Embed Size (px)
Citation preview
1
UNIDADE 5 e 6
Qualidade e Manutenção Industrial
GERÊNCIA DE PROCESSOS 2013
INDICAÇÃO DE LEITURA:
GAITHER, N. FRAZIER, G. Administração da Produção. São Paulo: Pioneira, 2001 capítulo 16
e 17
OU
SLACK, Nigel et al. Administração da Produção . Capítulo 17,18 e 20
2
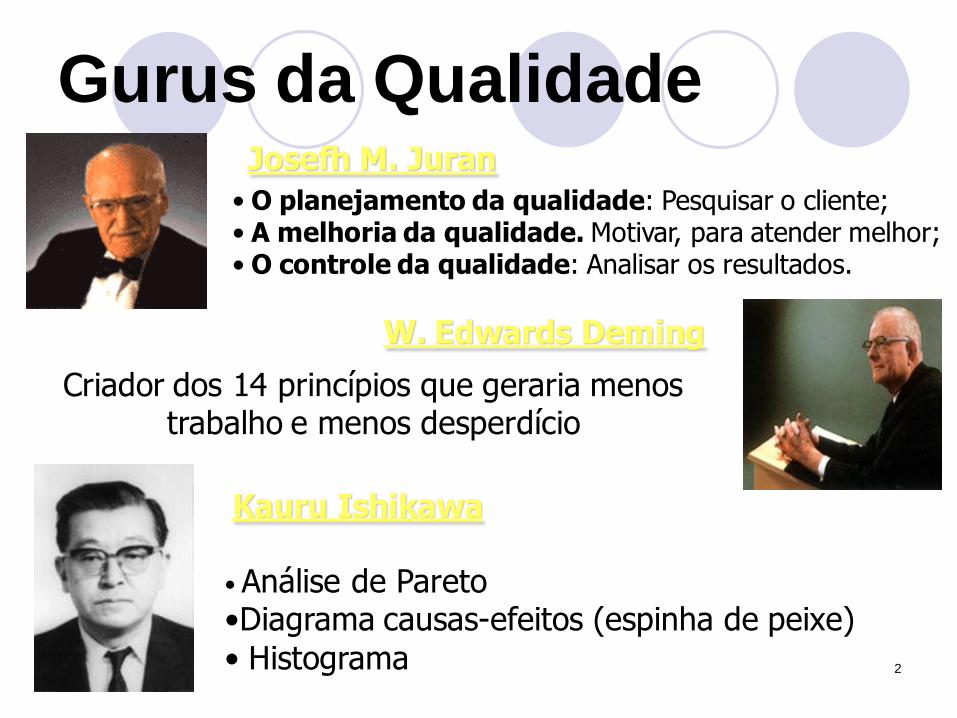
Gurus da QualidadeJosefh M. Juran
• O planejamento da qualidade: Pesquisar o cliente;• A melhoria da qualidade. Motivar, para atender melhor;• O controle da qualidade: Analisar os resultados.
W. Edwards Deming
Criador dos 14 princípios que geraria menos trabalho e menos desperdício
Kauru Ishikawa
• Análise de Pareto •Diagrama causas-efeitos (espinha de peixe)
• Histograma
3
Armand V. Feigenbaum
Philip B. Crosby
Em 1950 definiu o conceito de controle de qualidade total
O objetivo da empresa é proporcionar soluções às necessidades dos “Stakeholders”, completando todas
suas transações corretamente desde a primeira vez e sempre.
Tom Peters
Qualidade é estado de espírito dos funcionários de uma organização sobre a
forma como devem fazer o trabalho.
4
Técnicas Japonesas
Gestão da qualidade total
Melhoria contínua da
qualidade
Just-in-time
5S – housekeeping
TPM – Total Productive
Maintenance
Poka-yoke
Zero defeitos
Kanban
Círculos de qualidade
Parcerias cliente-
fornecedor
5
PRODUÇÃO ENXUTA- TOYOTA
1. Todo trabalho deve ser altamente especificado no seu conteúdo, seqüência e resultado
2. Toda relação cliente – fornecedor (interno e externo) deve ser direta, com um canal definido e claro para enviar pedidos e receber propostas
3. O fluxo de trabalho e processo para todos os produtos e serviços deve ser simples e direto
4. Qualquer melhoria deve ser feita pelo método científico, sob a coordenação de um orientador, e no nível mais baixo da organização
6
Qualidade Total
Qualidade
“É entendida normalmente como um atributo de
produtos ou serviços, mas pode referir-se a
tudo que é feito pelas pessoas..., todos sabem
o que se quer dizer quando se fala que algo foi
feito com qualidade”. Daniel A. de Oliveira (2009, Pg. 552)
7
O que significa
Gestão pela Qualidade Total?
