Embed Size (px)
Citation preview

(Ref: 1305)
8065CNCCiclos fixos (modelo ·T·)

Todos os direitos reservados. Não se pode reproduzir nenhuma parte destadocumentação, transmitir-se, transcrever-se, armazenar-se num sistema derecuperação de dados ou traduzir-se a nenhum idioma sem o consentimentoexpresso de Fagor Automation. Proíbe-se qualquer reprodução ou uso nãoautorizado do software, quer seja no conjunto ou em parte.
A informação descrita neste manual pode estar sujeita a variações motivadaspor modificações técnicas. Fagor Automation se reserva o direito de modificaro conteúdo do manual, não estando obrigado a notificar as variações.
Todas as marcas registradas ou comerciais que aparecem no manual pertencemaos seus respectivos proprietários. O uso destas marcas por terceiras pessoaspara outras finalidades pode vulnerar os direitos dos proprietários.
É possível que o CNC possa executar mais funções que as captadas nadocumentação associada; não obstante, Fagor Automation não garante avalidez das referidas aplicações. Portanto, a menos que haja licença expressade Fagor Automation, qualquer aplicação do CNC que não se encontre indicadana documentação deve-se considerar como "impossível". De qualquer maneira,Fagor Automation não se responsabiliza por lesões, danos físicos ou materiaisque possa sofrer ou provocar o CNC se este é utilizado de maneira diferente àexplicada na documentação relacionada.
Se há contrastado o conteúdo deste manual e sua validez para o produtodescrito. Ainda assim, é possível que se tenha cometido algum erro involuntárioe é por isso que não se garante uma coincidência absoluta. De qualquer maneira,se verifica regularmente a informação contida no documento e se procede arealizar as correções necessárias que ficarão incluídas numa posterior edição.Agradecemos as suas sugestões de melhoramento.
Os exemplos descritos neste manual estão orientados para uma melhoraprendizagem. Antes de utilizá-los, em aplicações industriais, devem serconvenientemente adaptados e também se deve assegurar o cumprimento dasnormas de segurança.
SEGURANÇA DA MÁQUINA
É de responsabilidade do fabricante da máquina, que as medidas de segurançada máquina estejam habilitadas com o objetivo de evitar lesões a pessoas eprever danos a CNC como aos equipamentos ligados ao mesmo. Durante oarranque e a validação de parâmetros do CNC, se comprova o estado dasseguintes seguranças. Se alguma delas está desabilitada o CNC mostra umamensagem de advertência.
• Alarme de medição para eixos analógicos.• Limites de software para eixos lineares analógicos e sercos.• Monitoração do erro de seguimento para eixos analógicos e sercos (exceto
o eixo-árvore), tanto no CNC como nos reguladores.• Teste de tendência nos eixos analógicos.
FAGOR AUTOMATION não se responsabiliza por lesões a pessoas, danosfísicos ou materiais que possa sofrer ou provocar o CNC, e que sejam imputáveisa uma anulação de alguma das normas de segurança.
AMPLIAÇÕES DE HARDWARE
FAGOR AUTOMATION não se responsabiliza por lesões a pessoas, danosfísicos ou materiais que possa sofrer ou provocar o CNC, e que sejam imputáveisa uma modificação do hardware por pessoal não autorizado por FagorAutomation.
A modificação do hardware do CNC por pessoal não autorizado por FagorAutomation faz com que se perda a garantia.
VIRUS INFORMÁTICOS
FAGOR AUTOMATION garante que o software instalado não contém nenhumvírus informático. É de responsabilidade do usuário manter o equipamento limpode vírus para garantir o seu correto funcionamento.
A presença de vírus informáticos no CNC pode provocar um mau funcionamento.Se o CNC se conecta diretamente a outro PC, está configurado dentro de umarede informática ou se utilizam disquetes ou outro suporte informático paratransmitir informação, se recomenda instalar um software anti-virus.
FAGOR AUTOMATION não se responsabiliza por lesões a pessoas, danosfísicos ou materiais que possa sofrer ou provocar o CNC, e que sejam imputáveisà presença de um virus informático no sistema.
A presença de vírus informáticos no sistema faz com que se perda a garantia.

Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)
·3·
I N D I C E
A respeito do produto ................................................................................................................... 5Declaração de conformidade........................................................................................................ 9Histórico de versões ................................................................................................................... 11Condições de Segurança ........................................................................................................... 13Condições de garantia................................................................................................................ 17Condições para retorno de materiais ......................................................................................... 19Manutenção do CNC .................................................................................................................. 21
CAPÍTULO 1 CICLOS FIXOS DE USINAGEM (ISO)
1.1 Conceitos gerais ............................................................................................................ 231.2 G81 Ciclo fixo de torneamento de trechos retos............................................................ 251.3 G82 Ciclo fixo de faceamento de trechos retos ............................................................. 281.4 G83 Ciclo fixo de furação / rosqueamento com macho ................................................. 311.5 G84 Ciclo fixo de torneamento de trechos curvos ......................................................... 341.6 G85 Ciclo fixo de faceamento de trechos curvos .......................................................... 371.7 G86 Ciclo fixo de rosqueamento longitudinal ................................................................ 401.8 G87 Ciclo fixo de rosqueamento frontal......................................................................... 441.9 G88 Ciclo fixo de ranhura no eixo X .............................................................................. 481.10 G89 Ciclo fixo de ranhura no eixo Z .............................................................................. 491.11 G66 Ciclo fixo de seguimento de perfil .......................................................................... 501.12 G68 Ciclo fixo de desbaste no eixo X ............................................................................ 551.13 G69 Ciclo fixo de desbaste no eixo Z ............................................................................ 611.14 G160 Furação/rosqueamento múltiplo com macho na face frontal ............................... 681.15 G161 Furação/rosqueamento múltiplo com macho na face cilíndrica ........................... 711.16 G162 Ciclo fixo de rasgo de chaveta na face cilíndrica ................................................. 741.17 G163 Ciclo fixo de rasgos de chavetas na face de Faceamento................................... 76
CAPÍTULO 2 EDITOR DE CICLOS
2.1 Configurar o editor de ciclos. ........................................................................................ 812.2 Modo teach-in. .............................................................................................................. 822.3 Seleção de dados, perfis e ícones................................................................................. 832.4 Simular um ciclo fixo. ..................................................................................................... 84
CAPÍTULO 3 CICLOS FIXOS DO EDITOR
3.1 Ciclos fixos disponíveis no editor................................................................................... 873.1.1 Definição das condições do eixo-árvore .................................................................... 883.1.2 Definição das condições de usinagem....................................................................... 893.2 Ciclo de posicionamento................................................................................................ 903.3 Ciclo de posicionamento com funções M. ..................................................................... 913.4 Ciclo de torneamento cilíndrico simples. ....................................................................... 923.4.1 Funcionamento básico. .............................................................................................. 943.5 Ciclo de torneamento cilíndrico com arredondamento de vértices. ............................... 963.5.1 Funcionamento básico. .............................................................................................. 983.6 Ciclo de faceamento simples. ...................................................................................... 1003.6.1 Funcionamento básico. ............................................................................................ 1023.7 Ciclo de faceamento com arredondamento de vértices............................................... 1043.7.1 Funcionamento básico. ............................................................................................ 1063.8 Ciclo de chanfrado de vértice. ..................................................................................... 1083.8.1 Funcionamento básico. ............................................................................................ 1113.9 Ciclo de chanframento entre pontos. ........................................................................... 1133.9.1 Funcionamento básico. ............................................................................................ 1163.10 Ciclo de chanfrado de vértice 2. .................................................................................. 1183.10.1 Funcionamento básico. ............................................................................................ 1213.11 Ciclo de arredondamento de vértice. ........................................................................... 1233.11.1 Funcionamento básico. ............................................................................................ 1263.12 Ciclo de arredondamento entre pontos........................................................................ 1283.12.1 Funcionamento básico. ............................................................................................ 1313.13 Ciclo de rosqueamento longitudinal. ............................................................................ 1333.13.1 Funcionamento básico. ............................................................................................ 1363.14 Ciclo de rosqueamento cônico..................................................................................... 1373.14.1 Funcionamento básico. ............................................................................................ 1403.15 Ciclo de rosqueamento frontal. .................................................................................... 1413.15.1 Funcionamento básico. ............................................................................................ 144

·4·
Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)
3.16 Ciclo de repasse de roscas. ........................................................................................ 1453.16.1 Funcionamento básico............................................................................................. 1483.17 Ciclo de rosqueamento de várias entradas. ................................................................ 1493.17.1 Funcionamento básico............................................................................................. 1523.18 Ciclo de ranhuramento simples longitudinal. ............................................................... 1533.18.1 Funcionamento básico............................................................................................. 1563.18.2 Calibração da ferramenta de ranhurar..................................................................... 1583.19 Ciclo de ranhuramento simples frontal. ....................................................................... 1603.19.1 Funcionamento básico............................................................................................. 1633.19.2 Calibração da ferramenta de ranhurar..................................................................... 1653.20 Ciclo de ranhuramento inclinado longitudinal. ............................................................. 1663.20.1 Funcionamento básico............................................................................................. 1693.21 Ciclo de ranhuramento inclinado frontal. ..................................................................... 1713.21.1 Funcionamento básico............................................................................................. 1743.22 Ciclo de sangramento.................................................................................................. 1763.22.1 Funcionamento básico............................................................................................. 1783.23 Ciclo de furação........................................................................................................... 1793.23.1 Funcionamento básico............................................................................................. 1813.24 Ciclo de rosqueamento com macho. ........................................................................... 1823.24.1 Funcionamento básico............................................................................................. 1843.25 Ciclo de furações múltiplas. ......................................................................................... 1853.25.1 Funcionamento básico............................................................................................. 1883.26 Ciclo de rosqueamentos múltiplos com macho. .......................................................... 1893.26.1 Funcionamento básico............................................................................................. 1913.27 Ciclo de rasgos de chaveta múltiplos. ......................................................................... 1923.27.1 Funcionamento básico............................................................................................. 1953.28 Ciclo de torneamento por pontos................................................................................. 1963.28.1 Funcionamento básico............................................................................................. 2003.28.2 Exemplo de programação........................................................................................ 2013.29 Ciclo de torneamento de perfil. .................................................................................... 2023.29.1 Funcionamento básico............................................................................................. 2063.29.2 Exemplos de programação ...................................................................................... 2073.30 Ciclo do perfil no plano ZC. ......................................................................................... 2133.30.1 Funcionamento básico. Perfil ZC............................................................................. 2153.31 Ciclo de bolsão retangular ZC/YZ................................................................................ 2163.32 Ciclo de bolsão circular ZC / YZ. ................................................................................. 2183.33 Ciclo de bolsão perfil 2D ZC/YZ. ................................................................................. 2203.34 Ciclo do perfil no plano XC. ......................................................................................... 2223.34.1 Funcionamento básico. Perfis XC............................................................................ 2243.35 Ciclo de bolsão retangular XC/XY. .............................................................................. 2253.36 Ciclo de bolsão circular XC/XY.................................................................................... 2273.37 Ciclo de bolsão perfil 2D XC/XY. ................................................................................. 229
CAPÍTULO 4 DISTRIBUIÇÃO DINÂMICA DA USINAGEM ENTRE CANAIS.
4.1 Ativar e anular a distribuição dinâmica da usinagem. ................................................. 2334.1.1 Distribuição de passes entre canais. ....................................................................... 2354.1.2 Passes iguais sincronizados.................................................................................... 236
CAPÍTULO 5 ROSCAS NORMALIZADAS
5.1 Rosca métrica de passo normal — M (S.I.) ................................................................. 2385.2 Rosca métrica de passo fino — M (S.I.F.) ................................................................... 2405.3 Rosca whitworth de passo normal — BSW (W.) ......................................................... 2425.4 Rosca whitworth de passo fino — BSF ....................................................................... 2445.5 Rosca americana unificada de passo normal — UNC (NC, USS)............................... 2455.6 Rosca americana unificada de passo fino — UNF (NF, SAE)..................................... 2465.7 Rosca whitworth gás — BSP....................................................................................... 247

Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)
·5·
A RESPEITO DO PRODUTO
CARACTERÍSTICAS BÁSICAS.
Características básicas. ·M· ·T·
Sistema baseado em PC. Sistema aberto
Sistema Operativo. Windows XP
Número de eixos. 3 a 28
Número de eixos-árvore. 1 a 4
Número de armazéns. 1 a 4
Número de canais de execução 1 a 4
Número de volantes. 1 a 12
Tipo de regulação. Analógica / Digital Sercos / Digital Mechatrolink
Comunicações. RS485 / RS422 / RS232Ethernet
PLC integrado. Tempo de execução do PLC.Entradas digitais/ Saídas digitais.Marcas / Registros.Temporizadores / Contadores.Símbolos.
< 1ms/K1024 / 10248192 / 1024
512 / 256Ilimitados
Tempo processo de bloco. < 1 ms
Módulos remotos. RIOW RIO5 RIO70
Comunicação com os módulos remotos. CANopen CANopen CANfagor
Entradas digitais pelo módulo. 8 16 ou 32 16
Saídas digitais pelo módulo. 8 24 ou 48 16
Entradas analógicas pelo módulo. 4 4 8
Saídas analógicas pelo módulo. 4 4 4
Entradas para sondas de temperatura. 2 2 - - -
Entradas de contagem. - - - - - - 4TTL diferencialSenoidal 1 Vpp
Personalização.
Sistema aberto baseado em PC, totalmente personalizável.Arquivos de configuração INI.Ferramenta de configuração visual FGUIM.Visual Basic®, Visual C++®, etc.Bases de dados internas em Microsoft® Access.Interface OPC compativel.

·6·
Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)
OPÇÕES DE SOFTWARE.
Devemos estar atentos pois algumas das características descritas neste manual dependem das opçõesde software instaladas. A tabela seguinte é informativa; no momento de adquirir as opções de software,somente é válida a informação oferecida pelo ordering handbook.
Opções de software (modelo ·M·).
8065 M 8065 M Power
Basic Pack 1 Basic Pack 1
Sistema aberto. Acesso ao modo administrador.
- - - - - - Opção Opção
Número de canais de execução 1 1 1 1 a 4
Número de eixos 3 a 6 5 a 8 5 a 12 8 a 28
Número de eixos-árvore 1 1 a 2 1 a 4 1 a 4
Número de armazéns 1 1 1 a 2 1 a 4
Limitação 4 eixos interpolados Opção Opção Opção Opção
Linguagem IEC 61131 - - - Opção Opção Opção
Gráficos HD Opção Opção Padrão Padrão
IIP conversacional Opção Opção Opção Opção
Máquina combinada (M-T) - - - - - - Opção Padrão
Eixo C Padrão Padrão Padrão Padrão
RTCP dinâmico - - - Opção Opção Padrão
Sistema de usinagem HSSA Padrão Padrão Padrão Padrão
Ciclos fixos de apalpador Opção Padrão Padrão Padrão
Eixos tandem - - - Opção Padrão Padrão
Sincronismos e ressaltos. - - - - - - Opção Padrão
Controle tangencial - - - Padrão Padrão Padrão
Compensação volumétrica (até 10 m³). - - - - - - Opção Opção
Compensação volumétrica (mais de 10 m³). - - - - - - Opção Opção

Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)
·7·
Opções de software (modelo ·T·).
8065 T 8065 T Power
Basic Pack 1 Basic Pack 1
Sistema aberto. Acesso ao modo administrador.
- - - - - - Opção Opção
Número de canais de execução 1 1 a 2 1 a 2 1 a 4
Número de eixos 3 a 5 5 a 7 5 a 12 8 a 28
Número de eixos-árvore 2 2 3 a 4 3 a 4
Número de armazéns 1 1 a 2 1 a 2 1 a 4
Limitação 4 eixos interpolados Opção Opção Opção Opção
Linguagem IEC 61131 - - - Opção Opção Opção
Gráficos HD Opção Opção Padrão Padrão
IIP conversacional Opção Opção Opção Opção
Máquina combinada (T-M) - - - - - - Opção Padrão
Eixo C Opção Padrão Padrão Padrão
RTCP dinâmico - - - - - - Opção Padrão
Sistema de usinagem HSSA Opção Padrão Padrão Padrão
Ciclos fixos de apalpador Opção Padrão Padrão Padrão
Eixos tandem - - - Opção Padrão Padrão
Sincronismos e ressaltos. - - - Opção Opção Padrão
Controle tangencial - - - - - - Opção Padrão
Compensação volumétrica (até 10 m³). - - - - - - Opção Opção
Compensação volumétrica (mais de 10 m³). - - - - - - Opção Opção


Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)
·9·
DECLARAÇÃO DE CONFORMIDADE
O fabricante:
Fagor Automation, S. Coop.
Barrio de San Andrés Nº 19, C.P. 20500, Mondragón -Guipúzcoa- (ESPANHA).
Declaramos o seguinte:
O fabricante declara sob o seu exclusiva responsabilidade a conformidade do produto:
CONTROLE NUMÉRICO 8065
Composto pelos seguintes módulos e acessórios:
8065-M-ICU8065-T-ICUMONITOR-LCD-10, MONITOR-LCD-15HORIZONTAL-KEYB, VERTICAL-KEYB, OP-PANELBATTERYRemote Modules RIOW, RIO5, RIO70
Nota: Alguns caracteres adicionais podem aparecer a seguir às referências dos modelos acima indicados.Todos cumprem com as Diretrizes listadas. Embora, o cumprimento pode verificar-se na etiqueta do próprioequipamento.
Ao que se refere esta declaração, com as seguintes normas.
De acordo com as disposições das Diretivas Comunitárias 2006/95/EC de Baixa Tensão e2004/108/EC de Compatibilidade Eletromagnética e suas atualizações.
Em Mondragón, 1º de Outubro de 2011.
Normas de baixa tensão.
EN 60204-1: 2006 Equipes elétricas em máquinas — Parte 1. Requisitos gerais.
Normas de compatibilidade eletromagnética.
EN 61131-2: 2007 Autômatos programáveis — Parte 2. Requisitos e ensaios de equipes.


Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)
·11·
HISTÓRICO DE VERSÕES
A seguir mostra-se a lista de funções acrescentadas em cada referência do manual.
Ref. 1103
Ref. 1201
Ref. 1209
Ref. 1305
Primeira versão.
Software V04.22Ciclos do editor. A tecla [DEL] apaga um perfil da lista.Ciclos do editor. Ao selecionar em um ciclo velocidade de corte constante, este sempre
permite selecionar o intervalo, ainda que a troca de intervalo sejaautomática.
Ciclos do editor. Os ciclos realizam a aproximação do ponto inicial em ambos os eixos doplano simultaneamente.
Ciclos do editor. Ciclo de torneamento por pontos. A tabela para definir os pontos do perfil admite 25 pontos. Ciclos do editor. Ciclo de torneamento por pontos. Novo ícone para apagar todos os pontos da tabela. Ciclos do editor. Ciclo de rosqueamentos múltiplos commacho.
O ciclo permite programar a temporização no fundo.
Ciclos do editor. Ciclo de rasgos de chaveta múltiplos. O ciclo permite definir várias passadas de aprofundamento.Ciclos do editor.
• Ciclo de torneamento cilíndrico simples.• Ciclo de torneamento cilíndrico com arredondamento
de vértices.• Ciclo de faceamento simples.• Ciclo de faceamento com arredondamento de
vértices.• Ciclo de chanframento entre pontos.• Ciclo de arredondamento entre pontos.• Ciclo de rosqueamento cônico.• Ciclo de rosqueamento frontal.• Ciclo de repasse de roscas.• Ciclo de rosqueamento de várias entradas.• Ciclo de ranhuramento simples longitudinal.• Ciclo de ranhuramento simples frontal.• Ciclo de ranhuramento inclinado longitudinal.• Ciclo de ranhuramento inclinado frontal.
Por padrão, os ciclos assumem para Xf o valor definido para Xi.
Software V04.24Distribuição dinâmica da usinagem. Programar o período de retardo entreduas passadas consecutivas através de uma distância (parâmetro D).
• Sentença #DINDIST. • Variáveis:
(V.)A.ACCUDIST.xn
Software V04.26Ciclos do editor. Ciclo de rosqueamento cônico. Novo ícone para selecionar como é definido o ponto final; coordenadas
(Xf, Zf), ângulo e comprimento (α, ΔZ) ou ângulo e cota final (α, Zf).


Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)
·13·
CONDIÇÕES DE SEGURANÇA
Leia as seguintes medidas de segurança com o objetivo de evitar lesões a pessoas e prever danos a esteequipamento bem como aos equipamentos ligados ao mesmo. Fagor Automation não se responsabilizapor qualquer dano físico ou material que seja ocasionado pelo não cumprimento destas normas básicasde segurança.
PRECAUÇÕES ANTES DE LIMPAR O APARELHO.
Se o CNC não acende ao acionar o interruptor de colocação em serviço, comprovar a conexão.
PRECAUÇÕES DURANTE AS REPARAÇÕES
Em caso de mau funcionamento ou falha do aparelho, desligá-lo e chamar o serviço de assistência técnica.
PRECAUÇÕES CONTRA DANOS A PESSOAS
Antes de a colocação em funcionamento, verificar que a máquina onde se incorpora o CNC cumpre aespecificação da directiva 89/392/CEE.
Não manipular o interior do aparelho. Somente técnicos autorizados por Fagor Automation podemmanipular o interior do aparelho.
Não manipular os conectores com oaparelho conectado à rede elétrica.
Antes de manipular os conectores (entradas/saídas, medição, etc.)assegurar-se que o aparelho não se encontra conectado à redeelétrica.
Não manipular o interior do aparelho. Somente técnicos autorizados por Fagor Automation podemmanipular o interior do aparelho.
Não manipular os conectores com oaparelho conectado à rede elétrica.
Antes de manipular os conectores (entradas/saídas, medição, etc.)assegurar-se que o aparelho não se encontra conectado à redeelétrica.
Ligação de módulos. Utilizar os cabos de união proporcionados com o aparelho.
Utilizar cabos apropriados. Para evitar riscos, utilizar somente cabos de rede, Sercos e bus CANrecomendados para este aparelho. Para prevenir riscos de choque elétrico na unidade central, utilizar oconector de rede apropriado. Usar cabos de potência de 3condutores (um deles de terra).
Evitar sobrecargas elétricas Para evitar descargas elétricas e riscos de incêndio não aplicartensão elétrica fora da faixa selecionada na parte posterior daunidade central do aparelho.
Conexões à terra Com o objetivo de evitar descargas elétricas conectar os terminaisde terra de todos os módulos ao ponto central de terras. Também,antes de efetuar as ligações das entradas e saídas deste produtoassegurar-se que foi efetuada a conexão à terra.Para evitar choques elétricos assegurar-se, antes de ligar o aparelho,que foi feita a ligação dos terras.
Não trabalhar em ambientes úmidos. Para evitar descargas elétricas trabalhar sempre em ambientes comumidade relativa inferior ao 90% sem condensação a 45 ºC (113 ºF).
Não trabalhar em ambientes explosivos Com o objetivo de evitar possíveis perigos , lesões ou danos, nãotrabalhar em ambientes explosivos.

·14·
Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)
PRECAUÇÕES CONTRA DANOS AO PRODUTO
PROTEÇÕES DO PRÓPRIO APARELHO
Ambiente de trabalho. Este aparelho está preparado para ser utilizado em AmbientesIndustriais obedecendo às diretrizes e normas em vigor na UniãoEuropéia.Fagor Automation não se responsabiliza pelos danos que possamsofrer ou provocar o CNC quando se monta em outro tipo decondições (ambientes residenciais ou domésticos).
Instalar o aparelho no lugar apropriado. Se recomenda que, sempre que seja possível, que a instalação docontrole numérico se realize afastada dos líquidos refrigerantes,produtos químicos, golpes, etc. que possam danificá-lo.O aparelho cumpre as diretrizes européias de compatibilidadeeletromagnética. Entretanto, é aconselhável mantê-lo afastado defontes de perturbação eletromagnética, como podem ser:
Cargas potentes ligadas à mesma rede que o equipamento.Transmissores portáteis próximos (Radiotelefones, emissorasde rádio amadores).Proximidade de Transmissores de rádio/TV.Proximidade de Máquinas de solda por arco.Proximidade de Linhas de alta tensão.
Envolventes. O fabricante é responsável de garantir que o gabinete em que semontou o equipamento, cumpra todas as diretrizes de uso naComunidade Econômica Européia.
Evitar interferencias provenientes damáquina-ferramenta.
A máquina-ferramenta deve ter desacoplados todos os elementosque geram interferências (bobinas dos relés, contatores, motores,etc.).
Utilizar a fonte de alimentação apropriada. Utilizar, para a alimentação do teclado e os módulos remotos, umafonte de alimentação exterior estabilizada de 24 V DC.
Conexões à terra da fonte de alimentação. O ponto de zero volts da fonte de alimentação externa deverá serligado ao ponto principal de terra da máquina.
Conexões das entradas e saídas analógicas. Realizar a ligação mediante cabos blindados, conectando todas asmalhas ao terminal correspondente.
Condições do meio ambiente. A temperatura ambiente que deve exist i r em regime defuncionamento deve estar compreendida entre +5 ºC e +45 ºC (41 ºFe 113 ºF).A temperatura ambiente que deve exist i r em regime defuncionamento deve estar compreendida entre –25 ºC e 70 ºC (-13ºF e 158 ºF).
Configuração da unidade central. Garantir entre unidade central e cada uma das paredes do habitáculoas distâncias requeridas.Utilizar um ventilador de corrente contínua para melhorar aarejamento do habitáculo.
Disposi t ivo de sec ionamento daalimentação.
O dispositivo de secionamento da alimentação tem que estar situadoem lugar facilmente acessível e a uma distância do chãocompreendida entre 0,7 e 1,7 metros (2,3 e 5,6 pies).
Módulos remotos. Todas as entradas-saídas digitais possuem isolamento galvânicomediante optoacopladores entre os circuitos internos e o exterior.

Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)
·15·
SÍMBOLOS DE SEGURANÇA
Símbolos que podem aparecer no manual
Símbolos que podem constar no produto.
Símbolo de perigo ou proibição.Indica ações ou operações que podem provocar danos a pessoas ou aparelhos.
Símbolo de advertência ou precaução.Indica situações que podem causar certas operações e as ações que se devem levar a efeito para evitá-las.
Símbolos de obrigação. Indica ações e operações que se tem que realizar obrigatoriamente.
Símbolos de informação.Indica notas, avisos e conselhos.
Símbolo de proteção de terras.Indica que o referido ponto assinalado pode estar sob tensão elétrica.
i


Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)
·17·
CONDIÇÕES DE GARANTIA
GARANTIA INICIAL
Todo o produto fabricado ou comercializado por FAGOR tem uma garantia de 12 meses para o usuáriofinal, que poderão ser controlados pela rede de serviço mediante o sistema de controle de garantiaestabelecido por FAGOR para esta finalidade.
Para que o tempo que transcorre entre a saída de um produto desde os nossos armazéns até à chegadaao usuário final não intervenha contra estes 12 meses de garantia, FAGOR estabeleceu um sistema decontrole de garantia baseado na comunicação por parte do fabricante ou intermediário a FAGOR dodestino, a identificação e a data de instalação na máquina, no documento que acompanha cada produtono envelope de garantia. Este sistema nos permite, além de garantir o ano de garantia ao usuário, manterinformados os centros de serviço da rede sobre os equipamentos FAGOR que entram na área deresponsabilidade procedentes de outros países.
A data de inicio da garantia será a que figura como data de instalação no citado documento, FAGOR dáum prazo de 12 meses ao fabricante ou intermediário para a instalação e para a venda do produto, demaneira que a data de inicio da garantia pode ser até um ano posterior à da saída do produto dos nossosarmazéns, sempre e quando nos tenha sido remetido a folha de controle da garantia. Isto, significa naprática a extensão da garantia a dois anos desde a saída do produto dos armazéns de Fagor. No casode que não se tenha enviado a citada folha, o período de garantia finalizará em 15 meses desde a saídado produto dos nossos armazéns.
A referida garantia cobre todas as despesas de materiais e mão-de-obra de reparação, nas dependênciasda FAGOR, utilizadas para reparar anomalias de funcionamento nos equipamentos. FAGOR secompromete a reparar ou substituir os seus produtos, no período compreendido desde o início defabricação até 8 anos, a partir da data de desaparição do produto de catálogo.
Compete exclusivamente a FAGOR determinar se a reparação está dentro dos limites definidos comogarantia.
CLÁUSULAS DE EXCLUSÃO
A reparação realizar-se-á em nossas dependências, portanto ficam fora da referida garantia todos osgastos ocasionados no deslocamento de seu pessoal técnico para realizar a reparação de umequipamento, mesmo estando este dentro do período de garantia, antes mencionado.
A referida garantia aplicar-se-á sempre que os equipamentos tenham sido instalados conforme asinstruções, não tenham sido maltratados, nem tenham sofrido danos por acidentes ou negligência e nãotenham sido manipulados por pessoal não autorizado por FAGOR. Se depois de realizada a assistênciaou reparação, a causa da avaria não é imputável aos referidos elementos, o cliente está obrigado a cobrirtodas as despesas ocasionadas, atendo-se às tarifas vigentes.
Não estão cobertas outras garantias implícitas ou explícitas e FAGOR AUTOMATION não é responsávelsob nenhuma circunstância de outros danos ou prejuízos que possam ocasionar.

·18·
Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)
GARANTIA DE REPARAÇÕES
Analogamente à garantia inicial, FAGOR oferece uma garantia sobre as reparações padrão nos seguintestermos:
Nos casos em que a reparação tenha sido com cotação baixa, isto é, se tenha atuado somente sobre aparte avariada, a garantia será sobre as peças substituídas e terá um período de duração de 12 meses.
As peças sobressalentes fornecidas soltas têm uma garantia de 12 meses.
CONTRATOS DE MANUTENÇÃO
A disposição do distribuidor ou do fabricante que compre e instale os nossos sistemas CNC, existe oCONTRATO DE SERVIÇO.
PERÍODO 12 meses.
CONCEITO Cobre peças e mão-de-obra sobre os elementos reparados (ousubstituídos) nos locais da rede própria.
CLÁUSULAS DE EXCLUSÃO As mesmas que se aplicam sobre o capítulo de garantia inicial.Se a reparação se efetua no período de garantia, não tem efeitoa ampliação de Garantia

Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)
·19·
CONDIÇÕES PARA RETORNO DE MATERIAIS
Se vai enviar a unidade central ou os módulos remotos, faça a embalagem com o mesmo papelão e omaterial utilizado na embalagem original. Se não está disponível, seguindo as seguintes instruções:
1 Consiga uma caixa de papelão cujas 3 dimensões internas sejam pelo menos 15 cm (6 polegadas)maiores que o aparelho. O papelão empregado para a caixa deve ser de uma resistência de 170 Kg(375 libras).
2 Inclua uma etiqueta no aparelho indicando o dono do aparelho, o endereço, o nome da pessoa acontatar, o tipo do aparelho e o número de série. Em caso de avaria indique também o sintoma e umarápida descrição da mesma.
3 Envolva o aparelho com um rolo de polietileno ou sistema similar para protegê-lo. Se vai enviar umaunidade central com monitor, proteja especialmente a tela.
4 Acolchoe o aparelho na caixa de papelão enchendo- a com espuma de poliuretano por todos os lados.
5 Feche a caixa de papelão com fita de embalagem ou grampos industriais.


Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)
·21·
MANUTENÇÃO DO CNC
LIMPEZA
A acumulação de sujidade no aparelho pode atuar como blindagem que impeça a correta dissipação docalor gerado pelos circuitos eletrônicos internos, e também haverá a possibilidade de risco desuperaquecimento e avaria do aparelho. Também, a sujeira acumulada pode, em alguns casos,proporcionar um caminho condutor à eletricidade que pode por isso, provocar falhas nos circuitos internosdo aparelho, principalmente sob condições de alta umidade.
Para a limpeza do painel de comandos e do monitor se recomenda o emprego de um pano suave empapadocom a água desionizada e/ou detergentes lavalouças caseiros não abrasivos (líquidos, nunca em pós),ou então com álcool a 75%. Não utilizar ar comprimido a altas pressões para a limpeza do aparelho, poisisso, pode causar acumulação de cargas que por sua vez dão lugar a descargas eletrostáticas.
Os plásticos utilizados na parte frontal dos aparelhos são resistentes a graxas e óleos minerais, basese lixívia, detergentes dissolvidos e álcool. Evitar a ação de dissolvente como clorohidrocarboretos, benzina,ésteres e éteres fortes porque podem danificar os plásticos que constituem a frente do aparelho.
PRECAUÇÕES ANTES DE LIMPAR O APARELHO.
Fagor Automation não se responsabilizará por qualquer dano material ou físico que pudera derivar-se deum incumprimento destas exigências básicas de segurança.
• Não manipular os conectores com o aparelho conectado à rede elétrica. Antes de manipular osconectores (entradas/saídas, medição, etc.) assegurar-se que o aparelho não se encontra conectadoà rede elétrica.
• Não manipular o interior do aparelho. Somente técnicos autorizados por Fagor Automation podemmanipular o interior do aparelho.
• Se o CNC não acende ao acionar o interruptor de colocação em serviço, comprovar a conexão.


CNC 8065
(REF: 1305)
1
·23·
CICLOS FIXOS DE USINAGEM (ISO)
1.1 Conceitos gerais
Existem ciclos fixos que se editam em código ISO (os detalhados neste capítulo) e os quesão gerados a partir do editor. Ver capítulo "3 Ciclos fixos do editor".
Os ciclos fixos editados em código ISO se definem por meio de uma função preparatória"G" e os parâmetros correspondentes.
G81 Ciclo fixo de torneamento de trechos retos.
G82 Ciclo fixo de faceamento de trechos retos.
G83 Ciclo fixo de furação / rosqueamento com macho.
G84 Ciclo fixo de torneamento de trechos curvos.
G85 Ciclo fixo de faceamento de trechos curvos.
G86 Ciclo fixo de rosqueamento longitudinal.
G87 Ciclo fixo de rosqueamento frontal.
G88 Ciclo fixo de ranhura no eixo X.
G89 Ciclo fixo de ranhura no eixo Z.
G66 Ciclo fixo de seguimento de perfil.
G68 Ciclo fixo de desbaste no eixo X.
G69 Ciclo fixo de desbaste no eixo Z.
Ciclos fixos de usinagem com ferramenta motorizada:
G160 Ciclo fixo de furação / rosqueamento com macho na face frontal.
G161 Ciclo fixo de furação / rosqueamento com macho na face cilíndrica.
G162 Ciclo fixo de rasgo de chaveta na face cilíndrica.
G163 Ciclo fixo de rasgo de chaveta na face frontal.
Um ciclo fixo pode ser definido em qualquer parte do programa, isto é, se pode definir tantono programa principal como numa sub-rotina.
Quando se trabalha com plano de trabalho diferente ao ZX, o CNC interpreta os parâmetrosdo ciclo fixo da seguinte forma.
Máquinas combinadas. Disponibilidade de ciclos fixos de tornoe fresadora no mesmo CNC.
Em máquinas combinadas, aquelas que permitem efetuar operações de torno e fresadora,o CNC oferece a possibilidade de possuir ciclos fixos em ambas as máquinas. Como ambosos tipos de ciclos fixos partilham as mesmas funções ·G·, o usuário poderá selecionar queciclos deseja executar. Por default se executam os ciclos do software instalado.
Parâmetro Plano Z-X Plano W-X Plano A-B
O parâmetro Z e todos os relacionados com ele,com o eixo de abcissas.
eixo Z eixo W eixo A
O parâmetro X e todos os relacionados com ele,com o eixo de ordenadas.
eixo X eixo X eixo B

·24·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
Con
ceito
s ge
rais
Num CNC modelo fresadora (software de fresadora instalado).
Por default se executam os ciclos fixos de fresadora. Para executar os ciclos fixos de torno,utilizar as seguintes instruções:
#LATHECY ON - Ativa os ciclos fixos de torno.
#LATHECY OFF - Desativa os ciclos fixos de torno.
Num CNC modelo torno (software de torno instalado).
Por default se executam os ciclos fixos de torno. Para executar os ciclos fixos de fresadora,utilizar as seguintes instruções:
#MILLCY ON - Ativa os ciclos fixos de fresadora.
#MILLCY OFF - Desativa os ciclos fixos de fresadora.
G81 ··· Ciclo fixo de furação.
#LATHECY ON Ativa os ciclos fixos de torno.
G81 ···
G87 ···
#LATHECY OFF Desativa os ciclos fixos de torno.
G81 ··· Ciclo fixo de torneamento de trechos retos.
#MILLCY ON Ativa os ciclos fixos de fresadora.
G81 ···
G86 ···
#MILLCY OFF Desativa os ciclos fixos de fresadora.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·25·
G81
Cic
lo fi
xo d
e to
rnea
men
to d
e tr
echo
s re
tos
1.2 G81 Ciclo fixo de torneamento de trechos retos
Este ciclo realiza o torneamento do trecho programado, mantendo o passo especificadoentre as sucessivas passadas de torneamento. Este ciclo permite selecionar se se fará ounão um passe de acabamento depois de finalizar o torneamento programado.
Formato de programação em coordenadas cartesianas :
G81 X Z Q R C D L M F H
X±5.5 Define a cota conforme o eixo X, do ponto inicial do perfil. Se programará emcotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Z±5.5 Define a cota conforme o eixo Z, do ponto inicial do perfil. Se programará em cotasabsolutas.
Q±5.5 Define a cota conforme o eixo X, do ponto final do perfil. Se programará em cotasabsolutas e conforme as unidades ativas, raios ou diâmetros.
R±5.5 Define a cota conforme o eixo Z, do ponto final do perfil.
C5,5 Define o passo de torneamento e se programará mediante um valor positivoexpresso em raios. Todo o torneamento se realiza com o mesmo passo, sendoeste igual ou inferior ao programado (C).
Se se programa com valor 0, o CNC visualizará o erro correspondente.
D 5.5 Define a distância de segurança à que se efetua o retrocesso da ferramenta emcada passada.
• Quando se programa D com um valor diferente de 0, a ferramenta de corterealiza um movimento de retirada a 45º até atingir a distância de segurança(figura à esquerda).
• Se se programa D com o valor 0, a trajetória de saída coincide com a trajetóriade entrada.
Quando não se programa o parâmetro D a retirada da ferramenta se efetuaseguindo o perfil até à passada anterior, distância C (figura da direita). Se develevar e consideração quando não se programa o parâmetro D que o tempo deexecução do ciclo é maior, mas a quantidade de material a comer na passadade acabamento é menor.

·26·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G81
Cic
lo fi
xo d
e to
rnea
men
to d
e tr
echo
s re
tos
Considerações ao usinagem
• As condições de usinagem (velocidade de avanço, velocidade de rotação de eixo-árvore,etc.), assim como a compensação de raio da ferramenta (G41, G42), devem programar-se antes da chamada ao ciclo. Depois de finalizado o ciclo fixo o programa continuarácom o mesmo avanço F e as mesmas funções G que possuía ao chamar ao ciclo.
• O ciclo fixo analisará o perfil programado realizando, se for necessário, um torneamentohorizontal até alcançar o perfil definido.
• Todo o torneamento se realiza com o mesmo passo, sendo este igual ou inferior aoprogramado (C).
• Cada passo de torneamento se realiza da seguinte forma:
O deslocamento "1-2" se realiza em avanço rápido (G00). O deslocamento "2-3" seefetua em G01 ao avanço programado (F).
Quando se tenha programado o parâmetro "D" o deslocamento "3-4" se realiza emavanço rápido (G00), mas se não se tiver programado "D" o deslocamento "3-4" se efetuaseguindo o contorno programado e em G01 ao avanço programado (F).
O deslocamento de retrocesso "4-5" se realiza em avanço rápido (G00).
L5,5 Define o desbaste para o acabamento conforme o eixo X e se programará emraios.
Se não se programa se toma o valor 0.
M5.5 Define o desbaste para o acabamento conforme o eixo Z.
Se não se programa se toma o valor 0.
F5,5 Define a velocidade de avanço na passada final de desbaste. Se não se programaou se programa com valor 0, se entende que não se deseja a passada final dedesbaste.
H5.5 Define a velocidade de avanço na passada de acabamento.
Se não se programa ou se programa com valor 0, se entende que não se desejaa passada de acabamento.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·27·
G81
Cic
lo fi
xo d
e to
rnea
men
to d
e tr
echo
s re
tos
• Se se selecionou passada final de desbaste, se realizará uma passada paralela ao perfil,mantendo os excessos "L" e "M", com o avanço "F" indicado. Esta passada final dedesbaste elimina as sobras que ficaram depois do desbaste.
• O ciclo depois de efetuar o torneamento (com ou sem passada de acabamento)finalizará sempre no ponto de chamada ao ciclo.

