Embed Size (px)
Citation preview
Soldagem de componentes em aço inoxidável duplex e superduplex, aplicados nos módulos de plataforma de petróleo.
(Departamento de Engenharia de Aplicação) email: [email protected]
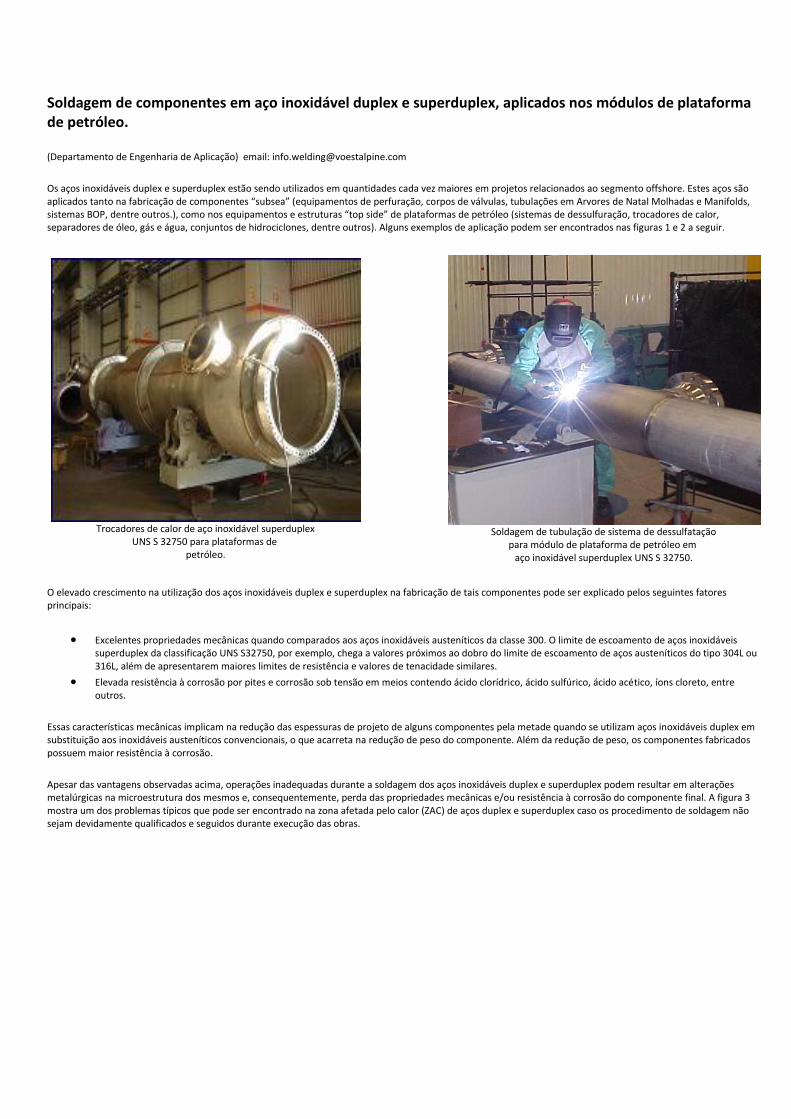
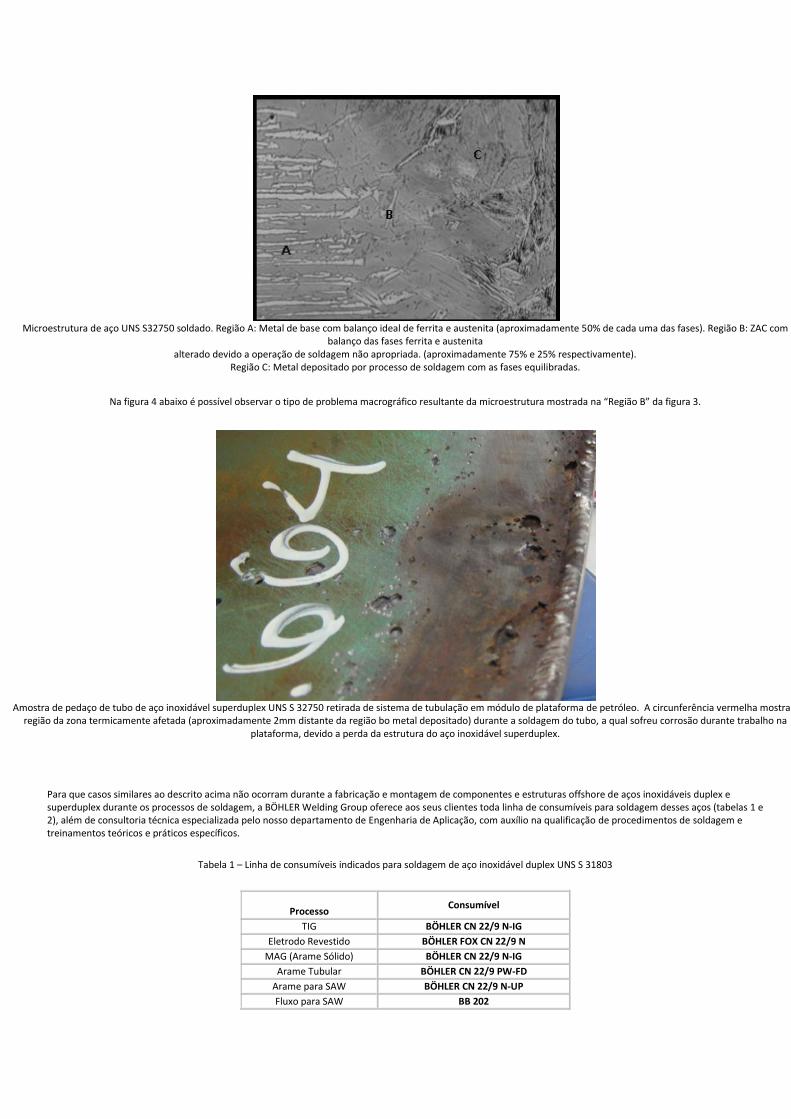
Os aços inoxidáveis duplex e superduplex estão sendo utilizados em quantidades cada vez maiores em projetos relacionados ao segmento offshore. Estes aços são aplicados tanto na fabricação de componentes “subsea” (equipamentos de perfuração, corpos de válvulas, tubulações em Arvores de Natal Molhadas e Manifolds, sistemas BOP, dentre outros.), como nos equipamentos e estruturas “top side” de plataformas de petróleo (sistemas de dessulfuração, trocadores de calor, separadores de óleo, gás e água, conjuntos de hidrociclones, dentre outros). Alguns exemplos de aplicação podem ser encontrados nas figuras 1 e 2 a seguir.
Trocadores de calor de aço inoxidável superduplex
UNS S 32750 para plataformas de petróleo.
Soldagem de tubulação de sistema de dessulfatação
para módulo de plataforma de petróleo em aço inoxidável superduplex UNS S 32750.
O elevado crescimento na utilização dos aços inoxidáveis duplex e superduplex na fabricação de tais componentes pode ser explicado pelos seguintes fatores principais:
Excelentes propriedades mecânicas quando comparados aos aços inoxidáveis austeníticos da classe 300. O limite de escoamento de aços inoxidáveis superduplex da classificação UNS S32750, por exemplo, chega a valores próximos ao dobro do limite de escoamento de aços austeníticos do tipo 304L ou 316L, além de apresentarem maiores limites de resistência e valores de tenacidade similares.
Elevada resistência à corrosão por pites e corrosão sob tensão em meios contendo ácido clorídrico, ácido sulfúrico, ácido acético, íons cloreto, entre outros.
Essas características mecânicas implicam na redução das espessuras de projeto de alguns componentes pela metade quando se utilizam aços inoxidáveis duplex em substituição aos inoxidáveis austeníticos convencionais, o que acarreta na redução de peso do componente. Além da redução de peso, os componentes fabricados possuem maior resistência à corrosão.
Apesar das vantagens observadas acima, operações inadequadas durante a soldagem dos aços inoxidáveis duplex e superduplex podem resultar em alterações metalúrgicas na microestrutura dos mesmos e, consequentemente, perda das propriedades mecânicas e/ou resistência à corrosão do componente final. A figura 3 mostra um dos problemas típicos que pode ser encontrado na zona afetada pelo calor (ZAC) de aços duplex e superduplex caso os procedimento de soldagem não sejam devidamente qualificados e seguidos durante execução das obras.
Microestrutura de aço UNS S32750 soldado. Região A: Metal de base com balanço ideal de ferrita e austenita (aproximadamente 50% de cada uma das fases). Região B: ZAC com
balanço das fases ferrita e austenita alterado devido a operação de soldagem não apropriada. (aproximadamente 75% e 25% respectivamente).
Região C: Metal depositado por processo de soldagem com as fases equilibradas.
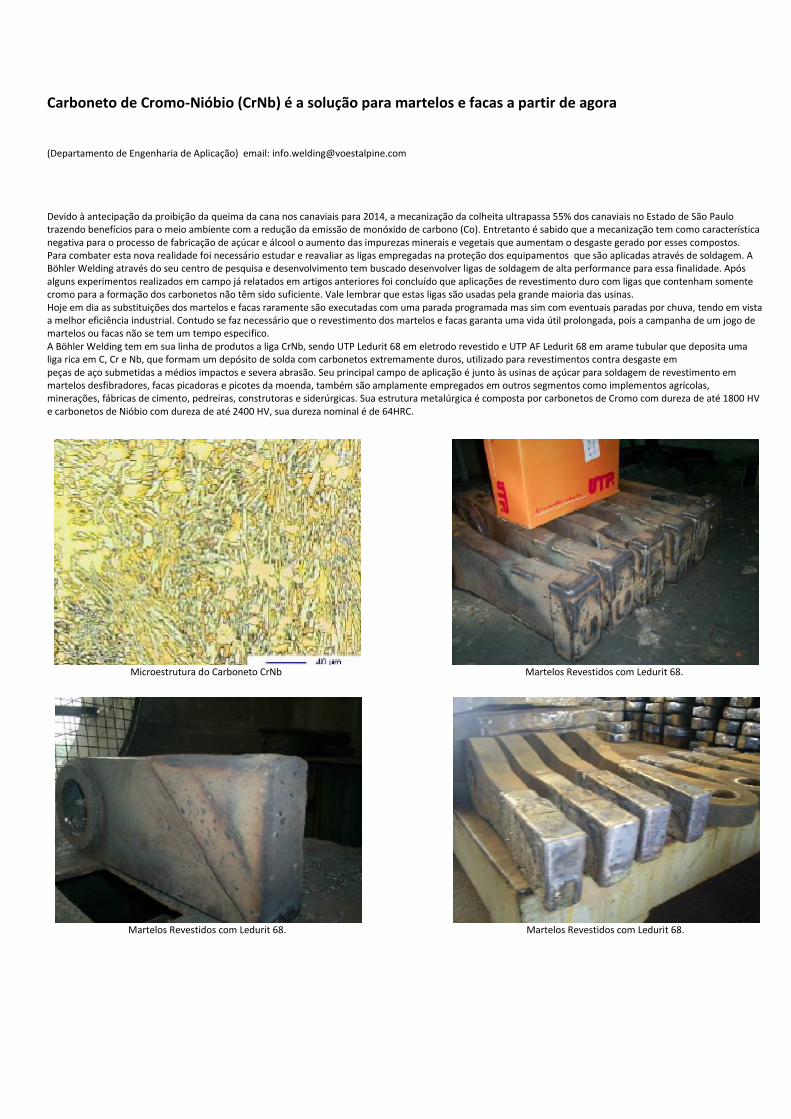
Na figura 4 abaixo é possível observar o tipo de problema macrográfico resultante da microestrutura mostrada na “Região B” da figura 3.
Amostra de pedaço de tubo de aço inoxidável superduplex UNS S 32750 retirada de sistema de tubulação em módulo de plataforma de petróleo. A circunferência vermelha mostra a
região da zona termicamente afetada (aproximadamente 2mm distante da região bo metal depositado) durante a soldagem do tubo, a qual sofreu corrosão durante trabalho na plataforma, devido a perda da estrutura do aço inoxidável superduplex.
Para que casos similares ao descrito acima não ocorram durante a fabricação e montagem de componentes e estruturas offshore de aços inoxidáveis duplex e superduplex durante os processos de soldagem, a BÖHLER Welding Group oferece aos seus clientes toda linha de consumíveis para soldagem desses aços (tabelas 1 e 2), além de consultoria técnica especializada pelo nosso departamento de Engenharia de Aplicação, com auxílio na qualificação de procedimentos de soldagem e treinamentos teóricos e práticos específicos.
Tabela 1 – Linha de consumíveis indicados para soldagem de aço inoxidável duplex UNS S 31803
Processo
Consumível
TIG BÖHLER CN 22/9 N-IG
Eletrodo Revestido BÖHLER FOX CN 22/9 N
MAG (Arame Sólido) BÖHLER CN 22/9 N-IG
Arame Tubular BÖHLER CN 22/9 PW-FD
Arame para SAW BÖHLER CN 22/9 N-UP
Fluxo para SAW BB 202
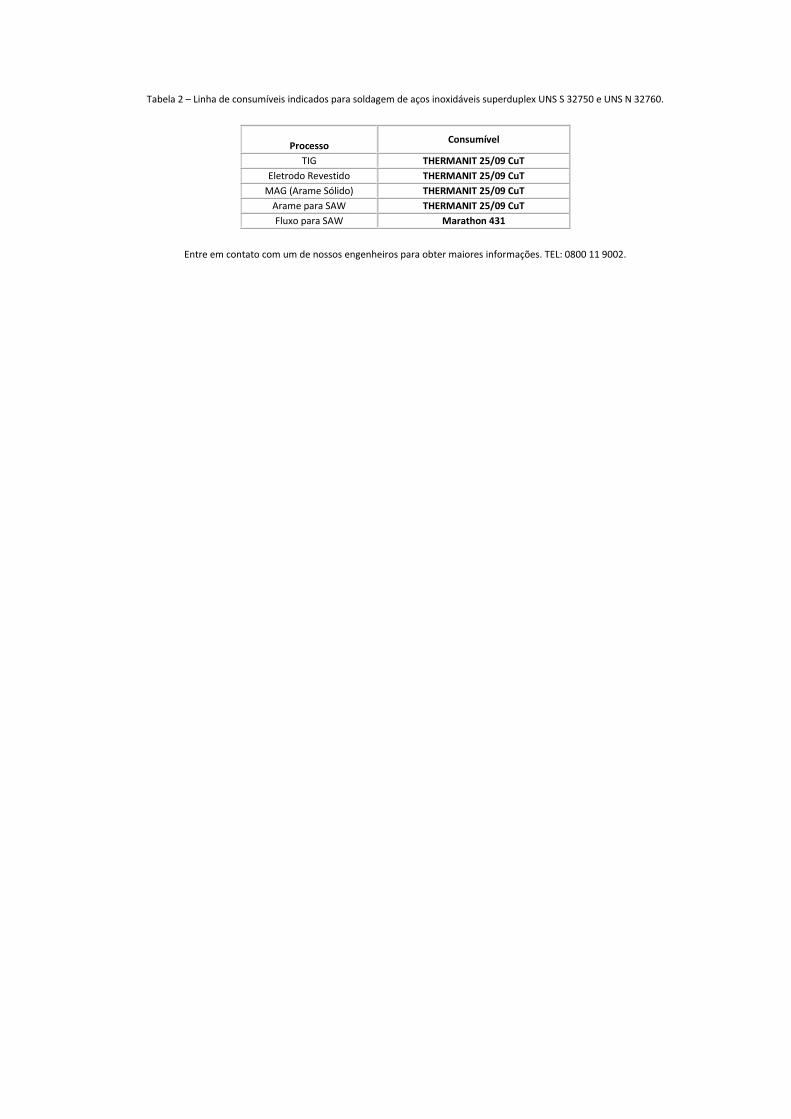
Tabela 2 – Linha de consumíveis indicados para soldagem de aços inoxidáveis superduplex UNS S 32750 e UNS N 32760.
Processo
Consumível
TIG THERMANIT 25/09 CuT
Eletrodo Revestido THERMANIT 25/09 CuT
MAG (Arame Sólido) THERMANIT 25/09 CuT
Arame para SAW THERMANIT 25/09 CuT
Fluxo para SAW Marathon 431
Entre em contato com um de nossos engenheiros para obter maiores informações. TEL: 0800 11 9002.
Carboneto de Cromo-Nióbio (CrNb) é a solução para martelos e facas a partir de agora
(Departamento de Engenharia de Aplicação) email: [email protected]
Devido à antecipação da proibição da queima da cana nos canaviais para 2014, a mecanização da colheita ultrapassa 55% dos canaviais no Estado de São Paulo trazendo benefícios para o meio ambiente com a redução da emissão de monóxido de carbono (Co). Entretanto é sabido que a mecanização tem como característica negativa para o processo de fabricação de açúcar e álcool o aumento das impurezas minerais e vegetais que aumentam o desgaste gerado por esses compostos. Para combater esta nova realidade foi necessário estudar e reavaliar as ligas empregadas na proteção dos equipamentos que são aplicadas através de soldagem. A Böhler Welding através do seu centro de pesquisa e desenvolvimento tem buscado desenvolver ligas de soldagem de alta performance para essa finalidade. Após alguns experimentos realizados em campo já relatados em artigos anteriores foi concluído que aplicações de revestimento duro com ligas que contenham somente cromo para a formação dos carbonetos não têm sido suficiente. Vale lembrar que estas ligas são usadas pela grande maioria das usinas. Hoje em dia as substituições dos martelos e facas raramente são executadas com uma parada programada mas sim com eventuais paradas por chuva, tendo em vista a melhor eficiência industrial. Contudo se faz necessário que o revestimento dos martelos e facas garanta uma vida útil prolongada, pois a campanha de um jogo de martelos ou facas não se tem um tempo especifico. A Böhler Welding tem em sua linha de produtos a liga CrNb, sendo UTP Ledurit 68 em eletrodo revestido e UTP AF Ledurit 68 em arame tubular que deposita uma liga rica em C, Cr e Nb, que formam um depósito de solda com carbonetos extremamente duros, utilizado para revestimentos contra desgaste em peças de aço submetidas a médios impactos e severa abrasão. Seu principal campo de aplicação é junto às usinas de açúcar para soldagem de revestimento em martelos desfibradores, facas picadoras e picotes da moenda, também são amplamente empregados em outros segmentos como implementos agrícolas, minerações, fábricas de cimento, pedreiras, construtoras e siderúrgicas. Sua estrutura metalúrgica é composta por carbonetos de Cromo com dureza de até 1800 HV e carbonetos de Nióbio com dureza de até 2400 HV, sua dureza nominal é de 64HRC.
Microestrutura do Carboneto CrNb
Martelos Revestidos com Ledurit 68.
Martelos Revestidos com Ledurit 68.
Martelos Revestidos com Ledurit 68.

Soldagem em construção de tanques de armazenamento de gás GLP liquefeito no processo arame tubular
(Departamento de Engenharia de Aplicação) email: [email protected]
Aços que obedecem à norma ASTM A 537 são chapas soldáveis de aço Carbono-Manganês-Silício, e aplicáveis na construção de vasos de pressão. São fornecidos em três classes: Cl1, Cl2 e Cl3. Nenhumas das classes deste material possuem requisito de impacto mínimo por norma. Porém, a classe de requisito suplementar S5, requer realização de teste de impacto, para verificação conforme o requisito de projeto. Desta forma, isso possibilita que um requisito especial de projeto seja solicitado, uma vez que os mesmos aços podem ser utilizados na construção de determinados equipamentos que trabalhem sob baixas temperaturas. Estes materiais possuem composição química e tratamentos termo-mecânicos controlados, os quais lhes podem propiciar elevados valores de tenacidade, tanto em temperatura ambiente com em baixas temperaturas.
No exemplo abaixo descrito, vemos a situação de soldagem de um tanque de armazenamento de gás GLP (gás liquefeito de petróleo), aonde existe a necessidade de um requisito de impacto de 27J a -50ºC.
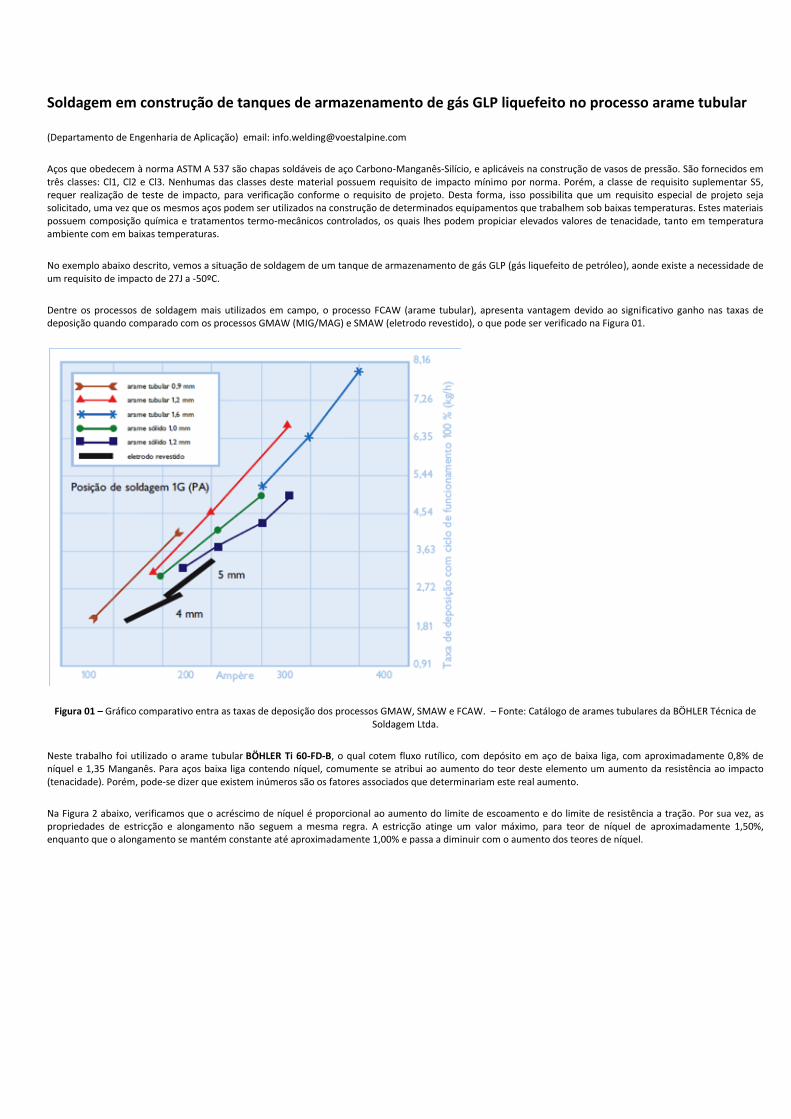
Dentre os processos de soldagem mais utilizados em campo, o processo FCAW (arame tubular), apresenta vantagem devido ao significativo ganho nas taxas de deposição quando comparado com os processos GMAW (MIG/MAG) e SMAW (eletrodo revestido), o que pode ser verificado na Figura 01.
Figura 01 – Gráfico comparativo entra as taxas de deposição dos processos GMAW, SMAW e FCAW. – Fonte: Catálogo de arames tubulares da BÖHLER Técnica de Soldagem Ltda.
Neste trabalho foi utilizado o arame tubular BÖHLER Ti 60-FD-B, o qual cotem fluxo rutílico, com depósito em aço de baixa liga, com aproximadamente 0,8% de níquel e 1,35 Manganês. Para aços baixa liga contendo níquel, comumente se atribui ao aumento do teor deste elemento um aumento da resistência ao impacto (tenacidade). Porém, pode-se dizer que existem inúmeros são os fatores associados que determinariam este real aumento.
Na Figura 2 abaixo, verificamos que o acréscimo de níquel é proporcional ao aumento do limite de escoamento e do limite de resistência a tração. Por sua vez, as propriedades de estricção e alongamento não seguem a mesma regra. A estricção atinge um valor máximo, para teor de níquel de aproximadamente 1,50%, enquanto que o alongamento se mantém constante até aproximadamente 1,00% e passa a diminuir com o aumento dos teores de níquel.
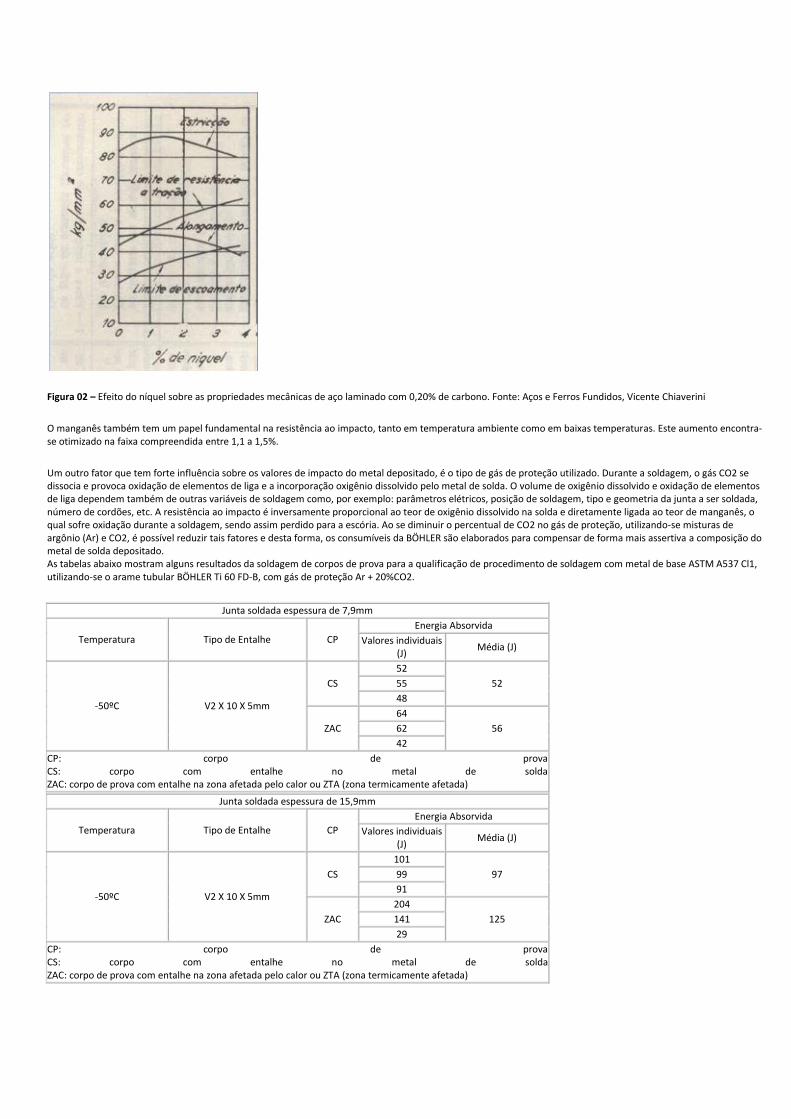
Figura 02 – Efeito do níquel sobre as propriedades mecânicas de aço laminado com 0,20% de carbono. Fonte: Aços e Ferros Fundidos, Vicente Chiaverini
O manganês também tem um papel fundamental na resistência ao impacto, tanto em temperatura ambiente como em baixas temperaturas. Este aumento encontra-se otimizado na faixa compreendida entre 1,1 a 1,5%.
Um outro fator que tem forte influência sobre os valores de impacto do metal depositado, é o tipo de gás de proteção utilizado. Durante a soldagem, o gás CO2 se dissocia e provoca oxidação de elementos de liga e a incorporação oxigênio dissolvido pelo metal de solda. O volume de oxigênio dissolvido e oxidação de elementos de liga dependem também de outras variáveis de soldagem como, por exemplo: parâmetros elétricos, posição de soldagem, tipo e geometria da junta a ser soldada, número de cordões, etc. A resistência ao impacto é inversamente proporcional ao teor de oxigênio dissolvido na solda e diretamente ligada ao teor de manganês, o qual sofre oxidação durante a soldagem, sendo assim perdido para a escória. Ao se diminuir o percentual de CO2 no gás de proteção, utilizando-se misturas de argônio (Ar) e CO2, é possível reduzir tais fatores e desta forma, os consumíveis da BÖHLER são elaborados para compensar de forma mais assertiva a composição do metal de solda depositado. As tabelas abaixo mostram alguns resultados da soldagem de corpos de prova para a qualificação de procedimento de soldagem com metal de base ASTM A537 Cl1, utilizando-se o arame tubular BÖHLER Ti 60 FD-B, com gás de proteção Ar + 20%CO2.
Junta soldada espessura de 7,9mm
Temperatura Tipo de Entalhe CP
Energia Absorvida
Valores individuais (J)
Média (J)
-50ºC V2 X 10 X 5mm
CS
52
52 55
48
ZAC
64
56 62
42
CP: corpo de prova CS: corpo com entalhe no metal de solda ZAC: corpo de prova com entalhe na zona afetada pelo calor ou ZTA (zona termicamente afetada)
Junta soldada espessura de 15,9mm
Temperatura Tipo de Entalhe CP
Energia Absorvida
Valores individuais (J)
Média (J)
-50ºC V2 X 10 X 5mm
CS
101
97 99
91
ZAC
204
125 141
29
CP: corpo de prova CS: corpo com entalhe no metal de solda ZAC: corpo de prova com entalhe na zona afetada pelo calor ou ZTA (zona termicamente afetada)
Carboneto de titânio e o aumento da produtividade na indústria de fabricação de cimento (Departamento de Engenharia de Aplicação) email: [email protected]
A fabricação de cimento consiste num processo complexo de redução mineral. O Calcário é a principal matéria prima, junto com gipsita, minério de ferro, dentre
outras, sendo que o calcário e a primeiro mineral a ser processado.
O Calcário é extraído da natureza em grandes partes quase sempre por dinamitação, neste processo o minério é extraído em diversos tamanhos e transportados para
a planta de produção onde inicia-se a fabricação do cimento.
Discos de Martelos
Grelha sendo Soldada com SK 258 TiC-O
Conjunto Montado e já desgastado pós trabalho.
Em função de trabalhar na segunda linha da cadeia, os britadores de martelo sofrem um intenso desgaste combinado de abrasão (pelas partículas que são projetadas
contra o britador em tamanho reduzido) e impacto (pela quebra das partículas). Cria-se então uma grande dúvida: o que devemos utilizar para que esse
equipamento tenha um aumento de sua performance: Aplicar carbonetos de cromo ou complexos que são ultra-resistentes a abrasão, mas que são frágeis ao
impacto, ou utilizar ligas de estrutura martensitica que promove um bom desempenho frente a impacto mas resiste pouco a abrasão.
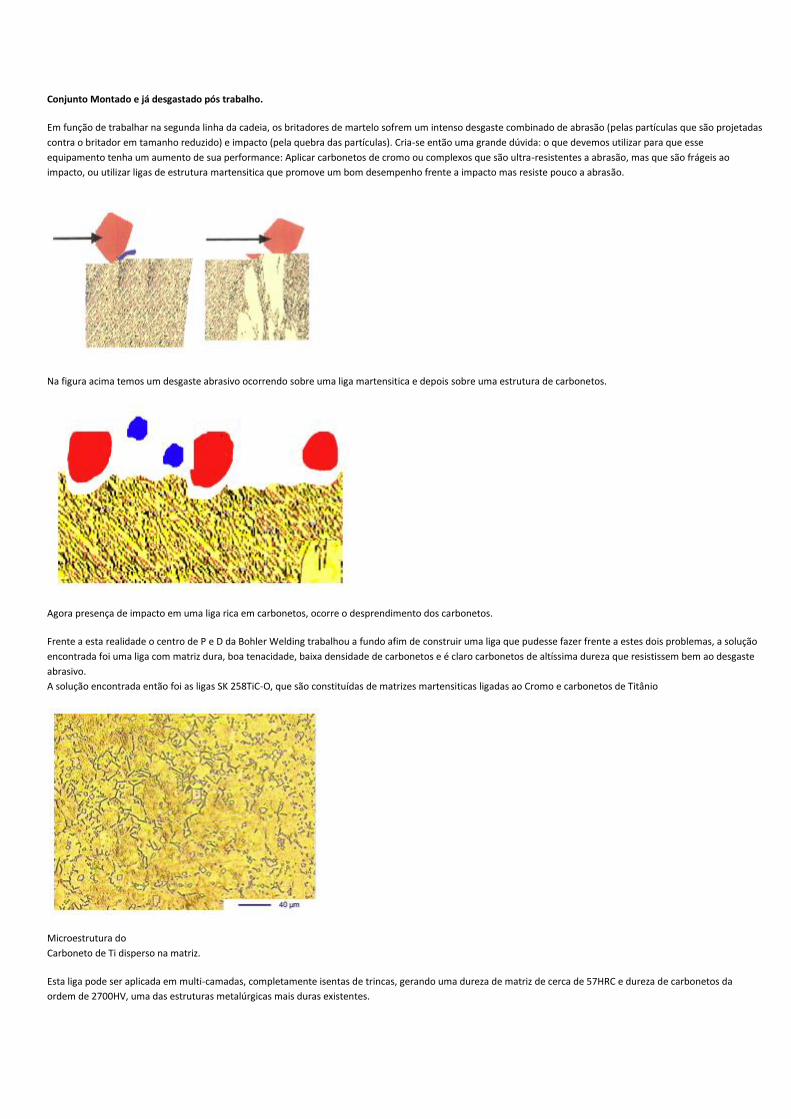
Na figura acima temos um desgaste abrasivo ocorrendo sobre uma liga martensitica e depois sobre uma estrutura de carbonetos.
Agora presença de impacto em uma liga rica em carbonetos, ocorre o desprendimento dos carbonetos.
Frente a esta realidade o centro de P e D da Bohler Welding trabalhou a fundo afim de construir uma liga que pudesse fazer frente a estes dois problemas, a solução
encontrada foi uma liga com matriz dura, boa tenacidade, baixa densidade de carbonetos e é claro carbonetos de altíssima dureza que resistissem bem ao desgaste
abrasivo.
A solução encontrada então foi as ligas SK 258TiC-O, que são constituídas de matrizes martensiticas ligadas ao Cromo e carbonetos de Titânio
Microestrutura do
Carboneto de Ti disperso na matriz.
Esta liga pode ser aplicada em multi-camadas, completamente isentas de trincas, gerando uma dureza de matriz de cerca de 57HRC e dureza de carbonetos da
ordem de 2700HV, uma das estruturas metalúrgicas mais duras existentes.

Em testes realizados em algumas cimenteiras na recuperação de grelhas, e martelos, houve em média um aumento de cerca de 50% da durabilidade da grelha frente
a utilização anterior de carbonetos, este aumento não só representa um aumento na vida útil do equipamento, bem como a diminuição do número de paradas por
manutenção e aumento de produtividade na fábrica.

