Embed Size (px)
Citation preview

APLICAÇÃO DA DESCARBONETAÇÃO VISANDO A OTIMIZAÇÃO DE
PROCESSOS PARA A FABRICAÇÃO DE FACAS MOLDÁVEIS
Thiene Jorge Galutti(1)
, Carlos Roberto Gianini Junior(2)
e Jorge Kolososki(3)
(1) [email protected] - Engenheira de Materiais;
(2) Engenheiro Metalurgista da Mangels Industrial S.A;
(3) Professor do Departamento de Engenharia de Materiais da FEI - Fundação Educacional Inaciana.
RESUMO
Este trabalho apresenta um estudo sobre o efeito da descarbonetação nas
propriedades de um aço ABNT 1050 utilizado na fabricação de facas moldáveis. Os
resultados obtidos revelaram a boa influência do fenômeno de descarbonetação em
processos de conformação do material, reproduzindo as características de facas
importadas de alta qualidade, as quais ao serem dobradas a 180° não apresentaram
fraturas ou trincas. Para a realização da descarbonetação verificou-se a importância
do controle da atmosfera do forno, constituída de 5 % de hidrogênio e 95% de
nitrogênio, a qual evita a oxidação do material, sendo a água o principal agente
descarbonetante. Amostras foram descarbonetadas á 700 ºC durante quatro horas,
e resfriadas dentro do forno. Através do tratamento térmico de austêmpera com
temperatura de austenitização de 840 °C por 10 minutos e resfriamento em banho
de sal a 380 °C por 25 minutos, obteve-se um material com estrutura bainítica e
dureza 302 HV, proporcionando resistência para o corte do couro e, ao mesmo
tempo, a ductilidade necessária para conformação da faca.
Palavras-chave: Descarbonetação; Facas moldáveis; Dobramento.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
133
ABSTRACT
This work presents a study about the effect of decarburization on the properties of an
AISI 1050 steel used in the manufacture of moldable knives. The results revealed the
good influence of the decarburization in sheet-metal forming manufacturing
processes, reproducing the characteristics of imported high quality knives, which are
bent to 180 ° showing no fractures or cracks. To perform the decarburization verified
the importance of controlling the furnace atmosphere consisting of 5% hydrogen and
95% nitrogen, which prevents oxidation of the material being the water the primary
agent of decarburization. Samples were decarburizated at 700°C for four hours, and
cooled inside the oven. By the heat treatment of austempering with austenitizing
temperature of 840°C for 10 minutes and cooling in a salt bath at 380°C for 25
minutes gave a material with bainitic structure and hardness HV 302, providing
resistance to cut the leather and at the same time, the ductility necessary to forming
the knife.
Key words: Decarburization; Moldable knives, Bending.
I. INTRODUÇÃO
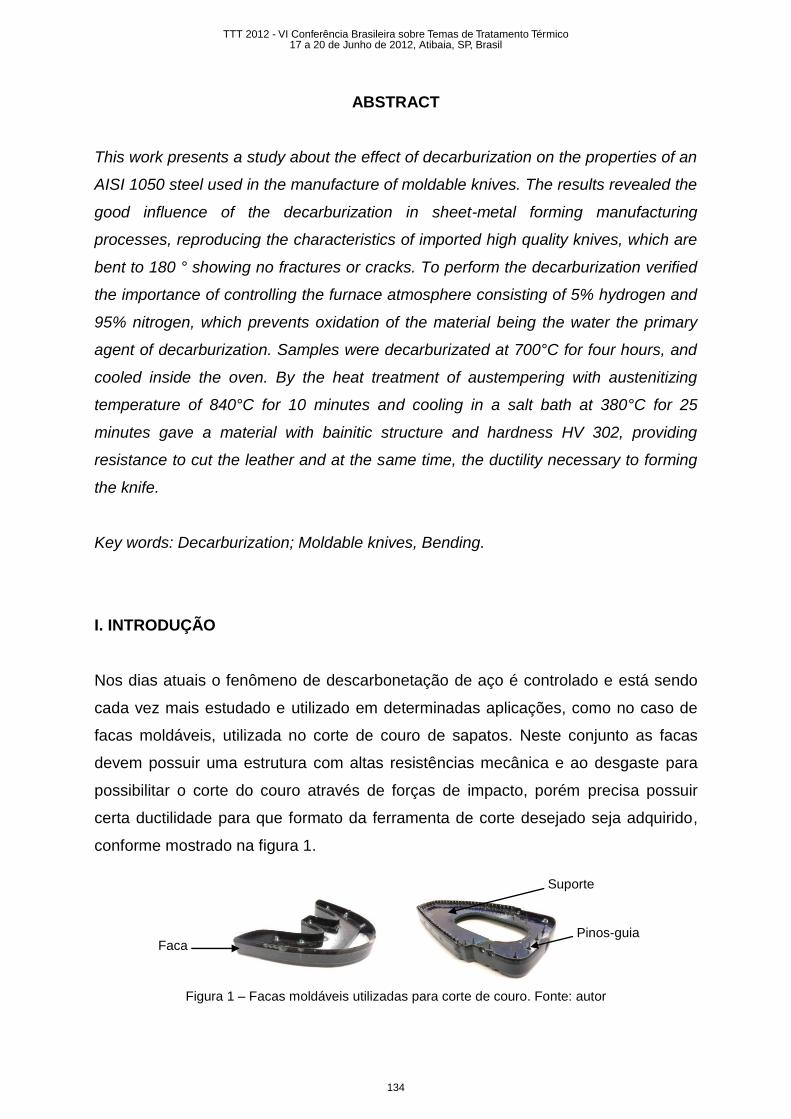
Nos dias atuais o fenômeno de descarbonetação de aço é controlado e está sendo
cada vez mais estudado e utilizado em determinadas aplicações, como no caso de
facas moldáveis, utilizada no corte de couro de sapatos. Neste conjunto as facas
devem possuir uma estrutura com altas resistências mecânica e ao desgaste para
possibilitar o corte do couro através de forças de impacto, porém precisa possuir
certa ductilidade para que formato da ferramenta de corte desejado seja adquirido,
