Embed Size (px)
Citation preview
UNIVERSIDADE DE SÃO PAULO-USP ESCOLA DE ENGENHARIA DE LORENA-EEL
DEPARTAMENTO DE MATERIAIS-DEMAR
Guia de Estudos com Textos Extraídos de Artigos, Livros e Internet para a
Disciplina:
Introdução a Polímeros
Prof. Dr. Clodoaldo Saron
Histórico e Definições
Quando o tema polímeros é abordado, normalmente a primeira dúvida
que surge é a respeito da própria definição de polímeros. É freqüente utilizar o
termo plástico como sinônimo de polímero, o que facilita a compreensão em
muitos casos. A denominação de plástico se deve a alta plasticidade verificada
em muitos polímeros. Embora os polímeros sejam os materiais que
apresentam a maior capacidade de exibir plasticidade, esta propriedade não é
expressa em todos os polímeros, sendo que inúmeros tipos de polímeros com
uma vasta diversidade de propriedades podem ser encontrados no mercado
atual.
Por definição a palavra polímeros tem origem nas letras gregas poli e
meros, o que significa a união de várias (poli) unidades (monômeros ou meros)
para formar uma estrutura química com elevada massa molar. De fato, este é o
princípio utilizado para a síntese da maioria dos polímeros. Porém, em algumas
situações, a estrutura polimérica se torna tão complexa que apenas a
representação de uma unidade repetitiva não é suficiente para descrever a
arquitetura polimérica.
A primeira exigência para que a estrutura polimérica seqüencial seja
formada é a existência de ligações químicas covalentes estáveis entre os
átomos da cadeia polimérica. O carbono é o principal elemento não metálico
capaz de formar ligações seqüenciais estáveis entre si ou alternadas com
átomos de oxigênio, enxofre, nitrogênio, fósforo. Por este motivo a grande
maioria dos polímeros constitui-se em compostos orgânicos. Algumas outras
raras ligações seqüenciais estáveis sem a presença de átomos de carbono
também são verificadas, como no caso do silício ligado alternadamente com o
oxigênio (Si-O) ou fósforo com o oxigênio (P-O).
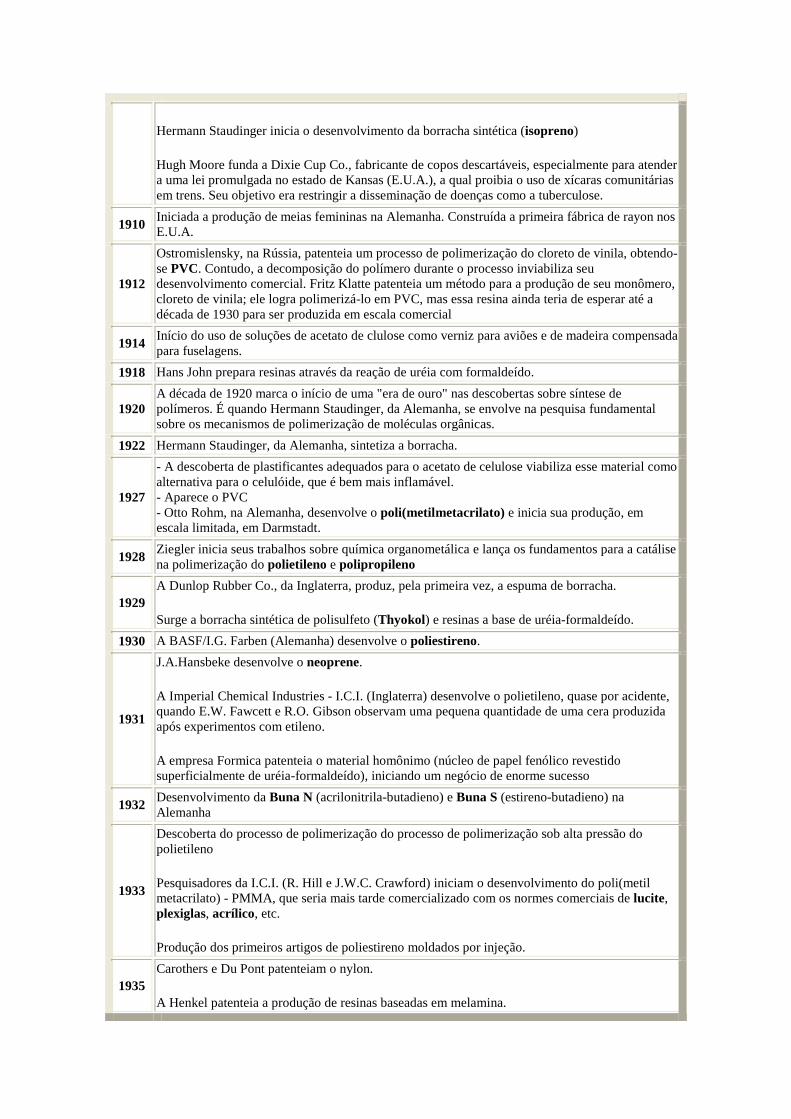
Relata-se que a utilização de polímeros como material tenha sido feita
em períodos antes de cristo, embora apenas polímeros de origem vegetal ou
animal tenham sido utilizados. Os polímeros sintetizados artificialmente
somente apareceram em meados do século XX. A tabela abaixo descreve o
histórico de descobertas e uso dos polímeros.
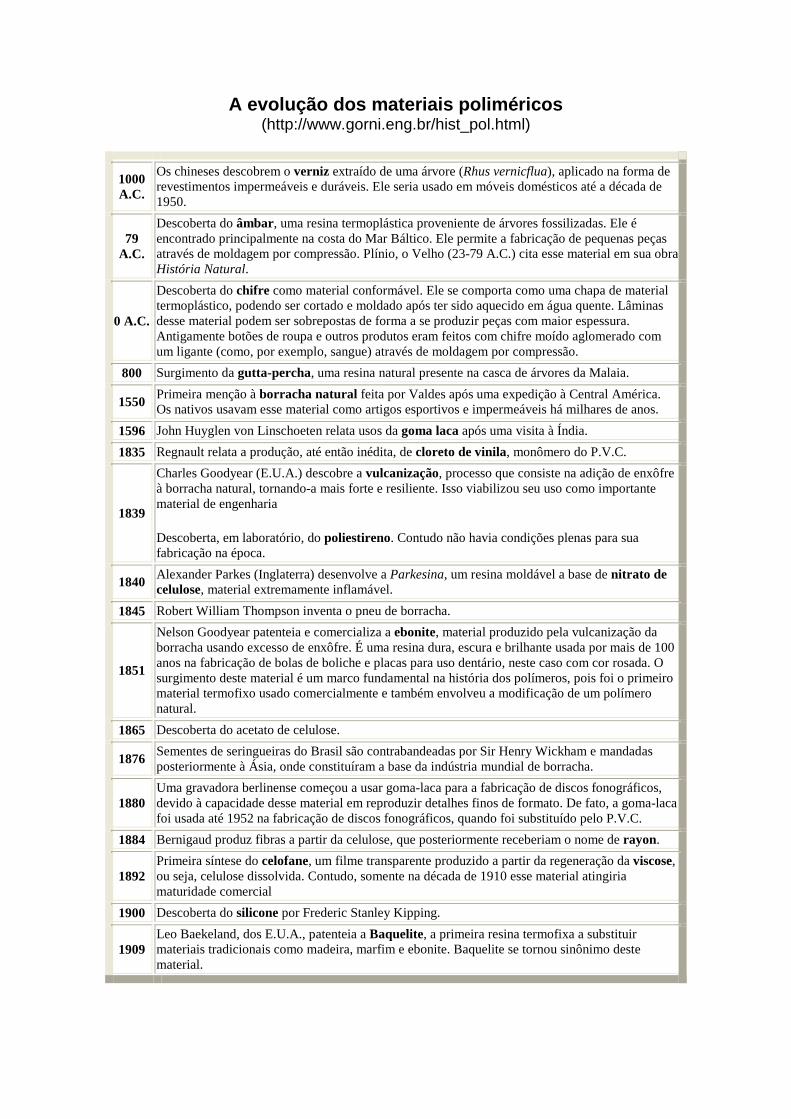
A evolução dos materiais poliméricos (http://www.gorni.eng.br/hist_pol.html)
1000 A.C.
Os chineses descobrem o verniz extraído de uma árvore (Rhus vernicflua), aplicado na forma de revestimentos impermeáveis e duráveis. Ele seria usado em móveis domésticos até a década de 1950.
79 A.C.
Descoberta do âmbar, uma resina termoplástica proveniente de árvores fossilizadas. Ele é encontrado principalmente na costa do Mar Báltico. Ele permite a fabricação de pequenas peças através de moldagem por compressão. Plínio, o Velho (23-79 A.C.) cita esse material em sua obra História Natural.
0 A.C.
Descoberta do chifre como material conformável. Ele se comporta como uma chapa de material termoplástico, podendo ser cortado e moldado após ter sido aquecido em água quente. Lâminas desse material podem ser sobrepostas de forma a se produzir peças com maior espessura. Antigamente botões de roupa e outros produtos eram feitos com chifre moído aglomerado com um ligante (como, por exemplo, sangue) através de moldagem por compressão.
800 Surgimento da gutta-percha, uma resina natural presente na casca de árvores da Malaia.
1550 Primeira menção à borracha natural feita por Valdes após uma expedição à Central América. Os nativos usavam esse material como artigos esportivos e impermeáveis há milhares de anos.
1596 John Huyglen von Linschoeten relata usos da goma laca após uma visita à Índia.
1835 Regnault relata a produção, até então inédita, de cloreto de vinila, monômero do P.V.C.
1839
Charles Goodyear (E.U.A.) descobre a vulcanização, processo que consiste na adição de enxôfre à borracha natural, tornando-a mais forte e resiliente. Isso viabilizou seu uso como importante material de engenharia
Descoberta, em laboratório, do poliestireno. Contudo não havia condições plenas para sua fabricação na época.
1840 Alexander Parkes (Inglaterra) desenvolve a Parkesina, um resina moldável a base de nitrato de celulose, material extremamente inflamável.
1845 Robert William Thompson inventa o pneu de borracha.
1851
Nelson Goodyear patenteia e comercializa a ebonite, material produzido pela vulcanização da borracha usando excesso de enxôfre. É uma resina dura, escura e brilhante usada por mais de 100 anos na fabricação de bolas de boliche e placas para uso dentário, neste caso com cor rosada. O surgimento deste material é um marco fundamental na história dos polímeros, pois foi o primeiro material termofixo usado comercialmente e também envolveu a modificação de um polímero natural.
1865 Descoberta do acetato de celulose.
1876 Sementes de seringueiras do Brasil são contrabandeadas por Sir Henry Wickham e mandadas posteriormente à Ásia, onde constituíram a base da indústria mundial de borracha.
1880 Uma gravadora berlinense começou a usar goma-laca para a fabricação de discos fonográficos, devido à capacidade desse material em reproduzir detalhes finos de formato. De fato, a goma-laca foi usada até 1952 na fabricação de discos fonográficos, quando foi substituído pelo P.V.C.
1884 Bernigaud produz fibras a partir da celulose, que posteriormente receberiam o nome de rayon.
1892 Primeira síntese do celofane, um filme transparente produzido a partir da regeneração da viscose, ou seja, celulose dissolvida. Contudo, somente na década de 1910 esse material atingiria maturidade comercial
1900 Descoberta do silicone por Frederic Stanley Kipping.
1909 Leo Baekeland, dos E.U.A., patenteia a Baquelite, a primeira resina termofixa a substituir materiais tradicionais como madeira, marfim e ebonite. Baquelite se tornou sinônimo deste material.
Hermann Staudinger inicia o desenvolvimento da borracha sintética (isopreno)
Hugh Moore funda a Dixie Cup Co., fabricante de copos descartáveis, especialmente para atender a uma lei promulgada no estado de Kansas (E.U.A.), a qual proibia o uso de xícaras comunitárias em trens. Seu objetivo era restringir a disseminação de doenças como a tuberculose.
1910 Iniciada a produção de meias femininas na Alemanha. Construída a primeira fábrica de rayon nos E.U.A.
1912
Ostromislensky, na Rússia, patenteia um processo de polimerização do cloreto de vinila, obtendo-se PVC. Contudo, a decomposição do polímero durante o processo inviabiliza seu desenvolvimento comercial. Fritz Klatte patenteia um método para a produção de seu monômero, cloreto de vinila; ele logra polimerizá-lo em PVC, mas essa resina ainda teria de esperar até a década de 1930 para ser produzida em escala comercial
1914 Início do uso de soluções de acetato de clulose como verniz para aviões e de madeira compensada para fuselagens.
1918 Hans John prepara resinas através da reação de uréia com formaldeído.
1920 A década de 1920 marca o início de uma "era de ouro" nas descobertas sobre síntese de polímeros. É quando Hermann Staudinger, da Alemanha, se envolve na pesquisa fundamental sobre os mecanismos de polimerização de moléculas orgânicas.
1922 Hermann Staudinger, da Alemanha, sintetiza a borracha.
1927
- A descoberta de plastificantes adequados para o acetato de celulose viabiliza esse material como alternativa para o celulóide, que é bem mais inflamável. - Aparece o PVC - Otto Rohm, na Alemanha, desenvolve o poli(metilmetacrilato) e inicia sua produção, em escala limitada, em Darmstadt.
1928 Ziegler inicia seus trabalhos sobre química organometálica e lança os fundamentos para a catálise na polimerização do polietileno e polipropileno
1929 A Dunlop Rubber Co., da Inglaterra, produz, pela primeira vez, a espuma de borracha.
Surge a borracha sintética de polisulfeto (Thyokol) e resinas a base de uréia-formaldeído.
1930 A BASF/I.G. Farben (Alemanha) desenvolve o poliestireno.
1931
J.A.Hansbeke desenvolve o neoprene.
A Imperial Chemical Industries - I.C.I. (Inglaterra) desenvolve o polietileno, quase por acidente, quando E.W. Fawcett e R.O. Gibson observam uma pequena quantidade de uma cera produzida após experimentos com etileno.
A empresa Formica patenteia o material homônimo (núcleo de papel fenólico revestido superficialmente de uréia-formaldeído), iniciando um negócio de enorme sucesso
1932 Desenvolvimento da Buna N (acrilonitrila-butadieno) e Buna S (estireno-butadieno) na Alemanha
1933
Descoberta do processo de polimerização do processo de polimerização sob alta pressão do polietileno
Pesquisadores da I.C.I. (R. Hill e J.W.C. Crawford) iniciam o desenvolvimento do poli(metil metacrilato) - PMMA, que seria mais tarde comercializado com os normes comerciais de lucite, plexiglas, acrílico, etc.
Produção dos primeiros artigos de poliestireno moldados por injeção.
1935 Carothers e Du Pont patenteiam o nylon.
A Henkel patenteia a produção de resinas baseadas em melamina.
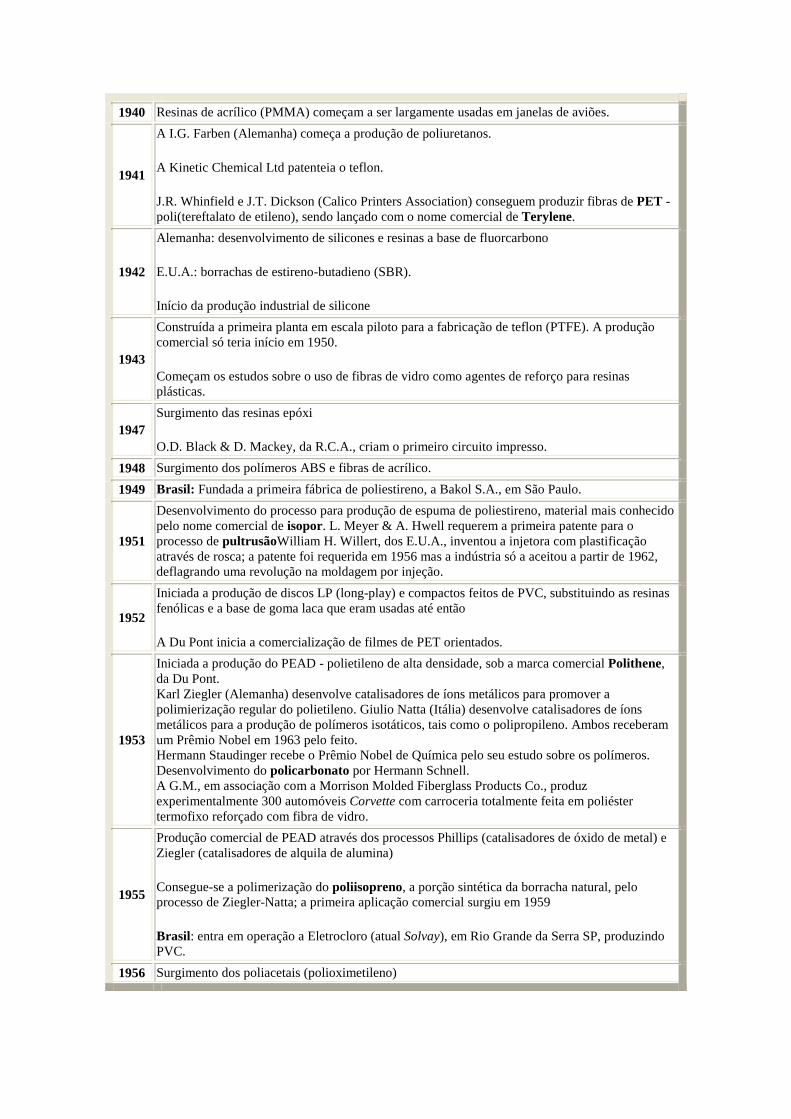
1940 Resinas de acrílico (PMMA) começam a ser largamente usadas em janelas de aviões.
1941
A I.G. Farben (Alemanha) começa a produção de poliuretanos.
A Kinetic Chemical Ltd patenteia o teflon.
J.R. Whinfield e J.T. Dickson (Calico Printers Association) conseguem produzir fibras de PET - poli(tereftalato de etileno), sendo lançado com o nome comercial de Terylene.
1942
Alemanha: desenvolvimento de silicones e resinas a base de fluorcarbono
E.U.A.: borrachas de estireno-butadieno (SBR).
Início da produção industrial de silicone
1943
Construída a primeira planta em escala piloto para a fabricação de teflon (PTFE). A produção comercial só teria início em 1950.
Começam os estudos sobre o uso de fibras de vidro como agentes de reforço para resinas plásticas.
1947 Surgimento das resinas epóxi
O.D. Black & D. Mackey, da R.C.A., criam o primeiro circuito impresso.
1948 Surgimento dos polímeros ABS e fibras de acrílico.
1949 Brasil: Fundada a primeira fábrica de poliestireno, a Bakol S.A., em São Paulo.
1951
Desenvolvimento do processo para produção de espuma de poliestireno, material mais conhecido pelo nome comercial de isopor. L. Meyer & A. Hwell requerem a primeira patente para o processo de pultrusãoWilliam H. Willert, dos E.U.A., inventou a injetora com plastificação através de rosca; a patente foi requerida em 1956 mas a indústria só a aceitou a partir de 1962, deflagrando uma revolução na moldagem por injeção.
1952
Iniciada a produção de discos LP (long-play) e compactos feitos de PVC, substituindo as resinas fenólicas e a base de goma laca que eram usadas até então
A Du Pont inicia a comercialização de filmes de PET orientados.
1953
Iniciada a produção do PEAD - polietileno de alta densidade, sob a marca comercial Polithene, da Du Pont. Karl Ziegler (Alemanha) desenvolve catalisadores de íons metálicos para promover a polimierização regular do polietileno. Giulio Natta (Itália) desenvolve catalisadores de íons metálicos para a produção de polímeros isotáticos, tais como o polipropileno. Ambos receberam um Prêmio Nobel em 1963 pelo feito. Hermann Staudinger recebe o Prêmio Nobel de Química pelo seu estudo sobre os polímeros. Desenvolvimento do policarbonato por Hermann Schnell. A G.M., em associação com a Morrison Molded Fiberglass Products Co., produz experimentalmente 300 automóveis Corvette com carroceria totalmente feita em poliéster termofixo reforçado com fibra de vidro.
1955
Produção comercial de PEAD através dos processos Phillips (catalisadores de óxido de metal) e Ziegler (catalisadores de alquila de alumina)
Consegue-se a polimerização do poliisopreno, a porção sintética da borracha natural, pelo processo de Ziegler-Natta; a primeira aplicação comercial surgiu em 1959
Brasil: entra em operação a Eletrocloro (atual Solvay), em Rio Grande da Serra SP, produzindo PVC.
1956 Surgimento dos poliacetais (polioximetileno)
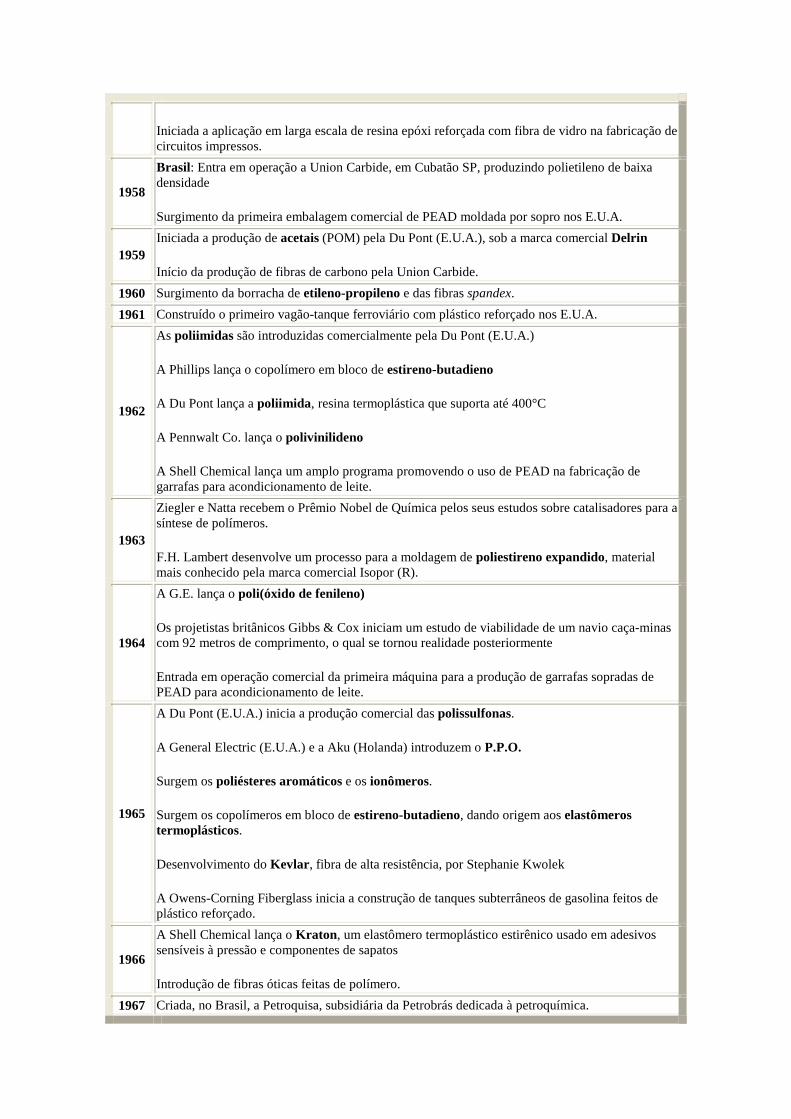
Iniciada a aplicação em larga escala de resina epóxi reforçada com fibra de vidro na fabricação de circuitos impressos.
1958
Brasil: Entra em operação a Union Carbide, em Cubatão SP, produzindo polietileno de baixa densidade
Surgimento da primeira embalagem comercial de PEAD moldada por sopro nos E.U.A.
1959 Iniciada a produção de acetais (POM) pela Du Pont (E.U.A.), sob a marca comercial Delrin
Início da produção de fibras de carbono pela Union Carbide.
1960 Surgimento da borracha de etileno-propileno e das fibras spandex.
1961 Construído o primeiro vagão-tanque ferroviário com plástico reforçado nos E.U.A.
1962
As poliimidas são introduzidas comercialmente pela Du Pont (E.U.A.)
A Phillips lança o copolímero em bloco de estireno-butadieno
A Du Pont lança a poliimida , resina termoplástica que suporta até 400°C
A Pennwalt Co. lança o polivinilideno
A Shell Chemical lança um amplo programa promovendo o uso de PEAD na fabricação de garrafas para acondicionamento de leite.
1963
Ziegler e Natta recebem o Prêmio Nobel de Química pelos seus estudos sobre catalisadores para a síntese de polímeros.
F.H. Lambert desenvolve um processo para a moldagem de poliestireno expandido, material mais conhecido pela marca comercial Isopor (R).
1964
A G.E. lança o poli(óxido de fenileno)
Os projetistas britânicos Gibbs & Cox iniciam um estudo de viabilidade de um navio caça-minas com 92 metros de comprimento, o qual se tornou realidade posteriormente
Entrada em operação comercial da primeira máquina para a produção de garrafas sopradas de PEAD para acondicionamento de leite.
1965
A Du Pont (E.U.A.) inicia a produção comercial das polissulfonas.
A General Electric (E.U.A.) e a Aku (Holanda) introduzem o P.P.O.
Surgem os poliésteres aromáticos e os ionômeros.
Surgem os copolímeros em bloco de estireno-butadieno, dando origem aos elastômeros termoplásticos.
Desenvolvimento do Kevlar , fibra de alta resistência, por Stephanie Kwolek
A Owens-Corning Fiberglass inicia a construção de tanques subterrâneos de gasolina feitos de plástico reforçado.
1966
A Shell Chemical lança o Kraton , um elastômero termoplástico estirênico usado em adesivos sensíveis à pressão e componentes de sapatos
Introdução de fibras óticas feitas de polímero.
1967 Criada, no Brasil, a Petroquisa, subsidiária da Petrobrás dedicada à petroquímica.
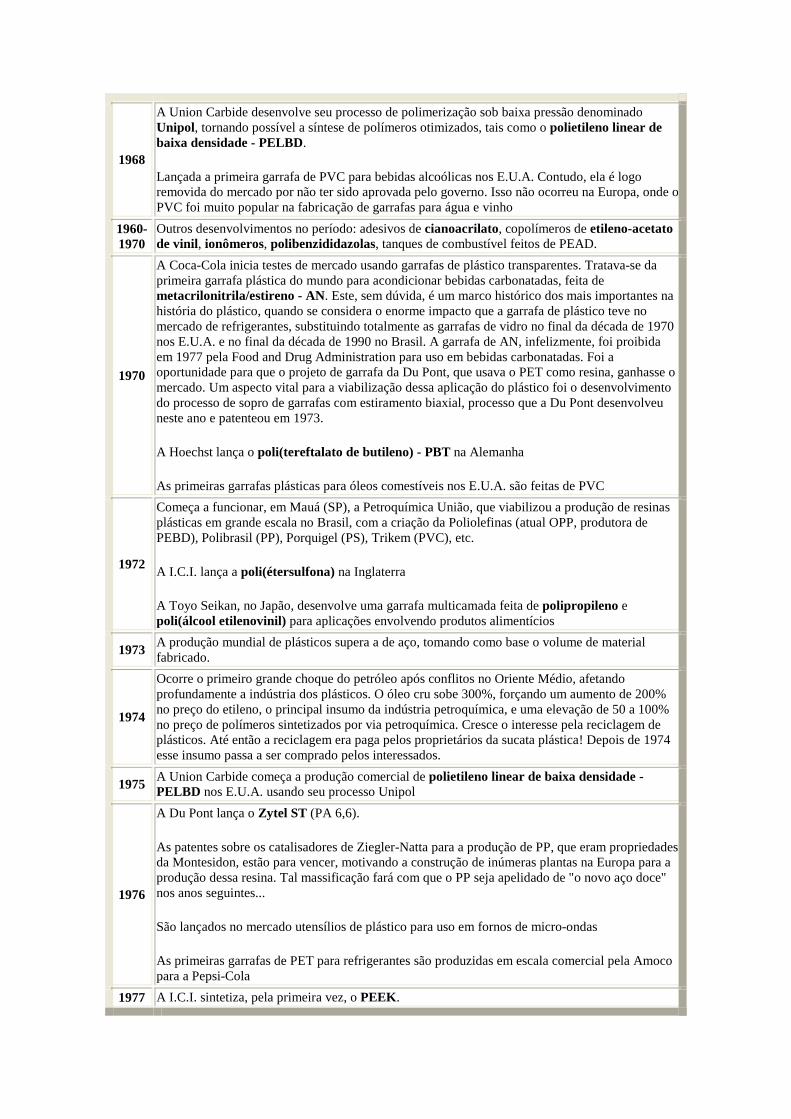
1968
A Union Carbide desenvolve seu processo de polimerização sob baixa pressão denominado Unipol, tornando possível a síntese de polímeros otimizados, tais como o polietileno linear de baixa densidade - PELBD.
Lançada a primeira garrafa de PVC para bebidas alcoólicas nos E.U.A. Contudo, ela é logo removida do mercado por não ter sido aprovada pelo governo. Isso não ocorreu na Europa, onde o PVC foi muito popular na fabricação de garrafas para água e vinho
1960-1970
Outros desenvolvimentos no período: adesivos de cianoacrilato, copolímeros de etileno-acetato de vinil, ionômeros, polibenzididazolas, tanques de combustível feitos de PEAD.
1970
A Coca-Cola inicia testes de mercado usando garrafas de plástico transparentes. Tratava-se da primeira garrafa plástica do mundo para acondicionar bebidas carbonatadas, feita de metacrilonitrila/estireno - AN . Este, sem dúvida, é um marco histórico dos mais importantes na história do plástico, quando se considera o enorme impacto que a garrafa de plástico teve no mercado de refrigerantes, substituindo totalmente as garrafas de vidro no final da década de 1970 nos E.U.A. e no final da década de 1990 no Brasil. A garrafa de AN, infelizmente, foi proibida em 1977 pela Food and Drug Administration para uso em bebidas carbonatadas. Foi a oportunidade para que o projeto de garrafa da Du Pont, que usava o PET como resina, ganhasse o mercado. Um aspecto vital para a viabilização dessa aplicação do plástico foi o desenvolvimento do processo de sopro de garrafas com estiramento biaxial, processo que a Du Pont desenvolveu neste ano e patenteou em 1973.
A Hoechst lança o poli(tereftalato de butileno) - PBT na Alemanha
As primeiras garrafas plásticas para óleos comestíveis nos E.U.A. são feitas de PVC
1972
Começa a funcionar, em Mauá (SP), a Petroquímica União, que viabilizou a produção de resinas plásticas em grande escala no Brasil, com a criação da Poliolefinas (atual OPP, produtora de PEBD), Polibrasil (PP), Porquigel (PS), Trikem (PVC), etc.
A I.C.I. lança a poli(étersulfona) na Inglaterra
A Toyo Seikan, no Japão, desenvolve uma garrafa multicamada feita de polipropileno e poli(álcool etilenovinil) para aplicações envolvendo produtos alimentícios
1973 A produção mundial de plásticos supera a de aço, tomando como base o volume de material fabricado.
1974
Ocorre o primeiro grande choque do petróleo após conflitos no Oriente Médio, afetando profundamente a indústria dos plásticos. O óleo cru sobe 300%, forçando um aumento de 200% no preço do etileno, o principal insumo da indústria petroquímica, e uma elevação de 50 a 100% no preço de polímeros sintetizados por via petroquímica. Cresce o interesse pela reciclagem de plásticos. Até então a reciclagem era paga pelos proprietários da sucata plástica! Depois de 1974 esse insumo passa a ser comprado pelos interessados.
1975 A Union Carbide começa a produção comercial de polietileno linear de baixa densidade - PELBD nos E.U.A. usando seu processo Unipol
1976
A Du Pont lança o Zytel ST (PA 6,6).
As patentes sobre os catalisadores de Ziegler-Natta para a produção de PP, que eram propriedades da Montesidon, estão para vencer, motivando a construção de inúmeras plantas na Europa para a produção dessa resina. Tal massificação fará com que o PP seja apelidado de "o novo aço doce" nos anos seguintes...
São lançados no mercado utensílios de plástico para uso em fornos de micro-ondas
As primeiras garrafas de PET para refrigerantes são produzidas em escala comercial pela Amoco para a Pepsi-Cola
1977 A I.C.I. sintetiza, pela primeira vez, o PEEK.
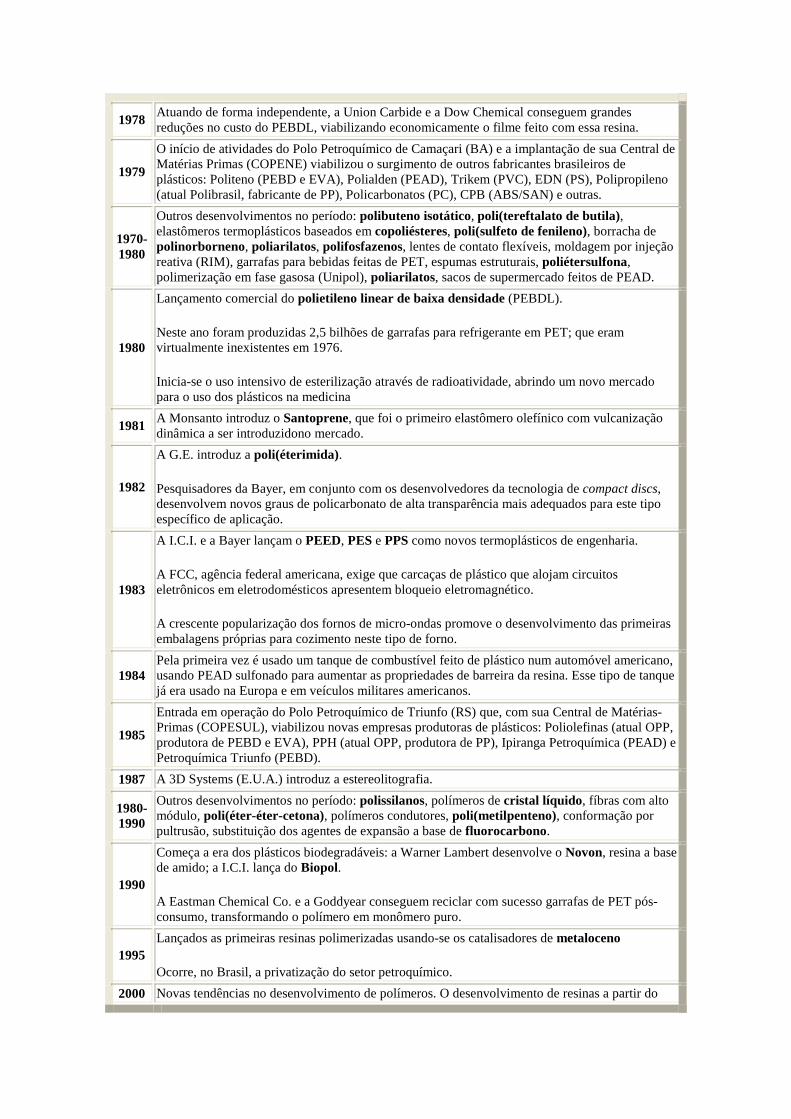
1978 Atuando de forma independente, a Union Carbide e a Dow Chemical conseguem grandes reduções no custo do PEBDL, viabilizando economicamente o filme feito com essa resina.
1979
O início de atividades do Polo Petroquímico de Camaçari (BA) e a implantação de sua Central de Matérias Primas (COPENE) viabilizou o surgimento de outros fabricantes brasileiros de plásticos: Politeno (PEBD e EVA), Polialden (PEAD), Trikem (PVC), EDN (PS), Polipropileno (atual Polibrasil, fabricante de PP), Policarbonatos (PC), CPB (ABS/SAN) e outras.
1970-1980
Outros desenvolvimentos no período: polibuteno isotático, poli(tereftalato de butila), elastômeros termoplásticos baseados em copoliésteres, poli(sulfeto de fenileno), borracha de polinorborneno, poliarilatos, polifosfazenos, lentes de contato flexíveis, moldagem por injeção reativa (RIM), garrafas para bebidas feitas de PET, espumas estruturais, poliétersulfona, polimerização em fase gasosa (Unipol), poliarilatos, sacos de supermercado feitos de PEAD.
1980
Lançamento comercial do polietileno linear de baixa densidade (PEBDL).
Neste ano foram produzidas 2,5 bilhões de garrafas para refrigerante em PET; que eram virtualmente inexistentes em 1976.
Inicia-se o uso intensivo de esterilização através de radioatividade, abrindo um novo mercado para o uso dos plásticos na medicina
1981 A Monsanto introduz o Santoprene, que foi o primeiro elastômero olefínico com vulcanização dinâmica a ser introduzidono mercado.
1982
A G.E. introduz a poli(éterimida).
Pesquisadores da Bayer, em conjunto com os desenvolvedores da tecnologia de compact discs, desenvolvem novos graus de policarbonato de alta transparência mais adequados para este tipo específico de aplicação.
1983
A I.C.I. e a Bayer lançam o PEED, PES e PPS como novos termoplásticos de engenharia.
