Embed Size (px)
Citation preview
APS – Advanced Plainning and Scheduling –
Sistema Avançado de Produção
O módulo APS é a mais nova ferramenta que irá auxiliar no gerenciamento da produção.
O principal objetivo do APS é a determinação exata do programa de produção, respeitando simultaneamente todas
as restrições modeladas. Esta programação é feita com base em um horizonte de curtíssimo prazo e bastante
detalhado em função dos objetivos declarados pelo Departamento de PCP.
Para o perfeito funcionamento deste módulo, existem alguns passos que devem ser seguidos.
1º Passo 2º Passo 3º Passo 4º Passo
Cadastrar
Operações
Cadastrar os
Recursos
Cadastrar o
Tipo de
Calendário
Atualizar o
Cadastro de
Fases
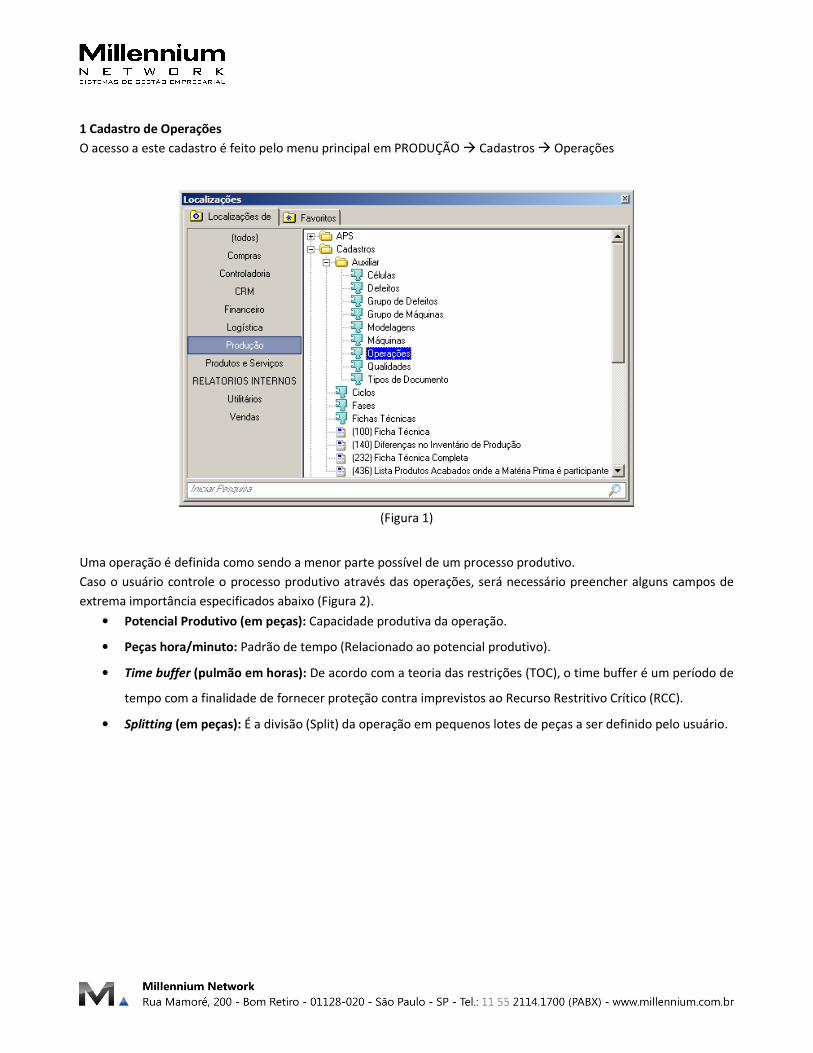
1 Cadastro de Operações
O acesso a este cadastro é feito pelo menu principal em PRODUÇÃO � Cadastros � Operações
(Figura 1)
Uma operação é definida como sendo a menor parte possível de um processo produtivo.
Caso o usuário controle o processo produtivo através das operações, será necessário preencher alguns campos de
extrema importância especificados abaixo (Figura 2).
• Potencial Produtivo (em peças): Capacidade produtiva da operação.
• Peças hora/minuto: Padrão de tempo (Relacionado ao potencial produtivo).
• Time buffer (pulmão em horas): De acordo com a teoria das restrições (TOC), o time buffer é um período de
tempo com a finalidade de fornecer proteção contra imprevistos ao Recurso Restritivo Crítico (RCC).
• Splitting (em peças): É a divisão (Split) da operação em pequenos lotes de peças a ser definido pelo usuário.
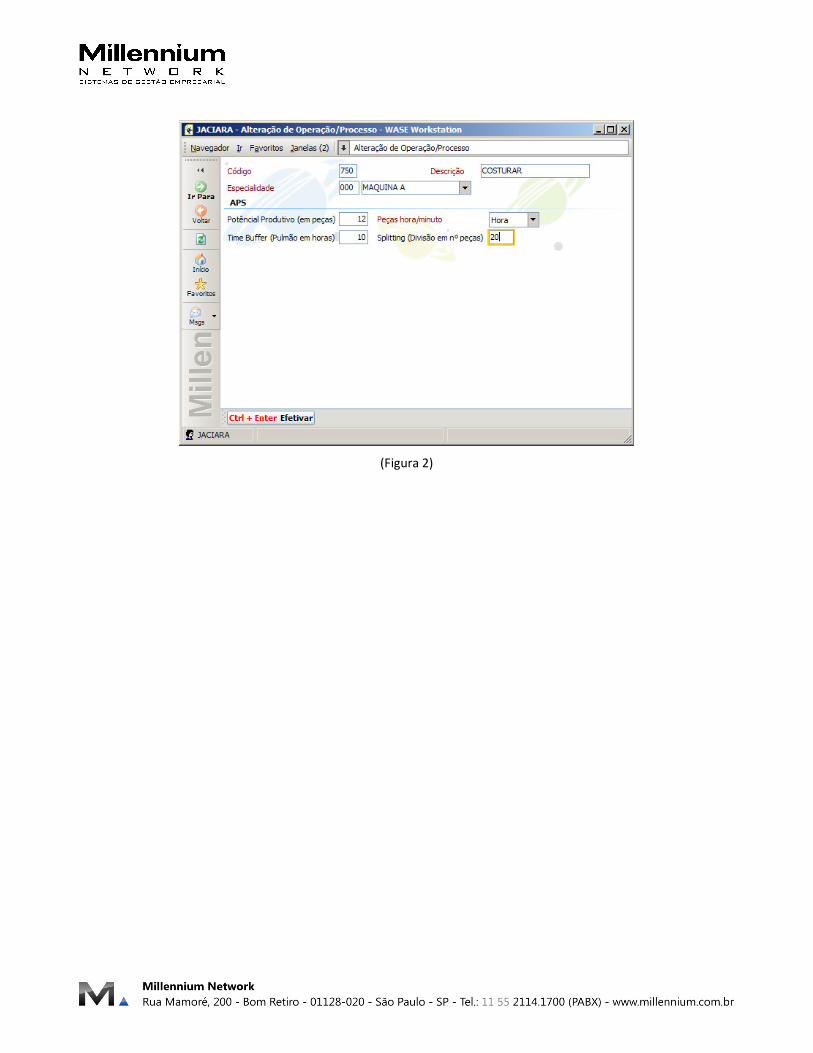
(Figura 2)
2 Cadastro de Tipo de Calendário
O acesso a este cadastro é feito pelo menu principal em PRODUÇÃO � APS � Cadastro � Tipo Calendário (Figura
3).
