Embed Size (px)
Citation preview

Serviço Público Federal
Universidade Federal do Pará
Instituto de Tecnologia
Programa de Pós-Graduação em Engenharia Industrial - PPGEI
CHARLES BISPO GUIMARÃES
ANALISE DA USINABILIDADE DA LIGA AL-7%SI SOLIDIFICADA EM UM SISTEMA
UNIDIRECIONAL HORIZONTAL.
Belém-PA
2014.

CHARLES BISPO GUIMARÃES
ANALISE DA USINABILIDADE DA LIGA AL-7%SI SOLIDIFICADA EM UM SISTEMA
UNIDIRECIONAL HORIZONTAL.
Dissertação apresentada ao Programa de Pós Graduação em Engenharia Industrial do Instituto de Tecnologia da Universidade Federal do Pará, como requisito necessário para obtenção do título de Mestre em Engenharia Industrial. Área de concentração - Processos de Fabricação.
Orientador: Profa. Dra. Maria Adrina Paixão de Souza da Silva.
Belém-PA
2014.

CHARLES BISPO GUIMARAES
ANALISE DA USINABILIDADE DA LIGA AL-7%SI SOLIDIFICADA EM UM SISTEMA
UNIDIRECIONAL HORIZONTAL.
Dissertação apresentada ao Programa de Pós Graduação em Engenharia Industrial do Instituto de Tecnologia da Universidade Federal do Pará, como requisito necessário para obtenção do título de Mestre em Engenharia Industrial. Área de concentração - Processos de Fabricação.
Orientador: Profa. Dra. Maria Adrina Paixão de Souza da Silva.
Belém-PA
2014.

DEDICATÓRIA
A minha mãe, Gilma Bispo Guimarães
e ao meu pai, Paulo Cesar Guimarães.

AGRADECIMENTOS
Agradeço primeiramente a Deus por me direcionar e mostrar qual o caminho a trilhar, dando-me força e garra o suficiente para continuar e, ainda, suprindo todas as minhas necessidades.
À minha família, ao qual amo muito. Um obrigado especial à minha mãe e meu pai pela paciência, carinho e ensinamentos ao longo dessa jornada.
À minha orientador, a Professora Maria Adrina Silva, por acreditar em mim e no futuro desse trabalho e sua contribuição ao meu crescimento profissional.
À minha amada esposa, Kene Paes, pelo incentivo, motivação e paciência dedicadas no decorrer do trabalho.
À minha amiga, Enfermeira Fabiane Lobo, por seu apoio e ajuda na consolidação desta dissertação.
Aos amigos que fizeram parte desses momentos sempre me ajudando e incentivando.
Aos Colegas da UFPA que me ajudaram nos testes no laboratório da UFPA durante a etapa de usinagem e captação de temperatura de corte.
À colega, Tereza Rodrigues Felipe, do Instituto ITEGAM, que sempre se mostrou solidária e prestativa todas as vezes que foram necessárias.
A Todos, meus agradecimentos!

EPÍGRAFE
“Aproveite as idéias que as pessoas te apresentam, pois até mesmo um
relógio parado está certo duas vezes por dia”
Marcelo de Souza Bastos.

RESUMO
Usinagem é provavelmente o processo de fabricação mais amplamente utilizado e os
metais e ligas formam o grande percentual de materiais usinados. Durante o processo de
usinagem, uma imensa quantidade da energia é convertida em calor e como a temperatura de
corte é então de fundamental importância no processo de usinagem, muito tem se estudado nesse
sentido, mas são bastante escassos na literatura estudos que avaliem a influência da estrutura da
peça de trabalho na temperatura de corte. Nesse sentido, sabe-se que a relação entre
processamento, estrutura, propriedades e comportamento de um material é de extrema
importância uma vez que a estrutura, que depende de como esse material é processado, exerce
uma grande influência nas propriedades dos produtos obtidos e sua performance depende
diretamente delas, como por exemplo a usinabilidade. Essas propriedades estão fortemente
relacionadas à composição química do material, que associada às condições de resfriamento
empregadas definem a estrutura final da peça, ou seja, o controle das variáveis térmicas de
solidificação para uma determinada composição química da liga definem a estrutura final de
solidificação, como os espaçamentos dendríticos. O objetivo deste trabalho é investigar a
influência dos parâmetros térmicos e dos espaçamentos dendríticos secundários (λ2) da liga Al-
7%Si solidificada em um dispositivo de solidificação direcional horizontal nas temperaturas de
corte obtidas durante o sangramento no torno. Em todos os sangramentos realizados, houve um
aumento significativo da temperatura de corte, seguido de um leve decréscimo ao final do
processo. Além disso, leis experimentais do tipo potência relacionando temperatura de corte com
taxa de resfriamento, velocidade de solidificação e espaçamentos dendríticos secundários
puderam ser desenvolvidas.
Palavras-Chave: Solidificação direcional horizozntal; Temperatura de corte; Espaçamento dendrítico secundário;
Variáveis térmicas.

ABSTRACT
Machining is probably the most widely used manufacturing process and metals and alloys
form a large percentage of machined materials. During the machining process, a considerable
amount of the machine energy is transferred into heat and as the cutting temperature is of
fundamental importance in machining processes, much has been studied on this sense but are
scarce literature studies on the influence of structure of the workpiece in the cutting temperature.
On this way, it is known that, the relationship between processing, structure, properties and
behavior of a material is extremely important because its structure, which depends on how the
material is processed, exerts a high influence on the properties of the obtained products and their
performance depends directly on these properties, such as machinability. These properties have a
strong relationship with the chemical composition of the material that associated with the cooling
conditions employed define the final structure of the piece, i.e., the control of the solidification
thermal variables for a particular chemical composition of the alloy set the final structure, such as
dendritic arm spacing. The aim of this research is to investigate the influence of solidification
thermal parameters and the secondary dendritic arm spacing (λ2) of an Al-7wt%Si alloy solidified
on a transient horizontal directional device on the cutting temperatures during turning bleeding.
In all of the performed bleedings, there was a significant increase in cutting temperature,
followed by a slight decrease at the end of the process. Moreover, experimental power function
laws relating cutting temperature with cooling rate, solidification rate and secondary dendrite arm
spacing could be developed.
Keywords: Directional horizontal solidification; Cutting temperature; Secondary dendritic arm spacing; Thermal
variables.

LISTA DE FIGURAS
Figura 2.1 - Representação esquemática da obtenção das amostras para macroestruturas e
microestruturas...............................................................................................................................20
Figura 2.1 - Usinagem de alumínio................................................................................................23
Figura 2.2 - Principais elementos de liga metálica de alumínio.....................................................24
Figura 2.3 – Aresta postiça (B.U.E)................................................................................................29
Figura 2.4 - Elemento de referência representativo do sistema metal/molde................................31
Figura 2.4.1 - Encadeamento de fatores e eventos durante a solidificação de um metal...............32
Figura 2.4.2 - Modos de transferência de calor atuantes no sistema metal/molde na solidificação
vertical ascendente..........................................................................................................................36
Figura 2.4.3 - Representação esquemática do banco experimental do dispositivo de solidificação
vertical descendente........................................................................................................................37
Figura 2.4.4 - Dispositivo de solidificação unidirecional horizontal..............................................38
Figura 2.4.5 - Modos de transferência de calor atuantes no sistema metal/molde durante a
solidificação horizontal...................................................................................................................39
Figura 2.4.6 – (a) Gradiente de temperatura da linha liquiduse (b) Perfis de temperatura real.....40
Figura 2.4.7 – (a) Esquema do desenvolvimento de uma interface celular (b) Interface com
estrutura tipicamente celular obtida através de MEV.....................................................................41
Figura 2.4.8 – Imagens de estrutura dendrítica...............................................................................42
Figura 2.4.9 – Representações esquemáticas da atuação dos fatores de influência na formação das
microestruturas de solidificação.....................................................................................................43
Figura 2.4.10 - Espaçamentos interdendríticas primários, secundários e terciários.......................43
Figura 3.1.1 – (a) Diagrama de fases binário do sistema Al-Si e (b) Curva de resfriamento de liga
Al-7%Si..........................................................................................................................................47
Figura 3.1.2 – (a) Balança digital; (b) Cadinho; (c) Forno mufla...................................................48
Figura 3.1.3 – (a) Termopar do tipo K; (b) Registrador de temperatura........................................49
Figura 3.1.4 – (a) Molde de silicone; (b) Lixadora e politriz rotativa; (c) Pasta de diamante........50
Figura 3.1.5 – (a) Microscópio ótico acoplado ao sistema de aquisição de imagem; (b) Tela de
trabalho de imagem tool; (c) Tela de trabalho do OriginPro 8.......................................................50
Figura 3.1.6 – (a)Torno mecânico; (b) Ponta do bedame; (c) Termômetro infravermelho............51

Figura 3.1.7 – Imagens ilustrativas do dispositivo de solidificação horizontal refrigerado a
água.................................................................................................................................................52
Figura 3.1.8 – Esquematização do dispositivo de solidificação unidirecional horizontal acoplado
ao sistema de aquisição de dados utilizados neste trabalho............................................................52
Figura 3.2.1 – Representação esquemática da obtenção das amostras para macroestruturas e
microestruturas...............................................................................................................................56
Figura 3.2.2 – Microestruturas dendríticas das posições 10, 30 e 60 mm obtidas para a liga Al-
7%Si................................................................................................................................................57
Figura 3.2.3 – (a) Macroestrutura da liga Al-7%Si com detalhe esquemático da retirada do corpo
de prova na zona colunar e (b) corpo-de-prova utilizado no ensaio...............................................58
Figura 3.2.4 – Imagem do experimento de medição de temperatura de corte................................60
Figura 4.1 - Taxas de resfriamento a partir da interface metal/molde em função da posição........62
Figura 4.2 – Espaçamentos dendríticos secundários em função da posição a partir da interface
metal/molde da liga investigada.....................................................................................................62
Figura 4.3 - Espaçamentos dendríticos secundários em função da taxa de resfriamento para a liga
investigada......................................................................................................................................63
Figura 4.4 - Espaçamentos dendríticos secundários em função da velocidade de deslocamento da
isoterma liquidus para a liga investigada........................................................................................63
Figura 4.5 – Temperatura do corte em função do tempo de sangramento para cada corpo-de-
prova...............................................................................................................................................64
Figura 4.6 – Perfil de temperatura de corte para cada faixa de posições........................................65
Figura 4.7 – Temperatura máxima de corte em função da taxa de resfriamento para a liga Al-
7%Si solidificada no dispositivo horizontal...................................................................................66
Figura 4.8 – Temperatura máxima de corte em função da velocidade de deslocamento da isoterma
liquidus para a liga Al-7%Si solidificada no dispositivo horizontal..............................................66
Figura 4.9 – Temperatura máxima de corte em função do espaçamento dendrítico secundário para
a liga Al-7%Si solidificada no dispositivo horizontal....................................................................67
Figura 4.10 – Temperatura média de corte em função do espaçamento dendrítico secundário para
a liga Al-7%Si solidificada no dispositivo horizontal....................................................................68

LISTA DE TABELAS
Tabela 3.1 – Composição química dos metais empregados na preparação da liga estudada.........46
Tabela 3.2 – Faixa de posições a partir da interface metal/molde de cada corpo-de-
prova...............................................................................................................................................59
Tabela 5 – Equações experimentais na forma de potência.............................................................70

NOMENCLATURAS
VL – Velocidade da isoterma liquidus............................................................................................16
TR – Taxa de resfriamento..............................................................................................................16
GL – Gradiente de temperatura......................................................................................................16
ASM – American Society of Materials…………………………………………………………..19
HSC – High Speed Cutting…………………...………………………………………………….20
AA – Aluminum Association…………………………………………………………………….24
HSM – High Speed Machining…………………………………………………………………...26
TL - Temperatura liquidus...............................................................................................................31
TV- Temperatura de Vazamento.....................................................................................................31
SRC – Super-resfriamento Constitucional......................................................................................40
GPM – Grupo de pesquisa em metalurgia física e de transformação.............................................53
GPSOL - Grupo de Pesquisa em Solidificação..............................................................................53
TCE – Transição colunar equiaxial................................................................................................55

SIMBOLOGIA
λ1 - Espaçamento dendríticos primários .........................................................................................16
λ2 – Espaçamento dendríticos secundários......................................................................................16
λ2 - Espaçamento dendríticos terciários...........................................................................................16
∆ – Delta.........................................................................................................................................34

SUMÁRIO 1 INTRODUÇÃO .......................................................................................................................... 14
1.1 Considerações Iniciais ....................................................................................................................... 14
1.2 Objetivos deste trabalho .................................................................................................................... 18
2 REVISÃO DE LITERATURA................................................................................................... 19
2.1 Principais Contribuições Científicas ou Tecnológicas ...................................................................... 19
2.1.1 Usinagem e Usinabilidade .......................................................................................................... 19
2.2. Alumínio e suas Ligas ...................................................................................................................... 22
2.3 Cálculo de Temperatura de Usinagem............................................................................................... 24
2.3.1 Aresta Postiça de Alumínio ........................................................................................................ 28
2.4 Varíaveis Térmicas de Solidificação ................................................................................................. 30
2.4.1 Variáveis térmicas e estruturas de solidificação ......................................................................... 33
2.5 Microestruturas de Solidificação e Propriedades Mecânicas ............................................................ 44
3 MATERIAIS E MÉTODOS....................................................................................................... 45
3.1 Materiais ............................................................................................................................................ 45
3.1.1 A liga do sistema Al-Si............................................................................................................... 45
3.1.2 Equipamentos e Materiais Utilizados ......................................................................................... 46
3.1.3 Descrição do dispositivo de solidificação unidirecional horizontal ........................................... 49
3.2 Métodos ............................................................................................................................................. 51
3.2.1 Procedimento Experimental Para a Obtenção da Liga Investigada ............................................ 51
3.2.2 Procedimento Experimental para Determinação das Variáveis Térmicas de Solidificação (VL e TR)........................................................................................................................................................ 52
3.2.3 Aspectos Macroestruturais e Microestruturais ........................................................................... 53
3.2.4 Procedimento Experimental Para Determinação da Temperatura de Corte Para Diversas Posições do Lingote............................................................................................................................. 56
4 RESULTADOS E DISCUSSÃO................................................................................................ 59
5. CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS ...................................... 67
5.1 Sugestões Para Trabalhos Futuros ..................................................................................................... 68
6 REFERENCIAS BIBLIOGRAFICAS ....................................................................................... 69

14
1 INTRODUÇÃO
1.1 Considerações Iniciais
A exigência do mercado consumidor por tecnologias que conjugassem desempenho
mecânico à elevada eficiência e baixo custo de manutenção conduziu à necessidade de serem
desenvolvidos materiais capazes de satisfazer determinadas propriedades, tais como elevada
resistência mecânica e baixo peso específico. Não obstante a isso, dependendo da aplicação, um
material precisa ter propriedades mecânicas e de fabricação em níveis aceitáveis, elevada
resistência à ação corrosiva e um comportamento tribológico que lhe garanta uma longa vida útil.
Estas características do material interferem na eficiência de uma peça ou equipamento durante
operação. Nesse sentido, diversos sistemas de liga têm sido estudados e desenvolvidos com esse
propósito ao longo dos últimos anos, destacando-se nesse contexto as ligas à base de alumínio
por conta das suas características físico-químicas, ou seja, baixo peso específico, boa resistência à
corrosão, elevadas condutibilidades elétrica e térmica além da capacidade do alumínio em
combinar-se com a maioria dos metais de interesse para a engenharia, possibilitando a obtenção
de características tecnológicas em conformidade com a aplicação do produto final.
Atualmente, são investigadas dezenas de composições diferentes de ligas de alumínio por
meio de diversos processos comerciais de fundição. No mercado comercial de ligas fundidas não-
ferrosas o silício é o principal elemento constituinte das ligas de alumínio. Aproximadamente
90% dos produtos obtidos a partir de ligas de alumínio são originados de ligas binárias Al-Si.
Tais materiais são bastante utilizados na indústria para a fabricação de componentes que são
expostos a condições críticas de desgaste, como peças de motor, pistões, cilindros, blocos e
cabeçotes. Este vasto campo de aplicação pode ser justificado em virtude das ligas Al-Si
apresentarem grande efeito na fundibilidade do alumínio, promovendo fluidez (capacidade para
preencher uma cavidade de molde) ao componente, contribuírem para redução do peso específico
e da expansão térmica, além de fornecerem melhores propriedades mecânicas e maior resistência
à corrosão e à propagação de defeitos, como por exemplo, porosidades e trincas de contração
(CRUZ et al., 2010). De maneira geral, existe uma variação do teor de silício em ligas de
alumínio, mais comumente utilizadas na prática, em função das propriedades mecânicas que
podem ser alcançadas em diferentes processos de fundição. Assim, por exemplo, o teor de silício