A FCC, agência federal americana, exige que carcaças de plástico que alojam circuitos eletrônicos em eletrodomésticos apresentem bloqueio eletromagnético.
A crescente popularização dos fornos de micro-ondas promove o desenvolvimento das primeiras embalagens próprias para cozimento neste tipo de forno.
1984 Pela primeira vez é usado um tanque de combustível feito de plástico num automóvel americano, usando PEAD sulfonado para aumentar as propriedades de barreira da resina. Esse tipo de tanque já era usado na Europa e em veículos militares americanos.
1985
Entrada em operação do Polo Petroquímico de Triunfo (RS) que, com sua Central de Matérias-Primas (COPESUL), viabilizou novas empresas produtoras de plásticos: Poliolefinas (atual OPP, produtora de PEBD e EVA), PPH (atual OPP, produtora de PP), Ipiranga Petroquímica (PEAD) e Petroquímica Triunfo (PEBD).
1987 A 3D Systems (E.U.A.) introduz a estereolitografia.
1980-1990
Outros desenvolvimentos no período: polissilanos, polímeros de cristal líquido , fíbras com alto módulo, poli(éter-éter-cetona), polímeros condutores, poli(metilpenteno), conformação por pultrusão, substituição dos agentes de expansão a base de fluorocarbono.
1990
Começa a era dos plásticos biodegradáveis: a Warner Lambert desenvolve o Novon, resina a base de amido; a I.C.I. lança do Biopol.
A Eastman Chemical Co. e a Goddyear conseguem reciclar com sucesso garrafas de PET pós-consumo, transformando o polímero em monômero puro.
1995 Lançados as primeiras resinas polimerizadas usando-se os catalisadores de metaloceno
Ocorre, no Brasil, a privatização do setor petroquímico.
2000 Novas tendências no desenvolvimento de polímeros. O desenvolvimento de resinas a partir do
zero se torna bem mais raro. A ênfase atual está na formulação de polímeros já existentes de forma a se obter materiais com propriedades otimizadas.
A preocupação com a reciclagem dos polímeros torna-se assunto de máxima importância, uma vez que seu desenvolvimento e uso serão inviáveis caso esse problema não seja adequadamente resolvido. Começa a reciclagem em larga escala de garrafas de poliéster e PEAD.
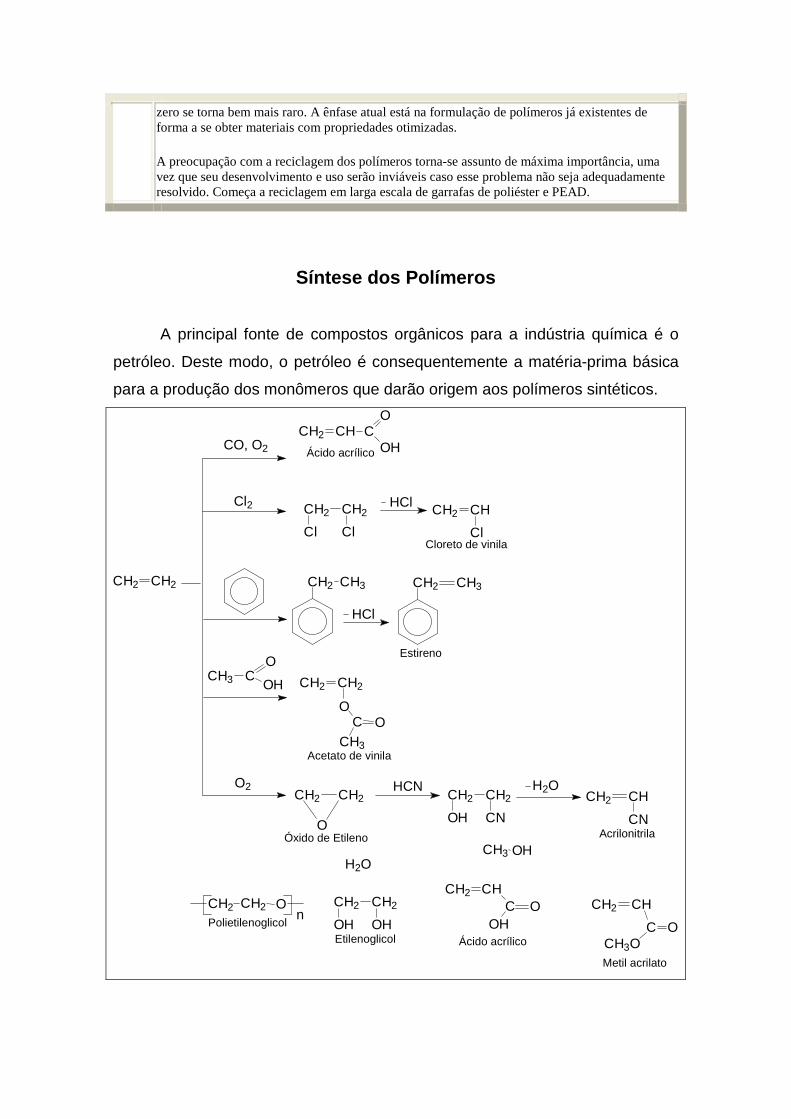
Síntese dos Polímeros
A principal fonte de compostos orgânicos para a indústria química é o
petróleo. Deste modo, o petróleo é consequentemente a matéria-prima básica
para a produção dos monômeros que darão origem aos polímeros sintéticos.
CH2CH2
CO, O2
CHCH2 CO
OHÁcido acrílico
Cl2
CCH3 OH
O
O2
CH2CH2
Cl Cl
HCl CHCH2
ClCloreto de vinila
CH2 CH3
HCl
CH2 CH3
Estireno
Acetato de vinila
CH2CH2
OÓxido de Etileno
CH2 CH2 On
Polietilenoglicol
H2O
CH2CH2
OH OHEtilenoglicol
HCNCH2CH2
OH CN
OHCH3
Ácido acrílico
CHCH2C O
OH
H2OCHCH2
CNAcrilonitrila
CH2CH2
OC O
CH3
CHCH2
C OCH3OMetil acrilato
CHCH2 CH3
Cl OH
O2, NH3
CHCH2 CO
OHÁcido acrílico
CCH3 CH3
O
CO, O2, H3COH
HCl
OH
HCNH2O
CCH2
C OCH3O
CH3
Propileno
AcrilonitrilaCHCH2
CN
O2
HOCl
CHCH2
CH3
CHCH2 CH3
O Óxido de propileno
Cl2 CHCH2 CH2
Cl
HOClCHCH2 CH2
Cl OH Cl
HCl CHCH2 CH2
O ClEpicloridrina
O2 CHCH2 C
O
HCHCH2 CH2
OH
CHCH2 CH2
OHOHOHGlicerol
Metil metacrilato
CHCH3 CH3
OH
H2CCH3 CH3
OH
CN
CCH3 CH3
OH
COH
H2O
CCH3 CH3
HO2
CCH3 CH3
O
HO C OH
CH3
CH3
Bisfenol A
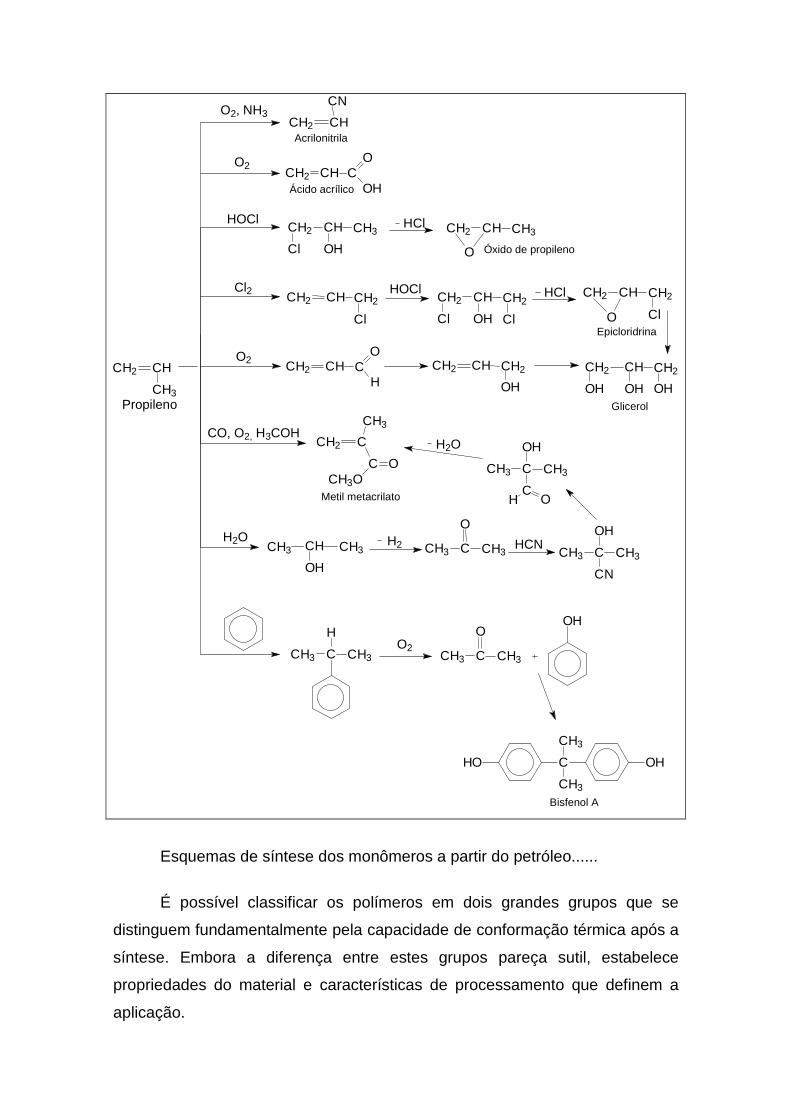
Esquemas de síntese dos monômeros a partir do petróleo......
É possível classificar os polímeros em dois grandes grupos que se
distinguem fundamentalmente pela capacidade de conformação térmica após a
síntese. Embora a diferença entre estes grupos pareça sutil, estabelece
propriedades do material e características de processamento que definem a
aplicação.
Os polímeros classificados como termoplásticos são passíveis de
conformação sob a ação de temperatura, pressão ou cisalhamento, sendo
utilizados em grande escala pela indústria em aplicações que incluem desde
embalagens e tecidos até em eletrodomésticos e construção civil.
Os polímeros termofixos ou termorrígidos após a síntese formam uma
estrutura química na forma de uma rede tridimensional que assume o formato
do molde onde é produzida, sendo incapaz de assumir outra conformação com
a simples ação do calor. As dificuldades para a produção, conformação e
reciclagem dos polímeros termofixos direcionam cada vez mais estes materiais
para aplicações específicas ou mais nobres, com valor agregado maior.
Classificados também como termofixos encontram-se a maioria dos
elastômeros . Porém, por sempre materiais com características distintas dos
outros polímeros termofixos, são enquadrados por muitos autores com uma
outra classe de polímeros.
Polímeros Termoplásticos
Os polímeros termoplásticos são formados por longas cadeias
poliméricas que podem apresentar ramificações laterais e encontram-se unidas
umas as outras apenas por interações químicas como dipolo-dipolo, Van der
Waals, ligações de hidrogênio, etc. O aquecimento dos polímeros enfraquece
estas interações, permitindo o escoamento das cadeias poliméricas e a
conformação do material. É possível classificar as estruturas dos polímeros
termoplásticos como sendo de adição ou condensação. Os polímeros de
adição apresentam na cadeia principal apenas seqüência de ligações químicas
carbono-carbono, enquanto os polímeros de condensação possuem
heteroátomos como o oxigênio, nitrogênio e enxofre na cadeia principal. Os
polímeros de condensação, geralmente são mais higroscópicos e necessitam
de cuidados especiais para a secagem antes do processamento.
Dos inúmeros polímeros termoplásticos utilizados na indústria brasileira,
apenas cinco polímeros, o polietileno (PE), o polipropileno (PP), o policloreto de
vinila (PVC), o polietilenotereftalato (PET) e o Poliestireno (PS) representam
90% do consumo total. Por este motivo, os objetos fabricados com estes
materiais devem conter um símbolo que indicam qual foi o polímero utilizado na
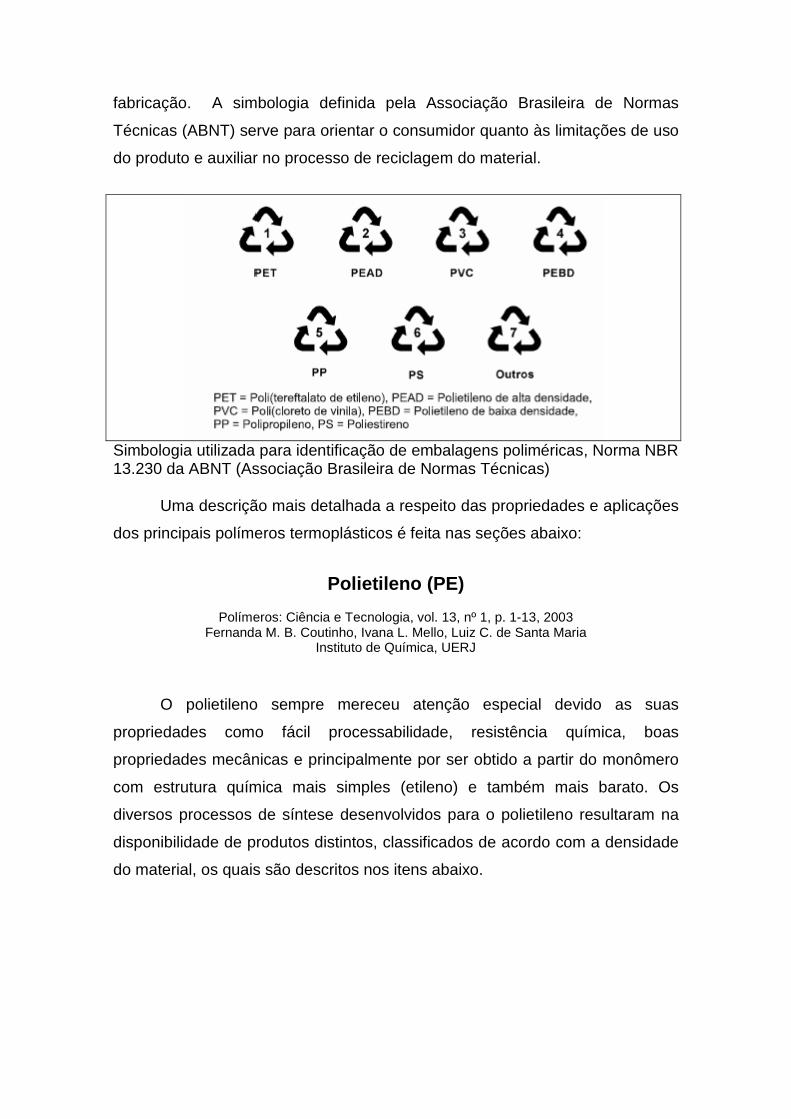
fabricação. A simbologia definida pela Associação Brasileira de Normas
Técnicas (ABNT) serve para orientar o consumidor quanto às limitações de uso
do produto e auxiliar no processo de reciclagem do material.
Simbologia utilizada para identificação de embalagens poliméricas, Norma NBR 13.230 da ABNT (Associação Brasileira de Normas Técnicas)
Uma descrição mais detalhada a respeito das propriedades e aplicações
dos principais polímeros termoplásticos é feita nas seções abaixo:
Polietileno (PE)
Polímeros: Ciência e Tecnologia, vol. 13, nº 1, p. 1-13, 2003
Fernanda M. B. Coutinho, Ivana L. Mello, Luiz C. de Santa Maria Instituto de Química, UERJ
O polietileno sempre mereceu atenção especial devido as suas
propriedades como fácil processabilidade, resistência química, boas
propriedades mecânicas e principalmente por ser obtido a partir do monômero
com estrutura química mais simples (etileno) e também mais barato. Os
diversos processos de síntese desenvolvidos para o polietileno resultaram na
disponibilidade de produtos distintos, classificados de acordo com a densidade
do material, os quais são descritos nos itens abaixo.
- Polietileno de baixa densidade (PEBD ou LDPE)
Aplicações do PEBD
O processo de produção de PEBD utiliza pressões entre 1000 e 3000
atmosferas e temperaturas entre 100 e 300 °C. Tempe raturas acima de 300 ºC
geralmente não são utilizadas, pois o polímero tende a se degradar. Vários
iniciadores (peróxidos orgânicos) têm sido usados, porém o oxigênio é o
principal.
A reação é altamente exotérmica e assim uma das principais
dificuldades do processo é a remoção do excesso de calor do meio reacional.
Essa natureza altamente exotérmica da reação a altas pressões conduz a uma
grande quantidade de ramificações de cadeia, as quais têm uma importante
relação com as propriedades do polímero. Até recentemente, nenhum outro
meio comercial para sintetizar PE altamente ramificado era eficaz. Contudo,
hoje existem algumas evidências de que ramificações longas podem ser
produzidas por catalisadores metalocênicos.
Polietileno de baixa densidade é um polímero parcialmente cristalino
(50 – 60%), cuja temperatura de fusão (Tm) está na região de 110 a 115 °C. A
espectroscopia na região do infravermelho revelou que o polietileno de baixa
densidade contém cadeias ramificadas. Essas ramificações são de dois tipos
distintos:
- Ramificações devido à transferência de cadeia intermolecular, que
surgem de reações do tipo:
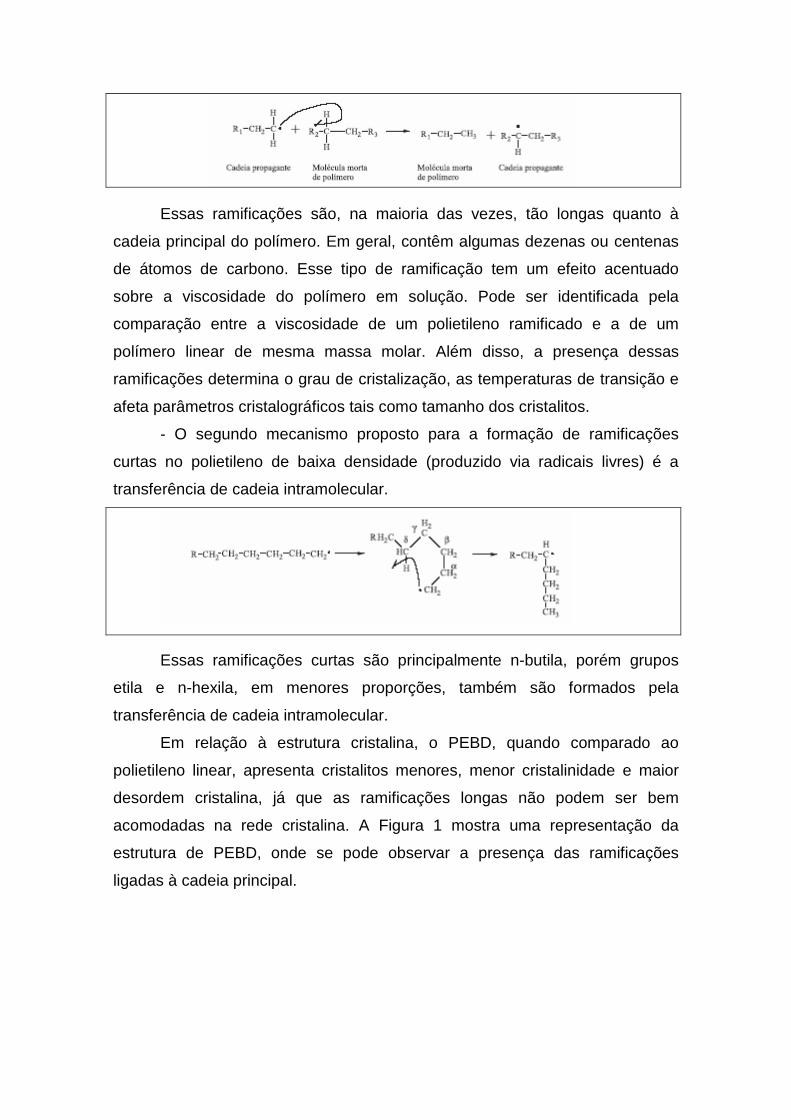
Essas ramificações são, na maioria das vezes, tão longas quanto à
cadeia principal do polímero. Em geral, contêm algumas dezenas ou centenas
de átomos de carbono. Esse tipo de ramificação tem um efeito acentuado
sobre a viscosidade do polímero em solução. Pode ser identificada pela
comparação entre a viscosidade de um polietileno ramificado e a de um
polímero linear de mesma massa molar. Além disso, a presença dessas
ramificações determina o grau de cristalização, as temperaturas de transição e
afeta parâmetros cristalográficos tais como tamanho dos cristalitos.
- O segundo mecanismo proposto para a formação de ramificações
curtas no polietileno de baixa densidade (produzido via radicais livres) é a
transferência de cadeia intramolecular.
Essas ramificações curtas são principalmente n-butila, porém grupos
etila e n-hexila, em menores proporções, também são formados pela
transferência de cadeia intramolecular.
Em relação à estrutura cristalina, o PEBD, quando comparado ao
polietileno linear, apresenta cristalitos menores, menor cristalinidade e maior
desordem cristalina, já que as ramificações longas não podem ser bem
acomodadas na rede cristalina. A Figura 1 mostra uma representação da
estrutura de PEBD, onde se pode observar a presença das ramificações
ligadas à cadeia principal.
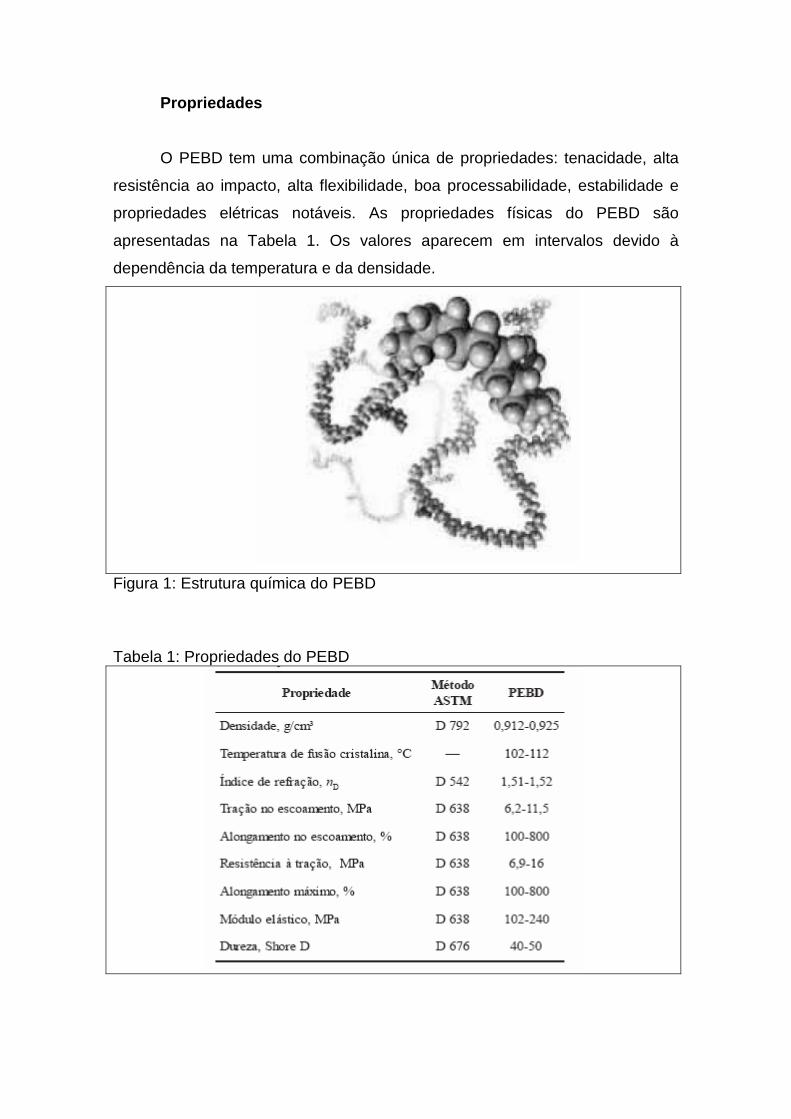
Propriedades
O PEBD tem uma combinação única de propriedades: tenacidade, alta
resistência ao impacto, alta flexibilidade, boa processabilidade, estabilidade e
propriedades elétricas notáveis. As propriedades físicas do PEBD são
apresentadas na Tabela 1. Os valores aparecem em intervalos devido à
dependência da temperatura e da densidade.
Figura 1: Estrutura química do PEBD Tabela 1: Propriedades do PEBD
Apesar de ser altamente resistente à água e a algumas soluções
aquosas, inclusive a altas temperaturas, o PEBD é atacado lentamente por
agentes oxidantes.
Além disso, solventes alifáticos, aromáticos e clorados, causam
inchamento a temperatura ambiente.
O PEBD é pouco solúvel em solventes polares como álcoois, ésteres e
cetonas.
A permeabilidade à água do PEBD é baixa quando comparada a de
outros polímeros. A permeabilidade a compostos orgânicos polares como
álcool ou éster é muito mais baixa do que aos compostos orgânicos apolares
como heptano ou éter dietílico.
Aplicações
O PEBD pode ser processado por extrusão, moldagem por sopro e
moldagem por injeção. Assim sendo, é aplicado como filmes para embalagens
industriais e agrícolas, filmes destinados a embalagens de alimentos líquidos e
sólidos, filmes laminados e plastificados para alimentos, embalagens para
produtos farmacêuticos e hospitalares, brinquedos e utilidades domésticas,
revestimento de fios e cabos, tubos e mangueiras.
- Polietileno de alta densidade (PEAD ou HDPE)
Aplicações do PEAD
A principal diferença entre o processo de polimerização de etileno sob
baixa pressão e o processo sob alta pressão está no tipo de sistema de
catalisador usado. Os catalisadores utilizados para polimerizar sob pressões
próximas à atmosférica foram descobertos por Ziegler e Natta, graças aos seus
estudos sobre compostos organo-metálicos, particularmente organo- lumínio. O
primeiro sistema catalítico, que forneceu resultados satisfatórios foi uma
combinação de trietil-alumínio e tetracloreto de titânio. Há processos que
empregam outros catalisadores, tais como: o processo Phillips, que utiliza
catalisador à base de óxido de cromo suportado em sílica ou alumina e o
processo da Standard Oil of Indiana, que utiliza óxido de níquel suportado em
carvão.
Sob a ação de catalisadores Ziegler-Natta, a polimerização se efetua
sob pressões de etileno na faixa de 10 a 15 atm e temperaturas na faixa de 20
a 80 ºC em meio de hidrocarbonetos parafínicos em presença de um composto
alquil-alumínio e um sal de Ni, Co, Zr ou Ti. Esses sistemas catalíticos são
ativos o suficiente para permitir que a reação ocorra, inclusive, à pressão
atmosférica e temperaturas inferiores a 100 °C. Nos processos industriais de
produção, a massa molar do polímero é controlada na faixa de 50.000 a
100.000 (Mn) por processo de transferência de cadeia, geralmente com
hidrogênio. O primeiro polietileno obtido à baixa pressão foi preparado por Max
Fischer em 1934 pela ação de Al e TiCl4.
No processo Phillips, a polimerização se realiza a baixas pressões, em
torno de 50 atm, e temperaturas brandas (inferiores a 100 °C). Nesse processo,
é empregado um catalisador suportado em alumina constituído de óxido de
cromo, ativado por uma base.
Comparado com o polietileno obtido com catalisadores Ziegler-Natta, o
produto é menos ramificado e tem por isso maior densidade devido à mais alta
cristalinidade.
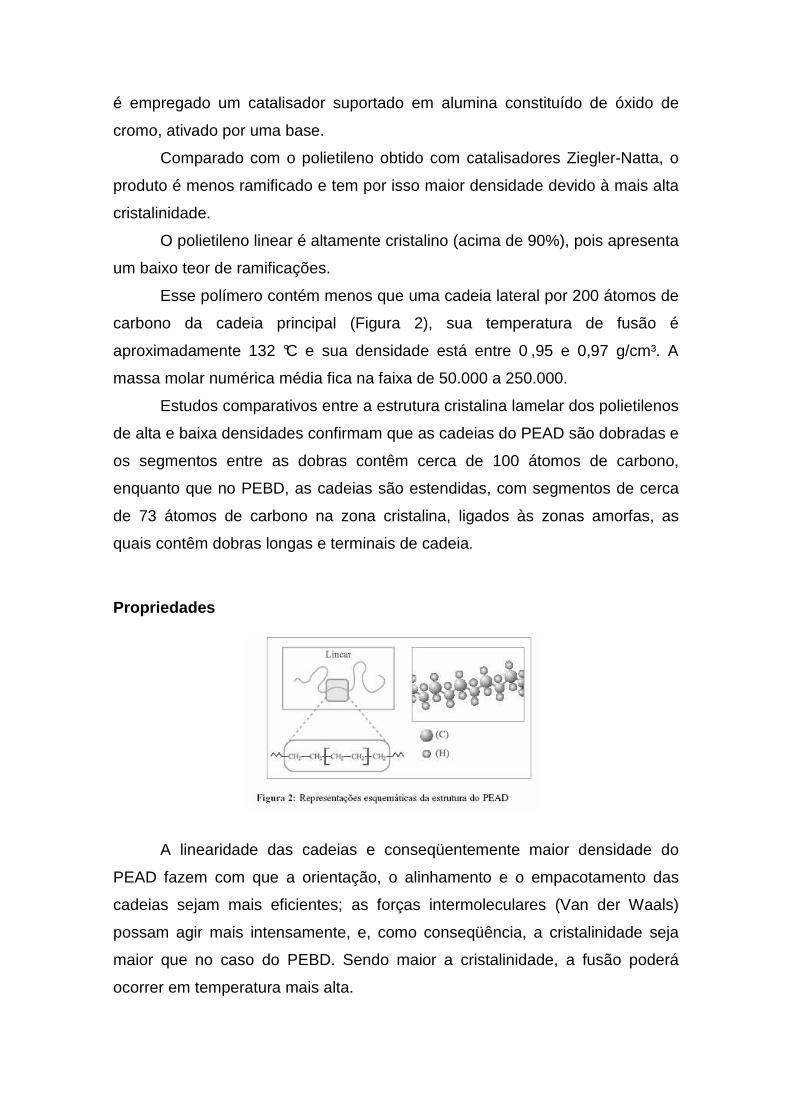
O polietileno linear é altamente cristalino (acima de 90%), pois apresenta
um baixo teor de ramificações.
Esse polímero contém menos que uma cadeia lateral por 200 átomos de
carbono da cadeia principal (Figura 2), sua temperatura de fusão é
aproximadamente 132 °C e sua densidade está entre 0 ,95 e 0,97 g/cm³. A
massa molar numérica média fica na faixa de 50.000 a 250.000.
Estudos comparativos entre a estrutura cristalina lamelar dos polietilenos
de alta e baixa densidades confirmam que as cadeias do PEAD são dobradas e
os segmentos entre as dobras contêm cerca de 100 átomos de carbono,
enquanto que no PEBD, as cadeias são estendidas, com segmentos de cerca
de 73 átomos de carbono na zona cristalina, ligados às zonas amorfas, as
quais contêm dobras longas e terminais de cadeia.
Propriedades
A linearidade das cadeias e conseqüentemente maior densidade do
PEAD fazem com que a orientação, o alinhamento e o empacotamento das
cadeias sejam mais eficientes; as forças intermoleculares (Van der Waals)
possam agir mais intensamente, e, como conseqüência, a cristalinidade seja
maior que no caso do PEBD. Sendo maior a cristalinidade, a fusão poderá
ocorrer em temperatura mais alta.
Devido à cristalinidade e à diferença de índice de refração entre as fases
amorfa e cristalina, filmes de PEAD (obtido via catalisadores Ziegler-Natta ou
Phillips) finos são translúcidos, menos transparentes do que o PEBD (obtido via
radicais livres), que é menos cristalino.
As características mecânicas e elétricas do polietileno de alta densidade
são apresentadas na Tabela 2. Enquanto as propriedades elétricas são pouco
afetadas pela densidade e massa molar do polímero, as propriedades
mecânicas sofrem uma forte influência da massa molar, do teor de
ramificações, da estrutura morfológica e da orientação.
A massa molar tem influência sobre as propriedades do PEAD,
principalmente devido ao seu efeito na cinética de cristalização, cristalinidade
final e ao caráter morfológico da amostra. O efeito da massa molar depende de
sua extensão. O PEAD de baixa massa molar é frágil e quebra sob baixas
deformações, sem desenvolver “pescoço” (neck) no ensaio de tração. Na faixa
de massa molar entre 80.000 e 1.200.000 g/mol, típica para PEAD comercial,
sempre ocorre formação de “pescoço”. Além disso, a massa molar também
exerce influência sobre a resistência ao impacto. Amostras com baixa massa
molar são frágeis, porém com o aumento da massa molar, a resistência ao
impacto aumenta e é bastante alta para o PEAD com massa molar na faixa de
5 x 105 a 106 g/mol.
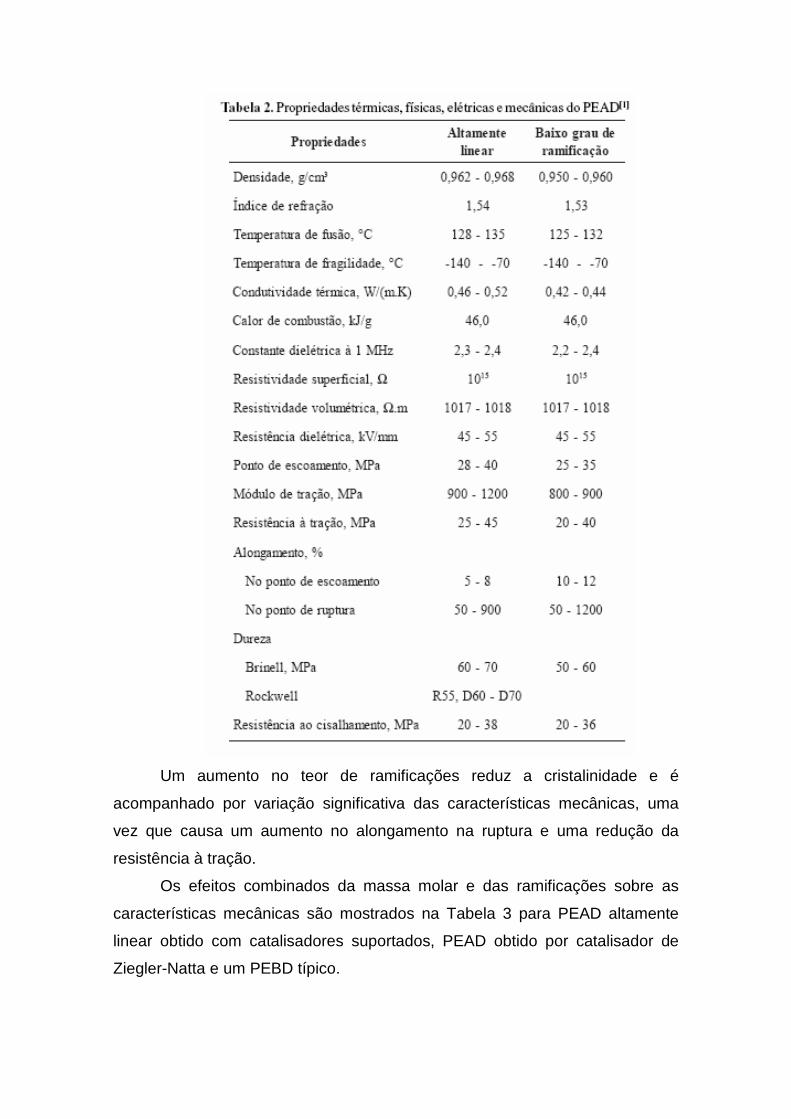
Um aumento no teor de ramificações reduz a cristalinidade e é
acompanhado por variação significativa das características mecânicas, uma
vez que causa um aumento no alongamento na ruptura e uma redução da
resistência à tração.
Os efeitos combinados da massa molar e das ramificações sobre as
características mecânicas são mostrados na Tabela 3 para PEAD altamente
linear obtido com catalisadores suportados, PEAD obtido por catalisador de
Ziegler-Natta e um PEBD típico.
