Embed Size (px)
Citation preview

2 0 • C I Ê N C I A H O J E • vo l . 3 1 • n º 1 8 5
Q U Í M I C A
20 • C I Ê N C I A H O J E • v o l . 3 1 • n º 1 85
A química tem hoje
uma grande presença
em nossas vidas,
pois é responsável
por inúmeros produtos
importantes
para a humanidade,
desde diversos
medicamentos
até combustíveis
que movimentam carros
e aviões. No entanto,
as atividades ligadas
à química muitas vezes
trazem graves prejuízos
à natureza e ao próprio
homem. Nos últimos anos,
porém, uma nova filosofia
para a química vem
tomando grande força:
a chamada ‘química verde’
ou ‘química sustentável’,
que tem como alguns
de seus princípios evitar
ao máximo a geração
de rejeitos e utilizar
processos mais seguros
para o meio ambiente.
Antonio M. SanseverinoEscola de Ciências Biológicas,Universidade do Rio de Janeiro(UniRio)
Q U Í M I C A

a g o s t o d e 2 0 0 2 • C I Ê N C I A H O J E • 2 1
Q U Í M I C A
A química está muito presente em nossas vidas: nas roupas, nos ali-mentos, em medicamentos, nos combustíveis decarros e aviões, em inúmeros materiais sintéticose em diversos outros produtos. Em 2000, as ven-das da indústria química, em todo o mundo, alcan-çaram mais de US$ 1,59 trilhão. O Japão, os paísesda Europa ocidental e os Estados Unidos respon-deram por 2/3 desse total. No Brasil, no mesmoano, a indústria química obteve um faturamento deUS$ 42,6 bilhões.
O impacto da química sobre o meio ambiente éenorme, em função dos rejeitos dos processos indus-triais, que muitas vezes trazem sérios e irreversíveisprejuízos ao homem e à natureza. A questãoambiental, que abrange os problemas gerados pelosetor químico, vem sendo intensamente debatidano mundo e no Brasil nos últimos 20 anos. São fatosmarcantes desse período a conscientização da so-ciedade quanto às agressões à natureza e sua parti-cipação em iniciativas que visam reduzir o processo,como a reciclagem (de papel, vidro, alumínio etc.),além de programas como ‘Produção Limpa’ (da Or-ganização das Nações Unidas) e ‘Atuação Responsá-vel’ (da Associação Brasileira da Indústria Quími-ca), e a atitude de muitos setores produtivos nosentido de reduzir a liberação no ambiente de subs-tâncias poluentes.
a g o s t o d e 2 0 0 2 • C I Ê N C I A H O J E • 2 1
Q U Í M I C A
ILUS
TRA
ÇÕ
ES M
ÁR
IO B
AG

2 2 • C I Ê N C I A H O J E • vo l . 3 1 • n º 1 8 5
Q U Í M I C A
Um dos resultados relevantes dessa nova atitudeé a diminuição nas emissões de certos produtosquímicos (figura 1). A indústria química ainda éuma das principais fontes de materiais poluentes doplaneta, mas cientistas dessa área, em todo o mun-do, vêm procurando modificar essa situação. Recen-temente, a palavra ‘verde’ passou a ter um novosignificado para a química.
O QUE É A ‘QUÍMICA VERDE’?
Atualmente, a indústria química tem procuradoadotar uma postura de redução, prevenção ou elimi-nação dos resíduos de processo. A reutilização des-ses resíduos e a substituição de um produto tóxicopor outro que tenha a mesma finalidade, mas nãocause qualquer impacto ambiental, também fazemparte dessa filosofia ‘verde’.
Tradicionalmente, ao final de um processo quí-mico o rejeito era encaminhado a uma unidade detratamento, encarregada de adaptar as substânciasnele contidas aos parâmetros estabelecidos pelasleis de proteção à saúde e ao meio ambiente. Agora,a ‘química verde’ (ou ‘química limpa’) procura resol-ver esse problema através da adoção de alternativasque reduzam a própria geração de rejeitos, mas semdesconsiderar a importância do tratamento dosefluentes e da destinação adequada para os resíduosquímicos ainda perigosos (incineração, depósito ematerro sanitário etc.).