conforme mostrado na figura 1.
Figura 1 – Facas moldáveis utilizadas para corte de couro. Fonte: autor
Faca
Suporte
Faca
Pinos-guia
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
134

É importante ressaltar que a ferramenta de corte é constituída de várias
partes, fabricadas utilizando diversos tipos de aços, o que impede a realização do
tratamento térmico após montagem final. Assim, é importante que cada parte
utilizada na montagem desta ferramenta esteja tratada e já possua a estrutura
necessária para suportar os esforços a que será submetida durante as operações de
corte.
Através da caracterização de facas importadas será possível aprimorar o
processo de fabricação e, consequentemente, as propriedades do produto nacional,
obtendo-se, assim, facas de alta qualidade e funcionalidade que sejam iguais ou
superiores aos produtos importados, desenvolvendo o mercado nacional.
Os resultados deste trabalho poderão auxiliar pequenas empresas nacionais na
adequação de seus processos para obtenção de tiras de aço que são utilizadas na
fabricação de facas moldáveis, com redução de custos e melhoria na qualidade,
tornando-as competitivas frente aos fornecedores externos.
Este trabalho tem por objetivo caracterizar amostras de alta qualidade de faca
moldável importada e reproduzir, através de descarbonetação e austêmpera tais
propriedades no material nacional, visando a otimização dos processos nacionais de
fabricação e o aumento da qualidade.
II. MATERIAIS E MÉTODOS
Análise Química
Visando a identificação do aço utilizado na fabricação das facas importadas
realizou-se uma análise química, utilizando o método de espectrometria de emissão
atômica.
Análise Metalográfica e Medidas de Dureza
Para a realização da análise metalográfica as amostras foram cortadas
transversalmente e embutidas em baquelite utilizando uma prensa automática marca
Techpress 2. A seguir foram lixadas utilizando a seguinte sequência de lixas: #220,
#320, #400 e #600. O polimento foi realizado em politrizes mecânicas usando como
abrasivo pasta de diamante com #6 microns e #2 microns. Para evidenciar a
estrutura do material as amostras foram atacadas com Nital 2%. Para determinação
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
135

da dureza utilizou-se um durômetro marca Shimadzu e escala micro-Vickers com
carga de 200g.
Descarbonetação
A descarbonetação foi realizada em parceria com a empresa Mangels
Industrial S/A. Para isto utilizou-se um forno industrial elétrico, com atmosfera
controlada constituída por 5% de hidrogênio (H2) e 95% de nitrogênio (N2), a uma
vazão de 10 m³/h, visando três vezes a troca de toda atmosfera contida no forno em
uma hora de tratamento. É importante ressaltar que durante o tratamento houve
gotejamento de água, proporcionando vapor em abundância misturado com a
atmosfera. Treze amostras de aço ABNT 1050 nacional, com dimensões de 19 mm
por 150 mm e 2 mm de espessura (padrão para as facas) foram colocadas no forno
à temperatura ambiente. Iniciou o aquecimento e, em 5 horas atingiu a temperatura
pretendida de tratamento de 700°C. As amostras permaneceram na temperatura de
tratamento por 4 horas e foram resfriadas dentro do forno.