·28·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G82
Cic
lo fi
xo d
e fa
ceam
ento
de
trec
hos
reto
s
1.3 G82 Ciclo fixo de faceamento de trechos retos
Este ciclo realiza o faceamento do trecho programado, mantendo o passo especificado entreas sucessivas passadas de faceamento. Considerações sobre a usinagem Este ciclopermite selecionar se se fará ou não um passe de acabamento depois de finalizar ofaceamento programado.
Formato de programação em coordenadas cartesianas :
G82 X Z Q R C D L M F H
X±5.5 Define a cota conforme o eixo X, do ponto inicial do perfil. Se programará emcotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Z±5.5 Define a cota conforme o eixo Z, do ponto inicial do perfil. Se programará em cotasabsolutas.
Q±5.5 Define a cota conforme o eixo X, do ponto final do perfil. Se programará em cotasabsolutas e conforme as unidades ativas, raios ou diâmetros.
R±5.5 Define a cota conforme o eixo Z, do ponto final do perfil.
C5,5 Define o passo de torneamento e se programará mediante um valor positivoexpresso em raios. Todo o torneamento se realiza com o mesmo passo, sendoeste igual ou inferior ao programado (C).
Se se programa com valor 0, o CNC visualizará o erro correspondente.
D 5.5 Define a distância de segurança à que se efetua o retrocesso da ferramenta emcada passada.
• Quando se programa D com um valor diferente de 0, a ferramenta de corterealiza um movimento de retirada a 45º até atingir a distância de segurança(figura à esquerda).
• Se se programa D com o valor 0, a trajetória de saída coincide com a trajetóriade entrada.
Quando não se programa o parâmetro D a retirada da ferramenta se efetuaseguindo o perfil até à passada anterior, distância C (figura da direita). Se develevar e consideração quando não se programa o parâmetro D que o tempo deexecução do ciclo é maior, mas a quantidade de material a comer na passadade acabamento é menor.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·29·
G82
Cic
lo fi
xo d
e fa
ceam
ento
de
trec
hos
reto
s
Considerações ao usinagem
• As condições de usinagem (velocidade de avanço, velocidade de rotação de eixo-árvore,etc.), assim como a compensação de raio da ferramenta (G41, G42), devem programar-se antes da chamada ao ciclo. Depois de finalizado o ciclo fixo o programa continuarácom o mesmo avanço F e as mesmas funções G que possuía ao chamar ao ciclo.
• O ciclo fixo analisará o perfil programado realizando, se for necessário, um faceamentovertical até alcançar o perfil definido.
• Todo o faceamento se realiza com o mesmo passo, sendo este igual ou inferior aoprogramado (C).
• Cada passo de faceamento se realiza da seguinte forma:
O deslocamento "1-2" se realiza em avanço rápido (G00). O deslocamento "2-3" seefetua em G01 ao avanço programado (F).
Quando se tenha programado o parâmetro "D" o deslocamento "3-4" se realiza emavanço rápido (G00), mas se não se tiver programado "D" o deslocamento "3-4" se efetuaseguindo o contorno programado e em G01 ao avanço programado (F).
O deslocamento de retrocesso "4-5" se realiza em avanço rápido (G00).
L5,5 Define o desbaste para o acabamento conforme o eixo X e se programaráem raios.
Se não se programa se toma o valor 0.
M5.5 Define o desbaste para o acabamento conforme o eixo Z.
Se não se programa se toma o valor 0.
F5,5 Define a velocidade de avanço na passada final de desbaste. Se não seprograma ou se programa com valor 0, se entende que não se deseja apassada final de desbaste.
H5.5 Define a velocidade de avanço na passada de acabamento.
Se não se programa ou se programa com valor 0, se entende que não sedeseja a passada de acabamento.

·30·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G82
Cic
lo fi
xo d
e fa
ceam
ento
de
trec
hos
reto
s
• Se se selecionou passada final de desbaste, se realizará uma passada paralela ao perfil,mantendo os excessos "L" e "M", com o avanço "F" indicado. Esta passada final dedesbaste elimina as sobras que ficaram depois do desbaste.
• O ciclo depois de efetuar o faceamento (com ou sem passada de acabamento) finalizarásempre no ponto de chamada ao ciclo.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·31·
G83
Cic
lo fi
xo d
e fu
raçã
o / r
osqu
eam
ento
com
mac
ho
1.4 G83 Ciclo fixo de furação / rosqueamento com macho
Este ciclo permite efetuar uma perfuração axial ou um roscado com macho axial. A execuçãode uma ou outra operação depende do formato de programação utilizado.
Se se define o parâmetro "B=0" efetua um roscado com macho axial e se se define "B>0"efetua uma perfuração axial.
Formato de programação em coordenadas cartesianas :
Furação axial G83 X Z I B D K H C R
Rosqueamento com macho axialG83 X Z I B0 D K R
X±5.5 Define a cota conforme o eixo X, do ponto inicial do perfil. Se programará emcotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Z±5.5 Define a cota conforme o eixo Z, do ponto inicial do perfil. Se programará em cotasabsolutas.
I±5.5 Define a profundidade. Fará referência ao ponto de começo (X, Z), por isso terávalor positivo se se perfura ou faz rosca em sentido negativo em relação ao eixoZ e valor negativo se se perfura ou se faz rosca em sentido contrário.
Se se programa com valor 0, o CNC visualizará o erro correspondente.
B5,5 Define o tipo de operação que se deseja executar.
• Se se programa B=0 efetuará um roscado com macho axial.
• Se se programa B>0 efetuará uma perfuração axial e o valor de B indica opasso da perfuração.
D 5.5 Define a distância de segurança e indica a que distância do ponto inicial (Z, X)se posiciona a ferramenta no movimento de aproximação. Se não se programase toma o valor 0.
K5 Define o tempo de espera, em centésimos de segundo, no fundo do furo, atécomeçar o retrocesso. Se não se programa se toma o valor 0.
H5.5 Define a distância que retrocederá de maneira rápida (G00) depois de cadaperfuração. Se não se programa ou se programa com valor 0, retrocederá até oponto de aproximação.
C5,5 Define até que distância, do passo de perfuração anterior, se deslocará comrapidez (G00) o eixo Z na sua aproximação à peça para realizar um novo passode perfuração. Se não se programa se toma o valor 1 milímetro.

·32·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G83
Cic
lo fi
xo d
e fu
raçã
o / r
osqu
eam
ento
com
mac
ho
Furação. Funcionamento básico.
1 Deslocamento em modo rápido até ao ponto de aproximação, situado a uma distânciade segurança "D" do ponto de furo.
2 Primeiro aprofundamento de furação. Deslocamento, no avanço de trabalho do eixolongitudinal até a profundidade Incremental programada em "B + D".
3 Volta de furação. Os passos seguintes se repetirão até atingir a cota de profundidadeprogramada em „I“.
Retrocede de maneira rápida (G00) a quantidade indicada (H) ou até o ponto deaproximação. Aproximação com rapidez (G00), até uma distância "C" do passo deperfuração anterior. Deslocamento no avanço de furação (G01), até o seguinteaprofundamento incremental conforme "B e R".
4 Tempo de espera K em centésimas de segundo no fundo de perfuração, se foiprogramado.
5 Retrocesso com rapidez (G00) até o ponto de aproximação.
Rosqueamento com compensador. Funcionamento básico.
1 Deslocamento em modo rápido até ao ponto de aproximação, situado a uma distânciade segurança "D" do ponto de rosqueamento.
2 Rosqueamento com macho. Deslocamento, no avanço de trabalho do eixo longitudinalaté a profundidade Incremental programada em "B + D".
3 Inversão do sentido de rotação do eixo-árvore.
Se se programou K se pára o eixo-árvore, e depois de transcorrer o tempo programadoparte o eixo-árvore em sentido contrário.
4 Retrocesso no avanço de trabalho até o ponto de aproximação.
Rosqueamento rígido. Funcionamento básico.
1 O rosqueamento se efetua no centro da peça (X0). Deslocamento em modo rápido atéao ponto de aproximação, situado a uma distância de segurança "D" do ponto derosqueamento.
2 Rosqueamento com macho. Deslocamento até à profundidade incremental programadaem "D+B".
Se realiza interpolando o cabeçote principal (que está girando) com o eixo Z.
Não se pode deter o roscado rígido nem modificar as condições de usinagem. Se efetuaem 100% da S e F programadas.
3 Inversão do sentido de rotação do eixo-árvore.
Se se programou K se pára o eixo-árvore, e depois de transcorrer o tempo programadoparte o eixo-árvore em sentido contrário.
4 Retrocesso no avanço de trabalho até o ponto de aproximação.
Ao finalizar o ciclo, o árvore (M5) se para.
R5,5 No ciclo de perfuração indica o fator que reduz o passo de perfuração "B". Senão se programa ou se programa com valor 0, se tomará o valor 1.
Com R=1, os passos de furação são iguais e do valor programado "B". Se R nãoé igual a 1, o primeiro passo de furação será "B", o segundo "R B", o terceiro "R(RB)", e assim sucessivamente, isto é, a partir do segundo passo o novo passoserá o produto do fator R pelo passo anterior.
No ciclo de rosqueamento com macho se define o tipo de rosqueamento que sedeseja efetuar, com "R0" se efetuará um rosqueamento com compensador e com"R1" se efetuará um rosqueamento rígido. Se não for programado toma-se o valor0, rosqueamento com compensador.
Para poder efetuar um rosqueamento rígido é necessário que o cabeçote estejapreparado para trabalhar em laço fechado, isto é, que disponha de um sistemamotor-regulador e um codificador de cabeçote.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·33·
G83
Cic
lo fi
xo d
e fu
raçã
o / r
osqu
eam
ento
com
mac
ho
Considerações ao usinagem
As condições de usinagem (velocidade de avanço, velocidade de rotação do eixo-árvore,etc.) devem programar-se antes da chamada ao ciclo. Depois de finalizado o ciclo fixo oprograma continuará com o mesmo avanço F e as mesmas funções G que possuía aochamar ao ciclo. Unicamente se anulará a compensação de raio da ferramenta se seencontrava ativa, continuando a execução do programa com a função G40.
Quando se trata de um rosqueamento (rígido ou com macho) a saída lógica geral "TAPPING"(M5517) se mantém ativa durante a execução deste ciclo.

·34·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G84
Cic
lo fi
xo d
e to
rnea
men
to d
e tr
echo
s cu
rvos
1.5 G84 Ciclo fixo de torneamento de trechos curvos
Este ciclo realiza o torneamento do trecho programado, mantendo o passo especificadoentre as sucessivas passadas de torneamento. Permite selecionar se o ciclo fixo realizaráou não um passe de acabamento depois de finalizar o torneamento programado.
Formato de programação em coordenadas cartesianas :
G84 X Z Q R C D L M F H I K
X±5.5 Define a cota conforme o eixo X, do ponto inicial do perfil. Se programará emcotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Z±5.5 Define a cota conforme o eixo Z, do ponto inicial do perfil. Se programará em cotasabsolutas.
Q±5.5 Define a cota conforme o eixo X, do ponto final do perfil. Se programará em cotasabsolutas e conforme as unidades ativas, raios ou diâmetros.
R±5.5 Define a cota conforme o eixo Z, do ponto final do perfil.
C5,5 Define o passo de torneamento e se programará mediante um valor positivoexpresso em raios. Todo o torneamento se realiza com o mesmo passo, sendoeste igual ou inferior ao programado (C).
Se se programa com valor 0, o CNC visualizará o erro correspondente.
D 5.5 Define a distância de segurança à que se efetua o retrocesso da ferramenta emcada passada.
• Quando se programa D com um valor diferente de 0, a ferramenta de corterealiza um movimento de retirada a 45º até atingir a distância de segurança(figura à esquerda).
• Se se programa D com o valor 0, a trajetória de saída coincide com a trajetóriade entrada.
Quando não se programa o parâmetro D a retirada da ferramenta se efetuaseguindo o perfil até à passada anterior, distância C (figura da direita). Se develevar e consideração quando não se programa o parâmetro D que o tempo deexecução do ciclo é maior, mas a quantidade de material a comer na passadade acabamento é menor.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·35·
G84
Cic
lo fi
xo d
e to
rnea
men
to d
e tr
echo
s cu
rvos
Considerações ao usinagem
• As condições de usinagem (velocidade de avanço, velocidade de rotação de eixo-árvore,etc.), assim como a compensação de raio da ferramenta (G41, G42), devem programar-se antes da chamada ao ciclo. Depois de finalizado o ciclo fixo o programa continuarácom o mesmo avanço F e as mesmas funções G que possuía ao chamar ao ciclo.
• O ciclo fixo analisará o perfil programado realizando, se for necessário, um torneamentohorizontal até alcançar o perfil definido.
• Todo o torneamento se realiza com o mesmo passo, sendo este igual ou inferior aoprogramado (C).
• Cada passo de torneamento se realiza da seguinte forma:
O deslocamento "1-2" se realiza em avanço rápido (G00). O deslocamento "2-3" seefetua em G01 ao avanço programado (F).
L5,5 Define o desbaste para o acabamento conforme o eixo X e se programará emraios.
Se não se programa se toma o valor 0.
M5.5 Define o desbaste para o acabamento conforme o eixo Z.
Se não se programa se toma o valor 0.
F5,5 Define a velocidade de avanço na passada final de desbaste. Se não se programaou se programa com valor 0, se entende que não se deseja a passada final dedesbaste.
H5.5 Define a velocidade de avanço na passada de acabamento.
Se não se programa ou se programa com valor 0, se entende que não se desejaa passada de acabamento.
I±5.5 Define em raios a distância desde o ponto inicial (X, Z) até ao centro do arco,conforme o eixo X. Se programa em cotas incrementais com respeito ao pontoinicial, como a I em interpolações circulares (G02, G03).
K±5.5 Define a distância desde o ponto inicial (X, Z) ao centro do arco, conforme o eixoZ. Se programa em cotas incrementais com respeito ao ponto inicial, como o Kem interpolações circulares (G02, G03).

·36·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G84
Cic
lo fi
xo d
e to
rnea
men
to d
e tr
echo
s cu
rvos
Quando se tenha programado o parâmetro "D" o deslocamento "3-4" se realiza emavanço rápido (G00), mas se não se tiver programado "D" o deslocamento "3-4" se efetuaseguindo o contorno programado e em G01 ao avanço programado (F).
O deslocamento de retrocesso "4-5" se realiza em avanço rápido (G00).
• Se se selecionou passada final de desbaste, se realizará uma passada paralela ao perfil,mantendo os excessos "L" e "M", com o avanço "F" indicado. Esta passada final dedesbaste elimina as sobras que ficaram depois do desbaste.
• O ciclo depois de efetuar o torneamento (com ou sem passada de acabamento)finalizará sempre no ponto de chamada ao ciclo.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·37·
G85
Cic
lo fi
xo d
e fa
ceam
ento
de
trec
hos
curv
os
1.6 G85 Ciclo fixo de faceamento de trechos curvos
Este ciclo realiza o faceamento do trecho programado, mantendo o passo especificado entreas sucessivas passadas de faceamento. Permite selecionar se o ciclo fixo realizará ou nãoum passe de acabamento depois de finalizar o faceamento programado.
Formato de programação em coordenadas cartesianas :
G85 X Z Q R C D L M F H I K
X±5.5 Define a cota conforme o eixo X, do ponto inicial do perfil. Se programará emcotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Z±5.5 Define a cota conforme o eixo Z, do ponto inicial do perfil. Se programará em cotasabsolutas.
Q±5.5 Define a cota conforme o eixo X, do ponto final do perfil. Se programará em cotasabsolutas e conforme as unidades ativas, raios ou diâmetros.
R±5.5 Define a cota conforme o eixo Z, do ponto final do perfil.
C5,5 Define o passo de faceamento. Todo o faceamento se realiza com o mesmopasso, sendo este igual ou inferior ao programado (C).
Se se programa com valor 0, o CNC visualizará o erro correspondente.
D 5.5 Define a distância de segurança à que se efetua o retrocesso da ferramenta emcada passada.
• Quando se programa D com um valor diferente de 0, a ferramenta de corterealiza um movimento de retirada a 45º até atingir a distância de segurança(figura à esquerda).
• Se se programa D com o valor 0, a trajetória de saída coincide com a trajetóriade entrada.
Quando não se programa o parâmetro D a retirada da ferramenta se efetuaseguindo o perfil até à passada anterior, distância C (figura da direita). Se develevar e consideração quando não se programa o parâmetro D que o tempo deexecução do ciclo é maior, mas a quantidade de material a comer na passadade acabamento é menor.

·38·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G85
Cic
lo fi
xo d
e fa
ceam
ento
de
trec
hos
curv
os
Funcionamento básico.
• As condições de usinagem (velocidade de avanço, velocidade de rotação de eixo-árvore,etc.), assim como a compensação de raio da ferramenta (G41, G42), devem programar-se antes da chamada ao ciclo. Depois de finalizado o ciclo fixo o programa continuarácom o mesmo avanço F e as mesmas funções G que possuía ao chamar ao ciclo.
• O ciclo fixo analisará o perfil programado realizando, se for necessário, um faceamentovertical até alcançar o perfil definido.
• Todo o faceamento se realiza com o mesmo passo, sendo este igual ou inferior aoprogramado (C).
• Cada passo de faceamento se realiza da seguinte forma:
L5,5 Define o desbaste para o acabamento conforme o eixo X e se programará emraios.
Se não se programa se toma o valor 0.
M5.5 Define o desbaste para o acabamento conforme o eixo Z.
Se não se programa se toma o valor 0.
F5,5 Define a velocidade de avanço na passada final de desbaste. Se não se programaou se programa com valor 0, se entende que não se deseja a passada final dedesbaste.
H5.5 Define a velocidade de avanço na passada de acabamento.
Se não se programa ou se programa com valor 0, se entende que não se desejaa passada de acabamento.
I±5.5 Define em raios a distância desde o ponto inicial (X, Z) até ao centro do arco,conforme o eixo X. Se programa em cotas incrementais com respeito ao pontoinicial, como a I em interpolações circulares (G02, G03).
K±5.5 Define a distância desde o ponto inicial (X, Z) ao centro do arco, conforme o eixoZ. Se programa em cotas incrementais com respeito ao ponto inicial, como o Kem interpolações circulares (G02, G03).

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·39·
G85
Cic
lo fi
xo d
e fa
ceam
ento
de
trec
hos
curv
os
O deslocamento "1-2" se realiza em avanço rápido (G00). O deslocamento "2-3" seefetua em G01 ao avanço programado (F).
Quando se tenha programado o parâmetro "D" o deslocamento "3-4" se realiza emavanço rápido (G00), mas se não se tiver programado "D" o deslocamento "3-4" se efetuaseguindo o contorno programado e em G01 ao avanço programado (F).
O deslocamento de retrocesso "4-5" se realiza em avanço rápido (G00).
• Se se selecionou passada final de desbaste, se realizará uma passada paralela ao perfil,mantendo os excessos "L" e "M", com o avanço "F" indicado. Esta passada final dedesbaste elimina as sobras que ficaram depois do desbaste.
O ciclo depois de efetuar o faceamento (com ou sem passada de acabamento) finalizarásempre no ponto de chamada ao ciclo.

·40·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G86
Cic
lo fi
xo d
e ro
sque
amen
to lo
ngitu
dina
l
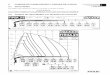
1.7 G86 Ciclo fixo de rosqueamento longitudinal
Este ciclo permite talhar roscas exteriores ou interiores com passo constante em corposcônicos ou cilíndricos.
Formato de programação em coordenadas cartesianas :
G86 X Z Q R K I B E D L C J A W
X±5.5 Define a cota conforme o eixo X, do ponto inicial da rosca. Se programará emcotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Z±5.5 Define a cota conforme o eixo Z, do ponto inicial da rosca. Se programará emcotas absolutas.
Q±5.5 Define a cota conforme o eixo X, do ponto final da rosca. Se programará em cotasabsolutas e conforme as unidades ativas, raios ou diâmetros.
R±5.5 Define a cota conforme o eixo Z, do ponto final da rosca.
K±5.5 Opcional. Se utiliza, junto com o parâmetro "W", para o repasso de roscas.
Define a cota conforme o eixo Z, do ponto no qual se efetua a medição da rosca.Normalmente é um ponto intermediário da rosca.
I±5.5 Define a profundidade da rosca e se programará em raios. Terá valor positivo nasroscas exteriores e negativo nas interiores.
Se se programa com valor 0, o CNC visualizará o erro correspondente.
B±5.5 Define a profundidade das passadas de rosqueamento e se programará emraios.
B2B
3B4B
5B
B 2B 3
B 4B 5

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·41·
G86
Cic
lo fi
xo d
e ro
sque
amen
to lo
ngitu
dina
l
B±5.5 Se se programa com valor positivo, a profundidade de cada passada estará emfunção do número da passada correspondente. Desta maneira osaprofundamentos, segundo o eixo X, são os seguintes:
Se se programa com valor negativo, o incremento do aprofundamento se mantémconstante entre passadas, com um valor igual ao programado (B). Desta maneiraos aprofundamentos, segundo o eixo X, são os seguintes:
B, 2B, 3B, 4B, ··· nB
Se se programa com valor 0, o CNC visualizará o erro correspondente.
Independentemente do sinal atribuído a "B", quando a última passada dedesbaste (antes do acabamento) é inferior à quantidade programada, o ciclo fixorealizará uma passada igual às sobras do material.
E±5.5 Está relacionado com o parâmetro B.
Indica o valor mínimo que pode atingir o passo de aprofundamento quando seprogramou o parâmetro B com valor positivo.
Se não se programa se toma o valor 0.
D±5.5 Define a distância de segurança e indica a que distância, no eixo X, do pontoinicial da rosca se posiciona a ferramenta no movimento de aproximação. Seprogramará em raios.
A volta ao ponto inicial depois de cada passada de roscado se realiza mantendoesta mesma distância (D) do trecho programado.
Se o valor programado é positivo, este movimento de retrocesso se realiza emarredondamento de aresta (G05) e se o valor é negativo em aresta viva (G07).
Se não se programa se toma o valor 0.
L±5.5 Define o desbaste para o acabamento e se programará em raios.
Se se programa com valor positivo, a passada de acabamento se realizamantendo o mesmo ângulo de entrada "A" que o resto das passadas.
Quando se programa com valor negativo a passada de acabamento se realizacom entrada radial.
Se se programa com valor 0 se repete a passada anterior.
C5,5 Define o passo de rosca.
Com sinal positivo se se programa o passo segundo a inclinação do cone
Com sinal negativo se se programa o passo conforme o eixo associado.
Se se programa com valor 0, o CNC visualizará o erro correspondente.
As roscas à direita ou à esquerda programar-se-ão indicando o sentido derotação do eixo-árvore M03 ou M04.
B B 2 B 3 B 4 …B n,,,,
A
L>0
A
L<0

·42·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G86
Cic
lo fi
xo d
e ro
sque
amen
to lo
ngitu
dina
l J5.5 Saída de rosca. Define a que distância, conforme o eixo Z, do ponto final da rosca(R, Q) começa a saída da mesma.
Se não se programa se toma o valor 0.
A±5.5 Ângulo de penetração da ferramenta, respeito ao eixo X; se não se programa,se utilizará o valor 30º. Se se programa A=0, a rosca se realizará com penetraçãoradial. Se se programa A com valor negativo, a penetração se realizará emziguezague, alternando em cada passada o flanco da rosca.
Recomenda-se que o ângulo de penetração seja menor que a metade do ânguloda ferramenta e nunca superior. Se o ângulo de penetração é maior do que ametade do ângulo da ferramenta, não é possível usinar a rosca. Se o ângulo depenetração é igual que a metade do ângulo da ferramenta, esta roça o flanco darosca em cada passada.
W±5.5 Opcional. O seu significado depende do parâmetro "K".
Se não se definiu o parâmetro "K", indica a posição angular do eixo-árvorecorrespondente ao ponto inicial da rosca. Isto permite realizar roscas de múltiplasentradas.
Quando se tenha definido o parâmetro "K" se trata de um repasso de roscas.Indica a posição angular do eixo-árvore correspondente ao ponto no qual seefetua a medição da rosca.
O seguinte exemplo mostra como efetuar uma rosca de 3 entradas. Para isso programar-se-ão 3 ciclos fixos de roscado com os mesmos valores exceto o valor atribuído aoparâmetro "W".
G86 X Z Q R K I B E D L C J A W0
G86 X Z Q R K I B E D L C J A W120
G86 X Z Q R K I B E D L C J A W240
A A A<0A=0

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·43·
G86
Cic
lo fi
xo d
e ro
sque
amen
to lo
ngitu
dina
l
Funcionamento básico.
1 Deslocamento em modo rápido até ao ponto de aproximação, situado a uma distânciade segurança "D" do ponto inicial (X, Z).
2 Volta de rosqueamento. Os passos seguintes se repetirão até atingir a cota deacabamento, profundidade programada em „I“ menos o excesso de acabamento "L".
Deslocamento em modo rápido (G00) até à cota de profundidade programada mediante"B". Este deslocamento se realizará conforme o ângulo de penetração de ferramenta(A) selecionado.
Efetua o roscado do espaço programado e com a saída de rosca (J) selecionada. Arosqueamento eletrônico se executa em 100% do avanço calculado, não podendo sermodificados estes valores nem desde o painel de comando nem desde o PLC. Se ofabricante permitir (parâmetro THREADOVR), o usuário poderá modificar aultrapassagem da velocidade desde o painel de comando, neste caso o CNC adaptaráo avanço automaticamente respeitando o passo da rosca. Para poder modificar aultrapassagem, o feed forward ativo deverá ser superior ao 90%.
Retrocesso com rapidez (G00) até o ponto de aproximação.
3 Acabamento da rosca. Deslocamento em modo rápido (G00) até à cota de profundidadeprogramada em "I".
Este deslocamento se realizará em forma radial ou conforme o ângulo de penetraçãoda ferramenta (A), dependendo do sinal aplicado ao parâmetro "L".
4 Efetua o roscado do espaço programado e com a saída de rosca (J) selecionada.
No último passe não é possível modificar o override do avanço nem da velocidade; estapassada se realizará com o override que estiver definido no passe anterior.
5 Retrocesso com rapidez (G00) até o ponto de aproximação.
Considerações ao usinagem
As condições de usinagem (velocidade de avanço, velocidade de rotação do eixo-árvore,etc.) devem programar-se antes da chamada ao ciclo. Depois de finalizado o ciclo fixo oprograma continuará com o mesmo avanço F e as mesmas funções G que possuía aochamar ao ciclo. Unicamente se anulará a compensação de raio da ferramenta se seencontrava ativa, continuando a execução do programa com a função G40.

·44·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G87
Cic
lo fi
xo d
e ro
sque
amen
to fr
onta
l
1.8 G87 Ciclo fixo de rosqueamento frontal
Este ciclo permite talhar roscas exteriores ou interiores com passo frontal constante
Formato de programação em coordenadas cartesianas :
G87 X Z Q R K I B E D L C J A W
X±5.5 Define a cota conforme o eixo X, do ponto inicial da rosca. Se programará emcotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Z±5.5 Define a cota conforme o eixo Z, do ponto inicial da rosca. Se programará emcotas absolutas.
Q±5.5 Define a cota conforme o eixo X, do ponto final da rosca. Se programará em cotasabsolutas e conforme as unidades ativas, raios ou diâmetros.
R±5.5 Define a cota conforme o eixo Z, do ponto final da rosca.
K±5.5 Opcional. Se utiliza, junto com o parâmetro "W", para o repasso de roscas.
Define a cota conforme o eixo X, do ponto no qual se efetua a medição da rosca.Normalmente é um ponto intermediário da rosca.
I±5.5 Define a profundidade da rosca. Terá valor positivo se se usina em sentidonegativo conforme o eixo Z e valor negativo se se usina em sentido contrário.
Se se programa com valor 0, o CNC visualizará o erro correspondente.
B±5.5 Define a profundidade das passadas de rosqueamento.
Se se programa com valor positivo, a profundidade de cada passada estará emfunção do número da passada correspondente. Desta maneira osaprofundamentos, segundo o eixo X, são os seguintes:
Se se programa com valor negativo, o incremento do aprofundamento se mantémconstante entre passadas, com um valor igual ao programado (B). Desta maneiraos aprofundamentos, segundo o eixo X, são os seguintes:
B, 2B, 3B, 4B, ··· nB
Se se programa com valor 0, o CNC visualizará o erro correspondente.
Independentemente do sinal atribuído a "B", quando a última passada dedesbaste (antes do acabamento) é inferior à quantidade programada, o ciclo fixorealizará uma passada igual às sobras do material.
B B 2 B 3 B 4 …B n,,,,

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·45·
G87
Cic
lo fi
xo d
e ro
sque
amen
to fr
onta
l
E±5.5 Está relacionado com o parâmetro B.
Indica o valor mínimo que pode atingir o passo de aprofundamento quando seprogramou o parâmetro B com valor positivo.
Se não se programa se toma o valor 0.
D±5.5 Define a distância de segurança e indica a que distância, no eixo Z, do pontoinicial da rosca se posiciona a ferramenta no movimento de aproximação.
A volta ao ponto inicial depois de cada passada de roscado se realiza mantendoesta mesma distância (D) do trecho programado.
Se o valor programado é positivo, este movimento de retrocesso se realiza emarredondamento de aresta (G05) e se o valor é negativo em aresta viva (G07).
Se não se programa se toma o valor 0.
L±5.5 ; Define o valor do excesso de acabamento.
Se se programa com valor positivo, a passada de acabamento se realizamantendo o mesmo ângulo de entrada "A" que o resto das passadas.
Quando se programa com valor negativo a passada de acabamento se realizacom entrada radial.
Se se programa com valor 0 se repete a passada anterior.
C5,5 Define o passo de rosca.
Com sinal positivo se se programa o passo segundo a inclinação do cone
Com sinal negativo se se programa o passo conforme o eixo associado.
Se se programa com valor 0, o CNC visualizará o erro correspondente.
As roscas à direita ou à esquerda programar-se-ão indicando o sentido derotação do eixo-árvore M03 ou M04.
B
2B
3B
4B
5B
B 2
B 3
B 4
B 5
B
A
L>0
A
L<0

·46·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G87
Cic
lo fi
xo d
e ro
sque
amen
to fr
onta
l
J5.5 Saída de rosca. Define a que distância, segundo o eixo X, do ponto final da rosca(R, Q) começa a saída da mesma.
Se define em raios e se não se programa se toma o valor 0.
A±5.5 Ângulo de penetração da ferramenta, respeito ao eixo Z; se não se programa,se utilizará o valor 30º. Se se programa A=0, a rosca se realizará com penetraçãoaxial. Se se programa A com valor negativo, a penetração se realizará emziguezague, alternando em cada passada o flanco da rosca.
Recomenda-se que o ângulo de penetração seja menor que a metade do ânguloda ferramenta e nunca superior. Se o ângulo de penetração é maior do que ametade do ângulo da ferramenta, não é possível usinar a rosca. Se o ângulo depenetração é igual que a metade do ângulo da ferramenta, esta roça o flanco darosca em cada passada.
W±5.5 Opcional. O seu significado depende do parâmetro "K".
Se não se definiu o parâmetro "K", indica a posição angular do eixo-árvorecorrespondente ao ponto inicial da rosca. Isto permite realizar roscas de múltiplasentradas.
Quando se tenha definido o parâmetro "K" se trata de um repasso de roscas.Indica a posição angular do eixo-árvore correspondente ao ponto no qual seefetua a medição da rosca.
O seguinte exemplo mostra como efetuar uma rosca de 3 entradas. Para isso programar-se-ão 3 ciclos fixos de roscado com os mesmos valores exceto o valor atribuído aoparâmetro "W".
G86 X Z Q R K I B E D L C J A W0
G86 X Z Q R K I B E D L C J A W120
G86 X Z Q R K I B E D L C J A W240
AA
A<0A=0

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·47·
G87
Cic
lo fi
xo d
e ro
sque
amen
to fr
onta
l
Para efetuar o repasso de roscas se devem seguir os seguintes passos:
1 Efetuar a busca de referência de máquina do eixo-árvore.
2 Efetuar a medição de angular da rosca (vale), parâmetros K W.
3 Definir o ciclo G87 para o repasso de roscas.
4 Executar o ciclo fixo.
Funcionamento básico.
1 Deslocamento em modo rápido até ao ponto de aproximação, situado a uma distânciade segurança "D" do ponto inicial (X, Z).
2 Volta de rosqueamento. Os passos seguintes se repetirão até atingir a cota deacabamento, profundidade programada em „I“ menos o excesso de acabamento "L".
Deslocamento em modo rápido (G00) até à cota de profundidade programada mediante"B". Este deslocamento se realizará conforme o ângulo de penetração de ferramenta(A) selecionado.
Efetua o roscado do espaço programado e com a saída de rosca (J) selecionada. Arosqueamento eletrônico se executa em 100% do avanço calculado, não podendo sermodificados estes valores nem desde o painel de comando nem desde o PLC. Se ofabricante permitir (parâmetro THREADOVR), o usuário poderá modificar aultrapassagem da velocidade desde o painel de comando, neste caso o CNC adaptaráo avanço automaticamente respeitando o passo da rosca. Para poder modificar aultrapassagem, o feed forward ativo deverá ser superior ao 90%.
Retrocesso com rapidez (G00) até o ponto de aproximação.
3 Acabamento da rosca. Deslocamento em modo rápido (G00) até à cota de profundidadeprogramada em "I".
Este deslocamento se realizará em forma radial ou conforme o ângulo de penetraçãoda ferramenta (A), dependendo do sinal aplicado ao parâmetro "L".
4 Efetua o roscado do espaço programado e com a saída de rosca (J) selecionada.
No último passe não é possível modificar o override do avanço nem da velocidade; estapassada se realizará com o override que estiver definido no passe anterior.
5 Retrocesso com rapidez (G00) até o ponto de aproximação.
Considerações ao usinagem
As condições de usinagem (velocidade de avanço, velocidade de rotação do eixo-árvore,etc.) devem programar-se antes da chamada ao ciclo. Depois de finalizado o ciclo fixo oprograma continuará com o mesmo avanço F e as mesmas funções G que possuía aochamar ao ciclo. Unicamente se anulará a compensação de raio da ferramenta se seencontrava ativa, continuando a execução do programa com a função G40.

·48·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G88
Cic
lo fi
xo d
e ra
nhur
a no
eix
o X
1.9 G88 Ciclo fixo de ranhura no eixo X
Este ciclo efetua a ranhura no eixo X mantendo entre as sucessivas passadas o mesmopasso, sendo este igual ou inferior ao programado.
Formato de programação em coordenadas cartesianas :
G88 X Z Q R C D K
Considerações ao usinagem
• As condições de usinagem (velocidade de avanço, velocidade de rotação do eixo-árvore,etc.) devem programar-se antes da chamada ao ciclo. Depois de finalizado o ciclo fixoo programa continuará com o mesmo avanço F e as mesmas funções G que possuíaao chamar ao ciclo. Unicamente se anulará a compensação de raio da ferramenta sese encontrava ativa, continuando a execução do programa com a função G40.
• Toda a ranhura se realiza com o mesmo passo, sendo este igual ou inferior a "C"
• Cada passo de ranhura se realiza da seguinte forma:
O deslocamento de aprofundamento se efetua ao avanço programado (F).
O deslocamento de retrocesso e o deslocamento ao próximo ponto de penetração seefetuam em avanço rápido (G00)
• O ciclo fixo depois de realizar a ranhura finalizará sempre no ponto de chamada ao ciclo.
X±5.5 Define a cota conforme o eixo X, do ponto inicial da ranhura. Se programará emcotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Z±5.5 Define a cota conforme o eixo Z, do ponto inicial da ranhura. Se programará emcotas absolutas.
Q±5.5 Define a cota conforme o eixo X, do ponto final da ranhura. Se programará emcotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Se a profundidade da ranhura é nula, o CNC visualizará o erro correspondente.
R±5.5 Define a cota conforme o eixo Z, do ponto final da ranhura.
Se a largura da ranhura é menor que a largura da ferramenta de corte (NOSEW),o CNC visualizará o erro correspondente.
C5,5 Define o passo de ranhura.
Se não se programa ou se programa com valor 0, o ciclo tomará o valor da largurada ferramenta de corte (NOSEW) da ferramenta ativa.
D5.5 Define a distância de segurança e se programará mediante um valor positivoexpresso em raios.
K5 Define o tempo de espera, em centésimos de segundo, depois cadaaprofundamento, até começar o retrocesso.
Se não se programa se toma o valor 0.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·49·
G89
Cic
lo fi
xo d
e ra
nhur
a no
eix
o Z
1.10 G89 Ciclo fixo de ranhura no eixo Z
Este ciclo efetua a ranhura no eixo Z mantendo entre as sucessivas passadas o mesmopasso, sendo este igual ou inferior ao programado. Formato de programação emcoordenadas cartesianas :
G89 X Z Q R C D K
Considerações ao usinagem
• As condições de usinagem (velocidade de avanço, velocidade de rotação do eixo-árvore,etc.) devem programar-se antes da chamada ao ciclo. Depois de finalizado o ciclo fixoo programa continuará com o mesmo avanço F e as mesmas funções G que possuíaao chamar ao ciclo. Unicamente se anulará a compensação de raio da ferramenta sese encontrava ativa, continuando a execução do programa com a função G40.
• Toda a ranhura se realiza com o mesmo passo, sendo este igual ou inferior ao "C".
• Cada passo de ranhura se realiza da seguinte forma:
O deslocamento de aprofundamento se efetua ao avanço programado (F).
O deslocamento de retrocesso e o deslocamento ao próximo ponto de penetração seefetuam em avanço rápido (G00)
• O ciclo fixo depois de realizar a ranhura finalizará sempre no ponto de chamada ao ciclo.
X±5.5 Define a cota conforme o eixo X, do ponto inicial da ranhura. Se programará emcotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Z±5.5 Define a cota conforme o eixo Z, do ponto inicial da ranhura. Se programará emcotas absolutas.
Q±5.5 Define a cota conforme o eixo X, do ponto final da ranhura. Se programará emcotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Se a largura da ranhura é menor que a largura da ferramenta de corte (NOSEW),o CNC visualizará o erro correspondente.
R±5.5 Define a cota conforme o eixo Z, do ponto final da ranhura.
Se a profundidade da ranhura é nula, o CNC visualizará o erro correspondente.
C5,5 Define o passo de ranhura. Se programará em raios.
Se não se programa ou se programa com valor 0, o ciclo tomará o valor da largurada ferramenta de corte (NOSEW) da ferramenta ativa.
D5.5 Define a distância de segurança.
Se não se programa se toma o valor 0.
K5 Define o tempo de espera, em centésimos de segundo, depois cadaaprofundamento, até começar o retrocesso.
Se não se programa se toma o valor 0.

·50·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G66
Cic
lo fi
xo d
e se
guim
ento
de
perf
il
1.11 G66 Ciclo fixo de seguimento de perfil
Este ciclo usina o perfil programado, mantendo o passo especificado entre as sucessivaspassadas de usinagem. Permite ferramentas triangulares, redondas e quadradas.
Formato de programação em coordenadas cartesianas :
G66 X Z I C A L M H S E P
X±5.5 Define a cota conforme o eixo X, do ponto inicial do perfil. Se programará emcotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Z±5.5 Define a cota conforme o eixo Z, do ponto inicial do perfil. Se programará em cotasabsolutas.
I5.5 Define as sobras de material, isto é, a quantidade a eliminar da peça original. Sedefine em raios e dependendo do valor atribuído ao parâmetro "A" este valor seinterpretará como passou em X ou em Z.
Se o seu valor não é maior que o excesso para o acabamento (L ou M) somentese efetua a passada de acabamento, se H é diferente de zero.
C5,5 Define o passo de usinagem. Se define em raios e dependendo do valor atribuídoao parâmetro "A" este valor se interpretará, o mesmo que "I", como passo emX ou em Z.
Todas as passadas de usinagem se efetuam com este passo, exceto a última queeliminará o material que sobra.
Se se programa com valor 0, o CNC visualizará o erro correspondente.
A1. Define o eixo principal de usinagem.
Se se programa A0, o eixo principal será o Z. O valor de "I" se toma como sobrasde material em X e o valor de "C" como passo em X.
Se se programa A1, o eixo principal será o X. O valor de "I" se toma como sobrasde material em Z e o valor de "C" como passo em Z.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·51·
G66
Cic
lo fi
xo d
e se
guim
ento
de
perf
il
Resumindo, o perfil poderá estar definido de uma das seguintes maneiras.
L±5.5 Define o valor do excesso que se deixa em X para efetuar o acabamento. Sedefine em raios e se não se programa se toma o valor 0.
M±5.5 Define o valor do excesso que se deixa em Z para efetuar o acabamento.
Se não se programa o parâmetro "M", o excesso em X e Z será o indicado noparâmetro "L" e as passadas de desbaste serão eqüidistantes, mantendo adistância "C" entre 2 passadas consecutivas.
H5.5 Define a velocidade de avanço na passada de acabamento.
Se não se programa ou se programa com valor 0, se entende que não se desejaa passada de acabamento.
S4 Define o número de etiqueta do bloco no qual começa a descrição geométricado perfil.
E4 Define o número de etiqueta do bloco no qual finaliza a descrição geométrica doperfil.
O perfil poderá estar definido no programa atual ou em qualquer outro programa(parâmetro "Q").
P Nome da sub-rotina local que contém o perfil. A sub-rotina local poderá estar noprograma atual ou em qualquer outro programa (parâmetro "Q").
O ciclo considera que toda a sub-rotina constitui o perfil; se se programa oparâmetro "P", o ciclo ignora os parâmetros "E" e "S".
Q Nome da sub-rotina global, do programa onde está definido o perfil (parâmetros"E" e "S") ou do programa onde está definida a sub-rotina local que contém o perfil(parâmetro "P").
Parâmetros. Localização do perfil.
E + S O perfil está definido entre os blocos "E" e "S" do programa atual.
P O perfil está definido na sub-rotina local "P" do programa atual.
Q O perfil está definido na sub-rotina global "Q".
Q + E +S O perfil está definido entre os blocos "E" e "S" do programa "Q".
Q + P O perfil está definido na sub-rotina local "P" do programa "Q".

