Embed Size (px)
Citation preview

A Leitz Ferramentas para Madeira Ltda.
Agradece a presença de todos

Ao longo dos 134 anos o nome Leitz veio a ser uma síntese no mundo inteiro para produtos de ponta e de serviços ao cliente da indústria de ferramentas.
Em 1876 Albert Leitz fundou em Oberkochen no sul da Alemanha, uma oficina para puas manuais e ferros de plaina. Após a virada do século a empresa já podia oferecer ao cliente um largo espectro de ferramentas de máquinas para a transformação de madeira.transformação de madeira.
Muito cedo a Leitz iniciou a exportação de seus produtos. Com o surgimento de placas de aglomerado de madeira e
de fibra, de material composto de madeira e de plástico, na segunda metade do século 20, a Leitz ampliou consideravelmente o seu programa de produção. Foram adotados novos materiais de corte como o metal duro, e mais tarde o diamante.
A Leitz fundou filiais de produção, vendas e serviços em todo o mundo para estar sempre ao lado do cliente.

Leitz
Association
LMT GroupLeitz Group
35 Paises

Leitz Group.
WIGO: Ferramentas de Precisão para Plásticos e material de Isolação.
WITOX: Ferramentas para Madeira e Plástico.
H.O Schumacher: Serras Circulares e Facas Planas para Madeira e Plástico.
KWO: Ferramentas de Precisão de Corte e Furação.
ITP: Companhia Logística de distribuição de Ferramentas
LMT Group.LMT Group.
FETTE: Ferramentas giratórias High-speed.
FETTE COMPACTING: Maquinas para compactação (industria Farmacêutica e Metalúrgica)
BOHLERIT: Produtos de Carbeto de Tungstênio Sinterizado.
KIENINGER: Ferramentas de HW, PKD e CBN.
ONSRUD CUTTER: Ferramentas High-speed para Madeira, Plásticos , Materiais Compostos e Metais não ferrosos.
BILZ: Soluções para fixação de ferramentas.
BELIN.Y: Ferramentas em HW, PKD e CBN.

Exclusividades Leitz
TOOL CONTROL
Ferramentas InteligentesLEXICON
Consulta On Line (Eur)

Exclusividades Leitz - TIM


Nós Moldamos o Futuro
Leitz Association
Representada em mais de 96 paises
São 33 Fabricas espalhadas pelo mundo e mais de 270 postos de Serviço.
Em torno de 7000 funcionários
Vendas anuais em cerca de €$ 730.000.000,00
www.leitz.org - www.leitz.com.br

Introdução sobre Materiais de CorteDevido a necessidade do aumento de produção no setor madeireiro, ao
longo de décadas vem-se desenvolvendo cada vez mais os materiais para ferramentas de corte, visando Maior Qualidade, Menor custo, Maior rentabilidade, Maior produtividade e facilidade de operação (set up rápido, simplicidade de pré-montagem, resistência, etc.)
Neste campo, encontramos vários tipos de material para fabricação de ferramentas cortantes para Madeira, como:
HSS = Aço Rápido, atualmente utilizado em algumas ferramentas para Madeira Macia com partes duras, como PINUS por exemplo.(F.W Taylor em 1900)Macia com partes duras, como PINUS por exemplo.(F.W Taylor em 1900)
HW = Metal Duro, neste existem varias escalas de dureza para o determinado tipo de Madeira a ser trabalhada (K01, K10, K20, K30, K40) onde a medida que a escala aumenta, diminui a sua dureza.(Krupp em 1927).
HWF e HW UF= Metal Duro Micro grão e Ultra fino, recentemente desenvolvido, chegando a durezas próximas ao Diamante sintético.
PCD = Diamante Policristalino (Sintético) = Utilizado atualmente para ferramentas de trabalho contínuo, principalmente em LDF, MDF e HDF
MCD = Diamante Monocristalino = Utilizado em MDF e HDF em Metais não ferrosos principalmente o Alumínio.