Tratamento Térmico - Austêmpera
O tratamento térmico foi realizado na empresa Austemp Tratamento Térmico
de Metais Ltda. As amostras descarbonetadas foram austenitizadas à 840 ºC por 10
minutos e resfriadas em banho de sal à 380 ºC onde permaneceram por 25 minutos,
seguido de resfriamento ao ar calmo até a temperatura ambiente.
Ensaios de Dobramento
Os ensaios de dobramento foram realizados utilizando-se um dispositivo
próprio de dobramento conforme norma ASTM E 290-09, objetivando-se uma dobra
de 180° no material, com posterior avaliação visual para detectar a presença de
trincas e fissuras.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
136

III. RESULTADOS E DISCUSSÕES
Análise química
O resultado da análise química indicou que os materiais importado e nacional
são semelhantes: segundo norma da ABNT NBR NM 87:2000 o aço nacional é o
ABNT 1050 e o aço importado é o ABNT 1045, ambos apropriados para esta
aplicação.
Metalografia e Microdureza para Caracterização das Amostras
Corpos de prova dos materiais nacional e importado foram preparados e
analisados microscopicamente. Inicialmente, sem ataque, nenhum deles apresentou
quantidade significante de inclusões que pudessem ser prejudiciais às propriedades
dos mesmos. Após ataque com Nital 2% foram novamente examinados, objetivando
a identificação da estrutura. Os resultados obtidos estão mostrados nas figuras 2 e
3.
Figura 2 – Micrografia com ataque mostrando a ponta de corte temperada.
Seção transversal. Materiais (a) Nacional e (b) Importado. Fonte: autor
Nas figuras 2 (a) e (b) observa-se que a região de corte de ambas as
amostras são, após usinadas (afiadas), temperadas localmente visando elevada
dureza e resistência ao desgaste, permitindo assim o corte do couro.
A faca importada, diferentemente da nacional, possui uma camada superficial
descarbonetada (região clara, mostrada na foto 3), a qual possui uma quantidade de
carbono praticamente nula, proporcionando maior facilidade de conformação. Esta
camada descarbonetada é um dos principais fatores responsáveis pela alta
qualidade das facas moldáveis importadas. Nota-se que na região de corte, durante
(a) (b)
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
137

o processo de afiação, esta camada é removida, não influenciando, portanto na
performance do produto.
As figuras 4 (a) e (b) apresentam as estruturas das amostras nacional e importada e
ao compará-las, verifica-se que a amostra nacional apresenta uma estrutura um
pouco heterogênea, constituída por bainita e martensita revenida. Já a amostra
importada apresenta uma estrutura mais homogênea, totalmente bainítica.
Figura 3 – Micrografia com ataque com diferentes ampliações do material importado. (a) Ampliação
original de 50x e (b) Ampliação original de 500x. Fonte: autor
Porém, a maior diferença entre estas amostras é a granulação, a qual é mais
refinada e homogênea no produto importado. Este fato influencia as propriedades da
faca, favorecendo a conformação/dobramento da mesma.
Figura 4 – Micrografia com ataque do núcleo do material. Seção transversal. (a) Nacional e (b)
Importado. Fonte: autor
Através do software AxioCam integrado ao microscópio óptico realizou-se a
medição da camada descarbonetada da amostra importada, o qual indicou uma
média de profundidade de 0,054 mm.
Para finalizar a caracterização dos materiais utilizados atualmente na
fabricação de facas moldáveis, realizou-se testes de microdureza nas amostras. Os
(a) (b)
(a) (b)
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
138

resultados obtidos no ensaio da medição do núcleo de cada amostra, indicados na
tabela I, mostram que as amostras apresentam durezas muito próximas, o que
indica que o refino dos grãos e a camada superficial descarbonetada são os fatores
determinantes da alta qualidade do material importado.
Além disso, com a análise do desvio padrão das medidas realizadas, também
demostrado na tabela I, pode-se comprovar a maior heterogeneidade da amostra
nacional.
Tabela I – Resultado do ensaio de microdureza (10 pontos de medição). Fonte: autor.
Amostra Nacional (HV0,2) Importada (HV0,2)
Média 265,20 276,10
Desvio Padrão 15,80 9,40
Descarbonetação
As amostras do aço ABNT 1050 foram descarbonetadas e os resultados
obtidos estão indicados na figura 5.