BAGACEIRA: REVESTIMENTO NA MEDIDA CERTA
(Departamento de Engenharia de Aplicação) email: [email protected]
No segmento sucro alcooleiro existem muitos paradigmas quando se fala de solda de revestimento e principalmente quando este revestimento deve ser feito em bagacerias, que são peças importantíssimas não só para o bom andamento na operação de moagem da cana de açúcar, como também na segurança de que esta peça suportará o trabalho intenso durante a safra, sem que seja preciso se preocupar com trocas neste período.
Desde a década de 80 esse segmento vem tendo grandes evoluções tecnológicas onde as quantidades de cana moída e o processo e as condições de moagem estão muito mais críticos, fazendo com que todos os componentes passem a sofrer um desgaste muito mais intenso.
Com este maior desgaste, foi necessário utilizar consumíveis de soldagem mais nobres, porém como a avaliação do melhor consumível para condição de moagem de cada usina não era disponível regularmente, os responsáveis pela moenda utilizavam consumíveis de soldagem muito além da sua necessidade, conseqüentemente pagando um preço muito maior por esta aplicação, muitas vezes mais de dez vezes maior que o necessário.
Embasado no conhecimento dos nossos produtos e da mecânica de desgaste por abrasão que a bagaceira sofre, e com as informações das características de moagem de cada moenda, os especialistas do segmento sucro alcooleiro da Böhler Welding Group, têm condição de indicar os consumíveis mais adequados, dentro das características específicas de cada usina.
Ao invés de se utilizarem consumíveis que muitos garantem suportar “duas safras” ou peças muito caras que são sucateadas após uma única safra, nossos especialistas têm condição de indicar o consumível adequado para cada intensidade de desgaste.
Apresentamos um exemplo deste tipo de trabalho que a BOHLER WELDING tem desenvolvido junto a um de seus clientes:
USINA AÇUCAREIRA ESTER Cidade: Cosmópolis – SP
Contato: Sr. Carlos Camargo - Coordenador de moagem Moenda: 78” - 6 ternos
Moagem Safra 2009/2010: 1.931.277 ton Impureza mineral: 18,35 kg/tdc
Eletrodo: UTP 765 – Carbonetos de Cromo e Nióbio
Bagaceira soldada com UTP 765 na entre safra, pronta
para ser montada
Bagaceira após a safra de quase 2 milhões de
tonelada de cana
Bagaceira após a safra de quase 2 milhões de
tonelada de cana
Sr. Carlos Camargo
Segundo Carlos Camargo – Coordenador de Moagem da Usina Açucareira Ester: "As bagaceiras soldadas com o UTP 765 na última safra poderiam
moer ainda mais 600 mil toneladas de cana sem comprometer o processo, e o estado de conservação das bagaceiras superaram a safra 2008/2009
que tiveram índices de impureza mineral menores”.
Comparação entre os processos:
Arco submerso (SAW) e eletroescória (ESW) aplicados em revestimentos por fita (STRIP CLADDING)
(Departamento de Engenharia de Aplicação) email: [email protected]
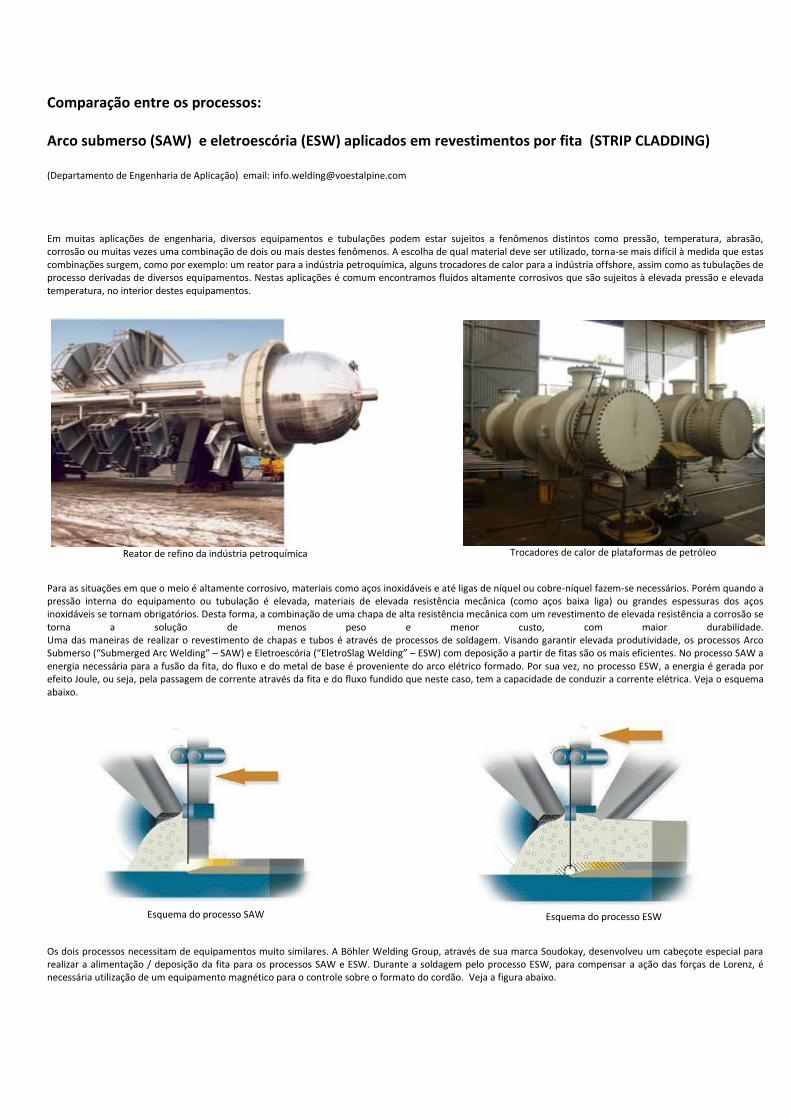
Em muitas aplicações de engenharia, diversos equipamentos e tubulações podem estar sujeitos a fenômenos distintos como pressão, temperatura, abrasão, corrosão ou muitas vezes uma combinação de dois ou mais destes fenômenos. A escolha de qual material deve ser utilizado, torna-se mais difícil à medida que estas combinações surgem, como por exemplo: um reator para a indústria petroquímica, alguns trocadores de calor para a indústria offshore, assim como as tubulações de processo derivadas de diversos equipamentos. Nestas aplicações é comum encontramos fluidos altamente corrosivos que são sujeitos à elevada pressão e elevada temperatura, no interior destes equipamentos.
Reator de refino da indústria petroquímica
Trocadores de calor de plataformas de petróleo
Para as situações em que o meio é altamente corrosivo, materiais como aços inoxidáveis e até ligas de níquel ou cobre-níquel fazem-se necessários. Porém quando a pressão interna do equipamento ou tubulação é elevada, materiais de elevada resistência mecânica (como aços baixa liga) ou grandes espessuras dos aços inoxidáveis se tornam obrigatórios. Desta forma, a combinação de uma chapa de alta resistência mecânica com um revestimento de elevada resistência a corrosão se torna a solução de menos peso e menor custo, com maior durabilidade. Uma das maneiras de realizar o revestimento de chapas e tubos é através de processos de soldagem. Visando garantir elevada produtividade, os processos Arco Submerso (“Submerged Arc Welding” – SAW) e Eletroescória (“EletroSlag Welding” – ESW) com deposição a partir de fitas são os mais eficientes. No processo SAW a energia necessária para a fusão da fita, do fluxo e do metal de base é proveniente do arco elétrico formado. Por sua vez, no processo ESW, a energia é gerada por efeito Joule, ou seja, pela passagem de corrente através da fita e do fluxo fundido que neste caso, tem a capacidade de conduzir a corrente elétrica. Veja o esquema abaixo.
Esquema do processo SAW
Esquema do processo ESW
Os dois processos necessitam de equipamentos muito similares. A Böhler Welding Group, através de sua marca Soudokay, desenvolveu um cabeçote especial para realizar a alimentação / deposição da fita para os processos SAW e ESW. Durante a soldagem pelo processo ESW, para compensar a ação das forças de Lorenz, é necessária utilização de um equipamento magnético para o controle sobre o formato do cordão. Veja a figura abaixo.
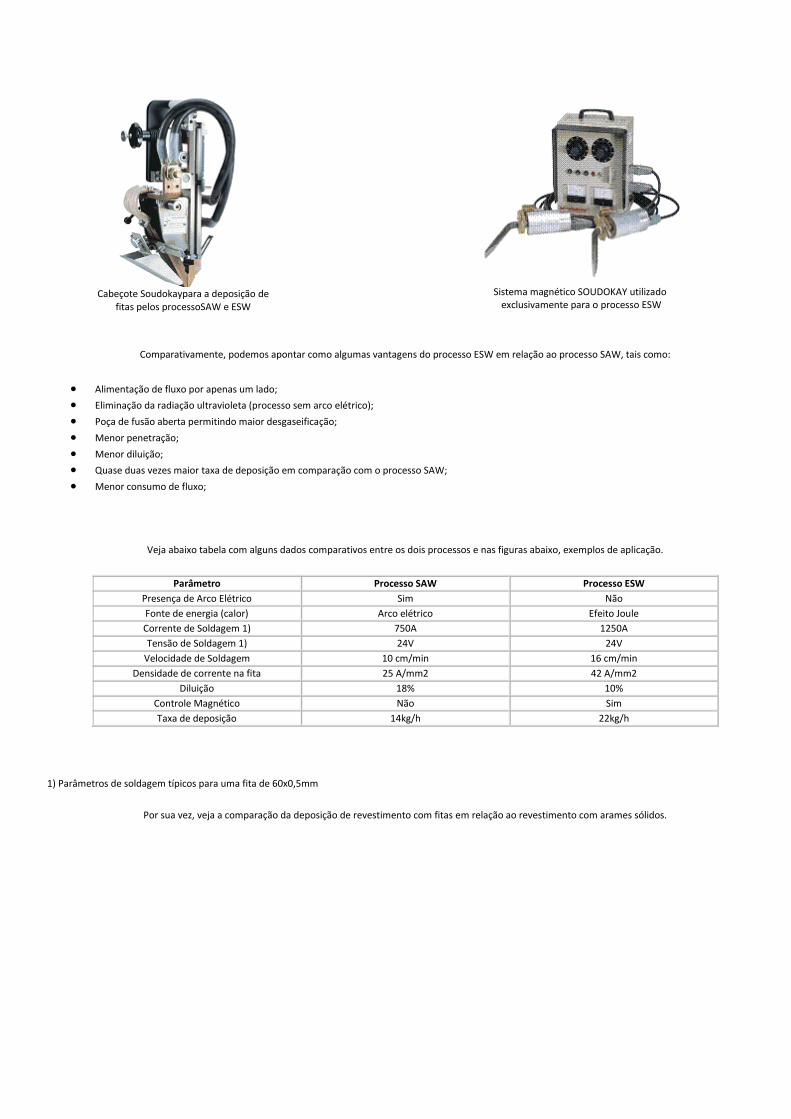
Cabeçote Soudokaypara a deposição de
fitas pelos processoSAW e ESW
Sistema magnético SOUDOKAY utilizado
exclusivamente para o processo ESW
Comparativamente, podemos apontar como algumas vantagens do processo ESW em relação ao processo SAW, tais como:
Alimentação de fluxo por apenas um lado;
Eliminação da radiação ultravioleta (processo sem arco elétrico);
Poça de fusão aberta permitindo maior desgaseificação;
Menor penetração;
Menor diluição;
Quase duas vezes maior taxa de deposição em comparação com o processo SAW;
Menor consumo de fluxo;
Veja abaixo tabela com alguns dados comparativos entre os dois processos e nas figuras abaixo, exemplos de aplicação.
Parâmetro Processo SAW Processo ESW
Presença de Arco Elétrico Sim Não
Fonte de energia (calor) Arco elétrico Efeito Joule
Corrente de Soldagem 1) 750A 1250A
Tensão de Soldagem 1) 24V 24V
Velocidade de Soldagem 10 cm/min 16 cm/min
Densidade de corrente na fita 25 A/mm2 42 A/mm2
Diluição 18% 10%
Controle Magnético Não Sim
Taxa de deposição 14kg/h 22kg/h
1) Parâmetros de soldagem típicos para uma fita de 60x0,5mm
Por sua vez, veja a comparação da deposição de revestimento com fitas em relação ao revestimento com arames sólidos.
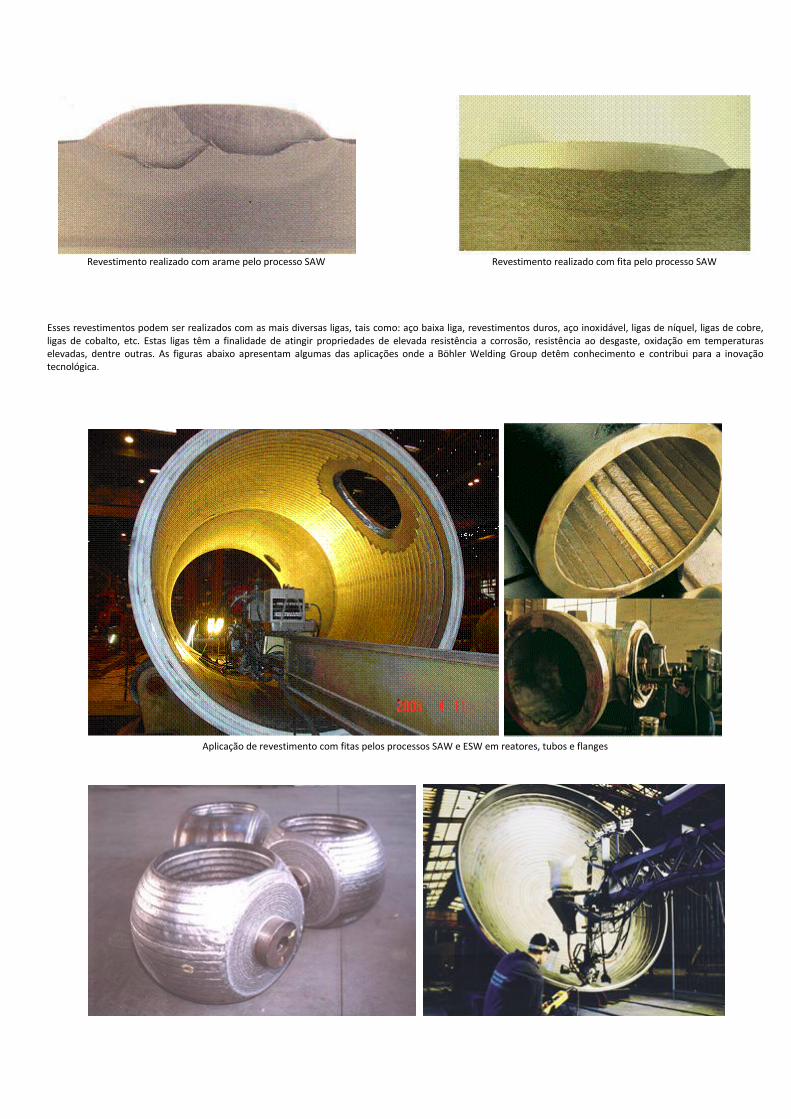
Revestimento realizado com arame pelo processo SAW
Revestimento realizado com fita pelo processo SAW
Esses revestimentos podem ser realizados com as mais diversas ligas, tais como: aço baixa liga, revestimentos duros, aço inoxidável, ligas de níquel, ligas de cobre, ligas de cobalto, etc. Estas ligas têm a finalidade de atingir propriedades de elevada resistência a corrosão, resistência ao desgaste, oxidação em temperaturas elevadas, dentre outras. As figuras abaixo apresentam algumas das aplicações onde a Böhler Welding Group detêm conhecimento e contribui para a inovação tecnológica.
Aplicação de revestimento com fitas pelos processos SAW e ESW em reatores, tubos e flanges
Aplicação de revestimento com fitas pelos processos SAW e ESW em válvulas e tampos esféricos de reatores
Para obter consultoria técnica gratuita e outras informações, consulte nossos catálogos de fitas e fluxos ou um de nossos engenheiros pelo telefone: 0800 11 9002.
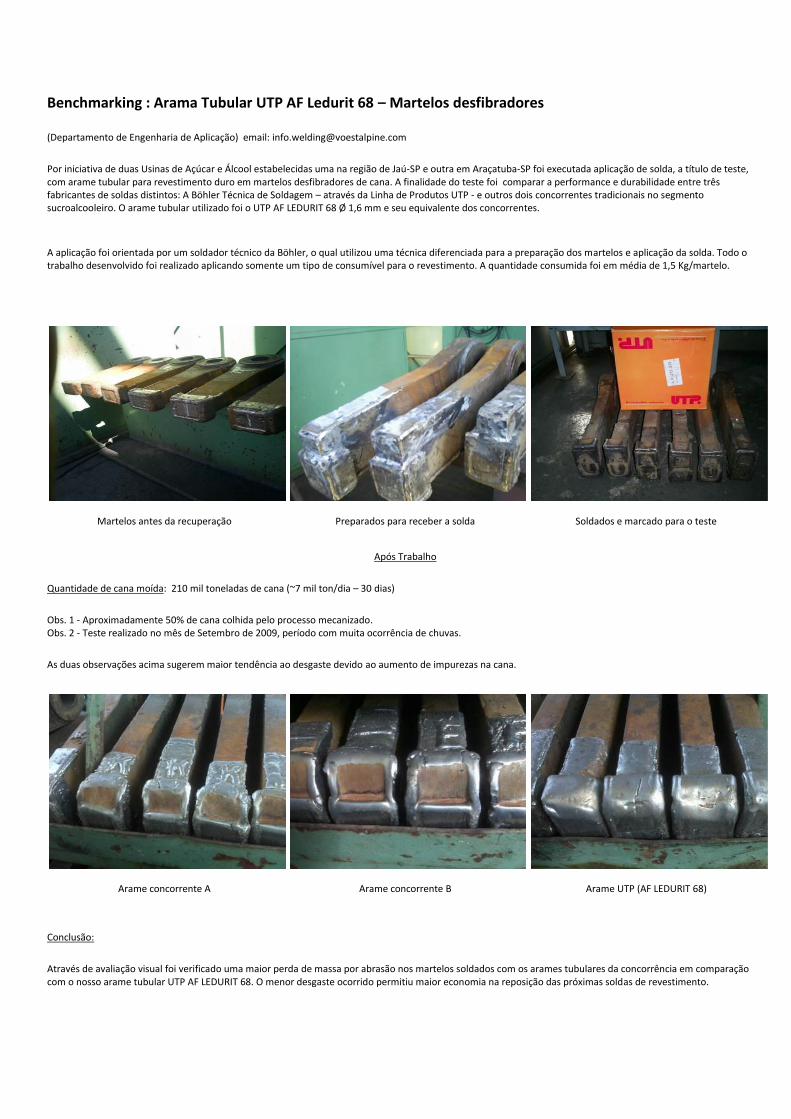
Benchmarking : Arama Tubular UTP AF Ledurit 68 – Martelos desfibradores
(Departamento de Engenharia de Aplicação) email: [email protected]
Por iniciativa de duas Usinas de Açúcar e Álcool estabelecidas uma na região de Jaú-SP e outra em Araçatuba-SP foi executada aplicação de solda, a título de teste, com arame tubular para revestimento duro em martelos desfibradores de cana. A finalidade do teste foi comparar a performance e durabilidade entre três fabricantes de soldas distintos: A Böhler Técnica de Soldagem – através da Linha de Produtos UTP - e outros dois concorrentes tradicionais no segmento sucroalcooleiro. O arame tubular utilizado foi o UTP AF LEDURIT 68 Ø 1,6 mm e seu equivalente dos concorrentes.
A aplicação foi orientada por um soldador técnico da Böhler, o qual utilizou uma técnica diferenciada para a preparação dos martelos e aplicação da solda. Todo o trabalho desenvolvido foi realizado aplicando somente um tipo de consumível para o revestimento. A quantidade consumida foi em média de 1,5 Kg/martelo.
Martelos antes da recuperação
Preparados para receber a solda
Soldados e marcado para o teste
Após Trabalho
Quantidade de cana moída: 210 mil toneladas de cana (~7 mil ton/dia – 30 dias)
Obs. 1 - Aproximadamente 50% de cana colhida pelo processo mecanizado. Obs. 2 - Teste realizado no mês de Setembro de 2009, período com muita ocorrência de chuvas.
As duas observações acima sugerem maior tendência ao desgaste devido ao aumento de impurezas na cana.
Arame concorrente A
Arame concorrente B
Arame UTP (AF LEDURIT 68)
Conclusão:
Através de avaliação visual foi verificado uma maior perda de massa por abrasão nos martelos soldados com os arames tubulares da concorrência em comparação com o nosso arame tubular UTP AF LEDURIT 68. O menor desgaste ocorrido permitiu maior economia na reposição das próximas soldas de revestimento.

Como resultado, os clientes especificaram para este equipamento a aplicação exclusiva da liga UTP AF LEDURIT 68. O arame tubular UTP AF LEDURIT 68 apresentou resistência ao desgaste superior aos demais concorrentes, o menor desgaste ocorrido permite maior economia na reposição das próximas soldas de revestimento. Como resultado os clientes especificaram, para este equipamento, aplicação exclusiva da liga UTP AF LEDURIT 68.

CORROSÃO INTERGRANULAR EM JUNTAS SOLDADAS - PARTE III
(Departamento de Engenharia de Aplicação) email: [email protected]
(ARTIGO PUBLICADO NA REVISTA SOLDAGEM & INSPEÇÃO – ANO 6. Nº 5))
Parte III - Técnicas de prevenção da corrosão intergranular Conforme discutido na Parte I, a corrosão intergranular pode evoluir de maneira imperceptível até o colapso total do equipamento. Nestes casos, verifica-se que o material estava submetido à um processo corrosivo somente após sua fratura e conseqüente inutilização. Assim, as técnicas de prevenção da corrosão intergranular assumem um importante papel na maximização da vida útil dos componentes soldados. Entretanto, sabe-se que o sucesso de qualquer ação preventiva depende da correta identificação das causas do problema a ser evitado. Por este motivo, o estudo dos principais mecanismos de corrosão intergranular, apresentado na Parte II, será utilizado como ponto de partida para a discussão das técnicas de prevenção. Em princípio, pode-se prevenir a corrosão intergranular em juntas soldadas através da utilização de procedimentos de soldagem adequados, do emprego de materiais especiais e da execução de tratamentos térmicos pós soldagem. 3.1 PROCEDIMENTOS DE SOLDAGEM ADEQUADOS Conforme apresentado na Parte II, os mecanismos de corrosão intergranular de sensitização e de dissolução de precipitados são ativados pela formação de fases secundárias na microestrutura das juntas soldadas. O aparecimento destas fases está diretamente associado à composição química do metal-base, às temperaturas máximas atingidas pela zona afetada pelo calor(ZAC) e à velocidade de resfriamento destas regiões após a soldagem. No entanto, estas condições de temperatura e de velocidade de resfriamento dependem da quantidade de calor efetivamente transferida para junta durante a soldagem, a qual recebe o nome de energia de soldagem (heat input). Na prática, esta energia pode ser calculada a partir da seguinte equação:
Assim, a utilização de baixos valores de energia promove a transferência de quantidades reduzidas de calor à junta, contribuído para a diminuição das temperaturas máximas atingidas pela ZAC e para o aumento da velocidade de resfriamento destes locais. Tais condições dificultam a precipitação de novas fases na microestrutura do componente soldado, evitando a corrosão intergranular. Segundo a equação acima, baixos valores de energia podem ser obtidos através do simples ajuste dos parâmetros de soldagem. Assim, recomenda-se utilizar baixas correntes, baixas tensões e elevadas velocidades de avanço. O emprego de processos de soldagem que apresentam baixa eficiência térmica também contribui para a redução da quantidade de calor transmitida à junta. Em uma soldagem por arco submerso, por exemplo, aproximadamente 99% de toda a energia térmica gerada pela fonte de calor é transferida à junta. Já no caso da soldagem por TIG, esta transferência está em torno de 30-60%. A Tabela 5 relaciona as eficiências térmicas dos processos de soldagem mais utilizados na indústria.
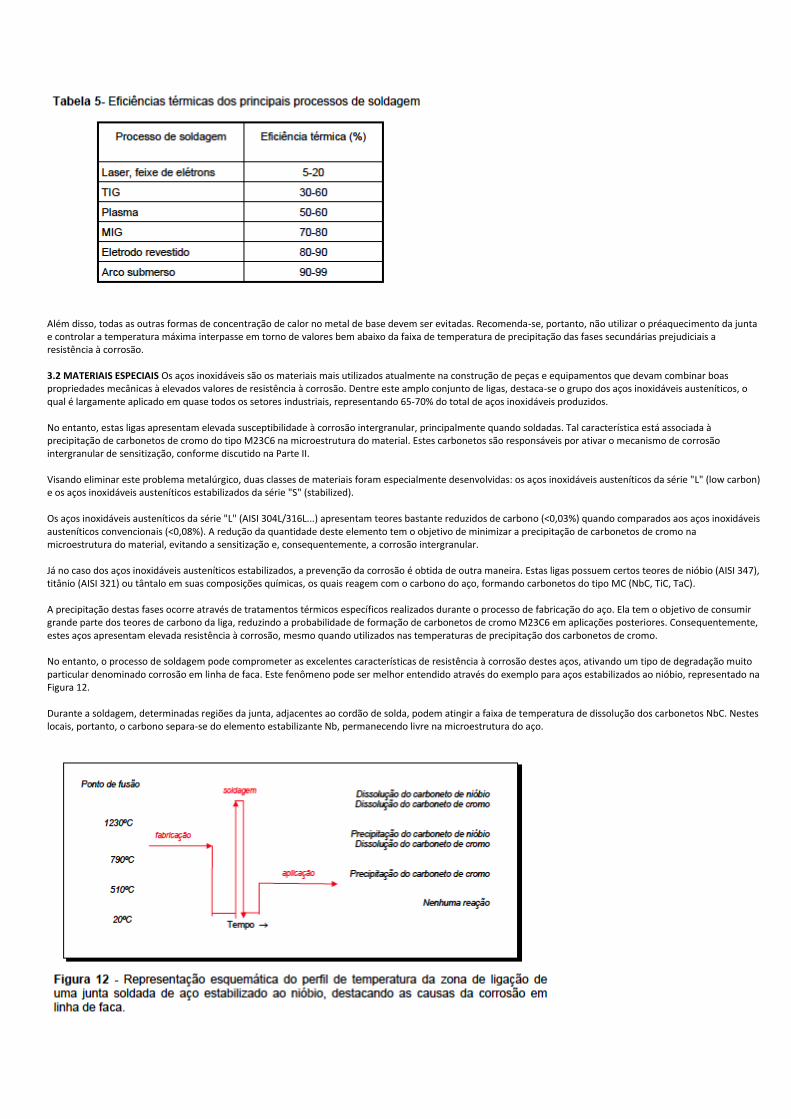
Além disso, todas as outras formas de concentração de calor no metal de base devem ser evitadas. Recomenda-se, portanto, não utilizar o préaquecimento da junta e controlar a temperatura máxima interpasse em torno de valores bem abaixo da faixa de temperatura de precipitação das fases secundárias prejudiciais a resistência à corrosão. 3.2 MATERIAIS ESPECIAIS Os aços inoxidáveis são os materiais mais utilizados atualmente na construção de peças e equipamentos que devam combinar boas propriedades mecânicas à elevados valores de resistência à corrosão. Dentre este amplo conjunto de ligas, destaca-se o grupo dos aços inoxidáveis austeníticos, o qual é largamente aplicado em quase todos os setores industriais, representando 65-70% do total de aços inoxidáveis produzidos. No entanto, estas ligas apresentam elevada susceptibilidade à corrosão intergranular, principalmente quando soldadas. Tal característica está associada à precipitação de carbonetos de cromo do tipo M23C6 na microestrutura do material. Estes carbonetos são responsáveis por ativar o mecanismo de corrosão intergranular de sensitização, conforme discutido na Parte II. Visando eliminar este problema metalúrgico, duas classes de materiais foram especialmente desenvolvidas: os aços inoxidáveis austeníticos da série "L" (low carbon) e os aços inoxidáveis austeníticos estabilizados da série "S" (stabilized). Os aços inoxidáveis austeníticos da série "L" (AISI 304L/316L...) apresentam teores bastante reduzidos de carbono (<0,03%) quando comparados aos aços inoxidáveis austeníticos convencionais (<0,08%). A redução da quantidade deste elemento tem o objetivo de minimizar a precipitação de carbonetos de cromo na microestrutura do material, evitando a sensitização e, consequentemente, a corrosão intergranular. Já no caso dos aços inoxidáveis austeníticos estabilizados, a prevenção da corrosão é obtida de outra maneira. Estas ligas possuem certos teores de nióbio (AISI 347), titânio (AISI 321) ou tântalo em suas composições químicas, os quais reagem com o carbono do aço, formando carbonetos do tipo MC (NbC, TiC, TaC). A precipitação destas fases ocorre através de tratamentos térmicos específicos realizados durante o processo de fabricação do aço. Ela tem o objetivo de consumir grande parte dos teores de carbono da liga, reduzindo a probabilidade de formação de carbonetos de cromo M23C6 em aplicações posteriores. Consequentemente, estes aços apresentam elevada resistência à corrosão, mesmo quando utilizados nas temperaturas de precipitação dos carbonetos de cromo. No entanto, o processo de soldagem pode comprometer as excelentes características de resistência à corrosão destes aços, ativando um tipo de degradação muito particular denominado corrosão em linha de faca. Este fenômeno pode ser melhor entendido através do exemplo para aços estabilizados ao nióbio, representado na Figura 12. Durante a soldagem, determinadas regiões da junta, adjacentes ao cordão de solda, podem atingir a faixa de temperatura de dissolução dos carbonetos NbC. Nestes locais, portanto, o carbono separa-se do elemento estabilizante Nb, permanecendo livre na microestrutura do aço.
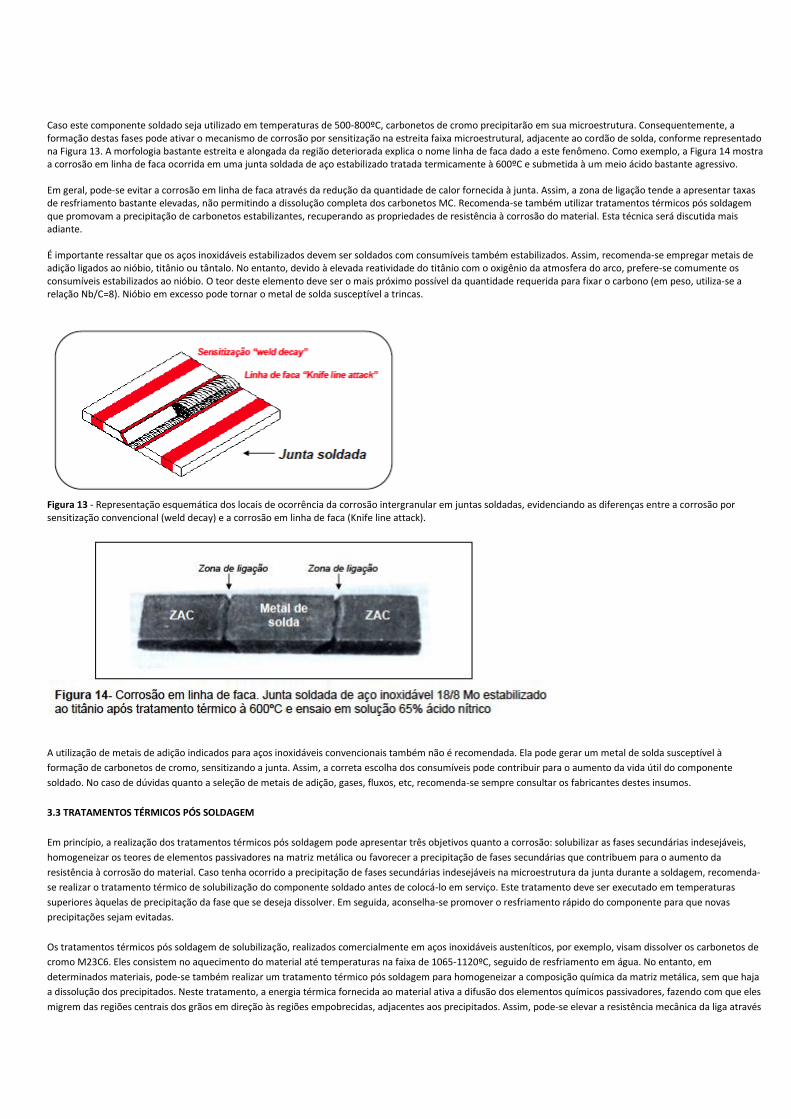
Caso este componente soldado seja utilizado em temperaturas de 500-800ºC, carbonetos de cromo precipitarão em sua microestrutura. Consequentemente, a formação destas fases pode ativar o mecanismo de corrosão por sensitização na estreita faixa microestrutural, adjacente ao cordão de solda, conforme representado na Figura 13. A morfologia bastante estreita e alongada da região deteriorada explica o nome linha de faca dado a este fenômeno. Como exemplo, a Figura 14 mostra a corrosão em linha de faca ocorrida em uma junta soldada de aço estabilizado tratada termicamente à 600ºC e submetida à um meio ácido bastante agressivo. Em geral, pode-se evitar a corrosão em linha de faca através da redução da quantidade de calor fornecida à junta. Assim, a zona de ligação tende a apresentar taxas de resfriamento bastante elevadas, não permitindo a dissolução completa dos carbonetos MC. Recomenda-se também utilizar tratamentos térmicos pós soldagem que promovam a precipitação de carbonetos estabilizantes, recuperando as propriedades de resistência à corrosão do material. Esta técnica será discutida mais adiante. É importante ressaltar que os aços inoxidáveis estabilizados devem ser soldados com consumíveis também estabilizados. Assim, recomenda-se empregar metais de adição ligados ao nióbio, titânio ou tântalo. No entanto, devido à elevada reatividade do titânio com o oxigênio da atmosfera do arco, prefere-se comumente os consumíveis estabilizados ao nióbio. O teor deste elemento deve ser o mais próximo possível da quantidade requerida para fixar o carbono (em peso, utiliza-se a relação Nb/C=8). Nióbio em excesso pode tornar o metal de solda susceptível a trincas.
Figura 13 - Representação esquemática dos locais de ocorrência da corrosão intergranular em juntas soldadas, evidenciando as diferenças entre a corrosão por sensitização convencional (weld decay) e a corrosão em linha de faca (Knife line attack).
A utilização de metais de adição indicados para aços inoxidáveis convencionais também não é recomendada. Ela pode gerar um metal de solda susceptível à
formação de carbonetos de cromo, sensitizando a junta. Assim, a correta escolha dos consumíveis pode contribuir para o aumento da vida útil do componente
soldado. No caso de dúvidas quanto a seleção de metais de adição, gases, fluxos, etc, recomenda-se sempre consultar os fabricantes destes insumos.
3.3 TRATAMENTOS TÉRMICOS PÓS SOLDAGEM
Em princípio, a realização dos tratamentos térmicos pós soldagem pode apresentar três objetivos quanto a corrosão: solubilizar as fases secundárias indesejáveis,
homogeneizar os teores de elementos passivadores na matriz metálica ou favorecer a precipitação de fases secundárias que contribuem para o aumento da
resistência à corrosão do material. Caso tenha ocorrido a precipitação de fases secundárias indesejáveis na microestrutura da junta durante a soldagem, recomenda-
se realizar o tratamento térmico de solubilização do componente soldado antes de colocá-lo em serviço. Este tratamento deve ser executado em temperaturas
superiores àquelas de precipitação da fase que se deseja dissolver. Em seguida, aconselha-se promover o resfriamento rápido do componente para que novas
precipitações sejam evitadas.
Os tratamentos térmicos pós soldagem de solubilização, realizados comercialmente em aços inoxidáveis austeníticos, por exemplo, visam dissolver os carbonetos de
cromo M23C6. Eles consistem no aquecimento do material até temperaturas na faixa de 1065-1120ºC, seguido de resfriamento em água. No entanto, em
determinados materiais, pode-se também realizar um tratamento térmico pós soldagem para homogeneizar a composição química da matriz metálica, sem que haja
a dissolução dos precipitados. Neste tratamento, a energia térmica fornecida ao material ativa a difusão dos elementos químicos passivadores, fazendo com que eles
migrem das regiões centrais dos grãos em direção às regiões empobrecidas, adjacentes aos precipitados. Assim, pode-se elevar a resistência mecânica da liga através
da precipitação de fases secundárias, sem que haja uma redução nas propriedades de resistência à corrosão.
No caso da precipitação de fase sigma em juntas de aços inoxidáveis austeníticos, por exemplo, pode-se utilizar um tratamento térmico pós soldagem de
solubilização na temperatura de 1230ºC ou apenas de homogeneização a 1030ºC. No entanto, ambos os tratamentos citados devem ser seguidos de resfriamento
rápido até temperaturas abaixo de 550ºC para evitar novas precipitações.
Existem ainda os tratamentos térmicos pós soldagem associados à precipitação de fases que favorecem o aumento da resistência à corrosão do material. Conforme
discutido anteriormente, a presença de carbonetos estabilizantes MC evita a formação de fases ricas em cromo nos aços inoxidáveis estabilizados. No entanto, estes
carbonetos podem ser dissolvidos durante a soldagem. Nestes casos, recomenda-se normalmente a execução de um tratamento térmico pós soldagem na
temperatura de ~1060ºC, com o objetivo de reativar a formação dos carbonetos estabilizantes MC na microestrutura, recuperando as propriedades de resistência à
corrosão do componente soldado.
3.4 CONSIDERAÇÕES FINAIS
Todas as técnicas de prevenção contra a corrosão intergranular apresentadas são importantes e merecem uma profunda reflexão. A elaboração de procedimentos de
soldagem adequados, a utilização de materiais especiais com os devidos cuidados e a aplicação de tratamentos térmicos pós soldagem devem ser consideradas como
ferramentas para evitar a corrosão intergranular em juntas soldadas. Entretanto, a utilização de cada uma delas dependerá do correto levantamento de dados e do
estudo de cada caso em particular.

SOLDAGEM DE CAMISAS DE MOENDA – FIM DA SOLDA DE BASE E SOBRE BASE
((Departamento de Engenharia de Aplicação) email: [email protected]
Queremos apresentar neste artigo um assunto tanto quanto discutível entre os especialistas do segmento, pois, ao se soldar uma camisa de moenda a primira coisa que lembramos é a famosa seqüência de soldagem: BASE (filete de solda no topo do friso) – SOBRE BASE (filete de solda sobre o filete anterior) – TRAVAMENTO LATERAL (solda de revestimento na lateral do friso adjacente ao topo), PICOTE. (depósito de solda em formato de lágrima para melhor arraste da cana e escoamento de caldo) e por fim o CHAPISCO, o qual é feito sua manutenção durante a safra. Se voltarmos muitos anos atrás nada disso era feito, mas o tempo e as necessidades nos levaram a desenvolver estas aplicações, e por se tratar de soldagem sobre ferro fundido uma série de cuidados devem ser tomados para não comprometer o friso. Para soldagem de ferros fundidos a regra é: aplicar consumíveis a base de Níquel para que não ocorram as trincas de alívio no momento do resfriamento da solda. Este conceito foi adotado na soldagem dos frisos na operação da solda de BASE, para posteriormente se colocar as outras soldas de revestimento duro. Por muitos anos tem se utilizado este conceito aplicando na base ligas com teores de Níquel em torno de 35%. Existe a condição onde as camisas de moenda são refrisadas para ser utilizada por mais uma safra e, nestas condições, a soldagem se torna um desafio, pois as impurezas absorvidas pelo ferro fundido da camisa na safra anterior provocam dificuldades para soldagem nesta camisa (veja fig.01), e os consumíveis de solda contendo Níquel são ainda mais sensíveis a estas condições tornando praticamente impossível se fazer um filete de solda confiável sobre um friso de moenda contaminado. Partiu-se então para utilização de consumíveis com base aço tipo AWS E St, para se fazer a solda de BASE, pois este tipo de consumível proporciona um filete de solda com melhor fusão sobre a superfície do um ferro fundido contaminado possibilitando dar seqüência na soldagem de revestimento. Por outro lado este excesso de solda no topo do friso gera mais tensões residuais e, conseqüentemente mais trincas e quebras dos frisos. Ficamos então um "fogo cruzado", por um lado não conseguimos fazer uma base com Níquel porque o metal de base não aceita, por outro não podemos fazê-la em aço porque trinca muito – embora esta alternativa tenha sido utilizada por muitos devido baixo custo. Qual solução para este problema? Bem, temos que evoluir em todos os processos. Assim como, há muitos anos tínhamos ferros fundidos de qualidade inferiores às que temos hoje, os consumíveis de solda que tínhamos no passado eram limitados. Hoje com o advento do arame tubular e sua produção no Brasil tornou-se mais fácil e flexível o desenvolvimento de novas ligas e novas tecnologias para este processo. Abre-se então um novo horizonte para se trabalhar a soldagem de camisas de moendas entre outras aplicações. Após anos de pesquisa a Böhler Welding desenvolveu uma liga onde se permite aplicar o revestimento duro da SOBRE BASE diretamente no topo do friso sem os riscos de destacamento da solda por trincas. Utilizando o processo arame tubular com uma tecnologia desenvolvida para esta aplicação eliminamos uma operação de solda sobre o friso da camisa diminuindo assim a área afetada pelo calor da solda e conseqüentemente as tensões e riscos de quebra do friso. O arame tubular UTP AF DUR 600-MP é aplicado diretamente no topo do friso como solda de BASE e também na LATERAL proporcionando maior proteção contra desgaste diminuindo consideravelmente as quebras de friso por fragilização da solda e da zona termicamente afetada (veja fig.02 e 03). A perfeita fusão do metal de adição e a microestrutura formada pelo depósito de solda proporcionam a segurança contra o desgaste e a tenacidade necessária para evitar as quebras. Esta aplicação já está consolidada e tem sido aplicada há cinco safras com sucesso por diversas usinas, destilarias e grande prestadores de serviços de solda em moendas. A primeira vista parece estranho aplicar somente um passe de solda no topo do friso, pois tem sido um paradigma a ser quebrado quando falamos em não aplicar a solda de BASE, mas o que buscamos é inovação e tecnologia e este desenvolvimento faz parte desta inovação buscada pela Böhler Welding Group.
Fig.01 – Microestrutura de uma camisa de moenda em ferro fundido cinzento refrisada
após uma safra, presença de impurezas e carbonetos que podem prejudicar sua integridade.

Fig.02 – Solda de Base com UTP AF DUR 600-MP aplicado diretamente no topo do friso de uma camisa refrisada.

