Embed Size (px)
Citation preview

ABORDAGENS DE SOLUÇÃO PARA O PROBLEMA INTEGRADO DE
DIMENSIONAMENTO E SEQUENCIAMENTO DE LOTES DE PRODUÇÃO DE
REFRIGERANTES COM DOIS ESTÁGIOS E MÚLTIPLAS MÁQUINAS
Deisemara Ferreira, Reinaldo Morabito
Departamento de Engenharia de Produção – UFSCar; 13565-905, São Carlos, SP
[email protected], [email protected]
Socorro Rangel
Departamento de Ciências de Computação e Estatística – UNESP; 15054-000, S. J. Rio Preto, SP
Resumo
Apresentamos neste trabalho um modelo de otimização inteira mista para dimensionar e sequenciar, de
forma integrada, lotes de produção em fábricas de refrigerantes. O modelo considera a sincronia entre
os estágios de xaroparia e envase que compõem a produção de refrigerantes. Tempos e custos de troca
de refrigerantes em tanques e linhas de envase, que dependem da seqüência de produção, são também
considerados. Estratégias de decomposição e relaxação, e variações da heurística relax and fix foram
testadas e comparadas na solução de exemplares do modelo, baseados em dados reais de uma fábrica
de médio-grande porte. Os resultados obtidos indicam que o modelo proposto é útil na representação
do problema, e as estratégias de soluções capazes de fornecer soluções melhores do que as utilizadas
pela empresa.
Palavras-chave: Programação inteira mista, programação da produção, modelos integrados de
dimensionamento e sequenciamento da produção, indústria de refrigerantes.
1. Introdução
O planejamento, a programação e o controle da produção são tarefas importantes para garantir
um bom desempenho do processo produtivo de uma empresa. Uma programação da produção eficiente
envolve vários fatores, tais como: a demanda dos produtos, a disponibilidade de matérias primas, a
capacidade disponível para produção, o preparo das máquinas, entre outros. Em vários processos
produtivos, como na produção de tintas, rações e bebidas, a seqüência de produção dos produtos nas
máquinas é uma decisão que tem efeitos importantes nos custos de produção e na utilização da
capacidade disponível. Quando há troca da produção de um item para outro é necessário parar as
máquinas para que sejam feitos ajustes e limpezas necessários para a produção do próximo item. Esse

2
preparo das máquinas pode ser demorado e custoso e, portanto, é desejável definir um sequenciamento
dos itens que minimize os tempos e custos de preparo.
A maior parte das empresas de bebidas, como refrigerantes, chás gelados, sucos, energéticos,
águas, resolve a questão do dimensionamento e sequenciamento dos lotes em duas etapas. Em uma
primeira etapa é determinada a dimensão dos lotes, levando em consideração as demandas dos
produtos, as disponibilidades de insumos, as capacidades de produção, etc. Em uma etapa
subseqüente, a seqüência dos lotes de produção é definida em cada máquina, considerando os tempos
de troca, os tempos disponíveis para produção e outros fatores que possam influenciar no
sequenciamento da produção. No entanto, estas decisões de dimensionamento e sequenciamento são
dependentes uma da outra, devido aos tempos de troca serem bem dependentes da seqüência de
produção e consumiram as capacidades das máquinas.
O tamanho do lote a ser produzido em geral não influencia no tempo de preparo das máquinas,
ou seja, o tempo que se leva para preparar uma máquina para produção de um lote pequeno é
praticamente o mesmo tempo de preparação de um lote grande. Por outro lado, o tempo de troca
depende da seqüência de produção dos lotes, por exemplo, o tempo de troca da produção de um
refrigerante normal para um refrigerante light ou diet é bem maior do que na seqüência inversa. Desta
maneira, muitas vezes é mais vantajoso diminuir o número de preparos, produzindo um lote maior e
estocando o excesso de produtos para abastecer a demanda de períodos futuros, do que produzir lotes
pequenos para se atender apenas a demanda do período presente. No entanto, lotes maiores implicam
em maiores custos de estocagem.
Neste trabalho é estudado o dimensionamento e o sequenciamento integrados da produção de
bebidas, mais especificamente a produção de refrigerantes. Esta programação é um processo árduo. A
natureza combinatória do problema e a falta de sistemas computacionais específicos para tratar o
problema em geral dificultam a realização desta atividade. O desenvolvimento de sistemas de apoio à
decisão para produção de bebidas pode reduzir custos e aumentar produtividades, além de facilitar a
análise de diferentes cenários, como os efeitos de incertezas na demanda dos produtos e de variações
das capacidades produtivas, entre outros.
Na literatura há diversos trabalhos que modelam matematicamente apenas o dimensionamento
dos lotes (e.g., Kuik et al., 1994; França et al, 1999; Pochet e Wolsey, 2006; Toledo e Armentano,
2006; Brahimi et al., 2006), e diversos trabalhos que modelam apenas o sequenciamento da produção
(e.g., Manne, 1960; Hax e Candea, 1984; Pinedo, 1995; Cheng et al., 2004). Mais recentemente
apareceram trabalhos que integram o dimensionamento e o sequenciamento dos lotes em um mesmo
modelo matemático (e.g., Drexl e Kimms, 1997; Clark e Clark, 2000; Haase e Kimms, 2000; Karimi et
al., 2003; Gupta e Magnusson, 2005). Uma maneira de sequenciar a produção dos itens é considerar o
intervalo de tempo menor (dias, turnos, horas) e permitir que apenas um item seja produzido por
período (modelo small bucket). Assim, sabe-se exatamente o que e quanto será produzido em cada

3
período. Esta estratégia é utilizada, por exemplo, em Fleishmann (1990) no modelo matemático
conhecido por Problema Discreto de Dimensionamento e Sequenciamento de Lotes (DLSP - Discrete
Lotsizing and Scheduling Problem).
Fleishmann e Meyr (1997) apresentam um modelo big bucket chamado Problema Geral de
Dimensionamento e Sequenciamento de Lotes (GLSP - General Lotsizing and Scheduling Problem),
que considera que vários itens podem ser produzidos por período. Porém, os períodos (macro
períodos) são divididos em períodos menores (sub-períodos ou número de preparos do período), e em
cada sub-período (que pode ter tamanho variável) apenas um item pode ser produzido, o que
estabelece o sequenciamento dos lotes. Todas as variáveis são indexadas por sub-período, exceto as
variáveis de estoque que continuam dependentes do macro período. A produção de um item em um
período é igual à soma do que foi produzido daquele item em cada sub-período. O tamanho do sub-
período é dado pelo tamanho do lote de produção, podendo inclusive ser nulo. Em Meyr (2000, 2002)
o modelo GLSP é estendido para considerar tempos de troca dependentes do sequenciamento da
produção e várias máquinas.
Modelos integrados de dimensionamento e sequenciamento da produção têm sido aplicados no
estudo da programação da produção de algumas indústrias brasileiras. Alguns exemplos são Araújo et
al. (2004), Toso e Morabito (2005) e Luche e Morabito (2005) aplicados nos setores de fundição,
nutrição animal e grãos eletrofundidos, respectivamente. Poucos trabalhos na literatura tratam
especificamente da programação da produção de refrigerantes, apesar da importância do setor na
economia brasileira. Atualmente no Brasil existem mais de 800 fábricas de refrigerantes espalhadas
pelo país, que geram mais de 60 mil empregos diretos e 520 mil indiretos, para a produção de 3.500
marcas diferentes. A cada ano, aumenta a fabricação de bebidas tais como: águas, chás, energéticos e
principalmente refrigerantes. Dados da ABIR - Associação Brasileira das Indústrias de Refrigerantes e
de Bebidas Não Alcoólicas - mostram que o setor de refrigerantes fechou o ano de 2006 com
crescimento de 4.75% em relação a 2005, o que representa mais de 12 bilhões de litros de refrigerantes
por ano (ABIR, 2007).
Na literatura, os trabalhos de Rangel e Ferreira (2003) e Clark (2003) apresentam modelos de
otimização inteira mista para tratar apenas do dimensionamento de lotes neste setor. Em Ferreira et al.
(2007) foi estudado um problema de dimensionamento e sequenciamento da produção de refrigerantes
em uma fábrica de pequeno porte por meio de um modelo de otimização baseado no modelo GLSP. O
modelo considera apenas um estágio de produção, envase da bebida, tratado como gargalo da
produção, com uma única linha de envase. Heurísticas do tipo relax and fix foram propostas para
resolver o modelo. Um caso mais geral do problema considerando dois estágios de produção (preparo
do xarope e envase da bebida) foi estudado em Toledo (2005) e Toledo et al. (2007). Foi proposto um
modelo de otimização inteira mista que considera a sincronia entre os estágios, que é um aspecto
importante em fábricas de médio e grande porte, com várias linhas de envase paralelas. Devido à

4
complexidade e dimensão do modelo (que envolve cerca de 65 famílias de restrições), foram propostas
abordagens de solução por meio de algoritmos genéticos e meméticos (Toledo et al., 2006).
No presente trabalho também propomos um modelo otimização inteira mista, Modelo Dois
Estágios Multi-Máquinas (P2EMM), que considera várias linhas de envase em paralelo e a sincronia
entre os dois estágios de produção (preparo do xarope e envase da bebida). Apesar de admitir algumas
hipóteses simplificadoras em relação ao modelo proposto em Toledo et. al. (2007), o modelo P2EMM
também se mostrou de difícil solução para os sistemas de otimização de ultima geração (e.g., CPLEX).
Para resolvê-lo, são então estudadas diferentes abordagens de solução baseadas em uma estratégia de
decomposição (ED) e uma estratégia de relaxação (ER) do modelo, combinadas com heurísticas relax
and fix.
Na próxima seção deste artigo é descrito resumidamente o processo de produção de
refrigerantes de acordo com a realidade de três fábricas de refrigerantes visitadas. A modelagem
matemática é apresentada na Seção 3 e a metodologia de solução na Seção 4. Experimentos
computacionais foram realizados para avaliar e comparar o desempenho das abordagens entre si e com
a prática da empresa, e os resultados são analisados na Seção 5. Finalmente, na Seção 6 apresentamos
as considerações finais e propostas de trabalhos futuros.
2. Processo de Produção de Refrigerantes
Conforme mencionado, a produção de bebidas possui dois estágios principais que são o
preparo do xarope (sabor) e o envase da bebida pronta. O xarope é preparado em tanques especiais que
possuem hélices para agitar o líquido. Uma quantidade mínima de xarope, suficiente para cobrir as
hélices, deve ser preparada para garantir a homogeneidade do mesmo. Em geral, os tanques podem
preparar qualquer sabor de xarope, mas na prática é comum as fábricas dedicarem alguns tanques só
para o preparo dos sabores light e diet. Há necessidade de preparar o tanque antes de seu uso. Se o
xarope a ser preparado for do mesmo sabor que o anterior, o tanque passa por um enxágüe rápido. Se o
xarope for de sabor diferente, o tanque passa por uma limpeza mais demorada. Assim, toda vez que
um xarope é produzido, há um tempo de preparo a ser considerado. O setor da fábrica onde estão
situados os tanques é chamado de xaroparia.
Uma linha de envase é constituída por uma esteira rolante e diversas máquinas alinhadas em
série. As máquinas são utilizadas para esterilizar os vasilhames, enchê-los com líquido (xarope e água
gaseificada no caso dos refrigerantes), fechá-los, rotulá-los, codificá-los e empacotá-los. Ao final do
processo, os pacotes de refrigerantes são colocados em paletes e estocados. Existe apenas uma entrada
e uma saída de vasilhames. Há uma máquina na linha de envase, denominada proporcionador, que é
utilizada para adicionar água ao xarope recebido dos tanques, transformando assim o xarope em
bebida pronta.
As linhas de envase podem diferir de acordo com o tipo de embalagem. Linhas que envasam
bebidas em embalagens plásticas (PET- Polietileno Tereftalato), não trabalham com vasilhames de