15
varia entre 5% e 7% em processos que utilizam moldes refratários (moldes de areia, gesso e cera
perdida), 7% e 9% em moldes metálicos e 8% e 12% em moldes utilizados nos processos de
fundição sob pressão (ROOY, 1998).
A obtenção de estruturas de solidificação compatíveis com as propriedades mecânicas e
de fabricação exigidas é o objetivo fundamental dos estudos realizados no campo da solidificação
de metais e um dos mais importantes da metalurgia física em nossos dias (CHALMERS, 1968;
MORANDO, 1970; OHNO, 1976; DIETER, 1988; O’DELL et al., 1999; QUARESMA et al.,
2000), pois sabe-se que o posterior desempenho das peças obtidas é significativamente
influenciado pela estrutura bruta constituída imediatamente após a solidificação.
No que tange aos processos de fabricação, a usinagem é provavelmente o processo de
fabricação mais amplamente utilizado e os metais e ligas formam o grande percentual de
materiais usinados. Por conta disso, o processo de corte de metais tem sido o foco de muitas
pesquisas e publicações. Desde que o homem começou a usinar metais, muitos problemas
surgiram e muitas idéias e soluções foram propostas. Com isso, tem-se alcançado um grande
progresso com o aumento da taxa de remoção de metal e, consequentemente, redução de custos
(SILVA e WALLBANK, 1999).
Sabe-se que o trabalho realizado no processo de usinagem dos metais é convertido em
calor, por conta das forças de atrito existentes. De forma simplificada, o trabalho total de
usinagem pode ser divido em três partes: trabalho de corte para formação do cavaco e da nova
superfície; trabalho para a retirada do cavaco e trabalho para mover a superfície recém formada
sobre o flanco da ferramenta. O trabalho para retirada do cavaco envolve a dissipação de calor
resultante de fricções internas, enquanto os outros dois são necessários para vencer o atrito entre
a ferramenta e o cavaco ou a peça, o que pode envolver fricções internas por conta do contato
entre as superfícies (SILVA e WALLBANK, 1999).
O trabalho realizado dependerá do material a ser usinado. Ductilidade, dureza e
propriedades térmicas possuem efeito significativo nas forças atuantes, assim como na
temperatura gerada. Essas propriedades, somadas às características do material da ferramenta de
corte e condições do processo de usinagem definirão a força de corte, e consequentemente o calor
gerado.
Como a temperatura de corte é de fundamental importância nos processos de usinagem,
muito tem se estudado no sentido do desenvolvimento de novos materiais para ferramentas de

16
corte que possam suportar a altas temperaturas, fatores térmicos que afetam a integridade e a vida
da ferramenta e desenvolvimento de fluidos de corte mais eficientes para atuarem como
refrigerante (TRENT, 1984; MACHADO, 1993), por outro lado são bastante escassos na
literatura estudos que avaliem a influência da estrutura da peça de trabalho na temperatura de
corte.
No que se refere à estrutura de peça a ser usinada, a relação entre processamento,
estrutura, propriedades e comportamento de um material é extremamente importante, pois é
sabido que essa estrutura, que depende da maneira como o mesmo é processado, exerce uma
elevada influência nas propriedades dos produtos obtidos e seu desempenho depende diretamente
destas propriedades (GARCIA, 2007). Esse contexto vem motivando pesquisadores a
desenvolverem estudos objetivando a programação prévia da estrutura final de componentes já a
partir da estrutura bruta de solidificação. Analisando-se o processo de solidificação que consiste,
essencialmente, na mudança de estado da fase líquida para a fase sólida com liberação de calor
latente, vê-se que determinadas propriedades da peça, como é o caso da usinabilidade, têm forte
relação com a composição química do material, que associada à condições de resfriamento
empregadas determinam a estrutura final da peça, ou seja, o controle das variáveis térmicas de
solidificação como velocidade de deslocamento da isoterma liquidus (VL), taxa de resfriamento
(TR) e gradiente de temperaturas (GL), ambas frente à interface de solidificação, para determinada
composição química da liga, definirá a estrutura final.
É fato conhecido que a resistência mecânica, dureza e resistência à corrosão são
dependentes, dentre outros aspectos, da composição química, dos métodos de fundição, da taxa
de solidificação, dos tratamentos térmicos e da microestrutura formada após a solidificação
(DOBRZANSKI et al., 2006; CRUZ, 2008; CANTÉ, 2009; GOULART, 2010). O tamanho e a
morfologia dos grãos, aliado aos espaçamentos dendríticos primários (λ1), secundários (λ2) e,
terciários (λ3), distribuição de porosidade, produtos segregados e outras fases definem as
propriedades mecânicas, de resistência à corrosão e, até mesmo, de resistência ao desgaste das
ligas de alumínio (SAMUEL et al., 1994; SOKOLOWSK et al., 1995; QUARESMA, 2000;
OSÓRIO et al, 2000; LI et al., 2004; CRUZ, 2008; OSÓRIO et al, 2009; CANTÉ, 2009;
GOULART, 2010). Espaçamentos menores permitem que a microestrutura seja caracterizada por
uma distribuição mais uniforme da segregação microscópica que existe entre as ramificações
celulares ou dendríticas, favorecendo o comportamento mecânico do produto solidificado. Como

17
o tempo exigido para a homogeneização das diferenças de concentração provocadas por essa
segregação diminui com o decréscimo dos espaçamentos, as condições de resfriamento que
venham favorecer a obtenção de materiais com espaçamentos menores são as mais interessantes
(SANTOS, 2006). Sendo assim, seria de grande interesse dispor de expressões que relacionassem
espaçamentos dendríticos com os parâmetros que quantificam as propriedades mecânicas e de
fabricação, tais como usinabilidade.
Com as crescentes exigências da indústria moderna por materiais com propriedades cada
vez mais elevadas e com melhor facilidade de conformação mecânica, o controle da cinética do
processo de solidificação de metais e ligas metálicas vem a cada dia se consolidando como um
objeto de estudo de extrema importância para a obtenção de materiais com propriedades
homogêneas e cada vez mais adequadas à sua utilização prática. Deste modo, é essencial a
abordagem de algumas metodologias utilizadas no estudo do referido fenômeno destacando-se,
por exemplo, a técnica da solidificação direcional, a qual pode ser aplicada tanto em condições
estacionárias quanto em regime transiente de extração de calor. Vale destacar que a maioria dos
resultados experimentais envolvendo aspectos macro e microestruturais resultantes do processo
de solidificação presentes na literatura (GARCIA, 2007), utilizam condições estacionárias de
troca de calor, entretanto, a maioria dos processos industriais ocorre em condições transitórias de
fluxo de calor. Assim, importantes estudos (CHALMERS, 1964 e 1968; FLEMINGS, 1974;
HUNT, 1979; KURZ e FISHER, 1981, 1992; HUNT e LU, 1996; BOUCHARD e KIRKALDY,
1997; CANTÉ, 2008; ÇARDILLI et al., 2000; DING e TEWAR1, 2002; FERREIRA et al., 2003;
CRUZ; GOULART, 2008, 2010; OZÓRIO, 2000; PEIXOTO, 2009; PERES et. al., 2004;
QUARESMA, 2004; ROCHA, 2003A, 2003B E 2003C, ROSA et al., 2006; SILVA, 2008;
SILVA et al., 2009., 2011; SIQUEIRA, 2002; SPINELLI e GARCIA, 2005; SPINELLI et al.,
2011; MOUTINHO, 2012, GOUVEA, 2012) têm sido realizados nas últimas décadas com o
objetivo de ser estabelecida de forma sistematizada a influência dos diversos parâmetros térmicos
e operacionais envolvidos no fenômeno da solidificação sobre a estrutura resultante, buscando
elevar as propriedades mecânicas e, por conseguinte, o desempenho dos materiais solidificados
por meio de procedimentos experimentais na grande maioria implementados em sistemas de
solidificação direcionais verticais ascendentes e poucos descendentes (SPINELLI e GARCIA,
2005; SPINELLI et al., 2011). Recentemente, estudos têm sido conduzidos visando à verificação
da influência de correntes convectivas sobre o arranjo da estrutura de solidificação, através de

18
experimentos realizados em um dispositivo de solidificação unidirecional horizontal
(MOUTINHO, 2007; MOUTINHO, 2011; NOGUEIRA, 2011), promovendo o contraponto com
a solidificação nos sistemas verticais ascendente e descendente, comparando as três
configurações quando são solidificadas ligas de mesma composição.
1.2 Objetivos deste trabalho
Considerando o exposto bem como a importância da usinagem e das ligas do sistema Al-
Si, o objetivo deste trabalho é a medição da temperatura de corte da liga Al-7%Si e sua respectiva
correlação com os espaçamentos dendríticos. Para tanto, foram estabelecidos os seguintes
objetivos específicos para este trabalho:
� Revisar a literatura existente sobre o estudo a respeito de usinabilidade, temperatura de
corte e espaçamentos dendríticos em ligas solidificadas unidirecionalmente nos sistemas
verticais ascendente, descendente e horizontal.
� Calcular experimentalmente, as temperaturas de corte para o sangramento da liga Al-
7%Si solidificada em um dispositivo direcional horizontal refrigerado a água em
condições transientes de extração de calor.
� Correlacionar as temperaturas de corte obtidas para os sangramentos feitos ao longo do
lingote com a posição deste a partir da interface metal/molde.
� Correlacionar as variáveis térmicas de solidificação (VL e TR) e os parâmetros
microestruturais experimentais (λ2) obtidos para a liga em questão com as temperaturas de
corte obtidas, determinando equações experimentais.

19
2 REVISÃO DE LITERATURA
2.1 Principais Contribuições Científicas ou Tecnológicas
2.1.1 Usinagem e Usinabilidade
A grande parte dos produtos que são industrializados, em alguma etapa de sua produção,
sofre algum processo de usinagem. A usinagem está presente na confecção de diversos produtos
de diferentes ramos setoriais.
A usinagem é um processo de fabricação por remoção de cavacos. Sendo assim, todo
processo em que há uma peça bruta que, após ser removido material em forma de cavaco de seu
interior e exterior, formando uma peça com superfícies desejadas, detalhadas e acabadas de forma
que satisfaça plenamente ao cliente, é considerado um processo de usinagem (SANTOS; DIAS,
2010).
O termo usinabilidade pode ser usado para indicar a facilidade ou a dificuldade de se
usinar um material afim de se obter tamanho, forma e acabamento superficial desejado (ASM,
1990). São muitas as variáveis que podem ser consideradas como medidas da usinabilidade de
um material, como por exemplo: o acabamento superficial, a força de corte, a temperatura de
corte, a vida da ferramenta, o controle do cavaco, a produtividade entre outros.
É preciso tomar cuidados especiais na determinação da usinabilidade de um material
específico, pois, em diferentes condições, um grupo de materiais pode não ter a mesma
classificação, ou seja, um material que tenha sido classificado como possuindo uma excelente
usinabilidade, em comparação com outros materiais, quando utilizando uma determinada
variável, pode não ter tão boa classificação quando for obtida considerando-se outra variável.
Assim a usinabilidade é considerada como uma função do teste, e qualquer número de
usinabilidade deve acompanhar uma descrição completa do teste (MACHADO e SILVA, 1993).
Para Farias et al. (2011) a usinabilidade de um material, apesar de não se tratar de uma
propriedade característica por não haver um ensaio específico para a mesma, pode ser analisada,
quantificada e inferida a um determinado material por meio de observações relativas à vida útil
de uma ferramenta de corte, taxa de remoção de material, dinâmica do evento de usinagem

20
(avaliação de forças de corte e vibração do conjunto máquina/ferramenta) e caracterização de
cavaco produzido durante a usinagem.
De acordo com o autor citado acima a usinagem de materiais com ferramentas de corte
ainda hoje não é completamente entendida apesar de ser aplicada constantemente. É dita uma
área restrita à tecnologia, pois na indústria onde é amplamente aplicada não são os engenheiros
que pesquisam e modelam, mas sim os técnicos que executam experimentos, tentando identificar
qual será a melhor condição de ferramenta para o material da peça específica.
Parâmetros de usinagem são funções do processo de usinagem, da máquina ferramenta, do
tipo de material a ser usinado e da ferramenta de corte utilizada. Os parâmetros de corte
relacionados com o processo de usinagem e a máquina ferramenta são a velocidade de corte,
avanço, profundidade de corte e fluido de corte. Para a ferramenta de corte os parâmetros são o
material, a forma e a geometria da ferramenta e para o material a ser usinado a composição
química, dureza e tipo de tratamento superficial (NOGUEIRA, 2002).
Tão importante como as propriedades de desempenho (resistência mecânica, à corrosão,
etc.), as propriedades de fabricação como a soldabilidade e a usinabilidade devem ser sempre
consideradas na seleção de materiais metálicos.
É de conhecimento geral que a usinagem constitui-se num dos mais importantes processos
de fabricação da indústria metal-mecânica. Justamente por este motivo, a preparação de
equipamentos, tanto quanto a aferição dos instrumentos, apresentam-se como fundamentais para
a realização dos processos de usinagem (FAUSTINO et. al., 2007). A melhora na operação de
usinagem está relacionada com a obtenção de componentes com as dimensões desejadas e
qualidade superficial satisfatória. Além disto, podem ser obtidos grandes aumentos de
produtividade. As vantagens econômicas da escolha certa do material a ser usinado, assim como
as ferramentas, fluido de corte, equipamento e condições de usinagem, são consideráveis. Os
custos e tempos de produção podem ser significativamente reduzidos através da escolha certa
desses parâmetros (TESSLER et al., 1993).
A cada dia surge uma nova tecnologia de usinagem, sendo a de altíssimas velocidades de
corte (HSC -High Speed Cutting) a mais aplicada nas indústrias desde seu surgimento na década
de 70.
O estudo dos processos de usinagem com altíssimas velocidades de corte torna-se
estratégico para o desenvolvimento tecnológico do País e das indústrias aqui instaladas,

21
possibilitando a conquista ou manutenção da competitividade em nível internacional. Para isso,
no entanto, é necessário um programa de médio\longo prazo para que a tecnologia possa ser
plenamente desenvolvida e incorporada aos sistemas produtivos.
Atualmente nos países industrializados, o custo com usinagem soma mais de 15% de
todos os processos de fabricação nestes países. Por este motivo, a usinagem, como parte da
ciência da fabricação e tecnologia, é muito importante para as indústrias de manufatura moderna
(DAVIM, 2006). Apenas para ter-se uma idéia da importância do setor de usinagem, tomando-se
como referência os Estados Unidos, em 1989, foram investidos US$100 bilhões nesse setor, o
que mostra a importância não só deste processo na economia de um país (TESSLER et al., 1993),
como também na pesquisa científica envolvida.
Machado e Silva (2004) definem que a usinagem tem ainda a peculiaridade de ser um
processo essencialmente prático, envolvendo um número de variáveis bastante grande. É
praticamente impossível prever o desempenho no corte dos metais. Entretanto, isto não quer dizer
que estudos detalhados dos processos de usinagem não têm valor. Cada ponto fundamental que é
detalhadamente estudado e propriamente interpretado contribui para o entendimento do processo,
e, vale dizer, entendimento é o passo mais próximo da capacidade de prever.
Esse tipo de estudo deve ser mais difundido entre os pesquisadores brasileiros, pois o
Brasil encontra-se em posição de destaque no setor de usinagem. Essa posição privilegiada
começa no próprio aprendizado. A Alemanha, um dos países mais avançados na área de
mecânica, tem como referência o ensino realizado no Brasil pelas escolas SENAI. Um exemplo
da qualidade dos profissionais brasileiros envolvidos em usinagem está no fato de que,
atualmente, estão sendo fabricadas em território nacional (pela própria rede SENAI), vários
componentes para a Estação Espacial Internacional, projeto do qual o Brasil faz parte (COZZA,
2006) .
O melhor desempenho das operações de usinagem almejado pelos profissionais
envolvidos na área (tanto pesquisadores quanto profissionais da própria área de usinagem) pode
ser obtida através de pesquisas envolvendo materiais e suas estruturas, já que o controle destas já
no processo de solidificação reduz significativamente os custos com processamentos posteriores.

