Embed Size (px)
Citation preview

A APLICAÇÃO DO MÉTODO DE
PRODUÇÃO MAIS LIMPA NA
INDÚSTRIA DE CABOS DE
TELECOMUNICAÇÕES
CARLOS ALBERTO YOSHIDA KODA (UFSCar)
Este estudo propôs à aplicação do método de produção mais limpa em
uma empresa fabricantes de cabos de telecomunicações. Basicamente,
a pesquisa consistiu em conscientizar os colaboradores, diagnosticar a
geração de resíduos e produção de ddesperdícios de materiais e
energia, identificar alternativas de intervenção e elaboração de plano
de ações visando à redução de desperdícios.Os dados de resíduos de
cabos gerados na linha de produção de cabos LAN (Local Area
Network) da empresa foram obtidos através da separação e pesagem
desses resíduos. Em seguida, foram atribuídos causas para a formação
destes resíduos. Criaram-se gráficos a partir destas informações para
analisar quais fatores são os maiores geradores de sucata. E com a
ajuda dos funcionários e da supervisão, iniciou-se a elaboração de um
plano de melhoria. Dados práticos no final do trabalho apresentam os
resultados obtidos pela implantação da Produção Mais Limpa no setor
de extrusão e corte de fabricação de cabos LAN.
Palavras-chaves: Produção mais Limpa, Conscientização, Trabalho
em equipe, Desperdício e Ferramentas da qualidade
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
2
1. Introdução
O aumento da exigência e competitividade do mercado demanda não só o oferecimento de
produtos com qualidade, como também a implementação de uma administração responsável,
que se preocupe tanto com o social quanto com o ambiental (FILHO, 2003).
Buscando ser mais competitivas, as empresas procuram alternativas que propiciem melhores
desempenhos. Portanto, aplicou-se a metodologia de P+L e em uma empresa fabricante de
cabos telecomunicação, buscando a fabricação de modo ambientalmente correto, obtendo
vantagens competitivas.
O estudo de caso foi desenvolvido em uma empresa localizada em Sorocaba (SP). O setor
escolhido para o estudo de caso foi a linha de produção de cabos de rede LAN (Local Area
Network), uma vez que a organização deixa de ganhar cerca de sessenta mil reais pelos
desperdícios no decorrer do processo.
1.1. Estrutura do trabalho
Este trabalho está estruturado em 5 capítulos, sendo o capítulo 1 dedicado a apresentar o
objetivo do trabalho, tendo como tema a metodologia da Produção mais Limpa.
Os capítulos 2 e 3 constituem a revisão bibliográfica dos temas relacionados à Produção mais
Limpa e ao setor de telecomunicação, respectivamente.
O capítulo 4 apresenta o método utilizado por este estudo, apresentando também ferramentas
utilizadas no auxílio à tomada de decisões.
O capítulo 5 apresenta um estudo real de implantação da metodologia de Produção Mais
Limpa no setor de telecomunicações, enfatizando o trabalho em equipe, a sua conscientização
e sensibilização, e os resultados econômicos e ambientais resultantes.
O capítulo 6 apresenta as considerações finais e sugestões para trabalhos futuros.
1.2.Objetivo
O presente estudo tem como objetivo elaborar planos de ações visando à redução dos
desperdícios de recursos em um posto de trabalho de uma linha de produção de cabos através
de proposição de melhorias identificadas pela metodologia da Produção mais Limpa com
auxílio de ferramentas de apoio à tomada de decisão.
2. A produção mais limpa
O processo de fabricação de produtos industriais normalmente gera resíduos sólidos, efluentes
líquidos e emissões atmosféricas. Além de provocar impactos ambientais, a geração de
resíduos está associada ao desperdício de matéria-prima e energia e, geralmente, exige altos
investimentos em técnicas de controle e tratamento. Esse tipo de abordagem, caracterizados
por técnicas de fim de tubo, é mais trabalhoso e requer profissionais especializados no
tratamento e controle de resíduos e gastos de capital (HUNT, 1993, Apud. MADRUGA,
2000).
O controle e tratamento de resíduos, gerados no final do processo, está sendo reavaliado, pois
a sua redução não é somente um assunto que está relacionado à questão ambiental, mas à
competitividade empresarial. Além disso, Maximiniano (1997) apud. Madruga (2000) afirma
que as organizações têm responsabilidades sociais e, preocupadas com sua imagem, não
querem parecer irresponsáveis em relação ao meio ambiente.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
3
Neste contexto surge a Produção mais Limpa (P+L) como uma nova metodologia para
prevenção e minimização da geração de resíduos industriais. Lemos (2008) apresenta a
definição atribuída pela United Nations Environmental Program UNEP à P+L: “a aplicação
continuada de uma estratégia ambiental preventiva e integrada aos processos, produtos e
serviços, a fim de aumentar a eficiência e reduzir os riscos para os homens e o meio
ambiente”.