5
vidro, pois o processo de limpeza dos vasilhames de vidro é mais minucioso. As latas também são
produzidas em linhas de envase específicas, e das etapas citadas anteriormente, não há a etapa de
rotulação, pois as latas em geral, já vêm ilustradas. Além destas diferenças, as linhas que envasam
garrafas PET, podem diferir pelo tamanho da embalagem PET. No mercado existem linhas de envase
modernas que, além de encher todos os tamanhos de vasilhames, possuem um controle volumétrico de
bebida, o que garante a quantidade exata de bebida na garrafa. No entanto, é comum nas fábricas as
linhas que envasam apenas alguns tamanhos de vasilhames e possuem o controle de bebida sensorial.
Independente do número de tanques, cada linha de envase recebe xarope de apenas um tanque
por vez, porém um tanque pode enviar xarope para mais de uma linha simultaneamente se elas
estiverem envasando o mesmo sabor de bebida. O esquema do processo de produção de refrigerantes,
ilustrado na Figura 1, mostra a ligação entre os tanques e as linhas de envase. Todas as M linhas
recebem água de uma mesma fonte, e xarope de apenas um tanque por vez. O tanque N, por exemplo,
pode enviar xarope para as linhas k e M ao mesmo tempo, enquanto estas linhas recebem xarope
apenas deste tanque.
Figura 1. Estágios de xaroparia e envase de refrigerantes.
A cada troca de xarope nos tanques e/ou produto nas linhas é necessário um tempo de
preparação (limpeza e/ou ajuste do maquinário) que depende da seqüência da produção. A
programação da produção de refrigerantes envolve então a definição do tamanho dos lotes de
produção e a sequência em que estes serão produzidos a cada período do horizonte de planejamento. A
programação da produção é em geral feita para estoque, mas é comum a venda de grandes lotes de
Proporcionador (bebida)
Entrada de vasilhame Limpeza Enchedora Capsulador
Rotulador Codificador Empacotador Paletização
Água tratada
Paletização
Linha 1
Linha k
Tanque 1
Tanque k
Tanque N
Envase Xaroparia
. . . . . .
. . . Proporcionador
(bebida) Entrada de vasilhame Limpeza Enchedora Capsulador
Rotulador Codificador Empacotador
Proporcionador (bebida)
Entrada de vasilhame Limpeza Enchedora Capsulador
Rotulador Codificador Empacotador Paletização
Linha M
Estoque
. . .

6
bebidas que devem ser entregues com urgência, e por isto às vezes são priorizados em relação aos
outros produtos.
Outro fator fundamental na programação da produção de fábricas de médio-grande porte, além
dos tempos e custos de trocas dependentes da sequência, é a sincronia entre os estágios de preparo de
xarope e envase da bebida. Na prática, se o tanque não estiver com o xarope pronto para ser enviado
para a linha de envase, esta deve aguardar até que o xarope esteja pronto. Do mesmo modo, o tanque
só pode iniciar o envio de xarope para a linha de envase se ela estiver preparada. Assim, podem
ocorrer esperas da linha de envase pelo tanque e do tanque pela linha de envase. As Figuras 2 e 3
representam situações onde o tanque e a linha de envase estão seqüenciados. No entanto, na Figura 2
não há sincronia entre os estágios. Os lotes de produção (retângulos) determinam os tamanhos dos
lotes e o espaço entre eles define os tempos de troca de um refrigerante para outro na linha de envase,
ou troca de um xarope para outro no tanque. Os tipos de refrigerantes são representados por números
(1, 2 e 3) e os tipos de xaropes por letras (a e b).
Na Figura 3 os retângulos de cor preta são os tempos de espera. Observe na Figura 2 que, no
início do horizonte de planejamento, o tanque precisa de tempo para preparar o xarope a, enquanto a
linha de envase está adiantada e já iniciou a produção do refrigerante 1. Na primeira troca (xarope a
para b e refrigerante 1 para 2), apesar do tempo de troca ser o mesmo no tanque e na linha, a produção
na linha continua adiantada por não ter considerado a espera do lote anterior. Na troca do refrigerante
2 para 2 e do xarope b para b, o início da produção na linha de envase não considerou o tempo de
preparo do segundo tanque de xarope (este tipo de troca pode ocorrer caso seja necessário mais de um
tanque de xarope para produzir o lote). A seguir foi feita na linha de envase a troca do refrigerante 2
para 3, mas o sabor dos refrigerantes é o mesmo, xarope b. Neste caso, o tempo de troca no tanque é
menor que o da linha de envase, assim o tanque deveria esperar a linha de envase estar pronta para
liberar o xarope. Se forem consideradas as esperas, a programação sincronizada seria como na Figura
3. Observe que após fazer a sincronia, a capacidade disponível diminui e o sequenciamento proposto
ultrapassa a capacidade disponível. A sincronia deve ser então considerada no momento em que está
sendo estabelecido o dimensionamento e o sequenciamento da produção.
Figura 2. Programação não sincronizada.
a b b
1 2 2 3
Subp. 1 Subp. 2 Subp. 4
Tanque
Linha
b
Subp. 3

7
Figura 3. Programação sincronizada.
O processo de fabricação de refrigerantes descrito anteriormente é comum às três fábricas
visitadas entre 2001 e 2006. O que difere estas empresas uma da outra é principalmente o número de
produtos, a capacidade de produção (o número de tanques e de linhas de envase) e o grau de
informatização. A Fábrica A, de médio-grande porte, produz mais de 100 itens caracterizados pela
embalagem e sabor da bebida (por exemplo, o refrigerante de 600ml sabor laranja é um item e o
refrigerante de 2l do mesmo sabor é outro), possui nove tanques com capacidades diferentes, e sete
linhas de envase com capacidades diferentes. A Fábrica B (de médio porte) produz 48 itens, possui
sete tanques e três linhas de envase com capacidades diferentes. A Fábrica C (de pequeno porte)
produz 27 tipos de itens, possui duas linhas de envase, uma apenas para embalagens PET e a outra
apenas para embalagens de vidro, e há vários tanques dedicados para cada linha. Note que no caso da
fábrica C, a sincronia entre tanque e linha deixa de ser relevante para a modelagem porque cada linha
dispõe de vários tanques dedicados e é o gargalo de produção, e assim, o problema a ser considerado
pode ser reduzido a um estágio. Este problema foi objeto de estudo em Ferreira et al. (2007).
A Fábrica A possui um sistema de informação gerencial que interliga os diversos setores da
empresa (e.g. vendas, compras, planejamento e controle da produção, logística, etc.), e a programação
da produção é realizada com ajuda de softwares. Um primeiro sistema faz o pré-dimensionamento dos
lotes considerando apenas a capacidade das linhas de envase. Um segundo sistema faz o ajuste do
dimensionamento obtido considerando a capacidade dos tanques e o nível de estoque. Um terceiro
sistema faz o sequenciamento da produção. Diversos ajustes manuais são ainda realizados para
considerar restrições não incluídas nos sistemas, por exemplo, manutenção de máquinas e urgência de
alguns pedidos. As Fábricas B e C fazem toda a programação da produção manualmente, sem ajuda de
softwares específicos. Mais detalhes dos processos de produção destas fábricas podem ser obtidos em
Ferreira (2006).
3. Modelo Dois Estágios Multi-Máquinas - P2EMM
O problema de programação da produção de refrigerantes pode ser enunciado da seguinte
maneira. Defina o tamanho e a sequência dos lotes, considerando a sincronia entre os dois estágios da
produção (xaroparia e envase), demanda dinâmica, capacidades dos tanques e das linhas de envase,
tempos de preparo dependentes da sequência, de forma a minimizar o custo total de produção. Apesar
de nas Fábricas A e B um tanque poder atender simultaneamente mais de uma linha por vez, uma
a b b
1
Subp. 1 Subp. 2 Subp. 4
Tanque
Linha
b
Subp. 3
2 2 3

8
simplificação está sendo considerada no modelo a seguir de que cada linha possui um tanque dedicado
(e, portanto, N=M). Foi observado a partir dos trabalhos de Toledo (2005) e Toledo et al. (2007) que a
consideração do número de tanques diferente do número de linhas resulta num número muito alto de
variáveis e restrições. Além disto, na prática, cada linha recebe xarope de apenas um tanque por vez. O
modelo a seguir considera cada linha como sendo uma única máquina. O seguinte conjunto de
parâmetros define o tamanho do problema:
Tamanho do Problema
J = número total de refrigerantes (itens);
L = número total de sabores de xarope;
M = número total de linhas de envase (máquinas) e tanques;
T = número total de macro-períodos;
N = número total de sub-períodos (i.e. número total de preparos em cada macro-período).
Seja (i, j, k, l, m, t, s) o conjunto de índices definido como:
Índices:
)...1(, Jji ∈ = itens;
)...1( Tt ∈ = períodos;
)...1( Ns ∈ = sub-períodos;
)...1(, Llk ∈ = sabor dos xaropes;
)...1( Mm∈ = máquinas e tanques;
e suponha que os seguintes conjuntos são conhecidos:
Conjuntos
tS = conjunto dos sub-períodos do período t;
jλ = conjunto de todas as máquinas que podem produzir o item j;
mα = conjunto de todos os refrigerantes que podem ser produzidos na máquina m.
mβ = conjunto de todos os xaropes que podem ser preparados no tanque m.
mlγ = conjunto de todos os refrigerantes que podem ser produzidos na máquina m e utilizam o
xarope l.
A seguir os dados e variáveis com o sobrescrito I se referem ao estágio de xaroparia do
processo de produção e os com o sobrescrito II se referem ao estágio de envase:
Dados
jtd = demanda do item j no período t;
jh = custo de estocar o item j;

