Embed Size (px)
Citation preview

1
Universidade de Brasília � UnB
Faculdade UnB Gama � FGA
Engenharia Automotiva
APLICAÇÃO DE MÍNIMA QUANTIDADE DE
LUBRIFICANTE NO FRESAMENTO DO AÇO SAE 8640
Alexandre de Sousa Ribeiro
Orientador: Rhander Viana
Alexandre de Sousa Ribeiro
APLICAÇÃO DE MÍNIMA QUANTIDADE DE
LUBRIFICANTE NO FRESAMENTO DO AÇO SAE 8640
Monogra�a submetida ao curso de graduação em
Engenharia Automotiva da Universidade de Brasília,
como requisito parcial para obtenção do Título de
Bacharel em Engenharia Automotiva.
Orientador: Rhander Viana
Brasília, DF
2017
Brasília/DF, Julho de 2017
Ficha Catalográfica
Alexandre de Sousa Ribeiro
Aplicaçao de mínima quantidade de lubri�cante no fresamento
do aço SAE 8640
110p., 210 × 297 mm (FGA/UnB Gama, Engenharia Automotiva, 2017)
Trabalho de graduação em engenharia Automotiva
Universidade de Brasília, Campus Gama � FGA/UnB
1. Fresamento 2.Mínima Quantidade de Lubri�cante
3. Força 4. Acabameto super�cial
I. FGA UnB/UnB. II. Título (series)
Referência
Ribeiro, Alexandre de Sousa (2017). Aplicaçao de mínima quantidade de lubri�cante
no fresamento do aço SAE 8640. Dissertação de graduação em engenharia Automotiva,
Universidade de Brasília, Campus Gama, DF, 110p.
FGA/UnB � Universidade de Brasília, Campus Gama
Aplicaçao de mínima quantidade de
lubri�cante no fresamento do aço SAE 8640
Alexandre de Sousa Ribeiro
Monogra�a submetida ao curso de graduação em
Engenharia Automotiva da Universidade de Brasília,
como requisito parcial para obtenção do título de
Bacharel em Engenharia Automotiva.
Aprovada por:
Dr. Rhander Viana
(Orientador)
Dr. Rodrigo Arbey Muñoz Meneses
(Examinador interno)
Mestre Danilo dos Santos Oliveira
(Examinador interno)

Agradecimentos
Agradeço à minha família e minha namorada Thayanne Sales, que sempre está ao meu
lado me incentivando nos momentos mais difíceis, à Deus por me dar forças, e ao meu
orientador Rhander Viana, sem seu direcionamento e ajuda esse trabalho seria impossível.
"I hated every minute of training, but I said. Don't quit. Su�er now and live the rest of
your life as a champion."Muhammad Ali
Resumo
O presente trabalho visa a comparação do melhor sistema de aplicação de �uido de corte
no fresamento frontal do aço SAE 8640, com a ferramenta de corte composta por insertos
de metal duro. Trata-se de uma comparação estatística com um planejamento fatorial com-
pleto, que visa em obter o melhor tipo de lubri�cação comparando a força de usinagem e o
acabamento super�cial. Nesse trabalho foram abordadas 4 variáveis de entrada, aplicação
de �uido de corte (Lub), velocidade de corte (Vc), profundidade de corte (ap), e avanço por
dente (fz). Em cada combinação foram medidas, a força vertical e a rugosidade Ra. A es-
colha deste aço está relacionada ao seu uso como composição de vários elementos mecânicos
presentes em máquinas, como caixas de transmissão, engrenagens, eixos, virabrequins, entre
outros. O fresamento é o principal processo na fabricação de engrenagens, logo a descoberta
do melhor parâmetro de usinagem é importante, para se atingir uma boa qualidade com
baixo custo e o menor impacto ambiental. O projeto tem como o apoio o software Action
Stat como ferramenta estatística.
Palavras-chave:Fresamento, MQL, Acabamento super�cial, força.

Abstract
The present work aims at comparing the best cutting �uid application system in the front
milling of the SAE 8640 steel, with the cutting tool composed of carbide inserts. This is a
statistical comparison with a complete factorial design 24, which aims at obtaining the best
type of lubrication comparing the machining force and the surface �nish. There are 4 input
variables in this work, cutting �uid application (Lub), cutting speed (Vc), depth (ap) and
feed (fz). In each combination, the vertical strength and roughness Ra were measured. The
choice of this steel is related to its use as composition of several mechanical elements present
in machines, such as gearboxes, gears, axles, crankshafts, among others. Milling is the main
process in the manufacture of gears, so �nding the best machining parameter is important
in order to achieve good quality with low cost and the lowest environmental impact. The
project is supported by Action Stat software as a statistical tool.
Keywords: Milling, MQL, Surface �nishing, force.
Sumário
1 Introdução 15
1.1 Justi�cativa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
1.2 Objetivos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
1.3 Objetivos especí�cos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
1.4 Estrutura do trabalho . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
2 Revisão Bibliográ�ca 17
2.1 Usinagem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
2.2 Principais Operações de Fresamento . . . . . . . . . . . . . . . . . . . . . . . 18
2.3 Grandezas de Corte no Processo de Fresamento . . . . . . . . . . . . . . . . 21
2.3.1 Movimentos das Operações de Usinagem . . . . . . . . . . . . . . . . 21
2.3.2 Velocidades . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
2.3.3 Superfícies Sobre a Peça e Grandezas de Avanço . . . . . . . . . . . . 24
2.4 Fluidos de Corte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
2.4.1 Função dos Fluidos de Corte . . . . . . . . . . . . . . . . . . . . . . . 26
2.4.2 Classi�cação dos Fluidos de Corte . . . . . . . . . . . . . . . . . . . . 28
2.4.3 Métodos de Aplicação . . . . . . . . . . . . . . . . . . . . . . . . . . 29
2.5 Mínima Quantidade de Fluido (MQF) . . . . . . . . . . . . . . . . . . . . . 29
2.5.1 MQL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
2.5.2 Funcionamento do MQL . . . . . . . . . . . . . . . . . . . . . . . . . 31
2.5.3 Sistema de Aplicação Externa de MQL . . . . . . . . . . . . . . . . . 34
2.5.4 Sistema de Aplicação Interna de MQL . . . . . . . . . . . . . . . . . 35
2.5.5 Estudos de MQL no Fresamento . . . . . . . . . . . . . . . . . . . . 37
2.6 Força e Potência de Usinagem . . . . . . . . . . . . . . . . . . . . . . . . . . 39
2.6.1 Determinação Experimental da Força de Usinagem por Cristais Piezo-
elétricos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
2.7 Desgaste de Ferramenta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
2.8 Acabamento Super�cial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
2.8.1 Rugosidade . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
2.8.2 Cálculo Teórico da Rugosidade Ra , Rq e Rz para Fresamento Frontal 43
2.8.3 Medição da Rugosidade . . . . . . . . . . . . . . . . . . . . . . . . . 43
2.9 Características do Aço SAE 8640 . . . . . . . . . . . . . . . . . . . . . . . . 44
2.10 Planejamento de Experimentos . . . . . . . . . . . . . . . . . . . . . . . . . 45
2.10.1 Planejamento Fatorial . . . . . . . . . . . . . . . . . . . . . . . . . . 46
2.10.2 Planejamento Fatorial Completo 2k . . . . . . . . . . . . . . . . . . 46
2.10.3 Análise de Variância (ANOVA) . . . . . . . . . . . . . . . . . . . . . 47
2.10.4 Análise de Signi�cância dos Efeitos . . . . . . . . . . . . . . . . . . . 52
2.10.5 Matriz de Correlação . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
3 Procedimentos Experimentais 54
3.1 Aspectos Gerais . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
3.2 Ensaio de Força de Usinagem . . . . . . . . . . . . . . . . . . . . . . . . . . 55
3.3 Ensaio de Acabamento Super�cial . . . . . . . . . . . . . . . . . . . . . . . . 59
4 Resultados e discussão 61
4.1 Ensaios de Rugosidade . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
4.1.1 Grá�cos de Barras de Rugosidades Ra. . . . . . . . . . . . . . . . . . 61
4.1.2 Análise estatística de rugosidade Ra . . . . . . . . . . . . . . . . . . . 66
4.2 Ensaios de Força. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
4.2.1 Grá�cos de barras de todas as combinações de parâmetros. . . . . . . 87
4.2.2 Análises estatística de força . . . . . . . . . . . . . . . . . . . . . . . 92
5 Conclusões 107
6 Trabalhos futuros 108
Lista de Tabelas
2.1 Vantagens e desvantagens da aplicação externa de MQL. . . . . . . . . . . . 33
2.2 Vantagens e desvantagens da aplicação interna de MQL. . . . . . . . . . . . 33
2.3 Comparativo de características entre os dois tipos de canal. . . . . . . . . . . 37
2.4 Quadro da Análise de Variância Fatorial. . . . . . . . . . . . . . . . . . . . 51
3.1 Variáveis de interesse em dois níveis para o planejamento fatorial 24. . . . . . 55
3.2 Variável Lubri�cação em quatro níveis. . . . . . . . . . . . . . . . . . . . . . 56
3.3 Matriz das condições de corte para o planejamento fatorial 24. . . . . . . . . 57
4.1 Resultado da ANOVA MQL (Naftênico) x Seco. . . . . . . . . . . . . . . . . 66
4.2 Resultado da ANOVA MQL parafínico x jorro. . . . . . . . . . . . . . . . . . 70
4.3 Tabela da ANOVA jorro x MQL naftênico. . . . . . . . . . . . . . . . . . . . 74
4.4 ANOVA MQL prafínico x MQL naftênico. . . . . . . . . . . . . . . . . . . . 78
4.5 ANOVA jorro x seco. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
4.6 Matriz de correlação dos fatores. . . . . . . . . . . . . . . . . . . . . . . . . . 86
4.7 P-valores jorro x seco. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92
4.8 P-valores com lubri�cação MQL parafínico x seco. . . . . . . . . . . . . . . . 96
4.9 Resultados ANOVA jorro x MQL parafínico para força. . . . . . . . . . . . 101
4.10 Matriz de correlação dos fatores com a força. . . . . . . . . . . . . . . . . . . 105
Lista de Figuras
2.1 Exemplos de usinagem convencional. . . . . . . . . . . . . . . . . . . . . . . 17
2.2 Exemplos de usinagem não convencional. . . . . . . . . . . . . . . . . . . . . 18
2.3 Processo de fresamento segundo movimento da ferramenta de corte. . . . . 19
2.4 Fresamento concordante. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
2.5 Fresamento discordante. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
2.6 Demonstração dos movimentos que geram a formação direta de cavaco. . . . 22
2.7 Grandezas de avanço. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
2.8 Grandezas de penetração. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
2.9 Porcentagem média dos custos gerados pelo processo de usinagem em jorro. . 30
2.10 (a) aplicação como aerosol (b) aplicação interna. . . . . . . . . . . . . . . . 32
2.11 Esquemático de sistemas MQL de aplicação externa (a) bombas dosadoras,
(b) tanque de pressão. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
2.12 Canal simples e canal duplo. . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
2.13 Fresamento de aço doce, (a) 160 Rpm (b) 300 Rpm - linha roxa corresponde
aplicação em MQL e verde em jorro. . . . . . . . . . . . . . . . . . . . . . . 38
2.14 Esquemático do funcionamento de um medidor piezoelétrico com empilha-
mento de vários cristais. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
2.15 Desgaste de �anco (a) desgaste formando uma cratera na superfície de saída
(b) em uma ferramenta de metal duro. . . . . . . . . . . . . . . . . . . . . . 41
2.16 Demonstração de parâmetro Ra. . . . . . . . . . . . . . . . . . . . . . . . . . 42
2.17 Cálculo de um Rz para uma distância. . . . . . . . . . . . . . . . . . . . . . 43
2.18 Porcentagem em massa de elementos na liga do aço 8640. . . . . . . . . . . . 44
2.19 Variáveis presentes em um sistema de planejamento de experimentos. . . . . 45
2.20 Planejamento fatorial completo de k variáveis de entrada. . . . . . . . . . . . 47
3.1 Organograma da metodologia de trabalho proposta. . . . . . . . . . . . . . . 55
3.2 Insertos de metal duro da classe ISO P para fresamento de aços. . . . . . . . 58
3.3 Corpos de prova de aço SAE 8640. . . . . . . . . . . . . . . . . . . . . . . . 59
3.4 Montagem do ensaio de acabamento super�cial. . . . . . . . . . . . . . . . . 60
4.1 Grá�co de barras das médias de rugosidade com a primeira condição de corte
(Vc = 240m/min, ap = 1 mm e fz 0,1 mm/dente). . . . . . . . . . . . . . . . 61
4.2 Grá�co de barras das médias de rugosidade com a segunda condição de corte
(Vc = 80m/min, ap = 1 mm e fz 0,1 mm/dente). . . . . . . . . . . . . . . . 62
4.3 - Grá�co de barras das médias de rugosidade com a terceira condição de corte
corte (Vc = 240m/min, ap = 1 mm e fz 0,2 mm/dente). . . . . . . . . . . . . 62
4.4 Grá�co de barras das médias de rugosidade com a quarta condição de corte
(Vc = 80m/min, ap = 1 mm e fz 0,2 mm/dente). . . . . . . . . . . . . . . . 63
4.5 Grá�co de barras das médias de rugosidade com a quinta condição de corte
(Vc = 240m/min, ap = 2 mm e fz 0,1 mm/dente). . . . . . . . . . . . . . . . 63
4.6 Grá�co de barras das médias de rugosidade com a sexta condição de corte (Vc
= 80m/min, ap = 2 mm e fz = 0,1 mm/dente). . . . . . . . . . . . . . . . . 64
4.7 Grá�co de barras das médias de rugosidade com a sétima condição de corte
(Vc = 240m/min, ap = 2 mm e fz 0,2 mm/dente). . . . . . . . . . . . . . . 64
4.8 Grá�co de barras das médias de rugosidade com a oitava condição de corte
(Vc = 80m/min, ap = 2 mm e fz 0,2 mm/dente). . . . . . . . . . . . . . . . 65
4.9 Grá�cos de cubo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
4.10 Grá�cos de interação. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
4.11 Superfície resposta com lubri�cação a seco x MQL naftênico. . . . . . . . . . 69
4.12 Grá�co de cubo MQL parafínico x jorro. . . . . . . . . . . . . . . . . . . . . 71
4.13 Grá�co de interação MQL parafínico x jorro. . . . . . . . . . . . . . . . . . 72
4.14 Superfície de resposta MQL parafínico x jorro. . . . . . . . . . . . . . . . . 73
4.15 Grá�cos de cubo jorro x MQL naftênico. . . . . . . . . . . . . . . . . . . . . 75
4.16 Grá�cos de interação jorro x MQL naftênico. . . . . . . . . . . . . . . . . . 76
4.17 superfície de resposta Jorro x MQL naftênico. . . . . . . . . . . . . . . . . . 77
4.18 Grá�cos de cubo MQL naftênico x MQL parafínico. . . . . . . . . . . . . . 79
4.19 Interação dos fatores MQL naftênico (+1) x MQL parafínico (-1). . . . . . . 80
4.20 Superfície resposta MQL naftênico x MQL parafínico. . . . . . . . . . . . . 81
4.21 Grá�co de cubo jorro x seco. . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
4.22 Grá�cos de interação jorro x seco. . . . . . . . . . . . . . . . . . . . . . . . . 84
4.23 Superfície de resposta jorro x seco. . . . . . . . . . . . . . . . . . . . . . . . 85
4.24 Grá�co de barras das médias da força com a primeira condição de corte (Vc
= 240m/min, ap = 1 mm e fz 0,1 mm/dente). . . . . . . . . . . . . . . . . 87
4.25 Grá�co de barras das médias da força com a segunda condição de corte (Vc
= 80m/min, ap = 1 mm e fz 0,1 mm/dente). . . . . . . . . . . . . . . . . . 88
4.26 Grá�co de barras das médias da força com a terceira condição de corte (Vc =
240m/min, ap = 1 mm e fz 0,2 mm/dente). . . . . . . . . . . . . . . . . . . 88
4.27 Grá�co de barras das médias da força com a quarta condição de corte (Vc =
80m/min, ap = 1 mm e fz 0,2 mm/dente). . . . . . . . . . . . . . . . . . . . 89
4.28 Grá�co de barras das médias da força com a quinta condição de corte (Vc =
240m/min, ap = 2 mm e fz 0,1 mm/dente). . . . . . . . . . . . . . . . . . . 89
4.29 Grá�co de barras das médias da força com a sexta condição de corte (Vc =
80m/min, ap = 2 mm e fz = 0,1 mm/dente). . . . . . . . . . . . . . . . . . . 90
4.30 Grá�co de barras das médias da força com a sétima condição de corte (Vc =
240m/min, ap = 2 mm e fz 0,2 mm/dente). . . . . . . . . . . . . . . . . . . 90
4.31 Grá�co de barras das médias da força com a oitava condição de corte (Vc =
80m/min, ap = 2 mm e fz 0,2 mm/dente). . . . . . . . . . . . . . . . . . . . 91
4.32 Grá�co de cubo entre jorro x seco. . . . . . . . . . . . . . . . . . . . . . . . 93
4.33 Interação dos fatores jorro x seco. . . . . . . . . . . . . . . . . . . . . . . . . 94
4.34 Super�cie resposta jorro x seco. . . . . . . . . . . . . . . . . . . . . . . . . . 95
4.35 Grá�co de cubo MQL parafínico x seco. . . . . . . . . . . . . . . . . . . . . . 97
4.36 Grá�co de interação MQL parafínico x seco. . . . . . . . . . . . . . . . . . . 98
4.37 Superfície de resposta MQL parafínico x seco. . . . . . . . . . . . . . . . . . 100
4.38 Grá�cos de cubo jorro x MQL parafínico para força. . . . . . . . . . . . . . . 102
4.39 Grá�cos de interação jorro x MQL parafínico. . . . . . . . . . . . . . . . . . 103
4.40 Superfície de resposta MQL parafínico x seco. . . . . . . . . . . . . . . . . . 104

1 Introdução
A usinagem é um dos processos de fabricação mais utilizados no mundo e está presente
em praticamente todas as maquinas desenvolvidas pelo homem, portanto é de extrema im-
portância que se tenha o máximo de informações a seu respeito. Um dos processos mais
importantes de usinagem é o fresamento, que é o maior responsável pela produção de engre-
nagens e de outros elementos de máquina muito importantes para indústria.
Como o mercado é extremamente competitivo, a redução de custos a �m de fabricar
produtos com qualidade melhorada é prioridade. O uso de MQL faz com que os gastos
referentes ao sistema de �uido de corte sejam reduzidos de forma drástica, portanto uma
referência qualitativa de alguns parâmetros associados ao fresamento é importante.
O uso de MQL na fabricação também diminui impactos ambientais, devido ao descarte de
cavaco proveniente da usinagem. Além de baixo custo associado e menor impacto ambiental,
ele também promove um menor risco ao operador, relacionado as dermatites.
Algumas indústrias como a Ford e Mercedes já utilizam a técnica de usinagem com MQL
na produção de peças mecânicas automotivas, visto que esse processo está evoluindo cada vez
mais no mercado, torna-se importante seu entendimento e desenvolvimento, portanto esse
trabalho tem o intuito de expor mais informações a respeito dessa técnica em um material
usado amplamente na indústria automotiva, aço SAE 8640, por um processo dominante na
produção de engrenagens, principal componentes de caixas de transmissão.
Nesse contexto a realização do estudo referente ao fresamento com mínima quantidade
de lubri�cante é foi realizado para se determinar se o sistema MQL pode substituir o sistema
em jorro. Se for possível obter a mesma qualidade super�cial e força de corte durante a sua
usinagem, será plausível a substituição do sistema jorro para MQL devido a suas vantagens.
1.1 Justi�cativa
A demanda de energia sempre aumenta, logo os custos de energia devem aumentar tam-
bém. Portanto e�ciência energética, custo benefício e sustentabilidade tem cada vez maior
importância. Uma das chaves da e�ciência energética é o uso econômico de meios de lubri-
�cação, como sistema MQL, principalmente para indústria metalúrgica.
1.2 Objetivos
O experimento realizado nesse trabalho tem como objetivo determinar o melhor �uido
de corte do Aço SAE 8640 por um fresamento frontal com ferramenta equipada por inser-
tos de metal duro em diferentes sistemas de aplicação de �uido de corte, combinados com
parâmetros de corte. Os critérios de saída serão medidos de forma quantitativa, através de
acabamento super�cial e força de usinagem.
1.3 Objetivos especí�cos
• Comparar de forma estatística o melhor parâmetro de usinagem para acabamento
super�cial;
• Comparar de forma estatística o melhor parâmetro de usinagem para força de usinagem;
• Comparar qual o melhor �uido de corte para acabamento super�cial;
• Comparar qual o melhor �uido para força de usinagem;
• Analisar a viabilidade de substituição de jorro por MQL.
1.4 Estrutura do trabalho
Este trabalho foi dividido em quatro capítulos, a serem apresentados a seguir:
• No capítulo 1 está a introdução do conteúdo no presente trabalho, abordando contexto,
objetivo e estrutura;
• No capítulo 2 é apresentada a revisão bibliográ�ca do trabalho, onde se encontram
aspectos teóricos necessários para o entendimento da atividade proposto;
• O capítulo 3 descreve os materiais e métodos utilizados no desenvolvimento do trabalho;
• No capítulo 4 estão presentes os resultados e discussão;
• No capítulo 5 conclusão;
• No capítulo 6 estão os trabalhos futuros.
2 Revisão Bibliográ�ca
2.1 Usinagem
Um processo de fabricação, pode ocorrer com formação de cavaco, também chamado de
usinagem, e sem formação de cavaco, como fundição, conformação mecânica, soldagem, entre
outros. Cavaco é uma fração de material do elemento usinado que se expõe de forma assimé-
trica. A usinagem pode ser dividida em dois grupos, convencional e a não convencional.[1]
Em processos convencionais a remoção de material é realizada pelo contato direto da
ferramenta com a peça em que a remoção do cavaco ocorre por cisalhamento, ou seja, defor-
mação por energia mecânica. Os processos não convencionais utilizam outro tipo de energia,
como laser (radiação), plasma, eletroquímica, entre outras.[2]
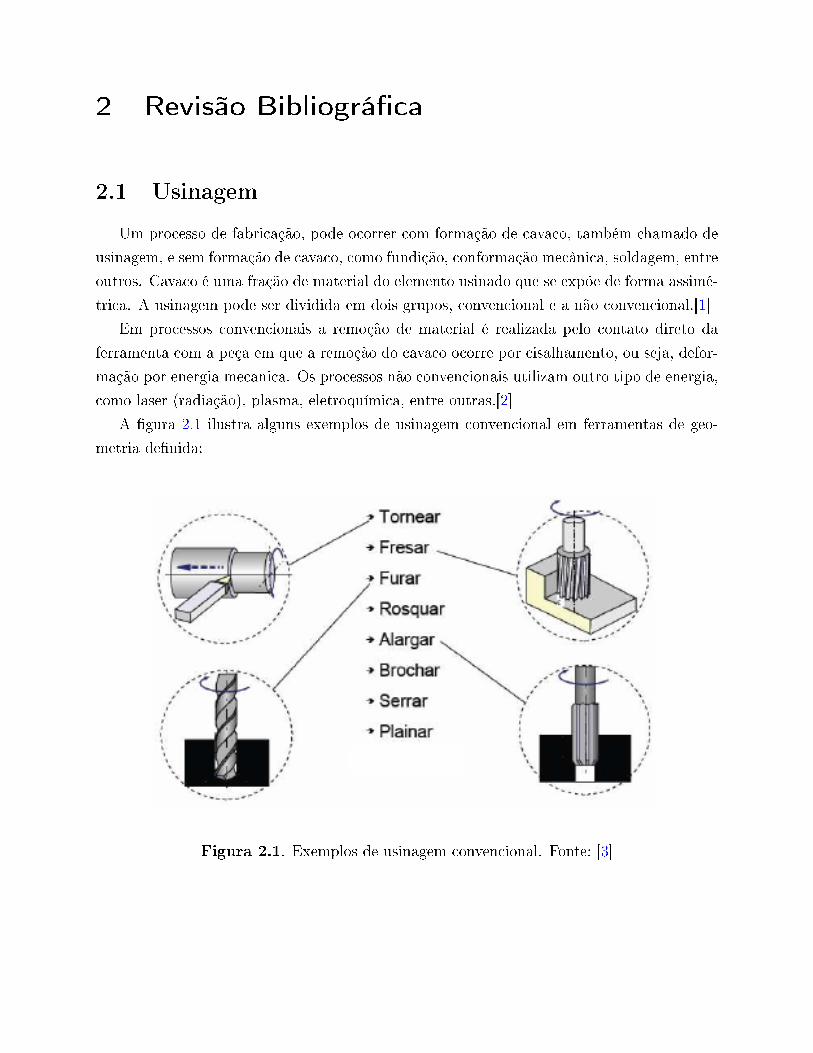
A �gura 2.1 ilustra alguns exemplos de usinagem convencional em ferramentas de geo-
metria de�nida:
Figura 2.1. Exemplos de usinagem convencional. Fonte: [3]
A �gura 2.2 ilustra usinagem não convencional, a laser.
Figura 2.2. Exemplos de usinagem não convencional. Fonte: []
http://revistapesquisa.fapesp.br/2010/07/23/agora-feito-no-brasil/
A usinagem apesar de ser um processo simples é ao mesmo tempo imprevisível, pois
leva em consideração a deformação plástica do material em que a única limitação é conce-
dida pela ferramenta de corte, além de estabelecer elevadas taxas de deformação durante o
procedimento.
As operações de usinagem são realizadas com ferramentas de geometrias de�nidas, expos-
tos e associados conforme a máquina ferramenta utilizada. Em qualquer que seja o processo
de usinagem pode-se ocorrer o desbaste e o acabamento. Desbaste é priorizado a alta quanti-
dade de remoção de material, esta alta taxa de remoção é limitada pela potência da máquina
ferramenta, já no acabamento o ponto central é a qualidade �nal do produto resultante da
usinagem. [4]
2.2 Principais Operações de Fresamento
O fresamento pode ser determinado como movimento das arestas cortantes em um sentido
da rotação da fresa, geralmente, multi-cortante e o movimento da peça a ser usinada. Com
evolução tecnológica atual deste processo, algumas fresadoras CNC possuem vários eixos
de trabalho, ou seja, o conjunto maquina ferramenta pode realizar trabalhos em múltiplas
direções, uma vez que a peça e a ferramenta de corte se movem em mais de um sentido com
comportamentos autônomos.[5]
O fresamento é um dos processos mais versáteis da usinagem, com grande e�ciência para
remoção de material devido as várias arestas de corte presentes na fresa. Além de ser o
método predominante na produção de engrenagens. [4]
Nos últimos anos, a técnica de fresamento evoluiu juntamente com a progressão das
máquinas-ferramentas, para um mecanismo de grande diversidade referente as suas con�-
gurações. No presente, a escolha dos procedimentos da máquina multiuso não é fechado
apenas para propósitos convencionais, fresamento é uma possibilidade para se efetuar furos,
abrir cavidades, fazer roscas, rasgo de chavetas, etc. O avanço tecnológico das ferramentas
tem auxiliado com as novas possibilidades relacionado a variedade da utilização, con�abili-
dade, aumento de produtividade, aumento de qualidade obtido com a tecnologia de pastilhas
intercambiáveis e fresas inteiriças de metal duro.[6]
A aresta da fresa é capaz de apresentar várias con�gurações e alta produtividade. O
fresamento, por ser um procedimento de corte interrompido, em que os vincos da fresa
revezam contato com a peça a ser usinada durante cada movimento rotativo, cria um ciclo
de força, impacto e choque térmico, sendo necessário à ferramenta suportar tais condições.
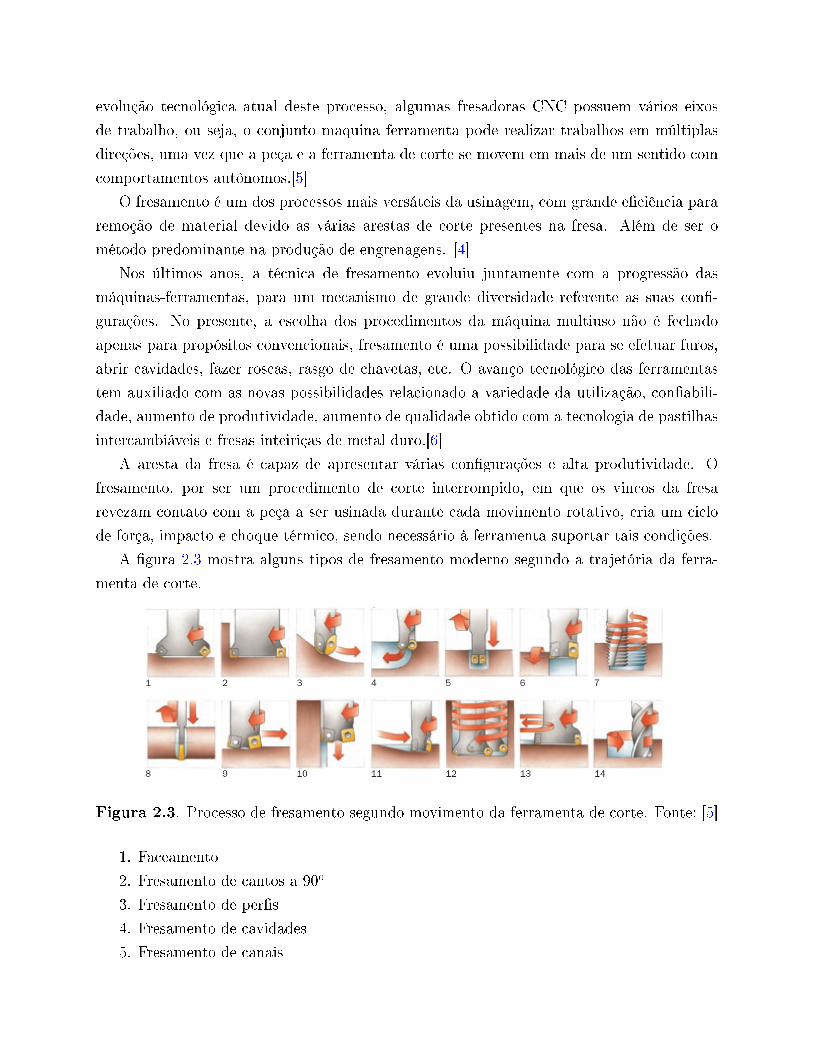
A �gura 2.3 mostra alguns tipos de fresamento moderno segundo a trajetória da ferra-
menta de corte.
Figura 2.3. Processo de fresamento segundo movimento da ferramenta de corte. Fonte: [5]
1. Faceamento
2. Fresamento de cantos a 90o
3. Fresamento de per�s
4. Fresamento de cavidades
5. Fresamento de canais

6. Tornofresamento
7. Fresamento de roscas
8. Cortes
9. Fresamento com altos avanços
10. Fresamento de mergulho
11. Fresamento em rampa
12. Interpolação helicoidal
13. Interpolação circular
14. Fresamento trocoidal
Uma das particularidades do fresamento é que arestas de corte possuem um movimento
intermitente durante o corte da peça, isto é, cada ponta da fresa entra e sai em cada rotação
da fresa, ou seja, qualquer dente usina menos de uma rotação completa. Todos as arestas es-
tão submetidas a impactos constantes com a peça usinada. Desse modo são geradas grandes
quantidades de calor enquanto sucede o movimento ativo de corte bem como ocorre o resfri-
amento da ferramenta na parcela inativa de corte, como em um processo de usinagem isso é
repetido diversas vezes, proporciona-se um ambiente de grande fadiga térmica e mecânica.
Existem duas técnicas de fresamento, concordante e discordante, que são classi�cadas de
acordo com o movimento de rotação relacionado ao avanço.[7]
A �gura 2.4 exempli�ca um fresamento tangencial concordante, em que o sentido de
avanço e velocidade de corte são, em geral, do mesmo valor. A espessura do cavaco é
máxima no início do corte e mínima ao �nal, portanto a espessura do cavaco diminui após
sua formação.[7]
Em uma usinagem frontal com a total entrada da ferramenta promove um fresamento
concordante e discordante ao mesmo tempo, isso pode gerar certa variação no acabamento
super�cial. Em um fresamento concordante a ferramenta tira um cavaco mais grosso no
início e termina com um mais �no. No fresamento discordante a ferramenta entra tirando
um cavaco mais �no e termina tirando um mais grosso.
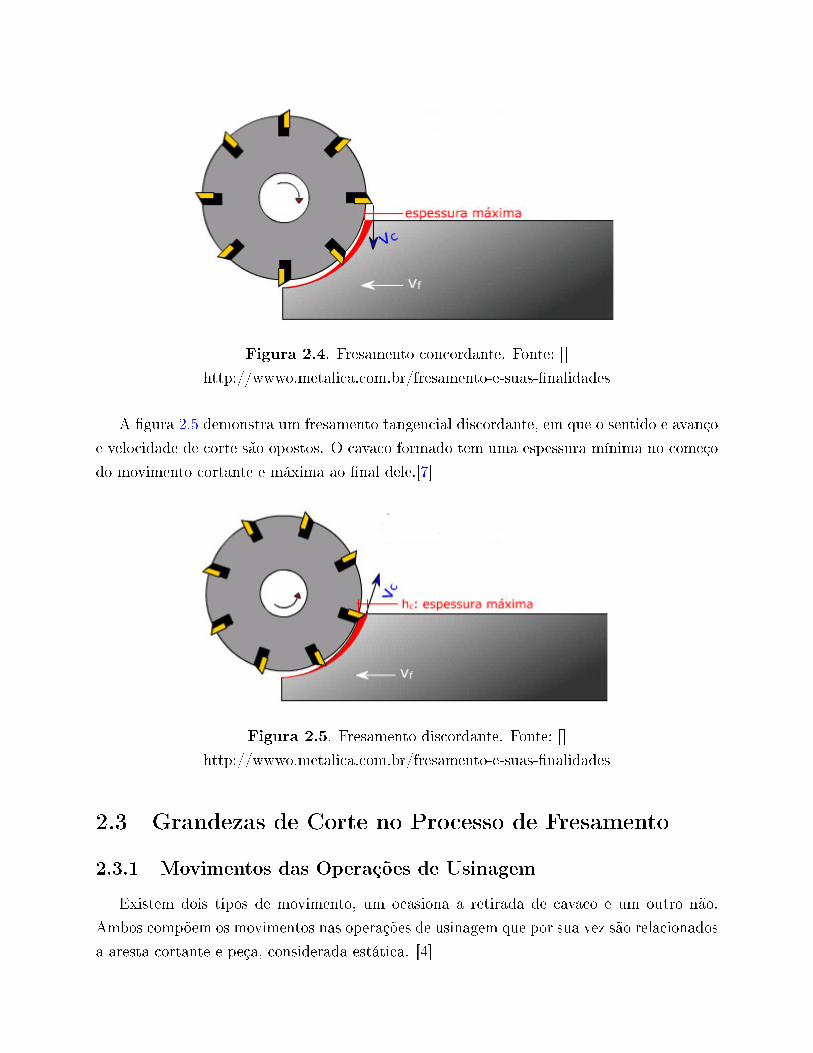
Figura 2.4. Fresamento concordante. Fonte: []
http://wwwo.metalica.com.br/fresamento-e-suas-�nalidades
A �gura 2.5 demonstra um fresamento tangencial discordante, em que o sentido e avanço
e velocidade de corte são opostos. O cavaco formado tem uma espessura mínima no começo
do movimento cortante e máxima ao �nal dele.[7]
Figura 2.5. Fresamento discordante. Fonte: []
http://wwwo.metalica.com.br/fresamento-e-suas-�nalidades
2.3 Grandezas de Corte no Processo de Fresamento
2.3.1 Movimentos das Operações de Usinagem
Existem dois tipos de movimento, um ocasiona a retirada de cavaco e um outro não.
Ambos compõem os movimentos nas operações de usinagem que por sua vez são relacionados
a aresta cortante e peça, considerada estática. [4]
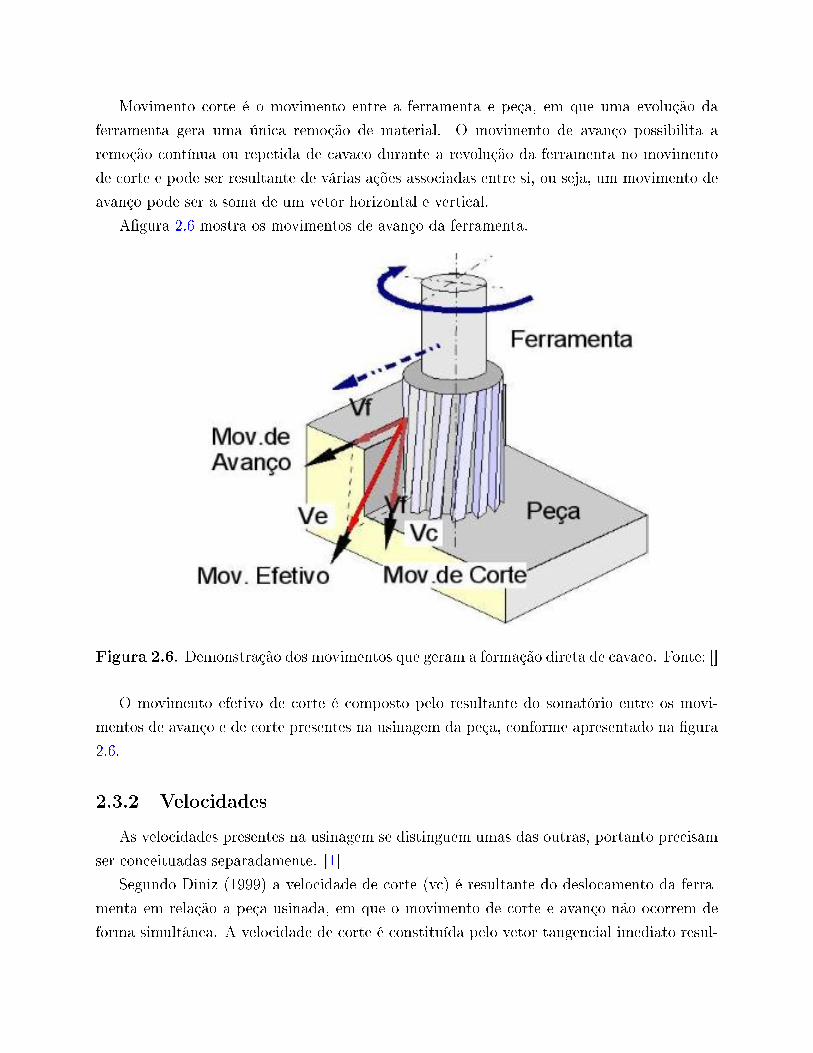
Movimento corte é o movimento entre a ferramenta e peça, em que uma evolução da
ferramenta gera uma única remoção de material. O movimento de avanço possibilita a
remoção contínua ou repetida de cavaco durante a revolução da ferramenta no movimento
de corte e pode ser resultante de várias ações associadas entre si, ou seja, um movimento de
avanço pode ser a soma de um vetor horizontal e vertical.
A�gura 2.6 mostra os movimentos de avanço da ferramenta.
Figura 2.6. Demonstração dos movimentos que geram a formação direta de cavaco. Fonte: []
O movimento efetivo de corte é composto pelo resultante do somatório entre os movi-
mentos de avanço e de corte presentes na usinagem da peça, conforme apresentado na �gura
2.6.