Figura 2. Quantidadede rejeitos gerados por quilode produto final, em diferentessetores da indústria química(a coluna central mostra a variaçãode produção em diferentesempresas de cada setor)
Setor Toneladas kg de rejeito/industrial de produto kg de produto
Refino do petróleo De 1 a 100 milhões Cerca de 0,1
Indústria química de base De 10 mil a 1 milhão De menos de 1 a 5
Química fina De 100 a 10 mil De 5 a 50
Farmacêutica De 10 a milhares De 25 a mais de 100
em materiais úteis para a sociedade. Um exemplosimples é o aproveitamento do lixo e do esgoto paraproduzir gás natural (o chamado biogás), como acon-tece em países como China e Índia, onde esse gás éempregado como fonte de energia para cozinhar,iluminar e aquecer residências.
Para se ter uma idéia do potencial de produção debiogás e de reciclagem em um país como o nosso,basta lembrar que são geradas a cada dia, no Brasil,125 mil toneladas de rejeitos orgânicos e materiaisrecicláveis. Do volume total do lixo coletado no país,apenas 32% são despejados de forma adequada ematerros sanitários nos municípios, segundo dados doInstituto Brasileiro de Geografia e Estatística.
Na indústria farmacêutica e agroquímica, a pre-paração de complexas moléculas biologicamenteativas envolve, geralmente, diversas etapas, com umrendimento muito baixo. Em alguns casos o volumedo produto final equivale a apenas 10% do volumedas matérias-primas iniciais da reação, o que impli-ca a geração de grande quantidade de re-jeitos. Estudos sobre o volume de rejeitos geradospara cada quilo de produto final obtido no proces-so – como os realizados pelo químico Roger A. Shel-don, da Universidade de Tecnologia de Delft (Ho-landa), em 1994 – mostram que essa relação variamuito em cada setor da indústria química (figura 2).
O uso de matérias-primas renováveis também fazparte dessa postura. O lixo orgânico, resíduos deagricultura e produtos agrícolas como açúcar, soja emilho estão sendo estudados para a produção de
Figura 1. Emissões(em mil toneladas)de produtos químicos tóxicosnos Estados Unidos,evidenciando a drásticaredução em alguns deles
FON
TE: AG
ÊNC
IA D
E PR
OTEÇ
ÃO
AM
BIEN
TAL (EP
A), ES
TAD
OS
UN
IDO
S
Substância 1988 1999 Usos (A) e desvantagens (B)
1,1,1-tricloroetano 84,87 0,22 (A) Limpeza de metais e produtos têxteis a frio
(B) Ataca a camada de ozônio
Freon 113 32,84 0,34 (A) Gás refrigerante, limpeza a seco, propelente em aerossóis
(B) Ataca a camada de ozônio
Benzeno 9,47 16,24 (A) Matéria-prima para a indústria química, solvente industrial
(B) Muito tóxico ao homem
Na realidade, o que hoje é tra-tado como poluição (os resíduosdos diferentes processos quími-cos) pode ser visto como um ma-terial potencialmente valioso,que não deveria ser jogado fora.O grande desafio é encontrar for-mas econômicas de transformaras atuais substâncias poluentes
a g o s t o d e 2 0 0 2 • C I Ê N C I A H O J E • 2 3
Q U Í M I C A
insumos básicos para a indús-tria química, como nylon, ma-teriais têxteis e outros. O petró-leo é a principal fonte de maté-ria-prima para produtos orgâ-nicos, mas não é um recursorenovável. O uso de fontes al-ternativas teria um impactobem menor para o meio ambi-
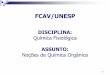
mo esterilizante e fumigante) pode exemplificar aeconomia atômica. O processo atual para essa sín-tese consiste na reação do hidrocarboneto etileno(C2H4) com oxigênio (O2), catalisada pela prata, comincorporação direta do átomo de oxigênio (figura 3).No processo antigo, eram usados outros átomos, alémdo oxigênio, para obter o produto, gerando rejeitoscomo o ácido clorídrico (HCl) e o cloreto de cálcio(CaCl2).