22
2.2. Alumínio e suas Ligas
O alumínio é o terceiro metal mais abundante na crosta terrestre e por suas excelentes
propriedades físico-químicas, entre as quais se destacam o baixo peso específico, a alta
condutividade térmica e elétrica e a reciclagem, tornou-se o metal não-ferroso mais consumido
no mundo. É maleável, dúctil e apto para a mecanização e para a fundição (ABAL, 2007).
O alumínio em estado puro apresenta baixas dureza e resistência mecânica, não servindo
para determinadas aplicações, daí a necessidade de combiná-lo com outros metais para aumentar
sua utilidade industrial. De acordo com Callister (2002), as ligas apresentam características
diferentes daquelas apresentadas pelos seus metais constituintes, tais como dureza, ductilidade,
condutividade, entre outras; além disso, as suas propriedades dependem fundamentalmente da
composição, da microestrutura, do tratamento térmico ou mecânico. O alumínio em estado puro é
pouco resistente, assim, o principal objetivo de adicionarem-se elementos de liga no alumínio é
aumentar a resistência mecânica, sem alterar as demais propriedades.
No mercado comercial de ligas fundidas não-ferrosas, mais de 50% das mesmas apresenta
o metal alumínio em sua composição, sendo o silício e o cobre, com destaque ao primeiro, os
principais elementos constituintes das ligas de alumínio. Aproximadamente 90% dos produtos
obtidos a partir dessas ligas, são originados de ligas binárias Al-Si. Tais materiais são bastante
utilizados na indústria para a fabricação de componentes que são expostos a condições críticas de
desgaste, tais como peças de motor, pistões, cilindros, blocos e cabeçotes. Este vasto campo de
aplicação pode ser justificado devido às ligas Al-Si fornecerem melhores propriedades mecânicas
e maior resistência à corrosão e à propagação de defeitos como, por exemplo, porosidades e
trincas de contração, contribuírem para redução do peso específico e da expansão térmica, além
de apresentarem grande efeito na fundibilidade do alumínio, promovendo fluidez (habilidade para
preencher uma cavidade de molde) ao componente.
Um dos aspectos que tornam as ligas de alumínio tão atraentes como materiais de
construção mecânica é fato do alumínio poder combinar-se com a maioria dos metais de
engenharia, chamados de elementos de liga. Com essas associações, é possível obter
características tecnológicas ajustadas de acordo com a aplicação do produto final (Figura 2.1). O
grande alcance das ligas oferece à indústria uma grande variedade de combinações de resistência

23
mecânica, resistência à corrosão e ao ataque de substâncias químicas, condutibilidade elétrica,
usinabilidade, ductibilidade, formabilidade, entre outros benefícios.
Figura 2.1: Usinagem de Alumínio
Fonte: Callister (2002)
A principal limitação do alumínio é a sua baixa temperatura de fusão (660 °C), o que
limita a temperatura de trabalho de suas ligas. Este ponto de fusão é relativamente baixo
comparado ao do aço, que é da ordem de 1570°C.
De acordo Mello et al. (2009) conforme o produto a ser feito, as ligas de alumínio podem
ser divididas em dois grupos:
a) Ligas para trabalho e conformação (wrought alloys) – ligas destinadas à fabricação de
produtos semi-acabados, como laminados planos (placas, chapas e folhas), laminados
não planos (tarugos, barras e arames) perfis extrudados e componentes forjados;
b) Ligas para fundição (cast alloys) – ligas destinadas a fabricação de componentes
fundidos.
Somando-se as ligas conformáveis e as ligas para fundição, existem mais de 600 ligas
reconhecidas industrialmente, porém identificamos algumas combinações na (Figura 2.2).
Estes dois grupos se subdividem em:
1. Ligas não-tratáveis - Não são endurecíveis por meio de tratamento térmico;
2. Ligas tratáveis termicamente – São endurecidas por meio de tratamentos térmicos.

24
Figura 2.2: Principais elementos de liga metálica de alumínio
Fonte: Mello et al. (2009)
As ligas de alumínio, segundo a Aluminum Association (AA), são divididas em nove
classes. Ligas experimentais também utilizam este sistema de classificação, porém, são indicadas
pelo prefixo X.
Nas ligas da série 4xxx, o silício é o principal elemento de liga. Apresentam baixos pontos
de fusão e impossibilidade de tratamento térmico para endurecimento por preciptação. São
utilizadas também como material de adição para solda.
2.3 Cálculo de Temperatura de Usinagem
O fato de que a temperatura de usinagem tem uma influência crítica sobre o desgaste da
ferramenta e vida útil, tem sido bem reconhecido desde o trabalho de Taylor em 1907. Em
particular, a taxa de formação de crateras é muito dependente da ferramenta de interface de
temperatura. O crescimento de desgaste cratera na interface da ferramenta foi encontrado e estar
diretamente regulada pela distribuição da temperatura ao longo da interface. Pelas razões acima o
problema de determinar a temperatura de usinagem tem sido bem pesquisado ao longo dos anos.
Muitas técnicas experimentais foram aplicadas para a medição da temperatura de processamento.
No entanto, uma boa precisão é difícil de conseguir (TRIGGER e CHAO, 1951).
Embora a principal razão para a continuação do trabalho de medição de temperatura é o
de melhorar a qualidade da peça acabada, ele também pode ajudar a prever o desgaste da
ferramenta e ajuda no desenvolvimento de software de modelagem preditiva. Além disso, estudos

25
têm demonstrado que, em processos de remoção de material, fenômeno que pode degradar a
qualidade da peça, seguem frequentemente um modelo de Arrhenius do tipo (exponencial)
implicando que alguns comportamentos de outra forma incompatíveis pode realmente ser
atribuídos às variações de temperatura (DAVIES et al., 2007).
Na usinagem em velocidades normais, os gradientes de temperatura são extremamente
elevados, especialmente nas proximidades do plano de corte e a interface da ferramenta. Isto,
juntamente com o fato de que a espessura da ferramenta é geralmente muito pequena, torna a
tarefa de medir a distribuição da temperatura com precisão extremamente difícil. Qualquer
interferência com o processo de maquinagem, tais como a abertura de furos ou ranhuras na
ferramenta numa tentativa para medir temperaturas é suscetível de ser grave o suficiente para
alterar a distribuição de temperatura que teria sido obtido se não houvesse nenhuma interferência
(TAY, 1993).
O trabalho total realizado pela ferramenta de corte em eliminação de metal pode ser
determinada a partir dos valores dos componentes da força sobre a ferramenta de corte.
Aproximadamente todo este trabalho ou a energia é convertida em calor, o qual é dissipado para
o material da ferramenta e da peça de trabalho, maiores forças sobre a ferramenta, é necessário
mais trabalho na remoção de metal, o que por sua vez afeta a temperatura (SULLIVAN e
COTTERELL, 2001).
Apesar de considerável esforço de pesquisa que foram feitas sobre o problema térmico em
corte de metal, praticamente não há um consenso sobre os princípios básicos. O contato
tribológico, único fenômeno que ocorre em corte de metal, está altamente localizada e não linear,
e ocorre em altas temperaturas, altas pressões e altas cepas. Isso faz com que seja extremamente
dificil de prever de forma precisa, ou mesmo avaliar o desepenho de vários modelos
desenvolvidos para modelagem do processo de usinagem (SULLIVAN e COTTERELL, 2001).
Altas temperaturas de corte influenciam fortemente no desgaste da ferramenta, na vida da
ferramenta, na integridade a superfície da peça, nas ferramentas de mecanismo de formação e
contribui para a deformação térmica da ferramenta de corte, que é considerada, entre outros,
como a maior fonte de erro na processo de usinagem. O aumento da temperatura do material da
peça de trabalho na zona de deformação primária amolece o material, diminuindo assim as forças
de corte e a energia necessária para causar mais cisalhamento. Temperatura em interface da
ferramenta afeta os fenômenos de contato alterando as condições de atrito, o que por sua vez
26
afeta a forma e localização de ambas, as primárias e zonas de deformação secundária, a
temperatura máxima de localização, partição de calor e a difusão do material da ferramenta
(SULLIVAN e COTTERELL, 2001).
O calor é gerado nas zonas primárias e secundárias, devido à deformação plástica no
material. O calor intenso também é gerado ao longo da interface da ferramenta, devido ao atrito.
Se a ferramenta não é afiada, algum calor de fricção também será gerada na interface da
ferramenta de trabalho. A maior parte do calor é dissipado pela ferramenta, enquanto o restante é
conduzido através da ferramenta e conveção através da peça de trabalho. Se nenhum líquido de
arrefecimento é usado a perda de calor para o ar ambiente é desprezável. A equação que rege a
distribuição de temperatura na usinagem é a equação de energia (CHANG, 2007).
Em primeiro lugar, o calor é gerado na zona de deformação primária, devido a obra
plástica feita no plano de cisalhamento. O aquecimento local nesta zona resulta em temperaturas
muito elevadas, e em amolecimento, assim a maior deformação do material. Em segundo lugar, o
calor é gerado na zona de deformação secundária, devido ao trabalho feito em deformação da
ferramenta e para a superação do atrito de deslizamento na zona de interface da ferramenta.
Finalmente, o calor gerado na zona de deformação terciário, na ferramenta interface de peça, é
devido ao trabalho feito para superar fricção, o que ocorre com o contato de fricção entre a
ferramenta rosto flanco e a superfície recém usinada de aquecer a peça de trabalho.
Quanto à usinagem de alta velocidade (HSM), tornou-se uma tecnologia de chave especial
relevância para a indústria aeroespacial, moldes e matrizes e automotivos indústrias. No HSM, a
velocidade de corte tem um efeito predominante em que há temperatura de corte e o mecanismo
de transferência de calor. Conforme aumenta a velocidade de corte, o processo de corte torna-se
mais adiabático e o calor gerado no cisalhamento zona de deformação não pode ser conduzido
para fora durante o tempo de contato muito curto, em que o metal passa através esta zona.
Portanto, parece que, na HSM, onde o processo é quase adiabático, o efeito da térmica fenômeno
deve tornar-se mais importante. O objeto de calor e a distribuição de temperatura no metal corte
tem recebido atenção considerável a partir de pesquisas (SULLIVAN e COTTERELL, 2001).
Uma revisão das técnicas experimentais mais comuns para a temperatura medida em
processos de corte de metal, revela que estas técnicas podem ser classificadas como: condução
direta, radiação indireta e metalográfico. Geralmente, estas técnicas incluem: termopares

27
ferramenta de trabalho, incorporados termopares, pirômetros de radiação, metalográfico técnicas
e um método de utilização de pós de constante ponto de fusão (ABUKHSHIM et al., 2006).
A ferramenta de trabalho técnica de termopar é baseado no fato de que a ferramenta e a
peça de trabalho são dois diferentes materiais. A área de contato entre elas forma uma junção
quente, que produz uma força eletromotriz enquanto a ferramenta ou o material da peça mesmo
formam as junções frias. No entanto, as principais preocupações manifestadas por diferentes
pesquisadores sobre este método são que: apenas dá um valor médio do temperatura ao longo de
toda a interface da ferramenta e alta temperaturas locais, que ocorrem por períodos curtos não
podem ser observados, que dá resultados incorretos se uma vantagem construída é formado por
um líquido de arrefecimento não podendo ser utilizada, tanto a peça de trabalho e ferramenta
deve ser condutores elétricos, a dupla termopar exige uma calibração precisa e produz ruído
significativo no sinal. Na verdade, esta técnica não é adequada para as medições de temperatura,
quando a peça de trabalho do material se derrete (ABUKHSHIM et al., 2006).
Técnica termopar incorporado utiliza termopares, que estão inseridos e montados em
pastilhas de corte para medir a temperatura tanto em um único ponto ou em vários pontos ao
longo da face da ferramenta rake. Este método exige a perfuração de vários furos na ferramenta
ou na peça de trabalho para o termopares para ser inserido. Para uma boa precisão a profundidade
dos furos tem de ser o mais próximo possível da superfície onde a temperatura deve ser medida
(ABUKHSHIM et al., 2006) .
As técnicas de radiação estão sem contato termográfica. São métodos para medir a
temperatura da superfície do corpo com base na sua energia térmica emitida. Ele está disponível
para ambos medição do campo de temperatura (termografia infravermelha) incluindo câmeras
fotográficas com filmes sensíveis ao infravermelho radiação e câmeras de infravermelho, e para
medição do ponto de pirômetro infravermelho. A técnica de radiação tem muitas vantagens sobre
a técnica termo- elétrica, incluindo: resposta rápida, sem efeitos adversos sobre as temperaturas e
matériasprimas, sem contato físico, e permitindo as medições em objetos, que são de difícil
acesso. Esta técnica é provavelmente a mais adequada em aplicações onde a elevada HSM as
temperaturas podem ser facilmente capturadas, como não há direto contato com a fonte de calor.
No entanto, a medição da posição tem de ser seleccionada com cuidado, a precisão pode ser
significativamente afetada pela obstrução. A obstrução da ferramenta também faz com que seja
difícil de medir a temperatura na ferramenta de interface (ABUKHSHIM et al., 2006).