2.3.2 Velocidades
As velocidades presentes na usinagem se distinguem umas das outras, portanto precisam
ser conceituadas separadamente. [1]
Segundo Diniz (1999) a velocidade de corte (vc) é resultante do deslocamento da ferra-
menta em relação a peça usinada, em que o movimento de corte e avanço não ocorrem de
forma simultânea. A velocidade de corte é constituída pelo vetor tangencial imediato resul-

tante da rotação da fresa em torno da peça. Como o processo de fresamento ocorre devido
a um movimento de rotação, pode ser calculada de acordo com a Equação 2.1
vc =π.d.n
1000(2.1)
Em que:
vc = velocidade de corte [m/min]
d = diâmetro da peça ou da ferramenta [mm]
n = número de rotações por minuto (rpm)
A velocidade de avanço (vf) no fresamento é a velocidade instantânea da aresta cortante
de acordo com a direção e sentido do movimento de avanço, e pode ser calculada pela
multiplicação entre a rotação da ferramenta e o avanço (f) conforme apresentado na Equação
2.2.[8]
vf = f.n =1000.vc.f
π.d(2.2)
Em que:
vf = velocidade de avanço [mm/min]
f = avanço [mm/volta]
A velocidade efetiva de corte (ve) é a velocidade imediata de um ponto de referência no
vinco de corte da ferramenta de acordo com o sentido e direção efetivo de corte. É calculada
pela soma vetorial das velocidades de corte e de avanço, como mostrada na equação 2.3 .[4]
ve = vc+ ve (2.3)
A escolha das velocidades de corte e avanço de forma adequada depende muito dos ma-
teriais, tanto da peça quanto da ferramenta e qualidade �nal desejada, ou seja, vai depender
dos requisitos de projeto. Em um fresamento por exemplo, a rotação da ferramenta pode
ser mais elevada ou mais baixa, que por sua vez muda o resultado �nal da usinagem .[4]
Todos esses vetores de velocidades são muito bem evidenciados pela Figura 2.6, que
demonstra tanto os movimentos de corte quanto suas velocidades associadas.
Na usinagem é importante o entendimento das velocidades principalmente com a rela-
ção ao acabamento super�cial. A via de regra geralmente uma velocidade de corte mais
elevada promove um acabamento melhor enquanto velocidades mais baixas desfavorecem o
acabamento super�cial.
2.3.3 Superfícies Sobre a Peça e Grandezas de Avanço
Durante um processo de usinagem a retirada de material muda a superfície da peça,
portanto a mesma precisa ser de�nida. A superfície a usinar é de�nida como a face exterior
da peça antes de ser usinada. Superfície em usinagem é o que está sendo gerado pela
ferramenta de corte durante o processo de usinagem, e superfície usinada é o resultado �nal
do processo de usinagem .[8]
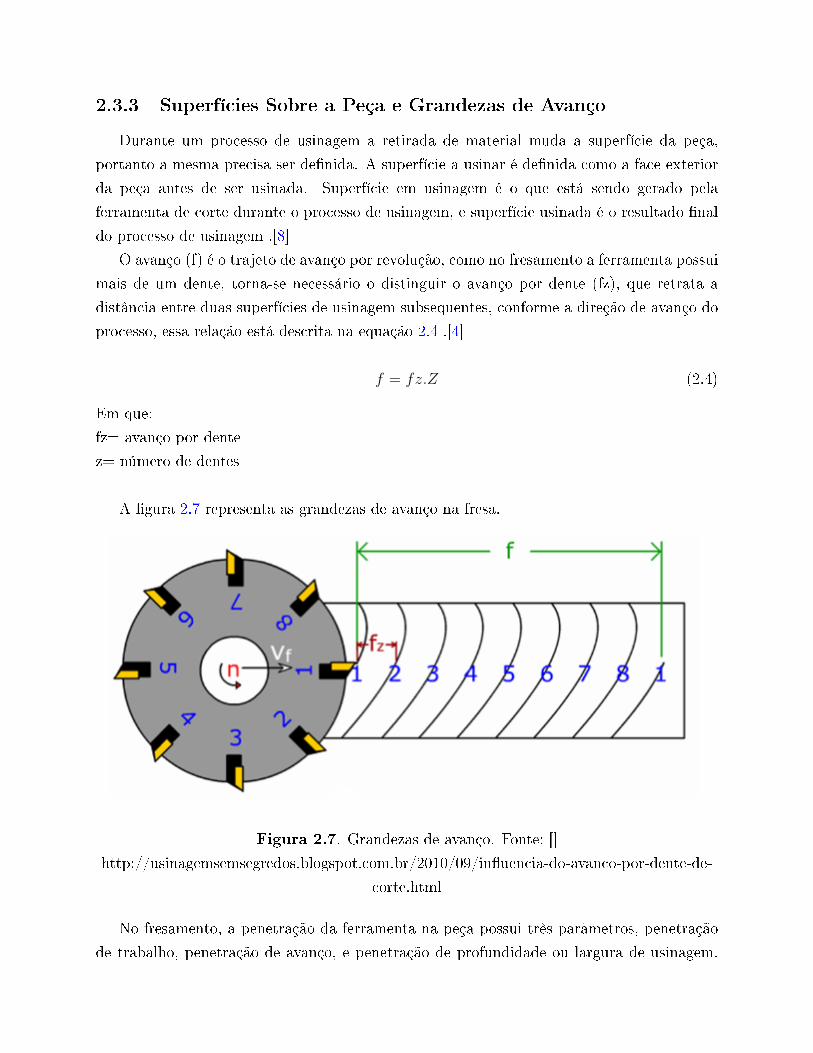
O avanço (f) é o trajeto de avanço por revolução, como no fresamento a ferramenta possui
mais de um dente, torna-se necessário o distinguir o avanço por dente (fz), que retrata a
distância entre duas superfícies de usinagem subsequentes, conforme a direção de avanço do
processo, essa relação está descrita na equação 2.4 .[4]
f = fz.Z (2.4)
Em que:
fz= avanço por dente
z= número de dentes
A �gura 2.7 representa as grandezas de avanço na fresa.
Figura 2.7. Grandezas de avanço. Fonte: []
http://usinagemsemsegredos.blogspot.com.br/2010/09/in�uencia-do-avanco-por-dente-de-
corte.html
No fresamento, a penetração da ferramenta na peça possui três parâmetros, penetração
de trabalho, penetração de avanço, e penetração de profundidade ou largura de usinagem.
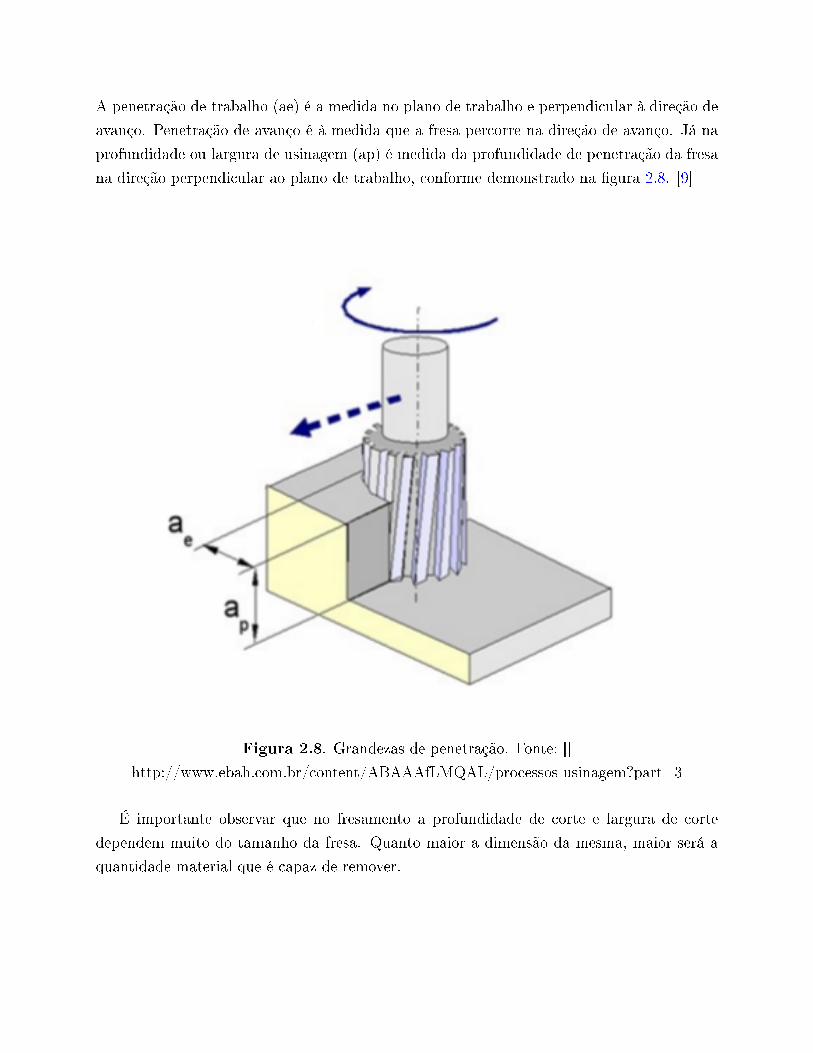
A penetração de trabalho (ae) é a medida no plano de trabalho e perpendicular à direção de
avanço. Penetração de avanço é à medida que a fresa percorre na direção de avanço. Já na
profundidade ou largura de usinagem (ap) é medida da profundidade de penetração da fresa
na direção perpendicular ao plano de trabalho, conforme demonstrado na �gura 2.8. [9]
Figura 2.8. Grandezas de penetração. Fonte: []
http://www.ebah.com.br/content/ABAAAfLMQAL/processos-usinagem?part=3
É importante observar que no fresamento a profundidade de corte e largura de corte
dependem muito do tamanho da fresa. Quanto maior a dimensão da mesma, maior será a
quantidade material que é capaz de remover.
2.4 Fluidos de Corte
Os �uidos de corte tem como objetivo conferir alguma melhoria no processo de usinagem,
seja pela vantagem econômica (aumento de produtividade, baixar custo de ferramenta por
peça usinada, diminuição da força na usinagem que proporciona uma economia de energia,
melhora da vida da ferramenta, entre outras), ou funcional (acabamento super�cial, melhor
desempenho de formação de cavaco, facilitar a usinabilidade, entre outras).[1]
Historicamente o �uido de corte foi usado pela primeira vez em 1894 por um americano
chamado Frederick Winslow Taylor, que utilizou agua como �uido de corte para usinagem,
e obteve uma melhora na velocidade de corte na usinagem em 33% sem prejudicar a vida
da ferramenta. Como a usinagem a envolve atrito entre a ferramenta e a peça, isso provoca
um grande aumento de temperatura na ferramenta que prejudica o processo, a ideia foi de
usar a água para resfriar a ferramenta, que propiciou aumento de produtividade que fez a
demanda de �uidos crescer no mercado.[4][1][8]
Segundo Machado (2009), o avanço tecnológico de materiais e máquinas ferramenta au-
mentou a demanda de �uidos de corte, que por sua vez estimulou uma competitividade de
mercado para esses �uidos, isso proporcionou desenvolvimento de novos �uidos que aumen-
tou a qualidade dos mesmos. Outro motivo que levou a melhora desses �uidos, foi a pressão
de Agências Reguladoras de proteção ao meio ambiente e saúde, para que sejam vendidos de
forma segura.
Portanto os �uidos de corte vem sendo desenvolvidos, e cada tipo de �uido serve para
uma atividade especí�ca de usinagem. Alguns são melhores para trocar calor com boas pro-
priedades refrigerantes, outros tem uma melhor capacidade lubri�cante, por isso atualmente
existem tanta variedade de �uidos de corte presentes no mercado. A maior di�culdade em
selecionar um �uido de corte está presente na sensibilidade do processo de usinagem, em que
uma pequena variação de parâmetro, pode provocar grandes alterações na usinagem.
2.4.1 Função dos Fluidos de Corte
A função geral de um �uido de corte é de melhorar o processo de usinagem como um todo,
mas isso não signi�ca que a usinagem com um �uido de corte será sempre a melhor opção no
processo seja por uma melhora no acabamento super�cial, desgaste de ferramenta, aumento
da velocidade de corte, expulsar o cavaco, entre outros. As funções especi�cas principais dos
�uidos de corte são:
• Lubri�cação a baixa velocidade de corte - A velocidade de corte está diretamente ligada
a quantidade de calor gerado durante a usinagem, então em um processo com baixas
velocidades de corte, a quantidade de calor gerado não possui grande relevância para
o processo, logo a prioridade é de diminuir o atrito entre ferramenta e cavaco a �m
de prevenir a formação de aresta postiça. Vale lembrar que um �uido lubri�cante
facilita o �uxo de cavaco, que por sua vez diminui o aquecimento gerado por atrito,
mas não signi�ca que o mesmo é um bom refrigerante, comparado a um especí�co para
essa função. Portanto se deve utilizar um �uido de corte com uma boa característica
lubri�cante, sem grande importância para troca de calor gerada. [4][1][8]
• Refrigeração a altas velocidades - Em grandes velocidades de corte a quantidade de
atrito é muito elevada, então a temperatura da ferramenta atinge níveis muito altos,
isso causa alguns efeitos indesejados, como redução de vida da ferramenta, falseamento
das medidas da peça de trabalho, entre outros. Na utilização de um �uido refrigerante a
característica desejada consiste em obter uma boa quantidade de troca de calor a �m de
reduzir a temperatura da peça e ferramenta, mas a própria utilização do refrigerante
pode gerar alguns problemas como o trincamento da ferramenta devido a choques
térmicos. Outra observação importante está ligada a penetração de �uido, em altas
velocidades o �uido tem di�culdade em penetrar na interface cavaco ferramenta, isso
representa a baixa necessidade de �uido lubri�cante em altas velocidades. Portanto a
utilização de um �uido refrigerante em altas velocidades se dá mais pela necessidade
de resfriamento da ferramenta, não pela necessidade de lubri�cação, pois em altas
velocidades a penetração desse �uido se torna difícil e ine�caz.[4][1][8]
• Remoção de cavacos da zona de corte - Durante o processo de usinagem a formação de
cavacos longos aumenta a geração de calor, pode machucar o operador, atrapalhar a
visão que pode acarretar em erros na peça �nal e o caso mais importante na utilização
do �uido para remoção de cavaco está presente na furação, em que o único meio de se
retirar o cavaco é através de �uxo de �uido.[4][1][8]
• Proteção da máquina ferramenta conta oxidação ? A água é um ótimo refrigerante,
mas é ruim na máquina, pois aumenta a geração de ferrugem na mesma, os óleos são
bons para lubri�cação e proteção da máquina ferramenta contra a oxidação.[4][1][8]
Geralmente as duas primeiras funções são prioritárias, pois na maior parte dos processos
de usinagem a troca de calor e o aumento de lubri�cação são os critérios mais críticos, mas
durante uma furação profunda, a remoção de cavaco passa a ser crítica, pois pode haver
engripamento dos cavacos, que prejudica a técnica. Portanto �ca evidente que escolha do
�uido de corte depende apenas do processo de usinagem, em que a função principal do �uido
é de melhorar o seu resultado �nal, e cada parte do processo deve ser estudada a �m de se
obter o melhor �uido de corte para tal trabalho.[4][1][8]
2.4.2 Classi�cação dos Fluidos de Corte
Existem três tipos de �uido de corte, sólidos, gasosos e líquidos. Os sólidos tem propósito
de diminuir o atrito entre ferramenta/cavaco e pode ser aplicado na ferramenta ou ser intro-
duzido na estrutura cristalina do metal. Os gasosos são mais usados para expulsar cavacos
da zona de usinagem, pois apesar de também funcionar como refrigerante, sua troca de calor
não é tão e�caz como os líquidos. Já os �uidos líquidos são os mais utilizados na usinagem
devido a facilidade de exercer funções de refrigeração e lubri�cação de forma mais e�caz que
seus concorrentes. Os �uidos líquidos são divididos em três grandes grupos: óleos, emulsões
e soluções.[4][1][8]
• Emulsões - São compostos bifásicos, o emulsionante geralmente é composto de água
e óleo. Os agentes emulsionantes dividem o óleo em partículas minúsculas, que �cam
dispersas na água durante um período de tempo. Como as emulsões são compostas por
agua e óleo, esse �uido é amplamente usado quando se deseja combinar boa propriedade
lubri�cante e principalmente a refrigerante, ou seja, em grandes velocidades de corte
com baixa pressão. A adição de óleo também ajuda na sua característica anticorrosiva.
Então as emulsões tem uma característica predominantemente refrigerante sendo muito
preferível em relação à água, devido a sua molhabilidade e presença de inibidores de
corrosão.[4][1][8]
• Óleos - Sua característica de utilização está ligada a diminuição do atrito, portanto não
são utilizados para se obter uma boa troca térmica, apesar de ocorrer um certo resfri-
amento com a aplicação do mesmo. Estes são divididos em três grupos, óleo vegetal
e animal, mineral e integral. Vegetal e animal foram os primeiros a serem utilizados,
porém se tornou inviável devido ao custo e breve deterioração durante o processo, além
de serem muito ruins para dispersão de calor. Os minerais sãos os hidrocarbonetos ad-
quiridos do petróleo, suas propriedades dependem da cadeia e estrutura molecular. Já
os óleos integrais podem ser minerais puros ou com aditivos, são usados para se me-
lhorar a acabamento da peça, podem ser à base de cloro e enxofre, que são substancias
ruins para saúde do operador. Por possuir baixo ponto de fulgor, riscos à saúde, ine-
�ciência em altas velocidades de corte e alto custo, os óleos integrais perderam espaço
no mercado. Dessa forma o uso de óleos como �uido de corte deve ser usado a �m de se
obter uma boa diminuição de atrito, e a escolha do óleo deve ser baseada na operação
a ser realizada.[4][1][8]
• Soluções - As soluções, diferentemente das emulsões, são compostos monofásicos de
óleos que se dissolvem na água, não necessitando de agentes emulsi�cantes. Compos-
tos por agua e isentas de óleo mineral. Possuem sais orgânicos e inorgânicos, aditivos
de lubri�cação, biocidas, entre outras substancias. Eles oferecem boa proteção anti-
corrosiva. Portanto, dependendo das suas características, pode ser que se tenha boa
qualidade refrigerante e lubri�cante, além da proteção contra a oxidação.
2.4.3 Métodos de Aplicação
Existem três métodos mais utilizados de aplicação :[4]
• Jorro de baixa pressão - Mais comum e mais utilizado devido a facilidade implemen-
tação, não exige equipamento complexo.
• Sistema de alta pressão - É um sistema mais caro de ser implementado devido sua
complexidade.
• Atomização (MQF) - Necessita de um reservatório com boa capacidade de encapsu-
lamento. Tem sido pesquisado para se diminuir a quantidade de �uido de corte na
usinagem, por uma preocupação ambiental e principalmente econômica. Essa técnica
consiste na aplicação muito baixa de �uido, entre 5 ml/h até 200 ml/h, apesar de
promissora ainda depende muito das condições de corte.
A aplicação desses �uidos sempre geram vantagens e desvantagens ente um e outro. No
jorro a maior vantagem está ligada a troca de calor durante uma usinagem. O processo gera
muito calor por atrito e encruamento do material. Altas temperaturas promovem um maior
desgaste de ferramenta e o jorro tem um poder refrigerante bem elevado.
O sistema de alta pressão basicamente remove cavacos de forma muito e�caz, isso promove
um bom resultado na usinagem, porém não possui um poder refrigerante muito elevado.
Já o MQL é um sistema que �ca no meio termo entre jorro e sistema de alta pressão,
já que funciona sobre pressão, mas com um custo de implementação não muito elevado, por
esse motivo é um sistema que deve ser bem estudado e aprofundado.
2.5 Mínima Quantidade de Fluido (MQF)
2.5.1 MQL
A utilização da mínima quantidade de �uido também pode ser chamada de MQL (mi-
nimum quantity lubri�cation), nesse processo é aplicado a menor quantidade de �uido de
corte durante um processo de usinagem. Como explicado anteriormente, a quantidade de
�uido utilizado é de cerca de 5 ml/h até 50 ml/h, mas essa quantidade pode variar por um
período de tempo curto dependendo do tamanho da ferramenta, diâmetros superiores a 40
mm, a quantidade pode ser superiores a 150ml/h. [10]
Essa técnica de usinagem começou a ser pesquisada por volta dos anos 90 pela indústria
automobilística com o intuito de diminuir o custo de produção na usinagem, já que parte dos
mesmos são gerados pela aplicação em jorro de �uidos de corte. Dentre os custos principais
relacionados a utilização do jorro, estão a manutenção, inspeção, preparação do �uido e
descarte de cavaco. [10]
O MQL por usar uma quantidade muito pequena de �uido é quase uma técnica de
usinagem a seco, logo a falta da necessidade de secagem torna descarte mais fácil e barato,
pois elimina um custo que seria necessário, além de reduzir danos à saúde dos operadores,
causados pela emissão de gases gerados durante o processo de usinagem, riscos de dermatites
e proporciona uma área de trabalho mais limpa e organizada.[10]
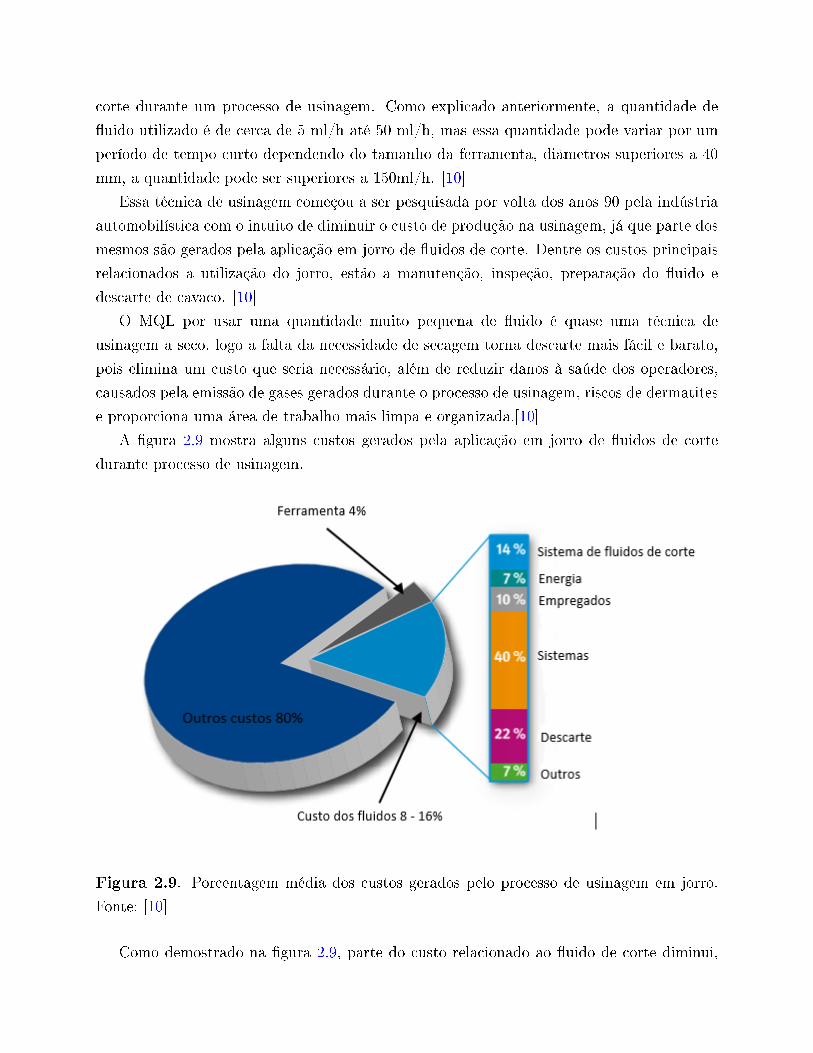
A �gura 2.9 mostra alguns custos gerados pela aplicação em jorro de �uidos de corte
durante processo de usinagem.
Figura 2.9. Porcentagem média dos custos gerados pelo processo de usinagem em jorro.
Fonte: [10]
Como demostrado na �gura 2.9, parte do custo relacionado ao �uido de corte diminui,
principalmente no descarte de cavacos, manutenção e preparação de �uido, problemas des-
prezados com uso de MQL.[10]
Devido à redução de custos, riscos ao operador, aumento de produtividade, e impacto
ambiental mínimo, essa técnica passou a ser pesquisada e utilizada em algumas empresas.
Nos Estados Unidos a empresa Ford Motor Company Powertrain Manufacturing iniciou um
processo de manufatura em massa no ano de 2005 através do uso de MQL. Como a ideia
de impacto mínimo ao meio ambiente e sustentabilidade está em alta no mundo, corpos
de válvula e caixa de transmissão de torque vem sido produzidos por meio dessa técnica.
Devido a todos benefícios citados, a produção com MQL se tornou o procedimento padrão
de usinagem nas plantas da Ford em árvore de manivelas, furos passantes, transmissões,
operações em ferro fundido cinzento, blocos do motor em alumínio, cabeçote em alumínio.[11]
Sustentabilidade no processo de usinagem é totalmente ligado a quantidade de �uido
de corte, com o método de inundação refrigerante, o �uxo de �uido de corte é de cerca de
20L/min, isso requer uma infraestrutura signi�cante da fábrica, pois ainda exige �ltração
do �uido, recuperação, tratamento de agua que é misturada ao �uido e refrigeração. Além
de todas essas características, o �uido necessita de uma monitoração constante a �m de
prevenir crescimento de bactérias e fungos. Devido a quantidade de gastos em �uidos de
corte, impactos ambientais e riscos à saúde do operador, as plantas de usinagem da Ford
tem tido um interesse maior em processos de usinagem a seco ou quase secos, que por sua
vez gerou um interesse no desenvolvimento dessa tecnologia e garantiu uma presença sólida
no mercado.[11]
2.5.2 Funcionamento do MQL
Basicamente uma pequena quantidade de �uido é transportado por uma corrente de ar
comprimido direcionado para zona de corte, como o ar tem uma pressão elevada o �uido se
torna uma partícula muito pequena dispersa no ar, que forma um vapor que lubri�ca o local
usinado.[12]
O �uido de corte pode ser aplicado de duas formas no MQL, através de orifícios na
ferramenta ou por fora da ferramenta em forma de aerosol, conforme demonstrado na �gura
2.10 .
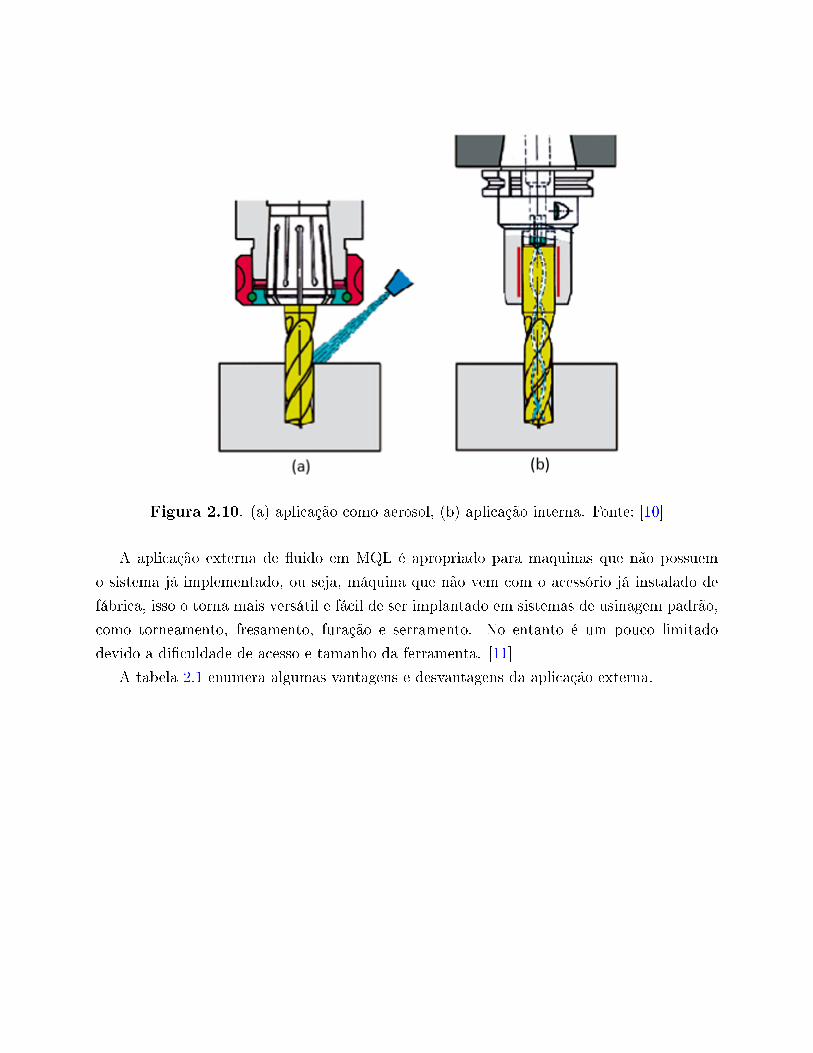
Figura 2.10. (a) aplicação como aerosol, (b) aplicação interna. Fonte: [10]
A aplicação externa de �uido em MQL é apropriado para maquinas que não possuem
o sistema já implementado, ou seja, máquina que não vem com o acessório já instalado de
fábrica, isso o torna mais versátil e fácil de ser implantado em sistemas de usinagem padrão,
como torneamento, fresamento, furação e serramento. No entanto é um pouco limitado
devido a di�culdade de acesso e tamanho da ferramenta. [11]
A tabela 2.1 enumera algumas vantagens e desvantagens da aplicação externa.
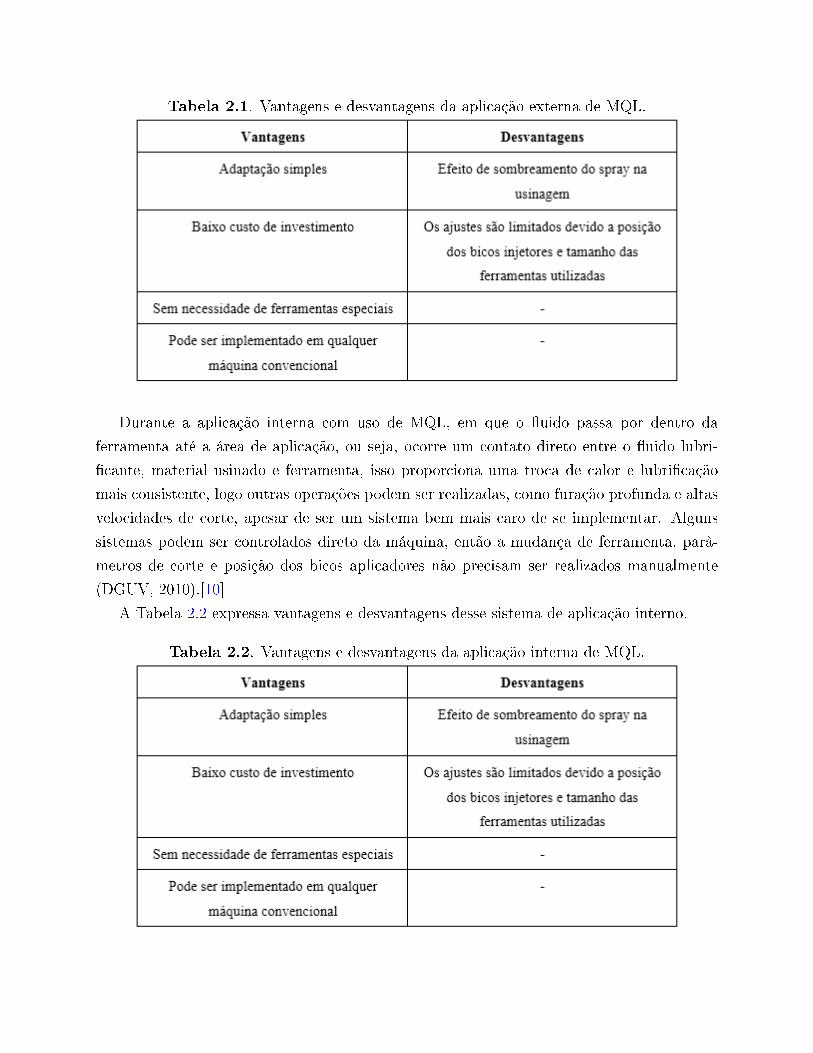
Tabela 2.1. Vantagens e desvantagens da aplicação externa de MQL.
Durante a aplicação interna com uso de MQL, em que o �uido passa por dentro da
ferramenta até a área de aplicação, ou seja, ocorre um contato direto entre o �uido lubri-
�cante, material usinado e ferramenta, isso proporciona uma troca de calor e lubri�cação
mais consistente, logo outras operações podem ser realizadas, como furação profunda e altas
velocidades de corte, apesar de ser um sistema bem mais caro de se implementar. Alguns
sistemas podem ser controlados direto da máquina, então a mudança de ferramenta, parâ-
metros de corte e posição dos bicos aplicadores não precisam ser realizados manualmente
(DGUV, 2010).[10]
A Tabela 2.2 expressa vantagens e desvantagens desse sistema de aplicação interno.
Tabela 2.2. Vantagens e desvantagens da aplicação interna de MQL.
2.5.3 Sistema de Aplicação Externa de MQL
Aplicação externa tem uma facilidade grande de implementação, porém é mais usada em
máquinas com baixa �exibilidade como fresamento, torneamento, serramento , entre outras.
O sucesso da técnica está ligada diretamente a quantidade de �uido transportada para área
de usinagem de forma e�ciente, logo uma aplicação externa não é indicada nos procedimentos
em que o acesso a ferramenta de corte é difícil, como furação profunda.[10]
Na aplicação externa existem duas tecnologias mais utilizadas:
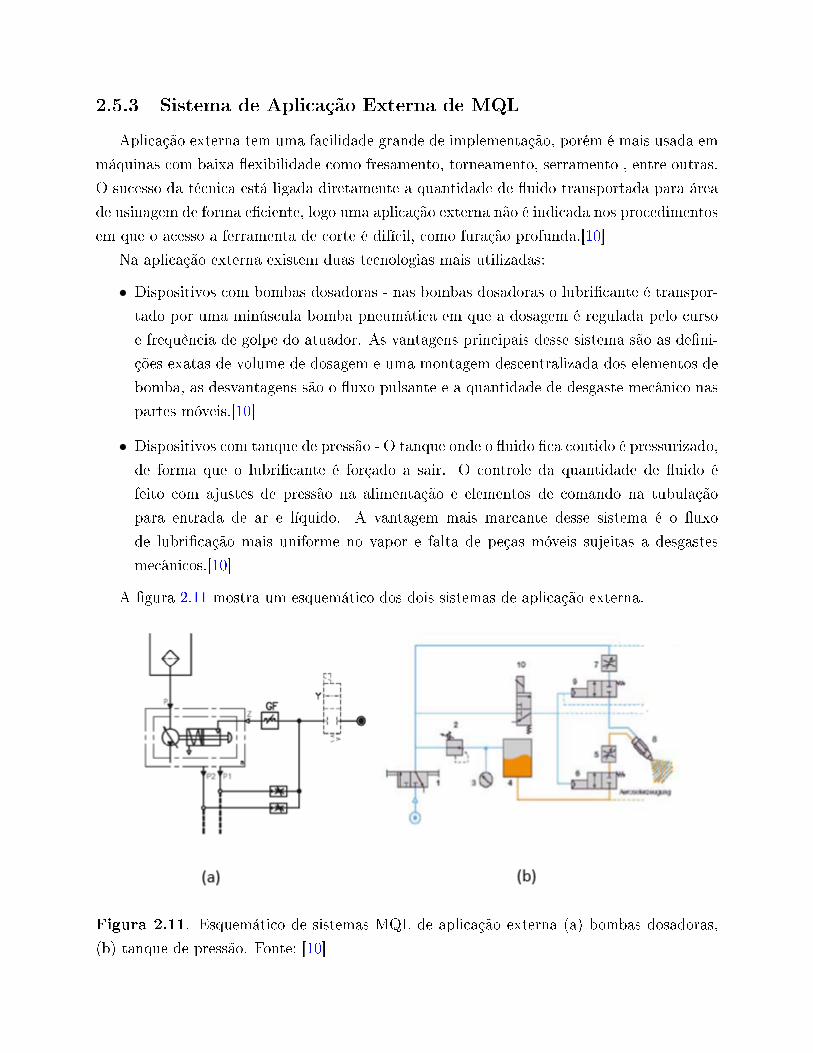
• Dispositivos com bombas dosadoras - nas bombas dosadoras o lubri�cante é transpor-
tado por uma minúscula bomba pneumática em que a dosagem é regulada pelo curso
e frequência de golpe do atuador. As vantagens principais desse sistema são as de�ni-
ções exatas de volume de dosagem e uma montagem descentralizada dos elementos de
bomba, as desvantagens são o �uxo pulsante e a quantidade de desgaste mecânico nas
partes móveis.[10]
• Dispositivos com tanque de pressão - O tanque onde o �uido �ca contido é pressurizado,
de forma que o lubri�cante é forçado a sair. O controle da quantidade de �uido é
feito com ajustes de pressão na alimentação e elementos de comando na tubulação
para entrada de ar e líquido. A vantagem mais marcante desse sistema é o �uxo
de lubri�cação mais uniforme no vapor e falta de peças móveis sujeitas a desgastes
mecânicos.[10]
A �gura 2.11 mostra um esquemático dos dois sistemas de aplicação externa.
Figura 2.11. Esquemático de sistemas MQL de aplicação externa (a) bombas dosadoras,
(b) tanque de pressão. Fonte: [10]
2.5.4 Sistema de Aplicação Interna de MQL
Os dispositivos de aplicação interna, envia o �uido diretamente a zona de corte por dentro
da ferramenta, através de canais de arrefecimento. O projeto dos componentes desse sistema
tem uma in�uência enorme em sua avaliação, e as vezes é necessário uma otimização de todo
sistema para se obter o resultado esperado. [10]
Sistema de aplicação interno é mais caro, porém mais e�ciente que o externo e não precisa
de ajuste manual dos bicos injetores. Esse método permite uma furação mais profunda e
velocidades de corte mais elevadas, mas devido ao alto custo só é utilizada quando a externa
não supre as necessidades exigidas. No mercado o sistema MQL de aplicação interna difere
em número de canais no mandril e fusos em rotação. Existem dois modos comuns de mistura
entre o líquido lubri�cante e o ar comprimido.[10][11]
• Canal Único - O aerosol é gerado dentro de um tanque antes de entrar na ferramenta,
ou seja, o lubri�cante e o ar são misturados fora da máquina. Nesse sistema atomização
é mais instável e produz gotas de tamanho maior, devido ao transporte longo até a área
usinada. Outra característica desse sistema está relacionada a qualidade da névoa, se
torna mais baixa devido as forças centrífugas da ferramenta.[11]
• Canal Duplo - Ar e lubri�cante são misturados perto da ferramenta, em geral na base
onde �ca segurada (mandril), esse sistema é mais robusto, pois descarrega a névoa de
forma bem uniforme. Por esses motivos, essa con�guração permite uma lubri�cação
mais equilibrada, por consequência, velocidades maiores de corte. A Ford utiliza essa
técnica para usinar caixas de transmissão de alumínio em suas plantas.[11]
A �gura 2.12 expressa a ideia entre canal simples e duplo.