9
jg = custo de atrasar a entrega do item j;
IIijs = custo de fazer a troca do item i para j;
Ikls = custo de fazer a troca do xarope k para l;
IIijb = quantidade consumida de tempo para fazer a troca de produção do item i para j;
Iklb = quantidade consumida de tempo para fazer a troca do xarope k para o xarope l;
IImja = quantidade consumida de tempo para produção de uma unidade do item j na máquina m;
IImtK = capacidade de tempo disponível na máquina m para envase no período t;
ImK = capacidade do tanque m;
Ilsq = quantidade mínima do xarope l a ser preparada nos tanques no sub-período s.
ljr = quantidade consumida de xarope l para produção de uma unidade do item j;
Variáveis:
jtI + = estoque do item j no período t;
jtI − = quantidade em atraso do item j no período t;
IImjtx = produção da máquina m do item j no sub-período s;
IImsv = tempo que a máquina m no sub-período s ficou aguardando o preparo do tanque;
���
=contrário caso 0
período-sub no item do produção para preparada está linha a se 1 sjmy II
mjs
1 se há produçao no tanque do xarope no sub-período ; y =
0 caso contrário.Imls
m l s���
�
���
=contrário caso 0
período-sub no item o para item do máquina na trocahá se 1 sjimz II
mjs
1 se há troca no tanque do xarope para o xarope no sub-período ; z =
0 caso contrário;mklsI m k l s�
��
Para sincronizar os dois estágios da produção, é necessário incluir o conjunto de variáveis não-
negativas IImsv , 1... , 1...m M s N= = (tempo de espera da máquina), que indica o tempo que a
máquina m aguarda até que o preparo do tanque no sub-período s seja concluído. O tempo de espera
da máquina m no sub-período s é igual à diferença entre o tempo de troca do xarope no tanque e o
tempo de troca do item na máquina:
m m m m
II I I II IIms kl mkls ij mijs
k l i j
v b z b zβ β α α∈ ∈ ∈ ∈
≥ −� � � � , ....1 ,...1 NsMm ==

10
É interessante lembrar aqui que, em cada sub-período s, pode haver produção de um único
xarope (item). Se o tempo de troca do item na máquina for maior do que o tempo de troca do xarope
no tanque, esta variável se anula e apenas o tempo de troca de item na máquina é computado na
restrição de capacidade da máquina. Caso contrário, o tempo de espera total também deve ser
considerado. O modelo de otimização inteira mista, chamado simplesmente de modelo Dois Estágios
Multi-Máquinas (P2EMM), para a programação da produção de refrigerantes é então composto pela
função objetivo (1) e pelas restrições (2)-(17) apresentadas a seguir.
(1) J
1 t 1 1 1 1 1
Z= ( )m m m m
T M N M NII II I I
j jt j jt ij mijs kl mklsj m s i j m s k l
Min h I g I s z s zα α β β
+ −
= = = = ∈ ∈ = = ∈ ∈
+ + +�� ��� � ��� �
Sujeito a:
Estágio I (Xaroparia)
(2) �∈ mlj
IImjsjl xr
γ, I I
m mlsK y≤ 1... , mm M l β= ∈ , 1,..., ;s N=
(3) �∈ mlj
IImjsjl xr
γ≥ I
lsq ,Imlsy 1... , , 1,..., ;mm M l s Nβ= ∈ =
(4) ��∈∈
− ≥mm l
Imls
l
Isml yy
ββ)1( ;,...,1 Mm = 1...t T= , { };t ts S P∈ −
(5) ( 1) 1I I Imkls mk s mlsz y y−≥ + − 1,..., ; , ; 2,..., ;mm M k l s Nβ= ∈ =
(6) ( 1) 1mk
I II Imkls mj s mls
j
z y yγ
−∈
≥ + −� 1,..., ; , ; 2,..., ; ;m tm M k l t T s Pβ= ∈ = =
(7) 1 1m
I Imkl ml
k
z yβ∈
≥� 1,...,m M= , ;ml β∈
(8) 1m m
Imkls
k l
zβ β∈ ∈
≤� � ;,...,1 Mm = 1...t T= , ;ts S∈
Estágio II (Envase)
(9) +− )1(tjI + −
jtI + ��∈ ∈j tm Ss
IImjsx
λ= +
jtI + −− )1(tjI + jtd , Jj ,...,1= , ;,...,1 Tt =
(10) m t m m t t
II II II II II IImj mjs ij mijs ms mt
j s S i j s S s S
a x b z v Kα α α∈ ∈ ∈ ∈ ∈ ∈
+ + ≤� � � � � � , ;,...,1 Mm = 1... ;t T=
(11) m m m m
II I I II IIms kl mkls ij mijs
k l i j
v b z b zβ β α α∈ ∈ ∈ ∈
≥ −� � � � , ....1 ,...1 NsMm ==
(12) IImjsII
j
IImtII
mjs yaK
x ≤ , ;,...,1 Mm = mj α∈ ; 1...t T= , ;ts S∈
(13) 1=�∈ mj
IImjsy
α, ;...1 ,...1 NsMm ==

11
(14) IImijsz ≥ II
smiy )1( − + IImjsy -1, ;,...,1 Mm = mji α∈, ; 2,..., ;s N=
(15) ��∈ ∈m mi j
IImijsz
α α≤ 1, Mm ,...,1= , Ns ,...,1= ;
(16) 1 1m
II IImij mj
i
z yα∈
≥� ;,...,1 Mm = mj α∈ ; 1,..., ;s N=
(17) +jtI , −
jtI 0≥ , TtJj ,...,1,,...,1 == ; IImjsx , II
msv , IImijsz , I
mklsz 0≥ ; IImjsy , I
mlsy 1/0= ,
,,...,1 Mm = , e , e mm lkji βα ∈∈ ,,...,1 Tt = tSs ∈ .
O critério de otimização (1) é minimizar os custos de estoque, atraso e troca. No estágio I, o
termo �∈ mlj
IImjsjl xr
γ é a demanda do segundo estágio, ou seja, é a quantidade de xarope l a ser preparada
no tanque m no sub-período s. Este termo substitui a utilização de uma variável Imlsx específica para
designar o lote de xarope. As restrições (2) junto com as restrições (3) garantem que se houver
preparo do tanque m para o xarope l ( 1=Imlsy ), então o xarope l será produzido em quantidade
suficiente para garantir a homogeneidade do líquido, sem exceder a capacidade do tanque. A restrição
(4) ordena a produção em sub-períodos consecutivos dentro de cada macro período. A restrição (5),
equivalente à restrição (14) do estágio II, controla a troca de xarope no tanque. Observe que no estágio
I o preparo do tanque não se mantém. Isto faz com que, se antes de um sub-período de produção
ocorrer um sub-período ocioso, a restrição (5) não será ativada, deixando de contar uma troca de
xarope. Tendo em vista que a restrição (4) ordena a produção, este problema pode ocorrer apenas na
troca entre macro períodos. Para evitá-lo foi inserida a restrição (6) que, por estar em função também
do preparo da máquina, sempre indica qual foi o xarope preparado no último sub-período de cada
macro período. A restrição (7) garante que será contado o primeiro preparo de xarope do horizonte de
planejamento. A restrição (8) é semelhante a (15), e limita o número de trocas por sub-período.
A restrição (9) diz respeito ao balanceamento entre estoque e produção. Como a variável de
produção está definida em termos dos sub-períodos do período t, é necessário somar a produção de
todas as máquinas em todos sub-períodos tSs ∈ . A restrição (10) garante que o tempo de produção
mais o tempo gasto para as trocas de refrigerantes, e o tempo de espera da máquina não excederão a
capacidade de tempo do período t da máquina m. Sendo que o tempo de espera da máquina é a
diferença entre o tempo de troca na máquina e troca do tanque, restrição (11). A restrição (12) garante
que não haverá produção caso a máquina m não esteja preparada. A restrição (13) estabelece que a
máquina sempre estará preparada para produzir exatamente um refrigerante por sub-período. A
restrição (14) controla a troca de refrigerantes. Pode ocorrer apenas uma troca por sub-período,
restrição (15). A restrição (16) é similar à restrição (7) e estabelece a troca no primeiro sub-período do
horizonte de planejamento. As restrições (17) definem o domínio das variáveis. Note que as variáveis

12
zmklsI e zII
mijs são contínuas. As restrições (5) e (14) e a minimização dos custos de troca de
refrigerantes e xaropes garantem que essas variáveis assumam apenas os valores 0 ou 1.
O modelo P2EMM é facilmente adaptável para representar particularidades de diferentes
fábricas de refrigerantes. No estudo realizado para validar o modelo (ver Seção 5) foram usados dados
da Fábrica A. Nesta fábrica existe um sabor de xarope (p) cuja demanda é muito superior à dos
demais, e seu tempo/custo de preparo é alto. Portanto, este xarope é produzido continuamente. Para
representar essa situação no Modelo P2EMM, as restrições (2) e (3) não são geradas para pl = . Note
que se a variável de preparo associada é igual a zero ( 0=Impsy ), não é possível produzir nenhum item
que utilize este xarope (pois 0=Impsy mp
IImjs jx γ∈∀=� ,0 ). Como este xarope não é preparado nos
outros tanques, o tempo de troca deste xarope para outros (e vice-versa) foi considerado nulo. Não há
mudanças na linha de envase relativas à produção de refrigerantes deste sabor. Essa empresa também
estabelece como meta que o estoque de refrigerantes ao final de um período (e.g., semana) deve ser
suficiente para cobrir a demanda do próximo período. Neste caso há necessidade de incluir uma
restrição adicional:
(18) jtI + ≥ ( 1)j td + , Jj ,...,1= ; 2,..., 1t T= + .
Em alguns ambientes industriais, o estágio da xaroparia em geral não representa um gargalo
para a produção. Isto é, os tempos de preparo dos tanques podem ser desconsiderados uma vez que a
capacidade instalada na xaroparia em geral é suficiente para que o xarope de um determinado sabor
esteja pronto sempre que necessário. Neste caso, não é preciso haver controle de trocas no estágio I,
apenas a quantidade mínima e máxima de xarope no tanque deve ser respeitada. A sincronia entre os
estágios xaroparia e envase também pode ser desconsiderada. A aplicação do modelo P2EMM à essa
realidade é obtida simplesmente eliminando do estágio I todas as variáveis, exceto a variável de
preparo, 0=Imlsy , e todas as restrições, exceto as restrições de quantidade mínima e máxima de
xarope no tanque (2) e (3). A variável de espera da máquina pelo tanque, que garante a sincronia entre
os dois estágios, IImsv também não é necessária. Assim, a restrição que calcula o tempo de espera do
estágio II, (11), é removida e a restrição de capacidade, (10), é modificada para:
(10a) m t m m t
II II II II IImj mjs ij mijs mt
j s S i j s S
a x b z Kα α α∈ ∈ ∈ ∈ ∈
+ ≤� � � � � , TtMm ...1 ,...1 == .
Com essas modificações, obtemos um novo modelo, chamado simplesmente de modelo Um
Estágio Multi Máquinas (P1EMM), que representa a realidade de ambientes produtivos onde a
xaroparia não é um gargalo na produção, composto pela função objetivo (1a):
(1a) J
1 t 1 1 1
Z ( )m m
T M NII II
j jt j jt ij mijsj m s i j
Min h I g I s zα α
+ −
= = = = ∈ ∈
= + +�� ��� � ,
e pelas restrições (2), (3), (9), (10a), (12)-(17).

