Embed Size (px)
Citation preview

Agrupamento Vertical de Escolas do Búzio
Curso Profissional de Técnico de Produção em Metalomecânica
Disciplina: Praticas Oficinais
Professores: Nuno Branco & Belmiro Santos
Trabalho Realizado por:
Giovanni Paiva Terribile nº8
Jorge Filipe Rodrigues Bastos nº10
Rogério Soares Magalhães nº17

2
INDICE
INTRODUÇÃO - 4
ELETROEROSÃO - 5
MÁQUINA DE ELETROEROSÃO -6
ELETRODO – 7
FONTE DC - 8
FLUIDO DIELÉCTRICO - 9
PRINCIPAIS PROPRIEDADES DOS FLUIDOS DIELÉTRICOS - 10
RIGIDEZ DIELÉTRICA - 11
TEMPO DE DEIONIZAÇÃO - 12
VISCOSIDADE - 13
CALOR ESPECÍFICO - 14
CONDUTIVIDADE TÉRMICA – 15
PONTO DE EBULIÇÃO – 16
FERRAMENTAS E LIMPEZA - 17
LIMPEZA POR INJEÇÃO - 18
LIMPEZA POR ASPIRAÇÃO OU SUCÇÃO - 19
LIMPEZA POR JATO LATERAL - 20
LIMPEZA POR AGITAÇÃO - 21
LIMPEZA POR FLUXO TRANSVERSAL - 22
LIMPEZA COMBINADA - 23
GRANDEZAS DE CORTE - 24

3
PARÂMETROS DE MÁQUINA - 25
PARÂMETROS DE DESEMPENHO DO PROCESSO - 26
A RELAÇÃO DE DESGASTE ENTRE ELETRODO E PEÇA - 27
O SOBRECORTE LATERAL (SL) - 28
A RUGOSIDADE SUPERFICIAL (RS) - 29
DISTÂNCIA ENTRE PEÇA E FERRAMENTA (GAP) - 30
PROCESSO - 31
ELETROEROSÃO POR PENETRAÇÃO - 32
ELETROEROSÃO A FIO - 33
APLICAÇÕES - 34
VANTAGENS - 35
CONCLUSÃO – 36
BIBLIOGRAFIA - 37
4
INTRODUÇÃO
O processo de electroerosão , seja a Fio seja de Penetração, é largamente
utilizado na indústria fabricante de ferramentas, principalmente por permitir o fabrico
após o processo de tempera, o que, em outros processos convencionais de fabrico, não é
comum ser possível.
Apesar das inegáveis vantagens deste processo, pelas suas características, ele
introduz defeitos na superfície de ferramentas, que, se não forem reduzidas ou mesmo
eliminadas, contribuirão para a sua falha principal.
A compreensão dos fenómenos que regem o processo de electroerosão
é passo importante na prevenção destes problemas, e na procura pelas suas soluções.