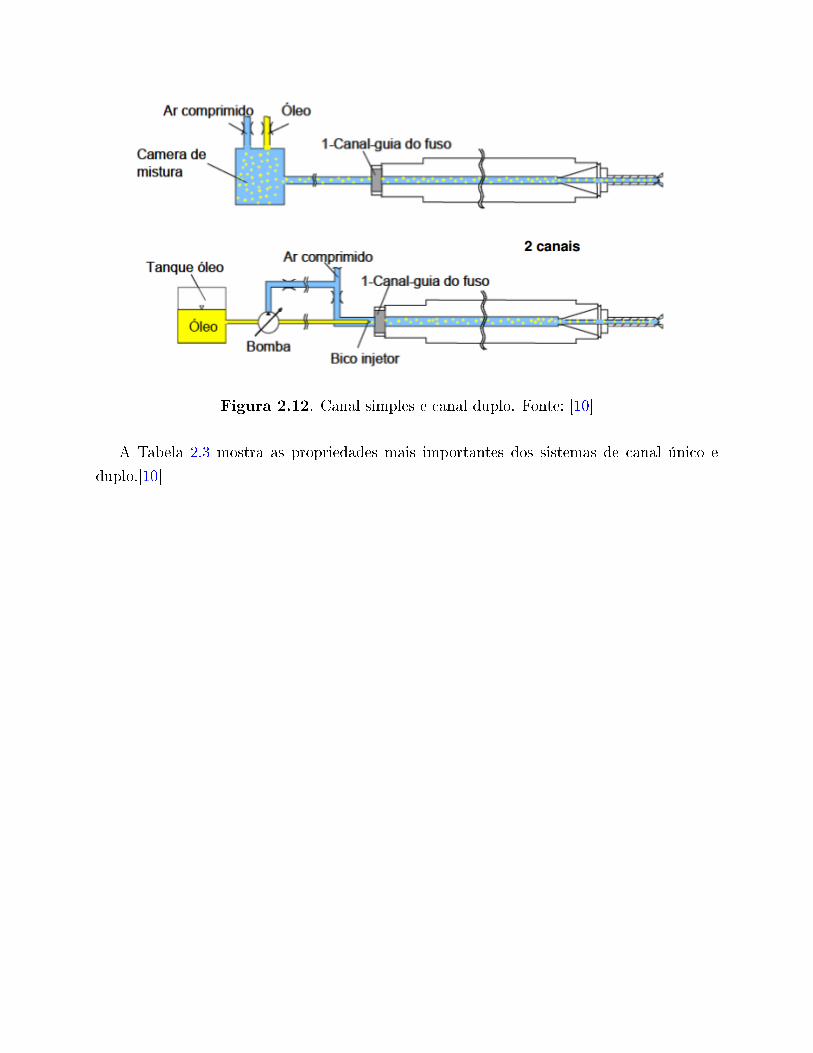
Figura 2.12. Canal simples e canal duplo. Fonte: [10]
A Tabela 2.3 mostra as propriedades mais importantes dos sistemas de canal único e
duplo.[10]
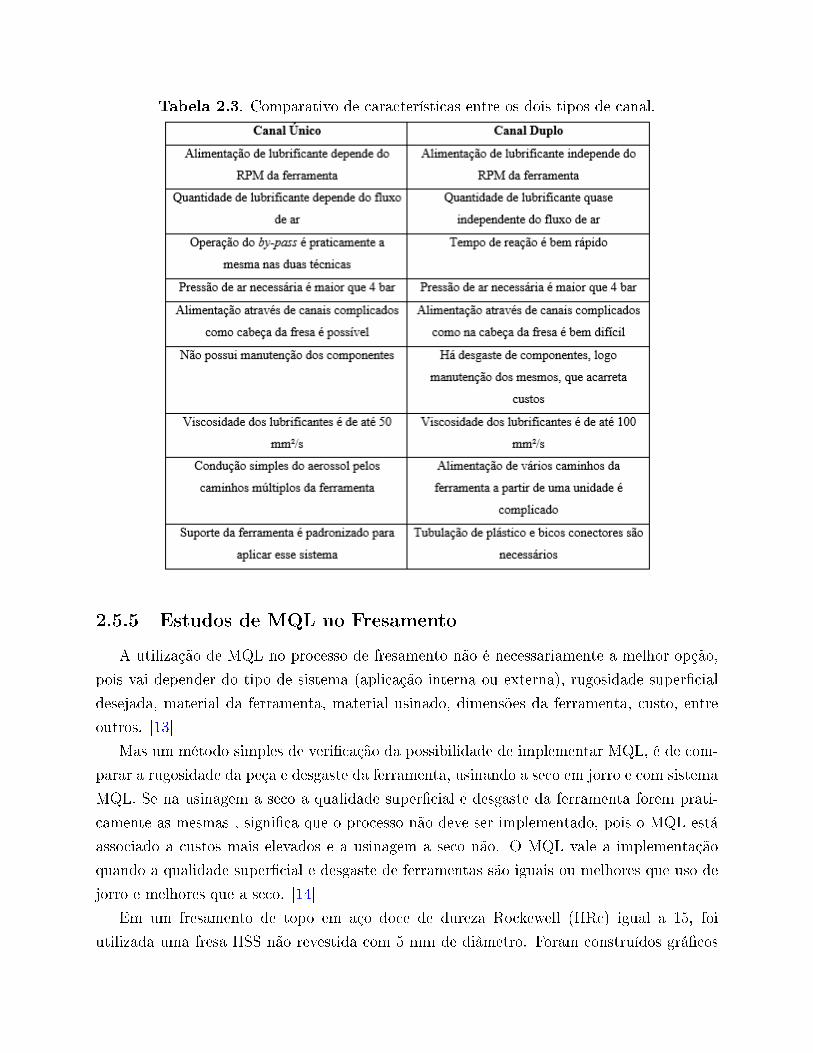
Tabela 2.3. Comparativo de características entre os dois tipos de canal.
2.5.5 Estudos de MQL no Fresamento
A utilização de MQL no processo de fresamento não é necessariamente a melhor opção,
pois vai depender do tipo de sistema (aplicação interna ou externa), rugosidade super�cial
desejada, material da ferramenta, material usinado, dimensões da ferramenta, custo, entre
outros. [13]
Mas um método simples de veri�cação da possibilidade de implementar MQL, é de com-
parar a rugosidade da peça e desgaste da ferramenta, usinando a seco em jorro e com sistema
MQL. Se na usinagem a seco a qualidade super�cial e desgaste da ferramenta forem prati-
camente as mesmas , signi�ca que o processo não deve ser implementado, pois o MQL está
associado a custos mais elevados e a usinagem a seco não. O MQL vale a implementação
quando a qualidade super�cial e desgaste de ferramentas são iguais ou melhores que uso de
jorro e melhores que a seco. [14]
Em um fresamento de topo em aço doce de dureza Rockewell (HRc) igual a 15, foi
utilizada uma fresa HSS não revestida com 5 mm de diâmetro. Foram construídos grá�cos
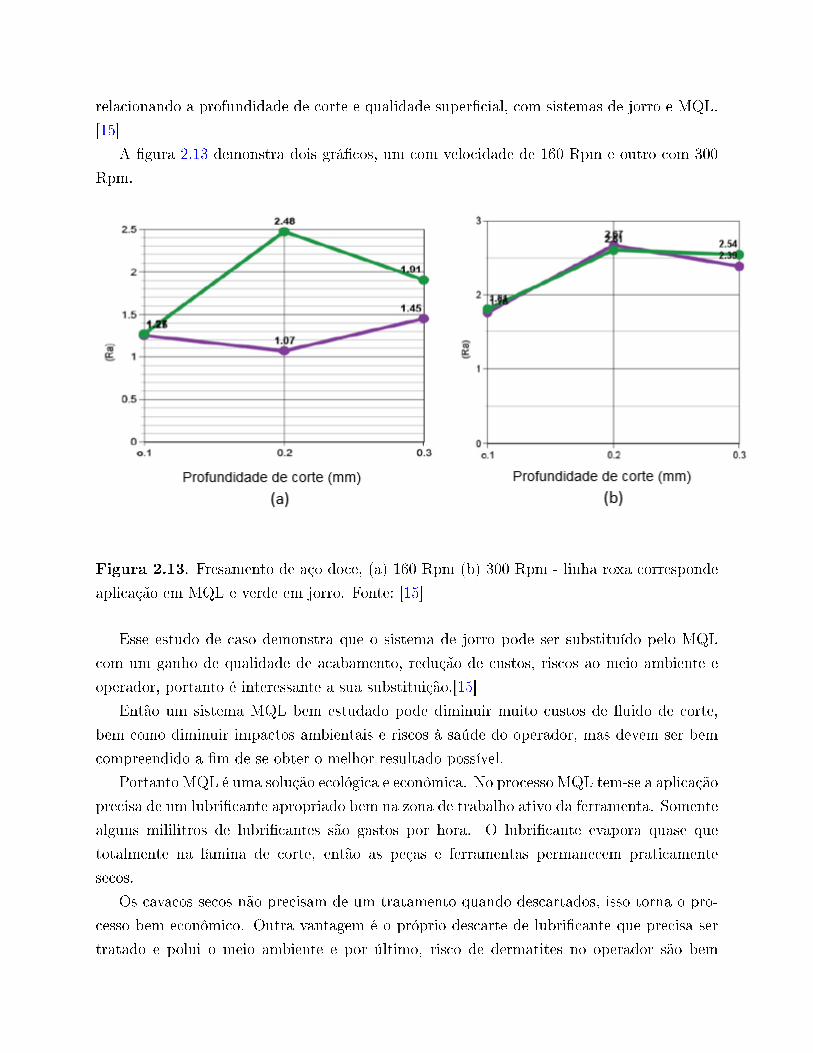
relacionando a profundidade de corte e qualidade super�cial, com sistemas de jorro e MQL.
[15]
A �gura 2.13 demonstra dois grá�cos, um com velocidade de 160 Rpm e outro com 300
Rpm.
Figura 2.13. Fresamento de aço doce, (a) 160 Rpm (b) 300 Rpm - linha roxa corresponde
aplicação em MQL e verde em jorro. Fonte: [15]
Esse estudo de caso demonstra que o sistema de jorro pode ser substituído pelo MQL
com um ganho de qualidade de acabamento, redução de custos, riscos ao meio ambiente e
operador, portanto é interessante a sua substituição.[15]
Então um sistema MQL bem estudado pode diminuir muito custos de �uido de corte,
bem como diminuir impactos ambientais e riscos à saúde do operador, mas devem ser bem
compreendido a �m de se obter o melhor resultado possível.
Portanto MQL é uma solução ecológica e econômica. No processo MQL tem-se a aplicação
precisa de um lubri�cante apropriado bem na zona de trabalho ativo da ferramenta. Somente
alguns mililitros de lubri�cantes são gastos por hora. O lubri�cante evapora quase que
totalmente na lâmina de corte, então as peças e ferramentas permanecem praticamente
secos.
Os cavacos secos não precisam de um tratamento quando descartados, isso torna o pro-
cesso bem econômico. Outra vantagem é o próprio descarte de lubri�cante que precisa ser
tratado e polui o meio ambiente e por último, risco de dermatites no operador são bem
minimizadas.
Todas essas vantagens do MQL mostram a importância do trabalho na comparação das
aplicações do �uido de corte. Portanto sempre que possível substituir a aplicação do jorro
pelo MQL, sem prejudicar o acabamento super�cial, é o ideal em um processo de usinagem.
2.6 Força e Potência de Usinagem
A força de usinagem (Fu) é essencial para projetar uma máquina de usinagem, pois é a
partir dela que se determina quantidade de potência necessária no sistema máquina ferra-
menta, ou seja, isso estabelece o dimensionamento do motor elétrico principal da máquina.[4]
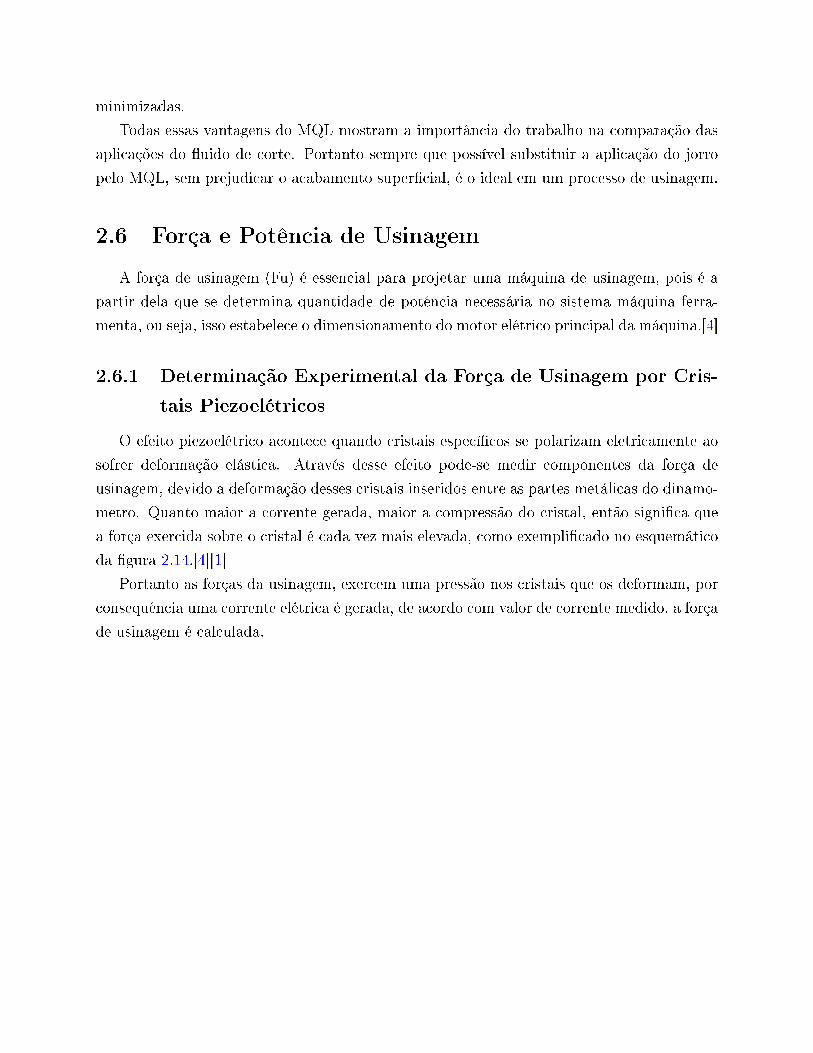
2.6.1 Determinação Experimental da Força de Usinagem por Cris-
tais Piezoelétricos
O efeito piezoelétrico acontece quando cristais especí�cos se polarizam eletricamente ao
sofrer deformação elástica. Através desse efeito pode-se medir componentes da força de
usinagem, devido a deformação desses cristais inseridos entre as partes metálicas do dinamô-
metro. Quanto maior a corrente gerada, maior a compressão do cristal, então signi�ca que
a força exercida sobre o cristal é cada vez mais elevada, como exempli�cado no esquemático
da �gura 2.14.[4][1]
Portanto as forças da usinagem, exercem uma pressão nos cristais que os deformam, por
consequência uma corrente elétrica é gerada, de acordo com valor de corrente medido, a força
de usinagem é calculada.
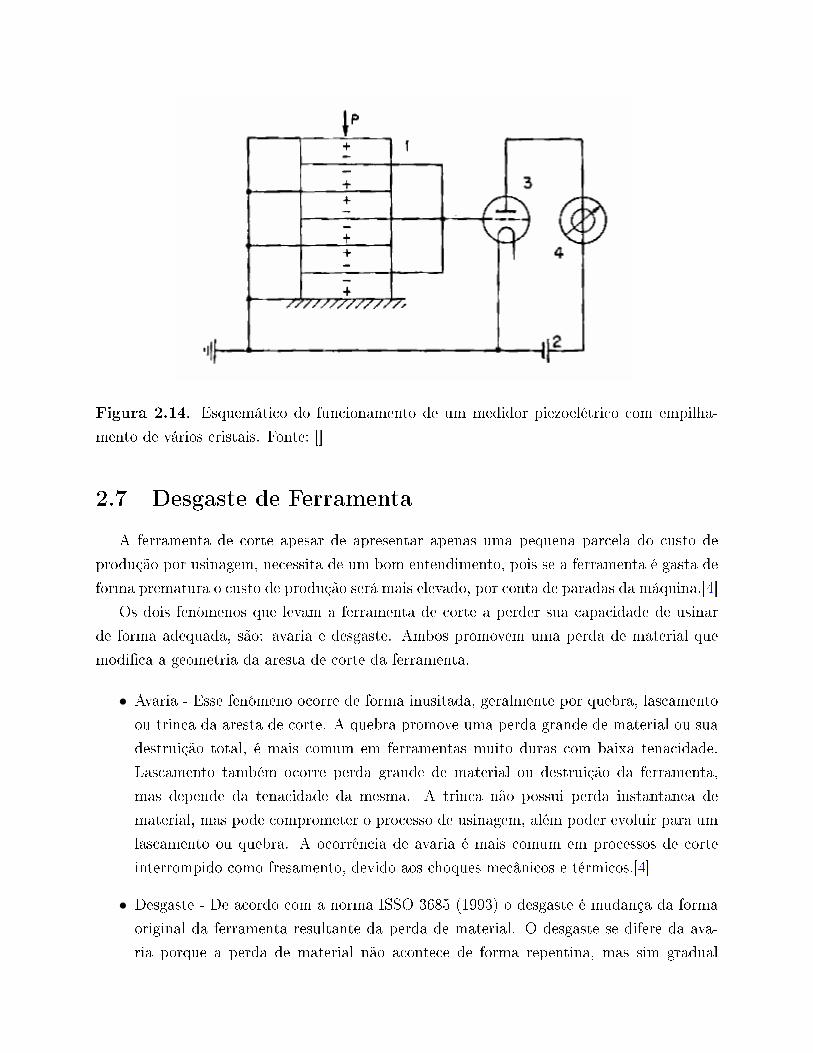
Figura 2.14. Esquemático do funcionamento de um medidor piezoelétrico com empilha-
mento de vários cristais. Fonte: []
2.7 Desgaste de Ferramenta
A ferramenta de corte apesar de apresentar apenas uma pequena parcela do custo de
produção por usinagem, necessita de um bom entendimento, pois se a ferramenta é gasta de
forma prematura o custo de produção será mais elevado, por conta de paradas da máquina.[4]
Os dois fenômenos que levam a ferramenta de corte a perder sua capacidade de usinar
de forma adequada, são: avaria e desgaste. Ambos promovem uma perda de material que
modi�ca a geometria da aresta de corte da ferramenta.
• Avaria - Esse fenômeno ocorre de forma inusitada, geralmente por quebra, lascamento
ou trinca da aresta de corte. A quebra promove uma perda grande de material ou sua
destruição total, é mais comum em ferramentas muito duras com baixa tenacidade.
Lascamento também ocorre perda grande de material ou destruição da ferramenta,
mas depende da tenacidade da mesma. A trinca não possui perda instantânea de
material, mas pode comprometer o processo de usinagem, além poder evoluir para um
lascamento ou quebra. A ocorrência de avaria é mais comum em processos de corte
interrompido como fresamento, devido aos choques mecânicos e térmicos.[4]
• Desgaste - De acordo com a norma ISSO 3685 (1993) o desgaste é mudança da forma
original da ferramenta resultante da perda de material. O desgaste se difere da ava-
ria porque a perda de material não acontece de forma repentina, mas sim gradual
e progressiva. Devido as grandes temperaturas de usinagem, o desgaste ocorre em
qualquer que seja o material da ferramenta. A substituição da ferramenta de corte
quando corre o desgaste, só é necessário quando o desgaste atinge níveis muito altos
que comprometem a usinagem dentro das especi�cações de projeto.[4]
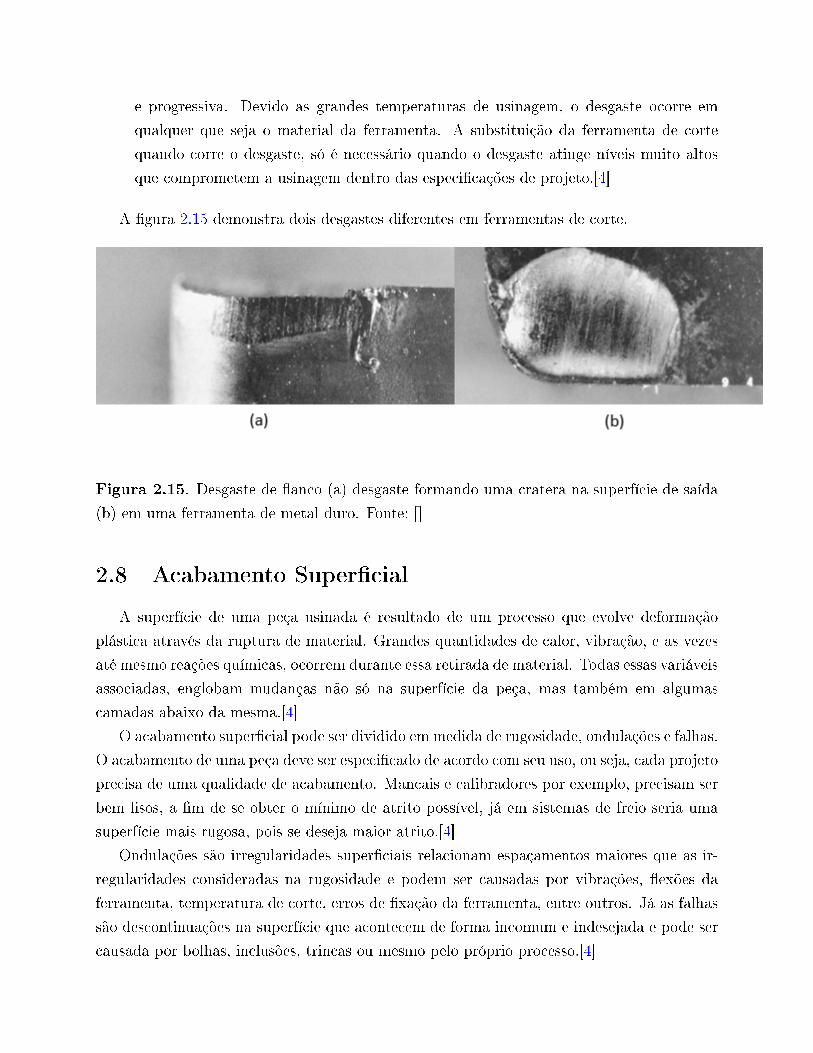
A �gura 2.15 demonstra dois desgastes diferentes em ferramentas de corte.
Figura 2.15. Desgaste de �anco (a) desgaste formando uma cratera na superfície de saída
(b) em uma ferramenta de metal duro. Fonte: []
2.8 Acabamento Super�cial
A superfície de uma peça usinada é resultado de um processo que evolve deformação
plástica através da ruptura de material. Grandes quantidades de calor, vibração, e as vezes
até mesmo reações químicas, ocorrem durante essa retirada de material. Todas essas variáveis
associadas, englobam mudanças não só na superfície da peça, mas também em algumas
camadas abaixo da mesma.[4]
O acabamento super�cial pode ser dividido em medida de rugosidade, ondulações e falhas.
O acabamento de uma peça deve ser especi�cado de acordo com seu uso, ou seja, cada projeto
precisa de uma qualidade de acabamento. Mancais e calibradores por exemplo, precisam ser
bem lisos, a �m de se obter o mínimo de atrito possível, já em sistemas de freio seria uma
superfície mais rugosa, pois se deseja maior atrito.[4]
Ondulações são irregularidades super�ciais relacionam espaçamentos maiores que as ir-
regularidades consideradas na rugosidade e podem ser causadas por vibrações, �exões da
ferramenta, temperatura de corte, erros de �xação da ferramenta, entre outros. Já as falhas
são descontinuações na superfície que acontecem de forma incomum e indesejada e pode ser
causada por bolhas, inclusões, trincas ou mesmo pelo próprio processo.[4]
2.8.1 Rugosidade
A rugosidade é composta por erros micro geométricos resultantes do processo de corte. A
medida da rugosidade pode ser realizada por diversos parâmetros, que são examinados depois
da usinagem, ou até mesmo durante, pois de acordo com o projeto, pode ser considerado
uma variável crítica. A rugosidade é afetada por vários fatores e podem ser avaliados por
alguns parâmetros como:
• Parâmetro de amplitude - É de�nido pelas alturas dos picos e vales provenientes do
processo de usinagem, sem considerar a distância entre as irregularidades da superfície.
• Parâmetro de espaço - Delimitado pelos espaçamentos do desvio pela extensão longi-
tudinal da superfície.
• Parâmetros híbridos - Utiliza a combinação das variações longitudinais e das alturas.
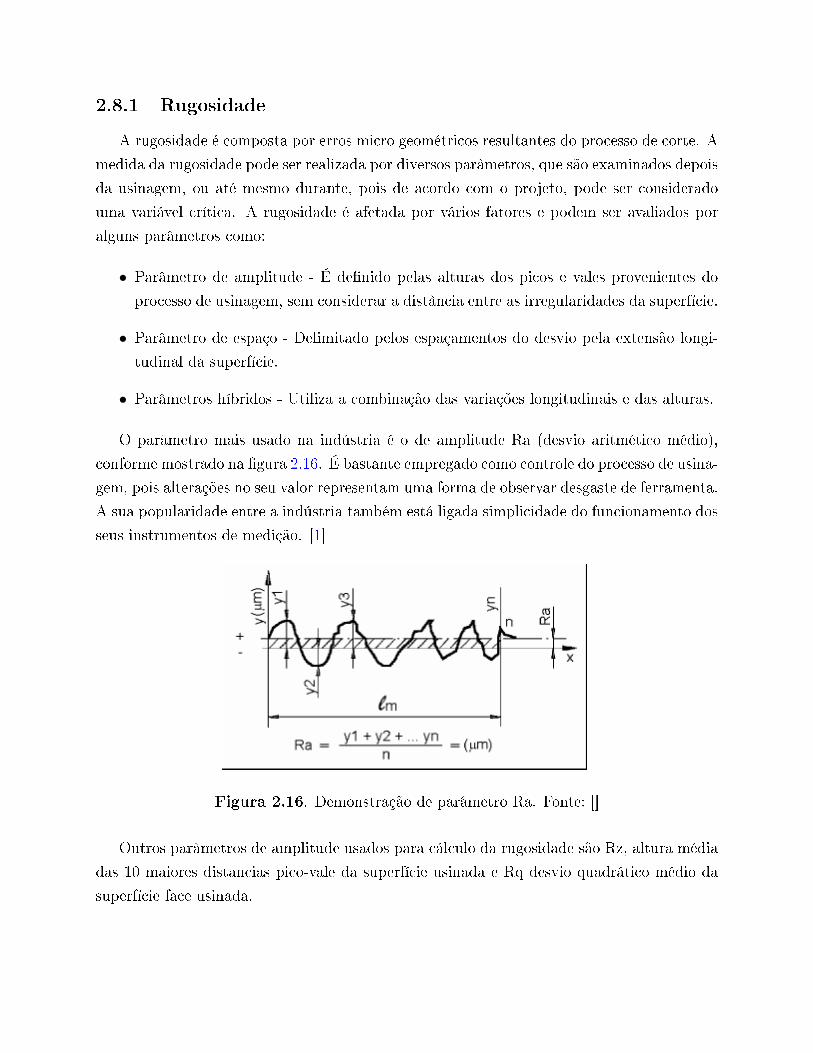
O parâmetro mais usado na indústria é o de amplitude Ra (desvio aritmético médio),
conforme mostrado na �gura 2.16. É bastante empregado como controle do processo de usina-
gem, pois alterações no seu valor representam uma forma de observar desgaste de ferramenta.
A sua popularidade entre a indústria também está ligada simplicidade do funcionamento dos
seus instrumentos de medição. [1]
Figura 2.16. Demonstração de parâmetro Ra. Fonte: []
Outros parâmetros de amplitude usados para cálculo da rugosidade são Rz, altura média
das 10 maiores distancias pico-vale da superfície usinada e Rq desvio quadrático médio da
superfície face usinada.

2.8.2 Cálculo Teórico da Rugosidade Ra , Rq e Rz para Fresamento
Frontal
Ra é de�nido como a média aritmética dos valores absolutos das ordenadas no compri-
mento de amostragem e pode ser calculado pela Equação 2.5 e Rq é de�nido pela Equação
2.6.
Ra =re−
√re2 − (fz
2)2
2(2.5)
Rq =
√∑yn
l(2.6)
Onde:
fz = avanço por dente
re = raio de ponta
yn = média das alturas
l = comprimento da amostragem
O Rz pode ser calculado a partir da média da soma entre as 10 maiores distancias entre
pico vale. A soma pico vale pela distância pode ser mostrada na �gura 2.17 .
Figura 2.17. Cálculo de um Rz para uma distância. Fonte: []
2.8.3 Medição da Rugosidade
O equipamento que mede a rugosidade, é o rugosímetro. Existem dois tipos de teste para
realizar a medição, por contato ou sem contato. Na medição feita por contato existe um
apalpador feito de diamante que percorre a superfície da peça em linha reta em um compri-
mento de�nido. O deslocamento vertical durante o comprimento estabelecido do apalpador
envia sinais elétricos, que por sua vez são lidos e geram um grá�co ou números referente à al-
tura dos picos, porém esse instrumento de medição possui alguns erros associados a ponta de
diamante. O raio da ponta que exibe o per�l de uma forma mais suave que a realidade, sofre
desgaste medindo superfícies de materiais muito duros e causa danos na face de materiais
moles. [4]
O rugosímetro sem contato funciona com dispersão de raios infravermelhos sobre o plano
da peça, então uma matriz de fotodiodos as identi�ca e calcula a intensidade dessa dispersão
que pode ser usada no cálculo dos parâmetros de rugosidade. Esse sistema é muito útil, pois
não acarreta danos a superfície e ao aparelho, mas também possui alguns cuidados durante
seu uso, pois qualquer vibração ou sujeira pode ser interpretado como parte da superfície.
[4]
Portanto o cálculo do acabamento super�cial depende dos parâmetros utilizados bem
como algumas variáveis referentes ao raio da ferramenta de corte e avanço. A medição
experimental da rugosidade depende do instrumento utilizado, bem como objetivo de análise
em questão. [4]
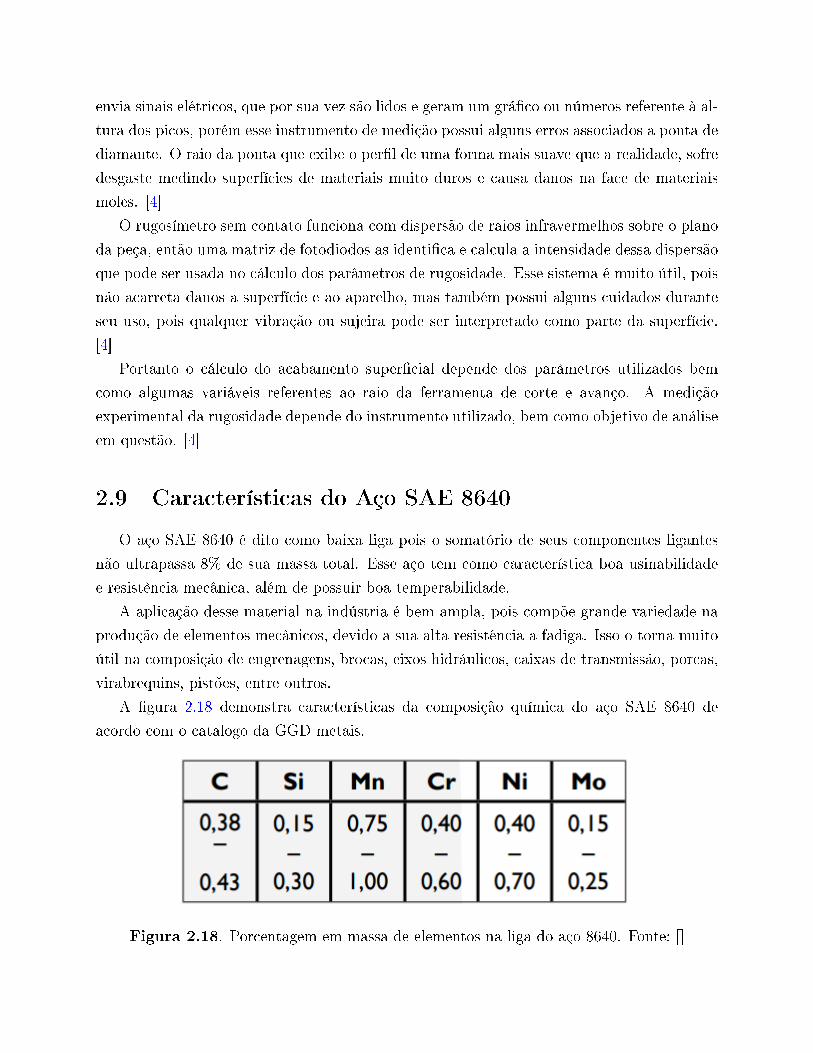
2.9 Características do Aço SAE 8640
O aço SAE 8640 é dito como baixa liga pois o somatório de seus componentes ligantes
não ultrapassa 8% de sua massa total. Esse aço tem como característica boa usinabilidade
e resistência mecânica, além de possuir boa temperabilidade.
A aplicação desse material na indústria é bem ampla, pois compõe grande variedade na
produção de elementos mecânicos, devido a sua alta resistência a fadiga. Isso o torna muito
útil na composição de engrenagens, brocas, eixos hidráulicos, caixas de transmissão, porcas,
virabrequins, pistões, entre outros.
A �gura 2.18 demonstra características da composição química do aço SAE 8640 de
acordo com o catalogo da GGD metais.
Figura 2.18. Porcentagem em massa de elementos na liga do aço 8640. Fonte: []
É um aço muito versátil para produção de elementos mecânicos automotivos, e tem
ótima temperabilidade e usinabilidade, geralmente após sua usinagem, passa por processos
de tratamento térmico, a �m de aumentar suas propriedades mecânicas. Após seu tratamento
térmico é muito utilizado também como fabricação de parafusos, engrenagens, pinos, eixos
e virabrequins.
2.10 Planejamento de Experimentos
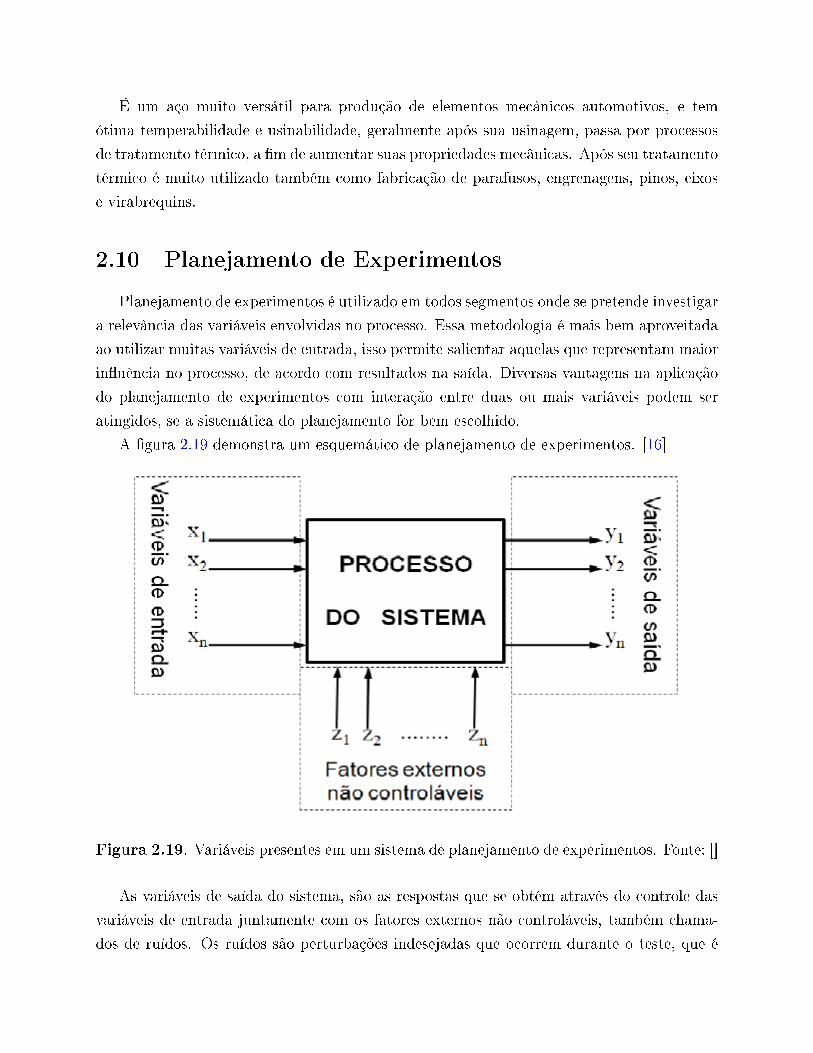
Planejamento de experimentos é utilizado em todos segmentos onde se pretende investigar
a relevância das variáveis envolvidas no processo. Essa metodologia é mais bem aproveitada
ao utilizar muitas variáveis de entrada, isso permite salientar aquelas que representam maior
in�uência no processo, de acordo com resultados na saída. Diversas vantagens na aplicação
do planejamento de experimentos com interação entre duas ou mais variáveis podem ser
atingidos, se a sistemática do planejamento for bem escolhido.
A �gura 2.19 demonstra um esquemático de planejamento de experimentos. [16]
Figura 2.19. Variáveis presentes em um sistema de planejamento de experimentos. Fonte: []
As variáveis de saída do sistema, são as respostas que se obtém através do controle das
variáveis de entrada juntamente com os fatores externos não controláveis, também chama-
dos de ruídos. Os ruídos são perturbações indesejadas que ocorrem durante o teste, que é
característico de cada processo. [16]
Existem três princípios básicos para se realizar um bom planejamento de experimentos:
• Replicação - Realização de ensaios com os mesmos atributos e especi�cidade da ante-
rior. Esse procedimento permite estimar erros experimentais.
• Aleatoriedade - Permite independência dos erros e variáveis durante o estudo.
• Blocagem - Controlar o máximo possível a presença de fatores externos durante o
experimento.
2.10.1 Planejamento Fatorial
O planejamento fatorial é uma das técnicas mais utilizadas para realização de experi-
mentos, pois permite analisar comportamento de variáveis de entrada, também chamada de
fatores, com suas respectivas in�uências sobre as variáveis de saída. Essa técnica é muito
útil quando se pretende estudar a interação conjunta dos fatores, chamados de efeitos de
interação entre as variáveis de entrada. [16]
Planejamento de experimentos fatorial proporciona alguns benefícios como:
• Resultados obtidos a partir de matemática simples;
• Número baixo de ensaios com boa resposta;
• Controle de ensaios por blocagem;
• Permite formar planejamentos compostos;
• Em um planejamento com dois níveis é possível seu fracionamento.