13
4 Abordagens de Solução
A solução do modelo P2EMM usando sistemas de otimização de última geração (e.g. CPLEX
(ILOG, 2001) descrita na Seção 5 foi insatisfatória e indicou a necessidade de se desenvolver métodos
de solução específicos. Nesta seção descrevemos três abordagens de solução baseados em modelos de
otimização para a solução do problema integrado de dimensionamento e sequenciamento da produção
de refrigerantes: Estratégia de Decomposição (ED), Estratégia de Relaxação (ER) e heurística relax
and fix (RF).
4.1 Estratégia de Decomposição
A estratégia de decomposição (ED) surgiu da observação da prática realizada em uma das
empresas visitadas. Na Fábrica A, as linhas de envase produzem conjuntos específicos de bebidas, ou
seja, a menos de competirem pela xaroparia, a maioria as linhas de envase podem ser consideradas
independentes, pois apenas para algumas delas os conjuntos 1α , 2α ,..., Mα possuem interseção
diferente de vazio. Se considerarmos que cada uma das linhas de envase (máquinas) no modelo
P2EMM produz um conjunto específico de itens, o modelo pode ser decomposto em M modelos
independentes, um para cada valor de m. Cada um desses submodelos pode ser considerado como um
modelo Dois Estágios Uma Máquina (P2E1M). Nos casos onde há mais de uma máquina que pode
produzir um mesmo item, a programação da produção deve indicar, além dos tamanhos e da sequência
de produção dos lotes, a máquina onde os lotes devem ser produzidos. A proposta então é resolver o
problema em duas fases. Na primeira fase, a demanda dos itens é distribuída entre as máquinas, e na
segunda fase é realizado o sequenciamento e o dimensionamento integrados em cada uma das
máquinas pela solução de M modelos P2E1M.
Para fazer a distribuição da demanda dos itens nas máquinas, é possível utilizar um modelo de
dimensionamento de lotes capacitado (PDL). Um novo conjunto de variáveis mjtdem é definido para
determinar a demanda de cada item j em cada período t em cada uma das m máquinas. As variáveis de
estoque e atraso são definidas por máquina e se tornam, mjtI + e mjtI − . A relaxação linear do PDL é fácil
de ser resolvida, e fornece as demandas de cada item em cada máquina para a segunda fase. Note que
o sequenciamento dos lotes é desconsiderado nesta fase. A variável mjtdem será um parâmetro para a
segunda fase. O modelo PDL é formado pela função objetivo (19) e pelas restrições (20)-(24).
Modelo PDL
Variáveis adicionais:
mjtI + = estoque na máquina m do item j no período t;
mjtI − = quantidade em atraso na máquina m do item j no período t;

14
mjtdem = demanda a ser produzida na máquina m do item j no período t.
(19) 1 1 1
Z= ( )M J T
j mjt j mjtm j t
Min h I g I+ −
= = =
+���
Sujeito a:
Estágio I (Xaroparia)
(20) ,ml
II Ijl mjt m t
j
r x K Sγ∈
≤� 1.. , 1.. , 1.. ;m M l L t T= = =
Estágio II (Envase)
(21) ,mjt jtm
dem d=� 1.. , 1..j J t T= = ;
(22) ( 1) ( 1) , IImj t mjt mjt mjt mj t mjtI x I I I dem+ − + −
− −+ + − − = 1.. , 1.. , 1.. ;m M j J t T= = =
(23) 1
, J
II II IIj mjt mt
j
a x K=
≤� 1.. , 1..m M t T= = ;
(24) 0 0 0; , , , , 0; I IImj mj mjt mjt mlt mjt mjtI I I I x x dem+ − + −= = ≥ 1.. , , 1.. , , 1.. , 1.. .m M i j J k l L t T= = = =
O critério de otimização (1) é minimização dos custos de estoque e atraso. A capacidade total
do tanque no período t é dada por seu volume máximo tIm SK , pois |St| representa o número de vezes
que é possível preparar o tanque no período. Assim, a restrição (20) garante que a capacidade dos
tanques não será excedida. Por não estarem sendo consideradas as variáveis de preparo do tanque, não
é possível definir a produção mínima de xarope. As restrições (21) e (22) garantem o balanceamento
entre produção e estoque. A restrição (23) garante que a capacidade das máquinas seja respeitada.
A estratégia de decomposição pode ser resumida no Algoritmo ED descrito na Figura 4. Após
a solução dos M modelos P2E1M na Fase II, calcula-se os custos totais de estoque, atrasos, trocas de
bebidas nas linhas e trocas de xaropes nos tanques, somando os respectivos custos obtidos pelas
soluções de cada um dos M modelos. O dimensionamento e sequenciamento dos lotes do problema são
determinados pelo dimensionamento e o sequenciamento que os M modelos P2E1M fornecem para
cada máquina.
Algoritmo ED
Fase I – Resolva o modelo PDL.
Fase II – Se PDL é viável faça
Para Mm ...1= faça
Resolva P2E1M considerando para cada máquina m
os itens e demandas definidos na Fase I.
Figura 4 –Algoritmo ED

15
4.2 Estratégia de Relaxação - ER
A estratégia de relaxação ER é baseada em situações encontradas nas fábricas em que em geral
o gargalo da produção é a linha de envase (e.g. Fábrica C; Ferreira et al., 2007). Esta estratégia supõe
que uma vez programada a produção dos itens nas máquinas, uma programação viável dos xaropes nos
tanques pode ser facilmente obtida. Desta forma, apenas as restrições de capacidade do tanque no
estágio I são necessárias e o problema de sequenciamento e dimensionamento de lotes no estágio II é
resolvido através do modelo P1EMM.
Um ajuste na solução do Modelo P1EMM pode ser necessário quando o sequenciamento dos
xaropes nos tanques e a sincronia entre a xaroparia e o envase são considerados. Este ajuste pode ser
obtido usando o modelo P2EMM com as variáveis de preparo associadas aos estágios I e II fixadas de
acordo com a solução do Modelo P1EMM. Isto é, se houve produção do item j, então a máquina e o
tanque devem estar preparados. O algoritmo ER descrito na Figura 5 resume a estratégia de relaxação.
Algoritmo ER
Passo 1 - Resolva o modelo P1EMM.
Passo 2 - Se P1EMM é viável, então
para todo Mm ...1= , mj α∈ , Ns ...1= faça
se 0>IImjsx então
Fixe as variáveis de preparo no modelo P2EMM de acordo com:
1 e 1 == Imls
IImjs yy , jl σ∈∀
Passo 3 - Resolva o modelo P2EMM obtido na Passo2.
( jσ é o xarope necessário para a produção do item j)
Figura 5 – Algoritmo ER
4.3 Heurística Relax and Fix
Diversos métodos heurísticos têm sido propostos para a solução de problemas de
dimensionamento de lotes e também de problemas integrados de dimensionamento e sequenciamento
da produção. Uma das heurísticas utilizadas para resolver estas classes de problemas baseada na
solução de modelos de otimização é a heurística relax and fix (Wolsey, 1998). Nesta heurística, o
conjunto de variáveis inteiras é particionado em P conjuntos disjuntos Qi, i=1,...,P, de diferentes
importâncias. O número P de conjuntos determina o número de iterações da heurística. Em uma
iteração n, as variáveis do conjunto Qn são definidas como inteiras, e as variáveis dos conjuntos Qj,
j=n+1, ...,P, relaxadas. O problema resultante (sub-problema) é então resolvido. Se o sub-problema é
inviável, pare. Neste caso não é possível encontrar uma solução viável para o problema original com
as variáveis dos conjuntos Qj, j=1, ...,n-1, fixas nos valores atuais. Se o sub-problema for viável, as