busca pela perfeição com fins a agradar clientes;
filosofia onde a eliminação do retrabalho e o “defeito zero” são regras;
Qualidade sob dois pontos de vistade quem produz (visão objetiva) – normas e
procedimentos de fabricação. Estar em conformidade com especificações determinadas para a produção ou para a chamada “garantia técnica de bom desempenho do produto”; e
de quem consome (visão subjetiva) – o que o cliente espera do produto em suas mãos. Assim, qualidade seria adequar-se às expectativas dos clientes.
8
Kaizen
Kai = modificar; Zen = para melhor
Melhoria contínua, no trabalho, no lar e na vida social
Eliminação de perdas em todos os sistemas de uma
organização
Aplicação de dois elementos:
Melhoria (mudança para melhor)
Continuidade (ações permanentes de mudança)

9
A POLÍTICA DO KAIZEN
•Perda zero em cada campo de atividade
•Busca constante da redução dos custos
•Busca constante do melhoramento do equipamento
•Atenção á facilidade de movimento dos operadores
10
Técnicas Japonesas
Círculo de CQ: pequenos grupos de pessoas que desempenham voluntariamente atividades de controle de qualidade no local de trabalho, realizando esta tarefa continuamente;
TQC: atividades organizadas de Kaizen que envolvem todos na empresa em esforço totalmente integrado para o melhoramento do desempenho em todos os níveis.
12
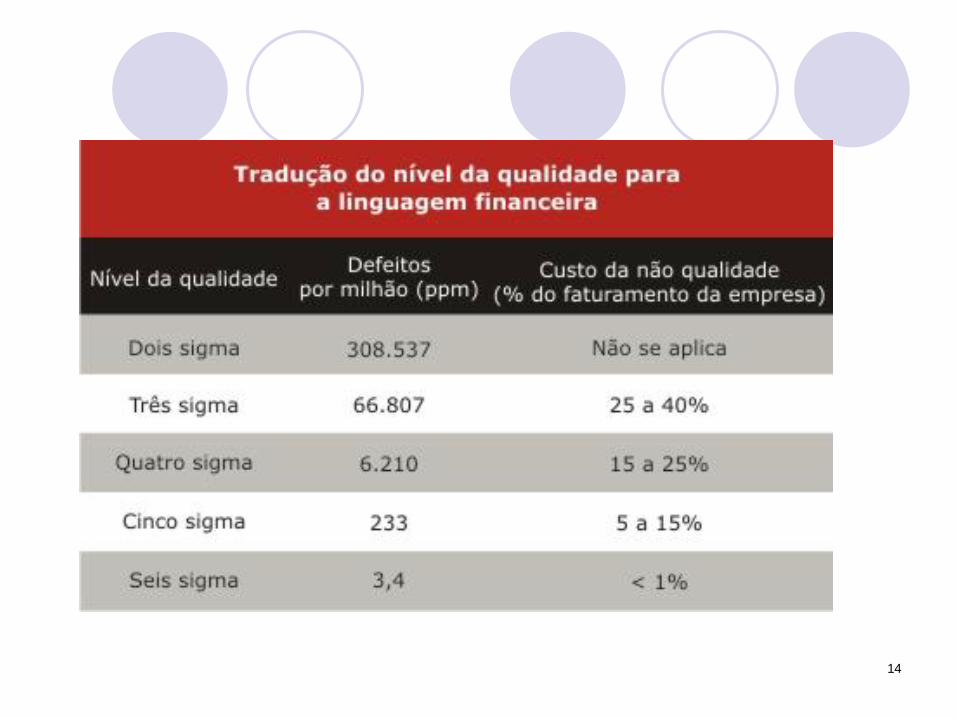
O Sigma e representado pela letra grega,
sigma, utilizada para medir o desvio
padrão. O numero 6 significa uma metrica
universal para medir defeitos.