Geometria Angular de Corte Geometria Angular de Corte x x
Material de CorteMaterial de Corte
MKD
Dút
il (
mai
or d
urez
a e
resi
stên
cia
à ab
rasã
o
Tenacidade (resistência à flexão)
Fios agudos dão superfícies de alta qualidade. Materiais de corte resistentes ao desgaste proporcionam grande duração. A adequada seleção de materiais de corte e uma boa afiação, garantem a alta rentabilidade das Ferramentas e baixo custo de manutenção.
MKD
���� = 8
0°.
..90°
PKD
���� = 6
5°...
75°
HW-F
HW
���� = 4
0°...5
5°
ST
���� = 4
5°...5
0°
HS
���� = 3
5°...4
5°
� leitz 97028-00

HW Normal HW Micro Grão
Principais EvoluçõesNovos Materiais de corte
HW Ultra Fino
PCD ou PKD MCD ou MKD

Principais EvoluçõesNovos Materiais de corte
Metal Duro Micro Grão:
Com o aumento de demanda por ferramentas com sua durabilidade maior, desenvolveu-se o HW – F ou Micro Grão, que devido a sua estrutura mais densa e compacta, atinge níveis superiores de rendimento relativo ao HW anterior. (Já está em desenvolvimento o HW Ultra fino, que estreita a distancia entre o HW-F do PCD)
Diamante Sintético Monocristalino (MKD ou MCD):Diamante Sintético Monocristalino (MKD ou MCD):
Após o surgimento do PCD (Policristaline Diamond), para a usinagem contínua de materiais homogêneos em larga escala e velocidade, a indústria viu-se satisfeita com seu potencial, porém ao passar dos anos, novos tipos de combinações na fabricação dos materiais (Ex: Chapas de 50% Pinus + 50% Eucalipto, ou 100% Eucalipto) onde foi necessário a busca por novas tecnologias de corte, a exemplo o MKD ou MCD, que já vem sendo utilizado em larga escala na Europa, principalmente na industria de Piso Laminado.
Seu método de Afiação é a lapidação, diferente do PCD que é geralmente afiado através de Eletro Erosão, apesar de já existir maquinas a rebolos abrasivos para PCD.

Micrografia de PCD
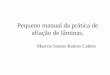
Aresta de corte de diamante após uso
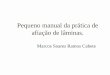
Situação critica para o PCD – Excesso de sujeira

Utilizações de Ferramentas DIAMANTE
Dente Afiado
A principal causa do desgaste de uma fresa em Diamante na produção de pisos laminados, é devido ao Overlay, uma camada protetora a abrasão composta por fibras (Papel) e AL²O³ (Óxido de Alumínio) onde este por seu alto poder de abrasão, faz “BURACOS” na área atingida, como mostram as fotos ao lado.
Dente após 2 horas

Seqüência de Usinagem de Piso Laminado

Processo de Usinagem de Piso Laminado Sistema CLICK

Principais Vantagens do PCD
• Alta produtividade, é de 6 a 15 vezes mais resistente ao desgaste do que uma ferramenta em HM;
• Baixo nível de set-up na produção;• Alto nível de precisão no corte, chegando a escala de
0,01mm de correção;0,01mm de correção;• Não prejudica o conjunto Eixo/Motor, por trabalhar em
regime de balanceamento na escala G2,5 a 6000rpm ou mais e elimina folga entre Eixo/Ferramenta através das buchas Hidro;
• Desenvolvido para madeiras reconstituídas e Alumínio (Aglomerado / LDF / MDF / HDF / Alumínio)