5
ELETROEROSÃO
O processo de fabrico por descargas eléctricas ou simplesmente processo de
fabrico por eletroerosão, como mais frequentemente é conhecido no ambiente da
indústria metal mecânica é, dentre todos os processos não convencionais de fabrico,
aquele que primeiro se popularizou.
É um método de fabrico que baseia-se na destruição de partículas metálicas
por meio de descargas eléctricas entre um ânodo (eléctrodo) e um cátodo
(correspondendo à peça fabricada), imersos num dieléctrico, cujo arranque de cavaco se
dá por descargas eléctricas de alta frequência que provocam fusão e vaporização de
materiais electricamente condutores. Portanto, o processo é capaz de produzir furos,
ranhuras e outras formas complexas que, pelos processos convencionais, seriam
impossíveis de serem realizados.
As descargas eléctricas são geradas em uma fonte de corrente contínua de
pulsação controlada.
Apesar de o princípio ser conhecido desde a descoberta da electricidade,
somente em 1940 foi construída a primeira máquina que utiliza este processo.
6
MÁQUINA DE ELETROEROSÃO
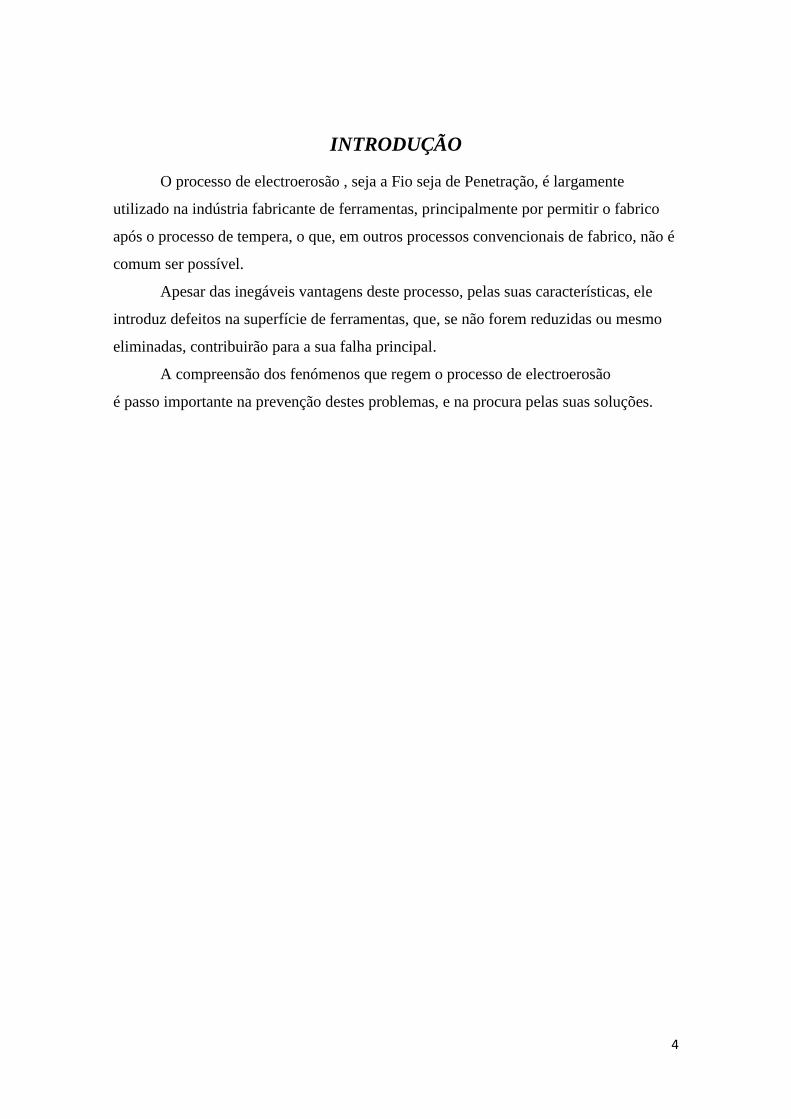
Uma máquina EDM (Electrical Discharge Machining) basicamente é
composta de eléctrodo, fonte DC e fluido dieléctrico, há também, um sistema de
limpeza para o fluido dieléctrico contento reservatórios, bombas hidráulicas e filtros. O
princípio básico consiste na formação de diferença de potencial eléctrico, entre o metal
a ser erodido e um eléctrodo (que pode ser de cobre ou grafite), onde este eléctrodo
arranca (erodi e esculpe) o metal formando cavidades.
Figure 1 - Elementos da máquina de eletroerosão

7
ELETRODO
Os eléctrodos para eletroerosão normalmente são feitos de grafite, mas
podem ser feitos de cobre ou ligas de cobre. O desgaste do eléctrodo compromete a
tolerância dimensional da peça produzida, por isso deve ser mínimo. O desgaste está
associado ao ponto de fusão do material, por isso, o melhor material para o eléctrodo é o
grafite. Os eléctrodos são comercializados por barras, tubos e fios, mas também são
fabricados para projectos específicos, desta forma podemos ter os mais variados
modelos de eléctrodo.
Figure 2 - Eletrodo
Figure 3 - Fios para eletroerosao

8
FONTE DC
A fonte de alimentação de corrente contínua tem que gerar uma diferença de
potencial suficientemente elevada entre a peça e o eléctrodo, para que ocorram as
descargas eléctricas entre elas através do fluido dieléctrico, assim removendo uma
pequena quantidade de metal da superfície da peça. Este processo ocorre na frequência
entre 50 kHz e 500 kHz, com tensão entre 50V a 380V e corrente de 0,1A a 500A.