Os procedimentos devem ser cuidadosamente veri�cados na sua elaboração, como escolha
dos fatores, seleção de níveis, escolha das variáveis de saída, seleção do modelo mais adequado
para o planejamento, realização do experimento com replicação e interpretação adequada dos
dados obtidos no experimento. [16]
2.10.2 Planejamento Fatorial Completo 2k
O planejamento fatorial completo é formado por k fatores presentes no processo, e para
cada fator são utilizados dois níveis quantitativos ou qualitativos para análise. A quantidade
de testes realizados depende da combinação entre níveis de entrada dos fatores, ou seja, é
necessário uma quantidade de 2k experimentos, resultado da combinação entre as variáveis
de entrada levando em consideração apenas 2 níveis. [16]
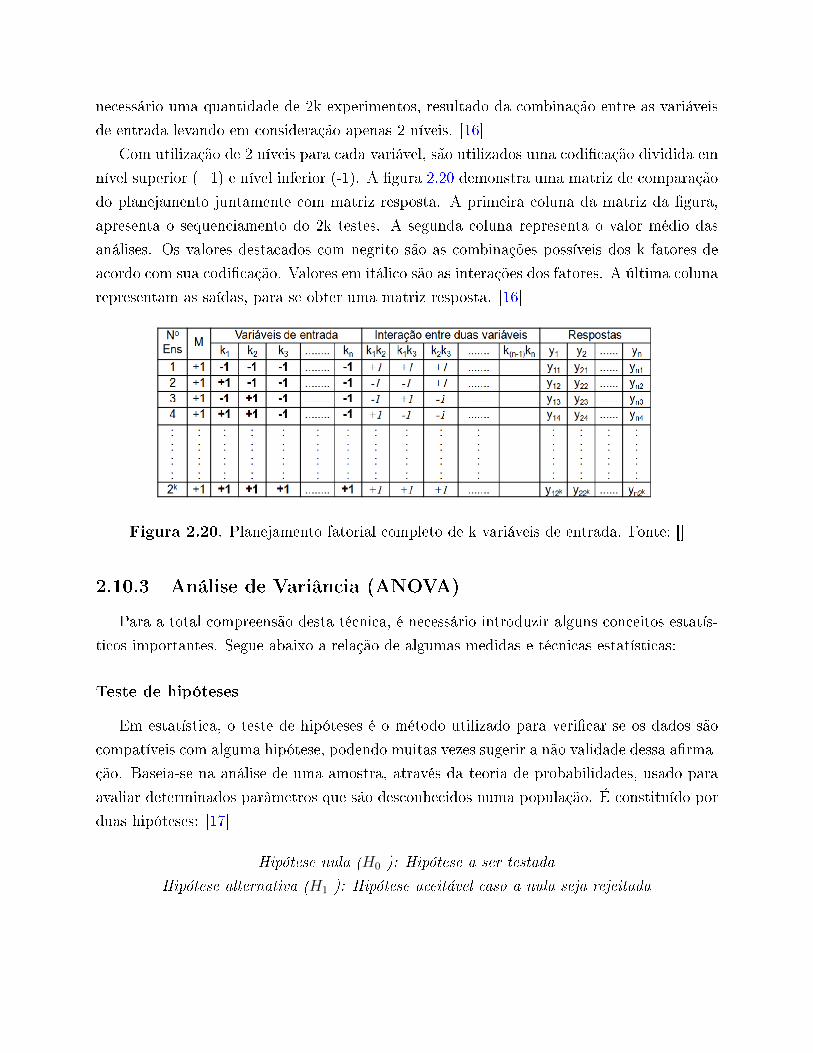
Com utilização de 2 níveis para cada variável, são utilizados uma codi�cação dividida em
nível superior (+1) e nível inferior (-1). A �gura 2.20 demonstra uma matriz de comparação
do planejamento juntamente com matriz resposta. A primeira coluna da matriz da �gura,
apresenta o sequenciamento do 2k testes. A segunda coluna representa o valor médio das
análises. Os valores destacados com negrito são as combinações possíveis dos k fatores de
acordo com sua codi�cação. Valores em itálico são as interações dos fatores. A última coluna
representam as saídas, para se obter uma matriz resposta. [16]
Figura 2.20. Planejamento fatorial completo de k variáveis de entrada. Fonte: []
2.10.3 Análise de Variância (ANOVA)
Para a total compreensão desta técnica, é necessário introduzir alguns conceitos estatís-
ticos importantes. Segue abaixo a relação de algumas medidas e técnicas estatísticas:
Teste de hipóteses
Em estatística, o teste de hipóteses é o método utilizado para veri�car se os dados são
compatíveis com alguma hipótese, podendo muitas vezes sugerir a não validade dessa a�rma-
ção. Baseia-se na análise de uma amostra, através da teoria de probabilidades, usado para
avaliar determinados parâmetros que são desconhecidos numa população. É constituído por
duas hipóteses: [17]
Hipótese nula (H0 ): Hipótese a ser testada
Hipótese alternativa (H1 ): Hipótese aceitável caso a nula seja rejeitada

Nível de signi�cância (α)
É a probabilidade com a qual se sujeita a correr o risco de um Erro do Tipo I (erro
de rejeitar uma hipótese dada que ela é verdadeira). Costuma ser identi�cado pela letra
grega α e é determinado antes da extração da amostra. Por exemplo, se usarmos o nível de
signi�cância igual a 0,05 signi�ca que tem se a probabilidade de 5 em 100 de que a hipótese
seja rejeitada quando deveria ser aceita, isto é, 95% de chance de rejeitar quando a hipótese
deveria ser rejeitada. [17]
P-valor
Na estatística clássica, o valor-p, ou nível descritivo, é uma estatística utilizada para
sintetizar o resultado de um teste de hipóteses. Formalmente, o valor-p é de�nido como a
probabilidade de se obter uma estatística de teste igual ou mais extrema que aquela observada
em uma amostra, assumindo verdadeira a hipótese nula. Se o p-valor for menor do que o
nível de signi�cância estabelecido, rejeita-se a hipótese nula. Caso contrário, não se rejeita
H0, sendo aceitável a probabilidade de que seja verdadeira.[17]
Análise de Variância fatorial
O delineamento fatorial, já citado anteriormente, é mais e�ciente para experimentos que
envolvem o estudo de duas ou mais variáveis. Essas variáveis utilizadas em experimentos são
chamadas de fatores. [17]
A Análise de Variância (ANOVA) é um método paramétrico utilizado para comparação
de médias entre grupos simultaneamente, no qual, existem fatores com dois ou mais níveis.
Esta técnica informa como esses fatores interagem em si e que efeitos essas interações apre-
sentam sobre a variável resposta. A ANOVA indica se há pelo menos um grupo com média
signi�cativamente diferente das demais, no entanto, não indica quais são os grupos. Para
isso, deve-se realizar testes de comparações múltiplas que comparam os fatores par a par,
tais como: Tukey, Fisher e Bonferroni.[17]
Neste estudo foi utilizado a ANOVA fatorial independente com modelo de efeito �xo,
pois cada observação foi selecionada de forma independente e os níveis foram estabelecidos
e não escolhidos aleatoriamente. [17]
Além disso, na ANOVA são exigidas três condições sem as quais não pode ser aplicada:
• Aleatoriedade e independência das amostras;
• Normalidade dos dados;
• Homogeneidade da variância.
As hipóteses a serem testadas são:
Tratamentos (grupos):
Hipótese nula (H0):Igualdade entre os tratamentos
Hipótese alternativa (H1):Diferença entre os tratamentos
Interação:
Hipótese nula (H0:Ausência de interação
Hipótese alternativa (H1):Presença de interação
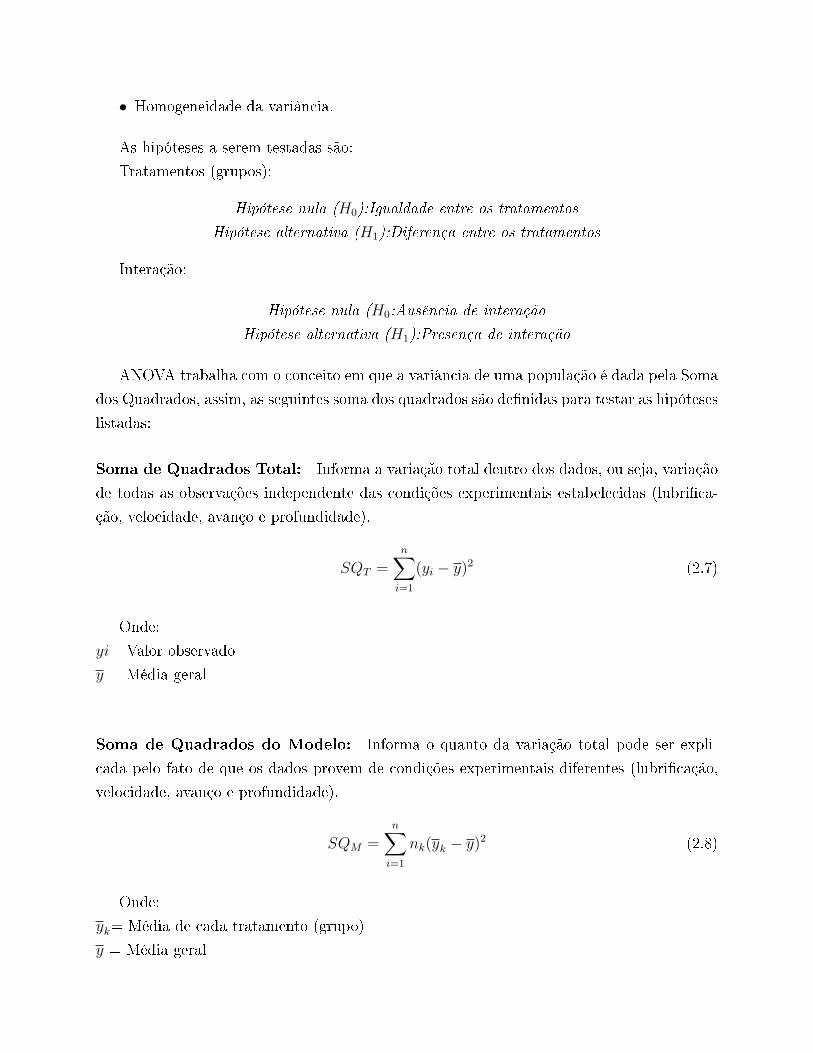
ANOVA trabalha com o conceito em que a variância de uma população é dada pela Soma
dos Quadrados, assim, as seguintes soma dos quadrados são de�nidas para testar as hipóteses
listadas:
Soma de Quadrados Total: Informa a variação total dentro dos dados, ou seja, variação
de todas as observações independente das condições experimentais estabelecidas (lubri�ca-
ção, velocidade, avanço e profundidade).
SQT =n∑
i=1
(yi − y)2 (2.7)
Onde:
yi= Valor observado
y = Média geral
Soma de Quadrados do Modelo: Informa o quanto da variação total pode ser expli-
cada pelo fato de que os dados provem de condições experimentais diferentes (lubri�cação,
velocidade, avanço e profundidade).
SQM =n∑
i=1
nk(yk − y)2 (2.8)
Onde:
yk= Média de cada tratamento (grupo)
y = Média geral

nk = Número de observações no tratamento (grupo)
A soma de quadrados do modelo é composta pela soma de quadrados de cada fator (lu-
bri�cação, velocidade, avanço e profundidade), para veri�car quanto da variância é explicada
por cada um deles.
Para este caso, são agrupados todos os valores observados referente a um único fator,
desconsiderando os demais fatores, e a mesma fórmula da SQM é aplicada. Considerando a
lubri�cação como Fator A, a velocidade como Fator B, o avanço como Fator C, e a Profun-
didade como Fator D, teremos:
SQA =a=4∑i=1
24(yk − y)2 (2.9)
SQB =b=2∑i=1
48(yk − y)2 (2.10)
SQC =c=2∑i=1
48(yk − y)2 (2.11)
SQD =d=2∑i=1
48(yk − y)2 (2.12)
Soma de Quadrados da interação: Informa o quanto da variação é explicada pela
interação dos fatores, e é composta pelas somas de quadrados:
SQ1 = SQAB+SQAC+SQAD+SQBC+SQBD+SQCD+SQABC+SQABD+SQACD+SQBCD+SQABCD
(2.13)
Esse cálculo é mais complexo, sendo recomendado o uso de software estatístico para
cálculo com mais de dois fatores. Assim, a soma de quadrados do modelo total é dada pela
soma de quadrados de cada fator mais a soma de quadrados da interação desses fatores:
SQM = SQA + SQB + SQC + SQD + SQ1 (2.14)
Soma de Quadrados do Erro: Informa o quanto da variação total não pode ser explicada
pelo modelo, ou seja, é a quantidade de variação causada por fatores externos não controlados
(ruídos).
SQE = SQT − SQM (2.15)
Que também pode ser calculada através da fórmula:
SQE =n∑
i=1
(yi − yk)2 (2.16)
Em que:
yi= Valor observado
yk= Média de cada tratamento (grupo)
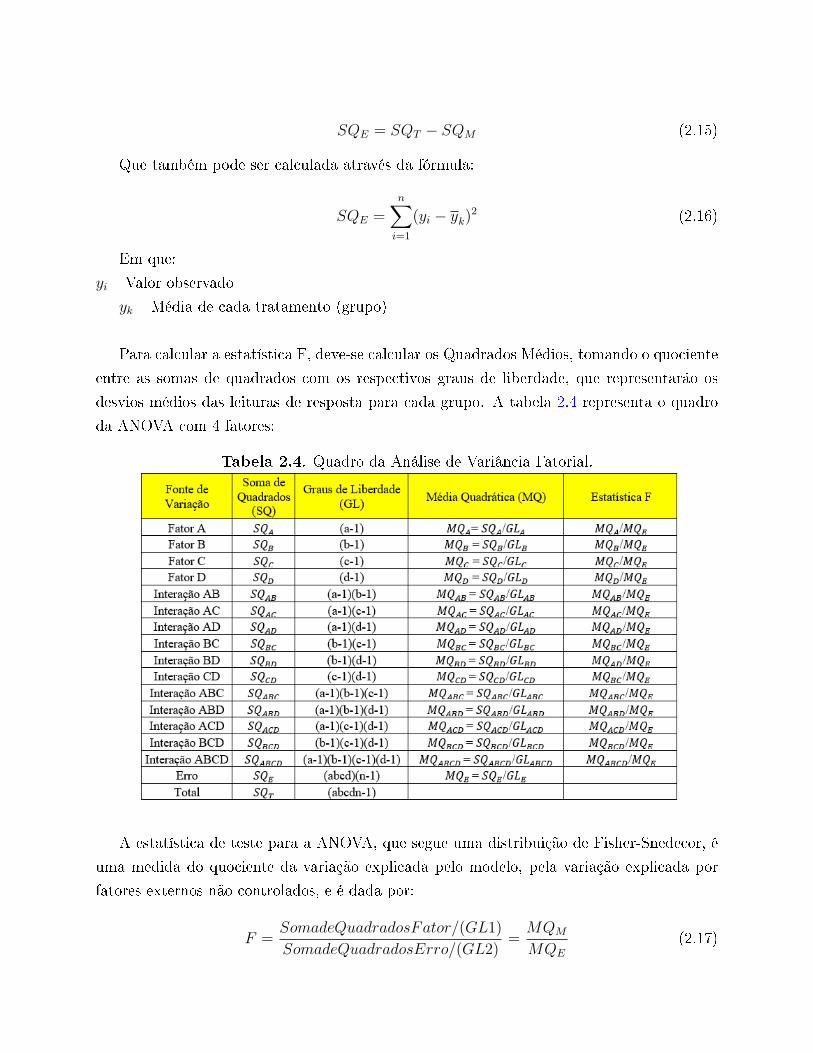
Para calcular a estatística F, deve-se calcular os Quadrados Médios, tomando o quociente
entre as somas de quadrados com os respectivos graus de liberdade, que representarão os
desvios médios das leituras de resposta para cada grupo. A tabela 2.4 representa o quadro
da ANOVA com 4 fatores:
Tabela 2.4. Quadro da Análise de Variância Fatorial.
A estatística de teste para a ANOVA, que segue uma distribuição de Fisher-Snedecor, é
uma medida do quociente da variação explicada pelo modelo, pela variação explicada por
fatores externos não controlados, e é dada por:
F =SomadeQuadradosFator/(GL1)
SomadeQuadradosErro/(GL2)=MQM
MQE
(2.17)
Esta fórmula deve ser aplicada para o cálculo do efeito de cada um dos fatores do estudo
(lubri�cação, velocidade, avanço e profundidade), bem como a interação entre eles que é
calculada através da equação:
F =SomadeQuadradosInterao/(GL1)
SomadeQuadradosErro/(GL2)=MQ1
MQE
(2.18)
O valor crítico de F, chamado de F_crtico, é obtido em função dos graus de liberdade
do numerador (GL1), graus de liberdade do denominador (GL2) e o nível de signi�cância
(α) desejado.
Se F_observado > F_crtico, deve-se rejeitar a hipótese nula, ou seja, hipótese de igual-
dade desse fator, o que indica que este fator ou interação de fatores está sendo signi�cativo
para o processo, pois sua média difere da que se apresenta entre outros grupos.
O mesmo resultado pode ser analisado através do p-valor. Se o p-valor for menor do que
o nível de signi�cância (α) estabelecido, rejeita-se a hipótese nula. Caso contrário, não há
evidências para se rejeitar a hipótese nula, não sendo possível a�rmar que os tratamentos
sejam diferentes.
2.10.4 Análise de Signi�cância dos Efeitos
A signi�cância das variáveis de entrada nos resultados encontrados nas variáveis de saída,
são chamadas de efeitos. A relevância desses efeitos decorrentes das interações dos fatores
pode ser calculado de forma numérica através da Equação matricial 2.19.
Yn = X tY (2.19)
Onde:
Yn = Valor da signi�cância
X = Matriz do coe�ciente de contraste
Y = Matriz dos resultados
O erro padrão dos efeitos (Sefeito) é determinado segundo a equação 2.20
S_efeitos =
√s2
Nn(2.20)
Onde: Sefeito = Erro padrão dos efeitos S2 = Média aritmética das variância Nn =
Número de repetições para cada ensaio
A média variância é calculada através da equação 2.22.

S2 =v1S
21 + v2S
22 + ...+ vS1N
2
v1 + v2 + ...+ vN(2.21)
Onde:
v = Número de graus de liberdade
2.10.5 Matriz de Correlação
A Matriz de Correlação possibilita a análise simultânea da associação entre variáveis, e
pode ser calculada através do coe�ciente de Pearson. O coe�ciente de correlação de Pearson
entre duas variáveis pode ser calculado por:
ρ =
∑ni=1 (xi − x)(yi − y)√∑n
i=1(xi − x2)√∑n
i=1(xi − x2)=
cov(X, Y )√var(x)var(y)
(2.22)
Esse coe�ciente mede o grau e a direção da correlação entre duas variáveis, assumindo
apenas valores entre +1 e -1. O sinal indica a direção, se a correlação é positiva ou negativa,
e o valor indica a força da correlação, sendo:
ρ=1 uma correlação perfeita;
ρ >= 0,9 uma correlação muito forte;
0,7 >= ρ >= 0,9 uma correlação forte;
0,5 <= ρ <= 0,7 uma correlação moderada;
ρ < 0,5 uma correlação fraca;
ρ = 0 uma correlação linear inexistente.
3 Procedimentos Experimentais
3.1 Aspectos Gerais
Neste capítulo são apresentados os procedimentos experimentais adotados para a rea-
lização dos ensaios propostos no trabalho de conclusão de curso. Os procedimentos são
compostos pelas seguintes etapas:
Ensaio de Força de Usinagem
• Ensaio de Força de Usinagem a Seco
• Ensaio de Força de Usinagem com Aplicação de MQL Parafínico
• Ensaio de Força de Usinagem com Aplicação de Jorro
Ensaio de Acabamento
• Ensaio de Acabamento Super�cial a Seco
• Ensaio de Força de Usinagem com Aplicação de MQL Naftênico
• Ensaio de Força de Usinagem com Aplicação de MQL Parafínico
• Ensaio de Força de Usinagem com Aplicação de Jorro
O organograma da 3.1 mostra a metodologia de trabalho proposta para atingir os obje-
tivos informados no capítulo 1. O trabalho proposto iniciou-se com o fresamento frontal do
aço SAE 8640 a �m de se medir o acabamento super�cial com aplicação de lubri�cação em
jorro, a seco, MQL parafínico e MQL naftênico. posteriormente a força de usinagem, tanto
a seco, MQL parafínico e jorro.
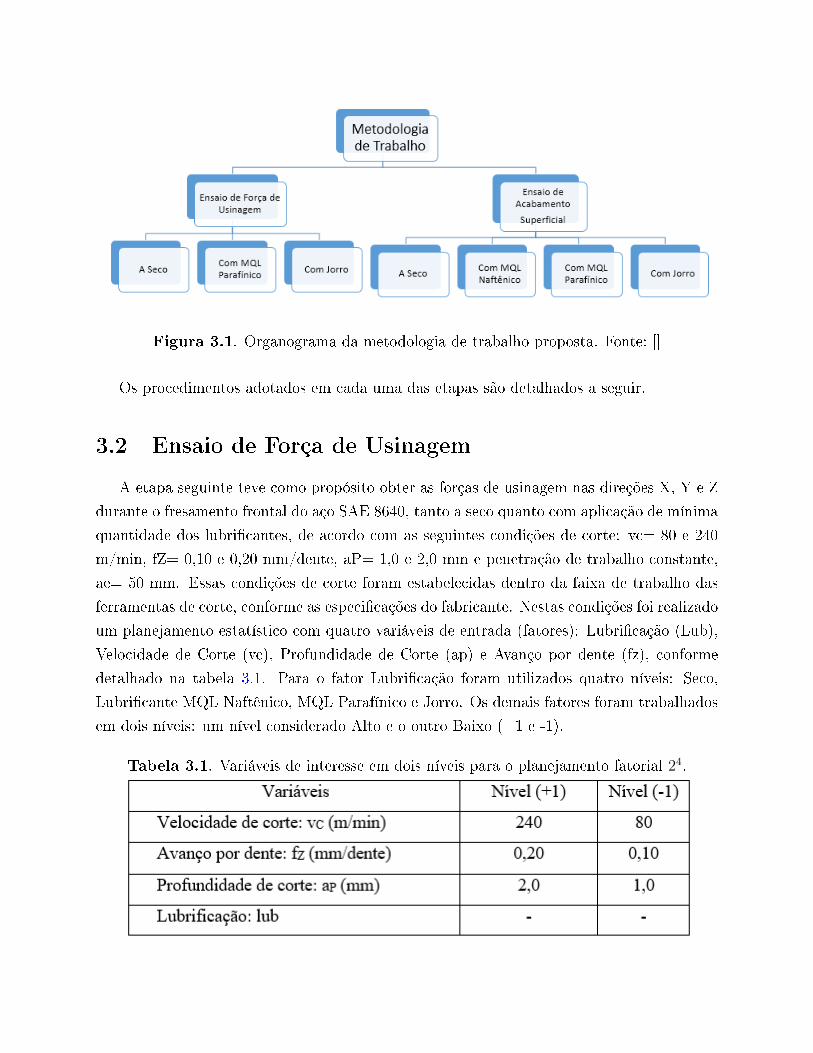
Figura 3.1. Organograma da metodologia de trabalho proposta. Fonte: []
Os procedimentos adotados em cada uma das etapas são detalhados a seguir.
3.2 Ensaio de Força de Usinagem
A etapa seguinte teve como propósito obter as forças de usinagem nas direções X, Y e Z
durante o fresamento frontal do aço SAE 8640, tanto a seco quanto com aplicação de mínima
quantidade dos lubri�cantes, de acordo com as seguintes condições de corte: vc= 80 e 240
m/min, fZ= 0,10 e 0,20 mm/dente, aP= 1,0 e 2,0 mm e penetração de trabalho constante,
ae= 50 mm. Essas condições de corte foram estabelecidas dentro da faixa de trabalho das
ferramentas de corte, conforme as especi�cações do fabricante. Nestas condições foi realizado
um planejamento estatístico com quatro variáveis de entrada (fatores): Lubri�cação (Lub),
Velocidade de Corte (vc), Profundidade de Corte (ap) e Avanço por dente (fz), conforme
detalhado na tabela 3.1. Para o fator Lubri�cação foram utilizados quatro níveis: Seco,
Lubri�cante MQL Naftênico, MQL Parafínico e Jorro. Os demais fatores foram trabalhados
em dois níveis: um nível considerado Alto e o outro Baixo (+1 e -1).
Tabela 3.1. Variáveis de interesse em dois níveis para o planejamento fatorial 24.
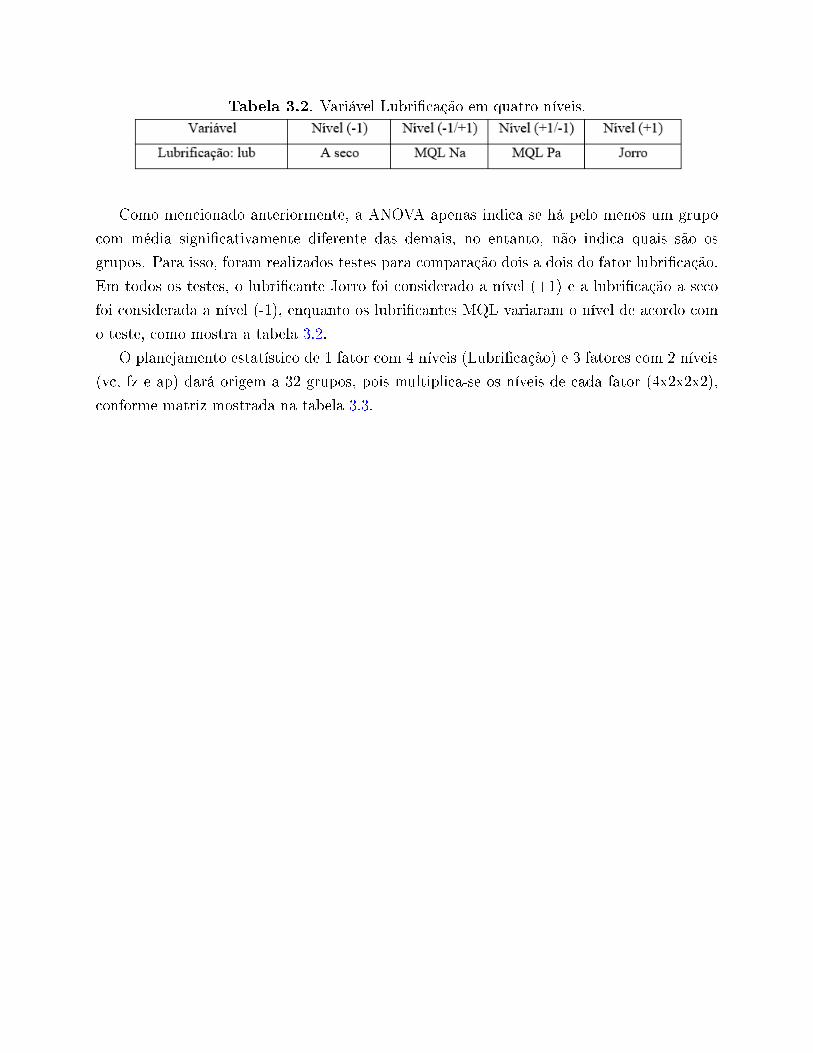
Tabela 3.2. Variável Lubri�cação em quatro níveis.
Como mencionado anteriormente, a ANOVA apenas indica se há pelo menos um grupo
com média signi�cativamente diferente das demais, no entanto, não indica quais são os
grupos. Para isso, foram realizados testes para comparação dois a dois do fator lubri�cação.
Em todos os testes, o lubri�cante Jorro foi considerado a nível (+1) e a lubri�cação a seco
foi considerada a nível (-1), enquanto os lubri�cantes MQL variaram o nível de acordo com
o teste, como mostra a tabela 3.2.
O planejamento estatístico de 1 fator com 4 níveis (Lubri�cação) e 3 fatores com 2 níveis
(vc, fz e ap) dará origem a 32 grupos, pois multiplica-se os níveis de cada fator (4x2x2x2),
conforme matriz mostrada na tabela 3.3.
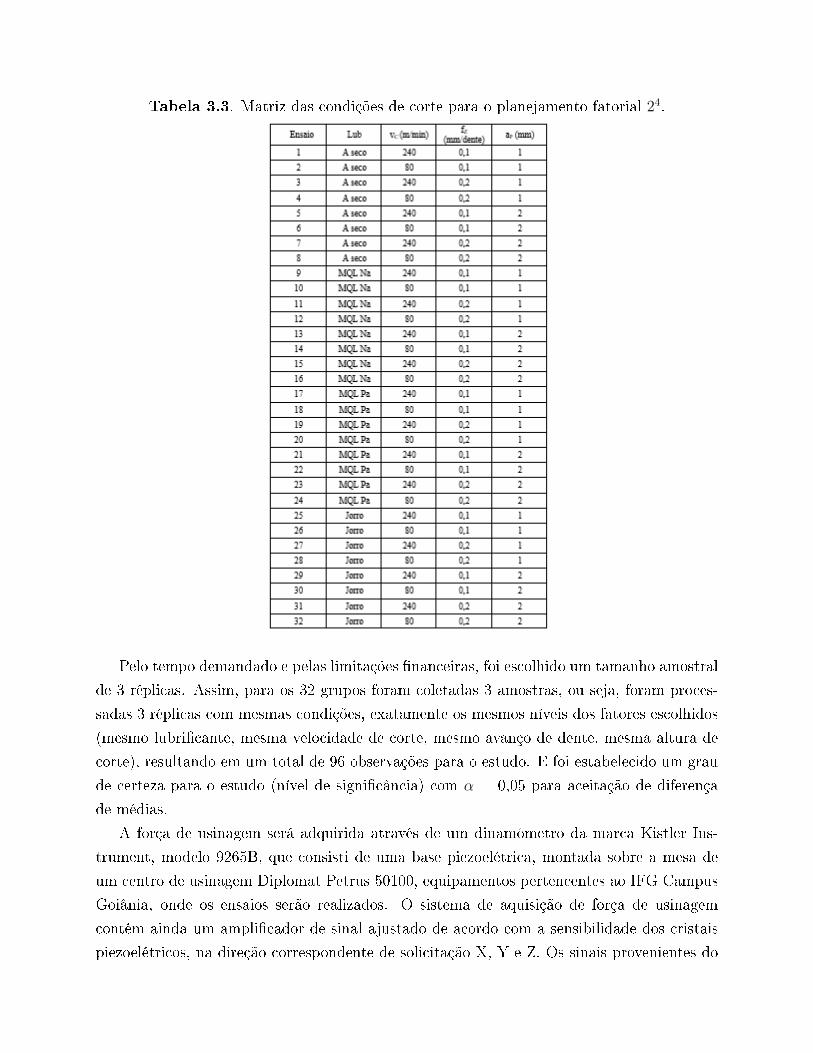
Tabela 3.3. Matriz das condições de corte para o planejamento fatorial 24.
Pelo tempo demandado e pelas limitações �nanceiras, foi escolhido um tamanho amostral
de 3 réplicas. Assim, para os 32 grupos foram coletadas 3 amostras, ou seja, foram proces-
sadas 3 réplicas com mesmas condições, exatamente os mesmos níveis dos fatores escolhidos
(mesmo lubri�cante, mesma velocidade de corte, mesmo avanço de dente, mesma altura de
corte), resultando em um total de 96 observações para o estudo. E foi estabelecido um grau
de certeza para o estudo (nível de signi�cância) com α = 0,05 para aceitação de diferença
de médias.
A força de usinagem será adquirida através de um dinamômetro da marca Kistler Ins-
trument, modelo 9265B, que consisti de uma base piezoelétrica, montada sobre a mesa de
um centro de usinagem Diplomat Petrus 50100, equipamentos pertencentes ao IFG Campus
Goiânia, onde os ensaios serão realizados. O sistema de aquisição de força de usinagem
contém ainda um ampli�cador de sinal ajustado de acordo com a sensibilidade dos cristais
piezoelétricos, na direção correspondente de solicitação X, Y e Z. Os sinais provenientes do

ampli�cador são recebidos, convertidos e armazenados em um computador que contém uma
placa de aquisição da National Instruments e o Software Labview. A taxa de aquisição de
dados utilizada será de 1000 pontos por segundo, serão realizadas três medições de força para
cada condição de corte estabelecida na tabela 3.2. Os sinais de força adquiridos nas direções
X, Y e Z serão tratados por meio de uma medida estatística, o valor quadrático médio do si-
nal (RMS - Root Mean Square), ou seja, a raiz quadrada da média aritmética dos quadrados
dos valores de força adquiridos na frequência de execução dos ensaios. Ainda para a análise
estatística dos resultados de força de usinagem obtidos na execução das condições de corte
mostradas na Tabela 3.2, será utilizado o software Action Stat.
As ferramentas de corte utilizadas nos ensaios serão quatro insertos de metal duro da
classe P revestidos de Al2O3 + TiN por MTCVD com quatro arestas de corte fabricados
pela Sandvik, especi�cação 490R-140408M-PM 4240. Para alojar os insertos de metal duro
será utilizado um suporte porta-ferramentas de aço endurecido com diâmetro de 50 mm
e quatro alojamentos fabricado pela Sandvik, especi�cação Coromill 490-050Q22-14M. Os
insertos e o suporte porta-ferramentas pertencem ao Laboratório de Processos de Fabricação
da UnB-FGA. A �gura 3.2 mostra os insertos de metal duro que serão utilizados nos ensaios
de força de usinagem, e o detalhe de um inserto montado no suporte porta-ferramentas.
Figura 3.2. Insertos de metal duro da classe ISO P para fresamento de aços. Fonte: []
Os corpos de prova de aço SAE 8640 que serão utilizados nos ensaios de força de usinagem
são mostrados na �gura 3.3, tendo como dimensões 50 x 100 x 150 mm, e foram apenas
bene�ciados pela Gerdau e doados pelo Senai-Ítalo Bologna de Goiânia, confeccionados por
conformação mecânica através do processo de laminação, sem tratamento térmico posterior.
Figura 3.3. Corpos de prova de aço SAE 8640. Fonte: []
Nos ensaios de força de usinagem com aplicação do método de minima quantidade de
lubri�cante será utilizado um nebulizador com dois bocais de aplicação, com variação de
pressão de 0,5 a 6,0 bar, fabricado pela Acculube, equipamento pertencente ao IFG Campus
Goiânia.
3.3 Ensaio de Acabamento Super�cial
No ensaio de acabamento super�cial o objetivo é obter a rugosidade da superfície fresada,
tanto a seco quanto com aplicação de mínima quantidade de lubri�cante, aplicando a mesma
metodologia proposta no item 3.2, utilizando planejamento estatístico com quatro variáveis
de entrada (Lub, vc, ap e fz). Quatro níveis para lubri�cante e dois níveis para os demais
fatores com quatro variáveis de entrada (Lub, vc, ap e fz), gerando 32 combinações de
usinagem.
Após o fresamento frontal do corpo de prova de aço SAE 8640, para cada condição
de corte mostrada na tabela 3.2, serão obtidos os parâmetros de rugosidade da superfície
usinada, de�nidos como:
• Ra - desvio aritmético médio da superfície;
As medições dos parâmetros de rugosidade Ra serão executadas conforme recomendações
da Norma NBR ISO 4287/2002 que de�ne os termos para especi�cação da rugosidade. A
norma utilizada na con�guração do rugosímetro para aquisição dos parâmetros de rugosidade
será a ISO 1997 com comprimento de amostragem de 0,8 mm. Serão realizadas três medições
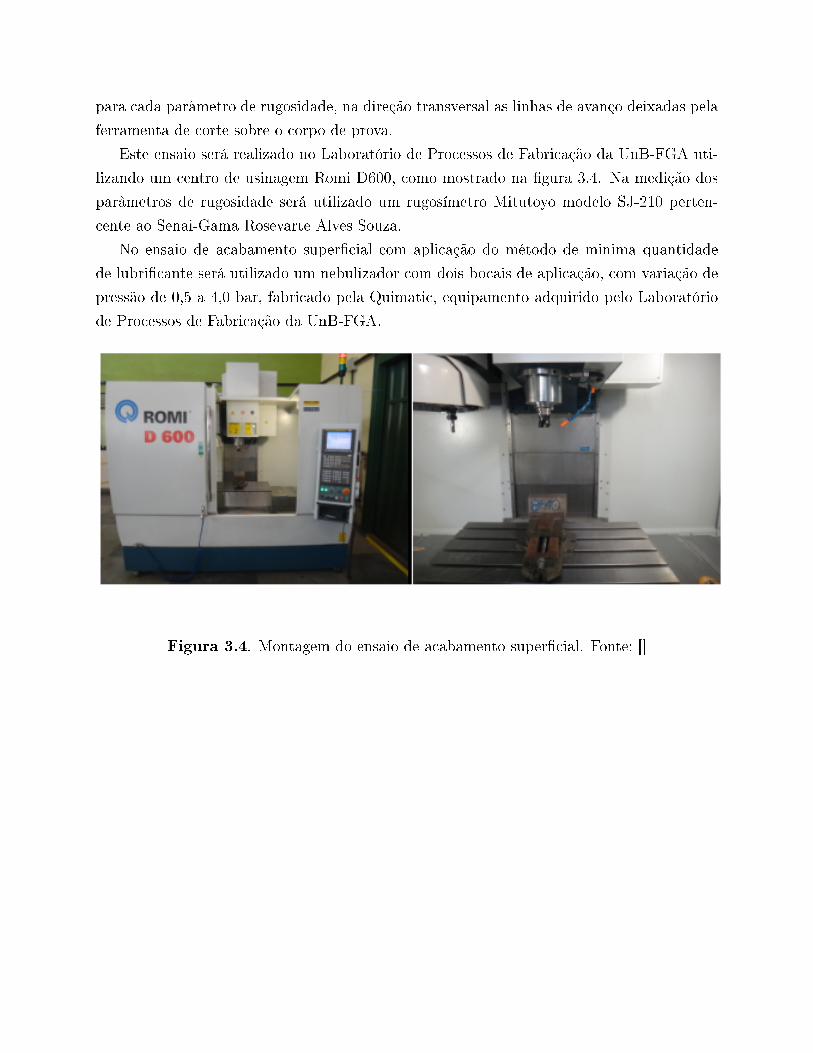
para cada parâmetro de rugosidade, na direção transversal as linhas de avanço deixadas pela
ferramenta de corte sobre o corpo de prova.
Este ensaio será realizado no Laboratório de Processos de Fabricação da UnB-FGA uti-
lizando um centro de usinagem Romi D600, como mostrado na �gura 3.4. Na medição dos
parâmetros de rugosidade será utilizado um rugosímetro Mitutoyo modelo SJ-210 perten-
cente ao Senai-Gama Rosevarte Alves Souza.
No ensaio de acabamento super�cial com aplicação do método de minima quantidade
de lubri�cante será utilizado um nebulizador com dois bocais de aplicação, com variação de
pressão de 0,5 a 4,0 bar, fabricado pela Quimatic, equipamento adquirido pelo Laboratório
de Processos de Fabricação da UnB-FGA.
Figura 3.4. Montagem do ensaio de acabamento super�cial. Fonte: []
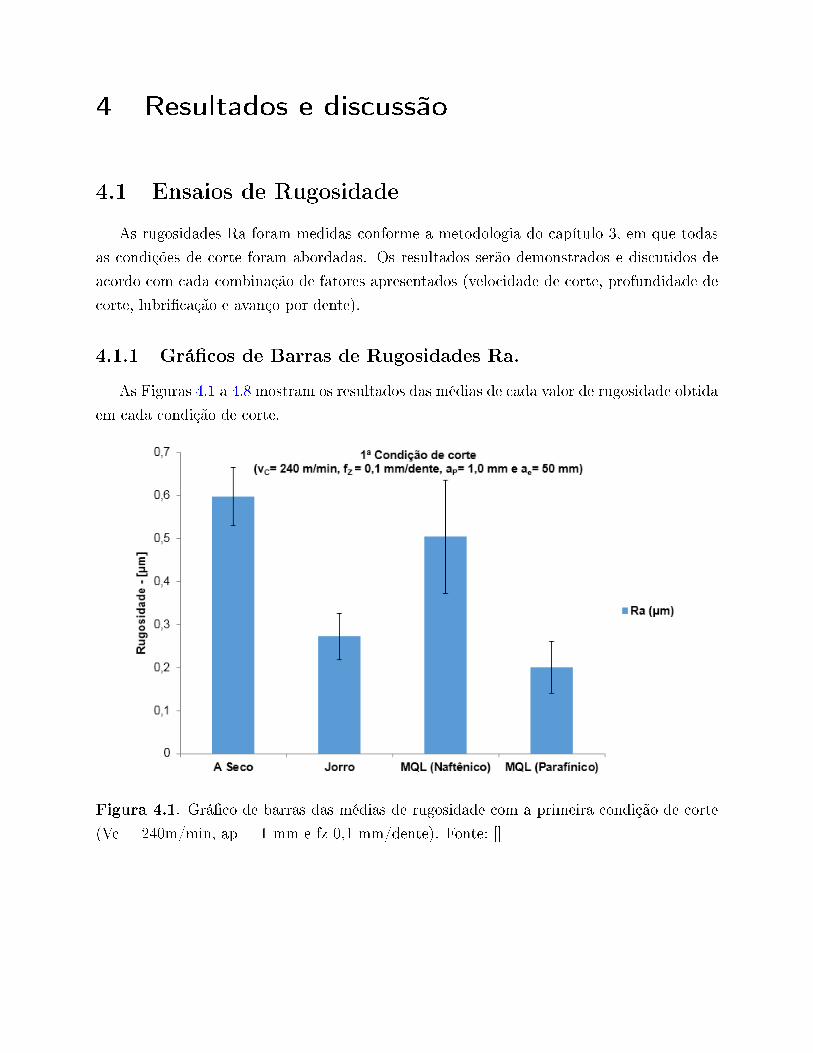
4 Resultados e discussão
4.1 Ensaios de Rugosidade
As rugosidades Ra foram medidas conforme a metodologia do capítulo 3, em que todas
as condições de corte foram abordadas. Os resultados serão demonstrados e discutidos de
acordo com cada combinação de fatores apresentados (velocidade de corte, profundidade de
corte, lubri�cação e avanço por dente).