Melhoria ContínuaUma inovação no setor de ferramentas DIAMANTE são as ferramentas com DFC (Dust Flow Control) Controle de Fluxo de Cavacos, que nada mais é do que um canal de saída de cavacos controlada a fim de evitar o desgaste prematuro do
corpo da ferramenta.
Sistema DFC Leitz ®
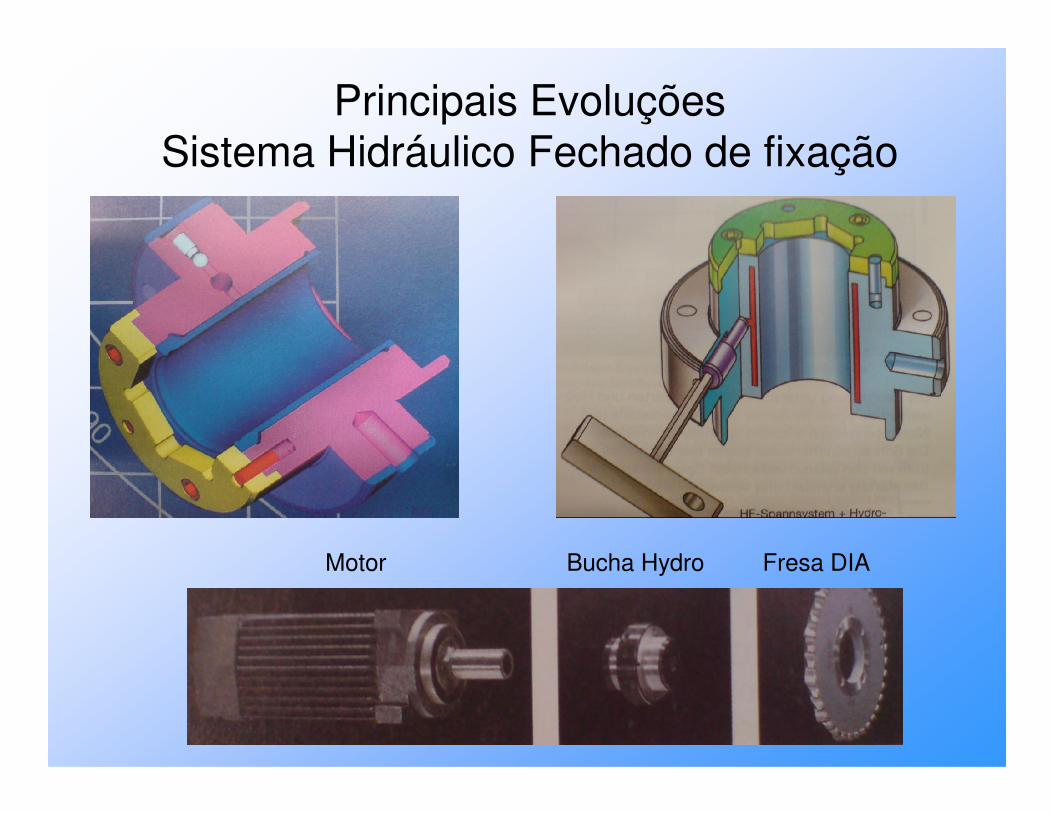
Principais EvoluçõesSistema Hidráulico Fechado de fixação
Motor Bucha Hydro Fresa DIA

Principais EvoluçõesSistema Hidráulico Aberto de fixação
A Bucha é montada na ferramenta
Liberação da Graxa
A Bucha é montada na ferramenta antes da sua usinagem, de modo
que ofereça a máxima precisão em trabalho.
É acionada através da colocação de graxa por uma engraxadeira e para sua abertura é liberada a graxa por
uma abertura.
Acionamento (colocando Graxa)

Principais EvoluçõesSistema Térmico de Fixação
Trata-se de um sistema de aquecimento por indução controlada da bucha de fixação da ferramenta na maquina (CNC).
A bucha é aquecida a determinada temperatura e a ferramenta é colocada em seu interior (Automaticamente). Após a colocação a maquina aciona o sistema
de refrigeração para uma rapida contração da bucha.
Sua precisão entre Eixo e Furo é 0,00mm
Este sistema esta disponível também para a
Metal Mecânica.