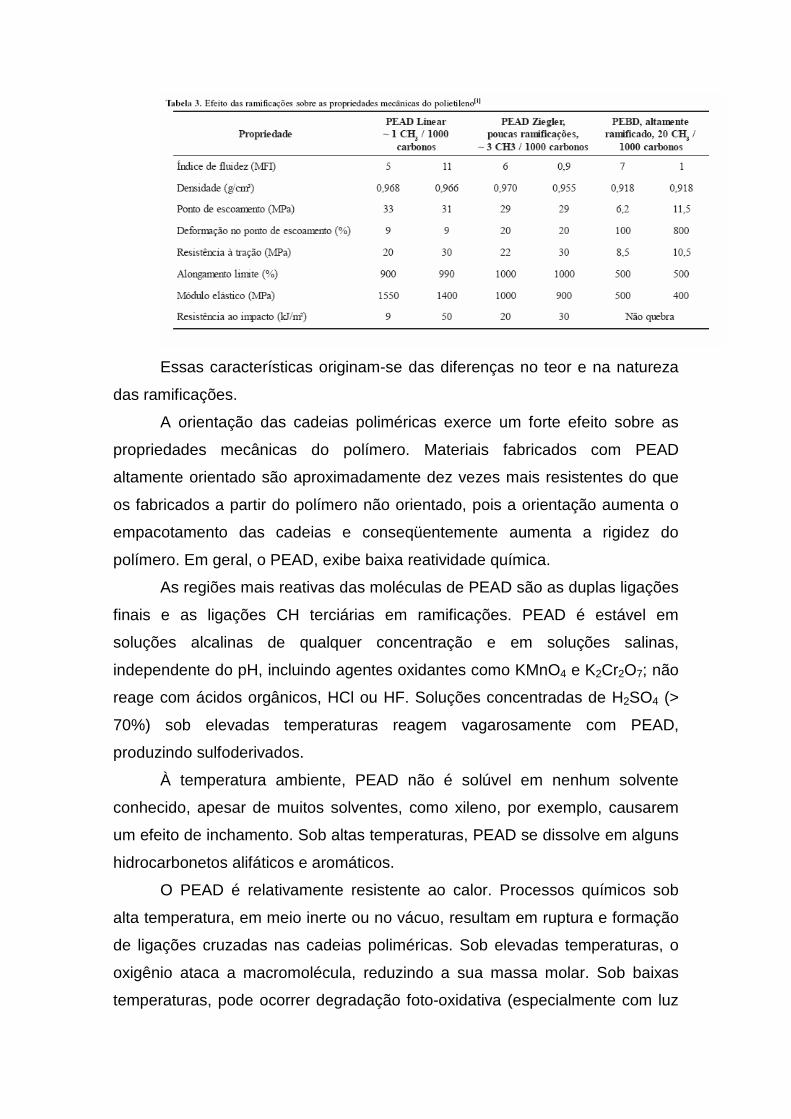
Essas características originam-se das diferenças no teor e na natureza
das ramificações.
A orientação das cadeias poliméricas exerce um forte efeito sobre as
propriedades mecânicas do polímero. Materiais fabricados com PEAD
altamente orientado são aproximadamente dez vezes mais resistentes do que
os fabricados a partir do polímero não orientado, pois a orientação aumenta o
empacotamento das cadeias e conseqüentemente aumenta a rigidez do
polímero. Em geral, o PEAD, exibe baixa reatividade química.
As regiões mais reativas das moléculas de PEAD são as duplas ligações
finais e as ligações CH terciárias em ramificações. PEAD é estável em
soluções alcalinas de qualquer concentração e em soluções salinas,
independente do pH, incluindo agentes oxidantes como KMnO4 e K2Cr2O7; não
reage com ácidos orgânicos, HCl ou HF. Soluções concentradas de H2SO4 (>
70%) sob elevadas temperaturas reagem vagarosamente com PEAD,
produzindo sulfoderivados.
À temperatura ambiente, PEAD não é solúvel em nenhum solvente
conhecido, apesar de muitos solventes, como xileno, por exemplo, causarem
um efeito de inchamento. Sob altas temperaturas, PEAD se dissolve em alguns
hidrocarbonetos alifáticos e aromáticos.
O PEAD é relativamente resistente ao calor. Processos químicos sob
alta temperatura, em meio inerte ou no vácuo, resultam em ruptura e formação
de ligações cruzadas nas cadeias poliméricas. Sob elevadas temperaturas, o
oxigênio ataca a macromolécula, reduzindo a sua massa molar. Sob baixas
temperaturas, pode ocorrer degradação foto-oxidativa (especialmente com luz
de λ �< 400 nm). O PEAD é ligeiramente permeável a compostos orgânicos,
tanto em fase líquida como gasosa. A permeabilidade à água e gases
inorgânicos é baixa. É menos permeável a gases (CO2, O2, N2) do que o
PEBD.
Aplicações
O PEAD é utilizado em diferentes segmentos da indústria de
transformação de plásticos, abrangendo os processamentos de moldagem por
sopro, extrusão e moldagem por injeção.
Pelo processo de injeção, o PEAD é utilizado para a confecção de
baldes e bacias, bandejas para pintura, banheiras infantis, brinquedos, conta-
gotas para bebidas, jarros d’água, potes para alimentos, assentos sanitários,
bandejas, tampas para garrafas e potes, engradados, bóias para raias de
piscina, caixas d’água, entre outros. Enquanto que pelo processo de sopro,
destaca-se a utilização na confecção de bombonas, tanques e tambores de 60
a 250 litros, onde são exigidas principalmente resistência à queda, ao
empilhamento e a produtos químicos, frascos e bombonas de 1 a 60 litros,
onde são embalados produtos que requeiram alta resistência ao fissuramento
sob tensão. Também é utilizado na confecção de frascos que requeiram
resistência ao fendilhamento por tensão ambiental, como: embalagens para
detergentes, cosméticos e defensivos agrícolas, tanques para fluido de freio e
outros utilizados em veículos e na confecção de peças onde é exigido um
produto atóxico, como brinquedos. Por extrusão, é aplicado em isolamento de
fios telefônicos, sacos para congelados, revestimento de tubulações metálicas,
polidutos, tubos para redes de saneamento e de distribuição de gás, emissários
de efluentes sanitários e químicos, dutos para mineração e dragagem,
barbantes de costura, redes para embalagem de frutas, fitas decorativas, sacos
para lixo e sacolas de supermercados.
Algumas indústrias brasileiras já estão explorando um novo nicho do
mercado, um tipo (grade) específico de polietileno de alta densidade para
moldagem por sopro de tanques de combustível e outro para “containeres” de
mil litros.
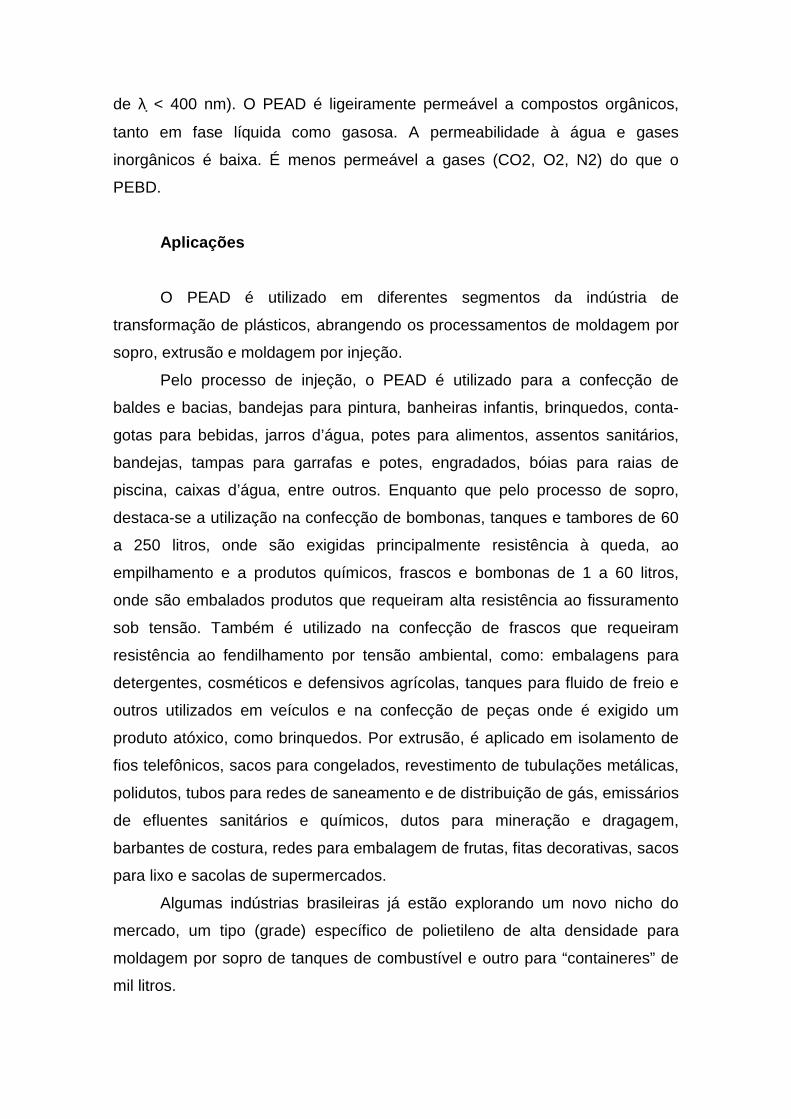
O PEAD e o PEBD têm muitas aplicações em comum, mas em geral, o
PEAD é mais duro e resistente e o PEBD é mais flexível e transparente. Um
exemplo da relação de dureza e flexibilidade está no fato de que o PEAD é
utilizado na fabricação de tampas com rosca (rígidas) e o PEBD na de tampas
sem rosca (flexíveis). A Tabela 4 faz uma comparação entre as principais
características do PEAD e do PEBD.
- Polietileno Linear de baixa densidade (PELBD ou L LDPE)
Aplicações do PELBD
Resinas de PELBD contendo diferentes α-olefinas, como 1-buteno, 1-
hexeno ou 1-octeno, incorporadas na cadeia polimérica têm sido produzidas
tanto em nível acadêmico como comercial. Uma variedade de catalisadores de
metal de transição tem sido usada sob pressão de 145 MPa (21.000 psi) e
temperatura de até 200 °C, com solvente do tipo hid rocarboneto em reatores
de diferentes tipos. Nas polimerizações catalisadas por metais de transição a
baixas pressões e temperaturas, a polimerização ocorre pelo mecanismo de
coordenação aniônica. A propagação se dá por coordenação e inserção do
monômero na ligação metal de transição-carbono. Essas ligações podem ser
geradas por alquilação de um composto de metal de transição usando um
alquil-alumínio. A redução do catalisador CrO3/SiO2 por uma olefina pode
também fornecer sítios para polimerização.
Compostos de metal de transição, mesmo os de baixo número de
oxidação, ou seja, TiCl2, são capazes de atuar como catalisadores.
A massa molar pode ser controlada pela temperatura da reação e pela
concentração de agente de transferência de cadeia. Hidrogênio tem sido o
mais empregado por ser um agente de transferência de cadeia altamente
efetivo com uma grande variedade de catalisadores. O tipo de catalisador
empregado na polimerização tem um efeito significativo sobre a distribuição
das ramificações de cadeias curtas. Essa distribuição é função da estrutura e
dos centros ativos do catalisador, além das condições de polimerização.
Toda molécula de monômero que é inserida na cadeia polimérica sofre a
influência do catalisador. Geralmente, catalisadores metalocênicos fornecem
uma distribuição de ramificações curtas mais homogênea do que os
catalisadores de Ziegler –Natta.
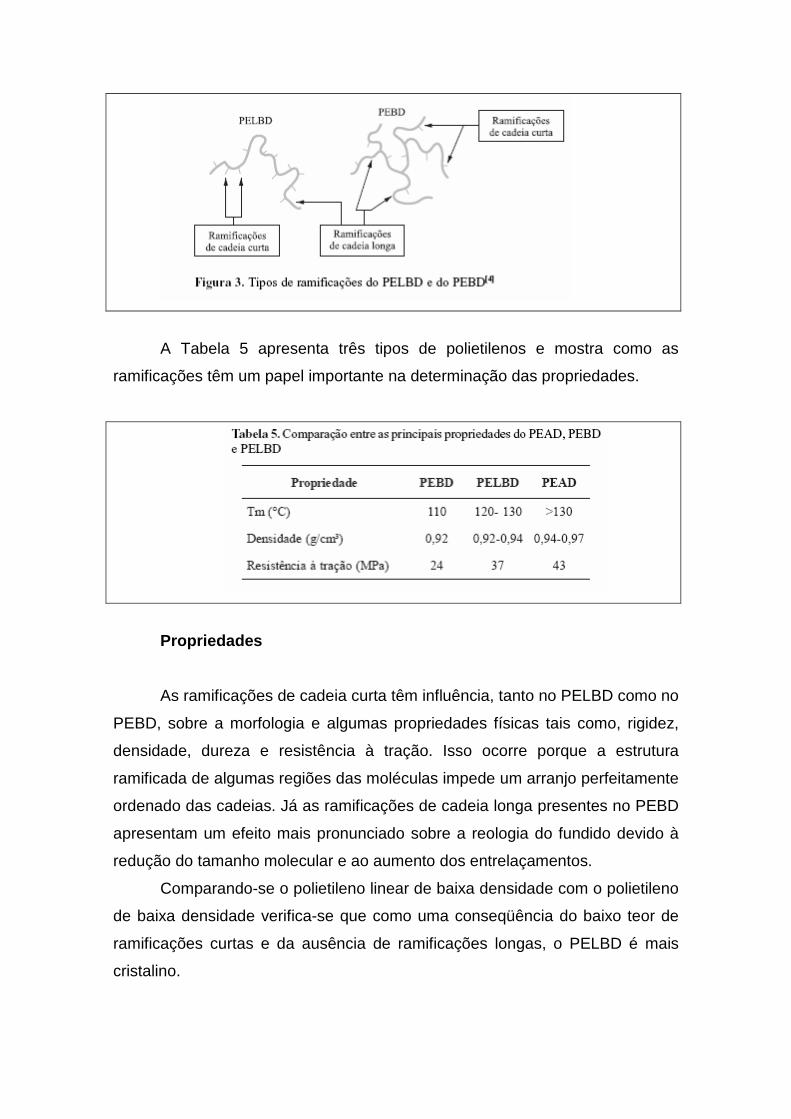
Polietileno linear de baixa densidade (PELBD) é um copolímero de
etileno com uma α-olefina (propeno, 1-buteno, 1-hexeno ou 1-octeno). O
PELDB apresenta estrutura molecular de cadeias lineares com ramificações
curtas (Figura 3) e distribuição de massa molar estreita quando comparada
com a do polietileno de baixa densidade (PEBD).
A microestrutura da cadeia dos copolímeros de etileno/α-olefinas
depende do tipo e da distribuição do comonômero usado, do teor de
ramificações e da massa molar dos polímeros. Esses parâmetros influenciam
as propriedades físicas do produto final, pois atuam diretamente na
cristalinidade e na morfologia semicristalina .
A Tabela 5 apresenta três tipos de polietilenos e mostra como as
ramificações têm um papel importante na determinação das propriedades.
Propriedades
As ramificações de cadeia curta têm influência, tanto no PELBD como no
PEBD, sobre a morfologia e algumas propriedades físicas tais como, rigidez,
densidade, dureza e resistência à tração. Isso ocorre porque a estrutura
ramificada de algumas regiões das moléculas impede um arranjo perfeitamente
ordenado das cadeias. Já as ramificações de cadeia longa presentes no PEBD
apresentam um efeito mais pronunciado sobre a reologia do fundido devido à
redução do tamanho molecular e ao aumento dos entrelaçamentos.
Comparando-se o polietileno linear de baixa densidade com o polietileno
de baixa densidade verifica-se que como uma conseqüência do baixo teor de
ramificações curtas e da ausência de ramificações longas, o PELBD é mais
cristalino.
Todo et al. estudaram as diferenças nas probabilidades de inclusão das
ramificações nos cristais lamelares para vários PELBD. Os resultados
indicaram que a probabilidade de inclusão de ramificações etila no cristal é
duas vezes maior do que a de n-butila e, por isso, os graus de perfeição dos
cristais são diferentes.
Por essa razão, as ramificações de cadeias curtas controlam
efetivamente a cristalinidade dos polímeros e a morfologia dos cristais. Com
cadeias lineares de baixo grau de ramificações curtas, o PELBD cristaliza em
lamelas mais ordenadas e mais espessas do que o PEBD. Conseqüentemente,
o PELBD apresenta melhores propriedades mecânicas e maior temperatura de
fusão.
A maior resistência ao cisalhamento e a maior susceptibilidade à fratura
do fundido fazem com que o processamento do PELBD seja mais difícil em
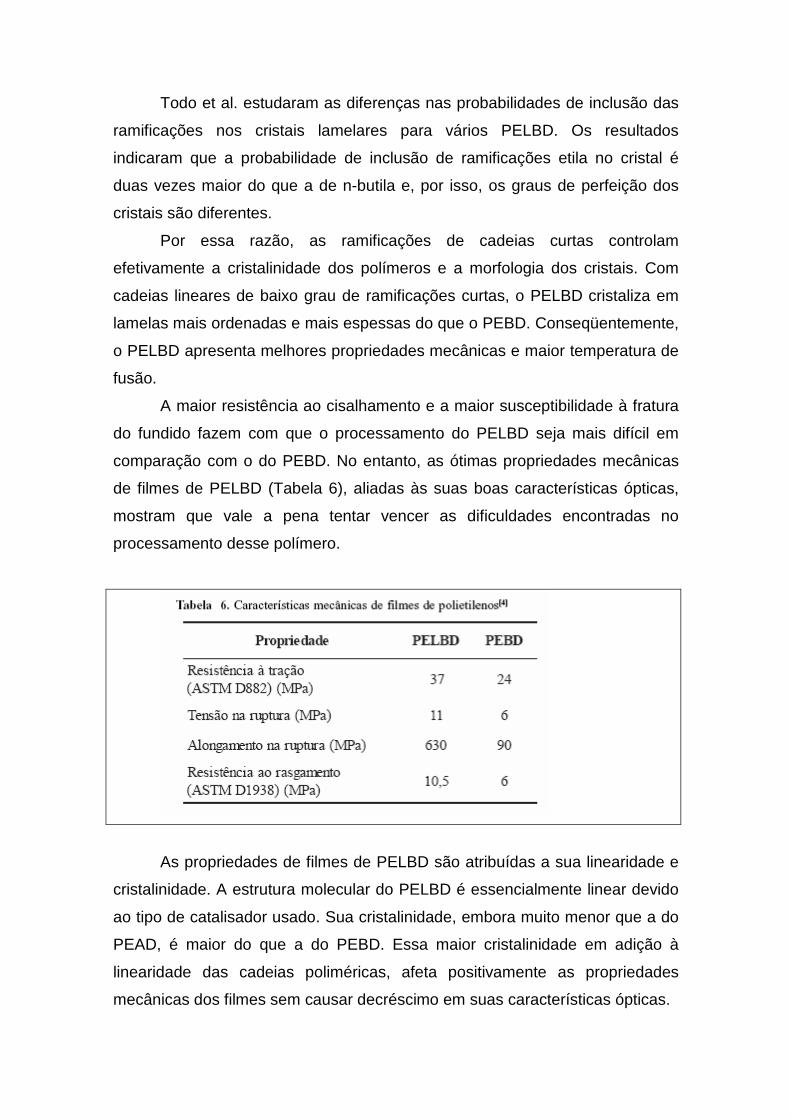
comparação com o do PEBD. No entanto, as ótimas propriedades mecânicas
de filmes de PELBD (Tabela 6), aliadas às suas boas características ópticas,
mostram que vale a pena tentar vencer as dificuldades encontradas no
processamento desse polímero.
As propriedades de filmes de PELBD são atribuídas a sua linearidade e
cristalinidade. A estrutura molecular do PELBD é essencialmente linear devido
ao tipo de catalisador usado. Sua cristalinidade, embora muito menor que a do
PEAD, é maior do que a do PEBD. Essa maior cristalinidade em adição à
linearidade das cadeias poliméricas, afeta positivamente as propriedades
mecânicas dos filmes sem causar decréscimo em suas características ópticas.
Comparado ao PEAD, o PELBD apresenta resistência à tração e dureza
mais baixas, conforme aumenta o teor de ramificações, e exibe maior
resistência ao impacto e ao rasgamento (filmes).
Aplicações
O PELBD é um termoplástico com elevada capacidade de selagem a
quente, sendo muito utilizado em embalagens de gêneros de primeira
necessidade, substituindo o PEBD em várias aplicações.
É utilizado em filmes para uso industrial, fraldas descartáveis e
absorventes, lonas em geral, brinquedos, artigos farmacêuticos e hospitalares,
revestimento de fios e cabos.
A extrusão de filmes tubulares fornece materiais para embalagem de
aves e de pão. Em misturas com PEAD ou com PEBD, o PELBD é utilizado em
sacaria industrial, embalagem para ração animal e filme agrícola. A extrusão de
filmes planos fornece produtos para serem utilizados em plástico bolha[16].
A Politeno produz um PELBD pelo processo em solução, para
moldagem por injeção, que apresenta fluidez e flexibilidade boas. É utilizado
para injeção de tampas para utilidades domésticas, recipientes, artigos flexíveis
e peças de uso geral.
- Polietileno de ultra alta massa molar (PEUAPM ou UHMWPE)
Aplicações do PELBD
O processo de polimerização do PEUAPM emprega um catalisador
Ziegler-Natta similar ao utilizado para o PEAD convencional. O processo pode
ser em batelada ou contínuo. A maioria dos PEUAPM é produzida pelo
processo em lama, porém tanto a polimerização em solução quanto em massa
são aplicáveis.
O polímero é obtido como um pó fino que pode ser extrusado ou
moldado por compressão. A polimerização é efetuada em uma ou mais etapas,
utilizando-se um solvente inerte tipo hidrocarboneto, como isobutano, pentano
ou hexano. A pressão utilizada fica entre a pressão atmosférica e 30 kgf/cm² e
a temperatura de polimerização não ultrapassa 200 °C.
O sistema catalítico empregado é um catalisador sólido, constituído por
um composto de magnésio e um composto de titânio e utiliza como co-
catalisador um trialquilalumínio.
Em relação à estrutura química, o PEUAPM e o PEAD são muito
parecidos, sendo ambos polímeros de cadeia essencialmente linear. A massa
molar do PEAD raramente ultrapassa 500.000, enquanto que, o PEUAPM
atinge valores de massa molar viscosimétrica médio em torno de 3x106 (ASTM
D 4020).
Propriedades
O PEUAPM é um polietileno de alta densidade (0,93-0,94 g/cm³), branco
e opaco, com uma temperatura de transição vítrea (Tg) que varia entre –100 °C
e –125 °C e uma temperatura de fusão (Tm) de 135 °C , com cristalinidade em
torno de 45%.
Estudos constataram que um aumento na massa molar produz
melhorias nas propriedades físicas do polímero. A longa cadeia molecular, a
alta densidade e a ausência de ramificações em sua estrutura conferem ao
PEUAPM propriedades, tais como: resistência à abrasão maior que a dos
outros termoplásticos, boa resistência à corrosão, alta resistência à fadiga
cíclica, alta resistência à fratura por impacto, alta resistência ao
tensofissuramento, alta resistência química, alta dureza e baixo coeficiente de
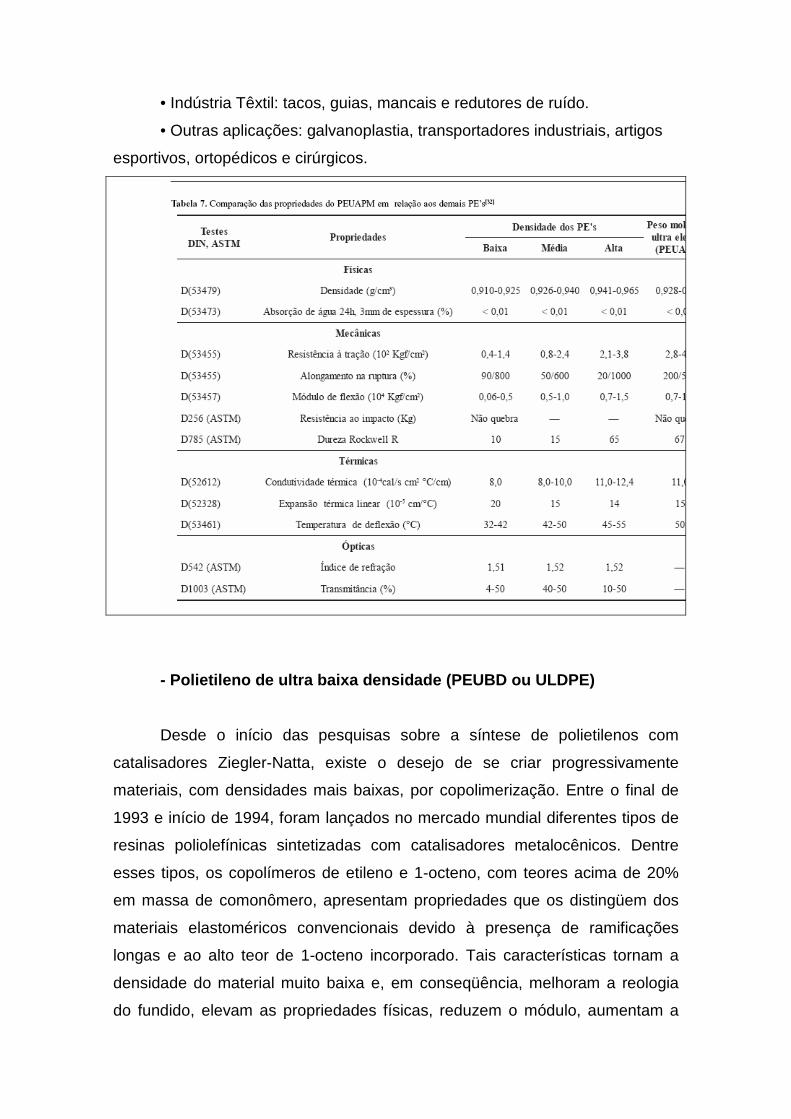
atrito. A Tabela 7 apresenta uma comparação entre as propriedades do
PEUAPM e dos outros polietilenos. O PEUAPM é muito resistente a uma ampla
gama de produtos químicos (ácidos, álcalis, solventes, combustíveis,
detergentes e oxidantes). Esse material polimérico é quase totalmente inerte, o
que faz com que seja indicado para uso em praticamente todos os tipos de
ambientes agressivos ou corrosivos sob temperaturas moderadas. Mesmo em
temperaturas elevadas, só é atacado por solventes aromáticos ou halogenados
e por oxidantes fortes, como ácido nítrico. Assim como a maioria dos polímeros
sintéticos, é sujeito a reações de degradação induzida por radiação ultravioleta
e oxigênio. O material degradado mostra alterações no aspecto visual,
aumento de densidade, e redução da resistência à abrasão, da resistência ao
impacto e das propriedades de tração.
Aplicações
A massa molar extremamente elevada do PEUAPM proporciona a esse
polímero uma viscosidade no estado fundido tão alta que seu índice de fluidez,
medido a 190 °C com uma carga de 21,6 kg, se aproxi ma de zero. Assim, não
é possível processá-lo por métodos convencionais de injeção, sopro ou
extrusão. O método empregado é o de moldagem por compressão ou
variações dele como prensagem e extrusão por pistão. Nos dois casos são
obtidos produtos semi-acabados em forma de chapas ou tarugos para
acabamento posterior por usinagem.
O PEUAPM pode ser empregado em uma ampla gama de aplicações
industriais quando a temperatura de trabalho não excede 80 °C. As
características de resistência à abrasão, ao impacto e a produtos químicos,
autolubrificação, baixo coeficiente de atrito, absorção de ruídos e outras já
mencionadas, tornam o PEAUPM particularmente adequado para uso em
aplicações diversificadas:
• Mineração: revestimentos, misturadores, raspadores, mancais e tubos.
• Indústria Química: tubos, bombas, válvulas, filtros, gaxetas,
misturadores, revestimentos de tanques metálicos e de concreto.
• Indústria Alimentícia e Bebidas: guias para linhas de embalagem,
transportadores, roletes, bicos de enchimento, bombas e cepos de corte.
• Papel e Celulose: tampas de caixa de sucção, réguas e perfis.
• Indústria Têxtil: tacos, guias, mancais e redutores de ruído.
• Outras aplicações: galvanoplastia, transportadores industriais, artigos
esportivos, ortopédicos e cirúrgicos.
- Polietileno de ultra baixa densidade (PEUBD ou UL DPE)
Desde o início das pesquisas sobre a síntese de polietilenos com
catalisadores Ziegler-Natta, existe o desejo de se criar progressivamente
materiais, com densidades mais baixas, por copolimerização. Entre o final de
1993 e início de 1994, foram lançados no mercado mundial diferentes tipos de
resinas poliolefínicas sintetizadas com catalisadores metalocênicos. Dentre
esses tipos, os copolímeros de etileno e 1-octeno, com teores acima de 20%
em massa de comonômero, apresentam propriedades que os distingüem dos
materiais elastoméricos convencionais devido à presença de ramificações
longas e ao alto teor de 1-octeno incorporado. Tais características tornam a
densidade do material muito baixa e, em conseqüência, melhoram a reologia
do fundido, elevam as propriedades físicas, reduzem o módulo, aumentam a
resistência ao impacto, aumentam a transparência e facilitam o processamento.
O PEUBD é o mais novo membro da família do polietileno. O tipo de
comonômero, ou seja, o comprimento das ramificações e o teor de
comonômero determinam as propriedades do produto. É um polietileno com
densidade aproximadamente igual a 0,865 g/cm³ e oferece maior resistência,
mais flexibilidade e melhores propriedades ópticas em relação ao PELBD. Os
catalisadores metalocênicos apresentam alta capacidade de incorporação de
comonômeros α-olefínicos na cadeia polimérica, quando empregados em
copolimerização. Devido a esse comportamento, os metalocenos dão origem a
homopolímeros de etileno contendo ramificações longas, geradas a partir da
incorporação de cadeias polietilênicas já terminadas.
A presença dessas ramificações tem sido considerada a razão da boa
processabilidade dos copolímeros de etileno-1-octeno produzido pela Dow
Chemical.
A Figura 4 mostra a influência do teor de comonômero dos polímeros
Affinity, produzidos pela Dow Chemical, sobre as suas propriedades
mecânicas.
Kim et al. caracterizaram duas séries de PEUBD e constataram que a
distribuição de massa molar do mesmo é mais estreita quando comparada a do
PEAD (comercial) e o calor de fusão para o PEUBD é menor que o do PEBD
(comercial).
Aplicações
O principal uso do PEUBD é como resina modificadora, principalmente
para polietileno de alta (PEAD) e baixa (PEBD) densidades e polipropileno
(PP). A adição de PEUBD aos polietilenos e ao PP melhora a resistência ao
impacto, a flexibilidade e a resistência ao rasgamento desses polímeros.
A Dow Chemical produz resinas de polietileno de ultra baixa densidade
(ATTANE) que oferecem maior resistência e flexibilidade a baixa temperatura.
Estas resinas são ideais para produzir filmes para embalagens de líquidos, pois
além de evitar infiltrações e derramamentos, a embalagem apresenta alta
resistência ao rasgo. O processamento de filmes planos é feito por sopro ou
extrusão.
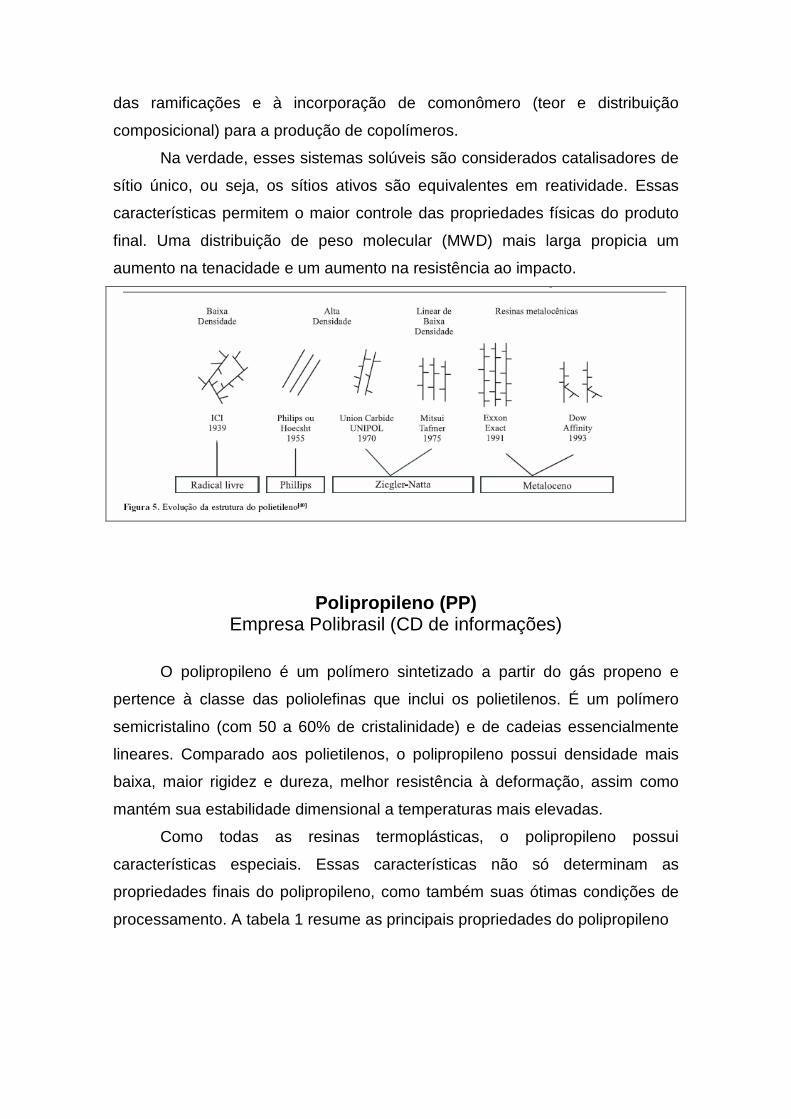
Catalisadores utilizados nas polimerizações de etil eno
A diversidade de polietilenos, em grande parte, se deve à utilização de
diferentes sistemas catalíticos (Figura 5). Assim, é válido ressaltar algumas
diferenças e algumas características desses catalisadores. No início, o único
polietileno produzido comercialmente era um polímero altamente ramificado,
produzido via radicais livres e cujo processo necessitava de altas pressões.
Essas pressões elevadas produziam um polímero caro, e por isso,
pouco disponível comercialmente.
Com o advento dos catalisadores Ziegler-Natta, o polímero foi produzido
sob menores pressões e se apresentou bem menos ramificado. Em função
disso, esse polietileno apresentou maior ponto de fusão do que o produzido
sob altas pressões e isso o tornou mais usado comercialmente. Apesar de os
sistemas Ziegler-Natta serem utilizados com grande sucesso para produção de
poliolefinas em escala comercial, alguns problemas e questões fundamentais
não foram ainda solucionados.
Como os catalisadores são heterogêneos, poucas são as formas de se
analisar detalhadamente os comportamentos químico e físico do sistema. Além
disso, os catalisadores possuem sítios ativos diferentes, com diferentes
estruturas e reatividades, que não são completamente caracterizados.
Recentemente, têm sido desenvolvidos sistemas homogêneos que,
apesar de não possuírem estruturas mais simples ou melhor caracterizadas do
que os sistemas heterogêneos, oferecem a grande vantagem de atuar em
solução. Os metalocenos são considerados o mais importante desenvolvimento
em tecnologia de catalisadores desde a descoberta dos sistemas Ziegler-
Natta. A principal razão para a intensa atividade nessa área é que, comparada
à tecnologia Ziegler-Natta convencional, os metalocenos oferecem algumas
vantagens significativas de processo: são mais econômicos e mais eficientes,
ou seja, são mais ativos e mais específicos, produzindo assim polímeros com
propriedades especiais.
A superioridade dos catalisadores à base de metalocenos está
associada à sua capacidade de atuar no controle da microestrutura do polímero
obtido, em especial com relação à distribuição da massa molar, ao tamanho
das ramificações e à incorporação de comonômero (teor e distribuição
composicional) para a produção de copolímeros.
Na verdade, esses sistemas solúveis são considerados catalisadores de
sítio único, ou seja, os sítios ativos são equivalentes em reatividade. Essas
características permitem o maior controle das propriedades físicas do produto
final. Uma distribuição de peso molecular (MWD) mais larga propicia um
aumento na tenacidade e um aumento na resistência ao impacto.
Polipropileno (PP) Empresa Polibrasil (CD de informações)
O polipropileno é um polímero sintetizado a partir do gás propeno e
pertence à classe das poliolefinas que inclui os polietilenos. É um polímero
semicristalino (com 50 a 60% de cristalinidade) e de cadeias essencialmente
lineares. Comparado aos polietilenos, o polipropileno possui densidade mais
baixa, maior rigidez e dureza, melhor resistência à deformação, assim como
mantém sua estabilidade dimensional a temperaturas mais elevadas.