Segundo Mello (2002), somente depois das técnicas de prevenção terem sido adotadas por
completo é que se deverá utilizar a opção de reciclagem. E, somente depois que os resíduos
terem sido reciclados, é que se pode realizar o seu tratamento. Portanto, de acordo com Mello
(2002), a produção mais limpa significa saber aproveitar os equipamentos e as tecnologias
existentes ao invés de maximizar o uso de reciclagem ou as tecnologias de controle de
contaminação. Porém, isso não significa que as tecnologias de controle e tratamento de
resíduos não sejam opções importantes para a gestão ambiental.
Pela definição do programa das Nações Unidas para o Meio Ambiente de 1994, a produção
mais limpa é a melhoria contínua dos processos industriais, produtos e serviços visando:
Reduzir o uso de recursos naturais;
Prevenir na fonte a poluição do ar, água, e do solo;
Reduzir a geração de resíduos na fonte, visando reduzir os riscos aos seres humanos e ao
meio ambiente.
A decisão de investir na produção mais limpa está diretamente ligada à relação de custo-
benefício. Em um cenário de restrição de capital para investimentos, observa-se a adoção de
estratégias ambientalmente corretas, focando o tratamento no final do processo ao invés da
adoção de estratégias preventivas, como é o caso da produção mais limpa. Por outro lado,
quando se decide investir nessa metodologia, os custos diminuem significativamente, devido
aos benefícios gerados pelo aumento da eficiência dos processos e dos ganhos, no consumo de
matérias-primas e energia, além da redução de resíduos e emissões contaminantes, como é
mostrado na figura 1. (MELLO, 2002).
Fonte: Adaptado de Mello (2002)
Figura 1 – Custos e benefícios com a implementação de produção mais limpa.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
4
Observa-se na figura 1 que quando não há investimentos, a estrutura de custos totais não
apresenta variações substanciais ao longo do tempo (linha sem P + L). Porém, quando se toma
a decisão de implementar ações de produção mais limpa, primeiramente, ocorre uma redução
dos custos totais pela adoção de medidas sem investimento, como por exemplo, ações de boas
práticas operacionais.
No segmento B da figura 1, há um aumento dos custos totais, provenientes dos investimentos
feitos para as adaptações necessárias, considerando a adoção de novas tecnologias e
modificações nos processos existentes. Já com a entrada em ação de processos otimizados e
novas tecnologias, percebe-se uma redução nos custos totais que permite recuperação do
investimento inicial e, conforme o tempo passa, os ganhos permitem uma redução permanente
nos custos totais (Segmento C da figura 1).
Portanto, a implementação faz com que a empresa aumente seus lucros com melhorias
voltadas à utilização racional de recursos naturais, ou seja, busca-se a redução dos custos
ambientais.
Existe a crença de que as empresas precisam adotar novas tecnologias para a implementação
da produção mais limpa, porém a realidade mostra que aproximadamente 50% da poluição
gerada em vários países poderia ser evitada somente com a melhoria de práticas de operação e
mudanças simples em processos (Mello 2002 Apud. UNEP 1995). Desse modo, a P + L não
necessita de tecnologias sofisticadas e nem de grandes investimentos, podendo gerar
benefícios econômicos e ambientais com, praticamente, nenhum investimento.
3. O setor de telecomunicações
No setor de telecomunicações, há dois cenários diferentes para análises: as empresas matriz e
as empresas filiais do Brasil.
Nas empresas matrizes, a regulação combinada com os mecanismos de estímulo inclui as
ações ambientais no processo de inovação das cadeias de negócio. O meio ambiente passa de
restrição a oportunidade, contribui para que as matrizes das empresas do setor de
telecomunicações pratiquem a globalização com uma visão estratégica de tecnologia, escala,
qualificação de fornecedores e superação das legislações ambientais. Mais precisamente,
essas estratégias estão presentes em uma rede matricial que integra P&D, marketing
ambiental, RH (competências), produção (gestão de processos), finanças, cultura
organizacional, ferramentas de gestão ambiental (Análise do Ciclo de Vida, Ecodesign e
Políticas de Certificação). As matrizes concentram-se na inovação, nas capacidades de
desenvolvimento, e repassam algumas de suas ferramentas para as subsidiárias, como as de
Tecnologia da Informação. Essa política obtém receitas no repasse de tecnologia e serviços
em geral e ambientais, mesmo para países que adotam uma legislação considerada por elas
pouco exigente (POLIZELLI, PETRONI e KRUGLIANSKAS, 2005).
Já as filiais brasileiras, são estruturadas em três pólos: certificações (ISO 14.000), legislação
ambiental e iniciativas de P&D, como o uso de Internet para algumas práticas de gestão
ambiental e desenvolvimento de fornecedores. Embora sejam um avanço para o cenário
brasileiro, ao colocar a importância do conhecimento no dia-a-dia das empresas, essas ações
revelam as principais diferenças em relação às matrizes que atuam em rede e comitês, com
metas ambientais distribuídas por toda a cadeia de fornecedores. As práticas brasileiras
descritas dificultam a assimilação do risco ambiental nas estratégias de investimento e a
percepção do meio ambiente como um mercado para telecomunicações (POLIZELLI,
PETRONI e KRUGLIANSKAS, 2005).