Capítulo EspecialSerras Circulares em HW e PKD

Dados Importantes de uma Serra Circular
* Diâmetro Serra;* Nº de Dentes;* Qualidade da pastilha ( HW / DIA);* Diâmetro da Flange;* Espessura de Corte;* Espessura da Chapa;* Tipo de Afiação;* Tipo de Afiação;* Diâmetro do furo ( Rasgo de chaveta);* Furação Suplementar;* Rotação;* Avanço da Peça;* Sentido de Giro;* Altura de Corte;* Material a ser Trabalhado;* Máquina;* Sentido de Corte ( Topo / Longitudinal);

Tipos de Afiação
Dente reto -corte bruto/desdobrar ou seccionar
Dente côncavo – corte universal de fino acabamento
Unilateral - usado c/ riscador ou p/ coladeira de borda
Dente trapezoidal – Painel laminado nas duas faces
Unilateral c/ chanfro – usado no destopo de fitas de borda
Cônico – como incisor p/ não lascar o revest. da chapa. Pode ser neg
Ponteagudo - ideal p/ corte de chapas c/ ou s/ revest., pacotes ou não
►
►
►►
►►
►
Dente alternado – corte de fino acabamento
Dente côncavo – corte universal de fino acabamento
Dente reto trapezoidal – corte bom,em pacotes (chapas s/ ou c/ revest.)
Dente alternado chanfrado – corte de acrílico
Pontiagudo/Côncavo – painéis folhados e laminados nas duas faces.
Acabamento fino – excelente p/ cortes de chapas c/ ou s/ revestimento
Reto/Pontiagudo – corte de chapas c/ ou s/ revestimento, em pacotes
ou não, para maior acabamento, porém difícil de afiar.
Trapezoidal/Côncavo – cortes de chapas c/ ou s/ revestimento, para
maior acabamento, porém difícil de afiar.Cônico/Alternado – incisor para não lascar o revestimento da chapa,
também pode ser negativo.
►
►
►
►
►
►
►
►
►Reto Chanfrado – corte em pacotes (chapas s/ ou c/ revest.)
►

Fatores importantes
Com a diversificação dos materiais, fez-se necessário o desenvolvimento de ferramentas especificas para cada tipo de trabalho e material.
Atualmente há uma vasta gama de tipos de serras circulares, suprindo todos os campos de uso dentro da industria moveleira e madeireira, a fim de proporcionar um alto rendimento e uma boa qualidade aos materiais trabalhados.aos materiais trabalhados.
Alguns fatores são primordiais na escolha destas ferramentas e sua utilização também deve estar de acordo com as normas estabelecidas.
Citaremos alguns pontos que devem ser observados quando da utilização das serras, visando manter suas características e o maior aproveitamento.

Fatores importantes
Diâmetro (Ø) da Flange:
Para que a serra circular trabalhe corretamente, devemos sempre
observar o Ø da Flange, que não deve ser inferior a ¹/³ do diâmetro da serra.
Exemplo:
Se a serra tem um Ø de 250 mm, seu flange não deve ser de 250 mm, seu flange não deve ser de Ø menor do que 80 mm, observa-se qual a espessura do material a ser cortado
A principal conseqüência de uma flange menor do que o recomendado, é a vibração e torção do disco da serra, causando um mal acabamento no material e as vezes inutilizando a serra.

* A serra, sempre deve ultrapassar o material a ser cortado entre 10 - 15mm ou no mínimo a altura da pastilha, para garantir durabilidade e bom acabamento.
Fatores importantes
Mesa
Pressão de corte
Pelo ângulo de ataque positivo, o material fica pressionado contra a mesa.

Pelo ângulo de
Fatores importantes
* Quando a serra é NEGATIVA (ângulo de ataque negativo em relação ao eixo radial da serra), também deve-se respeitar uma altura mínima.
Pressão de corte
Mesa
Pelo ângulo de ataque negativo, o material fica pressionado contra a mesa.