9
FLUIDO DIELÉTRiCO
O fluido dielétrico é muito importante para o desempenho do processo
EDM, pois atua diretamente em vários aspectos da usinagem. O fluido dielétrico tem
um papel fundamental no processo, que consiste em controlar a potência de abertura da
descarga.
O fluido pode ser:
- querosene, quando usado como dieléctrico requer cuidados especiais,
pois é inflamável e exala um odor forte, prejudicial à saúde e ao
ambiente.
- hidrocarbono aditivado – assim como o querosene são derivados do
petróleo
- água deionizada e até mesmo certas soluções aquosas.
Ele exerce duas outras funções no processo: promove a lavagem da interface
ferramenta-peça (GAP), arrastando para fora as partículas erodidas, e auxilia no
arrefecimento do sistema, nas vizinhanças das descargas. O arrastamento adequado é
muito importante para o desempenho otimizado do processo, sendo o grande
responsável pela presença de uma camada refundida mais ou menos profunda. A
capacidade de arrefecimento influencia também no desempenho do processo, pois uma
capacidade adequada permite um resfriamento relativamente rápido das partículas
erodidas, evitando-se, assim, um aumento de partículas que voltarão a se solidificar e
integrar o material constitutivo da camada refundida, o que acaba por ser muito
prejudicial à integridade superficial da peça.

10
PRINCIPAIS PROPRIEDADES DOS FLUIDOS DIELÉTRICOS
Figure 4 - Esquema simplificado da circulação do fluido dielétrico

11
RIGIDEZ DIELÉTRICA
Rigidez Dielétrica, ou Resistividade Dielétrica é uma medida da capacidade
de insulação de um dado fluido para EDM. Maior rigidez dielétrica implica menor
distância entre ferramenta-peça, com o consequente aumento da precisão da fabricação.

12
TEMPO DE DEIONIZAÇÃO
Um dos fatores que implicam altas TRMs é o tempo de deionização. Esse
refere-se ao tempo para os íons e elétrons se recombinarem depois de uma descarga.
Quanto menor é o tempo de deionização, menor é o tempo Toff necessário entre os
pulsos subseqüentes. Essa característica faz com que se evitem curtos-circuitos.

13
VISCOSIDADE
Viscosidade é uma medida da resistência ao escoamento do fluido. No geral,
quanto menor for a viscosidade, melhores serão as características de escoamento,
particularmente em cavidades profundas, pequenos detalhes, etc., apesar de alta
viscosidade poder proporcionar bom desempenho em alguns tipos de operações de
desbaste.

14
CALOR ESPECÍFICO
Quanto maior o calor específico, mais energia térmica pode acumular sem
grande aumento na temperatura, o que aumenta o rendimento do processo e aumenta a
vida do fluido dielétrico. O elevado crescimento da temperatura aumenta a difusão de
átomos da peça para o fluido e vice-versa, o que pode causar alterações significativas na
estrutura do material
usinado, além do aparecimento de uma maior quantidade de microtrincas causadas pele
calor excessivo.

15
CONDUTIVIDADE TÉRMICA
Quanto maior a condutividade térmica do fluido dielétrico, menor é o tempo
necessário para solidificar e refrigerar as gotas de metal expelidas da zona de erosão.
Isto reduz a possibilidade de partículas se aderirem ao eletrodo ou se depositarem
novamente na superfície da peça. Essas duas características (calor específico e
condutividade térmica) aliadas dão alta capacidade de refrigeração, preservando a
integridade da estrutura metalúrgica do material da peça durante a operação.

16
PONTO DE EBULIÇÃO
Quanto maior o ponto de ebulição do dielétrico, mais estável se mantém o
fluido em temperaturas elevadas sem perder suas propriedades originais, perdendo
frações menores de componentes pela evaporação seletiva das frações mais voláteis.

17
FERRAMENTAS E LIMPEZA
O sistema de lavagem é de significativa importância das ferramentas, tendo
várias funções importantes. Uma delas é a de arrastar todo material erodido entre a
ferramenta e peça, garantindo um avanço contínuo da ferramenta.
Outra função é a renovação constante do fluido dieléctrico na interface,
mantendo as características físicas e químicas do mesmo. Essa renovação garante
também o resfriamento mais pronunciado através da ferramenta ou peça.
A lavagem interna pode ser feita por sucção ou injecção. As vantagens de
um ou outro sistema dependem de cada caso e deve ser levado em conta não só a
geometria da peça, mas também a precisão requerida.
O sistema de fixação da peça também influi na TRM, pois se relaciona com
o sistema de lavagem permitindo a passagem do dieléctrico em diferentes regiões. Todo
o conjunto que compõem ferramentas relacionam-se mutuamente, portanto a escolha de
ferramentas adequadas ao tipo de trabalho a ser executado, deve levar em consideração
todos os factores envolvidos, para que o processo tenha o melhor desempenho.