13
Desenvolvido inicialmente pela Motorola, na
década de 80, pelo engenheiro Bill Smith.
Consiste na aplicação de métodos
estatísticos a processos empresariais,
orientada pela meta de eliminar defeitos.
14
15
CEP – Controle Estatístico do Processo
É a ferramenta de qualidade que tem oobjetivo de fornecer um diagnóstico que sejamais eficaz quando se quer realizar aprevenção e detecção de problemas edefeitos nos processos produtivos e deserviços;
Esta ferramenta é utilizada para auxiliar namelhoria de resultados e aumento daprodutividade, bem como evitar desperdíciosde insumos, produtos e matérias-prima.
16
CEP – Controle Estatístico do Processo
A estatística está presente em todo oprocesso, pois esta ciência é a queexamina a ocorrência de fatos e fazestudos sob amostra de uma população.
Os dados apurados são apresentadosgeralmente em gráficos.
17
CEP – Controle Estatístico do Processo
Tem a função de detectar problemas epadronizar a produção;
Evitar variações que podem comprometera qualidade final dos produtos.
É entendido até como uma filosofia degerenciamento e um conjunto de técnicasque visam estabilizar e melhorarcontinuamente um processo de produção.
18
Poka - yoke
À prova de erros
Zero defeitos na produção
Pode ser usado para serviçosPrever a possibilidade de erro por parte do
cliente
Fornecedor deve estar habilitado a não cometer erros
19
5 S - Housekeeping
Limpeza, organização, asseio e
ordem do local de trabalho
(housekeeping)
5 S
Seiri: liberação de áreas
Seiton: organização
Seiso: limpeza
Seiketsu: padronização, asseio e
arrumação
Shitsuke: disciplina
20
Sistema ISO 9000
Consiste em uma série de normas
desenvolvidas pela International
Organization fos Standardization
(Suiça)
O objetivo é atender às especificações
e expectativas dos clientes
Certificação envolve um processo longo
(1 a 2 anos)
21
Sistema ISO 9000
As diretrizes da ISO 9001 e ISO 9004
abrangem todas as atividades de uma
organização, organizadas em 5
capítulos:
sistema de gerenciamento da qualidade
responsabilidade da administração
gerenciamento de recursos
realização do produto
medição, análise e melhoria
22
Gerenciamento Ambiental
ISO 14000
ISO 14004 e ISO 14001 são relativas ao
gerenciamento ambiental dentro das empresas
Filosofia da norma: os requisitos para os
sistemas de gerenciamento ambiental são os
mesmos, seja qual for o ramo de atividade da
empresa
resíduos e emissões para a atmosfera são
minimizados
impacto ambiental é eliminado

23
Sistema QS 9000 E ISO/TS 16949
Os fabricantes de automóveis (Ford, GM eChrysler) para compatibilizar suas práticas comrelação à qualidade criaram o sistemadenominado QS9000;
É constituído de três partes e um apêndice:Parte I: constituída por requisitos da norma ISO
9001-1994;
Parte II: os principais documentos que a compõemsão o PPAP (Sigla em inglês que significa processode aprovação de pecas para produção seriada),melhoria contínua e capabilidade de manufatura;Parte III:constituída por requisitos específicos das
três montadoras.
24
Sistema QS 9000 E ISO/TS 16949
O sistema QS 9000 é uma tentativa de
uniformização de práticas da indústria
automobilística americana aplicada a
todos os fornecedores na área
automobilística também no Brasil.
25
Gerenciamento ambiental – Norma ISO
14000
A preocupação com o meio ambiente fez com
que a ISO, elaborasse a norma ISO 14000;
Reúne as melhores práticas para o correto
gerenciamento ambiental;
Requer o comprometimento da empresa de
estar de acordo com a legislação ambiental
local e o comprometimento para a melhoria
contínua na área ambiental.
26
Sistema de gestão da responsabilidade social
ABNT NBR 16001
Certificação do Sistema de Gestão deResponsabilidade Social;
Demonstra ao mercado que a organizaçãonão existe apenas para explorar osrecursos econômicos e humanos;
Contribui com o desenvolvimento social,por meio da realização profissional.
27
Sistema da segurança e saúde
ocupacional OHSAS 18001
Sistema de segurança e saúde
ocupacional;
Tem por objetivo assegurar o bom
cumprimento de procedimentos e
cuidados que venham a garantir o
gerenciamento dos riscos de saúde e
segurança em uma organização.