(Figura 3)
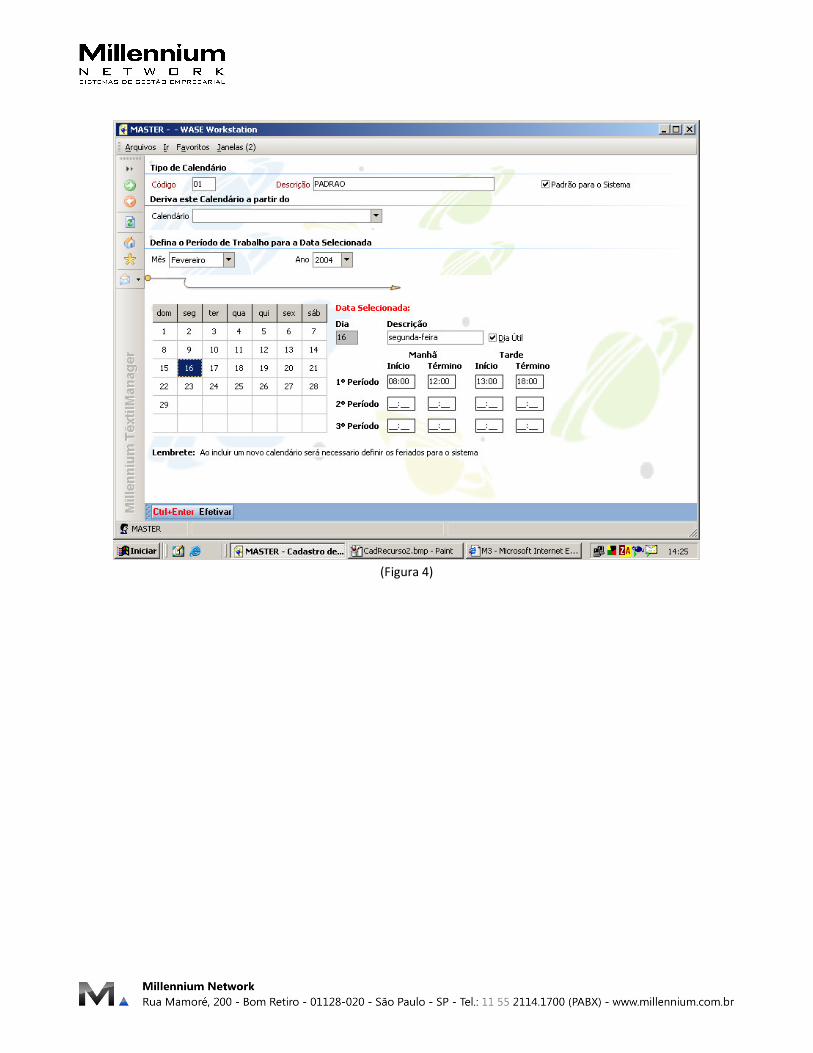
No cadastro de tipo de calendário (Figura 4), o usuário poderá definir o mês e o ano desejado e alterar uma data
específica.
(Figura 4)
3 Cadastro de Recursos
O acesso a este cadastro é feito pelo menu principal em PRODUÇÃO � APS � Cadastro � Recursos (Figura 5).
(Figura 5)
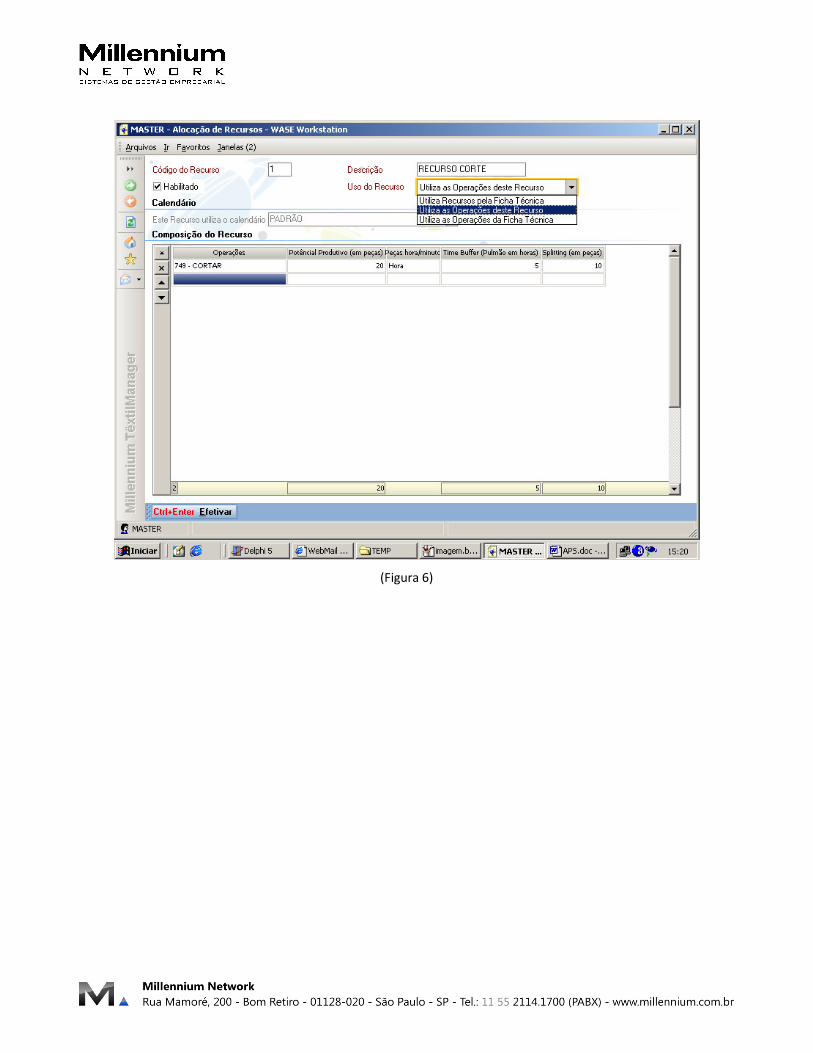
Neste cadastro, o usuário irá informar: todos os recursos (humanos ou máquina), habilitar ou desabilitar um recurso
(caso não esteja sendo utilizado) e definir o tipo de calendário a ser utilizado por este recurso (Figura 6). O usuário
poderá ainda arbitrar na utilização dos recursos:
• Utiliza Recursos da Ficha Técnica: Caso esta opção seja marcada o usuário deverá informar na própria ficha
técnica do produto, no grid Recursos, o conjunto de recursos utilizados e o respectivo potencial produtivo.
• Utiliza as Operações deste Recurso: Caso esta opção seja marcada o usuário deverá informar, no próprio
cadastro de recursos, o conjunto de operações que constituem a utilização deste recurso.
• Utiliza as Operações da Ficha Técnica: Significa que o usuário controla o processo produtivo por operação.
Nesse caso, o usuário deverá informar na ficha técnica do produto quais as fases, a seqüência e as
operações por ele usadas.
(Figura 6)
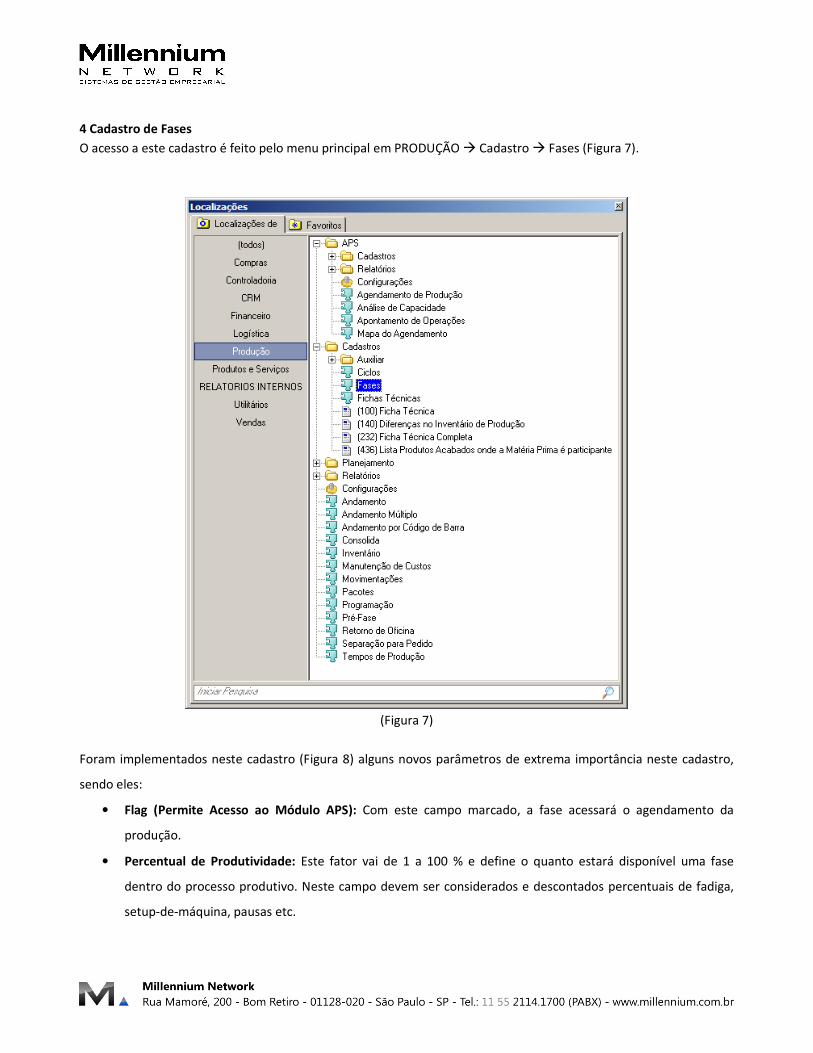
4 Cadastro de Fases
O acesso a este cadastro é feito pelo menu principal em PRODUÇÃO � Cadastro � Fases (Figura 7).