SOLDAGEM DE TUBULAÇÃO DE AÇO INOXIDÁVEL DUPLEX UNS S31803 PELO - PROCESSO DE ARCO SUBMERSO
(Departamento de Engenharia de Aplicação) email: [email protected]
2 - GUTTEMBERG CHAGAS DE SOUZA / 3 - JUAN MANUEL PARDAL / 4 - SÉRGIO SOUTO MAIOR TAVARES / 5 - MARIA P. CINDRA FONSECA / 6 - OMAR ABOU SAMRA FILHO / 7 - LEANDRO MANSUR MARTINS
Resumo O presente trabalho apresenta os resultados da caracterização de uma junta soldada correspondente a uma tubulação de aço inoxidável duplex (AID) UNS S31803 de 35mm de espessura, soldada pelos processos de soldagem TIG (GTAW) na raiz e arco submerso (SAW) no enchimento e acabamento, empregando como consumíveis de soldagem uma liga de composição 25Cr-9Ni-4Mo. Os resultados da caracterização das propriedades mecânicas, composição química e microestrutura em diversas regiões da junta soldada foram comparadas com os obtidos para o metal de base da tubulação, assim como com os valores mínimos exigidos pelas normas de projeto. Este trabalho apresenta grande relevância para a soldagem de tubulações de paredes espessas desta família de aço inoxidáveis, o que constitui atualmente uma grande demanda na área de construção e montagem de tubulações da indústria offshore. Palavras chave: Aços inoxidáveis duplex, Soldagem, Propriedades mecânicas.
WELD DUPLEX STAINLESS STEEL UNS S31803 PIPE BY SUBMERGED ARC WELDING Abstract This work presents the characterization results of a welded joint of a duplex stainless steel pipe (DSS) UNS S31803 of 34,93mm thickness. The pipe was welded by GTAW in the root passes and SAW in the filling and finishing passes using filling metals with composition 25Cr-9Ni-4Mo. The results of the mechanical properties, chemical composition and microstructural characterization in different regions of the welded joint were compared to the base metal properties and also to the minimum values required by the standards applied in the project. The results obtained in this work is of great relevance to the welding of thick wall tubes of duplex stainless steels, which are extensively used in the in the construction and assembly of pipes in the offshore industry. Key-words: Duplex stainless steel, Welding, Mechanical properties. 1 65o Congresso Anual da ABM, Rio de Janeiro, Julho/2010. 2 Mestrando do Programa de Pós-Graduação em Engenharia Mecânica da UFF. 3 Professor do Programa de Pós-Graduação em Engenharia Mecânica UFF. 4 Professor do Programa de Pós-Graduação em Engenharia Mecânica da UFF. 5 Professora do Programa de Pós-Graduação em Engenharia Mecânica da UFF. 6 Engenheiro de Materiais da Böhler Técnica de Soldagem Ltda 7 Aluno de Graduação do Departamento de Engenharia Mecânica da UFF. 1 INTRODUÇÃO Os aços inoxidáveis duplex (AID) possuem atualmente uma vasta aplicabilidade na construção e montagem de componentes na indústria offshore, destacando-se pelos altos valores de resistência mecânica e resistência à corrosão por pites(1-2). Estas características são devidas à sua microestrutura bifásica composta por quantidades semelhantes de austenita ( ) e ferrita ( ) e aos elementos de liga Cr, Mo e N(3). Para a soldagem de tubulações, nesta família de aços inoxidáveis, é muito empregado o processo de soldagem TIG (GTAW), entretanto, no caso de tubulações de paredes espessas este processo torna-se pouco produtivo. O processo GTAW é muito utilizado na soldagem dos aços duplex, pois a soldagem destes aços inoxidáveis é uma operação que exige grandes cuidados, principalmente quando não se pode realizar um tratamento térmico de solubilização posterior. Como estes aços solidificam com uma microestrutura 100% ferrítica e a austenita somente surge por difusão no resfriamento abaixo de 1250-1300ºC, uma velocidade de resfriamento muito rápida conduz a uma microestrutura preponderantemente ferrítica, contendo nitretos de cromo (Cr2N) dispersos nesta fase. Por outro lado, um resfriamento muito lento pode promover a formação das fases intermetálicas e que atuam em detrimento da resistência mecânica e à corrosão. Ambas as formas de desbalanço microestrutural devem ser evitadas na soldagem dos aços duplex. Para que não ocorra um teor excessivamente elevado de ferrita as medidas usuais são: a utilização de metal de adição mais rico em Ni, utilização de gás de proteção Ar com adição de 1 a 3% de N e controle do aporte de calor para que não seja muito baixo. Para se evitar a precipitação de fases deletérias, a principal medida é o controle do aporte de calor, evitando que seja excessivamente alto. Neste sentido, recomendase um aporte térmico entre 0,5kJ/mm e 2,5kJ/mm para a soldagem de aços duplex e entre 0,2kJ/mm e 1,5kJ/mm para os aços inoxidáveis superduplex (AISD)(4). Neste contexto, alguns trabalhos(5-7) avaliaram as propriedades e a caracterização de juntas soldadas pelo processo de arco submerso (SAW). Nowacki e Rybicki(5) analisaram a influência do aporte de calor na taxa de defeitos produzidos em uma junta de topo de AID UNS S31803, enquanto que Sieurin e Sandström(6) estabeleceram um método para descrever a taxa de resfriamento e a reformação de austenita, avaliando também a mecânica da fratura e tenacidade ao impacto(7) em juntas soldadas de chapas grossas de AID. O presente trabalho tem como objetivo avaliar a soldagem de uma tubulação de (AID UNS S31803) pelo processo de arco submerso (SAW), utilizando arames AISD. A importância da implementação e utilização deste processo nesta família de aços inoxidáveis visa aumentar a produtividade na soldagem de tubulações espessas na indústria de construção e montagem na área offshore. 2 MATERIAIS E MÉTODOS
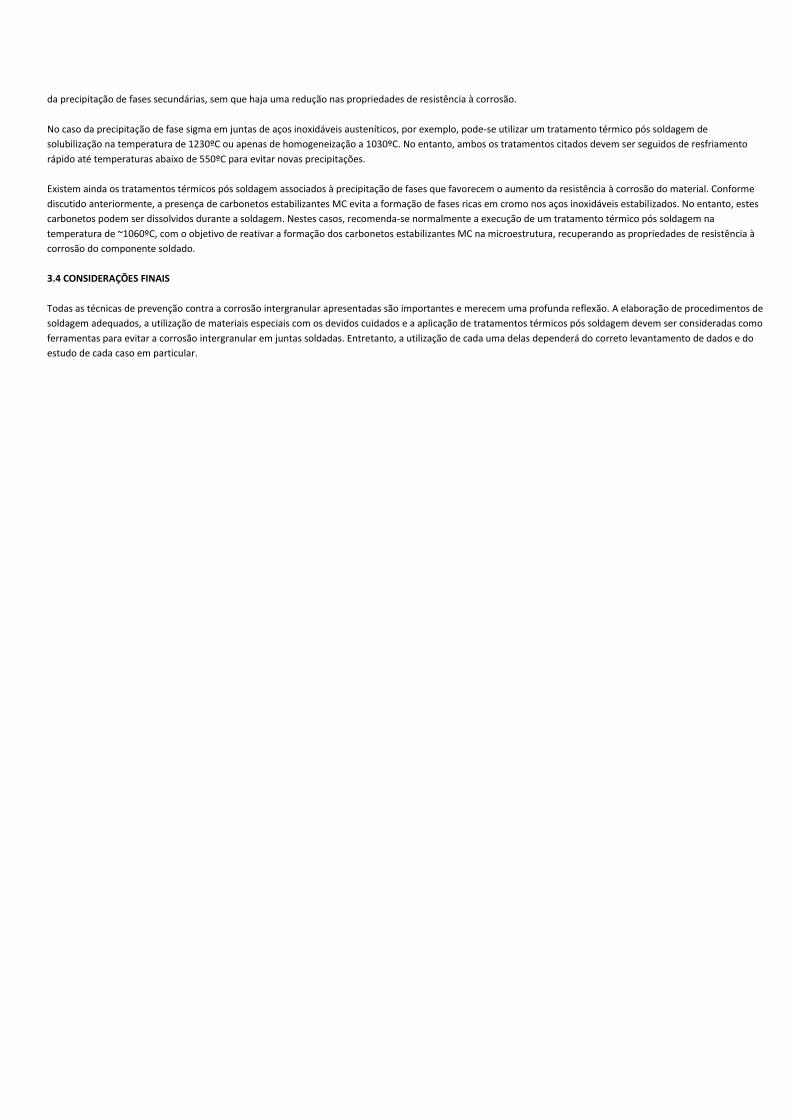
Neste trabalho, foi realizada a soldagem de uma tubulação de AID UNS S31803 pelos processos TIG (GTAW) na raiz e arco submerso (SAW) no enchimento e acabamento, respectivamente. A geometria e dimensões do bisel empregado são apresentadas na Figura 1(8), onde a abertura da junta utilizada foi de 5mm.
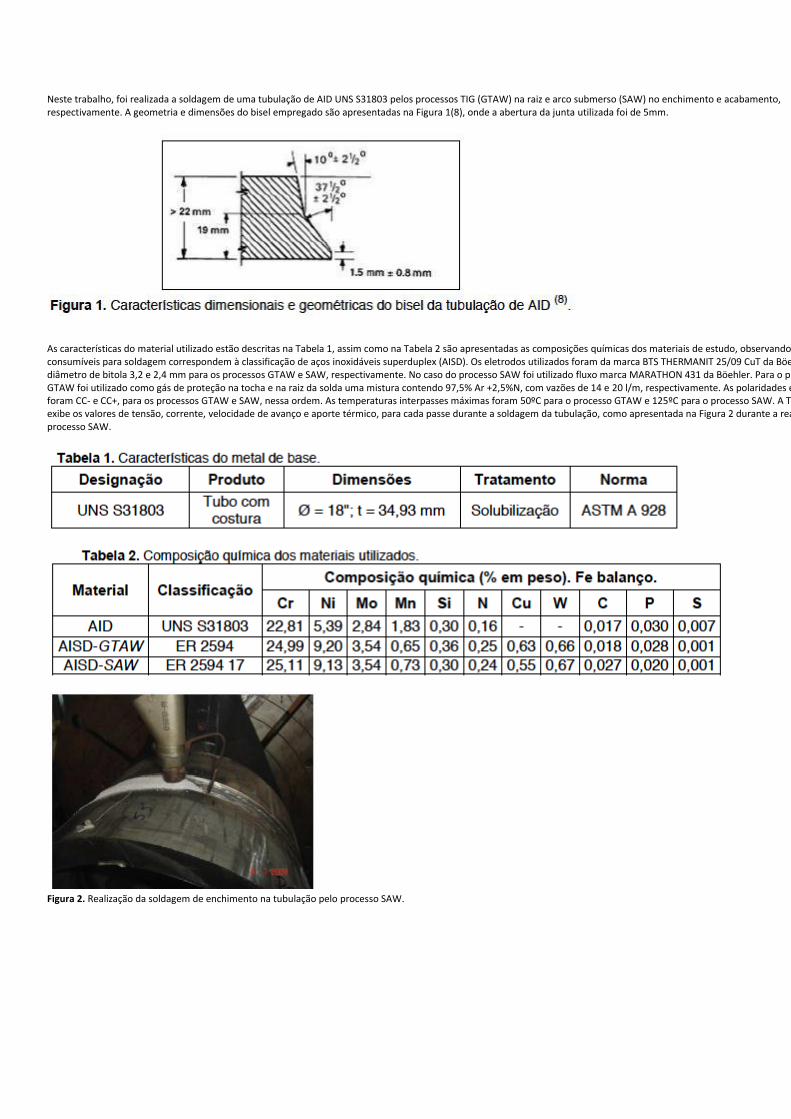
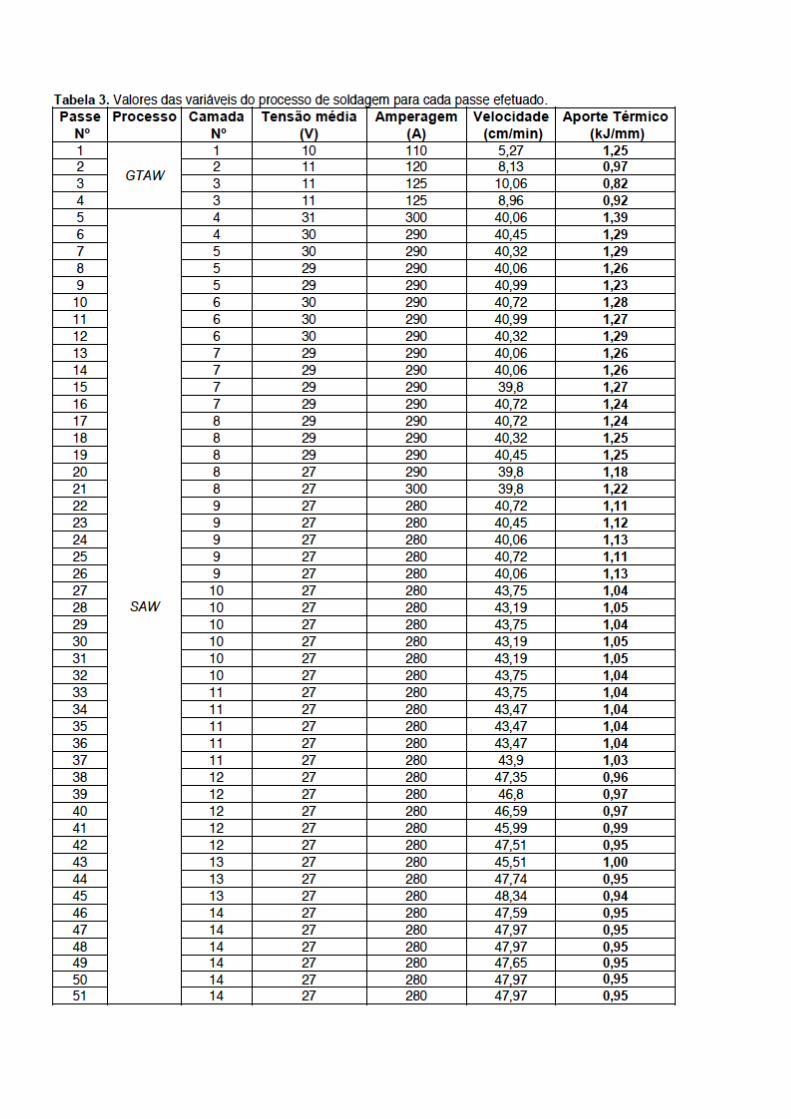
As características do material utilizado estão descritas na Tabela 1, assim como na Tabela 2 são apresentadas as composições químicas dos materiais de estudo, observando-se que os consumíveis para soldagem correspondem à classificação de aços inoxidáveis superduplex (AISD). Os eletrodos utilizados foram da marca BTS THERMANIT 25/09 CuT da Böehler, com diâmetro de bitola 3,2 e 2,4 mm para os processos GTAW e SAW, respectivamente. No caso do processo SAW foi utilizado fluxo marca MARATHON 431 da Böehler. Para o processo GTAW foi utilizado como gás de proteção na tocha e na raiz da solda uma mistura contendo 97,5% Ar +2,5%N, com vazões de 14 e 20 l/m, respectivamente. As polaridades empregadas foram CC- e CC+, para os processos GTAW e SAW, nessa ordem. As temperaturas interpasses máximas foram 50ºC para o processo GTAW e 125ºC para o processo SAW. A Tabela 3 exibe os valores de tensão, corrente, velocidade de avanço e aporte térmico, para cada passe durante a soldagem da tubulação, como apresentada na Figura 2 durante a realização do processo SAW.
Figura 2. Realização da soldagem de enchimento na tubulação pelo processo SAW.
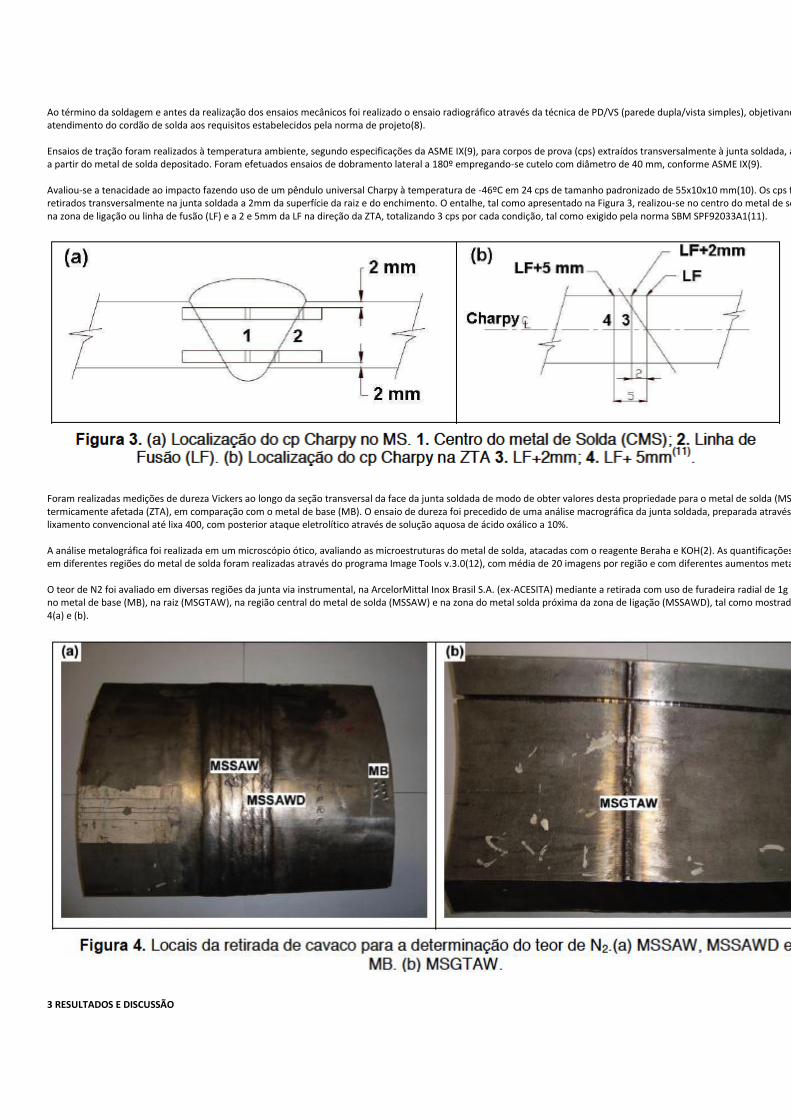
Ao término da soldagem e antes da realização dos ensaios mecânicos foi realizado o ensaio radiográfico através da técnica de PD/VS (parede dupla/vista simples), objetivando avaliar o atendimento do cordão de solda aos requisitos estabelecidos pela norma de projeto(8). Ensaios de tração foram realizados à temperatura ambiente, segundo especificações da ASME IX(9), para corpos de prova (cps) extraídos transversalmente à junta soldada, assim como a partir do metal de solda depositado. Foram efetuados ensaios de dobramento lateral a 180º empregando-se cutelo com diâmetro de 40 mm, conforme ASME IX(9). Avaliou-se a tenacidade ao impacto fazendo uso de um pêndulo universal Charpy à temperatura de -46ºC em 24 cps de tamanho padronizado de 55x10x10 mm(10). Os cps foram retirados transversalmente na junta soldada a 2mm da superfície da raiz e do enchimento. O entalhe, tal como apresentado na Figura 3, realizou-se no centro do metal de solda (CMS), na zona de ligação ou linha de fusão (LF) e a 2 e 5mm da LF na direção da ZTA, totalizando 3 cps por cada condição, tal como exigido pela norma SBM SPF92033A1(11).
Foram realizadas medições de dureza Vickers ao longo da seção transversal da face da junta soldada de modo de obter valores desta propriedade para o metal de solda (MS) e zona termicamente afetada (ZTA), em comparação com o metal de base (MB). O ensaio de dureza foi precedido de uma análise macrográfica da junta soldada, preparada através de lixamento convencional até lixa 400, com posterior ataque eletrolítico através de solução aquosa de ácido oxálico a 10%. A análise metalográfica foi realizada em um microscópio ótico, avaliando as microestruturas do metal de solda, atacadas com o reagente Beraha e KOH(2). As quantificações das fases e em diferentes regiões do metal de solda foram realizadas através do programa Image Tools v.3.0(12), com média de 20 imagens por região e com diferentes aumentos metalográficos. O teor de N2 foi avaliado em diversas regiões da junta via instrumental, na ArcelorMittal Inox Brasil S.A. (ex-ACESITA) mediante a retirada com uso de furadeira radial de 1g de cavaco, no metal de base (MB), na raiz (MSGTAW), na região central do metal de solda (MSSAW) e na zona do metal solda próxima da zona de ligação (MSSAWD), tal como mostrado na Figura 4(a) e (b).
3 RESULTADOS E DISCUSSÃO
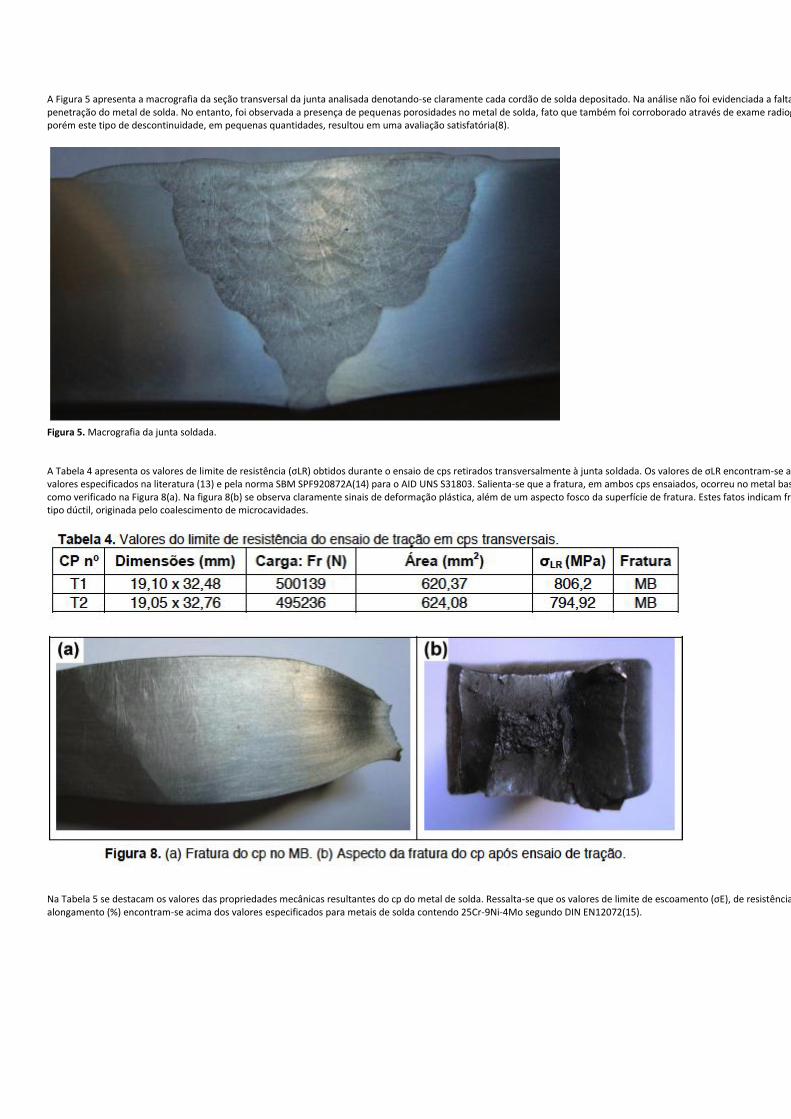
A Figura 5 apresenta a macrografia da seção transversal da junta analisada denotando-se claramente cada cordão de solda depositado. Na análise não foi evidenciada a falta de fusão e penetração do metal de solda. No entanto, foi observada a presença de pequenas porosidades no metal de solda, fato que também foi corroborado através de exame radiográfico, porém este tipo de descontinuidade, em pequenas quantidades, resultou em uma avaliação satisfatória(8).
Figura 5. Macrografia da junta soldada. A Tabela 4 apresenta os valores de limite de resistência (σLR) obtidos durante o ensaio de cps retirados transversalmente à junta soldada. Os valores de σLR encontram-se acima dos valores especificados na literatura (13) e pela norma SBM SPF920872A(14) para o AID UNS S31803. Salienta-se que a fratura, em ambos cps ensaiados, ocorreu no metal base (MB), tal como verificado na Figura 8(a). Na figura 8(b) se observa claramente sinais de deformação plástica, além de um aspecto fosco da superfície de fratura. Estes fatos indicam fratura do tipo dúctil, originada pelo coalescimento de microcavidades.
Na Tabela 5 se destacam os valores das propriedades mecânicas resultantes do cp do metal de solda. Ressalta-se que os valores de limite de escoamento (σE), de resistência (σLR) e alongamento (%) encontram-se acima dos valores especificados para metais de solda contendo 25Cr-9Ni-4Mo segundo DIN EN12072(15).
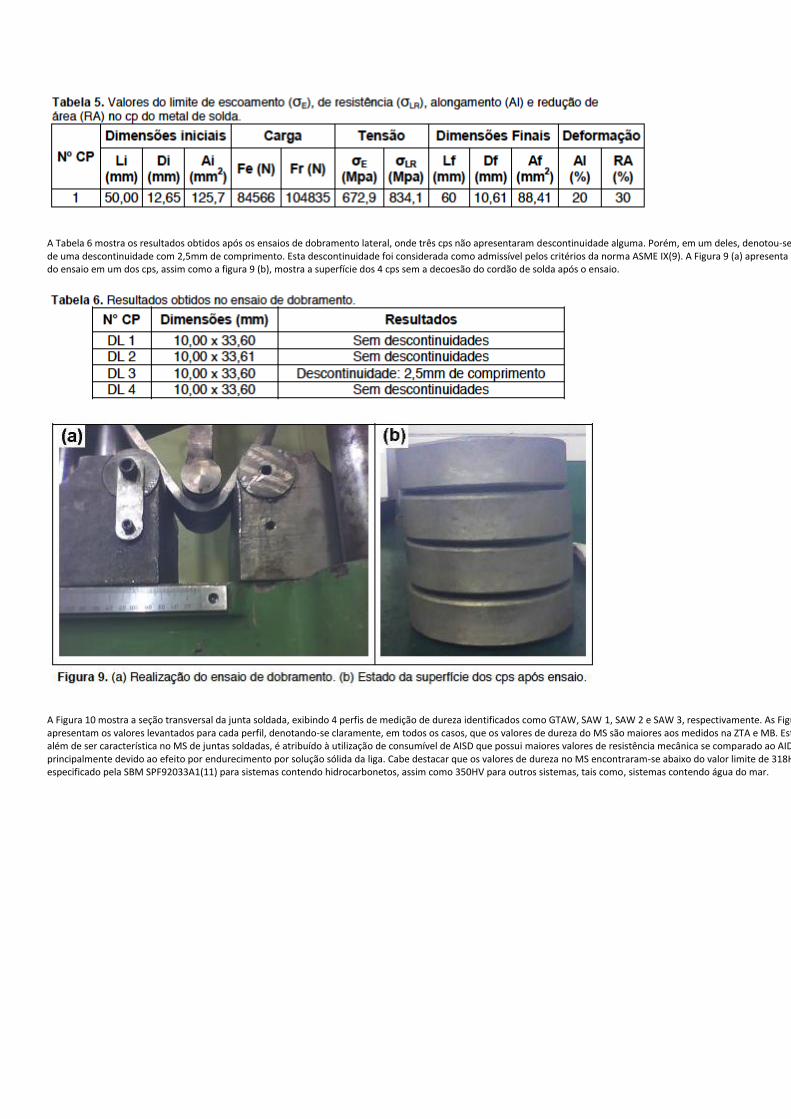
A Tabela 6 mostra os resultados obtidos após os ensaios de dobramento lateral, onde três cps não apresentaram descontinuidade alguma. Porém, em um deles, denotou-se a presença de uma descontinuidade com 2,5mm de comprimento. Esta descontinuidade foi considerada como admissível pelos critérios da norma ASME IX(9). A Figura 9 (a) apresenta a realização do ensaio em um dos cps, assim como a figura 9 (b), mostra a superfície dos 4 cps sem a decoesão do cordão de solda após o ensaio.
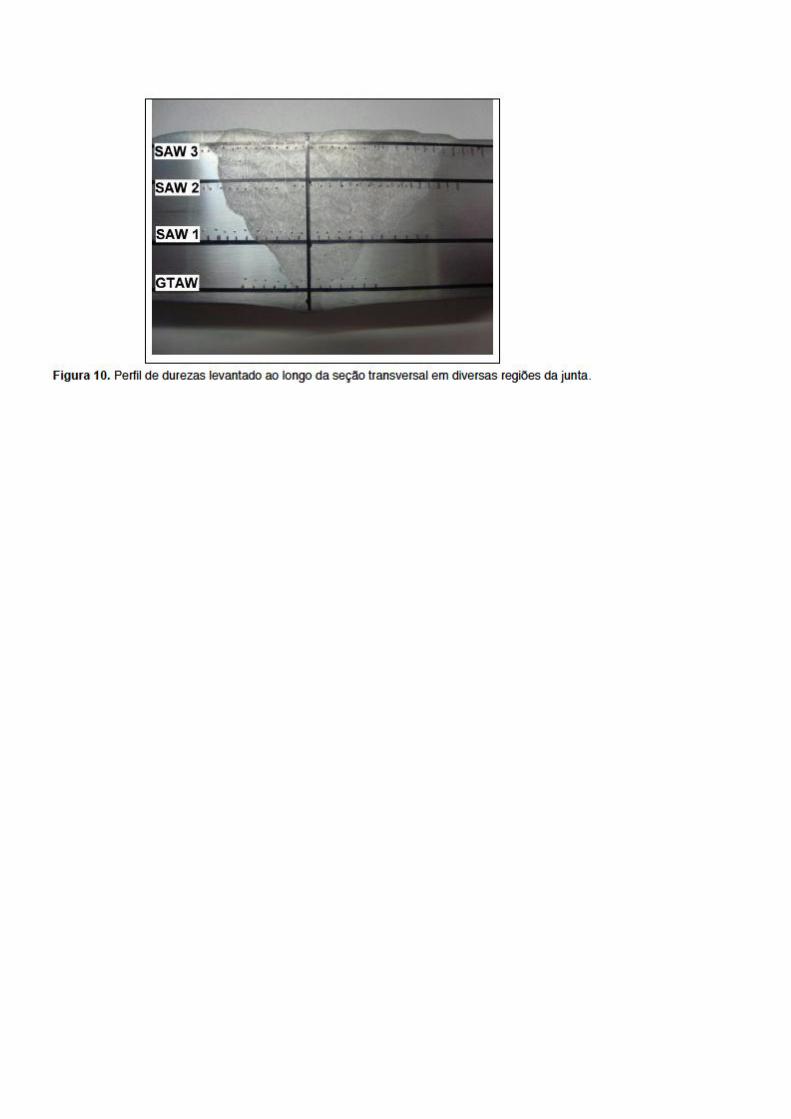
A Figura 10 mostra a seção transversal da junta soldada, exibindo 4 perfis de medição de dureza identificados como GTAW, SAW 1, SAW 2 e SAW 3, respectivamente. As Figuras 11 e 12 apresentam os valores levantados para cada perfil, denotando-se claramente, em todos os casos, que os valores de dureza do MS são maiores aos medidos na ZTA e MB. Este fato, além de ser característica no MS de juntas soldadas, é atribuído à utilização de consumível de AISD que possui maiores valores de resistência mecânica se comparado ao AID, principalmente devido ao efeito por endurecimento por solução sólida da liga. Cabe destacar que os valores de dureza no MS encontraram-se abaixo do valor limite de 318HV especificado pela SBM SPF92033A1(11) para sistemas contendo hidrocarbonetos, assim como 350HV para outros sistemas, tais como, sistemas contendo água do mar.
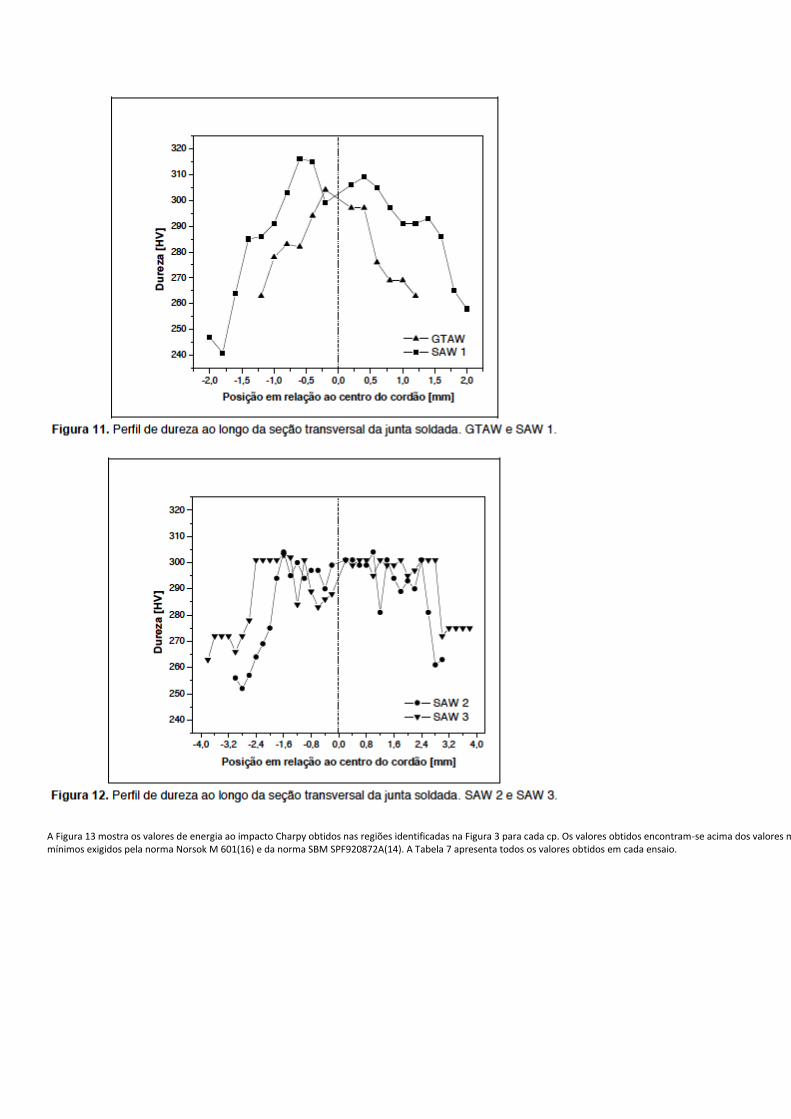
A Figura 13 mostra os valores de energia ao impacto Charpy obtidos nas regiões identificadas na Figura 3 para cada cp. Os valores obtidos encontram-se acima dos valores médios mínimos exigidos pela norma Norsok M 601(16) e da norma SBM SPF920872A(14). A Tabela 7 apresenta todos os valores obtidos em cada ensaio.
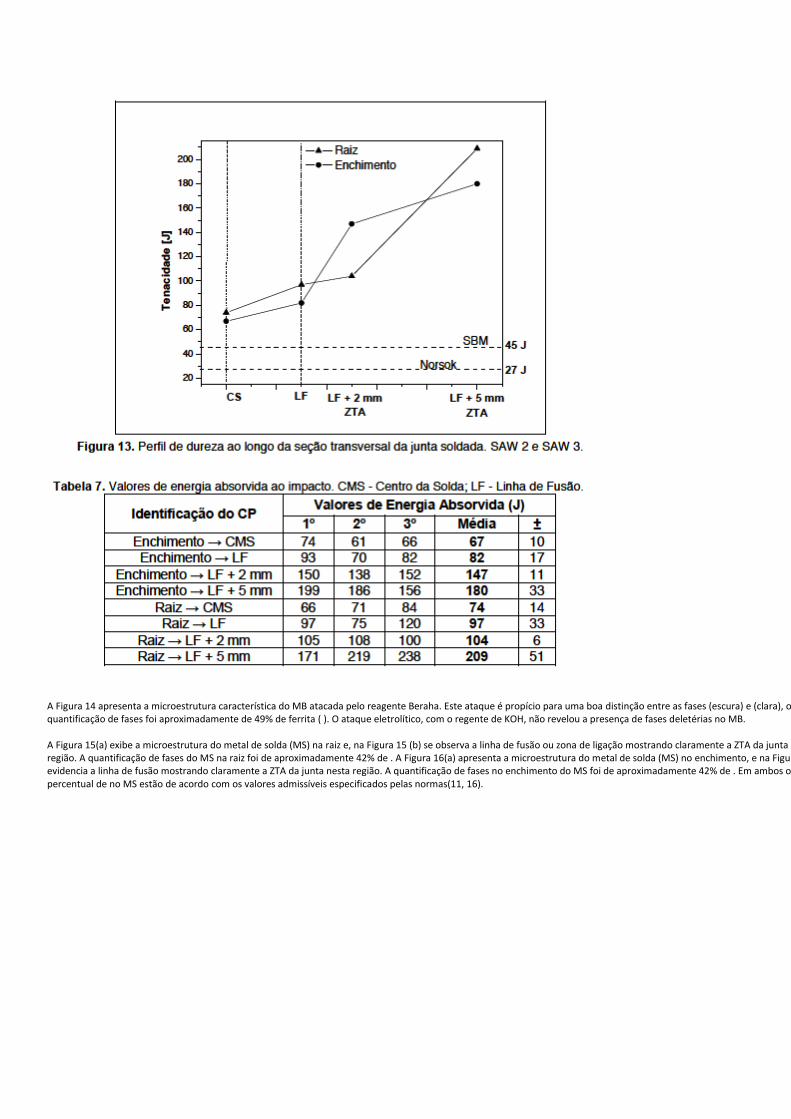
A Figura 14 apresenta a microestrutura característica do MB atacada pelo reagente Beraha. Este ataque é propício para uma boa distinção entre as fases (escura) e (clara), onde a quantificação de fases foi aproximadamente de 49% de ferrita ( ). O ataque eletrolítico, com o regente de KOH, não revelou a presença de fases deletérias no MB. A Figura 15(a) exibe a microestrutura do metal de solda (MS) na raiz e, na Figura 15 (b) se observa a linha de fusão ou zona de ligação mostrando claramente a ZTA da junta nesta região. A quantificação de fases do MS na raiz foi de aproximadamente 42% de . A Figura 16(a) apresenta a microestrutura do metal de solda (MS) no enchimento, e na Figura 16(b) se evidencia a linha de fusão mostrando claramente a ZTA da junta nesta região. A quantificação de fases no enchimento do MS foi de aproximadamente 42% de . Em ambos os casos o percentual de no MS estão de acordo com os valores admissíveis especificados pelas normas(11, 16).
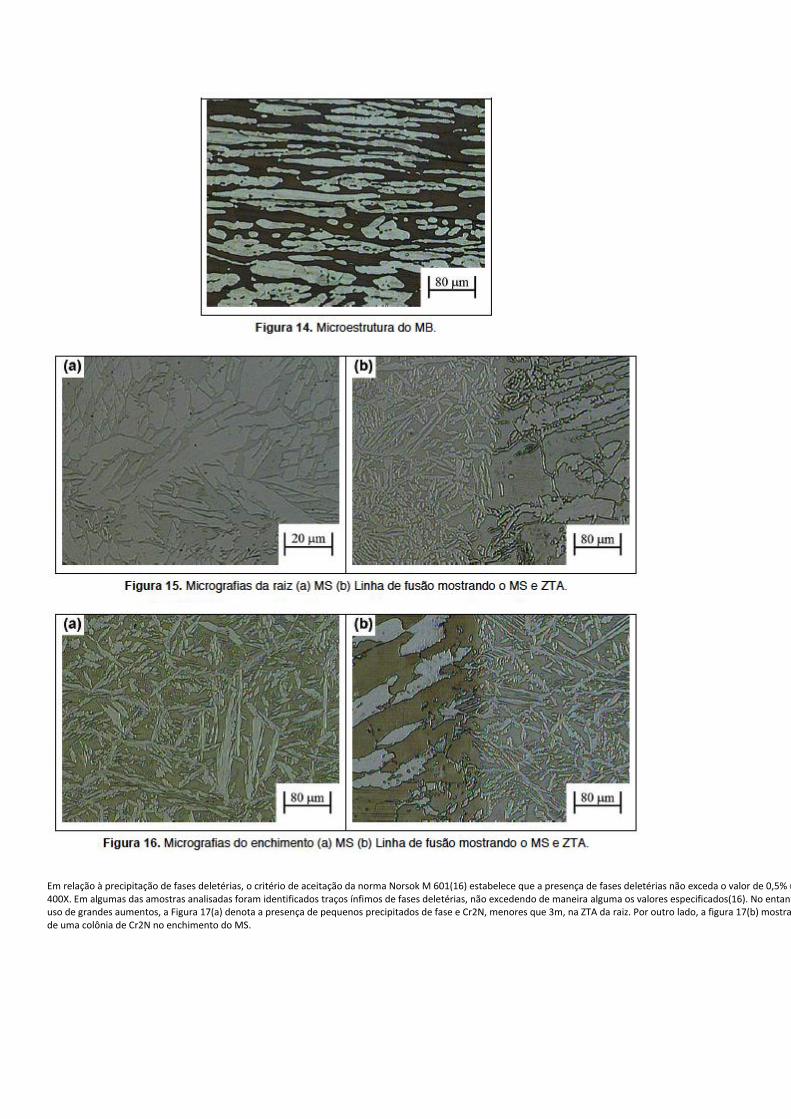
Em relação à precipitação de fases deletérias, o critério de aceitação da norma Norsok M 601(16) estabelece que a presença de fases deletérias não exceda o valor de 0,5% utilizando 400X. Em algumas das amostras analisadas foram identificados traços ínfimos de fases deletérias, não excedendo de maneira alguma os valores especificados(16). No entanto, fazendo uso de grandes aumentos, a Figura 17(a) denota a presença de pequenos precipitados de fase e Cr2N, menores que 3m, na ZTA da raiz. Por outro lado, a figura 17(b) mostra a presença de uma colônia de Cr2N no enchimento do MS.

A Tabela 8 exibe os valores de percentual em peso de nitrogênio obtidos tanto no MB, MSGTAW, MSSAW e MSSAWD, respectivamente.
Os teores de nitrogênio contidos no metal de solda são maiores, em relação ao metal de base. Nota-se que na análise efetuada no centro do cordão depositado pelo processo SAW (MSAS), onde a diluição é desprezível, o valor é bem maior do que aquele obtido próximo à zona de ligação (MSASD) devido à forte influência da diluição com o metal de base pela aplicação do processo SAW. Conclui-se, portanto, que apesar dos consumíveis utilizados corresponderem às designações de AISD, o metal depositado possui teores de nitrogênio maiores do que o metal de base. Deste modo, as propriedades mecânicas e resistência à corrosão do metal de solda ficam beneficiadas pela presença deste elemento, quando dissolvido em solução sólida. CONCLUSÕES Neste trabalho foi realizada satisfatoriamente a soldagem de uma tubulação de AID UNS S31803 pelos processos GTAW na raiz e SAW no enchimento e acabamento, respectivamente. A caracterização da junta soldada permite as seguintes conclusões: Foi percebida a presença de pequenas porosidades no metal de solda, fato corroborado através exame radiográfico, porém este tipo de descontinuidade se apresentou em pequenas quantidades resultando em uma avaliação satisfatória pela ASME B31.3(8). Os resultados dos ensaios de tração em cps obtidos transversalmente à junta soldada tiveram resultado satisfatórios, assim como daquele cp obtido a partir do metal de solda. No ensaio de dobramento somente um cp apresentou uma descontinuidade com 2,5mm de comprimento, no entanto, esta descontinuidade foi considerada admissível pela norma ASME-IX(9). Os perfis de dureza levantados na seção transversal da junta soldada tiveram, em todos os casos, valores de dureza maiores do MS aos medidos na ZTA e MB. Os valores de dureza no MS encontraram-se abaixo do valor limite máximo proposto pela norma SBM SPF92033A1(11) para diferentes condições de serviço da tubulação. Os valores de tenacidade ao impacto medidos em todos os casos estão acima dos valores médios mínimos exigidos pela norma Norsok M 601(16) e da norma SBM SPF920872A (14). Os valores de proporção de fases na matriz e no MS na raiz e enchimento estão de acordo com os valores admissíveis especificados pelas normas(11, 16). Em algumas das amostras analisadas pela utilização do reagente de KOH foram identificados traços ínfimos de fases deletérias, não excedendo de maneira alguma os valores especificados pela norma Norsok M 601(16). Fazendo uso de grandes aumentos denotou-se a presença de pequenos precipitados de fase e de Cr2N menores a 3m na ZTA da raiz. A presença de pequenas colônias de Cr2N no MS do enchimento foi também detectada. O teor de nitrogênio do metal depositado possui valores percentuais maiores do que o metal de base. Deste modo, as propriedades mecânicas e resistência à corrosão do metal de solda ficam beneficiadas pela presença deste elemento, quando dissolvido em solução sólida. Agradecimentos Os autores agradecem à empresa UTC Engenharia pelo suporte na realização deste trabalho e à empresa Böhler Técnica de Soldagem pelo fornecimento dos consumíveis de soldagem.

REFERÊNCIAS 1. REICK, W.; POHL, M.; PADILHA, A.F. O desenvolvimento dos aços inoxidáveis ferríticos-austeníticos com microestrutura duplex. In: CONGRESSO ANUAL DA ASSOCIAÇÃO BRASILEIRA DE METALURGIA E MATERIAIS, 47. 1992, Belo Horizonte. Anais. Belo Horizonte: ABM, 1992. Vol 48, Nº409. 2. PARDAL, J.M. Efeitos dos tratamentos térmicos nas propriedades mecânicas, magnéticas e na resistência à corrosão de aços inoxidáveis superduplex. Tese de Doutorado, Universidade Federal Fluminense, 2009. 3. MUTHUPANDI, V.; SRINIVASAN, P. B.; SESHADRI, S. K.; SUNDARESAN, S. Effect of weld metal chemistry and heat input on the structure and properties of duplex stainless steels welds. Mat. Sci. and Eng. A., A358: 9-16, 2003. 4. PARDAL, J.M.; TAVARES, S.S.M.; FARIA, R.A. Aços inoxidáveis Duplex (austeno-ferríticos) microestrutura e propriedades. Metalurgia & Materiais. 2008; 64: 624-626. 5. NOWACKI, J.; RYBICKI, P. The influence of welding heat input on submerged arc welded duplex steel joints imperfections. Journal of Materials Processing Technology. 2005; 164-165: 1082-1088. 6. SIEURIN, H; SANDSTRÖM, R. Austenite reformation in the heat-affected zone of duplex stainless steel 2205. Mat. Sci. and Eng. A., A418: 250-256, 2006. 7. SIEURIN, H; SANDSTRÖM, R. Fracture toughness of a welded duplex stainless steel. Engineering Fracture Mechanics. 2006; 73: 377-390. 8. ASME B31.3-2008: Process Piping. 9. ASME IX -2007: Welding and Brazing Qualifications. 10. ASTM E 23-05: Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. 11. SBM SPF92033A1: Fabrication, Welding and Erection Specification. 12. IMAGE TOOL Version 3.0. Department of Dental Diagnostic Science at The University of Texas Health Science Center (UTHSCSA), San Antonio, Texas. Disponível em: < http://ddsdx.uthscsa.edu/dig/itdesc.html >. Acesso em: 18 Jan. 2009. 13. GUNN, R.N. Duplex stainless steels. Microstructure, properties and applications. Cambridge - England: Abington Publishing, 2003. 204 p. 14. SBM SPF92087A2: Piping Material Standard Datasheet. 15. DIN EN12072: Wire Electrodes, Wire and Rods for Arc Welding of Stainless and Heat-Resisting Steels 16. NORSOK STANDARD M-601: Welding and Inspection of Piping. Rev. 4, July 2004.