28
Ferramentas da Qualidade
Brainstorming / Brainswriting
GUT – Método para Priorização de Problemas
Diagrama de Causa e Efeito
Gráfico de Pareto
Histograma
Gráfico de Controle
Ciclo PDCA de Controle de Processos

29
Ferramentas da QualidadeBrainstorming
Brainstorming – é um termo de origem
britânica que pode ser traduzido como
tempestade de idéias, no qual consiste em
reunir um grupo de funcionários com o
propósito de “gerar” idéias e emitir opiniões
acerca dos diversos assuntos vivenciados
na empresa.
30
Ferramentas da QualidadeBrainswriting
O Brainswriting é um modelo
semelhante ao Brainstorming,
cujas diferenças essenciais
são: as idéias são
apresentadas por escrito e as
contribuições são mais bem
elaboradas, porque existe mais
tempo para refletir sobre elas.
31
Ferramentas da Qualidade
GUT – Método para Priorização de Problemas
É uma ferramenta que consiste, basicamente, em separar e priorizar os problemas para fins de análise e posterior resolução. Sua base é fundamentada no tripé:
“G” – Gravidade – avaliar as conseqüências negativas que podem trazer para os clientes;
“U” – Urgência – avaliar o tempo necessário ou disponível para corrigir os problemas levantados;
“T” – Tendência – avaliar o comportamento evolutivo (irá melhorar ou piorar) da situação.
Para cada um dos fatores acima deve ser atribuída uma nota de acordo com a relevância de cada problema levantado. (1 = baixo; 3= médio e 5 = alto). Em seguida multiplicam-se os três fatores por eles próprios (G X U X T = OP), onde o OP é o resultado que estabelece a Ordem de Prioridade para resolução dos problemas apresentados.
32
GUT – Método para Priorização de Problemas
Quadro de Prioridades
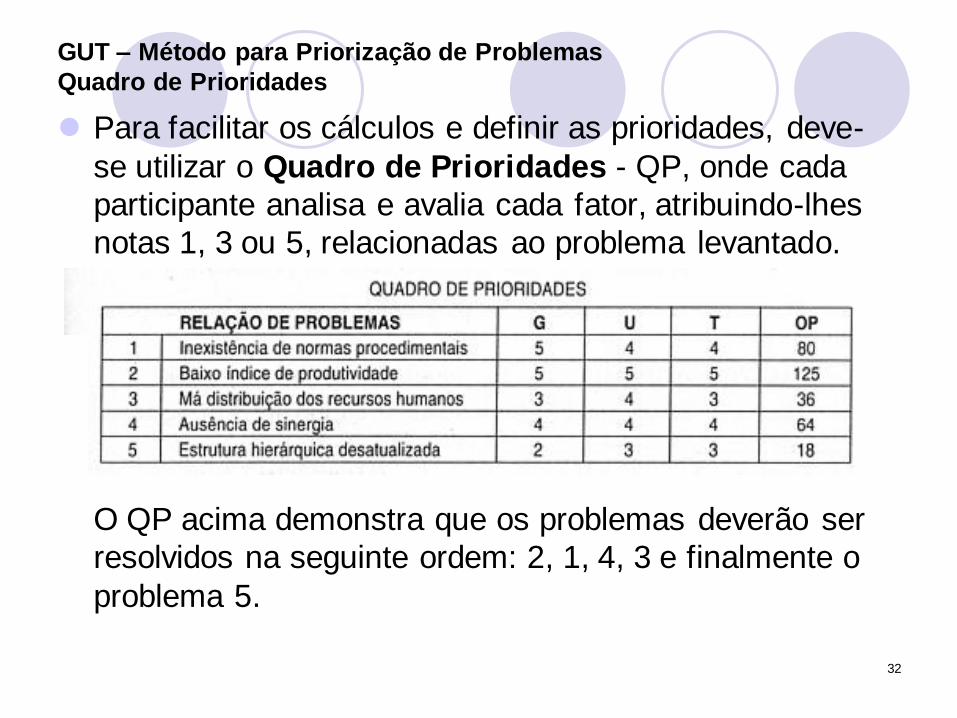
Para facilitar os cálculos e definir as prioridades, deve-
se utilizar o Quadro de Prioridades - QP, onde cada
participante analisa e avalia cada fator, atribuindo-lhes
notas 1, 3 ou 5, relacionadas ao problema levantado.