Como todas as resinas termoplásticas, o polipropileno possui
características especiais. Essas características não só determinam as
propriedades finais do polipropileno, como também suas ótimas condições de
processamento. A tabela 1 resume as principais propriedades do polipropileno
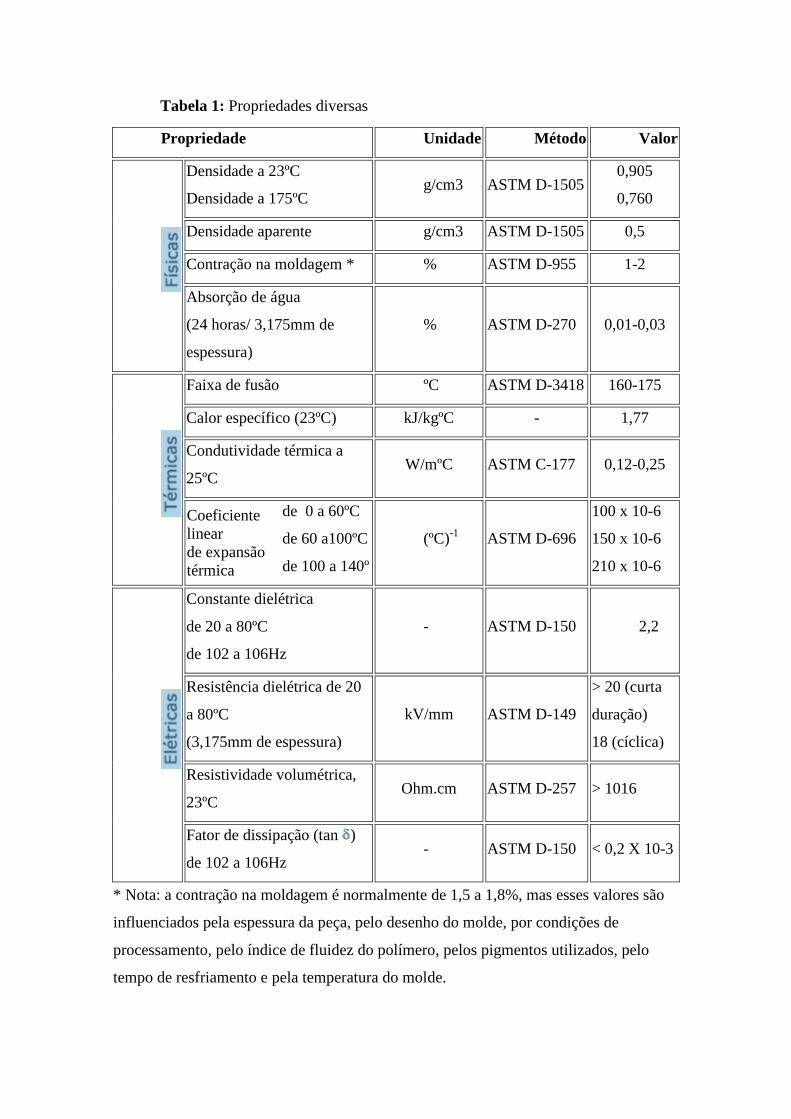
Tabela 1: Propriedades diversas
Propriedade Unidade Método Valor
Densidade a 23ºC
Densidade a 175ºC g/cm3 ASTM D-1505
0,905
0,760
Densidade aparente g/cm3 ASTM D-1505 0,5
Contração na moldagem * % ASTM D-955 1-2
Absorção de água
(24 horas/ 3,175mm de
espessura)
% ASTM D-270 0,01-0,03
Faixa de fusão ºC ASTM D-3418 160-175
Calor específico (23ºC) kJ/kgºC - 1,77
Condutividade térmica a
25ºC W/mºC ASTM C-177 0,12-0,25
de 0 a 60ºC
de 60 a100ºC
Coeficiente linear de expansão térmica de 100 a 140º
(ºC)-1 ASTM D-696
100 x 10-6
150 x 10-6
210 x 10-6
Constante dielétrica
de 20 a 80ºC
de 102 a 106Hz
- ASTM D-150 2,2
Resistência dielétrica de 20
a 80ºC
(3,175mm de espessura)
kV/mm ASTM D-149
> 20 (curta
duração)
18 (cíclica)
Resistividade volumétrica,
23ºC Ohm.cm ASTM D-257 > 1016
Fator de dissipação (tan )
de 102 a 106Hz - ASTM D-150 < 0,2 X 10-3
* Nota: a contração na moldagem é normalmente de 1,5 a 1,8%, mas esses valores são
influenciados pela espessura da peça, pelo desenho do molde, por condições de
processamento, pelo índice de fluidez do polímero, pelos pigmentos utilizados, pelo
tempo de resfriamento e pela temperatura do molde.
- Densidade
O polipropileno é a resina de menor densidade (0,9g/cm³) entre os
termoplásticos mais comuns. Portanto, uma peça moldada em polipropileno
será mais leve, de forma que um maior número de peças pode ser produzido
com uma mesma massa de matéria-prima.
- Resistência química
O Polipropileno é altamente resistente a solventes e produtos químicos.
Com poucas exceções, produtos químicos inorgânicos produzem pouco ou
nenhum efeito sobre ele durante um período de 6 meses, sob temperaturas de
até 121ºC. Para maiores informações, devem ser consultados dados de
compatibilidade e resistência química a solvente.
- Resistência à fissura ambiental (stress-cracking)
O Polipropileno tem uma excelente resistência à fissura ambiental. A
fragilização que ocorre em outros plásticos na presença de óleos, detergentes
e outros agentes de stress-cracking, não ocorre com essa resina. De forma
geral, podemos dizer que somente agentes altamente oxidantes produzem
stress-cracking no Polipropileno.
- Resistência à temperatura
A temperatura de fusão cristalina de Polipropileno homopolímero é
relativamente alta (167ºC), o que permite seu uso contínuo em temperaturas de
até 100ºC.
- Resistência à luz
Assim como outros polímeros olefínicos, o polipropileno, em seu estado
natural (não aditivado com estabilizantes às radiações ultravioleta - UV),
também possui resistência limitada à degradação pela luz solar direta, quando
exposto continuamente à intempérie. A adição de estabilizantes contra a
radiação ultravioleta reduz os efeitos de degradação do polímero. A
degradação leva a uma perda significativa das propriedades mecânicas como
resistência à tração, alongamento e resistência ao impacto.
A degradação do polímero tem início com a ação energética da radiação
UV. Para aumentar a resistência do polipropileno a esse tipo de radiação,
podem ser incorporados aditivos estabilizantes ou pigmentos. O aumento da
resistência à radiação UV vai depender da concentração e do tipo de
estabilizante utilizado.
- Inflamabilidade
O polipropileno, como a maioria dos materiais orgânicos, é combustível
em contato com o fogo e se queima sustentando uma chama de baixa
luminosidade. Se a fonte de ignição for retirada, continua a se queimar com a
fusão do material, formando gotas incandescentes. Entretanto, pode tornar-se
auto-extinguível com a incorporação de aditivos especiais. Tanto o tipo de
aditivo quanto a técnica de ativação devem ser selecionados com cuidado,
levando-se em consideração o desempenho necessário do produto final.
No estado natural, o polipropileno tem sua temperatura de auto-ignição
(ASTM 1929-91) ao redor de 380ºC, e a temperatura de ignição em contato
com uma fonte é de 350ºC. Entretanto, sua velocidade de queima horizontal é
baixa: 18 a 25mm/min (chapas de 3mm de espessura), de acordo com a ASTM
D-635. A classificação UL 94 do PP Polibrasil® é de HB.
O Polipropileno é um termoplástico amplamente utilizado devido às suas
características de versatilidade e compatibilidade com as diversas técnicas de
processamento. Este Guia de Referência Rápida tem o objetivo de fornecer
informações básicas dos produtos fornecidos pela Suzano Petroquímica.
A Suzano Petroquímica possui três unidades produtoras,
estrategicamente localizadas, com capacidade de produção de 685 mil t/ano, e
fornece mais de 60 tipos de produto com diferentes propriedades, tornando-os
úteis para as aplicações em filmes, embalagens rígidas, fibras, peças injetadas,
sacos de ráfia, termoformados, etc. A Unidade Spheripol de Mauá - SP é a
maior e mais moderna linha de produção de Polipropileno do mundo. Devido às
suas características próprias, produz homopolímeros, copolímeros randômicos
e copolímeros heterofásicos de alto desempenho, tanto em processamento
quanto em propriedades finais.
Como outros termoplásticos, o Polipropileno tem características próprias
que não só afetam as propriedades do produto final como determinam as
condições ótimas de processamento.
Escolha do tipo de polipropileno
Para selecionar o tipo de Polipropileno mais adequado para uma
determinada aplicação, é necessário considerar os seguintes requisitos:
• Processamento • Características estéticas • Desempenho final • Aditivação
Os vários tipos de Polipropileno oferecem diferentes combinações entre
rigidez, transparência e resistência ao impacto, viabilizando seu uso em
inúmeras aplicações no mercado. A tabela a seguir resume as principais
características dos tipos de Polipropileno.
Características Homopolímero Copolímero Randômico
Copolímero heterofásico
Transparência Média Sim Não
Resistência ao Impacto Não Média Sim
Resistência Alta Temperatura Sim Não Média
Para a maioria das aplicações, a escolha por uma dessas características
pode determinar o tipo de Polipropileno a ser utilizado. Uma vez definido, as
demais características da aplicação, devem ser usadas para determinar o tipo
mais adequado para a aplicação. Uma característica de suma importância para
os três tipos de produto é o índice de fluidez, que determina a processabilidade
e as propriedades finais. No caso específico de injeção, um tipo de alto índice
de fluidez poderá permitir ciclo menor de processamento, porém com possível
comprometimento da resistência mecânica na peça projetada.
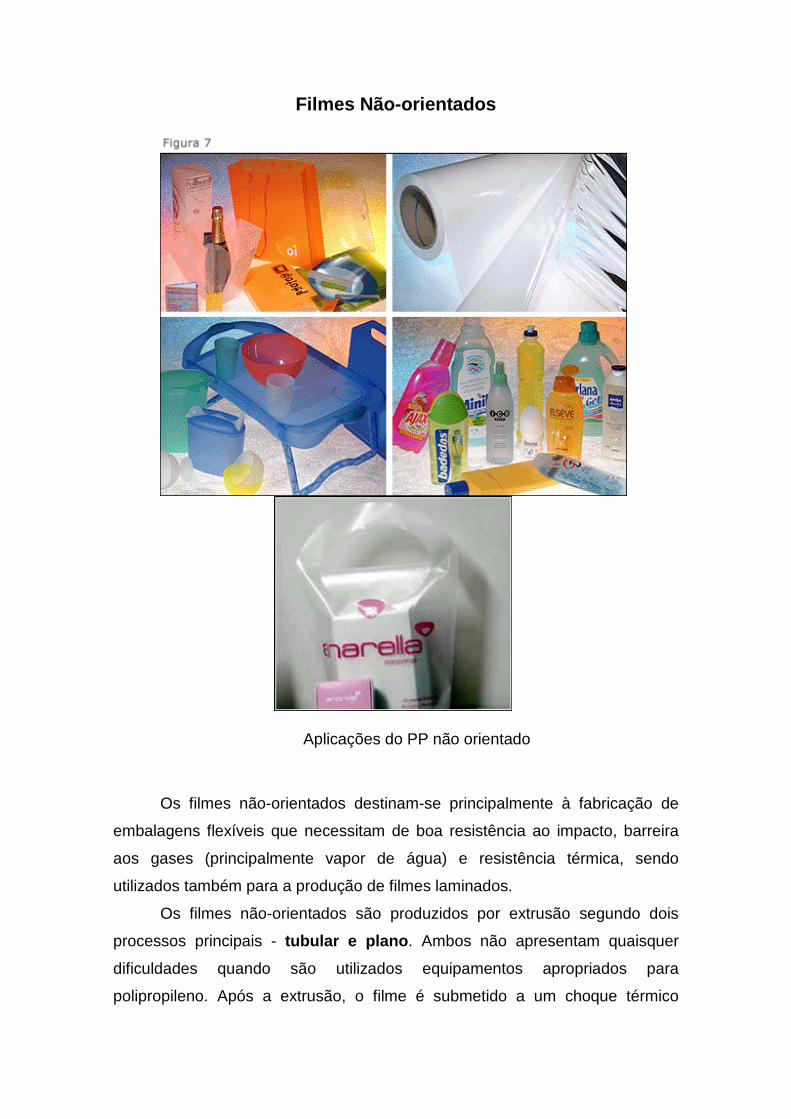
Filmes Não-orientados
Aplicações do PP não orientado
Os filmes não-orientados destinam-se principalmente à fabricação de
embalagens flexíveis que necessitam de boa resistência ao impacto, barreira
aos gases (principalmente vapor de água) e resistência térmica, sendo
utilizados também para a produção de filmes laminados.
Os filmes não-orientados são produzidos por extrusão segundo dois
processos principais - tubular e plano . Ambos não apresentam quaisquer
dificuldades quando são utilizados equipamentos apropriados para
polipropileno. Após a extrusão, o filme é submetido a um choque térmico
(banho de água fria ou contato direto com cilindros resfriados), objetivando,
com isso, cristalizar rapidamente o polipropileno e conferir transparência e
brilho elevados ao filme.
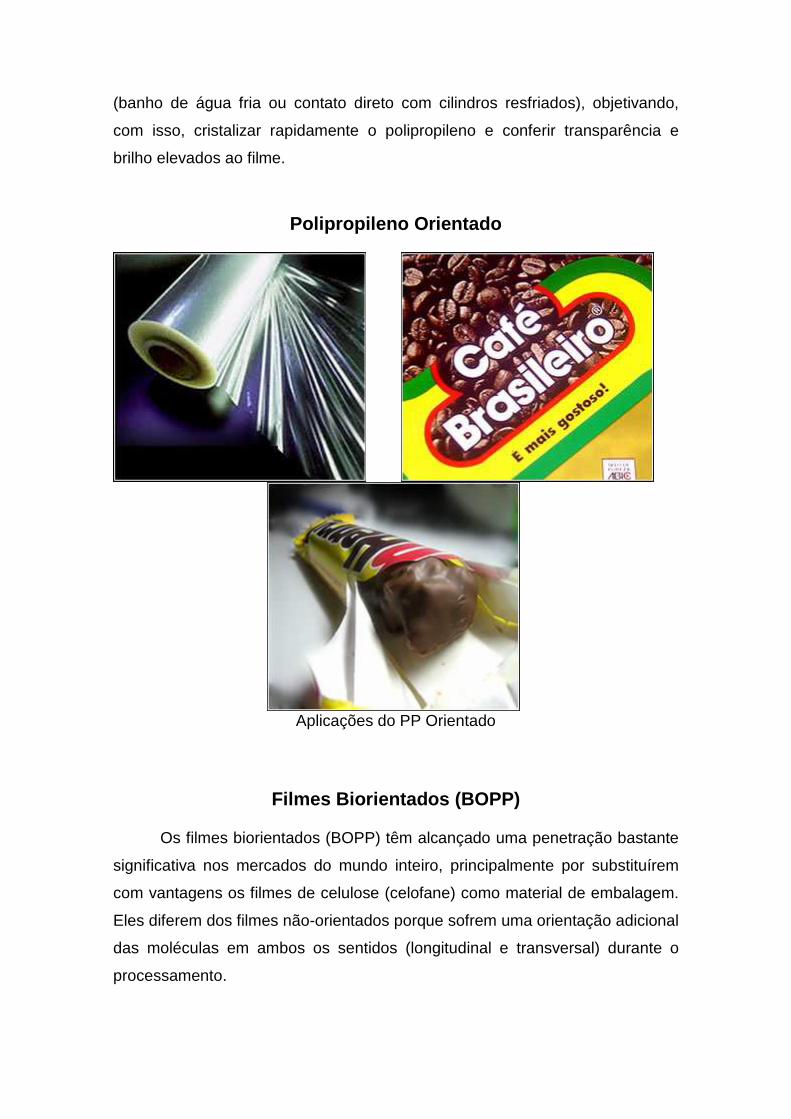
Polipropileno Orientado
Aplicações do PP Orientado
Filmes Biorientados (BOPP)
Os filmes biorientados (BOPP) têm alcançado uma penetração bastante
significativa nos mercados do mundo inteiro, principalmente por substituírem
com vantagens os filmes de celulose (celofane) como material de embalagem.
Eles diferem dos filmes não-orientados porque sofrem uma orientação adicional
das moléculas em ambos os sentidos (longitudinal e transversal) durante o
processamento.
O desenvolvimento contínuo dos processos de biorientação e o de
novos tipos de resina para filmes colaboram decisivamente para aumentar a
variedade de produtos, inclusive a produção de filmes laminados e metalizados
para fitas adesivas e usos elétricos.
A produção dos filmes biorientados de PP Polibrasil®, assim como a de
não-orientados, realiza-se por dois processos básicos: o processo plano e o
processo tubular . Ambos podem dar origem a filmes de uma só camada ou a
filmes coextrudados. Cada um tem características técnicas específicas; porém,
de forma geral, em ambos os casos, o processo de fabricação se desenvolve
de acordo com as seguintes etapas:
a) extrusão e resfriamento - a estrutura cristalina do polímero no filme é determinada pela velocidade de resfriamento e influencia as propriedades gerais do filme após a orientação;
b) orientação ou estiramento - é a fase principal do processo, durante a qual o tubo, ou a chapa, é estirado nas direções longitudinal e transversal, conferindo ao produto excelentes características ópticas, mecânicas e de barreira;
c) relaxamento ou normalização - ocorre normalmente dentro da estufa horizontal em que passa o filme, que é reaquecido a uma determinada temperatura, produzindo, de forma controlada, uma ligeira contração e a estabilização do material. Nessa etapa, ocorre o relaxamento de tensões internas decorrentes da orientação;
d) tratamento superficial - o filme atravessa uma região submetida a descarga elétrica (tratamento Corona) ou chama, de modo a tornar sua superfície receptiva a tintas de impressão ou adesivos;
e) embobinamento - é a etapa final do processo e se realiza sob tensão controlada. A bobina resultante poderá ser armazenada para sofrer relaxamento e estabilização posteriores, antes de sofrer operações subseqüentes.
- Processo plano ( tenter )
Nesse processo, o filme é extrudado através de uma matriz plana, sendo
logo depois resfriado em condições controladas para obter a estrutura cristalina
necessária à orientação.
No processo plano convencional , o filme é orientado em duas etapas:
na primeira, o filme é reaquecido em contato com um grupo de cilindros, nos
quais a película sofre um estiramento longitudinal de aproximadamente cinco
vezes o comprimento inicial, que ocorre devido à diferença de velocidade entre
uma unidade e outra. A etapa seguinte é a passagem do filme em estufa com
ar quente circulante, fechada hermeticamente, na qual duas linhas divergentes
de garras prendem as bordas laterais do filme que se afastam lateralmente ao
avançarem, estirando a película no seu sentido transversal, aumentando sua
largura em cerca de oito a dez vezes a medida inicial (Animação do quadro 14)
No processo plano de estiramento simultâneo , o filme é estirado nos
dois sentidos em um único estágio. Isso ocorre dentro de uma estufa com ar
circulante, na qual garras prendem as bordas do filme que se deslocam
lateralmente e se aceleram longitudinalmente até atingir a velocidade final,
provocando o estiramento simultâneo. Devido à grande flexibilidade nas
relações de estiramento que esse processo permite, podem-se obter filmes
com características distintas daquelas obtidas pelo processo convencional de
duas etapas, inclusive filmes com resistência mecânica balanceada nos dois
sentidos, próxima à dos filmes biorientados pelo processo tubular (double
bubble).
Em ambos os processos, no final do percurso e ainda dentro da estufa, a
tensão de estiramento é aliviada ligeiramente, permitindo ao filme uma
pequena contração, reduzindo as tensões residuais. Na saída da estufa, um
conjunto de facas refila a borda do filme, retirando a faixa que estava presa
pelas garras, portanto não sofreu estiramento e será reciclada posteriormente.
- Processo tubular ( double bubble )
Nesse processo, o filme é extrudado através de uma matriz circular,
dando origem a um tubo calibrado. Após ser submetido a um resfriamento com
água gelada, para obter a cristalização da resina, esse tubo é novamente
aquecido por insuflação de ar quente e, então, levado à estufa para receber a
orientação transversal. A orientação longitudinal é alcançada na passagem dos
rolos puxadores primários para os rolos secundários, que giram em
velocidades diferentes.
A etapa final do processo é a passagem do filme, novamente em estufa
com temperatura em torno de 160ºC, para eliminar as tensões residuais e fixar
a orientação.
Aplicações de PP em filmes para alimentos
Aplicações do PP na indústria têxtil
Antes do surgimento das fibras químicas, os produtos têxteis somente
podiam ser obtidos a partir dos diferentes tipos de fibras oferecidos pela
natureza.
Atualmente, as fibras químicas são utilizadas em todos os tipos de
produtos têxteis, ampliando o número de opções disponíveis e, sobretudo,
atendendo à demanda de propriedades não oferecidas pelo emprego exclusivo
das fibras naturais.
Quanto à origem, as fibras têxteis podem ser classificadas segundo
mostra o abaixo:
Fibras têxteis
Fibras naturais Fibras químicas
vegetais algodão linho juta rami sisal
animais
lã seda
minerais amianto
artificiais viscose acetato
sintéticas
polipropileno poliamida poliéster acrílico
A obtenção de resinas de polipropileno, com características de alta
fluidez, distribuição de peso molecular controlada e elevada cristalinidade, bem
como o aperfeiçoamento das técnicas de produção de fibras sintéticas criaram
novas oportunidades de aplicação em fios e fibras de polipropileno, ampliando
seu potencial de consumo.
No Brasil, a fibra de polipropileno já conquistou importante participação
no mercado de tapetes, carpetes, cordas, tecidos de revestimentos e não-
tecidos. Todavia, ainda apresenta um importante potencial a ser explorado.
Quanto às aplicações, os multifilamentos de PP Polibrasil® podem ser
subdivididos em fibras cortadas, utilizadas em nãotecidos e fios fiados, e em
filamentos contínuos lisos (CF) e texturizados (BCF), usados em tecelagem e
malharia, aplicações industriais e não-tecidos.
Principais aplicações das fibras cortadas
Nãotecidos agulhados Carpetes agulhados
Cobertores Filtros industriais
Geotêxteis
Fios fiados Tapetes e carpetes tipo tufting
Toalhas de mesa Artigos esportivos
Principais aplicações dos filamentos contínuos
lisos (CF) ou texturizados (BCF)
Malharia e tecelagem Tapetes e carpetes tipo tufting
Tecidos de decoração Estofamentos
Toalhas de mesa Artigos esportivos
Meias
Aplicações industriais Cordas trançadas e torcidas Cordões para decorações
Fios de costura Cintos de segurança
Redes de pesca
Principais aplicações dos nãotecidos consolidados termicamente
Descartáveis higiênicos, como fraldas e absorventes femininos Filtros industriais
Artigos hospitalares Revestimento de colchões
Ráfia
Ráfia de PP e suas aplicações
No campo das fibras químicas, convencionou-se chamar de ráfia a fitas
planas e estiradas, obtidas a partir da extrusão de um polímero, que são
utilizadas na fabricação de uma ampla gama de produtos têxteis e industriais.
A princípio, a ráfia de polipropileno foi adotada pela indústria de
cordoaria, em substituição às fibras naturais, como juta, sisal e similares. Logo
em seguida, porém, sua utilização foi estendida para confecções de sacos,
bases de tapetes, lonas etc.
Os produtos finais da utilização da ráfia de polipropileno se dividem em
dois grandes grupos a partir do tipo de transformação intermediária escolhida:
• tecido (convencional de tecelagem e malharia, estabilizado
dimensionalmente, laminado, fibrilado);
• corda ou cabo (torcido, trançado).
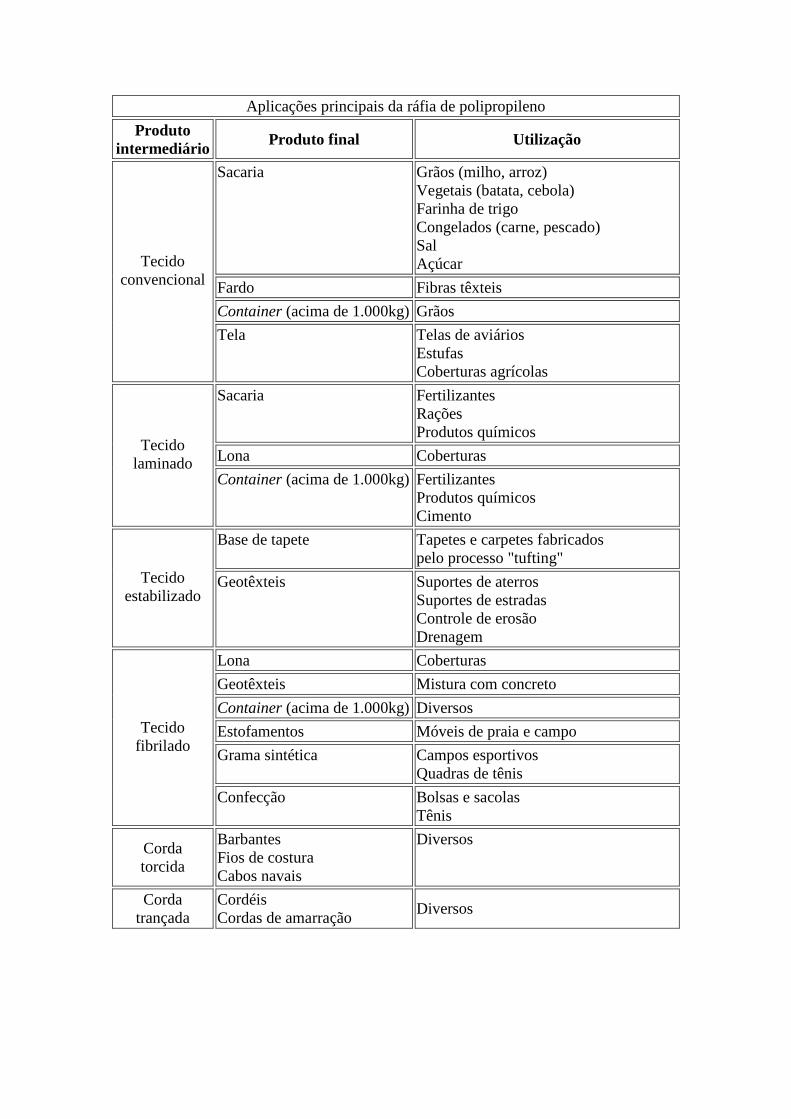
Aplicações principais da ráfia de polipropileno
Produto intermediário
Produto final Utilização
Sacaria Grãos (milho, arroz) Vegetais (batata, cebola) Farinha de trigo Congelados (carne, pescado) Sal Açúcar
Fardo Fibras têxteis
Container (acima de 1.000kg) Grãos
Tecido convencional
Tela Telas de aviários Estufas Coberturas agrícolas
Sacaria Fertilizantes Rações Produtos químicos
Lona Coberturas Tecido
laminado Container (acima de 1.000kg) Fertilizantes
Produtos químicos Cimento
Base de tapete Tapetes e carpetes fabricados pelo processo "tufting"
Tecido estabilizado
Geotêxteis Suportes de aterros Suportes de estradas Controle de erosão Drenagem
Lona Coberturas
Geotêxteis Mistura com concreto
Container (acima de 1.000kg) Diversos
Estofamentos Móveis de praia e campo
Grama sintética Campos esportivos Quadras de tênis
Tecido fibrilado
Confecção Bolsas e sacolas Tênis
Corda torcida
Barbantes Fios de costura Cabos navais
Diversos
Corda trançada
Cordéis Cordas de amarração
Diversos
Polietilenotereftalato (PET) (informações obtidas da internet)
Aplicações do PET Introdução
• Plástico da família do poliéster.
• Mero: ácido tereftálico ou tereftalato de dimetila e glicol etilênico .
• Principais propriedades:
o Boa resistência mecânica térmica e química ;
o Boas propriedades de barreira : absorção de oxigênio é de 10 a
20 vezes menor que nos plásticos “commodities”;
o Fácil reciclabilidade .
• Produção brasileira em 1998: 143.000 t.
• Trata-se de um polímero de engenharia que, graças ao contínuo
aperfeiçoamento de seu processo de fabricação e à enorme aceitação
na fabricação de garrafas de refrigerante, acabou mudando de status:
passou de plástico de engenharia para commodity.
• Aplicações:
o Como garrafas para bebidas carbonatadas, óleos vegetais,
produtos de limpeza, etc.;
o Na forma de fibras , sob marcas Tergal ® (ICI) ou Dracon ® (Du
Pont), apresentam excelente resistência mecânica e ao
amassamento, bem como lavagem e secagem rápida;
o Na forma de películas transparentes e altamente resistentes ,
sob marca Mylar ®, mas algo caras. São usadas em aplicações
nobres: isolamento de capacitores, películas cinematográficas,
fitas magnéticas, filmes e placas para radiografia;
o Resina para moldagem com reforço de 30% de fibra de vidro,
sob marca Rynite ® (Du Pont), usada na fabricação de carcaças
de bombas, carburadores, componentes elétricos de carros, etc.
- CARACTERÍSTICAS
As macromoléculas de PET puro (o chamado homopolímero)
constituem-se de repetições da molécula mais simples (mero) de tereftalato de
etileno . Nos polímeros comerciais, 130 a 155 repetições desse mero
constituem a macromolécula típica de PET.
O PET homopolímero cristaliza-se com facilidade, prejudicando a
transparência do polímero. Para se evitar esse problema as condições de
processamento têm de ser muito precisas, o que atrapalha a vida do
transformador. Por isso, o PET homopolímero não é muito usado. Prefere-se
usar copolímeros de PET , os quais se cristalizam mais lentamente, facilitando
as condições de transformação para se obter um produto com boa
transparência.
As macromoléculas dos copolímeros de PET contém outros meros além
do tereftalato de etileno. Ou seja: no homopolímero a macromolécula é
constituída pela repetição de um só mero (molécula simples), como se fosse
um trem constituído de vagões idênticos. Já no copolímero a macromolécula é
constituída pela repetição de mais de um mero, como se fosse um trem
constituído por mais de um tipo de vagão.
Alguns copolímeros de PET apresentam macromoléculas formadas pela
repetição de dois meros:
• ciclohexanodimetanol e ácido tereftálico;
• etilenoglicol e ácido isoftálico.
Eles estão distribuídos aleatóriamente ao longo da macromolécula,
dificultando a cristalização do polímero e favorecendo sua transparência. Este
tipo de copolímero é especialmente adequado para moldagem por injeção sob
curtos tempos de ciclo, como peças em geral, pré-formas, garrafas com
paredes espessas.
Outro copolímero, PETG, inclui um glicol modificado em suas
macromoléculas. Ele é amorfo (não-cristalino), quimicamente resistente e
altamente transparente. Seu processamento é fácil. Normalmente ele é
produzido na forma de chapas ou filmes extrudados, podendo ser
termoformados, serrados, furados e estampados. A moldagem por injeção e
extrusão mais sopro também são viáveis.
Produção de garrafas e frascos por extrusão de parison mai sopro
necessitam de resinas de PET com maior resistência mecânica do fundido
(maior tempo de escoamento, ou seja, maior melt flow index).
A produção de filmes e fitas de PET se faz através de extrusão
utilizando-se matrizes com fendas; o extrudado passa então por rolos que lhe
confere o formato final. Já a produção de fibras é feita através da extrusão do
polímero fundido, sendo obtidos filamentos muito finos através de sua
passagem por matrizes especiais (spinnerets). Esses filamentos são estirados,
torcidos, enredados e plissados para se formar a fibra.
Algumas designações para o PET:
• OPET: PET orientado, ou seja, que foi estirado antes do sopro da
garrafa. O estiramento promove maior grau de cristalização do polímero,
aumentando sua resistência mecânica e propriedades de barreira.
• APET: PET amorfo, ou seja, sem orientação e de baixa cristalinidade. É
menos resistente mecanicamente e apresenta propriedades de barreira
um pouco inferiores aos do OPET, muito embora sejam satisfatórias
para muitas aplicações. Por sua vez, apresenta alto brilho e
transparência. Uma vez que pode ser selado a quente, muitas vezes é
usado para a produção de bandejas termoformadas para alimentos.
• CPET: PET cristalino, que contém aditivos como iniciadores e
nucleadores de cristalitos. Como o nome já diz, apresenta alto grau de
cristalinidade; é opaco. Serve para a produção de bandejas para
alimentos termicamente estáveis, inertes, leves e reaquecíveis. Pode ir
do freezer ao forno sem sofrer perda de propriedades.
- EQUIPAMENTOS:
O PET é higroscópico , ou seja, absorve umidade: 0,03%. Normalmente
a resina tem de ser seca antes de ser transformada, devendo conter não mais
do que 0,01% de água. Logo, secadoras devem ser um equipamento de
grande demanda nos transformadores de PET.
Há diversos fabricantes de sopradoras para garrafas e outras peças
vazadas: Aoki, Sidel do Brasil, Krupp Korpoplast, Krones, Bekum e Nissei ABS,
entre outras.
As sopradoras podem ser de dois tipos:
• Um estágio (ciclo quente): a mesma máquina injeta a pré-forma, que é
soprada em seguida.
• Dois estágios (ciclo frio): a pré-forma é produzida numa injetora e soprada em outra máquina (sopradora). Destaque : algumas máquinas da Aoki dispensam a desumidificação
prévia da resina antes da moldagem da pré-forma por injeção, pois um sistema
de degasagem acoplado ao canhão da injetora extrai todos os gases da resina
fundida. Segundo a Aoki, este sistema permite ainda a adição de PET reciclado
à resina virgem.
Embora a rota clássica para produção de garrafas seja através do sopro
de pré-formas injetadas, elas também podem ser produzidas a partir da
extrusão de parison seguido de sopro posterior . Diversos tipos de
autopeças são feitos através da moldagem por injeção de PET. Neste caso, ele
é usado como plástico de engenharia, em função de suas propriedades
mecânicas excepcionais. Geralmente eles contém agentes de reforço (por
exemplo, fibras de vidro).
Filmes de PET também são produzidos por extrusão, usando-se matriz
com formato de fenda. Mas, certamente, o número de transformadores que
fazem esses produtos deve ser significativamente menor que os produtores de
garrafas.
As injetoras e extrusoras para PET devem ter sistemas de aquecimento
suficientemente potentes para fundir a resina (250-260oC). O formato da rosca
deve ser apropriado para a resina, em termos da evolução de seu diâmetro e
do passo da rosca ao longo do seu comprimento.
Esta resina, na sua versão amorfa (APET) ou de alta cristalinidade
(CPET), é muito utilizada na fabricação de bandejas termoformadas para
alimentos. Espumas de PET também podem ser consideradas para esta
aplicação, em função de seu baixo peso e alta resistência térmica.
A produção de fibras deve ser restrita a poucos fabricantes, em função
da complexidade do equipamento.
- ADITIVOS:
O PET normalmente não necessita de adições de plastificantes ou
outros aditivos para seu processamento. Mesmo nos casos onde ocorre o uso
de aditivos, a formulação é feita pelo próprio produtor da resina e não pelo
transformador, que já compra o produto pronto.
Contudo, há diversas versões com propriedades especiais que podem
conter:
• reforço com fibra de vidro ;
• idem, mais modificadores de impacto para tornar a resina
mais tenaz;
• idem, mais aditivos anti-chama ;
• idem, mais mica ;
• idem, mais resina reciclada ;
• reforço com fibras longas de vidro ;
• aditivos condutores de eletricidade (para que a resina
barre radiações eletromagnéticas) mais fibras de carbono para reforço;
Outros agentes de reforço normalmente usados nas resinas de PET são
fibras de aramida , esferas de vidro , carbonato de cálcio (por ex., em fitas
magnéticas de PET, pois melhora o coeficiente de fricção da fita), asbestos e
wollastonita .
Os graus com agentes de reforço (fibras de vidro e carbono , mica )
normalmente são direcionados para peças moldadas por injeção de alto
desempenho. Note-se que estas cargas afetam negativamente a transparência
do plástico.
Componentes de PET para uso externo devem conter aditivos anti-
raios ultravioleta . Por exemplo, absorvedores de ultravioleta do tipo
benzotriazola, pois afetam muito pouco a cor do plástico, que passa a ter
grande estabilidade.
A versão de alto grau de cristalinidade (CPET) contém aditivos para
promover a formação de cristalitos na resina (iniciadores, agentes
nucleantes).
O PET também pode ser usado na forma expandida, requerendo neste
caso a adição de agentes de expansão .
Obviamente, corantes e pigmentos são utilizados para colorir as
resinas. No caso de filmes, podem ser usados aditivos para controlar a
rugosidade superficial e, conseqüentemente, o coeficiente de atrito da
superfície do filme. Outros aditivos podem ser usados para controlar o grau de
transparência e de reflexão superficial.
Policloreto de vinila (PVC) (www.instituto dopvc .org)
::Calhas; ::eletrodutos; ::Esquadrias, portas e janelas; ::Recobrimentos de fios, cabos elétricos; ::Forros e divisórias; ::Galpões infláveis e estruturados; ::Mantas de impermeabilização; ::Persianas e venezianas; ::Pisos; ::Revestimento de piscinas; ::Redes de distribuição de água potável domiciliar e pública; ::Redes de saneamento básico domiciliar e público; ::Revestimento de paredes (siding e papel de parede).