Fatores importantes
Outro ponto importantíssimo a ser observado, tem como foco o conjunto Serras e Riscadores, onde este ultimo tem apenas a finalidade de fazer o canal onde a serra percorrerá cortando o material.
Sua afiação lateral em ângulo, faz um canal cônico, que permite que a serra trabalhe somente na camada interna do material, não afetando o acabamento das arestas do material.
A profundidade máxima de trabalho de um riscador, deve estar entre A profundidade máxima de trabalho de um riscador, deve estar entre 0,2 a 1,0 mm no máximo, variando de marca e ângulo de cone.

Serras Múltiplas
Estabilizador interno Estabilizador externo

Serras Múltiplas
Desdobrar a madeira seca ou úmida, significa dividir a madeira Desdobrar a madeira seca ou úmida, significa dividir a madeira
em várias partes, no sentido longitudinal e transversal.em várias partes, no sentido longitudinal e transversal.
As máquinas podem utilizar somente uma serra por vez (serra As máquinas podem utilizar somente uma serra por vez (serra
circular de mesa) como várias serras em um mesmo eixo, circular de mesa) como várias serras em um mesmo eixo,
separadas por anéis, podendo a máquina ser composta de um separadas por anéis, podendo a máquina ser composta de um
eixo superior ou inferior como também ambos.eixo superior ou inferior como também ambos.
Essas serras são geralmente empregadas em moldureiras, Essas serras são geralmente empregadas em moldureiras,
máquinas com serras múltiplas, no corte de costaneiras e máquinas com serras múltiplas, no corte de costaneiras e
destopadeiras.destopadeiras.Retorna

Serras MúltiplasSistema para corte de lamelas (Piso)
Conjunto de Serras acopladas a uma bucha, com espessuras de corte de 1,8mm (Melhor aproveitamento da madeira)

Brocas em HWBrocas Não Passantes HW Brocas Passantes HW
Brocas para ferragens HW Brocas para ferragens HW
Brocas Passantes maciças HW

HeliplanAplicação
Para superfícies pré-planas e superfícies planas de 4 lados, recomendados para o eixo horizontal inferior da primeira face e os eixos laterais.Máquina
Plaina mecânica 4 faces e moldureiras.Materiais
Madeira mole e dura.Madeira mole e dura.Benefícios
• Mínimo de lascas.• Redução de ruído (até 10 dB(A)).• Mesma distribuição da pressão de corte e
redução na pressão da alimentação.Faca Wepla
Facas montadas na periferia

Heliplan e Variplan em Trabalho (Filmagem com câmera ultra rápida)

Cabeçote Ranhurado para facas Perfiladas
Para fazer perfis em máquinas moldureiras.
Facas em aço rápido (HS) e metal duro Facas em aço rápido (HS) e metal duro (HW).
AplicaçãoPara fresar perfis.MáquinaMoldureiras.MateriaisMadeiras moles e duras, materiais aglomerados e de fibras.Benefícios• Diâmetro constante por lâminas reajustáveis ranhuradas de alta precisão.• Alta precisão de concentricidade, trabalho tranqüilo por centragem sem folga devido as ranhuras.• Facas reajustáveis com 4 ranhuras de regulagem para adaptação do diâmetro durante a afiação.

Fresa Superior Helicoidal HW e PKD (Router)
AplicaçãoPara pré-fresar com alto rendimento de trituração e qualidade de desbaste.MáquinaTupia Superior com ou sem CNC (Centro de Usinagem)MateriaisChapas de aglomerado e MDF (ou materiais de fibras), revestidos de papel com menos de 50g/m2 u.

Usinagem CNC

Usinagem Postforming

Usinagem Postforming

A Leitz Ferramentas para Madeira agradece a atenção de todos.
Fabio Valério dos Santos
![Processamento e Avaliação de Compósito Diamantado para ... · mas é dependente da direção de abrasão [5]. Entretanto, o mecanismo de desgaste ... porém ocorre a auto afiação](https://img.document.onl/doc/110x75/5c130e5d09d3f2f42a8c11ea/processamento-e-avaliacao-de-composito-diamantado-para-mas-e-dependente.jpg)