O volume da produção mundial de óxido deetileno, que atingiu 11 milhões de toneladas em1995, mostra que, antes do desenvolvimento do no-vo processo, a quantidade de resíduos era muitogrande. Atualmente, não existem mais fábricas
Figura 3. A síntese do óxidode etileno pelo processocatalítico, usando a prata (Ag),tem custo menor e geraum volume mínimo de rejeitos
ente, e os materiais poderiam ainda ser menos tóxicosdo que muitos derivados do petróleo.
A economia de energia é outro item dessa mu-dança de atitude. A tendência atual procura ‘de-senhar’ os processos para que ocorram em condi-ções mais suaves do que as observadas hoje emmuitas reações, realizadas sob elevadas temperatu-ras e pressões, ou exigem resfriamento. No Brasil,a indústria química é a segunda maior consumido-ra de eletricidade, dentro do setor industrial, con-sumindo cerca de 14,5 milhões de megawatts/hora(MW/h). Para conseguir uma redução no consumo,estão sendo intensamente pesquisadas, em todo omundo, novas formas de transferir energiaa uma reação química, como o aquecimento pormicroondas.
A ECONOMIA DE ÁTOMOS
Uma síntese química eficiente deve, em linhas ge-rais, obter um produto de alta pureza e com altorendimento, ser catalítica, ter poucas etapas e ga-rantir segurança para o meio ambiente e para ostrabalhadores.
Em 1991, em artigo pioneiro para a revista Natu-re, o químico Barry M. Trost, da Universidade deStanford (Estados Unidos), inventou o conceito de‘economia de átomos’. Quando se analisa a efi-ciência de uma reação química, uma característicaimportante é em geral negligenciada: quanto dosreagentes utilizados termina incorporado aos pro-dutos finais? Trost definiu essa questão como eco-nomia atômica. Assim, a reação ideal seria aquelaonde toda a massa atômica dos reagentes é incor-porada ao produto desejado. As vantagens dessareação seriam a menor geração de resíduos e umautilização mais efetiva de matérias-primas limitadase às vezes de custo elevado.
A síntese industrial do óxido de etileno (usadona fabricação de outros produtos químicos ou co-

2 4 • C I Ê N C I A H O J E • vo l . 3 1 • n º 1 8 5
Q U Í M I C A
usando o processo indireto, no qual o cloro era to-talmente perdido. A rota catalítica atual levou a umaredução de custo e a um menor impacto ambiental.
No entanto, vários produtos ainda são obtidos, naindústria química, através de processos indiretos,formando muitos rejeitos. O desafio é criar reaçõescatalíticas com máxima economia atômica para subs-tituir tais processos.
Um exemplo desse aperfeiçoamento é a síntesedo analgésico ibuprofeno (figura 4) através do pro-cesso desenvolvido pelo consórcio empresarialHoechst-Celanese, que envolve apenas três etapas,sendo duas catalíticas e sem solvente, e mostra altaeconomia atômica. Esse processo representa consi-derável avanço em relação à rota clássica de produ-ção do composto, que tinha seis etapas, uma pobreutilização atômica e uma grande geração de subpro-dutos orgânicos e sais. A venda anual desse medi-camento chega a cerca de US$ 1,400 bilhão, comuma produção de 8 mil toneladas – metade dessevolume já é obtido pela nova rota química.
CATALISADORES ALTERNATIVOS
Os catalisadores são substâncias que aumentam avelocidade de uma reação sem sofrer qualqueralteração química – as enzimas, por exemplo. Asenzimas são essenciais a todos os organismosvivos, acelerando reações químicas que sem elas
Figura 5. Limites de exposição a solventes (em partespor milhão) do National Institute for OccupationalSafety and Health (NIOSH) e da Occupational Safetyand Health Administration (OSHA), ambos dos EstadosUnidos, e da Norma Regulamentadora nº 15, doMinistério do Trabalho do Brasil (NR15)
Solvente NIOSH OSHA NR15
Benzeno 0,1a 1a 1b
Ciclo-hexano 300c 300a 235b
Clorofórmio 2d 50e 20b
a. jornada de trabalho diária de oito horas; b. jornadasemanal de 48 horas; c. jornada diária de 10 h; d. 60 minutos;e. valor limite, que nunca deve ser superado
Figura 4. O ibuprofeno, substânciaanalgésica e antiinflamatória, tambémjá está sendo produzido por um processocom menos rejeitos
só ocorreriam em temperaturas elevadas, oque destruiria a matéria viva.
