejar as diversas
aes que sero
desenvolvidas no decorrer do
trabalho
Fonte: Nossos Olhos.
Quadro 2 - Relao Entre as Ferramentas da Qualidade e o Mtodo
PDCA.
Etapas do ciclo do PDCA ferramentas da qualidade
P D C A
1 Fluxograma X X
2 Brainstorming X m
3 Causa-efeito X X
4 Coleta de dados X X X m
5 Grficos M M X
6 Anlise de Pareto X X
7 Histograma m X X
8 Grfico de disperso M X
Legenda: X = Aplicao frequente
-
2 SIEF Semana Internacional das Engenharias da FAHOR
m = Aplicao eventual
Fonte: Nossos Olhos.
O mtodo PDCA utilizado para controlar o processo, com as
funes
bsicas de planejar, executar, verificar e agir corretamente.
Para cada uma dessas atividades existe uma srie de atividades que
devem ser realizadas. A relao entre essas atividades de muitssima
importncia. Cada ferramenta tem sua prpria utilizao, sendo que no
existe uma receita adequada para saber qual a ferramenta que ser
usada em cada fase.
2.3.4 O Sistema de Gesto da Qualidade ISO 9001
A NBR ISO 9001:2008 tem como princpio a abordagem da melhoria
contnua atravs do mtodo PDCA. Seu principal objetivo a garantia da
qualidade. Ela busca atender aos requisitos do cliente com objetivo
de aumentar a satisfao das pessoas. A implantao da norma uma deciso
estratgica da organizao para impor uma uniformidade na
estrutura.
Os requisitos gerais para o Sistema de Gesto da Qualidade so
estabelecer, documentar, implantar os processos, assegurando a
disponibilidade de recursos e informaes necessrias para apoiar a
operao e o monitoramento. Tambm quando uma organizao optar por
adquirir externamente algum processo que afete a conformidade do
produto em relao aos requisitos, a organizao deve assegurar o
controle desse processo. O controle de tais processos deve ser
identificado no sistema de gesto da qualidade. (NBR ISO
9001:2008).
3. Mtodos e Tcnicas
O trabalho ser estruturado iniciando pela conceituao do tema e
passando por diversos tpicos at o uso das ferramentas de
planejamento, monitoramento e controle. Foi utilizado o mtodo de
pesquisa-ao, de modo, que segundo Gil (2002) diz que a pesquisa-ao
pode ser classificada com base nos objetivos gerais, pois possui
classificao mediante algum critrio. Assim, possvel classificar as
pesquisas em trs grandes grupos: exploratrias, descritivas e
explicativas:
O objetivo da pesquisa exploratria proporcionar maior
familiaridade com o problema, com vistas na construo de hipteses ou
para torn-lo mais explcito. Pode-se dizer que estas pesquisas tm
como objetivo principal a descoberta de intuies.
As pesquisas explicativas so as mais complexas, pois explicam a
razo e o porqu das coisas. Elas apresentam o conhecimento mais
detalhado da realidade, porm so grandes os riscos de cometer
erros.
Dentre as principais tcnicas utilizadas destaca-se tambm que
para a coleta de dados ser a de observao direta intensiva na clula
de trabalho e a anlise ser realizada atravs do mtodo funcionalista,
ou seja, de acordo com as funes executadas por cada operador. Tambm
so utilizadas ferramentas
-
2 SIEF Semana Internacional das Engenharias da FAHOR
da qualidade para criar os documentos dos processos
padronizados, de acordo com as reas de conhecimento.
4. Resultados e discusses
A empresa em estudo foi fundada em 1 de julho de 1967 com o
objetivo de explorar o mercado de peas e consertos de caminhes como
tambm atuar na fabricao de terceiro-eixo. Localizada na cidade de
Maring-PR, comearam a montar os primeiros prottipos de
semirreboques. Assim, em 1975, a empresa adquiriu uma rea na cidade
de Sarandi-RS, onde se iniciou a fabricao de semirreboques
graneleiros, tanques e basculantes.
Atualmente, os implementos so produzidos utilizando um moderno
conceito de linha de montagem, auxiliada por gabaritos especficos,
mquinas de corte computadorizadas e robs industriais.
A empresa dividiu o departamento da produo de peas para
facilitar o planejamento e o monitoramento da produo. A diviso foi
realizada da seguinte forma: fabricao das peas usinadas (Usinagem),
fabricao das peas perfiladas (Perfilados) e fabricao de
subconjuntos que possuem processos de solda (Pr-montagem). Sendo a
pr-montagem o alvo da pesquisa.