Aplicações do PVC O PVC faz parte de nosso cotidiano
O PVC ocupa lugar de destaque entre os materiais plásticos presentes
no nosso cotidiano. Ele tem papel importante na indústria e na sociedade pois
está nas mais diversas aplicações, desde produtos médico-hospitalares e
embalagens para alimentos até peças de alta tecnologia, como as usadas em
equipamentos espaciais, passando por produtos aplicados à habitação e
saneamento básico, dentre diversos outros setores. A cada instante, onde
encontramos conforto e modernidade, encontramos o PVC. Sua presença
tornou-se tão familiar que nem mais a notamos.
O PVC é atóxico, leve, sólido, resistente, impermeável, estável e não
propaga chamas. Tem qualidades que o tornam adaptável a múltiplos usos, da
garrafa ao painel do carro, sendo o único plástico utilizado para a fabricação de
bolsas de sangue. Sem dúvida, ele é parte integrante do nosso dia-a-dia.
E onde está o PVC?
O PVC pode ser rígido ou flexível, opaco ou transparente, brilhante ou
fosco, colorido ou não. Estas características são obtidas com a utilização de
plastificantes, estabilizantes térmicos, pigmentos, entre outros aditivos, usados
na formulação do PVC. Após formulado, obtém-se os compostos de PVC que
são utilizados na fabricação de uma série de produtos, tais como:
::Produtos médico-hospitalares: embalagens para medicamentos, bolsas de
sangue (sendo o material que melhor conserva o sangue), tubos para
transfusão e hemodiálise, artigos cirúrgicos, além de pisos de salas onde é
indispensável o alto índice de higiene;
::Janelas: oferecem excelente resistência às mudanças de clima e à
passagem dos anos, mesmo em ambientes corrosivos (por exemplo, beira-
mar), em áreas rurais ou urbanas;
::Pisos e revestimentos de paredes: peças decorativas, resistentes e
facilmente laváveis;
::Brinquedos e artigos infláveis: bolas, bóias, colchões e barcos, etc.;
::Artigos escolares: facilmente moldados, têm grade variedade de aspectos
(cor, brilho, transparência) e baixo custo;
::Embalagens: usadas para acondicionar alimentos, protegendo-os contra
umidade e bactérias. Estas embalagens são impermeáveis ao oxigênio e ao
vapor, dispensando, assim, o uso de conservantes, preservando o aroma;
::Tecidos espalmados decorativos e técnicos: usados principalmente para
móveis, vestuários, malas e bolsas;
::Garrafas para água mineral: leves e transparentes;
::Estruturas de computadores: assim como peças técnicas destinadas à
indústria eletrônica;
::Automóveis: aplicado a revestimento de interiores devido à sua facilidade de
moldagem e de manutenção;
::Tubos e conexões: utilizados na canalização de água (potável ou não) e
esgotos, pois são resistentes e facilmente transportados e manipulados graças
ao seu baixo peso. No caso da água potável evita contaminações externas e
previne perdas por vazamento, devido à fácil e eficiente soldagem entre os
tubos e as conexões. Também são muito utilizados em sistemas de irrigação,
de redes subterrâneas e de superfícies a tubulações e filtros para poços
profundos e minas, além de redes de drenagem agrícolas e de estradas;
::Mangueiras: são flexíveis, transparentes e coloridas;
::Laminados: utilizados para embelezar e melhorar painéis de madeira e
metal. Resistem bem ao tempo, aos raios ultravioletas, à corrosão e à abrasão;
::Laminados impermeáveis: utilizados em piscinas, túneis, tetos, etc e
também para a impermeabilização de aterros sanitários, protegendo o solo e
lençóis freáticos;
::Frascos para acondicionar cosméticos e produtos dom ésticos: por sua
impermeabilidade e resistência a produtos químicos e ótima relação custo
benefícios na hora da troca de moldes, além de facilitar o design;
::Móveis de jardim: têm grande resistência às variações climáticas e são de
fácil manutenção.
O PVC é atóxico, leve, sólido, resistente, impermeável, estável e não
propaga chamas. Tem qualidades que o tornam adaptável a múltiplos usos, da
garrafa ao painel do carro, sendo o único plástico utilizado para a fabricação de
bolsas de sangue. Sem dúvida, ele é parte integrante do nosso dia-a-dia.
O PVC na construção civil e arquitetura
Esses são segmentos que são responsáveis pelo consumo de mais de
60% do mercado brasileiro do PVC. No mundo o percentual se mantém similar.
Versatilidade, facilidade de design, durabilidade, baixa manutenção, são
algumas das características que fazem com que o PVC conquiste cada vez
mais espaço em edificações e obras públicas. Veja abaixo onde ele é
utilizado:
::Calhas;
::eletrodutos;
::Esquadrias, portas e janelas;
::Recobrimentos de fios, cabos elétricos;
::Forros e divisórias;
::Galpões infláveis e estruturados;
::Mantas de impermeabilização;
::Persianas e venezianas;
::Pisos;
::Revestimento de piscinas;
::Redes de distribuição de água potável domiciliar e pública;
::Redes de saneamento básico domiciliar e público;
::Revestimento de paredes (siding e papel de parede).
O que faz o PVC ser tão importante?
São suas propriedades, características, relação custo/beneficio.
Combinados, esses aspectos revelam suas potencialidades de aplicação.
O PVC é largamente utilizado tanto na área médica e alimentícia quanto na
construção civil, embalagens, calçados, brinquedos, fios e cabos,
revestimentos, indústria automobilística, etc., onde sua presença tem se
mostrado tão necessária quanto indispensável.
Isto tudo pelo fato do PVC ser um plástico versátil, resistente,
impermeável, durável, inócuo e 100% reciclável; não se corrói, é isolante
térmico e acústico e não propaga fogo, podendo ser produzido em qualquer
cor, desde transparente até opaco e de rígido a flexível. O seu maior uso é na
construção civil, segmento que necessita de produtos competitivos,
econômicos energeticamente e de longa vida útil.
O ciclo de vida útil dos produtos de PVC varia de 15 a 100 anos, sendo a
média superior a 60 anos.
Na área médica, onde é utilizado há várias décadas, não existe produto
melhor e mais seguro para ser usado em bolsas de sangue e soro, tubos
endotraqueais, catéteres cardiovasculares, entre várias outras aplicações.
Essas são algumas das razões pelas quais o PVC terá um futuro
duradouro, pois dadas as suas mais variadas aplicações e onipresença no
cotidiano das pessoas, tornou-se um produto indispensável à vida
contemporânea.
As principais características do PVC
:: Leve (1,4 g/cm3), o que facilita seu manuseio e aplicação;
:: Resistente à ação de fungos, bactérias, insetos e roedores;
:: Resistente à maioria dos reagentes químicos;
:: Bom isolante térmico, elétrico e acústico;
:: Sólido e resistente a choques;
:: Impermeável a gases e líquidos;
:: Resistente às intempéries (sol, chuva, vento e maresia);
:: Durável: sua vida útil em construções é superior a 50 anos;
:: Não propaga chamas: é auto-extinguível;
:: Versátil e ambientalmente correto;
:: Reciclável e reciclado;
:: Fabricado com baixo consumo de energia.
A vida útil dos produtos de PVC
A maioria dos produtos de PVC (perfis de janelas, tubos de distribuição
de água e de saneamento, revestimento de cabos entre outros) tem uma vida
útil muito longa. Por outro lado, as embalagens de PVC têm curto tempo de
utilização, por serem descartáveis. No entanto, a proporção dos plásticos nos
aterros sanitários é baixa (em média, 6% do peso total), sendo que o PVC, que
é reciclável, representa apenas, em média, 0,8% desse total.O ciclo de vida útil
dos produtos à base de PVC é:
:: De 15 a 100 anos em 64% dos produtos;
:: De 2 a 15 anos em 24%;
:: Até 2 anos em 12% dos produtos.
Após o uso dos produtos fabricados à base de PVC, os processos de
reciclagem mecânica e a energética são duas maneiras eficientes de
reaproveitá-lo. Leia mais a respeito do reaproveitamento e reciclagem do PVC
na seção 'meio ambiente', no menu principal.
A fabricação do PVC
O PVC não é um material como os outros. É o único material plástico
que não é 100% originário do petróleo. O PVC contém, em peso, 57% de cloro
(derivado do cloreto de sódio - sal de cozinha) e 43% de eteno (derivado do
petróleo).
A partir do sal marinho, pelo processo de eletrólise, obtém-se o cloro,
soda cáustica e hidrogênio. A eletrólise é a reação química resultante da
passagem de uma corrente elétrica por água salgada (salmoura). Assim se dá
a obtenção do cloro, que representa 57% da resina de PVC produzida.
O petróleo, que representa apenas 43% desta resina, passa por um
caminho um pouco mais longo. O primeiro passo é uma destilação do óleo cru,
obtendo-se aí a nafta leve. Esta passa, então, pelo processo de craqueamento
catalítico (quebra de moléculas grandes em moléculas menores com a ação de
catalisadores para aceleração do processo), gerando-se o eteno. Tanto o cloro
como o eteno estão na fase gasosa e eles reagem produzindo o DCE (dicloro
etano).
A partir do DCE, obtém-se o MVC (mono cloreto de vinila, unidade
básica do polímero. O polímero é formado pela repetição da estrutura
monomérica). As moléculas de MVC são submetidas ao processo de
polimerização, ou seja, elas vão se ligando formando uma molécula muito
maior, conhecida como PVC (policloreto de vinila), que é um pó muito fino, de
cor branca, e totalmente inerte.
A principal matéria-prima do PVC é o sal marinho, um recurso natural
renovável. Veja abaixo o fluxograma de fabricação do PVC e sua fórmula
química:
Poliestireno (PS)
ASPECTOS GERAIS DO POLIESTIRENO Ricardo Sá Peixoto Montenegro
Moysés Elias Serfaty* http://www.bndes.gov.br/conhecimento/bnset/set1606. pdf
Aplicações do Poliestireno
Introdução
O poliestireno (PS) pertence ao grupo das resinas termoplásticas, que
inclui, entre outros, os polietilenos (de alta densidade; baixa densidade; e baixa
densidade linear), o polipropileno (PP), o cloreto de polivinila (PVC) e o
polietileno tereftalato (PET).
O PS é o pioneiro entre os termoplásticos. A primeira planta industrial a
operar comercialmente com sucesso foi a IG Farbenindustrie, na Alemanha,
em 1930. Nos Estados Unidos, o poliestireno foi produzido em escala
comercial, pela primeira vez, em 1938, pela Dow Chemical Company.
Devido às suas propriedades especiais, o PS pode ser utilizado numa
vasta gama de aplicações, e comercialmente é vendido em três formas ou
tipos, a saber:
· Cristal ou Standard – Possui como características principais a
transparência, o alto brilho e a fácil coloração (pela adição de agentes
corantes). As denominações de poliestireno normal e de estireno
homopolímero são também utilizadas. Entre suas aplicações principais estão
embalagens para a indústria alimentícia, copos descartáveis e caixas para CDs
e fitas cassete.
· Poliestireno Expandido (EPS) – É uma espuma rígida obtida por meio
da expansão da resina PS durante a sua polimerização. Esta expansão é
realizada injetando-se um agente químico na fase de reação da polimerização.
Os agentes de expansão mais utilizados são os hidrocarbonetos criogênicos
(Ex.: gás carbônico). O EPS mais conhecido no Brasil é o da marca comercial
da Basf-Isopor®.
As principais aplicações do EPS são na proteção de embalagens e no
isolamento térmico.
· Poliestireno de Alto Impacto (HIPS) – É um poliestireno modificado
com elastômeros de polibutadieno. Esta resina é obtida pela polimerização de
uma solução de estireno-butadieno. Forma-se um sistema de duas fases
devido à imiscibilidade do poliestireno e do polibutadieno. O poliestireno forma
a fase contínua e o polibutadieno, a fase dispersa.
As partículas globulares de borracha (polibutadieno) contêm pequenas
inclusões de poliestireno. A diferença significativa entre as resinas PS e HIPS é
a resistência ao impacto e, por essa razão, alguns tipos de HIPS competem
com plásticos de engenharia como, por exemplo, o ABS (Acrilonitrila-
Butadieno-Estireno). Alguns grades desta resina podem competir com os
plásticos de engenharia, como o citado ABS, seja na fabricação de gabinetes
de videocassetes ou em computadores e eletrodomésticos (linhas branca e
marrom). Há, também, o PS sindiotático (sPS), ainda em fase de
desenvolvimento tecnológico. O PS é obtido com a utilização de catalisadores
metalocenos. Atualmente, uma joint venture formada pela Dow e a Idemitsu
aperfeiçoa o processo em uma planta-piloto instalada no Japão. A Idemitsu já
possui uma unidade semi-industrial (5.000 t/ano), e a Dow deverá implantar
nos Estados Unidos uma unidade fabril para produzir o sPS sob a marca
Questra®.
Aspectos Técnicos
O poliestireno é obtido através da polimerização do estireno (vinil
benzeno). O estireno utilizado para a polimerização deve ter um grau de pureza
maior que 99,6%, porque os contaminantes oriundos do seu processo de
produção (sendo os principais: etilbenzeno, cumeno e xilenos) afetam o peso
molecular do poliestireno.
A polimerização industrial do estireno, para obtenção de PS e HIPS, é
realizada por um mecanismo de reação via radicais livres. Os processos mais
utilizados são os de polimerização em massa ( bulk), que é o mais moderno, e
os de polimerização em suspensão.
O processo de polimerização contínua em massa é o mais utilizado
pelos grandes fabricantes de PS, fornecendo altas vazões, produto com alto
grau de pureza e baixa carga de efluentes. O rendimento deste processo não
difere muito entre os líderes desse setor.
Os processos em suspensão, embora mais antigos, ainda são utilizados,
especialmente em pequena escala e para a produção do poliestireno
expandido (EPS), por ser de domínio público.
O estireno (insumo básico do PS) é obtido através do etilbenzeno, que
por sua vez é derivado do benzeno e do eteno. Essa é a rota normalmente
utilizada, mas existe uma outra para a obtenção de estireno que está
começando a ficar em evidência: é o processo PO/SM para a produção do
óxido de propeno (PO), do qual o estireno é subproduto, resultando em menor
custo em relação ao outro processo. Nessa rota, já em utilização pela Arco,
Shell e Repsol, obtêm-se 2,5 t de estireno para cada 1 t de óxido de propeno.
Menos de 10% da oferta mundial de estireno é oriunda desse processo, que
depende essencialmente da conjuntura de mercado do óxido de propeno.
Aspectos Ambientais
No tocante aos efluentes líquidos e emissões atmosféricas, até o início
dos anos 1990, o EPS apresentava problemas na questão ambiental quando
se usava o CFC-11 como agente de expansão, conhecido como freon. Desde
que ficou comprovado que os hidrocarbonetos fluorados causavam danos à
camada de ozônio da atmosfera, os produtores passaram a usar agentes de
expansão alternativos. Atualmente, mais de 90% dos produtores utilizam o gás
carbônico (dióxido de carbono) como agente de expansão. Também houve
muitas discussões sobre o impacto, no meio ambiente, das embalagens e dos
descartáveis de PS, tanto na sua produção quanto no seu descarte. A Tabela 1
compara o ônus ambiental do PS com o seu maior concorrente em
descartáveis: o papel.
Embora o papel apresente uma grande qualidade, que é a
biodegradabilidade, há diversos itens positivos do lado do PS. Convém
mencionar que a reciclagem do PS representa, no momento, uma
potencialidade, pois atualmente é desprezível a participação do PS reciclado
em relação ao seu consumo, inclusive nos países desenvolvidos.
Com referência à toxicidade das embalagens de poliestireno, estudos
recentes mostram que as embalagens dessa resina, utilizadas para armazenar
alimentos há mais de 50 anos, são seguras, e que, durante esse tempo,
nenhum relato de evento adverso à saúde foi comprovado nos estudos
científicos.
A suposição de que essa substância (PS) possa migrar da embalagem e
apresentar ação semelhante ao hormônio estrógeno no organismo humano não
foi comprovada. Pelo contrário, o poliestireno foi submetido às mais severas
condições de testes em animais de experimentação (ratos), e os resultados
indicaram que o material é seguro para a sua utilização em embalagens de
alimentos e nos copos descartáveis. Além disso, a FDA (Food and Drug
Administration), entidade norte-americana reconhecida mundialmente, autoriza
o uso do PS em embalagens de alimentos para consumo humano.
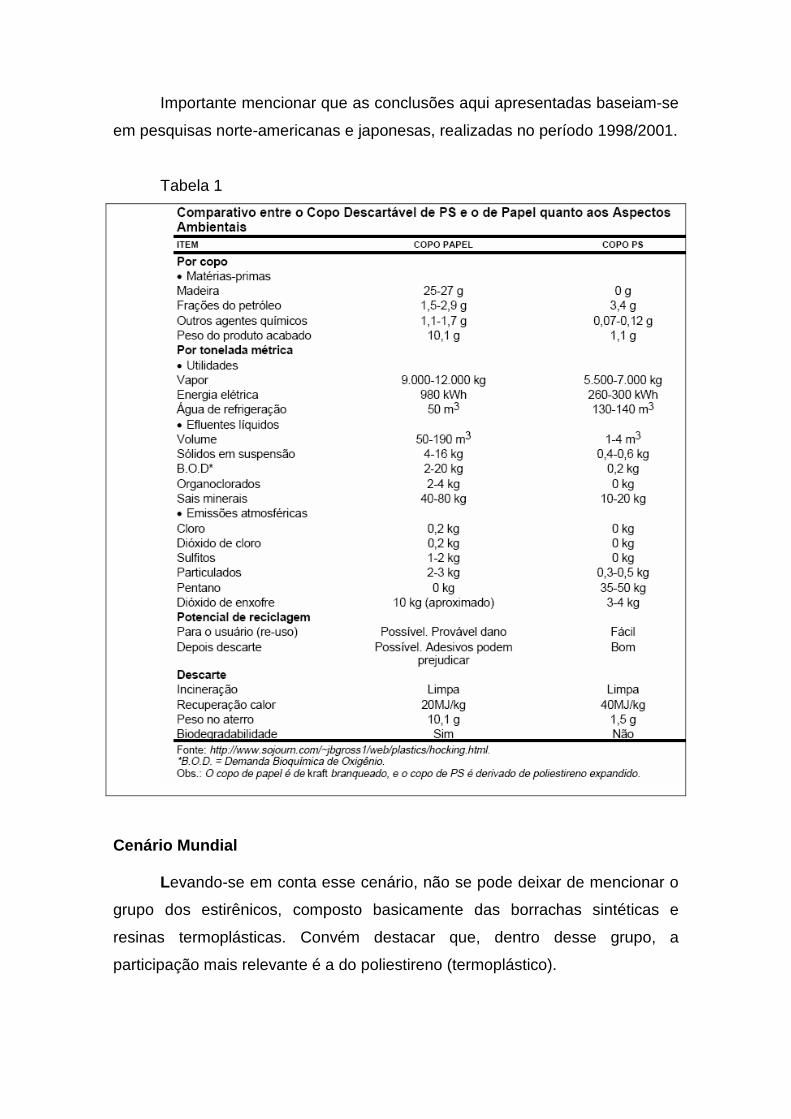
Importante mencionar que as conclusões aqui apresentadas baseiam-se
em pesquisas norte-americanas e japonesas, realizadas no período 1998/2001.
Tabela 1
Cenário Mundial
Levando-se em conta esse cenário, não se pode deixar de mencionar o
grupo dos estirênicos, composto basicamente das borrachas sintéticas e
resinas termoplásticas. Convém destacar que, dentro desse grupo, a
participação mais relevante é a do poliestireno (termoplástico).
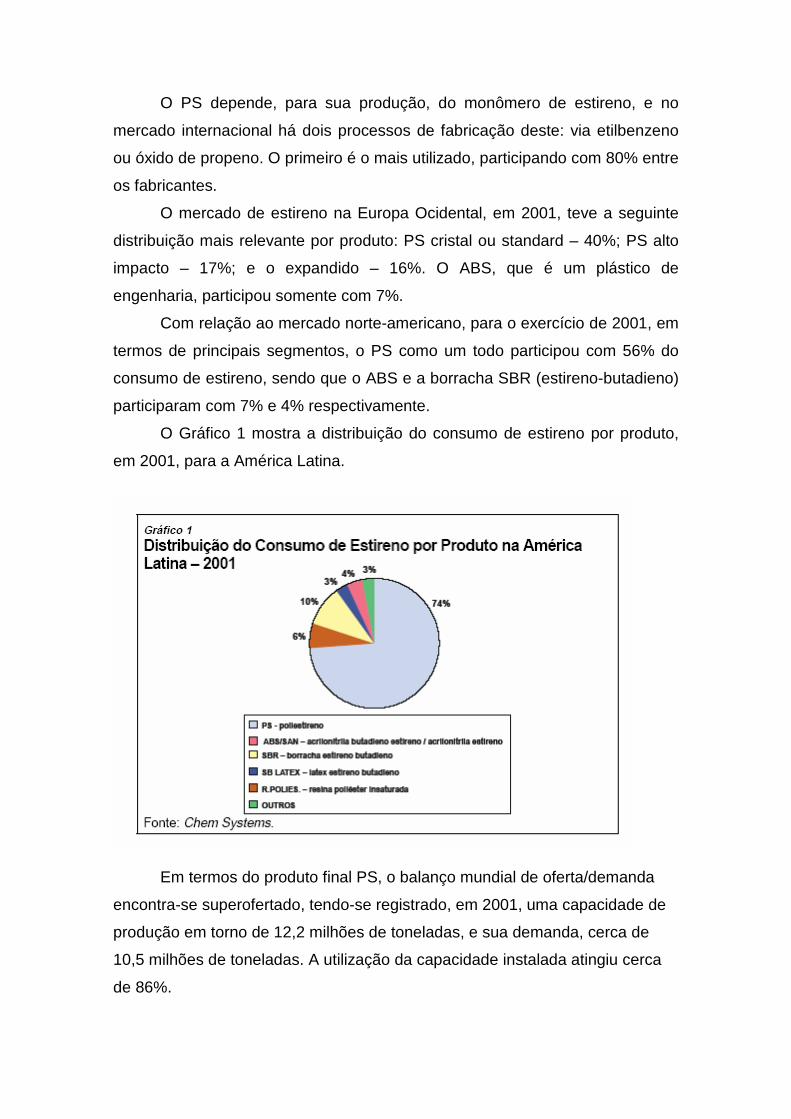
O PS depende, para sua produção, do monômero de estireno, e no
mercado internacional há dois processos de fabricação deste: via etilbenzeno
ou óxido de propeno. O primeiro é o mais utilizado, participando com 80% entre
os fabricantes.
O mercado de estireno na Europa Ocidental, em 2001, teve a seguinte
distribuição mais relevante por produto: PS cristal ou standard – 40%; PS alto
impacto – 17%; e o expandido – 16%. O ABS, que é um plástico de
engenharia, participou somente com 7%.
Com relação ao mercado norte-americano, para o exercício de 2001, em
termos de principais segmentos, o PS como um todo participou com 56% do
consumo de estireno, sendo que o ABS e a borracha SBR (estireno-butadieno)
participaram com 7% e 4% respectivamente.
O Gráfico 1 mostra a distribuição do consumo de estireno por produto,
em 2001, para a América Latina.
Em termos do produto final PS, o balanço mundial de oferta/demanda
encontra-se superofertado, tendo-se registrado, em 2001, uma capacidade de
produção em torno de 12,2 milhões de toneladas, e sua demanda, cerca de
10,5 milhões de toneladas. A utilização da capacidade instalada atingiu cerca
de 86%.
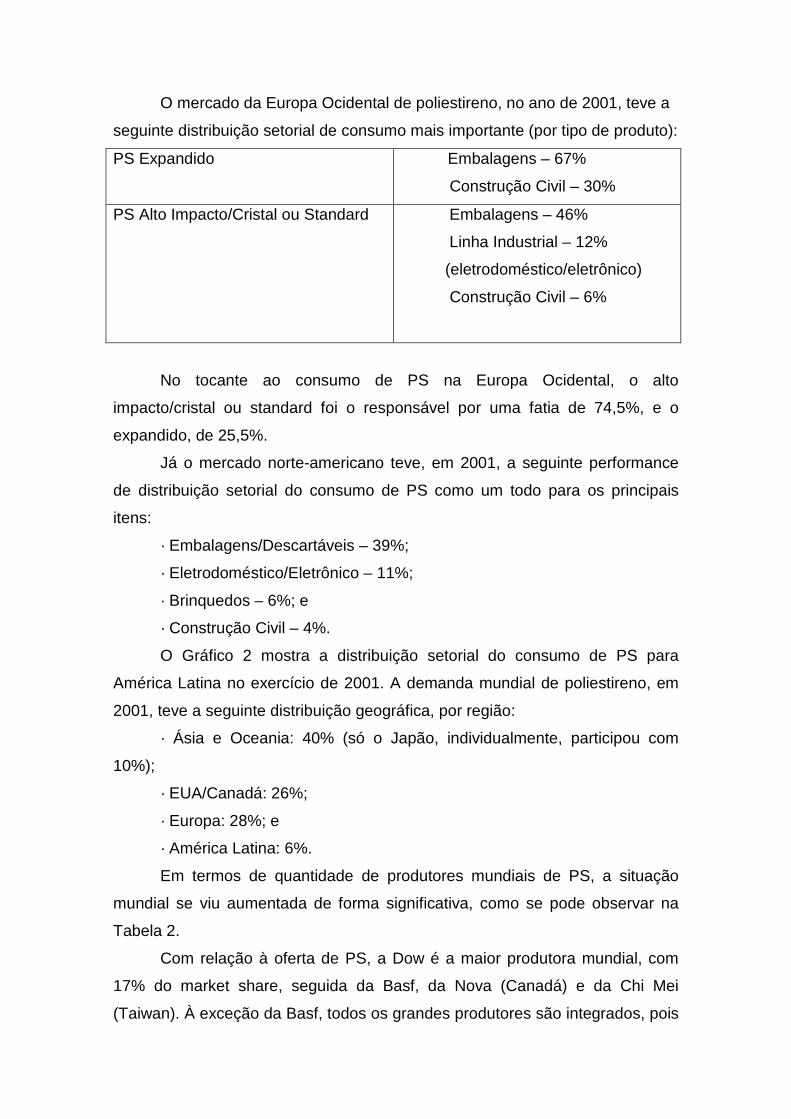
O mercado da Europa Ocidental de poliestireno, no ano de 2001, teve a
seguinte distribuição setorial de consumo mais importante (por tipo de produto):
PS Expandido Embalagens – 67%
Construção Civil – 30%
PS Alto Impacto/Cristal ou Standard Embalagens – 46%
Linha Industrial – 12%
(eletrodoméstico/eletrônico)
Construção Civil – 6%
No tocante ao consumo de PS na Europa Ocidental, o alto
impacto/cristal ou standard foi o responsável por uma fatia de 74,5%, e o
expandido, de 25,5%.
Já o mercado norte-americano teve, em 2001, a seguinte performance
de distribuição setorial do consumo de PS como um todo para os principais
itens:
· Embalagens/Descartáveis – 39%;
· Eletrodoméstico/Eletrônico – 11%;
· Brinquedos – 6%; e
· Construção Civil – 4%.
O Gráfico 2 mostra a distribuição setorial do consumo de PS para
América Latina no exercício de 2001. A demanda mundial de poliestireno, em
2001, teve a seguinte distribuição geográfica, por região:
· Ásia e Oceania: 40% (só o Japão, individualmente, participou com
10%);
· EUA/Canadá: 26%;
· Europa: 28%; e
· América Latina: 6%.
Em termos de quantidade de produtores mundiais de PS, a situação
mundial se viu aumentada de forma significativa, como se pode observar na
Tabela 2.
Com relação à oferta de PS, a Dow é a maior produtora mundial, com
17% do market share, seguida da Basf, da Nova (Canadá) e da Chi Mei
(Taiwan). À exceção da Basf, todos os grandes produtores são integrados, pois
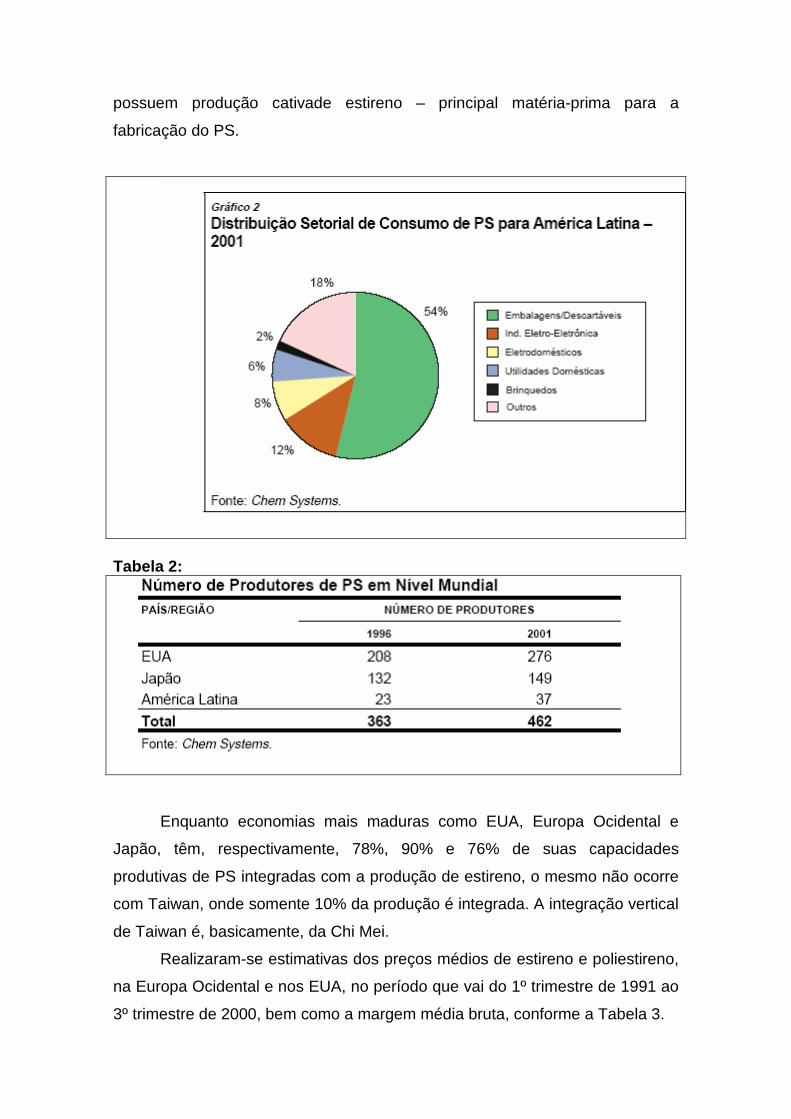
possuem produção cativade estireno – principal matéria-prima para a
fabricação do PS.
Tabela 2:
Enquanto economias mais maduras como EUA, Europa Ocidental e
Japão, têm, respectivamente, 78%, 90% e 76% de suas capacidades
produtivas de PS integradas com a produção de estireno, o mesmo não ocorre
com Taiwan, onde somente 10% da produção é integrada. A integração vertical
de Taiwan é, basicamente, da Chi Mei.
Realizaram-se estimativas dos preços médios de estireno e poliestireno,
na Europa Ocidental e nos EUA, no período que vai do 1º trimestre de 1991 ao
3º trimestre de 2000, bem como a margem média bruta, conforme a Tabela 3.
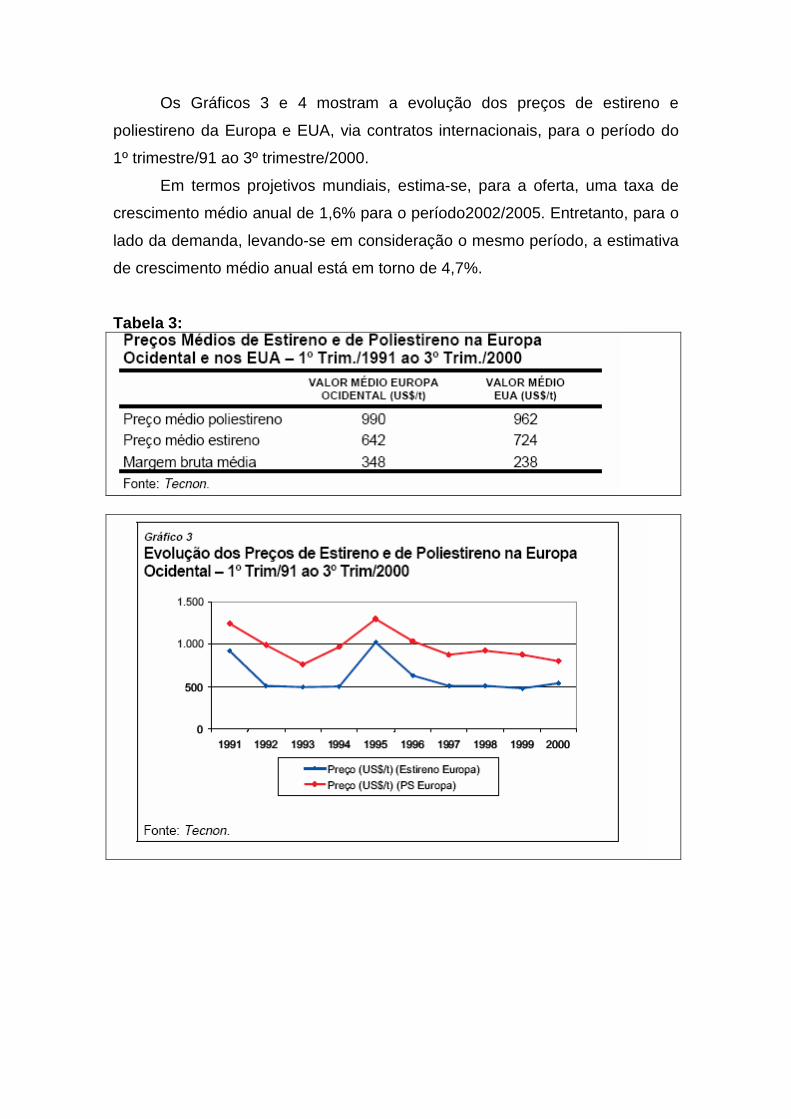
Os Gráficos 3 e 4 mostram a evolução dos preços de estireno e
poliestireno da Europa e EUA, via contratos internacionais, para o período do
1º trimestre/91 ao 3º trimestre/2000.
Em termos projetivos mundiais, estima-se, para a oferta, uma taxa de
crescimento médio anual de 1,6% para o período2002/2005. Entretanto, para o
lado da demanda, levando-se em consideração o mesmo período, a estimativa
de crescimento médio anual está em torno de 4,7%.
Tabela 3:
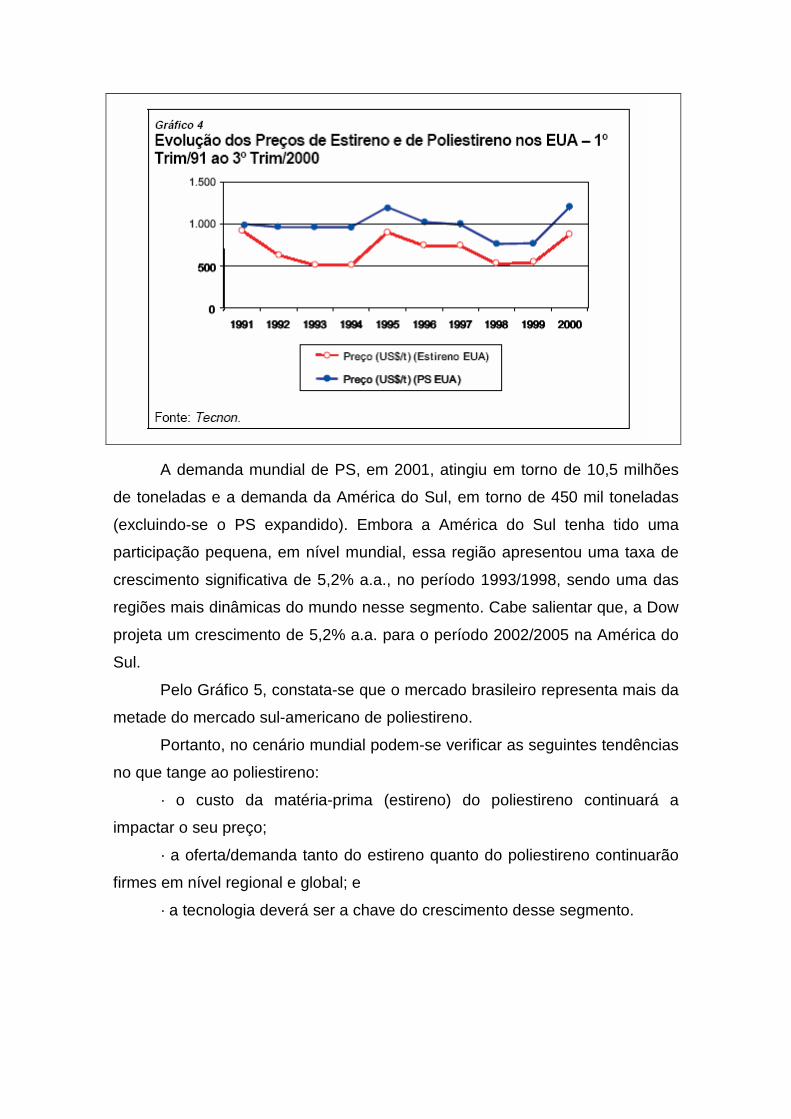
A demanda mundial de PS, em 2001, atingiu em torno de 10,5 milhões
de toneladas e a demanda da América do Sul, em torno de 450 mil toneladas
(excluindo-se o PS expandido). Embora a América do Sul tenha tido uma
participação pequena, em nível mundial, essa região apresentou uma taxa de
crescimento significativa de 5,2% a.a., no período 1993/1998, sendo uma das
regiões mais dinâmicas do mundo nesse segmento. Cabe salientar que, a Dow
projeta um crescimento de 5,2% a.a. para o período 2002/2005 na América do
Sul.