O QP acima demonstra que os problemas deverão ser
resolvidos na seguinte ordem: 2, 1, 4, 3 e finalmente o
problema 5.
33
Ferramentas da Qualidade
Diagrama de Causa e Efeito - DCE
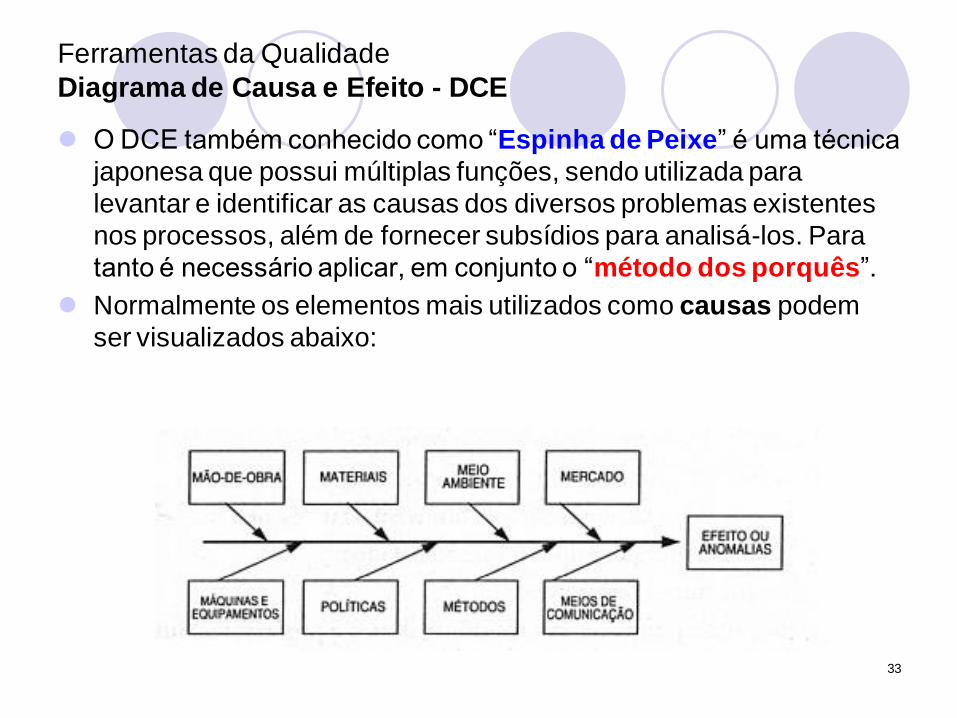
O DCE também conhecido como “Espinha de Peixe” é uma técnica
japonesa que possui múltiplas funções, sendo utilizada para
levantar e identificar as causas dos diversos problemas existentes
nos processos, além de fornecer subsídios para analisá-los. Para
tanto é necessário aplicar, em conjunto o “método dos porquês”.
Normalmente os elementos mais utilizados como causas podem
ser visualizados abaixo:

34
Diagrama de Causa e Efeito

35
Ferramentas da Qualidade
Gráfico de Pareto
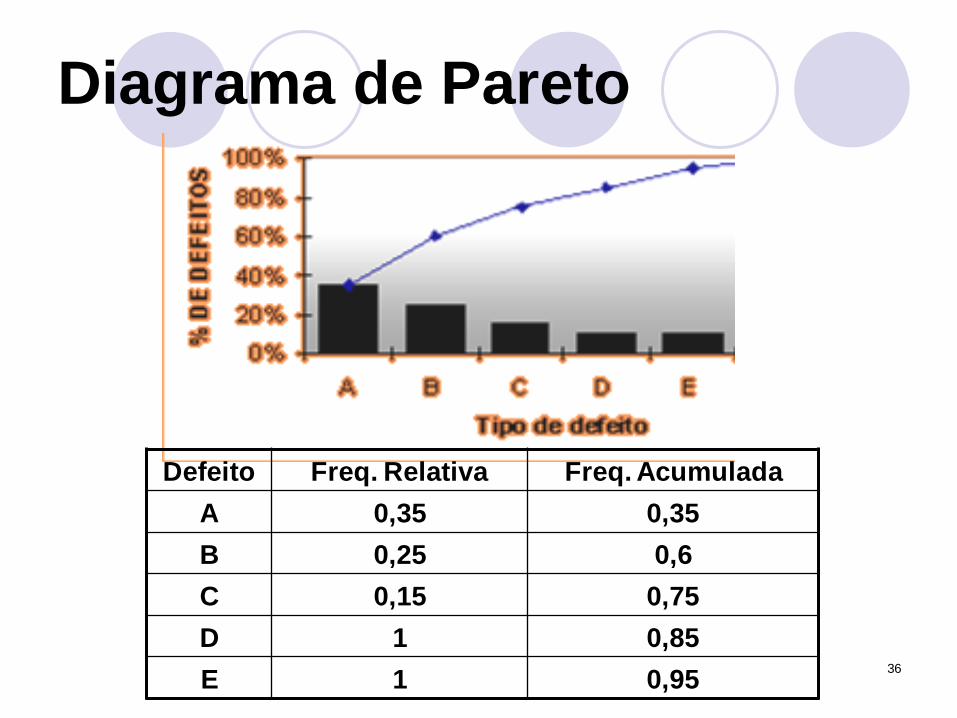
É um método que parte da premissa de que existe um nº reduzido
de causas, da ordem de 20%, que provoca 80% dos problemas
que afetam os processos; se corrigidos a tempo, praticamente
eliminam-se os problemas existentes.
Roteiro para Aplicação
Defina o processo a ser analisado (ex. entrega de mercadorias) e
inicie o levantamento dos problemas que o afetam.
Prepare o Mapa de Ocorrências, colocando os problemas em
ordem decrescente de acordo com o número de ocorrências.