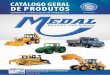
4. 1 Processo de Pr-Montagem
Para a fabricao dos diversos conjuntos que fazem parte da
carteira de produtos da empresa o layout mais adequado para o
processo da pr-montagem o tipo celular (Figura 1), onde as
matrias-primas so deslocadas at o operador.
Figura 1 Layout do Setor da Pr-Montagem. Fonte: Empresa em
estudo (2011).
A vantagem desse modelo de layout facilitar as instalaes
eltricas e de material de consumo. Foram considerados para a
definio do layout das
-
2 SIEF Semana Internacional das Engenharias da FAHOR
clulas de trabalho a importncia da operao (solda crtica ou no) e
o cliente (acabamento final ou depsito intermedirio). Os conjuntos
dos fueiros dos produtos graneleiros, por sua vez, so todos
soldados em outra clula e no solda crtica.
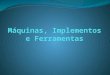
Como j mencionado, o trabalho foi delimitado no processo de
soldagem dos conjuntos dos fueiros dos produtos graneleiros (Figura
2). So fabricados atualmente doze modelos entre inferiores e
superiores, laterais e traseiros. As duas principais variveis
encontradas so: comprimento e quantidade. A quantidade fabricada de
cada modelo depende diretamente do produto vendido.
Figura 2 Conjunto do Fueiro Traseiro (Item Estudado). Fonte:
Autor.
Faz parte tambm do estudo o gabarito que utilizado para acelerar
a produtividade e garantir que todos os conjuntos que esto sendo
soldados sejam fabricados conforme as especificaes.
4.2 Anlise do atual gerenciamento da rotina do trabalho
necessrio primeiramente analisar a situao atual da organizao e
identificar os padres existentes para a criao dos procedimentos a
serem cumpridos. Foi investigado e identificado que somente duas
ferramentas so utilizadas pela superviso para realizar o controle
dos padres. So elas: folha de verificao e grfico de pareto. A
aplicao dessas ferramentas segue o recomendado no referencial
terico. Embora as ferramentas existentes faam parte da rotina,
ainda precisam de mais ferramentas para atingir um nvel satisfatrio
no gerenciamento da rotina do trabalho. A criao dos Procedimentos
Operacionais Padro (POP) e das Folhas de Verificao tero a
finalidade de dar orientao para as atividades rotineiras dos
operadores e apresentar os itens de checagem necessrios,
respectivamente.
Na organizao estudada, e tambm no mercado de implementos
rodovirios, a produo em massa filosofia de trabalho. As margens
esto cada vez mais apertadas e foram a criao de padres a serem
seguidos ou inovaes no processo produtivo, de tal modo a levar ao
atingimento de meta audaciosas, porm estabelecidas com muito
planejamento.
Dentro do mtodo PDCA, no contexto do Gerenciamento da Rotina do
Trabalho, o conjunto de tcnicas e ferramentas utilizadas tambm leva
satisfao das pessoas e motivao de equipe.
4. 3 Anlise dos Indicadores de Falhas da Pr-Montagem
necessrio primeiramente analisar a situao atual da organizao e
essa anlise possvel atravs dos indicadores de falhas do setor da
pr-
-
2 SIEF Semana Internacional das Engenharias da FAHOR
montagem. Os indicadores possuem vertentes nos dados da folha de
verificao utilizada; principalmente para realizar o acompanhamento
sobre um novo item produtivo. O Quadro 3 apresenta os dados do
estudo realizado na clula de pr-montagem dos fueiros graneleiros
antes da implantao dos POP.
Quadro 3 - Origem das Anomalias do Setor de Pr-Montagem.
Origem da Anomalia Qtde (n) Qtde (%) % Acumulado
Mais operaes ( Passos) 1 2% 2%
Peas retrabalhadas 23 51% 53%
Problema com desenho 5 11% 64%
Falta de informao 15 29% 93%
Dificuldade de montagem 3 7% 100%
Total 45 100%
Fonte: Autor.
Durante o perodo analisado de um ms o operador recebeu vinte e
trs peas retrabalhadas. Essas peas para serem utilizadas precisaram
de algum ajuste que consequentemente influenciou a produtividade,
ento o maior problema da pr-montagem de responsabilidade de outro
setor, portanto no controlvel. Mesmo que as peas so passveis de
utilizao elas devem ser identificadas no indicador da
pr-montagem.