Figura 5 - Micrografias com ataque das amostras descarbonetadas com ampliação original de
(a) 50x e (b) 1000x (núcleo). Seção transversal. Fonte: autor
É possível observar que, como a temperatura utilizada neste processo
(700°C) foi inferior à temperatura do patamar eutetóide (727°C), o material
descarbonetado sofreu esferoidização, o que pode ser visto na figura 5 (b).
Novamente, através do software integrado ao microscópio óptico, realizou-se
a medição da camada descarbonetada das amostras de aço ABNT 1050 e a média
obtida foi de 0,295 mm de profundidade.
(b) (a)
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
139
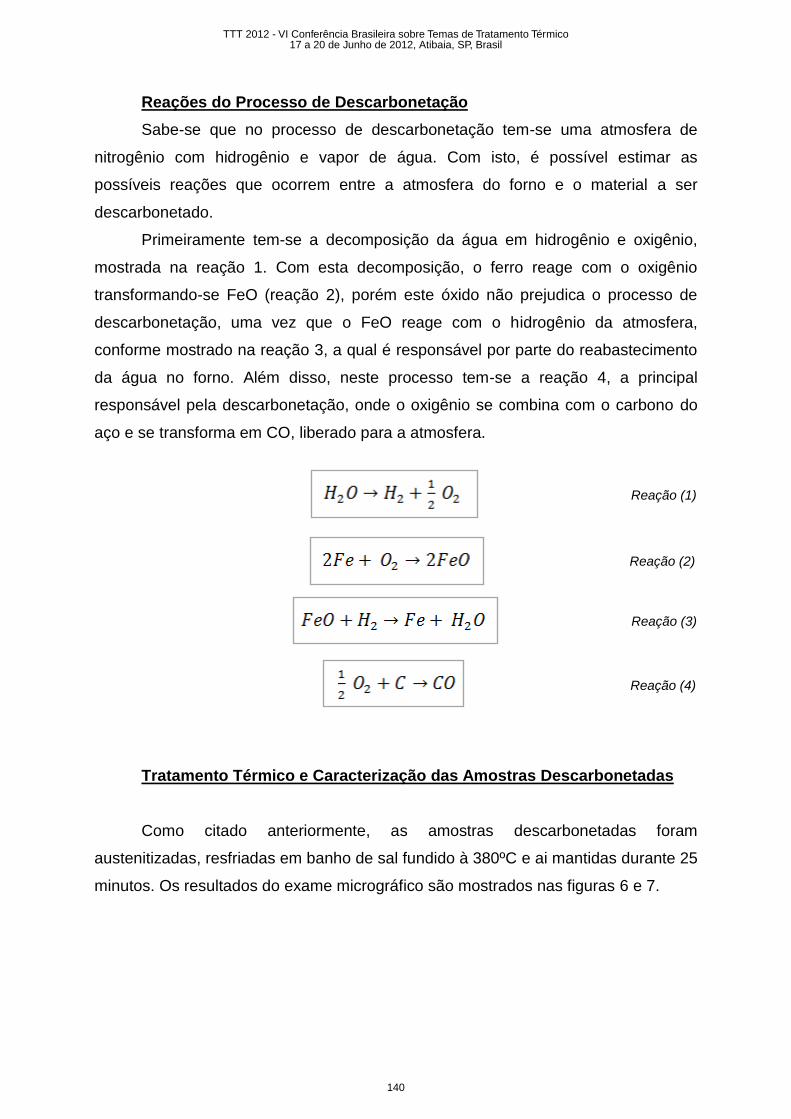
Reações do Processo de Descarbonetação
Sabe-se que no processo de descarbonetação tem-se uma atmosfera de
nitrogênio com hidrogênio e vapor de água. Com isto, é possível estimar as
possíveis reações que ocorrem entre a atmosfera do forno e o material a ser
descarbonetado.
Primeiramente tem-se a decomposição da água em hidrogênio e oxigênio,
mostrada na reação 1. Com esta decomposição, o ferro reage com o oxigênio
transformando-se FeO (reação 2), porém este óxido não prejudica o processo de
descarbonetação, uma vez que o FeO reage com o hidrogênio da atmosfera,
conforme mostrado na reação 3, a qual é responsável por parte do reabastecimento
da água no forno. Além disso, neste processo tem-se a reação 4, a principal
responsável pela descarbonetação, onde o oxigênio se combina com o carbono do
aço e se transforma em CO, liberado para a atmosfera.