28
Não há um consenso geral sobre os resultados obtidos por diversos autores usando as
várias técnicas de medição de temperatura discutido acima. A complexidade do processo de
maquinagem torna extremamente difícil a comparação dos resultados de diferentes técnicas. Esta
dificuldade é ilustrada pelo fato que os resultados são obtidos diferentes pelo mesmo medidor de
método das experiências, que são realizadas sob as mesmas condições de corte e na mesma
ferramenta e materiais (ABUKHSHIM et al., 2006).
O único método de monitoração da temperatura para alumíniuo fundido é através da
medição com pirômetros sem contato. A medição do ponto de fusão do alumínio no cadinho é de
extrema importância. Para medições válidas, ele precisa ser agitado, de outra forma o filme de
óxido irá influenciar o resultado da medição de uma forma imprevisível.
2.3.1 Aresta Postiça de Alumínio
A aresta postiça é constituída de partículas de material usinado que se acumulam na
superfície de saída da ferramenta. A aresta postiça aderente à aresta de corte se deforma e se
encrua, aumentando sua resistência mecânica e fazendo às vezes de aresta de corte. A aresta
postiça cresce gradualmente até romper-se bruscamente. Parte da aresta postiça que rompe é
carregada com o cavaco e parte adere a peça, prejudicando sensívelmente seu acabamento
superficial. Ao romper-se, a aresta postiça arranca partículas da superfície de folga da ferramenta,
gerando um grande desgate de flanco, mesmo em velocidades muito baixas. Já a superfície de
saída da ferramenta é protegida, pois o cavado atrita com a aresta postiça, fazendo com que o
desgaste de cratera seja mínino (NOGUEIRA, 2002).
À medida que a velocidade de corte aumenta, a temperatura também aumenta. Quando a
temperatura de recristalização do material do cavado ultrapassada, não há mais formação de
aresta postiça, pois com a formação de novos grãos no cavaco não existe mais a possibilidade de
encrumamento no cavaco, principal fator para formação da aresta postiça. A velocidade acima da
qual não ocorre mais aresta postiça, chama-se velocidade crítica, sendo relacionada com diversos
fatores da usinagem.
Todas as variações feitas no processo que aumentam a temperatura de corte, tais aumento
do avanço e da profundidade de usinagem, diminuição dos ângulos de saída e de inclinação da
ferramenta etc, tendem a diminuir a velocidade crítica. Além disso, à medida que a ductibilidade

29
da peça diminui, decresce também a ocorrência da aresta postiça, pois os cavacos quebram mais
facilmente e atritam menos com superfície de saída da ferramenta. É impossível conseguir um
bom acabamento superficial da peça na presença da aresta postiça (NOGUEIRA, 2002).
Com relação à acuracidade dimensional e ao acabamento superficial, a presença da aresta
postiça é sempre maléfica, pois ela geralmente projeta-se na aresta cortante da ferramenta e assim
afeta as tolerâncias dimensionais (especificadas que deveriam ser alcançadas). Além disso a
ponta da aresta postiça é semi-estável e periodicamente se quebra prejudicando o acabamento da
superfície usinada. Por outro lado, a influência da aresta sobre a ferramenta de corte pode ser
maléfica ou benéfica, dependendo das coindições de corte (REIS, 2000).
O processo de formação da aresta postiça de corte é constituído por uma sequência de
eventos que foram descritos por Trent (1984) da seguinte forma:
a) A primeira camada de material que se une à ferramenta através ligações atômicas é
encruada, aumentando assim o seu limite de escoamento, sendo que as tensões de
cisalhamento são insuficientes para quebras essas ligações;
b) As deformações continuam nas camadas adjacentes mais afastadas da interface até que
elas também sejam suficientemente encruadas;
c) Pela repetição desse processo, uma sucessão de camadas formam a aresta postiça de
corte (Figura 2.3).
Figura 2.3- Aresta postiça (B.U.E)
Fonte: (SANDVIK , [200-?])

30
2.4 Estudo de Fenômeno de Solidificação
Estudos têm sido realizados nas últimas décadas com o objetivo de ser estabelecida, de
forma sistematizada, a influência dos diversos parâmetros térmicos e operacionais envolvidos no
processo de solidificação sobre a estrutura resultante buscando elevar as propriedades mecânicas
e, por conseguinte, o desempenho dos materiais solidificados por meio do desenvolvimento de
procedimentos experimentais e métodos matemáticos de caráter analítico e/ou numérico.
Atualmente, sabe-se que as condições impostas durante o processo de transformação
líquido/sólido, aliadas às propriedades termofísicas tanto do material como do molde, afetam
diretamente as propriedades mecânicas dos produtos fundidos, entretanto, novas pesquisas estão
sendo desenvolvidas no sentido de entender os efeitos de agentes externos, como por exemplo a
ação da gravidade, que atuam durante o processo de solidificação e que por isso interferem na
formação das estruturas brutas de solidificação.
A solidificação pode ser definida como o fenômeno de transformação da fase líquida para
a fase sólida, sendo acompanhada pela liberação de calor latente, que decorre da troca de energia
térmica através dos métodos de transferência de calor conhecidos, ou seja, condução, convecção
e radiação bem como da transferência newtoniana. Sendo assim, é essencial a análise desses
modos de transferência de calor durante o processo de solidificação, uma vez que através desta é
possível determinar a distribuição de temperaturas no sistema metal/molde e a cinética de
solidificação (GARCIA, 2007). A Figura 2.4 apresenta um esquema ilustrativo de um elemento
de referência do sistema metal/molde durante a solidificação de um lingote, em que são
mostrados todos os modos de transferência de calor que podem ocorrer ao longo da solidificação
unidirecional, quais sejam: condução térmica no metal e no molde; transferência newtoniana na
interface metal/molde; convecção no metal líquido e na interface molde/ambiente e radiação
térmica do molde para o meio ambiente.

31
Figura 2.4- Elemento de referência representativo do sistema metal/molde
Autor: Meza (2012)
Na prática experimental, usa-se uma temperatura de vazamento (TV) do metal líquido em
moldes acima da temperatura liquidus (TL) a fim de permitir a acomodação do metal à geometria
do molde antes do início da solidificação. O calor sensível proveniente do superaquecimento, que
é a diferença entre a temperatura de vazamento e a temperatura liquidus, (∆TV = TV – TL), e o
calor latente liberado na fronteira sólido/liquido são transferidos através do metal solidificado, da
interface metal/molde e do molde para o meio ambiente.
A sequência dos fenômenos ocorridos durante o processo de solidificação de um metal é
mostrado na Figura 2.4.1. Após estabelecida a composição química da liga a cinética envolvida
na transformação líquido/sólido é que será determinante para as características do produto
solidificado (GARCIA, 2007). A temperatura de vazamento do metal líquido e o molde utilizado
para extração de calor do metal, são fatores que influem diretamente nas taxas de resfriamento.

32
Por outro lado, o processo termodinâmico é responsável pela rejeição de soluto estabelecendo
uma diferença de densidade induzindo assim a transferência de calor por convecção. O referido
efeito de redistribuição de soluto depende diretamente da composição da liga investigada. As
transferências de calor e massa determinam as condições da morfologia de crescimento e,
consequentemente, o arranjo microestrutural do material. Portanto, a microestrutura resultante
define as características mecânicas e químicas do produto final solidificado (GARCIA, 2007).
Figura 2.4.1- Encadeamento de fatores e eventos durante a solidificação de um metal
Fonte: Adaptado de Garcia (2007)
Fundamentalmente, as características mecânicas do material dependem das condições
assumidas no processo de solidificação. O tamanho, orientação preferencial de crescimento e
morfologia dos grãos, os espaçamentos interdendríticos, as heteregeneidades de composição
química, o tamanho, forma e distribuição das inclusões e a presença de porosidade entre outros
fatores, são decisivos na formação da macroestrutura e da microestrutura do material
influenciando e, consequentemente, na determinação das propriedades dos mesmos. Para a
indústria que busca a fabricação em larga escala de produtos com propriedades mecânicas
superlativas, o conhecimento da influência que as variáveis térmicas exercem na formação das
estruturas solidificadas permite um melhor controle dos processos de fundição uma vez que as

33
mesmas determinam a qualidade dos produtos obtidos, ratificando a relevância científica e
tecnológica do fenômeno da solidificação dos materiais metálicos como um importante viés de
investigação do campo industrial.
2.4.1 Variáveis térmicas e estruturas de solidificação
2.4.1.1 Variáveis térmicas
Técnicas de caracterização macroestrutural e microestrutural aliadas ao estudo dos
fenômenos de transferência de calor e massa que ocorrem durante o processo de solidificação
permitem avaliar a influência das variáveis térmicas na definição da morfologia apresentada pelas
estruturas brutas de solidificação, determinantes da qualidade dos produtos desenvolvidos,
permitindo estabelecer métodos de programação prévia da produção. Em suma, as estruturas e
morfologias resultantes do processo de transformação líquido/sólido influenciam as propriedades
do produto final (MOUTINHO, 2012). O conhecimento da influência das variáveis térmicas, tais
como temperatura de vazamento (Tv), velocidade de evolução da isoterma liquidus (VL) e taxa
resfriamento (TR) sobre a formação da estrutura resultante do processo de solidificação é
fundamental para o planejamento dos processos de fundição e lingotamento, uma vez que a
mesma determina a qualidade dos produtos acabados. Dessa forma, um sem número de estudos
teóricos e experimentais têm sido desenvolvidos objetivando o entendimento do processo de
solidificação. No que diz respeito às pesquisas experimentais, a técnica da solidificação
unidirecional tem sido bastante utilizada no estudo de fenômenos relacionados à solidificação. Os
referidos estudos podem ser divididos sob duas abordagens, sendo uma que trata da solidificação
sob condições estacionárias de fluxo de calor e outra que investiga a solidificação em regime
transitório. No primeiro caso, o gradiente de temperatura GL e a velocidade de avanço da
isoterma de transformação, VL, são controlados independentemente e mantidos constantes ao
longo do experimento, como ocorre nos processos que utilizam a técnica Bridgman/Stockbarger.
O estudo em condições estacionárias de fluxo de calor é muito utilizado na determinação das
relações quantitativas entre os aspectos microestruturais e as variáveis térmicas de solidificação,
já que permite analisar a influência de cada uma delas de forma independente, e permite um
mapeamento experimental de parâmetros microestruturais em um espectro mais amplo da
amostra solidificada. Por outro lado, na solidificação em condições transientes de fluxo de calor,

34
o gradiente de temperatura e a velocidade de avanço da isoterma de transformação variam
livremente com o tempo e com a posição no interior do metal. Tendo em vista que este caso
representa o que ocorre na grande maioria dos processos industriais que envolvem a
solidificação, a análise teórica e experimental da influência das variáveis térmicas sobre os
parâmetros da macroestrutura e da microestrutura para os diversos sistemas metálicos assume
características de extrema relevância (ROCHA, 2003), no entanto, apesar de estudos estarem
sendo desenvolvidos de maneira a possibilitar a análise da solidificação em regime transientea
maioria dos resultados experimentais envolvendo aspectos macro e microestruturais resultantes
do processo de solidificação utilizam condições estacionárias de troca de calor.
Na literatura são raros os modelos teóricos que correlacionam parâmetros microestruturais
com as variáveis térmicas da solidificação transitória. Os poucos modelos desenvolvidos e
publicados, como os de Hunt e Lu (1996) e Bouchard e Kirkaldy (1997), ainda não são
amplamente validados por resultados experimentais, o que torna extremamente importante a
avaliação teórico-experimental do efeito das variáveis térmicas (TV, GL, VL e TR) sobre os
parâmetros macroestruturais e microestruturais resultantes do processo de solidificação
unidirecional, para diversos sistemas metálicos binários, e em uma ampla faixa de concentração
de soluto. Vale destacar que esses modelos foram desenvolvidos para sistemas de ligas binárias, o
que não se aplica para a liga estudada neste trabalho. Cabe ainda enfatizar que são escassos os
trabalhos na literatura que abordam sistematicamente a evolução microestrutural de ligas
multicomponentes, o que mostra a necessidade da realização de estudos visando a determinação
das citadas variáveis térmicas e suas correlações com a microestrutura.
2.4.1.2 Análise experimental da solidificação unidirecional em condições transitórias
O fenômeno da transformação líquido/sólido pode ser investigado experimentalmente em
função da direção na qual o fluxo de calor é extraído e do sentido de avanço da frente de
solidificação. Diversos trabalhos publicados avaliam a influência de fatores, como a convecção
natural, decorrentes de condições térmicas e composicionais na formação e nos parâmetros
quantificadores das estruturas de solidificação. Esses estudos têm permitido a obtenção de
informações relevantes a respeito da evolução da cinética do processo de solidificação e sobre a
redistribuição de soluto (macrossegregação e microssegregação) de ligas metálicas binárias
(SIQUEIRA, 2002; OSÓRIO, 2003; ROCHA, 2003; SPINELLI, 2005; ROSA, 2006; SILVA,

35
2008, MOUTINHO, 2007; CANTÉ, 2008; MOUTINHO, 2011; NOGUEIRA, 2011;
CARVALHO, 2013; SILVA et al, 2011) e mais recentemente de ligas multicomponentes
(MOUTINHO, 2012; GOMES, 2012).
2.4.1.3 Solidificação unidirecional vertical
A solidificação unidirecional vertical em condições transitórias pode ser estudada
considerando a direção do fluxo de calor extraído e o sentido de avanço da frente de solidificação
na forma ascendente ou descendente. Na solidificação ascendente, o soluto é rejeitado à frente de
solidificação e, dependendo do par soluto/solvente, pode ocorrer a formação de um líquido
interdendrítico mais denso quando comparado ao restante do volume global de metal líquido,
garantindo assim, do ponto de vista de movimentação de líquido, a estabilidade do processo de
solidificação. Nessa situação, a refrigeração do metal ocorre na parte inferior do dispositivo de
solidificação, o que produz um perfil de temperaturas no líquido crescente em sentido ascendente,
forçando o líquido mais denso a localizar-se junto à fronteira de transformação líquido/sólido,
minimizando as correntes convectivas tanto por diferenças de temperatura quanto por diferenças
de concentração. A transferência de calor ocorre essencialmente por condução térmica
unidirecional; isso permite uma análise experimental e cálculos teóricos isentos desse
complicador (convecção natural).
A Figura 2.4.2 apresenta esquematicamente os modos de transferência de calor que
podem ocorrer ao longo da solidificação unidirecional ascendente com o molde metálico
refrigerado a água, isto é, convecção forçada na água; transferência newtoniana na interface
água/molde; condução no molde; transferência newtoniana na interface molde/metal; condução
térmica no metal sólido; convecção e condução térmica no metal líquido.

36
Figura 2.4.2 - Modos de transferência de calor atuantes no sistema metal/molde na solidificação vertical ascendente
Fonte: Gomes (2012) – Adaptado de Rosa (2007)
No caso da frente de solidificação avançar no sentido descendente, devido à ação
gravitacional, a força do próprio peso atua no sentido de deslocar o lingote do contato com a base
refrigerada, provocando mais precocemente uma situação de maior resistência térmica na
interface metal/molde, influenciando na cinética da transformação líquido/sólido. O movimento
convectivo, nesta situação, segundo Spinelli (2005), estará presente uma vez que o perfil de
temperatura no líquido é crescente em direção à base do lingote, que é isolada termicamente.
Dessa forma, se o soluto rejeitado provocar um líquido interdendrítico com densidade maior do
que aquela correspondente a do líquido na concentração nominal da liga, além da convecção por
diferenças de temperaturas, também ocorrerá convecção por diferenças de concentração de
soluto. Este arranjo experimental promove o contraponto com a solidificação ascendente
permitindo a verificação da influência de correntes convectivas sobre a estrutura de solidificação,
mostrando as diferenças entre ambas as configurações quando solidificam-se ligas de mesma
composição. A Figura 2.4.3 mostra o dispositivo de solidificação vertical descendente.