·52·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G66
Cic
lo fi
xo d
e se
guim
ento
de
perf
il
Considerações ao usinagem
• As condições de usinagem (velocidade de avanço, velocidade de rotação do eixo-árvore,etc.) devem programar-se antes da chamada ao ciclo. Depois de finalizado o ciclo fixoo avanço ativo será o último avanço programado, o correspondente à operação dedesbaste (F) ou acabamento (H). Da mesma maneira, o CNC aceitará as funções G00,G40 e G96.
• O ponto de chamada ao ciclo estará situado fora da peça a usinar e a uma distânciasuperior à definida como sobras de material (I) do perfil exterior da chapa. Se a posiçãoda ferramenta não é correta para executar o ciclo, o CNC visualizará o errocorrespondente.
• Naqueles casos que não se possa usinar o perfil programado (cavidades) com aferramenta selecionada, se mostrará uma mensagem no inicio da execução do ciclo.
• Depois de calculado o perfil que se deve executar, se calcularão todas as passadasnecessárias para eliminar o material que sobra (I) programado.
A usinagem se executará mantendo o trabalho em aresta viva (G07) ou arredondamentode aresta (G05) que se encontra selecionado quando chamar ao ciclo.
Quando não se programa o parâmetro "M" se efetuam passadas eqüidistantes,mantendo a distância "C" entre 2 passadas consecutivas. Além disso, se o último trechodo perfil é um trecho curvo ou cônico, o CNC calculará os diferentes passes sem superara cota máxima programada.
O operador poderá deter a execução e selecionar aferramenta apropriada.
Se não o faz, se calcula um novo perfil nas zonas quenão são acessíveis para a ferramenta selecionada e seusina tudo o que seja possível.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·53·
G66
Cic
lo fi
xo d
e se
guim
ento
de
perf
il
• Cada uma das passadas se realiza da seguinte forma:
O movimento de aproximação "1-2" se realiza em avanço rápido (G00). O deslocamento"2-3" se efetua ao avanço programado (F). O deslocamento de retrocesso "3-1" serealiza em avanço rápido (G00).
Se existe a possibilidade de choque com a peça, o deslocamento entre os pontos "3-1" se realizará mediante dois deslocamentos em G00 ("3-4" e "4-1"), conforme indicadona seguinte figura.
• O ciclo fixo finalizará ao mesmo ponto em que se realizou a chamada ao ciclo.
Otimização da usinagem
Se se define somente o perfil desejado o CNC supõe que a peça em bruto é cilíndrica eefetua a usinagem como se indica na parte esquerda.
Quando se conhece o perfil da peça em bruto é aconselhável definir ambos os perfis, o dapeça em bruto e o do perfil final desejado. A usinagem é mais rápida pois somente se eliminao material delimitado por ambos os perfis.
Sintaxe de programação de perfis
Na definição do perfil não é necessário programar o ponto inicial, já que se encontraespecificado mediante os parâmetros X, Z de definição do ciclo fixo.
Se se definem 2 perfis, primeiro tem que definir o perfil final e a seguir o perfil da peça embruto.

·54·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G66
Cic
lo fi
xo d
e se
guim
ento
de
perf
il
O primeiro bloco de definição do perfil e o último (donde finaliza o perfil ou perfis) deverãopossuir de número de etiqueta de bloco. Estes números de etiqueta serão os que indicarãoao ciclo fixo o começo e o final da descrição geométrica do perfil.
A sintaxes de programação do perfil deve cumprir as seguintes normas:
• Pode programar-se mediante cotas absolutas e incrementais e estar formado porelementos geométricos simples como retas, arcos, arredondamentos de cantos echanfrados, seguindo para a programação, as normas de sintaxes definidas para asmesmas.
• A função G00 indica que finalizou a definição do perfil final e que no referido blococomeça a definição do perfil da peça em bruto.
• Programar G01, G02 ou G03 no bloco seguinte, já que G00 é modal, evitando destemodo que o CNC mostre a mensagem de erro correspondente.
• Na descrição do perfil não se permite programar espelhamento, mudanças de escala,rotação do sistema de coordenadas, deslocamentos de origem, etc.
• Também não é permitido programar blocos em linguagem de alto nível, como saltos,chamadas a sub-rotinas ou programação paramétrica.
• Não podem programar-se outros ciclos fixos.
Para a definição do perfil pode-se fazer uso das seguintes funções:
Se permite programar as seguintes funções, mesmo que serão ignoradas pelo ciclo.
G01 Interpolação linear
G02 Interpolação circular direita
G03 Interpolação circular esquerda
G06 Centro de circunferência em coordenadas absolutas
G08 Circunferência tangente à trajetória anterior.
G09 Circunferência por três pontos
G36 Arredondamento de arestas
G39 Chanfrado
G53 Programação com respeito ao zero máquina
G70 Programação em polegadas
G71 Programação em milímetros
G90 Programação absoluta
G91 Programação incremental
G30 Pré-seleção da origem polar
G05 Arredondamento de aresta
G07 Aresta viva
G50 Arredondamento de aresta controlada
Funções F, S, T, D ou M.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·55·
G68
Cic
lo fi
xo d
e de
sbas
te n
o ei
xo X
1.12 G68 Ciclo fixo de desbaste no eixo X
Este ciclo usina o perfil programado, mantendo o passo especificado entre as sucessivaspassadas de usinagem. Permite ferramentas triangulares, redondas e quadradas.
Formato de programação em coordenadas cartesianas :
G68 X Z C D L M K F H S E P
X±5.5 Define a cota conforme o eixo X, do ponto inicial do perfil. Se programará emcotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Z±5.5 Define a cota conforme o eixo Z, do ponto inicial do perfil. Se programará em cotasabsolutas.
C5,5 Define o passo de usinagem e se programará mediante um valor positivoexpresso em raios. Se se programa com valor 0, o CNC visualizará o errocorrespondente.
Todas as passadas de usinagem se efetuam com este passo, exceto a última queeliminará o material que sobra.
D 5.5 Define a distância de segurança à que se efetua o retrocesso da ferramenta emcada passada.
• Quando se programa D com um valor diferente de 0, a ferramenta de corterealiza um movimento de retirada a 45º até atingir a distância de segurança(figura à esquerda).
• Se se programa D com o valor 0, a trajetória de saída coincide com a trajetóriade entrada. Esto pode ser de interesse para fazer ranhuras em perfiscomplexos, para utilizar estos ciclos em retificadoras cilíndricas, etc.
Quando não se programa o parâmetro D a retirada da ferramenta se efetuaseguindo o perfil até à passada anterior, distância C (figura da direita). Se develevar e consideração quando não se programa o parâmetro D que o tempo deexecução do ciclo é maior, mas a quantidade de material a comer na passadade acabamento é menor.

·56·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G68
Cic
lo fi
xo d
e de
sbas
te n
o ei
xo X
L±5.5 Define o valor do excesso que se deixa em X para efetuar o acabamento. Sedefine em raios e se não se programa se toma o valor 0.
M±5.5 Define o valor do excesso que se deixa em Z para efetuar o acabamento.
Se não se programa o parâmetro "M", o excesso terá o valor indicado noparâmetro "L" e será constante em todo o perfil.
K5.5 Define a velocidade de avanço de penetração da ferramenta nos vales. Se nãose programa ou se programa com valor 0, assume a velocidade de avanço dausinagem (o que estava programado antes da chamada ao ciclo).
F5,5 Define a velocidade de avanço na passada final de desbaste. Se não se programaou se programa com valor 0, se entende que não se deseja a passada final dedesbaste.
H5.5 Define a velocidade de avanço na passada de acabamento. Se não se programaou se programa com valor 0, se entende que não se deseja a passada deacabamento.
S4 Define o número de etiqueta do bloco no qual começa a descrição geométricado perfil.
E4 Define o número de etiqueta do bloco no qual finaliza a descrição geométrica doperfil.
O perfil poderá estar definido no programa atual ou em qualquer outro programa(parâmetro "Q").
P Nome da sub-rotina local que contém o perfil. A sub-rotina local poderá estar noprograma atual ou em qualquer outro programa (parâmetro "Q").
O ciclo considera que toda a sub-rotina constitui o perfil; se se programa oparâmetro "P", o ciclo ignora os parâmetros "E" e "S".

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·57·
G68
Cic
lo fi
xo d
e de
sbas
te n
o ei
xo X
Resumindo, o perfil poderá estar definido de uma das seguintes maneiras.
Considerações ao usinagem
• As condições de usinagem (velocidade de avanço, velocidade de rotação do eixo-árvore,etc.) devem programar-se antes da chamada ao ciclo. Depois de finalizado o ciclo fixoo avanço ativo será o último avanço programado, o correspondente à operação dedesbaste (F) ou acabamento (H). Da mesma maneira, o CNC aceitará as funções G00,G40 e G96.
• O ponto de chamada ao ciclo estará situado fora da peça a usinar e a uma distânciasuperior à definida como desbaste de acabamento (L, M) conforme os dois eixos (X, Z).Se a posição da ferramenta não é correta para executar o ciclo, o CNC visualizará o errocorrespondente.
• Naqueles casos que não se possa usinar o perfil programado (cavidades) com aferramenta selecionada, se mostrará uma mensagem no inicio da execução do ciclo.
• Se ao executar uma das passadas de desbaste se detecta a existência de um canal,o CNC continuará a execução do resto do perfil, sem levar em consideração o referidocanal. O número de canais que pode dispor um perfil é ilimitado.
Q Nome da sub-rotina global, do programa onde está definido o perfil (parâmetros"E" e "S") ou do programa onde está definida a sub-rotina local que contém o perfil(parâmetro "P").
Parâmetros. Localização do perfil.
E + S O perfil está definido entre os blocos "E" e "S" do programa atual.
P O perfil está definido na sub-rotina local "P" do programa atual.
Q O perfil está definido na sub-rotina global "Q".
Q + E +S O perfil está definido entre os blocos "E" e "S" do programa "Q".
Q + P O perfil está definido na sub-rotina local "P" do programa "Q".
O operador poderá deter a execução e selecionar aferramenta apropriada.
Se não o faz, se calcula um novo perfil nas zonas quenão são acessíveis para a ferramenta selecionada e seusina tudo o que seja possível.

·58·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G68
Cic
lo fi
xo d
e de
sbas
te n
o ei
xo X
• Depois de finalizado o perfil que sobra, começará a execução dos canais detectados.
Para isso se retornará em G00 ao ponto em que se interrompeu a usinagem do perfil(1). Desde este ponto se continuará em G01 o contorno programado, mantendo osobremetal de acabamento, até alcançar a profundidade do passe "C" selecionado.Trecho 1-2.
O deslocamento "2-3" se efetua em G01 ao avanço programado (F).
Quando se tenha programado o parâmetro "D" o deslocamento "3-4" se realiza emavanço rápido (G00), mas se não se tiver programado "D" o deslocamento "3-4" se efetuaseguindo o contorno programado e em G01 ao avanço programado (F).
O deslocamento de retrocesso "4-5" se realiza em avanço rápido (G00).
• Se ao executar-se um canal se detectam canais internos, se seguirá o mesmoprocedimento explicado como anteriormente.
• Se se selecionou passada final de desbaste, se realizará uma passada paralela ao perfil,mantendo os excessos "L", com o avanço "F" indicado. Esta passada final de desbasteelimina as sobras que ficaram depois do desbaste.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·59·
G68
Cic
lo fi
xo d
e de
sbas
te n
o ei
xo X
• Si se selecionou passada de acabamento, se realizará uma passada do perfil calculadocom compensação de raio de ferramenta e com o avanço "H" indicado.
Este perfil poderá coincidir com o perfil programado ou ser um que esteja próximo a ele,se há zonas disponíveis que não são acessíveis para a ferramenta selecionada.
• Depois de finalizada a passada de acabamento, a ferramenta retrocederá ao ponto dechamada ao ciclo.
Otimização da usinagem
Se se define somente o perfil desejado o CNC supõe que a peça em bruto é cilíndrica eefetua a usinagem como se indica na parte esquerda.
Quando se conhece o perfil da peça em bruto se aconselha definir ambos os perfis: O perfilda peça em bruto e o perfil final desejado. A usinagem é mais rápida pois somente se eliminao material delimitado por ambos os perfis.
Sintaxe de programação de perfis
Na definição do perfil não é necessário programar o ponto inicial, já que se encontraespecificado mediante os parâmetros X, Z de definição do ciclo fixo.
Se se definem 2 perfis, primeiro tem que definir o perfil final e a seguir o perfil da peça embruto.

·60·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G68
Cic
lo fi
xo d
e de
sbas
te n
o ei
xo X
O primeiro bloco de definição do perfil e o último (donde finaliza o perfil ou perfis) deverãopossuir de número de etiqueta de bloco. Estes números de etiqueta serão os que indicarãoao ciclo fixo o começo e o final da descrição geométrica do perfil.
A sintaxes de programação do perfil deve cumprir as seguintes normas:
• Pode programar-se mediante cotas absolutas e incrementais e estar formado porelementos geométricos simples como retas, arcos, arredondamentos de cantos echanfrados, seguindo para a programação, as normas de sintaxes definidas para asmesmas.
• A função G00 indica que finalizou a definição do perfil final e que no referido blococomeça a definição do perfil da peça em bruto.
• Programar G01, G02 ou G03 no bloco seguinte, já que G00 é modal, evitando destemodo que o CNC mostre a mensagem de erro correspondente.
• Na descrição do perfil não se permite programar espelhamento, mudanças de escala,rotação do sistema de coordenadas, deslocamentos de origem, etc.
• Também não é permitido programar blocos em linguagem de alto nível, como saltos,chamadas a sub-rotinas ou programação paramétrica.
• Não podem programar-se outros ciclos fixos.
Para a definição do perfil pode-se fazer uso das seguintes funções:
Se permite programar as seguintes funções, mesmo que serão ignoradas pelo ciclo.
G01 Interpolação linear
G02 Interpolação circular direita
G03 Interpolação circular esquerda
G06 Centro de circunferência em coordenadas absolutas
G08 Circunferência tangente à trajetória anterior.
G09 Circunferência por três pontos
G36 Arredondamento de arestas
G39 Chanfrado
G53 Programação com respeito ao zero máquina
G70 Programação em polegadas
G71 Programação em milímetros
G90 Programação absoluta
G91 Programação incremental
G30 Pré-seleção da origem polar
G05 Arredondamento de aresta
G07 Aresta viva
G50 Arredondamento de aresta controlada
Funções F, S, T, D ou M.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·61·
G69
Cic
lo fi
xo d
e de
sbas
te n
o ei
xo Z
1.13 G69 Ciclo fixo de desbaste no eixo Z
Este ciclo usina o perfil programado, mantendo o passo especificado entre as sucessivaspassadas de usinagem. Permite ferramentas triangulares, redondas e quadradas.
Formato de programação em coordenadas cartesianas :
G69 X Z C D L M K F H S E P
X±5.5 Define a cota conforme o eixo X, do ponto inicial do perfil. Se programará emcotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Z±5.5 Define a cota conforme o eixo Z, do ponto inicial do perfil. Se programará em cotasabsolutas.
C5,5 Define o passo de usinagem. Se se programa com valor 0, o CNC visualizará oerro correspondente.
Todas as passadas de usinagem se efetuam com este passo, exceto a última queeliminará o material que sobra.
D 5.5 Define a distância de segurança à que se efetua o retrocesso da ferramenta emcada passada.
• Quando se programa D com um valor diferente de 0, a ferramenta de corterealiza um movimento de retirada a 45º até atingir a distância de segurança(figura à esquerda).
• Se se programa D com o valor 0, a trajetória de saída coincide com a trajetóriade entrada. Esto pode ser de interesse para fazer ranhuras em perfiscomplexos, para utilizar estos ciclos em retificadoras cilíndricas, etc.
Quando não se programa o parâmetro D a retirada da ferramenta se efetuaseguindo o perfil até à passada anterior, distância C (figura da direita).
Se deve levar e consideração quando não se programa o parâmetro D que otempo de execução do ciclo é maior, mas a quantidade de material a comer napassada de acabamento é menor.

·62·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G69
Cic
lo fi
xo d
e de
sbas
te n
o ei
xo Z
L±5.5 Define o valor do excesso que se deixa em X para efetuar o acabamento. Sedefine em raios e se não se programa se toma o valor 0.
M±5.5 Define o valor do excesso que se deixa em Z para efetuar o acabamento.
Se não se programa o parâmetro "M", o excesso terá o valor indicado noparâmetro "L" e será constante em todo o perfil.
K5.5 Define a velocidade de avanço de penetração da ferramenta nos vales. Se nãose programa ou se programa com valor 0, assume a velocidade de avanço dausinagem (o que estava programado antes da chamada ao ciclo).
F5,5 Define a velocidade de avanço na passada final de desbaste. Se não se programaou se programa com valor 0, se entende que não se deseja a passada final dedesbaste.
H5.5 Define a velocidade de avanço na passada de acabamento. Se não se programaou se programa com valor 0, se entende que não se deseja a passada deacabamento.
S4 Define o número de etiqueta do bloco no qual começa a descrição geométricado perfil.
E4 Define o número de etiqueta do bloco no qual finaliza a descrição geométrica doperfil.
O perfil poderá estar definido no programa atual ou em qualquer outro programa(parâmetro "Q").
P Nome da sub-rotina local que contém o perfil. A sub-rotina local poderá estar noprograma atual ou em qualquer outro programa (parâmetro "Q").
O ciclo considera que toda a sub-rotina constitui o perfil; se se programa oparâmetro "P", o ciclo ignora os parâmetros "E" e "S".

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·63·
G69
Cic
lo fi
xo d
e de
sbas
te n
o ei
xo Z
Resumindo, o perfil poderá estar definido de uma das seguintes maneiras.
Considerações ao usinagem
• As condições de usinagem (velocidade de avanço, velocidade de rotação do eixo-árvore,etc.) devem programar-se antes da chamada ao ciclo. Depois de finalizado o ciclo fixoo avanço ativo será o último avanço programado, o correspondente à operação dedesbaste (F) ou acabamento (H). Da mesma maneira, o CNC aceitará as funções G00,G40 e G96.
• O ponto de chamada ao ciclo estará situado fora da peça a usinar e a uma distânciasuperior à definida como sobremetal para acabamento (L, M) segundo os dois eixos (X,Z). Se a posição da ferramenta não é correta para executar o ciclo, o CNC visualizaráo erro correspondente.
• Naqueles casos que não se possa usinar o perfil programado (cavidades) com aferramenta selecionada, se mostrará uma mensagem no inicio da execução do ciclo.
• Se ao executar uma das passadas de desbaste se detecta a existência de um canal,o CNC continuará a execução do resto do perfil, sem levar em consideração o referidocanal. O número de canais que pode dispor um perfil é ilimitado.
Q Nome da sub-rotina global, do programa onde está definido o perfil (parâmetros"E" e "S") ou do programa onde está definida a sub-rotina local que contém o perfil(parâmetro "P").
Parâmetros. Localização do perfil.
E + S O perfil está definido entre os blocos "E" e "S" do programa atual.
P O perfil está definido na sub-rotina local "P" do programa atual.
Q O perfil está definido na sub-rotina global "Q".
Q + E +S O perfil está definido entre os blocos "E" e "S" do programa "Q".
Q + P O perfil está definido na sub-rotina local "P" do programa "Q".
O operador poderá deter a execução e selecionar aferramenta apropriada.
Se não o faz, se calcula um novo perfil nas zonas quenão são acessíveis para a ferramenta selecionada e seusina tudo o que seja possível.

·64·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G69
Cic
lo fi
xo d
e de
sbas
te n
o ei
xo Z
• Depois de finalizado o perfil que sobra, começará a execução dos canais detectados.
Para isso se retornará em G00 ao ponto em que se interrompeu a usinagem do perfil(1). Desde este ponto se continuará em G01 o contorno programado, mantendo osobremetal de acabamento, até alcançar a profundidade do passe "C" selecionado.Trecho 1-2.
O deslocamento "2-3" se efetua em G01 ao avanço programado (F).
Quando se tenha programado o parâmetro "D" o deslocamento "3-4" se realiza emavanço rápido (G00), mas se não se tiver programado "D" o deslocamento "3-4" se efetuaseguindo o contorno programado e em G01 ao avanço programado (F).
O deslocamento de retrocesso "4-5" se realiza em avanço rápido (G00).

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·65·
G69
Cic
lo fi
xo d
e de
sbas
te n
o ei
xo Z
• Se ao executar-se um canal se detectam canais internos, se seguirá o mesmoprocedimento explicado como anteriormente.
• Se se selecionou passada final de desbaste, se realizará uma passada paralela ao perfil,mantendo os excessos "L", com o avanço "F" indicado. Esta passada final de desbasteelimina as sobras que ficaram depois do desbaste.
• Si se selecionou passada de acabamento, se realizará uma passada do perfil calculadocom compensação de raio de ferramenta e com o avanço "H" indicado.
Este perfil poderá coincidir com o perfil programado ou ser um que esteja próximo a ele,se há zonas disponíveis que não são acessíveis para a ferramenta selecionada.
• Depois de finalizada a passada de acabamento, a ferramenta retrocederá ao ponto dechamada ao ciclo.

·66·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G69
Cic
lo fi
xo d
e de
sbas
te n
o ei
xo Z
Otimização da usinagem
Se se define somente o perfil desejado o CNC supõe que a peça em bruto é cilíndrica eefetua a usinagem como se indica na parte esquerda.
Quando se conhece o perfil da peça em bruto se aconselha definir ambos os perfis: O perfilda peça em bruto e o perfil final desejado. A usinagem é mais rápida pois somente se eliminao material delimitado por ambos os perfis.
Sintaxe de programação de perfis
Na definição do perfil não é necessário programar o ponto inicial, já que se encontraespecificado mediante os parâmetros X, Z de definição do ciclo fixo.
Se se definem 2 perfis, primeiro tem que definir o perfil final e a seguir o perfil da peça embruto.
O primeiro bloco de definição do perfil e o último (donde finaliza o perfil ou perfis) deverãopossuir de número de etiqueta de bloco. Estes números de etiqueta serão os que indicarãoao ciclo fixo o começo e o final da descrição geométrica do perfil.
A sintaxes de programação do perfil deve cumprir as seguintes normas:
• Pode programar-se mediante cotas absolutas e incrementais e estar formado porelementos geométricos simples como retas, arcos, arredondamentos de cantos echanfrados, seguindo para a programação, as normas de sintaxes definidas para asmesmas.
• A função G00 indica que finalizou a definição do perfil final e que no referido blococomeça a definição do perfil da peça em bruto.
• Programar G01, G02 ou G03 no bloco seguinte, já que G00 é modal, evitando destemodo que o CNC mostre a mensagem de erro correspondente.
• Na descrição do perfil não se permite programar espelhamento, mudanças de escala,rotação do sistema de coordenadas, deslocamentos de origem, etc.
• Também não é permitido programar blocos em linguagem de alto nível, como saltos,chamadas a sub-rotinas ou programação paramétrica.
• Não podem programar-se outros ciclos fixos.
Para a definição do perfil pode-se fazer uso das seguintes funções:
G01 Interpolação linear
G02 Interpolação circular direita
G03 Interpolação circular esquerda
G06 Centro de circunferência em coordenadas absolutas
G08 Circunferência tangente à trajetória anterior.
G09 Circunferência por três pontos
G36 Arredondamento de arestas
G39 Chanfrado
G53 Programação com respeito ao zero máquina
G70 Programação em polegadas
G71 Programação em milímetros

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·67·
G69
Cic
lo fi
xo d
e de
sbas
te n
o ei
xo Z
Se permite programar as seguintes funções, mesmo que serão ignoradas pelo ciclo.
G90 Programação absoluta
G91 Programação incremental
G30 Pré-seleção da origem polar
G05 Arredondamento de aresta
G07 Aresta viva
G50 Arredondamento de aresta controlada
Funções F, S, T, D ou M.

·68·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G16
0 F
uraç
ão/r
osqu
eam
ento
múl
tiplo
com
mac
ho n
a fa
ce fr
onta
l
1.14 G160 Furação/rosqueamento múltiplo com macho na face frontal
Para poder executar este ciclo, a máquina deve ter uma ferramenta motorizada. Durante aelaboração do furo ou roscado o eixo-árvore estará parado e a ferramenta estará girando,sendo possível efetuar a usinagem em qualquer parte da peça.
A execução de uma ou outra operação depende do formato de programação utilizado. Sese define o parâmetro "B=0" efetua um roscado e se se define "B>0" efetua uma perfuração.
Formato de programação em coordenadas cartesianas :
Furação G160 X Z I B Q A J D K H C S R N
Rosqueamento com macho G160 X Z I B0 Q A J D S RN
X±5.5 Define a cota conforme o eixo X, onde se deseja executar o ciclo. Se programaráem cotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Z±5.5 Define a cota conforme o eixo Z, onde se deseja executar o ciclo. Se programaráem cotas absolutas.
I±5.5 Define a profundidade da usinagem e estará referido ao ponto de começo (X, Z).O ciclo escolhe o sentido da usinagem em função da posição inicial da ferramentae o ponto inicial da usinagem. Se ambos coincidem, o parâmetro terá valorpositivo si se perfura ou rosqueia em sentido negativo segundo o eixo Z e valornegativo si se perfura ou rosqueia em sentido contrário.
Se se programa com valor 0, o CNC visualizará o erro correspondente.
B5,5 Define o tipo de operação que se deseja executar.
Se se programa B=0 efetuará um roscado com macho.
Se se programa B>0 efetuará uma perfuração e o valor de B indica o passo daperfuração.
Q±5.5 Define a posição angular, em graus, em que se deve situar o eixo-árvore paraefetuar o ciclo (primeira perfuração ou roscado se existem vários).
A±5.5 Define o passo angular entre 2 operações consecutivas. Se programa em graus,positivo em sentido contrário aos ponteiros do relógio.
J4 Define o número de perfurações ou roscados com macho, que se desejamefetuar, incluído o primeiro deles.
Se se programa com valor 0, o CNC visualizará o erro correspondente.
D5.5 Define a distância de segurança conforme o eixo Z e indica a que distância doponto inicial (Z, X) se posiciona a ferramenta no movimento de aproximação. Senão se programa se toma o valor 0.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·69·
G16
0 F
uraç
ão/r
osqu
eam
ento
múl
tiplo
com
mac
ho n
a fa
ce fr
onta
l
Furação. Funcionamento básico.
1 Deslocamento em modo rápido até ao ponto de aproximação, situado a uma distânciade segurança "D" do ponto de furo.
2 O CNC coloca em funcionamento a ferramenta motorizada à velocidade (rpm) e sentidoindicados no parâmetro S.
3 Orienta o eixo-árvore à posição angular "Q" indicada. Se o cabeçote estava emfuncionamento, o CNC o deterá.
4 Primeiro aprofundamento de furação. Deslocamento, no avanço de trabalho do eixolongitudinal até a profundidade Incremental programada em "B + D".
5 Volta de furação. Os passos seguintes se repetirão até atingir a cota de profundidadeprogramada em „I“.
Retrocede de maneira rápida (G00) a quantidade indicada (H) ou até o ponto deaproximação. Aproximação com rapidez (G00), até uma distância "C" do passo deperfuração anterior. Deslocamento no avanço de furação (G01), até o seguinteaprofundamento incremental conforme "B e R".
6 Tempo de espera K em centésimas de segundo no fundo de perfuração, se foiprogramado.
7 Retrocesso com rapidez (G00) até o ponto de aproximação.
8 Em função do valor definido para o parâmetro "J" (número de furações), o cabeçote sedesloca para a nova posição (incremento angular "A") e repte os movimentos indicadosnos pontos 4, 5, 6 e 7.
K5 Define o tempo de espera, em centésimos de segundo, no fundo do furo, atécomeçar o retrocesso. Se não se programa se toma o valor 0.
A operação de roscado com macho não leva em consideração este parâmetro,portanto não é necessário programá-lo. Se se programa, o ciclo o ignora.
H5.5 Define a distância, conforme o eixo Z, que retrocede de maneira rápida (G00)depois de cada perfuração. Se não se programa ou se programa com valor 0,retrocederá até o ponto de aproximação.
A operação de roscado com macho não leva em consideração este parâmetro,portanto não é necessário programá-lo. Se se programa, o ciclo o ignora.
C5,5 Define até que distância, conforme o eixo Z, do passo de perfuração anterior, sedeslocará com rapidez (G00) na sua aproximação à peça para realizar um novopasso de perfuração. Se não se programa se toma o valor 1 milímetro.
A operação de roscado com macho não leva em consideração este parâmetro,portanto não é necessário programá-lo. Se se programa, o ciclo o ignora.
S±5.5 Velocidade (valor), em rotações por minuto, e sentido (signo) de rotação daferramenta motorizada.
Se não se programa não começa a funcionar a ferramenta motorizada
R5,5 No ciclo de perfuração indica o fator que reduz o passo de perfuração "B". Senão se programa ou se programa com valor 0, se tomará o valor 1.
Com R=1, os passos de furação são iguais e do valor programado "B". Se R nãoé igual a 1, o primeiro passo de furação será "B", o segundo "R B", o terceiro "R(RB)", e assim sucessivamente, isto é, a partir do segundo passo o novo passoserá o produto do fator R pelo passo anterior.
No ciclo de rosqueamento com macho se define o tipo de rosqueamento que sedeseja efetuar, com "R0" se efetuará um rosqueamento com compensador e com"R1" se efetuará um rosqueamento rígido. Se não for programado toma-se o valor0, rosqueamento com compensador.
Para poder efetuar um rosqueamento rígido é necessário que o cabeçote estejapreparado para trabalhar em laço fechado, isto é, que disponha de um sistemamotor-regulador e um codificador de cabeçote.
N Número do cabeçote correspondente à ferramenta motorizada. N1 para ocabeçote S1, N2 para o cabeçote S2 e assim sucessivamente.

·70·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G16
0 F
uraç
ão/r
osqu
eam
ento
múl
tiplo
com
mac
ho n
a fa
ce fr
onta
l
9 Se pára a ferramenta motorizada.
Rosqueamento com compensador. Funcionamento básico.
1 Deslocamento em modo rápido até ao ponto de aproximação, situado a uma distânciade segurança "D" do ponto de rosqueamento com macho.
2 O CNC coloca em funcionamento a ferramenta motorizada à velocidade (rpm) e sentidoindicados no parâmetro S.
3 Orienta o eixo-árvore à posição angular "Q" indicada. Se o cabeçote estava emfuncionamento, o CNC o deterá.
4 Rosqueamento com macho. Deslocamento, no avanço de trabalho do eixo longitudinalaté a profundidade programada em "I". Se desabilitam o FRO, SSO, FEED-HOLD e oSTOP.
5 Inversão do sentido de rotação da ferramenta motorizada.
6 Retrocesso no avanço de trabalho até o ponto de aproximação.
7 Em função do valor definido para o parâmetro "J" (número de rosqueamentos commacho), o cabeçote se desloca para a nova posição (incremento angular "A") e repteos movimentos indicados nos pontos 4, 5, e 6.
8 Se pára a ferramenta motorizada.
Rosqueamento rígido. Funcionamento básico.
1 Deslocamento em modo rápido até ao ponto de aproximação, situado a uma distânciade segurança "D" do ponto de rosqueamento.
2 Orienta o eixo-árvore à posição angular "Q" indicada. Se o cabeçote estava emfuncionamento, o CNC o deterá.
3 Rosqueamento com macho. Se realiza interpolando o segundo eixo-árvore (ferramentamotorizada) com o eixo Z.
O segundo eixo-árvore debe possuir encóder e o parâmetro de máquina geral AUXTYPEdeve estar em 1 (do contrário apresenta erro 1042: Valor de parâmetro não válido emciclo fixo).
O avanço F tem que ser programado antes do ciclo e a velocidade S está implícita nadefinição do ciclo. O ciclo assume as funções G94 e G97. Não se pode deter o roscadorígido nem modificar as condições de usinagem. Se efetua em 100% da S e Fprogramadas.
4 Inversão do sentido de rotação da ferramenta motorizada.
5 Retrocesso no avanço de trabalho até o ponto de aproximação.
6 Em função do valor definido para o parâmetro "J" (número de rosqueamentos commacho), o cabeçote se desloca para a nova posição (incremento angular "A") e repteos movimentos indicados nos pontos 4, 5, e 6.
7 Se pára a ferramenta motorizada.
Ao finalizar o ciclo, o segundo árvore principal (M5) se para.
Considerações ao usinagem
• As condições de usinagem (velocidade de avanço, velocidade da ferramentamotorizada, etc.) devem programar-se antes da chamada ao ciclo. Depois de finalizadoo ciclo fixo o programa continuará com o mesmo avanço F e as mesmas funções G quepossuía ao chamar ao ciclo. Unicamente se anulará a compensação de raio daferramenta se se encontrava ativa, continuando a execução do programa com a funçãoG40.
• Se ao executar o ciclo se está trabalhando em G95 e não se trabalhou anteriormenteem G94, o CNC mostrará o erro "1039 Não se programou F em G94".
• Quando se trata de um rosqueamento (rígido ou com macho) a saída lógica geral"TAPPING" se mantém ativa durante a execução deste ciclo.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·71·
G16
1 F
uraç
ão/r
osqu
eam
ento
múl
tiplo
com
mac
ho n
a fa
ce c
ilínd
rica
1.15 G161 Furação/rosqueamento múltiplo com macho na facecilíndrica
Para poder executar este ciclo, a máquina deve ter uma ferramenta motorizada. Durante aelaboração do furo ou roscado o eixo-árvore estará parado e a ferramenta estará girando,sendo possível efetuar a usinagem em qualquer parte da peça.
A execução de uma ou outra operação depende do formato de programação utilizado. Sese define o parâmetro "B=0" efetua um roscado e se se define "B>0" efetua uma perfuração.
Formato de programação em coordenadas cartesianas :
Furação G161 X Z I B Q A J D K H C S R N
Rosqueamento com macho G161 X Z I B0 Q A J D S RN
X±5.5 Define a cota conforme o eixo X, onde se deseja executar o ciclo. Se programaráem cotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Z±5.5 Define a cota conforme o eixo Z, onde se deseja executar o ciclo. Se programaráem cotas absolutas.
I±5.5 Define a profundidade da usinagem e estará referido ao ponto de começo (X, Z).O ciclo escolhe o sentido da usinagem em função da posição inicial da ferramentae o ponto inicial da usinagem. Se ambos coincidem, o parâmetro terá valorpositivo si se perfura ou rosqueia em sentido negativo segundo o eixo X e valornegativo si se perfura ou rosqueia em sentido contrário.
Se se programa com valor 0, o CNC visualizará o erro correspondente.
B5,5 Define o tipo de operação que se deseja executar.
Se se programa B=0 efetuará um roscado com macho.
Se se programa B>0 efetuará uma perfuração e o valor de B indica em raios opasso da perfuração.
Q±5.5 Define a posição angular, em graus, em que se deve situar o eixo-árvore paraefetuar o ciclo (primeira perfuração ou roscado se existem vários).
A±5.5 Define o passo angular entre 2 operações consecutivas. Se programa em graus,positivo em sentido contrário aos ponteiros do relógio.
J4 Define o número de perfurações ou roscados com macho, que se desejamefetuar, incluído o primeiro deles.
Se se programa com valor 0, o CNC visualizará o erro correspondente.

·72·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G16
1 F
uraç
ão/r
osqu
eam
ento
múl
tiplo
com
mac
ho n
a fa
ce c
ilínd
rica
Furação. Funcionamento básico.
1 Deslocamento em modo rápido até ao ponto de aproximação, situado a uma distânciade segurança "D" do ponto de furo.
2 O CNC coloca em funcionamento a ferramenta motorizada à velocidade (rpm) e sentidoindicados no parâmetro S.
3 Orienta o eixo-árvore à posição angular "Q" indicada. Se o cabeçote estava emfuncionamento, o CNC o deterá.
4 Primeiro aprofundamento de furação. Deslocamento, no avanço de trabalho do eixo Xaté a profundidade Incremental programada em "D + B".
5 Volta de furação. Os passos seguintes se repetirão até atingir a cota de profundidadeprogramada em „I“.
Retrocede de maneira rápida (G00) a quantidade indicada (H) ou até o ponto deaproximação. Aproximação com rapidez (G00), até uma distância "C" do passo deperfuração anterior. Deslocamento no avanço de furação (G01), até o seguinteaprofundamento incremental conforme "B e R".
6 Tempo de espera K em centésimas de segundo no fundo de perfuração, se foiprogramado.
D5.5 Define em raios a distância de segurança com respeito ao eixo X, e indica a quedistância do ponto inicial (Z, X) se posiciona a ferramenta no movimento deaproximação. Se não se programa se toma o valor 0.
K5 Define o tempo de espera, em centésimos de segundo, no fundo do furo, atécomeçar o retrocesso. Se não se programa se toma o valor 0.
A operação de roscado com macho não leva em consideração este parâmetro,portanto não é necessário programá-lo. Se se programa, o ciclo o ignora.
H5.5 Define em raios a distância, conforme o eixo X, que retrocede em modo rápido(G00) depois de cada furo. Se não se programa ou se programa com valor 0,retrocederá até o ponto de aproximação.
A operação de roscado com macho não leva em consideração este parâmetro,portanto não é necessário programá-lo. Se se programa, o ciclo o ignora.
C5,5 Define em raios até que distância, conforme o eixo X, do passo de perfuraçãoanterior, se deslocará com rapidez (G00) na sua aproximação à peça pararealizar um novo passo de perfuração. Se não se programa se toma o valor 1milímetro.
A operação de roscado com macho não leva em consideração este parâmetro,portanto não é necessário programá-lo. Se se programa, o ciclo o ignora.
S±5.5 Velocidade (valor), em rotações por minuto, e sentido (signo) de rotação daferramenta motorizada.
Se não se programa não começa a funcionar a ferramenta motorizada
R5,5 No ciclo de perfuração indica o fator que reduz o passo de perfuração "B". Senão se programa ou se programa com valor 0, se tomará o valor 1.
Com R=1, os passos de furação são iguais e do valor programado "B". Se R nãoé igual a 1, o primeiro passo de furação será "B", o segundo "R B", o terceiro "R(RB)", e assim sucessivamente, isto é, a partir do segundo passo o novo passoserá o produto do fator R pelo passo anterior.
No ciclo de rosqueamento com macho se define o tipo de rosqueamento que sedeseja efetuar, com "R0" se efetuará um rosqueamento com compensador e com"R1" se efetuará um rosqueamento rígido. Se não for programado toma-se o valor0, rosqueamento com compensador.
Para poder efetuar um rosqueamento rígido é necessário que o cabeçote estejapreparado para trabalhar em laço fechado, isto é, que disponha de um sistemamotor-regulador e um codificador de cabeçote.
N Número do cabeçote correspondente à ferramenta motorizada. N1 para ocabeçote S1, N2 para o cabeçote S2 e assim sucessivamente.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·73·
G16
1 F
uraç
ão/r
osqu
eam
ento
múl
tiplo
com
mac
ho n
a fa
ce c
ilínd
rica
7 Retrocesso com rapidez (G00) até o ponto de aproximação.
8 Em função do valor definido para o parâmetro "J" (número de furações), o cabeçote sedesloca para a nova posição (incremento angular "A") e repte os movimentos indicadosnos pontos 4, 5, 6 e 7.
9 Se pára a ferramenta motorizada.
Rosqueamento com compensador. Funcionamento básico.
1 Deslocamento em modo rápido até ao ponto de aproximação, situado a uma distânciade segurança "D" do ponto de furo.
2 O CNC coloca em funcionamento a ferramenta motorizada à velocidade (rpm) e sentidoindicados no parâmetro S.
3 Orienta o eixo-árvore à posição angular "Q" indicada. Se o cabeçote estava emfuncionamento, o CNC o deterá.
4 Rosqueamento com macho. Deslocamento, no avanço de trabalho do eixo X até aprofundidade programada em "I".
5 Inversão do sentido de rotação da ferramenta motorizada.
6 Retrocesso no avanço de trabalho até o ponto de aproximação.
7 Em função do valor definido para o parâmetro "J" (número de rosqueamentos commacho), o cabeçote se desloca para a nova posição (incremento angular "A") e repteos movimentos indicados nos pontos 4, 5, e 6.
8 Se pára a ferramenta motorizada.
Rosqueamento rígido. Funcionamento básico.
1 Deslocamento em modo rápido até ao ponto de aproximação, situado a uma distânciade segurança "D" do ponto de rosqueamento.
2 Orienta o eixo-árvore à posição angular "Q" indicada. Se o cabeçote estava emfuncionamento, o CNC o deterá.
3 Rosqueamento com macho. Se realiza interpolando o segundo eixo-árvore (ferramentamotorizada) com o eixo X.
O segundo eixo-árvore debe possuir encóder e o parâmetro de máquina geral AUXTYPEdeve estar em 1 (do contrário apresenta erro 1042: Valor de parâmetro não válido emciclo fixo).
O avanço F tem que ser programado antes do ciclo e a velocidade S está implícita nadefinição do ciclo. O ciclo assume as funções G94 e G97.
Não se pode deter o roscado rígido nem modificar as condições de usinagem. Se efetuaem 100% da S e F programadas.
4 Inversão do sentido de rotação da ferramenta motorizada.
5 Retrocesso no avanço de trabalho até o ponto de aproximação.
6 Em função do valor definido para o parâmetro "J" (número de rosqueamentos commacho), o cabeçote se desloca para a nova posição (incremento angular "A") e repteos movimentos indicados nos pontos 4, 5, e 6.
7 Se pára a ferramenta motorizada.
Ao finalizar o ciclo, o segundo árvore principal (M5) se para.
Considerações ao usinagem
• As condições de usinagem (velocidade de avanço, velocidade da ferramentamotorizada, etc.) devem programar-se antes da chamada ao ciclo. Depois de finalizadoo ciclo fixo o programa continuará com o mesmo avanço F e as mesmas funções G quepossuía ao chamar ao ciclo. Unicamente se anulará a compensação de raio daferramenta se se encontrava ativa, continuando a execução do programa com a funçãoG40.
• Se ao executar o ciclo se está trabalhando em G95 e não se trabalhou anteriormenteem G94, o CNC mostrará o erro "1039 Não se programou F em G94".
• Quando se trata de um rosqueamento (rígido ou com macho) a saída lógica geral"TAPPING" (M5517) se mantém ativa durante a execução deste ciclo.