16
variáveis do conjunto Qn, ou parte delas, são fixadas em seu valor corrente, e o processo se repete para
os demais conjuntos. Há necessidade ainda da definição de um critério para decidir quais são as
variáveis do conjunto Qn que serão fixadas. A heurística relax and fix pode ser descrita de forma geral
pelo Algoritmo RF ilustrado na Figura 6.
Algoritmo RF
Inicialização - Defina uma partição Qi, i=1,...,P para o conjunto de variáveis inteiras, e um
critério para fixação das variáveis.
Para n=1,...,P faça:
Passo 1 - Relaxe as variáveis do conjunto Qj, j=n+1,...P e resolva o problema
resultante.
Passo 2- Se o subproblema obtido no Passo 1 for inviável, pare. Caso contrário
fixe as variáveis do conjunto Qn que satisfazem o critério de fixação.
Fim Para
Figura 6 – Algoritmo RF
É importante observar que se o problema resultante no Passo 2 do Algoritmo RF for inviável,
pode-se inserir passos adicionais no algoritmo para contornar essa situação. Por exemplo, se forem
fixadas todas as variáveis de um determinado conjunto, uma solução viável pode ser obtida relaxando
algumas variáveis fixadas anteriormente (Escudero e Salmeron, 2005). A forma de seleção das
variáveis e o critério seleção das variáveis a serem fixadas, têm grande influência na dificuldade de
solução dos subproblemas. A combinação destes dois fatores fornece uma variedade de opções de
heurísticas relax and fix. Escudero e Salmeron (2005), por exemplo, comparam variações de
heurísticas relax and fix, na solução de um modelo de sequenciamento de projetos. As estratégias
diferem entre si pela forma como a partição no conjunto de variáveis é feita.
Um critério usual na implementação da heurística relax and fix é a partição do conjunto de
variáveis por período, e a fixação das variáveis inteiras de cada iteração. Dillenberger et al. (1994),
aplicam esta estratégia relax and fix na solução de um modelo de dimensionamento de lotes multi
máquinas, multi itens e multi períodos. O número de iterações é determinado pelo número de
elementos da partição, neste caso o número de períodos. Federgruen et al. (2004) classifica a
heurística relax and fix como um caso particular de uma heurística de intervalos progressivos. O autor
considera que na heurística relax and fix, não há fixação de variáveis contínuas, o que dá o máximo de
flexibilidade na obtenção de soluções factíveis. A heurística relax and fix também é utilizada de forma
híbrida com metaheurísticas como a busca tabu (Pedroso e Kubo, 2005). Ela é utilizada tanto para
fornecer uma solução inicial para a busca tabu, quanto para reconstrução de soluções. Em Toledo
(2005) a heurística relax and fix também foi aplicada na solução de um problema de dimensionamento
e sequenciamento da produção de bebidas, e em Ferreira et al. (2007) foram testadas 8 variações da

17
heurística relax and fix na solução de um modelo Um Estágio Uma Máquina (P1E1M). As heurísticas
relax and fix testadas variam tanto pelo critério de partição das variáveis quanto pelo critério de
fixação.
Neste trabalho, exploramos diversas estratégias da heurística relax and fix na solução do
modelo P2EMM e dos submodelos usados nos algoritmos ED e ER. É considerada heurística relax
and fix todo tipo de combinação de variáveis para definir os subproblemas (submodelos), e todo
critério de fixação de variáveis. Foram testados no modelo P2EMM 15 estratégias relax and fix,
descritas na Tabela 1. A primeira coluna da tabela (Estrat.) indica o nome da estratégia, a segunda
coluna (Partição) mostra os critérios usados para particonar o conjunto de variáveis inteiras, e a
terceira coluna (Critério de Fixação de Variáveis) indica o critério usado para selecionar as variáveis a
serem fixadas a cada iteração. As variáveis da Tabela 1 são as mesmas apresentadas na descrição do
modelo P2EMM. Alguns índices foram omitidos apenas para facilitar a leitura da tabela.
As estratégias estão divididas em três grupos, G1, G2 e G3 As estratégias dos grupos G1 e G3
são as mesmas estudadas em Ferreira et al. (2007), aqui adaptadas para o modelo P2EMM quando
necessário, como no caso da fixação da variável Iz para as estratégias G1.2, G1.3, G1.4 e G1.5. No
grupo G1 as estratégias têm o critério de seleção de variáveis usual, ou seja, por período. As
estratégias variam então pela forma como as variáveis são fixadas. No grupo G2, como o modelo
P2EMM envolve dois estágios, as estratégias foram propostas para avaliar a influência de cada estágio
no processo de decisão. A fixação das variáveis é feita por estágios, ou seja, primeiro as variáveis do
tipo yII (ou yI), e depois as variáveis do tipo yI (ou yII). Observe que ao fixar as decisões do estágio II,
na estratégia G2.2, define-se automaticamente qual xarope será produzido. O contrário não ocorre,
estratégia G2.3, pois após definir qual xarope preparar no tanque, há ainda a decisão de qual item (que
utiliza aquele xarope) produzir. As estratégias G2.4 e G2.5 reduzem a dimensão dos subproblemas da
estratégia G2.2, incluindo no critério de partição, além dos estágios, o período. As estratégias G2.6 e
G2.7 incluem ainda as máquinas no critério de partição. A estratégia G2.7 inclui a dimensão dos
submodelos da estratégia G2.6 e a flexibilidade da estratégia G1.5. As estratégias com a partição por
sub-períodos, Grupo G3, procuram trabalhar a cada iteração com submodelos ainda menores que das
demais estratégias. No entanto, as estratégias deste grupo não forneceram bons resultados nos
experimentos realizados neste trabalho e, assim, foram omitidas do estudo computacional descrito na
Seção 5. Mais detalhes sobre estas estratégias e dos resultados obtidos estão apresentados em Ferreira
(2006).
As estratégias que possuem partição por máquinas, estratégias G2.1, G2.6 e G2.7, não foram
aplicadas na solução do modelo P2E1M resolvido na Fase II do Algoritmo ED, pois o modelo
considera apenas uma máquina. Para o modelo P1EMM resolvido no Passo 1 do Algoritmo ER, as
estratégias que envolvem a partição do conjunto de variáveis por estágios não foram aplicadas,
estratégias G2.2, G2.3, G2.4, G2.5, G2.6. A estratégia G2.7 foi adaptada considerando apenas a

18
partição por máquina/período e foi renomeada para estratégia G2.8 para ser aplicada no modelo
P1EMM.
5. Experimentos Computacionais
Nesta seção apresentamos e analisamos os resultados da aplicação das abordagens na solução
de exemplares reais do problema de programação da produção de refrigerantes. O modelo P2EMM
(Seção 3) e os algoritmos ED, ER e RF (Seção 4) foram implementados na linguagem de modelagem
AMPL 100 (Fourer et al., 1993). O modelo P2EMM e os submodelos associados aos algoritmos ED,
ER e RF foram resolvidos pelo sistema de otimização CPLEX versão 10.0 (ILOG, 2006). A cada
iteração dos algoritmos ED, ER e RF, um modelo de otimização inteira misto é resolvido. Apesar
desses modelos serem mais simples do que o modelo P2EMM, a dificuldade de solução se mantém.
Desta maneira, se a solução ótima do problema a ser resolvido em cada iteração não foi obtida dentro
de limite máximo de tempo pré-estabelecido, a execução do CPLEX foi interrompida e a melhor
solução inteira obtida foi avaliada. Os testes foram realizados em um computador com processador
Pentium 4, 1.0 Gb de RAM, 3.2 Ghz. A seguir são descritos os exemplares gerados e os resultados
obtidos.
5.1 Geração de exemplares
Os dados referentes a demandas, tempos de troca (xarope e item), capacidade das máquinas e
tanques, entre outros dados necessários para simular o problema, foram fornecidos em diversas visitas
realizadas à Fábrica A entre os anos de 2002 e 2006. Foram realizadas várias entrevistas com
Tabela 1. Estratégias heurísticas relax and fix. Estrat. Partição Critério de Fixação de Variáveis G1.1 Período yI e yII G1.2 Período yI , yII, zII e zI G1.3 Período yI e yII, zII, zI e xII G1.4 Período yI , yII, zII e zI s.h.p.*
G1.5 Período yI , yII, zII e zI s.h.p. e reavaliando sub-períodos anteriormente ociosos
G2.1 Máquina/Período yI e yII G2.2 Estágio II depois estágio I yI e yII G2.3 Estágio I depois estágio II yI e yII G2.4 Período/estágio II depois estágio I yI e yII G2.5 Período /estágio I depois estágio II yI e yII
G2.6 Máquina/período/estágio II e Máquina/período/estágio I yI e yII
G2.7 Máquina/período/estágio II e Máquina/período/estágio I
yI , yII, zII e zI s.h.p. e reavaliando sub-períodos anteriormente ociosos
G3.1 Sub-período yI e yII G3.2 Um sub-período por período yI e yII
G3.3 Primeiro e último sub-período de cada período yI e yII s.h.p
* s.h.p.: se houver produção

19
funcionários de diferentes setores da empresa para a calibragem das informações, como é o caso, por
exemplo, da definição dos tempos de troca. Observando os arquivos da empresa contendo os tempos
de troca dos itens e comparando com a informação dada pelos funcionários, notamos que na prática
algumas adaptações são feitas para diminuir estes tempos de troca. A cada nova informação foi
necessária então uma análise para verificar a adequação dos dados com a necessidade da pesquisa, e a
compatibilidade da informação com o que se observa na prática.
Por motivos de confidenciabilidade, informações como custos não foram disponibilizadas.
Assim, os custos foram estimados a partir dos valores comercializados para os consumidores, da
mesma maneira que em Ferreira et al. (2007). O custo de estoque de uma bebida foi simplesmente
considerado como sendo um percentual informado do custo de produção, levando-se em conta a taxa
de juros de mercado no período de análise. O custo de produção de cada item foi estimado como sendo
o preço de venda do item, descontada a margem de contribuição ao lucro informada do item. Como a
prioridade da empresa é não atrasar a entrega dos pedidos, o custo de atraso foi considerado como o
preço de venda informado do item. Como a empresa não tem estimativas dos seus custos de troca, o
custo de troca do item i para o item j na linha de envase foi considerado como um custo de
oportunidade, ou seja, a margem de contribuição ao lucro que se deixou de obter com a parada de
linha para a troca, (margem de contribuição ao lucro do item j)*(quantas unidades do item j poderiam
ter sido produzida durante este tempo de troca). Não foram considerados custos de troca de xaropes
nos tanques, uma vez que os custos de oportunidade já estariam sendo considerados nos custos de
troca dos itens nas linhas de envase. Cada período do horizonte de planejamento considerado nos
testes refere-se a uma semana de produção. Os dados coletados foram usados na geração de 15
exemplares, Ex1-Ex15.
Exemplar Ex1
O primeiro exemplar (Ex1) usado nos testes foi gerado a partir dos dados associados a duas
linhas de envase existentes na Fábrica A que podem produzir itens em comum. A primeira linha de
envase (máquina 1) pode produzir 23 tipos de itens e a segunda (máquina 2) pode produzir 10 destes
23 itens. Assim, 13 itens podem ser produzidos apenas na máquina 1, e 10 itens podem ser produzidas
em qualquer uma das duas máquinas, sendo que a máquina 2 tem velocidade de produção maior do
que a máquina 1. São necessários 18 tipos de xaropes para produção deste conjunto de 23 itens.
Os dados correspondem a um período do ano em que a máquina 1 ficou disponível 5.760
minutos em cada período (4 dias por semana), e a máquina 2 ficou disponível 8.640 minutos em cada
período (6 dias por semana). Estas variações ocorrem em função de períodos de baixa demanda,
manutenção de equipamentos, etc. Em entrevista, o responsável pela xaroparia estimou que na prática
um tanque passa por, no máximo, 5 trocas de xarope por dia. Calculando a média dos dias disponíveis
de produção das duas máquinas (5 dias), são 25 trocas por período. Foi considerado um horizonte de