(Figura 7)
Foram implementados neste cadastro (Figura 8) alguns novos parâmetros de extrema importância neste cadastro,
sendo eles:
• Flag (Permite Acesso ao Módulo APS): Com este campo marcado, a fase acessará o agendamento da
produção.
• Percentual de Produtividade: Este fator vai de 1 a 100 % e define o quanto estará disponível uma fase
dentro do processo produtivo. Neste campo devem ser considerados e descontados percentuais de fadiga,
setup-de-máquina, pausas etc.
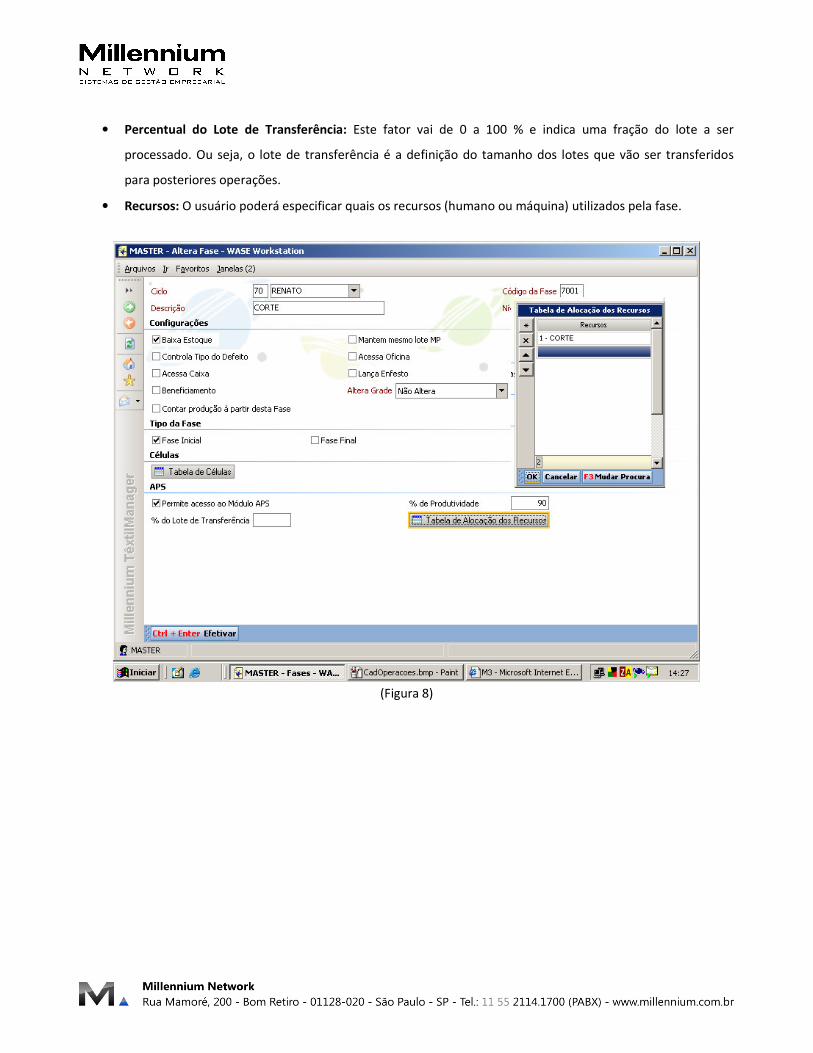
• Percentual do Lote de Transferência: Este fator vai de 0 a 100 % e indica uma fração do lote a ser
processado. Ou seja, o lote de transferência é a definição do tamanho dos lotes que vão ser transferidos
para posteriores operações.
• Recursos: O usuário poderá especificar quais os recursos (humano ou máquina) utilizados pela fase.
(Figura 8)
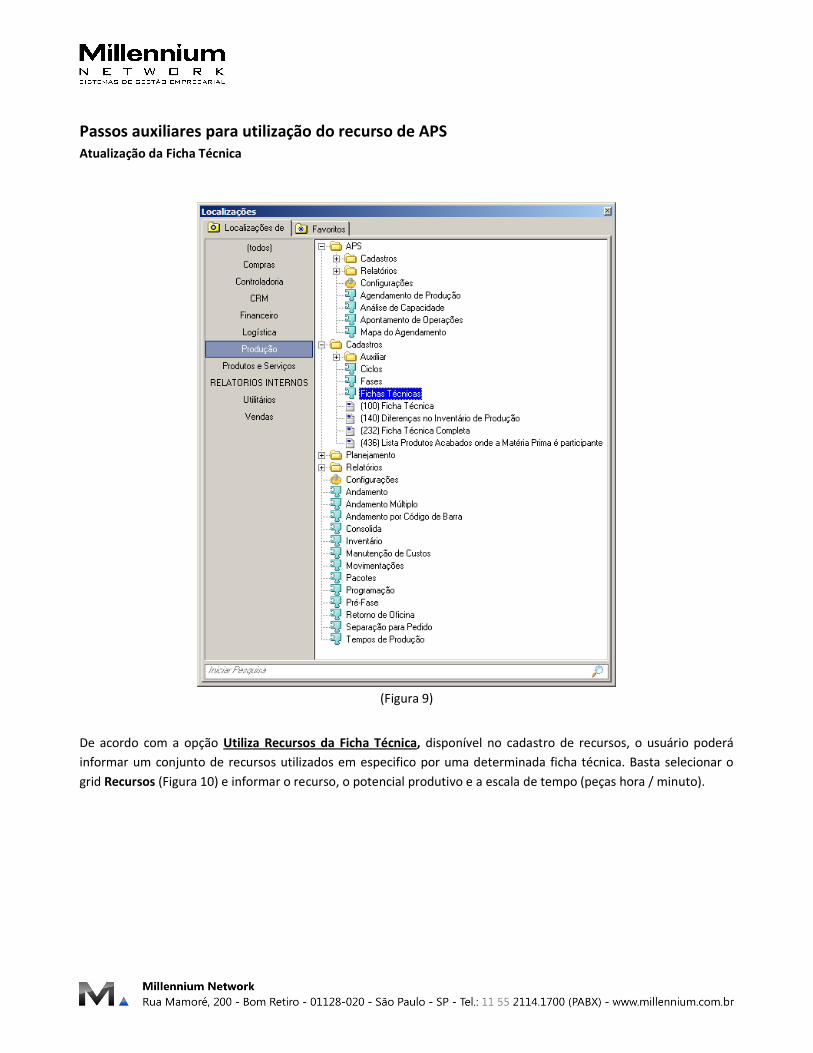
Passos auxiliares para utilização do recurso de APS
Atualização da Ficha Técnica
(Figura 9)
De acordo com a opção Utiliza Recursos da Ficha Técnica, disponível no cadastro de recursos, o usuário poderá
informar um conjunto de recursos utilizados em especifico por uma determinada ficha técnica. Basta selecionar o
grid Recursos (Figura 10) e informar o recurso, o potencial produtivo e a escala de tempo (peças hora / minuto).