Pelo Gráfico 5, constata-se que o mercado brasileiro representa mais da
metade do mercado sul-americano de poliestireno.
Portanto, no cenário mundial podem-se verificar as seguintes tendências
no que tange ao poliestireno:
· o custo da matéria-prima (estireno) do poliestireno continuará a
impactar o seu preço;
· a oferta/demanda tanto do estireno quanto do poliestireno continuarão
firmes em nível regional e global; e
· a tecnologia deverá ser a chave do crescimento desse segmento.
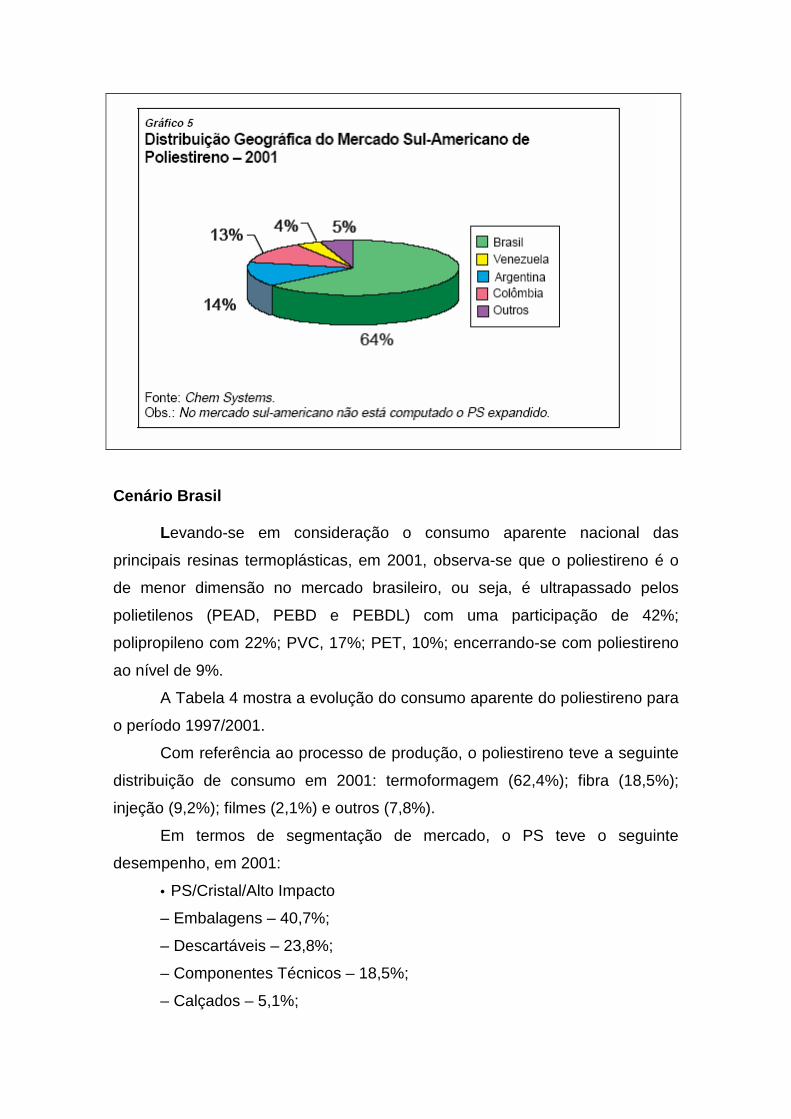
Cenário Brasil
Levando-se em consideração o consumo aparente nacional das
principais resinas termoplásticas, em 2001, observa-se que o poliestireno é o
de menor dimensão no mercado brasileiro, ou seja, é ultrapassado pelos
polietilenos (PEAD, PEBD e PEBDL) com uma participação de 42%;
polipropileno com 22%; PVC, 17%; PET, 10%; encerrando-se com poliestireno
ao nível de 9%.
A Tabela 4 mostra a evolução do consumo aparente do poliestireno para
o período 1997/2001.
Com referência ao processo de produção, o poliestireno teve a seguinte
distribuição de consumo em 2001: termoformagem (62,4%); fibra (18,5%);
injeção (9,2%); filmes (2,1%) e outros (7,8%).
Em termos de segmentação de mercado, o PS teve o seguinte
desempenho, em 2001:
• PS/Cristal/Alto Impacto
– Embalagens – 40,7%;
– Descartáveis – 23,8%;
– Componentes Técnicos – 18,5%;
– Calçados – 5,1%;
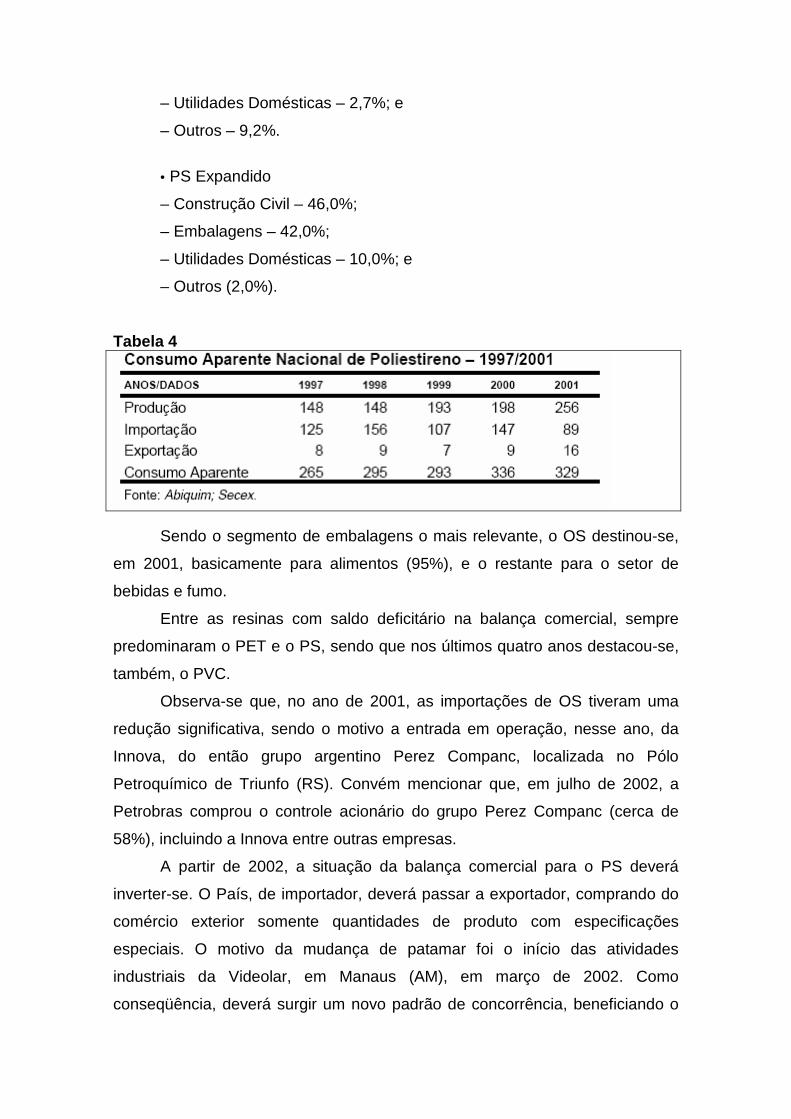
– Utilidades Domésticas – 2,7%; e
– Outros – 9,2%.
• PS Expandido
– Construção Civil – 46,0%;
– Embalagens – 42,0%;
– Utilidades Domésticas – 10,0%; e
– Outros (2,0%).
Tabela 4
Sendo o segmento de embalagens o mais relevante, o OS destinou-se,
em 2001, basicamente para alimentos (95%), e o restante para o setor de
bebidas e fumo.
Entre as resinas com saldo deficitário na balança comercial, sempre
predominaram o PET e o PS, sendo que nos últimos quatro anos destacou-se,
também, o PVC.
Observa-se que, no ano de 2001, as importações de OS tiveram uma
redução significativa, sendo o motivo a entrada em operação, nesse ano, da
Innova, do então grupo argentino Perez Companc, localizada no Pólo
Petroquímico de Triunfo (RS). Convém mencionar que, em julho de 2002, a
Petrobras comprou o controle acionário do grupo Perez Companc (cerca de
58%), incluindo a Innova entre outras empresas.
A partir de 2002, a situação da balança comercial para o PS deverá
inverter-se. O País, de importador, deverá passar a exportador, comprando do
comércio exterior somente quantidades de produto com especificações
especiais. O motivo da mudança de patamar foi o início das atividades
industriais da Videolar, em Manaus (AM), em março de 2002. Como
conseqüência, deverá surgir um novo padrão de concorrência, beneficiando o
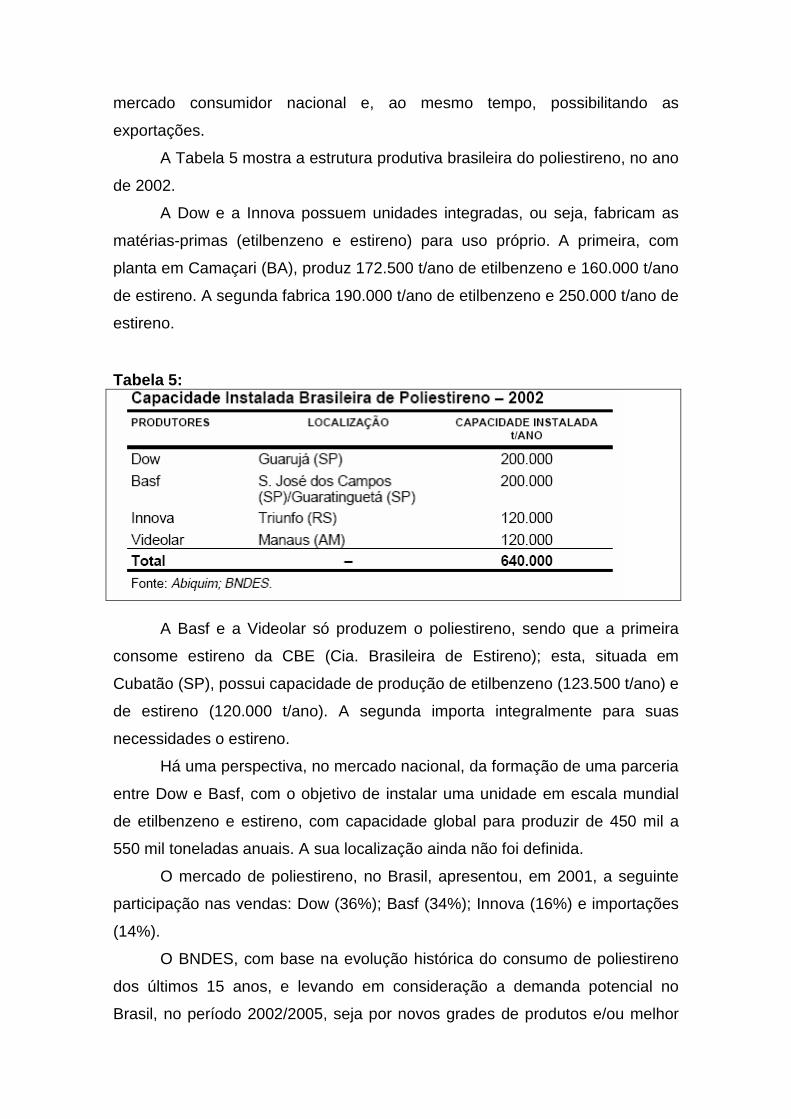
mercado consumidor nacional e, ao mesmo tempo, possibilitando as
exportações.
A Tabela 5 mostra a estrutura produtiva brasileira do poliestireno, no ano
de 2002.
A Dow e a Innova possuem unidades integradas, ou seja, fabricam as
matérias-primas (etilbenzeno e estireno) para uso próprio. A primeira, com
planta em Camaçari (BA), produz 172.500 t/ano de etilbenzeno e 160.000 t/ano
de estireno. A segunda fabrica 190.000 t/ano de etilbenzeno e 250.000 t/ano de
estireno.
Tabela 5:
A Basf e a Videolar só produzem o poliestireno, sendo que a primeira
consome estireno da CBE (Cia. Brasileira de Estireno); esta, situada em
Cubatão (SP), possui capacidade de produção de etilbenzeno (123.500 t/ano) e
de estireno (120.000 t/ano). A segunda importa integralmente para suas
necessidades o estireno.
Há uma perspectiva, no mercado nacional, da formação de uma parceria
entre Dow e Basf, com o objetivo de instalar uma unidade em escala mundial
de etilbenzeno e estireno, com capacidade global para produzir de 450 mil a
550 mil toneladas anuais. A sua localização ainda não foi definida.
O mercado de poliestireno, no Brasil, apresentou, em 2001, a seguinte
participação nas vendas: Dow (36%); Basf (34%); Innova (16%) e importações
(14%).
O BNDES, com base na evolução histórica do consumo de poliestireno
dos últimos 15 anos, e levando em consideração a demanda potencial no
Brasil, no período 2002/2005, seja por novos grades de produtos e/ou melhor
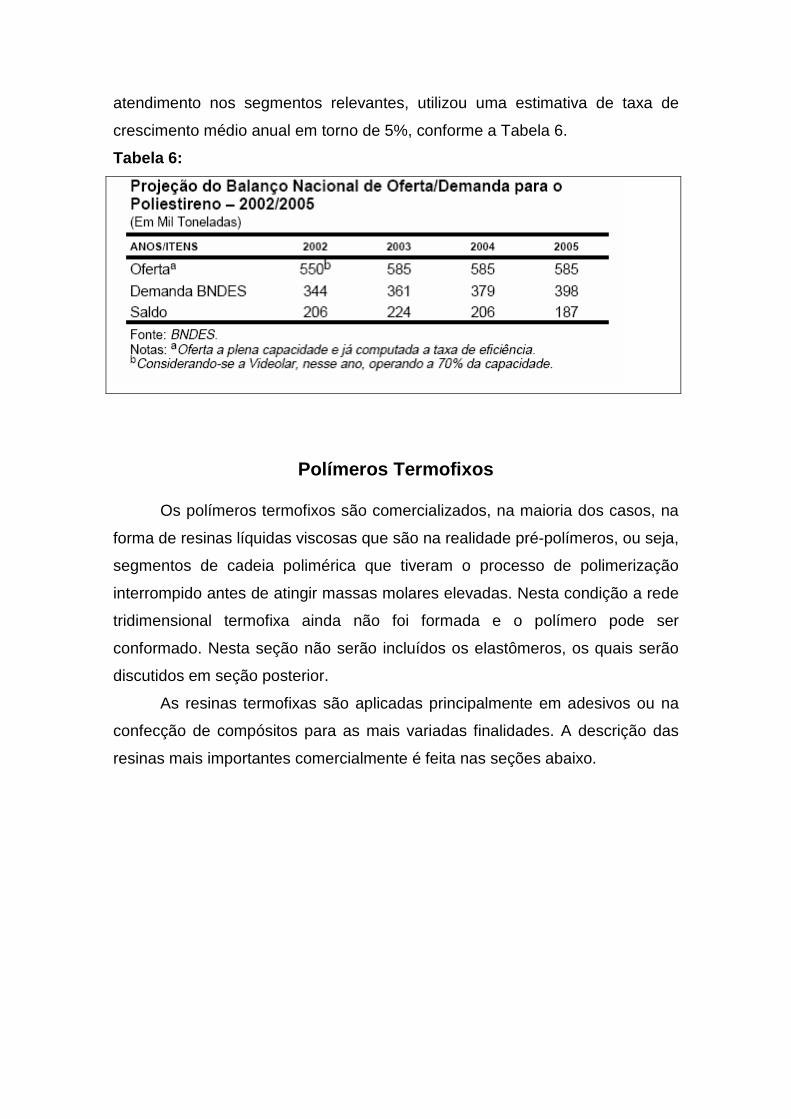
atendimento nos segmentos relevantes, utilizou uma estimativa de taxa de
crescimento médio anual em torno de 5%, conforme a Tabela 6.
Tabela 6:
Polímeros Termofixos
Os polímeros termofixos são comercializados, na maioria dos casos, na
forma de resinas líquidas viscosas que são na realidade pré-polímeros, ou seja,
segmentos de cadeia polimérica que tiveram o processo de polimerização
interrompido antes de atingir massas molares elevadas. Nesta condição a rede
tridimensional termofixa ainda não foi formada e o polímero pode ser
conformado. Nesta seção não serão incluídos os elastômeros, os quais serão
discutidos em seção posterior.
As resinas termofixas são aplicadas principalmente em adesivos ou na
confecção de compósitos para as mais variadas finalidades. A descrição das
resinas mais importantes comercialmente é feita nas seções abaixo.
Resinas Epóxi (informaçõescolidas da internet) Silaex
Aplicações da Resina Epóxi em Compósitos
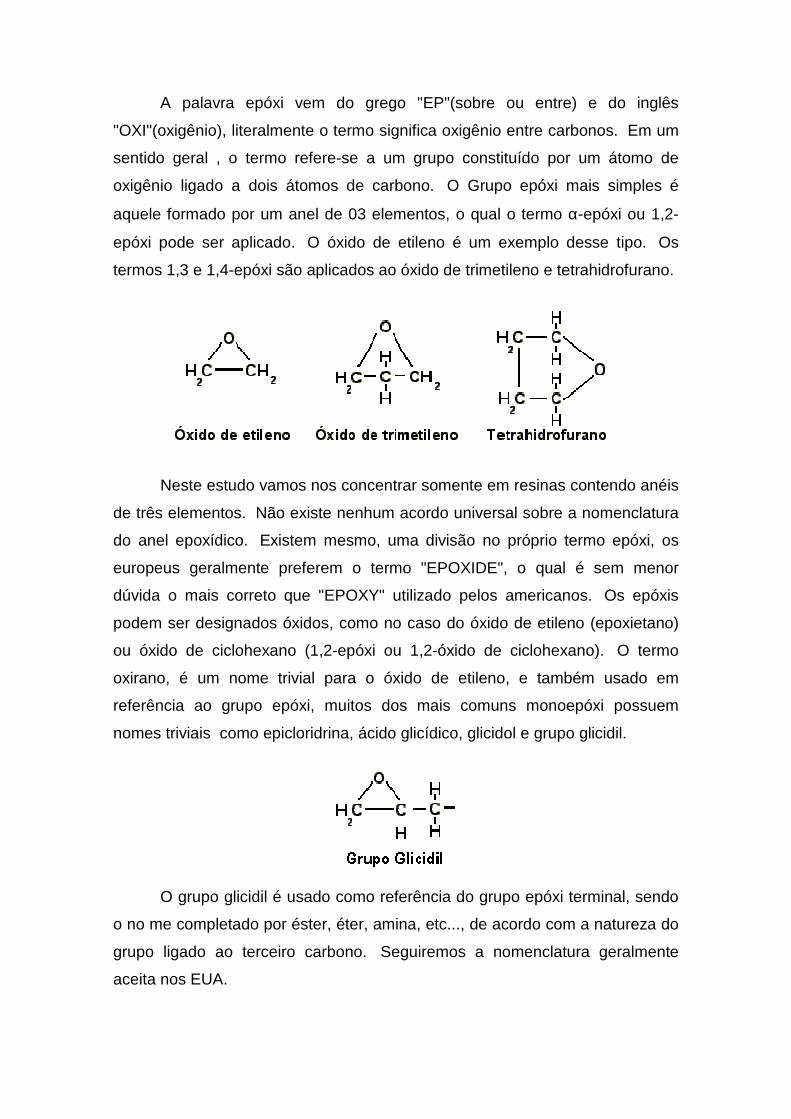
A palavra epóxi vem do grego "EP"(sobre ou entre) e do inglês
"OXI"(oxigênio), literalmente o termo significa oxigênio entre carbonos. Em um
sentido geral , o termo refere-se a um grupo constituído por um átomo de
oxigênio ligado a dois átomos de carbono. O Grupo epóxi mais simples é
aquele formado por um anel de 03 elementos, o qual o termo α-epóxi ou 1,2-
epóxi pode ser aplicado. O óxido de etileno é um exemplo desse tipo. Os
termos 1,3 e 1,4-epóxi são aplicados ao óxido de trimetileno e tetrahidrofurano.
Neste estudo vamos nos concentrar somente em resinas contendo anéis
de três elementos. Não existe nenhum acordo universal sobre a nomenclatura
do anel epoxídico. Existem mesmo, uma divisão no próprio termo epóxi, os
europeus geralmente preferem o termo "EPOXIDE", o qual é sem menor
dúvida o mais correto que "EPOXY" utilizado pelos americanos. Os epóxis
podem ser designados óxidos, como no caso do óxido de etileno (epoxietano)
ou óxido de ciclohexano (1,2-epóxi ou 1,2-óxido de ciclohexano). O termo
oxirano, é um nome trivial para o óxido de etileno, e também usado em
referência ao grupo epóxi, muitos dos mais comuns monoepóxi possuem
nomes triviais como epicloridrina, ácido glicídico, glicidol e grupo glicidil.
O grupo glicidil é usado como referência do grupo epóxi terminal, sendo
o no me completado por éster, éter, amina, etc..., de acordo com a natureza do
grupo ligado ao terceiro carbono. Seguiremos a nomenclatura geralmente
aceita nos EUA.
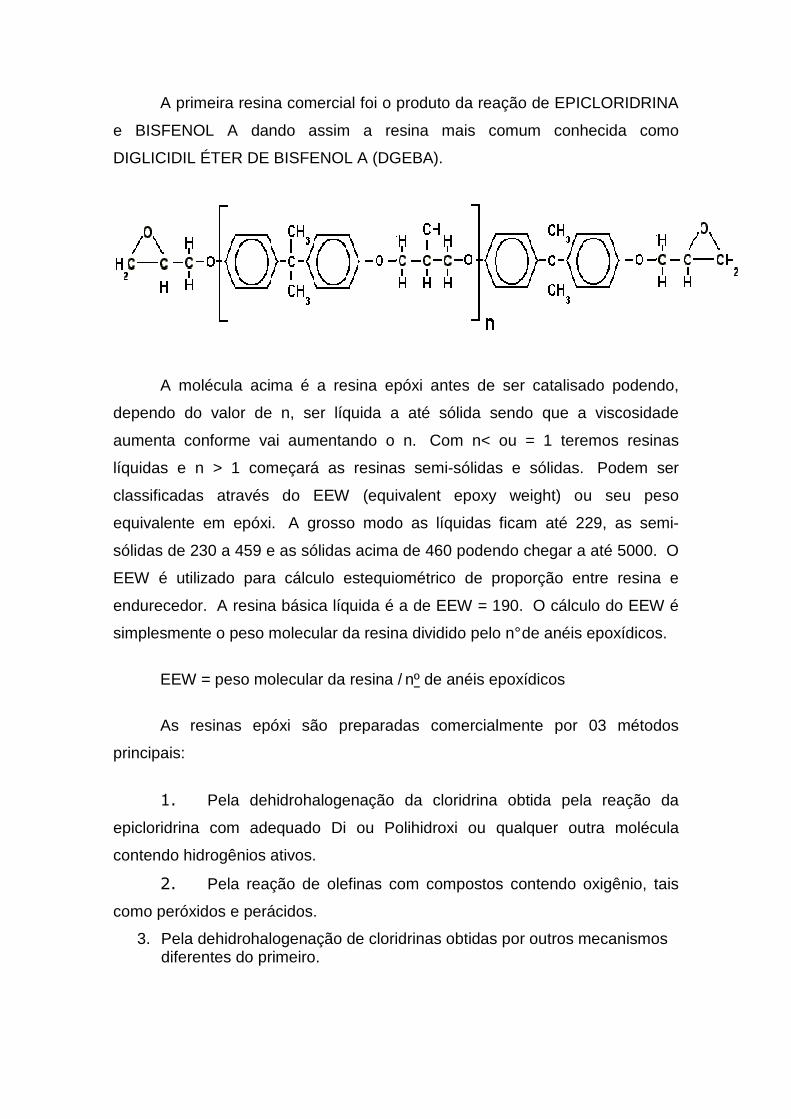
A primeira resina comercial foi o produto da reação de EPICLORIDRINA
e BISFENOL A dando assim a resina mais comum conhecida como
DIGLICIDIL ÉTER DE BISFENOL A (DGEBA).
A molécula acima é a resina epóxi antes de ser catalisado podendo,
dependo do valor de n, ser líquida a até sólida sendo que a viscosidade
aumenta conforme vai aumentando o n. Com n< ou = 1 teremos resinas
líquidas e n > 1 começará as resinas semi-sólidas e sólidas. Podem ser
classificadas através do EEW (equivalent epoxy weight) ou seu peso
equivalente em epóxi. A grosso modo as líquidas ficam até 229, as semi-
sólidas de 230 a 459 e as sólidas acima de 460 podendo chegar a até 5000. O
EEW é utilizado para cálculo estequiométrico de proporção entre resina e
endurecedor. A resina básica líquida é a de EEW = 190. O cálculo do EEW é
simplesmente o peso molecular da resina dividido pelo n° de anéis epoxídicos.
EEW = peso molecular da resina / nº de anéis epoxídicos
As resinas epóxi são preparadas comercialmente por 03 métodos
principais:
1. Pela dehidrohalogenação da cloridrina obtida pela reação da
epicloridrina com adequado Di ou Polihidroxi ou qualquer outra molécula
contendo hidrogênios ativos.
2. Pela reação de olefinas com compostos contendo oxigênio, tais
como peróxidos e perácidos.
3. Pela dehidrohalogenação de cloridrinas obtidas por outros mecanismos diferentes do primeiro.
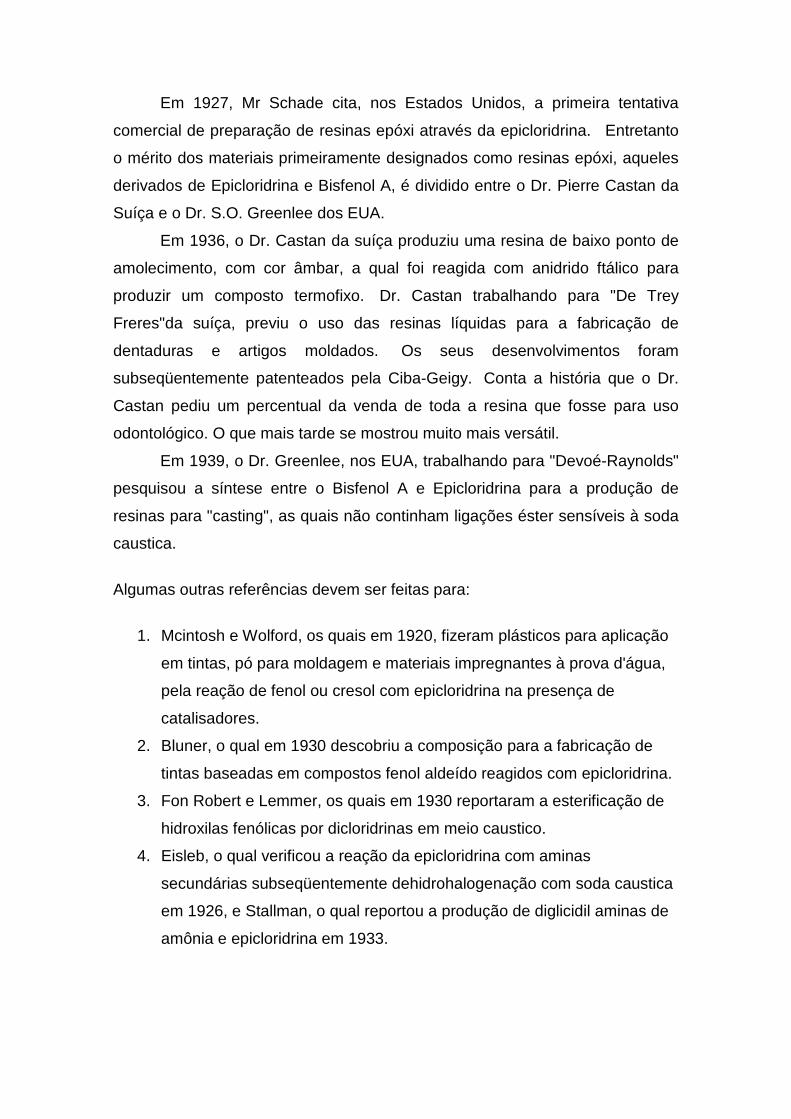
Em 1927, Mr Schade cita, nos Estados Unidos, a primeira tentativa
comercial de preparação de resinas epóxi através da epicloridrina. Entretanto
o mérito dos materiais primeiramente designados como resinas epóxi, aqueles
derivados de Epicloridrina e Bisfenol A, é dividido entre o Dr. Pierre Castan da
Suíça e o Dr. S.O. Greenlee dos EUA.
Em 1936, o Dr. Castan da suíça produziu uma resina de baixo ponto de
amolecimento, com cor âmbar, a qual foi reagida com anidrido ftálico para
produzir um composto termofixo. Dr. Castan trabalhando para "De Trey
Freres"da suíça, previu o uso das resinas líquidas para a fabricação de
dentaduras e artigos moldados. Os seus desenvolvimentos foram
subseqüentemente patenteados pela Ciba-Geigy. Conta a história que o Dr.
Castan pediu um percentual da venda de toda a resina que fosse para uso
odontológico. O que mais tarde se mostrou muito mais versátil.
Em 1939, o Dr. Greenlee, nos EUA, trabalhando para "Devoé-Raynolds"
pesquisou a síntese entre o Bisfenol A e Epicloridrina para a produção de
resinas para "casting", as quais não continham ligações éster sensíveis à soda
caustica.
Algumas outras referências devem ser feitas para:
1. Mcintosh e Wolford, os quais em 1920, fizeram plásticos para aplicação
em tintas, pó para moldagem e materiais impregnantes à prova d'água,
pela reação de fenol ou cresol com epicloridrina na presença de
catalisadores.
2. Bluner, o qual em 1930 descobriu a composição para a fabricação de
tintas baseadas em compostos fenol aldeído reagidos com epicloridrina.
3. Fon Robert e Lemmer, os quais em 1930 reportaram a esterificação de
hidroxilas fenólicas por dicloridrinas em meio caustico.
4. Eisleb, o qual verificou a reação da epicloridrina com aminas
secundárias subseqüentemente dehidrohalogenação com soda caustica
em 1926, e Stallman, o qual reportou a produção de diglicidil aminas de
amônia e epicloridrina em 1933.
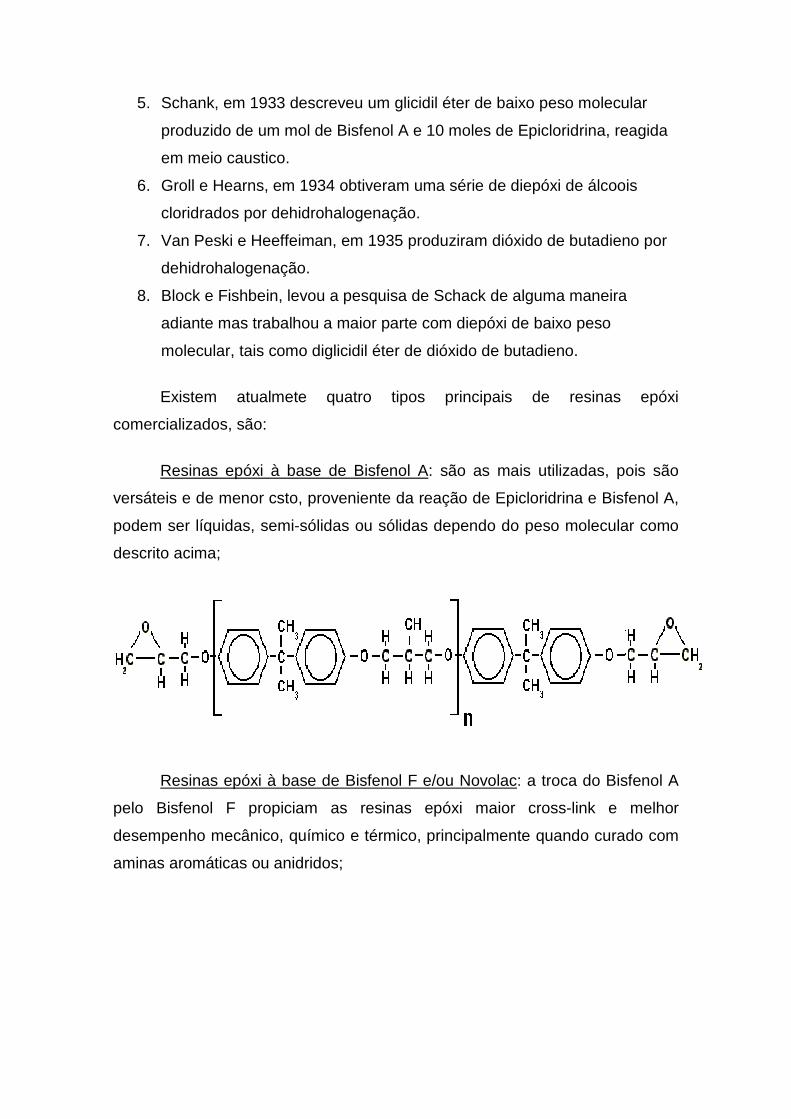
5. Schank, em 1933 descreveu um glicidil éter de baixo peso molecular
produzido de um mol de Bisfenol A e 10 moles de Epicloridrina, reagida
em meio caustico.
6. Groll e Hearns, em 1934 obtiveram uma série de diepóxi de álcoois
cloridrados por dehidrohalogenação.
7. Van Peski e Heeffeiman, em 1935 produziram dióxido de butadieno por
dehidrohalogenação.
8. Block e Fishbein, levou a pesquisa de Schack de alguma maneira
adiante mas trabalhou a maior parte com diepóxi de baixo peso
molecular, tais como diglicidil éter de dióxido de butadieno.
Existem atualmete quatro tipos principais de resinas epóxi
comercializados, são:
Resinas epóxi à base de Bisfenol A: são as mais utilizadas, pois são
versáteis e de menor csto, proveniente da reação de Epicloridrina e Bisfenol A,
podem ser líquidas, semi-sólidas ou sólidas dependo do peso molecular como
descrito acima;
Resinas epóxi à base de Bisfenol F e/ou Novolac: a troca do Bisfenol A
pelo Bisfenol F propiciam as resinas epóxi maior cross-link e melhor
desempenho mecânico, químico e térmico, principalmente quando curado com
aminas aromáticas ou anidridos;
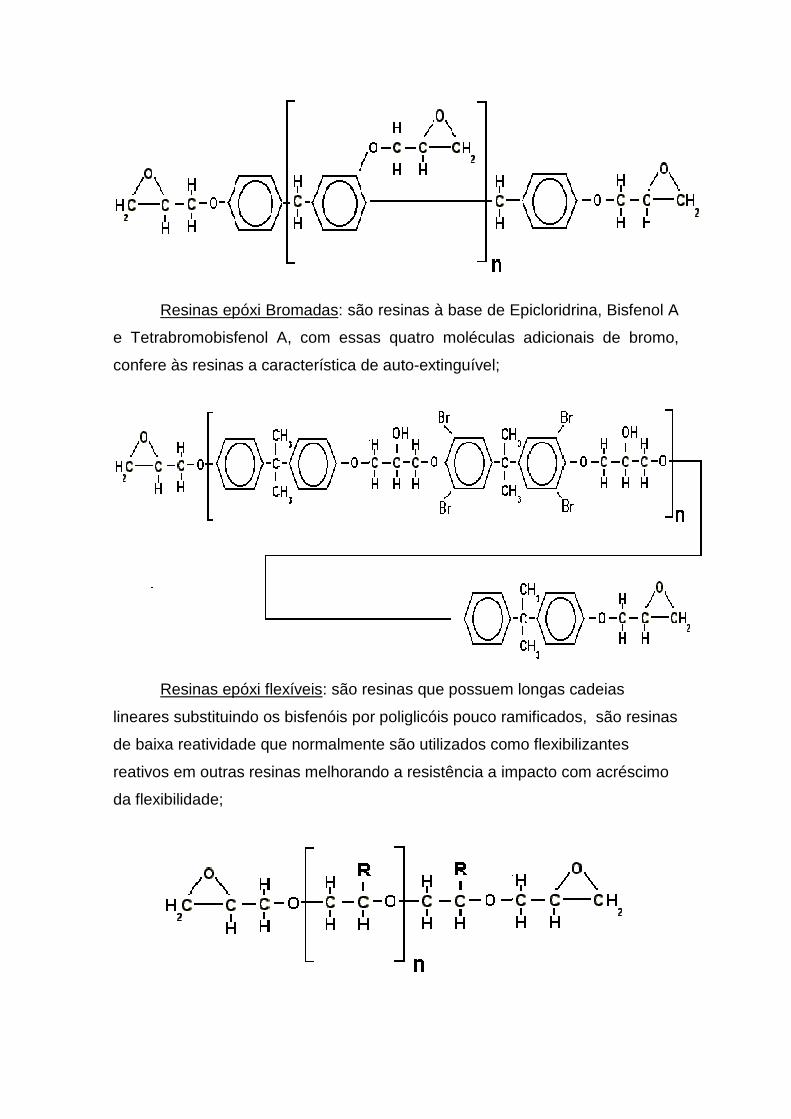
Resinas epóxi Bromadas: são resinas à base de Epicloridrina, Bisfenol A
e Tetrabromobisfenol A, com essas quatro moléculas adicionais de bromo,
confere às resinas a característica de auto-extinguível;
Resinas epóxi flexíveis: são resinas que possuem longas cadeias
lineares substituindo os bisfenóis por poliglicóis pouco ramificados, são resinas
de baixa reatividade que normalmente são utilizados como flexibilizantes
reativos em outras resinas melhorando a resistência a impacto com acréscimo
da flexibilidade;
- Eletroeletrônica
As resinas epóxi são utilizadas em várias aplicações na indústria elétrica
e eletrônica. Como isoladores, encapsulantes, adesivos Elas possuem alta
rigidez dielétrica, alta dureza, excelente aderência, alta resistência química e
podem ser aplicado á temperatura ambiente ou curado em estufa. São
extremamente versáteis. Após aplicados e curados as resinas são
extremamente resistentes e impermeáveis , ficando os componentes
encapsulados totalmente invioláveis, pois qualquer método mecânico, químico
ou térmico para remover a resina com certeza ira destruir os componentes
encapsulados antes.