Reação (1)
Reação (2)
Reação (3)
Reação (4)
Tratamento Térmico e Caracterização das Amostras Descarbonetadas
Como citado anteriormente, as amostras descarbonetadas foram
austenitizadas, resfriadas em banho de sal fundido à 380ºC e ai mantidas durante 25
minutos. Os resultados do exame micrográfico são mostrados nas figuras 6 e 7.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
140
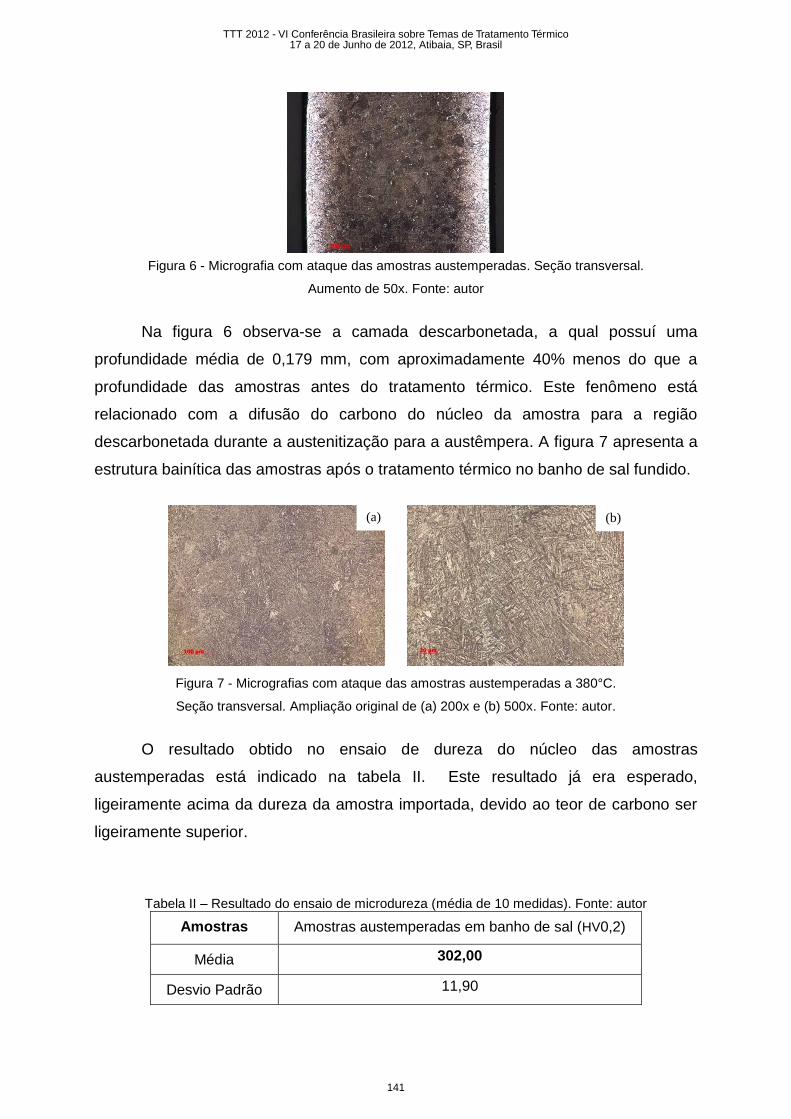
Figura 6 - Micrografia com ataque das amostras austemperadas. Seção transversal.
Aumento de 50x. Fonte: autor
Na figura 6 observa-se a camada descarbonetada, a qual possuí uma
profundidade média de 0,179 mm, com aproximadamente 40% menos do que a
profundidade das amostras antes do tratamento térmico. Este fenômeno está
relacionado com a difusão do carbono do núcleo da amostra para a região
descarbonetada durante a austenitização para a austêmpera. A figura 7 apresenta a
estrutura bainítica das amostras após o tratamento térmico no banho de sal fundido.
Figura 7 - Micrografias com ataque das amostras austemperadas a 380°C.
Seção transversal. Ampliação original de (a) 200x e (b) 500x. Fonte: autor.
O resultado obtido no ensaio de dureza do núcleo das amostras
austemperadas está indicado na tabela II. Este resultado já era esperado,
ligeiramente acima da dureza da amostra importada, devido ao teor de carbono ser
ligeiramente superior.