4.1.1 Grá�cos de Barras de Rugosidades Ra.
As Figuras 4.1 a 4.8 mostram os resultados das médias de cada valor de rugosidade obtida
em cada condição de corte.
Figura 4.1. Grá�co de barras das médias de rugosidade com a primeira condição de corte
(Vc = 240m/min, ap = 1 mm e fz 0,1 mm/dente). Fonte: []
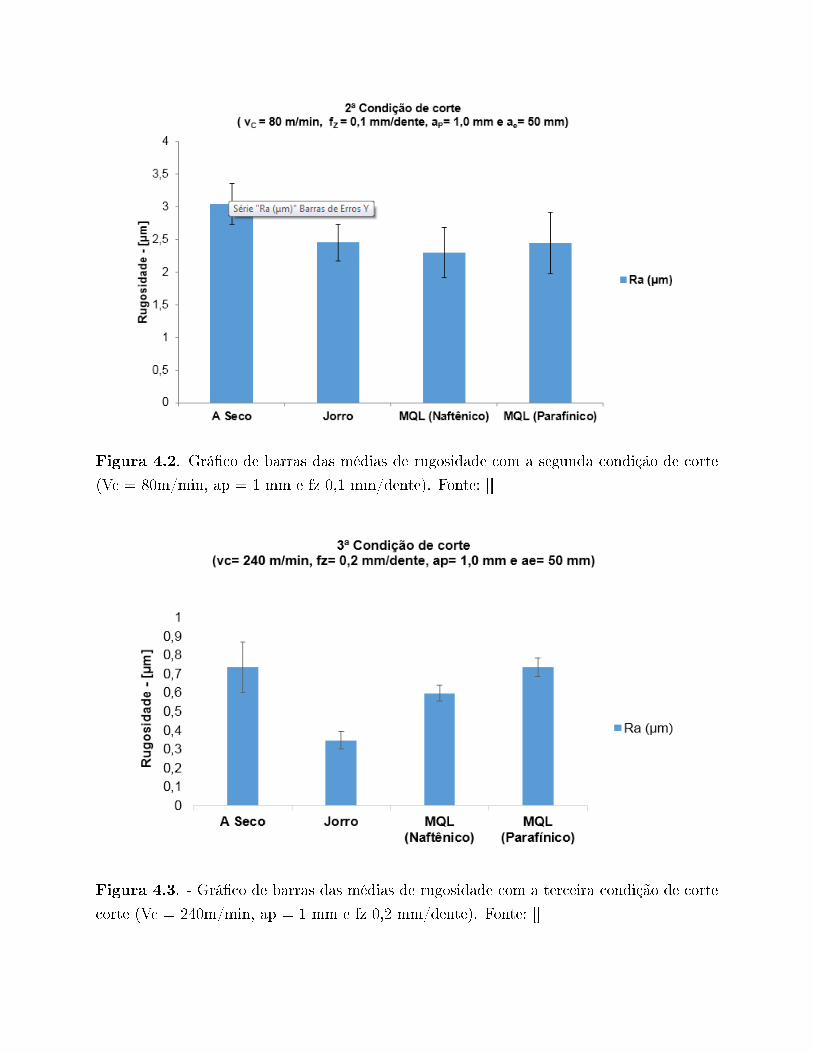
Figura 4.2. Grá�co de barras das médias de rugosidade com a segunda condição de corte
(Vc = 80m/min, ap = 1 mm e fz 0,1 mm/dente). Fonte: []
Figura 4.3. - Grá�co de barras das médias de rugosidade com a terceira condição de corte
corte (Vc = 240m/min, ap = 1 mm e fz 0,2 mm/dente). Fonte: []
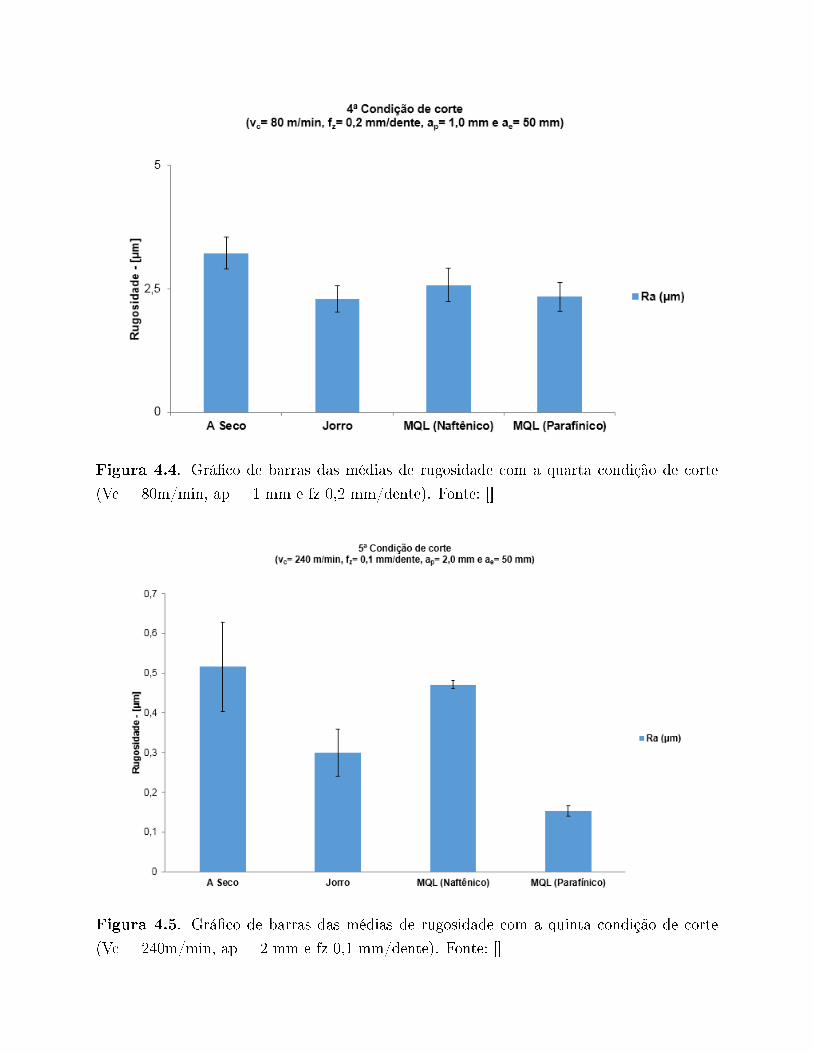
Figura 4.4. Grá�co de barras das médias de rugosidade com a quarta condição de corte
(Vc = 80m/min, ap = 1 mm e fz 0,2 mm/dente). Fonte: []
Figura 4.5. Grá�co de barras das médias de rugosidade com a quinta condição de corte
(Vc = 240m/min, ap = 2 mm e fz 0,1 mm/dente). Fonte: []
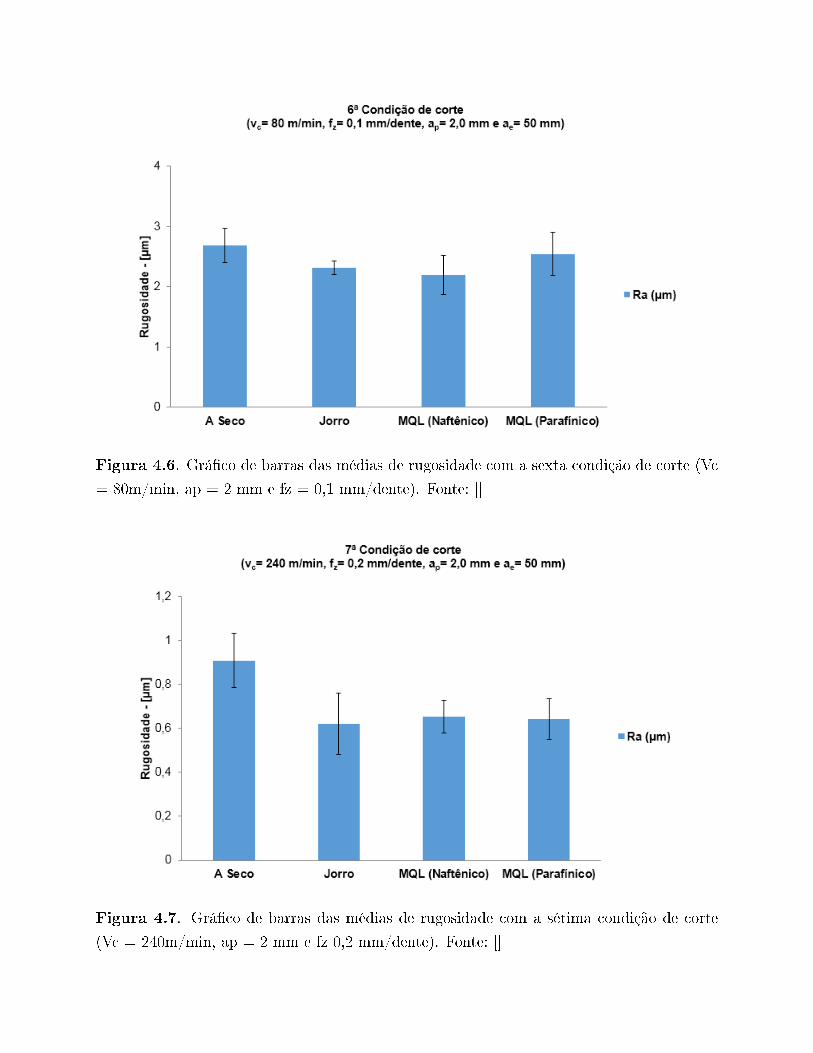
Figura 4.6. Grá�co de barras das médias de rugosidade com a sexta condição de corte (Vc
= 80m/min, ap = 2 mm e fz = 0,1 mm/dente). Fonte: []
Figura 4.7. Grá�co de barras das médias de rugosidade com a sétima condição de corte
(Vc = 240m/min, ap = 2 mm e fz 0,2 mm/dente). Fonte: []
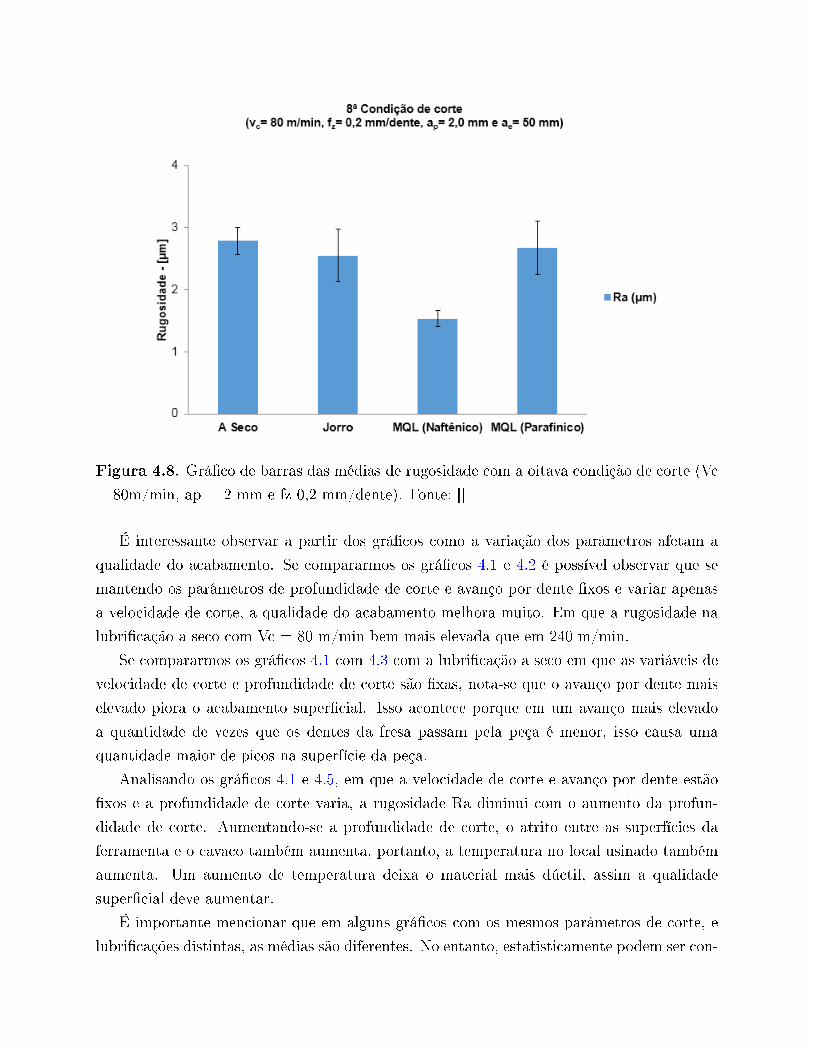
Figura 4.8. Grá�co de barras das médias de rugosidade com a oitava condição de corte (Vc
= 80m/min, ap = 2 mm e fz 0,2 mm/dente). Fonte: []
É interessante observar a partir dos grá�cos como a variação dos parâmetros afetam a
qualidade do acabamento. Se compararmos os grá�cos 4.1 e 4.2 é possível observar que se
mantendo os parâmetros de profundidade de corte e avanço por dente �xos e variar apenas
a velocidade de corte, a qualidade do acabamento melhora muito. Em que a rugosidade na
lubri�cação a seco com Vc = 80 m/min bem mais elevada que em 240 m/min.
Se compararmos os grá�cos 4.1 com 4.3 com a lubri�cação a seco em que as variáveis de
velocidade de corte e profundidade de corte são �xas, nota-se que o avanço por dente mais
elevado piora o acabamento super�cial. Isso acontece porque em um avanço mais elevado
a quantidade de vezes que os dentes da fresa passam pela peça é menor, isso causa uma
quantidade maior de picos na superfície da peça.
Analisando os grá�cos 4.1 e 4.5, em que a velocidade de corte e avanço por dente estão
�xos e a profundidade de corte varia, a rugosidade Ra diminui com o aumento da profun-
didade de corte. Aumentando-se a profundidade de corte, o atrito entre as superfícies da
ferramenta e o cavaco também aumenta, portanto, a temperatura no local usinado também
aumenta. Um aumento de temperatura deixa o material mais dúctil, assim a qualidade
super�cial deve aumentar.
É importante mencionar que em alguns grá�cos com os mesmos parâmetros de corte, e
lubri�cações distintas, as médias são diferentes. No entanto, estatisticamente podem ser con-
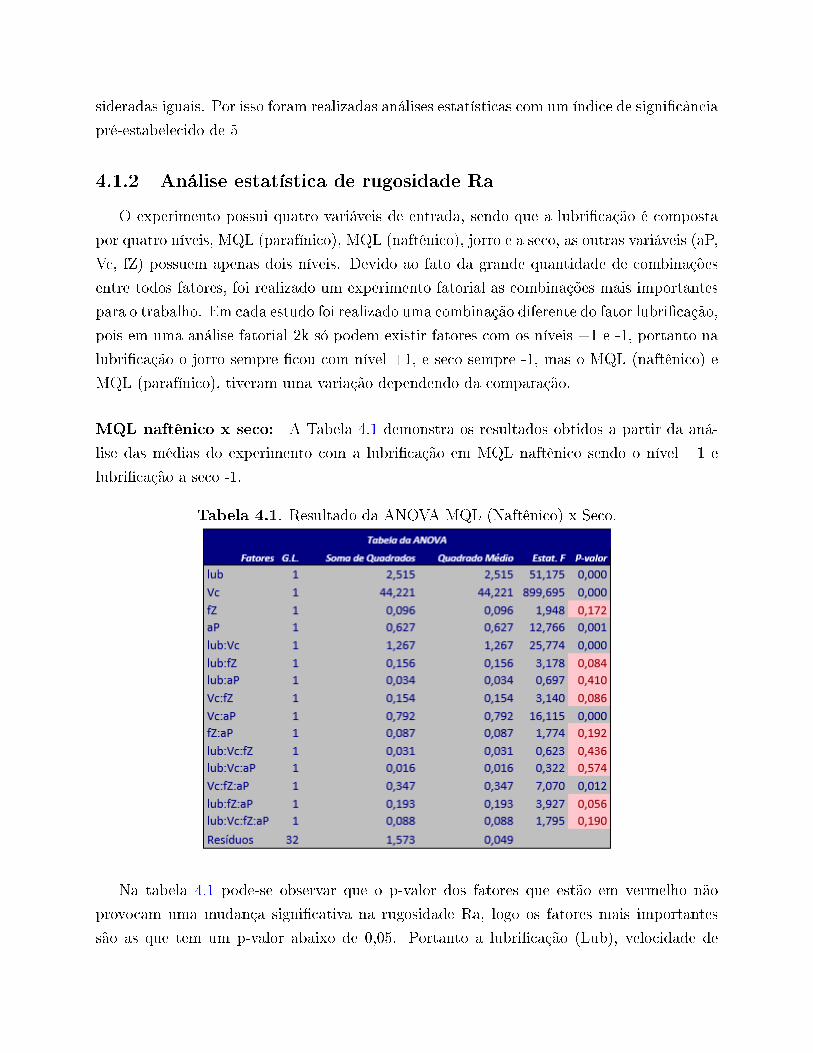
sideradas iguais. Por isso foram realizadas análises estatísticas com um índice de signi�cância
pré-estabelecido de 5
4.1.2 Análise estatística de rugosidade Ra
O experimento possui quatro variáveis de entrada, sendo que a lubri�cação é composta
por quatro níveis, MQL (parafínico), MQL (naftênico), jorro e a seco, as outras variáveis (aP,
Vc, fZ) possuem apenas dois níveis. Devido ao fato da grande quantidade de combinações
entre todos fatores, foi realizado um experimento fatorial as combinações mais importantes
para o trabalho. Em cada estudo foi realizado uma combinação diferente do fator lubri�cação,
pois em uma análise fatorial 2k só podem existir fatores com os níveis +1 e -1, portanto na
lubri�cação o jorro sempre �cou com nível +1, e seco sempre -1, mas o MQL (naftênico) e
MQL (parafínico), tiveram uma variação dependendo da comparação.
MQL naftênico x seco: A Tabela 4.1 demonstra os resultados obtidos a partir da aná-
lise das médias do experimento com a lubri�cação em MQL naftênico sendo o nível +1 e
lubri�cação a seco -1.
Tabela 4.1. Resultado da ANOVA MQL (Naftênico) x Seco.
Na tabela 4.1 pode-se observar que o p-valor dos fatores que estão em vermelho não
provocam uma mudança signi�cativa na rugosidade Ra, logo os fatores mais importantes
são as que tem um p-valor abaixo de 0,05. Portanto a lubri�cação (Lub), velocidade de
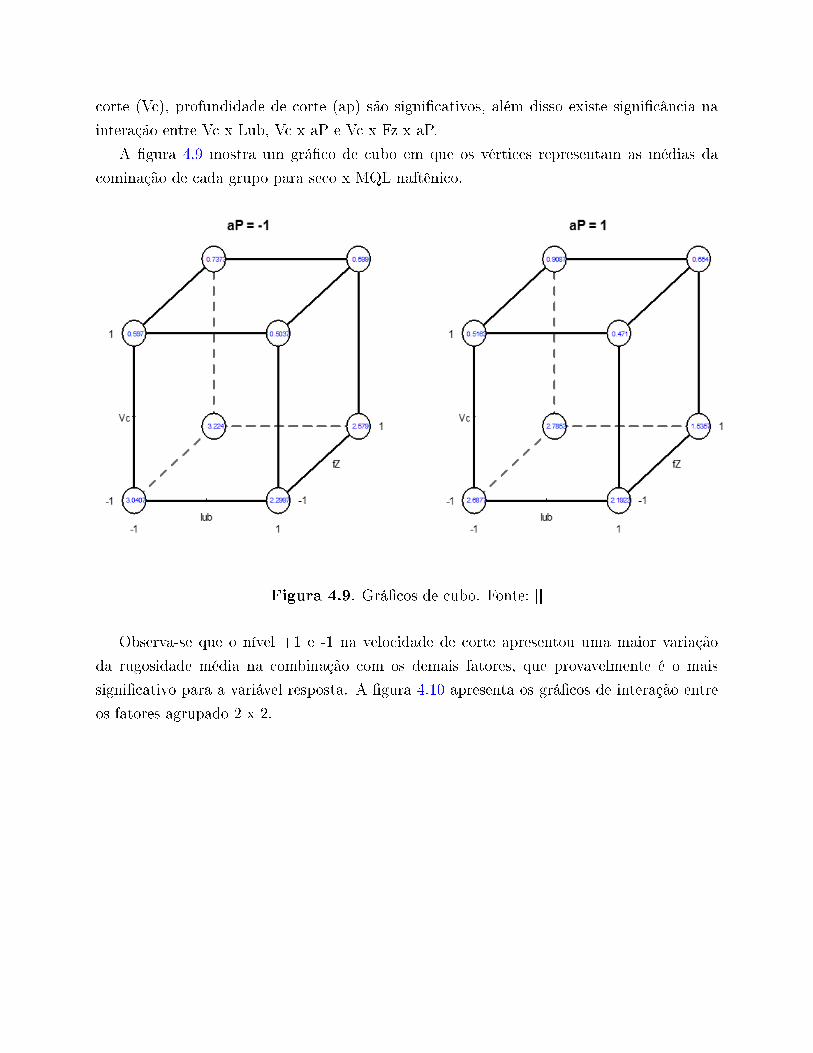
corte (Vc), profundidade de corte (ap) são signi�cativos, além disso existe signi�cância na
interação entre Vc x Lub, Vc x aP e Vc x Fz x aP.
A �gura 4.9 mostra um grá�co de cubo em que os vértices representam as médias da
cominação de cada grupo para seco x MQL naftênico.
Figura 4.9. Grá�cos de cubo. Fonte: []
Observa-se que o nível +1 e -1 na velocidade de corte apresentou uma maior variação
da rugosidade média na combinação com os demais fatores, que provavelmente é o mais
signi�cativo para a variável resposta. A �gura 4.10 apresenta os grá�cos de interação entre
os fatores agrupado 2 x 2.
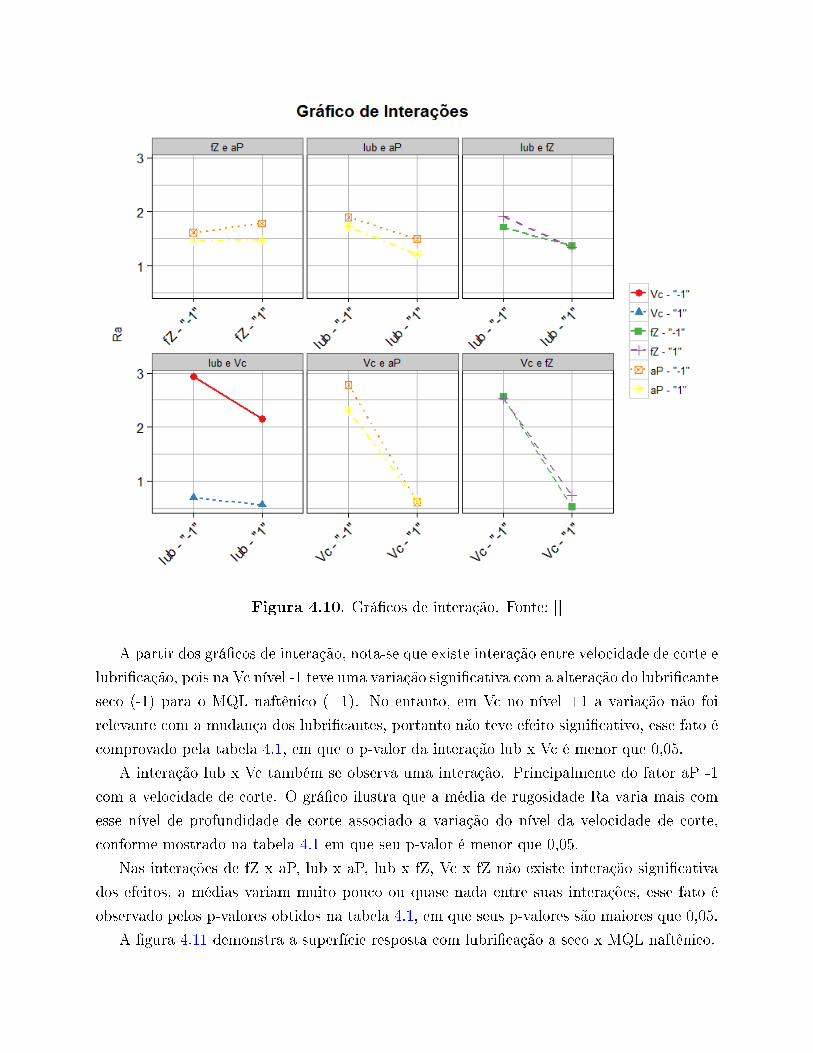
Figura 4.10. Grá�cos de interação. Fonte: []
A partir dos grá�cos de interação, nota-se que existe interação entre velocidade de corte e
lubri�cação, pois na Vc nível -1 teve uma variação signi�cativa com a alteração do lubri�cante
seco (-1) para o MQL naftênico (+1). No entanto, em Vc no nível +1 a variação não foi
relevante com a mudança dos lubri�cantes, portanto não teve efeito signi�cativo, esse fato é
comprovado pela tabela 4.1, em que o p-valor da interação lub x Vc é menor que 0,05.
A interação lub x Vc também se observa uma interação. Principalmente do fator aP -1
com a velocidade de corte. O grá�co ilustra que a média de rugosidade Ra varia mais com
esse nível de profundidade de corte associado a variação do nível da velocidade de corte,
conforme mostrado na tabela 4.1 em que seu p-valor é menor que 0,05.
Nas interações de fZ x aP, lub x aP, lub x fZ, Vc x fZ não existe interação signi�cativa
dos efeitos, a médias variam muito pouco ou quase nada entre suas interações, esse fato é
observado pelos p-valores obtidos na tabela 4.1, em que seus p-valores são maiores que 0,05.
A �gura 4.11 demonstra a superfície resposta com lubri�cação a seco x MQL naftênico.
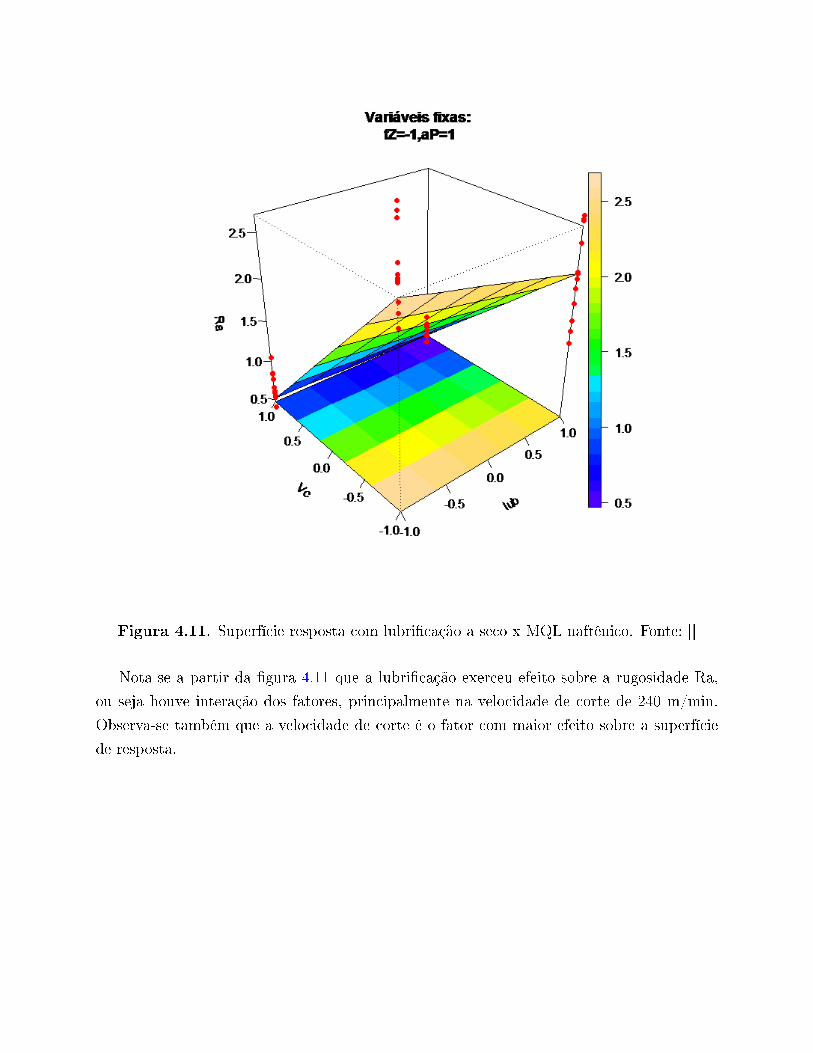
Figura 4.11. Superfície resposta com lubri�cação a seco x MQL naftênico. Fonte: []
Nota-se a partir da �gura 4.11 que a lubri�cação exerceu efeito sobre a rugosidade Ra,
ou seja houve interação dos fatores, principalmente na velocidade de corte de 240 m/min.
Observa-se também que a velocidade de corte é o fator com maior efeito sobre a superfície
de resposta.
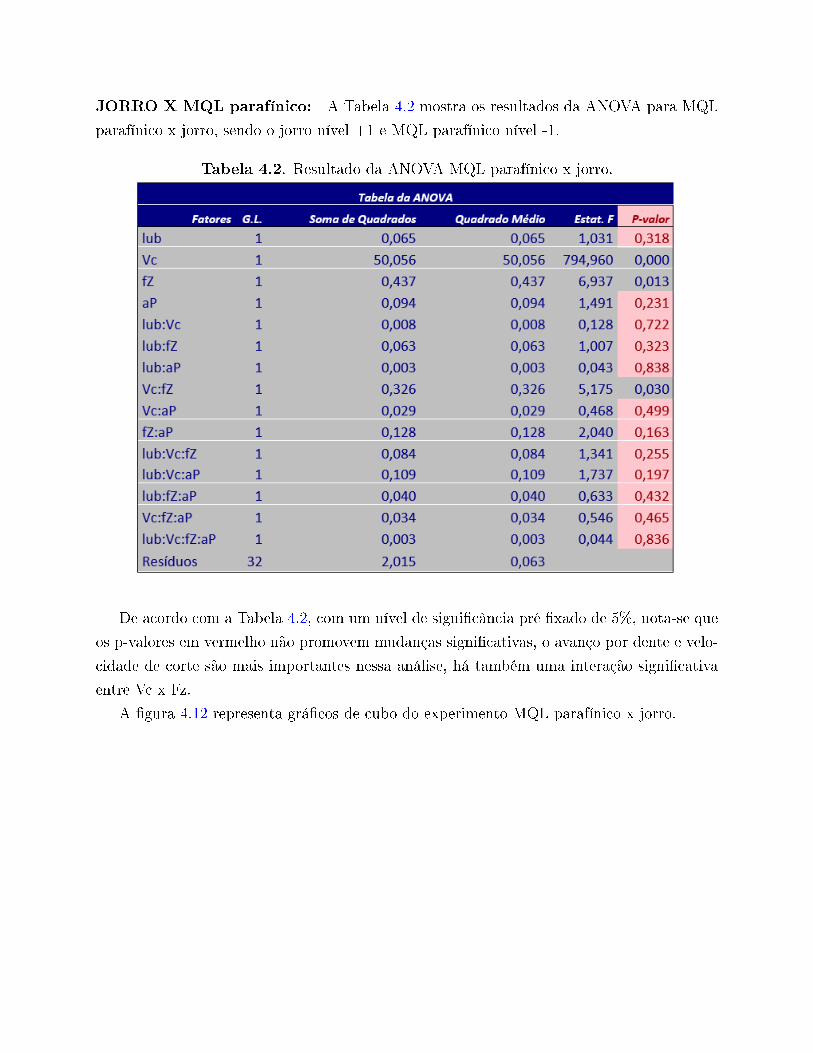
JORRO X MQL parafínico: A Tabela 4.2 mostra os resultados da ANOVA para MQL
parafínico x jorro, sendo o jorro nível +1 e MQL parafínico nível -1.
Tabela 4.2. Resultado da ANOVA MQL parafínico x jorro.
De acordo com a Tabela 4.2, com um nível de signi�cância pré �xado de 5%, nota-se que
os p-valores em vermelho não promovem mudanças signi�cativas, o avanço por dente e velo-
cidade de corte são mais importantes nessa análise, há também uma interação signi�cativa
entre Vc x Fz.
A �gura 4.12 representa grá�cos de cubo do experimento MQL parafínico x jorro.
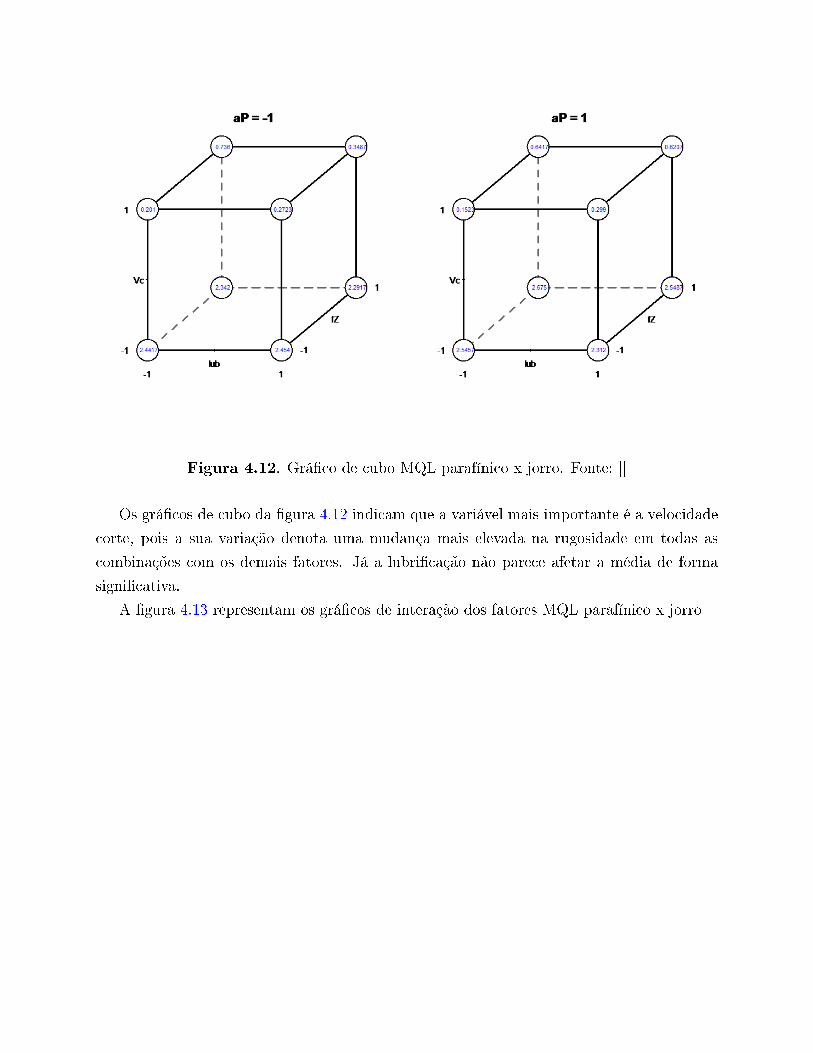
Figura 4.12. Grá�co de cubo MQL parafínico x jorro. Fonte: []
Os grá�cos de cubo da �gura 4.12 indicam que a variável mais importante é a velocidade
corte, pois a sua variação denota uma mudança mais elevada na rugosidade em todas as
combinações com os demais fatores. Já a lubri�cação não parece afetar a média de forma
signi�cativa.
A �gura 4.13 representam os grá�cos de interação dos fatores MQL parafínico x jorro
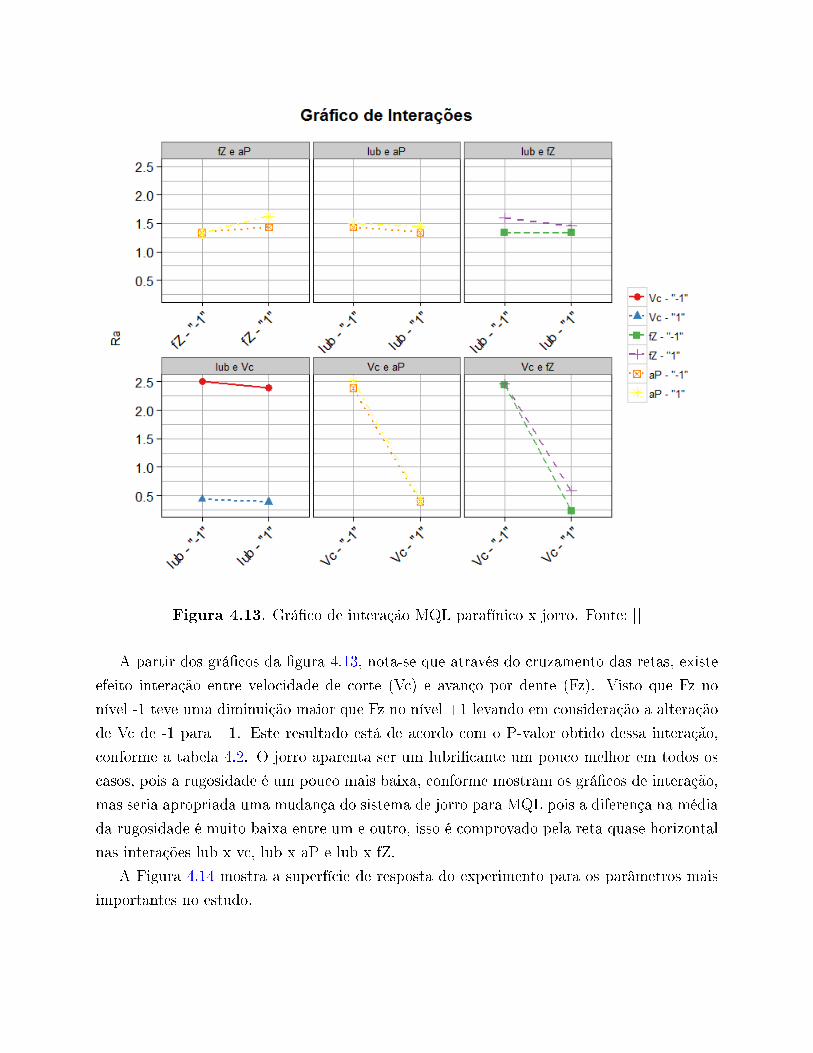
Figura 4.13. Grá�co de interação MQL parafínico x jorro. Fonte: []
A partir dos grá�cos da �gura 4.13, nota-se que através do cruzamento das retas, existe
efeito interação entre velocidade de corte (Vc) e avanço por dente (Fz). Visto que Fz no
nível -1 teve uma diminuição maior que Fz no nível +1 levando em consideração a alteração
de Vc de -1 para +1. Este resultado está de acordo com o P-valor obtido dessa interação,
conforme a tabela 4.2. O jorro aparenta ser um lubri�cante um pouco melhor em todos os
casos, pois a rugosidade é um pouco mais baixa, conforme mostram os grá�cos de interação,
mas seria apropriada uma mudança do sistema de jorro para MQL pois a diferença na média
da rugosidade é muito baixa entre um e outro, isso é comprovado pela reta quase horizontal
nas interações lub x vc, lub x aP e lub x fZ.
A Figura 4.14 mostra a superfície de resposta do experimento para os parâmetros mais
importantes no estudo.