·74·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G16
2 C
iclo
fixo
de
rasg
o de
cha
veta
na
face
cilí
ndric
a
1.16 G162 Ciclo fixo de rasgo de chaveta na face cilíndrica
Para poder executar este ciclo, a máquina deve ter uma ferramenta motorizada. Durante aelaboração da chaveta o eixo-árvore estará parado e a ferramenta estará girando, sendopossível efetuar a usinagem em qualquer parte da peça.
Formato de programação em coordenadas cartesianas :
G162 X Z L I Q A J D F S N
X±5.5 Define a cota conforme o eixo X, onde se deseja executar o ciclo. Se programaráem cotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Z±5.5 Define a cota conforme o eixo Z, onde se deseja executar o ciclo. Se programaráem cotas absolutas.
L±5.5 Define o comprimento da chaveta. Fará referência ao ponto de começo (X, Z),por isso terá valor positivo quando se usina em sentido negativo em relação aoeixo Z e valor negativo se se usina em sentido contrário. No exemplo da figura"L(+)"
Se se programa com valor 0, o CNC visualizará o erro correspondente.
I±5.5 Define em raios a profundidade da chaveta. Estará referido ao ponto de começo(X, Z).
Se se programa com valor 0, o CNC visualizará o erro correspondente.
Q±5.5 Define a posição angular, em graus, em que se deve situar o eixo-árvore paraefetuar o ciclo (primeira chaveta se existem várias).
A±5.5 Define o passo angular entre 2 operações consecutivas. Se programa em graus,positivo em sentido contrário aos ponteiros do relógio.
J 4 Indica o número de chavetas que se desejam realizar. Se se programa com valor0, o CNC visualizará o erro correspondente.
D5.5 Define em raios a distância de segurança com respeito ao eixo X, e indica a quedistância do ponto inicial (Z, X) se posiciona a ferramenta no movimento deaproximação. Se não se programa se toma o valor 0.
F5,5 Define o avanço de usinagem para a usinagem da chaveta
S±5.5 Velocidade (valor), em rotações por minuto, e sentido (signo) de rotação daferramenta motorizada.
Se não se programa não começa a funcionar a ferramenta motorizada

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·75·
G16
2 C
iclo
fixo
de
rasg
o de
cha
veta
na
face
cilí
ndric
a
Funcionamento básico.
1 Deslocamento em modo rápido até ao ponto de aproximação, situado a uma distânciade segurança "D" de rasgo de chavetas.
2 O CNC coloca em funcionamento a ferramenta motorizada à velocidade (rpm) e sentidoindicados no parâmetro "S".
3 Orienta o eixo-árvore à posição angular "Q" indicada. Se o cabeçote estava emfuncionamento, o CNC o deterá.
4 Usinagem da chaveta seguindo os seguintes passos:
Penetração ao avanço que se encontrava selecionado quando chamar ao ciclo.
Usinagem da chaveta movendo o eixo Z à velocidade "F" programada.
Retrocesso de maneira rápida à cota de referência.
Volta em rápido ao ponto inicial.
5 Em função do valor definido para o parâmetro "J" (número de chavetas), o cabeçote sedesloca para a nova posição (incremento angular "A") e repte os movimentos indicadosno ponto 4.
6 Se pára a ferramenta motorizada.
Considerações ao usinagem
• As condições de usinagem (velocidade de avanço, velocidade da ferramentamotorizada, etc.) devem programar-se antes da chamada ao ciclo. Depois de finalizadoo ciclo fixo o programa continuará com o mesmo avanço F e as mesmas funções G quepossuía ao chamar ao ciclo. Unicamente se anulará a compensação de raio daferramenta se se encontrava ativa, continuando a execução do programa com a funçãoG40.
• Se ao executar o ciclo se está trabalhando em G95 e não se trabalhou anteriormenteem G94, o CNC mostrará o erro "1039 Não se programou F em G94".
N Número do cabeçote correspondente à ferramenta motorizada. N1 para ocabeçote S1, N2 para o cabeçote S2 e assim sucessivamente.

·76·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G16
3 C
iclo
fixo
de
rasg
os d
e ch
avet
as n
a fa
ce d
e F
acea
men
to
1.17 G163 Ciclo fixo de rasgos de chavetas na face de Faceamento
Para poder executar este ciclo, a máquina deve ter uma ferramenta motorizada. Durante aelaboração da chaveta o eixo-árvore estará parado e a ferramenta estará girando, sendopossível efetuar a usinagem em qualquer parte da peça.
Formato de programação em coordenadas cartesianas :
G163 X Z L I Q A J D F S N
X±5.5 Define a cota conforme o eixo X, onde se deseja executar o ciclo. Se programaráem cotas absolutas e conforme as unidades ativas, raios ou diâmetros.
Z±5.5 Define a cota conforme o eixo Z, onde se deseja executar o ciclo. Se programaráem cotas absolutas.
L±5.5 Define em raios o comprimento da chaveta. Fará referência ao ponto de começo(X, Z), por isso terá valor positivo quando se usina em sentido negativo emrelação ao eixo X e valor negativo se se usina em sentido contrário. No exemploda figura "L(+)"
Se se programa com valor 0, o CNC visualizará o erro correspondente.
I±5.5 Define a profundidade da chaveta. Estará referido ao ponto de começo (X, Z).
Se se programa com valor 0, o CNC visualizará o erro correspondente.
Q±5.5 Define a posição angular, em graus, em que se deve situar o eixo-árvore paraefetuar o ciclo (primeira chaveta se existem várias).
A±5.5 Define o passo angular entre 2 operações consecutivas. Se programa em graus,positivo em sentido contrário aos ponteiros do relógio.
J 4 Indica o número de chavetas que se desejam realizar. Se se programa com valor0, o CNC visualizará o erro correspondente.
D5.5 Define a distância de segurança conforme o eixo Z e indica a que distância doponto inicial (Z, X) se posiciona a ferramenta no movimento de aproximação. Senão se programa se toma o valor 0.
F5,5 Define o avanço de usinagem para a usinagem da chaveta.
S±5.5 Velocidade (valor), em rotações por minuto, e sentido (signo) de rotação daferramenta motorizada.
Se não se programa não começa a funcionar a ferramenta motorizada
N Número do cabeçote correspondente à ferramenta motorizada. N1 para ocabeçote S1, N2 para o cabeçote S2 e assim sucessivamente.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
1.
(REF: 1305)
·77·
G16
3 C
iclo
fixo
de
rasg
os d
e ch
avet
as n
a fa
ce d
e F
acea
men
to
Funcionamento básico.
1 Deslocamento em modo rápido até ao ponto de aproximação, situado a uma distânciade segurança "D" do ponto de furo.
2 O CNC coloca em funcionamento a ferramenta motorizada à velocidade (rpm) e sentidoindicados no parâmetro "S".
3 Orienta o eixo-árvore à posição angular "Q" indicada. Se o cabeçote estava emfuncionamento, o CNC o deterá.
4 Usinagem da chaveta seguindo os seguintes passos:
Penetração ao avanço que se encontrava selecionado quando chamar ao ciclo.
Usinagem da chaveta movendo o eixo X à velocidade "F" programada.
Retrocesso em modo rápido à cota de referência
Volta em modo rápido ao ponto inicial
5 Em função do valor definido para o parâmetro "J" (número de chavetas), o cabeçote sedesloca para a nova posição (incremento angular "A") e repte os movimentos indicadosno ponto 4.
6 Se detém a ferramenta motorizada.
Considerações ao usinagem
• As condições de usinagem (velocidade de avanço, velocidade da ferramentamotorizada, etc.) devem programar-se antes da chamada ao ciclo. Depois de finalizadoo ciclo fixo o programa continuará com o mesmo avanço F e as mesmas funções G quepossuía ao chamar ao ciclo. Unicamente se anulará a compensação de raio daferramenta se se encontrava ativa, continuando a execução do programa com a funçãoG40.
• Se ao executar o ciclo se está trabalhando em G95 e não se trabalhou anteriormenteem G94, o CNC mostrará o erro "1039 Não se programou F em G94".

·78·
Ciclos fixos (modelo ·T·)
CNC 8065
1.
CIC
LO
S F
IXO
S D
E U
SIN
AG
EM
(IS
O)
(REF: 1305)
G16
3 C
iclo
fixo
de
rasg
os d
e ch
avet
as n
a fa
ce d
e F
acea
men
to

CNC 8065
(REF: 1305)
2
·79·
EDITOR DE CICLOS
A partir do modo EDISIMU se tem acesso ao editor de ciclos, diretamente a partir do menude softkeys ou bem selecionando um ciclo fixo no programa peça e teclando [RECALL]. Aoselecionar um ciclo fixo, o editor mostrará a janela de definição do referido ciclo fixo. O editorde ciclos permite, além de editar os ciclos, que se faça uma simulação gráfica do ciclomesmo que não esteja incluído no programa peça.
A Área para editar e simular os ciclos fixos.
B Modo Teach-in.
C Menu de softkeys para selecionar os diferentes ciclos, ativar o modo teach-in e configuraro editor de ciclos.
D Menu de softkeys para simular o ciclo selecionado no editor.
Selecionar os ciclos de usinagem.
Os ciclos de usinagem integrados no editor agrupam-se do seguinte modo. Ao teclar umadestas softkeys, o editor mostra o último ciclo utilizado nesse grupo. Ao teclar a mesmasoftkey pela segunda vez, o menu mostra todos os ciclos do grupo.
Torneamentos.
Torneamento ci l índr ico simples, torneamento ci l índr ico comarredondamento de vértices, faceamento simples, faceamento comarredondamento de vértices, chanframento de vértice, chanframentoentre pontos, arredondamento de vértice e arredondamento entre pontos.
Rosqueamentos.
Rosqueamento longitudinal, rosqueamento cônico, rosqueamentofrontal, repasse de roscas e rosqueamento de várias entradas.
Ranhuramentos.
Ranhuramento simples longitudinal, ranhuramento simples frontal,ranhuramento inclinado longitudinal, ranhuramento inclinado frontal esangramento.
A
C
D
B

·80·
Ciclos fixos (modelo ·T·)
CNC 8065
2.
ED
ITO
R D
E C
ICL
OS
(REF: 1305)
Ativar o modo teach-in.
Configurar o editor de ciclos.
Ter acesso aos ciclos de apalpador.
Perfis.
Torneamento por pontos, torneamento por perfil, perfil no plano ZC e perfilno plano XC.
Usinados em Z.
Furação, rosqueamento com macho, furações múltiplas, rosqueamentosmúltiplos com macho e rasgos de chaveta.
Posicionamentos.
Posicionamento y posicionamento com funções M.
A softkey "+" por sua vez apresenta a softkey para ativar o modo teach-in,o qual permite deslocar manualmente os eixos da máquina e introduzirnos dados do ciclo da posição real dos eixos. Ver "2.2 Modo teach-in."na página 82.
A softkey "+" por sua vez apresenta a softkey para configurar algumasopções dos ciclos do editor.
A softkey "+" mostra por sua vez a softkey para acessar os ciclos deapalpador ou os ciclos do modelo fresadora (se estiverem disponíveis).

Ciclos fixos (modelo ·T·)
CNC 8065
ED
ITO
R D
E C
ICL
OS
2.
(REF: 1305)
·81·
Con
figur
ar o
edi
tor
de c
iclo
s.
2.1 Configurar o editor de ciclos.
Programação das funções M em cada operação.
Habilitar a programação de funções M nos ciclos fixos, para sua execução antes de cadaoperação de usinagem. Isto permite, por exemplo, executar sub-rotinas associadas afunções M antes das diferentes operações.
Com esta opção ativada, o editor oferecerá em cada operação do ciclo a opção de editaraté quatro funções M. Para executar só alguma delas, definí-las em primeiro lugar e deixaro restante de dados sem programar.
Selecionar os gráficos para torno vertical.
Habilitar os ciclos para torno vertical.
Selecionar a configuração de eixos.
A softkey "+" por sua vez apresenta a softkey para configurar algumasopções dos ciclos do editor.
Nas telas dos ciclos, para ver e definir os dados das funções M deve-se ativarsua visualização; caso contrário os dados não estarão visíveis.
Editor de ciclos configurado para torno horizontal.
Editor de ciclos configurado para torno vertical.
Estabelecer uma configuração de eixos para o editor de ciclos. Aconfiguração de eixos definida é válida somente para facilitar a ediçãodo ciclo, uma vez que mostra os dados associados a cotas de acordocom a configuração de eixos selecionada.
Os ciclos fixos não têm associado nenhum plano de trabalho, seexecutam no plano de trabalho ativo no referido momento.

·82·
Ciclos fixos (modelo ·T·)
CNC 8065
2.
ED
ITO
R D
E C
ICL
OS
(REF: 1305)
Mod
o te
ach-
in.
2.2 Modo teach-in.
Com este modo ativado, o editor de ciclos mostra na parte inferior uma janela com a posiçãoreal dos eixos, bem como as condições de usinagem ativadas. A informação da janela nãoe configurável, não está condicionada pela configuração realizada no modo EDISIMU parao modo teach-in.
Com o modo teach-in ativado, os dados dos eixos poderão ser editados diretamente noteclado ou será possível atribuir a posição real dos eixos. Ambas as formas de edição podemser utilizadas indistintamente, inclusive durante a definição de um mesmo ciclo. Para atribuira um dado a posição de seu eixo, executar os seguintes passos.
1 Selecionar um dos dados mediante o cursor.
2 Deslocar os eixos para a posição desejada através do teclado de jog, volantes ou o modoMDI/MDA.
3 Pressionar a tecla [RECALL]. O editor introduz no dado selecionado através do cursor,a posição real do eixo correspondente.
A softkey "+" por sua vez apresenta a softkey para ativar o modo teach-in,o qual permite deslocar manualmente os eixos da máquina e introduzirnos dados do ciclo da posição real dos eixos. Os demais dados do ciclodevem ser editados manualmente.

Ciclos fixos (modelo ·T·)
CNC 8065
ED
ITO
R D
E C
ICL
OS
2.
(REF: 1305)
·83·
Sel
eção
de
dado
s, p
erfis
e íc
ones
.
2.3 Seleção de dados, perfis e ícones.
Seleção de dados.
Para introduzir ou modificar um dado é necessário que esteja selecionado, que tenha o focode edição.
Os parâmetros dos ciclos se poderão selecionar com as teclas [] [] [] [] ou medianteas teclas de acesso direto. Também se pode selecionar o primeiro dado de cada grupopressionando as teclas de página acima ou página abaixo.
As teclas de acesso direto correspondem ao nome dos parâmetros; [F] para os avanços,[T] para as ferramentas, etc. Cada vez que se pressione a mesma tecla, se seleciona oseguinte dado do mesmo tipo.
Introdução de dados.
Situar-se na janela correspondente, teclar o valor desejado e pressionar a tecla [ENTER].Se não se pulsa a tecla [ENTER] não se assume o novo valor.
Se está selecionado o modo Teach-in, se pode atribuir a posição atual da máquina a umacota. Posicionar-se na janela correspondente e pressionar a tecla [RECALL].
Nos parâmetros do eixo X se aplicará a cota do primeiro eixo do canal no qual se encontreativo o modo edição-simulação. Nos parâmetros do eixo Y a cota do segundo eixo e nosparâmetros do eixo Z a cota do terceiro.
Mudar o estado de um ícone.
Situar-se sobre o ícone desejado e pressionar a barra de espaço.
Selecionar – definir um perfil.
Para selecionar ou alterar um perfil, é necessário que o dado correspondente estejaselecionado, que possua o foco de edição.
• Para selecionar um perfil existente, pressionar a tecla [] para exibir a lista de perfisdefinidos e selecionar um, ou escrever seu nome.
• Para definir um perfil novo, escrever o nome desejado e teclar a tecla [RECALL] paraacessar o editor de perfis.
• Para alterar um perfil existente, selecioná-lo da lista ou escrever seu nome e pressionara tecla [RECALL] para acessar o editor de perfis.
• Para apagar um perfil, pressionar a tecla [] para exibir a lista de perfis e selecionar um.Pressionar a tecla [DEL] para apagá-lo.

·84·
Ciclos fixos (modelo ·T·)
CNC 8065
2.
ED
ITO
R D
E C
ICL
OS
(REF: 1305)
Sim
ular
um
cic
lo fi
xo.
2.4 Simular um ciclo fixo.
O editor de ciclos fixos permite simular o ciclo que está sendo editado, sem ter que simulartodo o programa peça. Durante a simulação, o editor permite ver e editar outro ciclo fixo etambém voltar ao editor de programas.
Simulação de um ciclo.
A simulação do ciclo em edição começa depois de pressionar o ícone [START]. A simulaçãopoderá ser interrompida por meio do ícone [STOP] ou cancelada por meio do ícone [RESET].
Depois de iniciada a simulação, esta se mantém até que finalize o ciclo ou se pressione oícone [RESET]. Mesmo que durante a simulação se mude de ciclo ou se volte ao editor deprogramas, o ciclo anterior continua estando em vigor na simulação.
Janela de simulação do ciclo.
A janela gráfica (de simulação) se ativa ao pressionar o ícone [START] e se elimina aopressionar o ícone [RESET]. Esta janela se posiciona sobre o gráfico de ajuda do ciclo; sepoderá mostrar a tela completa (ou voltar a diminuir) mediante a combinação de teclas[CTRL]+[G].
Na parte inferior esquerda da janela se indica o nome do ciclo e o canal de simulação, queserá o canal do editor de programas desde o qual se chamou o editor de ciclos.
Configuração do entorno gráfico.
Ao ativar ou selecionar a janela gráfica, no menu horizontal de softkeys mostram-se asopções gráficas disponíveis. Para obter mais informação sobre as opções gráficas, consulteo manual de operação o capítulo correspondente ao modo edição-simulação.
Algumas opções gráficas também se podem editar manualmente. A zona edição só semostra com a janela ampliada ([CTRL]+[G]).
O gráfico simulado se mantém até que se borre; isto é, ao começar a simular um novo ciclonão se apaga o gráfico anterior.
Zona ótima de visualização do gráfico.
A zona a visualizar pode ser criada desde o menu de softkeys associado à janela gráficade simulação ou então deixar que seja o CNC o que calcule periodicamente qual é a zonaótima.
Com a janela gráfica visível, a combinação de teclas [CTRL]+[D] ativa o cálculo da zonaótima. A partir deste momento e até que se abandone o editor de ciclos o CNC calculaperiodicamente a zona ótima de visualização do gráfico. Quando se abandone o gráfico seaceitará como nova zona de visualização a última que se tenha calculado.
Janela de simulação e edição de dados.
Estando a janela gráfica selecionada, se pode mudar para a zona de parâmetros do ciclomediante as teclas de acesso direto. Se a simulação do ciclo se realiza na tela completa,também se pode acessar ao editor de ciclos pressionando a tecla [ESC]. Para voltar aselecionar a janela gráfica, utilizar a combinação de teclas [CTRL]+[G] ou [SHIFT]+[G] ou[G].
Se o editor de ciclos se encontra incluído no modo de operação automático, não se permitirá realizara simulação dum ciclo.i
START STOP RESET

Ciclos fixos (modelo ·T·)
CNC 8065
ED
ITO
R D
E C
ICL
OS
2.
(REF: 1305)
·85·
Sim
ular
um
cic
lo fi
xo.
O menu horizontal de softkeys mostrará as opções do gráfico quando o foco esteja na janelagráfica e as do editor de ciclos em caso contrário.
Durante a edição dos dados não se detém a simulação em curso. Se se trocam os dadosdo ciclo durante a simulação, estes se ativam para a próxima simulação do ciclo; isto é,depois de efetuar um RESET da simulação em curso, depois que esta tenha terminado oudepois de um STOP e RESET para abortá-la.
Resumo dos atalhos do teclado na simulação de um ciclo.
[CTRL] + [F2] Na janela de parâmetros, alterna entre os parâmetros do ciclo e os parâmetros deposicionamento.
[CTRL]+[G] Seleciona a janela gráfica. Reduz ou aumenta o tamanho da janela gráfica.Mostra a área de diálogo para os dados do gráfico.
[CTRL]+[D] Ativa o cálculo periódico da zona ótima de visualização.
[SHIFT]+[G][G]
Mostra a janela gráfica quando há uma simulação em funcionamento e se está najanela de edição de parâmetros.
[ESC] Se se está vendo o gráfico na tela completa, se mostra a tela do editor de ciclos.

·86·
Ciclos fixos (modelo ·T·)
CNC 8065
2.
ED
ITO
R D
E C
ICL
OS
(REF: 1305)
Sim
ular
um
cic
lo fi
xo.

CNC 8065
(REF: 1305)
3
·87·
CICLOS FIXOS DO EDITOR
3.1 Ciclos fixos disponíveis no editor.
Os ciclos de usinagem integrados no editor agrupam-se do seguinte modo. Ao teclar umadestas softkeys, o editor mostra o último ciclo utilizado nesse grupo. Ao teclar a mesmasoftkey pela segunda vez, o menu mostra todos os ciclos do grupo.
Torneamentos.
Torneamento ci l índr ico simples, torneamento ci l índr ico comarredondamento de vértices, faceamento simples, faceamento comarredondamento de vértices, chanframento de vértice, chanframentoentre pontos, arredondamento de vértice e arredondamento entre pontos.
Rosqueamentos.
Rosqueamento longitudinal, rosqueamento cônico, rosqueamentofrontal, repasse de roscas e rosqueamento de várias entradas.
Ranhuramentos.
Ranhuramento simples longitudinal, ranhuramento simples frontal,ranhuramento inclinado longitudinal, ranhuramento inclinado frontal esangramento.
Perfis.
Torneamento por pontos, torneamento de perfil, perfil no plano ZC, ciclosde carreiras ZC/YZ, perfil no plano XC e ciclos de carreiras XC/XY.
Usinados em Z.
Furação, rosqueamento com macho, furações múltiplas, rosqueamentosmúltiplos com macho e rasgos de chaveta.
Posicionamentos.
Posicionamento y posicionamento com funções M.

·88·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
los
fixos
dis
poní
veis
no
edito
r.
3.1.1 Definição das condições do eixo-árvore
Tipo de trabalho (RPM) ou (VCC)
Gama do eixo-árvore
Situar-se sobre este dado, teclar o valor desejado e pressionar a tecla [ENTER].
Velocidade de rotação máxima em rpm do eixo-árvore (S)
Situar-se sobre este dado, teclar o valor desejado e pressionar a tecla [ENTER].
Sentido de rotação do eixo-árvore.
Refrigerante
Utilizando as teclas [][][][], posicionar-se sobre o ícone e teclar [SPACE] para alteraro ícone.
Depois de finalizada a operação ou ciclo, ou o programa de usinagem ao que pertence, oCNC envia a função M9 ao PLC.
Utilizando as teclas [][][][], posicionar-se sobre o ícone e teclar[SPACE] para alterar o tipo de trabalho.
Utilizando as teclas [][][][], posicionar-se sobre o ícone e teclar[SPACE] para alterar o tipo de trabalho.
O CNC dá partida ao eixo-árvore e assume o referido sentido de rotaçãocomo dado de rotação do eixo-árvore para o ciclo.
Implica ativação da refrigeração. O CNC envia a função M8 ao PLC.
Implica desativação da refrigeração. O CNC envia a função M9 ao PLC.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·89·
Cic
los
fixos
dis
poní
veis
no
edito
r.
3.1.2 Definição das condições de usinagem
Alguns ciclos mantêm as mesmas condições de usinagem durante toda a execução (ciclode posicionamento, ciclo de furação, etc.).
Outros ciclos utilizam umas condições de usinagem para o desbaste e outras condiçõespara o acabamento (ciclo de torneamento, ciclo de arredondamento, etc.).
Nesta seção se indica como se tem de definir todos estes dados.
Avanço dos eixos (F)
Situar-se sobre este dado, teclar o valor desejado e pressionar a tecla [ENTER].
Velocidade de rotação do eixo-árvore (S)
Situar-se sobre este dado, teclar o valor desejado e pressionar a tecla [ENTER].
Ferramenta para a usinagem (T):
Situar-se sobre este dado, teclar o valor desejado e pressionar a tecla [ENTER].
O CNC atualiza o corretor (D) associado e restabelece o ícone adjunto, mostrando arepresentação gráfica correspondente ao fator de forma da nova ferramenta.
Número de corretor (D):
Situar-se sobre este dado, teclar o valor desejado e pressionar a tecla [ENTER].
Passe de desbaste (Δ).
Situar-se sobre este dado, teclar o valor desejado e pressionar a tecla [ENTER].
Sobremetal de acabamento (δ).
Situar-se sobre este dado, teclar o valor desejado e pressionar a tecla [ENTER].
Sentido da usinagem
Alguns ciclos permitem selecionar o sentido de usinagem (sentido de torneamento ousentido de faceamento).
Para isso, posicionar-se sobre este ícone e pressionar a tecla [SPACE]. O ícone muda e serestabelece o gráfico de ajuda.
Ativar ou desativar a operação de desbaste, semi-acabamento, acabamento oumedição de desgaste
Com a operação de usinagem de acabamento desativada, se não se deseja deixarexcedentes de material deve-se introduzir nas respectivas casas o valor 0 (zero).
Sentido de torneamento. Sentido de faceamento.
Ativa ou desativa operações das usinagens de desbaste ou acabamento.

·90·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e po
sici
onam
ento
.
3.2 Ciclo de posicionamento.
Definição dos dados
Tipo de deslocamento:
Tipo de avanço:
Giro do cabeçote:
É possível selecionar o sentido de rotação do cabeçote ou realizar o ciclo com o cabeçoteparado
Cotas do ponto de destino (X, Z).
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Selecionar o tipo de deslocamento
Avanço à F programada.
Avanço rápido
Eixo-árvore parado.
X, Z Ponto de destino
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·91·
Cic
lo d
e po
sici
onam
ento
com
funç
ões
M.
3.3 Ciclo de posicionamento com funções M.
Definição dos dados
Tipo de deslocamento:
Tipo de avanço:
Giro do cabeçote:
É possível selecionar o sentido de rotação do cabeçote ou realizar o ciclo com o cabeçoteparado
Cotas do ponto de destino (X, Z).
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
As funções auxiliares "M" que se executarão antes e depois do deslocamento:
Se denominam funções auxiliares “M” àquelas funções fixadas pelo fabricante quepermitem governar os diferentes dispositivos da máquina.
É possível definir até 12 funções auxiliares, 6 antes de executar o deslocamento e 6 apóssua execução
As funções executar-se-ão na mesma ordem na qual se encontram inseridas na lista.
Selecionar o tipo de deslocamento
Avanço à F programada.
Avanço rápido
Eixo-árvore parado.
X, Z Ponto de destino
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.

·92·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e to
rnea
men
to c
ilínd
rico
sim
ples
.
3.4 Ciclo de torneamento cilíndrico simples.
Definição da geometria
Tipo de torneamento: interior ou exterior:
Cada vez que se muda o tipo de torneamento, o CNC modifica o ícone e mostra a tela deajuda geométrica correspondente.
Cotas do ponto teórico (Xi, Zi) e cotas do ponto final (Xf, Zf):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Diâmetro final (Φ):
Distância de segurança:
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial (Xi, Zi).
O valor da distância de segurança em X se define sempre em raios.
Torneamento exterior,
Torneamento interior.
Xi, Zi Cotas do ponto inicial.
Xf, Zf Coordenadas do ponto final. Por padrão, Xf assume o valor definido para Xi.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
Φ Diâmetro final.
DX, DZ Distância de segurança.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·93·
Cic
lo d
e to
rnea
men
to c
ilínd
rico
sim
ples
.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Passo máximo de usinagem (Δ):
Sobremetais de acabamento (δx,δz):
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Δ Passo máximo de desbaste.
δx: Sobremetal de acabamento em X.
δz Sobremetal de acabamento em Z.

·94·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e to
rnea
men
to c
ilínd
rico
sim
ples
.
3.4.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial (Xi, Zi), mantendo conformeos eixos X e Z a distância de segurança selecionada.
4 Operação de desbaste, mediante passes sucessivos de torneamento, até uma distânciado diâmetro final selecionado igual ao sobremetal do acabamento. Esta operação serealiza com as condições fixadas para a operação de desbaste.
Se Δ é positivo, o CNC calcula o passo real para que todas as passadas de torneamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
Cada passo de torneamento se realiza como se indica na figura, começando no ponto"1" e depois de passar pelos pontos g2h, g3h e g4h, finaliza no ponto g5h.
5 Operação de acabamento.
Se a operação de acabamento se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
O acabamento da peça se realiza com as condições de usinagem definidas para oacabamento; avanço dos eixos (F), velocidade do cabeçote (S) e sentido de rotação.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·95·
Cic
lo d
e to
rnea
men
to c
ilínd
rico
sim
ples
.
6 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança.
7 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).
Considerações
Se se seleciona T0 como ferramenta de desbaste, o ciclo não executa a operação dedesbaste. Isto é, depois da aproximação, se efetuará a operação de acabamento.
Se se seleciona T0 como ferramenta de acabamento, o ciclo não executa a operação deacabamento. Isto é, depois da operação de desbaste a ferramenta se deslocará ao pontode aproximação, mantendo a distância de segurança com respeito ao ponto inicial (Xi, Zi).
Quando a superfície que se deseja usinar não é totalmente cilíndrica, o CNC analisa as cotasX dos pontos inicial e final, e toma como ponto de começo em X a cota mais afastada aodiâmetro final.
A operação de desbaste é realizada em G05, sendo o raio de arredondamento das arestasmodificável através da sentença #ROUNDPAR. Se não for programado, se executa o raiode arredondamento por defeito definido nos parâmetros máquina.
A operação de acabamento é realizada em G07.

·96·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e to
rnea
men
to c
ilínd
rico
com
arr
edon
dam
ento
de
vért
ices
.
3.5 Ciclo de torneamento cilíndrico com arredondamento de vértices.
Definição da geometria
Tipo de torneamento: interior ou exterior:
Cada vez que se muda o tipo de torneamento, o CNC modifica o ícone e mostra a tela deajuda geométrica correspondente.
Cotas do ponto teórico (Xi, Zi) e cotas do ponto final (Xf, Zf):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Diâmetro final (Φ):
Arestas (P1, P2, P3):
Distância de segurança:
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial (Xi, Zi).
O valor da distância de segurança em X se define sempre em raios.
Torneamento exterior,
Torneamento interior.
Xi, Zi Cotas do ponto inicial.
Xf, Zf Coordenadas do ponto final. Por padrão, Xf assume o valor definido para Xi.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
Φ Diâmetro final.
Modificar a forma da aresta com a tecla [SPACE] e introduzir o raio ou adistância do chanfro.
DX, DZ Distância de segurança.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·97·
Cic
lo d
e to
rnea
men
to c
ilínd
rico
com
arr
edon
dam
ento
de
vért
ices
.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Passo máximo de usinagem (Δ):
Sobremetais de acabamento (δx,δz):
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Δ Passo máximo de desbaste.
δx: Sobremetal de acabamento em X.
δz Sobremetal de acabamento em Z.

·98·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e to
rnea
men
to c
ilínd
rico
com
arr
edon
dam
ento
de
vért
ices
.
3.5.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial (Xi, Zi), mantendo conformeos eixos X e Z a distância de segurança selecionada.
4 Operação de desbaste, mediante passes sucessivos de torneamento, até uma distânciado diâmetro final selecionado igual ao sobremetal do acabamento. Esta operação serealiza com as condições fixadas para a operação de desbaste.
Se Δ é positivo, o CNC calcula o passo real para que todas as passadas de torneamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
Cada passo de torneamento se realiza como se indica na figura, começando no ponto"1" e depois de passar pelos pontos g2h, g3h e g4h, finaliza no ponto g5h.
5 Operação de acabamento.
Se a operação de acabamento se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
O acabamento da peça se realiza com as condições de usinagem definidas para oacabamento; avanço dos eixos (F), velocidade do cabeçote (S) e sentido de rotação.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·99·
Cic
lo d
e to
rnea
men
to c
ilínd
rico
com
arr
edon
dam
ento
de
vért
ices
.
6 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança.
7 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).
Considerações
Se se seleciona T0 como ferramenta de desbaste, o ciclo não executa a operação dedesbaste. Isto é, depois da aproximação, se efetuará a operação de acabamento.
Se se seleciona T0 como ferramenta de acabamento, o ciclo não executa a operação deacabamento. Isto é, depois da operação de desbaste a ferramenta se deslocará ao pontode aproximação, mantendo a distância de segurança com respeito ao ponto inicial (Xi, Zi).
Quando a superfície que se deseja usinar não é totalmente cilíndrica, o CNC analisa as cotasX dos pontos inicial e final, e toma como ponto de começo em X a cota mais afastada aodiâmetro final.
A operação de desbaste é realizada em G05, sendo o raio de arredondamento das arestasmodificável através da sentença #ROUNDPAR. Se não for programado, se executa o raiode arredondamento por defeito definido nos parâmetros máquina.
A operação de acabamento é realizada em G07, menos as trajetórias tangentes, que seexecutam em G05.

·100·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e fa
ceam
ento
sim
ples
.
3.6 Ciclo de faceamento simples.
Definição da geometria
Cotas do ponto teórico (Xi, Zi) e cotas do ponto final (Xf, Zf):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Diâmetro final (Φ):
Distância de segurança:
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial (Xi, Zi).
O valor da distância de segurança em X se define sempre em raios.
Xi, Zi Cotas do ponto inicial.
Xf, Zf Coordenadas do ponto final. Por padrão, Xf assume o valor definido para Xi.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
Φ Diâmetro final (admite valores negativos).
DX, DZ Distância de segurança.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·101·
Cic
lo d
e fa
ceam
ento
sim
ples
.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Passo máximo de usinagem (Δ):
Sobremetais de acabamento (δx,δz):
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Δ Passo máximo de desbaste.
δx: Sobremetal de acabamento em X.
δz Sobremetal de acabamento em Z.

·102·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e fa
ceam
ento
sim
ples
.
3.6.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial (Xi, Zi), mantendo conformeos eixos X e Z a distância de segurança selecionada.
4 Operação de desbaste, mediante passes sucessivos de faceamento, até uma distânciada cota Z final (Zf) igual ao sobremetal do acabamento. Esta operação de desbaste seexecuta nas seguintes condições:
Se Δ é positivo, o CNC calcula o passo real para que todos os passes de faceamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
Cada passo de faceamento se realiza como se indica na figura, começando no ponto"1" e depois de passar pelos pontos g2h, g3h e g4h, finaliza no ponto g5h.
5 Operação de acabamento.
Se a operação de acabamento se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
O acabamento da peça se realiza com as condições de usinagem definidas para oacabamento; avanço dos eixos (F), velocidade do cabeçote (S) e sentido de rotação.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·103·
Cic
lo d
e fa
ceam
ento
sim
ples
.
6 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança.
7 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).
Considerações
Se se seleciona T0 como ferramenta de desbaste, o ciclo não executa a operação dedesbaste. Isto é, depois da aproximação, se efetuará a operação de acabamento.
Se se seleciona T0 como ferramenta de acabamento, o ciclo não executa a operação deacabamento. Isto é, depois da operação de desbaste a ferramenta se deslocará ao pontode aproximação, mantendo a distância de segurança com respeito ao ponto inicial (Xi, Zi).
Quando a superfície que se deseja usinar não é totalmente cilíndrica, o CNC analisa as cotasX dos pontos inicial e final, e toma como ponto de começo em X a cota mais afastada aodiâmetro final.
A operação de desbaste é realizada em G05, sendo o raio de arredondamento das arestasmodificável através da sentença #ROUNDPAR. Se não for programado, se executa o raiode arredondamento por defeito definido nos parâmetros máquina.
A operação de acabamento é realizada em G07.

·104·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e fa
ceam
ento
com
arr
edon
dam
ento
de
vért
ices
.
3.7 Ciclo de faceamento com arredondamento de vértices.
Definição da geometria
Cotas do ponto teórico (Xi, Zi) e cotas do ponto final (Xf, Zf):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Diâmetro final (Φ):
Arestas (P1, P2, P3):
Distância de segurança:
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial (Xi, Zi).
O valor da distância de segurança em X se define sempre em raios.
Xi, Zi Cotas do ponto inicial.
Xf, Zf Coordenadas do ponto final. Por padrão, Xf assume o valor definido para Xi.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
Φ Diâmetro final (admite valores negativos).
Modificar a forma da aresta com a tecla [SPACE] e introduzir o raio ou adistância do chanfro.
DX, DZ Distância de segurança.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·105·
Cic
lo d
e fa
ceam
ento
com
arr
edon
dam
ento
de
vért
ices
.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Passo máximo de usinagem (Δ):
Sobremetais de acabamento (δx,δz):
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Δ Passo máximo de desbaste.
δx: Sobremetal de acabamento em X.
δz Sobremetal de acabamento em Z.

·106·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e fa
ceam
ento
com
arr
edon
dam
ento
de
vért
ices
.
3.7.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial (Xi, Zi), mantendo conformeos eixos X e Z a distância de segurança selecionada.
4 Operação de desbaste, mediante passes sucessivos de faceamento, até uma distânciada cota Z final (Zf) igual ao sobremetal do acabamento. Esta operação de desbaste seexecuta nas seguintes condições:
Se Δ é positivo, o CNC calcula o passo real para que todos os passes de faceamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
Cada passo de faceamento se realiza como se indica na figura, começando no ponto"1" e depois de passar pelos pontos g2h, g3h e g4h, finaliza no ponto g5h.
5 Operação de acabamento.
Se a operação de acabamento se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
O acabamento da peça se realiza com as condições de usinagem definidas para oacabamento; avanço dos eixos (F), velocidade do cabeçote (S) e sentido de rotação.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·107·
Cic
lo d
e fa
ceam
ento
com
arr
edon
dam
ento
de
vért
ices
.
6 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança.
7 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).
Considerações
Se se seleciona T0 como ferramenta de desbaste, o ciclo não executa a operação dedesbaste. Isto é, depois da aproximação, se efetuará a operação de acabamento.
Se se seleciona T0 como ferramenta de acabamento, o ciclo não executa a operação deacabamento. Isto é, depois da operação de desbaste a ferramenta se deslocará ao pontode aproximação, mantendo a distância de segurança com respeito ao ponto inicial (Xi, Zi).
Quando a superfície que se deseja usinar não é totalmente cilíndrica, o CNC analisa as cotasX dos pontos inicial e final, e toma como ponto de começo em X a cota mais afastada aodiâmetro final.
A operação de desbaste é realizada em G05, sendo o raio de arredondamento das arestasmodificável através da sentença #ROUNDPAR. Se não for programado, se executa o raiode arredondamento por defeito definido nos parâmetros máquina.
A operação de acabamento é realizada em G07, menos as trajetórias tangentes, que seexecutam em G05.

·108·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ch
anfr
ado
de v
értic
e.
3.8 Ciclo de chanfrado de vértice.
Definição da geometria
Tipo de conicidade: interior ou exterior:
Sempre que seja alterado o tipo de conicidade, o CNC modifica o ícone e mostra a respectivatela de ajuda geométrica.
Forma da peça antes e depois do trecho cônico:
Quadrante de trabalho:
Conicidade exterior.
Conicidade interior.
Tipo de trecho anterior ao trecho cônico.
Tipo de trecho posterior ao trecho cônico.
Define o tipo de canto que se deseja realizar:

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·109·
Cic
lo d
e ch
anfr
ado
de v
értic
e.
Cotas do canto teórico (X, Z):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Diâmetro final (Φ):
Ângulo (α).
Distância de segurança:
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aocanto teórico.
O valor da distância de segurança em X se define sempre em raios.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Passo máximo de usinagem (Δ):
X, Z Cotas do canto teórico.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
Φ Diâmetro final.
α Ângulo do cone.
DX, DZ Distância de segurança.
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Δ Passo máximo de desbaste.

·110·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ch
anfr
ado
de v
értic
e.
Sentido da usinagem:
Sobremetais de acabamento (δ ou δx,δz):
É possível definir um único sobremetal, que se aplica em função do fio da ferramenta decorte, ou dois sobremetais diferentes, um para cada eixo (X, Z). Utilizar o ícone da área deacabamento para selecionar o tipo de sobremetal.
Sentido de torneamento. Sentido de faceamento.
δ Sobremetal em função do fio da ferramenta de corte. O excesso se medesobre a linha de corte da ferramenta (fio).
δx, δz Permite definir dois sobremetais, um para cada eixo, independentementedo tipo de ferramenta utilizada.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·111·
Cic
lo d
e ch
anfr
ado
de v
értic
e.
3.8.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao canto teórico, mantendo conforme oseixos X e Z a distância de segurança selecionada.
4 Operação de desbaste, mediante passes sucessivos de torneamento, até uma distânciado diâmetro final selecionado igual ao sobremetal do acabamento. Esta operação serealiza com as condições fixadas para a operação de desbaste.
Se Δ é positivo, o CNC calcula o passo real para que todos os passes de faceamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
Cada passo de torneamento se realiza como se indica na figura, começando no ponto"1" e depois de passar pelos pontos g2h, g3h e g4h, finaliza no ponto g5h.
5 Operação de acabamento.
Se a operação de acabamento se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
O acabamento da peça se realiza com as condições de usinagem definidas para oacabamento; avanço dos eixos (F), velocidade do cabeçote (S) e sentido de rotação.