CORROSÃO INTERGRANULAR EM JUNTAS SOLDADAS - PARTE II
((Departamento de Engenharia de Aplicação) email: [email protected]
(Artigo publicado na Revista Soldagem & Inspeção – Ano 6. Nº 4) PARTE II - MECANISMOS METALÚRGICOS DE CORROSÃO INTERGRANULAR Conforme discutido na Parte I, a corrosão intergranular é caracterizada pela degradação preferencial das regiões dos contornos de grão de uma liga metálica. Consequentemente, estes grãos podem perder a força de coesão entre si , ocasionando uma drástica redução nos valores de resistência mecânica do material. Como exemplo, a Figura 2 mostra o efeito deste tipo de corrosão na microestrutura de algumas ligas.
Figura 2 - Microestruturas de algumas ligas metálicas corroídas intergranularmente. A= AISI 316; B e C= AISI 304; D= Liga de Alumínio 7075-T6; E= Liga de Cu-Zn 60/40 "Muntz metal" (2,4).
Em princípio, a corrosão intergranular pode ocorrer nas juntas soldadas através de três mecanismos metalúrgicos: sensitização, dissolução de precipitados e microssegregação de fósforo. 2.1 (1º) MECANISMO: SENSITIZAÇÃO A maior parte dos casos de corrosão intergranular verificados em juntas soldadas está associada à este fenômeno. Os metais que demonstram a sensitização com maior frequência são os aços inoxidáveis austeníticos, ligas de alumínio, de cobre, de magnésio e de zinco. O mecanismo da sensitização pode ser melhor entendido através da análise do fluxograma apresentado na Figura 3.
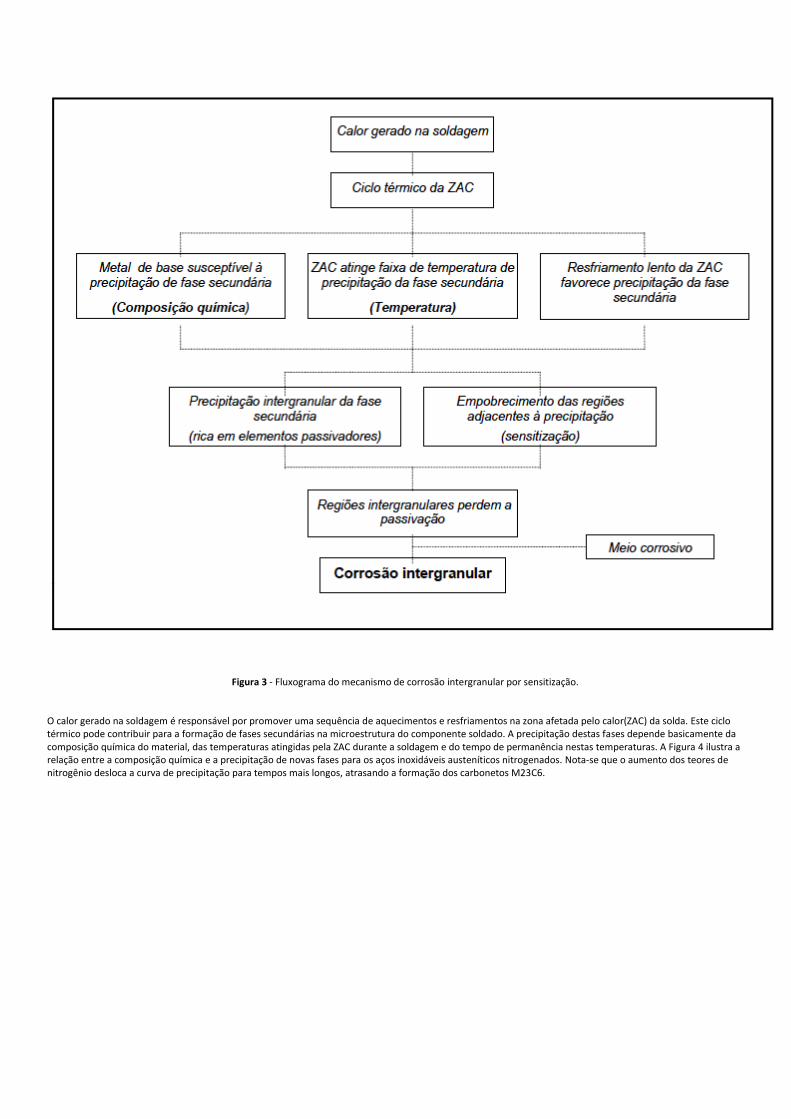
Figura 3 - Fluxograma do mecanismo de corrosão intergranular por sensitização. O calor gerado na soldagem é responsável por promover uma sequência de aquecimentos e resfriamentos na zona afetada pelo calor(ZAC) da solda. Este ciclo térmico pode contribuir para a formação de fases secundárias na microestrutura do componente soldado. A precipitação destas fases depende basicamente da composição química do material, das temperaturas atingidas pela ZAC durante a soldagem e do tempo de permanência nestas temperaturas. A Figura 4 ilustra a relação entre a composição química e a precipitação de novas fases para os aços inoxidáveis austeníticos nitrogenados. Nota-se que o aumento dos teores de nitrogênio desloca a curva de precipitação para tempos mais longos, atrasando a formação dos carbonetos M23C6.
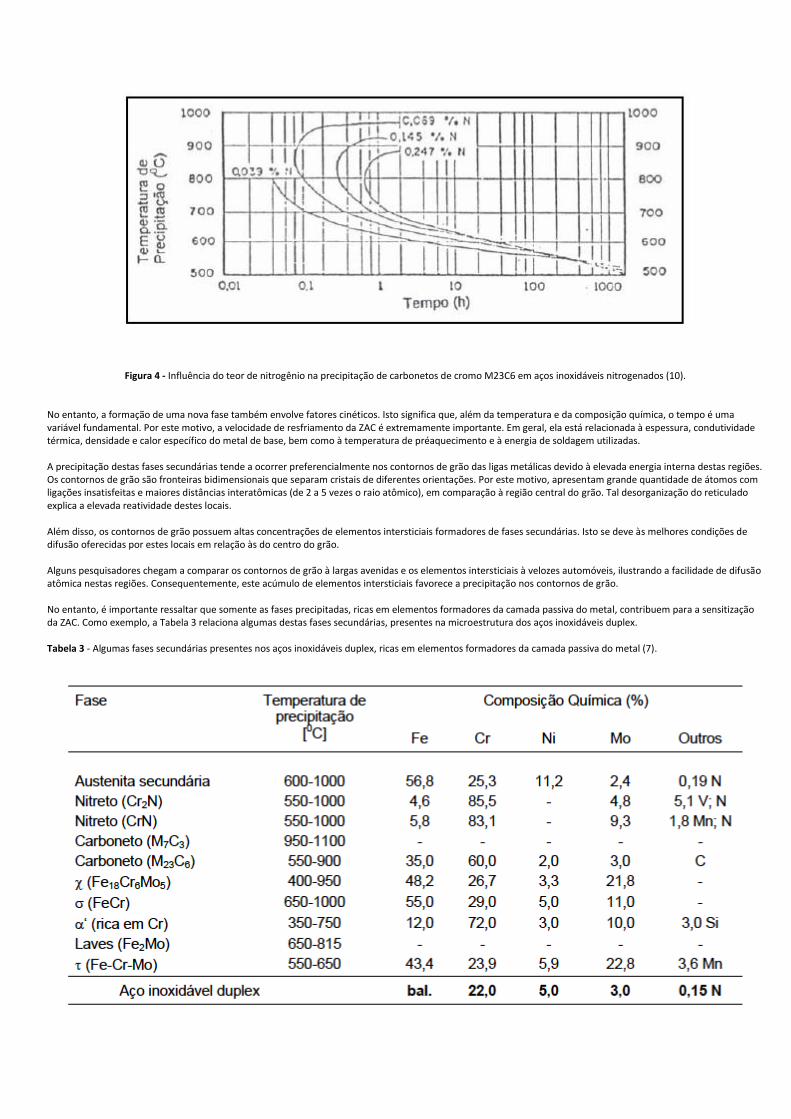
Figura 4 - Influência do teor de nitrogênio na precipitação de carbonetos de cromo M23C6 em aços inoxidáveis nitrogenados (10). No entanto, a formação de uma nova fase também envolve fatores cinéticos. Isto significa que, além da temperatura e da composição química, o tempo é uma variável fundamental. Por este motivo, a velocidade de resfriamento da ZAC é extremamente importante. Em geral, ela está relacionada à espessura, condutividade térmica, densidade e calor específico do metal de base, bem como à temperatura de préaquecimento e à energia de soldagem utilizadas. A precipitação destas fases secundárias tende a ocorrer preferencialmente nos contornos de grão das ligas metálicas devido à elevada energia interna destas regiões. Os contornos de grão são fronteiras bidimensionais que separam cristais de diferentes orientações. Por este motivo, apresentam grande quantidade de átomos com ligações insatisfeitas e maiores distâncias interatômicas (de 2 a 5 vezes o raio atômico), em comparação à região central do grão. Tal desorganização do reticulado explica a elevada reatividade destes locais. Além disso, os contornos de grão possuem altas concentrações de elementos intersticiais formadores de fases secundárias. Isto se deve às melhores condições de difusão oferecidas por estes locais em relação às do centro do grão. Alguns pesquisadores chegam a comparar os contornos de grão à largas avenidas e os elementos intersticiais à velozes automóveis, ilustrando a facilidade de difusão atômica nestas regiões. Consequentemente, este acúmulo de elementos intersticiais favorece a precipitação nos contornos de grão. No entanto, é importante ressaltar que somente as fases precipitadas, ricas em elementos formadores da camada passiva do metal, contribuem para a sensitização da ZAC. Como exemplo, a Tabela 3 relaciona algumas destas fases secundárias, presentes na microestrutura dos aços inoxidáveis duplex. Tabela 3 - Algumas fases secundárias presentes nos aços inoxidáveis duplex, ricas em elementos formadores da camada passiva do metal (7).
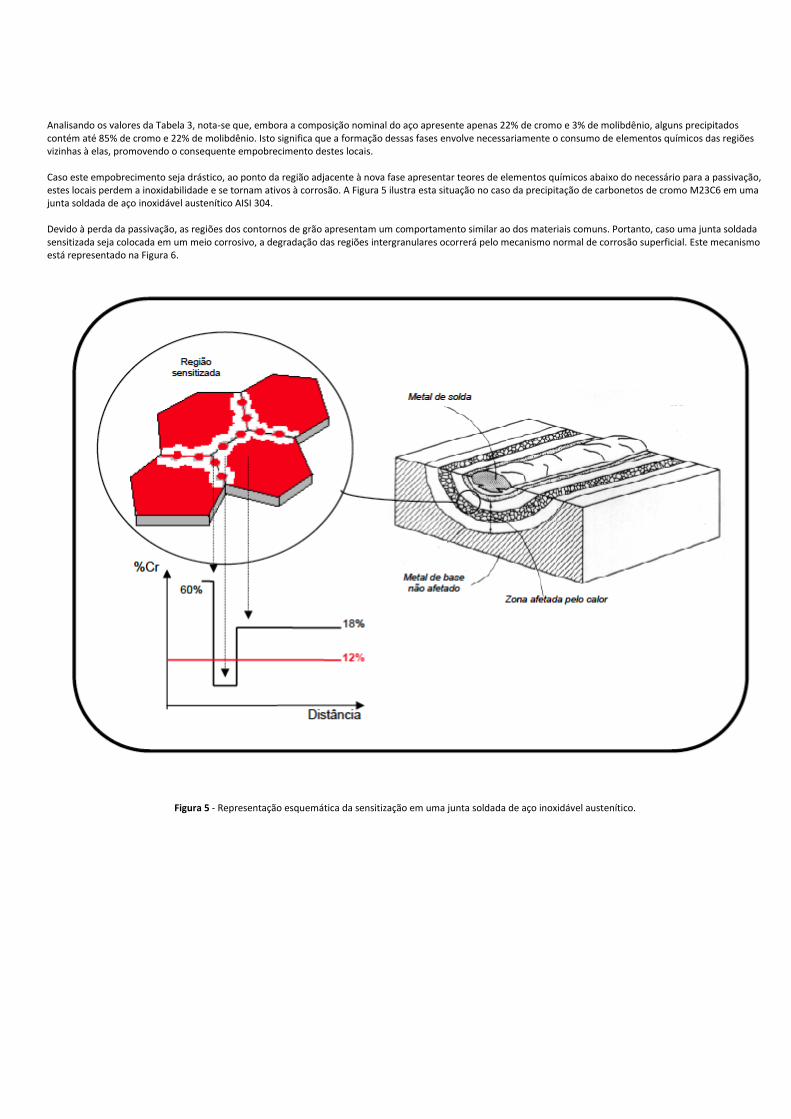
Analisando os valores da Tabela 3, nota-se que, embora a composição nominal do aço apresente apenas 22% de cromo e 3% de molibdênio, alguns precipitados contém até 85% de cromo e 22% de molibdênio. Isto significa que a formação dessas fases envolve necessariamente o consumo de elementos químicos das regiões vizinhas à elas, promovendo o consequente empobrecimento destes locais. Caso este empobrecimento seja drástico, ao ponto da região adjacente à nova fase apresentar teores de elementos químicos abaixo do necessário para a passivação, estes locais perdem a inoxidabilidade e se tornam ativos à corrosão. A Figura 5 ilustra esta situação no caso da precipitação de carbonetos de cromo M23C6 em uma junta soldada de aço inoxidável austenítico AISI 304. Devido à perda da passivação, as regiões dos contornos de grão apresentam um comportamento similar ao dos materiais comuns. Portanto, caso uma junta soldada sensitizada seja colocada em um meio corrosivo, a degradação das regiões intergranulares ocorrerá pelo mecanismo normal de corrosão superficial. Este mecanismo está representado na Figura 6.
Figura 5 - Representação esquemática da sensitização em uma junta soldada de aço inoxidável austenítico.
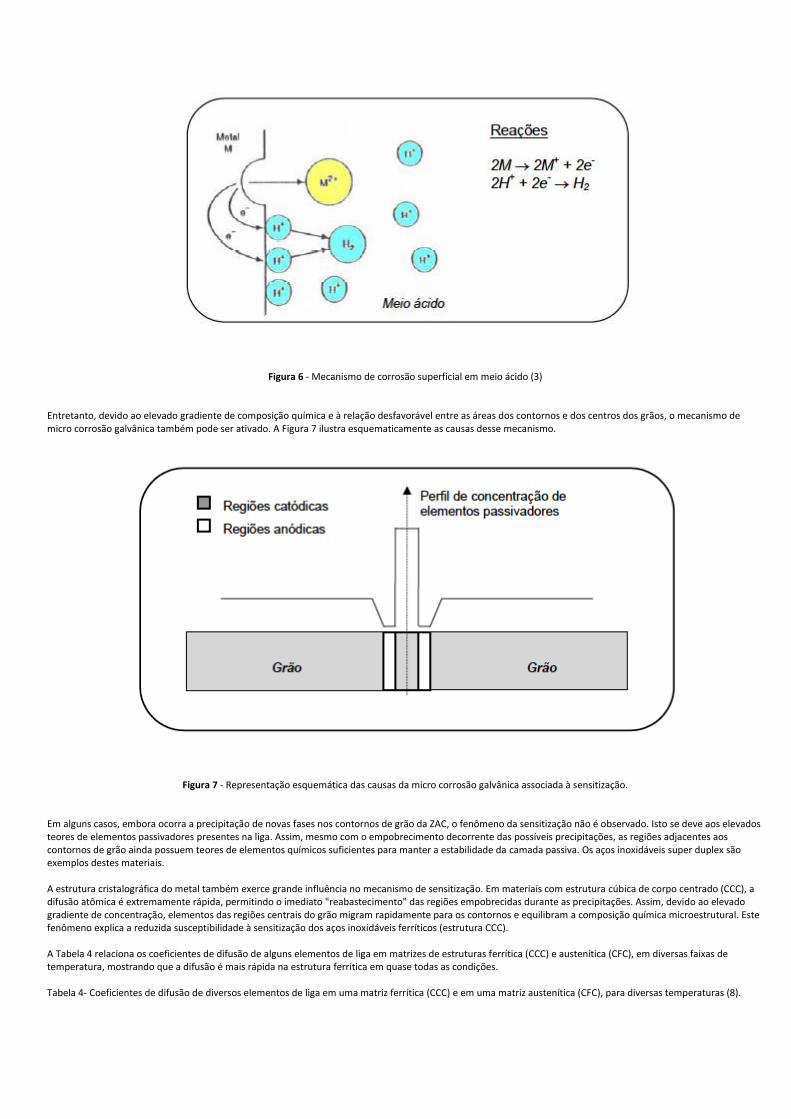
Figura 6 - Mecanismo de corrosão superficial em meio ácido (3) Entretanto, devido ao elevado gradiente de composição química e à relação desfavorável entre as áreas dos contornos e dos centros dos grãos, o mecanismo de micro corrosão galvânica também pode ser ativado. A Figura 7 ilustra esquematicamente as causas desse mecanismo.
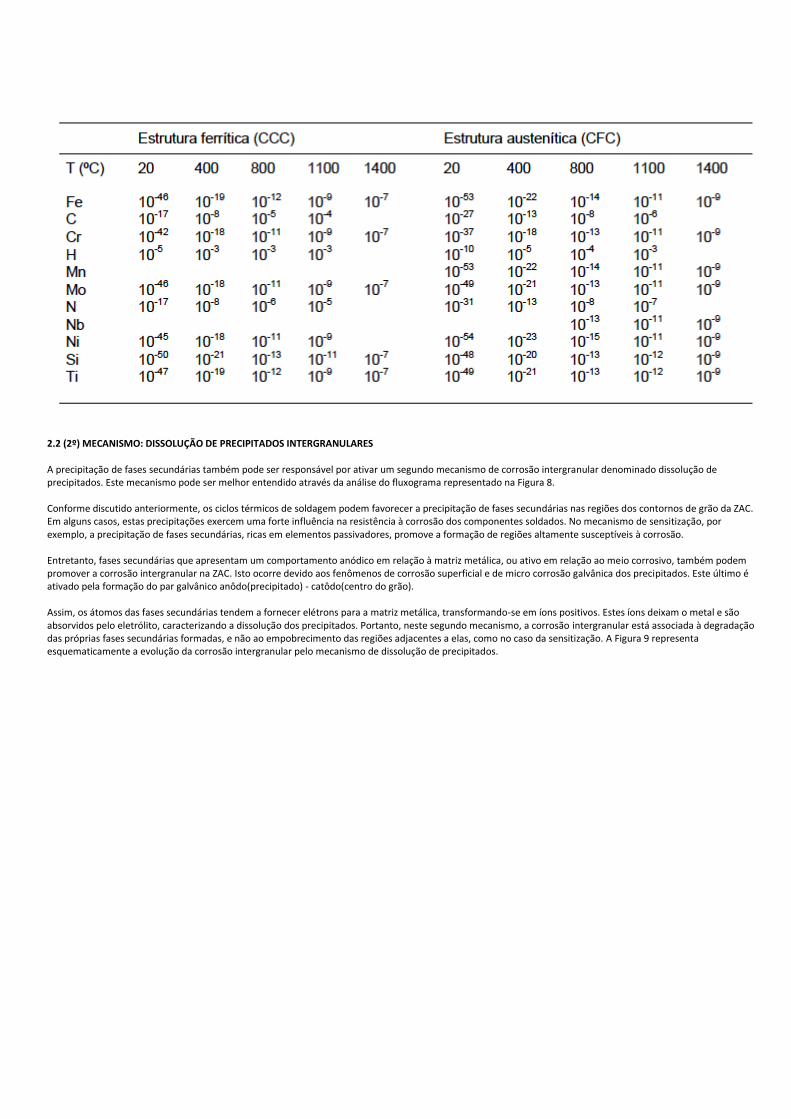
Figura 7 - Representação esquemática das causas da micro corrosão galvânica associada à sensitização. Em alguns casos, embora ocorra a precipitação de novas fases nos contornos de grão da ZAC, o fenômeno da sensitização não é observado. Isto se deve aos elevados teores de elementos passivadores presentes na liga. Assim, mesmo com o empobrecimento decorrente das possíveis precipitações, as regiões adjacentes aos contornos de grão ainda possuem teores de elementos químicos suficientes para manter a estabilidade da camada passiva. Os aços inoxidáveis super duplex são exemplos destes materiais. A estrutura cristalográfica do metal também exerce grande influência no mecanismo de sensitização. Em materiais com estrutura cúbica de corpo centrado (CCC), a difusão atômica é extremamente rápida, permitindo o imediato "reabastecimento" das regiões empobrecidas durante as precipitações. Assim, devido ao elevado gradiente de concentração, elementos das regiões centrais do grão migram rapidamente para os contornos e equilibram a composição química microestrutural. Este fenômeno explica a reduzida susceptibilidade à sensitização dos aços inoxidáveis ferríticos (estrutura CCC). A Tabela 4 relaciona os coeficientes de difusão de alguns elementos de liga em matrizes de estruturas ferrítica (CCC) e austenítica (CFC), em diversas faixas de temperatura, mostrando que a difusão é mais rápida na estrutura ferrítica em quase todas as condições. Tabela 4- Coeficientes de difusão de diversos elementos de liga em uma matriz ferrítica (CCC) e em uma matriz austenítica (CFC), para diversas temperaturas (8).
2.2 (2º) MECANISMO: DISSOLUÇÃO DE PRECIPITADOS INTERGRANULARES A precipitação de fases secundárias também pode ser responsável por ativar um segundo mecanismo de corrosão intergranular denominado dissolução de precipitados. Este mecanismo pode ser melhor entendido através da análise do fluxograma representado na Figura 8. Conforme discutido anteriormente, os ciclos térmicos de soldagem podem favorecer a precipitação de fases secundárias nas regiões dos contornos de grão da ZAC. Em alguns casos, estas precipitações exercem uma forte influência na resistência à corrosão dos componentes soldados. No mecanismo de sensitização, por exemplo, a precipitação de fases secundárias, ricas em elementos passivadores, promove a formação de regiões altamente susceptíveis à corrosão. Entretanto, fases secundárias que apresentam um comportamento anódico em relação à matriz metálica, ou ativo em relação ao meio corrosivo, também podem promover a corrosão intergranular na ZAC. Isto ocorre devido aos fenômenos de corrosão superficial e de micro corrosão galvânica dos precipitados. Este último é ativado pela formação do par galvânico anôdo(precipitado) - catôdo(centro do grão). Assim, os átomos das fases secundárias tendem a fornecer elétrons para a matriz metálica, transformando-se em íons positivos. Estes íons deixam o metal e são absorvidos pelo eletrólito, caracterizando a dissolução dos precipitados. Portanto, neste segundo mecanismo, a corrosão intergranular está associada à degradação das próprias fases secundárias formadas, e não ao empobrecimento das regiões adjacentes a elas, como no caso da sensitização. A Figura 9 representa esquematicamente a evolução da corrosão intergranular pelo mecanismo de dissolução de precipitados.
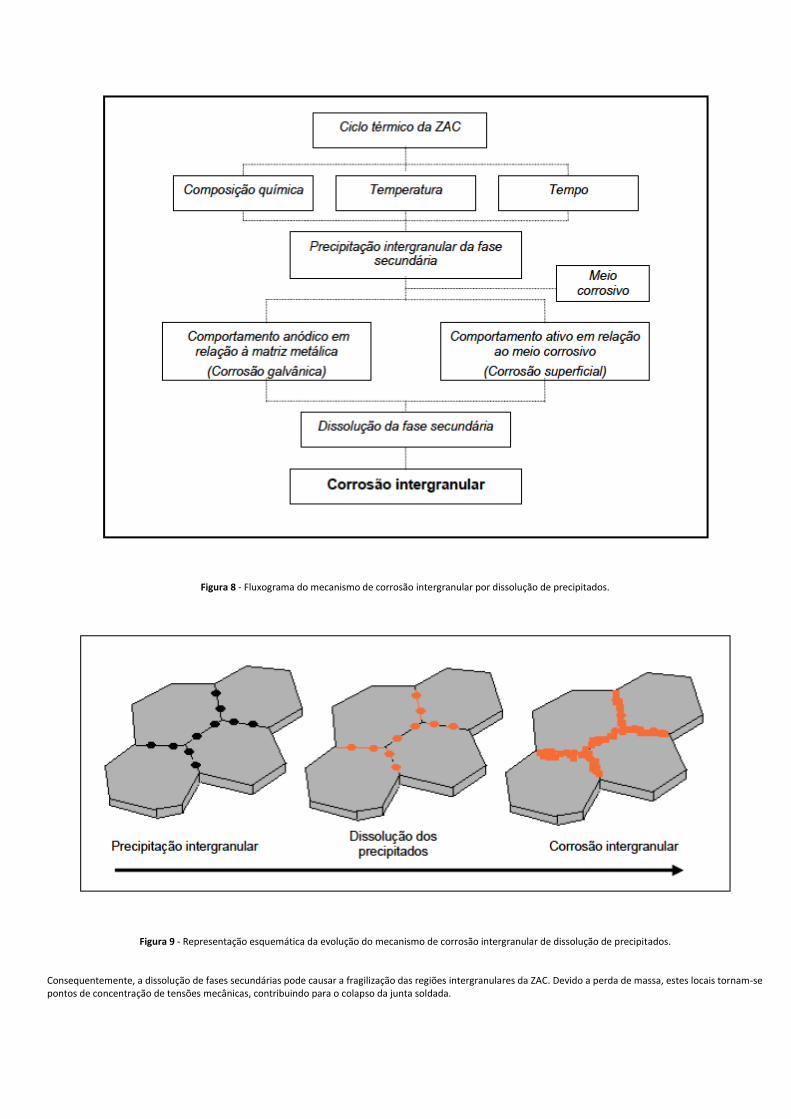
Figura 8 - Fluxograma do mecanismo de corrosão intergranular por dissolução de precipitados.
Figura 9 - Representação esquemática da evolução do mecanismo de corrosão intergranular de dissolução de precipitados. Consequentemente, a dissolução de fases secundárias pode causar a fragilização das regiões intergranulares da ZAC. Devido a perda de massa, estes locais tornam-se pontos de concentração de tensões mecânicas, contribuindo para o colapso da junta soldada.
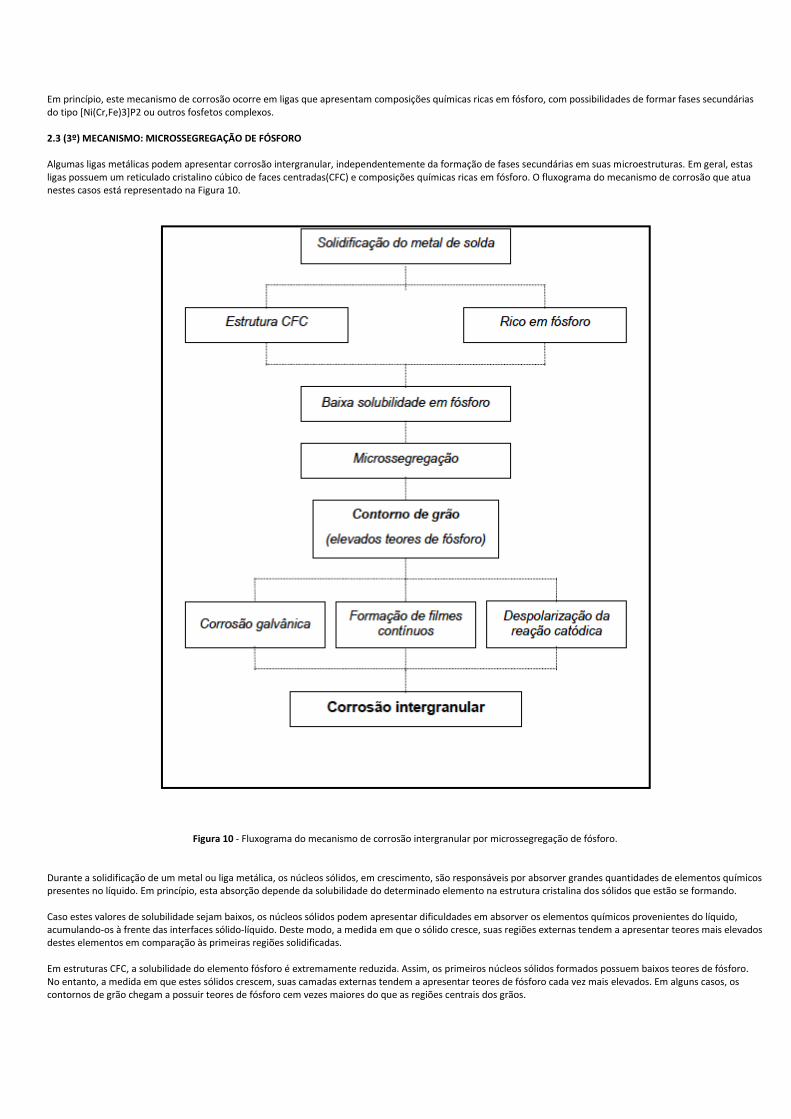
Em princípio, este mecanismo de corrosão ocorre em ligas que apresentam composições químicas ricas em fósforo, com possibilidades de formar fases secundárias do tipo [Ni(Cr,Fe)3]P2 ou outros fosfetos complexos. 2.3 (3º) MECANISMO: MICROSSEGREGAÇÃO DE FÓSFORO Algumas ligas metálicas podem apresentar corrosão intergranular, independentemente da formação de fases secundárias em suas microestruturas. Em geral, estas ligas possuem um reticulado cristalino cúbico de faces centradas(CFC) e composições químicas ricas em fósforo. O fluxograma do mecanismo de corrosão que atua nestes casos está representado na Figura 10.
Figura 10 - Fluxograma do mecanismo de corrosão intergranular por microssegregação de fósforo. Durante a solidificação de um metal ou liga metálica, os núcleos sólidos, em crescimento, são responsáveis por absorver grandes quantidades de elementos químicos presentes no líquido. Em princípio, esta absorção depende da solubilidade do determinado elemento na estrutura cristalina dos sólidos que estão se formando. Caso estes valores de solubilidade sejam baixos, os núcleos sólidos podem apresentar dificuldades em absorver os elementos químicos provenientes do líquido, acumulando-os à frente das interfaces sólido-líquido. Deste modo, a medida em que o sólido cresce, suas regiões externas tendem a apresentar teores mais elevados destes elementos em comparação às primeiras regiões solidificadas. Em estruturas CFC, a solubilidade do elemento fósforo é extremamente reduzida. Assim, os primeiros núcleos sólidos formados possuem baixos teores de fósforo. No entanto, a medida em que estes sólidos crescem, suas camadas externas tendem a apresentar teores de fósforo cada vez mais elevados. Em alguns casos, os contornos de grão chegam a possuir teores de fósforo cem vezes maiores do que as regiões centrais dos grãos.
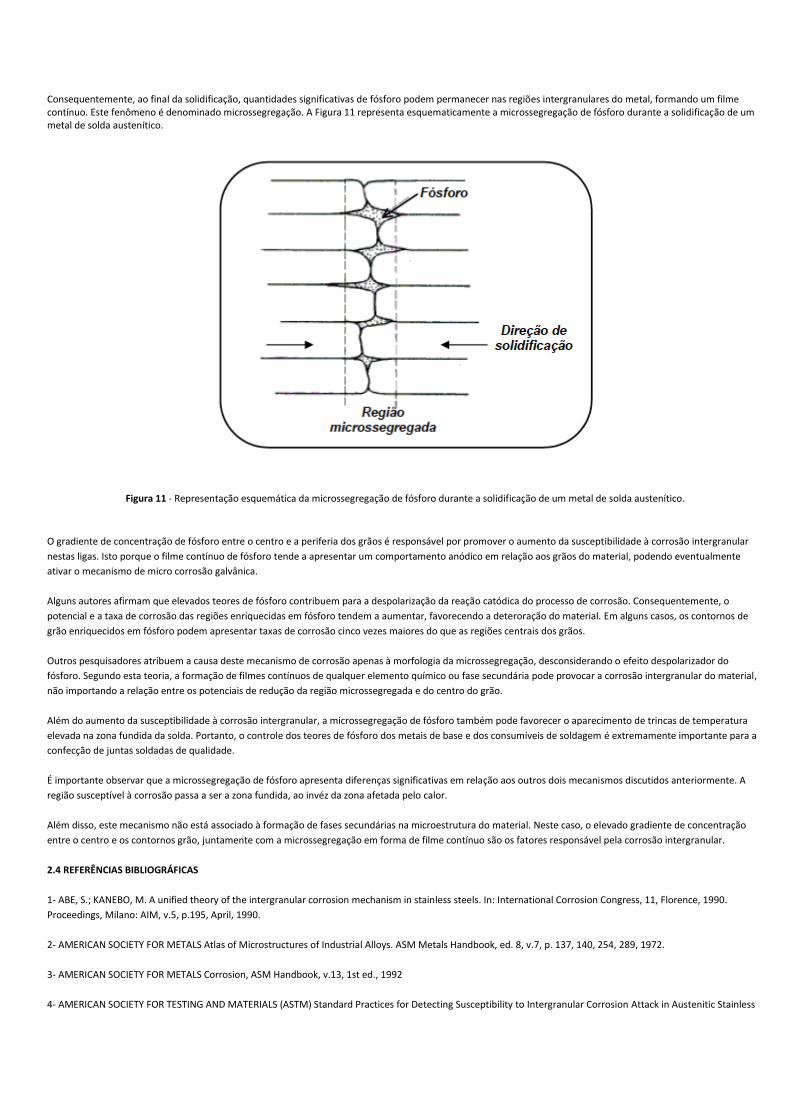
Consequentemente, ao final da solidificação, quantidades significativas de fósforo podem permanecer nas regiões intergranulares do metal, formando um filme contínuo. Este fenômeno é denominado microssegregação. A Figura 11 representa esquematicamente a microssegregação de fósforo durante a solidificação de um metal de solda austenítico.
Figura 11 - Representação esquemática da microssegregação de fósforo durante a solidificação de um metal de solda austenítico.
O gradiente de concentração de fósforo entre o centro e a periferia dos grãos é responsável por promover o aumento da susceptibilidade à corrosão intergranular
nestas ligas. Isto porque o filme contínuo de fósforo tende a apresentar um comportamento anódico em relação aos grãos do material, podendo eventualmente
ativar o mecanismo de micro corrosão galvânica.
Alguns autores afirmam que elevados teores de fósforo contribuem para a despolarização da reação catódica do processo de corrosão. Consequentemente, o
potencial e a taxa de corrosão das regiões enriquecidas em fósforo tendem a aumentar, favorecendo a deteroração do material. Em alguns casos, os contornos de
grão enriquecidos em fósforo podem apresentar taxas de corrosão cinco vezes maiores do que as regiões centrais dos grãos.
Outros pesquisadores atribuem a causa deste mecanismo de corrosão apenas à morfologia da microssegregação, desconsiderando o efeito despolarizador do
fósforo. Segundo esta teoria, a formação de filmes contínuos de qualquer elemento químico ou fase secundária pode provocar a corrosão intergranular do material,
não importando a relação entre os potenciais de redução da região microssegregada e do centro do grão.
Além do aumento da susceptibilidade à corrosão intergranular, a microssegregação de fósforo também pode favorecer o aparecimento de trincas de temperatura
elevada na zona fundida da solda. Portanto, o controle dos teores de fósforo dos metais de base e dos consumíveis de soldagem é extremamente importante para a
confecção de juntas soldadas de qualidade.
É importante observar que a microssegregação de fósforo apresenta diferenças significativas em relação aos outros dois mecanismos discutidos anteriormente. A
região susceptível à corrosão passa a ser a zona fundida, ao invéz da zona afetada pelo calor.
Além disso, este mecanismo não está associado à formação de fases secundárias na microestrutura do material. Neste caso, o elevado gradiente de concentração
entre o centro e os contornos grão, juntamente com a microssegregação em forma de filme contínuo são os fatores responsável pela corrosão intergranular.
2.4 REFERÊNCIAS BIBLIOGRÁFICAS
1- ABE, S.; KANEBO, M. A unified theory of the intergranular corrosion mechanism in stainless steels. In: International Corrosion Congress, 11, Florence, 1990.
Proceedings, Milano: AIM, v.5, p.195, April, 1990.
2- AMERICAN SOCIETY FOR METALS Atlas of Microstructures of Industrial Alloys. ASM Metals Handbook, ed. 8, v.7, p. 137, 140, 254, 289, 1972.
3- AMERICAN SOCIETY FOR METALS Corrosion, ASM Handbook, v.13, 1st ed., 1992
4- AMERICAN SOCIETY FOR TESTING AND MATERIALS (ASTM) Standard Practices for Detecting Susceptibility to Intergranular Corrosion Attack in Austenitic Stainless
Steels; A 262-86, Philadelphia, Section 3, v. 03.02, p.1-18.
5- ARMIJO, J.S. Intergranular corrosion of nonsensitized austenitic stainless steels, Corrosion, Houston, v.24, n.1, p.24, January, 1968.
6- BAIN, E.C.; ABORN, R.H.; RUTHERFORD, J.J.B. The nature and prevention of intergranular corrosion in austenitic stainless steels. Transactions of American Society
for Steel Treating, Cleveland, v.21, p.481, 1933.
7- FEDELE, R.A; BRANDI, S.D. LEBRÃO, S.G. Soldagem multipasse do aço inoxidável duplex UNS S31803 por eletrodo revestido. ABS-XXV Encontro Nacional de
Tecnologia de Soldagem, Anais, Belo Horizonte, Setembro, 1999.
8- FOLKHARD, E. Welding Metallurgy of Stainless Steels. Springer-Verlag, Áustria, 1988.
9- KINZEL, A.B. Chromium carbide in stainless steels, Transaction AIME, New York, v. 194, p. 469, May, 1952.
10- NOVAK, C.J. Structure and constitution of wrought microduplex stainless steel. Handbook of Stainless Steel, ed. D. Peckner & I.M. Bernstein, McGraw Hill, USA,
p.4-1 - 4-78, 1977.
11- OLDFIELD, J.W. Eletrochemical Theory of Galvanic Corrosion, Galvanic Corrosion, ASTM STP 978, H.P. Hack ed., American Society for Testing and Materials,
Philadelphia, p.5-22, 1988.
12- PANOSSIAN, Z. Corrosão e proteção contra a corrosão em equipamentos e estruturas metálicas, Eletropaulo-IPT, 1993.
13- STICKLER, R.; VINCKIER, A. Morphology of grain boundary carbides and its influence on intergranular corrosion of 304 stainless steel. Transaction ASM, Metals
Park, v.54, n.1, p.362, March, 1961.
14- WILSON, F.G. Mechanism of intergranular corrosion of austenitic stainless steels: literature review. British Corrosion Journal, London, v.6, n.3, p.100, May, 1971.

SOLDAGEM DE CHAPAS CLADEADAS NA INDÚSTRIA DO PETRÓLEO
(Departamento de Engenharia de Aplicação) email: [email protected]
Diversos são os equipamentos e tubulações confeccionados em aços carbono ou baixa-liga que necessitam de revestimentos protetores para resistir às agressões do óleo cru ou de um de seus derivados, seja na etapa de exploração ou de refino do petróleo. Os materiais utilizados nos revestimentos podem variar desde aços inoxidáveis austeníticos até ligas de níquel extremamente complexas. Sua espessura varia entre 3,0 – 8,0mm conforme o esquema abaixo.
Figura 1 – Chapas Revestidas (cladeadas) Durante a fabricação, os equipamentos e tubulações têm a necessidade de serem soldados. Para que esta atividade seja realizada de maneira adequada, chanfros específicos são recomendados com a intenção de minimizar efeitos de diluição e garantir a composição química adequada na superfície de contato com o fluido. A figura abaixo mostra um dos chanfros sugeridos para a construção de vasos de pressão utilizando-se chapas cladeadas, segundo a norma N-1707.
Figura 2 – Esquema de chanfro usado na soldagem de chapas revestidas de acordo com a N-1707 Outros chanfros podem ser utilizados, dependendo da espessura da chapa, material de revestimento, acesso, etc. Seguem abaixo mais algumas opções de chanfro para preparação de juntas a serem soldadas.
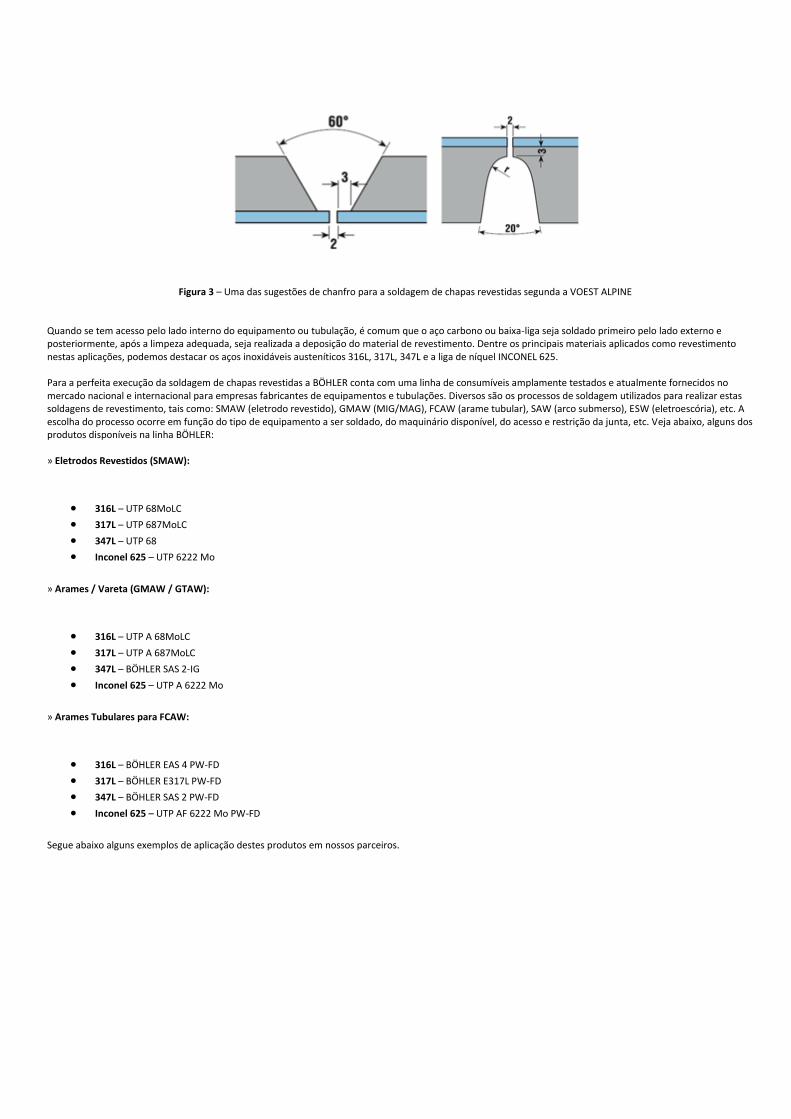
Figura 3 – Uma das sugestões de chanfro para a soldagem de chapas revestidas segunda a VOEST ALPINE Quando se tem acesso pelo lado interno do equipamento ou tubulação, é comum que o aço carbono ou baixa-liga seja soldado primeiro pelo lado externo e posteriormente, após a limpeza adequada, seja realizada a deposição do material de revestimento. Dentre os principais materiais aplicados como revestimento nestas aplicações, podemos destacar os aços inoxidáveis austeníticos 316L, 317L, 347L e a liga de níquel INCONEL 625. Para a perfeita execução da soldagem de chapas revestidas a BÖHLER conta com uma linha de consumíveis amplamente testados e atualmente fornecidos no mercado nacional e internacional para empresas fabricantes de equipamentos e tubulações. Diversos são os processos de soldagem utilizados para realizar estas soldagens de revestimento, tais como: SMAW (eletrodo revestido), GMAW (MIG/MAG), FCAW (arame tubular), SAW (arco submerso), ESW (eletroescória), etc. A escolha do processo ocorre em função do tipo de equipamento a ser soldado, do maquinário disponível, do acesso e restrição da junta, etc. Veja abaixo, alguns dos produtos disponíveis na linha BÖHLER: » Eletrodos Revestidos (SMAW):
316L – UTP 68MoLC
317L – UTP 687MoLC
347L – UTP 68
Inconel 625 – UTP 6222 Mo
» Arames / Vareta (GMAW / GTAW):
316L – UTP A 68MoLC
317L – UTP A 687MoLC
347L – BÖHLER SAS 2-IG
Inconel 625 – UTP A 6222 Mo
» Arames Tubulares para FCAW:
316L – BÖHLER EAS 4 PW-FD
317L – BÖHLER E317L PW-FD
347L – BÖHLER SAS 2 PW-FD
Inconel 625 – UTP AF 6222 Mo PW-FD
Segue abaixo alguns exemplos de aplicação destes produtos em nossos parceiros.
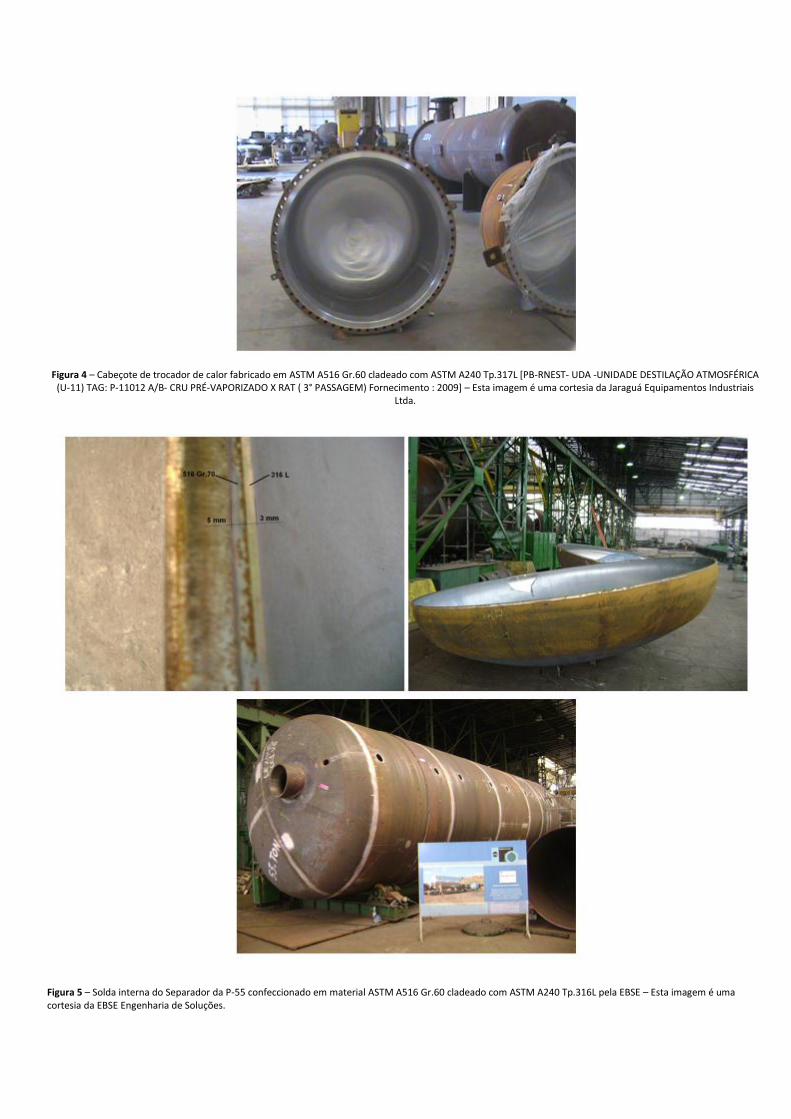
Figura 4 – Cabeçote de trocador de calor fabricado em ASTM A516 Gr.60 cladeado com ASTM A240 Tp.317L [PB-RNEST- UDA -UNIDADE DESTILAÇÃO ATMOSFÉRICA (U-11) TAG: P-11012 A/B- CRU PRÉ-VAPORIZADO X RAT ( 3° PASSAGEM) Fornecimento : 2009] – Esta imagem é uma cortesia da Jaraguá Equipamentos Industriais
Ltda.
Figura 5 – Solda interna do Separador da P-55 confeccionado em material ASTM A516 Gr.60 cladeado com ASTM A240 Tp.316L pela EBSE – Esta imagem é uma cortesia da EBSE Engenharia de Soluções.
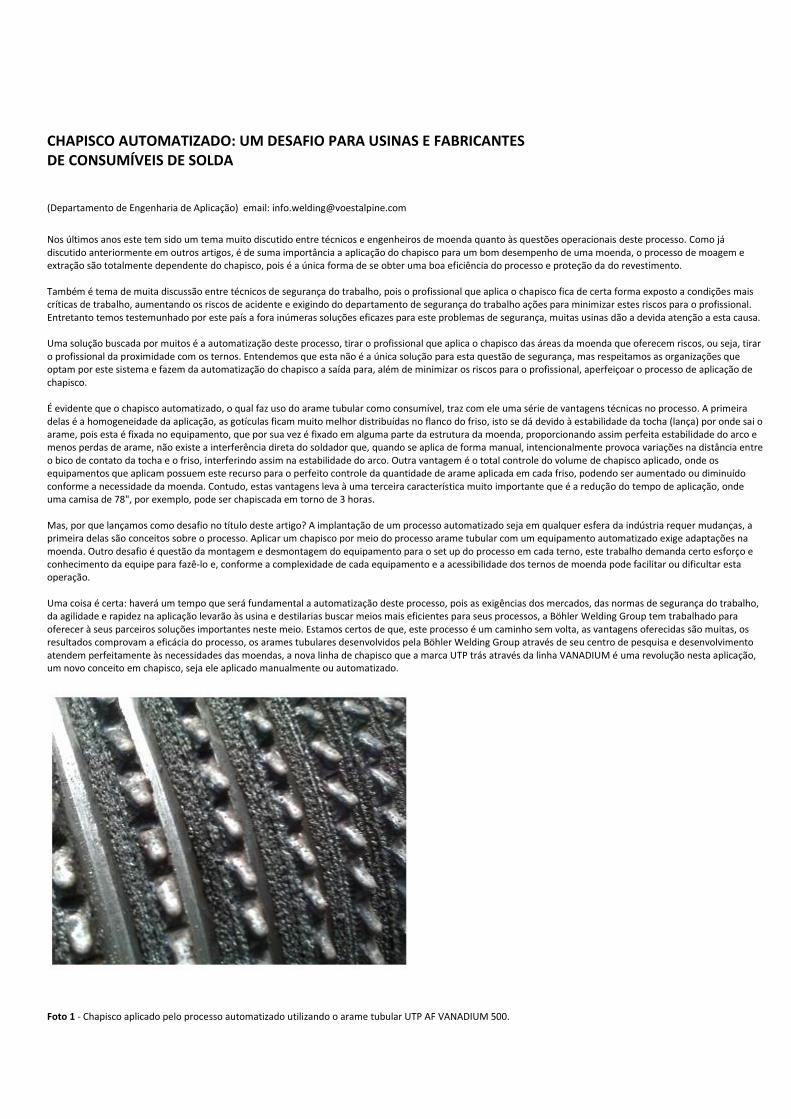
CHAPISCO AUTOMATIZADO: UM DESAFIO PARA USINAS E FABRICANTES DE CONSUMÍVEIS DE SOLDA
(Departamento de Engenharia de Aplicação) email: [email protected]
Nos últimos anos este tem sido um tema muito discutido entre técnicos e engenheiros de moenda quanto às questões operacionais deste processo. Como já discutido anteriormente em outros artigos, é de suma importância a aplicação do chapisco para um bom desempenho de uma moenda, o processo de moagem e extração são totalmente dependente do chapisco, pois é a única forma de se obter uma boa eficiência do processo e proteção da do revestimento. Também é tema de muita discussão entre técnicos de segurança do trabalho, pois o profissional que aplica o chapisco fica de certa forma exposto a condições mais críticas de trabalho, aumentando os riscos de acidente e exigindo do departamento de segurança do trabalho ações para minimizar estes riscos para o profissional. Entretanto temos testemunhado por este país a fora inúmeras soluções eficazes para este problemas de segurança, muitas usinas dão a devida atenção a esta causa. Uma solução buscada por muitos é a automatização deste processo, tirar o profissional que aplica o chapisco das áreas da moenda que oferecem riscos, ou seja, tirar o profissional da proximidade com os ternos. Entendemos que esta não é a única solução para esta questão de segurança, mas respeitamos as organizações que optam por este sistema e fazem da automatização do chapisco a saída para, além de minimizar os riscos para o profissional, aperfeiçoar o processo de aplicação de chapisco. É evidente que o chapisco automatizado, o qual faz uso do arame tubular como consumível, traz com ele uma série de vantagens técnicas no processo. A primeira delas é a homogeneidade da aplicação, as gotículas ficam muito melhor distribuídas no flanco do friso, isto se dá devido à estabilidade da tocha (lança) por onde sai o arame, pois esta é fixada no equipamento, que por sua vez é fixado em alguma parte da estrutura da moenda, proporcionando assim perfeita estabilidade do arco e menos perdas de arame, não existe a interferência direta do soldador que, quando se aplica de forma manual, intencionalmente provoca variações na distância entre o bico de contato da tocha e o friso, interferindo assim na estabilidade do arco. Outra vantagem é o total controle do volume de chapisco aplicado, onde os equipamentos que aplicam possuem este recurso para o perfeito controle da quantidade de arame aplicada em cada friso, podendo ser aumentado ou diminuído conforme a necessidade da moenda. Contudo, estas vantagens leva à uma terceira característica muito importante que é a redução do tempo de aplicação, onde uma camisa de 78", por exemplo, pode ser chapiscada em torno de 3 horas. Mas, por que lançamos como desafio no título deste artigo? A implantação de um processo automatizado seja em qualquer esfera da indústria requer mudanças, a primeira delas são conceitos sobre o processo. Aplicar um chapisco por meio do processo arame tubular com um equipamento automatizado exige adaptações na moenda. Outro desafio é questão da montagem e desmontagem do equipamento para o set up do processo em cada terno, este trabalho demanda certo esforço e conhecimento da equipe para fazê-lo e, conforme a complexidade de cada equipamento e a acessibilidade dos ternos de moenda pode facilitar ou dificultar esta operação. Uma coisa é certa: haverá um tempo que será fundamental a automatização deste processo, pois as exigências dos mercados, das normas de segurança do trabalho, da agilidade e rapidez na aplicação levarão às usina e destilarias buscar meios mais eficientes para seus processos, a Böhler Welding Group tem trabalhado para oferecer à seus parceiros soluções importantes neste meio. Estamos certos de que, este processo é um caminho sem volta, as vantagens oferecidas são muitas, os resultados comprovam a eficácia do processo, os arames tubulares desenvolvidos pela Böhler Welding Group através de seu centro de pesquisa e desenvolvimento atendem perfeitamente às necessidades das moendas, a nova linha de chapisco que a marca UTP trás através da linha VANADIUM é uma revolução nesta aplicação, um novo conceito em chapisco, seja ele aplicado manualmente ou automatizado.
Foto 1 - Chapisco aplicado pelo processo automatizado utilizando o arame tubular UTP AF VANADIUM 500.