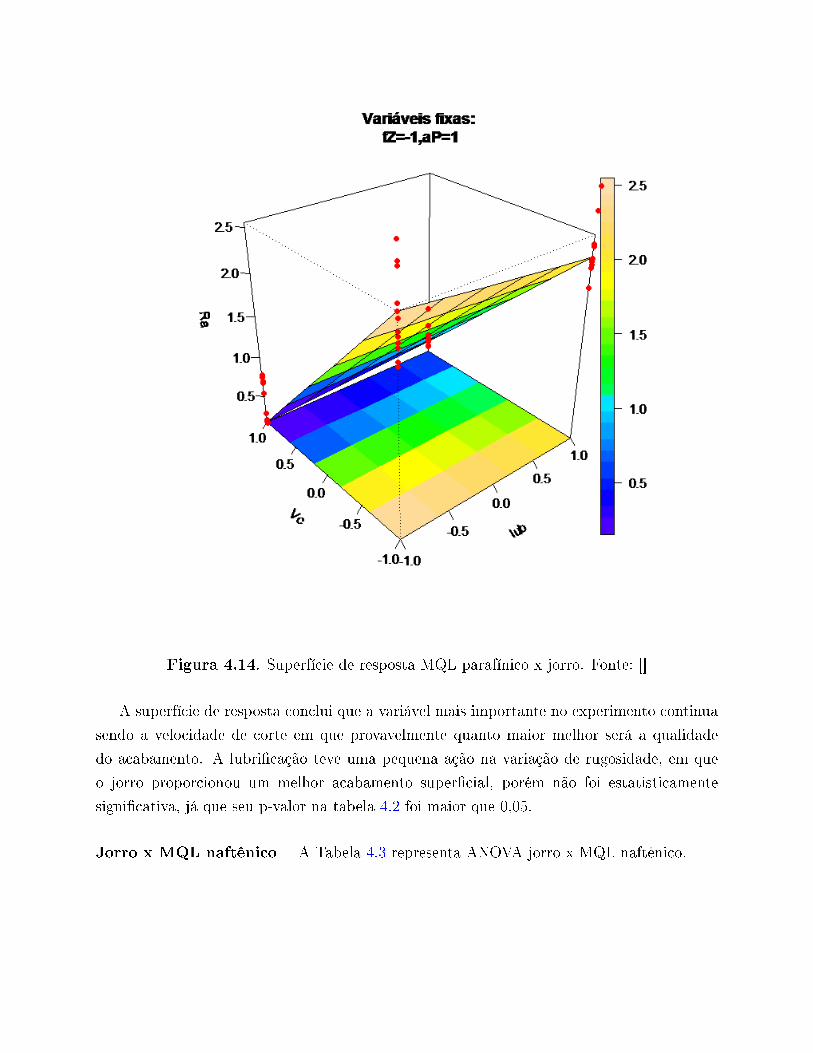
Figura 4.14. Superfície de resposta MQL parafínico x jorro. Fonte: []
A superfície de resposta conclui que a variável mais importante no experimento continua
sendo a velocidade de corte em que provavelmente quanto maior melhor será a qualidade
do acabamento. A lubri�cação teve uma pequena ação na variação de rugosidade, em que
o jorro proporcionou um melhor acabamento super�cial, porém não foi estatisticamente
signi�cativa, já que seu p-valor na tabela 4.2 foi maior que 0,05.
Jorro x MQL naftênico A Tabela 4.3 representa ANOVA jorro x MQL naftênico.
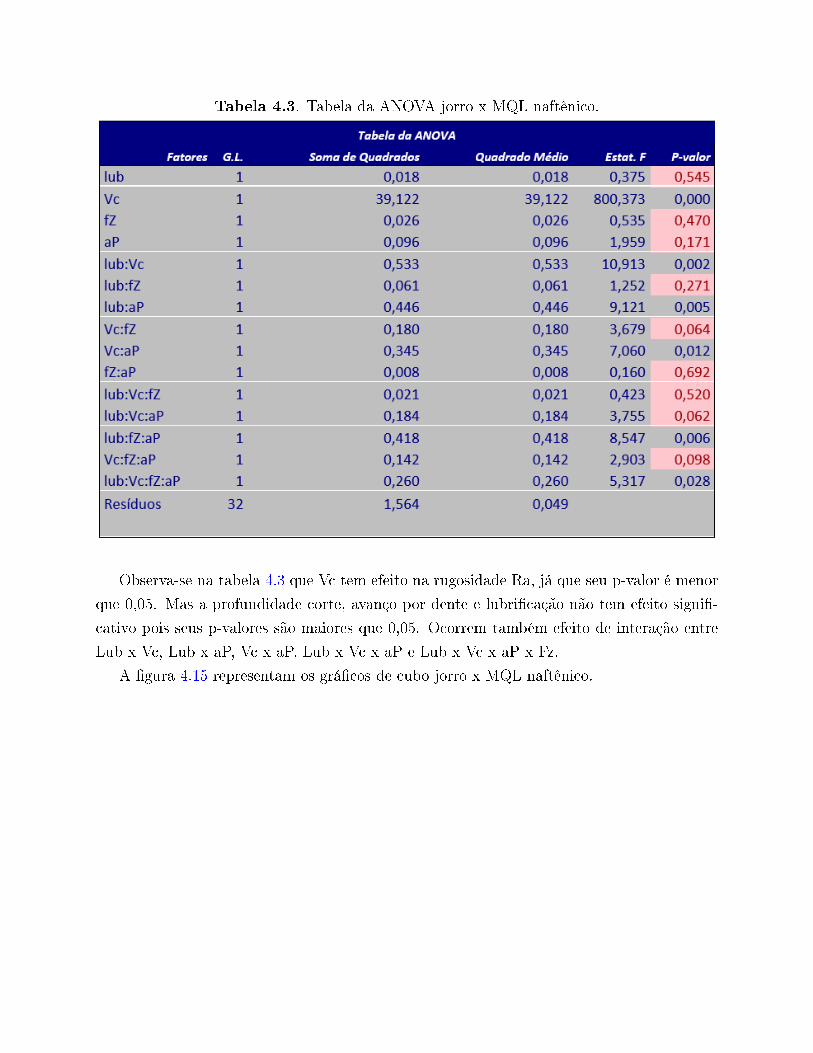
Tabela 4.3. Tabela da ANOVA jorro x MQL naftênico.
Observa-se na tabela 4.3 que Vc tem efeito na rugosidade Ra, já que seu p-valor é menor
que 0,05. Mas a profundidade corte, avanço por dente e lubri�cação não tem efeito signi�-
cativo pois seus p-valores são maiores que 0,05. Ocorrem também efeito de interação entre
Lub x Vc, Lub x aP, Vc x aP, Lub x Vc x aP e Lub x Vc x aP x Fz.
A �gura 4.15 representam os grá�cos de cubo jorro x MQL naftênico.
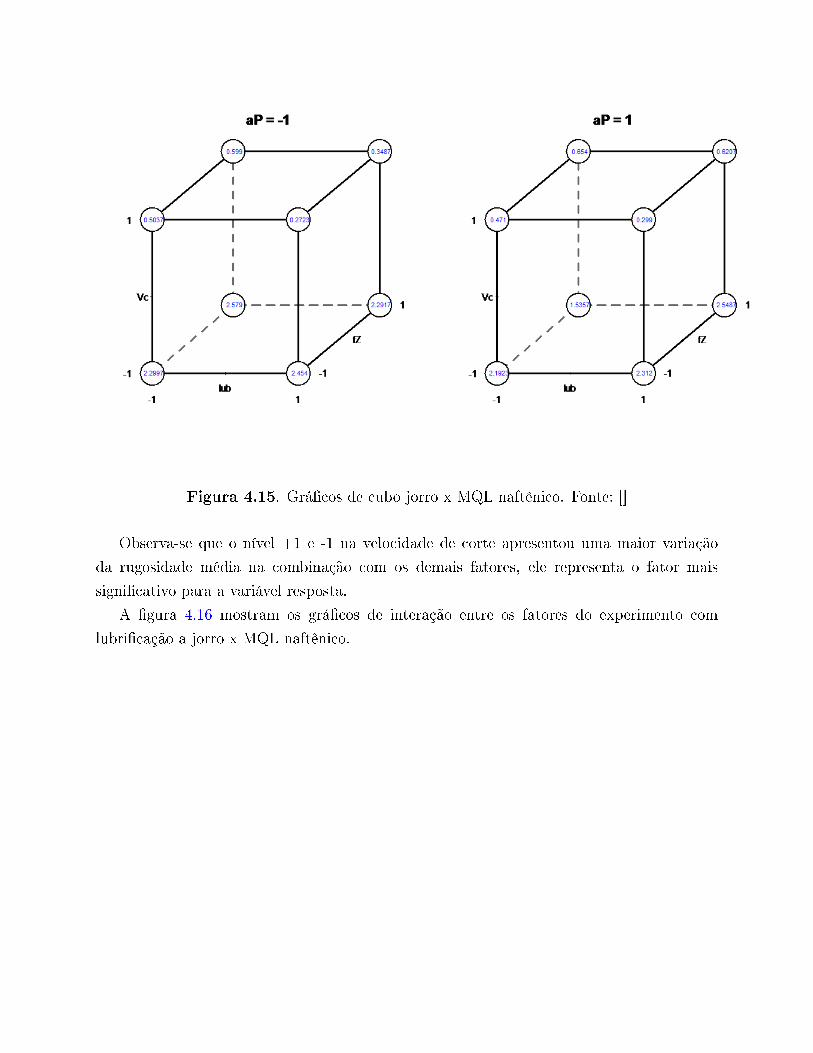
Figura 4.15. Grá�cos de cubo jorro x MQL naftênico. Fonte: []
Observa-se que o nível +1 e -1 na velocidade de corte apresentou uma maior variação
da rugosidade média na combinação com os demais fatores, ele representa o fator mais
signi�cativo para a variável resposta.
A �gura 4.16 mostram os grá�cos de interação entre os fatores do experimento com
lubri�cação a jorro x MQL naftênico.
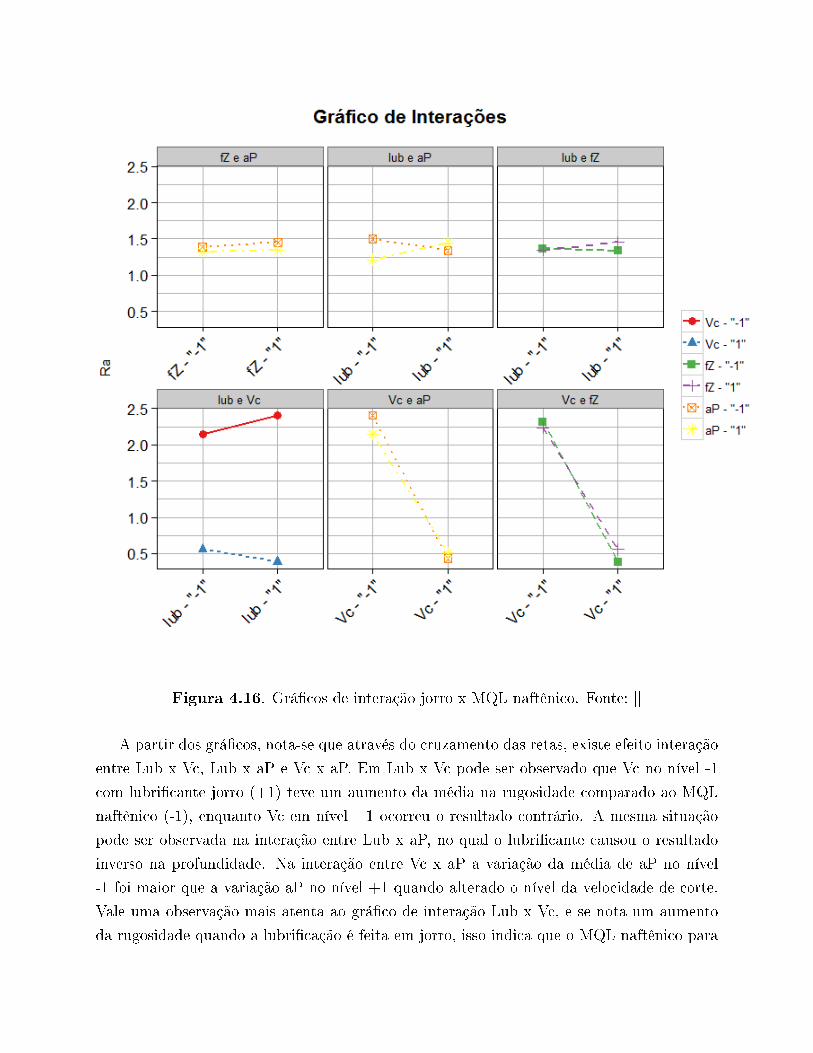
Figura 4.16. Grá�cos de interação jorro x MQL naftênico. Fonte: []
A partir dos grá�cos, nota-se que através do cruzamento das retas, existe efeito interação
entre Lub x Vc, Lub x aP e Vc x aP. Em Lub x Vc pode ser observado que Vc no nível -1
com lubri�cante jorro (+1) teve um aumento da média na rugosidade comparado ao MQL
naftênico (-1), enquanto Vc em nível +1 ocorreu o resultado contrário. A mesma situação
pode ser observada na interação entre Lub x aP, no qual o lubri�cante causou o resultado
inverso na profundidade. Na interação entre Vc x aP a variação da média de aP no nível
-1 foi maior que a variação aP no nível +1 quando alterado o nível da velocidade de corte.
Vale uma observação mais atenta ao grá�co de interação Lub x Vc, e se nota um aumento
da rugosidade quando a lubri�cação é feita em jorro, isso indica que o MQL naftênico para
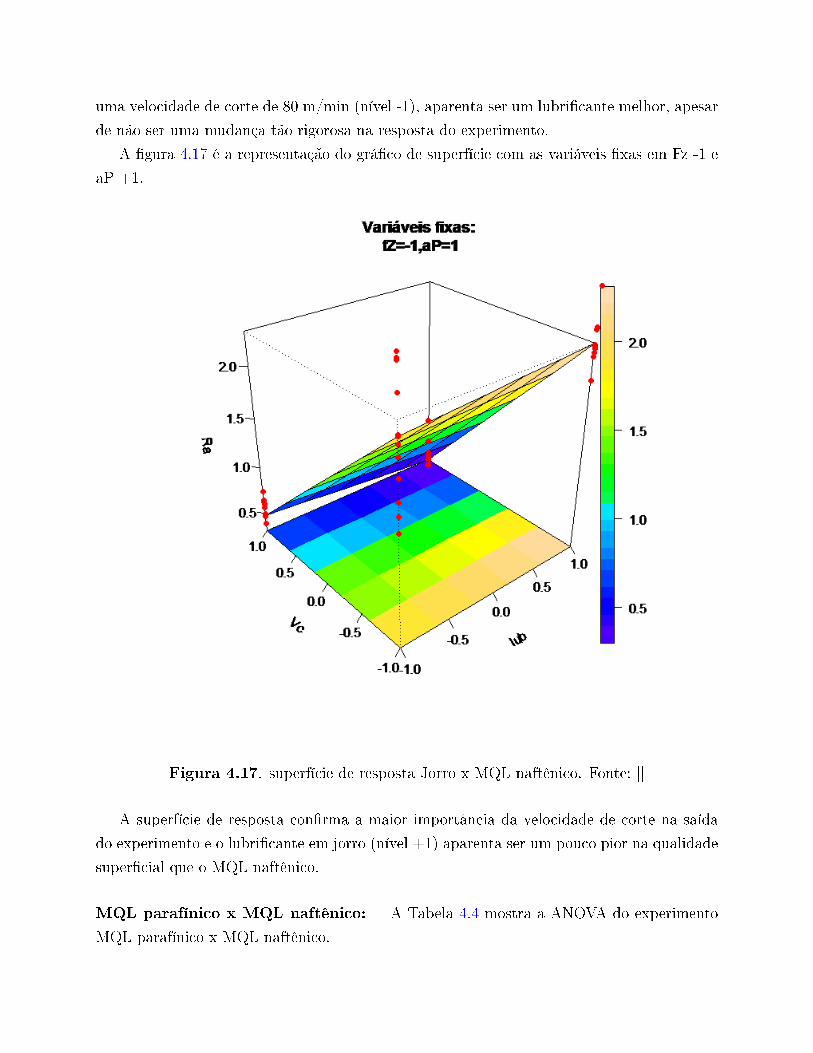
uma velocidade de corte de 80 m/min (nível -1), aparenta ser um lubri�cante melhor, apesar
de não ser uma mudança tão rigorosa na resposta do experimento.
A �gura 4.17 é a representação do grá�co de superfície com as variáveis �xas em Fz -1 e
aP +1.
Figura 4.17. superfície de resposta Jorro x MQL naftênico. Fonte: []
A superfície de resposta con�rma a maior importância da velocidade de corte na saída
do experimento e o lubri�cante em jorro (nível +1) aparenta ser um pouco pior na qualidade
super�cial que o MQL naftênico.
MQL parafínico x MQL naftênico: A Tabela 4.4 mostra a ANOVA do experimento
MQL parafínico x MQL naftênico.
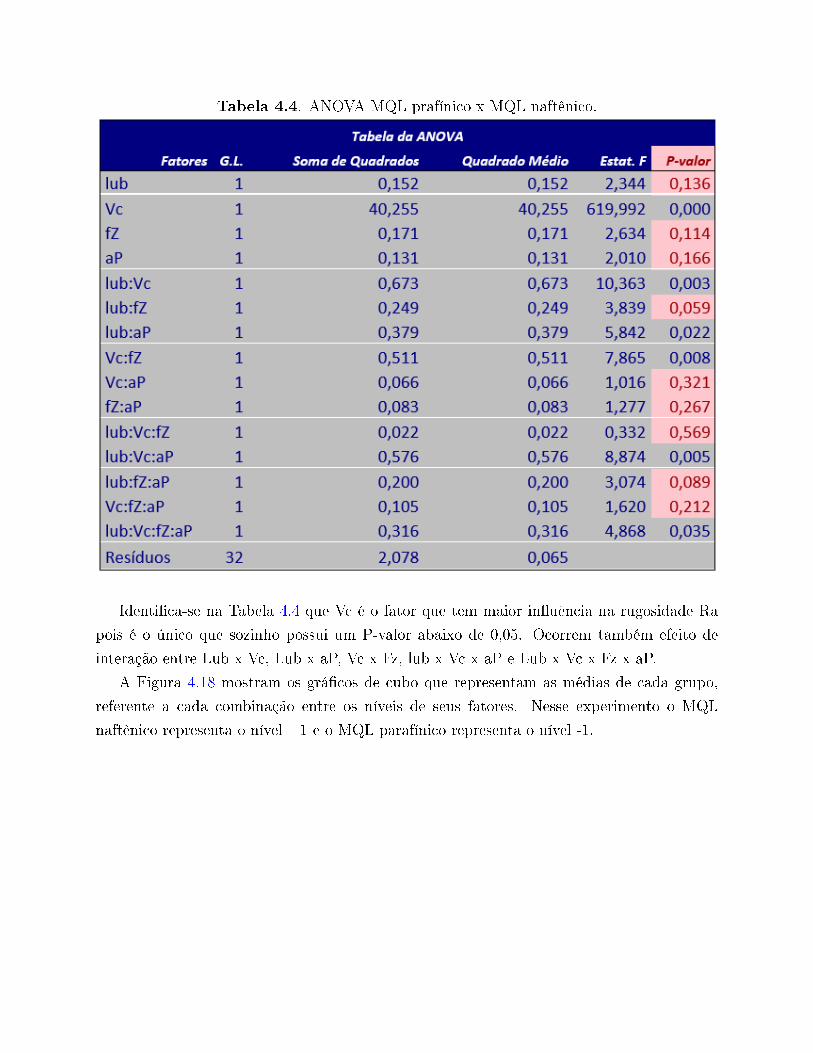
Tabela 4.4. ANOVA MQL prafínico x MQL naftênico.
Identi�ca-se na Tabela 4.4 que Vc é o fator que tem maior in�uência na rugosidade Ra
pois é o único que sozinho possui um P-valor abaixo de 0,05. Ocorrem também efeito de
interação entre Lub x Vc, Lub x aP, Vc x Fz, lub x Vc x aP e Lub x Vc x Fz x aP.
A Figura 4.18 mostram os grá�cos de cubo que representam as médias de cada grupo,
referente a cada combinação entre os níveis de seus fatores. Nesse experimento o MQL
naftênico representa o nível +1 e o MQL parafínico representa o nível -1.
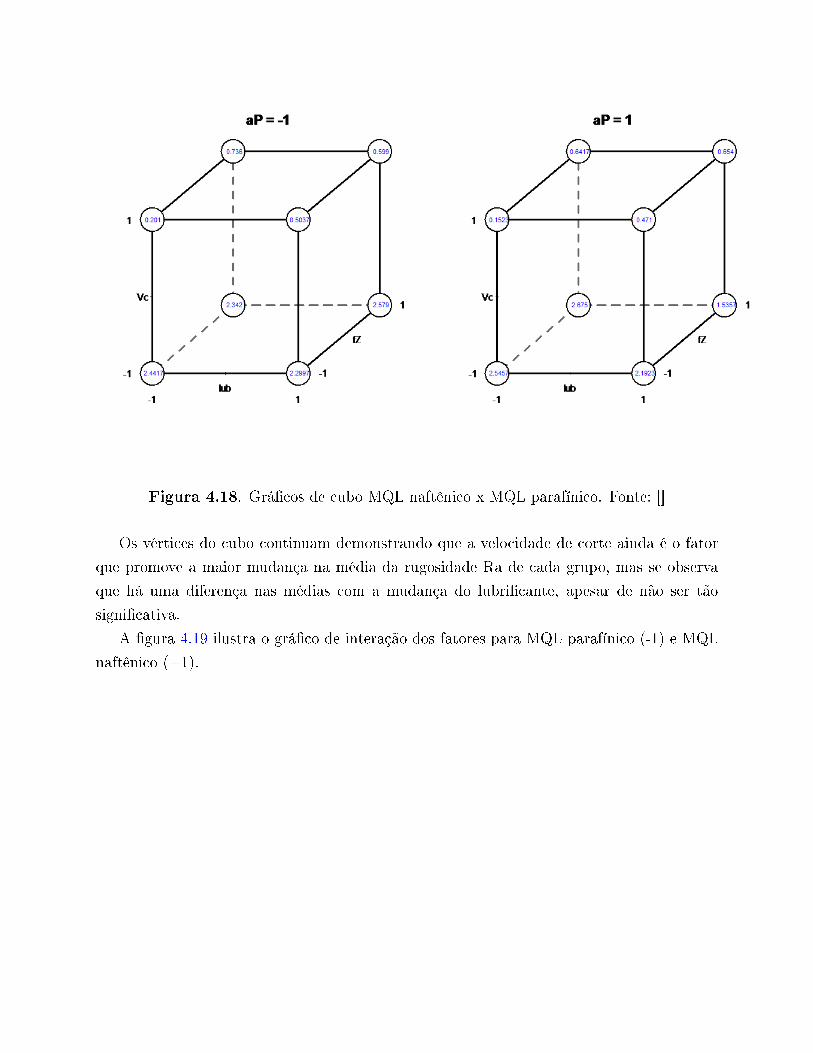
Figura 4.18. Grá�cos de cubo MQL naftênico x MQL parafínico. Fonte: []
Os vértices do cubo continuam demonstrando que a velocidade de corte ainda é o fator
que promove a maior mudança na média da rugosidade Ra de cada grupo, mas se observa
que há uma diferença nas médias com a mudança do lubri�cante, apesar de não ser tão
signi�cativa.
A �gura 4.19 ilustra o grá�co de interação dos fatores para MQL parafínico (-1) e MQL
naftênico (+1).
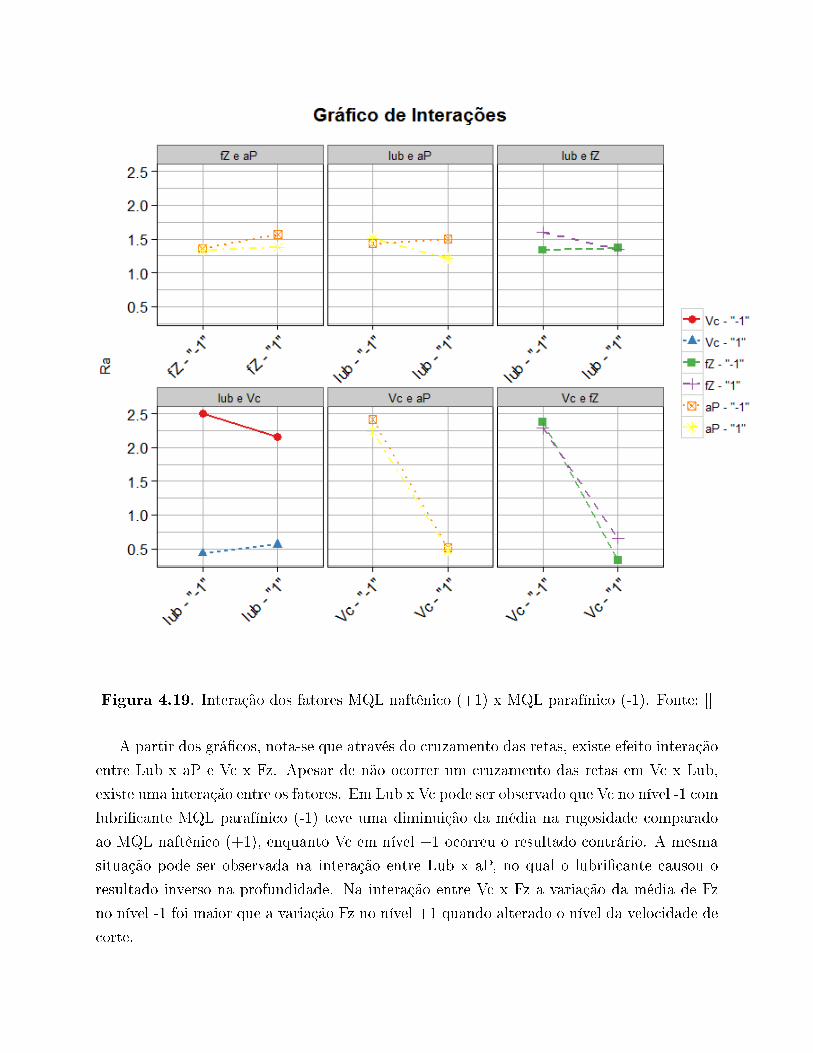
Figura 4.19. Interação dos fatores MQL naftênico (+1) x MQL parafínico (-1). Fonte: []
A partir dos grá�cos, nota-se que através do cruzamento das retas, existe efeito interação
entre Lub x aP e Vc x Fz. Apesar de não ocorrer um cruzamento das retas em Vc x Lub,
existe uma interação entre os fatores. Em Lub x Vc pode ser observado que Vc no nível -1 com
lubri�cante MQL parafínico (-1) teve uma diminuição da média na rugosidade comparado
ao MQL naftênico (+1), enquanto Vc em nível +1 ocorreu o resultado contrário. A mesma
situação pode ser observada na interação entre Lub x aP, no qual o lubri�cante causou o
resultado inverso na profundidade. Na interação entre Vc x Fz a variação da média de Fz
no nível -1 foi maior que a variação Fz no nível +1 quando alterado o nível da velocidade de
corte.
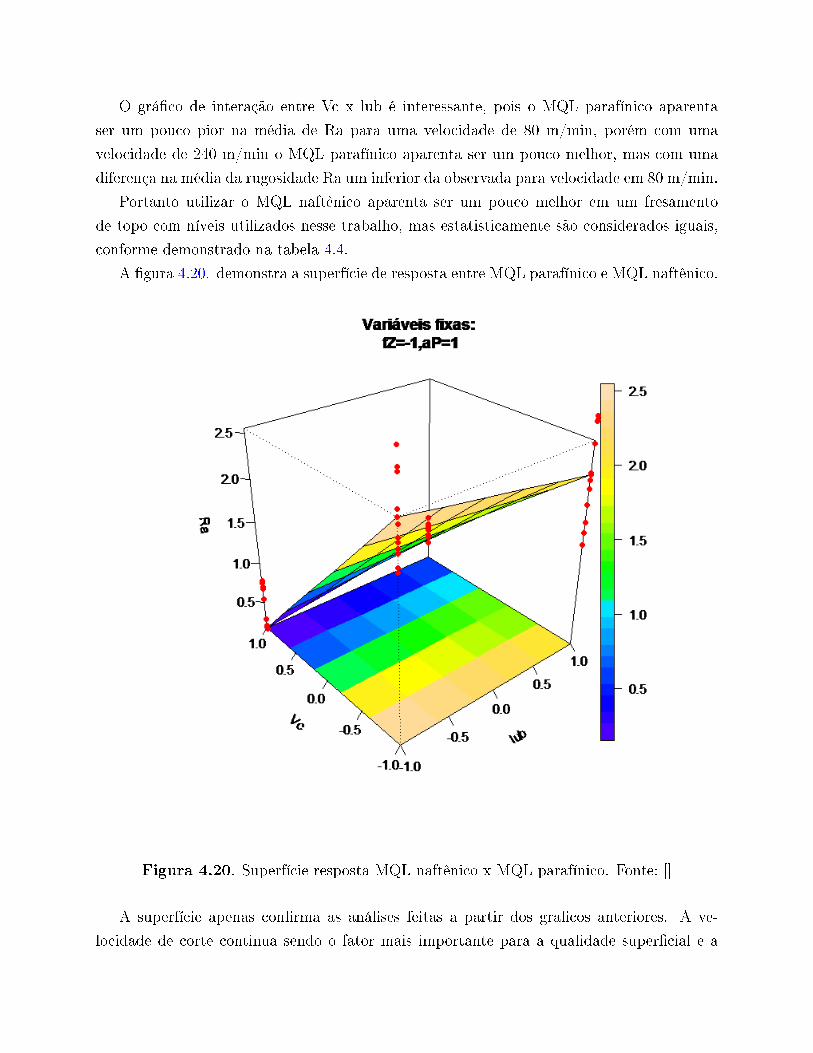
O grá�co de interação entre Vc x lub é interessante, pois o MQL parafínico aparenta
ser um pouco pior na média de Ra para uma velocidade de 80 m/min, porém com uma
velocidade de 240 m/min o MQL parafínico aparenta ser um pouco melhor, mas com uma
diferença na média da rugosidade Ra um inferior da observada para velocidade em 80 m/min.
Portanto utilizar o MQL naftênico aparenta ser um pouco melhor em um fresamento
de topo com níveis utilizados nesse trabalho, mas estatisticamente são considerados iguais,
conforme demonstrado na tabela 4.4.
A �gura 4.20. demonstra a superfície de resposta entre MQL parafínico e MQL naftênico.
Figura 4.20. Superfície resposta MQL naftênico x MQL parafínico. Fonte: []
A superfície apenas con�rma as análises feitas a partir dos gra�cos anteriores. A ve-
locidade de corte continua sendo o fator mais importante para a qualidade super�cial e a
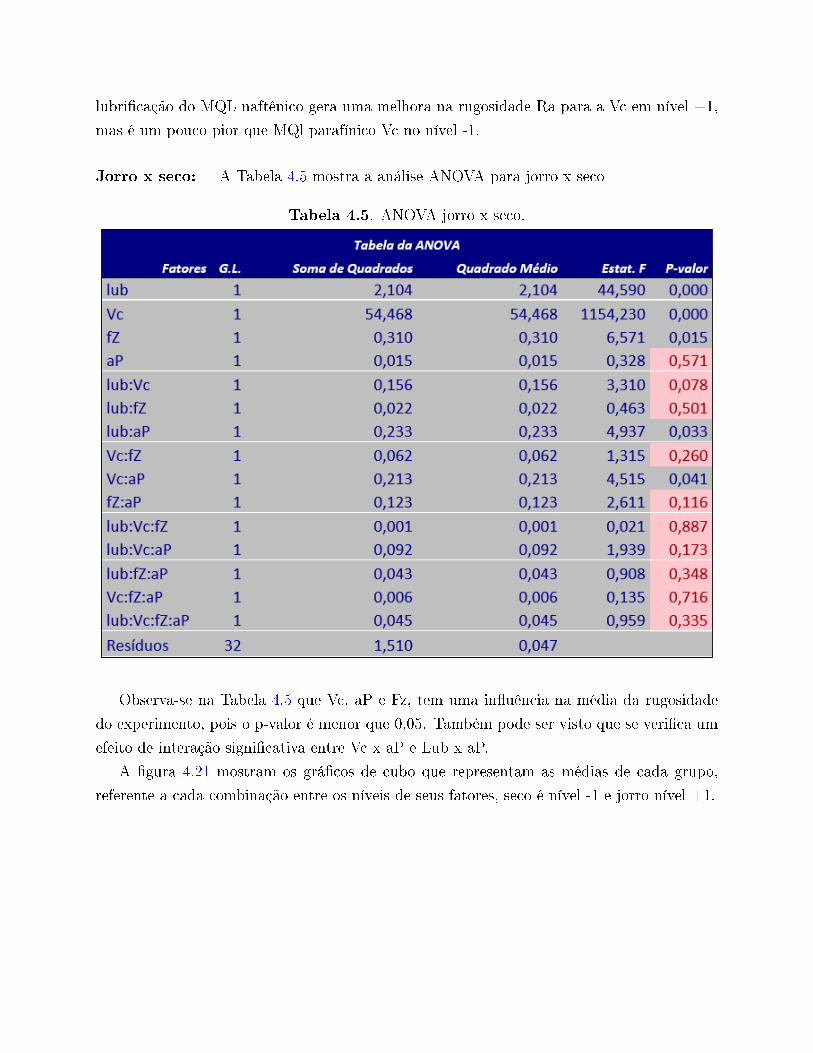
lubri�cação do MQL naftênico gera uma melhora na rugosidade Ra para a Vc em nível +1,
mas é um pouco pior que MQl parafínico Vc no nível -1.
Jorro x seco: A Tabela 4.5 mostra a análise ANOVA para jorro x seco
Tabela 4.5. ANOVA jorro x seco.
Observa-se na Tabela 4.5 que Vc, aP e Fz, tem uma in�uência na média da rugosidade
do experimento, pois o p-valor é menor que 0,05. Também pode ser visto que se veri�ca um
efeito de interação signi�cativa entre Vc x aP e Lub x aP.
A �gura 4.21 mostram os grá�cos de cubo que representam as médias de cada grupo,
referente a cada combinação entre os níveis de seus fatores, seco é nível -1 e jorro nível +1.
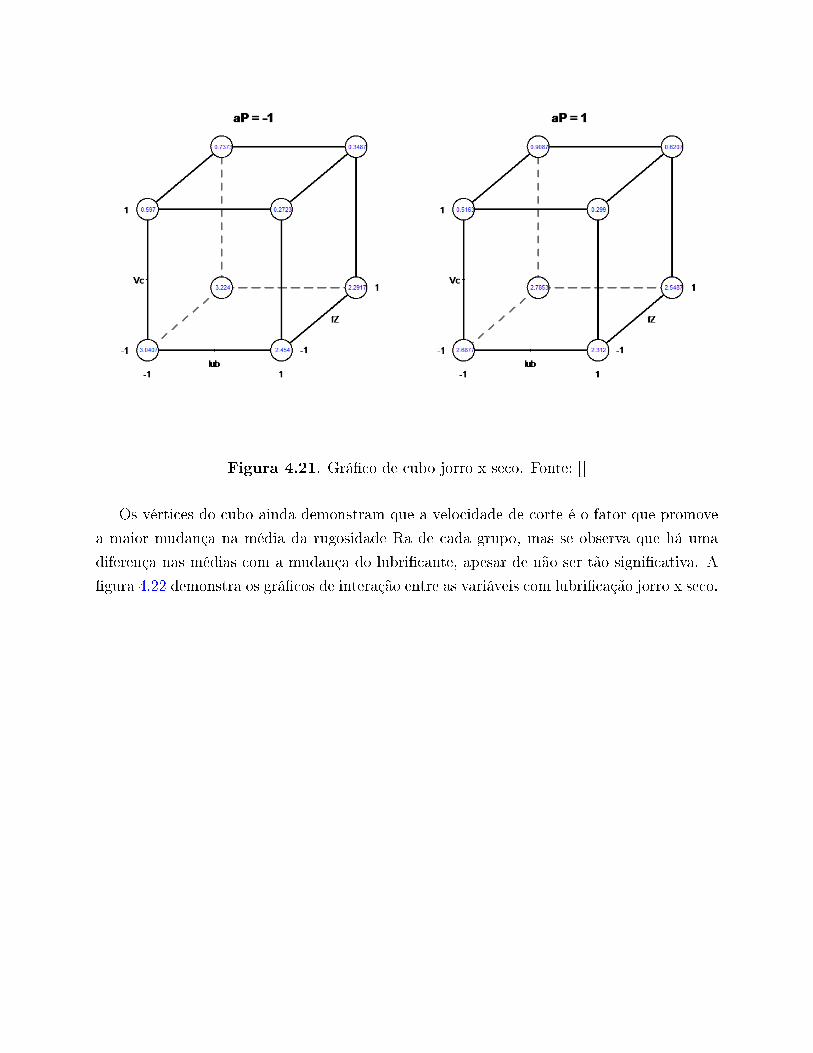
Figura 4.21. Grá�co de cubo jorro x seco. Fonte: []
Os vértices do cubo ainda demonstram que a velocidade de corte é o fator que promove
a maior mudança na média da rugosidade Ra de cada grupo, mas se observa que há uma
diferença nas médias com a mudança do lubri�cante, apesar de não ser tão signi�cativa. A
�gura 4.22 demonstra os grá�cos de interação entre as variáveis com lubri�cação jorro x seco.
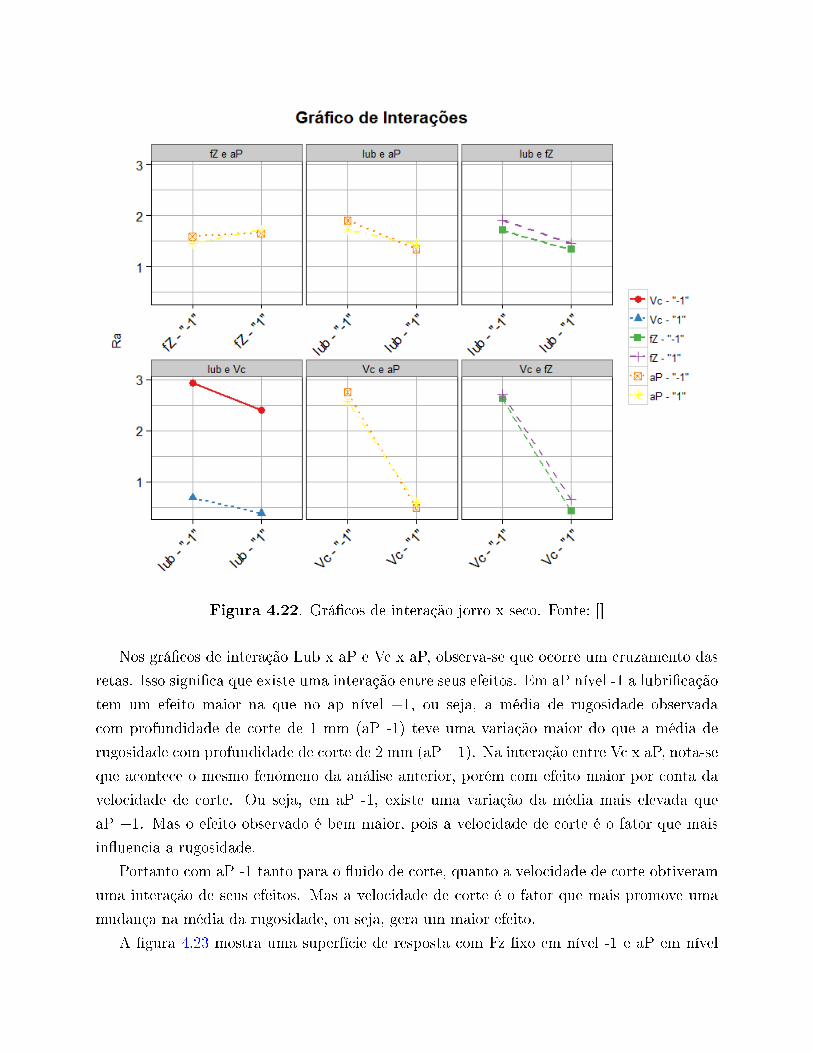
Figura 4.22. Grá�cos de interação jorro x seco. Fonte: []
Nos grá�cos de interação Lub x aP e Vc x aP, observa-se que ocorre um cruzamento das
retas. Isso signi�ca que existe uma interação entre seus efeitos. Em aP nível -1 a lubri�cação
tem um efeito maior na que no ap nível +1, ou seja, a média de rugosidade observada
com profundidade de corte de 1 mm (aP -1) teve uma variação maior do que a média de
rugosidade com profundidade de corte de 2 mm (aP +1). Na interação entre Vc x aP, nota-se
que acontece o mesmo fenômeno da análise anterior, porém com efeito maior por conta da
velocidade de corte. Ou seja, em aP -1, existe uma variação da média mais elevada que
aP +1. Mas o efeito observado é bem maior, pois a velocidade de corte é o fator que mais
in�uencia a rugosidade.