(Figura 10)
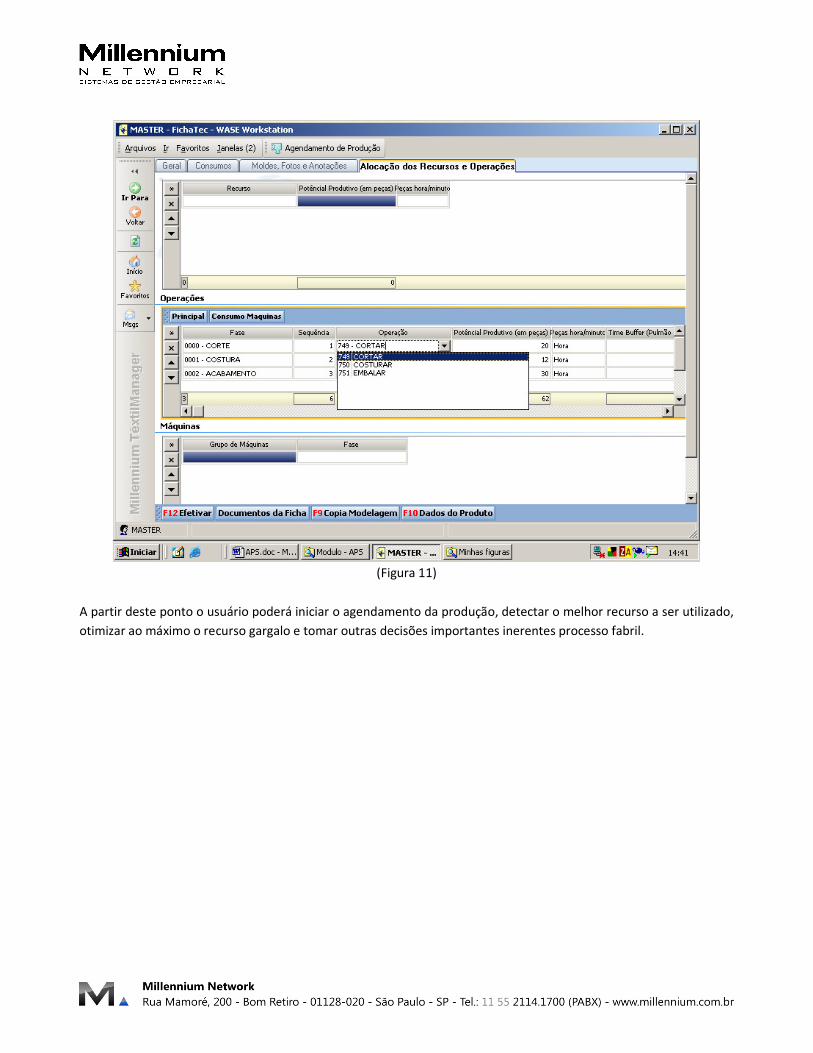
E, por último, poderá controlar o processo produtivo por Operação (Figura 11). Ao selecionar a opção Utiliza as
Operações da Ficha Técnica disponível no cadastro de recursos, poderá informar a fase, seqüência, operação e
potencial produtivo utilizado naquela ficha técnica especifica.
(Figura 11)
A partir deste ponto o usuário poderá iniciar o agendamento da produção, detectar o melhor recurso a ser utilizado,
otimizar ao máximo o recurso gargalo e tomar outras decisões importantes inerentes processo fabril.
Agendamento de Produção
O acesso a este cadastro é feito pelo menu principal em PRODUÇÃO � APS � Agendamento de Produção (Figura
12).
(Figura 12)
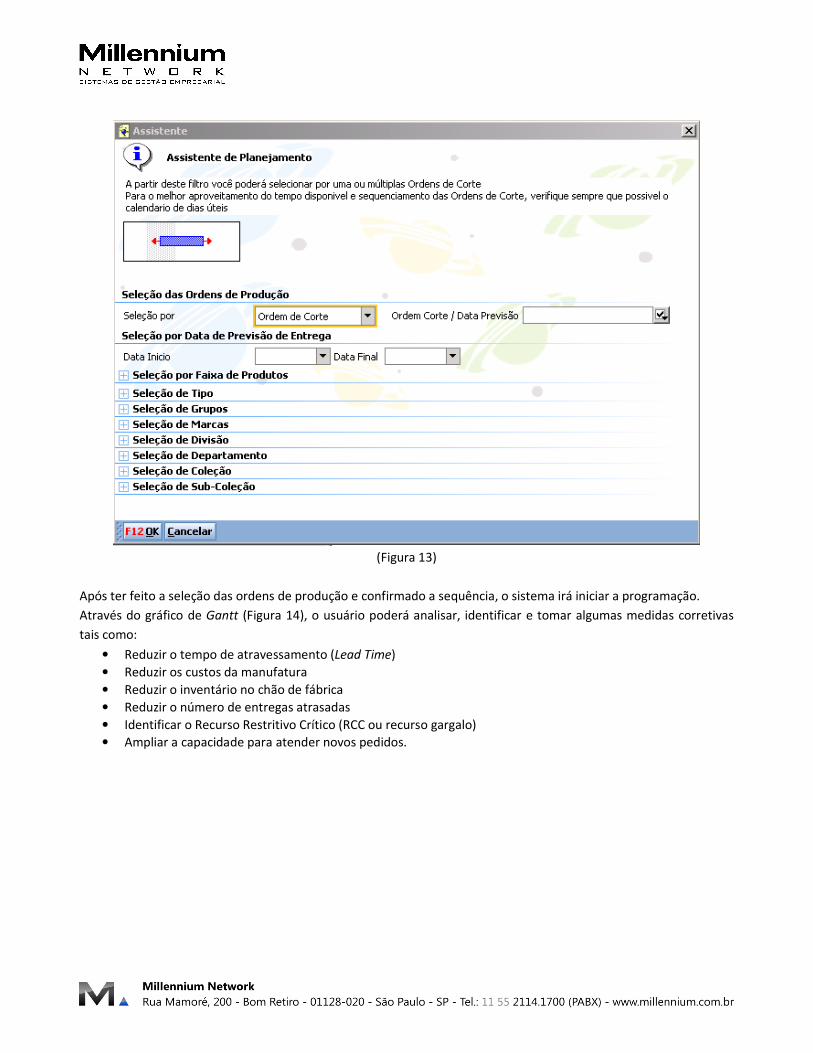
Nesta tela, o usuário poderá iniciar o Agendamento Avançado da Produção, acessando na barra de ferramentas o
botão “Assistente de Planejamento” (Figura 13).
(Figura 13)
Após ter feito a seleção das ordens de produção e confirmado a sequência, o sistema irá iniciar a programação.
Através do gráfico de Gantt (Figura 14), o usuário poderá analisar, identificar e tomar algumas medidas corretivas
tais como:
• Reduzir o tempo de atravessamento (Lead Time)
• Reduzir os custos da manufatura
• Reduzir o inventário no chão de fábrica
• Reduzir o número de entregas atrasadas
• Identificar o Recurso Restritivo Crítico (RCC ou recurso gargalo)
• Ampliar a capacidade para atender novos pedidos.
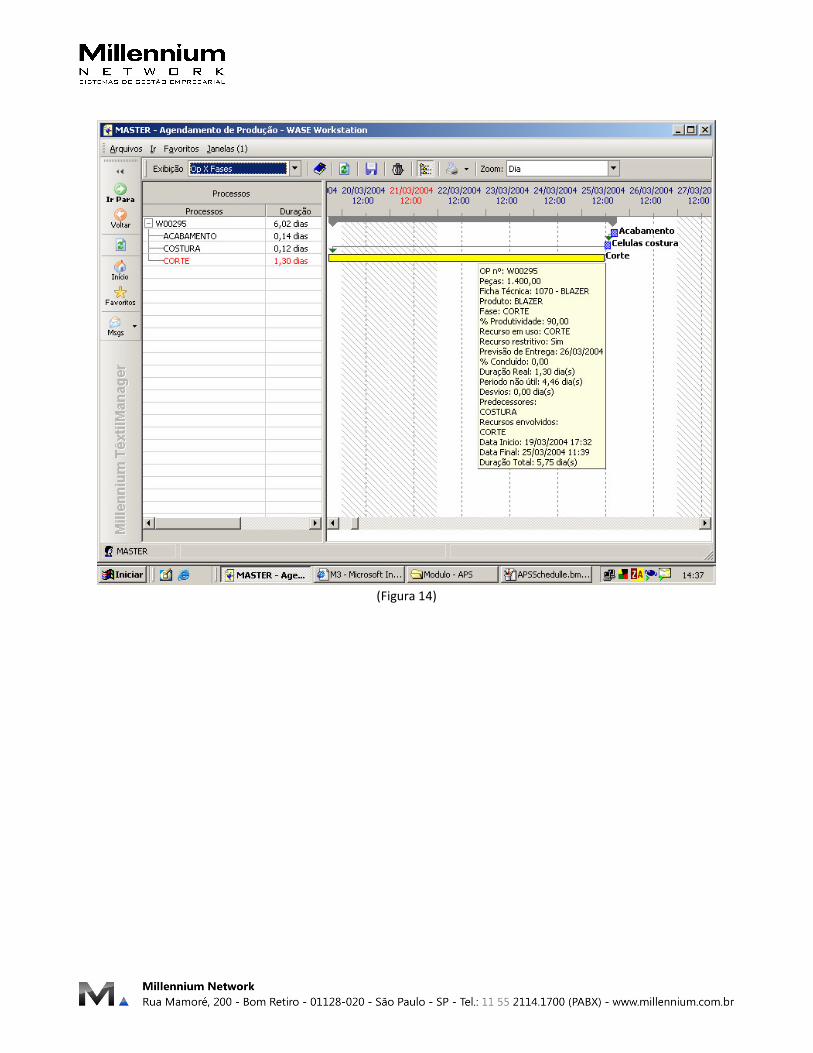
(Figura 14)
Mapa do Agendamento
O acesso a este recurso é feito pelo menu principal em PRODUÇÃO � APS � Mapa do Agendamento (Figura 15).