37
Figura 2.4.3 - Representação esquemática do banco experimental do dispositivo de solidificação vertical descendente: 1. Aquisição via computador; 2. Material refratário isolante; 3.Resistências elétricas (sistema de aquecimento); 4. Lingoteira bipartida; 5. Termosensores; 6. Registrador de dados térmicos; 7. Câmara
de refrigeração; 8. Rotâmetro; 9. Controle de potência do forno, 10.Metal líquido
Fonte: Rosa (2007) – Adaptado de Spinelli (2005)
2.4.1.4 Solidificação unidirecional horizontal
No sistema de solidificação unidirecional horizontal o processo de transformação do
líquido em sólido pode ser conduzido de duas maneiras distintas. A primeira forma consiste no
vazamento do metal líquido dentro de molde isolado termicamente, havendo contato apenas em
uma das paredes da lingoteira com um bloco maciço metálico ou com uma câmara de
refrigeração, o que induz a extração de calor somente por esta superfície. Nesse caso, a
turbulência do vazamento induz correntes de convecção forçada que levam algum tempo para se
dissipar e agem com intensidades diferentes ao longo da seção do lingote. O outro método de
solidificação horizontal corresponde a um sistema semelhante ao primeiro, capaz de fundir o
metal em seu interior até que determinada temperatura seja alcançada, isto é, o dispositivo deve
ser dotado de resistências térmicas capazes de promover a fusão total da liga, aquecendo-a até
uma temperatura de superaquecimento previamente estabelecida, se iniciando a partir daí a
solidificação. Nessa situação, garante-se com a fusão do metal dentro do molde, uma maior
estabilidade em relação ao movimento convectivo do metal líquido.

38
Convém ressaltar, no entanto, que as mesmas variáveis térmicas de solidificação não
podem ser asseguradas ao longo de diferentes secções horizontais da base refrigerada à outra
extremidade do lingote, uma vez que instabilidades térmicas e diferenças de massa específica no
líquido irão promover correntes convectivas que serão diferentes ao longo dessas secções. O
perfil térmico da evolução da solidificação deve ser levantado em uma secção horizontal o mais
próximo possível da interface metal/molde, a partir da qual serão retiradas as amostras para
análise da estrutura. (QUARESMA et al, 2000; OSÓRIO, 2003; SILVA, 2008; MOUTINHO
2007; GOULART, 2010). A Figura 3.4.4 mostra diferentes tipos de dispositivos de solidificação
unidirecional horizontal utilizados em trabalhos publicados na literatura.
Figura 2.4.4 - Dispositivo de solidificação unidirecional horizontal (a) refrigerado por bloco de aço (b)
refrigerado a água
(a)
(b)
Fonte: (a) Quaresma (2000); (b) Silva (2007)
A Figura 2.4.5 apresenta, esquematicamente, os modos de transferência de calor que podem ocorrer ao longo da solidificação unidirecional horizontal com o molde metálico refrigerado a água, ou seja, convecção forçada na água, transferência newtoniana na interface água/molde, condução no molde, transferência newtoniana na interface molde/metal, condução térmica no metal sólido, convecção e condução térmica no metal líquido.

39
Figura 2.4.5 - Modos de transferência de calor atuantes no sistema metal/molde durante a solidificação horizontal
Fonte: Dias Filho (2012)
2.4.1.5 Microestruturas de solidificação
As microestruturas resultantes do processo de solidificação estão relacionadas à
morfologia da interface sólido/líquido. Em condições ideais essa interface deveria permanecer
plana (metais puros), porém, alterações nos parâmetros constitucionais e térmicos do sistema
metal/molde que ocorrem durante a solidificação provocam a instabilidade da mesma, dando
origem a microestruturas celulares e dendríticas. A instabilidade da frente de solidificação resulta
da termodinâmica do processo que impõe rejeição de soluto à frente da interface sólido/líquido.
Dessa maneira, o soluto rejeitado provoca uma distribuição não uniforme da concentração do
metal líquido segregado nessa interface. O acúmulo de soluto ocorrido à frente da fronteira
sólido/líquido origina um fenômeno que favorece a nucleação, conhecido na literatura como
super-resfriamento constitucional (SRC). Ao perfil de acúmulo de soluto no líquido
corresponderá a um perfil inverso da temperatura liquidus (TL). Consequentemente, TL diminui à
medida que a concentração de soluto rejeitado aumenta, conforme esquema mostrado na Figura
2.4.6, a qual apresenta uma região compreendida entre a temperatura liquidus e a temperatura real
em que o líquido à frente da referida interface encontra-se a temperaturas reais abaixo do perfil
de TL estando, portanto, super-resfriado pelo efeito constitucional.

40
Figura 2.4.6- (a) Gradiente de temperatura da linha liquidus e gradiente de teor de soluto em frente à interface S/L; (b) Perfis de temperatura real e da temperatura liquidus na interface S/L caracterizando a
região de super-resfriamento constitucional
(a)
(b)
Fonte: Santos (2006)
2.4.1.6 Super-resfriamento constitucional (SRC) e estruturas celulares e dendríticas
O tipo de instabilidade que ocorre na frente de solidificação depende do valor do SRC,
isto é, de maneira geral, o aumento do super-resfiamento constitucional altera as condições de
estabilidade da solidificação, caracterizada pela morfologia planar da interface sólido/líquido,
promovendo o surgimento de estruturas celulares e dendríticas.
Quando uma liga binária diluída é solidificada, para baixos valores de super-resfriamento
constitucional, a interface sólido/líquido desenvolve, usualmente, uma morfologia celular. Isto
ocorre devido ao valor do SRC ser apenas suficiente para iniciar o processo de instabilização da
interface, e provoca a formação de uma protuberância que se projeta a partir da interface no

41
líquido super-resfriado até uma distância em que o super-resfriamento é apenas necessário para
manter a força motriz do crescimento. Ao crescer, essa protuberância rejeita o soluto e a sua
concentração lateral é maior do que em qualquer outro ponto do líquido. A protuberância, nessas
condições, adquire uma forma estável que se estende por toda a interface, que passa de uma
forma plana para uma rede de protuberâncias, como ilustra a Figura 2.4.7, conhecida como
estrutura celular.
Figura 2.4.7- (a) Esquema do desenvolvimento de uma interface celular (b) Interface com estrutura tipicamente celular obtida através de MEV
(a) (b) Fonte: (a) Garcia (2007); (b) Goulart (2010)
À medida que a região super-resfriada constitucionalmente torna-se mais espessa, a
configuração da célula, induzida por instabilidades de maior ordem, começa a alterar a
morfologia circular original através do surgimento de braços secundários que caracterizam as
redes dendríticas, passando a apresentar uma estrutura denominada de cruz de malta, conforme
ilustrado na Figura 2.4.8. Nessas condições, os fatores cristalográficos exercem forte influência
na formação das microestruturas que crescem segundo uma direção cristalográfica preferencial
(CHALMERS, 1968; FLEMINGS, 1974; KURZ e FISHER, 1981 e 1992; GARCIA, 2007;
DING e TEWARI, 2002).

42
Figura 2.4.8 – Imagens de estrutura dendrítica (a) de liga do sistema Al-Sn obtida através de MEV (b) da liga Al-5,5%Si-3,0%Cu observada transversalmente à direção de extração
de calor
(a) (b)
Fonte: (a) Osório et al (2009); (b) Gomes (2012)
A Figura 2.4.9 apresenta de forma esquemática a influência da concentração de soluto
(C0), da velocidade de deslocamento da isoterma liquidus (VL), do gradiente térmico (GL) bem
como do SRC para a instabilidade da interface S/L e, consequentemente, para a formação das
microestruturas.
Figura 2.4.9 - Representações esquemáticas da atuação dos fatores de influência na formação das microestruturas de solidificação
Fonte: Adaptado de Rosa (2007)
Para se determinar os efeitos das condições de solidificação sobre a microestrutura
formada é necessária a quantificação das distâncias entre centros de células e de ramificações ou

43
braços dendríticos, definidas como espaçamentos intercelulares e interdendríticos,
respectivamente. Na Figura 2.4.10 estão indicadas as possíveis medições realizadas em estruturas
brutas de solidificação com morfologia dendrítica.
Figura 2.4.10 - Espaçamentos interdendríticas primários (λ1), secundários (λ2) e terciários (λ3): (a)Esquema representativo; (b) Imagem em MEV
(a)
(b)
Fonte: (a) Arquivo pessoal; (b) Goulart (2010)

44
2.5 Microestruturas de Solidificação e Propriedades Mecânicas
No que se refere à estrutura de peça a ser usinada, a relação entre processamento,
estrutura, propriedades e comportamento de um material é extremamente importante, pois é
sabido que essa estrutura, que depende da maneira como o mesmo é processado, exerce uma
elevada influência nas propriedades dos produtos obtidos e seu desempenho depende diretamente
destas propriedades. Esse contexto vem motivando pesquisadores a desenvolverem estudos
objetivando a programação prévia da estrutura final de componentes já a partir da estrutura bruta
de solidificação. Analisando-se o processo de solidificação que consiste, essencialmente, na
mudança de estado da fase líquida para a fase sólida com liberação de calor latente, vê-se que
determinadas propriedades da peça, como é o caso da usinabilidade, têm forte relação com a
composição química do material, que associada à condições de resfriamento empregadas
determinam a estrutura final da peça, ou seja, o controle das variáveis térmicas de solidificação
(cinética da transferência de calor) para determinada composição química da liga definirá a
estrutura final. Peças fundidas, portanto, apresentam características mecânicas que dependem de
aspectos descritos da sua estrutura, como tamanho de grão, espaçamentos dendríticos, lamelares
ou fibrosos, e defeitos, como heterogeneidades de composição química, do tamanho e forma das
inclusões, da porosidade, que por sua vez são função das condições de solidificação, e que
afetam, portanto, as suas propriedades mecânicas (GARCIA, 2007).
No que tange ao aspecto da usinabilidade, Taha et. al (2012), estudaram a correlação entre
microestrutura e usinabilidade de ligas de cobre com adição de chumbo e silício, mas até o
presente momento não existem na literatura trabalhos que correlacionem parâmetros estruturais
com propriedades de usinabilidade em ligas de alumínio.
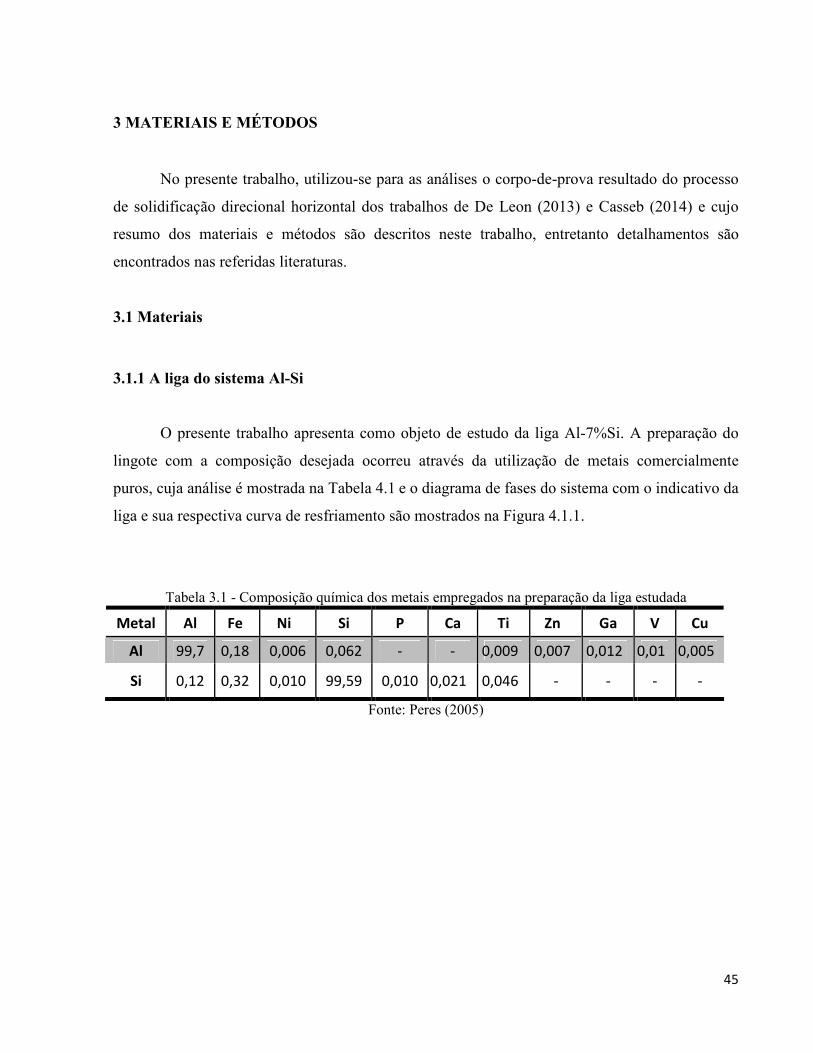
45
3 MATERIAIS E MÉTODOS
No presente trabalho, utilizou-se para as análises o corpo-de-prova resultado do processo
de solidificação direcional horizontal dos trabalhos de De Leon (2013) e Casseb (2014) e cujo
resumo dos materiais e métodos são descritos neste trabalho, entretanto detalhamentos são
encontrados nas referidas literaturas.
3.1 Materiais
3.1.1 A liga do sistema Al-Si
O presente trabalho apresenta como objeto de estudo da liga Al-7%Si. A preparação do
lingote com a composição desejada ocorreu através da utilização de metais comercialmente
puros, cuja análise é mostrada na Tabela 4.1 e o diagrama de fases do sistema com o indicativo da
liga e sua respectiva curva de resfriamento são mostrados na Figura 4.1.1.
Tabela 3.1 - Composição química dos metais empregados na preparação da liga estudada
Metal Al Fe Ni Si P Ca Ti Zn Ga V Cu
Al 99,7 0,18 0,006 0,062 - - 0,009 0,007 0,012 0,01 0,005
Si 0,12 0,32 0,010 99,59 0,010 0,021 0,046 - - - -
Fonte: Peres (2005)

46
Figura 3.1.1 – (a) Diagrama de fases binário do sistema Al-Si e (b) curva de resfriamento da liga Al-7%Si
(a) (b) Fonte: Peres (2005) Fonte: De Leon (2013)
3.1.2 Equipamentos e Materiais Utilizados
A seguir serão apresentados os materiais, os equipamentos e a metodologia utilizada na
realização dos trabalhos experimentais.
Etapa 1
• Balança eletrônica com precisão de 0,01g, utilizada para a pesagem dos componentes da
liga de acordo com a concentração desejada (Figura 3.1.2a).
• Cadinho de carbeto de silício, com capacidade de 1 ℓ, utilizado na fusão dos metais no
interior do forno e realizar o vazamento da liga no dispositivo (Figura 3.1.2b).
• Tenaz ou garra metálica, utilizada no manuseio do cadinho, introduzindo-o e retirando-o
do interior do forno.
• Forno mufla de aquecimento elétrico, marca BRASIMET, com temperatura máxima de
trabalho de 1250ºC, com a finalidade de elevar a temperatura até a total fusão da liga
metálica contida no interior do cadinho (Figura 3.1.2c).

47
Figura 3.1.2 - (a) Balança digital; (b) Cadinho; (c) Forno mufla
Fonte: Costa, 2013
Etapa 2
• Termopares de Chromel-Alumel do tipo K, com diâmetro de 1,5 mm, com faixa de
utilização até 1260°C, utilizado para mapear horizontalmente as temperaturas do metal
durante o processo de solidificação (Figura 3.1.3a).
• Registrador de temperatura tipo ALMEMO, modelo 2290-8, utilizado para permitir a
leitura e aquisição direta das temperaturas medidas pelos termopares em até cinco canais
de entrada. Os registros das temperaturas foram realizados mediante o uso de software
fornecido pelo fabricante do registrador, que digitaliza as medidas dos termopares feitas
em tempo real pelo sistema de aquisição de dados (Figura 3.1.3b).
Figura 3.1.3 –(a) Termopar do tipo K; (b) Registrador de temperatura
Fonte: Costa, 2013
Etapa 3
• Molde em silicone, utilizado para realizar o embutimento das peças cortadas (Figura
3.1.4a).