·112·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ch
anfr
ado
de v
értic
e.
6 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança. Quando se executa uma peça inteira (combinação de operações ou ciclos)a ferramenta não volta ao referido ponto após a execução de cada ciclo.
7 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).
Considerações
Se se seleciona T0 como ferramenta de desbaste, o ciclo não executa a operação dedesbaste. Isto é, depois da aproximação, se efetuará a operação de acabamento.
Se se seleciona T0 como ferramenta de acabamento, o ciclo não executa a operação deacabamento. Isto é, depois da operação de desbaste a ferramenta se deslocará ao pontode aproximação, mantendo a distância de segurança com respeito ao ponto inicial (Xi, Zi).
A operação de desbaste é realizada em G05, sendo o raio de arredondamento das arestasmodificável através da sentença #ROUNDPAR. Se não for programado, se executa o raiode arredondamento por defeito definido nos parâmetros máquina.
A operação de acabamento é realizada em G07, menos as trajetórias tangentes, que seexecutam em G05.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·113·
Cic
lo d
e ch
anfr
amen
to e
ntre
pon
tos.
3.9 Ciclo de chanframento entre pontos.
Definição da geometria
Tipo de conicidade: interior ou exterior:
Sempre que seja alterado o tipo de conicidade, o CNC modifica o ícone e mostra a respectivatela de ajuda geométrica.
Forma da peça antes e depois do trecho cônico:
Quadrante de trabalho:
Conicidade exterior.
Conicidade interior.
Tipo de trecho anterior ao trecho cônico.
Tipo de trecho posterior ao trecho cônico.
Define o tipo de canto que se deseja realizar:

·114·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ch
anfr
amen
to e
ntre
pon
tos.
Cotas do ponto teórico (Xi, Zi) e cotas do ponto final (Xf, Zf):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Distância de segurança:
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial (Xi, Zi).
O valor da distância de segurança em X se define sempre em raios.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Passo máximo de usinagem (Δ):
Sentido da usinagem:
Xi, Zi Cotas do ponto inicial.
Xf, Zf Coordenadas do ponto final. Por padrão, Xf assume o valor definido para Xi.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
DX, DZ Distância de segurança.
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Δ Passo máximo de desbaste.
Sentido de torneamento. Sentido de faceamento.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·115·
Cic
lo d
e ch
anfr
amen
to e
ntre
pon
tos.
Sobremetais de acabamento (δ ou δx,δz):
É possível definir um único sobremetal, que se aplica em função do fio da ferramenta decorte, ou dois sobremetais diferentes, um para cada eixo (X, Z). Utilizar o ícone da área deacabamento para selecionar o tipo de sobremetal.
δ Sobremetal em função do fio da ferramenta de corte. O excesso se medesobre a linha de corte da ferramenta (fio).
δx, δz Permite definir dois sobremetais, um para cada eixo, independentementedo tipo de ferramenta utilizada.

·116·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ch
anfr
amen
to e
ntre
pon
tos.
3.9.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao canto teórico, mantendo conforme oseixos X e Z a distância de segurança selecionada.
4 Operação de desbaste, mediante passes sucessivos de torneamento, até uma distânciado diâmetro final selecionado igual ao sobremetal do acabamento. Esta operação serealiza com as condições fixadas para a operação de desbaste.
Se Δ é positivo, o CNC calcula o passo real para que todos os passes de faceamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
Cada passo de torneamento se realiza como se indica na figura, começando no ponto"1" e depois de passar pelos pontos g2h, g3h e g4h, finaliza no ponto g5h.
5 Operação de acabamento.
Se a operação de acabamento se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
O acabamento da peça se realiza com as condições de usinagem definidas para oacabamento; avanço dos eixos (F), velocidade do cabeçote (S) e sentido de rotação.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·117·
Cic
lo d
e ch
anfr
amen
to e
ntre
pon
tos.
6 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança. Quando se executa uma peça inteira (combinação de operações ou ciclos)a ferramenta não volta ao referido ponto após a execução de cada ciclo.
7 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).
Considerações
Se se seleciona T0 como ferramenta de desbaste, o ciclo não executa a operação dedesbaste. Isto é, depois da aproximação, se efetuará a operação de acabamento.
Se se seleciona T0 como ferramenta de acabamento, o ciclo não executa a operação deacabamento. Isto é, depois da operação de desbaste a ferramenta se deslocará ao pontode aproximação, mantendo a distância de segurança com respeito ao ponto inicial (Xi, Zi).
A operação de desbaste é realizada em G05, sendo o raio de arredondamento das arestasmodificável através da sentença #ROUNDPAR. Se não for programado, se executa o raiode arredondamento por defeito definido nos parâmetros máquina.
A operação de acabamento é realizada em G07, menos as trajetórias tangentes, que seexecutam em G05.

·118·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ch
anfr
ado
de v
értic
e 2.
3.10 Ciclo de chanfrado de vértice 2.
Definição da geometria
Tipo de conicidade: interior ou exterior:
Sempre que seja alterado o tipo de conicidade, o CNC modifica o ícone e mostra a respectivatela de ajuda geométrica.
Forma da peça antes e depois do trecho cônico:
Quadrante de trabalho:
Conicidade exterior.
Conicidade interior.
Tipo de trecho anterior ao trecho cônico.
Tipo de trecho posterior ao trecho cônico.
Define o tipo de canto que se deseja realizar:

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·119·
Cic
lo d
e ch
anfr
ado
de v
értic
e 2.
Cotas do canto teórico (X, Z):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Comprimento do cone (C):
Ângulo (α).
Distância de segurança:
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aocanto teórico.
O valor da distância de segurança em X se define sempre em raios.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Passo máximo de usinagem (Δ):
X, Z Cotas do canto teórico.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
C Comprimento do cone.
α Ângulo do cone.
DX, DZ Distância de segurança.
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Δ Passo máximo de desbaste.

·120·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ch
anfr
ado
de v
értic
e 2.
Sentido da usinagem:
Sobremetais de acabamento (δ ou δx,δz):
É possível definir um único sobremetal, que se aplica em função do fio da ferramenta decorte, ou dois sobremetais diferentes, um para cada eixo (X, Z). Utilizar o ícone da área deacabamento para selecionar o tipo de sobremetal.
Sentido de torneamento. Sentido de faceamento.
δ Sobremetal em função do fio da ferramenta de corte. O excesso se medesobre a linha de corte da ferramenta (fio).
δx, δz Permite definir dois sobremetais, um para cada eixo, independentementedo tipo de ferramenta utilizada.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·121·
Cic
lo d
e ch
anfr
ado
de v
értic
e 2.
3.10.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao canto teórico, mantendo conforme oseixos X e Z a distância de segurança selecionada.
4 Operação de desbaste, mediante passes sucessivos de torneamento, até uma distânciado diâmetro final selecionado igual ao sobremetal do acabamento. Esta operação serealiza com as condições fixadas para a operação de desbaste.
Se Δ é positivo, o CNC calcula o passo real para que todos os passes de faceamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
Cada passo de torneamento se realiza como se indica na figura, começando no ponto"1" e depois de passar pelos pontos g2h, g3h e g4h, finaliza no ponto g5h.
5 Operação de acabamento.
Se a operação de acabamento se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
O acabamento da peça se realiza com as condições de usinagem definidas para oacabamento; avanço dos eixos (F), velocidade do cabeçote (S) e sentido de rotação.

·122·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ch
anfr
ado
de v
értic
e 2.
6 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança. Quando se executa uma peça inteira (combinação de operações ou ciclos)a ferramenta não volta ao referido ponto após a execução de cada ciclo.
7 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).
Considerações
Se se seleciona T0 como ferramenta de desbaste, o ciclo não executa a operação dedesbaste. Isto é, depois da aproximação, se efetuará a operação de acabamento.
Se se seleciona T0 como ferramenta de acabamento, o ciclo não executa a operação deacabamento. Isto é, depois da operação de desbaste a ferramenta se deslocará ao pontode aproximação, mantendo a distância de segurança com respeito ao ponto inicial (Xi, Zi).
A operação de desbaste é realizada em G05, sendo o raio de arredondamento das arestasmodificável através da sentença #ROUNDPAR. Se não for programado, se executa o raiode arredondamento por defeito definido nos parâmetros máquina.
A operação de acabamento é realizada em G07, menos as trajetórias tangentes, que seexecutam em G05.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·123·
Cic
lo d
e ar
redo
ndam
ento
de
vért
ice.
3.11 Ciclo de arredondamento de vértice.
Definição da geometria
Tipo de arredondamento: interior ou exterior:
Cada vez que se muda o tipo de arredondamento, o CNC modifica o ícone e mostra arespectiva tela de ajuda geométrica.
Arredondamento côncavo e convexo:
Cada vez que se muda um deles o CNC modifica o ícone e mostra a tela de ajuda geométricacorrespondente.
Forma da peça antes e depois do trecho arredondado:
Quadrante de trabalho:
Arredondamento exterior.
Arredondamento interior.
Define o tipo de arredondamento que se deseja realizar.
Tipo de trecho anterior ao trecho de arredondamento.
Tipo de trecho posterior ao trecho de arredondamento.
Define o tipo de canto que se deseja realizar:

·124·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ar
redo
ndam
ento
de
vért
ice.
Cotas do canto teórico (X, Z):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Raio do arredondamento (R):
Distância de segurança:
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aocanto teórico.
O valor da distância de segurança em X se define sempre em raios.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Passo máximo de usinagem (Δ):
X, Z Cotas do canto teórico.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
R Raio do arredondamento
DX, DZ Distância de segurança.
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Δ Passo máximo de desbaste.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·125·
Cic
lo d
e ar
redo
ndam
ento
de
vért
ice.
Sentido da usinagem:
Sobremetais de acabamento (δ ou δx,δz):
É possível definir um único sobremetal, que se aplica em função do fio da ferramenta decorte, ou dois sobremetais diferentes, um para cada eixo (X, Z). Utilizar o ícone da área deacabamento para selecionar o tipo de sobremetal.
Sentido de torneamento. Sentido de faceamento.
δ Sobremetal em função do fio da ferramenta de corte. O excesso se medesobre a linha de corte da ferramenta (fio).
δx, δz Permite definir dois sobremetais, um para cada eixo, independentementedo tipo de ferramenta utilizada.

·126·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ar
redo
ndam
ento
de
vért
ice.
3.11.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao canto teórico, mantendo conforme oseixos X e Z a distância de segurança selecionada.
4 Operação de desbaste, mediante passes sucessivos de torneamento, até uma distânciado diâmetro final selecionado igual ao sobremetal do acabamento. Esta operação serealiza com as condições fixadas para a operação de desbaste.
Se Δ é positivo, o CNC calcula o passo real para que todos os passes de faceamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
Cada passo de torneamento se realiza como se indica na figura, começando no ponto"1" e depois de passar pelos pontos g2h, g3h e g4h, finaliza no ponto g5h.
5 Operação de acabamento.
Se a operação de acabamento se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
O acabamento da peça se realiza com as condições de usinagem definidas para oacabamento; avanço dos eixos (F), velocidade do cabeçote (S) e sentido de rotação.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·127·
Cic
lo d
e ar
redo
ndam
ento
de
vért
ice.
6 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança. Quando se executa uma peça inteira (combinação de operações ou ciclos)a ferramenta não volta ao referido ponto após a execução de cada ciclo.
7 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).
Considerações
Se se seleciona T0 como ferramenta de desbaste, o ciclo não executa a operação dedesbaste. Isto é, depois da aproximação, se efetuará a operação de acabamento.
Se se seleciona T0 como ferramenta de acabamento, o ciclo não executa a operação deacabamento. Isto é, depois da operação de desbaste a ferramenta se deslocará ao pontode aproximação, mantendo a distância de segurança com respeito ao ponto inicial (Xi, Zi).
A operação de desbaste é realizada em G05, sendo o raio de arredondamento das arestasmodificável através da sentença #ROUNDPAR. Se não for programado, se executa o raiode arredondamento por defeito definido nos parâmetros máquina.
A operação de acabamento é realizada em G07, menos as trajetórias tangentes, que seexecutam em G05.

·128·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ar
redo
ndam
ento
ent
re p
onto
s.
3.12 Ciclo de arredondamento entre pontos.
Definição da geometria
Tipo de arredondamento: interior ou exterior:
Cada vez que se muda o tipo de arredondamento, o CNC modifica o ícone e mostra arespectiva tela de ajuda geométrica.
Arredondamento côncavo e convexo:
Cada vez que se muda um deles o CNC modifica o ícone e mostra a tela de ajuda geométricacorrespondente.
Forma da peça antes e depois do trecho arredondado:
Quadrante de trabalho:
Arredondamento exterior.
Arredondamento interior.
Define o tipo de arredondamento que se deseja realizar.
Tipo de trecho anterior ao trecho de arredondamento.
Tipo de trecho posterior ao trecho de arredondamento.
Define o tipo de canto que se deseja realizar:

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·129·
Cic
lo d
e ar
redo
ndam
ento
ent
re p
onto
s.
Cotas do ponto teórico (Xi, Zi) e cotas do ponto final (Xf, Zf):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Raio do arredondamento (R):
Distância de segurança:
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial (Xi, Zi).
O valor da distância de segurança em X se define sempre em raios.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Passo máximo de usinagem (Δ):
Xi, Zi Cotas do ponto inicial.
Xf, Zf Coordenadas do ponto final. Por padrão, Xf assume o valor definido para Xi.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
R Raio do arredondamento
DX, DZ Distância de segurança.
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Δ Passo máximo de desbaste.

·130·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ar
redo
ndam
ento
ent
re p
onto
s.
Sentido da usinagem:
Sobremetais de acabamento (δ ou δx,δz):
É possível definir um único sobremetal, que se aplica em função do fio da ferramenta decorte, ou dois sobremetais diferentes, um para cada eixo (X, Z). Utilizar o ícone da área deacabamento para selecionar o tipo de sobremetal.
Sentido de torneamento. Sentido de faceamento.
δ Sobremetal em função do fio da ferramenta de corte. O excesso se medesobre a linha de corte da ferramenta (fio).
δx, δz Permite definir dois sobremetais, um para cada eixo, independentementedo tipo de ferramenta utilizada.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·131·
Cic
lo d
e ar
redo
ndam
ento
ent
re p
onto
s.
3.12.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao canto teórico, mantendo conforme oseixos X e Z a distância de segurança selecionada.
4 Operação de desbaste, mediante passes sucessivos de torneamento, até uma distânciado diâmetro final selecionado igual ao sobremetal do acabamento. Esta operação serealiza com as condições fixadas para a operação de desbaste.
Se Δ é positivo, o CNC calcula o passo real para que todos os passes de faceamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
Cada passo de torneamento se realiza como se indica na figura, começando no ponto"1" e depois de passar pelos pontos g2h, g3h e g4h, finaliza no ponto g5h.
5 Operação de acabamento.
Se a operação de acabamento se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
O acabamento da peça se realiza com as condições de usinagem definidas para oacabamento; avanço dos eixos (F), velocidade do cabeçote (S) e sentido de rotação.

·132·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ar
redo
ndam
ento
ent
re p
onto
s.
6 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança. Quando se executa uma peça inteira (combinação de operações ou ciclos)a ferramenta não volta ao referido ponto após a execução de cada ciclo.
7 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).
Considerações
Se se seleciona T0 como ferramenta de desbaste, o ciclo não executa a operação dedesbaste. Isto é, depois da aproximação, se efetuará a operação de acabamento.
Se se seleciona T0 como ferramenta de acabamento, o ciclo não executa a operação deacabamento. Isto é, depois da operação de desbaste a ferramenta se deslocará ao pontode aproximação, mantendo a distância de segurança com respeito ao ponto inicial (Xi, Zi).
A operação de desbaste é realizada em G05, sendo o raio de arredondamento das arestasmodificável através da sentença #ROUNDPAR. Se não for programado, se executa o raiode arredondamento por defeito definido nos parâmetros máquina.
A operação de acabamento é realizada em G07, menos as trajetórias tangentes, que seexecutam em G05.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·133·
Cic
lo d
e ro
sque
amen
to lo
ngitu
dina
l.
3.13 Ciclo de rosqueamento longitudinal.
Definição da geometria
Tipo de rosqueamento: interior ou exterior:
Cada vez que se mude o tipo de rosqueamento, o CNC modifica o ícone e mostra arespectiva tela de ajuda geométrica.
Cotas do ponto inicial (Xi, Zi) e cota em Z do ponto final (Zf):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Roscas normalizadas:
Se pode selecionar entre 7 tipos de roscas normalizadas. Ver capítulo "5 Roscasnormalizadas".
Ao selecionar uma delas, o passo e a profundidade da rosca são calculadosautomaticamente. Se a opção for P.H (rosca de passo livre), o próprio usuário selecionadiretamente o passo e a profundidade da rosca. As roscas normalizadas são roscascilíndricas de uma entrada.
Unidades de medida:
Rosqueamento exterior.
Rosqueamento interior.
Xi, Zi Cotas do ponto inicial.
Zf Cota em Z do ponto final.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
M (S.I.) Rosca métrica de passo normal (Sistema Internacional).
M (S.I.F.) Rosca métrica de passo fino (Sistema Internacional).
B.S.W. (W) Rosca Whitworth de passo normal.
B.S.F. Rosca Whitworth de passo fino.
U.N.C. Rosca americana unificada de passo normal.
U.N.F. Rosca americana unificada de passo fino.
B.S.P. Rosca Whitworth gás.
Permite selecionar as unidades nas quais serão introduzidos os dados(milímetros ou polegadas).

·134·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ro
sque
amen
to lo
ngitu
dina
l.
Passo de rosca (P):
No caso de uma rosca reta, diferentemente das roscas cônicas, não depende do símbolodo passo.
Distância até o final da rosca (σ).
Este parâmetro indica a que distância do final da rosca se começa a abandonar a mesma.Neste movimento de saída se continua roscando.
Profundidade total da rosca (H).
A profundidade total da rosca se deve programar em raios e com valor positivo.
Posição angular do cabeçote:
Indica a posição angular do cabeçote ou ângulo em relação ao qual, se deve começar orosqueamento. Permite realizar roscas de várias entradas, sem necessidade de atrasar oponto de começo.
Distância de segurança.
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial (Xi, Zi).
O valor da distância de segurança em X se define sempre em raios.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
P Passo de rosca.
σ Distância até o final da rosca (s).
H Profundidade total da rosca
Sem programação de ângulo de entrada.
Com programação do ângulo de entrada.
DX, DZ Distância de segurança.
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·135·
Cic
lo d
e ro
sque
amen
to lo
ngitu
dina
l.
Profundidade dos passes de rosqueamento (Δ).
A profundidade de cada passe está em função do respectivo número de passe.
Se o incremento que se deve aprofundar (diferença entre aprofundamentos), calculado peloCNC é menor que o passo mínimo de aprofundamento decrescente, o CNC aceita esteúltimo valor.
Repetição do último passe:
Δ Fixa o passo máximo de aprofundamento.
δ Passo mínimo de aprofundamento decrescente
Os aprofundamentos são:
Repete o último passe.
Nãorepete o último passe.
Δ Δ 2 Δ 3 Δ 4…,,,
Δ Δ 2Δ 3
Δ 4Δ 5

·136·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ro
sque
amen
to lo
ngitu
dina
l.
3.13.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação se programou com outra ferramenta o CNC efetuará uma troca deferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado. Em função do sentido de rotação do eixo-árvore, a rosca será a direita ou aesquerda.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial, mantendo conforme oseixos X e Z a distância de segurança selecionada.
4 Rosqueamento. Efetua-se com penetração radial e mediante passes sucessivos, atéatingir a profundidade total. A profundidade de cada passada estará em função donúmero de passada correspondente. Cada um dos passos de rosqueamento se efetuada seguinte forma:
Em primeiro lugar, deslocamento rápido até a cota de profundidade correspondente. Emseguida, rosqueamento do trecho programado segundo o eixo Z até a distância ao fimda rosca (σ) e rosqueamento de saída até a cota final. Para finalizar, recuo rápido atéo ponto de aproximação.
A rosqueamento eletrônico se executa em 100% do avanço calculado, não podendo sermodificados estes valores nem desde o painel de comando nem desde o PLC. Se ofabricante permitir (parâmetro THREADOVR), o usuário poderá modificar aultrapassagem da velocidade desde o painel de comando, neste caso o CNC adaptaráo avanço automaticamente respeitando o passo da rosca. Para poder modificar aultrapassagem, o feed forward ativo deverá ser superior ao 90%.
No último passe não é possível modificar o override do avanço nem da velocidade; estapassada se realizará com o override que estiver definido no passe anterior.
5 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança. Quando se executa uma peça inteira (combinação de operações ou ciclos)a ferramenta não volta ao referido ponto após a execução de cada ciclo.
6 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·137·
Cic
lo d
e ro
sque
amen
to c
ônic
o.
3.14 Ciclo de rosqueamento cônico.
Definição da geometria
Tipo de rosqueamento: interior ou exterior:
Cada vez que se mude o tipo de rosqueamento, o CNC modifica o ícone e mostra arespectiva tela de ajuda geométrica.
Ponto final:
O ponto final pode ser definido de diferentes formas.
Cotas do ponto teórico (Xi, Zi) e cotas do ponto final (Xf, Zf):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Roscas normalizadas:
Se pode selecionar entre 7 tipos de roscas normalizadas. Ver capítulo "5 Roscasnormalizadas".
Ao selecionar uma delas, o passo e a profundidade da rosca são calculadosautomaticamente. Se a opção for P.H (rosca de passo livre), o próprio usuário selecionadiretamente o passo e a profundidade da rosca. As roscas normalizadas são roscascilíndricas de uma entrada.
É possível selecionar uma rosca cônica e selecionar também uma rosca normalizada, nestecaso deverá ser calculado o passo e a profundidade que corresponderia à roscanormalizada cilíndrica e se utilizará nessa rosca cônica.
Rosqueamento exterior.
Rosqueamento interior.
Ponto final (Xf, Zf).
Ângulo e comprimento (α, ΔZ).
Ângulo e cota final (α, Zf).
Xi, Zi Cotas do ponto inicial.
Xf, Zf Coordenadas do ponto final. Por padrão, Xf assume o valor definido para Xi.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.

·138·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ro
sque
amen
to c
ônic
o.
Unidades de medida:
Passo de rosca (P):
O passo de rosca pode definir-se conforme a inclinação da rosca ou conforme o eixoassociado.
Distância até o final da rosca (σ).
Este parâmetro indica a que distância do final da rosca se começa a abandonar a mesma.Neste movimento de saída se continua roscando.
Profundidade total da rosca (H).
A profundidade total da rosca se deve programar em raios e com valor positivo.
Posição angular do cabeçote:
Indica a posição angular do cabeçote ou ângulo em relação ao qual, se deve começar orosqueamento. Permite realizar roscas de várias entradas, sem necessidade de atrasar oponto de começo.
Distância de segurança.
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial (Xi, Zi).
O valor da distância de segurança em X se define sempre em raios.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Permite selecionar as unidades nas quais serão introduzidos os dados(milímetros ou polegadas).
«P» com símbolo positivo Para programar o passo segundo a inclinação da rosca.
«P» com símbolo negativo Para programar o passo segundo o respectivo eixo.
σ Distância até o final da rosca (s).
H Profundidade total da rosca
Sem programação de ângulo de entrada.
Com programação do ângulo de entrada.
DX, DZ Distância de segurança.
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·139·
Cic
lo d
e ro
sque
amen
to c
ônic
o.
Profundidade dos passes sucessivos de rosqueamento (Δ):
Se o incremento que se deve aprofundar (diferença entre aprofundamentos), calculado peloCNC é menor que o passo mínimo de aprofundamento decrescente, o CNC aceita esteúltimo valor.
Tipo de penetração da ferramenta:
Recomenda-se que o ângulo de penetração seja menor que a metade do ângulo daferramenta e nunca superior. Se o ângulo de penetração é maior do que a metade do ânguloda ferramenta, não é possível usinar a rosca. Se o ângulo de penetração é igual que ametade do ângulo da ferramenta, esta roça o flanco da rosca em cada passada.
Repetição do último passe:
Δ Fixa o passo máximo de aprofundamento.
δ Passo mínimo de aprofundamento decrescente
A profundidade de cada passe está em função do respectivo número de passe.Os aprofundamentos são:
O incremento do aprofundamento se mantém constante entre passes, com umvalor menor ou igual ao programado Δ..
Radial
Pela lateral. O CNC solicitará o ângulo (α) de penetração da ferramenta de corte.
Em ziguezague. O CNC solicitará o ângulo (α) de penetração da ferramenta decorte.
Repete o último passe.
Nãorepete o último passe.
Δ Δ 2 Δ 3 Δ 4…,,,
Δ Δ 2Δ 3
Δ 4Δ 5
2Δ3Δ
4Δ5Δ
Δ
α

·140·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ro
sque
amen
to c
ônic
o.
3.14.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação se programou com outra ferramenta o CNC efetuará uma troca deferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado. Em função do sentido de rotação do eixo-árvore, a rosca será a direita ou aesquerda.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial, mantendo conforme oseixos X e Z a distância de segurança selecionada.
4 Rosqueamento. Efetua-se em passes sucessivos, até atingir a profundidade total. Aprofundidade de cada passe se dará em função do modelo selecionado; em função dorespectivo número de passe ou mantendo constante o incremento entre os passes.
Δ só admite valores positivos, o CNC calcula o incremento real para que todas os passesde faceamento sejam iguais. Este passo será igual ou menor que o definido.
Cada um dos passos de rosqueamento se efetua da seguinte forma:
Em primeiro lugar, deslocamento rápido até a cota de profundidade correspondente.Este deslocamento se realizará segundo o ângulo de penetração de ferramenta (α)selecionado.. Em seguida, rosqueamento do trecho programado segundo o perfildefinido até a distância ao fim da rosca (σ) e rosqueamento de saída até a cota final.Para finalizar, recuo rápido até o ponto de aproximação.
A rosqueamento eletrônico se executa em 100% do avanço calculado, não podendo sermodificados estes valores nem desde o painel de comando nem desde o PLC. Se ofabricante permitir (parâmetro THREADOVR), o usuário poderá modificar aultrapassagem da velocidade desde o painel de comando, neste caso o CNC adaptaráo avanço automaticamente respeitando o passo da rosca. Para poder modificar aultrapassagem, o feed forward ativo deverá ser superior ao 90%. Não é recomendávelmodificar o override da velocidade nas roscas com penetração pela lateral.
No último passe não é possível modificar o override do avanço nem da velocidade; estapassada se realizará com o override que estiver definido no passe anterior.
5 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança. Quando se executa uma peça inteira (combinação de operações ou ciclos)a ferramenta não volta ao referido ponto após a execução de cada ciclo.
6 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·141·
Cic
lo d
e ro
sque
amen
to fr
onta
l.
3.15 Ciclo de rosqueamento frontal.
Definição da geometria
Cotas do ponto teórico (Xi, Zi) e cotas do ponto final (Xf, Zf):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Passo de rosca (P):
O passo de rosca pode definir-se conforme a inclinação da rosca ou conforme o eixoassociado.
Distância até o final da rosca (σ).
Este parâmetro indica a que distância do final da rosca se começa a abandonar a mesma.Neste movimento de saída se continua roscando.
Profundidade total da rosca (H).
A profundidade total da rosca se deve programar em raios e com valor positivo.
Posição angular do cabeçote:
Indica a posição angular do cabeçote ou ângulo em relação ao qual, se deve começar orosqueamento. Permite realizar roscas de várias entradas, sem necessidade de atrasar oponto de começo.
Xi, Zi Cotas do ponto inicial.
Xf, Zf Coordenadas do ponto final. Por padrão, Xf assume o valor definido para Xi.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
«P» com símbolo positivo Para programar o passo segundo a inclinação da rosca.
«P» com símbolo negativo Para programar o passo segundo o respectivo eixo.
σ Distância até o final da rosca (s).
H Profundidade total da rosca
Sem programação de ângulo de entrada.
Com programação do ângulo de entrada.

·142·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ro
sque
amen
to fr
onta
l.
Distância de segurança.
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial (Xi, Zi).
O valor da distância de segurança em X se define sempre em raios.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Profundidade dos passes sucessivos de rosqueamento (Δ):
Se o incremento que se deve aprofundar (diferença entre aprofundamentos), calculado peloCNC é menor que o passo mínimo de aprofundamento decrescente, o CNC aceita esteúltimo valor.
DX, DZ Distância de segurança.
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Δ Fixa o passo máximo de aprofundamento.
δ Passo mínimo de aprofundamento decrescente
A profundidade de cada passe está em função do respectivo número de passe.Os aprofundamentos são:
O incremento do aprofundamento se mantém constante entre passes, com umvalor menor ou igual ao programado Δ..
Δ Δ 2 Δ 3 Δ 4…,,,
Δ Δ 2Δ 3
Δ 4Δ 5

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·143·
Cic
lo d
e ro
sque
amen
to fr
onta
l.
Tipo de penetração da ferramenta:
Recomenda-se que o ângulo de penetração seja menor que a metade do ângulo daferramenta e nunca superior. Se o ângulo de penetração é maior do que a metade do ânguloda ferramenta, não é possível usinar a rosca. Se o ângulo de penetração é igual que ametade do ângulo da ferramenta, esta roça o flanco da rosca em cada passada.
Repetição do último passe:
Radial
Pela lateral. O CNC solicitará o ângulo (α) de penetração da ferramenta de corte.
Em ziguezague. O CNC solicitará o ângulo (α) de penetração da ferramenta decorte.
Repete o último passe.
Nãorepete o último passe.
2Δ3Δ
4Δ5Δ
Δ
α

·144·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ro
sque
amen
to fr
onta
l.
3.15.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação se programou com outra ferramenta o CNC efetuará uma troca deferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado. Em função do sentido de rotação do eixo-árvore, a rosca será a direita ou aesquerda.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial, mantendo conforme oseixos X e Z a distância de segurança selecionada.
4 Rosqueamento. Efetua-se em passes sucessivos, até atingir a profundidade total. Aprofundidade de cada passe se dará em função do modelo selecionado; em função dorespectivo número de passe ou mantendo constante o incremento entre os passes.
Δ só admite valores positivos, o CNC calcula o incremento real para que todas os passesde faceamento sejam iguais. Este passo será igual ou menor que o definido. Cada umdos passos de rosqueamento se efetua da seguinte forma:
Em primeiro lugar, deslocamento rápido até a cota de profundidade correspondente.Este deslocamento se realizará segundo o ângulo de penetração de ferramenta (α)selecionado.. Em seguida, rosqueamento do trecho programado segundo o perfildefinido até a distância ao fim da rosca (σ) e rosqueamento de saída até a cota final.Para finalizar, recuo rápido até o ponto de aproximação.
A rosqueamento eletrônico se executa em 100% do avanço calculado, não podendo sermodificados estes valores nem desde o painel de comando nem desde o PLC. Se ofabricante permitir (parâmetro THREADOVR), o usuário poderá modificar aultrapassagem da velocidade desde o painel de comando, neste caso o CNC adaptaráo avanço automaticamente respeitando o passo da rosca. Para poder modificar aultrapassagem, o feed forward ativo deverá ser superior ao 90%. Não é recomendávelmodificar o override da velocidade nas roscas com penetração pela lateral.
No último passe não é possível modificar o override do avanço nem da velocidade; estapassada se realizará com o override que estiver definido no passe anterior.
5 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança. Quando se executa uma peça inteira (combinação de operações ou ciclos)a ferramenta não volta ao referido ponto após a execução de cada ciclo.
6 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·145·
Cic
lo d
e re
pass
e de
ros
cas.
3.16 Ciclo de repasse de roscas.
Definição da geometria
Tipo de rosqueamento: interior ou exterior:
Cada vez que se mude o tipo de rosqueamento, o CNC modifica o ícone e mostra arespectiva tela de ajuda geométrica.
Cotas do ponto teórico (Xi, Zi) e cotas do ponto final (Xf, Zf):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Roscas normalizadas:
Se pode selecionar entre 7 tipos de roscas normalizadas. Ver capítulo "5 Roscasnormalizadas".
Ao selecionar uma delas, o passo e a profundidade da rosca são calculadosautomaticamente. Se a opção for P.H (rosca de passo livre), o próprio usuário selecionadiretamente o passo e a profundidade da rosca. As roscas normalizadas são roscascilíndricas de uma entrada.
É possível selecionar uma rosca cônica e selecionar também uma rosca normalizada, nestecaso deverá ser calculado o passo e a profundidade que corresponderia à roscanormalizada cilíndrica e se utilizará nessa rosca cônica.
Unidades de medida:
Passo de rosca (P):
O passo de rosca pode definir-se conforme a inclinação da rosca ou conforme o eixoassociado.
Rosqueamento exterior.
Rosqueamento interior.
Xi, Zi Cotas do ponto inicial.
Xf, Zf Coordenadas do ponto final. Por padrão, Xf assume o valor definido para Xi.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
Permite selecionar as unidades nas quais serão introduzidos os dados(milímetros ou polegadas).
«P» com símbolo positivo Para programar o passo segundo a inclinação da rosca.
«P» com símbolo negativo Para programar o passo segundo o respectivo eixo.

·146·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e re
pass
e de
ros
cas.
Distância até o final da rosca (σ).
Este parâmetro indica a que distância do final da rosca se começa a abandonar a mesma.Neste movimento de saída se continua roscando.
Profundidade total da rosca (H).
A profundidade total da rosca se deve programar em raios e com valor positivo.
Posição angular do cabeçote
Indica a posição angular do cabeçote ou ângulo em relação ao qual, se deve começar orosqueamento. Permite realizar roscas de várias entradas, sem necessidade de atrasar oponto de começo. Existem dois modos.
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Distância de segurança.
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial (Xi, Zi).
O valor da distância de segurança em X se define sempre em raios.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
σ Distância até o final da rosca (s).
H Profundidade total da rosca
K Coordenada em Z de uma parte aprofundada da rosca.
W Posição angular do cabeçote na cota K
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
DX, DZ Distância de segurança.
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·147·
Cic
lo d
e re
pass
e de
ros
cas.
Profundidade dos passes sucessivos de rosqueamento (Δ):
Se o incremento que se deve aprofundar (diferença entre aprofundamentos), calculado peloCNC é menor que o passo mínimo de aprofundamento decrescente, o CNC aceita esteúltimo valor.
Tipo de penetração da ferramenta:
Recomenda-se que o ângulo de penetração seja menor que a metade do ângulo daferramenta e nunca superior. Se o ângulo de penetração é maior do que a metade do ânguloda ferramenta, não é possível usinar a rosca. Se o ângulo de penetração é igual que ametade do ângulo da ferramenta, esta roça o flanco da rosca em cada passada.
Repetição do último passe:
Δ Fixa o passo máximo de aprofundamento.
δ Passo mínimo de aprofundamento decrescente
A profundidade de cada passe está em função do respectivo número de passe.Os aprofundamentos são:
O incremento do aprofundamento se mantém constante entre passes, com umvalor menor ou igual ao programado Δ..
Radial
Pela lateral. O CNC solicitará o ângulo (α) de penetração da ferramenta de corte.
Em ziguezague. O CNC solicitará o ângulo (α) de penetração da ferramenta decorte.
Repete o último passe.
Nãorepete o último passe.
Δ Δ 2 Δ 3 Δ 4…,,,
Δ Δ 2Δ 3
Δ 4Δ 5
2Δ3Δ
4Δ5Δ
Δ
α

·148·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e re
pass
e de
ros
cas.
3.16.1 Funcionamento básico.
Definição do ciclo
1 Definir as dimensões da rosca como no resto dos níveis e as cotas correspondentes auma das partes aprofundadas. Para definir as cotas da parte aprofundada, o CNC deveconhecer a posição do eixo-árvore.
É suficiente com fazer uma vez só, após ligar a máquina, a operação de orientação docabeçote para que o CNC conheça a posição do mesmo.
2 Com o eixo-árvore parado levar a ferramenta que se vai utilizar no repasso até uma daspartes aprofundadas da rosca. Depois de chegar a este ponto, se devem tomar estes2 valores:
• Coordenada em Z da parte aprofundada.
• Posição angular do eixo-árvore na parte aprofundada.
O CNC assume estes 2 dados necessários para realizar o repasso.
3 O CNC efetuará uma nova rosca sobre a rosca existente, mas mantendo as partesaprofundadas e inclinações da rosca atual. Conforme indica a figura.
Os passos de usinagem deste ciclo são idênticos aos do rosqueamento cônico,explicado anteriormente.
Repasso de roscas
Para efetuar o repasso de roscas se devem seguir os seguintes passos:
1 Ter orientado (M19) o eixo-árvore alguma vez desde que se ligou o CNC.
2 Tomar os valores (Teach-in) da coordenada em Z e da posição angular do cabeçote naparte aprofundada, parâmetros K W, tendo a ferramenta posicionada em uma das partesaprofundadas da rosca a repassar.
3 Definir o ciclo para o repasso de roscas.
4 Executar o ciclo.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·149·
Cic
lo d
e ro
sque
amen
to d
e vá
rias
entr
adas
.
3.17 Ciclo de rosqueamento de várias entradas.
Definição da geometria
Tipo de rosqueamento: interior ou exterior:
Cada vez que se mude o tipo de rosqueamento, o CNC modifica o ícone e mostra arespectiva tela de ajuda geométrica.
Cotas do ponto teórico (Xi, Zi) e cotas do ponto final (Xf, Zf):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Roscas normalizadas:
Se pode selecionar entre 7 tipos de roscas normalizadas. Ver capítulo "5 Roscasnormalizadas".
Ao selecionar uma delas, o passo e a profundidade da rosca são calculadosautomaticamente. Se a opção for P.H (rosca de passo livre), o próprio usuário selecionadiretamente o passo e a profundidade da rosca. As roscas normalizadas são roscascilíndricas de uma entrada.
É possível selecionar uma rosca cônica e selecionar também uma rosca normalizada, nestecaso deverá ser calculado o passo e a profundidade que corresponderia à roscanormalizada cilíndrica e se utilizará nessa rosca cônica.
Unidades de medida:
Passo de rosca (P):
O passo de rosca pode definir-se conforme a inclinação da rosca ou conforme o eixoassociado.
Rosqueamento exterior.
Rosqueamento interior.
Xi, Zi Cotas do ponto inicial.
Xf, Zf Coordenadas do ponto final. Por padrão, Xf assume o valor definido para Xi.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
Permite selecionar as unidades nas quais serão introduzidos os dados(milímetros ou polegadas).
«P» com símbolo positivo Para programar o passo segundo a inclinação da rosca.
«P» com símbolo negativo Para programar o passo segundo o respectivo eixo.

·150·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ro
sque
amen
to d
e vá
rias
entr
adas
.
Distância até o final da rosca (σ).
Este parâmetro indica a que distância do final da rosca se começa a abandonar a mesma.Neste movimento de saída se continua roscando.
Profundidade total da rosca (H).
A profundidade total da rosca se deve programar em raios e com valor positivo.
Número de entradas da rosca (N)
Posição angular do cabeçote:
Indica a posição angular do cabeçote ou ângulo em relação ao qual, se deve começar orosqueamento. Permite realizar roscas de várias entradas, sem necessidade de atrasar oponto de começo.
Distância de segurança
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial (Xi, Zi).
O valor da distância de segurança em X se define sempre em raios.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
σ Distância até o final da rosca (s).
H Profundidade total da rosca
N Número de entradas da rosca
Sem programação de ângulo de entrada.
Com programação do ângulo de entrada.
DX, DZ Distância de segurança.
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·151·
Cic
lo d
e ro
sque
amen
to d
e vá
rias
entr
adas
.
Profundidade dos passes sucessivos de rosqueamento (Δ):
Se o incremento que se deve aprofundar (diferença entre aprofundamentos), calculado peloCNC é menor que o passo mínimo de aprofundamento decrescente, o CNC aceita esteúltimo valor.
Tipo de penetração da ferramenta:
Recomenda-se que o ângulo de penetração seja menor que a metade do ângulo daferramenta e nunca superior. Se o ângulo de penetração é maior do que a metade do ânguloda ferramenta, não é possível usinar a rosca. Se o ângulo de penetração é igual que ametade do ângulo da ferramenta, esta roça o flanco da rosca em cada passada.
Repetição do último passe:
Δ Fixa o passo máximo de aprofundamento.
δ Passo mínimo de aprofundamento decrescente
A profundidade de cada passe está em função do respectivo número de passe.Os aprofundamentos são:
O incremento do aprofundamento se mantém constante entre passes, com umvalor menor ou igual ao programado Δ..
Radial
Pela lateral. O CNC solicitará o ângulo (α) de penetração da ferramenta de corte.
Em ziguezague. O CNC solicitará o ângulo (α) de penetração da ferramenta decorte.
Repete o último passe.
Nãorepete o último passe.
Δ Δ 2 Δ 3 Δ 4…,,,
Δ Δ 2Δ 3
Δ 4Δ 5
2Δ3Δ
4Δ5Δ
Δ
α

·152·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ro
sque
amen
to d
e vá
rias
entr
adas
.
3.17.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação se programou com outra ferramenta o CNC efetuará uma troca deferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado. Em função do sentido de rotação do eixo-árvore, a rosca será a direita ou aesquerda.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial, mantendo conforme oseixos X e Z a distância de segurança selecionada.
4 Rosqueamento. Efetua-se em passes sucessivos, até atingir a profundidade total. Aprofundidade de cada passe se dará em função do modelo selecionado; em função dorespectivo número de passe ou mantendo constante o incremento entre os passes.
Δ só admite valores positivos, o CNC calcula o incremento real para que todas os passesde faceamento sejam iguais. Este passo será igual ou menor que o definido.
Cada um dos passos de rosqueamento se efetua da seguinte forma:
Em primeiro lugar, deslocamento rápido até a cota de profundidade correspondente.Este deslocamento se realizará segundo o ângulo de penetração de ferramenta (α)selecionado.. Em seguida, rosqueamento do trecho programado segundo o perfildefinido até a distância ao fim da rosca (σ) e rosqueamento de saída até a cota final.Para finalizar, recuo rápido até o ponto de aproximação.
A rosqueamento eletrônico se executa em 100% do avanço calculado, não podendo sermodificados estes valores nem desde o painel de comando nem desde o PLC. Se ofabricante permitir (parâmetro THREADOVR), o usuário poderá modificar aultrapassagem da velocidade desde o painel de comando, neste caso o CNC adaptaráo avanço automaticamente respeitando o passo da rosca. Para poder modificar aultrapassagem, o feed forward ativo deverá ser superior ao 90%. Não é recomendávelmodificar o override da velocidade nas roscas com penetração pela lateral.
No último passe não é possível modificar o override do avanço nem da velocidade; estapassada se realizará com o override que estiver definido no passe anterior.
5 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança. Quando se executa uma peça inteira (combinação de operações ou ciclos)a ferramenta não volta ao referido ponto após a execução de cada ciclo.
6 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·153·
Cic
lo d
e ra
nhur
amen
to s
impl
es lo
ngitu
dina
l.
3.18 Ciclo de ranhuramento simples longitudinal.
Calibragem da ferramenta de ranhura
Na hora de calibrar a ferramenta de ranhura se deve indicar corretamente o fator de formacorrespondente ao canto que se calibrou. Para este ciclo, a mesma ferramenta pode sercalibrada de seis formas diferentes, tanto para exterior como para interior. Ver"3.18.2 Calibração da ferramenta de ranhurar" na página 158.
Definição da geometria
Tipo de ranhura: interior ou exterior:
Cada vez que se mude o tipo de ranhura, o CNC modifica o ícone e mostra a respectivatela de ajuda geométrica.
Cotas do ponto teórico (Xi, Zi) e cotas do ponto final (Xf, Zf):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Diâmetro final (Φ):
Distância de segurança:
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial (Xi, Zi).
O valor da distância de segurança em X se define sempre em raios.
Ranhura exterior
Ranhura interior.
Xi, Zi Cotas do ponto inicial.
Xf, Zf Coordenadas do ponto final. Por padrão, Xf assume o valor definido para Xi.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
Φ Diâmetro final
DX, DZ Distância de segurança.