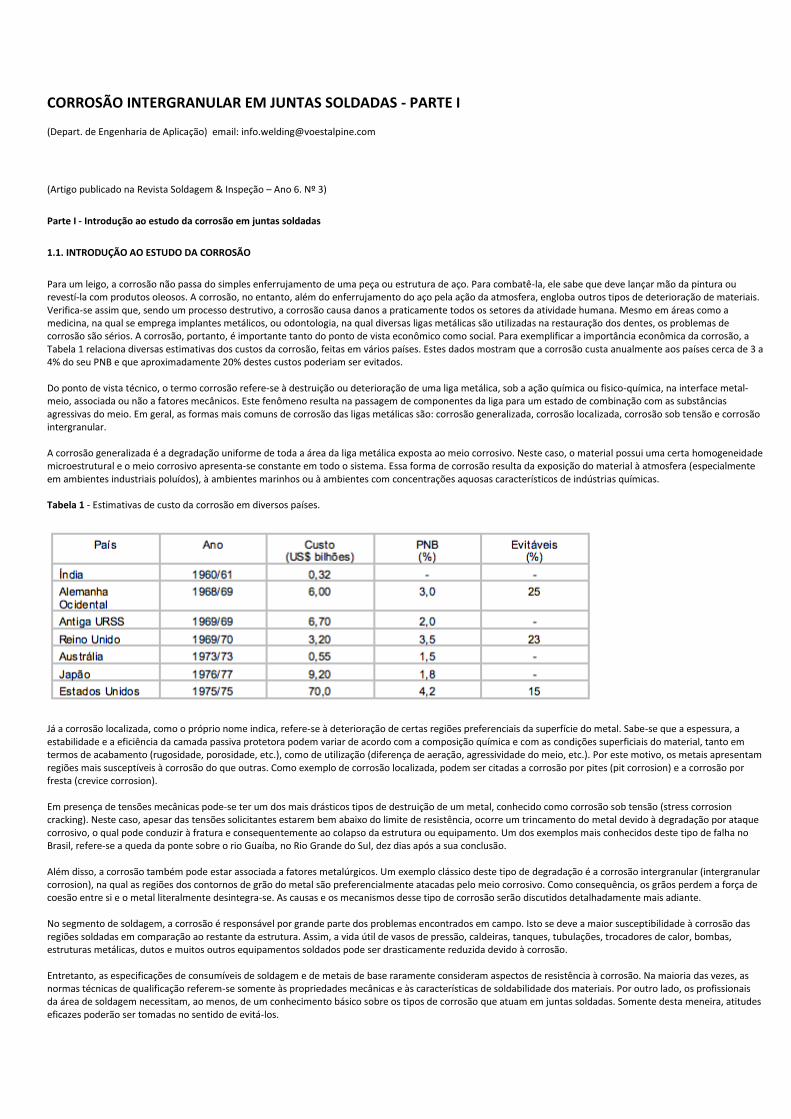
CORROSÃO INTERGRANULAR EM JUNTAS SOLDADAS - PARTE I
(Depart. de Engenharia de Aplicação) email: [email protected]
(Artigo publicado na Revista Soldagem & Inspeção – Ano 6. Nº 3)
Parte I - Introdução ao estudo da corrosão em juntas soldadas
1.1. INTRODUÇÃO AO ESTUDO DA CORROSÃO
Para um leigo, a corrosão não passa do simples enferrujamento de uma peça ou estrutura de aço. Para combatê-la, ele sabe que deve lançar mão da pintura ou revestí-la com produtos oleosos. A corrosão, no entanto, além do enferrujamento do aço pela ação da atmosfera, engloba outros tipos de deterioração de materiais. Verifica-se assim que, sendo um processo destrutivo, a corrosão causa danos a praticamente todos os setores da atividade humana. Mesmo em áreas como a medicina, na qual se emprega implantes metálicos, ou odontologia, na qual diversas ligas metálicas são utilizadas na restauração dos dentes, os problemas de corrosão são sérios. A corrosão, portanto, é importante tanto do ponto de vista econômico como social. Para exemplificar a importância econômica da corrosão, a Tabela 1 relaciona diversas estimativas dos custos da corrosão, feitas em vários países. Estes dados mostram que a corrosão custa anualmente aos países cerca de 3 a 4% do seu PNB e que aproximadamente 20% destes custos poderiam ser evitados. Do ponto de vista técnico, o termo corrosão refere-se à destruição ou deterioração de uma liga metálica, sob a ação química ou fisico-química, na interface metal-meio, associada ou não a fatores mecânicos. Este fenômeno resulta na passagem de componentes da liga para um estado de combinação com as substâncias agressivas do meio. Em geral, as formas mais comuns de corrosão das ligas metálicas são: corrosão generalizada, corrosão localizada, corrosão sob tensão e corrosão intergranular. A corrosão generalizada é a degradação uniforme de toda a área da liga metálica exposta ao meio corrosivo. Neste caso, o material possui uma certa homogeneidade microestrutural e o meio corrosivo apresenta-se constante em todo o sistema. Essa forma de corrosão resulta da exposição do material à atmosfera (especialmente em ambientes industriais poluídos), à ambientes marinhos ou à ambientes com concentrações aquosas característicos de indústrias químicas. Tabela 1 - Estimativas de custo da corrosão em diversos países.
Já a corrosão localizada, como o próprio nome indica, refere-se à deterioração de certas regiões preferenciais da superfície do metal. Sabe-se que a espessura, a estabilidade e a eficiência da camada passiva protetora podem variar de acordo com a composição química e com as condições superficiais do material, tanto em termos de acabamento (rugosidade, porosidade, etc.), como de utilização (diferença de aeração, agressividade do meio, etc.). Por este motivo, os metais apresentam regiões mais susceptíveis à corrosão do que outras. Como exemplo de corrosão localizada, podem ser citadas a corrosão por pites (pit corrosion) e a corrosão por fresta (crevice corrosion). Em presença de tensões mecânicas pode-se ter um dos mais drásticos tipos de destruição de um metal, conhecido como corrosão sob tensão (stress corrosion cracking). Neste caso, apesar das tensões solicitantes estarem bem abaixo do limite de resistência, ocorre um trincamento do metal devido à degradação por ataque corrosivo, o qual pode conduzir à fratura e consequentemente ao colapso da estrutura ou equipamento. Um dos exemplos mais conhecidos deste tipo de falha no Brasil, refere-se a queda da ponte sobre o rio Guaíba, no Rio Grande do Sul, dez dias após a sua conclusão. Além disso, a corrosão também pode estar associada a fatores metalúrgicos. Um exemplo clássico deste tipo de degradação é a corrosão intergranular (intergranular corrosion), na qual as regiões dos contornos de grão do metal são preferencialmente atacadas pelo meio corrosivo. Como consequência, os grãos perdem a força de coesão entre si e o metal literalmente desintegra-se. As causas e os mecanismos desse tipo de corrosão serão discutidos detalhadamente mais adiante. No segmento de soldagem, a corrosão é responsável por grande parte dos problemas encontrados em campo. Isto se deve a maior susceptibilidade à corrosão das regiões soldadas em comparação ao restante da estrutura. Assim, a vida útil de vasos de pressão, caldeiras, tanques, tubulações, trocadores de calor, bombas, estruturas metálicas, dutos e muitos outros equipamentos soldados pode ser drasticamente reduzida devido à corrosão. Entretanto, as especificações de consumíveis de soldagem e de metais de base raramente consideram aspectos de resistência à corrosão. Na maioria das vezes, as normas técnicas de qualificação referem-se somente às propriedades mecânicas e às características de soldabilidade dos materiais. Por outro lado, os profissionais da área de soldagem necessitam, ao menos, de um conhecimento básico sobre os tipos de corrosão que atuam em juntas soldadas. Somente desta meneira, atitudes eficazes poderão ser tomadas no sentido de evitá-los.
Todos os tipos de corrosão comentados até o momento podem atuar em juntas soldadas. Porém, apenas a corrosão intergranular evolui de maneira imperceptível até o colapso total do componente. Nestes casos, descobre-se que o equipamento estava submetido a um processo corrosivo somente após sua fratura e consequente inutilização. Portanto, o conhecimento dos mecanismos e das técnicas de prevenção da corrosão intergranular é extremamente importante para a maximização da vida útil dos componentes soldados.
1.2. CORROSÃO EM JUNTAS SOLDADAS
A soldagem por fusão é indiscutivelmente a técnica de junção mais utilizada na fabricação de estruturas e equipamentos. A Figura 1 mostra, esquematicamente, a secção transversal de uma junta soldada, destacando a repartição térmica, ou seja, a máxima temperatura atingida em cada ponto, em função da distância deste ponto ao centro do cordão de solda. No entanto, o processo de soldagem é responsável por promover aquecimentos e resfriamentos cíclicos e não homogêneos nas regiões próximas à solda. Assim, tanto a zona fundida(ZF) como a zona afetada pelo calor(ZAC), podem apresentar diferenças microestruturais significativas após a soldagem. Em princípio, essas diferenças estão relacionadas à composição química, à microssegregação de elementos de liga, ao tamanho de grão, à transformação de fases e ao aparecimento de novos precipitados. Além da diversidade microestrutural, a região da junta soldada também apresenta uma distribuição heterogênea de tensões residuais. Estas tensões podem ter origem térmica ou mecânica. As tensões térmicas estão relacionadas ao efeito da variação de volume do metal (dilatação-contração) durante a soldagem. Também, podem resultar da formação de fases que promovem o aumento ou a redução de volume localizado na microestrutura do material. Já as tensões mecânicas apresentam uma causa geométrica, sendo provenientes da restrição externa às distorções da junta soldada. As heterogeneidades microestruturais e a distribuição não uniforme de tensões residuais explicam a elevada susceptibilidade à corrosão das regiões soldadas. A diversidade microestrutural aumenta a probabilidade da existência de sítios ativos para a corrosão. Também, a diferença de composição química entre fases primárias e secundárias, presentes na microestrutura do material, pode ativar a micro corrosão galvânica, através do conhecido "efeito pilha". Já a concentração de tensões residuais contribui para o comportamento anódico das juntas soldadas em relação ao restante do equipamento. Isto porque as regiões tensionadas da microestrutura são basicamente constituídas por acúmulos não estáveis de defeitos cristalinos. Consequentemente, estes locais apresentam elevada energia interna, sendo mais reativos em comparação àqueles isentos de tensões residuais. Além do estudo das heterogeneidades microestruturais, a análise das condições macroscópicas também é extremamente importante. Em juntas dissimilares, a diferença de composição química entre as partes soldadas pode promover a macro corrosão galvânica. Assim, o material menos nobre empregado na junta tende a perder elétrons e dissolver-se no eletrólito, enquanto que o material mais nobre, comporta-se de maneira a absorver estes elétrons, contribuindo para o aumento da taxa de corrosão do material menos nobre. A situação pode ficar ainda mais crítica caso seja utilizado um metal de adição que não apresente um comportamento eletroquimico compatível com o do metal de base. Nestes casos, a taxa de corrosão do metal de solda ou do metal de base pode aumentar drasticamente. Portanto, deve-se sempre empregar um metal de adição que possua um potencial de redução próximo ao do metal de base. A correta escolha do consumível de soldagem é imprescindível para a prevenção deste tipo de corrosão. A Tabela 2 relaciona alguns materiais metálicos e não metálicos conforme seus potenciais de redução no estado dissolvido. Nota-se que os materiais mais nobres apresentam elevados potenciais de redução em comparação aos materiais menos nobres. No entanto, é importante ressaltar que a Tabela 2 não representa uma sequência ordenada de materiais quanto a resistência à corrosão, pois não são considerados o eletrólito atuante, nem a quantidade de elementos de liga e tão pouco as características de formação das camadas de óxidos. Tabela 2 - Série eletroquímica padrão.
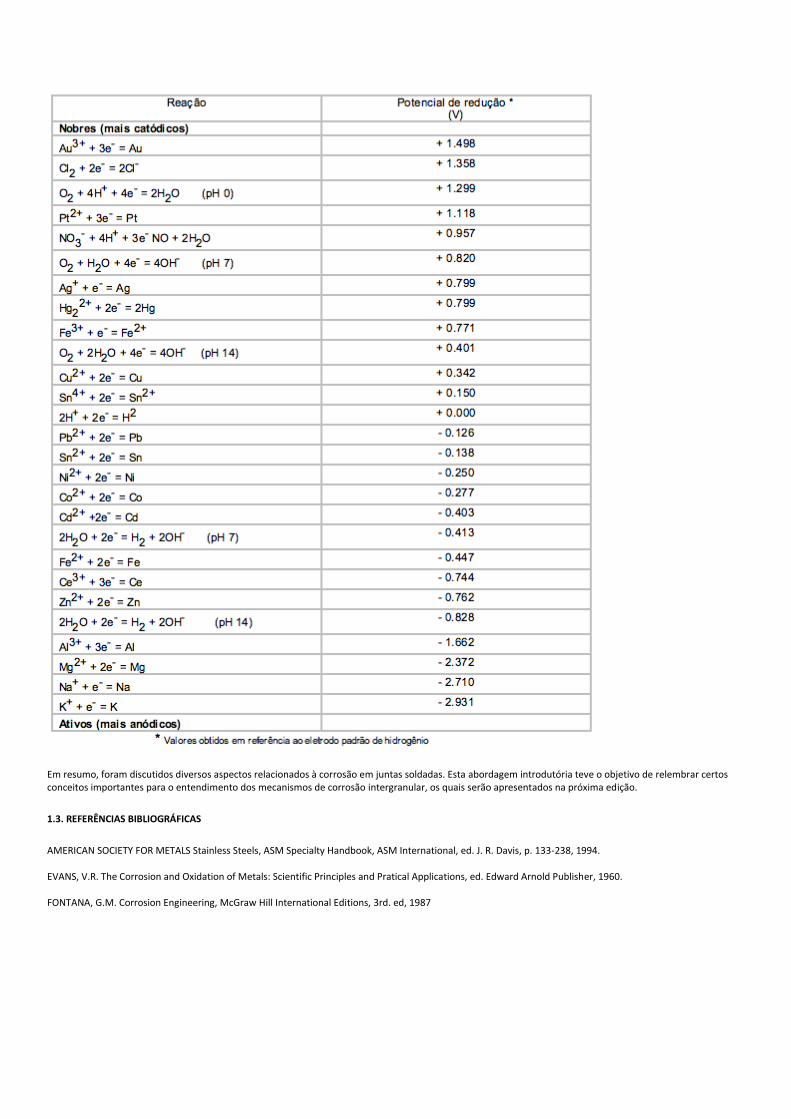
Em resumo, foram discutidos diversos aspectos relacionados à corrosão em juntas soldadas. Esta abordagem introdutória teve o objetivo de relembrar certos conceitos importantes para o entendimento dos mecanismos de corrosão intergranular, os quais serão apresentados na próxima edição.
1.3. REFERÊNCIAS BIBLIOGRÁFICAS
AMERICAN SOCIETY FOR METALS Stainless Steels, ASM Specialty Handbook, ASM International, ed. J. R. Davis, p. 133-238, 1994. EVANS, V.R. The Corrosion and Oxidation of Metals: Scientific Principles and Pratical Applications, ed. Edward Arnold Publisher, 1960. FONTANA, G.M. Corrosion Engineering, McGraw Hill International Editions, 3rd. ed, 1987
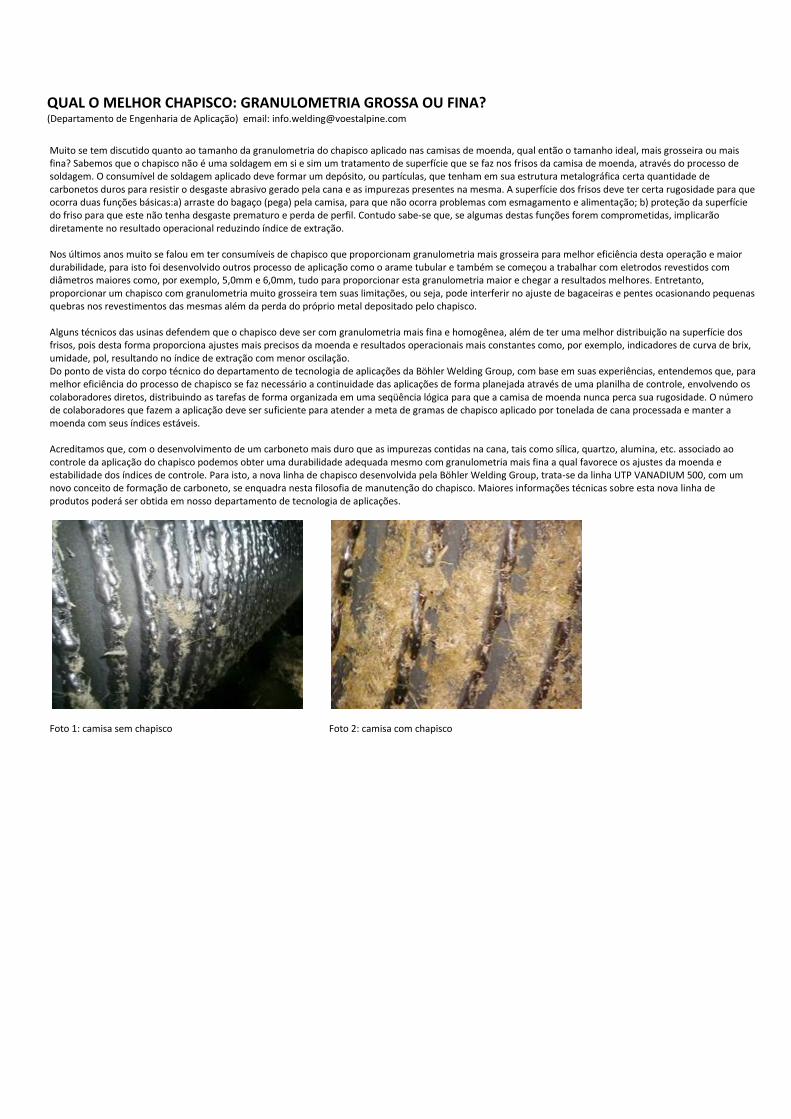
QUAL O MELHOR CHAPISCO: GRANULOMETRIA GROSSA OU FINA?
(Departamento de Engenharia de Aplicação) email: [email protected]
Muito se tem discutido quanto ao tamanho da granulometria do chapisco aplicado nas camisas de moenda, qual então o tamanho ideal, mais grosseira ou mais fina? Sabemos que o chapisco não é uma soldagem em si e sim um tratamento de superfície que se faz nos frisos da camisa de moenda, através do processo de soldagem. O consumível de soldagem aplicado deve formar um depósito, ou partículas, que tenham em sua estrutura metalográfica certa quantidade de carbonetos duros para resistir o desgaste abrasivo gerado pela cana e as impurezas presentes na mesma. A superfície dos frisos deve ter certa rugosidade para que ocorra duas funções básicas:a) arraste do bagaço (pega) pela camisa, para que não ocorra problemas com esmagamento e alimentação; b) proteção da superfície do friso para que este não tenha desgaste prematuro e perda de perfil. Contudo sabe-se que, se algumas destas funções forem comprometidas, implicarão diretamente no resultado operacional reduzindo índice de extração. Nos últimos anos muito se falou em ter consumíveis de chapisco que proporcionam granulometria mais grosseira para melhor eficiência desta operação e maior durabilidade, para isto foi desenvolvido outros processo de aplicação como o arame tubular e também se começou a trabalhar com eletrodos revestidos com diâmetros maiores como, por exemplo, 5,0mm e 6,0mm, tudo para proporcionar esta granulometria maior e chegar a resultados melhores. Entretanto, proporcionar um chapisco com granulometria muito grosseira tem suas limitações, ou seja, pode interferir no ajuste de bagaceiras e pentes ocasionando pequenas quebras nos revestimentos das mesmas além da perda do próprio metal depositado pelo chapisco. Alguns técnicos das usinas defendem que o chapisco deve ser com granulometria mais fina e homogênea, além de ter uma melhor distribuição na superfície dos frisos, pois desta forma proporciona ajustes mais precisos da moenda e resultados operacionais mais constantes como, por exemplo, indicadores de curva de brix, umidade, pol, resultando no índice de extração com menor oscilação. Do ponto de vista do corpo técnico do departamento de tecnologia de aplicações da Böhler Welding Group, com base em suas experiências, entendemos que, para melhor eficiência do processo de chapisco se faz necessário a continuidade das aplicações de forma planejada através de uma planilha de controle, envolvendo os colaboradores diretos, distribuindo as tarefas de forma organizada em uma seqüência lógica para que a camisa de moenda nunca perca sua rugosidade. O número de colaboradores que fazem a aplicação deve ser suficiente para atender a meta de gramas de chapisco aplicado por tonelada de cana processada e manter a moenda com seus índices estáveis. Acreditamos que, com o desenvolvimento de um carboneto mais duro que as impurezas contidas na cana, tais como sílica, quartzo, alumina, etc. associado ao controle da aplicação do chapisco podemos obter uma durabilidade adequada mesmo com granulometria mais fina a qual favorece os ajustes da moenda e estabilidade dos índices de controle. Para isto, a nova linha de chapisco desenvolvida pela Böhler Welding Group, trata-se da linha UTP VANADIUM 500, com um novo conceito de formação de carboneto, se enquadra nesta filosofia de manutenção do chapisco. Maiores informações técnicas sobre esta nova linha de produtos poderá ser obtida em nosso departamento de tecnologia de aplicações.
Foto 1: camisa sem chapisco
Foto 2: camisa com chapisco