48
• Lixas d'água para metais de granulometrias diversas, utilizadas para eliminar as ranhuras
decorrentes do corte da peça e permitir a realização do polimento.
• Lixadora e politriz rotativa, utilizada para acoplar as lixas e os panose realizar o
movimento circular que preparará a superfície das peças para o polimento (Figura 3.1.4b).
• Pasta de diamante de 1µm, aplicada sobre o pano para polimento, a fim de auxiliar o
polimento das peças (Figura 3.1.4c).
• Pano para polimento de 1µm, utilizado para polir as peças.
Figura 3.1.4 - (a) Molde de silicone; (b) Lixadora e politriz rotativa; (c) Pasta de diamante
Fonte: Arquivo pessoal
Etapa 4
• Microscópio ótico Olimpus, modelo UC30, acoplado ao software de captura de imagem
Analise Sys, utilizado para obter as imagens das microestruturas de solidificação (Figura
3.1.5a).
• Software Image Tool, utilizado para medir os espaçamentos dendríticos secundários
(Figura 3.1.5b).
• Software OriginPro 8, utilizado para plotagem e ajuste dos gráficos (Figura 3.1.5c).

49
Figura 3.1.5 - (a) Microscópio ótico acoplado ao sistema de aquisição de imagem; (b) Tela de trabalho do
Image Tool (c) Tela de trabalho do OriginPro 8
Fonte: Adaptado de Costa, 2013
Etapa 5
• Torno mecânico convencional NARDINI 300 III, utilizado para realização dos
sangramentos (Figura 3.1.6a).
• Bedames ROCAST HSS 12 com dimensões 3/4” x 1/8” x 6” acoplado em um porta-
bedame Reto STD – ¾ PB- 852, utilizado para realização dos cortes dos sangramentos
(Figura 3.1.6b).
• Termômetro Infravermelho digital de alta temperatura Instrutherm TI-870, utilizado para
medição das temperaturas geradas ao longo de cada processo (Figura 3.1.6c).
Figura 3.1.6 - (a) Torno Mecânico; (b) Ponta do Bedame (c) Termômetro infravermelho
Fonte: Autoria própria
3.1.3 Descrição do dispositivo de solidificação unidirecional horizontal
Desenvolvido e utilizado pela primeira vez por Silva (2008), o dispositivo de solidificação
empregado nos experimentos, mostrado na Figura 3.1.7, foi projetado de tal maneira que o calor

50
do metal líquido fosse extraído somente através de um sistema refrigerado a água, localizado na
parte frontal do molde, promovendo assim a solidificação unidirecional horizontal. Na Figura
3.1.8 é apresentada uma esquematização do dispositivo utilizado neste trabalho acoplado ao
sistema de aquisição de dados.
Figura 3.1.7 - Imagens ilustrativas do dispositivo de solidificação horizontal refrigerado a água
Fonte: Adaptado de Silva (2007)
Figura 3.1.8 - Esquematização do dispositivo de solidificação unidirecional horizontal acoplado ao sistema de aquisição de dados utilizados neste trabalho
Fonte: Dias Filho (2013)

51
Constituído de resistências elétricas, o equipamento tem sua potência controlada a fim de
estabilizar os diferentes níveis de superaquecimento no metal líquido. Para garantir um bom
isolamento térmico, o dispositivo é envolvido por elementos refratários, a fim de evitar ao
máximo fugas de calor do sistema metal/molde para o ambiente. Além disso, as superfícies
laterais internas do molde foram revestidas com camadas de alumina e a parte superior isolada
com material refratário para evitar perdas de calor para o ambiente. A lingoteira, confeccionada
de aço inoxidável, possui as seguintes principais dimensões: 3 mm de espessura, 110 mm de
comprimento, 70 mm de largura e 60 mm de altura. Para o monitoramento e o registro térmico
durante a solidificação, o dispositivo possui acoplado a sua estrutura uma haste metálica munida
de cinco orifícios, onde são dispostos os termopares que realizam as medições de temperatura no
metal líquido. A superfície correspondente à interface metal/molde foi lixada a cada
procedimento experimental, a fim de padronizar a condição de contato térmico entre o metal e o
molde. Diversos trabalhos já foram desenvolvidos pelo Grupo de Pesquisa em Metalurgia Física
e de Transformação – GPM (IFPA) assim como pelo Grupo de Pesquisa em Solidificação –
GPSOL (UFPA), ao longo dos últimos anos utilizando esta metodologia, como os realizados por
Moutinho (2007), Moutinho (2011), Nogueira (2011) e Carvalho (2013).
3.2 Métodos
3.2.1 Procedimento Experimental Para a Obtenção da Liga Investigada
O procedimento experimental adotado para a obtenção da liga analisada seguiu o padrão
comumente adotado para este tipo de estudo, descrito abaixo:
1. Inicialmente, foram realizados os cálculos estequiométricos para a obtenção da
composição desejada;
2. Posteriormente, os elementos (Al e Si) foram e pesados em uma balança eletrônica com
precisão de 0,01g até que fossem alcançadas as proporções da estequiometria;
3. Em seguida, o alumínio (solvente) foi introduzido em um cadinho de carbeto de silício
previamente revestido com camada de material refratário (solução de alumina),
objetivando a preservação do mesmo e a não contaminação das amostras da liga;

52
4. Logo após, o cadinho foi levado ao forno mufla, onde ocorreu a fusão dos materiais
estudados;
5. Em seguida, a liga fundida foi vazada na lingoteira do dispositivo de solidificação. Nessa
etapa, o metal líquido foi introduzido na lingoteira do dispositivo de solidificação, sendo
mantido sob aquecimento até que fosse atingida a temperatura correspondente a 10%
acima de sua temperatura liquidus (TL). Após alcançado o nível de superaquecimento
estabelecido, as resistências elétricas do dispositivo foram então desligadas e
imediatamente acionado o sistema de refrigeração a água. Essa condição de resfriamento
permaneceu até que o processo de solidificação do metal se completasse. Os jatos do
fluido refrigerante (H2O), direcionados tão somente a uma das paredes laterais do molde,
induziram uma extração de calor no sentido longitudinal do mesmo, ou seja, apenas na
direção horizontal. O monitoramento e os registros térmicos foram realizados com auxílio
de termopares posicionados no interior da lingoteira, conectados a um sistema de
aquisição de dados. A escolha dos termopares do tipo K, citado anteriormente, ocorreu em
função da larga faixa de utilização dos mesmos, o que permitiu sua utilização para a liga
investigada.
3.2.2 Procedimento Experimental para Determinação das Variáveis Térmicas de
Solidificação (VL e TR)
Os valores das temperaturas foram medidos durante o processo de solidificação através de
cinco termopares posicionados a partir da superfície de extração de calor, todos conectados por
meio de um cabo coaxial a um registrador de dados interligado a um computador. No registro dos
perfis térmicos foi utilizado o sistema de aquisição de dados, marca ALMEMO, modelo 2290-8,
apresentando uma configuração que permitiu a leitura e aquisição de cinco canais de entrada e
dois canais de saída. Os registros das temperaturas foram realizados mediante o uso de software
fornecido pelo fabricante do registrador, que digitaliza as medidas dos termopares feitas em
tempo real pelo sistema de aquisição de dados.
Inicialmente as leituras dos termopares foram utilizadas para gerar expressões algébricas
de posição, a partir da interface metal/molde, em função do tempo, ou seja, P=f(t),
correspondente à passagem da frente liquidus pelos termopares. Depois de determinadas as

53
expressões algébricas da posição em função do tempo, foram calculadas as velocidades
experimentais da isoterma liquidus (VL) em função da posição obtidas através da derivada da
equação, isto é:
VL=dP/dt
A taxa de resfriamento (TR) para cada posição dos termopares foi obtida
experimentalmente a partir das interseções da reta de temperatura liquidus (TL) com o perfil
térmico em cada posição dos termopares, através do resultado da leitura direta do quociente das
temperaturas imediatamente antes e depois da TL e dos tempos correspondentes, isto é, dTR =
dT/dt. Procedimento semelhante é utilizado por Okamoto e Kishitake (1975).
É importante destacar que para o presente trabalho não foi determinado o gradiente de
temperatura no líquido junto à isoterma liquidus uma vez que as condições impostas durante a
solidificação da liga investigada conferem instabilidade ao citado processo, impossibilitando,
portanto, a utilização do modelo analítico (GARCIA, 2007) para a determinação do referido
parâmetro, visto que o modelo foi concebido para solidificação desenvolvida sob frente plana ou
para transformação líquido/sólido de ligas binárias.
3.2.3 Aspectos Macroestruturais e Microestruturais
Por meio da macroestrutura pode-se aferir a precisão dos experimentos de solidificação
quanto à direcionalidade em que o processo ocorreu. Assim, as microestruturas permitiram
investigar a influência das variáveis de solidificação na constituição estrutural da liga metálica
investigada. Após os procedimentos metalográficos (corte, lixamento e ataque com reagente
apropriado - 5 ml HF, 30 ml HNO3, 60 ml HCl e 5 ml H2O,), a macroestrutura obtida pôde ser
revelada, conforme mostra a Figura 3.2.1, constituída de grãos colunares, grãos equiaxiais e uma
transição colunar equiaxial (TCE) bem definida.

54
Figura 3.2.1 - Representação esquemática da obtenção das amostras para macroestruturas e microestruturas
Fonte: De Leon, 2013
Objetivando a caracterização microestrutural, foram realizados cortes no lingote visando a
obtenção e quantificação dos espaçamentos dendríticos.
Para a obtenção dos valores de λ2 foram efetuados cortes com a utilização de um cut-off
nas posições correspondentes a 5, 10, 15, 20, 30, 40, 50 e 60, pois a partir desta última posição
não foi possível garantir o paralelismo dos braços primários, uma vez que estes encontravam-se
após a TCE, ou seja, na zona equiaxial, na qual inexiste direção preferencial de crescimento dos
grãos, onde, após a realização de prodecimento metalográfico em cada amostra (lixamento,
polimento a ataque químico – 5% de HF em água destilada) a microestrutura pôde ser revelada,
analisada com auxílio do sistema de processamento de imagens Olimpus, modelo UC30,
aclopado ao software de captura de imagem Analise Sys e medida com o auxílio do software
Image Tool. A microestrutura obtida pode ser observada na Figura 3.2.2, na qual a microestrutura
dendrítica pode ser bem visualizada.

55
Figura 3.2.2– Microestruturas dendríticas das posições 10, 30 e 60 mm obtidas para a liga Al-7%Si
Fonte: De Leon (2013)
Depois de obtidos os valores para os espaçamentos dendríticos secundários, os mesmos
foram correlacionados com os parâmetros térmicos de solidificação (VL e TR).

56
3.2.4 Procedimento Experimental Para Determinação da Temperatura de Corte Para
Diversas Posições do Lingote
O objetivo deste trabalho é correlacionar Temperatura de Corte com aspectos
microestruturais da liga Al-7%Si, mais especificamente os espaçamentos dendríticos secundários,
λ2. Como esses valores variam à medida em que há um afastamento da interface metal/molde,
conforme pode ser observado na Figura 3.2.2 acima, foi necessária a realização de diversos
sangramentos ao longo do lingote. Devido às perdas de material que ocorrem durante o processo
de corte, devido à espessura do bedame, vibrações do processo, etc., não é possível realizar o
sangramento nas mesmas posições em que os espaçamentos foram medidos. Sendo assim,
dividiu-se a seção longitudinal do lingote em seis corpos-de-prova, com dimensões da seção a ser
usinada de 14 x 17 mm, conforme mostra a Figura 3.2.3, nas posições mostradas pela Tabela 3.2.
Figura 3.2.3– (a) Macroestrutura da liga Al-7%Si com detalhe esquemático da retirada do corpo-de-prova na zona colunar e (b) corpo-de-prova utilizado no ensaio
Fonte: Autoria própria

57
Tabela 3.2 – Faixa de posições a partir da interface metal/molde de cada corpo-de-prova
Corpo-de-prova Faixa de medida
1 0 a 10 mm
2 11 a 20 mm
3 21 a 30 mm
4 31 a 40 mm
5 41 a 60 mm
6 61 a 80 mm
Fonte: Autoria Própria
Os procedimentos de usinagem foram realizados através de ensaio de sangramento (corte
da amostra em um único passe), executado em um torno convencional da marca NARDINI. A
escolha deste processo se justifica pela sua grande aplicação em escala industrial e também, por
representar uma situação muito próxima do que ocorre dentro das indústrias. Como ferramenta,
utilizou-se um bedame convencional de aço rápido HSS T6, acoplado em um porta-bedame, sem
polimento nem afiação, para que o desgaste pudesse ser verificado.
A medição da temperatura de corte foi feita utilizando-se um termômetro infravermelho
digital, técnica de medição já consolidada na literatura (SILVA e WALLBANK, 1999; DAVIES
et al., 2006; ABUKHSHIM et al., 2006). A utilização da técnica de medição da temperatura foi
desenvolvida para usinagem a seco, portanto não foi utilizado fluido de corte durante o
sangramento. Resultados experimentais de medição de temperatura de corte mostraram que a
utilização de fluido de corte dificulta a realização dos experimentos (SILVA e WALLBANK,
1999). O termômetro foi direcionado manualmente à zona de corte a uma distância de 800 mm,
conforme mostra a Figura 3.2.4.
Parâmetros de usinagem são função do processo de usinagem, da máquina ferramenta, do
tipo de material a ser usinado e da ferramenta de corte utilizada. Os parâmetros de corte
relacionados com processo de usinagem e a máquina ferramenta são a velocidade de corte,
avanço, profundidade de corte e fluido de corte. Para a ferramenta de corte, os parâmetros são o
material, a forma e a geometria da ferramenta e, para o material a ser usinado, a composição
química, dureza e tipo de tratamento superficial. Com a união dos parâmetros (processos de
usinagem, máquina ferramenta, ferramenta de corte, material) avalia-se, em tempo real, como se

58
comporta a operação de usinagem. Para o experimento em questão, além dos parâmetros de
usinagem já relatados, adotou-se o avanço MCFT 1 – 0,1, rotação de 710 rpm e espessura de
corte de 3 mm.
Após os sangramentos, foram coletadas as temperaturas obtidas a cada segundo do
processo para cada sangramento. Um tratamento para eliminação de ruídos decorrentes da
distância e de vibrações do termômetro foi realizado, e assim foi obtido um perfil de Temperatura
de Corte em função do tempo para cada um dos sangramentos. Também com esses valores foi
possível obter as temperaturas máxima e média de corte para cada sangramento.
Figura 3.2.4 – Imagem do experimento de medição de temperatura de corte
Fonte: Autoria própria
Por fim, todo o tratamento e compilação dos dados, consolidados na forma de gráficos e
expressões algébricas desenvolvidos ao longo deste trabalho foram obtidos por meio do software
OriginPro 8®.