(Figura 16)
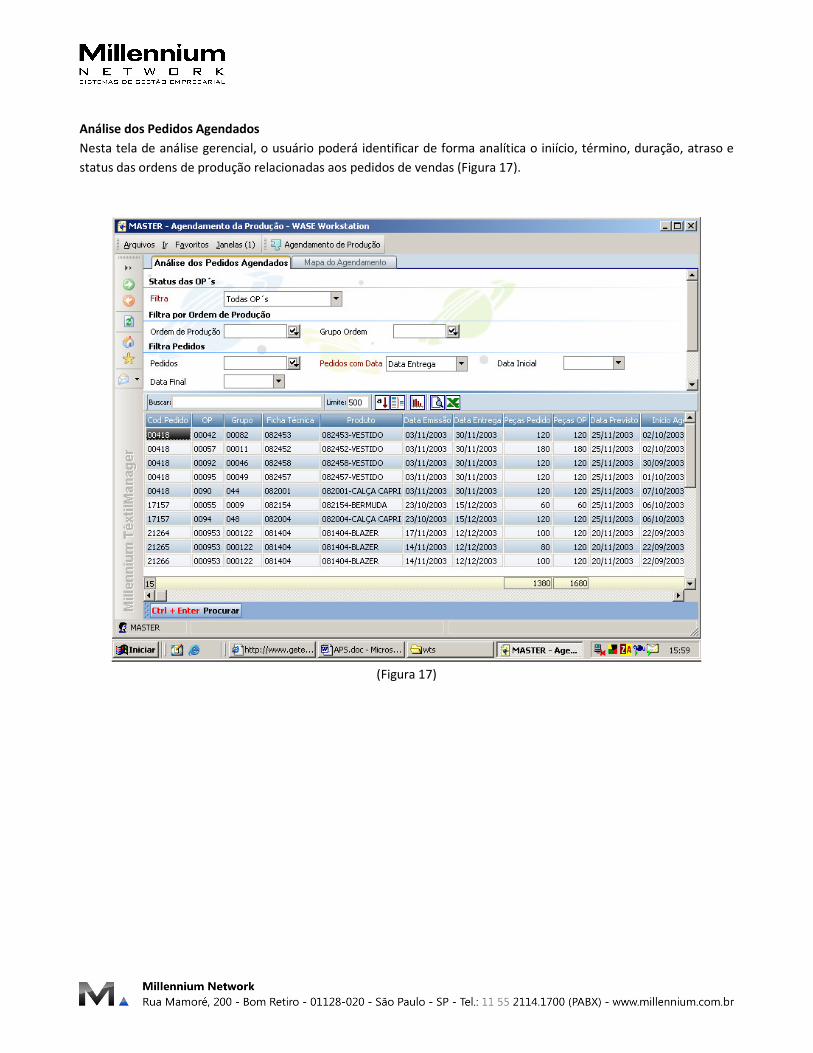
Análise dos Pedidos Agendados
Nesta tela de análise gerencial, o usuário poderá identificar de forma analítica o iniício, término, duração, atraso e
status das ordens de produção relacionadas aos pedidos de vendas (Figura 17).
(Figura 17)
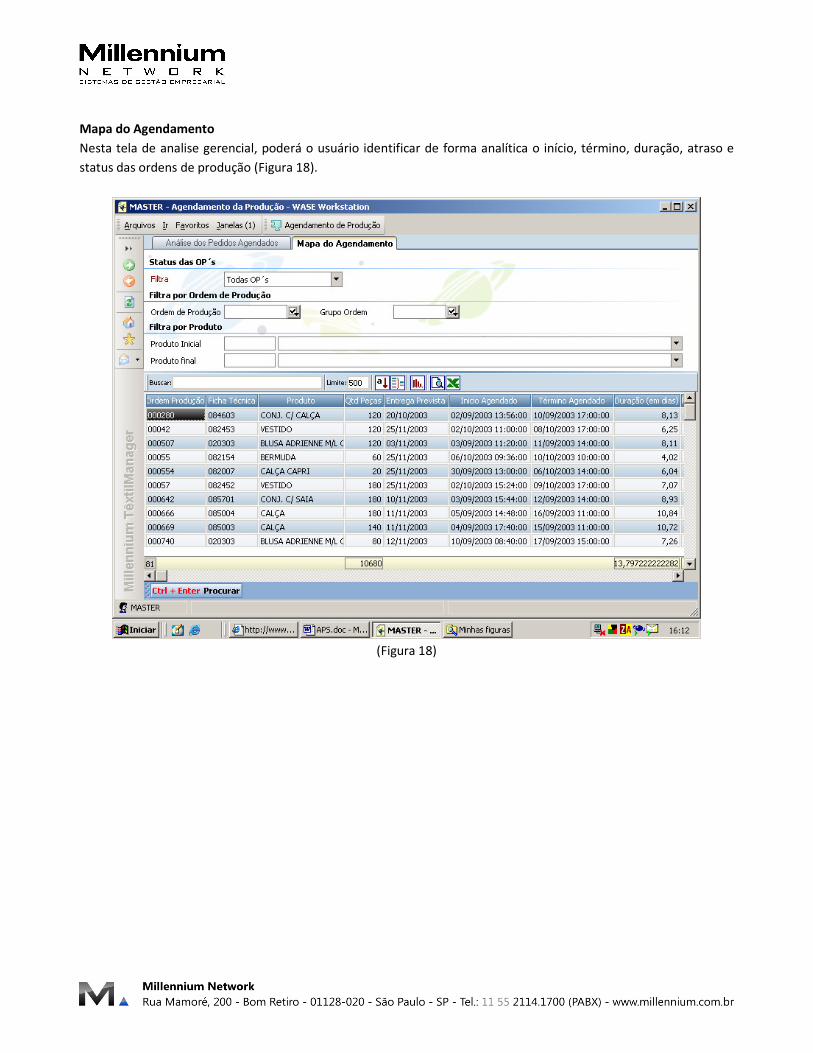
Mapa do Agendamento
Nesta tela de analise gerencial, poderá o usuário identificar de forma analítica o início, término, duração, atraso e
status das ordens de produção (Figura 18).