Destaca-se a necessidade de fazer o desdobramento de pareto,
para identificar e solucionar as causas do maior problema interno
da pr-montagem que a Falta de Informao. O Quadro 4 apresenta as
causas razes das principais anomalias relacionadas com o indicador
de Falta de Informao.
Quadro 4 - Causa da Anomalia de Falta de Informao.
Origem da anomalia Qtde (n) Qtde (%) % Acumulado
POP 12 80% 80%
Plano de processos 2 13% 93%
EPS 0 0% 100%
Ordem de produo 0 0% 100%
Total 15 100%
Fonte: Autor
O POP est em no topo da lista com doze falhas. Como so doze
modelos fabricados conclui-se que no existe ou no foram
disponibilizados esses documentos. Tambm foi identificado que
apenas dois planos de processo ainda no estavam concludos.
Para eliminar as anomalias desse indicador necessrio criar os
Procedimentos Operacionais Padres (POP), pois o documento que
expressa na prtica da organizao o planejamento do trabalho
repetitivo, que deve ser executado para o alcance da meta.
4.4 Abordagem do procedimento operacional padro
No contexto do GRD o POP torna-se pea chave para o sucesso
da
-
2 SIEF Semana Internacional das Engenharias da FAHOR
organizao, pois as padronizaes dos procedimentos oriundos de
tarefas operacionais minimizam as chances do surgimento de
anomalias, evitando assim perdas de produtividade. Como saber se as
operaes executadas pelo operador da clula de solda dos fueiros na
pr-montagem da empresa so as corretas? Como saber se o conjunto
soldado na clula est correto e se realmente a quantidade produzida
a quantidade solicitada?
Foi no intuito de responder a essas questes que foi analisado a
existncia ou no de procedimentos e documentos na organizao e tambm
como funciona o fluxo das informaes de modo a entender e propor
melhorias para o processo operacional.
4.5 Implantao do POP na Organizao
Na clula dos fueiros da pr-montagem, foi constatado que diversos
fatores influenciam no sucesso da aplicao do gerenciamento da
rotina do trabalho, onde destacam as ferramentas para o controle da
qualidade do produto e o conhecimento do mtodo PDCA adquirido nos
treinamentos.
Foi constatada a inexistncia do relacionamento entre os
documentos dos processos e as informaes necessrias, ou seja, no
havia um procedimento operacional padro que orientasse o operador
de modo a exercer sua funo sempre da mesma maneira, garantindo
sempre o mesmo padro de qualidade.
Quem faz o relacionamento dos documentos existente na organizao
o POP, portanto para que as especificaes de solda, a ordem de
produo e os planos de processos se encontrem dentro dos processos
da organizao necessrio que o modelo possua todas as informaes que
atendam as deficincias encontradas.
Um POP coerente com a prtica garante ao operador que a qualquer
momento que ele se dirija ao estabelecimento, as aes tomadas para
garantir a qualidade sejam as mesmas, independente do turno de
trabalho ou data da realizao da tarefa. No contexto da ISO 9001 o
POP tambm tem por finalidade ser instrumento para auditorias, ou
seja, os auditores realizam a inspeo no setor da pr-montagem de
posse de um POP.
Como no existe um modelo especfico para a criao do POP
interessante mencionar que impreterivelmente devem constar no
documento o ttulo, objetivos, local de aplicao, passos crticos,
executante e responsvel. Demais informaes so complementares. Um
detalhe muito importante no confundir o executante da operao como
responsvel pela operao. Pode acontecer em alguns casos que o
executante seja a mesma pessoa responsvel, mas no se deve tomar
como regra.
Foram implantados dois documentos. Um correspondente s rotinas
do Operacional-Qualidade e outro correspondente rotina da
Manuteno-Segurana.
-
2 SIEF Semana Internacional das Engenharias da FAHOR
O POP Operacional-Qualidade contm a listagem dos documentos
necessrios para realizao da tarefa, incluindo-se os equipamentos e
os instrumentos de medio, alm da descrio dos procedimentos por
atividades crticas e os itens de conferncia. Esse POP tambm
apresenta aes corretivas caso houver divergncia entre os documentos
necessrios.
J o POP Manuteno-Segurana contm as informaes das condies de
trabalho e os itens de segurana, alm do roteiro de inspeo peridicas
dos equipamentos.