59
4 RESULTADOS E DISCUSSÃO
As Figuras 4.1, 4.2, 4.3 e 4.4 apresentam os gráficos da Taxa de resfriamento versus
posição, espaçamento dendrítico secundário versus posição, taxa de resfriamento e velocidade de
deslocamento da isoterma liquidus versos λ2, respectivamente. Observa-se que a taxa de
resfriamento diminui à medida em que se afasta da interface metal/molde e que λ2 aumenta com o
distanciamento da base do lingote e diminui com o aumento de TR e VL.
A Figura 4.5 mostra os resultados da temperatura de corte versus tempo para os seis
sangramentos realizados. Observa-se, em todos os casos, um aumento significativo da
temperatura, seguido de um leve decréscimo ao final do processo, além do não estabelecimento
de uma temperatura de regime em nenhum dos resultados obtidos. Tais resultados já são
conhecidos da literatura (HADDAG e NOUARI, 2013) e prováveis justificativas são que próximo
ao final da área de corte uma menor quantidade de calor é dissipada e por conta do aumento
progressivo do desgaste da ferramenta ao longo de cada ensaio (SILVA e WALLBANK, 1999).
Além disso, nota-se também que durante a aquisição da temperatura surgiram pequenas
oscilações no sinal experimental, que podem ser atribuídas ao sistema de aquisição e/ou a fatores
externos. Para tanto, após a eliminação dos ruídos, o ajuste polinomial se torna uma ferramenta
importante, uma vez que este permite a obtenção de uma função que represente os dados
experimentais deste processo, ajuste esse que é observado em diversos trabalhos (SULLT.VAN e
COTTERELL, 2001). Neste trabalho foi obtido um ajuste por um polinômio de grau 4, mas
dependendo dos resultados experimentais obtidos esse polinômio pode variar. Outros graus de
polinômios também foram observados na literatura (CARVALHO, 2013; MELO 2003),
entretanto um mesmo grau encontrado mostra a concordância entre os experimentos realizados,
fato que ratifica as condições estabelecidas na metodologia e permite as comparações seguintes.
Ainda na Figura 4.5, observa-se que nos três primeiros sangramentos o tempo de corte foi
aproximadamente o mesmo, aumentando nos dois sangramentos seguintes e diminuindo no
último.

60
Figura 4.1 - Taxas de resfriamento a partir da interface metal/molde em função da posição
Fonte: De Leon (2013)
Figura 4.2 - Espaçamentos dendríticos secundários em função da posição a partir da interface metal/molde
da liga investigada
0 10 20 30 40 50 60 70 80
0
10
20
30
40
50
60
70
80
90
100
Al- 7% Si
λ2=25,7(P)
0,24
R2=0,83
Espaçam
ento
secundário, λ2 (µ
m)
Posição, P (mm)
Fonte: Casseb (2014)

61
Figura 4.3 - Espaçamentos dendríticos secundários em função da Taxa de Resfriamento para a liga
investigada
1
20
40
60
80
100
Al- 7% Si
λ2=50,59 (T
R)-1/3
R=0,84
Espaçam
ento
secundário, λ
2 (µ
m)
Taxa de resfriamento, TR (oC/s)
Fonte: Casseb (2014)
Figura 4.4 - Espaçamentos dendríticos secundários em função da Velocidade de deslocamento da isoterma liquidus para a liga investigada
0,2 0,4
20
40
60
80
100
Al- 7% Si
λ2=22,34(V
L)-2/3
R2=0,84
Espaçam
ento
secundário, λ2 (µm
)
Velocidade da isoterma liquidus, VL (mm/s) Fonte: Casseb (2014)

62
Figura 4.5 - Resultados da temperatura de corte versus tempo para os seis sangramentos realizados
Fonte: Autoria Própria
A Figura 4.6 apresenta um comparativo entre os resultados encontrados na Figura 4.5,
mostrando os valores de Temperatura de corte x tempo para todos os sangramentos realizados.
Observa-se um aumento significativo da máxima temperatura de corte atingida para posições
mais afastadas da interface metal/molde, com exceção do último sangramento, onde observa-se
um leve decréscimo desta em relação ao sangramento feito para a posição anterior a ela.
0 20 40 60 80
30
40
50
60
70
80
90
100
110
Al-7% Si (0 a 10 mm)
T = -1x10-5t4+11x10
-4t3-15x10
-3t2-15x10
-2t+33,50
R2=0,97
Tem
pera
tura
de C
orte, T
(o
C)
Tempo, t (s)
0 10 20 30 40 50 60 70
40
60
80
100
120
140
160
180 Al-7% Si (11 a 20 mm)
T = -6x10-5t4+63x10
-4t3-152x10
-3t2-121x10
-2t+31,02
R2=0,99
Tem
pera
tura
de C
orte, T
(o
C)
Tempo, t (s)
0 20 40 60 80
40
60
80
100
120
140
160
Tem
pera
tura
de C
orte, T
(o
C)
Tempo, t (s)
Al-7% Si (21 a 30 mm)
T = -4x10-5t4+55x10
-4t3-208x10
-3t2-278x10
-2t+27,46
R2=0,99
0 20 40 60 80
40
60
80
100
120
140
160
180
200
220
Tem
pera
tura
de C
orte, T
(o
C)
Tempo, t (s)
Al-7% Si (31 a 40 mm)
T = -3x10-5t4+40x10
-4t3-124x10
-3t2-103x10
-2t+34,36
R2=0,95
0 20 40 60 80
40
60
80
100
120
140
160
180
200
220
Tem
pera
tura
de C
orte, T
(o
C)
Tempo, t (s)
Al-7% Si (41 a 60 mm)
T = -6x10-7t4+3x10
-5t3-192x10
-4t2-264x10
-3t+36,12
R2=0,96
0 20 40 60 80
40
60
80
100
120
140
160
180
200
Tem
pera
tura
de C
orte, T
(o
C)
Tempo, t (s)
Al-7% Si (61 a 80 mm)
T = -3x10-5t4+55x10
-4t3-277x10
-3t2-465x10
-2t+23,01
R2=0,92

63
Observando-se as Figuras 4.1 e 4.5 nota-se que a diminuição da temperatura de corte máxima no
último sangramento deve-se a esta região compreender parte da TCE que, por ser uma região de
transição de estruturas apresenta comportamento diferenciado e a análise das Figuras 4.1 e 4.6
nos mostra que a temperatura de corte aumenta com a diminuição da taxa de resfriamento ao
longo do lingote, provavelmente devido a maior quantidade de braços formados, conforme figura
4.2.2. Tal resultado pode ser melhor visualizado na Figura 4.7. Além disso, pode ter ocorrido a
segregação de Si para posições mais afastadas da interface metal/molde, que dificulta o processo
de corte, aumentando a temperatura.
As Figuras 4.7 e 4.8 apresentam os resultados da temperatura máxima de corte versus taxa
de resfriamento e velocidade da isoterma liquidus médias para cada sangramento,
respectivamente, para todos os experimentos realizados, ou seja, tomou-se um valor médio de
posição para cada sangramento e calculou-se, para esta posição, a taxa de resfriamento e
velocidade de deslocamento. O comportamento da temperatura de corte com a velocidade é
análogo ao da taxa de resfriamento e os resultados puderam ser expressos por funções do tipo
potência, com expoente de -0,3 para a função representativa da variação da temperatura de corte
com a taxa de resfriamento e -0,63 para a função representativa dessa temperatura com a
velocidade de deslocamento da isoterma liquidus.
Figura 4.6 – Perfil de Temperatura de Corte para cada faixa de posições
0 20 40 60 80
40
60
80
100
120
140
160
180
200
220
Tem
pera
tura
de C
orte, T
(oC)
Tempo, t (s)
Al-7% Si
0 a 10 mm
11 a 20 mm
21 a 30 mm
31 a 40 mm
41 a 60 mm
61 a 80 mm
Fonte: Autoria Própria

64
Figura 4.7 – Temperatura Máxima de corte em função da Taxa de Resfriamento para a liga Al-7%Si
solidificada no dispositivo horizontal
Fonte: Autoria Própria
Figura 4.8 – Temperatura Máxima de corte em função da Velocidade de Deslocamento da Isoterma
liquidus para a liga Al-7%Si solidificada no dispositivo horizontal
Fonte: Autoria Própria
A fim de se estabelecer uma relação entre os espaçamentos dendríticos secundários e a
temperatura de corte, as Figuras 4.9 e 4.10 mostram os gráficos da Temperatura máxima e da
Temperatura média de corte λ2, respectivamente, considerando-se apenas pontos onde a
unidirecionalidade foi observada (zona colunar do lingote). Nota-se em ambos os casos que a
temperatura aumenta com o aumento do espaçamento e podem ser representadas por uma função
do tipo potência, com coeficientes de correlação eficientes para ambos os casos.

65
Estudos mostram que estruturas mais refinadas, ou seja, espaçamentos dendríticos
menores, apresentam propriedades mecânicas como limite de resistência à tração e dureza mais
elevados, diminuindo a usinabilidade de um material, ou seja, aumentando os esforços e
consequentemente e temperatura de corte, entretanto, em seu trabalho, Moutinho (2012), ao
estudar o perfil de segregação do silício em uma liga ternária verificou que para teores acima de
4% há uma tendência de aumento de concentração de Si com a distância da base do lingote. O
silício é um elemento que causa o endurecimento da liga e também a fragilidade do cavaco,
ocasionando sua quebra (HETZNER, 2001). Dessa forma, apesar dos espaçamentos dendríticos
maiores induzirem a uma tendência de redução dos esforços de corte, a presença do silício em
maiores quantidades nas regiões mais distantes da base do lingote resultaram no endurecimento
da liga, aumentando os esforços e, por conseguinte, a temperatura de corte.
Figura 4.9 – Temperatura Máxima de corte em função do Espaçamento Dendrítico Secundário para a liga Al-7%Si solidificada no dispositivo horizontal
Fonte: Autoria Própria

66
Figura 4.10 – Temperatura Média de corte em função do Espaçamento Dendrítico Secundário para a liga
Al-7%Si solidificada no dispositivo horizontal
Fonte: Autoria Própria

67
5. CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS
A análise dos resultados experimentais obtidos neste trabalho relacionados às medições
das temperaturas de corte ao longo do lingote da solidificação direcional transiente da liga Al-
7%Si em um dispositivo de configuração horizontal permite que sejam extraídas as seguintes
conclusões:
� Em todos os sangramentos realizados, houve um aumento significativo da temperatura de
corte, seguido de um leve decréscimo ao final do processo, além do não estabelecimento
de uma temperatura de regime em nenhum dos resultados obtidos.
� A variação da temperatura de corte com o tempo, em todos os casos, foi representada por
uma função polinomial de grau 4.
� Observou-se um aumento significativo da máxima temperatura de corte atingida para
posições mais afastadas da interface metal/molde, com exceção do último sangramento,
onde, por este ser realizado em uma posição que compreende parte da TCE, observa-se
um leve decréscimo de temperatura em relação ao sangramento feito para a posição
anterior.
� A temperatura de corte aumenta com a diminuição da taxa de resfriamento ao longo do
lingote, provavelmente devido a maior quantidade de braços formados.
� A correlação entre a temperatura máxima de corte com a taxa de resfriamento e com a
velocidade da isoterma liquidus médias para cada sangramento resultou em funções que
puderam ser expressos por funções do tipo potência, Tmax = C(TR,VL)-a com C = 125 e 57
e a = -0,3 e -0,63, respectivamente.
� As temperaturas máxima e média de corte aumentam com o aumento do espaçamento
dendrítico secundário, e estas podem ser representadas por equações experimentais na
forma de potência, conforme é mostrado na tabela 5 a seguir:

68
Tabela 5 - Equações experimentais na forma de potência
LIGA TMAX= f (λ2) TMED= f (λ2)
Al-7%Si TMAX=0,95(λ2)1,2
TMED= 4,43(λ2)0,7
Fonte: Autoria Própria
� O provável aumento da concentração de Si (elemento que causa o endurecimento da liga e
também a fragilidade do cavaco, ocasionando sua quebra) com a distância da base do
lingote é uma das possíveis justificativas do aumento dos esforços de corte e, por
conseguinte, da temperatura de corte.
5.1 Sugestões Para Trabalhos Futuros
Considerando os resultados obtidos, as discussões realizadas e as conclusões
apresentadas neste trabalho, as principais linhas de pesquisa sugeridas a partir deste são as
seguintes:
1. Realizar experimentos de medição de temperatura de corte em uma liga Al-7%Si
solidificada nos dispositivos vertical ascendente e descendente.
2. Realizar ensaios de macrossegregação e microdureza para ratificar o aumento da
temperatura de corte com o aumento do espaçamento dendrítico secundário.
3. Realizar experimentos de medição de temperatura de corte em outros sistemas de ligas,
binários e ternários, em dispositivos com diferentes configurações de extração de calor.

69
6 REFERENCIAS BIBLIOGRAFICAS
ABAL - Associação Brasileira de Alumínio. Guia Técnico de Alumínio: geração e tratamento de escória. São Paulo, 2007.
ABUKHSHIM, N. A et al. A review of cryogenic cooling in machining processes International. Journal of Machine Tools & Manufacture. 46 (787): 782-800, 2006.
ASM International. Metals Handbook. 10th Edition, Vol 1, Properties and Selection: Iron, Steels, and High-Performance Alloys, USA, 1990.
BOUCHARD, D. and KIRKALDY, J. S. Prediction of Dendrite Arm Spacings in Unsteadyand Steady-State Heat Flow of Unidirectionally Solidified Binary Alloys. Metallurgical and Materials Transactions. 28: 651-663. 1997.
CALLISTER, B. J. Ciência e Engenharia de Materiais - uma introdução. Editora: LTC, 2002.
CANTÉ, M. V. Solidificação Transitória, Microestrutura e Propriedades de Ligas Al-Ni. Campinas: Faculdade de Engenharia Mecânica. Universidade Estadual de Campinas. Tese de Doutorado, 2008.
ÇARDILLI, E.; MARASLI, N.; BAYENDER, B.; GÜNDÜZ, M.; Dependence of the Microstructure Parameters on the Solidification for Camphene. Materials Research Bulletin. 35: 985-995, 2000.
CARVALHO, D. L. B. Correlação entre parâmetros térmicos e espaçamentos dendríticos primários de ligas Al-Si durante a solidificação direcional horizontal. Dissertação de Mestrado em Engenharia Mecânica – Universidade Federal do Pará, Belém, 2013.
CHALMERS, B. The Structure of Ingots. The Journal of the Australian Institute of Metals. 8: 255, 1968.
CHALMERS, Bruce. Principles of Solidification. Wiley. New York, NY, 1964.
CHANG , Chung-Shin. Prediction of the cutting temperatures of stainless steel with chamfered main cutting edge tools. Journal of Materials Processing Technology. 190: 332–341, 2007.
CASSEB, Emanuelle. Influência de Parâmetros Térmicos e Espaçamentos Dendríticos Secundários na Microdureza de Ligas Hipoeutéticas AL-Si Direcionalmente Solidificadas sobre Condições Transientes. Área de Concentração Materiais e Processos de Fabricação. 2014.
COSTA, Thiago Antônio Paixão de Sousa. Influência dos Parâmetros Térmicos na Formação da Microestrutura de Ligas Ternárias Al-Cu-Si Solidificadas Direcionalmente. Dissertação de Mestrado. UFPA. 2013.

70
COZZA, Ronaldo Câmara. Estudo do Comportamento do Coeficiente de Desgaste dos Modos de Desgaste Abrasivo em Ensaios de Desgaste Micro-abrasivo. Dissertação de Mestrado em Engenharia. Universidade de São Paulo. 2006.
CRUZ, K. A. S. Microestrutura de Solidificação, Resistência Mecânica e ao Desgaste de Ligas Al-Sn e Al-Si. Campinas: Faculdade de Engenharia Mecânica. Universidade Estadual de Campinas. Tese de Doutorado, 2008.
CRUZ, K. S; MEZA, E. S.; FERNANDES, F. A. P.; QUARESMA, J. M. V.; CASTELETTI, L. C.; GARCIA, A. Dendritic arm spacing affecting mechanical properties and wear behavior of Al-Sn and Al-Si alloys directionally solidified under unsteady-state conditions. Metallurgical and Materials Transactions A, v. 41A, p. 972-984, 2010.
DAVIES, M. A; UEDA, T; SAOUBI, R. M; MULLANY , B; COOKE, A. L. Anais do Vol CIRP. 56(2), 2007.
DAVIM, P. J. Machining: fundamentals and recent advances. London: Springer-Verlag, 2006. 389 p.
DIETER, George E. Mechanical Mettalurgy. SI Metric Edition, 1988.
DING, G. L.; TEWARI, S. N. Dendritic morphologies of directionally solidified single crystal along different crystallographic. Journal of Crystal Growth. 236: 420-428, 2002.
DOBRZANSKI, L. A; BOREK, W; MANIARA, R. Influence of the crystallization condition on Al-Si-Cu casting alloys structure. Journal of Achievements in Materials and Manufacturing Engineering. 18 (1-2):211-214, 2006.
FARIAS, A; DELIJAICOV, S; BATALHA, G. F. Avanços na Usinagem de Ligas de Titânio. 6º Congresso Brasileiro de Engenharia de Fabricação. Caxias do Sul. 11 A 15 de Abril, 2011.
FAUSTINO, F. R.; SANTOS, J. O.; MACHADO, I. F. Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico). VIII Encontro de Iniciação Científica do LFS. 44.48. São Paulo, 2007.
FERREIRA, I. L., SIQUEIRA, C. A., SANTOS, C. A., GARCIA, A. Influence of Metal/Mold Heat Transfer Coefficient on the Inverse Macrosegregation Profile of an Al6,2wt% Cu Alloy Unidirectionally Solidified. Materials Science Forum. 455: 728 - 731, 2003.
FLEMINGS, M. C.; Solidification Processing. New York. McGraw-Hill, 1974.
GARCIA, A.; Solidificação: Fundamentos e Aplicações. Editora da Unicamp, São Paulo, SP. 2007.