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
5
Polizelli, Petroni e Kruglianskas (2005), observaram que o economicismo (compra apenas
pelo preço), presentes nas empresas filiais, limita o desenvolvimento de produtos às
exigências legais, que não são vistas como estímulo para a inovação, inviabilizando o
marketing ambiental, comprometendo a integração de esforços na organização e, por
extensão, as propostas de desenvolvimento sustentável e abordagem socioambiental. Além
disso, os conflitos gerados pela visão do consumidor e pela ausência de maior intercâmbio
com a área de marketing parecem contribuir para isolar a atividade de P&D do foco ambiental
para os negócios. Também não há uma arquitetura institucional voltada para integrar à
estratégica empresarial a perspectiva ambiental.
As dificuldades brasileiras residem na constituição de um ambiente de inovação matricial
semelhante. O ambiente brasileiro de negócios reflete sua inserção deficiente na divisão
internacional do conhecimento com os altos custos comparativos entre o desenvolvimento de
novas tecnologias no País ou no exterior. Segundo as matrizes, esses custos dificultam a
atração de investimentos por parte das subsidiárias brasileiras no momento em que, além dos
países ricos, China e Índia aparecem como concorrentes do Brasil para investimentos em
geral e para o desenvolvimento de tecnologias ambientais. (Polizelli, Petroni e Kruglianskas,
2005).
4. Método
Basicamente, as atividades referentes a este estudo foram desenvolvidas de acordo com o
MANUAL PARA A PREVENÇÃO DE RESÍDUOS (2007). Seguem as etapas adotadas:
a) Preparação – Essa etapa foi destinada à pesquisa bibliográfica sobre P+L, à apresentação
do objetivo do projeto de pesquisa aos colaboradores da linha de produção dos cabos
LAN.
b) Mapeamento do processo – Um pré-requisito para a identificação de resíduos e emissões
indesejáveis é conhecer o processo tão amplamente quanto possível. Neste sentido,
buscou-se identificar e descrever as etapas a que os materiais são submetidos na medida
em que estão sendo transformados desde a matéria prima inicial até o produto final, ou
seja, realizar a identificação qualitativa de todas as entradas e saídas dos processos, no que
diz respeito aos materiais e à energia consumida, tornando evidente as perdas e aos
resíduos.
c) Identificação de perdas e desperdícios – Os desperdícios foram identificados com a ajuda
dos colaboradores do setor, através de diálogos e observação do processo. Durante o
desenvolvimento da pesquisa P+L, conheceu-se detalhes do processo e discobriu-se o
motivo de um desperdício acontecer através de uma análise crítica do processo.
d) Contabilizar problemas – Contabilizar as causas que mais contribuem na formação de
sucata do posto de trabalho.
e) Fixar oportunidades - Nessa etapa, pretendeu-se identificar as oportunidades de
intervenção cujos resultados poderiam ser mais significativos para empresa. Para
determinar a relevância recorreu-se à aplicação do princípio de Pareto, uma vez que a
quantificação monetária das oportunidades é um critério relevante para processos
decisórios da empresa.
f) Análise causal e identificação de soluções - Essa etapa consistiu na identificação da causa
primária para cada problema-alvo que foi selecionado como prioritário. A essência da
análise causa-efeito mostra a importância de determinar a causa primária do problema
antes de tentar qualquer solução mais óbvia. Ou seja, é necessário procurar sempre a raiz
do desperdício, pois, muitas vezes, é mais simples modificá-la do que tentar minimizar o
próprio desperdício. Uma ferramenta utilizada foi o diagrama de causa-feito (diagrama de
espinha de peixe), o qual permitiu identificar as causas por categorias (mão-de-obra,
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
6
métodos, máquinas, matéria-prima, medição, e meio ambiente) perante utilização da perda
do recurso. Depois de feita essa análise, fixou-se os dados do problema para explorar
soluções. Na identificação de soluções (tecnologia, medidas e boas práticas) para
prevenção de desperdícios considerou-se aspectos como a identificação dos resíduos com
potencial de prevenção; definição do estado de avanço e aplicação das tecnologias;
classificação das tecnologias; classificação das medidas (perdas, estoques, fluxos, etc.);
quantificação preliminar dos benefícios ambientais e econômicos esperados.
g) Desenvolver e avaliar alternativas - Nessa etapa hierarquizaram-se alternativas e analisou-
se a oportunidade e viabilidade de cada opção de acordo com os efeitos e potencialidades
de aplicação. Priorizaram-se primeiramente as ações mais simples para consolidar idéias e
gerar expectativas. Em seguida foram realizadas ações viáveis economicamente e
estruturalmente, essas ações são priorizadas no próprio diagrama de causa e efeito, onde o
grupo decide o que é melhor a ser feito.
A implantação desta metodologia foi acordada com o supervisor da linha de produção e
posteriormente com a diretoria. Ambas as partes apoiaram o desenvolvimento do projeto.
Destaca-se que o estudo foi iniciado no mês de março de 2010 e seu tempo de estudo é de
nove meses.
5. Resultados
5.1 Caracterização do posto de trabalho
O setor escolhido foi o de produção de cabos de rede LAN, que é utilizado para interligar
computadores e outros dispositivos entre si de modo a compartilhar recursos físicos (roteador,
impressora) e lógicos (dados, mensagens, emails, etc.).