20
planejamento de 3 períodos (3 semanas), que é o horizonte de planejamento adotado na empresa e,
portanto, há um total de 75 sub-períodos (25 sub-períodos por período).
A Tabela 2 apresenta os custos totais (em milhares de unidades monetárias) obtidos na solução
utilizada pela empresa para este cenário (Ex 1). A primeira coluna indica o tipo de custo (estoque,
trocas e o Subtotal) de cada período, as três colunas seguintes apresentam os custos associados aos
períodos 1, 2 e 3, respectivamente, e a última coluna indica o subtotal de cada tipo de custo. A última
célula da tabela apresenta o custo total Z da solução fornecida pela empresa. Os custos de atraso são
nulos. Note que os custos de troca são elevados, se comparados com os custos de estoque. Em
períodos de baixa demanda e capacidade ociosa, estes custos devem ser analisados com cautela.
Exemplares Ex2-Ex15
A fim de comparar melhor o desempenho das abordagens propostas foram gerados mais
quatro exemplares (Ex2, Ex3, Ex4 e Ex5), baseados no exemplar Ex1. Os custos de estoque e atraso
do exemplar Ex1 foram dobrados para gerar Ex2 e Ex3, respectivamente. No exemplar Ex4, a
demanda total de cada item do Ex.1 foi redistribuída aleatoriamente nos três períodos. No exemplar
Ex5, a capacidade das máquinas de Ex.1 foi reduzida. Para determinar a redução da capacidade das
máquinas, foi considerada a capacidade necessária para produção de uma das melhores soluções
encontradas, escolhida arbitrariamente. A capacidade média utilizada nos três períodos nesta solução é
3.416 na máquina 1, e 5.895 na máquina 2. A Tabela 3 resume as características desses exemplares.
Tabela 3. Características dos exemplares Ex2-Ex5 Exemplar Modificações Ex1 Dados originais. Ex2 Custos de estoque do Ex1 foram dobrados. Ex3 Custos de atraso do Ex1 foram dobrados. Ex4 A demanda total de cada item do Ex1 redistribuída aleatoriamente nos três períodos. Ex5 Capacidade das máquinas reduzida.
Além dos dados do exemplar Ex1, também foram coletados nas visitas à Fábrica A dados
relativos à demanda de um período de 30 semanas. Estas demandas permitiram a geração de outros 10
exemplares (Ex6-Ex15). Cada um desses exemplares está associado à demanda de três semanas
consecutivas. Os exemplares Ex6, Ex7, Ex14 e Ex15 correspondem a períodos de demanda mais alta
do que a demanda dos exemplares Ex8-Ex13. Todos os demais parâmetros usados para a geração
desses exemplares são iguais aos usados para gerar o exemplar Ex1. Assim, os 15 exemplares de cada
Tabela 2. Custos (em milhares de unidades monetárias) da solução da Fábrica A – Ex1. Custo Período 1 Período 2 Período 3 Subtotal Estoque 5,086 5,655 6,178 16,920 Troca 116,412 180,281 109,104 405,797 Subtotal 121,498 185,936 115,282 Custo total = 422,716

21
um dos modelos P2EMM, P2E1M (usado no algoritmo ED) e P1EMM (usado no algoritmo ER)
possuem as mesmas dimensões, descritas na Tabela 4. Note que os números de variáveis e restrições
dos modelos são elevados.
Tabela 4. Dimensão dos exemplares Modelo Total de Variáveis Variáveis binárias Total de Restrições P2EMM 86.359 4.575 86.140 P2E1M- máquina 1 72.300 3.075 68.645 P2E1M- máquina 2 20.697 1.500 17.575 P1EMM 54.559 4.575 49.544
5.2 Resultados
O estudo computacional foi dividido em três partes. Inicialmente as estratégias propostas
foram utilizadas na solução do exemplar Ex1 e comparadas à solução da empresa. Os custos
associados à programação da Fábrica A apresentados na Tabela 2 são usados como referência na
análise dos resultados. Os exemplares Ex1-Ex5 foram usados para avaliar as estratégias de solução
propostas (Algoritmos ER, ED e RF). As melhores estratégias foram então usadas na solução dos
exemplares Ex6-Ex15. A programação da produção na Fábrica A é geralmente preparada com
antecedência de 3 a 4 dias e, em geral, ocupa 4 horas de trabalho. Assim, o tempo total de execução
para solução dos exemplares foi limitado a 4 horas.
As estratégias relax and fix descritas na Tabela 1 foram aplicadas no modelo P2EMM e nos
submodelos P2E1M (Fase II do algoritmo ED) e P1EMM (Passo 1 do algoritmo ER). Para permitir
que as soluções obtidas sejam comparáveis, o tempo total de 4 horas foi dividido da seguinte maneira.
O tempo máximo de execução do algoritmo RF quando aplicado na solução do modelo P2EMM foi de
3 horas. A solução relax and fix obtida foi então utilizada como solução inicial para o CPLEX,
executado por mais uma hora. O tempo máximo de 3 horas de execução do Algoritmo RF foi dividido
igualmente entre os M submodelos da estratégia ED, a solução relax and fix obtida também foi então
utilizada como solução inicial para o CPLEX, executado por mais uma hora, dividida igualmente entre
os M submodelos. No caso do algoritmo ER, o algoritmo RF é aplicado durante três horas apenas no
modelo resolvido no Passo 1. O modelo no Passo 3 é então resolvido pelo CPLEX por mais 1 hora,
totalizando 4 horas de processamento.
Resultados dos testes com o exemplar Ex1
Na solução do exemplar Ex1 do modelo P2EMM, foram exploradas seis variações do sistema
CPLEX. O sistema CPLEX permite o ajuste de diversos parâmetros do algoritmo branch and cut (e.g.
Wolsey, 1998). Nesse estudo, analisamos a influência das rotinas para obtenção de limites primais
(heurísticas), rotinas para simplificação do problema (pré-processamento), e rotinas para obtenção de
limites duais (adição de planos de corte) incluídas no sistema. Os parâmetros padrões do sistema
permitem que o sistema faça uma avaliação interna sobre o uso ou não destas rotinas. A Tabela 5

22
descreve os seis métodos usados. O símbolo “×” indica as rotinas que foram ativadas (ou desativadas).
Por exemplo, na rodada 1 (rod1) o exemplar é resolvido usando os parâmetros padrões e na rodada 5
(rod5) o exemplar é resolvido com os parâmetros padrões, exceto pelo uso intensivo da heurística
CPLEX e pela desativação da rotina de geração de planos de corte.
Tabela 5. Variação dos parâmetros CPLEX
Nome
Padrão Heurísticas CPLEX Uso Intensivo
Planos de Corte CPLEX Desligados
Pré-proces. CPLEX Desligado
rod1 × rod2 × × rod3 × × rod4 × × rod5 × × × rod6 × × ×
Na Tabela 6 são apresentados o valor da melhor solução inteira (Z) e o respectivo GAP de
integralidade para cada uma das execuções do CPLEX. Note que todas as soluções obtidas são piores
que a solução fornecida pela fábrica (i.e. maiores que 422,717 mil unidades monetárias). No entanto, o
GAP associado é muito alto ( ≥ 98,0%), indicando que a relaxação linear do modelo é muito fraca, e
que quatro horas de execução não são suficientes para que o CPLEX encontre bons limites primais
para este exemplar. Dentre as seis execuções, as três que forneceram os melhores limites primais
foram rod2, rod6 e rod1, nesta ordem. Destas três estratégias, apenas uma, rod6, faz uso intensivo das
heurísticas CPLEX. Além disso, a variação do GAP na solução obtida com as três primeiras rodadas
ficou entre 98,0% e 98,5%, e nas três últimas entre 98,2% e 98,6%, isto é menor que 0,6%. Esses
resultados indicaram a necessidade de desenvolver métodos de solução específicos para o problema e
justificam o estudo dos algoritmos ED, ER e RF descritos na Seção 4.
Tabela 6 - Resultados obtidos com variações dos parâmetros CPLEX na solução do exemplar Ex1 de P2EMM
Melhor solução Nome Z GAP (%) rod1 631,507 98,4 rod2 523,850 98,0 rod3 652,568 98,5 rod4 640,902 98,4 rod5 724,378 98,6 rod6 564,283 98,2
As soluções obtidas com o uso intensivo da heurística CPLEX (rod4-rod6) não foram
significativamente melhores do que as soluções obtidas com as outras três execuções. Por isso, nos
testes descritos a seguir, o CPLEX foi utilizado com os parâmetros definidos em rod1-rod3. Todas as
estratégias relax and fix descritas na Tabela 1 foram aplicadas na solução do exemplar Ex1 do modelo
P2EMM e dos submodelos dos algoritmos ED e ER, combinadas com as estratégias CPLEX rod1-