71
GOMES, L. G. Microestrutura dendrítica, macrossegregação e microporosidade na solidificação de ligas ternárias Al-Si-Cu. Tese de Doutorado. UNICAMP - FEM - DEMA, Campinas - São Paulo. 2012. 204p.
GOULART, P. R. Variáveis Térmicas de Solidificação, Microestrutura e Propriedades Mecânicas de Ligas Hipoeutéticas Al-Si. Campinas: Faculdade de Engenharia Mecânica. Universidade Estadual de Campinas. Dissertação de Mestrado, 2008.
GOULART, P. R.. Caracterização da Microestrutura De Solidificação de Ligas Al-Fe e Correlação com Propriedades Mecânicas. Campinas: Faculdade de Engenharia Mecânica. Universidade Estadual de Campinas. Tese de Doutorado, 2010.
GOUVEA, Laercio. Orientador: Amauri Garcia. Co-Orientador: Ivaldo Leão Ferreira. Microestrutura Dendrítica, Macrossegregação e Microporosidade na Solidificação de Ligas Ternárias Al-Si-Cu. Dissertação de Mestrado. 2012.
HADDAG, B; NOUARI, M. Tool wear and heat transfer analyses in dry machining based on multi-steps numerical modelling and experimental validation. Wear. 302(2013): 1158–1170, 2013.
HETZNER, D.W., “Refining carbide side distributions in M1 high speed steel by processing and Alloying. Materials Characterization. 46(1-3): 175-182, 2001.
HUNT, J. D.; Cellular and Primary Dendrite Spacings. International Conference on Solidification and Casting of Metals. London. Metals Society. 3-9, 1979.
HUNT, J. D.; LU, S. Z.; Numerical Modeling of Cellular Array Growth: Spacing and Structure Predictions. Metallurgical and Materials Transactions A. 27A: 611-623, 1996.
KURZ, W.; FISHER, D. J. Dendrite Growth at the Limit of Stability: Tip Radius and Spacing. Acta Metallurgica. 29: 11-20, 1981.
KURZ, W.; FISHER, D. J. Fundamentals of Solidification. Switzerland. Trans Tech Publications. 85-90. 1992.
LI, Z.; SAMUEL, A.M.; SAMUEL, F.H.; RAVINDRAN, C.; VALTIERRA, S.; DOTY, H.W. Parameters controlling the performance of AA319-type alloys Part I. Tensil properties, Materials Science and Engineering A. 367: 96 -110, 2004.
MACHADO, A.; SIVA, M. B. Usinagem dos Metais. Apostila, DEEME - UFU, Uberlândia, 1993.
MACHADO, Álisson Rocha; SILVA, Márcio Bacci da. Usinagem dos Metais – HSC. Minas Gerais: Universidade Federal de Uberlândia, 2004.

72
MELLO, S. R. C; SOUZA, C. O; CITELI, N. L. Seleção dos Materiais Alumínio e suas Ligas. 2009. Disponível em:<http://www.ebah.com.br> Acesso em 04 de Fevereiro de 2014.
MELO, A. C. A.; VIANA, R.; BARBOSA, F. Q.; MACHADO, A. R. Estudo da variação da temperatura de corte no fresamento frontal. Congresso brasileiro de Engenharia de Fabricação – COBEF, 2. Uberlândia, 2003, não paginado.
MEZA, E. S. Modelagem Analítica e Numérica da Solidificação de Ligas Binárias: Análise de Fatores de Influência. Tese de Doutorado. UNICAMP - FEM - DEMA, Campinas – São Paulo. 2012.
MORANDO, R. et al. The development of macrostruture in ingots of increasing size. Metallurgical Trasactions. 1: 1407-1412, 1970.
MOTA, Antonio Fernandes. Usinabilidades dos Materiais. 2009. Disponível em:<HTTP://www.linguee.com.br> Acesso em 14 de Fevereiro de 2014.
MOUTINHO, A. M., Influência da Convecção Termossolutal na Transição Colunar-Equiaxial de Ligas Al-Si Sob Condições Unidirecionais e Transitórias de Extração de Calor. Dissertação de Mestrado em Engenharia Mecânica – Universidade Federal do Pará, Belém, 2011.
MOUTINHO, D. J. C. Influência dos Parâmetros Térmicos de Solidificação na Transição Colunar/Equiaxial em Ligas do Sistema Sn-Pb Sob Condições Transitórias de Extração de Calor. Dissertação de Mestrado em Engenharia Mecânica - Universidade Federal do Pará, Belém, 2007.
MOUTINHO, Daniel Joaquim da Conceicao. Analise da evolução microestrutural e da formação de macrossegregacaoe microporosidade na solidificação unidirecional transitória de ligas ternarias Al-Cu-Si. Programa de Pos-Graduacao em Engenharia Mecanica. UNICAMP. 2012.
NOGUEIRA, M. R. A. Influência da Convecção Termossolutal nos Espaçamentos Dendríticos Primários Durante a Solidificação Direcional Horizontal de Ligas Sn-Pb. Dissertação de Mestrado. Universidade Federal do Pará, Belém, 2011.
NOGUEIRA, Romário. Avarias e desgaste da ferramenta de usinagem. 2002. Disponível em: <http://www.tede.udesc.br Acesso em 14 de Fevereiro de 2014.
O’DELL, S. P.; DING, G. I; TEWARI, S. N. Cell/dendrite distribution directionally solidified hypoeutectic Pb-Sb alloys. Metallurgical and Materials Transactions A. v. 30A, pp. 2159-2165, 1999.
OHNO, A. The Solidification of Metals. Japan: Chijin Shokan, 1976.

73
OKAMOTO, T.; KISHITAKE, K. Dendritic structure in unidirectionally solidified aluminum, tin, and zinc base binary alloys. Journal of Crystal Growth, v. 129, pp. 137-146, 1975.
OSÓRIO, W. R. R. Correlação entre parâmetros da solidificação, microestrutura e propriedades mecânicas de ligas Zn-Al. Campinas: Faculdade de Engenharia Mecânica. Dissertação de Mestrado. Universidade Estadual de Campinas, 2000.
OSÓRIO, W. R. R.; SANTOS, C. A.; QUARESMA, J. M. V.; GARCIA, A. Mechanical properties as a function of thermal parameters and microstructure of Zn-Al castings. Journal of Materials Processing Technology. 143(44): 703 - 709, 2003.
OSÓRIO, W. R. R; GARCIA, A. Modeling dendritic structure and mechanical properties of Zn-Al alloys as a function of solidification condition. Materials Science and Engineering A. 325: 103-111, 2002.
OSÓRIO, W. R.; PEIXOTO, L. C.; GARCIA, A. Efeitos da agitação mecânica e de adição de refinador de grão na microestrutura e propriedade mecânica de fundidos da liga Al-Sn. Revista Matéria. 4(3): 239-256, 2009.
PEIXOTO, L. C. L. Microestrutura de Solidificação e Resistências Mecânica e à Corrosão de Ligas Pb-Sn Diluídas. Campinas: Faculdade de Engenharia Mecânica. Dissertação de Mestrado. Universidade Estadual de Campinas, 2009.
PERES, M. D. Desenvolvimento da Macroestrutura e da Microestrutura na Solidificação Unidirecional Transitória de Ligas Al-Si. Campinas: Faculdade de Engenharia Mecânica. Tese de Doutorado. Universidade Estadual de Campinas, 2005.
PERES, M. D.; SIQUEIRA, C. A.; GARCIA, A. Macrostructural and Microstructural Development in Al–Si Alloys Directionally Solidified Under Unsteady-State Conditions. Journal of Alloys and Compounds. 381: 168–181. 2004.
QUARESMA, J. M. V.; SANTOS, C. A; GARCIA, Amauri. Correlation Between Unsteady-State Solidification Conditions, Dendrite Spacings, and Mechanical Properties of Al-Cu alloys. Metallurgical and Materials Transactions A. 31: 3167-317, 2004.
QUARESMA, J.M.V., SANTOS, C.A., GARCIA, A. Correlation Between Unsteady-State Solidification Conditions, Dendrite Spacings and Mechanical Properties of Al-Cu Alloys. Metallurgical and Materials Transactions A. v. 31A, pp. 3167-3178. 2000.
REIS, Alexandre Martins. Influência do ângulo de posição secundário da ferramenta, raio de ponta e lubrificação na usinagem em presença de aresta postiça de corte. Trabalho de Pós Graduação. Universidade Federal de Uberlândia. 2000.

74
ROCHA, O. F. L. Análise Teórico-Experimental da Transição Celular/Dendrítica e da Evolução da Morfologia Dendrítica na Solidificação Unidirecional em Condições de Fluxo de Calor Transitório. Campinas: Faculdade de Engenharia Mecânica. Tese de Doutorado. Universidade Estadual de Campinas, 2003C.
ROCHA, O. F. L.; SIQUEIRA, C. A.; GARCIA, A.; Cellular/Dendritic Transition During Unsteady-State Unidirectional Solidification of Sn-Pb Alloys, Materials Science and Engineering A. 347: 59-69, 2003 A.
ROCHA, O. F. L.; SIQUEIRA, C. A.; GARCIA, A.; Heat Flow Parameters Affecting Dendrite Spacings During Unsteady State Solidification of Sn-Pb and Al-Cu Alloys, Metallurgical and Materials Transactions A. 34A: 995-1006, 2003B.
ROOY, E.L. Metals Handbook, Casting, vol. 15, ASM International, Materials Park, Ohio, p. 1622-1648, 1998.
ROSA, D. M.; SPINELLI, J. E.; FERREIRA, I. L. and GARCIA, A. Cellular Growth During Transient Directional Solidification of Pb–Sb Alloys. Journal of Alloys and Compounds. 422: 227–238, 2006.
SAMUEL, A. M.; GOTMARE A.; SAMUEL, F. H. Effect of Solidification Rate and Metal Feedability on Porosity and SiC/Al2O3 Particle Distributing in an Al-Si-Mg (359). Alloy. Composite Science and Technology. p 301-315, 1994.
SANDVIK. Desgaste da pastilha. [200-?]. Disponilvel em: <http://www.sandvik.coromant.com/pt-pt/knowledge/parting_grooving/troubleshooting-/insert-wear/pages/default.aspx>. Acesso em: 21 ago. 2014.
SANTOS, L. K; DIAS, S. Estudo da viabilidade de modernização de um setor de usinagem de uma metalúrgica. 2010. Disponível em:<http://www.ged.feevale.br> Acesso em 01 de Fevereiro de 2014.
SANTOS, R. G. Transformações de Fases em Materiais Metálicos. Campinas, SP: Unicamp, 2006.
SILVA, A. P.; SPINELLI, J. E; GARCIA, A. Thermal Parameters and Microstructure During Transient Directional Solidification of a Monotectic Al–Bi Alloy. Journal of Alloys and Compounds. 475: 347–351, 2009.
SILVA, B. L.;ARAUJO, I. J.C.; SILVA,W. S.; GOULART, P. R.; GARCIA, A; SPINELLI, J. E. Correlation Between Dendrite Arm Spacing and Microhardness During Unsteady-State Directional Solidification of Al–Ni Alloys. Philosophical Magazine. 91: 337-343, 2011.

75
SILVA, J.N., MOUTINHO, D.J., MOREIRA, A.L. et al. “Determination of Heat Transfer Coefficients at Metal–Mold Interface During Horizontal Unsteady-State Directional Solidification of Sn–Pb Alloys”. Materials Chemistry and Physics. 130: 179– 185, 2011.
SILVA, J.N., MOUTINHO, D.J., MOREIRA, A.L. et al. “The Columnar to Equiaxed Transition During the Horizontal Directional Solidification of Sn–Pb Alloys”. Journal of Alloys and Compounds. 478: 358–366, 2009.
SILVA, M. A. P. de S. Solidificação Transitória de Ligas Hipomonotética e Monotética do Sistema Al-Bi. Campinas: Faculdade de Engenharia Mecânica. Dissertação de Mestrado. Universidade Estadual de Campina, 2008.
SILVA, M. B., WALLBANK, J., “Cutting temperature: prediction and measurement methods-a review”. Journal of Materials Processing Technology. 88(1-3): 195-202, 1999.
SIQUEIRA, C. A. Influência de Parâmetros Térmicos de Solidificação na Transição Colunar/Equiaxial. Campinas: Faculdade de Engenharia Mecânica. Tese de Doutorado. Universidade Estadual de Campinas, 2002.
SOKOLOWSK, J.H., SUN X-C., BYCZYNSKI, G., NORTHWOOD, D.O., PENTOD, D.E., THOMAS, R.: The removal of copper phase segregation and the subsequent improvement in mechanical properties of cast 319 aluminium alloys by a two-stage solution heat treatment. Journal of Materials Processing Technology. 53, Canada, p 174-180, 1995.
SPINELLI, J. E. and GARCIA, A. Analysis of Current Dendritic Growth Models During Downward Transient Directional Solidification of Sn–Pb Alloys. Materials Letters. 59: 1691–1695, 2005.
SPINELLI, J. E.; CHEUNG, N. and GARCIA, A. On Array Models Theoretical Predictions Versus Measurements for the Growth of Cells and Dendrites in the Transient Solidification of Binary Alloys. Philosophical Magazine. 91: 1705-1723, 2011.
SULLT.VAN, D. O; COTTERELL, M. Características de usinabilidade de chumbo livre de silício ligas de latão como correlacionada com a microestrutura e propriedades mecânicas. Journal of Materials Processing Technology. 118: 301-308, 2001.
TAHA, Mohamed A; EL-MAHALLAWY, Nahed A; HAMMOUDA, Rawia M; MOUSSA, Tarek M; GHEITH,Mohamed H. Machinability characteristics of lead free-silicon brass alloys as correlated with microstructure and mechanical properties. Ain Shams Engineering Journal. 3, 383–392, 2012.
TAY, A. A. O. Prediction of tool and chip temperature in continuous and interrupted machining. Journal of Materials Processing Technology. 36 (19): 225-257, 1993.

76
TESSLER, M. B.; BARBOSA, C. A. A usinabilidade dos aços inoxidáveis. Metalurgia e Materiais – ABM. 49(413): 32-41, 1993.
TRENT, E.M. Metal Cutting. 2 ed., London, Butterworths, 1984.
TRIGGER, K. J; CHAO, B. T. Metal Cutting Theory and Practice. Trans. ASME. 73: 57-68, 1951.