(Figura 18)
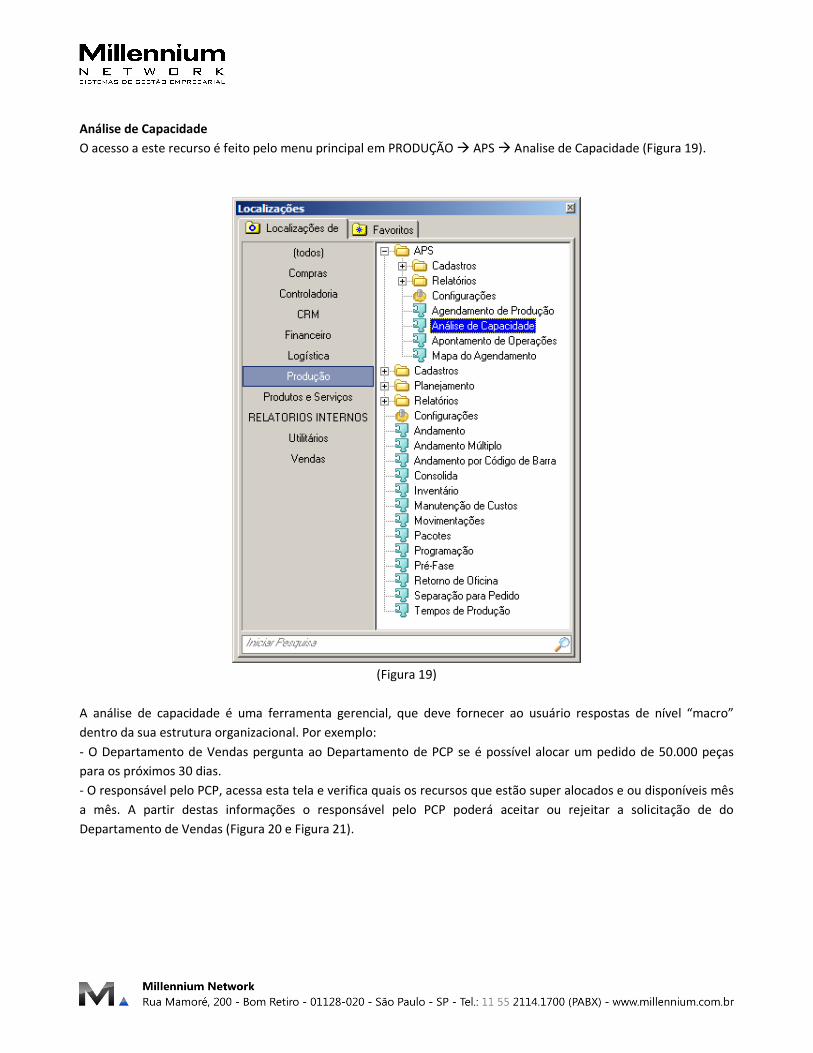
Análise de Capacidade
O acesso a este recurso é feito pelo menu principal em PRODUÇÃO � APS � Analise de Capacidade (Figura 19).
(Figura 19)
A análise de capacidade é uma ferramenta gerencial, que deve fornecer ao usuário respostas de nível “macro”
dentro da sua estrutura organizacional. Por exemplo:
- O Departamento de Vendas pergunta ao Departamento de PCP se é possível alocar um pedido de 50.000 peças
para os próximos 30 dias.
- O responsável pelo PCP, acessa esta tela e verifica quais os recursos que estão super alocados e ou disponíveis mês
a mês. A partir destas informações o responsável pelo PCP poderá aceitar ou rejeitar a solicitação de do
Departamento de Vendas (Figura 20 e Figura 21).
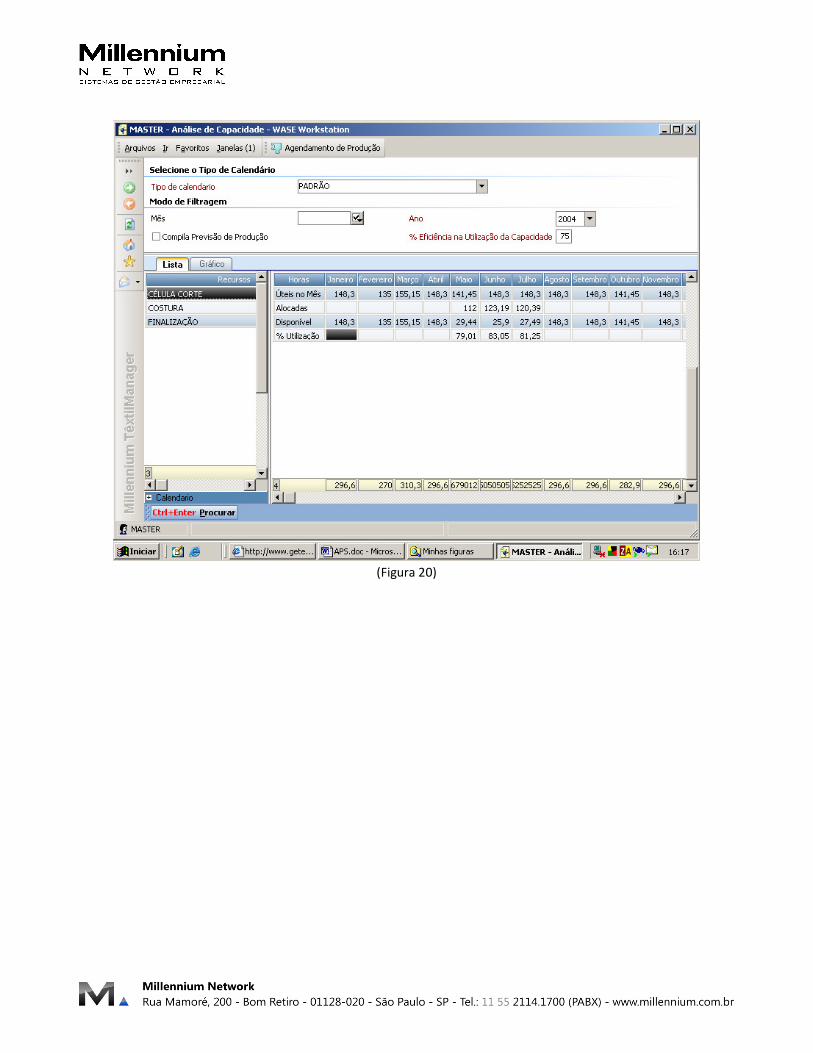
(Figura 20)
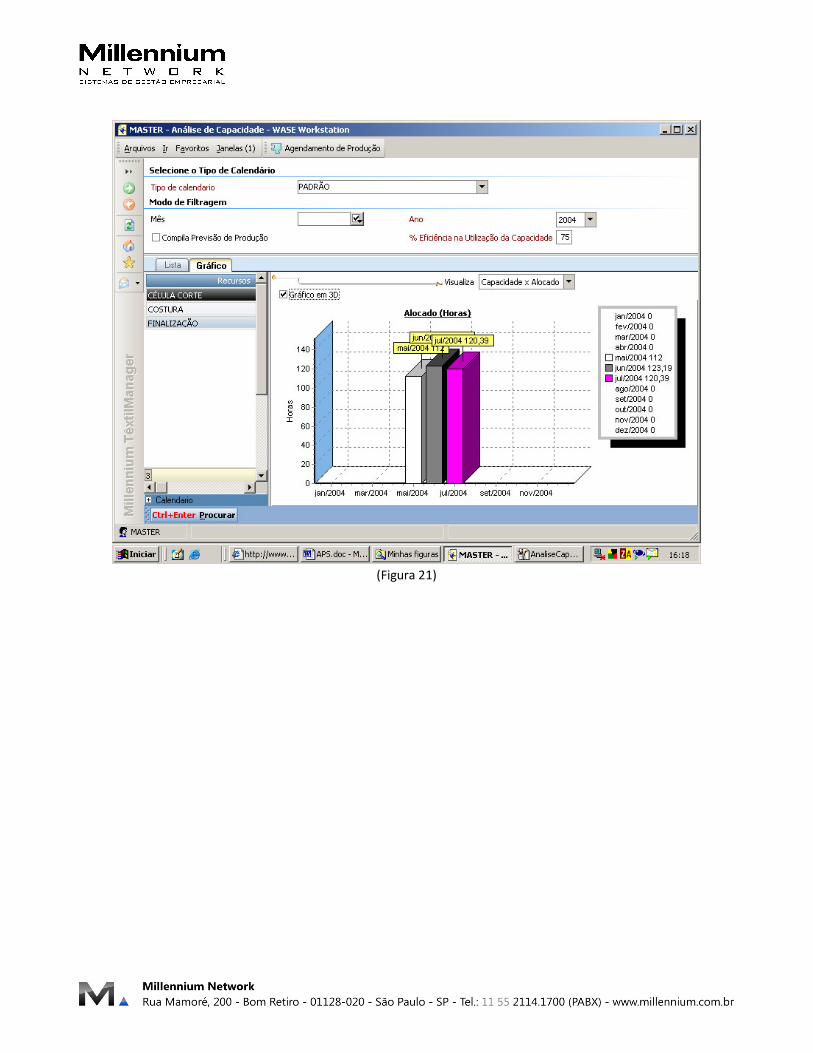
(Figura 21)
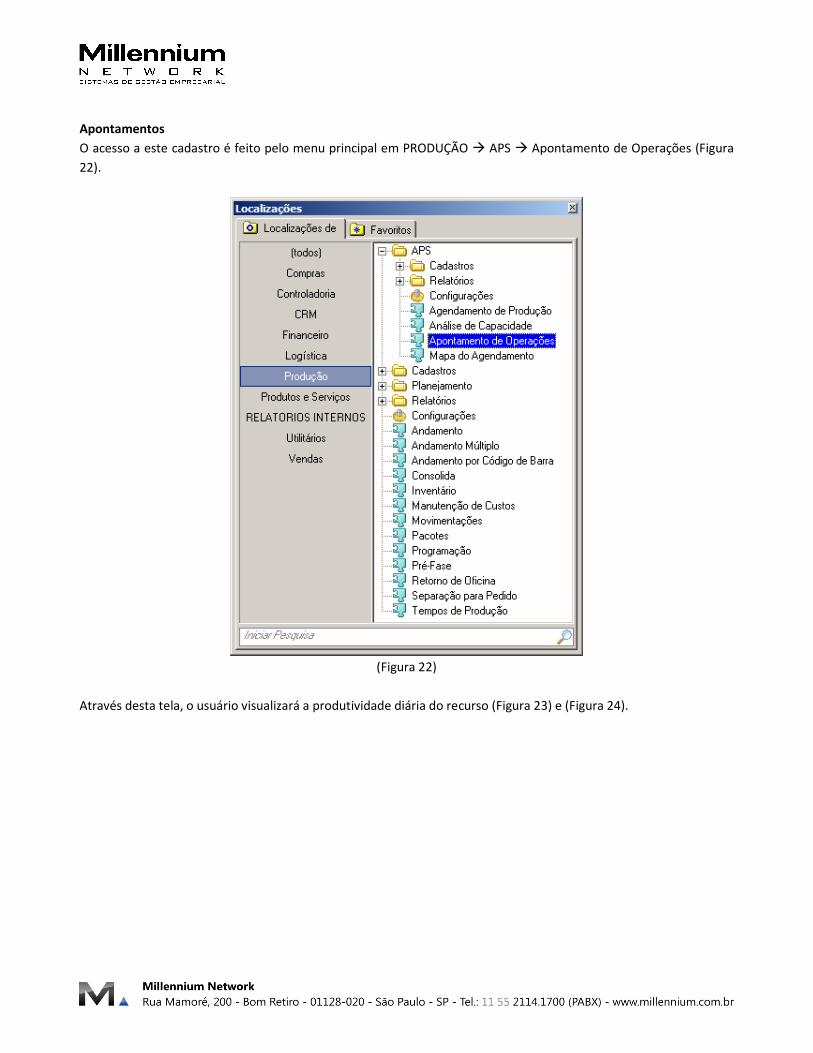
Apontamentos
O acesso a este cadastro é feito pelo menu principal em PRODUÇÃO � APS � Apontamento de Operações (Figura
22).
(Figura 22)
Através desta tela, o usuário visualizará a produtividade diária do recurso (Figura 23) e (Figura 24).
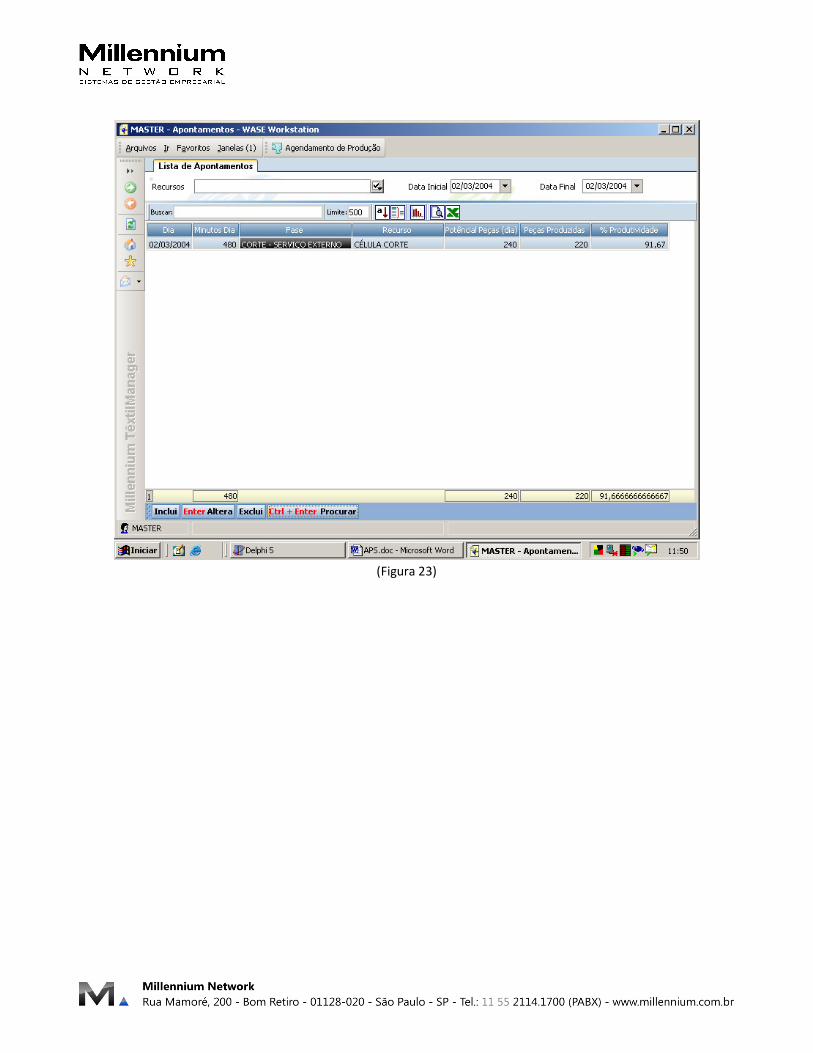
(Figura 23)
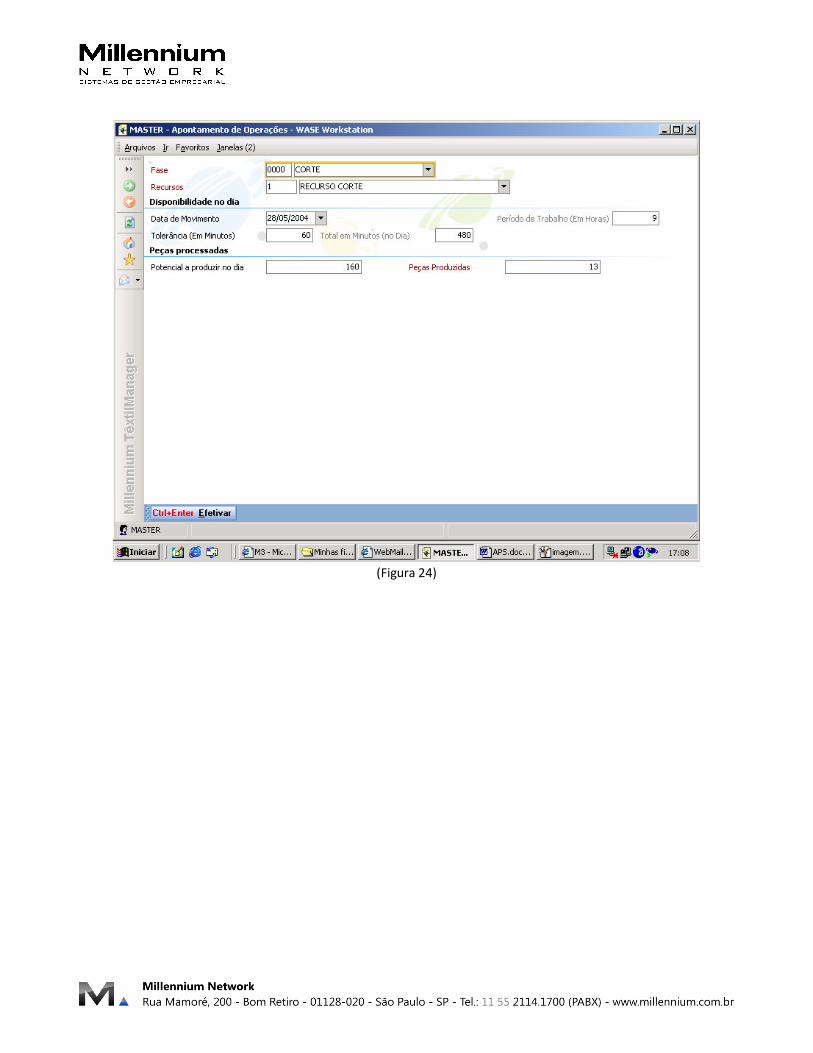
(Figura 24)
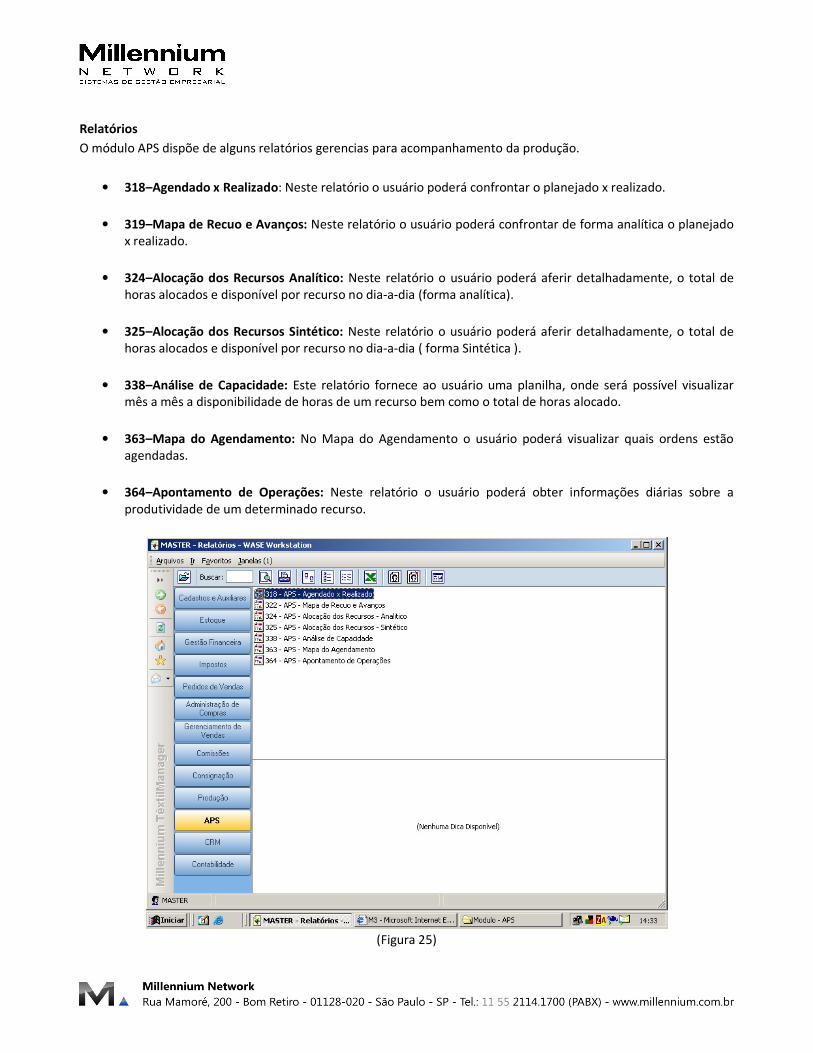
Relatórios
O módulo APS dispõe de alguns relatórios gerencias para acompanhamento da produção.
• 318–Agendado x Realizado: Neste relatório o usuário poderá confrontar o planejado x realizado.
• 319–Mapa de Recuo e Avanços: Neste relatório o usuário poderá confrontar de forma analítica o planejado x realizado.
• 324–Alocação dos Recursos Analítico: Neste relatório o usuário poderá aferir detalhadamente, o total de horas alocados e disponível por recurso no dia-a-dia (forma analítica).
• 325–Alocação dos Recursos Sintético: Neste relatório o usuário poderá aferir detalhadamente, o total de horas alocados e disponível por recurso no dia-a-dia ( forma Sintética ).