23
rod3. Em virtude das limitações de espaço, são apresentadas neste trabalho apenas as soluções que
foram melhores do que a solução da empresa (os demais resultados estão disponíveis em Ferreira,
2006). O modelo P2EMM permite atrasos no atendimento à demanda. Como na solução fornecida pela
empresa não há atrasos, o problema também foi resolvido impedindo atrasos.
A Tabela 7 resume os testes realizados apresentando as melhores soluções obtidas com a
permissão de atrasos (Z) e sem a permissão de atraso (Z sem atraso) em 4 horas de processamento. A
primeira coluna da Tabela 7 indica a abordagem de solução, a segunda coluna indica qual foi a
combinação CPLEX_relax and fix utilizada, a terceira coluna apresenta o valor de Z, a quarta e sexta
colunas apresentam o percentual de melhoria de cada solução em relação à solução da empresa, e a
quinta coluna apresenta o valor de Z sem atraso. O símbolo “+” indica que a estratégia não encontrou
uma solução inteira factível dentro do limite de tempo.
Tabela 7. Melhores soluções obtidas com as estratégias propostas – Ex1. Abordagem de solução
Estratégia Z percentual Z sem atraso percentual
rod1_G2.7 384,081 9,1 % 529,866 -25,3 % P2EMM rod3_G2.1 413,415 2,2 % 511,965 -21,1 %
rod1_G1.4 390,837 7,5 % 491,867 -16,4 % rod1_G2.4 349,731 17,3 % 479,994 -13,5 % rod2_G2.7 417,940 1,1 % 470,108 -11,2 % rod3_G2.7 324,496 23,2 % 528,912 -25,1 % rod3_G3.2 379,629 10,2 % + + rod1 417,173 1,3 % + + rod5 369,615 12,6 % + +
ED
rod6 390,354 7,7 % 530,022 -25,4 % rod1_G1.1 339,793 19,6 % 453,901 -7,4 % rod1_G1.3 346,671 18,0 % 630,318 -49,1 % rod1_G1.5 380,754 9,9 % 483,760 -14,4 % rod1_G2.1 327,795 22,5 % 311,469 26,3 % rod1_G2.8 334,264 20,9 % 367,402 13,1 % rod2_G1.2 403,162 4,6 % 418,593 1,0 % rod2_G1.5 323,086 23,6 % 482,115 -14,1 % rod2_G2.1 306,834 27,4 % 342,556 19,0 % rod2_G2.8 311,553 26,3 % 344,949 18,4 % rod3_G2.1 379,642 10,2 % 363,221 14,1 %
ER
rod3_G2.8 324,859 23,1 % 346,717 18,0 % + Solução infactível
Pela Tabela 7 nota-se que a estratégia ER combinada com rod2_G2.1 forneceu a melhor
solução para o exemplar Ex1 quando os custos de atraso são permitidos. Quando os atrasos são
impedidos, a estratégia ER continua sendo a melhor, mas combinada com rod1_G2.1, e a solução
obtida tem custo total 26,3 % menor do que a solução da empresa. Convém observar que nesta solução
ambos os custos de estoque e troca são reduzidos em relação aos custos da solução da empresa. O
modelo P2EMM e a estratégia ED forneceram soluções melhores do que a da empresa apenas quando

24
os atrasos são permitidos. Além disto, ao impedir atrasos as estratégias rod1, rod3_G3.2 e rod5 não
conseguem encontrar uma solução inteira no limite de tempo.
De maneira geral a estratégia ER fornece mais soluções competitivas em relação à solução da
empresa, inclusive quando os atrasos são impedidos. Considerando as três abordagens propostas,
foram obtidas 28 soluções melhores que a solução da empresa, sendo que 7 delas sem atraso. Com
isto, verifica-se que as soluções obtidas são competitivas em relação à solução fornecida pela empresa.
O gap de integralidade destas soluções é superior a 96%, indicando escopo para melhorias nas
estratégias de solução propostas.
Resultados dos testes com os exemplares Ex1-Ex5
Todas as estratégias usadas na solução do exemplar Ex1 também foram aplicadas na solução
dos exemplares Ex2-Ex5. Por limitação de espaço, apenas os melhores resultados são apresentados; os
demais resultados podem ser encontrados em Ferreira (2006). As estratégias relax and fix aplicadas na
solução do modelo P2EMM e nos submodelos da estratégia ED foram melhores quando combinadas
com a estratégia CPLEX rod1, ou seja, os parâmetros padrão do CPLEX. Para a estratégia ER as
heurísticas relax and fix fornecem soluções melhores quando combinadas com estratégia CPLEX
rod2, planos de corte desligados. Nas Tabelas 8-10 estão apresentados a melhor solução inteira (Z)
encontrada pelo modelo P2EMM, e pelos algoritmos ED e ER respectivamente. Os valores em negrito
indicam a melhor solução de cada exemplar.
Tabela 8. Soluções obtidas pela combinação rod1_relax and fix - modelo P2EMM. Est. Ex1 Ex2 Ex3 Ex4 Ex5 Média G1.1 664,055 679,655 1258,028 687,629 1812,335 1020,341 G1.2 569,879 2711,457 1578,769 697,390 1779,902 1467,479 G1.3 987,213 1528,570 967,125 1458,530 1858,274 1359,942 G1.4 533,200 755,150 1438,215 1012,237 2307,947 1209,350 G1.5 461,791 513,222 726,673 837,773 1414,580 790,808 G2.1 552,117 495,160 594,117 563,098 930,203 626,939 G2.2 857,605 1460,221 1634,110 1375,101 1702,927 1405,993 G2.3 1148,069 1161,159 1394,900 + + 1234,709 G2.4 699,054 517,526 932,868 835,849 1164,550 829,969 G2.5 889,927 771,435 898,249 1122,245 + 920,464 G2.6 452,767 572,607 646,324 421,291 1285,541 675,706 G2.7 384,081 490,303 445,062 402,984 603,706 465,227
Média 683,313 971,372 1042,870 855,830 1485,996 1000,577 + Solução infactível
Na Tabela 8 percebe-se que a estratégia G2.7 fornece a melhor solução para os 5 exemplares.
As estratégias G2.6 e G2.1 também apresentam resultados bons. O comportamento das heurísticas
relax and fix com a da estratégia ED foi em geral variado (Tabela 9). Pode-se afirmar pelos resultados
apresentados na Tabela 9 que a estratégia G2.4 foi a melhor, por ter obtido a melhor solução para 2
dos 5 exemplares, exemplares 1 e 5. Pelos resultados apresentados na Tabela 10, nota-se que a
estratégia ER com G2.1 apresentou os melhores resultados para 4 dos 5 exemplares, exemplares 1, 3, 4

25
e 5, e é a segunda melhor estratégia na solução do exemplar 1. Em média a estratégia ER é melhor que
o modelo P2EMM e a estratégia ED para todos os exemplares. A melhor solução de cada exemplar
obtida pela estratégia ER também é melhor quando comparada à melhor solução de cada exemplar
obtida pelo modelo P2EMM e a estratégia ED. No caso, dos exemplares 2 e 3, por exemplo, a redução
do valor Z da solução da estratégia ER em relação a estratégia ED é de 31,5% e 28,4%
respectivamente.
Tabela 9. Soluções obtidas pela combinação rod1_relax and fix – Algoritmo ED. Est. Ex1 Ex2 Ex3 Ex4 Ex5 Média G1.1 760,163 525,491 406,364 427,531 433,657 510,641 G1.2 555,417 493,887 601,688 559,197 903,590 622,756 G1.3 817,740 667,319 613,922 559,197 873,997 706,435 G1.4 390,837 410,749 497,013 310,344 520,361 425,861 G1.5 494,651 450,881 471,567 340,701 635,208 478,601 G2.2 465,053 604,518 582,965 443,616 703,382 559,907 G2.3 984,945 805,141 868,790 622,533 696,478 795,577 G2.4 349,731 491,978 418,156 373,466 355,556 397,777 G2.5 842,092 684,790 869,535 687,117 1317,326 880,172 G2.6 507,065 559,190 508,958 519,957 537,148 526,463 G2.7 434,536 403,200 492,155 347,782 502,300 435,995
Média 600,207 554,286 575,556 471,949 679,909 576,381
Tabela 10. Soluções obtidas combinação rod2_relax and fix – Algoritmo ER Est. Ex1 Ex2 Ex3 Ex4 Ex5 Média G1.1 505,364 422,815 402,949 487,654 466,006 456,958 G1.2 403,162 351,743 420,676 368,995 386,638 386,243 G1.3 588,664 523,865 599,802 501,903 + 403,608 G1.4 521,321 437,178 418,193 426,093 649,874 490,532 G1.5 323,086 348,525 325,386 411,789 450,675 371,892 G2.1 306,834 321,811 290,841 317,598 379,529 323,323 G2.8 311,553 276,184 363,760 327,756 461,374 348,126
Média 422,855 383,160 317,401 405,970 399,157 339,582 + Solução infactível.
Resultados para diferentes cenários de produção – Ex6-Ex15
Os resultados apresentados nas Tabelas 8-10 permitem apontar as melhores combinações
CPLEX_relax and fix para cada uma das abordagens propostas nos exemplares Ex1-Ex5. Assim, os
exemplares Ex6-Ex10 foram resolvidos pela combinação rod1_G2.7 aplicado no modelo P2EMM,
rod1_G2.4 para ED e rod2_G2.1 para ER. A Tabela 11 apresenta os resultados obtidos. Para cada
exemplar é apresentado o valor Z da melhor solução obtida em cada estratégia, e o percentual de piora
(pp% - entre parênteses) relativo à melhor solução obtida entre as três abordagens. A melhor solução
para cada exemplar possui percentual de piora zero.
Comparando as soluções para o modelo P2EMM com as soluções do algoritmo ER, (Tabela
11), observa-se que ER fornece as melhores soluções em 9 exemplares. A média dos custos das
soluções dos 10 exemplares obtidos com ER é inferior à dos demais (veja última linha da tabela). A

26
abordagem ER apresenta soluções até 50,1% melhores que P2EMM. A estratégia ED não teve um
bom desempenho nestes exemplares; as soluções obtidas envolvem muitos atrasos. Estes atrasos
ocorreram, porque na fase de desagregação de demanda, a primeira máquina é sempre preenchida
completamente com produção, não distribuindo de forma equilibrada a demanda dos itens entre as
duas máquinas. Quando o sequenciamento é feito, este excesso de itens na máquina gera muitas trocas
e, conseqüentemente, muitos atrasos em virtude da falta de capacidade. Os resultados apresentados
confirmam a superioridade do Algoritmo ER, em relação ao uso direto do modelo P2EMM e à
estratégia ED, para a solução do problema de programação da produção na fábrica de refrigerantes
estudada. A empresa não forneceu as programações da produção associadas às demandas utilizadas
para gerar esses exemplares. Portanto, não foi possível comparar as soluções obtidas para Ex6-Ex15
com a praticada na fábrica.
Tabela 11. Melhores soluções obtidas com as estratégias propostas – Z (pp%)– Ex6-Ex15
Nome P2EMM
Rod1_G2.7 ED
rod1_G2.4 ER
rod2_G2.1 Ex6 663,939 (20,7%) 1753,501 (70,0%) 526,473 (0,0%) Ex7 591,466 (13,9%) 1385,867 (63,2%) 509,464 (0,0%) Ex8 569,571 (10,5%) 1475,608 (65,5%) 509,668 (0,0%) Ex9 685,703 (39,0%) 1481,170 (72,2%) 412,237 (0,0%)
Ex10 474,031 (9,3%) 1069,924 (59,8%)) 429,868 (0,0%) Ex11 579,246 (50,1%) 1081,728 (73,3%) 289,170 (0,0%) Ex12 436,811 (0,0%) 1555,711 (71,9%) 491,725 (12,6%) Ex13 621,971 (40,6%) 2309,687 (84,0%) 369,540 (0,0%) Ex14 588,450 (23,6%) 1973,607 (77,2%) 449,511 (0,0%) Ex15 671,317 (33,5%) 1158,206 (61,5%) 446,194 (0,0%) média 588,250 1524,501 443,385
6. Conclusões e Pesquisa Futura
O modelo P2EMM apresentado na Seção 3 mostrou-se útil na representação do problema de
programação da produção de refrigerantes, e foi capaz de gerar soluções melhores que a fornecida
pela Fábrica A. No entanto, a resolução deste modelo mostrou as limitações dos sistemas de última
geração disponíveis atualmente, e a necessidade de se buscar métodos mais específicos de solução.
Foram propostas abordagens de solução baseadas na decomposição e relaxação do modelo (algoritmos
ED, ER e RF), combinadas com heurísticas relax and fix. Os resultados obtidos foram promissores e
estimulam a continuação da pesquisa. Uma comparação entre os métodos de solução propostos nesse
trabalho e os propostos em Toledo et al. (2006) está em andamento, e deverá ser reportada em breve.
O sequenciamento de itens associado ao modelo P2EMM é obtido através da divisão de um
período em sub-períodos. Uma proposta alternativa interessante é o uso do Problema do Caixeiro
Viajante Assimétrico para obter o sequenciamento dos itens em cada período do problema de
dimensionamento de lotes. Toso et al. (2007) exploram essa abordagem na solução de um problema
integrado de dimensionamento e sequenciamento de lotes aplicado na indústria de nutrição animal, e