Tabela II – Resultado do ensaio de microdureza (média de 10 medidas). Fonte: autor
Amostras Amostras austemperadas em banho de sal (HV0,2)
Média 302,00
Desvio Padrão 11,90
(a) (b)
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
141
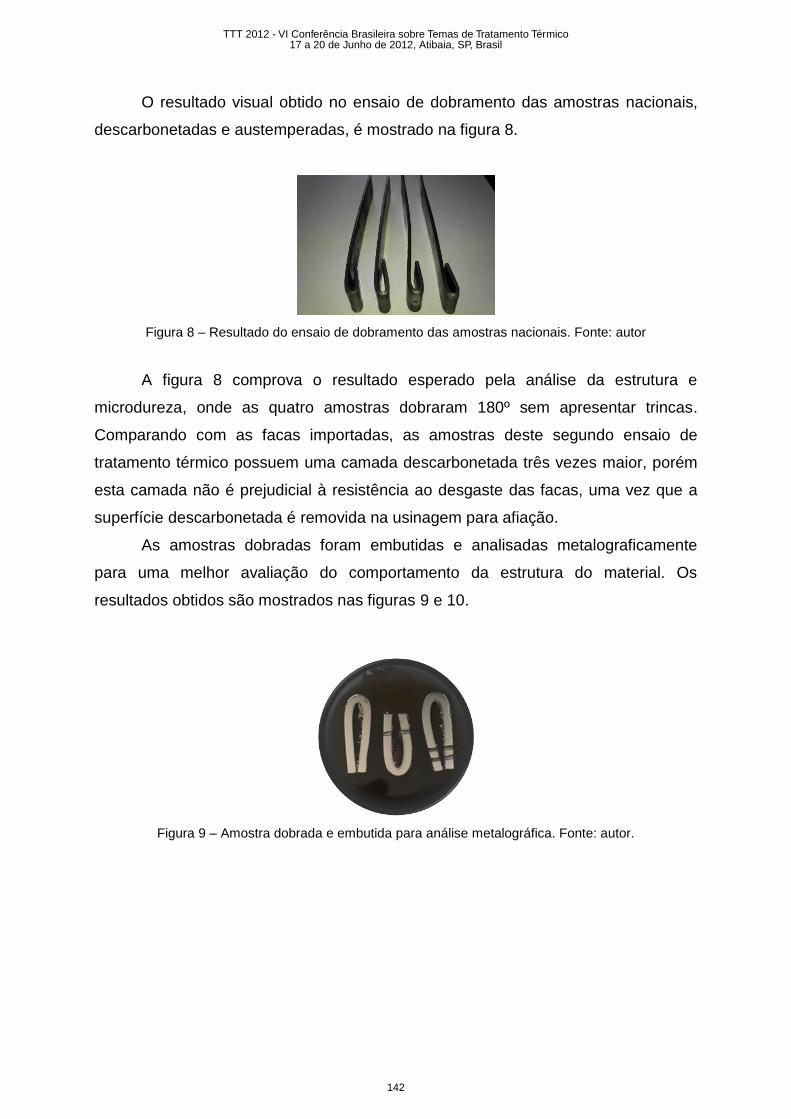
O resultado visual obtido no ensaio de dobramento das amostras nacionais,
descarbonetadas e austemperadas, é mostrado na figura 8.
Figura 8 – Resultado do ensaio de dobramento das amostras nacionais. Fonte: autor
A figura 8 comprova o resultado esperado pela análise da estrutura e
microdureza, onde as quatro amostras dobraram 180º sem apresentar trincas.
Comparando com as facas importadas, as amostras deste segundo ensaio de
tratamento térmico possuem uma camada descarbonetada três vezes maior, porém
esta camada não é prejudicial à resistência ao desgaste das facas, uma vez que a
superfície descarbonetada é removida na usinagem para afiação.
As amostras dobradas foram embutidas e analisadas metalograficamente
para uma melhor avaliação do comportamento da estrutura do material. Os
resultados obtidos são mostrados nas figuras 9 e 10.