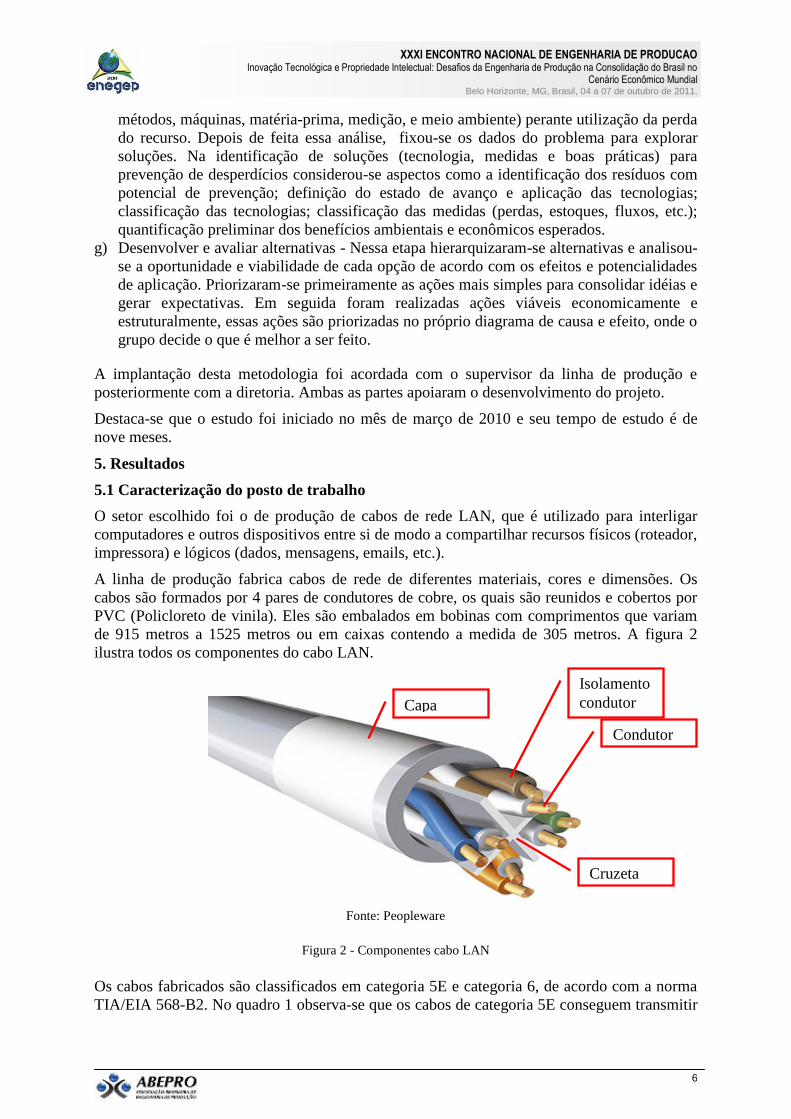
A linha de produção fabrica cabos de rede de diferentes materiais, cores e dimensões. Os
cabos são formados por 4 pares de condutores de cobre, os quais são reunidos e cobertos por
PVC (Policloreto de vinila). Eles são embalados em bobinas com comprimentos que variam
de 915 metros a 1525 metros ou em caixas contendo a medida de 305 metros. A figura 2
ilustra todos os componentes do cabo LAN.
Fonte: Peopleware
Figura 2 - Componentes cabo LAN
Os cabos fabricados são classificados em categoria 5E e categoria 6, de acordo com a norma
TIA/EIA 568-B2. No quadro 1 observa-se que os cabos de categoria 5E conseguem transmitir
Condutor
Isolamento
condutor
Cruzeta
Capa

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
7
dados a uma freqüência 100MB, enquanto que os cabos de categoria 6 transmitem dados a
uma freqüência de 250MB. Os cabos de categoria 6 têm seus pares de condutores separados
por um separador dielétrico (cruzeta) para reduzir a interferência entre os condutores, como
pode ser visto na figura 2.