Os Resultados Obtidos com a Implantao do POP foi que operador
teve o completo entendimento e familiarizao com os documentos
criados. Antes da implantao do POP o operador desperdiava seu tempo
para juntar as informaes necessrias para a produo do conjunto
indicado na ordem de produo. Alm disso, o operador no conseguia se
organizar eficazmente porque ele no possua as orientaes
necessrias.
O operador identificou no POP a necessidade de mais informaes
pertinentes ao seu processo, ou seja, notou que faltavam dois
planos de processos para completar os doze modelos de fueiros
existentes. Ento, pode-se deduzir tambm que a implantao dos planos
de processos restantes ocorreu depois do relato da anomalia pelo
operador.
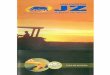
Embora seja notvel a melhora do ambiente de trabalho alcanada
atravs da aplicao do POP Manuteno-Segurana, destaca-se ainda a
eliminao total das causas que geravam o problema de falta de
informao. A eliminao dessa causa o principal benefcio alcanado com
a implantao do POP, de acordo com a Figura 3.
Figura 3 Resultado da implantao do POP. Fonte: Autor (2011).
Esta anomalia quantitativa e, portanto, de fcil mensurao. Em
dados percentuais, do total de quinze falhas, 100% foram eliminadas
com a implantao do POP, ou seja, o resultado foi satisfatrio, pois
todas as informaes esto disponibilizadas para o operador.
0% 0% 0% 0%
0
0,2
0,4
0,6
0,8
1
POP Plano de processo
EPS Ordem de produo
Quantidade (n)
% Acumulado
-
2 SIEF Semana Internacional das Engenharias da FAHOR
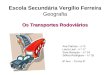
Contudo, a solda apresentou-se satisfatria depois da implantao
dos documentos com as especificaes de solda. A quantidade acima do
necessrio tambm prejudicava o acabamento.A Figura 4 apresenta o
comparativo entre o conjunto fabricado antes da implantao dos
documentos e o conjunto fabricado depois da implantao dos
documentos.
Figura 4 Foto de um Cordo de Solda Antes das Especificaes e
Depois. Fonte: Autor.
Devido organizao possuir uma carteira de produtos ampla, a
quantidade de conjuntos a serem executados tambm grande. Os
operadores que executam as tarefas dirias de acordo com as operaes
definidas pelos POP garantem tambm a qualidade desejada.
4.6 Abordagem da folha de verificao
O modelo deve ser simples e objetivo, para obter o perfeito
entendimento por todos os operadores do cho de fbrica. Nesse
sentido, foram utilizadas ilustraes para as Folha de Verificao, uma
vez que considerado que este modelo ser utilizado no s na clula de
estudo, mas tambm para as demais clulas de trabalho e,
posteriormente, em toda a organizao.
Os Resultados da Implantao da Folha de Verificao da Qualidade
foi de que o departamento da qualidade definiu que necessrio fazer
inspeo por amostragem para cada ordem de produo executada. As
informaes necessrias para a inspeo esto contidas nos planos de
processos. Ento possvel afirmar que os planos de processos so
utilizados tanto pelos operadores quanto pelos inspetores da
qualidade. Alm do uso comum dos documentos, algumas vezes o plano
de processos acabava sendo levado pelo setor do transporte at o
cliente. Isso porque no havia definio de quem era responsvel por
colocar o documento na pasta dos documentos.
De acordo com o Sistema Toyota de Produo esse deslocamento
considerado como uma das sete perdas, ou seja, com a implantao
desse documento possvel eliminar esse desperdcio. Portanto foi
criada uma Folha de Verificao da Qualidade para uso exclusivo dos
inspetores, que estar disponvel junto aos conjuntos fabricados, uma
vez que est escrito no POP que o operador precisa disponibilizar a
folha para o inspetor.
O desenho contido na Folha de Verificao da Qualidade abrange
todos os modelos fabricados. Alm disso, outros problemas como perda
de
-
2 SIEF Semana Internacional das Engenharias da FAHOR
documento tambm foi eliminado, pois agora somente o operador
utiliza o plano de processos e somente o inspetor utiliza a folha
de verificao.
4.7 Resultados da Implantao da Folha de Verificao da
Segurana
Tambm foi implantada na organizao estudada a Folha de Verificao
de Segurana, que aborda os itens de segurana ocupacional. A
implantao dessa folha de verificao serve para reforar as orientaes
advindas do departamento de segurana. O problema detectado, que at
o momento do estudo as informaes eram comunicadas apenas oralmente,
no treinamento de solda.