·154·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ra
nhur
amen
to s
impl
es lo
ngitu
dina
l.
Repetição de ranhuras:
Os dados "Número de ranhuras" e "offset" permitem repetir várias vezes uma ranhura aolongo do eixo Z nas ranhuras cilíndricas, ou ao longo do eixo X nas ranhuras frontais. Sea ranhura inicial é cônica (Xi diferente de Xf) a referida conicidade se mantém para o restodas ranhuras.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Tipo de aprofundamento:
Existem três formas de realizar a primeira passada de desbaste.
Quando o primeiro passe se faz com extração de cavaco, devem-se introduzir mais doisparâmetros.
N Número de ranhuras.
Se for definido com valor 0 ou 1, será executada uma operação de ranhura.
l Distância entre ranhuras.
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Aprofundamento sem extração de cavaco.
Aprofundamento com extração de cavaco.
Aprofundamento em zigue-zague com remoção de cavaco.
P Passo de aprofundamento.
t Tempo de espera para a extração de cavaco.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·155·
Cic
lo d
e ra
nhur
amen
to s
impl
es lo
ngitu
dina
l.
Passo máximo de usinagem (Δ):
Sobremetal de acabamento (δ):
Δ Passo máximo de desbaste.
δ Excesso de acabamento.

·156·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ra
nhur
amen
to s
impl
es lo
ngitu
dina
l.
3.18.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial (Xi, Zi), mantendo conformeos eixos X e Z a distância de segurança selecionada.
4 Operação de desbaste, mediante passes sucessivos de ranhuramento. O primeiropasse de aprofundamento pode ser feito de duas formas:
• De forma contínua até uma distância da profundidade final pré-selecionada, igualao sobremetal de acabamento.
• A intervalos, de passo P e tempo de espera t, até uma distância da profundidade finalselecionada igual ao excesso de acabamento.
Esta operação se realiza com as condições fixadas para a operação de desbaste.
Se Δ é positivo, o CNC calcula o passo real para que todos os passes de faceamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
5 Operação de acabamento.
Se a operação de acabamento se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
O acabamento da peça se realiza com as condições de usinagem definidas para oacabamento; avanço dos eixos (F), velocidade do cabeçote (S) e sentido de rotação.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·157·
Cic
lo d
e ra
nhur
amen
to s
impl
es lo
ngitu
dina
l.
6 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança. Quando se executa uma peça inteira (combinação de operações ou ciclos)a ferramenta não volta ao referido ponto após a execução de cada ciclo.
7 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).
Considerações
Se se seleciona T0 como ferramenta de desbaste, o ciclo não executa a operação dedesbaste. Isto é, depois da aproximação, se efetuará a operação de acabamento.
Se se seleciona T0 como ferramenta de acabamento, o ciclo não executa a operação deacabamento. Isto é, depois da operação de desbaste a ferramenta se deslocará ao pontode aproximação, mantendo a distância de segurança com respeito ao ponto inicial (Xi, Zi).
Quando a superfície que se deseja usinar não é totalmente cilíndrica, o CNC analisa as cotasdos pontos inicial e final, e toma como ponto de partida a cota mais afastada da profundidadefinal.

·158·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ra
nhur
amen
to s
impl
es lo
ngitu
dina
l.
3.18.2 Calibração da ferramenta de ranhurar
Na hora de calibrar a ferramenta de ranhura se deve indicar corretamente o fator de formacorrespondente ao canto que se calibrou.
Para este ciclo, a mesma ferramenta pode ser calibrada de seis formas diferentes, tanto paraexterior como para interior, conforme se vê na figura.
• Calibra-se o canto esquerdo da ferramenta de corte. Fator de forma F3.
• Calibra-se o canto inferior direito da ferramenta de corte. Fator de forma F1.
• Calibra-se somente segundo o eixo X e o CNC aceita como ponto calibrado o centroinferior da ferramenta de corte. Fator de forma F2.
• Calibra-se o canto superior esquerdo da ferramenta de corte. Fator de forma F5.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·159·
Cic
lo d
e ra
nhur
amen
to s
impl
es lo
ngitu
dina
l.
• Calibra-se o canto superior direito da ferramenta de corte. Fator de forma F7.
• Calibra-se somente segundo o eixo X e o CNC aceita como ponto calibrado o centrosuperior da ferramenta de corte. Fator de forma F6.

·160·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ra
nhur
amen
to s
impl
es fr
onta
l.
3.19 Ciclo de ranhuramento simples frontal.
Calibração da ferramenta de ranhurar
Na hora de calibrar a ferramenta de ranhura se deve indicar corretamente o fator de formacorrespondente ao canto que se calibrou. Para este ciclo, a mesma ferramenta pode sercalibrada de três formas diferentes, tanto para exterior como para interior. Ver"3.19.2 Calibração da ferramenta de ranhurar" na página 165.
Definição da geometria
Cotas do ponto teórico (Xi, Zi) e cotas do ponto final (Xf, Zf):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Cota do fundo da ranhura (R):
Distância de segurança:
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial (Xi, Zi).
O valor da distância de segurança em X se define sempre em raios.
Xi, Zi Cotas do ponto inicial.
Xf, Zf Coordenadas do ponto final. Por padrão, Xf assume o valor definido para Xi.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
R Cota do fundo da ranhura
DX, DZ Distância de segurança.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·161·
Cic
lo d
e ra
nhur
amen
to s
impl
es fr
onta
l.
Repetição de ranhuras:
Os dados "Número de ranhuras" e "offset" permitem repetir várias vezes uma ranhura aolongo do eixo Z nas ranhuras cilíndricas, ou ao longo do eixo X nas ranhuras frontais. Sea ranhura inicial é cônica (Xi diferente de Xf) a referida conicidade se mantém para o restodas ranhuras.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Tipo de aprofundamento:
Existem três formas de realizar a primeira passada de desbaste.
Quando o primeiro passe se faz com extração de cavaco, devem-se introduzir mais doisparâmetros.
N Número de ranhuras.
Se for definido com valor 0 ou 1, será executada uma operação de ranhura.
l Distância entre ranhuras.
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Aprofundamento sem extração de cavaco.
Aprofundamento com extração de cavaco.
Aprofundamento em zigue-zague com remoção de cavaco.
P Passo de aprofundamento.
t Tempo de espera para a extração de cavaco.

·162·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ra
nhur
amen
to s
impl
es fr
onta
l.
Passo máximo de usinagem (Δ):
Sobremetal de acabamento (δ):
Δ Passo máximo de desbaste.
δ Excesso de acabamento.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·163·
Cic
lo d
e ra
nhur
amen
to s
impl
es fr
onta
l.
3.19.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial (Xi, Zi), mantendo conformeos eixos X e Z a distância de segurança selecionada.
4 Operação de desbaste, mediante passes sucessivos de ranhuramento. O primeiropasse de aprofundamento pode ser feito de duas formas:
• De forma contínua até uma distância da profundidade final pré-selecionada, igualao sobremetal de acabamento.
• A intervalos, de passo P e tempo de espera t, até uma distância da profundidade finalselecionada igual ao excesso de acabamento.
Esta operação se realiza com as condições fixadas para a operação de desbaste.
Se Δ é positivo, o CNC calcula o passo real para que todos os passes de faceamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
5 Operação de acabamento.
Se a operação de acabamento se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
O acabamento da peça se realiza com as condições de usinagem definidas para oacabamento; avanço dos eixos (F), velocidade do cabeçote (S) e sentido de rotação.

·164·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ra
nhur
amen
to s
impl
es fr
onta
l.
6 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança. Quando se executa uma peça inteira (combinação de operações ou ciclos)a ferramenta não volta ao referido ponto após a execução de cada ciclo.
7 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).
Considerações
Se se seleciona T0 como ferramenta de desbaste, o ciclo não executa a operação dedesbaste. Isto é, depois da aproximação, se efetuará a operação de acabamento.
Se se seleciona T0 como ferramenta de acabamento, o ciclo não executa a operação deacabamento. Isto é, depois da operação de desbaste a ferramenta se deslocará ao pontode aproximação, mantendo a distância de segurança com respeito ao ponto inicial (Xi, Zi).
Quando a superfície que se deseja usinar não é totalmente cilíndrica, o CNC analisa as cotasdos pontos inicial e final, e toma como ponto de partida a cota mais afastada da profundidadefinal.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·165·
Cic
lo d
e ra
nhur
amen
to s
impl
es fr
onta
l.
3.19.2 Calibração da ferramenta de ranhurar
Na hora de calibrar a ferramenta de ranhura se deve indicar corretamente o fator de formacorrespondente ao canto que se calibrou.
Para este ciclo, a mesma ferramenta pode ser calibrada de três formas diferentes, conformeapresentamos a seguir:
• Calibra-se o canto esquerdo da ferramenta de corte. Fator de forma F3.
• Calibra-se somente segundo o eixo Z, e o CNC aceita como ponto calibrado o centroesquerdo da ferramenta de corte. Fator de forma F4.
• Calibra-se o canto superior esquerdo da ferramenta de corte. Fator de forma F5.

·166·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ra
nhur
amen
to in
clin
ado
long
itudi
nal.
3.20 Ciclo de ranhuramento inclinado longitudinal.
Calibragem da ferramenta de ranhura
Na hora de calibrar a ferramenta de ranhura se deve indicar corretamente o fator de formacorrespondente ao canto que se calibrou. Para este ciclo, a mesma ferramenta pode sercalibrada de seis formas diferentes, tanto para exterior como para interior. Ver"3.18.2 Calibração da ferramenta de ranhurar" na página 158.
Definição da geometria
Tipo de ranhura: interior ou exterior:
Cada vez que se mude o tipo de ranhura, o CNC modifica o ícone e mostra a respectivatela de ajuda geométrica.
Cotas do ponto teórico (Xi, Zi) e cotas do ponto final (Xf, Zf):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Diâmetro final (Φ):
Ângulos de inclinação (α, β).
O seguinte exemplo mostra ranhuras com α=20º e β=0º.
Ranhura exterior
Ranhura interior.
Xi, Zi Cotas do ponto inicial.
Xf, Zf Coordenadas do ponto final. Por padrão, Xf assume o valor definido para Xi.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
Φ Diâmetro final

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·167·
Cic
lo d
e ra
nhur
amen
to in
clin
ado
long
itudi
nal.
Tipo de usinagem que se deseja efetuar em cada canto.
Nos quatro cantos da ranhura tem que definir o tipo de usinagem que se deseja efetuar.
Distância de segurança:
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial (Xi, Zi).
O valor da distância de segurança em X se define sempre em raios.
Repetição de ranhuras:
Os dados "Número de ranhuras" e "offset" permitem repetir várias vezes uma ranhura aolongo do eixo Z nas ranhuras cilíndricas, ou ao longo do eixo X nas ranhuras frontais. Sea ranhura inicial é cônica (Xi diferente de Xf) a referida conicidade se mantém para o restodas ranhuras.
Uma aresta viva.
Um arredondamento. Deve-se definir o raio de arredondamento (r)
Um chanfro. Deve-se definir a distância a partir do canto teórico até o ponto emque se deseja realizar o chanfro (r).
DX, DZ Distância de segurança.
N Número de ranhuras.
Se for definido com valor 0 ou 1, será executada uma operação de ranhura.
l Distância entre ranhuras.
R
C
R
C
C

·168·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ra
nhur
amen
to in
clin
ado
long
itudi
nal.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Tipo de aprofundamento:
Existem três formas de realizar a primeira passada de desbaste.
Quando o primeiro passe se faz com extração de cavaco, devem-se introduzir mais doisparâmetros.
Passo máximo de usinagem (Δ):
Sobremetal de acabamento (δ):
Tipo de usinagem para a passada de acabamento:
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Aprofundamento sem extração de cavaco.
Aprofundamento com extração de cavaco.
Aprofundamento em zigue-zague com remoção de cavaco.
P Passo de aprofundamento.
t Tempo de espera para a extração de cavaco.
Δ Passo máximo de desbaste.
δ Excesso de acabamento.
Acabamento seguindo o perfil.
Acabamento descendente.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·169·
Cic
lo d
e ra
nhur
amen
to in
clin
ado
long
itudi
nal.
3.20.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial (Xi, Zi), mantendo conformeos eixos X e Z a distância de segurança selecionada.
4 Operação de desbaste, mediante passes sucessivos de ranhuramento. O primeiropasse de aprofundamento pode ser feito de duas formas:
• De forma contínua até uma distância da profundidade final pré-selecionada, igualao sobremetal de acabamento.
• A intervalos, de passo P e tempo de espera t, até uma distância da profundidade finalselecionada igual ao excesso de acabamento. Se não se programa excesso deacabado, o ciclo aplica o tempo de espera em todas as passadas do desbaste.
Esta operação se realiza com as condições fixadas para a operação de desbaste.
Se Δ é positivo, o CNC calcula o passo real para que todos os passes de faceamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
5 Operação de acabamento.
Se a operação de acabamento se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
O acabamento da peça se realiza com as condições de usinagem definidas para oacabamento; avanço dos eixos (F), velocidade do cabeçote (S) e sentido de rotação.

·170·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ra
nhur
amen
to in
clin
ado
long
itudi
nal. 6 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto de
segurança. Quando se executa uma peça inteira (combinação de operações ou ciclos)a ferramenta não volta ao referido ponto após a execução de cada ciclo.
7 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).
Considerações
Se se seleciona T0 como ferramenta de desbaste, o ciclo não executa a operação dedesbaste. Isto é, depois da aproximação, se efetuará a operação de acabamento.
Se se seleciona T0 como ferramenta de acabamento, o ciclo não executa a operação deacabamento. Isto é, depois da operação de desbaste a ferramenta se deslocará ao pontode aproximação, mantendo a distância de segurança com respeito ao ponto inicial (Xi, Zi).
Quando a superfície que se deseja usinar não é totalmente cilíndrica, o CNC analisa as cotasdos pontos inicial e final, e toma como ponto de partida a cota mais afastada da profundidadefinal.
A operação de desbaste é realizada em G05, sendo o raio de arredondamento das arestasmodificável através da sentença #ROUNDPAR. Se não for programado, se executa o raiode arredondamento por defeito definido nos parâmetros máquina.
A operação de acabamento é realizada em G07.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·171·
Cic
lo d
e ra
nhur
amen
to in
clin
ado
fron
tal.
3.21 Ciclo de ranhuramento inclinado frontal.
Calibragem da ferramenta de ranhura
Na hora de calibrar a ferramenta de ranhura se deve indicar corretamente o fator de formacorrespondente ao canto que se calibrou. Para este ciclo, a mesma ferramenta pode sercalibrada de três formas diferentes, tanto para exterior como para interior. Ver"3.19.2 Calibração da ferramenta de ranhurar" na página 165.
Definição da geometria
Cotas do ponto teórico (Xi, Zi) e cotas do ponto final (Xf, Zf):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Cota do fundo da ranhura (R):
Ângulos de inclinação (α, β).
O seguinte exemplo mostra ranhuras com α=20º e β=0º.
Xi, Zi Cotas do ponto inicial.
Xf, Zf Coordenadas do ponto final. Por padrão, Xf assume o valor definido para Xi.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
R Cota do fundo da ranhura

·172·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ra
nhur
amen
to in
clin
ado
fron
tal.
Tipo de usinagem que se deseja efetuar em cada canto.
Nos quatro cantos da ranhura tem que definir o tipo de usinagem que se deseja efetuar.
Distância de segurança:
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aocanto teórico.
O valor da distância de segurança em X se define sempre em raios.
Repetição de ranhuras:
Os dados "Número de ranhuras" e "offset" permitem repetir várias vezes uma ranhura aolongo do eixo Z nas ranhuras cilíndricas, ou ao longo do eixo X nas ranhuras frontais. Sea ranhura inicial é cônica (Xi diferente de Xf) a referida conicidade se mantém para o restodas ranhuras.
Uma aresta viva.
Um arredondamento. Deve-se definir o raio de arredondamento (r)
Um chanfro. Deve-se definir a distância a partir do canto teórico até o ponto emque se deseja realizar o chanfro (r).
DX, DZ Distância de segurança.
N Número de ranhuras.
Se for definido com valor 0 ou 1, será executada uma operação de ranhura.
l Distância entre ranhuras.
R
C
R
C
C

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·173·
Cic
lo d
e ra
nhur
amen
to in
clin
ado
fron
tal.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Tipo de aprofundamento:
Existem três formas de realizar a primeira passada de desbaste.
Quando o primeiro passe se faz com extração de cavaco, devem-se introduzir mais doisparâmetros.
Passo máximo de usinagem (Δ):
Sobremetal de acabamento (δ):
Tipo de usinagem para a passada de acabamento:
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Aprofundamento sem extração de cavaco.
Aprofundamento com extração de cavaco.
Aprofundamento em zigue-zague com remoção de cavaco.
P Passo de aprofundamento.
t Tempo de espera para a extração de cavaco.
Δ Passo máximo de desbaste.
δ Excesso de acabamento.
Acabamento seguindo o perfil.
Acabamento descendente.

·174·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ra
nhur
amen
to in
clin
ado
fron
tal.
3.21.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial (Xi, Zi), mantendo conformeos eixos X e Z a distância de segurança selecionada.
4 Operação de desbaste, mediante passes sucessivos de ranhuramento, até umadistância da profundidade final selecionada igual ao sobremetal de acabamento. Oprimeiro passe de aprofundamento pode ser feito de duas formas:
• De forma contínua até uma distância da profundidade final pré-selecionada, igualao sobremetal de acabamento.
• A intervalos, de passo P e tempo de espera t, até uma distância da profundidade finalselecionada igual ao excesso de acabamento. Se não se programa excesso deacabado, o ciclo aplica o tempo de espera em todas as passadas do desbaste.
Esta operação se realiza com as condições fixadas para a operação de desbaste.
Se Δ é positivo, o CNC calcula o passo real para que todos os passes de faceamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
5 Operação de acabamento.
Se a operação de acabamento se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
O acabamento da peça se realiza com as condições de usinagem definidas para oacabamento; avanço dos eixos (F), velocidade do cabeçote (S) e sentido de rotação.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·175·
Cic
lo d
e ra
nhur
amen
to in
clin
ado
fron
tal.6 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto de
segurança. Quando se executa uma peça inteira (combinação de operações ou ciclos)a ferramenta não volta ao referido ponto após a execução de cada ciclo.
7 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).
Considerações
Se se seleciona T0 como ferramenta de desbaste, o ciclo não executa a operação dedesbaste. Isto é, depois da aproximação, se efetuará a operação de acabamento.
Se se seleciona T0 como ferramenta de acabamento, o ciclo não executa a operação deacabamento. Isto é, depois da operação de desbaste a ferramenta se deslocará ao pontode aproximação, mantendo a distância de segurança com respeito ao ponto inicial (Xi, Zi).
Quando a superfície que se deseja usinar não é totalmente cilíndrica, o CNC analisa as cotasdos pontos inicial e final, e toma como ponto de partida a cota mais afastada da profundidadefinal.
A operação de desbaste é realizada em G05, sendo o raio de arredondamento das arestasmodificável através da sentença #ROUNDPAR. Se não for programado, se executa o raiode arredondamento por defeito definido nos parâmetros máquina.
A operação de acabamento é realizada em G07.

·176·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e sa
ngra
men
to.
3.22 Ciclo de sangramento.
Calibragem da ferramenta de ranhura
Na hora de calibrar a ferramenta de ranhura se deve indicar corretamente o fator de formacorrespondente ao canto que se calibrou. Para este ciclo, a mesma ferramenta pode sercalibrada de seis formas diferentes, tanto para exterior como para interior. Ver"3.18.2 Calibração da ferramenta de ranhurar" na página 158.
Definição da geometria
Cotas do ponto inicial (X, Z).
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Diâmetro final (Φ):
Tipo de usinagem que se deseja efetuar em cada canto.
No canto da ranhura tem que definir o tipo de usinagem que se deseja executar.
X, Z Cotas do ponto inicial.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
Φ Diâmetro final
Uma aresta viva.
Um arredondamento. Deve-se definir o raio de arredondamento (R)
Um chanfro. Deve-se definir a distância a partir do canto teórico até o ponto emque se deseja realizar o chanfro (R), e o ângulo do chanfro α.
R
C
R
C
C

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·177·
Cic
lo d
e sa
ngra
men
to.
Distância de segurança
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto de furação.
O valor da distância de segurança em X se define sempre em raios.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Avanço reduzido no final da usinagem (Fr):
Existe a possibilidade de programar dois avanços da ferramenta diferentes para a mesmaoperação de corte. A partir de certo diâmetro (Φr) o avanço (F) começa a reduzir-seprogressivamente, terminando com o avanço reduzido (Fr) ao chegar ao diâmetro final.
DX, DZ Distância de segurança.
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Fr Avanço reduzido no final da usinagem.
Φr Diâmetro para o avanço reduzido.

·178·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e sa
ngra
men
to.
3.22.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação de ranhuramento se programou com outra ferramenta, o CNC efetuaráuma troca de ferramenta, deslocando-se ao ponto de troca, se a máquina o requer assim.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial (X, Z), mantendo conformeos eixos X e Z a distância de segurança selecionada.
4 Em caso de existir um chanfro ou arredondamento, se executa uma pré-usinagem daranhura até igualar a profundidade do chanfro ou arredondamento. Uma segundausinagem realizará o chanfro ou arredondamento e o resto da ranhura até o diâmetro Φ.
5 Começa a usinagem com um avanço F até chegar ao diâmetro Φr, a partir do qual oavanço da ferramenta começa a reduzir-se terminando o arranque de material nodiâmetro final com um avanço reduzido Fr.
A usinagem da peça se faz com as condições pré-definidas; avanço dos eixos (F),avanço reduzido (Fr), velocidade do cabeçote (S), sentido de rotação.
6 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança.
7 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·179·
Cic
lo d
e fu
raçã
o.
3.23 Ciclo de furação.
Definição da geometria
Cotas do ponto inicial (X, Z).
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
A furação, que normalmente se executa no centro da rotação, o CNC permite definir X comum valor diferente de X0 e fazer ranhuras na face frontal da peça.
Profundidade total (L):
Distância de segurança
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto de furação.
O valor da distância de segurança em X se define sempre em raios. O valor da distânciade segurança em Z é aceita sempre com valores positivos.
X, Z Cotas do ponto inicial.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
L Profundidade total
DX, DZ Distância de segurança.

·180·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e fu
raçã
o.
Parâmetros de usinagem
Temporização no fundo (t):
Define o tempo de espera em segundos, após a furação, até começar o retrocesso.
Avanço de aprofundamento (F):
Passo máximo de furação (Δ):
Fator de redução do passo da furação (KΔ):
O primeiro passo da furação será "Δ", o segundo "KΔ Δ", o terceiro "KΔ (KΔ Δ)" e assimsucessivamente até chegar ao passo mínimo; ou seja, a partir do segundo passo, o novopasso será o produto do fator KΔ pelo passo anterior.
Passo mínimo de furação (δ):
Se o passo mínimo de furação é maior que o passo máximo (δ > Δ), o ciclo executa umafuração de passo constante e igual ao passo mínimo "δ". Se o passo mínimo de furação émenor que o passo máximo (δ < Δ), o ciclo executa uma furação de passo variável.
Distância de retrocesso (H):
Se for programado H=0 o retrocesso será até a coordenada Z do ponto de segurança.
Distância de aproximação (C):
Se no parâmetro C não se programa o valor ou se programa 0, toma-se por defeito 1 mm.
t Temporização no fundo.
F Avanço de aprofundamento.
Δ Passo máximo de furação.
KΔ Fator de redução do passo da furação.
δ Passo mínimo de furação.
H Distância de retrocesso.
C Distância de aproximação em cada aprofundamento.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·181·
Cic
lo d
e fu
raçã
o.
3.23.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação se programou com outra ferramenta o CNC efetuará uma troca deferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial, mantendo conforme oseixos X e Z a distância de segurança selecionada.
4 Deslocamento em avanço rápido até a posição de furação em X (ponto de aproximação).
5 Volta de furação. Em função do passo mínimo e o passo máximo definido, o ciclorealizará uma furação de passo constante ou de passo de variável.
Se o passo mínimo de furação é maior que o passo máximo (δ > Δ), o ciclo executa umafuração de passo constante e igual ao passo mínimo "δ". Se o passo mínimo de furaçãoé menor que o passo máximo (δ < Δ), o ciclo executa uma furação de passo variável.
Numa furação de passo variável, o parâmetro Δ define o passo de furação e KΔ o fatorde redução deste passo. O primeiro passo da furação será "Δ", o segundo "KΔ Δ", oterceiro "KΔ (KΔ Δ)" e assim sucessivamente até chegar ao passo mínimo; ou seja, apartir do segundo passo, o novo passo será o produto do fator KΔ pelo passo anterior.
Em ambos os casos, o ciclo repete os seguintes passos até chegar à profundidade L.
Em primeiro lugar, aproximação rápida até a distância do parâmetro C antes doaprofundamento anterior. Em seguida, furação até o próximo aprofundamento. Parafinalizar, recuo rápido até a distância do parãmetro H. Se for programado H=0 o recuoserá até a coordenada Z do ponto de segurança.
6 Tempo de espera no fundo de perfuração.
7 Retrocesso em modo rápido até o ponto de aproximação.
8 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança.
9 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).

·182·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ro
sque
amen
to c
om m
acho
.
3.24 Ciclo de rosqueamento com macho.
Definição da geometria
Cota do ponto inicial (Z):
Podem ser definidas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
O rosqueamento com macho deve ser sempre axial, no centro de rotação (X0).
Profundidade total (L):
Distância de segurança
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial (Xi, Zi).
O valor da distância de segurança em X se define sempre em raios. O valor da distânciade segurança em Z é aceita sempre com valores positivos.
Z Cotas do ponto inicial.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
L Profundidade total
DX, DZ Distância de segurança.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·183·
Cic
lo d
e ro
sque
amen
to c
om m
acho
.
Parâmetros de usinagem
Temporização no fundo (t):
Define o tempo de espera em segundos, após o rosqueamento, até começar o retrocesso.
Definição da rosca:
Tipo de rosqueamento:
t Temporização no fundo
Definição da rosca com o passo e a velocidade de rotação.
P Passo de rosca
S Velocidade de rotação do eixo-árvore.
Definição da rosca com o avanço e a velocidade de rotação.
F Avanço de aprofundamento
S Velocidade de rotação do eixo-árvore.
Rosqueamento com compensador.
Rosqueamento rígido. O eixo-árvore deve possuir um sistema motor-reguladore encoder.

·184·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ro
sque
amen
to c
om m
acho
.
3.24.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação se programou com outra ferramenta o CNC efetuará uma troca deferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial, mantendo conforme oseixos X e Z a distância de segurança selecionada.
4 Deslocamento em avanço rápido até a posição de rosqueamento em X (ponto deaproximação).
5 Rosqueamento com macho da peça em avanço de trabalho F, até atingir a profundidadeL.
6 Inversão do sentido de rotação do eixo-árvore.
Se estiver pré-definida uma temporização no fundo, o cabeçote se detém, e apóstranscorrer o tempo programado o cabeçote retoma em sentido contrário e retrocedeem avanço de trabalho até o ponto de aproximação.
7 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança.
8 Se for rosqueamento rígido o CNC deterá o cabeçote, mas mantém selecionadas ascondições de usinagem definidas para o acabamento; ferramenta (T), avanço dos eixos(F) e velocidade do cabeçote (S). A saída lógica geral "RIGID" se manterá ativa durantea execução do rosqueamento rígido.
Se o rosqueamento for com compensador, o CNC não deterá o cabeçote.
Para rosqueamento rígido e rosqueamento com compensador, a saída lógica geral"TAPPING" se mantém ativa durante a execução do ciclo.
Rosqueamento com compensador.
Com rosqueamento rígido. O eixo-árvore deve possuir um sistema motor-regulador e encoder.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·185·
Cic
lo d
e fu
raçõ
es m
últip
las.
3.25 Ciclo de furações múltiplas.
Se podem realizar furações múltiplas na face cilíndrica ou na face frontal da peça.
Definição da geometria
Usinagem na face frontal ou na face cilíndrica:
Cada vez que se mude o tipo de furação, o CNC modifica o ícone e mostra a respectiva telade ajuda geométrica.
Cotas do ponto inicial (X, Z).
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Profundidade total (L):
Posição angular das usinagens (α, β):
Usinagem na face frontal
Usinagem na face cilíndrica
X, Z Cotas do ponto inicial.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
L Profundidade total
α Posição angular da primeira usinagem
β Posição angular entre usinagens

·186·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e fu
raçõ
es m
últip
las.
Número de operações (N):
Distância de segurança
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto de furação ou roscado.
Usinagem na face frontal:
• O valor da distância de segurança em X se define sempre em raios. Pode ser negativoou positivo.
• O valor da distância de segurança em Z é aceita sempre com valores positivos.
Usinagem na face cilíndrica:
• O valor da distância de segurança em X se define sempre em raios. Aceita sempre comvalores positivos.
• O valor da distância de segurança em Z pode ser negativo ou positivo.
Parâmetros de usinagem
Temporização no fundo (t):
Define o tempo de espera em segundos, após a furação, até começar o retrocesso.
Avanço de aprofundamento (F):
Velocidade de rotação da ferramenta motorizada:
Sentido de rotação da ferramenta:
Passo máximo de furação (Δ):
N Número de operações
DX, DZ Distância de segurança.
t Temporização no fundo.
F Avanço de aprofundamento.
Dados da ferramenta motorizada não programados.
Dados da ferramenta motorizada programados.
Sn Velocidade de rotação da ferramenta motorizada.
Δ Passo máximo de furação.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·187·
Cic
lo d
e fu
raçõ
es m
últip
las.
Fator de redução do passo da furação (KΔ):
O primeiro passo da furação será "Δ", o segundo "KΔ Δ", o terceiro "KΔ (KΔ Δ)" e assimsucessivamente até chegar ao passo mínimo; ou seja, a partir do segundo passo, o novopasso será o produto do fator KΔ pelo passo anterior.
Passo mínimo de furação (δ):
Se o passo mínimo de furação é maior que o passo máximo (δ > Δ), o ciclo executa umafuração de passo constante e igual ao passo mínimo "δ". Se o passo mínimo de furação émenor que o passo máximo (δ < Δ), o ciclo executa uma furação de passo variável.
Distância de retrocesso (H):
Se for programado H=0 o retrocesso será até a coordenada Z do ponto de segurança.
Distância de aproximação (C):
Se no parâmetro C não se programa o valor ou se programa 0, toma-se por defeito 1 mm.
KΔ Fator de redução do passo da furação.
δ Passo mínimo de furação.
H Distância de retrocesso.
C Distância de aproximação em cada aprofundamento.

·188·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e fu
raçõ
es m
últip
las.
3.25.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação se programou com outra ferramenta o CNC efetuará uma troca deferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 Faz girar a ferramenta motorizada nas rotações indicadas.
3 Orienta o eixo-árvore à posição angular correspondente ao furação inicial indicado peloα).
4 A ferramenta se aproxima em avanço rápido ao ponto inicial, mantendo conforme oseixos X e Z a distância de segurança selecionada.
5 Deslocamento em avanço rápido até a posição de furação, em X se detém a face frontale em Z se detém a face torneada (ponto de aproximação).
6 Volta de furação. Em função do passo mínimo e o passo máximo definido, o ciclorealizará uma furação de passo constante ou de passo de variável.
Se o passo mínimo de furação é maior que o passo máximo (δ > Δ), o ciclo executa umafuração de passo constante e igual ao passo mínimo "δ". Se o passo mínimo de furaçãoé menor que o passo máximo (δ < Δ), o ciclo executa uma furação de passo variável.
Numa furação de passo variável, o parâmetro Δ define o passo de furação e KΔ o fatorde redução deste passo. O primeiro passo da furação será "Δ", o segundo "KΔ Δ", oterceiro "KΔ (KΔ Δ)" e assim sucessivamente até chegar ao passo mínimo; ou seja, apartir do segundo passo, o novo passo será o produto do fator KΔ pelo passo anterior.
Em ambos os casos, o ciclo repete os seguintes passos até chegar à profundidade L.
Em primeiro lugar, aproximação rápida até a distância do parâmetro C antes doaprofundamento anterior. Em seguida, furação até o próximo aprofundamento. Parafinalizar, recuo rápido até a distância do parãmetro H. Se for programado H=0 o recuoserá até a coordenada Z do ponto de segurança.
7 Tempo de espera no fundo de perfuração.
8 Retrocesso em modo rápido até o ponto de aproximação.
9 Em função do valor definido para o parâmetro N (número de furos) o cabeçote se deslocaao próximo ponto de furação (incremento angular β) e repete os movimentos de furaçãoindicados nos pontos 6, 7 e 8.
10 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança.
11 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade daferramenta.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·189·
Cic
lo d
e ro
sque
amen
tos
múl
tiplo
s co
m m
acho
.
3.26 Ciclo de rosqueamentos múltiplos com macho.
Se podem realizar rosqueamentos múltiplos na face cilíndrica ou na face frontal da peça.
Definição da geometria
Usinagem na face frontal ou na face cilíndrica:
Cada vez que se mude o tipo de rosqueamento, o CNC modifica o ícone e mostra arespectiva tela de ajuda geométrica.
Cotas do ponto inicial (X, Z).
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Profundidade total (L):
Posição angular das usinagens (α, β):
Usinagem na face frontal
Usinagem na face cilíndrica
X, Z Cotas do ponto inicial.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
L Profundidade total
α Posição angular da primeira usinagem
β Posição angular entre usinagens

·190·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ro
sque
amen
tos
múl
tiplo
s co
m m
acho
.
Número de operações (N):
Distância de segurança
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto de furação ou roscado.
Usinagem na face frontal:
• O valor da distância de segurança em X se define sempre em raios. Pode ser negativoou positivo.
• O valor da distância de segurança em Z é aceita sempre com valores positivos.
Usinagem na face cilíndrica:
• O valor da distância de segurança em X se define sempre em raios. Aceita sempre comvalores positivos.
• O valor da distância de segurança em Z pode ser negativo ou positivo.
Parâmetros de usinagem
Tipo de rosqueamento:
Sentido de rotação da ferramenta:
Definição da rosca:
N Número de operações
DX, DZ Distância de segurança.
Rosqueamento com compensador.
Rosqueamento rígido. O eixo-árvore deve possuir um sistema motor-reguladore encoder.
Definição da rosca com o passo e a velocidade de rotação.
Definição da rosca com o avanço e a velocidade de rotação.
P Passo de rosca
F Avanço de aprofundamento
t Temporização no fundo.
S Velocidade de rotação do eixo-árvore.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·191·
Cic
lo d
e ro
sque
amen
tos
múl
tiplo
s co
m m
acho
.
3.26.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se o eixo-árvore se encontra trabalhando em laço aberto (modalidade RPM ou VCC)o CNC pára o eixo-árvore e realiza a busca de referência (Io) do eixo-árvore.
2 Se a operação se programou com outra ferramenta o CNC efetuará uma troca deferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
3 Faz girar a ferramenta motorizada nas rotações indicadas.
4 Orienta o cabeçote à posição angular correspondente ao rosqueamento inicial (indicadopelo α).
5 A ferramenta se aproxima em avanço rápido ao ponto inicial, mantendo conforme oseixos X e Z a distância de segurança selecionada.
6 Deslocamento em avanço rápido até a posição de rosqueamento, em X se detém a facefrontal e em Z se detém a face torneada (ponto de aproximação).
7 Rosqueamento com macho da peça em avanço de trabalho F, até atingir a profundidadeL.
8 Inversão do sentido de rotação da ferramenta motorizada.
9 Retrocesso no avanço de trabalho até o ponto de aproximação.
10 Em função do valor definido para o parâmetro N (número de furos) o cabeçote se deslocaao próximo ponto de rosqueamento (incremento angular β) e repete os movimentos derosqueamento indicados nos pontos 6, 7 e 8.
11 Se for rosqueamento rígido o CNC deterá o cabeçote, mas mantém selecionadas ascondições de usinagem definidas para o acabamento; ferramenta (T), avanço dos eixos(F) e velocidade da ferramenta (S1). A saída lógica geral "RIGID" se manterá ativadurante a execução do rosqueamento rígido.
Se o rosqueamento for com compensador, o CNC não deterá o cabeçote.
Para rosqueamento rígido e rosqueamento com compensador, a saída lógica geral"TAPPING" se mantém ativa durante a execução do ciclo.
Rosqueamento com compensador.
Com rosqueamento rígido. O cabeçote deve possuir um sistema motor-reguladore codificador.

·192·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ra
sgos
de
chav
eta
múl
tiplo
s.
3.27 Ciclo de rasgos de chaveta múltiplos.
Se podem realizar rasgos de chavetas múltiplos na face cilíndrica ou na face frontal da peça.
Definição da geometria
Usinagem na face frontal ou na face cilíndrica:
Cada vez que se mude o tipo de usinagem, o CNC modifica o ícone e mostra a respectivatela de ajuda geométrica.
Cotas do ponto inicial (X, Z).
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Posição angular das usinagens (α, β).
Número de operações (N):
Dimensões do rasgo de chaveta (L, I):
Usinagem na face frontal
Usinagem na face cilíndrica
X, Z Cotas do ponto inicial.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
α Posição angular da primeira usinagem
β Posição angular entre usinagens
N Número de operações
L Comprimento do rasgo de chaveta.
I Profundidade do rasgo de chaveta.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·193·
Cic
lo d
e ra
sgos
de
chav
eta
múl
tiplo
s.
Distância de segurança
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto de furação ou roscado.
Usinagem na face frontal:
• O valor da distância de segurança em X se define sempre em raios. Pode ser negativoou positivo.
• O valor da distância de segurança em Z é aceita sempre com valores positivos.
Usinagem na face cilíndrica:
• O valor da distância de segurança em X se define sempre em raios. Aceita sempre comvalores positivos.
• O valor da distância de segurança em Z pode ser negativo ou positivo.
Parâmetros de usinagem
Passo de aprofundamento:
Avanço:
Velocidade de rotação da ferramenta motorizada:
DX, DZ Distância de segurança.
Δ Passo de aprofundamento.
Fp Avanço de aprofundamento
F Avanço de usinagem no desbaste.
Dados da ferramenta motorizada não programados.
Dados da ferramenta motorizada programados.
Sn Velocidade de rotação da ferramenta motorizada.

·194·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e ra
sgos
de
chav
eta
múl
tiplo
s.
Sentido de rotação da ferramenta:

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·195·
Cic
lo d
e ra
sgos
de
chav
eta
múl
tiplo
s.
3.27.1 Funcionamento básico.
Os passos de usinagem deste ciclo são os seguintes:
1 Se a operação se programou com outra ferramenta o CNC efetuará uma troca deferramenta, deslocando-se ao ponto de segurança.
2 Faz girar a ferramenta motorizada nas rotações indicadas.
3 Orienta o cabeçote à posição angular correspondente ao rasgo de chaveta inicial(indicado pelo α).
4 A ferramenta se aproxima em avanço rápido ao ponto inicial, mantendo conforme oseixos X e Z a distância de segurança selecionada.
5 Deslocamento em avanço rápido até a posição do rasgo de chaveta, em X para a facefrontal e em Z para a face torneada (ponto de aproximação).
6 Usinagem da chaveta da peça seguindo os seguintes passos:
Em primeiro lugar, aprofundamento na velocidade F programada até o fundo da chaveta(trecho 1-2). Em seguida, executa a chaveta movendo o eixo X ou Z (o que for aplicável)na velocidade F programada (trecho 2-3). Para finalizar, recuo até o ponto deaproximação (trechos 3-4 e 4-1).
7 Em função do valor definido para o parâmetro N (número de furos) o cabeçote se deslocaao próximo ponto (incremento angular β) e executa um novo rasgo de chaveta, conformeindicado no ponto 6.
8 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança.
9 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade daferramenta (S1).