• 338–Análise de Capacidade: Este relatório fornece ao usuário uma planilha, onde será possível visualizar mês a mês a disponibilidade de horas de um recurso bem como o total de horas alocado.
• 363–Mapa do Agendamento: No Mapa do Agendamento o usuário poderá visualizar quais ordens estão agendadas.
• 364–Apontamento de Operações: Neste relatório o usuário poderá obter informações diárias sobre a produtividade de um determinado recurso.
(Figura 25)
MRP - MRP II
O antecessor do MRP foi uma técnica chamada de sistema de solicitação trimestral, que foi detalhada por George
Plossl e Oliver Wight em 1967. Durante o período final da segunda guerra mundial e meados de 1950, muitas
indústrias manufatureiras estavam capacitadas de desenvolver planos de produção baseados somente na carteira de
pedidos firmes de clientes. Nesta época a economia americana explodia devido à escassez deixada pela guerra. O
estouro da demanda produzia uma grande quantidade de pedidos pendentes, e às vezes era comum 12 a 18 meses
de pedidos colocados. Esta situação cômoda fez com que as indústrias trabalhassem baseadas em trimestres, por
isto o sistema foi assim denominado.
Os pedidos pendentes serviam como previsão da demanda uma vez que, por serem muitos, não precisavam ser
previstos, apenas estudados trimestralmente e colocados na produção. No final da década de 1950 e início de 1960,
esta situação cômoda chega ao seu fim e a previsão da demanda se torna cada vez mais importante, já que os
pedidos começavam a escassear e as empresas precisavam antecipar a demanda futura, ou seja, a empresas iniciam
a produção para estoques. Em 1958 Magee lista três elementos básicos necessários para um sistema efetivo de
controle da produção:
1. A previsão da demanda, expressa em unidades de capacidade de produção;
2. Um plano de produção ou orçamento preliminar;
3. Procedimentos de controle para decidir com que velocidade repor os estoques nos níveis orçados, quando
erros de demanda ocorrerem, ocasionando excessos ou falta dos mesmos.