Figura 9 – Amostra dobrada e embutida para análise metalográfica. Fonte: autor.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
142
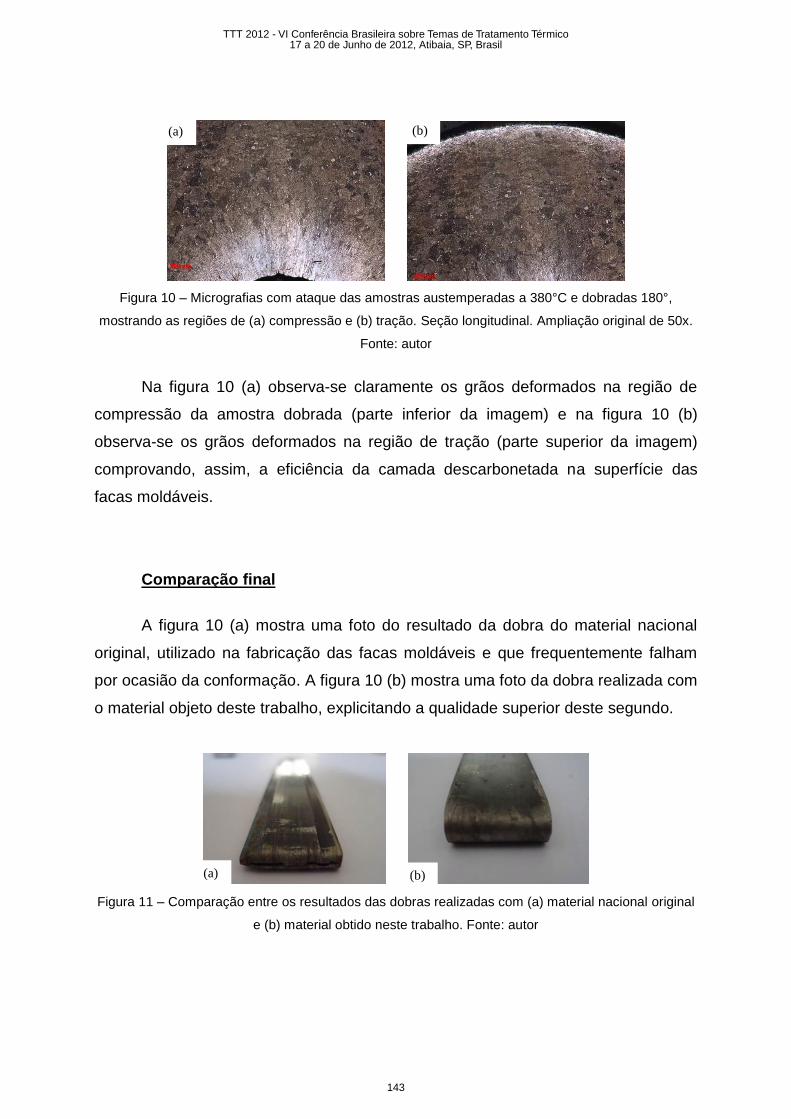
Figura 10 – Micrografias com ataque das amostras austemperadas a 380°C e dobradas 180°,
mostrando as regiões de (a) compressão e (b) tração. Seção longitudinal. Ampliação original de 50x.
Fonte: autor
Na figura 10 (a) observa-se claramente os grãos deformados na região de
compressão da amostra dobrada (parte inferior da imagem) e na figura 10 (b)
observa-se os grãos deformados na região de tração (parte superior da imagem)
comprovando, assim, a eficiência da camada descarbonetada na superfície das
facas moldáveis.
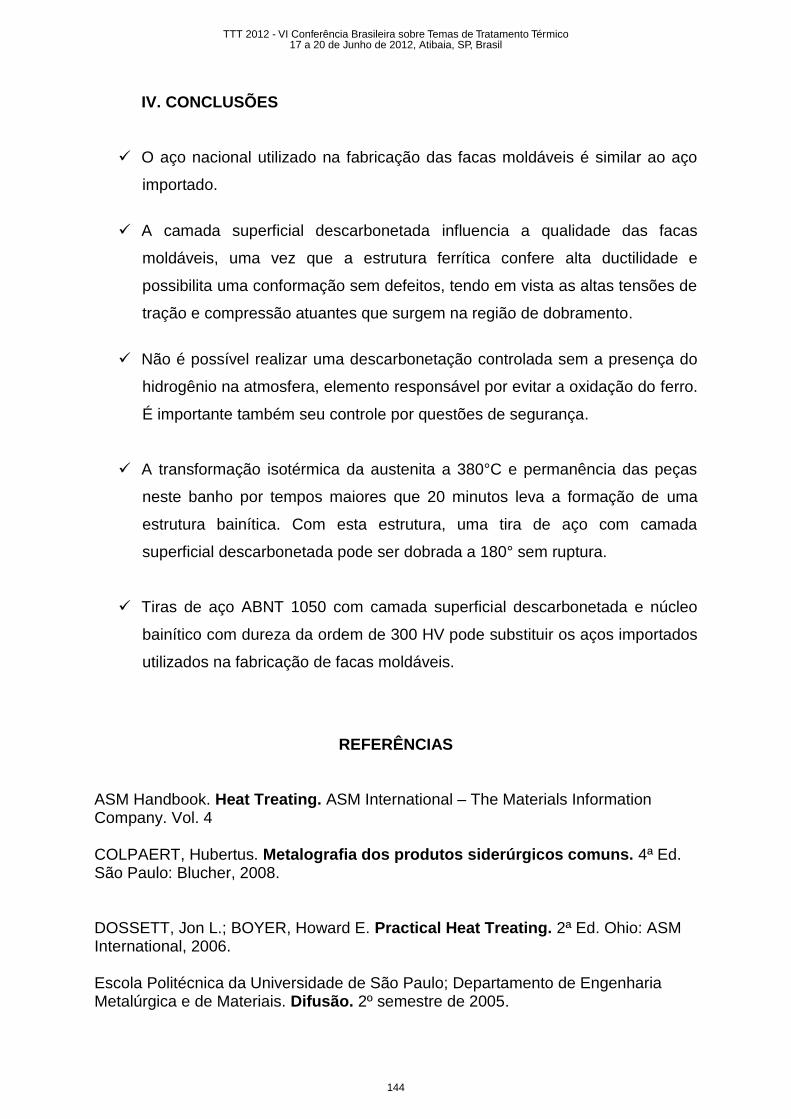
Comparação final
A figura 10 (a) mostra uma foto do resultado da dobra do material nacional
original, utilizado na fabricação das facas moldáveis e que frequentemente falham
por ocasião da conformação. A figura 10 (b) mostra uma foto da dobra realizada com
o material objeto deste trabalho, explicitando a qualidade superior deste segundo.
Figura 11 – Comparação entre os resultados das dobras realizadas com (a) material nacional original
e (b) material obtido neste trabalho. Fonte: autor
(a) (b)
(a) (b)
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
143
IV. CONCLUSÕES
O aço nacional utilizado na fabricação das facas moldáveis é similar ao aço
importado.
A camada superficial descarbonetada influencia a qualidade das facas
moldáveis, uma vez que a estrutura ferrítica confere alta ductilidade e
possibilita uma conformação sem defeitos, tendo em vista as altas tensões de
tração e compressão atuantes que surgem na região de dobramento.
Não é possível realizar uma descarbonetação controlada sem a presença do
hidrogênio na atmosfera, elemento responsável por evitar a oxidação do ferro.