SOLDAGEM NA INDÚSTRIA NAVAL MODERNA: MATERIAIS E PROCESSOS (Departamento de Engenharia de Aplicação) email: [email protected] (Artigo publicado na Revista Soldagem & Inspeção – Ano 6. Nº 9 – Suplemento Técnico BR)
RESUMO
A indústria naval brasileira permaneceu adormecida nas últimas décadas devido à sua situação econômica desfavorável e pouco competitiva em relação ao mercado mundial. No entanto, devido às novas medidas econômicas anunciadas pelo Governo Federal, espera-se a retomada das atividades do setor naval já nos próximos meses. Diante desse quadro bastante promissor, verifica-se a necessidade de atualização tecnológica do segmento naval nacional, visto que muitos estaleiros estrangeiros continuaram ativos nesse período, incentivando o desenvolvimento de novos materiais e técnicas mais modernas de soldagem. Assim, este artigo tem o objetivo de apresentar e discutir resumidamente as características dos principais metais de base e metais de adição utilizados na construção naval moderna; mostrar o resultado de experiências comparativas realizadas entre alguns processos de soldagem e fornecer exemplos práticos de aplicação desses materiais e processos de soldagem.
ABSTRACT
Brazilian shipbuilding industry remained sleeping during the last decades due to its unfavorable and less competitive economical situation in relation to the world market. However, due to the new decisions announced by the federal government, the Brazilian shipbuilding activities are tending to take up again in the next months. In the face of this very promising picture, it is necessary to have a technological updating, since the foreign shipyards have been active during this period, supporting the development of new materials and modern welding processes. Thus, this paper has the following objectives: present and discuss concisely the characteristics of the main base and filler metals employed in modern shipbuilding industry; compare some welding processes in terms of quality and productivity; and give some practical examples of these materials and welding processes application.
1. INTRODUÇÃO
A indústria naval brasileira está se preparando para a retomada de suas atividades a partir do segundo semestre do próximo ano. Este impulso está relacionado às novas medidas de financiamento anunciadas no último dia 24 de outubro pelo Governo Federal, que elevam o prazo de amortização dos empréstimos de 15 para 20 anos, reduzem a taxa de juros de 6% para valores entre 4% e 6% e aumentam o valor máximo dos financiamentos de 85 para 90%. Tais medidas já deram resultado. A Transpetro, empresa transportadora da Petrobrás, pretende iniciar a construção de dois navios Suezmax, com 130 mil toneladas de peso bruto cada um e dois Panamax, com 60 mil toneladas de peso bruto cada, totalizando um investimento de US$ 150 milhões. A empresa Mercosul Line investirá US$ 50 milhões na construção de dois navios contêineres nos estaleiros brasileiros. Além disso, segundo a Secretaria Estadual de Energia, Indústria Naval e Petróleo do Rio de Janeiro, outras companhias estão interessadas em construir suas embarcações no Brasil. A Aliança Hamburg Sud pretende montar quatro navios com recursos de US$ 200 milhões, o grupo dinamarquês Maersk investirá US$ 100 milhões na construção de quatro embarcações de apoio offshore e o grupo Neptunia tem um projeto de dois "full containers" no valor de US$ 56 milhões cada (1,2). Diante deste quadro bastante promissor, a comunidade de soldagem deve se preparar para participar e atender as necessidades do segmento naval. Isto porque a soldagem sempre desempenhou um papel fundamental no cenário mundial da construção de embarcações. Basta dizer que a soldagem representa atualmente um terço de todos os serviços executados na construção de um navio de grande porte (3). Por este motivo, o presente artigo tem os seguintes objetivos: apresentar e discutir resumidamente as características dos principais metais de base e metais de adição utilizados na construção naval moderna; mostrar o resultado de experiências comparativas realizadas entre alguns processos de soldagem e fornecer exemplos práticos de aplicação desses materiais e processos de soldagem.
2. EVOLUÇÃO DA SOLDAGEM NA INDÚSTRIA NAVAL
Em tempos mais remotos, quando não existiam materiais adequados e técnicas de junção eficazes, muitos estaleiros já utilizavam a soldagem na construção de navios e embarcações. Consequentemente, esta época foi marcada por problemas metalúrgicos e graves acidentes, decorrentes principalmente, da inexperiência e falta de treinamento dos profissionais envolvidos nos projetos, da baixa qualidade dos metais de base e de adição empregados e da ausência de suporte técnico especializado. O exemplo mais conhecido deste período da história naval é o caso dos navios ingleses "Liberty Ships", os quais foram construídos totalmente por soldagem durante a segunda guerra mundial e, quando colocados em operação, literalmente quebraram ao meio(3). Atualmente, a tecnologia de construção de embarcações apresenta-se em um estágio bastante avançado. A experiência adquirida ao longo dos anos permitiu que as necessidades técnicas para a superação dos problemas fossem definidas e as soluções para suprir tais necessidades fossem encontradas. Não somente em termos de desenvolvimento de materiais mais apropriados para a indústria naval, mas também em relação ao estudo de novos processos de fabricação capazes de aumentar a produtividade e reduzir os custos de produção. Portanto, a indústria naval moderna apresenta hoje uma grande variedade de materiais, desde os mais comuns destinados às aplicações tradicionais até os especiais, altamente ligados, para satisfazer as condições particulares de cada projeto. A seguir, as características químicas e mecânicas desses materiais serão discutidas
3. MATERIAIS CONSIDERADOS COMUNS
Com o objetivo de garantir a uniformidade e a qualidade dos serviços executados, a maioria dos navios e embarcaçòes são construídos de acordo com normas técnicas de sociedades classificadoras internacionais. Assim, as principais entidades deste tipo são: a ABS-American Bureau of Shipping, a BV-Bureau Veritas, a LR-
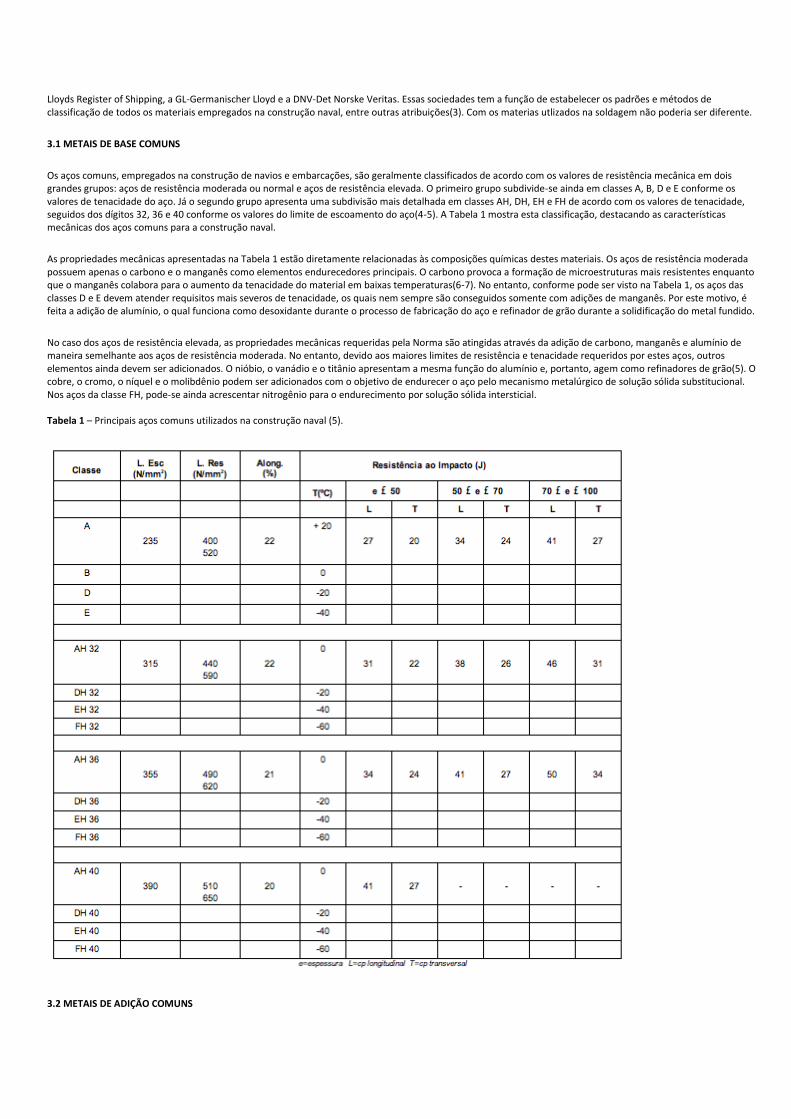
Lloyds Register of Shipping, a GL-Germanischer Lloyd e a DNV-Det Norske Veritas. Essas sociedades tem a função de estabelecer os padrões e métodos de classificação de todos os materiais empregados na construção naval, entre outras atribuições(3). Com os materias utlizados na soldagem não poderia ser diferente.
3.1 METAIS DE BASE COMUNS
Os aços comuns, empregados na construção de navios e embarcações, são geralmente classificados de acordo com os valores de resistência mecânica em dois grandes grupos: aços de resistência moderada ou normal e aços de resistência elevada. O primeiro grupo subdivide-se ainda em classes A, B, D e E conforme os valores de tenacidade do aço. Já o segundo grupo apresenta uma subdivisão mais detalhada em classes AH, DH, EH e FH de acordo com os valores de tenacidade, seguidos dos dígitos 32, 36 e 40 conforme os valores do limite de escoamento do aço(4-5). A Tabela 1 mostra esta classificação, destacando as características mecânicas dos aços comuns para a construção naval.
As propriedades mecânicas apresentadas na Tabela 1 estão diretamente relacionadas às composições químicas destes materiais. Os aços de resistência moderada possuem apenas o carbono e o manganês como elementos endurecedores principais. O carbono provoca a formação de microestruturas mais resistentes enquanto que o manganês colabora para o aumento da tenacidade do material em baixas temperaturas(6-7). No entanto, conforme pode ser visto na Tabela 1, os aços das classes D e E devem atender requisitos mais severos de tenacidade, os quais nem sempre são conseguidos somente com adições de manganês. Por este motivo, é feita a adição de alumínio, o qual funciona como desoxidante durante o processo de fabricação do aço e refinador de grão durante a solidificação do metal fundido.
No caso dos aços de resistência elevada, as propriedades mecânicas requeridas pela Norma são atingidas através da adição de carbono, manganês e alumínio de maneira semelhante aos aços de resistência moderada. No entanto, devido aos maiores limites de resistência e tenacidade requeridos por estes aços, outros elementos ainda devem ser adicionados. O nióbio, o vanádio e o titânio apresentam a mesma função do alumínio e, portanto, agem como refinadores de grão(5). O cobre, o cromo, o níquel e o molibdênio podem ser adicionados com o objetivo de endurecer o aço pelo mecanismo metalúrgico de solução sólida substitucional. Nos aços da classe FH, pode-se ainda acrescentar nitrogênio para o endurecimento por solução sólida intersticial. Tabela 1 – Principais aços comuns utilizados na construção naval (5).
3.2 METAIS DE ADIÇÃO COMUNS
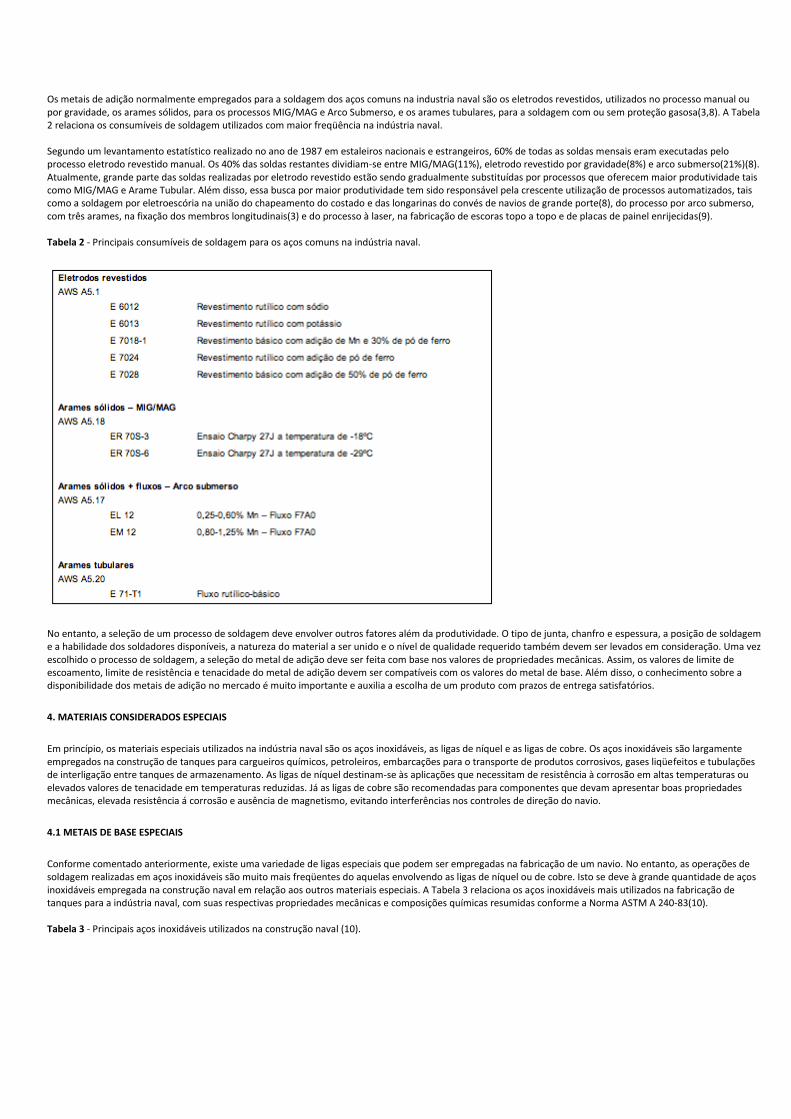
Os metais de adição normalmente empregados para a soldagem dos aços comuns na industria naval são os eletrodos revestidos, utilizados no processo manual ou por gravidade, os arames sólidos, para os processos MIG/MAG e Arco Submerso, e os arames tubulares, para a soldagem com ou sem proteção gasosa(3,8). A Tabela 2 relaciona os consumíveis de soldagem utilizados com maior freqüência na indústria naval. Segundo um levantamento estatístico realizado no ano de 1987 em estaleiros nacionais e estrangeiros, 60% de todas as soldas mensais eram executadas pelo processo eletrodo revestido manual. Os 40% das soldas restantes dividiam-se entre MIG/MAG(11%), eletrodo revestido por gravidade(8%) e arco submerso(21%)(8). Atualmente, grande parte das soldas realizadas por eletrodo revestido estão sendo gradualmente substituídas por processos que oferecem maior produtividade tais como MIG/MAG e Arame Tubular. Além disso, essa busca por maior produtividade tem sido responsável pela crescente utilização de processos automatizados, tais como a soldagem por eletroescória na união do chapeamento do costado e das longarinas do convés de navios de grande porte(8), do processo por arco submerso, com três arames, na fixação dos membros longitudinais(3) e do processo à laser, na fabricação de escoras topo a topo e de placas de painel enrijecidas(9). Tabela 2 - Principais consumíveis de soldagem para os aços comuns na indústria naval.
No entanto, a seleção de um processo de soldagem deve envolver outros fatores além da produtividade. O tipo de junta, chanfro e espessura, a posição de soldagem e a habilidade dos soldadores disponíveis, a natureza do material a ser unido e o nível de qualidade requerido também devem ser levados em consideração. Uma vez escolhido o processo de soldagem, a seleção do metal de adição deve ser feita com base nos valores de propriedades mecânicas. Assim, os valores de limite de escoamento, limite de resistência e tenacidade do metal de adição devem ser compatíveis com os valores do metal de base. Além disso, o conhecimento sobre a disponibilidade dos metais de adição no mercado é muito importante e auxilia a escolha de um produto com prazos de entrega satisfatórios.
4. MATERIAIS CONSIDERADOS ESPECIAIS
Em princípio, os materiais especiais utilizados na indústria naval são os aços inoxidáveis, as ligas de níquel e as ligas de cobre. Os aços inoxidáveis são largamente empregados na construção de tanques para cargueiros químicos, petroleiros, embarcações para o transporte de produtos corrosivos, gases liqüefeitos e tubulações de interligação entre tanques de armazenamento. As ligas de níquel destinam-se às aplicações que necessitam de resistência à corrosão em altas temperaturas ou elevados valores de tenacidade em temperaturas reduzidas. Já as ligas de cobre são recomendadas para componentes que devam apresentar boas propriedades mecânicas, elevada resistência á corrosão e ausência de magnetismo, evitando interferências nos controles de direção do navio.
4.1 METAIS DE BASE ESPECIAIS
Conforme comentado anteriormente, existe uma variedade de ligas especiais que podem ser empregadas na fabricação de um navio. No entanto, as operações de soldagem realizadas em aços inoxidáveis são muito mais freqüentes do aquelas envolvendo as ligas de níquel ou de cobre. Isto se deve à grande quantidade de aços inoxidáveis empregada na construção naval em relação aos outros materiais especiais. A Tabela 3 relaciona os aços inoxidáveis mais utilizados na fabricação de tanques para a indústria naval, com suas respectivas propriedades mecânicas e composições químicas resumidas conforme a Norma ASTM A 240-83(10). Tabela 3 - Principais aços inoxidáveis utilizados na construção naval (10).
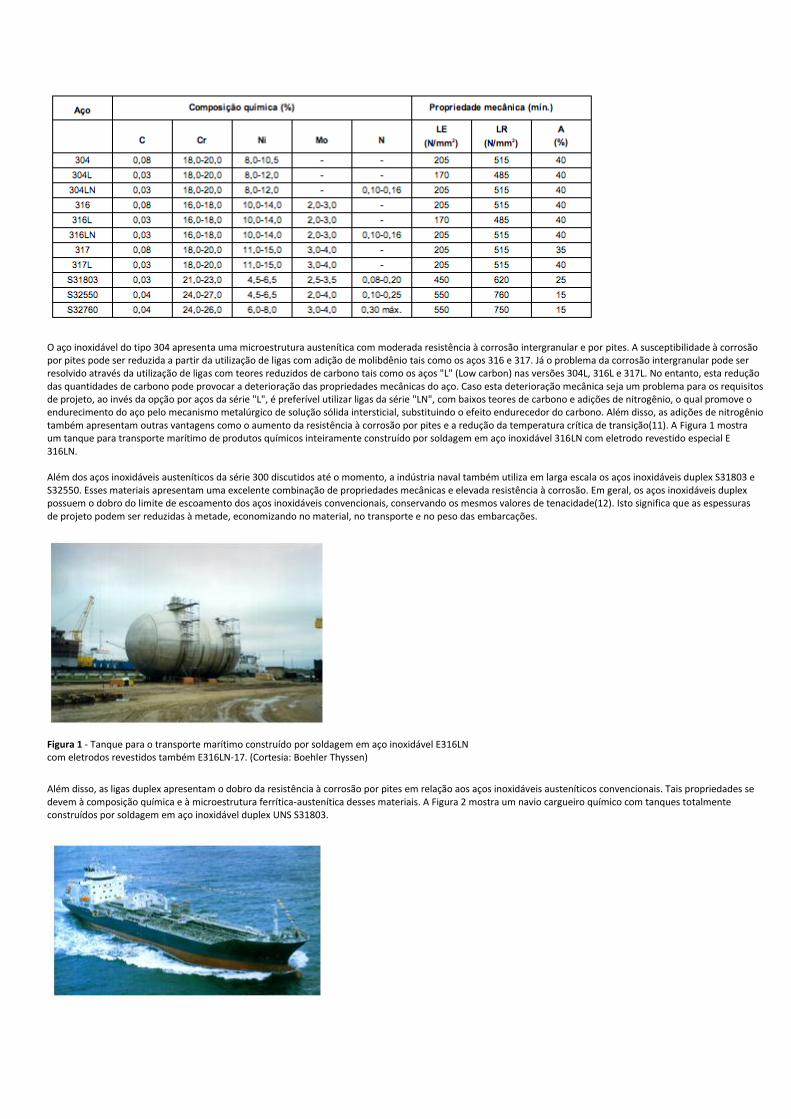
O aço inoxidável do tipo 304 apresenta uma microestrutura austenítica com moderada resistência à corrosão intergranular e por pites. A susceptibilidade à corrosão por pites pode ser reduzida a partir da utilização de ligas com adição de molibdênio tais como os aços 316 e 317. Já o problema da corrosão intergranular pode ser resolvido através da utilização de ligas com teores reduzidos de carbono tais como os aços "L" (Low carbon) nas versões 304L, 316L e 317L. No entanto, esta redução das quantidades de carbono pode provocar a deterioração das propriedades mecânicas do aço. Caso esta deterioração mecânica seja um problema para os requisitos de projeto, ao invés da opção por aços da série "L", é preferível utilizar ligas da série "LN", com baixos teores de carbono e adições de nitrogênio, o qual promove o endurecimento do aço pelo mecanismo metalúrgico de solução sólida intersticial, substituindo o efeito endurecedor do carbono. Além disso, as adições de nitrogênio também apresentam outras vantagens como o aumento da resistência à corrosão por pites e a redução da temperatura crítica de transição(11). A Figura 1 mostra um tanque para transporte marítimo de produtos químicos inteiramente construído por soldagem em aço inoxidável 316LN com eletrodo revestido especial E 316LN. Além dos aços inoxidáveis austeníticos da série 300 discutidos até o momento, a indústria naval também utiliza em larga escala os aços inoxidáveis duplex S31803 e S32550. Esses materiais apresentam uma excelente combinação de propriedades mecânicas e elevada resistência à corrosão. Em geral, os aços inoxidáveis duplex possuem o dobro do limite de escoamento dos aços inoxidáveis convencionais, conservando os mesmos valores de tenacidade(12). Isto significa que as espessuras de projeto podem ser reduzidas à metade, economizando no material, no transporte e no peso das embarcações.
Figura 1 - Tanque para o transporte marítimo construído por soldagem em aço inoxidável E316LN com eletrodos revestidos também E316LN-17. (Cortesia: Boehler Thyssen)
Além disso, as ligas duplex apresentam o dobro da resistência à corrosão por pites em relação aos aços inoxidáveis austeníticos convencionais. Tais propriedades se devem à composição química e à microestrutura ferrítica-austenítica desses materiais. A Figura 2 mostra um navio cargueiro químico com tanques totalmente construídos por soldagem em aço inoxidável duplex UNS S31803.
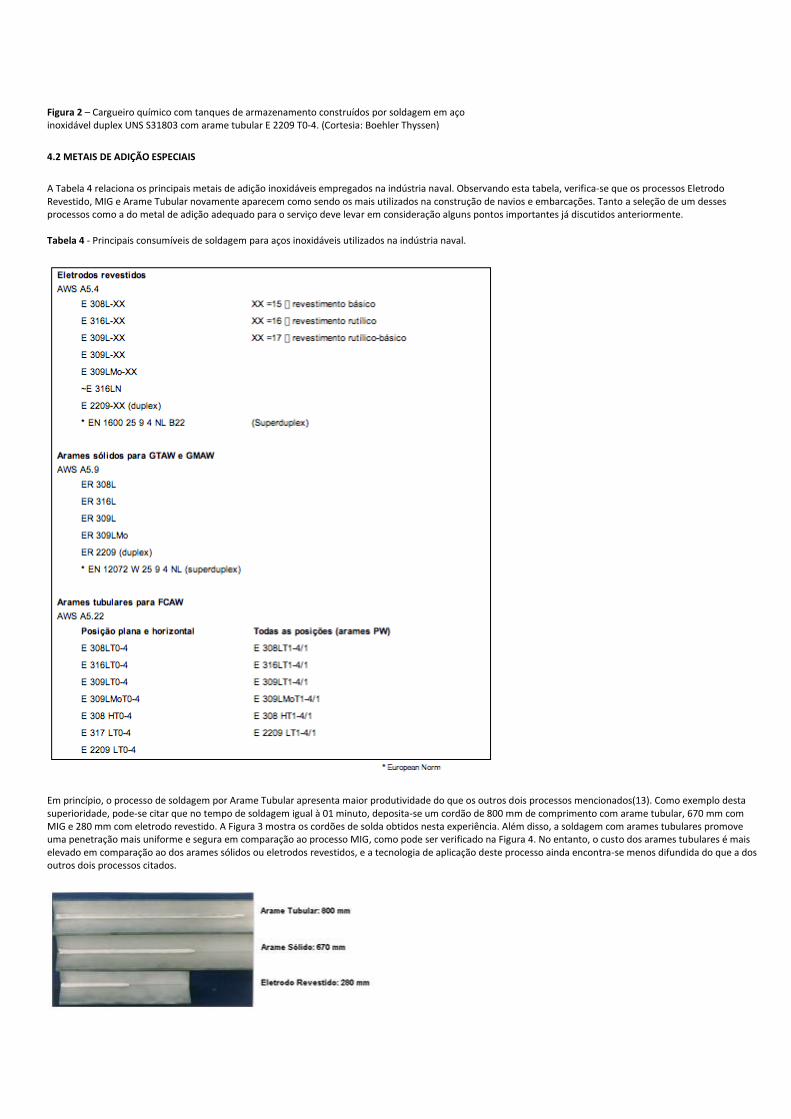
Figura 2 – Cargueiro químico com tanques de armazenamento construídos por soldagem em aço inoxidável duplex UNS S31803 com arame tubular E 2209 T0-4. (Cortesia: Boehler Thyssen)
4.2 METAIS DE ADIÇÃO ESPECIAIS
A Tabela 4 relaciona os principais metais de adição inoxidáveis empregados na indústria naval. Observando esta tabela, verifica-se que os processos Eletrodo Revestido, MIG e Arame Tubular novamente aparecem como sendo os mais utilizados na construção de navios e embarcações. Tanto a seleção de um desses processos como a do metal de adição adequado para o serviço deve levar em consideração alguns pontos importantes já discutidos anteriormente. Tabela 4 - Principais consumíveis de soldagem para aços inoxidáveis utilizados na indústria naval.
Em princípio, o processo de soldagem por Arame Tubular apresenta maior produtividade do que os outros dois processos mencionados(13). Como exemplo desta superioridade, pode-se citar que no tempo de soldagem igual à 01 minuto, deposita-se um cordão de 800 mm de comprimento com arame tubular, 670 mm com MIG e 280 mm com eletrodo revestido. A Figura 3 mostra os cordões de solda obtidos nesta experiência. Além disso, a soldagem com arames tubulares promove uma penetração mais uniforme e segura em comparação ao processo MIG, como pode ser verificado na Figura 4. No entanto, o custo dos arames tubulares é mais elevado em comparação ao dos arames sólidos ou eletrodos revestidos, e a tecnologia de aplicação deste processo ainda encontra-se menos difundida do que a dos outros dois processos citados.
Figura 3 – Cordões de solda depositados em juntas de ângulo, destacando a superior produtividade do processo de soldagem por Arame Tubular em relação aos processos de soldagem por Eletrodo Revestido e MIG/MAG.
Figura 4 – Macrografias de juntas de ângulo soldadas, destacando a maior uniformidade de penetração do cordão de solda do processo de soldagem por Arame Tubular em comparação ao processo MIG/MAG.
Outro ponto importante que deve ser considerado na seleção do metal de adição adequado é a posição em que a solda será feita. Na maioria das vezes, não existe a possibilidade de posicionar a peça para a soldagem na posição plana, sendo necessárias as deposições verticais ou até mesmo sobre-cabeça. No passado, existiam apenas eletrodos revestidos e arames sólidos capazes de atender as necessidades das soldagens fora de posição. Atualmente, já existem arames tubulares para a soldagem em todas as posições, conhecidos pelo nome "PW" (Positional Welding). Este avanço tecnológico foi possível graças ao desenvolvimento de um fluxo interno ao arame que proporciona a formação de uma escória de resfriamento rápido, evitando que o material fundido escorra durante a soldagem em posições adversas(14). Por estes motivos, a utilização de arames tubulares na construção de navios-tanques e equipamentos offshore tem apresentado um comportamento crescente nos últimos anos. Como exemplo da aplicação dos arames tubulares PW, a Figura 5 mostra um injetor de água para o sistema anti-incêndio de uma plataforma marítima de prospecção de petróleo norueguesa. Este equipamento foi confeccionado inteiramente por soldagem a partir de tubos de aço inoxidável duplex S31803, com espessuras de 15-25 mm e metal de adição AWS E2209 T1-4 de 2,0 mm de diâmetro. Nota-se que existem soldas circunferenciais horizontais (posição 2G) e soldas circunferenciais verticais (posição 5G), em locais de difícil acesso, executadas sem nenhum problema.
Figura 5 – Injetor de água para sistema anti-incêndio de uma plataforma marítima de prospecção de petróleo, construído totalmente por soldagem em aço inoxidável duplex, utilizando os arames tubulares PW. (Cortesia: Frank Mohn Flatoy A.S. Norway).
Além do desenvolvimento de novos processos e materiais, o aperfeiçoamento do homem é imprescindível para o progresso de qualquer setor industrial. Em princípio, o soldador ou operador do equipamento de soldagem é responsável por uma grande parcela da qualidade final das soldas executadas. Assim, é importante lembrar que, além dos mercados fornecedores de matéria-prima para a construção naval, as instituições destinadas ao treinamento e qualificação de profissionais da área de soldagem também devem estar preparadas para suprir as necessidades deste segmento industrial nos próximos anos. Cursos, palestras e seminários são fundamentais para atrair as pessoas interessadas e incentivá-las ao aperfeiçoamento técnico. Nesse sentido, parcerias entre escolas técnicas como SENAI e associações de classe como ABS vêm apresentando excelentes resultados.
5. CONCLUSÕES
A indústria naval mundial tem incentivado o desenvolvimento de novos materiais para atender aos seus requisitos de produtividade e qualidade, os quais se mostram cada vez mais exigentes. Assim, a crescente utilização dos aços inoxidáveis duplex em substituição às ligas inoxidáveis convencionais e o desenvolvimento dos arames tubulares PW para a soldagem em todas as posições são exemplos desse avanço tecnológico. Além do estudo de novos materiais, a aplicação de modernos processos de soldagem em substituição àqueles tradicionais também vêm sendo desenvolvida. Como exemplos desses desenvolvimentos, pode-se citar a utilização do processo de soldagem por Arco Submerso com três arames, ao invés de um único arame; a substituição progressiva dos processos Eletrodo Revestido e MIG/MAG pelo processo Arame Tubular; e o emprego da Soldagem a Laser na montagem de navios.
Do ponto de vista socio-econômico, pode-se concluir que a preparação técnica das empresas brasileiras, em antecipação à esse novo impulso da indústria naval, certamente contribuirá para a redução da importação de materiais e mão de obra, favorecendo o crescimento das atividades industriais nacionais e a diminuição do desemprego local.
6. REFERÊNCIAS BIBLIOGRÁFICAS
1- Jornal do Brasil. Data: 26 de outubro de 2000. 2- Jornal do Commercio. Data: 26 de outubro de 2000. 3- OKUMURA, T; TANIGUSHI, C Engenharia de Soldagem e Aplicações. A Soldagem na Construção Naval. Ed. LTC Livros Técnicos e Científicos. P. 296-313. 4- AMERICAN SOCIETY FOR TESTING AND MATERIALS. A 131-82 Standard Specification for Structural Steel for Ships. ASTM. USA. v. 01.04. 1984. p. 151-158. 5- BUREAU VERITAS Rules and Regulation for the Classification of Ships and Offshore Installation-Materials. Section 2. NR. 216DNCRO2E. 1997. 6- COLPAERT, H Metalografia dos Produtos Siderúrgicos Comuns. Ed. Edgard Blücher. Brasil. 1992. 7- AMERICAN WELDING SOCIETY. AWS A5.1-91 Specification for Carbon Steel Electrodes for Shielded Metal Arc Welding. AWS. USA. 1991. p. 42. 8- TOMINAGA, S; ZANIBONI, W Proposta para Desenvolver a Soldagem na Construção Naval do Brasil. Em: XIII Encontro nacional de Tecnologia da Soldagem. Anais. Associação Brasileira de Soldagem. Outubro. 1987. P.197-229. 9 – SEYFFARTH, P; HOFFMANN, J O Laser na Construção Naval- Realidade, Visão ou Ideal? Em: I Simpósio sobre Tecnologia de Soldagem Brasil-Alemanha. Anais. Associação Técnica Brasil-Alemanha. Junho. 2000. P.60-74. 10- AMERICAN SOCIETY FOR TESTING AND MATERIALS. A 240-83 Standard Specification for Heat Resisting Chromium and Chromium-Nickel Stainless Steel Plate, sheet, and Strip for Pressure Vessels. ASTM. USA. v. 01.04. 1984. p. 185-194. 11- FOLKHARD, E.; Welding Metallurgy of Stainless Steels. Ed. Springer-Verlag, Austria, 1988. 12- OLSSON, J.; FALKLAND, M.L. The versatility of duplex. In: Duplex America 2000 Conference, Houston-USA, 2000. Proceedings, 2000, p. 41-51 13- AMERICAN WELDING SOCIETY. Welding Handbook. Volume 1. 8º edition. Ed. Leonard P. Connor. USA. 1991. p. 7-10
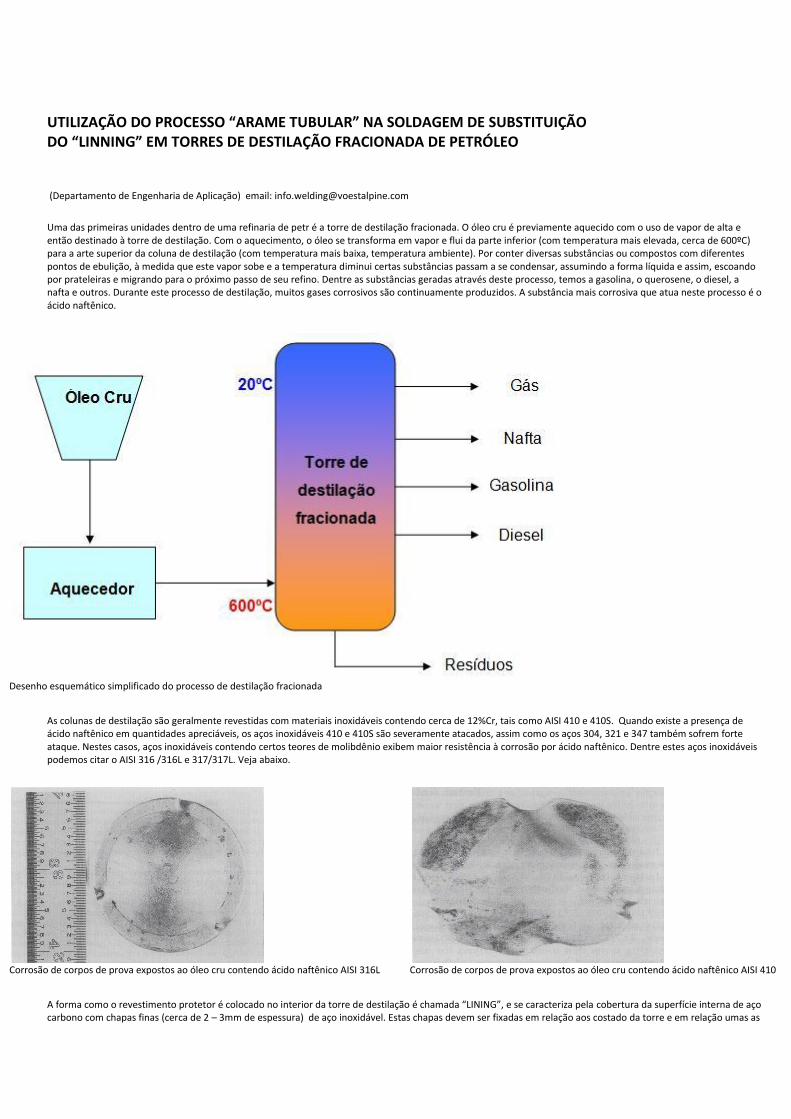
UTILIZAÇÃO DO PROCESSO “ARAME TUBULAR” NA SOLDAGEM DE SUBSTITUIÇÃO DO “LINNING” EM TORRES DE DESTILAÇÃO FRACIONADA DE PETRÓLEO
(Departamento de Engenharia de Aplicação) email: [email protected]
Uma das primeiras unidades dentro de uma refinaria de petr é a torre de destilação fracionada. O óleo cru é previamente aquecido com o uso de vapor de alta e então destinado à torre de destilação. Com o aquecimento, o óleo se transforma em vapor e flui da parte inferior (com temperatura mais elevada, cerca de 600ºC) para a arte superior da coluna de destilação (com temperatura mais baixa, temperatura ambiente). Por conter diversas substâncias ou compostos com diferentes pontos de ebulição, à medida que este vapor sobe e a temperatura diminui certas substâncias passam a se condensar, assumindo a forma líquida e assim, escoando por prateleiras e migrando para o próximo passo de seu refino. Dentre as substâncias geradas através deste processo, temos a gasolina, o querosene, o diesel, a nafta e outros. Durante este processo de destilação, muitos gases corrosivos são continuamente produzidos. A substância mais corrosiva que atua neste processo é o ácido naftênico.
Desenho esquemático simplificado do processo de destilação fracionada
As colunas de destilação são geralmente revestidas com materiais inoxidáveis contendo cerca de 12%Cr, tais como AISI 410 e 410S. Quando existe a presença de ácido naftênico em quantidades apreciáveis, os aços inoxidáveis 410 e 410S são severamente atacados, assim como os aços 304, 321 e 347 também sofrem forte ataque. Nestes casos, aços inoxidáveis contendo certos teores de molibdênio exibem maior resistência à corrosão por ácido naftênico. Dentre estes aços inoxidáveis podemos citar o AISI 316 /316L e 317/317L. Veja abaixo.
Corrosão de corpos de prova expostos ao óleo cru contendo ácido naftênico AISI 316L
Corrosão de corpos de prova expostos ao óleo cru contendo ácido naftênico AISI 410
A forma como o revestimento protetor é colocado no interior da torre de destilação é chamada “LINING”, e se caracteriza pela cobertura da superfície interna de aço carbono com chapas finas (cerca de 2 – 3mm de espessura) de aço inoxidável. Estas chapas devem ser fixadas em relação aos costado da torre e em relação umas as
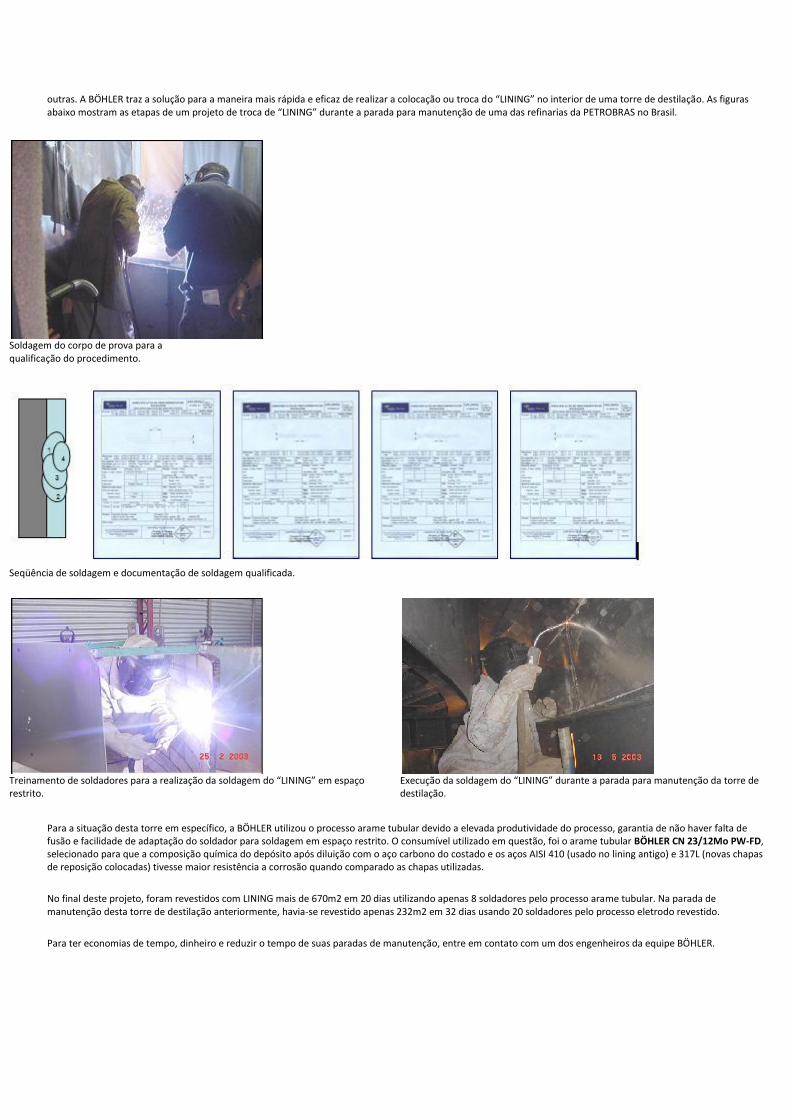
outras. A BÖHLER traz a solução para a maneira mais rápida e eficaz de realizar a colocação ou troca do “LINING” no interior de uma torre de destilação. As figuras abaixo mostram as etapas de um projeto de troca de “LINING” durante a parada para manutenção de uma das refinarias da PETROBRAS no Brasil.
Soldagem do corpo de prova para a qualificação do procedimento.
Seqüência de soldagem e documentação de soldagem qualificada.
Treinamento de soldadores para a realização da soldagem do “LINING” em espaço restrito.
Execução da soldagem do “LINING” durante a parada para manutenção da torre de destilação.
Para a situação desta torre em específico, a BÖHLER utilizou o processo arame tubular devido a elevada produtividade do processo, garantia de não haver falta de fusão e facilidade de adaptação do soldador para soldagem em espaço restrito. O consumível utilizado em questão, foi o arame tubular BÖHLER CN 23/12Mo PW-FD, selecionado para que a composição química do depósito após diluição com o aço carbono do costado e os aços AISI 410 (usado no lining antigo) e 317L (novas chapas de reposição colocadas) tivesse maior resistência a corrosão quando comparado as chapas utilizadas.
No final deste projeto, foram revestidos com LINING mais de 670m2 em 20 dias utilizando apenas 8 soldadores pelo processo arame tubular. Na parada de manutenção desta torre de destilação anteriormente, havia-se revestido apenas 232m2 em 32 dias usando 20 soldadores pelo processo eletrodo revestido.
Para ter economias de tempo, dinheiro e reduzir o tempo de suas paradas de manutenção, entre em contato com um dos engenheiros da equipe BÖHLER.
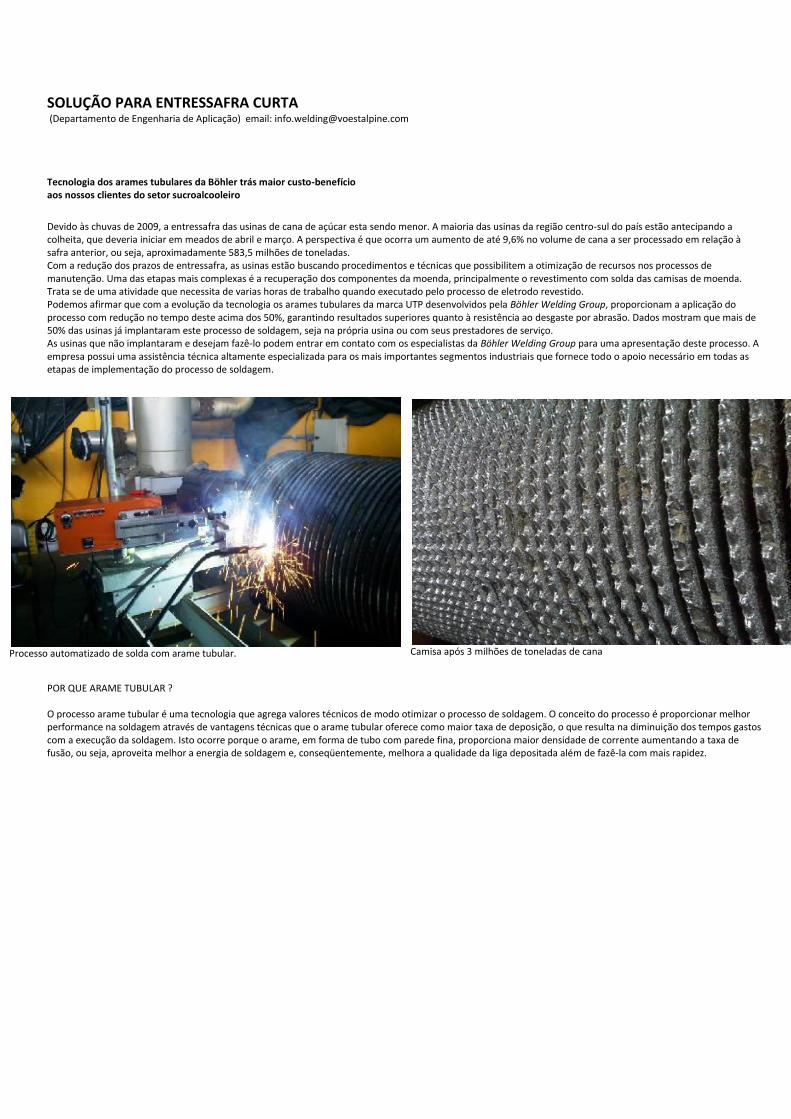
SOLUÇÃO PARA ENTRESSAFRA CURTA (Departamento de Engenharia de Aplicação) email: [email protected]
Tecnologia dos arames tubulares da Böhler trás maior custo-benefício aos nossos clientes do setor sucroalcooleiro
Devido às chuvas de 2009, a entressafra das usinas de cana de açúcar esta sendo menor. A maioria das usinas da região centro-sul do país estão antecipando a colheita, que deveria iniciar em meados de abril e março. A perspectiva é que ocorra um aumento de até 9,6% no volume de cana a ser processado em relação à safra anterior, ou seja, aproximadamente 583,5 milhões de toneladas. Com a redução dos prazos de entressafra, as usinas estão buscando procedimentos e técnicas que possibilitem a otimização de recursos nos processos de manutenção. Uma das etapas mais complexas é a recuperação dos componentes da moenda, principalmente o revestimento com solda das camisas de moenda. Trata se de uma atividade que necessita de varias horas de trabalho quando executado pelo processo de eletrodo revestido. Podemos afirmar que com a evolução da tecnologia os arames tubulares da marca UTP desenvolvidos pela Böhler Welding Group, proporcionam a aplicação do processo com redução no tempo deste acima dos 50%, garantindo resultados superiores quanto à resistência ao desgaste por abrasão. Dados mostram que mais de 50% das usinas já implantaram este processo de soldagem, seja na própria usina ou com seus prestadores de serviço. As usinas que não implantaram e desejam fazê-lo podem entrar em contato com os especialistas da Böhler Welding Group para uma apresentação deste processo. A empresa possui uma assistência técnica altamente especializada para os mais importantes segmentos industriais que fornece todo o apoio necessário em todas as etapas de implementação do processo de soldagem.
Processo automatizado de solda com arame tubular.
Camisa após 3 milhões de toneladas de cana
POR QUE ARAME TUBULAR ? O processo arame tubular é uma tecnologia que agrega valores técnicos de modo otimizar o processo de soldagem. O conceito do processo é proporcionar melhor performance na soldagem através de vantagens técnicas que o arame tubular oferece como maior taxa de deposição, o que resulta na diminuição dos tempos gastos com a execução da soldagem. Isto ocorre porque o arame, em forma de tubo com parede fina, proporciona maior densidade de corrente aumentando a taxa de fusão, ou seja, aproveita melhor a energia de soldagem e, conseqüentemente, melhora a qualidade da liga depositada além de fazê-la com mais rapidez.
Aplicação de consumíveis de soldagem na construção de HDS (Departamento de Engenharia de Aplicação) email: [email protected]
Para que serve uma HDS? Frequentemente nós ouvimos nos meios de comunicação a respeito de meio ambiente, formas mais econômicas, sustentáveis e ou menos poluentes de gerar energia. O fato é que precisamos de energia. Desde uma luz acesa no escritório aonde trabalhamos ao automóvel ou qualquer que seja o meio de transporte que nos leve ao trabalho ou para onde quer que precisemos ir, mas sempre precisamos de energia. Com o foco em preservar o meio ambiente e diminuir a poluição gerada, a cada dia se determinam novas necessidades e exigências em relação aos combustíveis para que sejam renováveis e para que poluam menos. O Diesel e Gasolina são os combustíveis mais utilizados na alimentação de veículos com motores a combustão, têm origem fóssil, e são derivados do petróleo. Para ambos foram criadas em diversos países, sérias regulamentações e metas nas reduções dos níveis de enxofre contidos, visando, assim reduzir a emissão de compostos poluentes derivados do enxofre durante a queima ambos. Por exemplo, temos nos EUA para o diesel o teor máximo de 15 ppm, na gasolina 200 ppm, já na Europa temos para o diesel máximo de 10 ppm e para gasolina, máximo de 30 ppm, no Brasil, o Diesel tem até 500 ppm e a gasolina até 1000 ppm, mas temos metas de chegar aos 50 ppm. Para possibilitar estas reduções foram desenvolvidas unidades compostas por conjuntos de equipamentos que são capazes de reduzir os teores de enxofre contidos nestes combustíveis. Estas unidades são as HDS, do inglês “HydroDessulphurization Unit”. Consumíveis utilizados: - Arame UNION S 1 CrMo 2 - Fluxo UV 420 TTR - Eletrodo PHOENIX SH CHROMO 2 KS O que é uma HDS? As HDS ou UHDS - Unidades de Hidrodessulfurização, tem como objetivo eliminar compostos sulfurados através da quebra de ligação Carbono – Enxofre. A Hidrodessulfurização reduz o teor do enxofre, removendo-o com uso de H2 (Hidrogênio), o enxofre é extraído sendo convertido a forma de H2S (sulfeto de hidrogênio). Diversos são os tipos de equipamentos existentes nestas unidades, compostas por fornos, tanques, reatores e colunas, estes equipamentos possuem requisitos específicos de temperatura, pressão e resistência a agentes corrosivos principalmente derivados do enxofre, combinado com as condições de pressão e temperatura. Para a construção e montagem destes equipamentos, necessita-se de diversos insumos tais como: chaparias, tubulações e consumíveis de soldagens. Todos estes materiais devem ser elaborados visando atender as condições de operação por um longo período. Processos e Consumíveis de soldagem envolvidos na construção e montagem de uma unidade de HDS A escolha do processo é feita sempre visando melhor produtividade dentro da condição de trabalho oferecida, que é função de fatores como espessura da chapa ou tubo a ser soldado, acesso a junta, condições do local a ser realizado a soldagem (campo ou fábrica), investimento disponível a ser feito em equipamentos, hora homem, etc. A escolha do consumível segue o critério do metal de base, tipo de junção (homogênea ou heterogênea), requisitos de trabalho do equipamento, etc. Nos requisitos de trabalho do equipamento podem ser pedidos também requisitos especiais para controle dos produtos, como por exemplo: análise química ou ensaio mecânico real aplicado ao lote/corrida, requisitos especiais como steep cooling, Fator X, etc. A Böhler Welding Group, através de sua fábrica no Brasil, a Böhler Técnica de Soldagem Ltda., produz consumíveis do mais alto padrão de qualidade capazes de atender as mais rigorosas exigências e padrões de qualidade exigidos no setor petroquímico, como por exemplo, a especificação técnica da Petrobras, I-ET-5000.00-0000-500-PPC-001-RevD, aplicada aos materiais de base e consumíveis de aço baixa liga, como os aços CrMo e CrMoV. Veja na Tabela 1 abaixo, os consumíveis da Böhler mais utilizados para aplicações convencionais e aplicações que atendam a ET da Petrobras. Tabela 1 - Consumíveis de soldagem comumente, aplicados na indústria petroquímica, na construção de unidades do tipo HDS
Metais de Base Consumível Convencional Consumível CrMo para atender aos requisitos
da I-ET-5000.00-0000-500-PPC-001-RevD
Aços Carbono
BÖHLER FOX 7018 (SMAW) BÖHLER FOX EV 50 (SMAW) BÖHLER ARS 5 (FCAW) BÖHLER EML 5 (GTAW)
Gr. P11 BÖHLER FOX DCMS-Kb (SMAW) BÖHLER DCMS Ti-FD-B (FCAW) BÖHLER DCMS-IG-B (GTAW)
PHOENIX CHROMO I (SMAW) UNION I CrMo (GTAW) UNION S 2 CrMo // UV 420TTRW (SAW)
Gr. P22 BÖHLER CM2-Kb (SMAW) BÖHLER CM2 Ti-FD-B (FCAW) BÖHLER CM2-IG-B (GTAW)
PHOENIX SH CHROMO 2 KS (SMAW) UNION I CrMo 910 SPEZIAL (GTAW) UNION S 1 CrMo 2 // UV 420TTRW (SAW)
Gr. P5 BÖHLER CM5-Kb (SMAW) BÖHLER CM5-IG-B (GTAW)
Tp. 304 UTP 68-LC (SMAW) UTP A68-LC (GTAW)
Tp. 316 UTP 68Mo-LC (SMAW) UTP A68Mo-LC (GTAW)
Tp. 317 UTP 687-LC (SMAW) UTP A687-LC (GTAW)
Tp. 321 e 347 UTP 68 (SMAW) BÖHLER SAS 2-IG (GTAW)
Os consumíveis de soldagem a serem utilizados no segmento petroquímico no Brasil, no geral, necessitam de homologações feitas pela FBTS (Fundação Brasileira de Tecnologia da Soldagem) para Petrobrás. Caso não haja esta homologação disponível pode-se fazer um procedimento de soldagem tendo como variável essencial a marca comercial e o fabricante do produto. Para maiores informações, entre em contato com a equipe de engenharia da BÖHLER.

Recuperação dos rolos de lingotamento contínuo (Departamento de Engenharia de Aplicação) email: [email protected]
O processamento siderúrgico consiste em inúmeras etapas dentro de uma planta produtora de aços. O mesmo se inicia na obtenção do minério de ferro nas minas e
termina dentro da siderúrgica com a produção da chapa ou perfil desejado.
Neste processamento uma etapa de extrema importância é o lingotamento contínuo, que consiste numa “mesa” de rolos por onde o metal desliza inicialmente no
estado líquido formando uma chapa, chapa esta que na maioria dos casos tem espessuras de cerca de 250mm.
O sistema funciona da seguinte forma:
O aço líquido é transferido da panela da aciaria para a máquina de lingotamento contínuo e será vazado para o distribuidor, o mesmo permite que se alimente de
forma suave e constante os moldes da máquina de lingotamento.
Os moldes são refrigerados a água e trabalham num movimento oscilatório que não permite a aderência do metal líquido as suas paredes. O metal então começa a
se refrigerar e formar uma chapa a ser conformada pelos rolos de lingotamento contínuo.
Figura 1 – Esquema de uma unidade de lingotamento contínuo (1-Panela, 2-Distribuidor, 3 e 6-Moldes, 4 e 5 - Eletrodos) –
Fonte: Internet
.