Portanto com aP -1 tanto para o �uido de corte, quanto a velocidade de corte obtiveram
uma interação de seus efeitos. Mas a velocidade de corte é o fator que mais promove uma
mudança na média da rugosidade, ou seja, gera um maior efeito.
A �gura 4.23 mostra uma superfície de resposta com Fz �xo em nível -1 e aP em nível
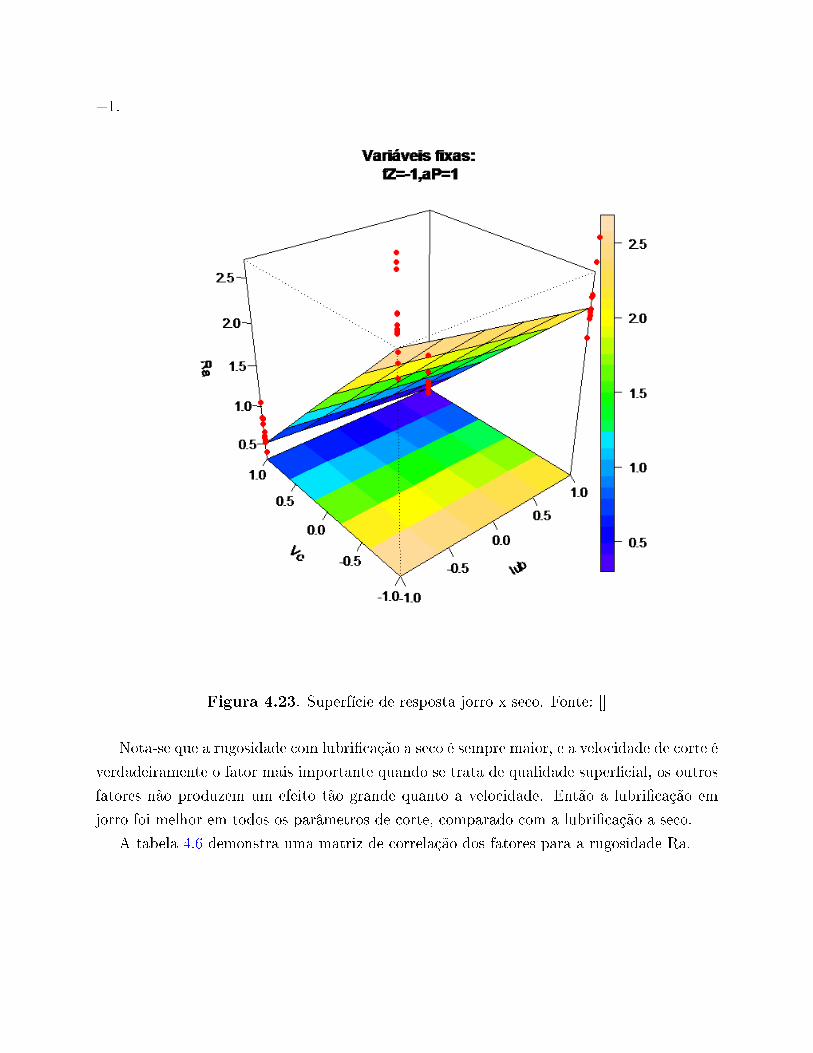
+1.
Figura 4.23. Superfície de resposta jorro x seco. Fonte: []
Nota-se que a rugosidade com lubri�cação a seco é sempre maior, e a velocidade de corte é
verdadeiramente o fator mais importante quando se trata de qualidade super�cial, os outros
fatores não produzem um efeito tão grande quanto a velocidade. Então a lubri�cação em
jorro foi melhor em todos os parâmetros de corte, comparado com a lubri�cação a seco.
A tabela 4.6 demonstra uma matriz de correlação dos fatores para a rugosidade Ra.
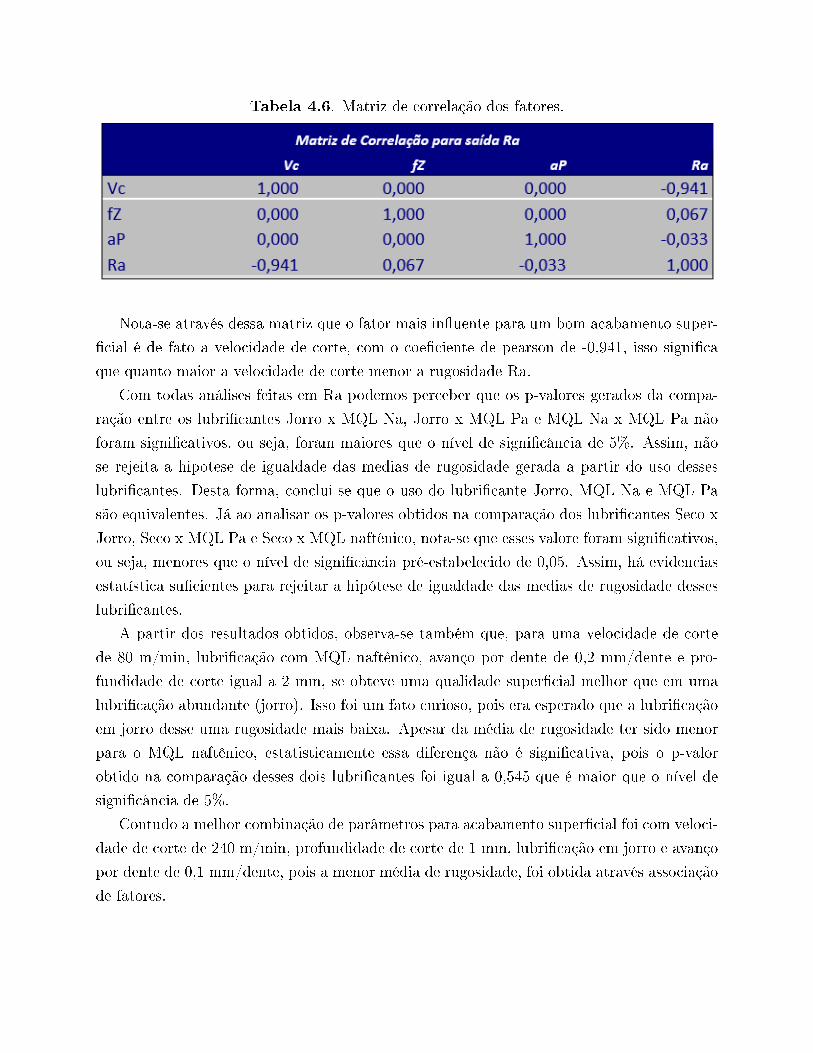
Tabela 4.6. Matriz de correlação dos fatores.
Nota-se através dessa matriz que o fator mais in�uente para um bom acabamento super-
�cial é de fato a velocidade de corte, com o coe�ciente de pearson de -0,941, isso signi�ca
que quanto maior a velocidade de corte menor a rugosidade Ra.
Com todas análises feitas em Ra podemos perceber que os p-valores gerados da compa-
ração entre os lubri�cantes Jorro x MQL Na, Jorro x MQL Pa e MQL Na x MQL Pa não
foram signi�cativos, ou seja, foram maiores que o nível de signi�cância de 5%. Assim, não
se rejeita a hipotese de igualdade das medias de rugosidade gerada a partir do uso desses
lubri�cantes. Desta forma, conclui-se que o uso do lubri�cante Jorro, MQL Na e MQL Pa
são equivalentes. Já ao analisar os p-valores obtidos na comparação dos lubri�cantes Seco x
Jorro, Seco x MQL Pa e Seco x MQL naftênico, nota-se que esses valore foram signi�cativos,
ou seja, menores que o nível de signi�cância pré-estabelecido de 0,05. Assim, há evidencias
estatística su�cientes para rejeitar a hipótese de igualdade das medias de rugosidade desses
lubri�cantes.
A partir dos resultados obtidos, observa-se também que, para uma velocidade de corte
de 80 m/min, lubri�cação com MQL naftênico, avanço por dente de 0,2 mm/dente e pro-
fundidade de corte igual a 2 mm, se obteve uma qualidade super�cial melhor que em uma
lubri�cação abundante (jorro). Isso foi um fato curioso, pois era esperado que a lubri�cação
em jorro desse uma rugosidade mais baixa. Apesar da média de rugosidade ter sido menor
para o MQL naftênico, estatisticamente essa diferença não é signi�cativa, pois o p-valor
obtido na comparação desses dois lubri�cantes foi igual a 0,545 que é maior que o nível de
signi�cância de 5%.
Contudo a melhor combinação de parâmetros para acabamento super�cial foi com veloci-
dade de corte de 240 m/min, profundidade de corte de 1 mm, lubri�cação em jorro e avanço
por dente de 0,1 mm/dente, pois a menor média de rugosidade, foi obtida através associação
de fatores.
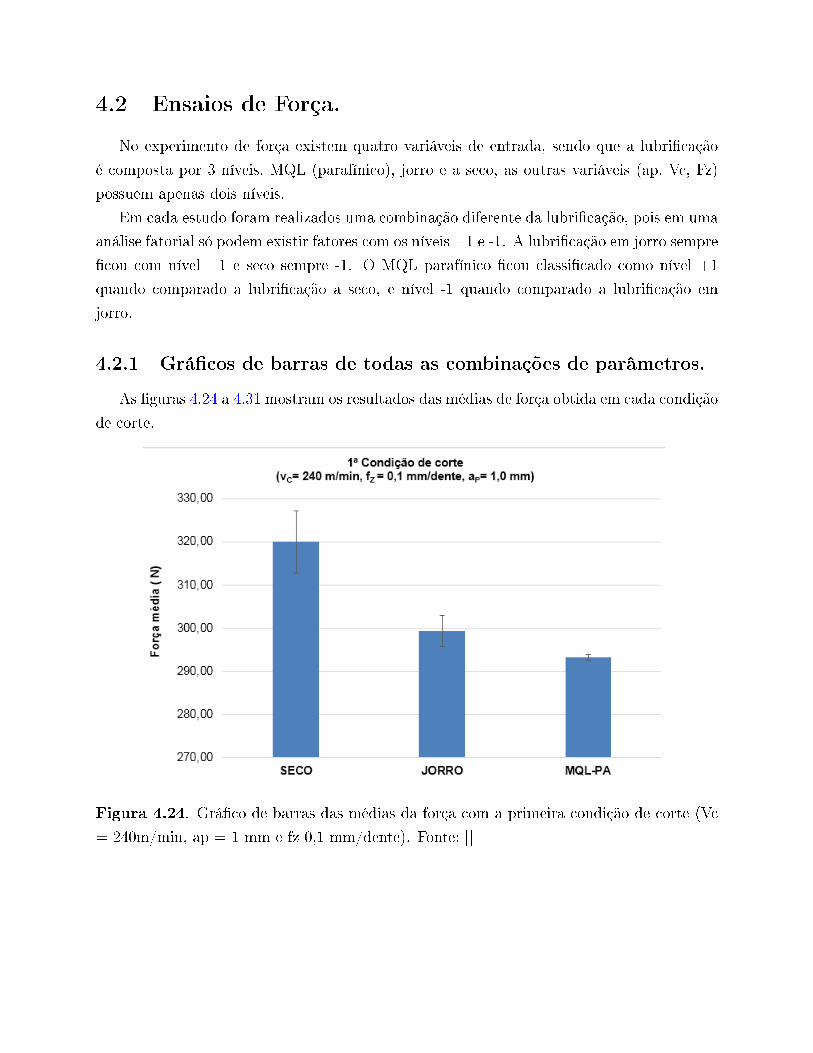
4.2 Ensaios de Força.
No experimento de força existem quatro variáveis de entrada, sendo que a lubri�cação
é composta por 3 níveis, MQL (parafínico), jorro e a seco, as outras variáveis (ap, Vc, Fz)
possuem apenas dois níveis.
Em cada estudo foram realizados uma combinação diferente da lubri�cação, pois em uma
análise fatorial só podem existir fatores com os níveis +1 e -1. A lubri�cação em jorro sempre
�cou com nível +1 e seco sempre -1. O MQL parafínico �cou classi�cado como nível +1
quando comparado a lubri�cação a seco, e nível -1 quando comparado a lubri�cação em
jorro.
4.2.1 Grá�cos de barras de todas as combinações de parâmetros.
As �guras 4.24 a 4.31 mostram os resultados das médias de força obtida em cada condição
de corte.
Figura 4.24. Grá�co de barras das médias da força com a primeira condição de corte (Vc
= 240m/min, ap = 1 mm e fz 0,1 mm/dente). Fonte: []
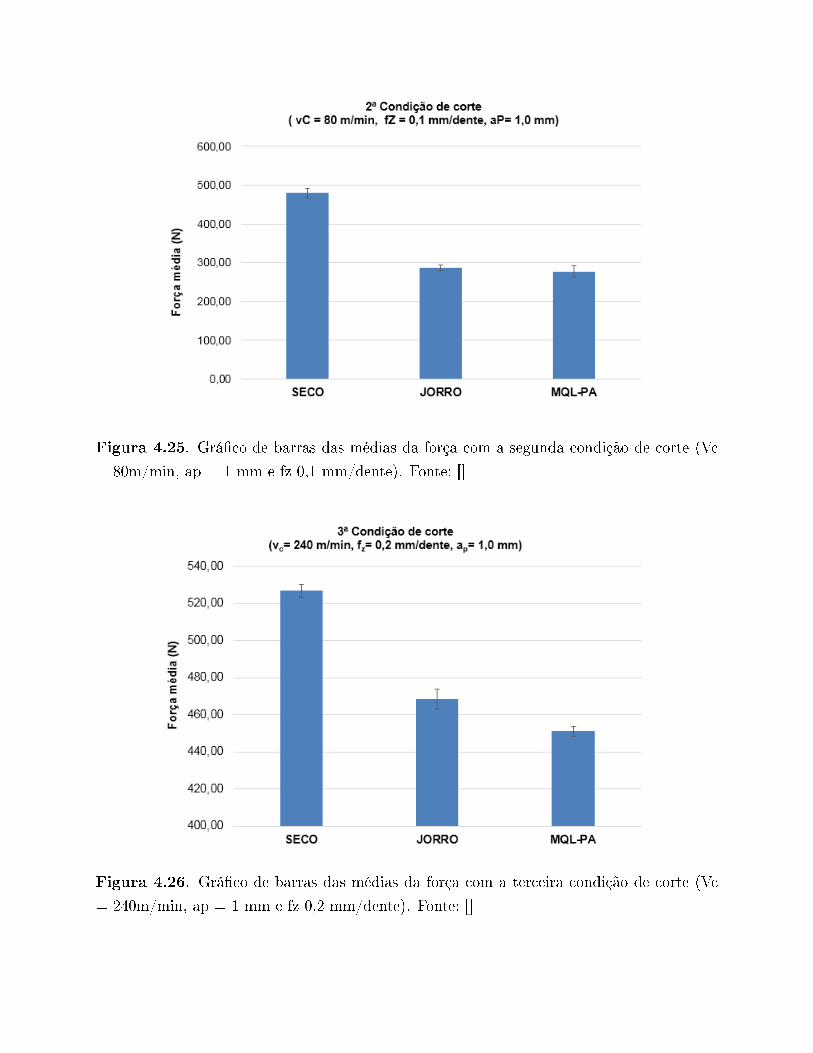
Figura 4.25. Grá�co de barras das médias da força com a segunda condição de corte (Vc
= 80m/min, ap = 1 mm e fz 0,1 mm/dente). Fonte: []
Figura 4.26. Grá�co de barras das médias da força com a terceira condição de corte (Vc
= 240m/min, ap = 1 mm e fz 0,2 mm/dente). Fonte: []
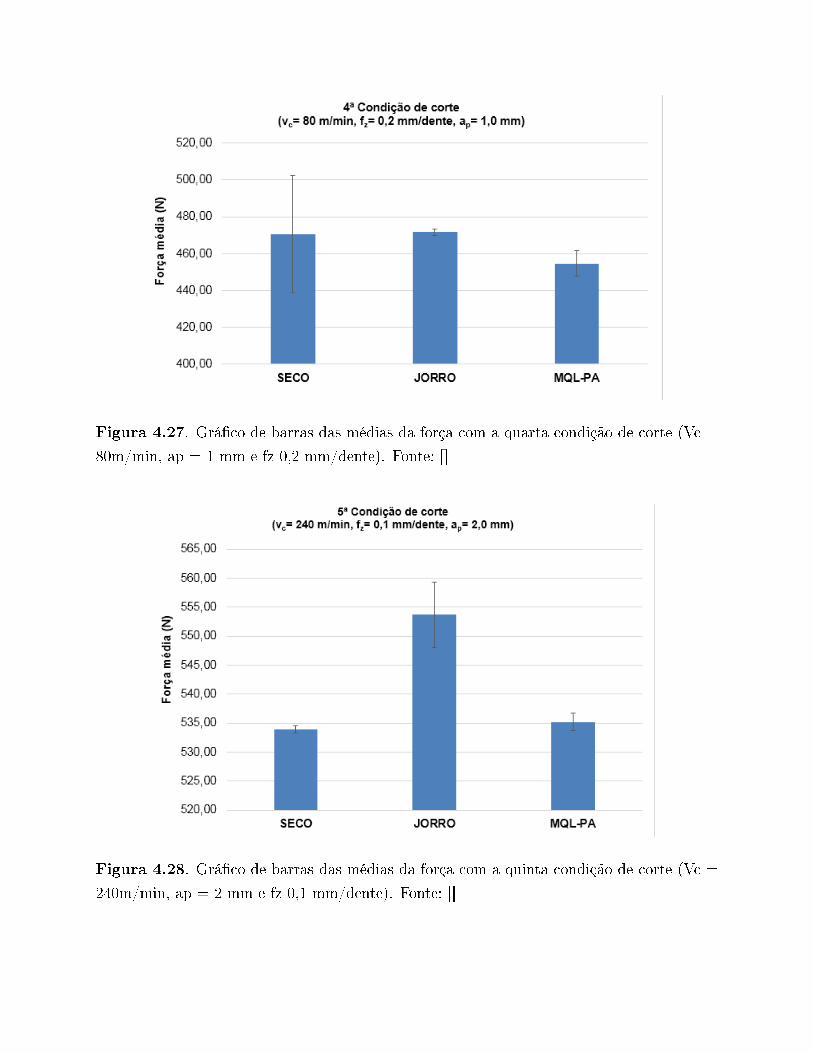
Figura 4.27. Grá�co de barras das médias da força com a quarta condição de corte (Vc =
80m/min, ap = 1 mm e fz 0,2 mm/dente). Fonte: []
Figura 4.28. Grá�co de barras das médias da força com a quinta condição de corte (Vc =
240m/min, ap = 2 mm e fz 0,1 mm/dente). Fonte: []
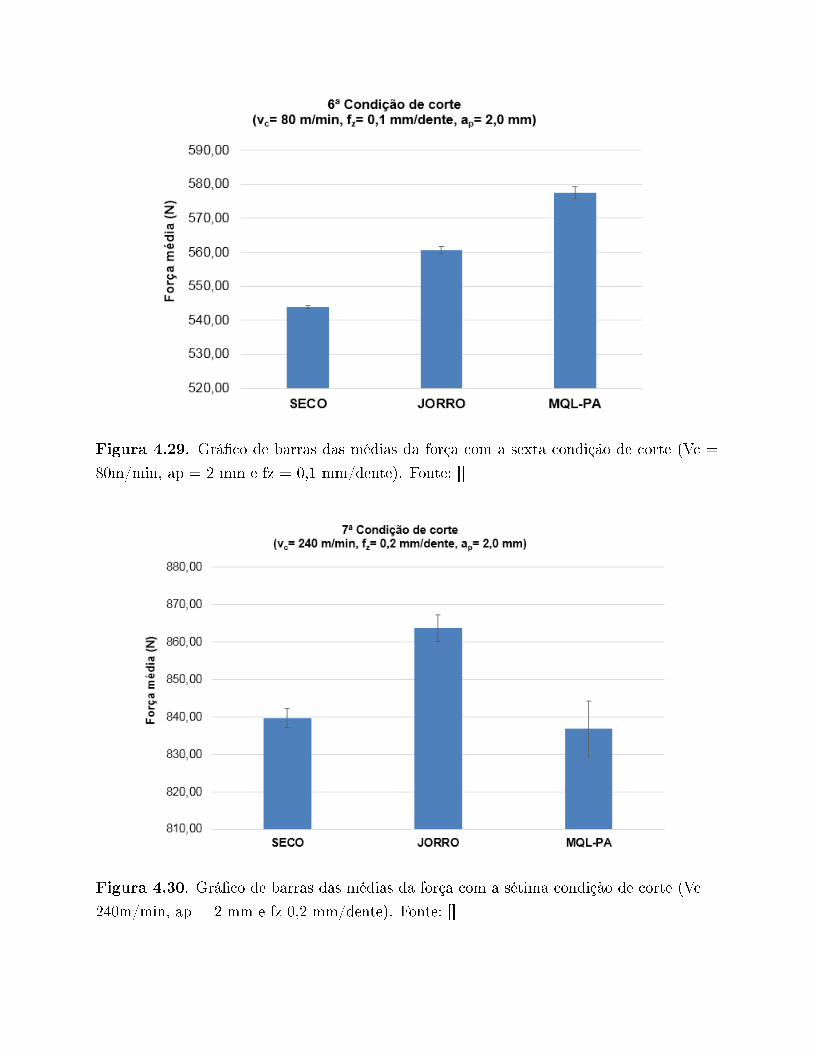
Figura 4.29. Grá�co de barras das médias da força com a sexta condição de corte (Vc =
80m/min, ap = 2 mm e fz = 0,1 mm/dente). Fonte: []
Figura 4.30. Grá�co de barras das médias da força com a sétima condição de corte (Vc =
240m/min, ap = 2 mm e fz 0,2 mm/dente). Fonte: []
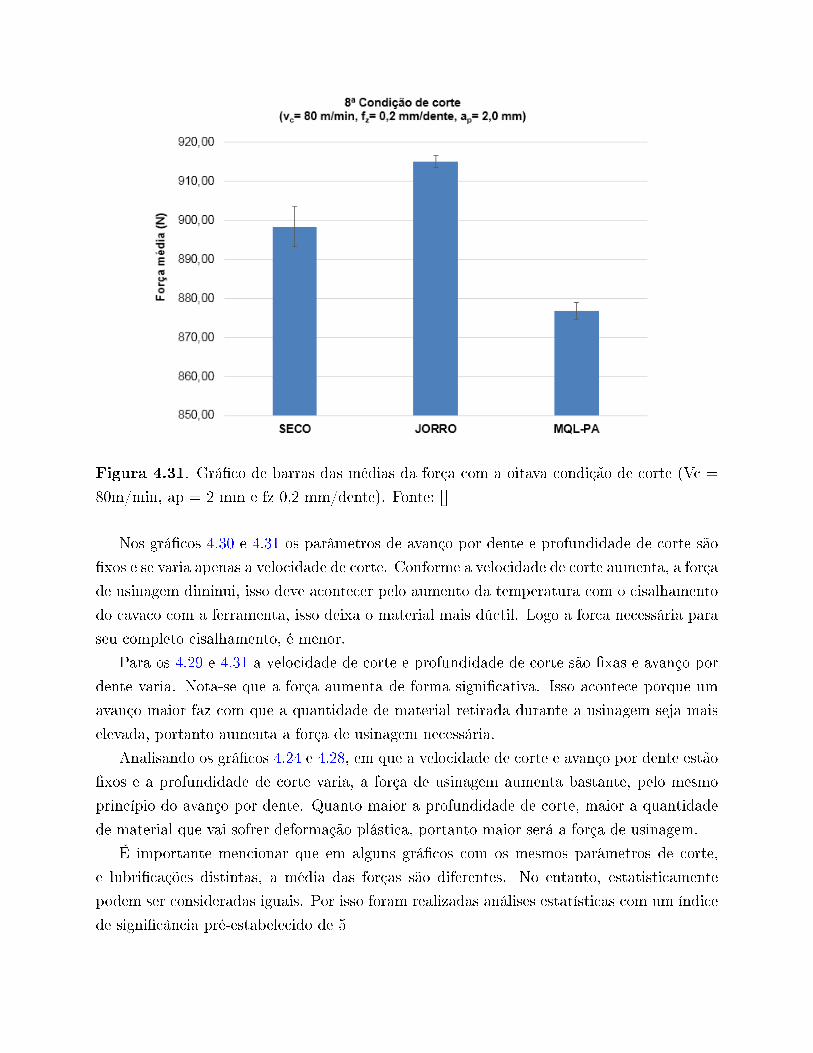
Figura 4.31. Grá�co de barras das médias da força com a oitava condição de corte (Vc =
80m/min, ap = 2 mm e fz 0,2 mm/dente). Fonte: []
Nos grá�cos 4.30 e 4.31 os parâmetros de avanço por dente e profundidade de corte são
�xos e se varia apenas a velocidade de corte. Conforme a velocidade de corte aumenta, a força
de usinagem diminui, isso deve acontecer pelo aumento da temperatura com o cisalhamento
do cavaco com a ferramenta, isso deixa o material mais dúctil. Logo a forca necessária para
seu completo cisalhamento, é menor.
Para os 4.29 e 4.31 a velocidade de corte e profundidade de corte são �xas e avanço por
dente varia. Nota-se que a força aumenta de forma signi�cativa. Isso acontece porque um
avanço maior faz com que a quantidade de material retirada durante a usinagem seja mais
elevada, portanto aumenta a força de usinagem necessária.
Analisando os grá�cos 4.24 e 4.28, em que a velocidade de corte e avanço por dente estão
�xos e a profundidade de corte varia, a força de usinagem aumenta bastante, pelo mesmo
princípio do avanço por dente. Quanto maior a profundidade de corte, maior a quantidade
de material que vai sofrer deformação plástica, portanto maior será a força de usinagem.
É importante mencionar que em alguns grá�cos com os mesmos parâmetros de corte,
e lubri�cações distintas, a média das forças são diferentes. No entanto, estatisticamente
podem ser consideradas iguais. Por isso foram realizadas análises estatísticas com um índice
de signi�cância pré-estabelecido de 5
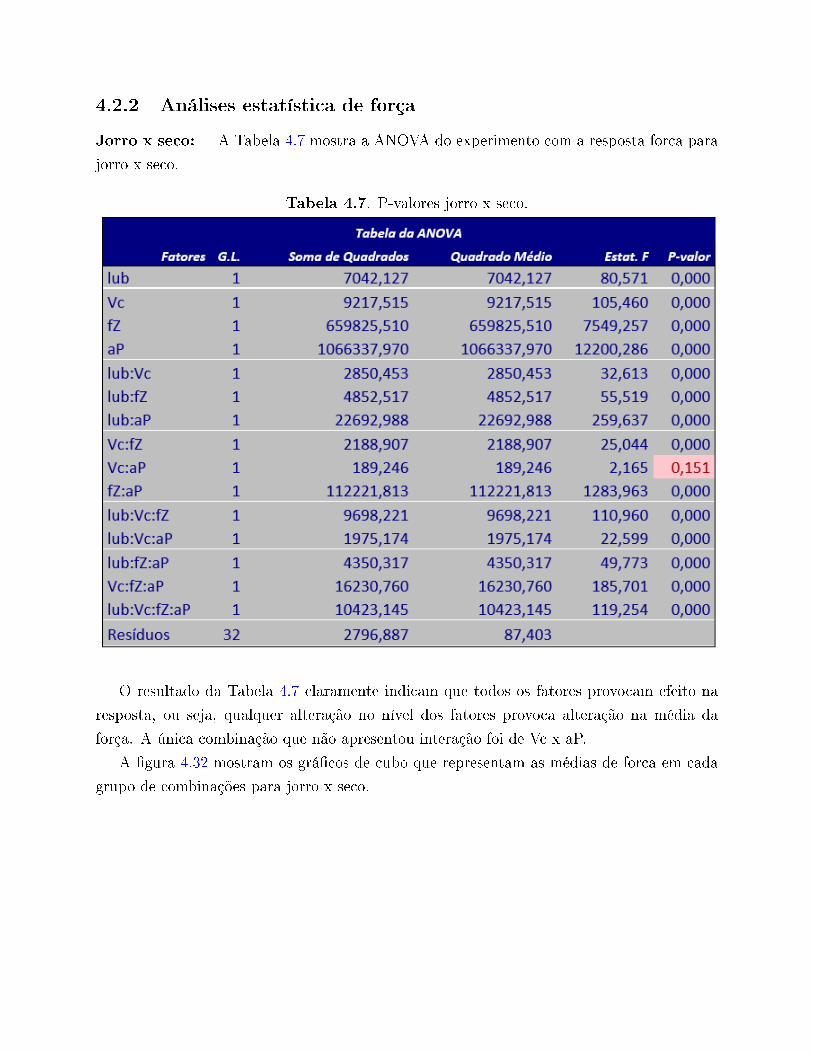
4.2.2 Análises estatística de força
Jorro x seco: A Tabela 4.7 mostra a ANOVA do experimento com a resposta forca para
jorro x seco.
Tabela 4.7. P-valores jorro x seco.
O resultado da Tabela 4.7 claramente indicam que todos os fatores provocam efeito na
resposta, ou seja, qualquer alteração no nível dos fatores provoca alteração na média da
força. A única combinação que não apresentou interação foi de Vc x aP.
A �gura 4.32 mostram os grá�cos de cubo que representam as médias de forca em cada
grupo de combinações para jorro x seco.
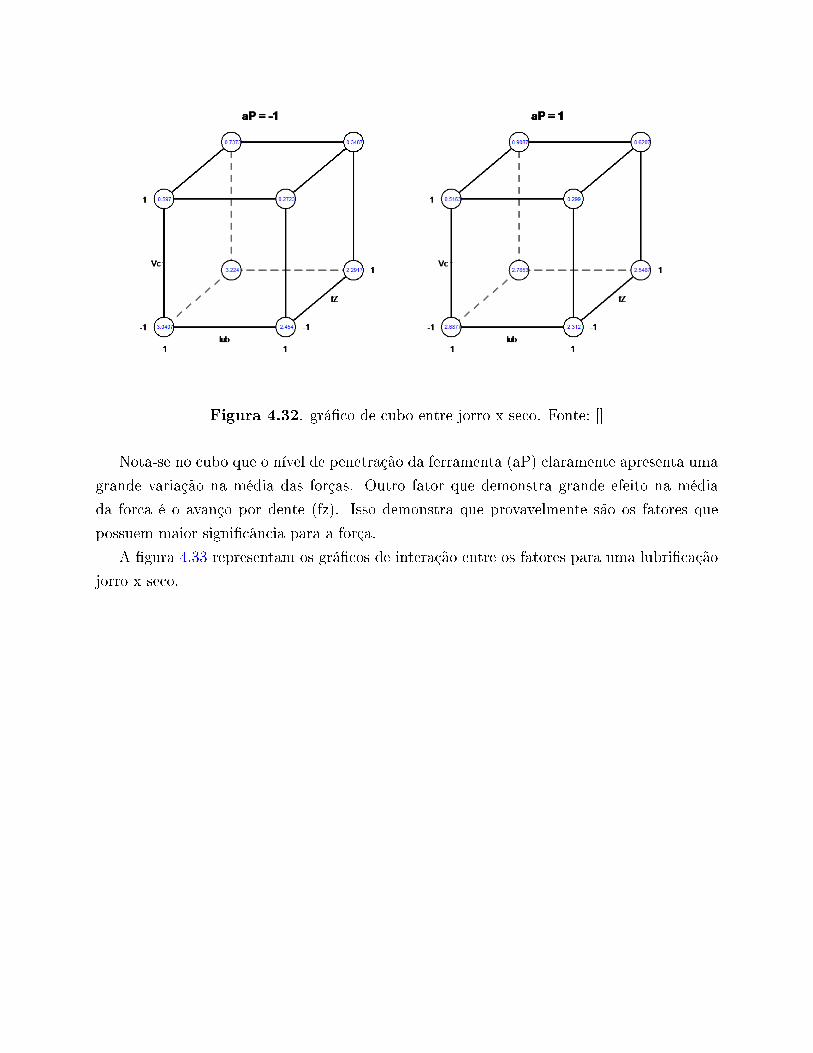
Figura 4.32. grá�co de cubo entre jorro x seco. Fonte: []
Nota-se no cubo que o nível de penetração da ferramenta (aP) claramente apresenta uma
grande variação na média das forças. Outro fator que demonstra grande efeito na média
da forca é o avanço por dente (fz). Isso demonstra que provavelmente são os fatores que
possuem maior signi�cância para a força.
A �gura 4.33 representam os grá�cos de interação entre os fatores para uma lubri�cação
jorro x seco.
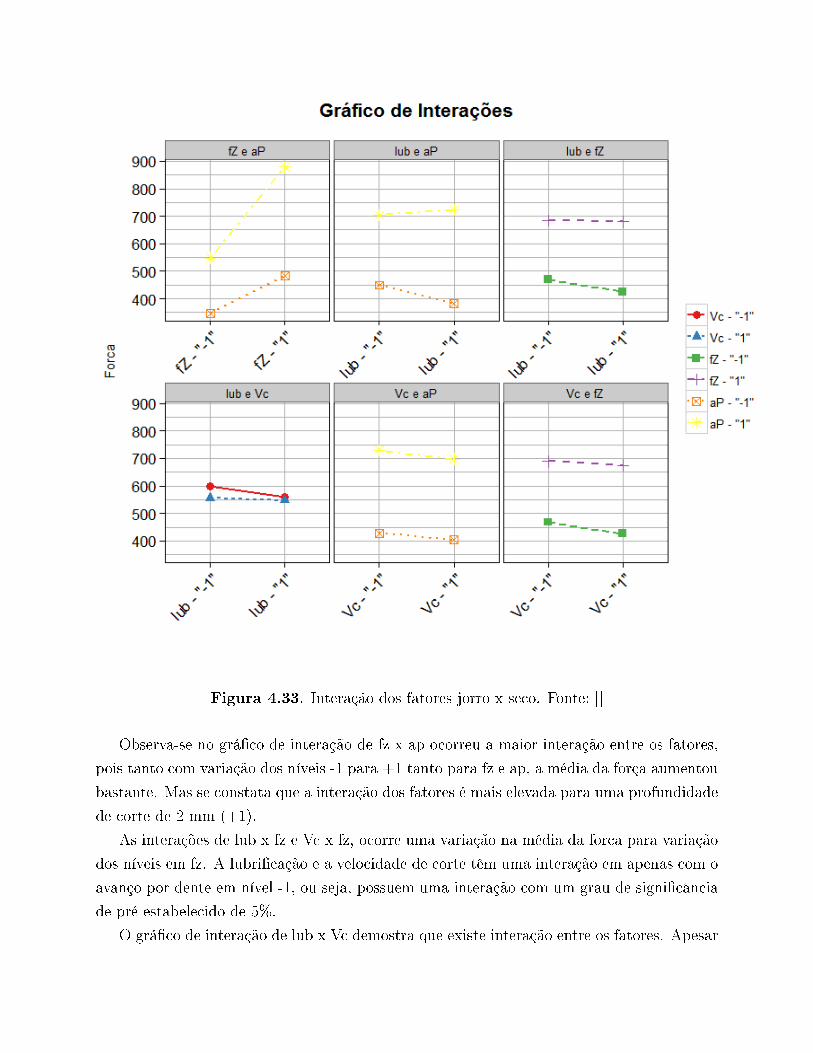
Figura 4.33. Interação dos fatores jorro x seco. Fonte: []
Observa-se no grá�co de interação de fz x ap ocorreu a maior interação entre os fatores,
pois tanto com variação dos níveis -1 para +1 tanto para fz e ap, a média da força aumentou
bastante. Mas se constata que a interação dos fatores é mais elevada para uma profundidade
de corte de 2 mm (+1).
As interações de lub x fz e Vc x fz, ocorre uma variação na média da forca para variação
dos níveis em fz. A lubri�cação e a velocidade de corte têm uma interação em apenas com o
avanço por dente em nível -1, ou seja, possuem uma interação com um grau de signi�cância
de pré-estabelecido de 5%.
O grá�co de interação de lub x Vc demostra que existe interação entre os fatores. Apesar
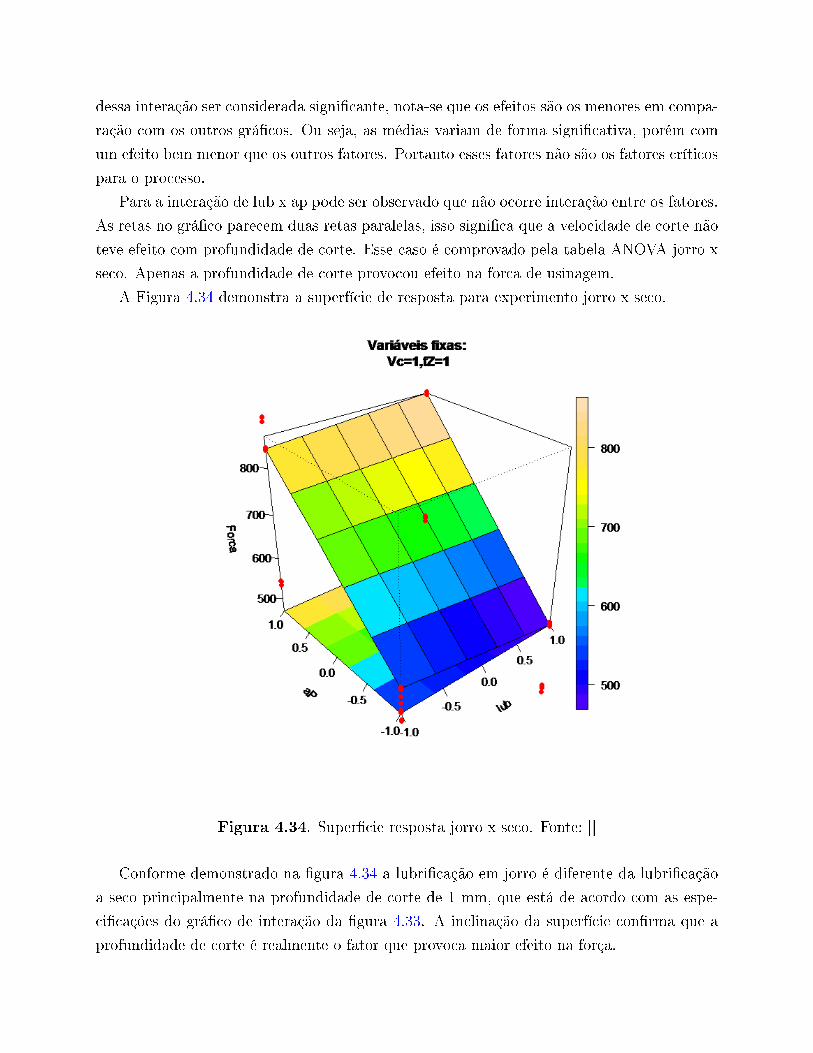
dessa interação ser considerada signi�cante, nota-se que os efeitos são os menores em compa-
ração com os outros grá�cos. Ou seja, as médias variam de forma signi�cativa, porém com
um efeito bem menor que os outros fatores. Portanto esses fatores não são os fatores críticos
para o processo.