A indústria química emprega catalisa-dores em uma enormidade de processos. Oácido sulfúrico, o ácido fluorídrico e outrosácidos são catalisadores tradicionais, mas
também são tóxicos e corrosivos. A utilização dessesácidos para a catálise exige sua neutralizaçãoem etapas posteriores do processo, gerando saisinorgânicos. Tais sais, bastante tóxicos, represen-tam um dos mais importantes problemas para otratamento e descarte de resíduos industriais. Co-mo muitos desses sais são solúveis, precisam serextraídos da água utilizada no processo industrialpara que esta possa ser descartada sem risco deenvenenamento dos corpos d’água naturais.
As alternativas a esses ácidos tradicionais são oschamados ácidos sólidos, como zeólitas, resinas detroca iônica e argilas. Zeólitas são aluminossilica-tos com uma estrutura tridimensional cristalinaque apresenta poros de dimensões moleculares, po-dendo ter metais ou outros elementos em sua com-posição. Existem zeólitas com diferentes tamanhosde poro e geometria, que permitem uma absorçãoseletiva de reagentes em processos catalíticos. Jáas resinas de troca iônica são polímeros orgânicoscom grupos ácidos em sua estrutura, enquanto asargilas minerais são hidratos de silício com alu-mínio, magnésio ou ferro, e que apresentam estru-tura em camadas.
Os ácidos sólidos são facilmente separados damistura reacional, por serem insolúveis, o que dimi-nui custos. Além disso, são prontamente reapro-veitáveis, mais duráveis, geram muito menos re-jeitos e são consideravelmente menos corrosivos– portanto, mais seguros para o trabalhador. Osácidos sólidos estão gradualmente substituindo osácidos tradicionais em vários processos catalíticos.
Também têm sido feitas pesquisas sobre outrosprocessos catalíticos benignos para o ambiente, emespecial os que visam substituir agentes oxidantescomo cromo e manganês, que geram efluentes metá-licos de alta toxicidade.
A BUSCA POR NOVOS SOLVENTES
Os solventes têm um papel importantíssimo naindústria química. Cerca de 50 ou mais solventesestão disponíveis, em grande escala, no mercado, eapresentam uma enorme variedade de aplicações.
a g o s t o d e 2 0 0 2 • C I Ê N C I A H O J E • 2 5
Q U Í M I C A
São usados em processos de extração (em que umasubstância é retirada de uma mistura) e na limpezade materiais eletrônicos, constituem matéria-primapara a fabricação de produtos químicos, servemcomo propelentes em aerossóis e têm grande impor-tância nas indústrias de tintas e cosméticos, entreoutras utilidades.
Nas reações químicas, o emprego de solventestambém é muito importante, para, entre outros efei-tos, permitir ou facilitar o contato entre os reagentes,ou destes com o catalisador, e evitar rea-ções indesejáveis.
A recuperação e o descarte de solventes são as-pectos fundamentais dentro da química verde, por-que apresentam importantes efeitos econômicos eambientais. A não recuperação de solventes ge-ralmente acarreta o aumento do custo do tratamen-to de efluentes e o desperdício de um material quepoderia ser reaproveitado. Outras questões relevan-tes são a toxicidade e a inflamabilidade dos sol-ventes e os limites permitidos para a exposição deum trabalhador a cada um deles. Essas questõesestão sujeitas a grande pressão dos órgãos regula-dores das atividades químicas e da própria socie-dade. A estocagem e o transporte de solventes sãoproblemas adicionais, pelos riscos que oferecem.
Os limites de tolerância para exposição dos traba-lhadores a solventes variam de uma substância paraoutra e são definidos por órgãos ou institutos gover-namentais (figura 5). As pesquisas sobre solventesmenos perigosos para o ambiente e para o homemvêm movimentando um número surpreendente depesquisadores e recursos.