Características CAT 5E CAT 6
Diâmetro externo nominal (mm) 5,5 6
Diâmetro do condutor (AWG) 24 24
Massa Líquida (kg/km) 31,2 41
Número de pares 4 4
Freqüência transmissão de dados (Mhz) 100 250
Fonte: Telcon
Tabela 1 – Características cabos LAN categoria 5E e categoria 6
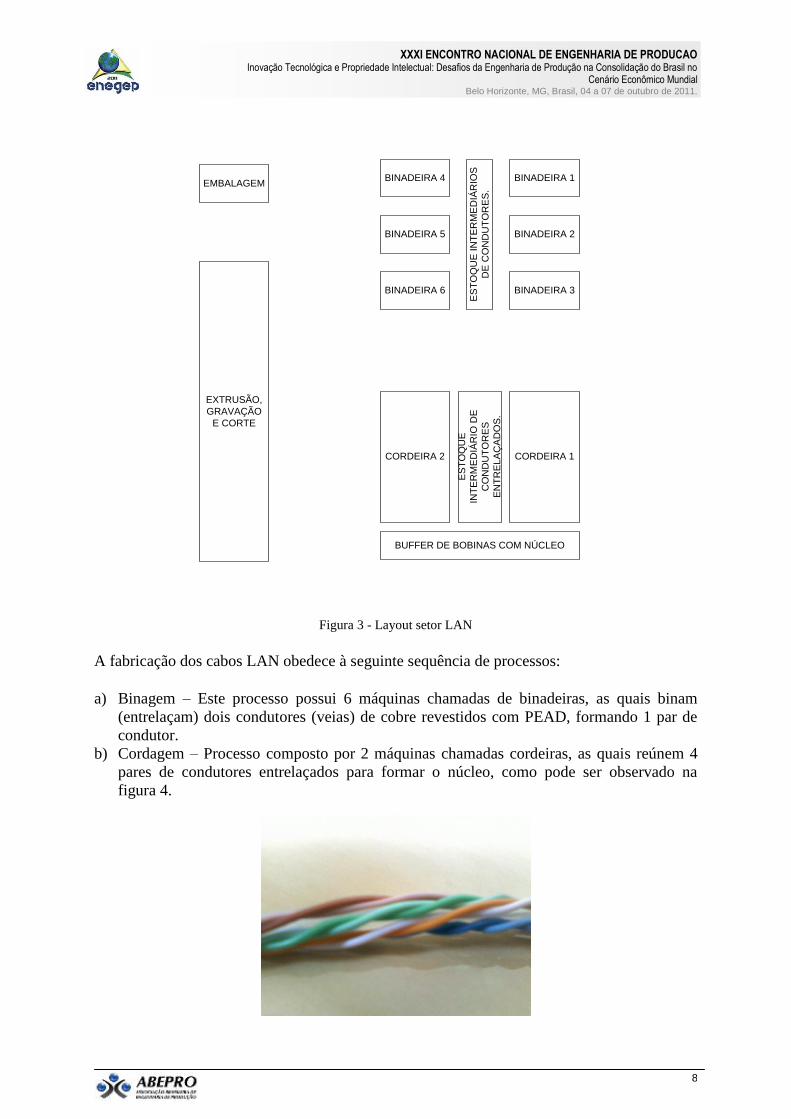
5.2 Mapeamento e descrição do processo
O setor é formado por 6 binadeiras, 2 cordeiras, 2 máquinas de gravação e 1 equipamento de
extrusão e corte conforme o esquema apresentado na figura 3.
ETAPA 1 - BINAGEM
ETAPA 2
CORDAGEM
ETAPA 3
EXTRUSÃO
ETAPA 4
GRAVAÇÃO
ETAPA 5
CORTE
ETAPA 6 -
EMBALAGEM
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
8
BINADEIRA 4
BINADEIRA 5
BINADEIRA 6
BINADEIRA 1
BINADEIRA 2
BINADEIRA 3
CORDEIRA 2 CORDEIRA 1
EXTRUSÃO,
GRAVAÇÃO
E CORTE
ES
TO
QU
E IN
TE
RM
ED
IÁR
IOS
DE
CO
ND
UT
OR
ES
.
ES
TO
QU
E
INT
ER
ME
DIÁ
RIO
DE
CO
ND
UT
OR
ES
EN
TR
EL
AÇ
AD
OS
.
BUFFER DE BOBINAS COM NÚCLEO
EMBALAGEM
Figura 3 - Layout setor LAN
A fabricação dos cabos LAN obedece à seguinte sequência de processos:
a) Binagem – Este processo possui 6 máquinas chamadas de binadeiras, as quais binam
(entrelaçam) dois condutores (veias) de cobre revestidos com PEAD, formando 1 par de
condutor.
b) Cordagem – Processo composto por 2 máquinas chamadas cordeiras, as quais reúnem 4
pares de condutores entrelaçados para formar o núcleo, como pode ser observado na
figura 4.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
9
Figura 4 - Amostra de núcleo – 4 pares reunidos
c) Extrusão – Local onde o núcleo (4 pares de condutores reunidos) é extrudado, utilizando
PVC granulado como matéria-prima, formando o cabo LAN, como é visto na figura 5.
Fonte: Setor1
Figura 5 - Equipamento Extrusora
d) Gravação – Os cabos são marcados a jato de tinta, a cada metro, com uma inscrição que
contém informações gerais sobre os cabos.
e) Corte – O equipamento de corte está integrado com a extrusora, cortando os cabos, na
metragem de 305 metros. Em seguida, os cabos cortados são colocados dentro de uma
caixa de papelão e por fim, as caixas são colocadas no palete.
f) Embalagem – Os paletes são envolvidos com um filme de PVC e cantoneiras de fibra de
madeira e são encaminhados para a certificação da garantia de qualidade.