36
Diagrama de Pareto
Defeito Freq. Relativa Freq. Acumulada
A 0,35 0,35
B 0,25 0,6
C 0,15 0,75
D 1 0,85
E 1 0,95
37
Ferramentas da Qualidade
Histograma
O Histograma é um gráfico composto por abscissas
(eixo x) e ordenadas (eixo y), onde são colocadas barras
ou retângulos contíguos que representam a distribuição
da variação dos dados que ocorrem dentro de um
processo, cujo objetivo é apresentar uma situação para
fins de análise e posterior solução.
38
Ferramentas da Qualidade
Gráfico de Controle
O Gráfico de Controle é uma ferramenta utilizada para
verificar se um processo está dentro dos limites
estatísticos de controle estabelecidos para ele,
permitindo, assim, fazer os ajustes necessários.
Roteiro para elaboração
Definir o processo a ser controlado (ex. controle
semanal de peças refugadas)
Estabelecer (por meio de cálculos estatísticos) o Limite
Superior de Controle (LSC), o Limite Inferior de Controle (LIC) e o o Ponto Intermediário Médio (PIM).
39
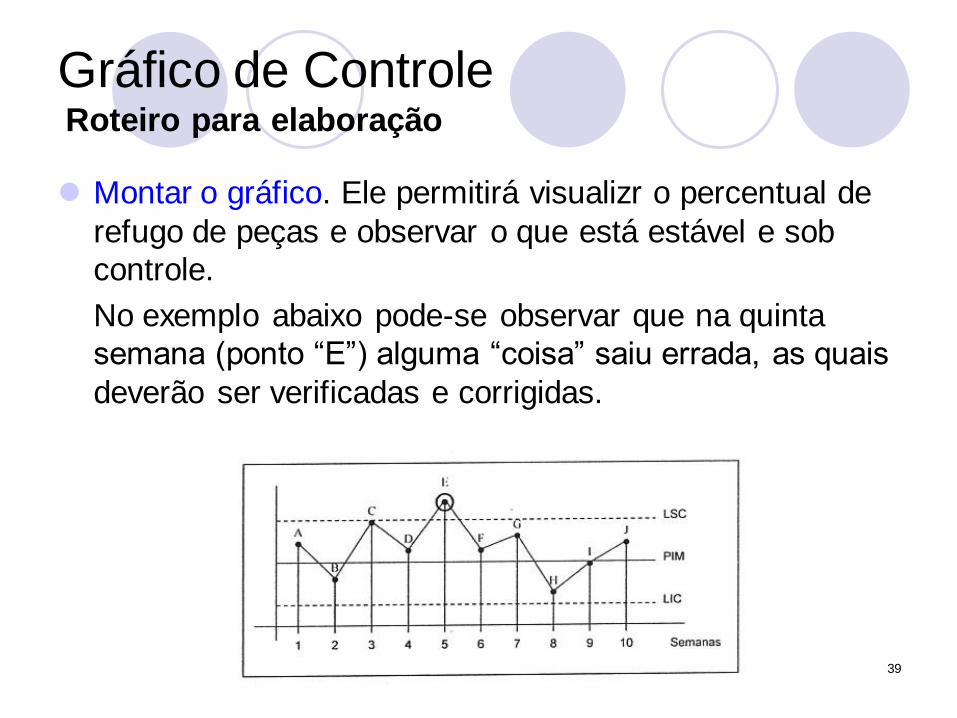
Gráfico de ControleRoteiro para elaboração
Montar o gráfico. Ele permitirá visualizr o percentual de
refugo de peças e observar o que está estável e sob
controle.