Para a interação de lub x ap pode ser observado que não ocorre interação entre os fatores.
As retas no grá�co parecem duas retas paralelas, isso signi�ca que a velocidade de corte não
teve efeito com profundidade de corte. Esse caso é comprovado pela tabela ANOVA jorro x
seco. Apenas a profundidade de corte provocou efeito na forca de usinagem.
A Figura 4.34 demonstra a superfície de resposta para experimento jorro x seco.
Figura 4.34. Super�cie resposta jorro x seco. Fonte: []
Conforme demonstrado na �gura 4.34 a lubri�cação em jorro é diferente da lubri�cação
a seco principalmente na profundidade de corte de 1 mm, que está de acordo com as espe-
ci�cações do grá�co de interação da �gura 4.33. A inclinação da superfície con�rma que a
profundidade de corte é realmente o fator que provoca maior efeito na força.
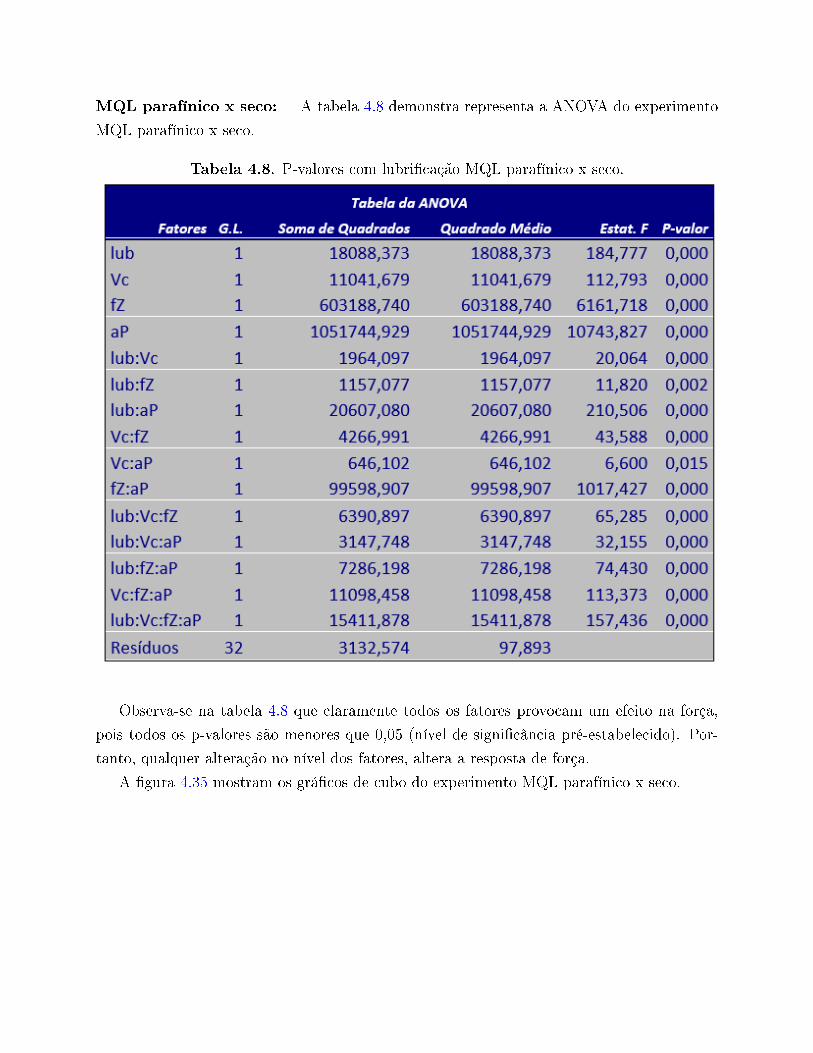
MQL parafínico x seco: A tabela 4.8 demonstra representa a ANOVA do experimento
MQL parafínico x seco.
Tabela 4.8. P-valores com lubri�cação MQL parafínico x seco.
Observa-se na tabela 4.8 que claramente todos os fatores provocam um efeito na força,
pois todos os p-valores são menores que 0,05 (nível de signi�cância pré-estabelecido). Por-
tanto, qualquer alteração no nível dos fatores, altera a resposta de força.
A �gura 4.35 mostram os grá�cos de cubo do experimento MQL parafínico x seco.
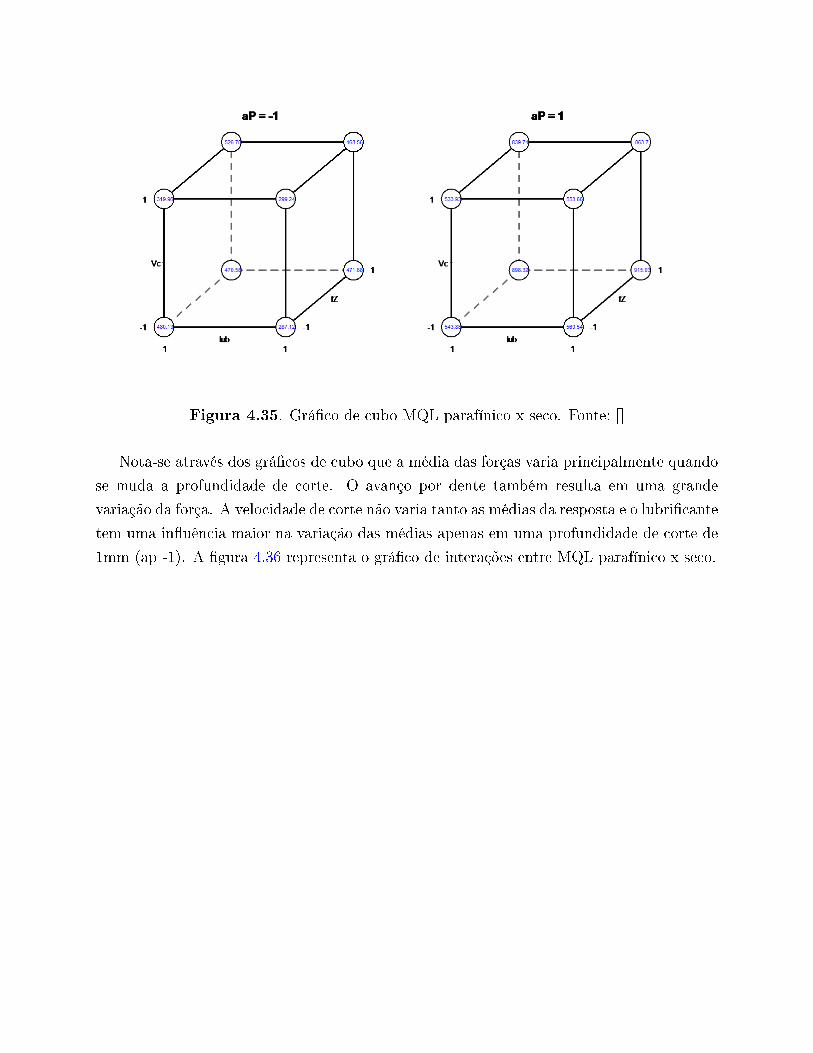
Figura 4.35. Grá�co de cubo MQL parafínico x seco. Fonte: []
Nota-se através dos grá�cos de cubo que a média das forças varia principalmente quando
se muda a profundidade de corte. O avanço por dente também resulta em uma grande
variação da força. A velocidade de corte não varia tanto as médias da resposta e o lubri�cante
tem uma in�uência maior na variação das médias apenas em uma profundidade de corte de
1mm (ap -1). A �gura 4.36 representa o grá�co de interações entre MQL parafínico x seco.
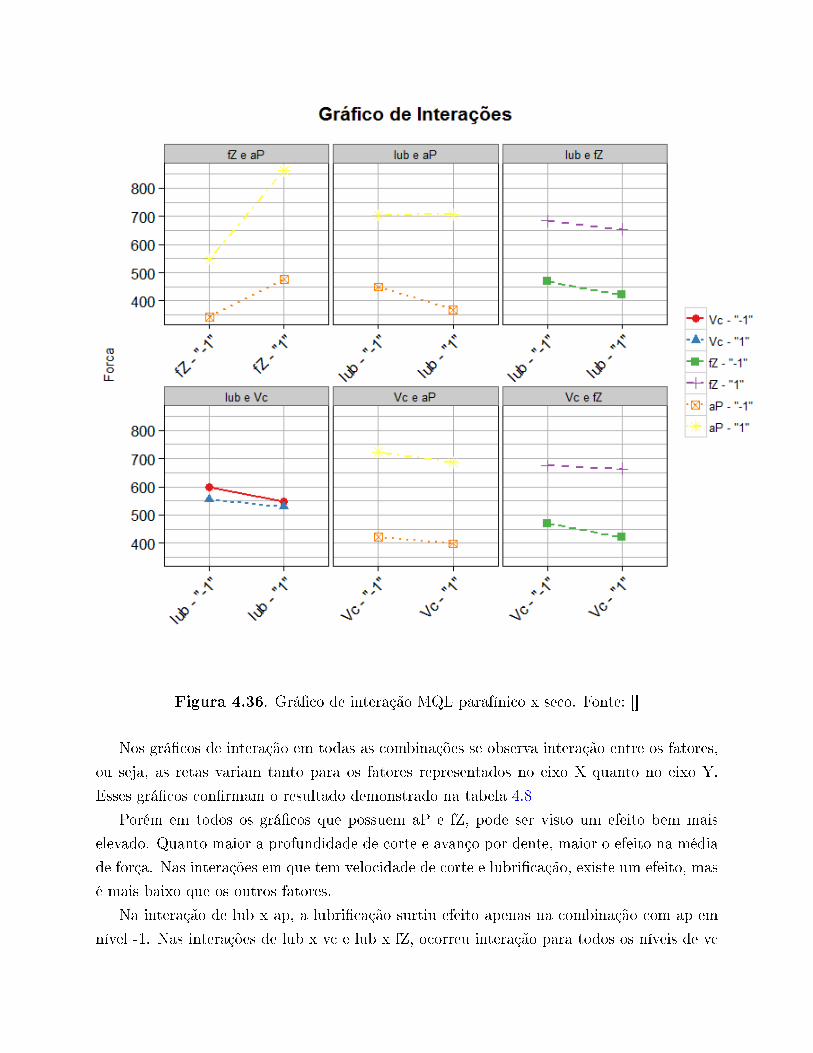
Figura 4.36. Grá�co de interação MQL parafínico x seco. Fonte: []
Nos grá�cos de interação em todas as combinações se observa interação entre os fatores,
ou seja, as retas variam tanto para os fatores representados no eixo X quanto no eixo Y.
Esses grá�cos con�rmam o resultado demonstrado na tabela 4.8
Porém em todos os grá�cos que possuem aP e fZ, pode ser visto um efeito bem mais
elevado. Quanto maior a profundidade de corte e avanço por dente, maior o efeito na média
de força. Nas interações em que tem velocidade de corte e lubri�cação, existe um efeito, mas
é mais baixo que os outros fatores.
Na interação de lub x ap, a lubri�cação surtiu efeito apenas na combinação com ap em
nível -1. Nas interações de lub x vc e lub x fZ, ocorreu interação para todos os níveis de vc
e fZ. Na interação de Vc x fZ, a velocidade de corte tem um efeito maior na combinação,
avanço por dente no nível -1. Em Vc x aP observa-se um a interação dos fatores, com a
velocidade de corte resultando em um efeito maior com a profundidade de corte de 2mm
(+1).
O grá�co mais marcante é da interação de aP x fZ. Nota-se que tanto a profundidade
de corte quanto o avanço por dente, produzem uma grande diferença na média das forças.
Isso signi�ca que são os fatores que mais estimulam um efeito sobre a média da força no
experimento. Portanto ambos produzem um efeito e interagem entre si.
A Figura 4.40 mostra uma superfície de resposta com MQL parafínico x seco.
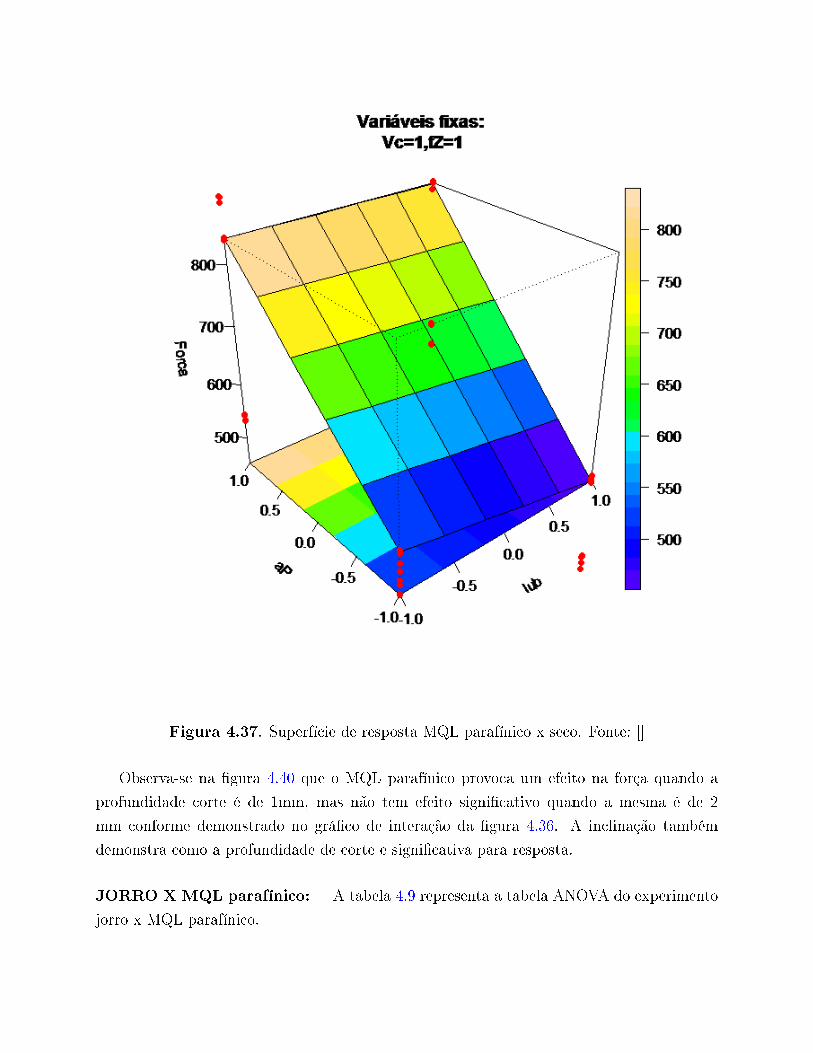
Figura 4.37. Superfície de resposta MQL parafínico x seco. Fonte: []
Observa-se na �gura 4.40 que o MQL parafínico provoca um efeito na força quando a
profundidade corte é de 1mm, mas não tem efeito signi�cativo quando a mesma é de 2
mm conforme demonstrado no grá�co de interação da �gura 4.36. A inclinação também
demonstra como a profundidade de corte e signi�cativa para resposta.
JORRO X MQL parafínico: A tabela 4.9 representa a tabela ANOVA do experimento
jorro x MQL parafínico.
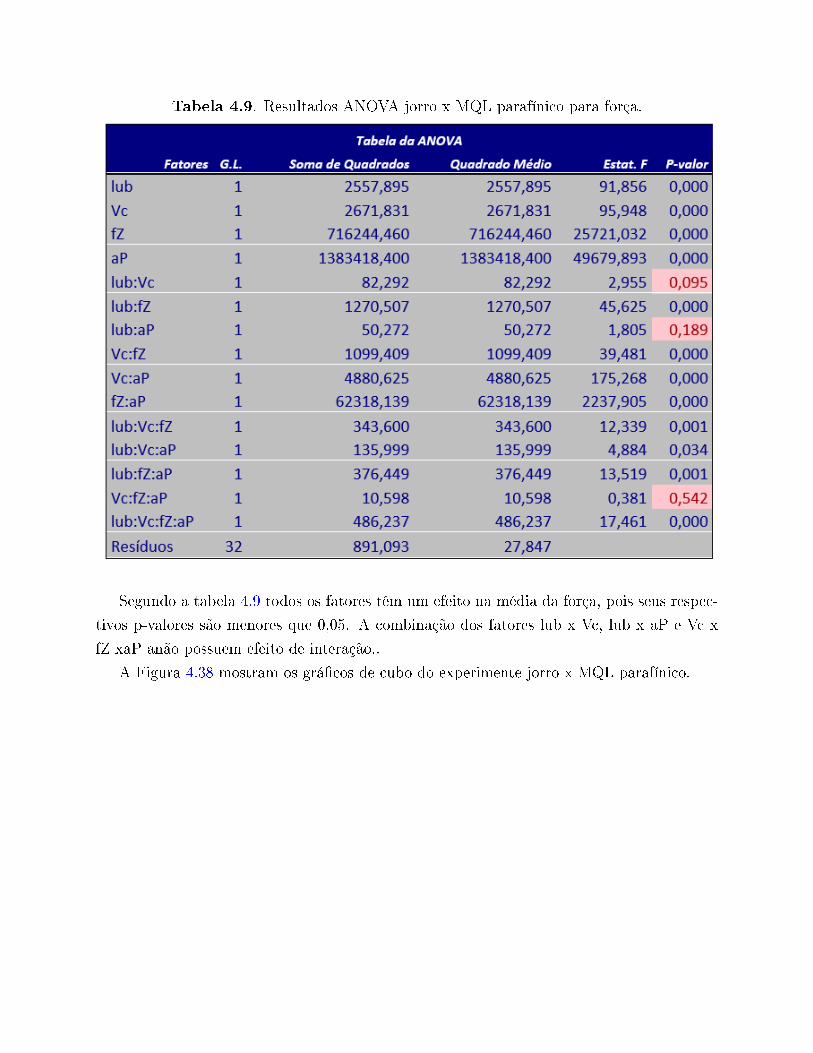
Tabela 4.9. Resultados ANOVA jorro x MQL parafínico para força.
Segundo a tabela 4.9 todos os fatores têm um efeito na média da força, pois seus respec-
tivos p-valores são menores que 0,05. A combinação dos fatores lub x Vc, lub x aP e Vc x
fZ xaP anão possuem efeito de interação..
A Figura 4.38 mostram os grá�cos de cubo do experimente jorro x MQL parafínico.
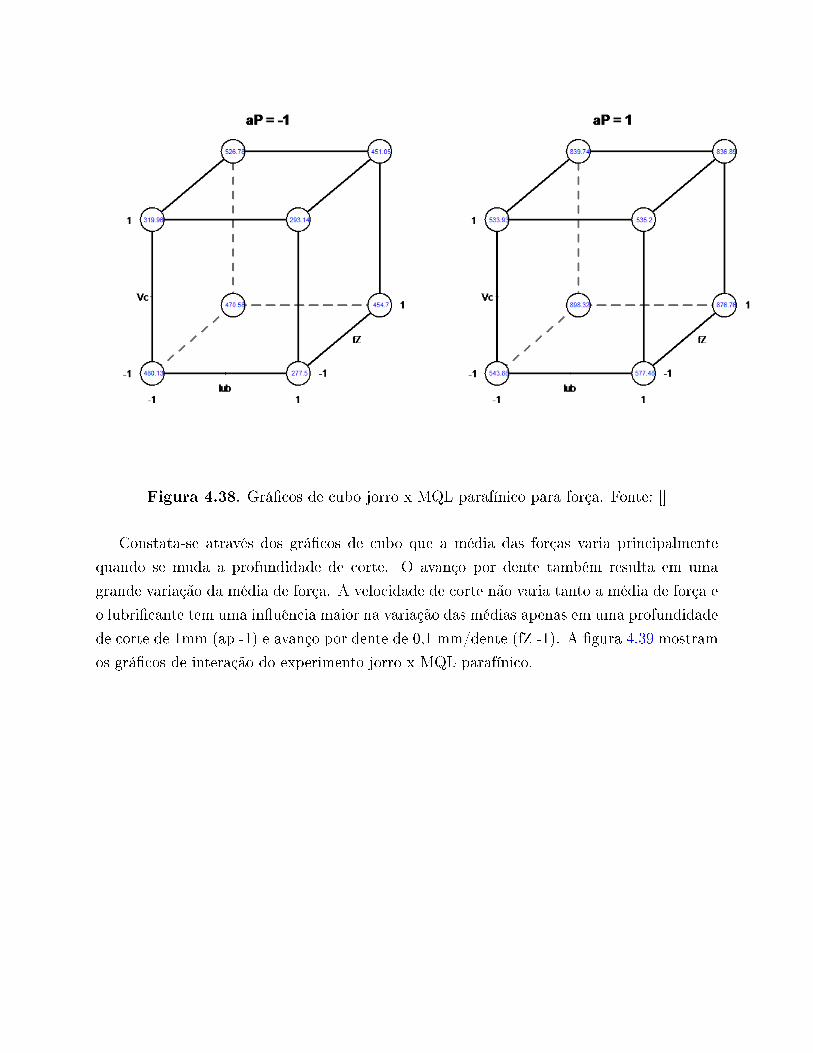
Figura 4.38. Grá�cos de cubo jorro x MQL parafínico para força. Fonte: []
Constata-se através dos grá�cos de cubo que a média das forças varia principalmente
quando se muda a profundidade de corte. O avanço por dente também resulta em uma
grande variação da média de força. A velocidade de corte não varia tanto a média de força e
o lubri�cante tem uma in�uência maior na variação das médias apenas em uma profundidade
de corte de 1mm (ap -1) e avanço por dente de 0,1 mm/dente (fZ -1). A �gura 4.39 mostram
os grá�cos de interação do experimento jorro x MQL parafínico.
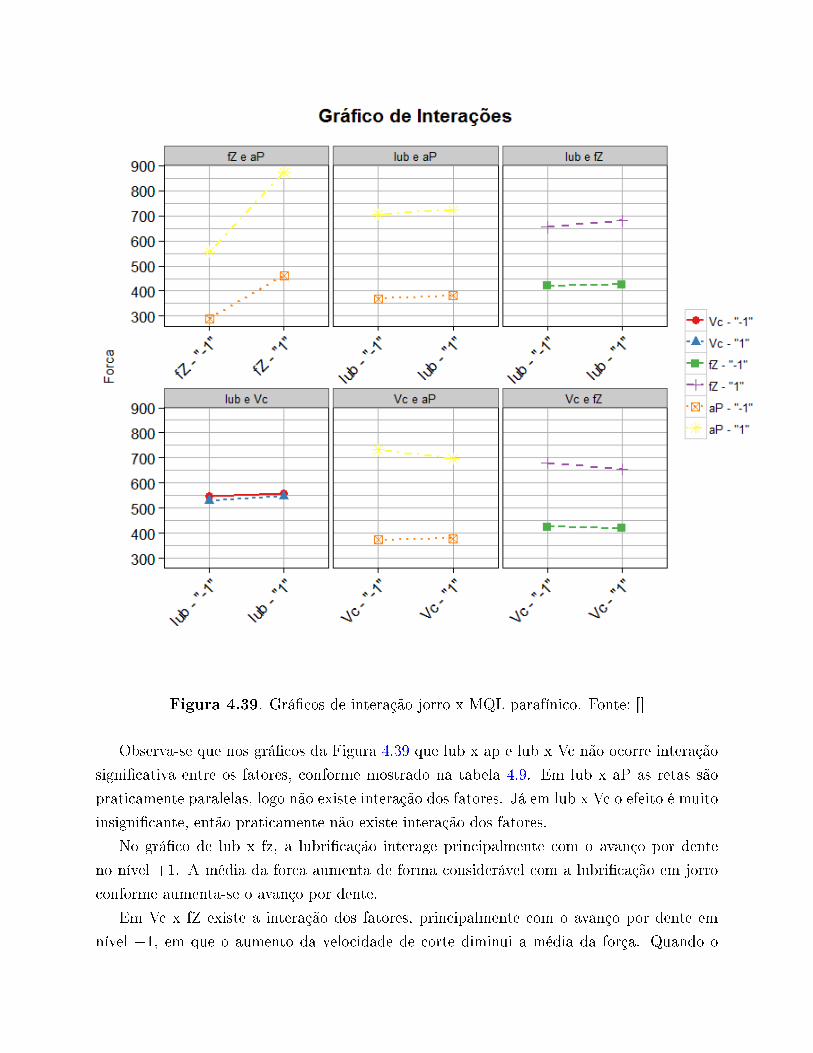
Figura 4.39. Grá�cos de interação jorro x MQL parafínico. Fonte: []
Observa-se que nos grá�cos da Figura 4.39 que lub x ap e lub x Vc não ocorre interação
signi�cativa entre os fatores, conforme mostrado na tabela 4.9. Em lub x aP as retas são
praticamente paralelas, logo não existe interação dos fatores. Já em lub x Vc o efeito é muito
insigni�cante, então praticamente não existe interação dos fatores.
No grá�co de lub x fz, a lubri�cação interage principalmente com o avanço por dente
no nível +1. A média da forca aumenta de forma considerável com a lubri�cação em jorro
conforme aumenta-se o avanço por dente.
Em Vc x fZ existe a interação dos fatores, principalmente com o avanço por dente em
nível +1, em que o aumento da velocidade de corte diminui a média da força. Quando o
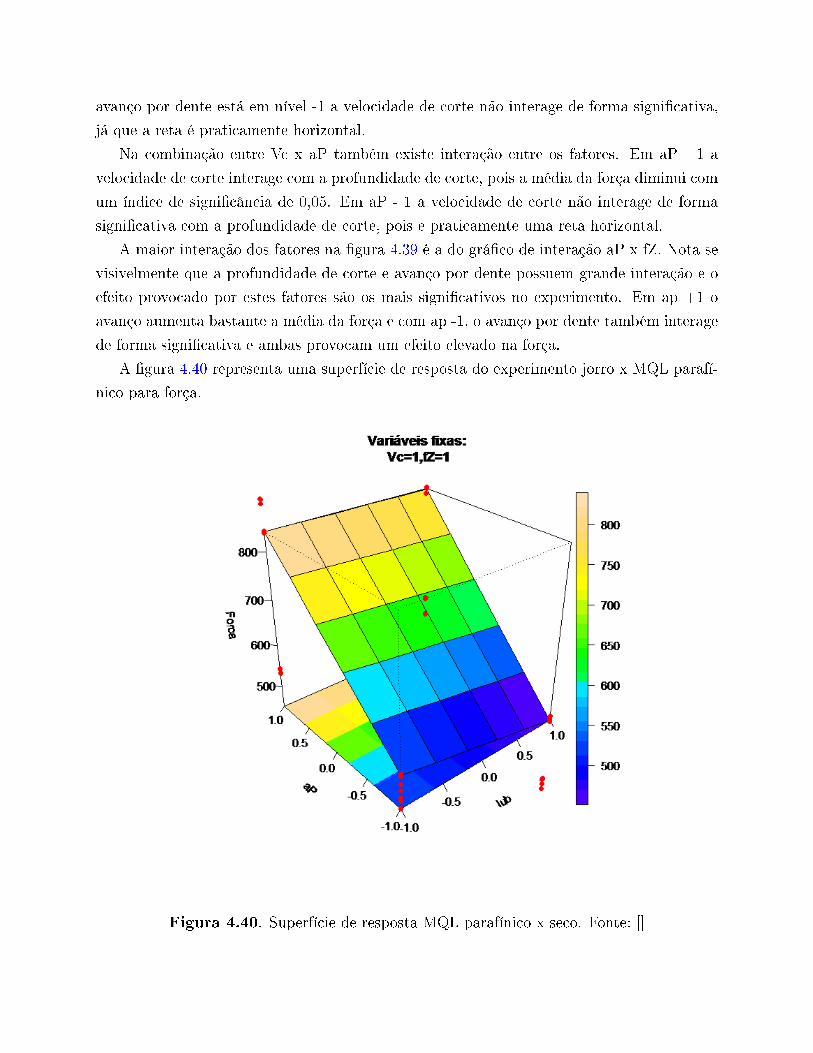
avanço por dente está em nível -1 a velocidade de corte não interage de forma signi�cativa,
já que a reta é praticamente horizontal.
Na combinação entre Vc x aP também existe interação entre os fatores. Em aP +1 a
velocidade de corte interage com a profundidade de corte, pois a média da força diminui com
um índice de signi�cância de 0,05. Em aP - 1 a velocidade de corte não interage de forma
signi�cativa com a profundidade de corte, pois e praticamente uma reta horizontal.
A maior interação dos fatores na �gura 4.39 é a do grá�co de interação aP x fZ. Nota-se
visivelmente que a profundidade de corte e avanço por dente possuem grande interação e o
efeito provocado por estes fatores são os mais signi�cativos no experimento. Em ap +1 o
avanço aumenta bastante a média da força e com ap -1, o avanço por dente também interage
de forma signi�cativa e ambas provocam um efeito elevado na força.
A �gura 4.40 representa uma superfície de resposta do experimento jorro x MQL parafí-
nico para força.
Figura 4.40. Superfície de resposta MQL parafínico x seco. Fonte: []
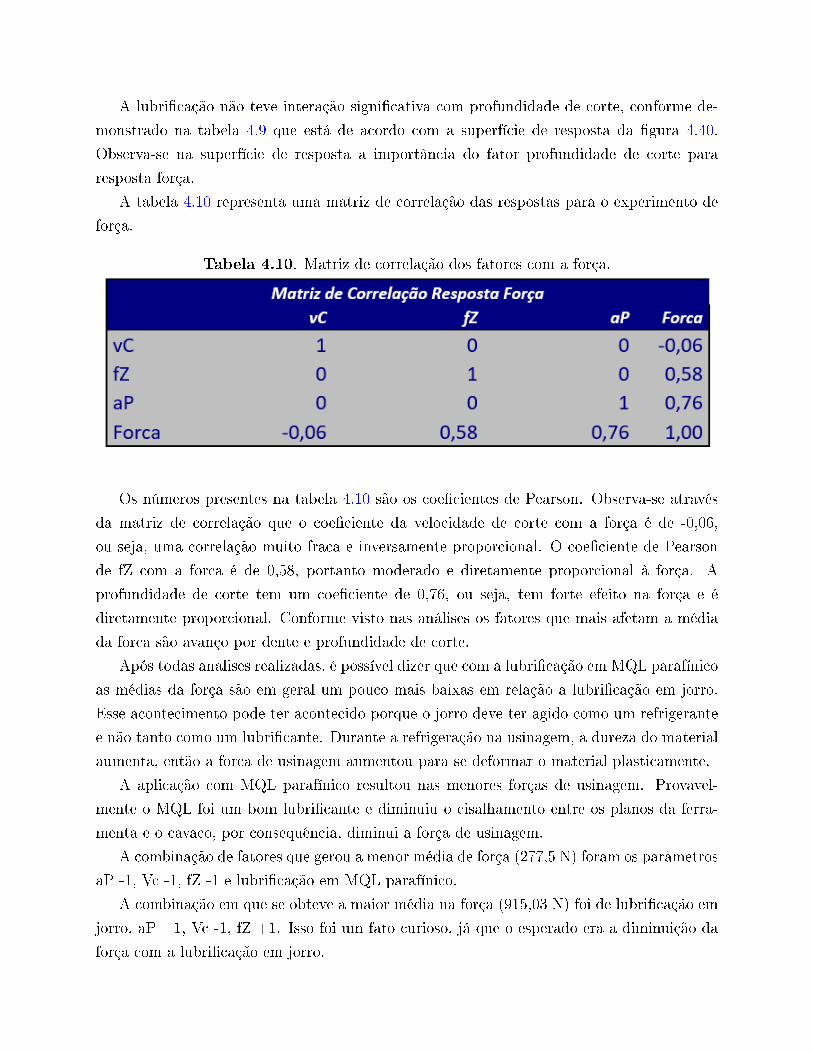
A lubri�cação não teve interação signi�cativa com profundidade de corte, conforme de-
monstrado na tabela 4.9 que está de acordo com a superfície de resposta da �gura 4.40.
Observa-se na superfície de resposta a importância do fator profundidade de corte para
resposta força.
A tabela 4.10 representa uma matriz de correlação das respostas para o experimento de
força.
Tabela 4.10. Matriz de correlação dos fatores com a força.
Os números presentes na tabela 4.10 são os coe�cientes de Pearson. Observa-se através
da matriz de correlação que o coe�ciente da velocidade de corte com a força é de -0,06,
ou seja, uma correlação muito fraca e inversamente proporcional. O coe�ciente de Pearson
de fZ com a forca é de 0,58, portanto moderado e diretamente proporcional à força. A
profundidade de corte tem um coe�ciente de 0,76, ou seja, tem forte efeito na força e é
diretamente proporcional. Conforme visto nas análises os fatores que mais afetam a média
da forca são avanço por dente e profundidade de corte.
Após todas analises realizadas, é possível dizer que com a lubri�cação em MQL parafínico
as médias da força são em geral um pouco mais baixas em relação a lubri�cação em jorro.
Esse acontecimento pode ter acontecido porque o jorro deve ter agido como um refrigerante
e não tanto como um lubri�cante. Durante a refrigeração na usinagem, a dureza do material
aumenta, então a forca de usinagem aumentou para se deformar o material plasticamente.
A aplicação com MQL parafínico resultou nas menores forças de usinagem. Provavel-
mente o MQL foi um bom lubri�cante e diminuiu o cisalhamento entre os planos da ferra-
menta e o cavaco, por consequência, diminui a força de usinagem.
A combinação de fatores que gerou a menor média de força (277,5 N) foram os parâmetros
aP -1, Vc -1, fZ -1 e lubri�cação em MQL parafínico.
A combinação em que se obteve a maior média na força (915,03 N) foi de lubri�cação em
jorro, aP +1, Vc -1, fZ +1. Isso foi um fato curioso, já que o esperado era a diminuição da
força com a lubri�cação em jorro.

Portanto os resultados comprovam que estatisticamente os lubri�cantes são diferentes na
resposta da força. Visto que os p-valores foram signi�cativos em todas as análises de força.
E também pode ser visto os efeitos dos parâmetros de usinagem com a força de usinagem.
As analises estatísticas provam que avanço por dente e profundidade de corte, são os fatores
mais importantes para força de usinagem devido ao aumento de material que se retira com
o aumento de ambos os parâmetros.
5 Conclusões
• O parâmetro mais importante para um bom acabamento super�cial é a velocidade de
corte;
• Os lubri�cantes MQL parafínico, MQL naftênico e jorro são estatisticamente consi-
derados equivalentes quando se trata de acabamento super�cial, mas a ausência de
lubri�cação altera a resposta;
• A melhor combinação dos parâmetros para um bom acabamento super�cial foram Vc
+1, aP +1,fZ -1 e lubri�cação MQL parafínico, se obteve a resposta Ra = 0,1523;
• Para força, todo fator tem signi�cância, entretanto os que provocam o maior efeito na
força são a profundidade de corte (aP) e avanço por dente (fz);
• Os lubri�cantes são estatisticamente diferentes quando se compara a resposta de força,
sendo que o MQL parafínico aparentou reduzir a força na maioria dos casos;
• Os parâmetros que provocaram a maior resposta de força (876,76 N) foram Vc -1, aP
+1, fZ +1 e lubri�cação em jorro;
• Os parâmetros que causaram menor resposta de força (277,7 N) foram Vc -1, aP -1, fZ
-1 e lubri�cação com MQL parafínico;
• É possível substituir aplicação em jorro pelo MQL, já que são estatisticamente seme-
lhantes para acabamento super�cial e MQL indicou um menor gasto de força.

6 Trabalhos futuros
Para se obter resultados mais conclusivos seria necessário um número maior de amostras
tanto para força quanto para rugosidade. Os parâmetros para qualidade super�cial podem
ser reduzidos para velocidade de corte e lubri�cação, assim é possível realizar um número
maior de experimentos com um custo menor. Para a força seriam necessárias mais amostras,
mas a velocidade de corte poderia ser �xa pois é o fator menos in�uente para resposta força,
assim é possível realizar um número maior de amostras com um custo mais baixo.
Um estudo de desgaste de ferramenta com cada lubri�cante seria interessante, pois nesse
trabalho essa característica não foi analisada e é de grande importância na indústria, a �m
de se obter o melhor custo benefício de produção.
Cálculos de quanto seria a economia pela substituição do jorro pelo MQL, em termos de
�uidos, tratamento do cavaco e economia de espaço no almoxarifado de uma industria.
Referências Bibliográ�cas
[1] D. Ferraresi, �Fundamentos da usinagem dos metais.(1977),� São Paulo: Edgard Blü-
cher, 1998.
[2] A. J. d. SOUZA, �Processos de fabricação por usinagem parte 1,� Universidade Federal
do Rio Grande do Sul, 2011.
[3] IFSC, �Apostila de usinagem 1,� Revista Técnico Cientí�ca do IFSC, vol. 1, no. 2, p. 16,
2003.
[4] Á. R. Machado, A. M. Abrão, R. T. Coelho, and M. B. d. Silva, �Teoria da usinagem
dos materiais,� São Paulo: Blucher, vol. 2, 2009.
[5] S. Coromant, �Manual técnico de usinagem, torneamento, fresamento, furação, mandri-
lamento e sistemas de �xação,� Jurubatuba, sd 1v. il, 2010.
[6] R. Viana et al., �Estudo da caracterização de ferramentas de corte texturizadas a laser
e revestidas utilizadas no fresamento frontal de ferro fundido vermicular,� 2009.
[7] R. S. BARBOSA, �Avalia�ÿo dos esfor�os de corte no fresamento frontal da liga
de alumínio-silício (a356) quando mantido constante a produÃ�ÿo de peÃ�as,� 2014.
[8] A. E. Diniz, F. C. Marcondes, and N. L. Coppini, Tecnologia da usinagem dos materiais.
Artliber Editora, 2006.
[9] M. L. Polli, N. Volpato, J. R. de Amorim, and N. P. C. Franzini, �In�uência dos parâ-
metros de corte sobre os erros dimensionais no fresamento de material polimérico para
moldes-protótipo,� 4o COBEF. Estância de São Pedro: ABCM, 2007.
[10] D. G. UNFALLVERSICHERUNG, �Minimum quantity lubrication for machining ope-
rations,� 2010.
[11] B. L. Tai, D. A. Stephenson, R. J. Furness, and A. J. Shih, �Minimum quantity lubrica-
tion (mql) in automotive powertrain machining,� Procedia CIRP, vol. 14, pp. 523�528,
2014.
[12] A. E. Correia and J. P. Davim, �Efeito da lubri�cação mínima (mql-minimal quantity of
lubricant) na maquinagem de uma liga de alumínio,� Revista da Associação Portuguesa
de Análise Experimental de Tensões ISSN, vol. 122, p. 922, 2006.
[13] C. Bruni, L. Apolito, A. Forcellese, F. Gabrielli, and M. Simoncini, �Surface roughness
modelling in �nish face milling under mql and dry cutting conditions,� International
Journal of Material Forming, vol. 1, pp. 503�506, 2008.
[14] N. Tosun and M. Huseyinoglu, �E�ect of mql on surface roughness in milling of aa7075-
t6,� Materials and Manufacturing Processes, vol. 25, no. 8, pp. 793�798, 2010.
[15] S. Kedare, D. Borse, and P. Shahane, �E�ect of minimum quantity lubrication (mql)
on surface roughness of mild steel of 15hrc on universal milling machine,� Procedia
Materials Science, vol. 6, pp. 150�153, 2014.
[16] B. B. Neto, I. S. Scarminio, and R. E. Bruns, Como Fazer Experimentos-: Pesquisa e
Desenvolvimento na Ciência e na Indústria. Bookman Editora, 2010.
[17] D. C. Montgomery, G. C. Runger, and V. Calado, Estatística Aplicada E Probabilidade
Para Engenheiros . Grupo Gen-LTC, 2000.
![(Fracture toughness of silicon carbide, alumina and red ... · Para as cerâmicas avançadas existe uma norma que estabelece todas as diretrizes para esse método [11]. Segundo a](https://img.document.onl/doc/110x75/5c63448309d3f284448b4572/fracture-toughness-of-silicon-carbide-alumina-and-red-para-as-ceramicas.jpg)