18
LIMPEZA POR INJEÇÃO
A injecção do líquido dieléctrico é feita com pressão abaixo da peça ou por
dentro do eléctrodo, neste tipo de limpeza o eléctrodo tem de ser furado ou a peça deve
estar sobre um depósito “caneca”.
Figure 5 - Limpeza por injeção sob a peça
Figure 6 - Limpeza por injeção através do eletrodo

19
LIMPEZA POR ASPIRAÇÃO OU SUCÇÃO
O dieléctrico é aspirado por baixo da peça, através de um recipiente ou do
eléctrodo.
Figure 7 - Limpeza por sucção
20
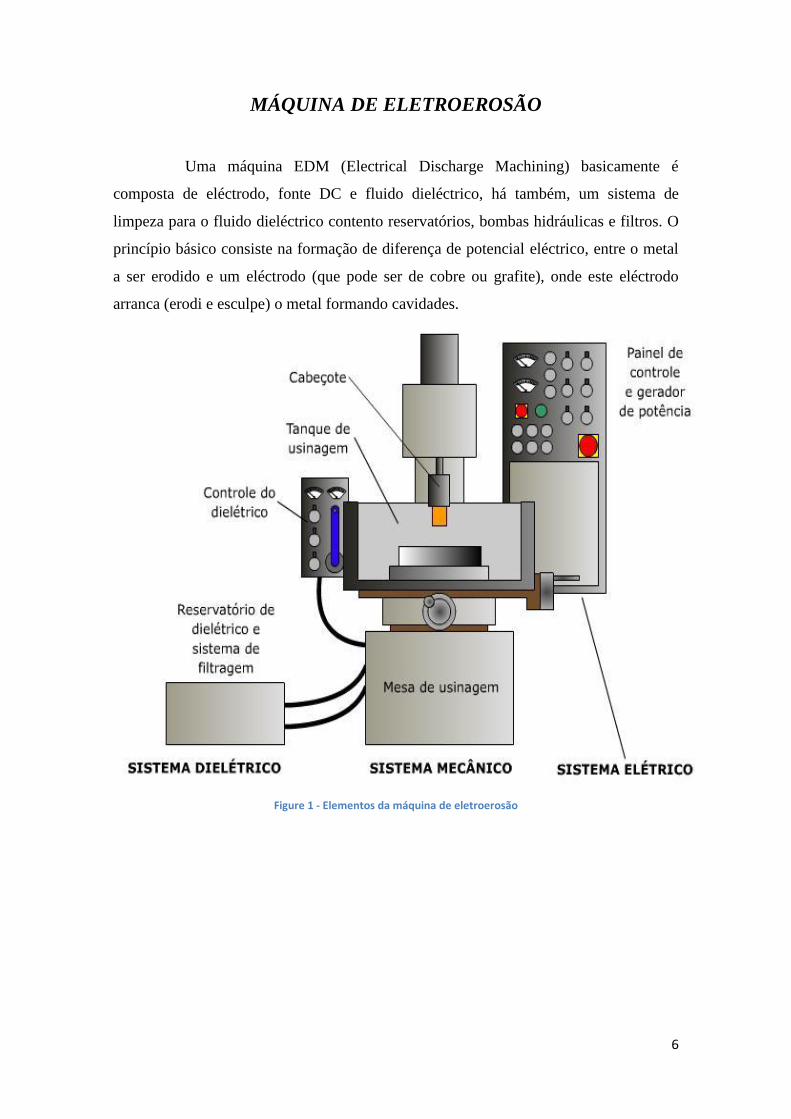
LIMPEZA POR JATO LATERAL
A injecção do líquido dieléctrico é feita por bicos que garantam alcance de
toda a superfície de trabalho.
Figure 8 - Limpeza por jato lateral

21
LIMPEZA POR AGITAÇÃO
É obtido por meio de pulsação do eléctrodo.

22
LIMPEZA POR FLUXO TRANSVERSAL
Usado quando o eléctrodo for rígido e a situação permitir a realização de
vários furos para limpeza.