·196·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e to
rnea
men
to p
or p
onto
s.
3.28 Ciclo de torneamento por pontos.
Definindo todos os pontos do perfil.
Definição do perfil
Este modo permite definir o perfil mediante a descrição dos seus cantos teóricos. É possívelutilizar até 25 pontos para definir os referidos cantos. O ponto P1 é o ponto de começo doperfil. O resto dos pontos devem ser correlativos.
Cada ponto do perfil pode ser definido em cotas absolutas ou incrementais. A seleção dotipo de cota é feita na primeira coluna da tabela. As cotas de cada ponto também podemdefinir-se de dois modos:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Todos os pontos intermediários dispõem de um ícone para indicar o tipo de aresta; viva,arredondada ou chanfrada.
Seleciona e sai da janela que contém os pontos de definição do perfil
Definir os pontos do perfil.
Apagar todos os pontos do perfil. Selecionar este ícone e pressionar [DEL]para apagar todos os pontos da tabela.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
Uma aresta viva.
Um arredondamento. Definir o raio de arredondamento (R)
Um chanfro. Definir o tamanho do chanfro (C)
R
C

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·197·
Cic
lo d
e to
rnea
men
to p
or p
onto
s.
Quando não se utilizam os 25 pontos da tabela, devem-se cumprir as seguintes condições:
• O CNC não leva em consideração o tipo de usinagem do último ponto do perfil.
• O primeiro ponto não utilizado, é para deixar o espaço em branco ou defini-lo com asmesmas coordenadas do último ponto do perfil. No exemplo da figura superior deve-sedefinir P10=P9.
Definição da geometria. Perfil ZX.
Perfil interior ou exterior:
Cada vez que se mude o tipo de perfil, o CNC modifica o ícone e mostra a tela de ajudageométrica correspondente.
Quadrante de trabalho:
Cotas do ponto inicial (X, Z).
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Distância de segurança
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aocanto inicial.
Perfil exterior
Perfil interior.
Define o tipo de canto que se deseja realizar: Ao apertar a tecla o CNC mostraráoutro ícone.
X, Z Cotas do ponto inicial.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
DX, DZ Distância de segurança.

·198·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e to
rnea
men
to p
or p
onto
s.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Passo máximo de usinagem (Δ):
Sentido da usinagem:
Tipo de usinagem:
Cada vez que se mude o tipo de usinagem, o CNC modifica o ícone e mostra a tela de ajudageométrica correspondente.
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Δ Passo máximo de desbaste.
Sentido de torneamento. Sentido de faceamento.
Paraxial. Para-axial. Deve ser definido o avanço de penetração (F) da ferramentanas cavidades. O avanço de usinagem será o indicado nas janelas de desbastee acabamento.
Prosseguimento de perfil. Deve ser definida a quantidade de material a eliminarda peça original (ε). O referido valor se define em raios.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·199·
Cic
lo d
e to
rnea
men
to p
or p
onto
s.
Quantidade de material a desbastar:
Avanço de aprofundamento nas cavidades:
Saída com retrocesso a 45º.
Quando o desbaste é para-axial, o ciclo oferece a possibilidade de executar uma saída a45º ao finalizar cada passe de desbaste; caso contrário, cada passe de desbaste finalizaseguindo o perfil.
Ao programar uma saída a 45º devem ser definidos os seguintes parâmetros.
Sobremetais de acabamento (δ ou δx,δz):
É possível definir um único sobremetal, que se aplica em função do fio da ferramenta decorte, ou dois sobremetais diferentes, um para cada eixo (X, Z). Utilizar o ícone da área deacabamento para selecionar o tipo de sobremetal.
ξ Quantidade de material a eliminar no desbaste por seguimento de perfil. Se não seprograma, se toma o valor 0.
Fp Avanço de aprofundamento nas cavidades para o desbaste para-axial.
Retirada da ferramenta seguindo o perfil.
Retirada da ferramenta com uma saída a 45º.
Ds Distância de saída a 45º após cada passe de usinagem. Se não se programa setoma o valor 0.
Fs Avanço para o passe de desbaste no qual se eliminam os picos deixados pelassaídas a 45º. Se não for programado ou se for programado com valor 0, não serealizará o referido passe de desbaste.
δ Sobremetal em função do fio da ferramenta de corte. O excesso se medesobre a linha de corte da ferramenta (fio).
δx, δz Permite definir dois sobremetais, um para cada eixo, independentementedo tipo de ferramenta utilizada.

·200·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e to
rnea
men
to p
or p
onto
s.
3.28.1 Funcionamento básico.
Os passos de usinagem destes ciclos são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial (X, Z), mantendo conformeos eixos X e Z a distância de segurança selecionada.
4 Operação de desbaste, mediante passes sucessivos de torneamento cilíndrico, até umadistância da cota Z final igual ao sobremetal do acabamento. Esta operação de desbastese executa nas seguintes condições.
Se Δ é positivo, o CNC calcula o passo real para que todos os passes de faceamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
5 Operação de acabamento.
Se a operação de acabamento se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
O acabamento da peça se realiza com as condições de usinagem definidas para oacabamento; avanço dos eixos (F), velocidade do cabeçote (S) ferramenta (T).
6 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança.
7 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).
Considerações
Se se seleciona T0 como ferramenta de desbaste, o ciclo não executa a operação dedesbaste. Isto é, depois da aproximação, se efetuará a operação de acabamento.
Se se seleciona T0 como ferramenta de acabamento, o ciclo não executa a operação deacabamento. Isto é, depois da operação de desbaste a ferramenta se deslocará ao pontode aproximação, mantendo a distância de segurança com respeito ao ponto inicial (X, Z).

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·201·
Cic
lo d
e to
rnea
men
to p
or p
onto
s.
3.28.2 Exemplo de programação
Definição da geometria:
Definição do perfil:
Perfil exterior Quadrante de trabalho
Tipo de usinagem
P1 X 12.0000 P6 X 43.0000 R 6.0000
Z - 0.0000 Z - 37.5000
P2 X 16.0000 P7 X 43.0000 R 5.0000
Z - 2.0000 Z - 52.0000
P3 X 16.0000 P8 X 56.0000 C 3.0000
Z - 18.0000 Z - 60.5000
P4 X 23.0000 P9 X 56.0000
Z - 25.5000 Z - 97.0000
P5 X 34.0000 R 4.0000 P10 X 56.0000
Z - 25.5000 Z - 97.0000
Coordenadas (X, Z) X80.0000 Z10.0000
Distância de segurança X0.0000 Z0.0000
Desbaste F1000 S1000 T 3 Δ 2
Acabamento F800 S1000 T 3 δ 0.25
Cabeçote RPM

·202·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e to
rnea
men
to d
e pe
rfil.
3.29 Ciclo de torneamento de perfil.
Utilizando um programa peça que contém o perfil.
Definição do perfil
Para definir o "Programa do perfil" posicione-se sobre a janela "Programa peça do perfil"ou "P".
Após selecionar esta janela é possível:
Teclar diretamente o número de "Programa do perfil".
Se o "Programa do perfil" é conhecido, teclar o número de programa e pressionar a tecla[ENTER].
Acessar ao diretório de "Programas do perfil" para selecionar um deles.
Editar um novo "Programa do perfil"
Para editar um novo "Programa", teclar o número de programa (entre 0 e 999) e pressionara tecla [RECALL].
O CNC mostrará a janela que corresponde ao editor de perfis. Depois de editado o perfil,o CNC solicita o comentário que se deseja associar ao "Programa do perfil" que se editou.Introduzir o comentário desejado e pressionar a tecla [ENTER].
Se não se deseja comentário pulsar a tecla [ESC].
Modificar um "Programa do perfil" já existente.
Para modificar um "Programa" teclar o número de programa e pressionar a tecla [RECALL].O CNC mostrará na janela do editor de perfis o perfil que atualmente está definido. A partirdesta janela é possível realizar as seguintes operações:
• Acrescentar novos elementos ao final do perfil atual.
• Modificar qualquer elemento.
• Modificar ou incluir chanfrados, arredondamentos, etc.
• Apagar elementos do perfil.
Otimização da usinagem de perfil
Se se define somente o perfil desejado o CNC supõe que a peça em bruto é cilíndrica eefetua a usinagem como se indica na parte esquerda.
O ciclo fixo mostrará uma janela com os programas de perfil, relativos ao nívelselecionado, que já estão definidos.
Para se deslocar dentro desta janela, posicionar o cursor sobre o programadesejado e pressionar a tecla [ENTER]
Para sair desta janela, sem selecionar nenhum programa

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·203·
Cic
lo d
e to
rnea
men
to d
e pe
rfil.Quando se conhece o perfil da peça em bruto se aconselha definir ambos os perfis: O perfil
da peça em bruto e o perfil final desejado. A usinagem é mais rápida pois somente se eliminao material delimitado por ambos os perfis.
Para definir ambos os perfis, seguir o seguinte ordem:
1 Acessar o editor de perfis
2 Editar o perfil final desejado
3 Pressionar a softkey "Novo perfil".
4 Editar o perfil da peça em bruto
5 Abandonar o editor de perfis salvando o perfil.
Lembrar que se deve definir primeiro o perfil final desejado e a seguir o perfil da peça embruto.
Definição da geometria.
Perfil interior ou exterior
Cada vez que se mude o tipo de perfil, o CNC modifica o ícone e mostra a tela de ajudageométrica correspondente.
Quadrante de trabalho
Cotas do ponto inicial (X, Z)
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
Perfil exterior
Perfil interior.
Define o tipo de canto que se deseja realizar: Ao apertar a tecla o CNC mostraráoutro ícone.
X, Z Cotas do ponto inicial.

·204·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e to
rnea
men
to d
e pe
rfil.
• Atribuir a posição atual da máquina.
Distância de segurança
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aocanto inicial.
Parâmetros de usinagem
Avanço de usinagem (F):
Velocidade de rotação do eixo-árvore (S):
Passo máximo de usinagem (Δ):
Sentido da usinagem:
Tipo de usinagem:
Cada vez que se mude o tipo de usinagem, o CNC modifica o ícone e mostra a tela de ajudageométrica correspondente.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
DX, DZ Distância de segurança.
F Avanço de usinagem.
S Velocidade de rotação do eixo-árvore.
Δ Passo máximo de desbaste.
Sentido de torneamento. Sentido de faceamento.
Paraxial. Para-axial. Deve ser definido o avanço de penetração (F) da ferramentanas cavidades. O avanço de usinagem será o indicado nas janelas de desbastee acabamento.
Prosseguimento de perfil. Deve ser definida a quantidade de material a eliminarda peça original (ε). O referido valor se define em raios.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·205·
Cic
lo d
e to
rnea
men
to d
e pe
rfil.
Quantidade de material a desbastar:
Avanço de aprofundamento nas cavidades:
Saída com retrocesso a 45º.
Quando o desbaste é para-axial, o ciclo oferece a possibilidade de executar uma saída a45º ao finalizar cada passe de desbaste; caso contrário, cada passe de desbaste finalizaseguindo o perfil.
Ao programar uma saída a 45º devem ser definidos os seguintes parâmetros.
Sobremetais de acabamento (δ ou δx,δz):
É possível definir um único sobremetal, que se aplica em função do fio da ferramenta decorte, ou dois sobremetais diferentes, um para cada eixo (X, Z). Utilizar o ícone da área deacabamento para selecionar o tipo de sobremetal.
ξ Quantidade de material a eliminar no desbaste por seguimento de perfil. Se nãose programa, se toma o valor 0.
Fp Avanço de aprofundamento nas cavidades para o desbaste para-axial.
Retirada da ferramenta seguindo o perfil.
Retirada da ferramenta com uma saída a 45º.
Ds Distância de saída a 45º após cada passe de usinagem. Se não seprograma se toma o valor 0.
Fs Avanço para o passe de desbaste no qual se eliminam os picos deixadospelas saídas a 45º. Se não for programado ou se for programado comvalor 0, não se realizará o referido passe de desbaste.
δ Sobremetal em função do fio da ferramenta de corte. O excesso se medesobre a linha de corte da ferramenta (fio).
δx, δz Permite definir dois sobremetais, um para cada eixo, independentementedo tipo de ferramenta utilizada.

·206·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e to
rnea
men
to d
e pe
rfil.
3.29.1 Funcionamento básico.
Os passos de usinagem destes ciclos são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 O eixo-árvore se coloca em funcionamento com a velocidade selecionada e no sentidoindicado.
3 A ferramenta se aproxima em avanço rápido ao ponto inicial (X, Z), mantendo conformeos eixos X e Z a distância de segurança selecionada.
4 Operação de desbaste, mediante passes sucessivos de torneamento cilíndrico, até umadistância da cota Z final igual ao sobremetal do acabamento. Esta operação de desbastese executa nas seguintes condições.
Se Δ é positivo, o CNC calcula o passo real para que todos os passes de faceamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
5 Operação de acabamento.
Se a operação de acabamento se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
O acabamento da peça se realiza com as condições de usinagem definidas para oacabamento; avanço dos eixos (F), velocidade do cabeçote (S) ferramenta (T).
6 Após finalizada a operação o ciclo, a ferramenta retornará à posição do ponto desegurança.
7 O CNC deterá o cabeçote, mas mantém selecionadas as condições de usinagemdefinidas para o acabamento; ferramenta (T), avanço dos eixos (F) e velocidade do eixo-árvore (S).
Considerações
Se se seleciona T0 como ferramenta de desbaste, o ciclo não executa a operação dedesbaste. Isto é, depois da aproximação, se efetuará a operação de acabamento.
Se se seleciona T0 como ferramenta de acabamento, o ciclo não executa a operação deacabamento. Isto é, depois da operação de desbaste a ferramenta se deslocará ao pontode aproximação, mantendo a distância de segurança com respeito ao ponto inicial (X, Z).

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·207·
Cic
lo d
e to
rnea
men
to d
e pe
rfil.
3.29.2 Exemplos de programação
Definição da geometria:
Definição do perfil:
Modificar
Perfil exterior Quadrante de trabalho
Tipo de usinagem
Abcissa e ordenada do ponto inicial Z = 0 X = 0
Trecho 1 .............. Reta .............. Z = 0 X = 16
Trecho 2 .............. Reta .............. Z = -18 X = 16
Trecho 3 .............. Reta .............. Z = -25,5 X = 23
Trecho 4 .............. Reta .............. Z = -25,5 X = 34
Trecho 5 .............. Reta .............. Z = -37,5 X = 43
Trecho 6 .............. Reta .............. Z = -52 X = 43
Trecho 7 .............. Reta .............. Z = -60,5 X = 56
Trecho 8 .............. Reta .............. Z = -97 X = 56
Chanfro Selecionar ponto gAh. Pressionar [ENTER] Atribuir-lhe Raio = 2
Arredondar Selecionar ponto gBh. Pressionar [ENTER] Atribuir-lhe Raio = 4
Arredondar Selecionar ponto gCh. Pressionar [ENTER] Atribuir-lhe Raio = 6
Arredondar Selecionar ponto gDh. Pressionar [ENTER] Atribuir-lhe Raio = 5
Chanfro Selecionar ponto gEh. Pressionar [ENTER] Atribuir-lhe Raio = 3
Coordenadas (X, Z) X65.0000 Z10.0000
Distância de segurança X0.0000 Z0.0000
Desbaste F1.000 S1000 T 3 Δ 2
Acabamento F0,800 S1000 T 3 δ 0.25
Cabeçote RPM

·208·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e to
rnea
men
to d
e pe
rfil.
Definição da geometria:
Definição do perfil:
Modificar
Perfil exterior Quadrante de trabalho
Tipo de usinagem
Abcissa e ordenada do pontoinicial
Z = 80 X = 0
Trecho 1 Reta Z = 80 X = 50
Trecho 2 Reta Z = 60 X = 50
Trecho 3 Arco horário Z = 40 X = 90 Zcentro=60 Xcentro=90 R=20
Trecho 4 Reta Z = 20 X = 90
Trecho 5 Reta Z = 20 X = 110
Trecho 6 Reta Z = 0 X = 110
Chanfro Selecionar ponto gAh. Pressionar [ENTER] Atribuir-lhe Raio = 10
Arredondar Selecionar ponto gBh. Pressionar [ENTER] Atribuir-lhe Raio = 5
Arredondar Selecionar ponto gCh. Pressionar [ENTER] Atribuir-lhe Raio = 5
Coordenadas (X, Z) X120.0000 Z90.0000
Distância de segurança X0.0000 Z0.0000
Desbaste F1.000 S1000 T 3 Δ 2
Acabamento F0,800 S1000 T 3 δ 0.25
Cabeçote RPM

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·209·
Cic
lo d
e to
rnea
men
to d
e pe
rfil.
Definição da geometria:
Definição do perfil:
Perfil exterior Quadrante de trabalho
Tipo de usinagem
Abcissa e ordenada do ponto inicial Z = 170 X = 0
Trecho 1 Arco anti-horário Zc = 140 Xc = 0 Raio = 30
Trecho 2 Arco anti-horário Raio = 350 Tangente = Sim
Trecho 3 Arco horário Zc = 50 Xc = 190 Raio = 30 Tangente = Sim
O CNC mostra as opções possíveis no trecho 2. Selecionar a adequada
Trecho 4 Reta Z = 20 X = 220 Tangente = Sim
O CNC mostra as opções possíveis de tangência entre os trechos 3-4. Selecionar aadequada
Trecho 5 Reta Z = 0 X = 220
Coordenadas (X, Z) X230.0000 Z180.0000
Distância de segurança X0.0000 Z0.0000
Desbaste F1.000 S1000 T 3 Δ 2
Acabamento F0,800 S1000 T 3 δ 0.25
Cabeçote RPM

·210·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e to
rnea
men
to d
e pe
rfil.
Definição da geometria:
Definição do perfil final desejado:
Definição do perfil da peça em bruto
Perfil exterior Quadrante de trabalho
Tipo de usinagem
Perfil
Abcissa e ordenada do ponto inicial Z = 170 X = 0
Trecho 1 Arco anti-horário Zc = 140 Xc = 0 Raio = 30
Trecho 2 Arco anti-horário Raio = 350 Tangente = Sim
Trecho 3 Arco horário Zc = 50 Xc = 190 Raio = 30 Tangente = Sim
O CNC mostra as opções possíveis no trecho 2. Selecionar a adequada
Trecho 4 Reta Z = 20 X = 220 Tangente = Sim
O CNC mostra as opções possíveis de tangência entre os trechos 3-4. Selecionar aadequada
Trecho 5 Reta Z = 0 X = 220
Novo perfil
Abcissa e ordenada do ponto inicial Z = 180 X = 0
Trecho 6 Reta Z = 180 X = 60
Trecho 7 Reta Z = 90 X = 140
Trecho 8 Reta Z = 30 X = 180
Trecho 9 Reta Z = 30 X = 240
Terminar
Coordenadas (X, Z) X230.0000 Z180.0000
Distância de segurança X0.0000 Z0.0000
Desbaste F1.000 S1000 T 3 Δ 2
Acabamento F0,800 S1000 T 3 δ 0.25
Cabeçote RPM

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·211·
Cic
lo d
e to
rnea
men
to d
e pe
rfil.
Definição da geometria:
Definição do perfil:
Perfil exterior Quadrante de trabalho
Tipo de usinagem
Abcissa e ordenada do ponto inicial Z = 180 X = 0
Trecho 1 Arco anti-horário Zc = 150 Xc = 0 Raio = 30
Trecho 2 Reta Ângulo = 195 Tangente = Sim
O CNC mostra as opções possíveis de tangência entre os trechos 1-2. Selecionar aadequada
Trecho 3 Arco horário Raio = 20 Tangente = Sim
Trecho 4 Reta Ângulo = 160 Tangente = Sim
Trecho 5 Arco horário Z=30 X=80 Zc=45 Xc=80 R=15 Tang=Si
O CNC mostra as opções possíveis de tangência entre os trechos 4-5. Selecionar aadequada
O CNC mostra as opções possíveis no trecho 3. Selecionar a adequada
Trecho 6 Reta Z = 30 X = 100
Trecho 7 Reta Z = 0 X = 100
Coordenadas (X, Z) X110.0000 Z190.0000
Distância de segurança X0.0000 Z0.0000
Desbaste F1.000 S1000 T 3 Δ 2
Acabamento F0,800 S1000 T 3 δ 0.25
Cabeçote RPM

·212·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e to
rnea
men
to d
e pe
rfil.
Definição da geometria:
Definição do perfil:
Perfil exterior Quadrante de trabalho
Tipo de usinagem
Abcissa e ordenada do ponto inicial Z = 128 X = 0
Trecho 1 Arco anti-horário Zc = 107 Xc = 0 Raio = 21
Trecho 2 Arco horário Raio = 10 Tangente = Sim
Trecho 3 Arco anti-horário Zc=83 Xc=14 R=15 Tang=Si
O CNC mostra as opções possíveis no trecho 2. Selecionar a adequada
Trecho 4 Arco horário Raio = 10 Tangente = Sim
Trecho 5 Reta X = 40 Ângulo = 180 Tang = Si
O CNC mostra as opções possíveis no trecho 4. Selecionar a adequada
Trecho 6 Arco horário Z = 54 X = 56 Zc = 62 Xc = 56 R = 8 Tang = Si
Trecho 7 Reta Z = 54 Ângulo = 90 Tang = Si
Trecho 8 Reta Z = 34 X = 78 Ângulo = 160
Trecho 9 Reta Z = 0 X = 78
Coordenadas (X, Z) X85.0000 Z135.0000
Distância de segurança X0.0000 Z0.0000
Desbaste F1.000 S1000 T 3 Δ 2
Acabamento F0,800 S1000 T 3 δ 0.25
Cabeçote RPM

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·213·
Cic
lo d
o pe
rfil
no p
lano
ZC
.
3.30 Ciclo do perfil no plano ZC.
Perfil ZC. Disponível quando existe eixo C
Definição do perfil
Para definir o "Programa do perfil" posicione-se sobre a janela "Programa peça do perfil"ou "P".
Após selecionar esta janela é possível:
Teclar diretamente o número de "Programa do perfil".
Se o "Programa do perfil" é conhecido, teclar o número de programa e pressionar a tecla[ENTER].
Acessar ao diretório de "Programas do perfil" para selecionar um deles.
Editar um novo "Programa do perfil".
Para editar um novo "Programa", teclar o número de programa (entre 0 e 999) e pressionara tecla [RECALL].
O CNC mostrará a janela que corresponde ao editor de perfis. Depois de editado o perfil,o CNC solicita o comentário que se deseja associar ao "Programa do perfil" que se editou.Introduzir o comentário desejado e pressionar a tecla [ENTER].
Se não se deseja comentário pulsar a tecla [ESC].
Modificar um "Programa do perfil" já existente.
Para modificar um "Programa" teclar o número de programa e pressionar a tecla [RECALL].O CNC mostrará na janela do editor de perfis o perfil que atualmente está definido. A partirdesta janela é possível realizar as seguintes operações:
• Acrescentar novos elementos ao final do perfil atual.
• Modificar qualquer elemento.
• Modificar ou incluir chanfrados, arredondamentos, etc.
• Apagar elementos do perfil.
O ciclo fixo mostrará uma janela com os programas de perfil, relativos ao nívelselecionado, que já estão definidos.
Para se deslocar dentro desta janela, posicionar o cursor sobre o programadesejado e pressionar a tecla [ENTER]
Para sair desta janela, sem selecionar nenhum programa

·214·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
o pe
rfil
no p
lano
ZC
.
Definição da geometria. Perfil ZC
Raio (R):
Profundidade total (P):
A profundidade total do perfil é programada com valor positivo em raios (perfil ZC).
Distância de segurança:
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial.
Para modificar um destes valores, situar-se sobre o dado correspondente, teclar o valordesejado e pressionar a tecla.
Parâmetros de usinagem
Avanço de aprofundamento (Fp) e de usinagem (F):
Velocidade de rotação da ferramenta motorizada:
Passo máximo de usinagem (Δ):
Fresagem com ou sem compensação do raio da ferramenta:
Se for selecionado compensação à esquerdas ou à direitas, aparecem dois novosparâmetros a programar:
Sobremetal de acabamento (δ):
R Indica o raio exterior da peça.
Fp Avanço de aprofundamento.
F Avanço de usinagem.
Dados da ferramenta motorizada não programados.
Dados da ferramenta motorizada programados.
Sn Velocidade de rotação da ferramenta motorizada.
Δ Passo máximo de desbaste.
Sem compensação
Com compensação de raio de ferramenta à esquerda.
Com compensação de raio de ferramenta à direita.
δl Sobremetal de acabamento na lateral.
N Número de passes de aprofundamento.
δ Sobremetal de acabamento em profundidade.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·215·
Cic
lo d
o pe
rfil
no p
lano
ZC
.
3.30.1 Funcionamento básico. Perfil ZC
Os passos de usinagem destes ciclos são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 A ferramenta se aproxima em avanço rápido ao ponto inicial (X, Z), mantendo conformeos eixos X e Z a distância de segurança selecionada.
3 Orientação do eixo-árvore até à posição C indicada.
4 Operação de desbaste, mediante sucessivas passadas de torneamento, até umadistância do pefil igual ao excesso do acabamento.
Esta operação de desbaste se executa nas seguintes condições:
Se Δ é positivo, o CNC calcula o passo real para que todos os passes de faceamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
5 Operação de acabamento.
O acabamento da peça se realiza com as condições de usinagem fixadas para oacabamento; avanço dos eixos (F), velocidade da ferramenta motorizada (St).
6 Depois de finalizada a operação ou ciclo, a ferramenta voltará à posição que ocupavaquando se efetuou a chamada ao ciclo; isto é, o ponto onde se pressionou

·216·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e bo
lsão
ret
angu
lar
ZC
/YZ
.
3.31 Ciclo de bolsão retangular ZC/YZ.
Definição da geometria
Seleção do plano ZC ou YZ:
Seleção do ponto inicial:
Cotas do ponto inicial (ZC o YZ):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Dimensões do bolsão (L, H):
Posição de bolsão e eixo-árvore (α, W):
Bolsão retangular ZC Bolsão retangular YZ
Seleção do plano ZC.
Seleciona o plano YZ.
Ponto inicial na esquina.
Ponto inicial no centro.
Z, C Cotas do ponto inicial.
Y, Z Cotas do ponto inicial.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
L Comprimento do bolsão em Z.
H Comprimento do bolsão em Y.
α Ângulo de bolsão respeito ao eixo Z.
W Posição angular do eixo-árvore.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·217·
Cic
lo d
e bo
lsão
ret
angu
lar
ZC
/YZ
.
Seleção do tipo de vértice.
Raio do cilindro (R) / Cota X do plano (X):
Profundidade total (P):
A profundidade total do bolsão retangular.
Distância de segurança (Dx):
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial.
Para modificar um destes valores, situar-se sobre o dado correspondente, teclar o valordesejado e pressionar a tecla.
Parâmetros de usinagem
Avanço de aprofundamento (Fp) e de usinagem (F):
Velocidade de rotação da ferramenta motorizada:
Parâmetros do desbaste (I, β, Δ):
Parâmetros de acabamento (θ, δ, δx):
Vértice normal
r Vértice com arredondamento. Definir o raio de arredondamento (r).
c Vértice com chanfro. Definir a distância desde a esquina teórica até o ponto noque se quer realizar o chanfro (c).
R Raio exterior da peça.
X Cota X do plano.
Fp Avanço de aprofundamento.
F Avanço de usinagem.
Dados da ferramenta motorizada não programados.
Dados da ferramenta motorizada programados.
S Velocidade de rotação da ferramenta motorizada.
I Passo máximo de aprofundamento.
β Ângulo de aprofundamento lateral.
Δ Passo máximo de desbaste.
θ Ângulo de aprofundamento lateral.
δ Sobremetal de acabamento na lateral.
δx: Sobremetal de acabamento em profundidade.

·218·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e bo
lsão
circ
ular
ZC
/ Y
Z.
3.32 Ciclo de bolsão circular ZC / YZ.
Definição da geometria
Seleção do plano ZC ou YZ:
Cotas do centro:
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Dimensões do bolsão (Rc):
Posição do eixo-árvore (W):
Raio do cilindro (R) / Cota X do plano (X):
Profundidade total (P):
A profundidade total do bolsão circular.
Bolsão circular ZC Bolsão circular YZ
Seleção do plano ZC.
Seleciona o plano YZ.
Bolsão circular ZC:
Zc Cota do centro no eixo Z.
Cc Cota do centro no eixo C.
Bolsão circular YZ:
Zc Cota do centro no eixo Z.
Yc Cota do centro no eixo Y.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
Rc Raio do bolsão.
W Posição angular do eixo-árvore.
R Raio exterior da peça.
X Cota X do plano.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·219·
Cic
lo d
e bo
lsão
circ
ular
ZC
/ Y
Z.
Distância de segurança (Dx):
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial.
Para modificar um destes valores, situar-se sobre o dado correspondente, teclar o valordesejado e pressionar a tecla.
Parâmetros de usinagem
Avanço de aprofundamento (Fp) e de usinagem (F):
Velocidade de rotação da ferramenta motorizada:
Parâmetros do desbaste (I, β, Δ):
Parâmetros de acabamento (θ, δ, δx):
Fp Avanço de aprofundamento.
F Avanço de usinagem.
Dados da ferramenta motorizada não programados.
Dados da ferramenta motorizada programados.
S Velocidade de rotação da ferramenta motorizada.
I Passo máximo de aprofundamento.
β Ângulo de aprofundamento lateral.
Δ Passo máximo de desbaste.
θ Ângulo de aprofundamento lateral.
δ Sobremetal de acabamento na lateral.
δx: Sobremetal de acabamento em profundidade.

·220·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e bo
lsão
per
fil 2
D Z
C/Y
Z.
3.33 Ciclo de bolsão perfil 2D ZC/YZ.
Definição do perfil
Para definir o "Programa do perfil" posicione-se sobre a janela "Programa peça do perfil"ou "P".
Após selecionar esta janela é possível:
Teclar diretamente o número de "Programa do perfil".
Se o "Programa do perfil" é conhecido, teclar o número de programa e pressionar a tecla[ENTER].
Acessar ao diretório de "Programas do perfil" para selecionar um deles.
Editar um novo "Programa do perfil".
Para editar um novo "Programa", teclar o número de programa (entre 0 e 999) e pressionara tecla [RECALL].
O CNC mostrará a janela que corresponde ao editor de perfis. Depois de editado o perfil,o CNC solicita o comentário que se deseja associar ao "Programa do perfil" que se editou.Introduzir o comentário desejado e pressionar a tecla [ENTER].
Se não se deseja comentário pulsar a tecla [ESC].
Modificar um "Programa do perfil" já existente.
Para modificar um "Programa" teclar o número de programa e pressionar a tecla [RECALL].O CNC mostrará na janela do editor de perfis o perfil que atualmente está definido. A partirdesta janela é possível realizar as seguintes operações:
• Acrescentar novos elementos ao final do perfil atual.
• Modificar qualquer elemento.
• Modificar ou incluir chanfrados, arredondamentos, etc.
• Apagar elementos do perfil.
Seleção do plano ZC ou YZ:
Bolsão com Perfil 2D ZC Bolsão com Perfil 2D YZ
O ciclo fixo mostrará uma janela com os programas de perfil, relativos ao nívelselecionado, que já estão definidos.
Para se deslocar dentro desta janela, posicionar o cursor sobre o programadesejado e pressionar a tecla [ENTER]
Para sair desta janela, sem selecionar nenhum programa
Seleção do plano ZC.
Seleciona o plano YZ.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·221·
Cic
lo d
e bo
lsão
per
fil 2
D Z
C/Y
Z.
Raio do cilindro (R) / Cota X do plano (X):
Profundidade total (P):
A profundidade total do bolsão.
Distância de segurança (Dx):
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial.
Para modificar um destes valores, situar-se sobre o dado correspondente, teclar o valordesejado e pressionar a tecla.
Posição do eixo-árvore (W):
Parâmetros de usinagem
Avanço de aprofundamento (Fp) e de usinagem (F):
Velocidade de rotação da ferramenta motorizada:
Parâmetros do desbaste (I, β, Δ):
Parâmetros de acabamento (θ, δ, δx):
R Raio exterior da peça.
X Cota X do plano.
W Posição angular do eixo-árvore.
Fp Avanço de aprofundamento.
F Avanço de usinagem.
Dados da ferramenta motorizada não programados.
Dados da ferramenta motorizada programados.
S Velocidade de rotação da ferramenta motorizada.
I Passo máximo de aprofundamento.
β Ângulo de aprofundamento lateral.
Δ Passo máximo de desbaste.
θ Ângulo de aprofundamento lateral.
δ Sobremetal de acabamento na lateral.
δx: Sobremetal de acabamento em profundidade.

·222·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
o pe
rfil
no p
lano
XC
.
3.34 Ciclo do perfil no plano XC.
Perfil XC. Disponível quando existe eixo C
Definição do perfil
Para definir o "Programa do perfil" posicione-se sobre a janela "Programa peça do perfil"ou "P".
Após selecionar esta janela é possível:
Teclar diretamente o número de "Programa do perfil".
Se o "Programa do Perfil" é conhecido, teclar o número de programa e pressionar a tecla[ENTER].
Acessar ao diretório de "Programas do perfil" para selecionar um deles.
Editar um novo "Programa do perfil".
Para editar um novo "Programa", teclar o número de programa (entre 0 e 999) e pressionara tecla [RECALL].
O CNC mostrará a janela que corresponde ao editor de perfis. Depois de editado o perfil,o CNC solicita o comentário que se deseja associar ao "Programa do perfil" que se editou.Introduzir o comentário desejado e pressionar a tecla [ENTER].
Se não se deseja comentário pulsar a tecla [ESC].
Modificar um "Programa do perfil" já existente.
Para modificar um "Programa" teclar o número de programa e pressionar a tecla [RECALL].O CNC mostrará na janela do editor de perfis o perfil que atualmente está definido. A partirdesta janela é possível realizar as seguintes operações:
• Acrescentar novos elementos ao final do perfil atual.
• Modificar qualquer elemento.
• Modificar ou incluir chanfrados, arredondamentos, etc.
• Apagar elementos do perfil.
O ciclo fixo mostrará uma janela com os programas de perfil, relativos ao nívelselecionado, que já estão definidos.
Para se deslocar dentro desta janela, posicionar o cursor sobre o programadesejado e pressionar a tecla [ENTER]
Para sair desta janela, sem selecionar nenhum programa

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·223·
Cic
lo d
o pe
rfil
no p
lano
XC
.
Cota no eixo Z do ponto inicial ( Z )
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Profundidade total (P)
A profundidade total do perfil é programada com valor positivo em raios (perfil XC).
Distância de segurança
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial. Para modificar um destes valores, situar-se sobre o dado correspondente,teclar o valor desejado e pressionar a tecla.
Parâmetros de usinagem
Avanço de aprofundamento (Fp) e de usinagem:
Velocidade de rotação da ferramenta motorizada:
Passo máximo de usinagem (Δ):
Fresagem com ou sem compensação do raio da ferramenta:
Se for selecionado compensação à esquerdas ou à direitas, aparecem dois novosparâmetros a programar:
Sobremetal de acabamento (δ):
Z Cotas do ponto inicial.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
Fp Avanço de aprofundamento.
F Avanço de usinagem.
Dados da ferramenta motorizada não programados.
Dados da ferramenta motorizada programados.
Sn Velocidade de rotação da ferramenta motorizada.
Δ Passo máximo de desbaste.
Sem compensação
Com compensação de raio de ferramenta à esquerda.
Com compensação de raio de ferramenta à direita.
δl Sobremetal de acabamento na lateral.
N Número de passes de aprofundamento.
δ Sobremetal de acabamento em profundidade.

·224·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
o pe
rfil
no p
lano
XC
.
3.34.1 Funcionamento básico. Perfis XC
Os passos de usinagem destes ciclos são os seguintes:
1 Se a operação de desbaste se programou com outra ferramenta, o CNC efetuará umatroca de ferramenta, deslocando-se ao ponto de troca, se assim a máquina o requer.
2 A ferramenta se aproxima em avanço rápido ao ponto inicial (X, Z), mantendo conformeos eixos X e Z a distância de segurança selecionada.
3 Orientação do eixo-árvore até à posição C indicada.
4 Operação de desbaste, mediante sucessivas passadas de torneamento, até umadistância do pefil igual ao excesso do acabamento.
Esta operação de desbaste se executa nas seguintes condições:
Se Δ é positivo, o CNC calcula o passo real para que todos os passes de faceamentosejam iguais. Este passo será igual ou menor ao definido Δ.
Se Δ é negativo, se executam os passes com o valor programado, exceto o último noqual é usinado o material que falta.
5 Operação de acabamento.
O acabamento da peça se realiza com as condições de usinagem fixadas para oacabamento; avanço dos eixos (F), velocidade da ferramenta motorizada (St).
6 Depois de finalizada a operação ou ciclo, a ferramenta voltará à posição que ocupavaquando se efetuou a chamada ao ciclo; isto é, o ponto onde se pressionou

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·225·
Cic
lo d
e bo
lsão
ret
angu
lar
XC
/XY
.
3.35 Ciclo de bolsão retangular XC/XY.
Definição da geometria
Seleção do plano XC ou XY:
Seleção do ponto inicial:
Cotas do ponto inicial (XC o XY):
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Dimensões do bolsão (L, H):
Posição de bolsão e eixo-árvore (α, W):
Bolsão retangular XC Bolsão retangular XY
Seleção do plano XC.
Seleção do plano XY.
Ponto inicial na esquina.
Ponto inicial no centro.
X, C Cotas do ponto inicial.
X, Y Cotas do ponto inicial.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
L Comprimento do bolsão em X.
H Comprimento do bolsão em Y.
α Ângulo do bolsão com respeito ao eixo X.
W Posição angular do eixo-árvore.

·226·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e bo
lsão
ret
angu
lar
XC
/XY
.
Seleção do tipo de vértice.
Cota Z do plano (Z):
Profundidade total (P):
A profundidade total do bolsão retangular.
Distância de segurança (Dz):
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial.
Para modificar um destes valores, situar-se sobre o dado correspondente, teclar o valordesejado e pressionar a tecla.
Parâmetros de usinagem
Avanço de aprofundamento (Fp) e de usinagem (F):
Velocidade de rotação da ferramenta motorizada:
Parâmetros do desbaste (I, β, Δ):
Parâmetros de acabamento (θ, δ, δx):
Vértice normal
r Vértice com arredondamento. Definir o raio de arredondamento (r).
c Vértice com chanfro. Definir a distância desde a esquina teórica até o ponto noque se quer realizar o chanfro (c).
Z Cota Z do plano.
Fp Avanço de aprofundamento.
F Avanço de usinagem.
Dados da ferramenta motorizada não programados.
Dados da ferramenta motorizada programados.
S Velocidade de rotação da ferramenta motorizada.
I Passo máximo de aprofundamento.
β Ângulo de aprofundamento lateral.
Δ Passo máximo de desbaste.
θ Ângulo de aprofundamento lateral.
δ Sobremetal de acabamento na lateral.
δz Sobremetal de acabamento em profundidade.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·227·
Cic
lo d
e bo
lsão
circ
ular
XC
/XY
.
3.36 Ciclo de bolsão circular XC/XY.
Definição da geometria
Seleção do plano XC ou XY:
Cotas do centro:
Podem ser representadas de duas formas:
• Introduzir o valor manualmente.
• Atribuir a posição atual da máquina.
Dimensões do bolsão (Rc):
Posição do eixo-árvore (W):
Cota Z do plano (Z):
Profundidade total (P):
A profundidade total do bolsão circular.
Distância de segurança (Dz):
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial.
Bolsão circular XC Bolsão circular XY
Seleção do plano XC.
Seleção do plano XY.
Bolsão circular XC:
Xc Cota do centro no eixo X.
Cc Cota do centro no eixo C.
Bolsão circular XY:
Xc Cota do centro no eixo X.
Yc Cota do centro no eixo Y.
Ativar o modo Teach-in. Na janela da parte inferior da tela se mostraa posição da ferramenta.
Deslocar o eixo, mediante o volante ou as teclas de JOG, até ao pontodesejado. Teclar [RECALL] para adotar o valor apresentado na tela.
Rc Raio do bolsão.
W Posição angular do eixo-árvore.
Z Cota Z do plano.

·228·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e bo
lsão
circ
ular
XC
/XY
.
Para modificar um destes valores, situar-se sobre o dado correspondente, teclar o valordesejado e pressionar a tecla.
Parâmetros de usinagem
Avanço de aprofundamento (Fp) e de usinagem (F):
Velocidade de rotação da ferramenta motorizada:
Parâmetros do desbaste (I, β, Δ):
Parâmetros de acabamento (θ, δ, δx):
Fp Avanço de aprofundamento.
F Avanço de usinagem.
Dados da ferramenta motorizada não programados.
Dados da ferramenta motorizada programados.
S Velocidade de rotação da ferramenta motorizada.
I Passo máximo de aprofundamento.
β Ângulo de aprofundamento lateral.
Δ Passo máximo de desbaste.
θ Ângulo de aprofundamento lateral.
δ Sobremetal de acabamento na lateral.
δz Sobremetal de acabamento em profundidade.

Ciclos fixos (modelo ·T·)
CNC 8065
CIC
LO
S F
IXO
S D
O E
DIT
OR
3.
(REF: 1305)
·229·
Cic
lo d
e bo
lsão
per
fil 2
D X
C/X
Y.
3.37 Ciclo de bolsão perfil 2D XC/XY.
Definição do perfil
Para definir o "Programa do perfil" posicione-se sobre a janela "Programa peça do perfil"ou "P".
Após selecionar esta janela é possível:
Teclar diretamente o número de "Programa do perfil".
Se o "Programa do perfil" é conhecido, teclar o número de programa e pressionar a tecla[ENTER].
Acessar ao diretório de "Programas do perfil" para selecionar um deles.
Editar um novo "Programa do perfil".
Para editar um novo "Programa", teclar o número de programa (entre 0 e 999) e pressionara tecla [RECALL].
O CNC mostrará a janela que corresponde ao editor de perfis. Depois de editado o perfil,o CNC solicita o comentário que se deseja associar ao "Programa do perfil" que se editou.Introduzir o comentário desejado e pressionar a tecla [ENTER].
Se não se deseja comentário pulsar a tecla [ESC].
Modificar um "Programa do perfil" já existente.
Para modificar um "Programa" teclar o número de programa e pressionar a tecla [RECALL].O CNC mostrará na janela do editor de perfis o perfil que atualmente está definido. A partirdesta janela é possível realizar as seguintes operações:
• Acrescentar novos elementos ao final do perfil atual.
• Modificar qualquer elemento.
• Modificar ou incluir chanfrados, arredondamentos, etc.
• Apagar elementos do perfil.
Seleção do plano XC ou XY:
Bolsão com Perfil 2D XC Bolsão com Perfil 2D XY
O ciclo fixo mostrará uma janela com os programas de perfil, relativos ao nívelselecionado, que já estão definidos.
Para se deslocar dentro desta janela, posicionar o cursor sobre o programadesejado e pressionar a tecla [ENTER]
Para sair desta janela, sem selecionar nenhum programa
Seleção do plano XC.
Seleção do plano XY.