5.3 Recursos por atividades
Os processos descritos anteriormente foram analisados, assim identificou-se os recursos de
entrada (matérias-primas, materiais auxiliares, água, energia e mão de obra) e os recursos de
saída (resíduos, perdas e produto acabado) de cada etapa. Porém o processo mais crítico é o
de extrusão, gravação e corte; por ser um processo final na etapa de fabricação do cabo. Ou
seja, o desperdício nesse processo implica o desperdício de horas máquina, de mão de obra,
de consumo de energia e matéria-prima dos processos anteriores e além disso, é o processo
que há mais desperdício de cobre. Portanto, este foi o processo escolhido para análise,
focando na redução do desperdício de cobre.
5.4 Quantificação de resíduos de cabos e núcleos gerados no processo de extrusão, corte
e gravação
A geração de resíduos de cabos no setor foi separada em 3 grandes causas: partida de
máquina; problemas de núcleo; e problemas de processo.
- Partida de máquina: desperdício que está inerente ao processo, pois todo setup de máquina
há uma perda de cabo, ou seja, após o término de uma bobina, é necessário trocá-la e colocar
uma bobina nova para ser extrudada novamente. A perda acontece quando o início do núcleo
da bobina cheia é emendado ao restante do cabo que restou no processo.
- Problemas de núcleos: se dividem em duas categorias: emenda/nó no núcleo e núcleo sem
cruzeta/cruzeta fora de posição.
Cabo extrudado
passa pela matriz
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
10
- Problemas de processo se dividem em 5 categorias: falha extrusão; falha gravação; quebra
máquina de corte; quebra alimentação e engenharia.
5.5 Conscientização e sensibilização dos funcionários
Primeiramente, foi necessário explicar, durante treinamento, para todos os colaboradores
como funciona a metodologia de Produção mais Limpa e todos os passos que são executados
na sua implementação. Foi feito um treinamento para analisar os gráficos dos dados coletados
pelos funcionários e em conjunto foi feita uma análise do que aconteceu nos dias que maiores
desperdícios foram gerados. Também foi explicado o princípio de Pareto para os
colaboradores. Em seguida, explicou-se a funcionalidade de duas ferramentas: o diagrama de
Ishikawa e a ferramenta para elaborar planos de ação, 5W2H. Para os funcionários
entenderem como funcionam essas ferramentas, foi feito um diagrama com problemas
simples de serem resolvidos, porém os objetivos foram atingidos, já que eles entenderam o
que é a causa raiz e souberam como colocar o problema nas categorias do diagrama. Além
disso, foi feito um plano de ação de acordo com os dados no diagrama experimental.
Destaca-se que no treinamento foi mostrada grande iniciativa dos operadores, querendo
aprender sobre a metodologia e dando idéias do que pode ser feito para reduzir os
desperdícios. Também mostraram seus problemas nos dias cotidianos e deram sugestões de
melhoria para o ambiente de trabalho.
Foi colocado um quadro no setor onde os funcionários possam escrever críticas, idéias e
sugestões de melhorias. Ele ajuda no registro de idéias que são dadas, pois assim elas não
correm o risco de serem esquecidas. Observa-se que muitas melhorias no processo
aconteceram por sugestões dos funcionários do setor e que elas deram resultados positivos
com relação à redução de desperdícios e à melhoria no ambiente de trabalho.
No dia-a-dia foi perguntado aos funcionários como estava a formação de desperdícios e o que
aconteceu de errado na geração de um desperdício fora do normal. Essas perguntas diárias
contribuem para a formação de novas idéias e foi assim que descobriu-se novos
procedimentos operacionais para reduzir o desperdício na “partida de máquina”.
Desta maneira, foi possível mudar o modo como a equipe via a formação de desperdício, foi
mostrado que muito se pode reduzir e antes o que era normal aos olhos da equipe, hoje já não
é mais. O envolvimento de todos é fundamental para o desenvolvimento do estudo, porém há
a necessidade de maior organização do setor para a realização de mais treinamentos,
procurando novas soluções, contribuições e idéias.
5.6 Plano de ação
O quadro 2 mostra as ações de melhorias implementadas no processo e ações que ainda
precisam ser feitas.
As ações mais simples de serem implementadas foram priorizadas por critérios de tempo e de
recursos financeiros. Além disso, os resultados foram evidentes, deixando a equipe motivada
no desenvolvimento da metodologia. Para implementar as ações é necessária a cooperação de
diversos departamentos da organização (engenharia, compras, manutenção, suporte, produção,
almoxarifado, dentre outros), pois são necessárias informações específicas, suporte técnico,
criação de novos códigos no sistema e componentes auxiliares.