23
LIMPEZA COMBINADA
Combina o processo de aspiração e o de injecção.

24
GRANDEZAS DE CORTE
Assim como outros processos de fabrico, a eletroerosão exige que seus
parâmetros sejam rigorosamente conhecidos e quais deles podem ser manipulados para
que, desta forma, se consiga chegar às condições óptimas de fabrico.

25
PARÂMETROS DE MÁQUINA
Existem vários parâmetros em um processo de eletroerosão, sendo alguns invariáveis e
alguns variáveis. Os principais parâmetros do processo de fabrico por descargas
eléctricas de uma dada Máquina-Ferramenta são:
INVARIÁVEIS
- Material do eletrodo-ferramenta (EF);
- Material da peça (MP);
- Fluido dieléctrico (FD).
VARIÁVEIS
- Frequência de descarga eléctrica (F);
- Tensão do arco (V);
- Intensidade de corrente (I).
26
PARÂMETROS DE DESEMPENHO DO PROCESSO
A TAXA DE REMOÇÃO DE MATERIAL (TRM)
A taxa de remoção de material (TRM) é o volume de material removido da peça
na unidade de tempo e depende directamente da energia empregada para um
determinado regime de fabrico, bem como da frequência. Esse parâmetro é também
dependente de uma faixa muito grande de propriedades do material da peça a ser
fabricada como, por exemplo, seu ponto de fusão, além de ser influenciado pelas
propriedades do eletrodo-ferramenta e por factores geométricos, tais como forma e
dimensões da ferramenta e da peça.

27
A RELAÇÃO DE DESGASTE ENTRE ELETRODO E PEÇA
A Relação de Desgaste (RD) é a razão entre o volume de material removido da
peça e o volume de material gasto do eletrodo-ferramenta. É um método conveniente
para definir as características de desgaste de vários materiais usados na confecção de
eletrodo-ferramenta, em diferentes condições de fabrico. Esse parâmetro é dependente
das propriedades físicas e químicas desses materiais. O ponto de fusão é uma das
propriedades que mais afita a taxa de desgaste do eléctrodo, sendo, portando, uma das
variáveis de maior influência.
Porém, factores que exercem influência sobre a relação de desgaste, tais como:
taxa de remoção de material, área da sessão transversal dos eléctrodos, conformação do
eletrodo-ferramenta e a complexidade da forma geométrica que se deseja fabricar.

28
O SOBRECORTE LATERAL (SL)
O sobrecorte lateral (SL) é tido como sendo a diferença entre os raios do furo
fabricado na peça e do eletrodo-ferramenta. Esse parâmetro é função da energia
empregada em cada regime, da frequência de descarga, do sistema de lavagem, do
material da peça e ainda de outros factores menos importantes.

29
A RUGOSIDADE SUPERFICIAL (RS)
A rugosidade superficial (RS) é o parâmetro de desempenho do processo que
determina o acabamento final da peça. Esse parâmetro é função das variáveis de corte.