Esquema de uma unidade de lingotamento Contínuo
Figura 2 - Foto de máquina de lingotamento contínuo – Fonte: SOUDOKAY
Os rolos que executam o lingotamento contínuo sofrem uma série de desgastes associados, tais como:
- Corrosão: Provocada pela água utilizada na refrigeração em associação com flouretos, sais e outros elementos que acabam formando o acido fluorídrico.
- Fadiga Térmica: Provocada pelo aquecimento-resfriamento durante o processo sofrido pelo rolo, esta situação provoca fadiga na superfície do rolo, ocasionando o
aparecimento de trincas na seqüência. Este processo de deterioração é talvez o que mais implica na vida útil de cada rolo e consequentemente um dos que ocasiona
mais paradas na máquina e mais prejuízos para a siderúrgica.
- Abrasão: É provocada pela presença de carepas, na superfície dos rolos, que acabam se soltando da superfície e se tornando um agente abrasivo.
- Fricção: Provocada pelo contato direto dos rolos com o lingote.
- Erosão: Provocada pelo choque em alta velocidade e pressão da água de refrigeração na superfície do rolo.
Mediante a todos estes problemas a solução encontrada foi a utilização de recuperação dos rolos através de soldagem com ligas com propriedades que confiram ao
rolo boa resistência a todos os tipos de desgastes presentes.
Ligas com estrutura martensitica e que formem carbonetos com características de suportar a fadiga térmica, além de teores de cromo elevados afim de resistir a
corrosão.
Ou seja são ligas cujos teores de Cromo ficam entre 12 e 18% e podem possuir em sua composição também teores de Níquel, Molibidênio, Vanádio e Cobalto, que
são elementos fundamentais na resistência a fadigas térmicas.
Dentro deste espectro a Bohler-Soudokay desenvolveu uma série de produtos a serem aplicados em sistemas automáticos seja com arco submerso ou arco aberto -
todos eles fabricados no Brasil-, tais como:
SK 410NiMo-S A (Arco Submerso)
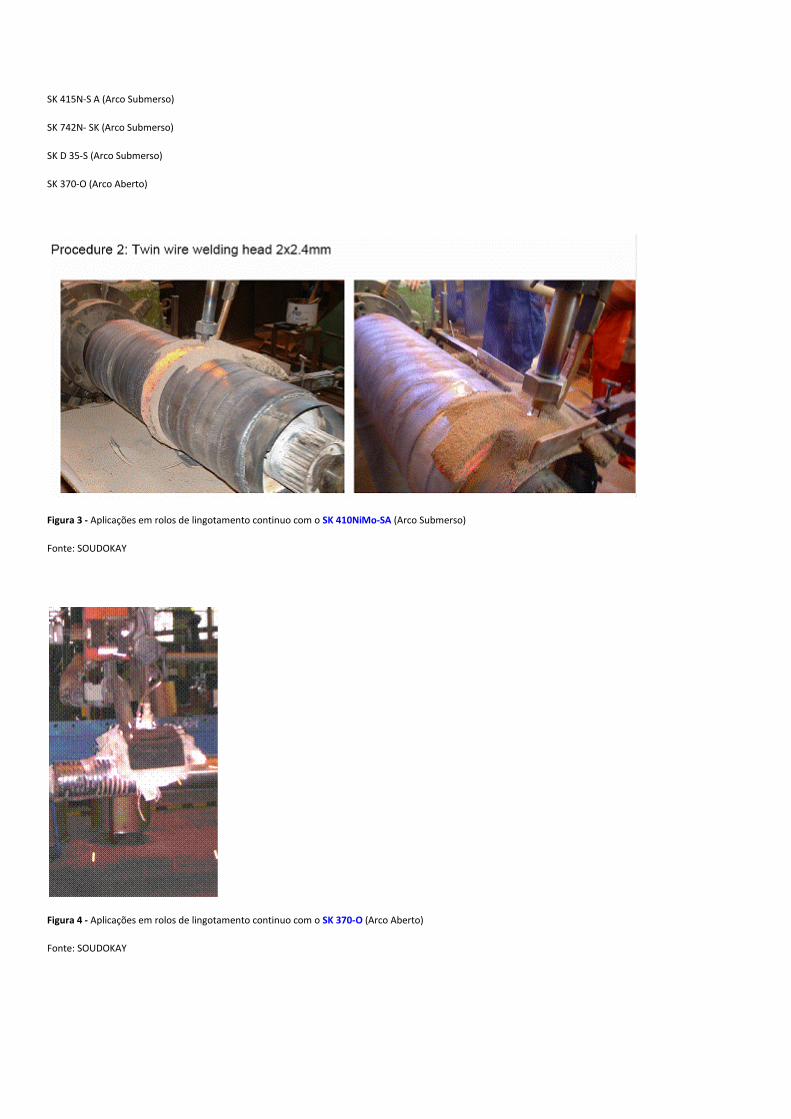
SK 415N-S A (Arco Submerso)
SK 742N- SK (Arco Submerso)
SK D 35-S (Arco Submerso)
SK 370-O (Arco Aberto)
Figura 3 - Aplicações em rolos de lingotamento continuo com o SK 410NiMo-SA (Arco Submerso)
Fonte: SOUDOKAY
Figura 4 - Aplicações em rolos de lingotamento continuo com o SK 370-O (Arco Aberto)
Fonte: SOUDOKAY
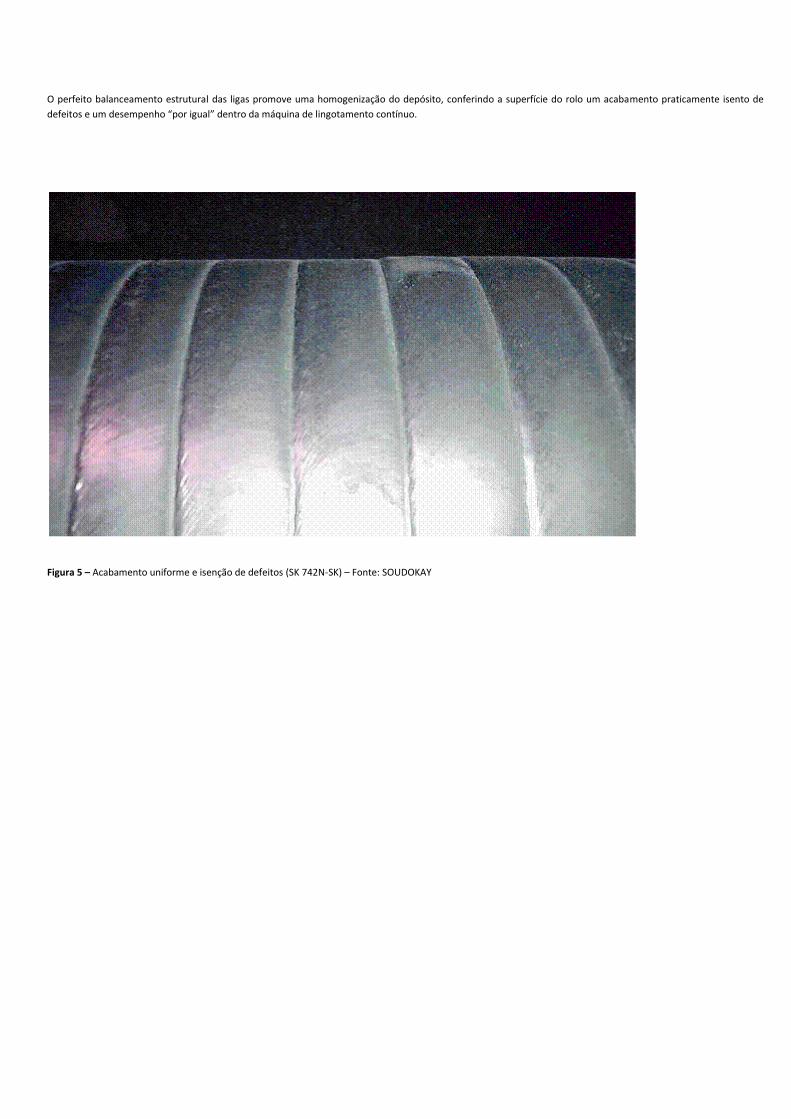
O perfeito balanceamento estrutural das ligas promove uma homogenização do depósito, conferindo a superfície do rolo um acabamento praticamente isento de
defeitos e um desempenho “por igual” dentro da máquina de lingotamento contínuo.
Figura 5 – Acabamento uniforme e isenção de defeitos (SK 742N-SK) – Fonte: SOUDOKAY
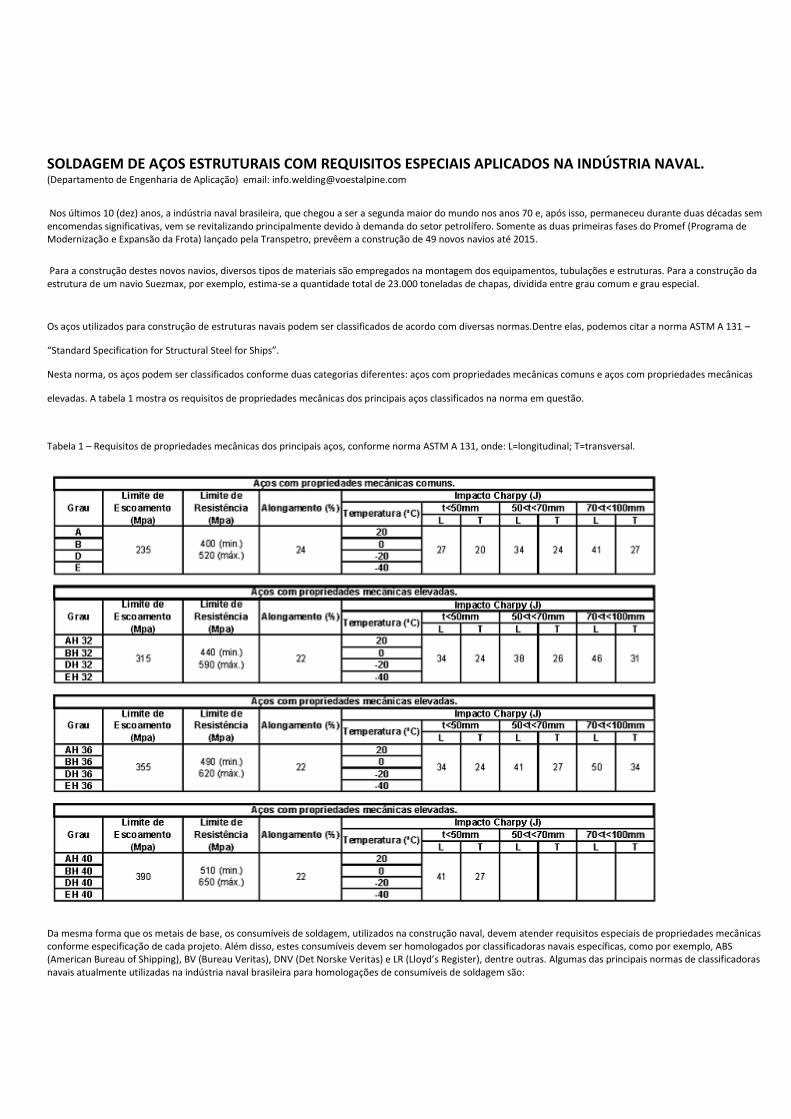
SOLDAGEM DE AÇOS ESTRUTURAIS COM REQUISITOS ESPECIAIS APLICADOS NA INDÚSTRIA NAVAL. (Departamento de Engenharia de Aplicação) email: [email protected]
Nos últimos 10 (dez) anos, a indústria naval brasileira, que chegou a ser a segunda maior do mundo nos anos 70 e, após isso, permaneceu durante duas décadas sem encomendas significativas, vem se revitalizando principalmente devido à demanda do setor petrolífero. Somente as duas primeiras fases do Promef (Programa de Modernização e Expansão da Frota) lançado pela Transpetro, prevêem a construção de 49 novos navios até 2015.
Para a construção destes novos navios, diversos tipos de materiais são empregados na montagem dos equipamentos, tubulações e estruturas. Para a construção da estrutura de um navio Suezmax, por exemplo, estima-se a quantidade total de 23.000 toneladas de chapas, dividida entre grau comum e grau especial.
Os aços utilizados para construção de estruturas navais podem ser classificados de acordo com diversas normas.Dentre elas, podemos citar a norma ASTM A 131 –
“Standard Specification for Structural Steel for Ships”.
Nesta norma, os aços podem ser classificados conforme duas categorias diferentes: aços com propriedades mecânicas comuns e aços com propriedades mecânicas
elevadas. A tabela 1 mostra os requisitos de propriedades mecânicas dos principais aços classificados na norma em questão.
Tabela 1 – Requisitos de propriedades mecânicas dos principais aços, conforme norma ASTM A 131, onde: L=longitudinal; T=transversal.
Da mesma forma que os metais de base, os consumíveis de soldagem, utilizados na construção naval, devem atender requisitos especiais de propriedades mecânicas conforme especificação de cada projeto. Além disso, estes consumíveis devem ser homologados por classificadoras navais específicas, como por exemplo, ABS (American Bureau of Shipping), BV (Bureau Veritas), DNV (Det Norske Veritas) e LR (Lloyd’s Register), dentre outras. Algumas das principais normas de classificadoras navais atualmente utilizadas na indústria naval brasileira para homologações de consumíveis de soldagem são:
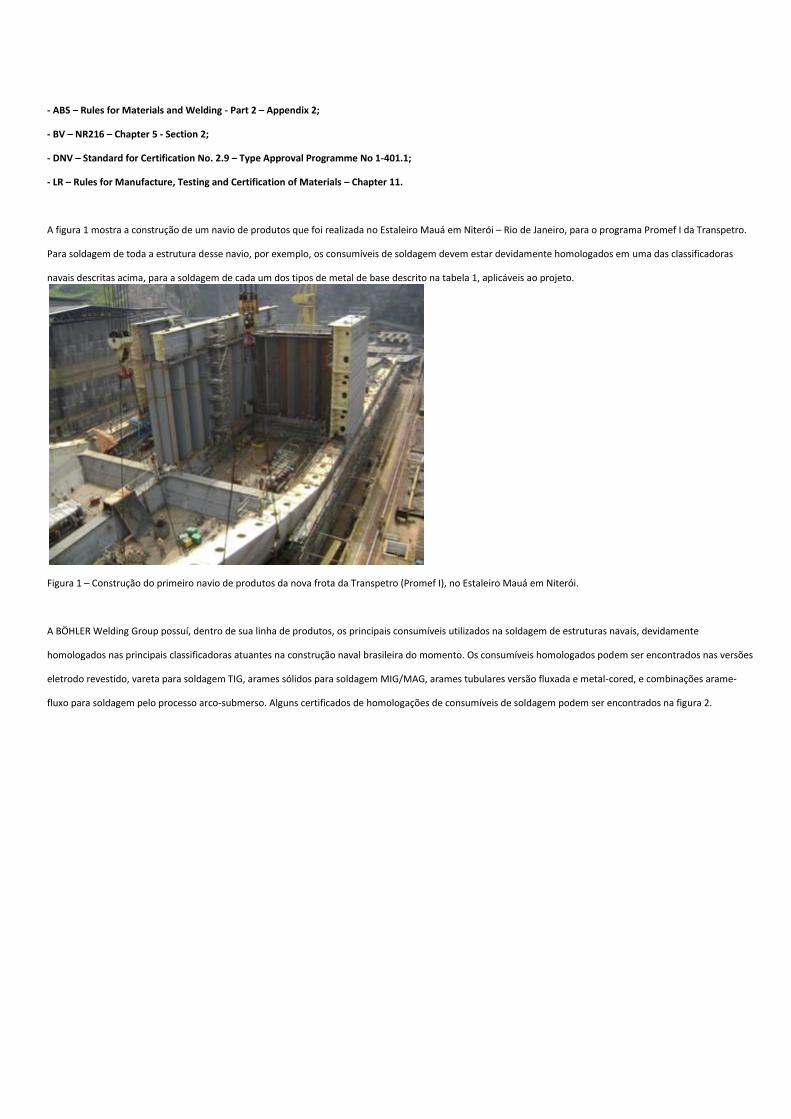
- ABS – Rules for Materials and Welding - Part 2 – Appendix 2;
- BV – NR216 – Chapter 5 - Section 2;
- DNV – Standard for Certification No. 2.9 – Type Approval Programme No 1-401.1;
- LR – Rules for Manufacture, Testing and Certification of Materials – Chapter 11.
A figura 1 mostra a construção de um navio de produtos que foi realizada no Estaleiro Mauá em Niterói – Rio de Janeiro, para o programa Promef I da Transpetro.
Para soldagem de toda a estrutura desse navio, por exemplo, os consumíveis de soldagem devem estar devidamente homologados em uma das classificadoras
navais descritas acima, para a soldagem de cada um dos tipos de metal de base descrito na tabela 1, aplicáveis ao projeto.
Figura 1 – Construção do primeiro navio de produtos da nova frota da Transpetro (Promef I), no Estaleiro Mauá em Niterói.
A BÖHLER Welding Group possuí, dentro de sua linha de produtos, os principais consumíveis utilizados na soldagem de estruturas navais, devidamente
homologados nas principais classificadoras atuantes na construção naval brasileira do momento. Os consumíveis homologados podem ser encontrados nas versões
eletrodo revestido, vareta para soldagem TIG, arames sólidos para soldagem MIG/MAG, arames tubulares versão fluxada e metal-cored, e combinações arame-
fluxo para soldagem pelo processo arco-submerso. Alguns certificados de homologações de consumíveis de soldagem podem ser encontrados na figura 2.
Figura 2 – Alguns de nossos certificados de homologação de consumíveis de soldagem.
A tabela 2 mostra os principais consumíveis nacionais da BÖHLER e suas respectivas classificações navais, os quais vêm sendo utilizados nos principais projetos de
construção naval e offshore do Brasil. Vale ressaltar que a gama de produtos homologados é muito maior do que os apresentados nesta tabela. Entre em contato
com um de nossos engenheiros para obter maiores informações. TEL: 0800 11 9002.
Tabela 2 – Classificação de alguns consumíveis de soldagem da BÖHLER, conforme as classificadoras navais
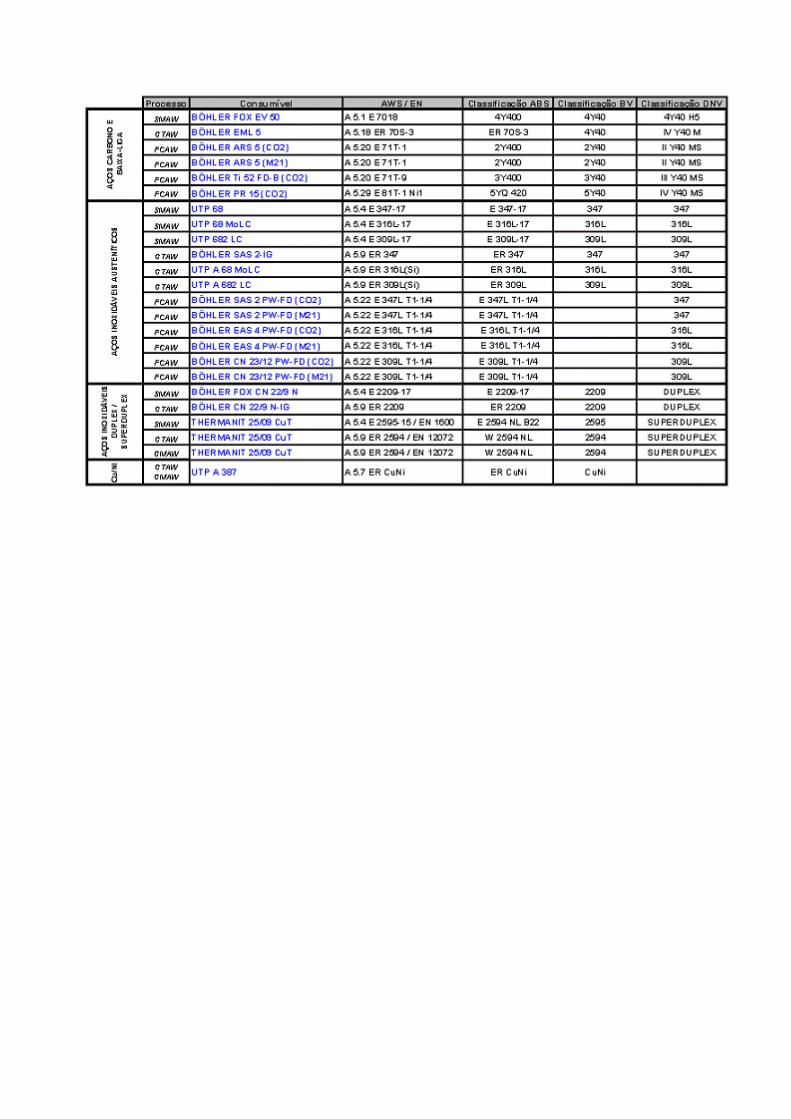
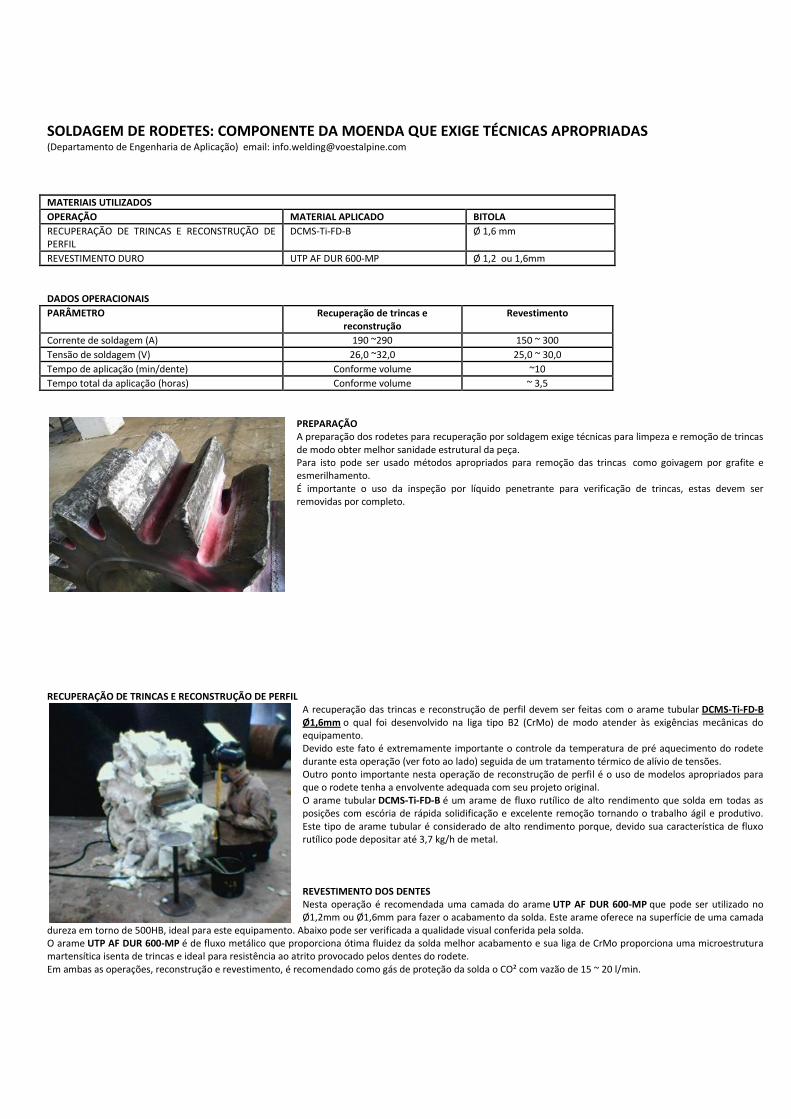
SOLDAGEM DE RODETES: COMPONENTE DA MOENDA QUE EXIGE TÉCNICAS APROPRIADAS (Departamento de Engenharia de Aplicação) email: [email protected]
MATERIAIS UTILIZADOS
OPERAÇÃO MATERIAL APLICADO BITOLA
RECUPERAÇÃO DE TRINCAS E RECONSTRUÇÃO DE PERFIL
DCMS-Ti-FD-B Ø 1,6 mm
REVESTIMENTO DURO UTP AF DUR 600-MP Ø 1,2 ou 1,6mm
DADOS OPERACIONAIS
PARÂMETRO Recuperação de trincas e reconstrução
Revestimento
Corrente de soldagem (A) 190 ~290 150 ~ 300
Tensão de soldagem (V) 26,0 ~32,0 25,0 ~ 30,0
Tempo de aplicação (min/dente) Conforme volume ~10
Tempo total da aplicação (horas) Conforme volume ~ 3,5
PREPARAÇÃO A preparação dos rodetes para recuperação por soldagem exige técnicas para limpeza e remoção de trincas de modo obter melhor sanidade estrutural da peça. Para isto pode ser usado métodos apropriados para remoção das trincas como goivagem por grafite e esmerilhamento. É importante o uso da inspeção por líquido penetrante para verificação de trincas, estas devem ser removidas por completo.
RECUPERAÇÃO DE TRINCAS E RECONSTRUÇÃO DE PERFIL
A recuperação das trincas e reconstrução de perfil devem ser feitas com o arame tubular DCMS-Ti-FD-B Ø1,6mm o qual foi desenvolvido na liga tipo B2 (CrMo) de modo atender às exigências mecânicas do equipamento. Devido este fato é extremamente importante o controle da temperatura de pré aquecimento do rodete durante esta operação (ver foto ao lado) seguida de um tratamento térmico de alívio de tensões. Outro ponto importante nesta operação de reconstrução de perfil é o uso de modelos apropriados para que o rodete tenha a envolvente adequada com seu projeto original. O arame tubular DCMS-Ti-FD-B é um arame de fluxo rutílico de alto rendimento que solda em todas as posições com escória de rápida solidificação e excelente remoção tornando o trabalho ágil e produtivo. Este tipo de arame tubular é considerado de alto rendimento porque, devido sua característica de fluxo rutílico pode depositar até 3,7 kg/h de metal. REVESTIMENTO DOS DENTES Nesta operação é recomendada uma camada do arame UTP AF DUR 600-MP que pode ser utilizado no Ø1,2mm ou Ø1,6mm para fazer o acabamento da solda. Este arame oferece na superfície de uma camada
dureza em torno de 500HB, ideal para este equipamento. Abaixo pode ser verificada a qualidade visual conferida pela solda. O arame UTP AF DUR 600-MP é de fluxo metálico que proporciona ótima fluidez da solda melhor acabamento e sua liga de CrMo proporciona uma microestrutura martensítica isenta de trincas e ideal para resistência ao atrito provocado pelos dentes do rodete. Em ambas as operações, reconstrução e revestimento, é recomendado como gás de proteção da solda o CO² com vazão de 15 ~ 20 l/min.

FOTOS DA SOLDAGEM DE REVESTIMENTO E PEÇA ACABADA
Vista da soldagem com arame tubular UTP AF DUR 600-MP onde é observada a posição de soldagem do soldador.
Detalhe do dente já completo com a solda de revestimento e do dente em meio a uma operação de revestimento.
Detalhe dos rodetes acabados com perfil dos dentes onde pode ser observado o perfeito acabamento da solda com arame tubular UTP AF DUR 600-MP.

Recuperação de Fornos Rotativos.
(Departamento de Engenharia de Aplicação) email: [email protected]
Recuperação de trincas em fornos rotativos
Na indústria de produção de cimento uma etapa extremamente importante é a cozedura; que consiste no aquecimento da “farinha” –produto obtido através do aquecimento do cru, nas torres de ciclones-. Este aquecimento ocorre em temperaturas da ordem de 1500°C, e o objetivo é queimar a “farinha” para a obtenção do clinquer, produto que adicionado a gesso e aditivos vão produzir o cimento da forma que encontramos na indústria de construção civil em geral.
Esquema fábrica de cimento (Fonte: www.abcp.org.br)
O Forno para a produção do clínquer consiste em um vaso cilíndrico, que trabalha girando sobre mancais, chamados alianças. Durante esta rotação a “farinha” transita internamente no forno, sendo exposta a várias temperaturas, neste ínterim ele vai adquirindo a forma de “pelotas” de clinquer Fabricado em aço estrutural, o forno é revestido internamente com tijolos refratários que impedem que o calor interno entre em contato com a estrutura, o calor para a operação é gerado pela queima de carvão mineral.
Forno Rotativo (Fonte Soudokay)
Neste processo por alguma sobre-carga ou mesmo naturalmente pode ocorrer quebra e destacamento do refratário, o que ocasionará em super-aquecimento da estrutura do forno, ocasionando após um certo tempo o aparecimento de trincas por fluência.
Essas trincas se não forem reparadas podem se propagar na estrutura, podendo provocar um colapso em todo o forno.
Quando estas trincas ocorrem, as mesmas devem ser eliminadas e recuperadas por soldagem, seguindo um procedimento bem elaborado, que enfoque não só a recuperação da estrutura bem como proporcione resistência mecânica elevada a junta, já que naquela região outras áreas podem ter sofrido a ação do calor do forno.
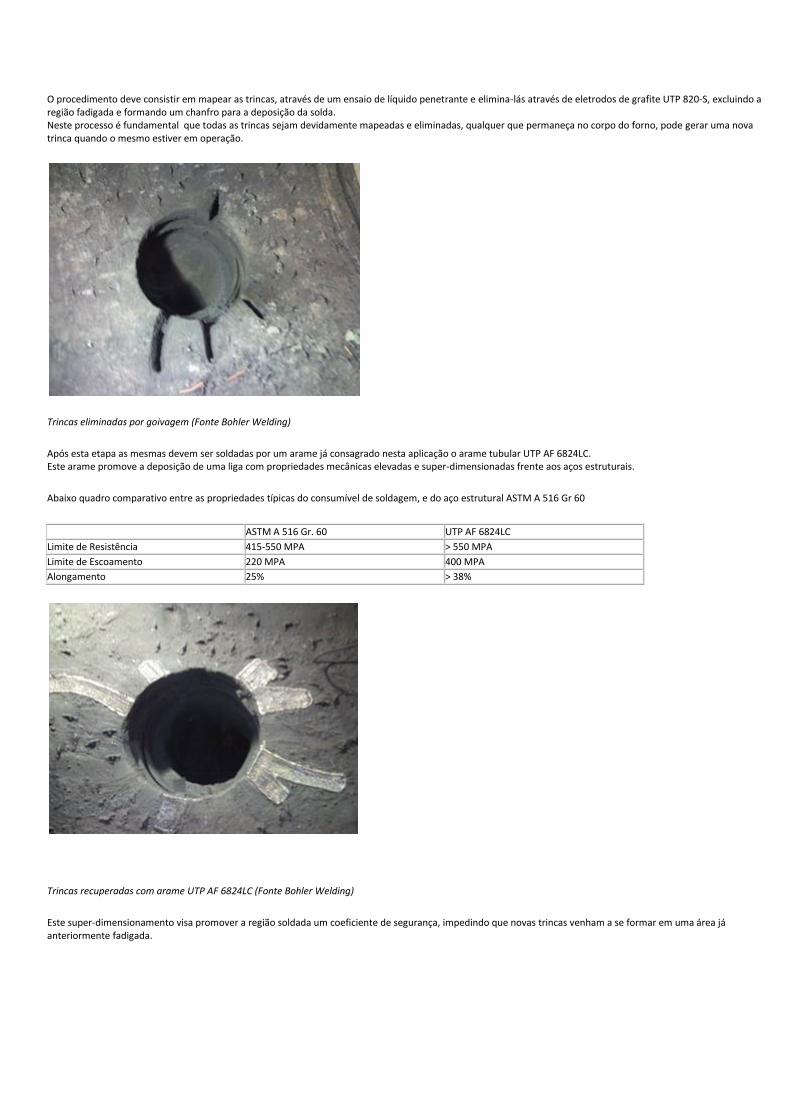
O procedimento deve consistir em mapear as trincas, através de um ensaio de líquido penetrante e elimina-lás através de eletrodos de grafite UTP 820-S, excluindo a região fadigada e formando um chanfro para a deposição da solda. Neste processo é fundamental que todas as trincas sejam devidamente mapeadas e eliminadas, qualquer que permaneça no corpo do forno, pode gerar uma nova trinca quando o mesmo estiver em operação.
Trincas eliminadas por goivagem (Fonte Bohler Welding)
Após esta etapa as mesmas devem ser soldadas por um arame já consagrado nesta aplicação o arame tubular UTP AF 6824LC. Este arame promove a deposição de uma liga com propriedades mecânicas elevadas e super-dimensionadas frente aos aços estruturais.
Abaixo quadro comparativo entre as propriedades típicas do consumível de soldagem, e do aço estrutural ASTM A 516 Gr 60
ASTM A 516 Gr. 60 UTP AF 6824LC
Limite de Resistência 415-550 MPA > 550 MPA
Limite de Escoamento 220 MPA 400 MPA
Alongamento 25% > 38%
Trincas recuperadas com arame UTP AF 6824LC (Fonte Bohler Welding)
Este super-dimensionamento visa promover a região soldada um coeficiente de segurança, impedindo que novas trincas venham a se formar em uma área já anteriormente fadigada.
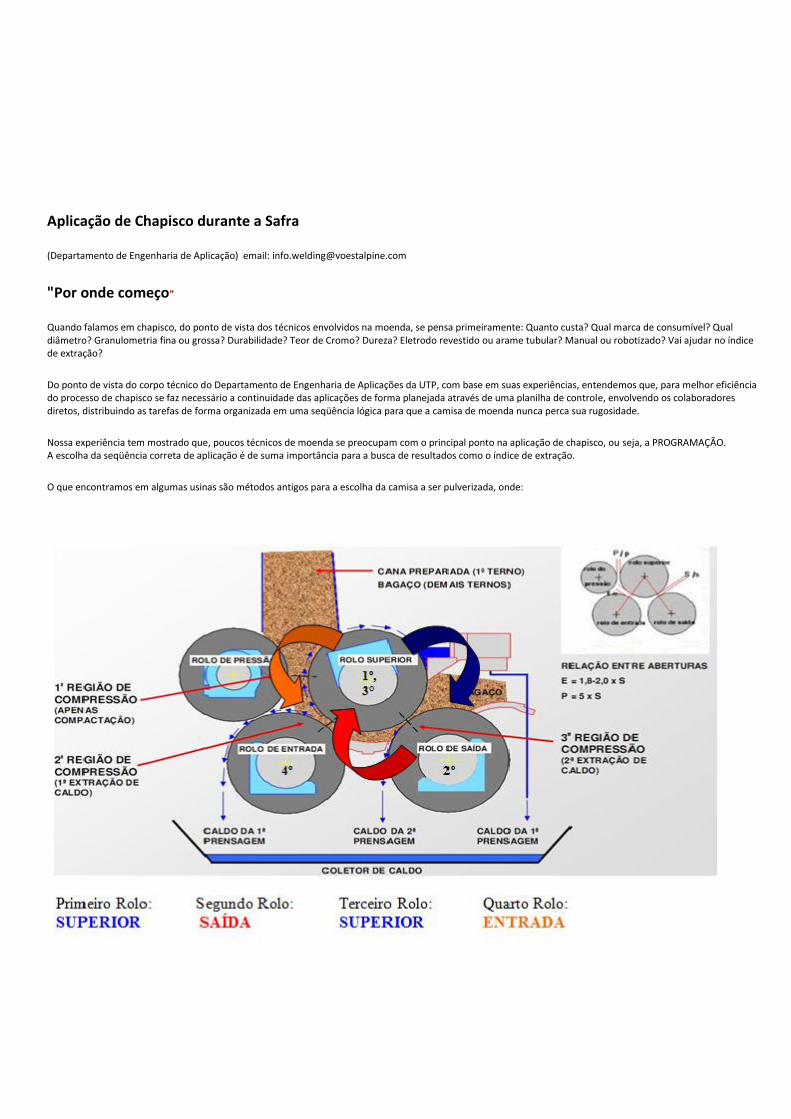
Aplicação de Chapisco durante a Safra
(Departamento de Engenharia de Aplicação) email: [email protected]
"Por onde começo"
Quando falamos em chapisco, do ponto de vista dos técnicos envolvidos na moenda, se pensa primeiramente: Quanto custa? Qual marca de consumível? Qual diâmetro? Granulometria fina ou grossa? Durabilidade? Teor de Cromo? Dureza? Eletrodo revestido ou arame tubular? Manual ou robotizado? Vai ajudar no índice de extração?
Do ponto de vista do corpo técnico do Departamento de Engenharia de Aplicações da UTP, com base em suas experiências, entendemos que, para melhor eficiência do processo de chapisco se faz necessário a continuidade das aplicações de forma planejada através de uma planilha de controle, envolvendo os colaboradores diretos, distribuindo as tarefas de forma organizada em uma seqüência lógica para que a camisa de moenda nunca perca sua rugosidade.
Nossa experiência tem mostrado que, poucos técnicos de moenda se preocupam com o principal ponto na aplicação de chapisco, ou seja, a PROGRAMAÇÃO. A escolha da seqüência correta de aplicação é de suma importância para a busca de resultados como o índice de extração.
O que encontramos em algumas usinas são métodos antigos para a escolha da camisa a ser pulverizada, onde:
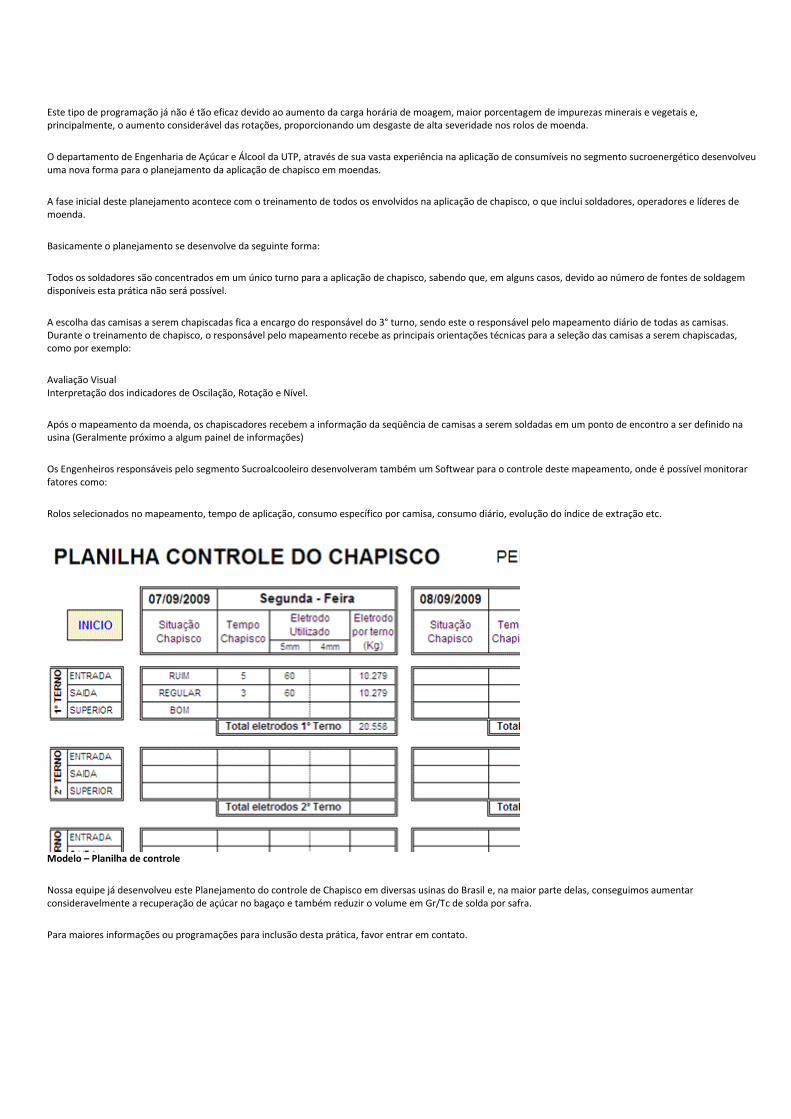
Este tipo de programação já não é tão eficaz devido ao aumento da carga horária de moagem, maior porcentagem de impurezas minerais e vegetais e, principalmente, o aumento considerável das rotações, proporcionando um desgaste de alta severidade nos rolos de moenda.
O departamento de Engenharia de Açúcar e Álcool da UTP, através de sua vasta experiência na aplicação de consumíveis no segmento sucroenergético desenvolveu uma nova forma para o planejamento da aplicação de chapisco em moendas.
A fase inicial deste planejamento acontece com o treinamento de todos os envolvidos na aplicação de chapisco, o que inclui soldadores, operadores e líderes de moenda.
Basicamente o planejamento se desenvolve da seguinte forma:
Todos os soldadores são concentrados em um único turno para a aplicação de chapisco, sabendo que, em alguns casos, devido ao número de fontes de soldagem disponíveis esta prática não será possível.
A escolha das camisas a serem chapiscadas fica a encargo do responsável do 3° turno, sendo este o responsável pelo mapeamento diário de todas as camisas. Durante o treinamento de chapisco, o responsável pelo mapeamento recebe as principais orientações técnicas para a seleção das camisas a serem chapiscadas, como por exemplo:
Avaliação Visual Interpretação dos indicadores de Oscilação, Rotação e Nível.
Após o mapeamento da moenda, os chapiscadores recebem a informação da seqüência de camisas a serem soldadas em um ponto de encontro a ser definido na usina (Geralmente próximo a algum painel de informações)
Os Engenheiros responsáveis pelo segmento Sucroalcooleiro desenvolveram também um Softwear para o controle deste mapeamento, onde é possível monitorar fatores como:
Rolos selecionados no mapeamento, tempo de aplicação, consumo específico por camisa, consumo diário, evolução do índice de extração etc.
Modelo – Planilha de controle
Nossa equipe já desenvolveu este Planejamento do controle de Chapisco em diversas usinas do Brasil e, na maior parte delas, conseguimos aumentar consideravelmente a recuperação de açúcar no bagaço e também reduzir o volume em Gr/Tc de solda por safra.
Para maiores informações ou programações para inclusão desta prática, favor entrar em contato.
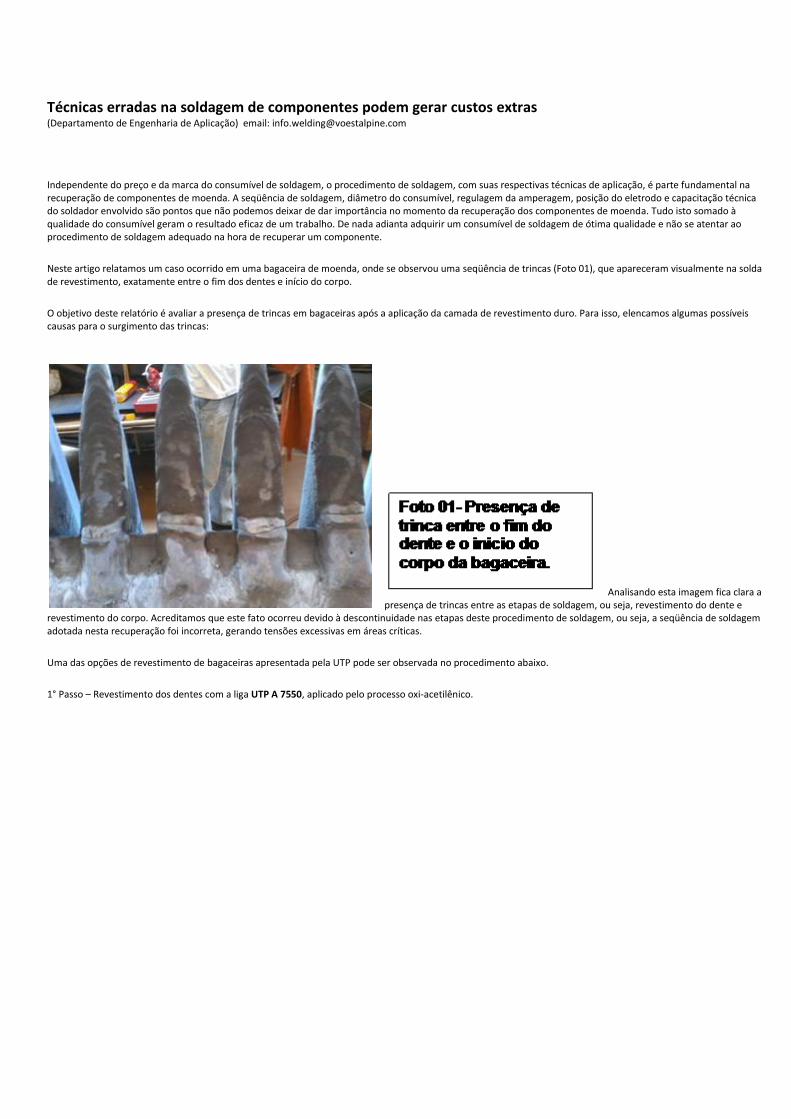
Técnicas erradas na soldagem de componentes podem gerar custos extras (Departamento de Engenharia de Aplicação) email: [email protected]
Independente do preço e da marca do consumível de soldagem, o procedimento de soldagem, com suas respectivas técnicas de aplicação, é parte fundamental na recuperação de componentes de moenda. A seqüência de soldagem, diâmetro do consumível, regulagem da amperagem, posição do eletrodo e capacitação técnica do soldador envolvido são pontos que não podemos deixar de dar importância no momento da recuperação dos componentes de moenda. Tudo isto somado à qualidade do consumível geram o resultado eficaz de um trabalho. De nada adianta adquirir um consumível de soldagem de ótima qualidade e não se atentar ao procedimento de soldagem adequado na hora de recuperar um componente.
Neste artigo relatamos um caso ocorrido em uma bagaceira de moenda, onde se observou uma seqüência de trincas (Foto 01), que apareceram visualmente na solda de revestimento, exatamente entre o fim dos dentes e início do corpo.
O objetivo deste relatório é avaliar a presença de trincas em bagaceiras após a aplicação da camada de revestimento duro. Para isso, elencamos algumas possíveis causas para o surgimento das trincas:
Analisando esta imagem fica clara a presença de trincas entre as etapas de soldagem, ou seja, revestimento do dente e
revestimento do corpo. Acreditamos que este fato ocorreu devido à descontinuidade nas etapas deste procedimento de soldagem, ou seja, a seqüência de soldagem adotada nesta recuperação foi incorreta, gerando tensões excessivas em áreas críticas.
Uma das opções de revestimento de bagaceiras apresentada pela UTP pode ser observada no procedimento abaixo.
1° Passo – Revestimento dos dentes com a liga UTP A 7550, aplicado pelo processo oxi-acetilênico.
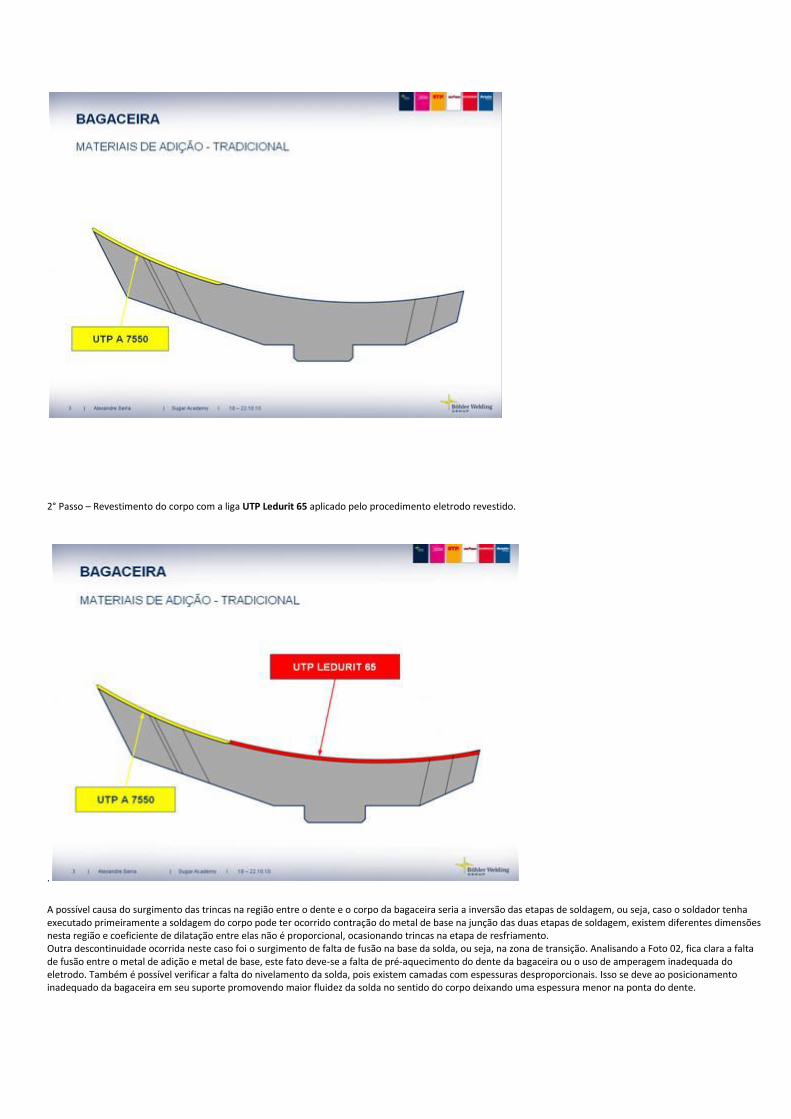
2° Passo – Revestimento do corpo com a liga UTP Ledurit 65 aplicado pelo procedimento eletrodo revestido.
.
A possível causa do surgimento das trincas na região entre o dente e o corpo da bagaceira seria a inversão das etapas de soldagem, ou seja, caso o soldador tenha executado primeiramente a soldagem do corpo pode ter ocorrido contração do metal de base na junção das duas etapas de soldagem, existem diferentes dimensões nesta região e coeficiente de dilatação entre elas não é proporcional, ocasionando trincas na etapa de resfriamento. Outra descontinuidade ocorrida neste caso foi o surgimento de falta de fusão na base da solda, ou seja, na zona de transição. Analisando a Foto 02, fica clara a falta de fusão entre o metal de adição e metal de base, este fato deve-se a falta de pré-aquecimento do dente da bagaceira ou o uso de amperagem inadequada do eletrodo. Também é possível verificar a falta do nivelamento da solda, pois existem camadas com espessuras desproporcionais. Isso se deve ao posicionamento inadequado da bagaceira em seu suporte promovendo maior fluidez da solda no sentido do corpo deixando uma espessura menor na ponta do dente.
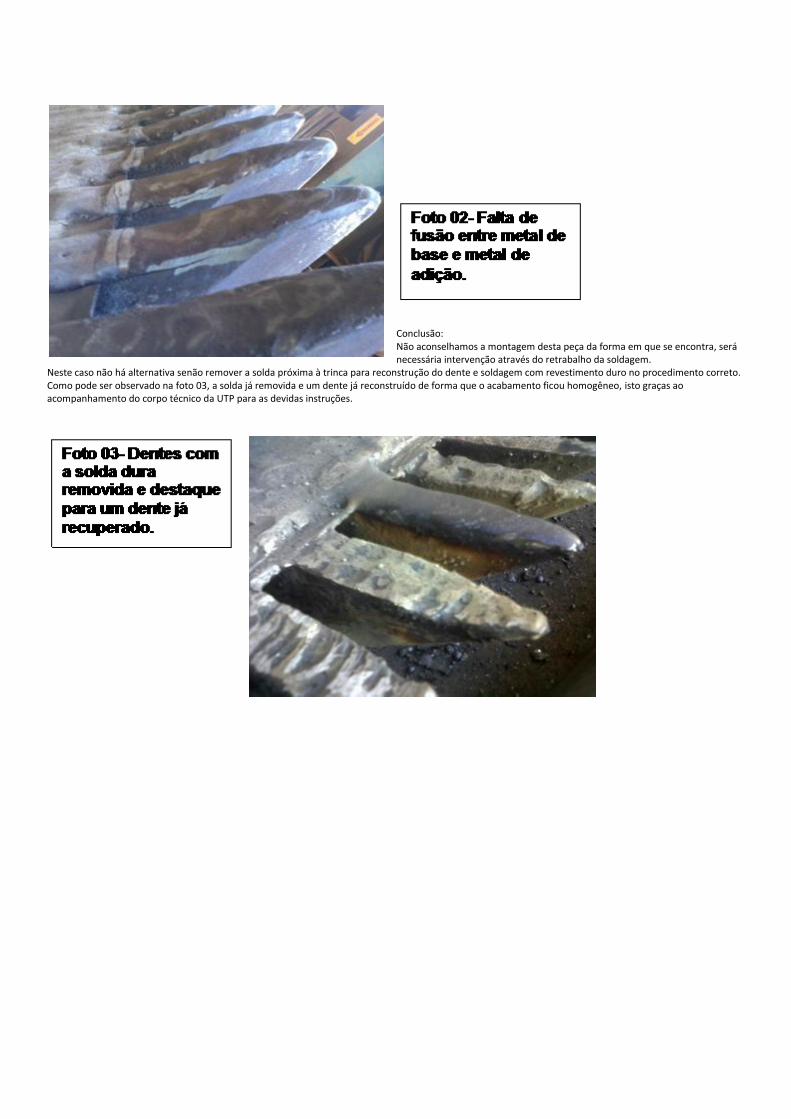
Conclusão: Não aconselhamos a montagem desta peça da forma em que se encontra, será necessária intervenção através do retrabalho da soldagem.
Neste caso não há alternativa senão remover a solda próxima à trinca para reconstrução do dente e soldagem com revestimento duro no procedimento correto. Como pode ser observado na foto 03, a solda já removida e um dente já reconstruído de forma que o acabamento ficou homogêneo, isto graças ao acompanhamento do corpo técnico da UTP para as devidas instruções.