É importante também seu controle por questões de segurança.
A transformação isotérmica da austenita a 380°C e permanência das peças
neste banho por tempos maiores que 20 minutos leva a formação de uma
estrutura bainítica. Com esta estrutura, uma tira de aço com camada
superficial descarbonetada pode ser dobrada a 180° sem ruptura.
Tiras de aço ABNT 1050 com camada superficial descarbonetada e núcleo
bainítico com dureza da ordem de 300 HV pode substituir os aços importados
utilizados na fabricação de facas moldáveis.
REFERÊNCIAS
ASM Handbook. Heat Treating. ASM International – The Materials Information Company. Vol. 4 COLPAERT, Hubertus. Metalografia dos produtos siderúrgicos comuns. 4ª Ed. São Paulo: Blucher, 2008.
DOSSETT, Jon L.; BOYER, Howard E. Practical Heat Treating. 2ª Ed. Ohio: ASM International, 2006. Escola Politécnica da Universidade de São Paulo; Departamento de Engenharia Metalúrgica e de Materiais. Difusão. 2º semestre de 2005.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
144

JÚNIO, P.C.H.; FONSECA, J.E.F.; DICK, L.F.P. Desenvolvimento de Metodologia para Avaliação de Aços Esferoidizados. Parte I: Determinação do Grau de Descarbonetação. Tecnol. Metal. Mater. Miner. São Paulo, v. 6, n. 3, jan. – mar. 2010.
SILVA, M.M. Modelagem Matemática do Comportamento Térmico do Processo de Descarbonetação de Tiras de Aços Siliciosos. 2006. 102 f. Dissertação (Mestrado em Engenharia) – Escola de Engenharia da UFMG, Belo Horizonte.
SOFTWARE SteCal 3.0 – ASM International.
AGRADECIMENTOS
Os autores agradecem as empresas Centro de Pesquisas Químicas do IPEI,
Mangels Industrial S/A e Austemp Tratamento Térmico de Metais Ltda. pela valiosa
colaboração, sem a qual não seria possível a realização deste trabalho.
TTT 2012 - VI Conferência Brasileira sobre Temas de Tratamento Térmico17 a 20 de Junho de 2012, Atibaia, SP, Brasil
145