30
DISTÂNCIA ENTRE PEÇA E FERRAMENTA (GAP)
A distância mínima entre a peça e a ferramenta, na qual é produzida a centelha, é
chamada GAP (do inglês gap = folga) e depende da intensidade da corrente aplicada. O
GAP é o comprimento da centelha.
Figure 9 - Parâmetros do processo
31
PROCESSO
Para que a eletroerosão ocorra, é necessário que os materiais envolvidos
(peça a ser fabricada e a ferramenta) sejam bons condutores de electricidade.
Peça e eléctrodo são mergulhados num recipiente que contém um fluido
isolante (dieléctrico). Tanto a peça como o eléctrodo estão ligados a uma fonte de
corrente contínua, por meio de cabos. Geralmente, o eléctrodo tem polaridade positiva e
a peça polaridade negativa.
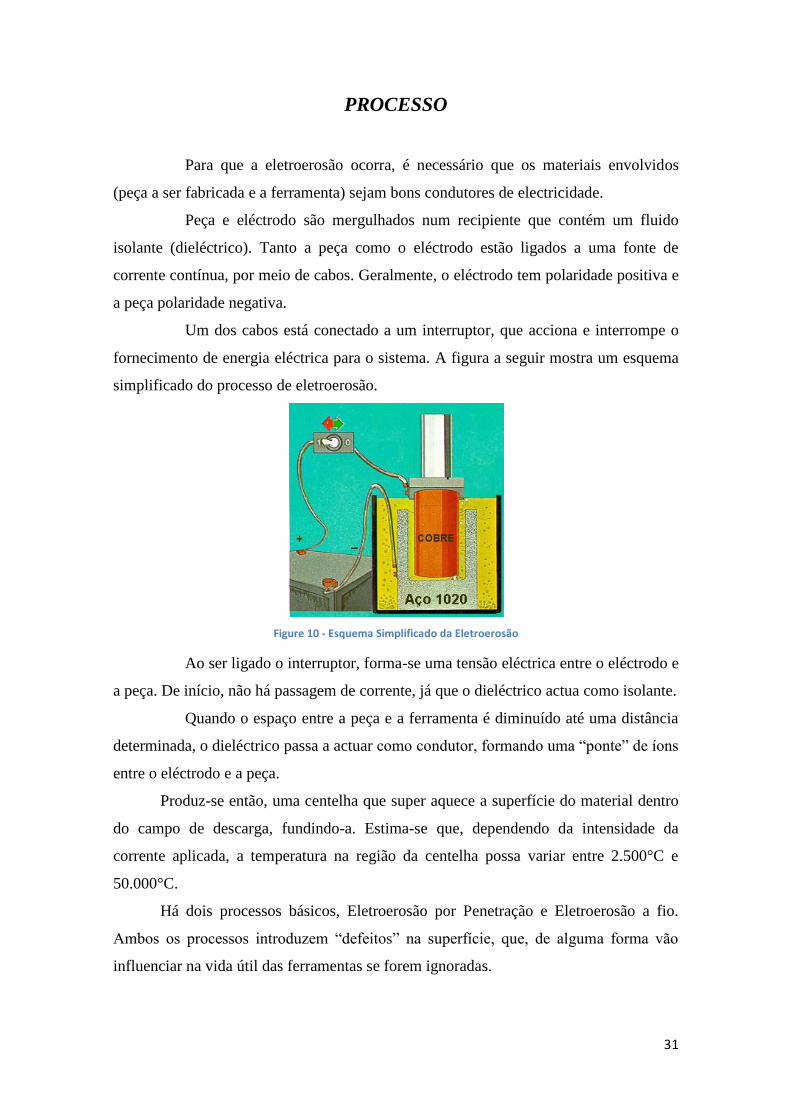
Um dos cabos está conectado a um interruptor, que acciona e interrompe o
fornecimento de energia eléctrica para o sistema. A figura a seguir mostra um esquema
simplificado do processo de eletroerosão.
Figure 10 - Esquema Simplificado da Eletroerosão
Ao ser ligado o interruptor, forma-se uma tensão eléctrica entre o eléctrodo e
a peça. De início, não há passagem de corrente, já que o dieléctrico actua como isolante.
Quando o espaço entre a peça e a ferramenta é diminuído até uma distância
determinada, o dieléctrico passa a actuar como condutor, formando uma “ponte” de íons
entre o eléctrodo e a peça.
Produz-se então, uma centelha que super aquece a superfície do material dentro
do campo de descarga, fundindo-a. Estima-se que, dependendo da intensidade da
corrente aplicada, a temperatura na região da centelha possa variar entre 2.500°C e
50.000°C.
Há dois processos básicos, Eletroerosão por Penetração e Eletroerosão a fio.
Ambos os processos introduzem “defeitos” na superfície, que, de alguma forma vão
influenciar na vida útil das ferramentas se forem ignoradas.

32
ELETROEROSÃO POR PENETRAÇÃO
No processo por penetração, um eléctrodo fabricado na geometria da superfície desejada
desloca-se de encontro à superfície da peça, erodindo sua superfície e transferindo seu
formato superficial para a peça, formando o contorno desejado.
Figure 11 - Eletrodo de Penetração