·230·
Ciclos fixos (modelo ·T·)
CNC 8065
3.
CIC
LO
S F
IXO
S D
O E
DIT
OR
(REF: 1305)
Cic
lo d
e bo
lsão
per
fil 2
D X
C/X
Y.
Cota Z do plano (Z):
Profundidade total (P):
A profundidade total do bolsão.
Distância de segurança (Dz):
Com o objetivo de evitar choques com a peça, o CNC permite fixar um ponto de aproximaçãoà peça. A distância de segurança indica a posição do ponto de aproximação respeito aoponto inicial.
Para modificar um destes valores, situar-se sobre o dado correspondente, teclar o valordesejado e pressionar a tecla.
Posição do eixo-árvore (W):
Parâmetros de usinagem
Avanço de aprofundamento (Fp) e de usinagem (F):
Velocidade de rotação da ferramenta motorizada:
Parâmetros do desbaste (I, β, Δ):
Parâmetros de acabamento (θ, δ, δx):
Z Cota Z do plano.
W Posição angular do eixo-árvore.
Fp Avanço de aprofundamento.
F Avanço de usinagem.
Dados da ferramenta motorizada não programados.
Dados da ferramenta motorizada programados.
S Velocidade de rotação da ferramenta motorizada.
I Passo máximo de aprofundamento.
β Ângulo de aprofundamento lateral.
Δ Passo máximo de desbaste.
θ Ângulo de aprofundamento lateral.
δ Sobremetal de acabamento na lateral.
δz Sobremetal de acabamento em profundidade.

CNC 8065
(REF: 1305)
4
·231·
DISTRIBUIÇÃO DINÂMICA DA USINAGEM ENTRE CANAIS.
Esta apresentação permite otimizar a usinagem dos ciclos fixos, minimizando o tempo deexecução, para distribuir a usinagem de um ciclo fixo entre vários canais. O ciclo fixo seprograma em um único canal (canal mestre) e o CNC se encarrega de distribuir ousincronizar os passes entre os outros canais (canais escravos), de uma das seguintesmaneiras.
O CNC só aplica esta opção ao desbaste dos seguintes ciclos fixos, tanto ISO como doeditor; não se aplica ao restante dos ciclos fixos nem às trajetórias individuais.
• Ciclos fixos de torneamento e faceamento de trechos retos e curvos.
• Ciclos fixos de ranhuramento e corte (sangramento).
• Ciclos fixos de usinagem de perfil (exceto perfil XC e ZC).
• Ciclos fixos de desbaste para-axial.
Considerações.
Na hora de distribuir a usinagem de um ciclo fixo entre diferentes canais, deve-se consideraro seguinte.
• Só um canal executa o ciclo fixo (canal mestre) e o CNC se encarrega de distribuir ospasses entre os outros canais envolvidos (canais escravos). Num torno TT, o canal queexecuta o ciclo será o canal que controla o cabeçote.
Esta apresentação só pode ser utilizada em máquinas cuja configuração o permita, por exemplo tornosTT. A máquina deve ter pelo menos dois canais e duas torres. Se esta configuração for utilizada commais canais, cada um deles deve ter acesso a uma torre diferente.
Distribuição de passes entre canais.
O ciclo fixo se executa em um canal e o CNC distribuios passes de usinagem entre os canais envolvidos. OCNC sincroniza os canais, de modo que quando umcomeça um passe, outro canal começa o próximopasse, executando-se assim a usinagem na metade dotempo.
Passes iguais sincronizados.
O canal que executa o ciclo controla todos osdeslocamentos. O CNC s incroniza os e ixosnecessários dos outros canais com o canal queexecuta o ciclo, de modo que todos os canais realizamo mesmo passe, mas com uma defasagem angular nocabeçote. Isto permite aumentar o avanço, pois o CNCrepar te a seção que se deve usinar entre asferramentas.
Por exemplo, com duas ferramentas defasadas em180º no cabeçote, o avanço poderia ser o dobro, poiscada ferramenta usina a metade da seção.
CH·1
CH·2
1
432
4
123
CH·1
1
432
4
123
CH·2

·232·
Ciclos fixos (modelo ·T·)
CNC 8065
4.
DIS
TR
IBU
IÇÃ
O D
INÂ
MIC
A D
A U
SIN
AG
EM
EN
TR
E C
AN
AIS
.
(REF: 1305)
• O CNC pode aplicar a distribuição da usinagem a vários canais escravos ao mesmotempo, sempre que cada canal tenha acesso a uma torre diferente. Os canais escravosque serão utilizados se definem na sentença de chamada.
• O canal mestre e os escravos que compartilham a usinagem devem formar parte domesmo grupo de canais.
• Todos os canais envolvidos devem ter ativadas as mesmas unidades (raios/ diâmetros)e a mesma pré-seleção ou traslado de origem.
Comportamento dos canais que formam um grupo.
Comportamento geral de um grupo de canais.
• Todos os canais estão no mesmo modo de trabalho, manual ou automático.
• Se for produzido um erro em qualquer dos canais do grupo, se detém a execução emtodos eles.
• Um reset em qualquer dos canais do grupo afeta a todos eles.
Comportamento específico com a distribuição da usinagem ativa.
• A interrupção e a retomada da execução em qualquer dos canais do grupo afeta todoseles.
• A execução bloco por bloco afeta todos os canais do grupo.
Seleção da ferramenta em ambos os canais.
No canal mestre, a ferramenta é selecionada no bloco de definição do ciclo fixo ou num blocoanterior. Para selecionar a ferramenta no canal escravo, o CNC adota o seguinte critério.
• Há uma ferramenta ativa no canal escravo.
O CNC utiliza a ferramenta ativa se é da mesma família da que foi programada no ciclo;se não é da mesma família, o CNC seleciona no mesmo magazine a primeira ferramentada mesma família. Se no magazine não há nenhuma ferramenta da mesma família, oCNC utiliza a ferramenta ativa.
• Não há nenhuma ferramenta ativa no canal escravo.
O CNC procura no magazine a primeira ferramenta da mesma família da que foiprogramada no ciclo. O CNC seleciona o magazine em função do canal escravo; parao canal ·1·, o CNC procura a ferramenta no magazine ·1·; para o canal ·2·, no magazine·2· e assim sucessivamente.
Os dados das ferramentas dos eixos escravos devem ser compatíveis com os da ferramentado canal mestre, pois o CNC calcula todas as trajetórias do ciclo para esta última. O CNCconsidera que a ferramenta é compatível se é da mesma família.
É de responsabilidade do usuário definir corretamente as ferramentas na tabela e verificarque as ferramentas da mesma família têm o mesmo fator de forma. O restante dos dadosdepende da usinagem a executar, por isso o usuário deverá comprovar que os ângulos deferramentas de corte, o ângulo de corte, a largura do fio e a longitude de corte sejamcompatíveis com a ferramenta programada.
Variáveis associadas à distribuição dinâmica da usinagem.
O fabricante deve incluir na manobra do PLC que a interrupção, retomada e execução bloco por blocoafete a todos os canais envolvidos.
(V.)A.ACCUDIST.xn A opção de divisão de passadas entre canais utiliza esta variável.Isto significa que não se deve utilizar esta variável no eixo-árvoremestre se foi programado o retardo com “N”, ou nos eixos do planose foi programado o retardo com “D”.

Ciclos fixos (modelo ·T·)
CNC 8065
DIS
TR
IBU
IÇÃ
O D
INÂ
MIC
A D
A U
SIN
AG
EM
EN
TR
E C
AN
AIS
.
4.
(REF: 1305)
·233·
Ativ
ar e
anu
lar
a di
strib
uiçã
o di
nâm
ica
da u
sina
gem
.
4.1 Ativar e anular a distribuição dinâmica da usinagem.
Ativar a distribuição dinâmica da usinagem.
A sentença #DINDIST ativa a distribuição dinâmica da usinagem num ou em vários canais,até três.
Formato de programação.
O formato de programação é o seguinte: Entre colchetes angulares se indicam osparâmetros opcionais. Os dois parâmetros D e N são opcionais, porém só é permitidoprogramar um deles.
#DINDIST ON [{tipo},{canais}<,N{voltas}><,D{distância}>]
Tipo de usinagem.
Este parâmetro indica o tipo de distribuição da usinagem.
Parâmetro. Significado.
{tipo} Tipo de usinagem. Valores possíveis; 0/1. Com valor ·0·, distribuição de passes entre canais. Com valor·1·, passes iguais sincronizadas.
{canais} Lista de canais, separados por vírgulas, entre os que deve ser distribuída a usinagem(entre 1 e 3 canais).
{voltas} Opcional; por defeito N1. Mínima quantidade de rotações do cabeçote como retardoentre dois passes consecutivos (só para o tipo ·0·).
{distância} Opcional. Distância de retardo entre duas passadas consecutivas (só para o tipo ·0·).
#DINDIST ON [0,2,3,4,N25]#DINDIST ON [0,2,3,4,D5]#DINDIST ON [0,2,N30]#DINDIST ON [1,2]
Tipo Significado.
0 Distribuição de passes entre canais.
1 Passes iguais sincronizados.
CH·1
CH·2
1
432
4
123
CH·1
1
432
4
123
CH·2

·234·
Ciclos fixos (modelo ·T·)
CNC 8065
4.
DIS
TR
IBU
IÇÃ
O D
INÂ
MIC
A D
A U
SIN
AG
EM
EN
TR
E C
AN
AIS
.
(REF: 1305)
Ativ
ar e
anu
lar
a di
strib
uiçã
o di
nâm
ica
da u
sina
gem
.
Anular a distribuição dinâmica da usinagem.
A sentença #DINDIST desativa a distribuição dinâmica da usinagem em todos os canais.
Formato de programação.
O formato de programação é o seguinte:
#DINDIST OFF
#DINDIST OFF

Ciclos fixos (modelo ·T·)
CNC 8065
DIS
TR
IBU
IÇÃ
O D
INÂ
MIC
A D
A U
SIN
AG
EM
EN
TR
E C
AN
AIS
.
4.
(REF: 1305)
·235·
Ativ
ar e
anu
lar
a di
strib
uiçã
o di
nâm
ica
da u
sina
gem
.
4.1.1 Distribuição de passes entre canais.
Neste tipo de usinagem, o canal mestre executa o ciclo fixo e o CNC distribui os passes entreos outros canais. O CNC só distribui os passes da operação de desbaste; o passe deacabamento se executa no canal mestre. Após finalizar a operação de desbaste, os canaisescravos recuperam a situação anterior à execução do ciclo.
A execução do ciclo começa no canal mestre. Em seguida, o CNC vai arrancandosucessivamente os canais escravos envolvidos, aqueles programados na sentença#DINDIST, segundo a ordem em que foram programados. Se algum canal está ocupado,o CNC espera que fique disponível. Entre duas passadas sucessivas, o CNC aguarda queo eixo-árvore tenha dado o número de voltas (parâmetro N) ou o eixo mestre tenhapercorrido a distância (parâmetro D) indicada na sentença #DINDIST.
#DINDIST ON [0,2,N60]G84 X20 Z-20 Q60 R-40 C5 F0.5 I20 K0#DINDIST OFF
G84
CH 2
1
432
4
123
60

·236·
Ciclos fixos (modelo ·T·)
CNC 8065
4.
DIS
TR
IBU
IÇÃ
O D
INÂ
MIC
A D
A U
SIN
AG
EM
EN
TR
E C
AN
AIS
.
(REF: 1305)
Ativ
ar e
anu
lar
a di
strib
uiçã
o di
nâm
ica
da u
sina
gem
.
4.1.2 Passes iguais sincronizados.
Neste tipo de usinagem, o canal mestre executa o ciclo fixo e o CNC sincroniza os eixosdo plano dos canais escravos com os eixos do plano do canal mestre, de tal maneira quetodos os canais executam o mesmo passe. O CNC só sincroniza os passes da operaçãode desbaste; o passe de acabamento se executa no canal mestre. Após finalizar a operaçãode desbaste, o CNC libera os eixos dos canais escravos (sentença #TFOLLOW).
Quando começa a execução do ciclo, o CNC utiliza a sentença #TFOLLOW para acoplaros eixos do plano dos canais escravos, aqueles programados na sentença #DINDIST, parao canal mestre. O CNC acopla os eixos mediante uma sincronização na velocidade e relaçãode transmissão de 1. Se os eixos não se encontram disponíveis, o CNC aguardará queestejam para iniciar a usinagem.
Antes de executar a usinagem, o CNC desloca os eixos do plano dos canais escravos àmesma posição dos eixos do plano do canal mestre. A partir desse momento, osdeslocamentos do canal mestre serão repetidos de forma sincronizada pelos canaisescravos.
As instruções que não são de movimento, e que devem ser executadas nos canais escravos,o CNC executará através da sentença #EXBLK. Se os canais escravos não podem executá-las nesse momento, o CNC esperará até que seja possível sua execução.
#DINDIST ON [1,2]G84 X20 Z-20 Q60 R-40 C5 F0.5 I20 K0#DINDIST OFF
G84
1
432
4
123
CH 2

CNC 8065
(REF: 1305)
5
·237·
ROSCAS NORMALIZADAS
Se permite, em todos os níveis exceto no rosqueamento frontal, introduzir o diâmetro paraque o CNC calcule o passo e a profundidade correspondentes.
Um novo campo (janela) permite selecionar o tipo de rosca normalizada. Se a opção for P.H(rosca de passo livre), o próprio usuário seleciona diretamente o passo e a profundidadeda rosca. As roscas normalizadas são roscas cilíndricas de uma entrada.
É possível selecionar uma rosca cônica e selecionar também uma rosca normalizada, nestecaso deverá ser calculado o passo e a profundidade que corresponderia à roscanormalizada cilíndrica e se utilizará nessa rosca cônica.
Os tipos de rosca disponíveis são:
M (S.I.) Rosca métrica de passo normal (Sistema Internacional).
M (S.I.F.) Rosca métrica de passo fino (Sistema Internacional).
B.S.W. (W) Rosca Whitworth de passo normal.
B.S.F. Rosca Whitworth de passo fino.
U.N.C. Rosca americana unificada de passo normal.
U.N.F. Rosca americana unificada de passo fino.
B.S.P. Rosca Whitworth gás.

·238·
Ciclos fixos (modelo ·T·)
CNC 8065
5.
RO
SC
AS
NO
RM
AL
IZA
DA
S
(REF: 1305)
Ros
ca m
étric
a de
pas
so n
orm
al —
M (
S.I.
)
5.1 Rosca métrica de passo normal — M (S.I.)
Diâmetro Passo Profundidade (mm)
(mm) (Polegadas) (mm) (Polegadas) Interiores Exteriores
0,3000 0,0118 0,0750 0,0030 0,0406 0,0460
0,4000 0,0157 0,1000 0,0039 0,0541 0,0613
0,5000 0,0197 0,1250 0,0049 0,0677 0,0767
0,6000 0,0236 0,1500 0,0059 0,0812 0,0920
0,8000 0,0315 0,2000 0,0079 0,1083 0,1227
1,0000 0,0394 0,2500 0,0098 0,1353 0,1534
1,2000 0,0472 0,2500 0,0098 0,1353 0,1534
1,4000 0,0551 0,3000 0,0118 0,1624 0,1840
1,6000 0,0630 0,3500 0,0138 0,1895 0,2147
1,7000 0,0669 0,3500 0,0138 0,1895 0,2147
1,8000 0,0709 0,3500 0,0138 0,1895 0,2147
2,0000 0,0787 0,4000 0,0157 0,2165 0,2454
2,2000 0,0866 0,4500 0,0177 0,2436 0,2760
2,3000 0,0906 0,4000 0,0157 0,2165 0,2454
2,5000 0,0984 0,4500 0,0177 0,2436 0,2760
2,6000 0,1024 0,4500 0,0177 0,2436 0,2760
3,0000 0,1181 0,5000 0,0197 0,2707 0,3067
3,5000 0,1378 0,6000 0,0236 0,3248 0,3680
4,0000 0,1575 0,7000 0,0276 0,3789 0,4294
4,5000 0,1772 0,7500 0,0295 0,4060 0,4601
5,0000 0,1969 0,8000 0,0315 0,4330 0,4907
5,5000 0,2165 0,9000 0,0354 0,4872 0,5521
6,0000 0,2362 1,0000 0,0394 0,5413 0,6134
7,0000 0,2756 1,0000 0,0394 0,5413 0,6134
8,0000 0,3150 1,2500 0,0492 0,6766 0,7668
9,0000 0,3543 1,2500 0,0492 0,6766 0,7668
10,0000 0,3937 1,5000 0,0591 0,8120 0,9201
11,0000 0,4331 1,5000 0,0591 0,8120 0,9201
12,0000 0,4724 1,7500 0,0689 0,9473 1,0735
14,0000 0,5512 2,0000 0,0787 1,0826 1,2268
16,0000 0,6299 2,0000 0,0787 1,0826 1,2268
18,0000 0,7087 2,5000 0,0984 1,3533 1,5335
20,0000 0,7874 2,5000 0,0984 1,3533 1,5335
22,0000 0,8661 2,5000 0,0984 1,3533 1,5335
24,0000 0,9449 3,0000 0,1181 1,6239 1,8402
27,0000 1,0630 3,0000 0,1181 1,6239 1,8402
30,0000 1,1811 3,5000 0,1378 1,8946 2,1469
33,0000 1,2992 3,5000 0,1378 1,8946 2,1469
36,0000 1,4173 4,0000 0,1575 2,1652 2,4536
39,0000 1,5354 4,0000 0,1575 2,1652 2,4536
42,0000 1,6535 4,5000 0,1772 2,4359 2,7603
45,0000 1,7717 4,5000 0,1772 2,4359 2,7603

Ciclos fixos (modelo ·T·)
CNC 8065
RO
SC
AS
NO
RM
AL
IZA
DA
S
5.
(REF: 1305)
·239·
Ros
ca m
étric
a de
pas
so n
orm
al —
M (
S.I.
)
48,0000 1,8898 5,0000 0,1969 2,7065 3,0670
52,0000 2,0472 5,0000 0,1969 2,7065 3,0670
56,0000 2,2047 5,5000 0,2165 2,9772 3,3737
60,0000 2,3622 5,5000 0,2165 2,9772 3,3737
64,0000 2,5197 6,0000 0,2362 3,2478 3,6804
68,0000 2,6772 6,0000 0,2362 3,2478 3,6804
72,0000 2,8346 6,0000 0,2362 3,2478 3,6804
76,0000 2,9921 6,0000 0,2362 3,2478 3,6804
80,0000 3,1496 6,0000 0,2362 3,2478 3,6804
Diâmetro Passo Profundidade (mm)
(mm) (Polegadas) (mm) (Polegadas) Interiores Exteriores

·240·
Ciclos fixos (modelo ·T·)
CNC 8065
5.
RO
SC
AS
NO
RM
AL
IZA
DA
S
(REF: 1305)
Ros
ca m
étric
a de
pas
so fi
no —
M (
S.I.
F.)
5.2 Rosca métrica de passo fino — M (S.I.F.)
O CNC calcula a profundidade de acordo com estas fórmulas:
• Profundidade em roscas interiores = 0,5413 x Passo
• Profundidade em roscas exteriores = 0.6134 x Passo
Diâmetro Passo Profundidade (mm)
(mm) (Polegadas) (mm) (Polegadas) Interiores Exteriores
1,0000 0,0394 0,2000 0,0079 0,1083 0,1227
1,2000 0,0472 0,2000 0,0079 0,1083 0,1227
1,4000 0,0551 0,2000 0,0079 0,1083 0,1227
1,7000 0,0669 0,2000 0,0079 0,1083 0,1227
2,0000 0,0787 0,2500 0,0098 0,1353 0,1534
2,3000 0,0906 0,2500 0,0098 0,1353 0,1534
2,5000 0,0984 0,3500 0,0138 0,1895 0,2147
2,6000 0,1024 0,3500 0,0138 0,1895 0,2147
3,0000 0,1181 0,3500 0,0138 0,1895 0,2147
3,5000 0,1378 0,3500 0,0138 0,1895 0,2147
4,0000 0,1575 0,5000 0,0197 0,2707 0,3067
4,5000 0,1772 0,5000 0,0197 0,2707 0,3067
5,0000 0,1969 0,5000 0,0197 0,2707 0,3067
6,0000 0,2362 0,7500 0,0295 0,4060 0,4601
7,0000 0,2756 0,7500 0,0295 0,4060 0,4601
8,0000 0,3150 1,0000 0,0394 0,5413 0,6134
9,0000 0,3543 1,0000 0,0394 0,5413 0,6134
10,0000 0,3937 1,0000 0,0394 0,5413 0,6134
12,0000 0,4724 1,2500 0,0492 0,6766 0,7668
13,0000 0,5118 1,5000 0,0591 0,8120 0,9201
14,0000 0,5512 1,5000 0,0591 0,8120 0,9201
16,0000 0,6299 1,5000 0,0591 0,8120 0,9201
18,0000 0,7087 1,5000 0,0591 0,8120 0,9201
20,0000 0,7874 1,5000 0,0591 0,8120 0,9201
22,0000 0,8661 1,5000 0,0591 0,8120 0,9201
24,0000 0,9449 2,0000 0,0787 1,0826 1,2268
27,0000 1,0630 2,0000 0,0787 1,0826 1,2268
30,0000 1,1811 2,0000 0,0787 1,0826 1,2268
33,0000 1,2992 2,0000 0,0787 1,0826 1,2268
36,0000 1,4173 3,0000 0,1181 1,6239 1,8402
39,0000 1,5354 3,0000 0,1181 1,6239 1,8402
42,0000 1,6535 3,0000 0,1181 1,6239 1,8402
45,0000 1,7717 3,0000 0,1181 1,6239 1,8402
48,0000 1,8898 3,0000 0,1181 1,6239 1,8402
52,0000 2,0472 3,0000 0,1181 1,6239 1,8402
56,0000 2,2047 4,0000 0,1575 2,1652 2,4536
60,0000 2,3622 4,0000 0,1575 2,1652 2,4536
64,0000 2,5197 4,0000 0,1575 2,1652 2,4536
68,0000 2,6772 4,0000 0,1575 2,1652 2,4536

Ciclos fixos (modelo ·T·)
CNC 8065
RO
SC
AS
NO
RM
AL
IZA
DA
S
5.
(REF: 1305)
·241·
Ros
ca m
étric
a de
pas
so fi
no —
M (
S.I.
F.)
72,0000 2,8346 4,0000 0,1575 2,1652 2,4536
76,0000 2,9921 4,0000 0,1575 2,1652 2,4536
80,0000 3,1496 4,0000 0,1575 2,1652 2,4536
Diâmetro Passo Profundidade (mm)
(mm) (Polegadas) (mm) (Polegadas) Interiores Exteriores

·242·
Ciclos fixos (modelo ·T·)
CNC 8065
5.
RO
SC
AS
NO
RM
AL
IZA
DA
S
(REF: 1305)
Ros
ca w
hitw
orth
de
pass
o no
rmal
— B
SW
(W
.)
5.3 Rosca whitworth de passo normal — BSW (W.)
As roscas têm que ser definidas em milímetros ou em polegadas. Por exemplo, para definiruma rosca Whitworth de passo de 1/16 deve-se introduzir o valor 1,5875 mm ou 0,0625polegadas.
O CNC calcula o passo e a profundidade de acordo com estas fórmulas:
• Passo em milímetros = 25,4 / número de fios
• Passo em polegadas = 1 / número de fios
• Profundidade em roscas interiores = 0,6403 x Passo
• Profundidade em roscas exteriores = 0,6403 x Passo
Rosca Passo Profundidade (mm)
(mm) (Polegadas) Fios (mm) (Polegadas) Interiores Exteriores
1/16 1,5875 0,0625 60 0,4233 0,0167 0,2710 0,2710
3/32 2,3812 0,0937 48 0,5292 0,0208 0,3388 0,3388
1/8 3,1750 0,1250 40 0,6350 0,0250 0,4066 0,4066
5/32 3,9687 0,1562 32 0,7938 0,0313 0,5083 0,5083
3/16 4,7625 0,1875 24 1,0583 0,0417 0,6776 0,6776
7/32 5,5562 0,2187 24 1,0583 0,0417 0,6776 0,6776
1/4 6,3500 0,2500 20 1,2700 0,0500 0,8132 0,8132
5/16 7,9375 0,3125 18 1,4111 0,0556 0,9035 0,9035
3/8 9,5250 0,3750 16 1,5875 0,0625 1,0165 1,0165
7/16 11,1125 0,4375 14 1,8143 0,0714 1,1617 1,1617
1/2 12,7000 0,5000 12 2,1167 0,0833 1,3553 1,3553
9/16 14,2875 0,5625 12 2,1167 0,0833 1,3553 1,3553
5/8 15,8750 0,6250 11 2,3091 0,0909 1,4785 1,4785
3/4 19,0500 0,7500 10 2,5400 0,1000 1,6264 1,6264
7/8 22,2250 0,8750 9 2,8222 0,1111 1,8071 1,8071
1 25,4000 1,0000 8 3,1750 0,1250 2,0330 2,0330
1 1/8 28,5750 1,1250 7 3,6286 0,1429 2,3234 2,3234
1 1/4 31,7500 1,2500 7 3,6286 0,1429 2,3234 2,3234
1 3/8 34,9250 1,3750 6 4,2333 0,1667 2,7106 2,7106
1 1/2 38,1000 1,5000 6 4,2333 0,1667 2,7106 2,7106
1 5/8 41,2750 1,6250 5 5,0800 0,2000 3,2527 3,2527
1 3/4 44,4500 1,7500 5 5,0800 0,2000 3,2527 3,2527
1 7/8 47,6250 1,8750 5 5,6444 0,2222 3,6141 3,6141
2 50,8000 2,0000 5 5,6444 0,2222 3,6141 3,6141
2 1/8 53,9750 2,1250 5 5,6444 0,2222 3,6141 3,6141
2 1/4 57,1500 2,2500 4 6,3500 0,2500 4,0659 4,0659
2 3/8 60,3250 2,3750 4 6,3500 0,2500 4,0659 4,0659
2 1/2 63,5000 2,5000 4 6,3500 0,2500 4,0659 4,0659
2 5/8 66,6750 2,6250 4 6,3500 0,2500 4,0659 4,0659
2 3/4 69,8500 2,7500 4 7,2571 0,2857 4,6467 4,6467
2 7/8 73,0250 2,8750 4 7,2571 0,2857 4,6467 4,6467
3 76,2000 3,0000 4 7,2571 0,2857 4,6467 4,6467
3 1/4 82,5500 3,2500 3 7,8154 0,3077 5,0042 5,0042
3 1/2 88,9000 3,5000 3 7,8154 0,3077 5,0042 5,0042
3 3/4 95,2500 3,7500 3 8,4667 0,3333 5,4212 5,4212

Ciclos fixos (modelo ·T·)
CNC 8065
RO
SC
AS
NO
RM
AL
IZA
DA
S
5.
(REF: 1305)
·243·
Ros
ca w
hitw
orth
de
pass
o no
rmal
— B
SW
(W
.)
4 101,6000 4,0000 3 8,4667 0,3333 5,4212 5,4212
4 1/4 107,9500 4,2500 3 8,8348 0,3478 5,6569 5,6569
4 1/2 114,3000 4,5000 3 8,8348 0,3478 5,6569 5,6569
4 3/4 120,6500 4,7500 3 9,2364 0,3636 5,9141 5,9141
5 127,0000 5,0000 3 9,2364 0,3636 5,9141 5,9141
Rosca Passo Profundidade (mm)
(mm) (Polegadas) Fios (mm) (Polegadas) Interiores Exteriores

·244·
Ciclos fixos (modelo ·T·)
CNC 8065
5.
RO
SC
AS
NO
RM
AL
IZA
DA
S
(REF: 1305)
Ros
ca w
hitw
orth
de
pass
o fin
o —
BS
F
5.4 Rosca whitworth de passo fino — BSF
As roscas têm que ser definidas em milímetros ou em polegadas. Por exemplo, para definiruma rosca Whitworth de passo de 3/16 se deve introduzir o valor 4,7625 mm ou 0,1875polegadas.
O CNC calcula o passo e a profundidade de acordo com estas fórmulas:
• Passo em milímetros = 25,4 / número de fios
• Passo em polegadas = 1 / número de fios
• Profundidade em roscas interiores = 0,6403 x Passo
• Profundidade em roscas exteriores = 0,6403 x Passo
Rosca Passo Profundidade (mm)
(mm) (Polegadas) Fios (mm) (Polegadas) Interiores Exteriores
3/16 4,7625 0,1875 32 0,7937 0,0312 0,5082 0,5082
7/32 5,5562 0,2187 28 0,9071 0,0357 0,5808 0,5808
1/4 6,3500 0,2500 26 0,9769 0,0385 0,6255 0,6255
9/32 7,1437 0,2812 26 0,9769 0,0385 0,6255 0,6255
5/16 7,9375 0,3125 22 1,1545 0,0455 0,7392 0,7392
3/8 9,5250 0,3750 20 1,2700 0,0500 0,8132 0,8132
7/16 11,1125 0,4375 18 1,4111 0,0556 0,9035 0,9035
1/2 12,7000 0,5000 16 1,5875 0,0625 1,0165 1,0165
9/16 14,2875 0,5625 16 1,5875 0,0625 1,0165 1,0165
5/8 15,8750 0,6250 14 1,8143 0,0714 1,1617 1,1617
11/16 17,4625 0,6875 14 1,8143 0,0714 1,1617 1,1617
3/4 19,0500 0,7500 12 2,1167 0,0833 1,3553 1,3553
13/16 20,6375 0,8125 12 2,1167 0,0833 1,3553 1,3553
7/8 22,2250 0,8750 11 2,3091 0,0909 1,4785 1,4785
1 25,4000 1,0000 10 2,5400 0,1000 1,6264 1,6264
1 1/8 28,5750 1,1250 9 2,8222 0,1111 1,8071 1,8071
1 1/4 31,7500 1,2500 9 2,8222 0,1111 1,8071 1,8071
1 3/8 34,9250 1,3750 8 3,1750 0,1250 2,0330 2,0330
1 1/2 38,1000 1,5000 8 3,1750 0,1250 2,0330 2,0330
1 5/8 41,2750 1,6250 8 3,1750 0,1250 2,0330 2,0330
1 3/4 44,4500 1,7500 7 3,6286 0,1429 2,3234 2,3234
2 50,8000 2,0000 7 3,6286 0,1429 2,3234 2,3234
2 1/4 57,1500 2,2500 6 4,2333 0,1667 2,7106 2,7106
2 1/2 63,5000 2,5000 6 4,2333 0,1667 2,7106 2,7106
2 3/4 69,8500 2,7500 6 4,2333 0,1667 2,7106 2,7106
3 76,2000 3,0000 5 5,0800 0,2000 3,2527 3,2527

Ciclos fixos (modelo ·T·)
CNC 8065
RO
SC
AS
NO
RM
AL
IZA
DA
S
5.
(REF: 1305)
·245·
Ros
ca a
mer
ican
a un
ifica
da d
e pa
sso
norm
al —
UN
C (
NC
, US
S)
5.5 Rosca americana unificada de passo normal — UNC (NC, USS)
As roscas têm que ser definidas em milímetros ou em polegadas. Por exemplo, para definiruma rosca americana de passo de 1/4 se deve introduzir o valor 6,3500 mm ou 0,2500polegadas.
O CNC calcula o passo e a profundidade de acordo com estas fórmulas:
• Passo em milímetros = 25,4 / número de fios
• Passo em polegadas = 1 / número de fios
• Profundidade em roscas interiores = 0,5413 x Passo
• Profundidade em roscas exteriores = 0.6134 x Passo
Rosca Passo Profundidade (mm)
(mm) (Polegadas) Fios (mm) (Polegadas) Interiores Exteriores
0,0730 1,8542 0,0730 64 0,3969 0,0156 0,2148 0,2435
0,0860 2,1844 0,0860 56 0,4536 0,0179 0,2455 0,2782
0,0990 2,5146 0,0990 48 0,5292 0,0208 0,2865 0,3246
0,1120 2,8448 0,1120 40 0,6350 0,0250 0,3437 0,3895
0,1250 3,1750 0,1250 40 0,6350 0,0250 0,3437 0,3895
0,1380 3,5052 0,1380 32 0,7938 0,0313 0,4297 0,4869
0,1640 4,1656 0,1640 32 0,7938 0,0313 0,4297 0,4869
0,1900 4,8260 0,1900 24 1,0583 0,0417 0,5729 0,6492
0,2160 5,4864 0,2160 24 1,0583 0,0417 0,5729 0,6492
1/4 6,3500 0,2500 20 1,2700 0,0500 0,6875 0,7790
5/16 7,9375 0,3125 18 1,4111 0,0556 0,7638 0,8656
3/8 9,5250 0,3750 16 1,5875 0,0625 0,8593 0,9738
7/16 11,1125 0,4375 14 1,8143 0,0714 0,9821 1,1129
1/2 12,7000 0,5000 13 1,9538 0,0769 1,0576 1,1985
9/16 14,2875 0,5625 12 2,1167 0,0833 1,1458 1,2984
5/8 15,8750 0,6250 11 2,3091 0,0909 1,2499 1,4164
3/4 19,0500 0,7500 10 2,5400 0,1000 1,3749 1,5580
7/8 22,2250 0,8750 9 2,8222 0,1111 1,5277 1,7311
1 25,4000 1,0000 8 3,1750 0,1250 1,7186 1,9475
1 1/8 28,5750 1,1250 7 3,6286 0,1429 1,9642 2,2258
1 1/4 31,7500 1,2500 7 3,6286 0,1429 1,9642 2,2258
1 3/8 34,9250 1,3750 6 4,2333 0,1667 2,2915 2,5967
1 1/2 38,1000 1,5000 6 4,2333 0,1667 2,2915 2,5967
1 5/8 41,2750 1,6250 5 5,0800 0,2000 2,7498 3,1161
1 3/4 44,4500 1,7500 5 5,0800 0,2000 2,7498 3,1161
2 50,8000 2,0000 5 5,6444 0,2222 3,0553 3,4623
2 1/4 57,1500 2,2500 5 5,6444 0,2222 3,0553 3,4623
2 1/2 63,5000 2,5000 4 6,3500 0,2500 3,4373 3,8951
2 3/4 69,8500 2,7500 4 6,3500 0,2500 3,4373 3,8951
3 76,2000 3,0000 4 6,3500 0,2500 3,4373 3,8951

·246·
Ciclos fixos (modelo ·T·)
CNC 8065
5.
RO
SC
AS
NO
RM
AL
IZA
DA
S
(REF: 1305)
Ros
ca a
mer
ican
a un
ifica
da d
e pa
sso
fino
— U
NF
(N
F, S
AE
)
5.6 Rosca americana unificada de passo fino — UNF (NF, SAE)
As roscas têm que ser definidas em milímetros ou em polegadas. Por exemplo, para definiruma rosca americana de passo de 1/4 se deve introduzir o valor 6,3500 mm ou 0,2500polegadas.
O CNC calcula o passo e a profundidade de acordo com estas fórmulas:
• Passo em milímetros = 25,4 / número de fios
• Passo em polegadas = 1 / número de fios
• Profundidade em roscas interiores = 0,5413 x Passo
• Profundidade em roscas exteriores = 0.6134 x Passo
Rosca Passo Profundidade (mm)
(mm) (Polegadas) Fios (mm) (Polegadas) Interiores Exteriores
0,0600 1,5240 0,0600 80 0,3175 0,0125 0,1719 0,1948
0,0730 1,8542 0,0730 72 0,3528 0,0139 0,1910 0,2164
0,0860 2,1844 0,0860 64 0,3969 0,0156 0,2148 0,2435
0,0990 2,5146 0,0990 56 0,4536 0,0179 0,2455 0,2782
0,1120 2,8448 0,1120 48 0,5292 0,0208 0,2865 0,3246
0,1250 3,1750 0,1250 44 0,5773 0,0227 0,3125 0,3541
0,1380 3,5052 0,1380 40 0,6350 0,0250 0,3437 0,3895
0,1640 4,1656 0,1640 36 0,7056 0,0278 0,3819 0,4328
0,1900 4,8260 0,1900 32 0,7937 0,0312 0,4296 0,4869
19/88 5,4864 0,2160 28 0,9071 0,0357 0,4910 0,5564
1/4 6,3500 0,2500 28 0,9071 0,0357 0,4910 0,5564
5/16 7,9375 0,3125 24 1,0583 0,0417 0,5729 0,6492
3/8 9,5250 0,3750 24 1,0583 0,0417 0,5729 0,6492
7/16 11,1125 0,4375 20 1,2700 0,0500 0,6875 0,7790
1/2 12,7000 0,5000 20 1,2700 0,0500 0,6875 0,7790
9/16 14,2875 0,5625 18 1,4111 0,0556 0,7638 0,8656
5/8 15,8750 0,6250 18 1,4111 0,0556 0,7638 0,8656
3/4 19,0500 0,7500 16 1,5875 0,0625 0,8593 0,9738
7/8 22,2250 0,8750 14 1,8143 0,0714 0,9821 1,1129
1 25,4000 1,0000 12 2,1167 0,0833 1,1458 1,2984
1 1/8 28,5750 1,1250 12 2,1167 0,0833 1,1458 1,2984
1 1/4 31,7500 1,2500 12 2,1167 0,0833 1,1458 1,2984
1 1/2 38,1000 1,5000 12 2,1167 0,0833 1,1458 1,2984

Ciclos fixos (modelo ·T·)
CNC 8065
RO
SC
AS
NO
RM
AL
IZA
DA
S
5.
(REF: 1305)
·247·
Ros
ca w
hitw
orth
gás
— B
SP
5.7 Rosca whitworth gás — BSP
As roscas têm que ser definidas em milímetros ou em polegadas. Por exemplo, para definiruma rosca Whitworth de passo de 1/8 se deve introduzir o valor 3,175 mm ou 0,125polegadas.
O CNC calcula o passo e a profundidade de acordo com estas fórmulas:
• Passo em milímetros = 25,4 / número de fios
• Passo em polegadas = 1 / número de fios
• Profundidade em roscas interiores = 0,6403 x Passo
• Profundidade em roscas exteriores = 0,6403 x Passo
Rosca Passo Profundidade (mm)
(mm) (Polegadas) Fios (mm) (Polegadas) Interiores Exteriores
1/8 3,1750 0,1250 28 0,9071 0,0357 0,58082 0,58082
1/4 6,3500 0,2500 19 1,3368 0,0526 0,85595 0,85595
3/8 9,5250 0,3750 19 1,3368 0,0526 0,85595 0,85595
1/2 12,7000 0,5000 14 1,8143 0,0714 1,16170 1,16170
5/8 15,8750 0,6250 14 1,8143 0,0714 1,16170 1,16170
3/4 19,0500 0,7500 14 1,8143 0,0714 1,16170 1,16170
7/8 22,2250 0,8750 14 1,8143 0,0714 1,16170 1,16170
1 25,4000 1,0000 11 2,3091 0,0909 1,47852 1,47852
1 1/8 28,5750 1,1250 11 2,3091 0,0909 1,47852 1,47852
1 1/4 31,7500 1,2500 11 2,3091 0,0909 1,47852 1,47852
1 3/8 34,9250 1,3750 11 2,3091 0,0909 1,47852 1,47852
1 1/2 38,1000 1,5000 11 2,3091 0,0909 1,47852 1,47852
1 3/4 44,4500 1,7500 11 2,3091 0,0909 1,47852 1,47852
2 50,8000 2,0000 11 2,3091 0,0909 1,47852 1,47852
2 1/4 57,1500 2,2500 11 2,3091 0,0909 1,47852 1,47852
2 1/2 63,5000 2,5000 11 2,3091 0,0909 1,47852 1,47852
2 3/4 69,8500 2,7500 11 2,3091 0,0909 1,47852 1,47852
3 76,2000 3,0000 11 2,3091 0,0909 1,47852 1,47852
3 1/4 82,5500 3,2500 11 2,3091 0,0909 1,47852 1,47852
3 1/2 88,9000 3,5000 11 2,3091 0,0909 1,47852 1,47852
3 3/4 95,2500 3,7500 11 2,3091 0,0909 1,47852 1,47852
4 101,6000 4,0000 11 2,3091 0,0909 1,47852 1,47852
4 1/2 114,3000 4,5000 11 2,3091 0,0909 1,47852 1,47852
5 127,0000 5,0000 11 2,3091 0,0909 1,47852 1,47852
5 1/2 139,7000 5,5000 11 2,3091 0,0909 1,47852 1,47852
6 152,4000 6,0000 11 2,3091 0,0909 1,47852 1,47852
7 177,8000 7,0000 10 2,5400 0,1000 1,62636 1,62636
8 203,2000 8,0000 10 2,5400 0,1000 1,62636 1,62636
9 228,6000 9,0000 10 2,5400 0,1000 1,62636 1,62636
10 254,0000 10,0000 10 2,5400 0,1000 1,62636 1,62636
11 279,4000 11,0000 8 3,1750 0,1250 2,03295 2,03295
12 304,8000 12,0000 8 3,1750 0,1250 2,03295 2,03295

·248·
Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)

Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)
·249·

·250·
Ciclos fixos (modelo ·T·)
CNC 8065
(REF: 1305)