A Folha de Verificao de Segurana serve para lembr-los
diariamente quais so os EPIs necessrios para a rotina. Com isso
obteve-se confiabilidade para com o quesito segurana.
4.8 Resultados da Implantao da Folha de Verificao da
Manuteno
A Folha de Verificao da Manuteno contribuiu significativamente
para a melhora do funcionamento da mquina de solda. Atravs das
verificaes dirias possvel identificar a existncia ou no de
problemas. Algumas das informaes necessrias para a inspeo rotineira
do funcionamento da mquina esto publicadas no mural do
departamento, porm a Folha de Verificao de Manuteno possui todos os
itens de checagem e esta tambm foi implantada e est disponibilizada
na pasta dos documentos.
4.9 Resultados da Implantao da Folha de Verificao do 5S
Existe uma cartilha do programa 5S que utilizada por toda a
organizao. O objetivo dessa cartilha transmitir ao operacional
diversas informaes referentes higiene e segurana no trabalho. Tambm
apresenta casos de sucesso em outras organizaes, alm de diversas
dicas de como manter seu ambiente limpo e organizado. O problema
que a cartilha no precisa ser arquivada nos departamentos e o
operador leva para sua casa. Com o passar do tempo a importncia do
programa 5S acaba em esquecimento. Para tanto foi criado uma Folha
de Verificao do 5S. A implantao dessa folha de verificao vai
garantir que o operador aplicar os cinco sensos do Programa 5S na
sua rotina diria de trabalho, colaborando com a organizao e limpeza
do ambiente de trabalho.
5. Concluses
Uma vez que a organizao tem sido estimulada para tornar seus
processos cada vez mais eficazes, a implantao dos documentos
voltados rotina tais como os POP e as Folhas de Verificao atenderam
aos objetivos do presente trabalho.
-
2 SIEF Semana Internacional das Engenharias da FAHOR
A implantao dos POP para a empresa estudada contribuiu com a
padronizao das atividades rotineiras, garantindo a qualidade
desejada. As folhas de verificao tambm incluram na rotina do
trabalho operacional o uso dos EPIs, a aplicao dos 5S e a inspeo da
mquina de solda, tarefas importantssimas para que o trabalho no
seja interrompido no decorrer das atividades.
A aplicao do GRD tambm servir como base para aplicao de outros
modelos de mais complexos de gerenciamento. Considera-se tambm a
importncia da capacitao do operador para a compreenso do mtodo PDCA
e sua utilizao.
Finalmente, em virtude do apresentado possvel afirmar que o
sucesso da aplicao do gerenciamento da rotina do trabalho em uma
indstria de implementos rodovirios depende principalmente do
gerenciamento do cumprimento dos padres estabelecidos nos
documentos implantados.
Referncias BORBA, Heitor de Arajo. A ferramenta 5S. . Disponvel
em
. Acesso em: 14 de outubro de
2011.
CAMPOS, Vicente Falconi. Gerenciamento da Rotina do Trabalho do
Dia-a-dia. Rio de Janeiro:
Bloch Editores S. A - QFCO, 1994.
CAMPOS, Vicente Falconi. Gerenciamento da Rotina do Trabalho do
Dia-a-dia. Nova Lima:
INDG Tecnologia, 2004.
CHAVES, Lcio Edi et. al. Gerenciamento da comunicao em projetos.
2. ed. Rio de
Janeiro: Editora FGV, 2010.
GIL, Antnio Carlos. Como elaborar projetos de pesquisa. 4. ed.
So Paulo: Atlas, 2002.
NOSSOS OLHOS. Material de Estudo. Disponvel em
. Acesso em: 30 de outubro de 2011.
PEINADO, Jurandir e GRAEML, Alexandre Reis. Administrao da
produo: operaes
industriais e de servios. Curitiba, UnidenP, 2007.
PRADO, Darci Santos do. Gerenciamento de projetos nas
organizaes. Belo Horizonte, MG:
Ed. De Desenvolvimento Gerencial, 2000.
RIOS, Liliana Velandia. Um modelo de Referncia para Melhoria de
Processos Industriais
Usando Conceito Seis Sigma. Disponvel em
. Acesso em: 20 de setembro de
2011.
RITZMAN, Larry P. e KRAJEWSKI, Lee J. Administrao da produo e
operaes. So Paulo:
Peason Prentice Hall, 2004.