33
ELETROEROSÃO A FIO
No processo a fio, utilizado principalmente para corte. Um arame ou uma lâmina (em
geral feitos de ligas de cobre) “cortam” o material no formato desejado.
Figure 12 - Fio de Corte
34
APLICAÇÕES
Este processo tem sido aplicado em várias operações, em especial para
processos de fabrico de materiais considerados de difícil fabrico para os processos
tradicionais como torneamento, furação, fresagem e rectificação.
Como nos processos de fabrico por eletroerosão ocorre rápida dissipação do
calor gerado no processo, é amplamente aplicada nas indústrias aeronáutica e
aeroespacial, médica, equipamentos ópticos e electrónicos e na indústria de
ferramentaria em geral, por exemplo, matrizes para estampas de corte, moldes de
injecção, forjaria, cunhagem e fabricação de ferramentas de metal duro.
Sendo que na fabricação de ferramentas é considerada uma alternativa
interessante para redução de tempos de processo e fabricação de peças com geometrias
complexas, por ser possível à realização do fabrico após o tratamento térmico do
material.
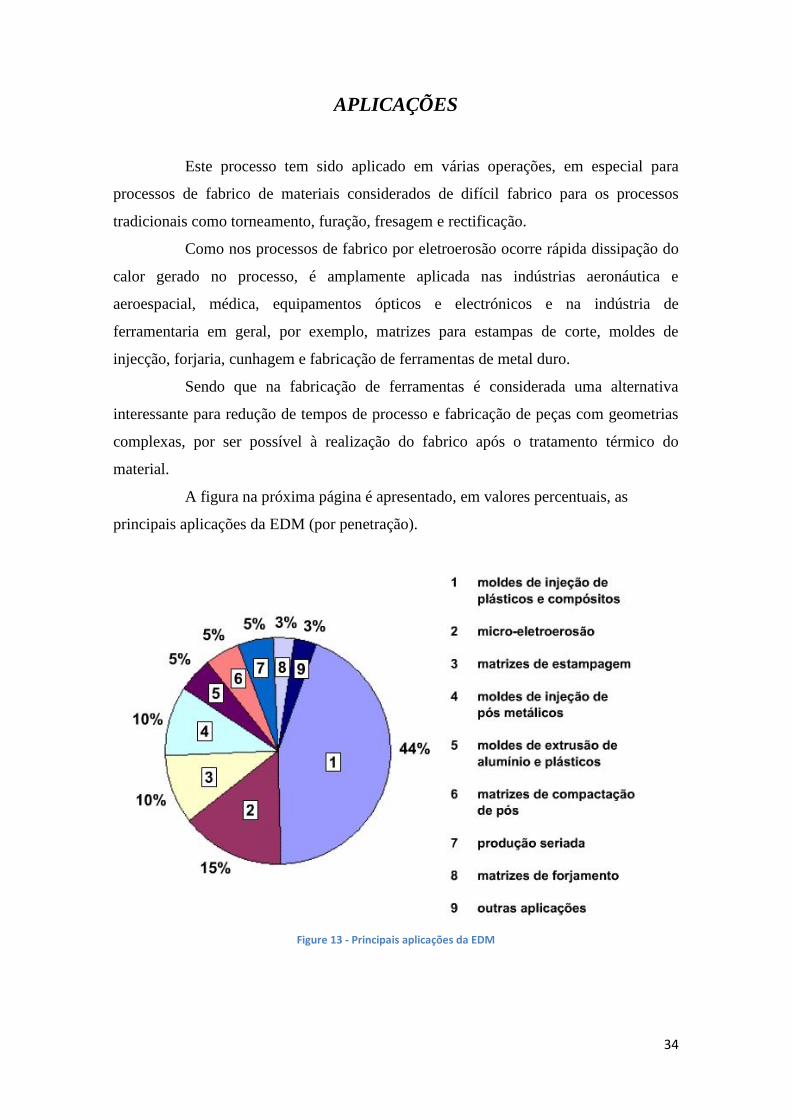
A figura na próxima página é apresentado, em valores percentuais, as
principais aplicações da EDM (por penetração).
Figure 13 - Principais aplicações da EDM