Destaca-se que as ações mais complexas também precisam ser implementadas, porém em
longo prazo, sendo necessários mais treinamentos e serviços de suporte.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
11
CAUSAS PROBLEMA CONSEQUENCIA AÇÃO PRAZO
EMENDA NÚCLEO
Quebras constantes das
binadeiras
Stress do operador, maior geração de
desperdícios - emendas
Compra de componentes mecânicos e
eletrônicos das binadeiras; CONCLUÍDO
Lubrificação semanal das binadeiras; CONCLUÍDO
Pó e sujeira
Mistura de graxa e pó nos equipamentos,
gerando quebras e diminuindo a vida útil de
componentes Isolar o setor LAN 01/07/2011
Geração de muito
desperdício na troca de
núcleo e emendas
Aumento da geração de desperdício
Instrução de manuseio máquina de corte
para setup de máquina e emendas de
núcleos;
10/12/2010
FALHA DE
GRAVAÇÃO
Canseira na vista e
dificuldade ao conferir a
gravação no cabo
Possibilidade de conferir a gravação do cabo
incorretamente Melhorar iluminação; CONCLUÍDO
Quebras de componentes
máquina de gravação Falha na gravação dos cabos Preventiva máquina de gravação CONCLUÍDO
Não entendimento dos
parâmetros da máquina
de gravação
Se a máquina não estiver acertada, pode
ocasionar falha na gravação Treinamento sobre máquina de gravação; 01/01/2011
Canhão da máquina de
gravação suja Cabo com gravação borrada ou sem gravação Instrução limpeza maquina de gravação; CONCLUÍDO
Variação temperatura Variação parâmetros máquina de gravação
Isolar o setor LAN e colocar ar
condicionado para diminuir variação da
temperatura e umidade 01/07/2011
Necessidade de imprimir
sempre um papel com a
gravação correta
Gasto de papel e se este papel não está
impresso, não tem como conferir a gravação Catálogo com as mensagens de gravação; CONCLUÍDO
Ir até a máquina de
gravação para zerar a
metragem do cabo
Às vezes não da tempo para resetar a
máquina, gerando desperdícios
Botão para zerar metragem de gravação no
painel CONCLUÍDO
Necessidade de subir em uma plataforma
para zerar a gravação, risco de acidente de
trabalho
Operador não sabe
quando há falhas na
máquina de gravação
durante o processo
Formação de muitos cabos sem gravação Sirene na máquina de gravação para avisar
problemas no equipamento; CONCLUÍDO
FALHA DE
EXTRUSÃO
Operador não sabe
quando há falta de PVC
na extrusora
Fura a capa por falta de material Sirene extrusora; CONCLUÍDO
QUEBRA
ALIMENTAÇÃO Danos na polia
Quebra de bobina de núcleo no setor de
extrusão - núcleo pode enroscar e sair da
polia
Barra de proteção da polia do dancer do
bobinador; CONCLUÍDO
MÁQUINA DE
CORTE
Geração de muito
desperdício na retirada
de 100 metros de cabo
para teste
Aumento da geração de desperdício Instrução de manuseio máquina de corte
para retirada 100m; CONCLUÍDO

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
12
RETALHO
Cabos com menos de
100 metros são
descartados
Cabo adequado para uso é descartado
Retalhos com menos de 100m são aceitos
de acordo com os critérios do setor
comercial
CONCLUÍDO
ENVOLVIMENTO
EQUIPE
Falta de espaço para
operador se comunicar,
dar sugestões e idéias
Idéias esquecidas e não registradas Quadro para exposição de idéias CONCLUÍDO
EMBALAGEM
PALETE
Cantoneiras de tamanho
maior que as dimensões
do palete
Desperdício de cantoneira
Comprar cantoneiras nas dimensões
corretas CONCLUÍDO
Aumento carga de trabalho - necessidade de
serrar as cantoneiras para ficar no tamanho
ideal
REGISTRO
INFORMAÇÃO
Coleta de dados das
dimensões do cabo feita
manualmente
Dados registrados em papel
Instalar programa Controle Estatístico de
Processo para registrar e calcular medidas; CONCLUÍDO
Operador realiza
cálculos manualmente de
média e variação das
dimensões
Tempo gasto para realizar cálculos
ORGANIZAÇÃO
SETOR
Falta de espaço para
acomodar paletes no
setor
Mistura de material que irá ser expedido com
o material de estoque Alterar tamanho do drive CONCLUÍDO
Tabela 2 - Plano de Ação. Fonte: Própria
5.7 Economia de cobre no processo de extrusão, corte e embalagem
O quadro 3 compara a geração de desperdícios entre 2 meses com a produção muito parecida,
setembro e novembro, já mostrando a redução de geração de desperdícios. Observa-se que a
média de geração diária era de 55,6 quilos e atualmente é de 37,9 quilos, aproximadamente,
isso equivale a uma redução mensal de 381,05 quilos.
SETEMBRO NOVEMBRO
SOMA MENSALSUCATA (KG) 1388,784 1006,979
MÉDIA DIÁRIA SUCATA (KG) 55,55136 37,87973913
Tabela 3 - Comparação geração sucata
A figura 6 mostra a redução de geração de desperdícios nos problemas de bobina de núcleo
descartados no setor comparando os meses de setembro e novembro. Observa-se a redução de
geração de desperdício nas 3 categorias relacionadas ao problema de núcleo, devido a boas
práticas de manutenção e operação.
Figura 6 - Comparação problema de núcleo - Setembro/Novembro

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
13
A figura 7 compara a geração de desperdícios com relação às causas de problemas de
produção. Observa-se que aumentou a geração de desperdício com relação à falha de
extrusão, quebra da máquina de corte (reelex) e quebra alimentação. O aumento do problema
de extrusão estava relacionado à umidade do material e à impurezas que ficam no filtro da
extrusora. A máquina de corte (reelex) teve quebras no mês de novembro, pois estava faltando
pressão de ar em uma polia que freia o cabo no equipamento.