- Manutenção industrial e Construção civil
As resinas epóxi são utilizadas em manutenção industrial e como
adesivo, calafetante, solda a frio, primer anti-corrosivo, revestimento com
resistência química, etc. Na construção civil elas são utilizadas para
reconstituição de concreto, adesão de concreto novo com velho, remendo de
trincas e fissuras, junta de dilatação e rejunte, piso industrial monolítico.
Apesar de termos vários produtos de linha, em alguns casos é
necessário formular para uma aplicação especifica, por isso diversas vezes
fazemos resinas especialmente formuladas para cada usuário.
- Adesivos Industriais
Além de uso como adesivos nas industrias eletrônicas e na construção
civil, as resinas epóxi também são utilizadas como adesivos de metais e
madeiras para colagem automotivas, naval, lazer (ex.: skateboard), moveis,
aeronaves, estruturas, aeromodelismo e onde houver necessidade de um
adesivo termofixo de grande poder aderente, com boa resistência química,
térmica e mecânica.
- Laminados com fibras
As resinas epóxi líquida são muito utilizadas em laminados de fibra
sintéticas como o de vidro, carbono e kevlar e também com naturais como juta,
sisal, algodão, etc. Devido a sua alta resistência mecânica e química, ela é
utilizada em laminados especiais onde as resinas convencionais de laminação,
como os poliésteres insaturados, não atendem o necessário. São muito
utilizados em tubulações, tanques, aeronaves, embarcações, veículos de alta
performance, artigos esportivos, revestimentos especiais, etc.
- Confecção de moldes e matrizes
Devido a suas características de alta resistência mecânica e estabilidade
dimensional, elas são usadas para confeccionar protótipos, modelos e moldes
com muita rapidez, com um custo muito inferior a moldes metálicos. Possuem
boa resistência a abrasão, impactos e podem ser moldados a frio sem
necessidade de calor.
- Bijuterias e Brindes
As Resinas epóxi são muito utilizados em bijuterias em sistemas de
colagem de pedras, metais e plásticos e por possuir brilho e transparência com
sistemas de cura a temperatura ambiente ou em leves aquecimentos ( 40o C)
proporcionando uma superfície lisa e brilhante podendo ser pigmentado ou
não, são utilizados também como recobrimentos, películas rígidas ou flexíveis,
preenchimentos de vãos, imitação de pedras, etc..
Resinas Fenólicas
Quem nunca ouviu falar de uma mesa de fórmica? Quase todos nós já
tivemos uma ou conhecemos alguém que a possua. Só que, na verdade, o
nome verdadeiro do revestimento da dita mesa é "Resina Fenólica". Este tipo
de resina é obtida pela reação de condensação (reação esta que condensa
dois compostos para dar lugar a um terceiro) e polimerização entre um fenol e
um aldeído. Normalmente, utiliza-se o aldeído fórmico (também chamado de
"Formol") e o hidroxibenzeno (ou "Fenol comum").
Foram as primeiras resinas sintéticas, produzidas pela primeira vez em
1912. Por suas características, se desenvolveram rapidamente, alcançando
grande escala de utilização. Estas resinas foram estudadas, meticulosamente,
pela por Beakland, derivando daí o nome baquelite para o primeiro tipo
comercial.
As resinas fenólicas podem apresentar-se na forma líquida ou sólida, de
acordo com a proporção de cada reagente, tempo de polimerização etc. No
estado líquido são viscosas, com uma viscosidade variando entre 80 a 4000cp
a 25oC, conforme o grau de condensação, e pH variando entre 7,5 e 8,5 (são
básicas, portanto). Sua densidade é de 1,0 a 1,25, e são solúveis em álcool,
éteres, cetonas e, alguns tipos, em água.
As resinas fenólicas do tipo líquido, conhecidas como resole , têm largo
emprego na impregnação de materiais diversos (papéis, tecidos, madeira, etc.),
na fabricação de adesivos, vernizes, podendo ser aplicadas a pincel, por
imersão, borrifo entre outros.
No estado sólido, novolac , geralmente já formuladas com cargas,
plastificantes e outros aditivos, apresentam-se com coloração escura, com
densidade variando entre 1,3 e 1,6. Apresentam um índice de absorção de 0,3
a 1% e, depois de curadas, tornam-se infusíveis, resistindo até 150 ou 250oC,
conforme a carga e os aditivos. Acima destas temperaturas, há carbonização e
decomposição.
Antes da polimerização final, que se dá durante a moldagem, possuem
um ponto de fusão variando entre 55 a 85oC, o que torna extremamente fácil e
econôica sua moldagem. São também solúveis em solventes orgânicos, álcool,
éteres e cetonas. Dois são os processos empregados para a produção de
resina Fenol-formol (baquelite): O primeiro, conhecido como processo de etapa
única, ou americano, é usado para a obtenção das resinas líquidas. Neste
processo, o fenol e um excesso de formaldeído, juntamente com um
catalisador alcalino (em geral NaOH ou amônia) são coocados em um reator de
níquel ou aço inox e aquecidos a 70oC por períodos que variam entre 10
minutos e 3 horas. A reação é exotérmica, liberando 89cal/g. Um maior tempo
de processamento, aliado a temperaturas mais baixas, possibilita maior
contrrole das propriedades da resina; por isso, em certas fases do processo,
resfria-se o reator circulando água fria. Durante a reação, a água se separa,
formando um lençol superior, que é extraído à vácuo; a mistura escurece
levemente e sofre aumento de viscosidade. Tempo de processamento, controle
de pH, temperatura e viscosidade são os fatores principais a serem
observados.
Depois de removida 75% da água, a resina torna-se xaroposa; neste
ponto, enquanto a resina ainda tem afinidade com a água, adiciona-se um
ácido orgânico, como o ácido lático, maleico ou anidridod ftálico, usados para
clarear e neutralizar a resina. Após a acidificação, a adição de glicerina (cerca
de 13% em peso) proporciona resinas translúcidas. A mistura de plastificantes,
pigmentos e outros aditivos é feita no reator; em seguida, processa-se a
desidratação final, sob vácuo, a uma temperatura variando entre 75 e 80oC.
Ainda quente, a resina pode ser vazada em moldes de chumbo pré-aquecidos,
para a produção de blocos. O tempo de cura é de aperoximadamente 3 a 10
dias, a uma temperatura de 85oC.
O processo de fabricação dos resoles é conhecido como "alcalino ou
seco"; por ser mais caro que o ácido, só é usado quando se desejam resinas
translúcidas ou de cores muito claras. O processo úmido, ácido ou alemão
produz as novolacs, empregadas como matéria-prima nos compostos
semelhantes à baquelite; a resina resultante presta-se mais à moldagem por
compressão e transferência.
Na reação do fenol com o formaldeído para a produção de baquelite,
emprega-se um catalisador (substância utilizada para acelerar uma
determinada reação química) ácido, como o ácido sulfúrico, e um excesso de
fenol. Esta mistura é aquecida num reator durante 3 a 6 horas, a uma
temperatura que varia entre 140 e 165oC. Durante a reação de condensação,
há formação de água, a qual é retirada a vácuo; a resina quente , desidratada e
viscosa é vazada em bandejas rasas, onde esfria e endurece. Depois, forma o
aglutinante para compostos fenólicos de moldagem (um ensaio para a
fabricação de baquelite em laboratório é descrita na página de Experiências &
Análises ).
Há uma grande variedade de aplicações, tanto para o tipo resol comum,
quanto para o tipo novolac. Os principais são:
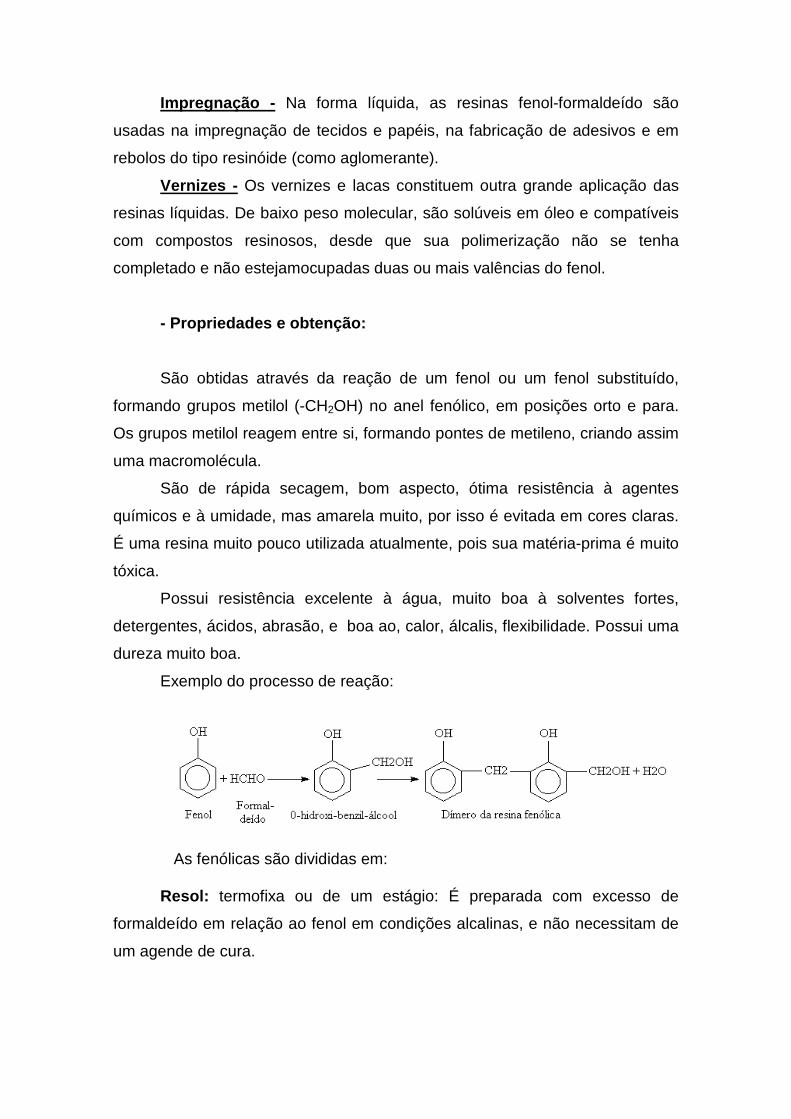
Impregnação - Na forma líquida, as resinas fenol-formaldeído são
usadas na impregnação de tecidos e papéis, na fabricação de adesivos e em
rebolos do tipo resinóide (como aglomerante).
Vernizes - Os vernizes e lacas constituem outra grande aplicação das
resinas líquidas. De baixo peso molecular, são solúveis em óleo e compatíveis
com compostos resinosos, desde que sua polimerização não se tenha
completado e não estejamocupadas duas ou mais valências do fenol.
- Propriedades e obtenção:
São obtidas através da reação de um fenol ou um fenol substituído,
formando grupos metilol (-CH2OH) no anel fenólico, em posições orto e para.
Os grupos metilol reagem entre si, formando pontes de metileno, criando assim
uma macromolécula.
São de rápida secagem, bom aspecto, ótima resistência à agentes
químicos e à umidade, mas amarela muito, por isso é evitada em cores claras.
É uma resina muito pouco utilizada atualmente, pois sua matéria-prima é muito
tóxica.
Possui resistência excelente à água, muito boa à solventes fortes,
detergentes, ácidos, abrasão, e boa ao, calor, álcalis, flexibilidade. Possui uma
dureza muito boa.
Exemplo do processo de reação:
As fenólicas são divididas em:
Resol: termofixa ou de um estágio: É preparada com excesso de
formaldeído em relação ao fenol em condições alcalinas, e não necessitam de
um agende de cura.
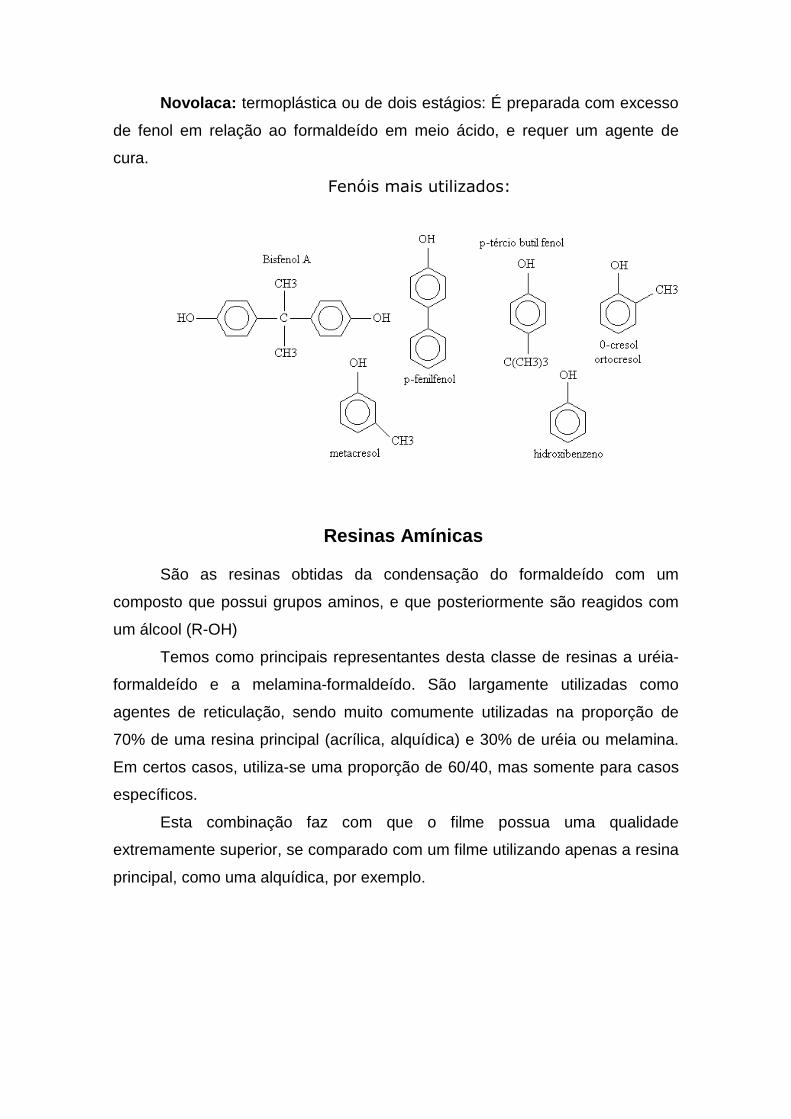
Novolaca: termoplástica ou de dois estágios: É preparada com excesso
de fenol em relação ao formaldeído em meio ácido, e requer um agente de
cura.
Fenóis mais utilizados:
Resinas Amínicas
São as resinas obtidas da condensação do formaldeído com um
composto que possui grupos aminos, e que posteriormente são reagidos com
um álcool (R-OH)
Temos como principais representantes desta classe de resinas a uréia-
formaldeído e a melamina-formaldeído. São largamente utilizadas como
agentes de reticulação, sendo muito comumente utilizadas na proporção de
70% de uma resina principal (acrílica, alquídica) e 30% de uréia ou melamina.
Em certos casos, utiliza-se uma proporção de 60/40, mas somente para casos
específicos.
Esta combinação faz com que o filme possua uma qualidade
extremamente superior, se comparado com um filme utilizando apenas a resina
principal, como uma alquídica, por exemplo.
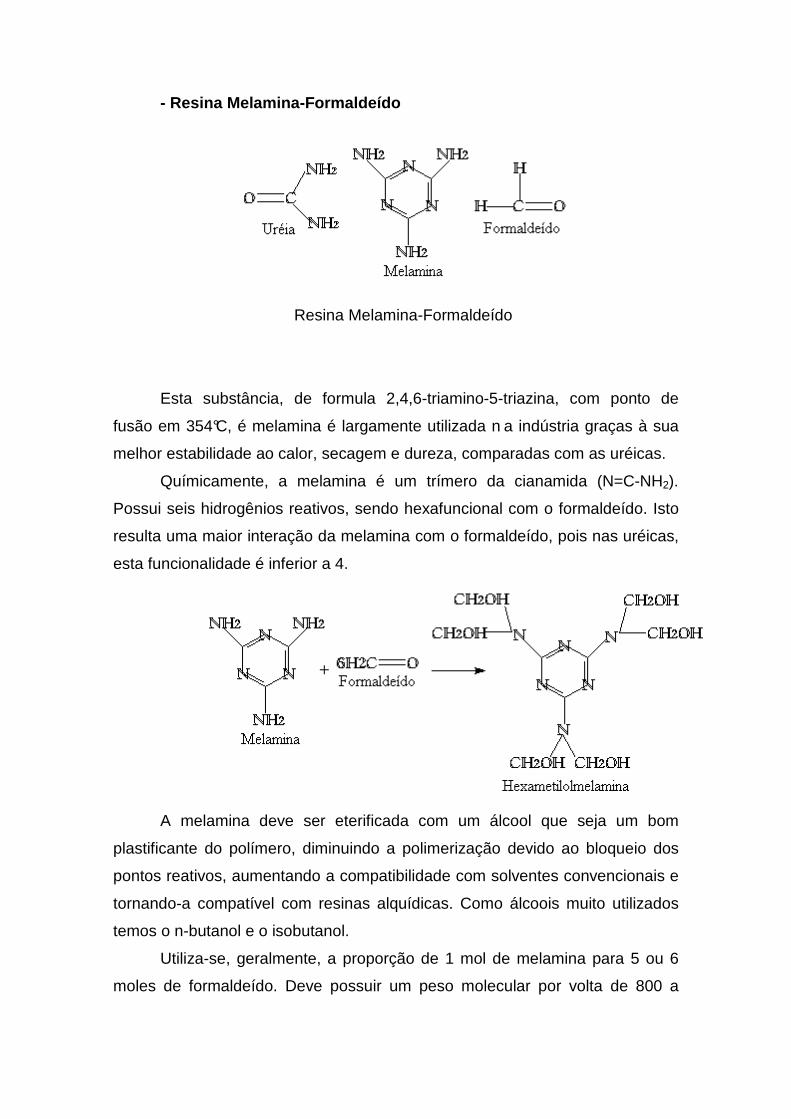
- Resina Melamina-Formaldeído
Resina Melamina-Formaldeído
Esta substância, de formula 2,4,6-triamino-5-triazina, com ponto de
fusão em 354°C, é melamina é largamente utilizada n a indústria graças à sua
melhor estabilidade ao calor, secagem e dureza, comparadas com as uréicas.
Químicamente, a melamina é um trímero da cianamida (N=C-NH2).
Possui seis hidrogênios reativos, sendo hexafuncional com o formaldeído. Isto
resulta uma maior interação da melamina com o formaldeído, pois nas uréicas,
esta funcionalidade é inferior a 4.
A melamina deve ser eterificada com um álcool que seja um bom
plastificante do polímero, diminuindo a polimerização devido ao bloqueio dos
pontos reativos, aumentando a compatibilidade com solventes convencionais e
tornando-a compatível com resinas alquídicas. Como álcoois muito utilizados
temos o n-butanol e o isobutanol.
Utiliza-se, geralmente, a proporção de 1 mol de melamina para 5 ou 6
moles de formaldeído. Deve possuir um peso molecular por volta de 800 a
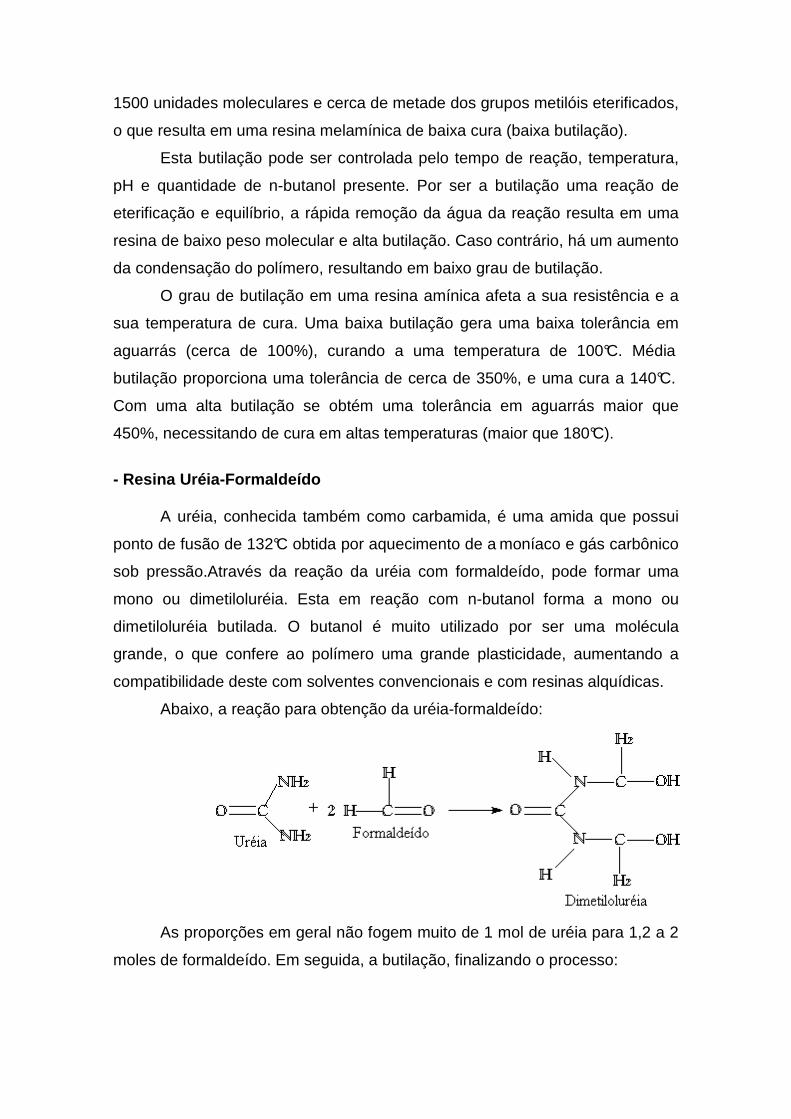
1500 unidades moleculares e cerca de metade dos grupos metilóis eterificados,
o que resulta em uma resina melamínica de baixa cura (baixa butilação).
Esta butilação pode ser controlada pelo tempo de reação, temperatura,
pH e quantidade de n-butanol presente. Por ser a butilação uma reação de
eterificação e equilíbrio, a rápida remoção da água da reação resulta em uma
resina de baixo peso molecular e alta butilação. Caso contrário, há um aumento
da condensação do polímero, resultando em baixo grau de butilação.
O grau de butilação em uma resina amínica afeta a sua resistência e a
sua temperatura de cura. Uma baixa butilação gera uma baixa tolerância em
aguarrás (cerca de 100%), curando a uma temperatura de 100°C. Média
butilação proporciona uma tolerância de cerca de 350%, e uma cura a 140°C.
Com uma alta butilação se obtém uma tolerância em aguarrás maior que
450%, necessitando de cura em altas temperaturas (maior que 180°C).
- Resina Uréia-Formaldeído
A uréia, conhecida também como carbamida, é uma amida que possui
ponto de fusão de 132°C obtida por aquecimento de a moníaco e gás carbônico
sob pressão.Através da reação da uréia com formaldeído, pode formar uma
mono ou dimetiloluréia. Esta em reação com n-butanol forma a mono ou
dimetiloluréia butilada. O butanol é muito utilizado por ser uma molécula
grande, o que confere ao polímero uma grande plasticidade, aumentando a
compatibilidade deste com solventes convencionais e com resinas alquídicas.
Abaixo, a reação para obtenção da uréia-formaldeído:
As proporções em geral não fogem muito de 1 mol de uréia para 1,2 a 2
moles de formaldeído. Em seguida, a butilação, finalizando o processo:

Geralmente se utiliza 1 mol de uréia para 0,5 a 1 mol de n-butanol.
Quanto maior a proporção de n-butanol, melhor a compatibilidade e
solubilidade, mas perde em reatividade. Um bom balanceamento é necessário,
pois o processo permite a obtenção de resinas com características muito
diversas.
Resinas Poliésteres Insaturadas
Resina poliéster insatura em fibra de vidro
Os poliésteres insaturados podem ser classificados em ortoftálicos,
tereftálicos, isoftálicos ou bisfenólicos. Essa classificação é feita tomando por
base os ingredientes usados para fazer essas resinas. Por exemplo, as resinas
ortoftálicas são feitas com ácido ortoftálico, as isoftálicas com ácido isoftálico e
assim por diante. Essas resinas têm alto peso molecular e normalmente são
sólidas à temperatura ambiente. Depois de sintetizadas elas são diluídas em
um solvente reativo (estireno, como veremos a seguir) e a mistura líquida
resultante (estireno e resina) é embalada e vendida para ser processada por
laminação manual ou a pistola, como veremos neste ABC. Quando dizemos
que a resina poliéster é líquida queremos dizer que a mistura resina e estireno
é liquida. A resina em si, sem o estireno, é sólida à temperatura ambiente.
Como regra geral, as resinas ortoftálicas são usadas em ambientes
secos, sem contato permanente com água ou outros líquidos. As isoftálicas e
as tereftálicas podem ser usadas em ambientes úmidos moderadamente
agressivos. As bisfenólicas, de maior inércia química, são usadas em
ambientes muito agressivos.Todas são diluídas em estireno, são processadas
no estado líquido e podem ser curadas sem pressão e à temperatura ambiente.
A cura a frio acontece quando a resina é ativada por catalisadores e
aceleradores adequados. A cura transforma a resina poliéster insaturada em
plástico termofixo, isto é, um tipo de plástico infusível e insolúvel. A foto mostra
a resina líquida impregnando mantas de fibras de vidro.
Estas resinas ocupam um lugar proeminente na fabricação de plásticos
reforçados, vernizes para madeira, botões, etc. Obtêm-se geralmente pela
condensação de ácidos dibásicos saturados e insaturados com glicóis; pela
sucessiva copolimerização com agentes de reticulação, transformam-se em
produtos duros, não fundíveis e dotados de ótimas características gerais. O
Anidrido Ftálico, graças ao seu baixo custo e às boas características de
processabilidade que confere às resinas, é o ácido saturado mais empregado.
Pode ser ainda utilizado sob a forma de éster etílico como agente de
reticulação em substituição ao estireno, com as seguintes vantagens:
- menor volatilidade;
- maior tempo de conservação das resinas catalisadas e não catalisadas;
- menor contração durante a polimerização das resinas;
As resinas poliésteres insaturadas misturadas com Dialil Ftalato encontram
aplicação na preparação de plásticos reforçados com fibra de vidro.
- Resinas Alquídicas Puras e Modificadas – As resinas alquídicas, também
empregadas na preparação de vernizes são obtidas de condensação do
Anidrido Ftálico com poliálcoois e com ácidos graxos superiores saturados ou
insaturados (soja, rícino, coco, etc.). Estas resinas são solúveis em solventes
comuns e dão filmes resistentes e flexíveis.
Elastômeros
Os elastômeros compreendem a classe de polímeros, bem como entre
os outros materiais, com maior capacidade de deformação e recuperação das
dimensões físicas, sob a ação e retirada de uma determinada tensão. Para que
um polímero possa exibir elasticidade suficiente para ser considerado um
elastômero é necessário apresentar quatro propriedades essenciais:
- apresentar a temperatura de transição vítrea (Tg) abaixo da temperatura de
uso do material (de preferência abaixo de 0ºC).
- ter massa molar elevada.
- ser amorfo ou apresentar baixo grau de cristalinidade.
- possuir pontos de reticulação que empeçam o escoamento das cadeias
poliméricas durante a aplicação da tensão mecânica.
Os pontos de reticulação na estrutura polimérica do elastômeros
geralmente são constituídos por ligações químicas estáveis entre as cadeias
poliméricas, as quais são formadas durante o processo conhecido como
vulcanização. Uma vez vulcanizado, o elastômero assume o formato do molde
onde o processo de vulcanização foi realizado e não pode mais ser remodelado
com a simples ação do calor. Esta propriedade permite que os elastômeros
vulcanizados (reticulados) quimicamente sejam classificados como polímeros
termofixos, apesar de apresentarem propriedades muito diferentes das resinas
termofixas apresentadas nos itens anteriores.
Existem alguns elastômeros que são reticulados por meio de pequenos
cristais, ligações químicas instáveis termicamente, interações iônicas ou
moleculares fortes. Estes pontos de reticulação são desfeitos com a ação do
calor como, permitindo que o elastômero possa ser reprocessado. Os
elastômeros passíveis de conformação térmica são denominados elastômeros
termoplásticos . Para auxiliar na compreensão dos termos envolvidos na área
dos elastômeros algumas definições são apresentadas abaixo.
- DEFINIÇÃO DOS TERMOS POLÍMERO, ELASTÔMERO E BORRA CHA
Os termos polímero, elastômero e borracha são definidos, de acordo
com a “Norma ISO 1382 :1996 - Rubber Vocabulary” e Norma DIN 53501
como:
Polímero - Substância composta por moléculas caracterizadas pela
repetição múltipla de uma ou de várias espécies de átomos ou de grupos de
átomos ligados entre si em quantidade suficiente para conferir um conjunto
de propriedades que não variam de uma forma marcada por adição ou
remoção de uma ou de algumas unidades constitutivas;
Elastômero - Material macromolecular que recupera rapidamente a
sua forma e dimensões iniciais, após cessar a aplicação de uma tensão;
Borracha - Elastômero que já está ou pode ser modificado para um
estado no qual é essencialmente insolúvel, se bem que susceptível de
aumentar de volume num solvente em ebulição, tal como benzeno,
metiletilcetona e etanol-tolueno azeotrópico, e que, no seu estado
modificado, não pode ser reprocessado para uma forma permanente por
aplicação de calor e pressão moderadas.
Vulcanização - a vulcanização é um processo de reticulação pelo
qual a estrutura química da borracha, matéria-prima, é alterada. A mudança
de estado torna o material elástico, restaura a elasticidade possuída no
início pelo material ou alarga o intervalo de temperaturas em que a
elasticidade é observada de princípio ao fim.
Nem todos os polímeros amorfos são elastômeros. Alguns são
termoplásticos, dependendo a classificação da temperatura de transição
vítrea, T g, definida como a temperatura acima da qual um polímero se torna
mole e dúctil e abaixo da qual se torna duro e quebradiço, tipo vidro. Podemos
dizer, como regra geral só aplicável a polímeros amorfos, que um polímero
amorfo que tenha uma Tg inferior à temperatura ambiente será um elastómero,
enquanto que um polímero amorfo que tenha uma Tg superior à temperatura
ambiente será um termoplástico.
A propriedade predominante dos elastômeros é o comportamento
elástico após deformação em compressão ou tração. É possível, por exemplo,
esticar um elastómero até dez vezes o seu comprimento inicial, e após
remoção da tensão aplicada, verificar que ele voltará, sob circunstâncias ideais,
à forma e comprimento originais.
O perfil das propriedades que pode ser obtido depende
fundamentalmente do elastómero escolhido, da formulação do composto
utilizada, do processo de produção e da forma e desenho do produto. As
propriedades que definem um elastômero só podem ser obtidas usando
compostos adequadamente formulados e após vulcanização subsequente].
Elastômeros, ou borrachas, são classes de materiais que, como os
metais, as fibras, as madeiras, os plásticos ou o vidro são imprescindíveis à
tecnologia moderna.
Relativamente ao termo borracha que abrange um grande número de
compostos macromoleculares que podem ser reticuláveis para formar
estruturas tridimensionais, deve referir-se que é usual dizer-se que “A borracha,
matéria-prima, está para os compostos de borracha assim como a farinha está
para o pão”], pretendendo-se assim frisar que, apesar da escolha dos aditivos
utilizados e da quantidade usada de cada um deles num composto poderem
originar variações consideráveis nas propriedades do produto final, a
característica determinante é dada pela borracha utilizada nesse composto.
O termo “borracha” tinha inicialmente por significado, somente borracha
natural e o termo “vulcanização” somente reticulação com enxofre. Face ao
aparecimento de muitas borrachas sintéticas e de novos sistemas de
reticulação, o alcance daqueles termos foi alargado, para que passem a ser
termos genéricos. As borrachas, matéria-prima, podem ser transformadas em
elastómeros pela vulcanização.
- REQUISITOS DAS BORRACHAS
As borrachas, para além da sua capacidade para formar estruturas
reticuladas tridimensionais, têm que satisfazer os seguintes requisitos:
• Possuir preferencialmente longas cadeias moleculares;
• O segmento individual da cadeia deve ser flexível para ter
movimento Browniano, à temperatura ambiente. Assim, as moléculas
assumem alguma conformação estatisticamente ordenada quando são
sujeitas a tensões de tracção. Uma vez essa tensão removida, elas retomam
a sua conformação aleatória (estado de entropia máximo), podendo o
processo de deformação ser descrito termodinamicamente, considerando
que sob condições ideais, a energia interna do sistema não sofre alteração.
Pela primeira lei da termodinâmica temos que dF = dU - Tds, em que dU
é a componente energética e Tds a componente entrópica, e como, pelas
condições ideais da elasticidade da borracha, dU=0, obtemos dF = - Tds,
relação que mostra que o processo de deformação de um material
elastomérico ideal é exclusivamente associado a alterações na entropia de
configuração da cadeia do polímero, ou seja, é uma elasticidade entrópica.
Após remover a tensão que causa a deformação, a configuração aleatória
original é espontaneamente reassumida.
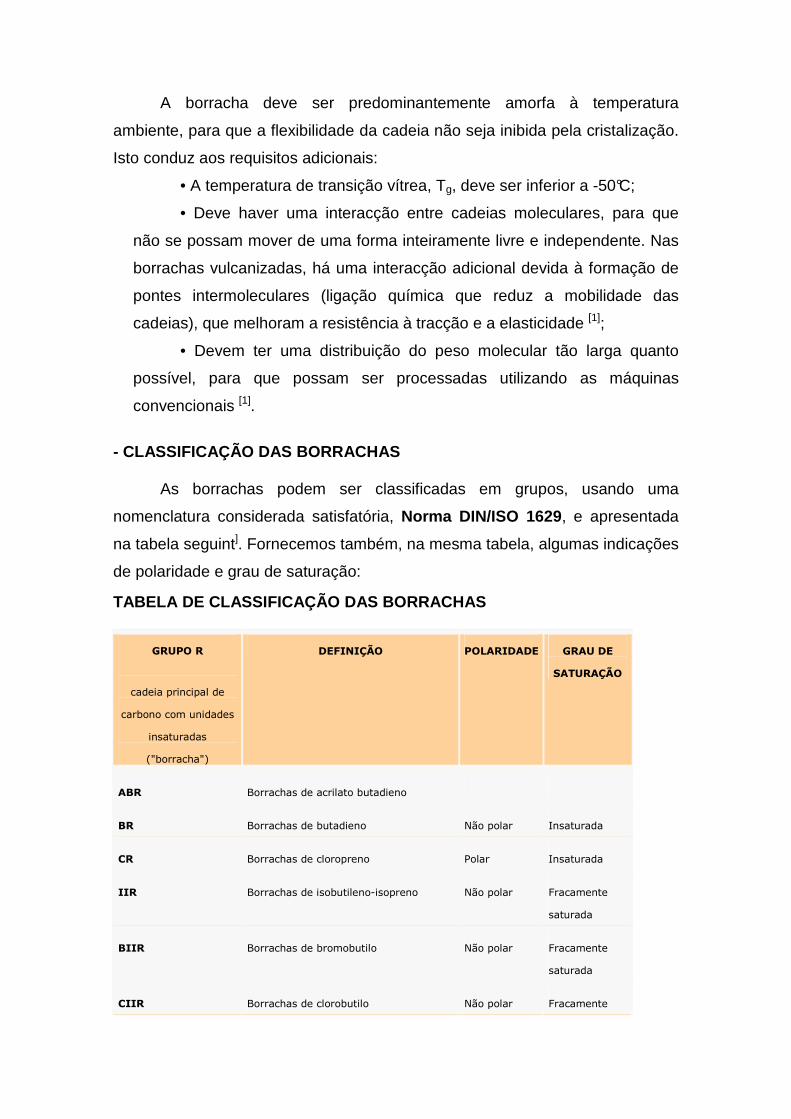
A borracha deve ser predominantemente amorfa à temperatura
ambiente, para que a flexibilidade da cadeia não seja inibida pela cristalização.