A partir desta data, apareceram muitas técnicas entre estas as mais conhecidas por nós: CPM, PERT etc.
No início de 1960, o campo do planejamento da produção e controle dos estoques está pronto para o MRP. As
técnicas e a documentação eram conhecidas e os computadores avançavam permitindo o acesso randômico aos
discos. A primeira empresa que desenvolveu um sistema de MRP em lotes (batch) foi a American Bosch Company
em 1959.
Em 1961 – 1962, o primeiro sistema de replanejamento seletivo foi desenhado na empresa J. I. Case sob a comando
do então diretor de produção, Dr. Joseph A. Orlicky.
Em 1965 G. R. Gedye declarou que os objetivos da empresa na procura do lucro deveriam ser:
1. Usar da melhor forma possível para minimizar o tempo perdido;
2. Obter uma ótima liberação de pedidos aos clientes e honrar as promessas;
3. Manter o trabalho em processo e os estoques acabados no mínimo consistentes com os objetivos dos dois
itens anteriores.
Nas décadas posteriores, surgem evoluções até a chamada Cruzada do MRP. O sistema foi discutido em reuniões
locais, regionais e até nacionais nos Estados Unidos, e os artigos se tornam freqüentes a partir de 1970. Até que
surge o MRP II e atualmente o ERP.

Resumo
O MRP I ou simplesmente MPR é a sigla de Material Requirement Planning que pode ser traduzido por
Planejamento das Necessidades ou ainda Planejamento do Requisito de Materiais.
O conceito do MRP é simples: Baseia-se na idéia de que se são conhecidos todos os componentes de determinado
produto e os tempos de obtenção de cada um deles, podemos calcular os momentos e as quantidades a serem
obtidas, de cada um dos componentes (para que não haja sobra ou falta de materiais) durante o processo produtivo.
Além dos materiais que já eram tratados, passou-se a considerar também outras variáveis como: mão-de-obra,
equipamentos, espaços disponíveis para estocagem, instalações, capacidade para realizar o plano de produção etc.
Surgindo então o conceito de Manufacturing Resources Planning, que pode ser traduzido por Planejamento dos
Recursos de Manufatura.