A redução com falhas de gravação foi reduzida em aproximadamente 35 quilos, a qual
continua como maior causa de geração de desperdício. Mostrando a importância de novos
treinamentos para os funcionários aprenderem sobre a máquina de gravação e da necessidade
de realização de um diagrama de Ishikawa relacionado com essas causas de desperdício,
buscando chegar a causa raiz do problema. Assim, com mudanças na rotina operacional e com
alterações no processo será possível resolvê-lo ou minimizá-lo.
Figura 7 - Comparação problemas produção - Setembro/Novembro
6. Considerações finais
Na elaboração deste artigo teve-se como preocupação a apresentação e implementação da
metodologia de P+L em uma empresa de telecomunicação, procurando criar um plano de ação
visando à redução de desperdício no posto de trabalho de corte e embalagem do setor LAN.
A metodologia mostrou-se útil e eficaz, já que os objetivos do projeto foram atingidos. Criou-
se um plano de melhorias e o mesmo contribuiu para a redução de desperdícios no setor
estudado, sem a necessidade de altos investimentos. Mudanças operacionais e adaptações no
processo foram suficientes para a obtenção de um resultado satisfatório.
A Produção mais Limpa pode ser aplicada em empresas de diversos segmentos em diferentes
processos. A sua implementação requer apoio da alta gerência, conhecimentos específicos
dependendo do setor/processo que ela for aplicada e necessita de auxílio de outros
departamentos da organização. Portanto, o responsável do projeto necessita coordenar
atividades com outras áreas, estar disposto a aprender novos conhecimentos, entender
experiências passadas e trabalhar em grupo.
Antes da implementação do projeto, não se tinha uma visão critica com relação à formação de
desperdícios e atualmente a equipe sabe que muito pode ser reduzido, tendo como
conseqüência melhorias econômicas e ambientais para organização. Além disso, observa-se
que os funcionários estão interagindo mais e que as ações implementadas estão melhorando o
ambiente de trabalho, contribuindo para a redução de desperdício e conseqüentemente, para o
aumento da produtividade.
Futuramente, serão necessários investimentos no processo para implementar outras ações de
Produção mais Limpa, contribuindo ainda mais para o setor e para a organização.
Por fim, destaca-se que os treinamentos e as conversas diárias com os colaboradores são
fundamentais para envolver todos no projeto e obter um ponto de vista mais crítico com
relação aos problemas de desperdício.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
14
Referências
ARAUJO, ALEXANDRE F. A aplicação de metodologia de produção mais limpa: Estudo em uma empresa do
setor de construção civil. Dissertação (Mestrado em Engenharia de Produção). Universidade Federal de Santa
Catarina. Florianópolis, SC 2002.
CNTL – Centro Nacional de Tecnologias Limpas. Disponível em: <http://www.senairs.org.br/cntl/>. Acesso em
Abril 2010.
Copper – LME (Landon Metal Exchange). Disponível em: <http://www.lme.com/copper.asp>. Acesso em Junho
2010.
FILHO, JÚLIO C. G. S; SICSÚ ABRAHAM B. Produção mais limpa: Uma ferramenta de Gestão Ambiental
aplicada às empresas nacionais. XXII Encontro Nacional de Engenharia de Produção. Ouro Preto, MG, 2003
LEMOS, Ângela D. C. A produção mais limpa como geradora de inovação e competitividade: o caso da
fazenda Cerro do Tigre. Dissertação (Mestrado em Administração) – Escola de Administração, Universidade
Federal do Rio Grande do Sul. Porto Alegre, RS 1998.
MADRUGA, KÁTIA C. R. Produção mais limpa na indústria automotiva: Um estudo de fornecedores no
estado do Rio Grande do Sul. Dissertação (Programa de Pós Graduação em Administração) – Universidade
Federal do Rio Grande do Sul. Porto Alegre, RS, 2000.
MANUAL PARA A PREVENÇÃO DE RESÍDUOS. Estudo de Caso para o Sector do Material Eléctrico e
Electrónico. JSL – Material Eléctrico Lta. PreResi – Portugal, 2007.
MELLO, M. C. A. Produção mais limpa: Um estudo de caso na AGCO do Brasil. Dissertação (Programa de
Pós Graduação em Administração) – Universidade Federal do Rio Grande do Sul. Porto Alegre 2002.
Polizelli D. L; Petroni L. M; Kruglianskas I. - Gestão Ambiental nas Empresas LíderesdDo Setor de
Telecomunicações no Brasil R.Adm., São Paulo, v.40, n.4, p.309-320, out./nov./dez. 2005 311
Séries de Manuais de Produção mais Limpa. Sistema de Gestão Ambiental e Produção maisLlimpa. Centro
Nacional de Tecnologias Limpas SENAI-RS. Porto Alegre 2003.
TELCON – Disponível em <www.telcon.com.br>. Acesso em Maio 2010.
UNIDO. Manual on the development of cleaner productions policies – approaches and instruments.
Disponível em <www.unido.org>. Acesso em Abril/2010.