A ÁGUA NAS REAÇÕES ORGÂNICAS
A água é um solvente barato, normalmente disponí-vel, não inflamável, não tóxico e não poluidor domeio ambiente. No entanto, é pouco usada comosolvente em reações orgânicas, apesar da variedade
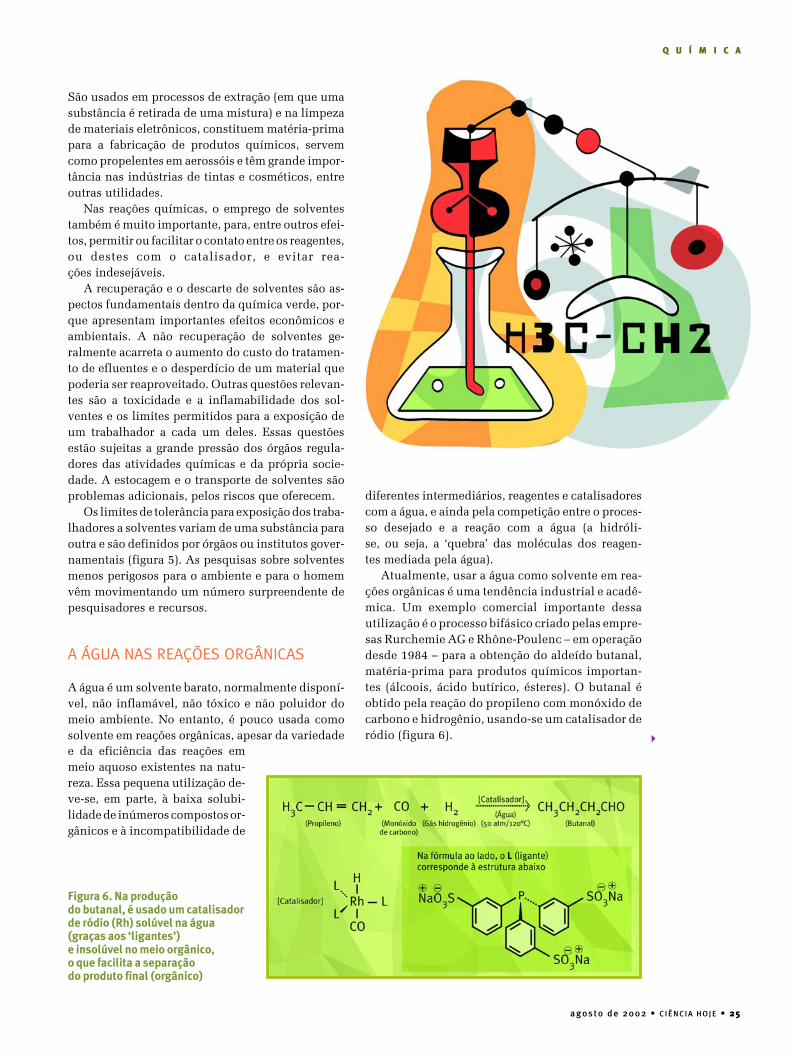
Figura 6. Na produçãodo butanal, é usado um catalisadorde ródio (Rh) solúvel na água(graças aos ‘ligantes’)e insolúvel no meio orgânico,o que facilita a separaçãodo produto final (orgânico)
diferentes intermediários, reagentes e catalisadorescom a água, e ainda pela competição entre o proces-so desejado e a reação com a água (a hidróli-se, ou seja, a ‘quebra’ das moléculas dos reagen-tes mediada pela água).