35
VANTAGENS
Na eletroerosão não existe força de corte, pois não há contacto entre a
ferramenta e a peça. Por isso não se formam as tensões comuns dos processos
convencionais de fabrico.
Uma vantagem adicional é a automatização das máquinas de eletroerosão, que
permite a obtenção de estreitos limites de tolerância e é possível um controle rigoroso
da acção da ferramenta sobre a peça fabricada, graças a um servomecanismo que reage
rapidamente às pequenas variações de intensidade de corrente. Esse processo é livre de
rebarbas, diferenciando-se, nesse ponto, da maioria dos outros processos.
Tudo isso torna a eletroerosão um processo adequado para atender às exigências
actuais de qualidade e produtividade.
36
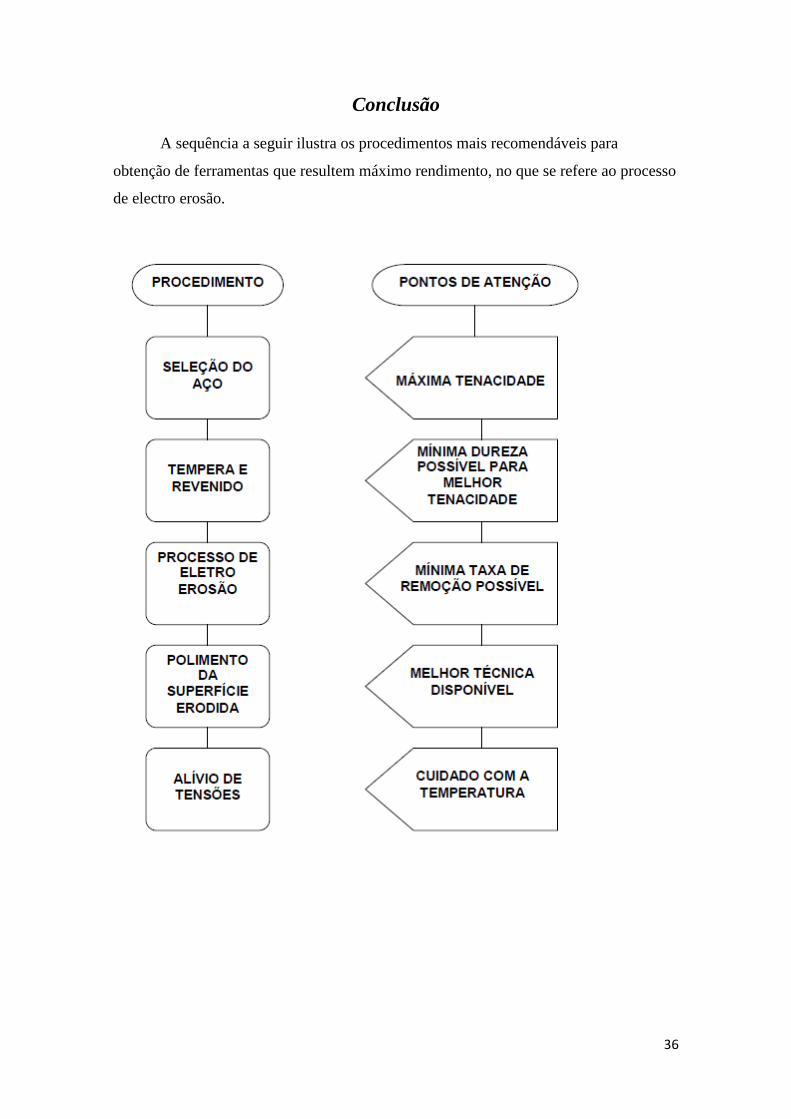
Conclusão A sequência a seguir ilustra os procedimentos mais recomendáveis para
obtenção de ferramentas que resultem máximo rendimento, no que se refere ao processo
de electro erosão.

37
BIBLIOGRAFIA
http://www.lmp.ufsc.br/linhas_pesquisa/procesp/procesp_analise.html
http://www.inovacaotecnologica.com.br/index.php
http://pt.wikipedia.org/wiki/Eletroeros%C3%A3o
www.em.pucrs.br/~valega/eletroerosao.ppt
www.ebah.com.br
http://www.scielo.br/
http://www.propp.ufu.br/revistaeletronica/edicao2002/C/Modificacoes%20Carbe
to.pdf
http://megatronica.com.br/eletroerosao.htm
http://pt.wikipedia.org/wiki/Eletroerosão




![SÍNTESE DE COMPÓSITOS BASEADOS EM … · Figura 3.17. Esquema dos tipos de grafite após os tratamentos [53]. ... Eletrodo de trabalho; 2. Eletrodo de referência; 3. Eletrodo auxiliar](https://img.document.onl/doc/110x75/5c4c8d6693f3c34aee5581a4/sintese-de-compositos-baseados-em-figura-317-esquema-dos-tipos-de-grafite.jpg)