No exemplo abaixo pode-se observar que na quinta
semana (ponto “E”) alguma “coisa” saiu errada, as quais
deverão ser verificadas e corrigidas.
40
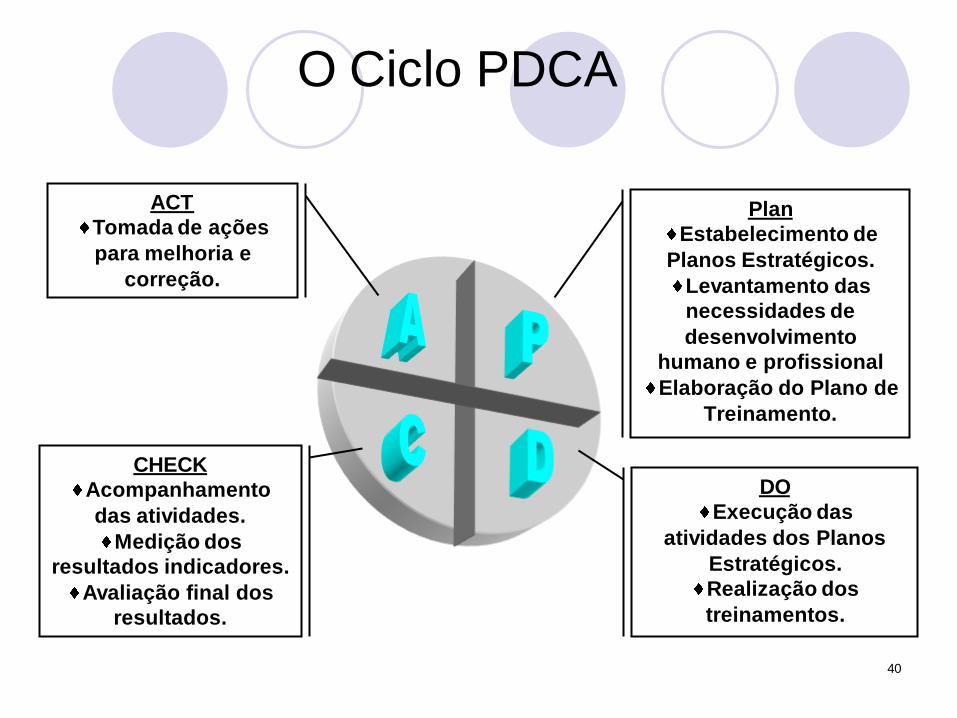
O Ciclo PDCA
Plan
Estabelecimento de
Planos Estratégicos.
Levantamento das
necessidades de
desenvolvimento
humano e profissional
Elaboração do Plano de
Treinamento.
DO
Execução das
atividades dos Planos
Estratégicos.
Realização dos
treinamentos.
ACT
Tomada de ações
para melhoria e
correção.
CHECK
Acompanhamento
das atividades.
Medição dos
resultados indicadores.
Avaliação final dos
resultados.