Atualmente, usar a água como solvente em rea-ções orgânicas é uma tendência industrial e acadê-mica. Um exemplo comercial importante dessautilização é o processo bifásico criado pelas empre-sas Rurchemie AG e Rhône-Poulenc – em operaçãodesde 1984 – para a obtenção do aldeído butanal,matéria-prima para produtos químicos importan-tes (álcoois, ácido butírico, ésteres). O butanal éobtido pela reação do propileno com monóxido decarbono e hidrogênio, usando-se um catalisador deródio (figura 6).
e da eficiência das reações emmeio aquoso existentes na natu-reza. Essa pequena utilização de-ve-se, em parte, à baixa solubi-lidade de inúmeros compostos or-gânicos e à incompatibilidade de
2 6 • C I Ê N C I A H O J E • vo l . 3 1 • n º 1 8 5
Q U Í M I C A
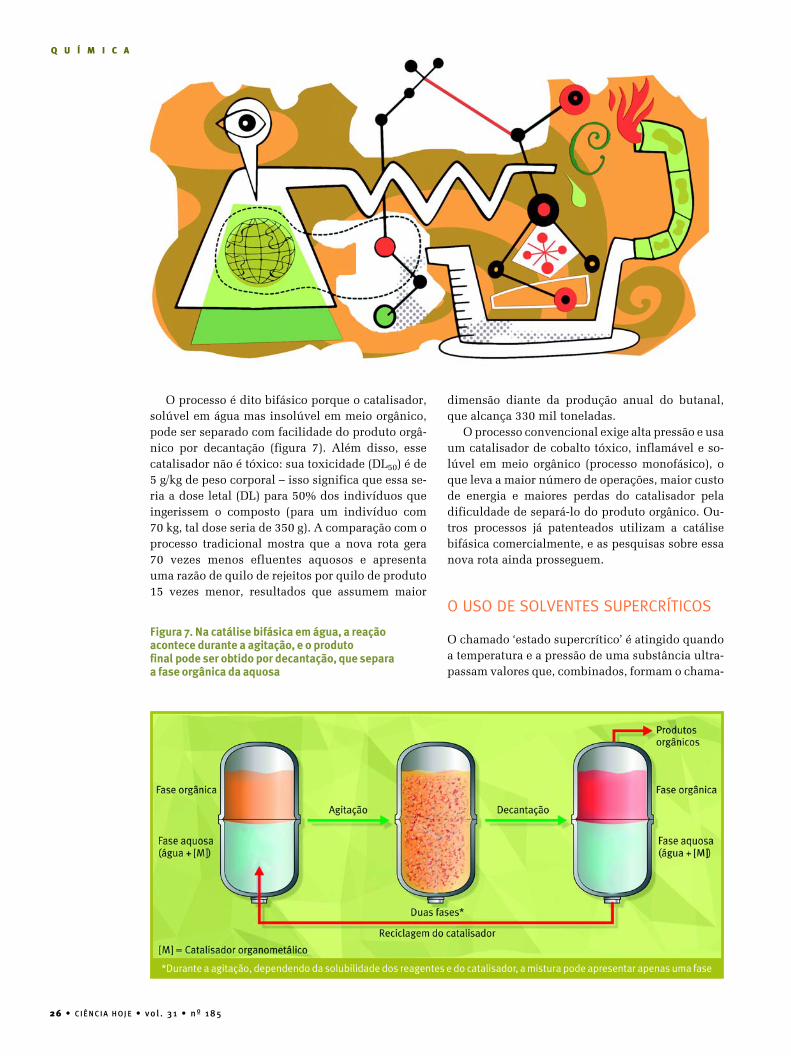
O processo é dito bifásico porque o catalisador,solúvel em água mas insolúvel em meio orgânico,pode ser separado com facilidade do produto orgâ-nico por decantação (figura 7). Além disso, essecatalisador não é tóxico: sua toxicidade (DL50) é de5 g/kg de peso corporal – isso significa que essa se-ria a dose letal (DL) para 50% dos indivíduos queingerissem o composto (para um indivíduo com70 kg, tal dose seria de 350 g). A comparação com oprocesso tradicional mostra que a nova rota gera70 vezes menos efluentes aquosos e apresentauma razão de quilo de rejeitos por quilo de produto15 vezes menor, resultados que assumem maior
dimensão diante da produção anual do butanal,que alcança 330 mil toneladas.
O processo convencional exige alta pressão e usaum catalisador de cobalto tóxico, inflamável e so-lúvel em meio orgânico (processo monofásico), oque leva a maior número de operações, maior custode energia e maiores perdas do catalisador peladificuldade de separá-lo do produto orgânico. Ou-tros processos já patenteados utilizam a catálisebifásica comercialmente, e as pesquisas sobre essanova rota ainda prosseguem.