27
os resultados são encorajadores. Outra alternativa é explorar algoritmos específicos para o problema
de sequenciamento (e.g. Pinedo, 1995) integrados ao problema de dimensionamento de lotes.
Pochet e Wolsey (2006) apresentam diversas alternativas para a solução de problemas de
planejamento da produção baseadas na construção de modelos de otimização inteira mista. Propõem
uma classificação de problemas de dimensionamento de lotes e uma biblioteca de procedimentos, LS-
LIB, construída usando o sistema XPRESS. A biblioteca LS-LIB contém procedimentos para a
reformulação de problemas usando subestruturas especiais, rotinas de separação para a geração de
planos de corte, e heurísticas. Um tópico interessante de pesquisa futura é testar a LS-LIB no modelo
P2EMM. Outros métodos heurísticos baseados nas técnicas de Local Branching e/ou Variable
Neighborhood Search também podem contribuir para melhorar o desempenho das abordagens
propostas. A otimização dos processos na indústria de bebidas é um problema que apresenta grandes
desafios e que ainda foi pouco explorado na literatura. Acreditamos que as abordagens de solução
apresentadas neste trabalho também possam ser úteis em outros processos produtivos com
características similares, como, por exemplo, outras bebidas além de refrigerantes (chás gelados, sucos
em pó, energéticos, águas, cervejas), tintas e rações animais.
Agradecimentos: Os autores agradecem à FAPESP (processo 04/00462-5) e ao CNPq (processos
473001/2004-7, 522973/95-4) pelo apoio financeiro.
Bibliografia
ABIR. Associação Brasileira das Indústrias de Refrigerantes e de Bebidas Não Alcoólicas;
http://www.abir.gov.br; acessado em: 01/02/2007.
ABIR, Obesidade. De quem é a culpa?, arquivos de notícias ABIR, 2005. Disponível em:
http://www.abir.org.br/article.php3?id_article=362
ARAÚJO, S. A., ARENALES, M.N. e CLARK, A.R., Dimensionamento de lotes e programação do
forno numa fundição de pequeno porte, Gestão & Produção, 11, 2, 165-176, 2004.
BRAHIMI, N., DAUZEREPERES, S., NAJID, N.M., NORDLI, A., Single item lot sizing problems,
European Journal of Operational Research, 168, 1-16, 2006.
CHENG, T.C.E., DING,Q. e LIN,B.M.T., A concise survey of scheduling with time-dependent
processing time, European Journal of Operational Research, 152, 1-13, 2004.
CLARK, A. R., Hybrid heuristics for planning lot setups and sizes, Computers & Industrial
Engineering, 45, 545-562, 2003.
CLARK, A. R., CLARK, S. J., Rolling-horizon lot-sizing when set-up times are sequence-dependent,
International Journal of Production Research, 38, 2287-2307, 2000.
DILLENBERGER C., ESCUDERO L. F. e WU ZHANG A.W. On practical resource allocation for
production planning and scheduling with period overlapping setups, European Journal of
Operational Research, 75, 275-286, 1994.

28
DREXL A. e KIMMS A. Lot sizing and scheduling - survey and extensions, European Journal of
Operational Research, 99, 221-235, 1997.
ESCUDERO L. F. e SALMERON J. On a fix-and-relax framework for a class of project scheduling
problems, Annals of Operations Research, 140, 163-188, 2005.
FEDERGRUEN A., MEISSNER J. e TZUR M., Progressive interval heuristics for multi-item
capacitated lot sizing problems, Operations Research (aceito para publicação), 2004.
FERREIRA D., Abordagens para o problema integrado de dimensionamento e sequenciamento de
lotes da produção de bebidas, Tese de Doutorado, Universidade Federal de São Carlos,
Departamento de Engenharia de Produção, 2006.
FERREIRA D., MORABITO R e RANGEL S., Um modelo de otimização inteira mista e heurísticas
relax and fix para a programação da produção de fábricas de refrigerantes de pequeno porte,
submetido para publicação, 2007.
FLEISCHMANN B. The discrete lot-sizing and scheduling problem, European Journal of
Operational Research, 44, 337-348, 1990.
FLEISCHMANN B. e MEYR H. The general lotsizing and scheduling problem, OR Spektrum, 19, 11-
21, 1997.
FRANÇA, P. M; ARMENTANO, V. A.; TOLEDO, F.M.B., A network flow model for capacitated lot
sizing problem, Omega-International Journal Of Management Science, 27, 2, 275-284, 1999.
FOURER, R., GAY, M.D., e KERNIGHAN, B.W., AMPL - A Modeling Language for Mathematical
Programming, The Scientific Press, Danvers, Massachusetts, 1993.
GUPTA, D. e MAGNUSSON, T., The capacitated lot-sizing and scheduling problem with sequence-
dependent setup costs and setup times. Computers & Operations Research, 32, 727-747, 2005.
HAASE, K. e KIMMS, A., Lot sizing and scheduling with sequence dependent setup costs and times
and efficient rescheduling opportunities. International Journal of Production Economics, 66,
159-169, 2000.
HAX, A., CANDEA, D. Production and Inventory Management. Prentice-Hall, Englewood Cliffs, NJ,
1984.
ILOG - Using the CPLEX Callable Library, Copyright, ILOG, 2006.
KARIMI, B., GHOMI, S.M.T.F, WILSON, J.M. The capacitated lot sizing problem: a review of
models and algorithms, Omega International Journal of Management Science, 31, 5, 365-378,
2003.
KUIK, R., SALOMON, M. e WASSENHOVE, L. Batching decisions: structure and models,
European Journal of Operational Research, 75, 234-263, 1994.
LUCHE, J. R., MORABITO, R. Otimização na programação da produção de grãos eletrofundidos:
Um estudo de caso, Gestão & Produção, 12, 1, 135-149, 2005.
MANNE A. S. On the job-shop scheduling problem, Operations Research, Vol. 8, 219-223, 1960.

29
MEYR H., Simultaneous lotsizing and scheduling by combining local search with dual reoptimization,
European Journal of Operational Research, 120, 311-326, 2000.
MEYR H. Simultaneous lotsizing and scheduling on parallel production lines, European Journal of
Operational Research, 39, 277-292, 2002.
PEDROSO, J. P. Tabu Search for mixed integer programming, Technical Report Series DCC-2004-
02, LIACC, Universidade do Porto, 2004.
PEDROSO, J. P. e KUBO, M. Hybrid tabu search for lot sizing problems, Lecture Notes in Computer
Science, Springer Berlin / Heidelberg, vol. 3636, 2005.
PINEDO, M, Scheduling - Theory, Algorithms and Systems. Prentice Hall, 1995.
POCHET, Y. e WOLSEY, L.A. Production Planning by Mixed Integer Programming, Springer, 2006.
RANGEL M. S. e FERREIRA D. Um modelo de dimensionamento de lotes para uma fábrica de
refrigerantes, TEMA - Tendências em Matemática Aplicada e Computacional, 4, 2, 237-246,
2003.
TOLEDO, C.F.M., Problema conjunto de dimensionamento de lotes e programação da produção, Tese
de Doutorado, Universidade Estadual de Campinas, Faculdade de Engenharia Elétrica e
Computação, 2005.
TOLEDO, F. M. B. e ARMENTANO, V. A. A Lagrangian-based heuristic for the capacitated lot-
sizing problem in parallel machines, European Journal of Operational Research, 175, 1070-
1083, 2006.
TOLEDO, C.F.M., FRANÇA, P. M., MORABITO, R. e KIMMS, A., Um modelo de otimização para
o problema integrado de dimensionamento de lotes e programação da produção em fábricas de
refrigerantes, Pesquisa Operacional, 27, 1, 155-186, 2007.
TOLEDO, C.F.M., FRANÇA, P.M., MORABITO, R. e KIMMS, A., A multi-population genetic
algorithm to solve the synchronized and integrated two-level lot sizing and scheduling
problem, submetido para publicação, 2006.
TOSO, E.A.V, MORABITO, R. Otimização no dimensionamento e seqüenciamento de lotes de
produção: estudo de caso numa fábrica de rações . Gestão & Produção, 12, 2, 203-217, 2005.
TOSO, E.V.; MORABITO, R. e CLARK A. R. Abordagens ATSP com eliminação de sub-rotas para o
problema de dimensionamento e seqüenciamento de lotes de produção de ração animal,
submetido para publicação, 2007.
WOLSEY , L.A. Integer Programming, John Wiley & Sons, 1998.
















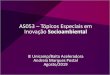









![Materiais de Construção Civil II ENG 2301 [C01-1/2/3] 2015/1professor.pucgoias.edu.br/SiteDocente/admin/arquivosUpload/15030/... · Trajar roupa de tecido resistentee que minimize](https://img.document.onl/doc/110x75/5be3fde409d3f281048c80d1/materiais-de-construcao-civil-ii-eng-2301-c01-123-2015-trajar-roupa-de.jpg)

![Minimize Riscos de Penalidades em sua Empresa [WEBINAR]](https://img.document.onl/doc/110x75/558c3c62d8b42acb028b471b/minimize-riscos-de-penalidades-em-sua-empresa-webinar.jpg)