Isto conduz aos requisitos adicionais:
• A temperatura de transição vítrea, Tg, deve ser inferior a -50°C;
• Deve haver uma interacção entre cadeias moleculares, para que
não se possam mover de uma forma inteiramente livre e independente. Nas
borrachas vulcanizadas, há uma interacção adicional devida à formação de
pontes intermoleculares (ligação química que reduz a mobilidade das
cadeias), que melhoram a resistência à tracção e a elasticidade [1];
• Devem ter uma distribuição do peso molecular tão larga quanto
possível, para que possam ser processadas utilizando as máquinas
convencionais [1].
- CLASSIFICAÇÃO DAS BORRACHAS
As borrachas podem ser classificadas em grupos, usando uma
nomenclatura considerada satisfatória, Norma DIN/ISO 1629 , e apresentada
na tabela seguint]. Fornecemos também, na mesma tabela, algumas indicações
de polaridade e grau de saturação:
TABELA DE CLASSIFICAÇÃO DAS BORRACHAS
GRUPO R
cadeia principal de
carbono com unidades
insaturadas
("borracha")
DEFINIÇÃO POLARIDADE GRAU DE
SATURAÇÃO
ABR Borrachas de acrilato butadieno
BR Borrachas de butadieno Não polar Insaturada
CR Borrachas de cloropreno Polar Insaturada
IIR Borrachas de isobutileno-isopreno Não polar Fracamente
saturada
BIIR Borrachas de bromobutilo Não polar Fracamente
saturada
CIIR Borrachas de clorobutilo Não polar Fracamente
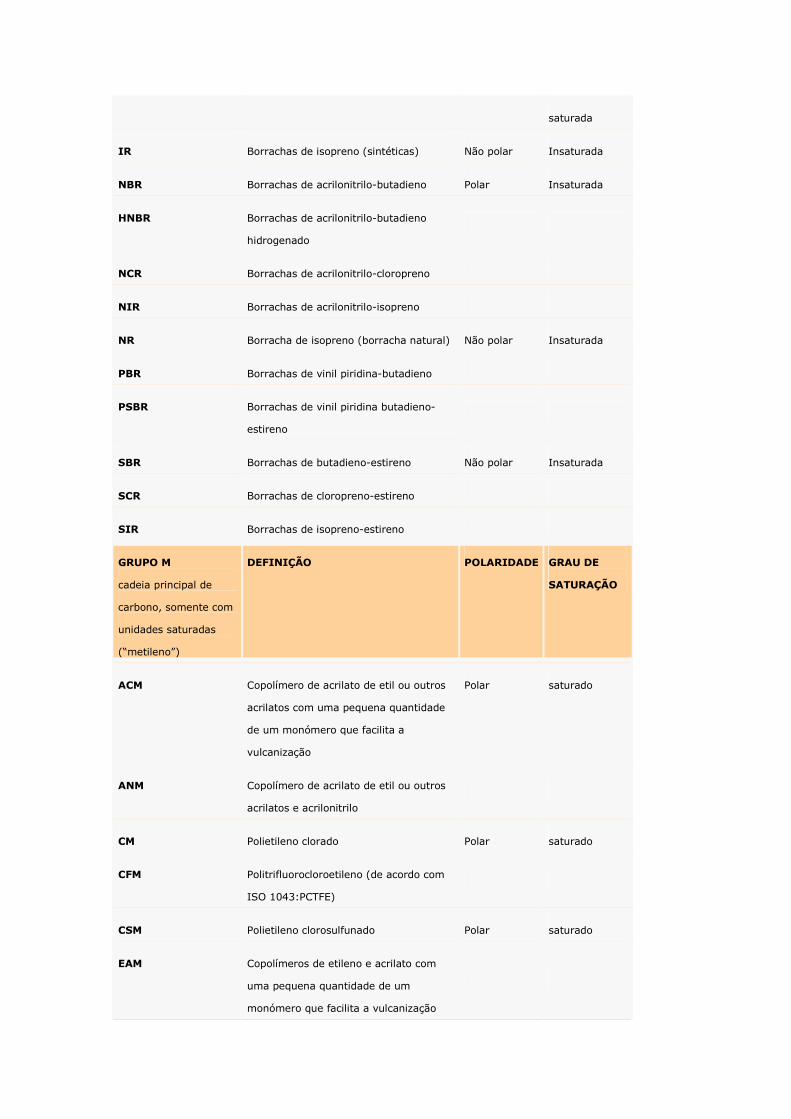
saturada
IR Borrachas de isopreno (sintéticas) Não polar Insaturada
NBR Borrachas de acrilonitrilo-butadieno Polar Insaturada
HNBR Borrachas de acrilonitrilo-butadieno
hidrogenado
NCR Borrachas de acrilonitrilo-cloropreno
NIR Borrachas de acrilonitrilo-isopreno
NR Borracha de isopreno (borracha natural) Não polar Insaturada
PBR Borrachas de vinil piridina-butadieno
PSBR Borrachas de vinil piridina butadieno-
estireno
SBR Borrachas de butadieno-estireno Não polar Insaturada
SCR Borrachas de cloropreno-estireno
SIR Borrachas de isopreno-estireno
GRUPO M
cadeia principal de
carbono, somente com
unidades saturadas
(“metileno”)
DEFINIÇÃO POLARIDADE GRAU DE
SATURAÇÃO
ACM Copolímero de acrilato de etil ou outros
acrilatos com uma pequena quantidade
de um monómero que facilita a
vulcanização
Polar saturado
ANM Copolímero de acrilato de etil ou outros
acrilatos e acrilonitrilo
CM Polietileno clorado Polar saturado
CFM Politrifluorocloroetileno (de acordo com
ISO 1043:PCTFE)
CSM Polietileno clorosulfunado Polar saturado
EAM Copolímeros de etileno e acrilato com
uma pequena quantidade de um
monómero que facilita a vulcanização
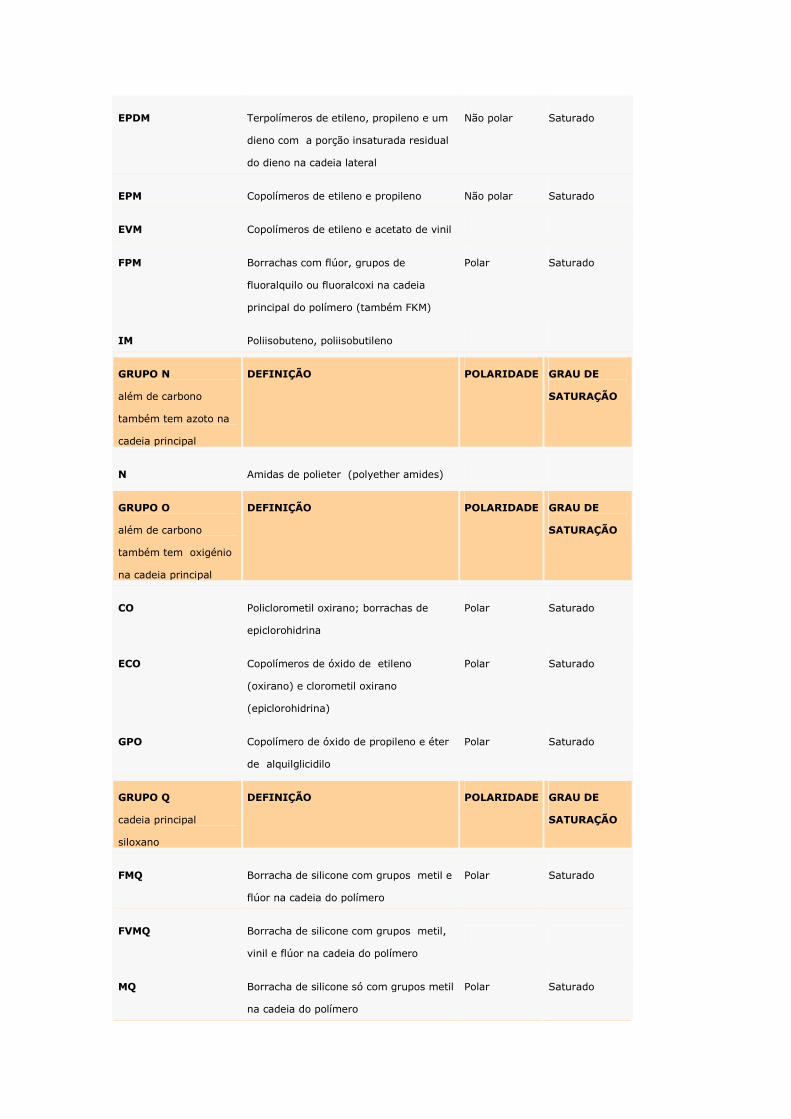
EPDM Terpolímeros de etileno, propileno e um
dieno com a porção insaturada residual
do dieno na cadeia lateral
Não polar Saturado
EPM Copolímeros de etileno e propileno Não polar Saturado
EVM Copolímeros de etileno e acetato de vinil
FPM Borrachas com flúor, grupos de
fluoralquilo ou fluoralcoxi na cadeia
principal do polímero (também FKM)
Polar Saturado
IM Poliisobuteno, poliisobutileno
GRUPO N
além de carbono
também tem azoto na
cadeia principal
DEFINIÇÃO POLARIDADE GRAU DE
SATURAÇÃO
N Amidas de polieter (polyether amides)
GRUPO O
além de carbono
também tem oxigénio
na cadeia principal
DEFINIÇÃO POLARIDADE GRAU DE
SATURAÇÃO
CO Policlorometil oxirano; borrachas de
epiclorohidrina
Polar Saturado
ECO Copolímeros de óxido de etileno
(oxirano) e clorometil oxirano
(epiclorohidrina)
Polar Saturado
GPO Copolímero de óxido de propileno e éter
de alquilglicidilo
Polar Saturado
GRUPO Q
cadeia principal
siloxano
DEFINIÇÃO POLARIDADE GRAU DE
SATURAÇÃO
FMQ Borracha de silicone com grupos metil e
flúor na cadeia do polímero
Polar Saturado
FVMQ Borracha de silicone com grupos metil,
vinil e flúor na cadeia do polímero
MQ Borracha de silicone só com grupos metil
na cadeia do polímero
Polar Saturado
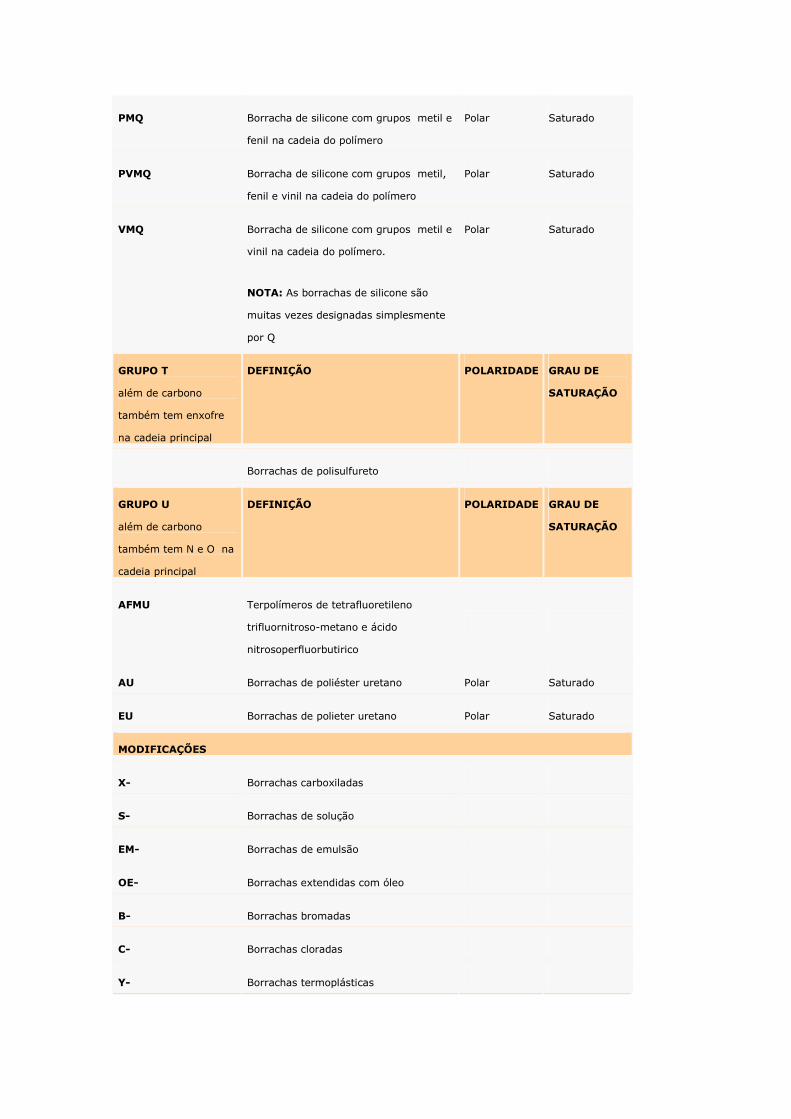
PMQ Borracha de silicone com grupos metil e
fenil na cadeia do polímero
Polar Saturado
PVMQ Borracha de silicone com grupos metil,
fenil e vinil na cadeia do polímero
Polar Saturado
VMQ Borracha de silicone com grupos metil e
vinil na cadeia do polímero.
NOTA: As borrachas de silicone são
muitas vezes designadas simplesmente
por Q
Polar Saturado
GRUPO T
além de carbono
também tem enxofre
na cadeia principal
DEFINIÇÃO POLARIDADE GRAU DE
SATURAÇÃO
Borrachas de polisulfureto
GRUPO U
além de carbono
também tem N e O na
cadeia principal
DEFINIÇÃO POLARIDADE GRAU DE
SATURAÇÃO
AFMU Terpolímeros de tetrafluoretileno
trifluornitroso-metano e ácido
nitrosoperfluorbutirico
AU Borrachas de poliéster uretano Polar Saturado
EU Borrachas de polieter uretano Polar Saturado
MODIFICAÇÕES
X- Borrachas carboxiladas
S- Borrachas de solução
EM- Borrachas de emulsão
OE- Borrachas extendidas com óleo
B- Borrachas bromadas
C- Borrachas cloradas
Y- Borrachas termoplásticas
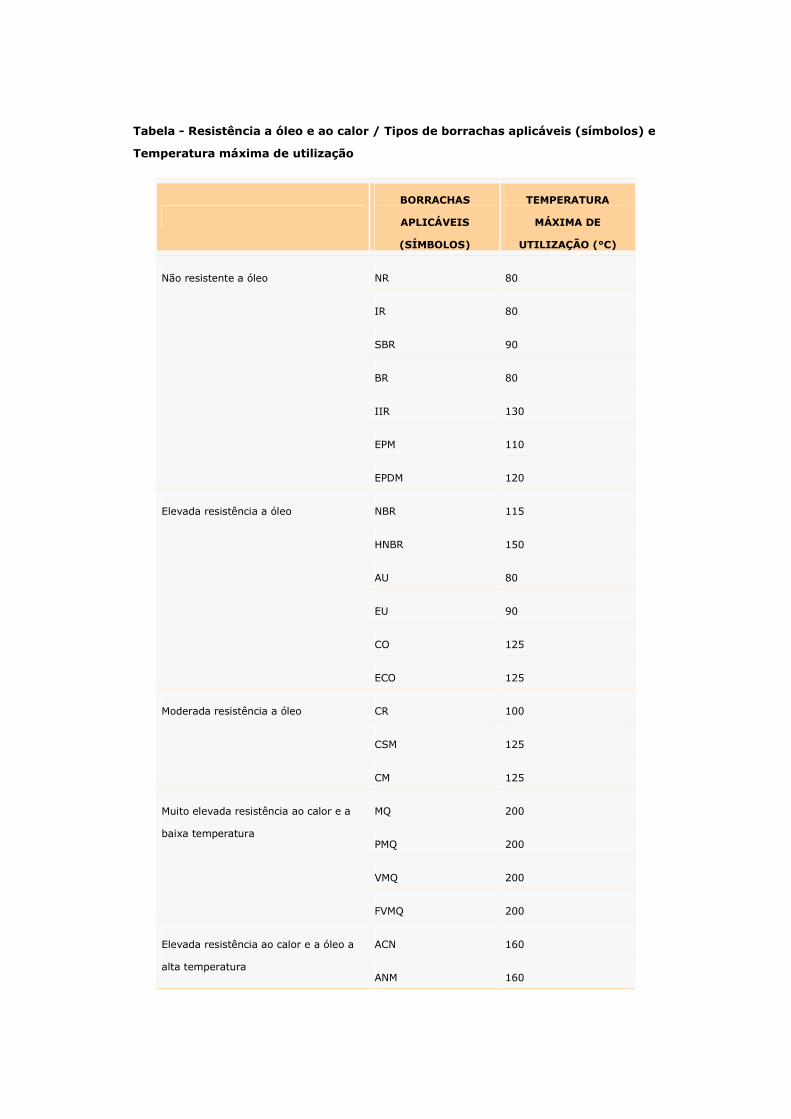
Tabela - Resistência a óleo e ao calor / Tipos de borrachas aplicáveis (símbolos) e
Temperatura máxima de utilização
BORRACHAS
APLICÁVEIS
(SÍMBOLOS)
TEMPERATURA
MÁXIMA DE
UTILIZAÇÃO (°C)
NR 80
IR 80
SBR 90
BR 80
IIR 130
EPM 110
Não resistente a óleo
EPDM 120
NBR 115
HNBR 150
AU 80
EU 90
CO 125
Elevada resistência a óleo
ECO 125
CR 100
CSM 125
Moderada resistência a óleo
CM 125
MQ 200
PMQ 200
VMQ 200
Muito elevada resistência ao calor e a
baixa temperatura
FVMQ 200
ACN 160 Elevada resistência ao calor e a óleo a
alta temperatura ANM 160
EAM 160
FPM 230
A escolha da borracha base para a execução de uma formulação é fortemente determinada pelo
comportamento pretendido no que respeita ao amortecimento, à rigidez, à resistência a
temperaturas elevadas ou baixas, à resistência a óleos, à resistência ao ataque químico e por
algumas das características apresentadas após envelhecimento.
De uma forma simples, dividimos as borrachas em grupos em função da sua resistência
a óleo e ao calor.
- BORRACHA NATURAL
O primeiro material conhecido como borracha (“caoutchouc” derivado da
palavra índia “caa-o-chu”) é o poliisopreno recolhido da seiva da árvore Hevea
Brasiliensis, látex , sendo por tal facto conhecido como borracha natural
(NR). A borracha natural pode reagir com o enxofre a temperaturas elevadas
para formar reticulações, ocorrendo a transformação de um estado pegajoso e
fundamentalmente plástico num estado elástico [1].
A borracha natural foi a primeira e única borracha a ser utilizada até
1927, sendo o seu interesse actual não simplesmente histórico, mas sim,
devido ao seu potencial técnico.
A borracha natural é obtida por coagulação do látex. Os graus de
qualidade mais elevados são obtidos através da coagulação por acidificação,
sob condições fabris cuidadosamente controladas.
A borracha natural comercial tem uma pequena quantidade, 4 a 9%, de
outros constituintes. Destes, os mais importantes são os antioxidantes naturais
e activadores de vulcanização representados pelas proteínas e ácidos gordos.
Na tabela I indica-se a composição típica da borracha natural, NR.
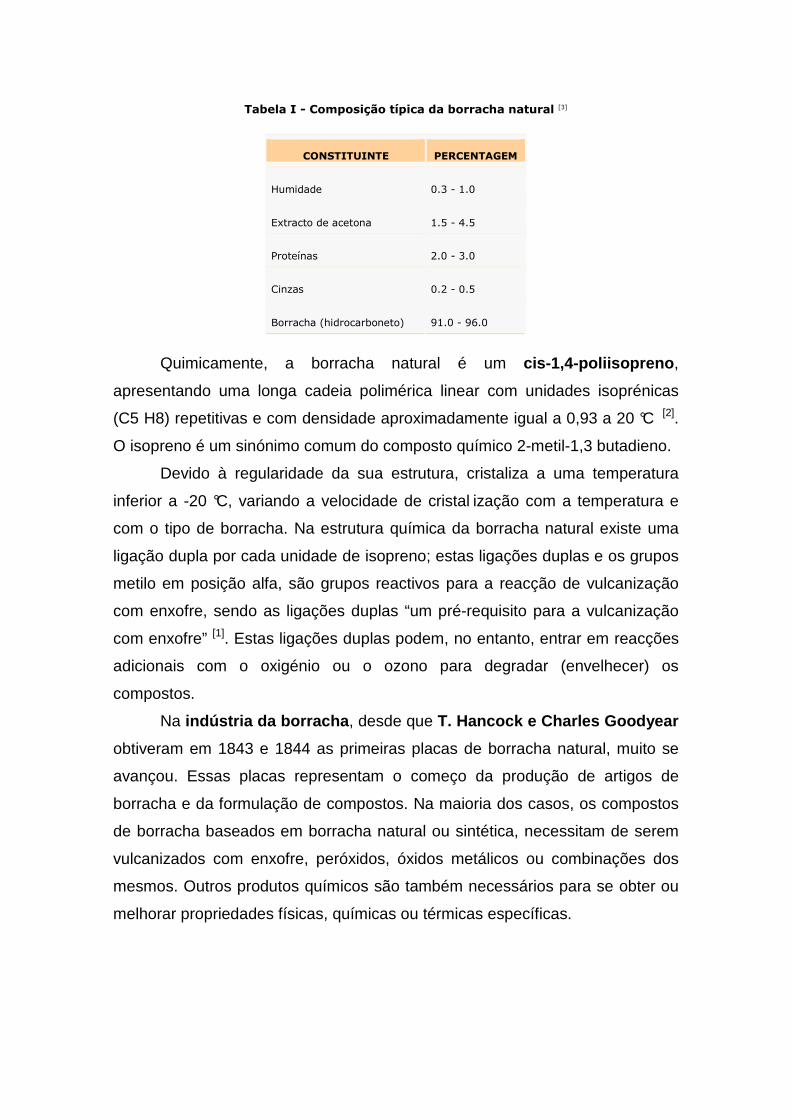
Tabela I - Composição típica da borracha natural [3]
CONSTITUINTE PERCENTAGEM
Humidade 0.3 - 1.0
Extracto de acetona 1.5 - 4.5
Proteínas 2.0 - 3.0
Cinzas 0.2 - 0.5
Borracha (hidrocarboneto) 91.0 - 96.0
Quimicamente, a borracha natural é um cis-1,4-poliisopreno ,
apresentando uma longa cadeia polimérica linear com unidades isoprénicas
(C5 H8) repetitivas e com densidade aproximadamente igual a 0,93 a 20 °C [2].
O isopreno é um sinónimo comum do composto químico 2-metil-1,3 butadieno.
Devido à regularidade da sua estrutura, cristaliza a uma temperatura
inferior a -20 °C, variando a velocidade de cristal ização com a temperatura e
com o tipo de borracha. Na estrutura química da borracha natural existe uma
ligação dupla por cada unidade de isopreno; estas ligações duplas e os grupos
metilo em posição alfa, são grupos reactivos para a reacção de vulcanização
com enxofre, sendo as ligações duplas “um pré-requisito para a vulcanização
com enxofre” [1]. Estas ligações duplas podem, no entanto, entrar em reacções
adicionais com o oxigénio ou o ozono para degradar (envelhecer) os
compostos.
Na indústria da borracha , desde que T. Hancock e Charles Goodyear
obtiveram em 1843 e 1844 as primeiras placas de borracha natural, muito se
avançou. Essas placas representam o começo da produção de artigos de
borracha e da formulação de compostos. Na maioria dos casos, os compostos
de borracha baseados em borracha natural ou sintética, necessitam de serem
vulcanizados com enxofre, peróxidos, óxidos metálicos ou combinações dos
mesmos. Outros produtos químicos são também necessários para se obter ou
melhorar propriedades físicas, químicas ou térmicas específicas.
- CLASSIFICAÇÃO DA BORRACHA NATURAL (NR)
Podemos classificar a borracha natural em três grandes grupos: graus
convencionais, borrachas tecnicamente especificadas (TSR) e borrachas
tecnicamente classificadas (TCR) [3].
No primeiro grupo encontramos os denominados “Ribbed Smoke
Sheets” (RSS), “Air-Dried Sheets”, “Pale Crepe”, “Sole Crepes” e os “Brown
and Blanket Crepes”.
Os graus pertencentes ao segundo grande grupo, TSR, foram
introduzidos pela primeira vez no mercado, em 1965, pela Malásia como
“Standard Malaysian Rubber” (SMR). Esta adesão pela Malásia à normalização
foi posteriormente seguida por outros países produtores tais como a Indonésia
com a “Standard Indonesian Rubber” (SIR). Os graus mais comuns dentro dos
TSR são o SMR L de cor muito clara, SMR CV com viscosidade estabilizada,
SMR WF similar a SMR L mas de cor mais escura, SMR GP de uso geral mas
com viscosidade estabilizada e adequada para uso em pneus, TSR 5 feita de
látex usando o mesmo processo de obtenção do SMR L mas sem tratamento
com metabissulfito de sódio e TSR10, TSR 20 e TSR 50.
Quanto ao terceiro grupo, TCR, podemos considerar a Borracha Natural
Extendida com Óleo (OENR) que contém cerca de 20% a 30% de um óleo de
processamento aromático ou nafténico, Borracha Natural Desproteinizada
(DPNR), Borrachas de Superior Processamento (SP), Borracha Natural
Epoxidada (ENR) e Borracha Natural Termoplástica (TPNR)
Para além dos graus de borracha natural provenientes da Malásia e da
Indonésia e classificados de acordo com as especificações do país de origem,
SMR e SIR, respectivamente, encontram-se no mercado outros graus, tais
como, TTR da Tailândia, SSR de Singapura, NSR da Nigéria, CAM dos
Camarões, GHA do Ghana, GAB do Gabão, LIB da Libéria, SPR das Filipinas,
PNG CR da Papua Nova Guiné, SLR do Sri Lanka, SVR do Vietname e CSR
da China.
- PROPRIEDADES E APLICAÇÕES DA BORRACHA NATURAL
Os vulcanizados de borracha natural possuem propriedades com
valores muito interessantes do ponto de vista tecnológico, especialmente boa
resistência à tracção combinada com uma boa elasticidade, boa resistência ao
calor até 80-90 °C, boa flexibilidade a baixas temp eraturas até cerca de -55 °C
e excelentes propriedades dinâmicas exibidas durante solicitações cíclicas.
Apresenta alta permeabilidade ao gás, resistência limitada ao envelhecimento e
ao ozono. Não é resistente a agentes oxidantes como por exemplo o ácido
nítrico, a óleos minerais e a hidrocarbonetos alifáticos e aromáticos. No
entanto, devido à grande proliferação, melhoramento, inovação e
especialização das borrachas sintéticas , a borracha natural tem vindo a ser
gradualmente substituída, especialmente em peças técnicas com necessidade
de resistência ao calor, ao envelhecimento e ao aumento de volume em
contacto com líquidos. Não obstante, ainda satisfaz cerca de um terço da
necessidade mundial de borracha, graças à indústria de pneus .
A borracha natural é bastante usada para a fabricação de apoios de
borracha , sendo as principais razões para este êxito as seguintes:
- Excelente resistência à fadiga e à propagação de fendas;
- Elevada resiliência;
- Reduzida histerese;
- Aderência eficaz aos metais.
- BORRACHA DE ISOPRENO
A borracha de isopreno ou poliisopreno é uma borracha natural
sintética, ou seja, é um cis-1,4-poliisopreno obtido sinteticamente. A
característica técnica do produto sintético depende da percentagem de 1,4 cis,
sendo tanto mais parecida com a borracha natural quanto mais cis contém.
Como a estrutura química é quase similar à da borracha natural (os
espectros infravermelhos são quase iguais), o campo de aplicação da IR é
semelhante ao da borracha natural, embora a borracha sintética IR seja
bastante mais pura. A maior parte da borracha de isopreno é formulada
juntamente com borracha natural (NR) ou borracha de estireno butadieno
(SBR), necessitando todavia de uma quantidade de aceleradores superior à da
borracha natural.
As primeiras tentativas na pesquisa de borrachas sintéticas , tinham
por finalidade obter uma borracha sintética semelhante à borracha natural,
usando o isopreno como material de partida [F. Hofman, 1909]. Em 1954
Goodrich foi bem sucedido na síntese de cis-1,4-poliisopreno (IR), a então
chamada “borracha natural sintética” usando os agentes catalíticos de Ziegler-
Natta (Carlos Ziegler e Júlio Natta), tetracloreto de titânio e trialquil-alumínio.
Pouco depois Firestone descobriu a marcha para a síntese de IR usando lítio
finamente disperso e alquil-lítio como agentes catalíticos, o que já tinha sido
proposto por C.D. Harries em 1917. A produção em grande escala de borracha
de isopreno (IR) utilizando lítio foi inicializada em 1960 pela Shell mas foi
somente comercializada em 1962 pela Goodyear].
- BORRACHA DE BUTADIENO ESTIRENO (SBR)
A borracha de butadieno estireno, SBR , é sem dúvida a borracha
sintética mais difundida no mundo. Foi elaborada primeiro na Alemanha na
década de 1930 com o nome de Buna S e posteriormente estudada nos
Estados Unidos durante a 2ª guerra mundial com a denominação de GRS
(Government Rubber-Styrene), sendo esta denominação posteriormente
substituída por SBR. O produto alemão era, na altura, de difícil processamento].
O butadieno (CH2=CH-CH=CH2) e o estireno (C6H5-CH=CH2) são os
monómeros de base para a produção de SBR, sendo o conteúdo de estireno
de cerca de 23,5% , havendo todavia graus de SBR com teor de estireno de 40
a 85%. À medida que aumenta o teor de estireno, o produto da polimerização
(SBR) assume mais a característica de produto termoplástico, pelo que este
tipo se usa sempre combinado com SBR normal, obtendo-se, assim, maior
facilidade de trabalho].
A maior parte do SBR, cerca de 85 a 90%, é polimerizado por
emulsão , sendo os restantes 10 a 15% polimerizados em solução. Em função
da temperatura de polimerização, a borracha obtida é classificada de “hot
rubber” se a temperatura de polimerização é de cerca de 55 °C e de “ cold
rubber” se a temperatura de polimerização se situa entre 5-10 °C, possuindo
esta última melhores características de laboração. Considerando o tipo de
estabilizadores usados na polimerização, o SBR é classificado de SBR
manchante (staining) e SBR não manchante (non-staining).
Existe também o SBR extendido com óleo (oil extended SBR), sendo o
mais vulgar o que contém 25 a 50 partes em peso de plastificante sobre 100
partes de borracha, sendo este tipo de SBR o de mais fácil processamento. Os
óleos usados podem ser aromático ou nafténico; o óleo parafínico não é
utilizado porque não é suficientemente solúvel no SBR. Os tipos mais
conhecidos de SBR extendido com óleo são o SBR 1712 (escuro) e o SBR
1778 (claro)].
Outras formas populares de SBR modificado são os “Masterbatches”
feitos com óleo, negro e negro e óleo.
- CLASSIFICAÇÃO DAS BORRACHAS DE SBR
O Instituto Internacional dos Produtores de Borracha Sintética (IISRP) elaborou um esquema de classificação que foi genericamente aceite [3]. Os números de série usados para as borrachas de butadieno estireno (SBR) são os seguintes:
1000 - Borrachas não pigmentadas polimerizadas a quente; 1500 - Borrachas não pigmentadas polimerizadas a frio; 1600 - “Masterbatches” de borracha polimerizada a frio, negro de carbono e óleo, contendo até 14 partes de óleo, por cem; 1700 - “Masterbatches” de borracha polimerizada a frio e óleo (oil extended SBR); 1800 - “Masterbatches” de borracha polimerizada a frio, negro de carbono e óleo, contendo mais de 14 partes de óleo por cem; 1900 - “Masterbatches” de diversos polímeros sem óleo.
- PROPRIEDADES
Os vulcanizados obtidos a partir da borracha de butadieno estireno
(SBR) apresentam uma melhor resistência à abrasão do que a borracha natural
(NR), assim como uma melhor resistência a altas temperaturas (100 °C) e ao
envelhecimento, mas uma menor flexibilidade e elasticidade a baixas
temperaturas (até cerca de -50 °C). No caso das tem peraturas elevadas, os
vulcanizados de SBR apresentam um endurecimento e não um amolecimento
como acontece com os vulcanizados de borracha natural. A permeabilidade ao
gás apresentada é elevada mas menor do que a dos vulcanizados de borracha
natural enquanto que a resistência química é semelhante à da borracha
natural].
- BORRACHA DE POLICLOROPRENO (CR)
As borrachas de policloropreno são obtidas pela polimerização do
cloropreno, (2-cloro-1,3 butadieno) e são conhecidas pelo nome popular de
Neoprene, marca registada da empresa DuPont para este tipo de borracha.
Se o cloropreno for polimerizado sem qualquer aditivo de modificação, o
produto obtido é tão duro e insolúvel que é impossível de processar, tendo,
portanto, que se decompor a cadeia do polímero para permitir pontos de
clivagem. Os dois métodos usados para obter a processibilidade são:
- o processo tipo tiurame ou modificado com enxofre
- o processo modificado sem enxofre, modificação por mercaptano.
A cor (light âmbar, branco suave, cinzento prateado), a densidade e a
viscosidade dependem do tipo de policloropreno. A viscosidade (ML, 1+4 a 100
°C) do policloropreno, matéria-prima, pode variar d e cerca de 34 a 130
unidades.
O policloropreno foi originalmente introduzido no mercado pela DuPont
com o nome de Duprene como uma borracha sintética com boa resistência ao
óleo e ao ozono. Posteriormente, a DuPont apresentou novos tipos de CR com
melhores características de laboração e vulcanização, sob o nome de
Neoprene .
Embora a resistência ao óleo das borrachas então existentes tenha sido
melhorada com o aparecimento das borrachas nitrílicas e a resistência ao
ozono com o aparecimento das borrachas EPT (terpolímero de etileno e
propileno), a borracha de policloropreno continuou a ser bastante usada devido
à boa combinação de propriedades e processibilidade apresentada].
A DuPont foi durante várias décadas o primeiro e único produtor da
borracha de policloropreno. Introduziu no mercado uma grande variedade de
diferentes tipos para satisfazer as diferentes necessidades da indústria.
- FAMÍLIAS DE NEOPRENE
A primeira divisão das borrachas de Neoprene foi feita considerando
o grupo destinado ao fabrico de adesivos e o grupo para aplicação geral na
indústria, subdividido este último em três famílias, a família G, a família W e a
família T.
Dentro da família G , os graus mais típicos são o Neoprene GN com
pouca estabilidade enquanto matéria-prima pelo que não aguenta muito tempo
de stock nessa situação, o Neoprene GNA e o Neoprene GT, estes com melhor
resistência à cristalização, embora pequena.
Os Neoprenes da família W possuem melhor estabilidade de
armazenagem e maior resistência à cristalização, fruto da modificação com
mercaptano sofrida durante a sua produção, ou seja, durante a polimerização.
Têm também uma distribuição mais uniforme do peso molecular e necessitam
normalmente de aceleradores orgânicos para que a vulcanização seja
razoavelmente rápida. Os graus mais típicos na família W, são o Neoprene W,
o Neoprene WHV e o Neoprene WK. O Neoprene WRT é o mais resistente à
cristalização.
Na família T , podemos citar o Neoprene TW e o Neoprene TRT, ambos
semelhantes ao Neoprene tipo W e contendo uma fracção de polímero gel para
melhorar o seu comportamento. São resistentes à cristalização e necessitam
de aceleradores orgânicos. Apresentam muito pouco nervo e uma baixa
contração.





