O USO DE SOLVENTES SUPERCRÍTICOS
O chamado ‘estado supercrítico’ é atingido quandoa temperatura e a pressão de uma substância ultra-passam valores que, combinados, formam o chama-
Figura 7. Na catálise bifásica em água, a reaçãoacontece durante a agitação, e o produtofinal pode ser obtido por decantação, que separaa fase orgânica da aquosa
*Durante a agitação, dependendo da solubilidade dos reagentes e do catalisador, a mistura pode apresentar apenas uma fase
a g o s t o d e 2 0 0 2 • C I Ê N C I A H O J E • 2 7
Q U Í M I C A
78,2
1
5,1
73
-56,6 31,1
Gás
LíquidoSólido
Temperatura (°C)P
ress
ão (
atm
)
Fluidosupercrítico
Pontocrítico
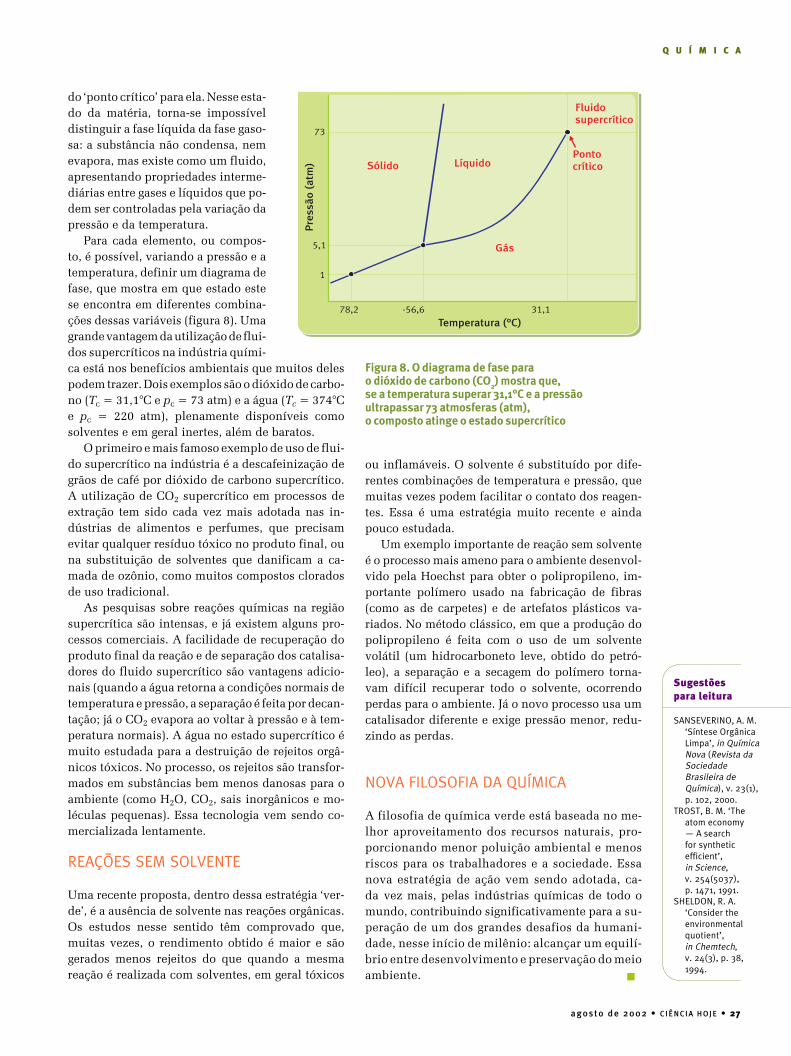
Figura 8. O diagrama de fase parao dióxido de carbono (CO
2) mostra que,
se a temperatura superar 31,1°C e a pressãoultrapassar 73 atmosferas (atm),o composto atinge o estado supercrítico
Sugestõespara leitura
SANSEVERINO, A. M.‘Síntese OrgânicaLimpa’, in QuímicaNova (Revista daSociedadeBrasileira deQuímica), v. 23(1),p. 102, 2000.