41
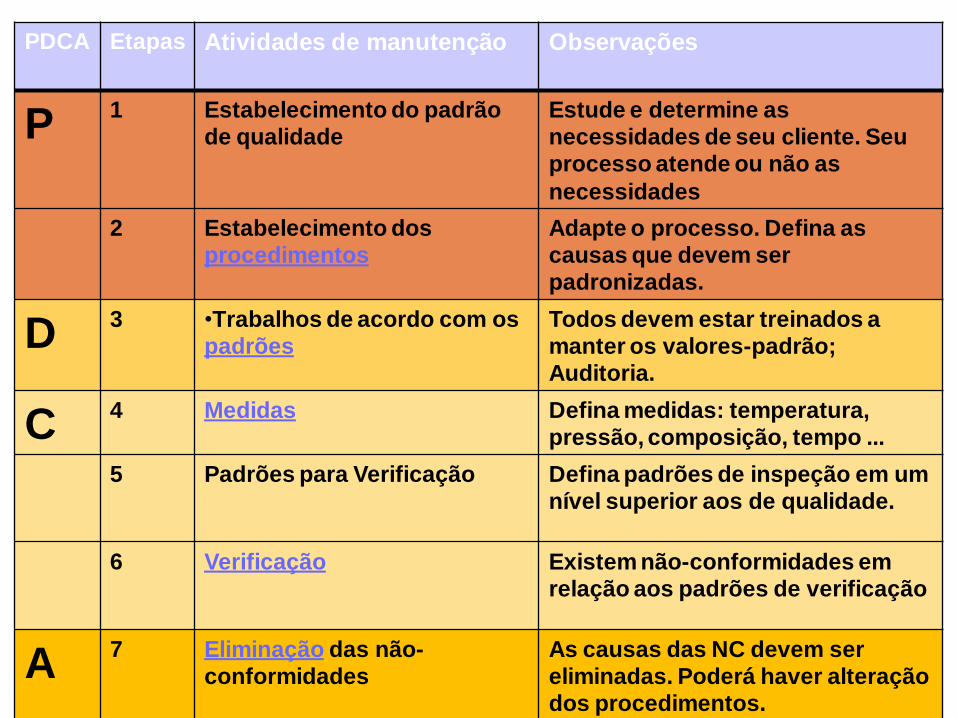
PDCA Etapas Atividades de manutenção Observações
P1 Estabelecimento do padrão
de qualidade
Estude e determine as
necessidades de seu cliente. Seu
processo atende ou não as
necessidades
2 Estabelecimento dos
procedimentos
Adapte o processo. Defina as
causas que devem ser
padronizadas.
D3 •Trabalhos de acordo com os
padrões
Todos devem estar treinados a
manter os valores-padrão;
Auditoria.
C4 Medidas Defina medidas: temperatura,
pressão, composição, tempo ...
5 Padrões para Verificação Defina padrões de inspeção em um
nível superior aos de qualidade.
6 Verificação Existem não-conformidades em
relação aos padrões de verificação
A7 Eliminação das não-
conformidades
As causas das NC devem ser
eliminadas. Poderá haver alteração
dos procedimentos.
42
5W2H.
WHAT: quais os itens de controle
WHEN: qual frequência será medidos
WHERE: onde conduzir ações de controle
WHY: quando o controle será exercido
WHO: quem participará das ações
HOW: como exercer o controle
HOW MUCH: Quanto

43
Tipos de Manutenção
Manutenção corretiva
Manutenção preventiva
Manutenção preditiva
Manutenção produtiva total:
Melhoria das pessoas
Melhoria dos equipamentos
Qualidade total
44
Manutenção Produtiva TotalManutenção de instalações
Manutenção de equipamentos críticos e
não críticos
Aumento de confiabilidade e qualidade
dos produtos
Princípio de zero quebra
Processo produtivo livre de interrupções

45
As seis grandes perdas
Perda 1 – quebras
Perda 2 – ajustes (set up)As perdas 1 e 2 definem a disponibilidade
ID = TO
TTD
- Onde:- TO = tempo de operação
- TTD = tempo total disponível
46
Perda 3 – pequenas paradas / tempo
ocioso
Perda 4 – baixa velocidade
As perdas 3 e 4 definem o índice de eficiência
do equipamento.
IE = TO – (perda 3 + perda 4)
TO
47
Perda 5 – qualidade insatisfatória
Perda 6 – perdas com start – up
As perdas 5 e 6 definem o índice de qualidade do
equipamento
IQ = quantidade de itens conformes – (perda 5 +
perda 6)
quantidade de itens conformes
48
Índice OEE
OEE = overall equipment effectiveness
EGE = eficiência global do equipamento
OEE = ID x IE x IQ