TROST, B. M. ‘Theatom economy— A searchfor syntheticefficient’,in Science,v. 254(5037),p. 1471, 1991.
SHELDON, R. A.‘Consider theenvironmentalquotient’,in Chemtech,v. 24(3), p. 38,1994.
do ‘ponto crítico’ para ela. Nesse esta-do da matéria, torna-se impossíveldistinguir a fase líquida da fase gaso-sa: a substância não condensa, nemevapora, mas existe como um fluido,apresentando propriedades interme-diárias entre gases e líquidos que po-dem ser controladas pela variação dapressão e da temperatura.
Para cada elemento, ou compos-to, é possível, variando a pressão e atemperatura, definir um diagrama defase, que mostra em que estado estese encontra em diferentes combina-ções dessas variáveis (figura 8). Umagrande vantagem da utilização de flui-dos supercríticos na indústria quími-ca está nos benefícios ambientais que muitos delespodem trazer. Dois exemplos são o dióxido de carbo-no (Tc = 31,1°C e pc = 73 atm) e a água (Tc = 374°Ce pc = 220 atm), plenamente disponíveis comosolventes e em geral inertes, além de baratos.
O primeiro e mais famoso exemplo de uso de flui-do supercrítico na indústria é a descafeinização degrãos de café por dióxido de carbono supercrítico.A utilização de CO2 supercrítico em processos deextração tem sido cada vez mais adotada nas in-dústrias de alimentos e perfumes, que precisamevitar qualquer resíduo tóxico no produto final, ouna substituição de solventes que danificam a ca-mada de ozônio, como muitos compostos cloradosde uso tradicional.
As pesquisas sobre reações químicas na regiãosupercrítica são intensas, e já existem alguns pro-cessos comerciais. A facilidade de recuperação doproduto final da reação e de separação dos catalisa-dores do fluido supercrítico são vantagens adicio-nais (quando a água retorna a condições normais detemperatura e pressão, a separação é feita por decan-tação; já o CO2 evapora ao voltar à pressão e à tem-peratura normais). A água no estado supercrítico émuito estudada para a destruição de rejeitos orgâ-nicos tóxicos. No processo, os rejeitos são transfor-mados em substâncias bem menos danosas para oambiente (como H2O, CO2, sais inorgânicos e mo-léculas pequenas). Essa tecnologia vem sendo co-mercializada lentamente.
REAÇÕES SEM SOLVENTE
Uma recente proposta, dentro dessa estratégia ‘ver-de’, é a ausência de solvente nas reações orgânicas.Os estudos nesse sentido têm comprovado que,muitas vezes, o rendimento obtido é maior e sãogerados menos rejeitos do que quando a mesmareação é realizada com solventes, em geral tóxicos
ou inflamáveis. O solvente é substituído por dife-rentes combinações de temperatura e pressão, quemuitas vezes podem facilitar o contato dos reagen-tes. Essa é uma estratégia muito recente e aindapouco estudada.
Um exemplo importante de reação sem solventeé o processo mais ameno para o ambiente desenvol-vido pela Hoechst para obter o polipropileno, im-portante polímero usado na fabricação de fibras(como as de carpetes) e de artefatos plásticos va-riados. No método clássico, em que a produção dopolipropileno é feita com o uso de um solventevolátil (um hidrocarboneto leve, obtido do petró-leo), a separação e a secagem do polímero torna-vam difícil recuperar todo o solvente, ocorrendoperdas para o ambiente. Já o novo processo usa umcatalisador diferente e exige pressão menor, redu-zindo as perdas.
NOVA FILOSOFIA DA QUÍMICA
A filosofia de química verde está baseada no me-lhor aproveitamento dos recursos naturais, pro-porcionando menor poluição ambiental e menosriscos para os trabalhadores e a sociedade. Essanova estratégia de ação vem sendo adotada, ca-da vez mais, pelas indústrias químicas de todo omundo, contribuindo significativamente para a su-peração de um dos grandes desafios da humani-dade, nesse início de milênio: alcançar um equilí-brio entre desenvolvimento e preservação do meioambiente.