Recuperação dos rolos de lingotamento contínuo - Parte 2
(Departamento de Engenharia de Aplicação) email: [email protected]
Conforme já explicado em um de nossos primeiros Newsletters, o processo de lingotamento contínuo consiste numa “mesa” de rolos por onde o metal desliza inicialmente no estado líquido, sendo solidificado na seqüência, formando uma chapa, que na maioria dos casos tem espessuras de cerca de 250mm.
O sistema funciona da seguinte forma:
O aço líquido é transferido da panela da aciaria para a máquina de lingotamento contínuo e será vazado para o distribuidor, o mesmo permite que se alimente de forma suave e constante os moldes da máquina de lingotamento.
Os moldes são refrigerados a água e trabalham num movimento oscilatório que não permite a aderência do metal líquido as suas paredes. O metal então começa a se refrigerar e formar uma chapa a ser conformada pelos rolos de lingotamento contínuo.
1- Panela, 2-Distribuidor, 3 e 6-Moldes, 4 e 5- Eletrodos.
Esquema de uma unidade de lingotamento Contínuo (Fonte: Internet)

Foto de Máquina de lingotamento contínuo (Fonte: Soudokay)
Os rolos de lingotamento são agrupados de acordo com a sua posição na seqüência de laminação, em função do seu posicionamento existe uma grande variação dos desgastes presentes, hoje falaremos sobre os rolos do primeiro segmento ou rolos do molde.
Os mesmos encontram-se posicionados no inicio do segmento logo após os moldes de cobre. Em função disso possuem características únicas que iremos analisar:
- Diâmetro: Neste segmento o metal ainda se encontra em processo de solidificação, ou seja, com partes já solidificadas e outras ainda no estado líquido, este fator obriga que os cilindros do lingotamento possuam diâmetros relativamente pequenos, afim de impedir que durante o tangenciamento dos rolos, fique uma “folga” entre os mesmos, podendo provocar o “escorrimento” do metal, com deformação da placa e consequentemente um colapso na máquina. Usualmente temos rolos de 100 e de 150mm para esta aplicação.
- Desgastes: Diferentemente dos rolos de outros segmentos tratados em nosso Newsletter anterior, aqui os desgastes presentes são basicamente: corrosão e fadiga térmica, já que neste estágio o metal ainda não está solidificado e a carepa ainda é muito fina. Estes dois fatores irão provocar outro tipo de desgaste, que é a abrasão, porém isso só ocorre em segmentos posteriores.
Baseados neste conceito a Bohler Welding desenvolveu a liga UTP AF 682LC, que consiste em uma liga austenítica, com balanço metalúrgico finamente equilibrado, para proporcionar boa resistência à corrosão e resistência à formação de trincas por fadiga térmica. Isso ocorre em função da utilização em sua composição de alto teor de Cromo, que confere a liga a formação de uma camada passivada de óxido de Cromo que impede a ação dos agentes corrosivos tais como misturas de água e fluoretos dos pós fluxantes, usados para durante o período de operação.
Teores controlados de C e Ni conferem a liga uma estrutura austenítica com resistência a tração de aproximadamente 700N/mm2 e alongamento de 30%, Estas propriedades da liga garantem uma estrutura perfeita para minimizar os efeitos da ciclagem térmica, reduzindo a números infinitamente pequenos o aparecimento de trincas por fadigas térmicas.
Aplicação do arame UTP AF 682 LC em rolo do primeiro segmento (Fonte – Böhler Welding Brasil)
Alguns cuidados que devem ser tomados nesta aplicação é a utilização de parâmetros de soldagem que proporcionem um baixo aporte térmico, pois em função do pequeno diâmetro do rolo, qualquer aumento neste aporte pode provocar o “escorrimento” de metal líquido e como conseqüente uma falta de fusão na região soldada. Não existe um valor de aporte térmico fixo, o que é recomendado é que antes da soldagem o equipamento deve ser regulado observando-se três fatores primordiais: tensão, corrente e rotação do rolo (velocidade).
- Tensão: Deve ser regulada em valores baixos, mas que permitam um espalhamento do cordão, com conseqüente alinhamento das laterais do mesmo.
- Corrente: Assim como a tensão deve ser de baixos valores, porém deve-se observar a espessura do depósito. A mesma deve promover um depósito uniforme sem ondulações na sua superfície.
- Rotação do Rolo: Deve ser regulada logo após a pré-regulagem de tensão e corrente, com o objetivo de garantir todos os objetivos pleiteados nos ajustes anteriores. Uma alta rotação diminui o aporte térmico e a espessura do depósito, já uma baixa rotação provoca o efeito contrário.
SOLDAGEM DE REVESTIMENTO EM COMPONENTES SUBSEA UTILIZANDO PROCESSO DE SOLDAGEM TIG-HOTWIRE E ARAME SÓLIDO ER NiCrMo-3.
(Departamento de Engenharia de Aplicação) email: [email protected]
No artigo técnico publicado no mês de dezembro de 2011 tratamos de aspectos básicos sobre soldagem de união entre componentes de aço baixa-liga “cladeados”, ou seja, revestidos, com liga de níquel (liga 625). Vimos que estes componentes revestidos têm sido muito utilizados na indústria Oil & Gas, principalmente no segmento Offshore e mais especificamente em empresas que constroem equipamentos subsea, já que apresentam elevada resistência mecânica dada pelo aço baixa-liga, alinhada com excelente resistência a corrosão dada pela liga de níquel, considerando os meios e esforços a que são submetidos. Foi comentado também que os tubos utilizados para soldagem de união haviam sido revestidos por processo de soldagem TIG-Hotwire com utilização de arame sólido UTP A 6222 Mo-3 (AWS A 5.14 ERNiCrMo-3). Neste artigo vamos entender um pouco melhor o que é o processo de soldagem TIG-Hotwire e quais as particularidades do arame UTP A 6222Mo-3 utilizado nas soldagens de revestimento de componentes por este processo.
O processo de soldagem TIG-Hotwire, ou “TIG com arame quente”, foi inventado em 1964 por A.F Manz e têm sido aprimorado e muito utilizado desde então, não somente por empresas relacionadas ao segmento Oil&Gás, mas também por fabricantes de válvulas, pela indústria nuclear, dentre outros segmentos industriais. Isso porque este processo combina a soldagem de elevada qualidade, tipicamente gerada pelo processo TIG convencional, a elevada produtividade, podendo-se atingir taxas de deposição similares às do processo de soldagem MIG/MAG em algumas aplicações.
No processo de soldagem TIG-Hotwire, o metal de adição, normalmente em formato de arame sólido de diâmetro variando entre 0,90 mm e 1,60 mm, é pré-aquecido até uma temperatura próxima à temperatura de fusão da liga e adicionado à poça de fusão. O aquecimento do arame é realizado através de uma fonte de energia, diferente da utilizada para a abertura e manutenção do arco elétrico da soldagem em si, a qual pode ser de corrente continua ou alternada e tensão constante, sendo a de corrente alternada a mais utilizada a fim de minimizar interferência magnética no arco elétrico de soldagem. Sendo assim, parte da energia do arco elétrico gerado entre a peça e o eletrodo de tungstênio, que seria necessária para fundir o arame sólido se este estivesse “frio”, é utilizada somente para fusão do metal de base e deslocamento da poça de fusão, o que faz com que a velocidade de soldagem possa ser aumentada de 14 cm/min, velocidade de soldagem média obtida por processo TIG convencional devido a grande energia desprendida para fundir o arame frio, para valores de 24 cm/min a 40 cm/min com a utilização deste processo de soldagem, dependendo das dimensões e configuração dos componentes a serem soldados e de outros parâmetros de soldagem.
Com isso também é possível obter níveis de diluição com metal de base muito menores do que os obtidos na soldagem pelo processo TIG convencional ou MIG/MAG, o que é de fundamental importância quando deseja-se realizar soldagens de revestimento com controle rígido de composição química na primeira e segunda camadas de depósito, como é o caso do revestimento de liga de níquel em aço carbono / baixa-liga, tratados no artigo.
Hoje em dia, diversos equipamentos automatizados para soldagem pelo processo TIG-Hotwire são encontrados no mercado, os quais permitem ajustes cada vez mais finos de parâmetros de soldagem pelo operador, sendo que este pode controlar variáveis como: rotação de mesa ou da tocha durante soldagem circunferencial, velocidade de soldagem, velocidade de alimentação do arame, tempo e vazão de gás antes, durante e após soldagem, corrente e tensão do hot-wire, corrente e tensão para abertura de arco, tensão de soldagem, corrente de pico e de base durante a soldagem, stick-out, dentre outros. Além disso, outras variáveis não controladas pelo sistema automatizado, mas de fundamental importância para o processo devem ser verificadas antes do início da soldagem como ângulo de ataque da tocha em relação ao metal de base e posicionamento do arame sólido em relação ao eletrodo de tungstênio e à poça de fusão.
A figura 1 mostra um dos equipamentos mais recentes no mercado nacional para soldagem pelo processo TIG-Hotwire. Trata-se de equipamento para revestimento de peças de dimensões e pesos específicos e posição de soldagem horizontal com deslocamento da tocha de soldagem no eixo vertical. Vale ressaltar que a primeira demonstração deste equipamento no Brasil, fabricado pela empresa Fronius, foi realizada no final do mês de outubro de 2011 com utilização de consumíveis de soldagem da BÖHLER (arame sólido UTP A 6222Mo-3, diâmetro 1,14mm).

Figura 1: Equipamento para soldagem pelo processo TIG-Hotwire.
A figura 2 mostra uma soldagem de qualificação de procedimento com utilização do mesmo consumível de soldagem em máquina de soldagem TIG-Hotwire específica para revestimento em tubos de até 12 metros de comprimento. Neste caso a posição de soldagem é plana e o deslocamento do tubo é feito na horizontal.
Tão ou mais importante que os equipamentos para soldagem de revestimento em componentes pelo processo Tig-Hotwire são os consumíveis de soldagem. O gás de proteção mais utilizado no Brasil é o Argônio puro (Ar 99,98%) e sua pureza é de fundamental importância para que não haja contaminação durante o processo de soldagem. O eletrodo de tungstênio mais utilizado no Brasil ainda é eletrodo com adição de tória, apesar de algumas empresas já terem utilizado eletrodo de tungstênio com adição de lantânia e obterem resultados de durabilidade mais satisfatórios do que com a utilização do primeiro eletrodo, principalmente em soldagens de revestimento com liga de níquel.
Referente ao arame sólido de composição química similar a liga de níquel 625, ou seja, arame da classificação AWS A 5.14 ER NiCrMo-3, não basta que o consumível simplesmente atenda os requisitos da norma AWS em questão; que se resume simplesmente na análise química do arame sólido. Cuidados especiais devem ser tomados desde a fundição da liga que dará origem ao fio-máquina que será trefilado até o diâmetro de 0,80 à 1,60 mm (neste caso o mais comum é o diâmetro de 1,14mm) até a armazenagem deste arame sólido que será aplicado na soldagem pelo processo TIG-Hotwire, a fim de garantir o sucesso na aplicação e o atendimento aos requisitos específicos das normas utilizadas pelos fabricantes de equipamentos offshore / subsea.

Figura 2: Aplicação do arame UTP A 6222Mo-3 em soldagem de qualificação de procedimento para revestimento em tubo pelo processo TIG-Hotwire.
O primeiro ponto que deve ser levantado é o controle minucioso dos teores de alguns elementos químicos no fio máquina que dará origem ao arame sólido. Além do teor de Fe (ferro) que deve ter um valor máximo tal que, após cálculos de diluição com o metal base, fique dentro dos limites estipulados por norma NACE para atendimento a requisitos de corrosão, os teores de Si (silício) e Mn (manganês) também devem ser balanceados a fim de permitir certa fluidez durante a soldagem, o que melhora a soldabilidade desta liga e ao mesmo tempo evitar a formação de óxidos que darão origem a escória vítrea , o que é extremamente prejudicial ao processo. Além da composição química, as propriedades mecânicas do arame sólido são de fundamental importância para este processo. Arames com resistência mecânica muito elevada, e consequentemente mais duros, geram problemas na uniformidade de alimentação do arame à poça de fusão durante soldagem pelo processo Tig-Hotwire. Outro ponto crítico é a limpeza superficial do arame durante e após seu processo de trefilação. Caso limpeza e acabamento específico da superfície do arame não seja feita para aplicação no processo TIG-Hotwire, segregação de impurezas acontecerá durante a soldagem, prejudicando o aspecto visual do cordão de solda e facilitando a formação de descontinuidades nas camadas subseqüentes. Foi pensando em todos estes aspectos que a BÖHLER Welding Group desenvolveu o arame UTP A 6222Mo-3, específico para utilização na soldagem pelo processo TIG-Hotwire.
A figura 3 mosta o aspecto visual do cordão de solda obtido após três camadas de revestimento em tubo de aço baixa-liga, grau 4130, durante soldagem de qualificação do arame / operador de máquina de soldagem TIG-Hotwire. É possível observar que a fusão entre os cordões é muito homogênea e livre de qualquer descontinuidade visual. Vale ressaltar que tanto o arame como o operador foram devidamente qualificados após ensaios não destrutivos de líquido penetrante, ultra-som e radiografia, realizados após usinagem de camada a camada do metal depositado.
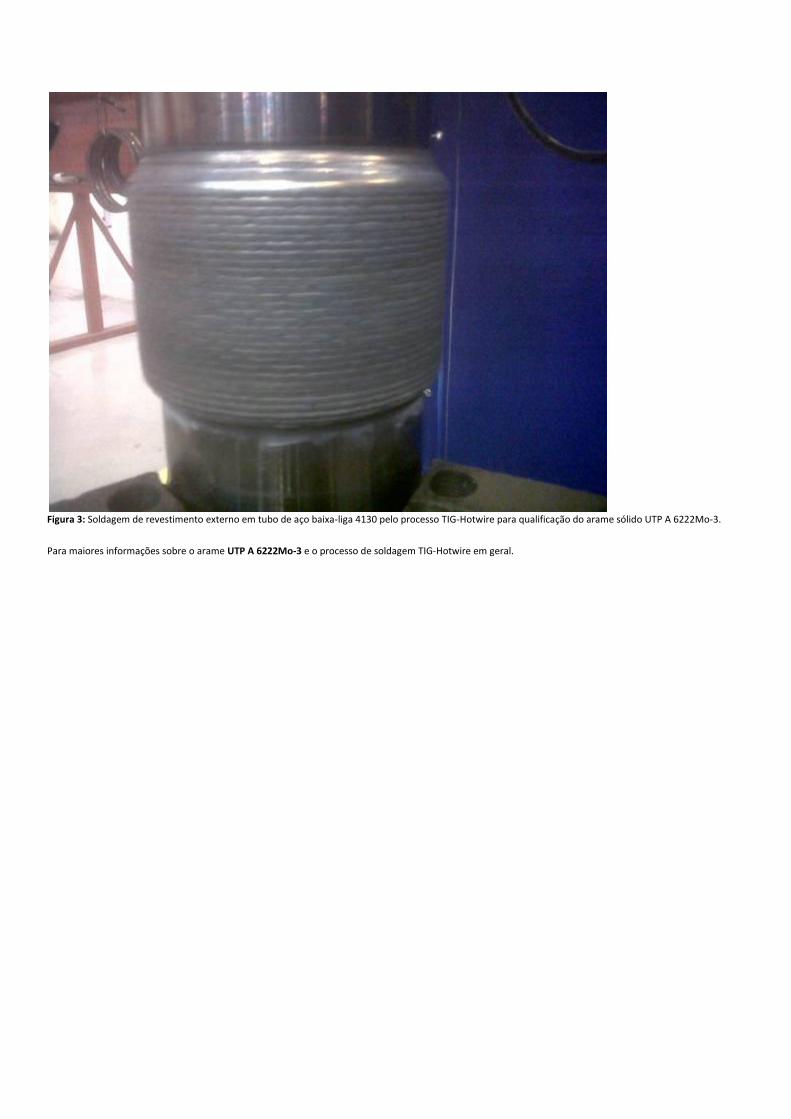
Figura 3: Soldagem de revestimento externo em tubo de aço baixa-liga 4130 pelo processo TIG-Hotwire para qualificação do arame sólido UTP A 6222Mo-3.
Para maiores informações sobre o arame UTP A 6222Mo-3 e o processo de soldagem TIG-Hotwire em geral.
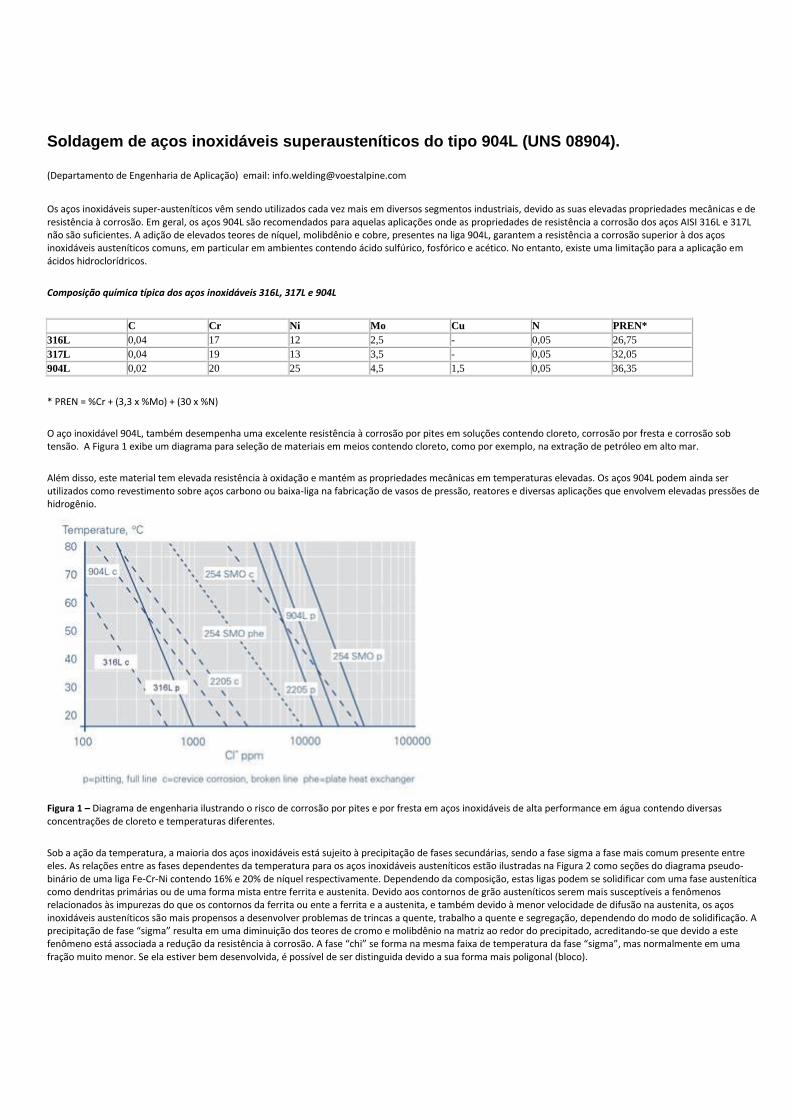
Soldagem de aços inoxidáveis superausteníticos do tipo 904L (UNS 08904).
(Departamento de Engenharia de Aplicação) email: [email protected]
Os aços inoxidáveis super-austeníticos vêm sendo utilizados cada vez mais em diversos segmentos industriais, devido as suas elevadas propriedades mecânicas e de resistência à corrosão. Em geral, os aços 904L são recomendados para aquelas aplicações onde as propriedades de resistência a corrosão dos aços AISI 316L e 317L não são suficientes. A adição de elevados teores de níquel, molibdênio e cobre, presentes na liga 904L, garantem a resistência a corrosão superior à dos aços inoxidáveis austeníticos comuns, em particular em ambientes contendo ácido sulfúrico, fosfórico e acético. No entanto, existe uma limitação para a aplicação em ácidos hidroclorídricos.
Composição química típica dos aços inoxidáveis 316L, 317L e 904L
C Cr Ni Mo Cu N PREN*
316L 0,04 17 12 2,5 - 0,05 26,75
317L 0,04 19 13 3,5 - 0,05 32,05
904L 0,02 20 25 4,5 1,5 0,05 36,35
* PREN = %Cr + (3,3 x %Mo) + (30 x %N)
O aço inoxidável 904L, também desempenha uma excelente resistência à corrosão por pites em soluções contendo cloreto, corrosão por fresta e corrosão sob tensão. A Figura 1 exibe um diagrama para seleção de materiais em meios contendo cloreto, como por exemplo, na extração de petróleo em alto mar.
Além disso, este material tem elevada resistência à oxidação e mantém as propriedades mecânicas em temperaturas elevadas. Os aços 904L podem ainda ser utilizados como revestimento sobre aços carbono ou baixa-liga na fabricação de vasos de pressão, reatores e diversas aplicações que envolvem elevadas pressões de hidrogênio.
Figura 1 – Diagrama de engenharia ilustrando o risco de corrosão por pites e por fresta em aços inoxidáveis de alta performance em água contendo diversas concentrações de cloreto e temperaturas diferentes.
Sob a ação da temperatura, a maioria dos aços inoxidáveis está sujeito à precipitação de fases secundárias, sendo a fase sigma a fase mais comum presente entre eles. As relações entre as fases dependentes da temperatura para os aços inoxidáveis austeníticos estão ilustradas na Figura 2 como seções do diagrama pseudo-binário de uma liga Fe-Cr-Ni contendo 16% e 20% de níquel respectivamente. Dependendo da composição, estas ligas podem se solidificar com uma fase austenítica como dendritas primárias ou de uma forma mista entre ferrita e austenita. Devido aos contornos de grão austeníticos serem mais susceptíveis a fenômenos relacionados às impurezas do que os contornos da ferrita ou ente a ferrita e a austenita, e também devido à menor velocidade de difusão na austenita, os aços inoxidáveis austeníticos são mais propensos a desenvolver problemas de trincas a quente, trabalho a quente e segregação, dependendo do modo de solidificação. A precipitação de fase “sigma” resulta em uma diminuição dos teores de cromo e molibdênio na matriz ao redor do precipitado, acreditando-se que devido a este fenômeno está associada a redução da resistência à corrosão. A fase “chi” se forma na mesma faixa de temperatura da fase “sigma”, mas normalmente em uma fração muito menor. Se ela estiver bem desenvolvida, é possível de ser distinguida devido a sua forma mais poligonal (bloco).
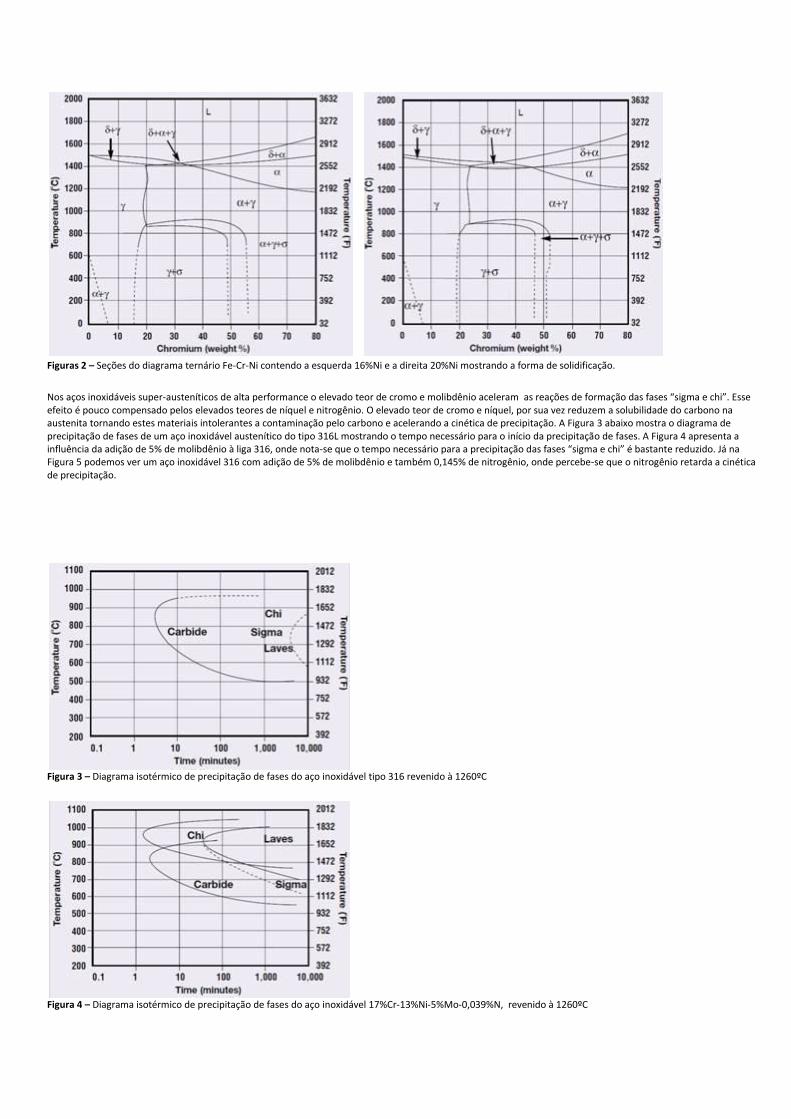
Figuras 2 – Seções do diagrama ternário Fe-Cr-Ni contendo a esquerda 16%Ni e a direita 20%Ni mostrando a forma de solidificação.
Nos aços inoxidáveis super-austeníticos de alta performance o elevado teor de cromo e molibdênio aceleram as reações de formação das fases “sigma e chi”. Esse efeito é pouco compensado pelos elevados teores de níquel e nitrogênio. O elevado teor de cromo e níquel, por sua vez reduzem a solubilidade do carbono na austenita tornando estes materiais intolerantes a contaminação pelo carbono e acelerando a cinética de precipitação. A Figura 3 abaixo mostra o diagrama de precipitação de fases de um aço inoxidável austenítico do tipo 316L mostrando o tempo necessário para o início da precipitação de fases. A Figura 4 apresenta a influência da adição de 5% de molibdênio à liga 316, onde nota-se que o tempo necessário para a precipitação das fases “sigma e chi” é bastante reduzido. Já na Figura 5 podemos ver um aço inoxidável 316 com adição de 5% de molibdênio e também 0,145% de nitrogênio, onde percebe-se que o nitrogênio retarda a cinética de precipitação.
Figura 3 – Diagrama isotérmico de precipitação de fases do aço inoxidável tipo 316 revenido à 1260ºC
Figura 4 – Diagrama isotérmico de precipitação de fases do aço inoxidável 17%Cr-13%Ni-5%Mo-0,039%N, revenido à 1260ºC
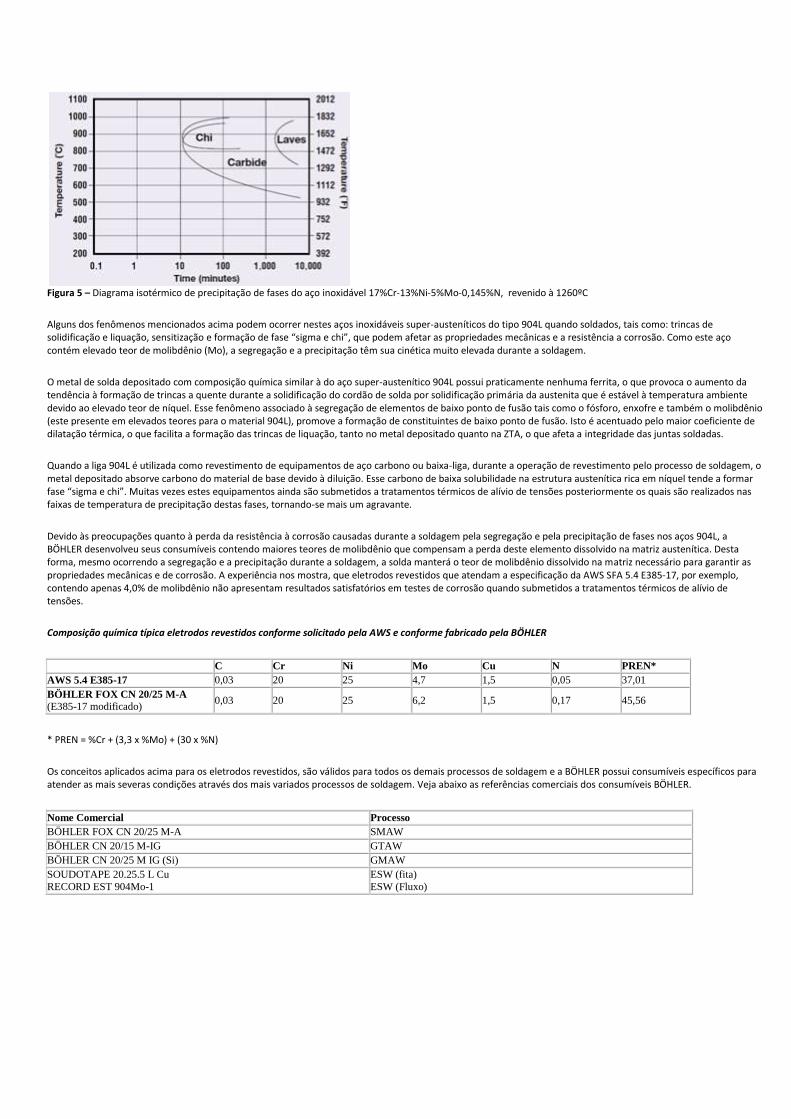
Figura 5 – Diagrama isotérmico de precipitação de fases do aço inoxidável 17%Cr-13%Ni-5%Mo-0,145%N, revenido à 1260ºC
Alguns dos fenômenos mencionados acima podem ocorrer nestes aços inoxidáveis super-austeníticos do tipo 904L quando soldados, tais como: trincas de solidificação e liquação, sensitização e formação de fase “sigma e chi”, que podem afetar as propriedades mecânicas e a resistência a corrosão. Como este aço contém elevado teor de molibdênio (Mo), a segregação e a precipitação têm sua cinética muito elevada durante a soldagem.
O metal de solda depositado com composição química similar à do aço super-austenítico 904L possui praticamente nenhuma ferrita, o que provoca o aumento da tendência à formação de trincas a quente durante a solidificação do cordão de solda por solidificação primária da austenita que é estável à temperatura ambiente devido ao elevado teor de níquel. Esse fenômeno associado à segregação de elementos de baixo ponto de fusão tais como o fósforo, enxofre e também o molibdênio (este presente em elevados teores para o material 904L), promove a formação de constituintes de baixo ponto de fusão. Isto é acentuado pelo maior coeficiente de dilatação térmica, o que facilita a formação das trincas de liquação, tanto no metal depositado quanto na ZTA, o que afeta a integridade das juntas soldadas.
Quando a liga 904L é utilizada como revestimento de equipamentos de aço carbono ou baixa-liga, durante a operação de revestimento pelo processo de soldagem, o metal depositado absorve carbono do material de base devido à diluição. Esse carbono de baixa solubilidade na estrutura austenítica rica em níquel tende a formar fase “sigma e chi”. Muitas vezes estes equipamentos ainda são submetidos a tratamentos térmicos de alívio de tensões posteriormente os quais são realizados nas faixas de temperatura de precipitação destas fases, tornando-se mais um agravante.
Devido às preocupações quanto à perda da resistência à corrosão causadas durante a soldagem pela segregação e pela precipitação de fases nos aços 904L, a BÖHLER desenvolveu seus consumíveis contendo maiores teores de molibdênio que compensam a perda deste elemento dissolvido na matriz austenítica. Desta forma, mesmo ocorrendo a segregação e a precipitação durante a soldagem, a solda manterá o teor de molibdênio dissolvido na matriz necessário para garantir as propriedades mecânicas e de corrosão. A experiência nos mostra, que eletrodos revestidos que atendam a especificação da AWS SFA 5.4 E385-17, por exemplo, contendo apenas 4,0% de molibdênio não apresentam resultados satisfatórios em testes de corrosão quando submetidos a tratamentos térmicos de alívio de tensões.
Composição química típica eletrodos revestidos conforme solicitado pela AWS e conforme fabricado pela BÖHLER
C Cr Ni Mo Cu N PREN*
AWS 5.4 E385-17 0,03 20 25 4,7 1,5 0,05 37,01
BÖHLER FOX CN 20/25 M-A (E385-17 modificado)
0,03 20 25 6,2 1,5 0,17 45,56
* PREN = %Cr + (3,3 x %Mo) + (30 x %N)
Os conceitos aplicados acima para os eletrodos revestidos, são válidos para todos os demais processos de soldagem e a BÖHLER possui consumíveis específicos para atender as mais severas condições através dos mais variados processos de soldagem. Veja abaixo as referências comerciais dos consumíveis BÖHLER.
Nome Comercial Processo
BÖHLER FOX CN 20/25 M-A SMAW
BÖHLER CN 20/15 M-IG GTAW
BÖHLER CN 20/25 M IG (Si) GMAW
SOUDOTAPE 20.25.5 L Cu
RECORD EST 904Mo-1
ESW (fita)
ESW (Fluxo)
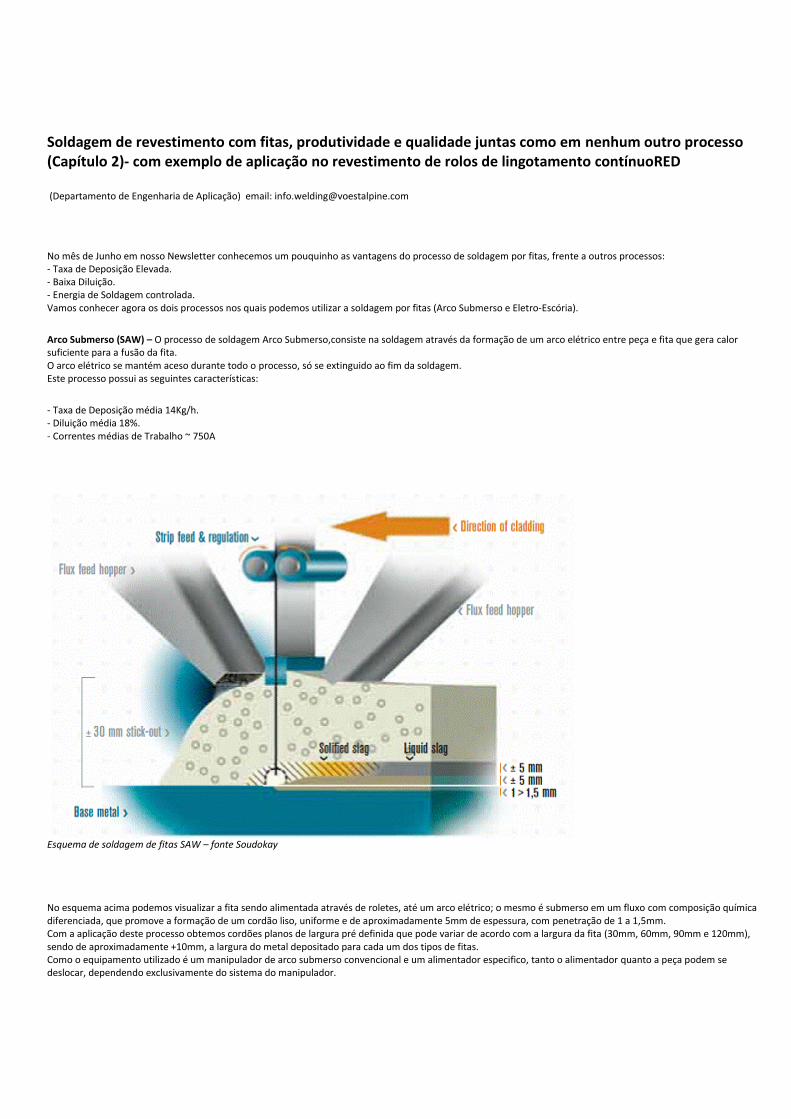
Soldagem de revestimento com fitas, produtividade e qualidade juntas como em nenhum outro processo (Capítulo 2)- com exemplo de aplicação no revestimento de rolos de lingotamento contínuoRED
(Departamento de Engenharia de Aplicação) email: [email protected]
No mês de Junho em nosso Newsletter conhecemos um pouquinho as vantagens do processo de soldagem por fitas, frente a outros processos: - Taxa de Deposição Elevada. - Baixa Diluição. - Energia de Soldagem controlada. Vamos conhecer agora os dois processos nos quais podemos utilizar a soldagem por fitas (Arco Submerso e Eletro-Escória).
Arco Submerso (SAW) – O processo de soldagem Arco Submerso,consiste na soldagem através da formação de um arco elétrico entre peça e fita que gera calor suficiente para a fusão da fita. O arco elétrico se mantém aceso durante todo o processo, só se extinguido ao fim da soldagem. Este processo possui as seguintes características:
- Taxa de Deposição média 14Kg/h. - Diluição média 18%. - Correntes médias de Trabalho ~ 750A
Esquema de soldagem de fitas SAW – fonte Soudokay
No esquema acima podemos visualizar a fita sendo alimentada através de roletes, até um arco elétrico; o mesmo é submerso em um fluxo com composição química diferenciada, que promove a formação de um cordão liso, uniforme e de aproximadamente 5mm de espessura, com penetração de 1 a 1,5mm. Com a aplicação deste processo obtemos cordões planos de largura pré definida que pode variar de acordo com a largura da fita (30mm, 60mm, 90mm e 120mm), sendo de aproximadamente +10mm, a largura do metal depositado para cada um dos tipos de fitas. Como o equipamento utilizado é um manipulador de arco submerso convencional e um alimentador especifico, tanto o alimentador quanto a peça podem se deslocar, dependendo exclusivamente do sistema do manipulador.
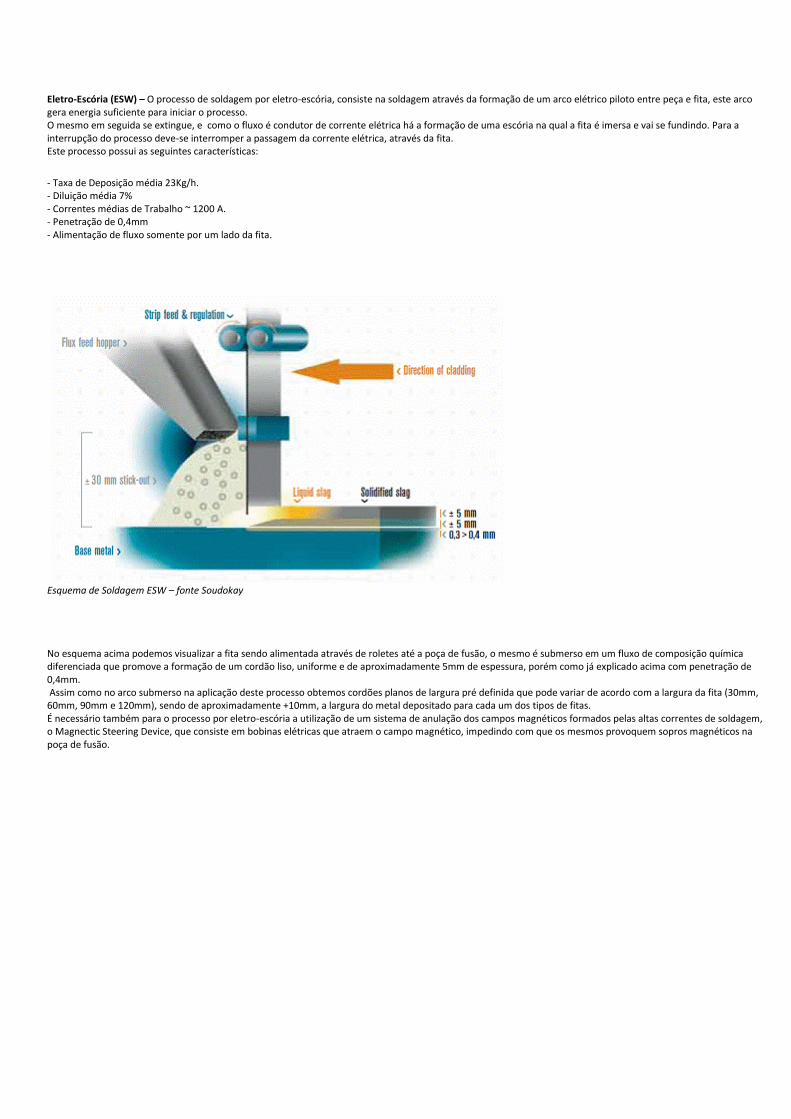
Eletro-Escória (ESW) – O processo de soldagem por eletro-escória, consiste na soldagem através da formação de um arco elétrico piloto entre peça e fita, este arco gera energia suficiente para iniciar o processo. O mesmo em seguida se extingue, e como o fluxo é condutor de corrente elétrica há a formação de uma escória na qual a fita é imersa e vai se fundindo. Para a interrupção do processo deve-se interromper a passagem da corrente elétrica, através da fita. Este processo possui as seguintes características:
- Taxa de Deposição média 23Kg/h. - Diluição média 7% - Correntes médias de Trabalho ~ 1200 A. - Penetração de 0,4mm - Alimentação de fluxo somente por um lado da fita.
Esquema de Soldagem ESW – fonte Soudokay
No esquema acima podemos visualizar a fita sendo alimentada através de roletes até a poça de fusão, o mesmo é submerso em um fluxo de composição química diferenciada que promove a formação de um cordão liso, uniforme e de aproximadamente 5mm de espessura, porém como já explicado acima com penetração de 0,4mm. Assim como no arco submerso na aplicação deste processo obtemos cordões planos de largura pré definida que pode variar de acordo com a largura da fita (30mm, 60mm, 90mm e 120mm), sendo de aproximadamente +10mm, a largura do metal depositado para cada um dos tipos de fitas. É necessário também para o processo por eletro-escória a utilização de um sistema de anulação dos campos magnéticos formados pelas altas correntes de soldagem, o Magnectic Steering Device, que consiste em bobinas elétricas que atraem o campo magnético, impedindo com que os mesmos provoquem sopros magnéticos na poça de fusão.
Magnectic Steering Device – fonte Soudokay
- Como escolher o processo de soldagem por fitas?
Existem muitas variáveis na escolha do melhor processo de soldagem por fitas, vamos verificar as principais variáveis na escolha:
- Fonte de Soldagem: O primeiro passo na escolha do processo é escolher uma fonte de soldagem que atenda os requisitos de corrente do processo, como já citado anteriormente SAW (700 A) e ESW (1200 A), para cada um dos processos devemos ter fontes ou combinação de fontes que atendam estas correntes num fator de trabalho de 100%. - Composição Química: Como citado anteriormente cada processo possui uma diluição especifica, portanto em função da composição química objetivada, podemos optar por eletro-escória menor diluição, ou arco submerso aonde possivelmente devem-se aplicar mais camadas, para a obtenção da composição química desejada. - Produtividade: Processo de soldagem ESW possui uma taxa de deposição em média 60% maior que no processo por arco submerso, o que pode reduzir drásticamente o tempo de execução de uma obra. Deve-se então ser avaliado o cronograma do trabalho e a necessidade de redução de tempo. - Equipamento: Os alimentadores para os dois processos são os mesmos, variando somente o modelo de acordo com a largura das fitas, por exemplo para utilização de fita de largura 30mm é recomendado o alimentador Soudokay SK 30-ES2-75, ou para fitas de 60mm Soudokay SK 60-ES3-207, porém como citado anteriormente para o processo ESW deve-se obrigatoriamente utilizar o Magnectic Steering Device.
- Ligas Disponíveis e possíveis aplicações na industria siderúrgica.
A Bohler (Soudokay) possui uma extensa gama de ligas para revestimento por fitas e que podem ser aplicadas nos mais diversos segmentos industriais, como por exemplo:
Baixas Ligas, Aços inoxidáveis, Aços inoxidáveis especiais, Ligas de Níquel, Ligas de Cobalto e Ligas de Cobre.
Toda esta gama tem aplicações em segmentos industriais diversos, tais como: indústria química e petroquímica, industria de papel e celulose, industria de geração de energia, geração de energia nuclear e siderurgia.
No segmento siderúrgico a principal aplicação é a recuperação de rolos de lingotamento contínuo e rolos de laminação. Nos rolos de lingotamento continuo por exemplo uma das mais típicas combinações existentes é utilização de ligas 430 na primeira camada do rolo e 410 NiMo, nas camadas seguintes. Isto ocorre pois a liga 410 NiMo, possui uma estrutura martensitica, com tenacidade e resistência a corrosão aumentada pela presença de Ni e Mo, aptos a suportarem, corrosão, abrasão e fadiga térmica, que são os fatores principais de desgaste nos rolos de lingotamento.
Para a aplicação de fitas nestes rolos podemos utilizar a seguintes combinações:
a- Processo Arco Submerso SAW
Primeira camada – Fita Soudotape 430 + Fluxo Record RT 159. Demais camadas – Fita Soudotape 430 + Fluxo Record RT 162.
Resultado obtido:
Na primeira camada, liga 430 Na terceira camada, liga 410 NiMo.
b- Processo Eletro-escória ESW
Primeira camada – Fita Soudotape 430 + Fluxo Record EST 122. Demais camadas – Fita Soudotape 430 + Fluxo Record EST 453.
Resultado obtido:
Na primeira camada, liga 430 Na segunda camada, liga 410 NiMo.
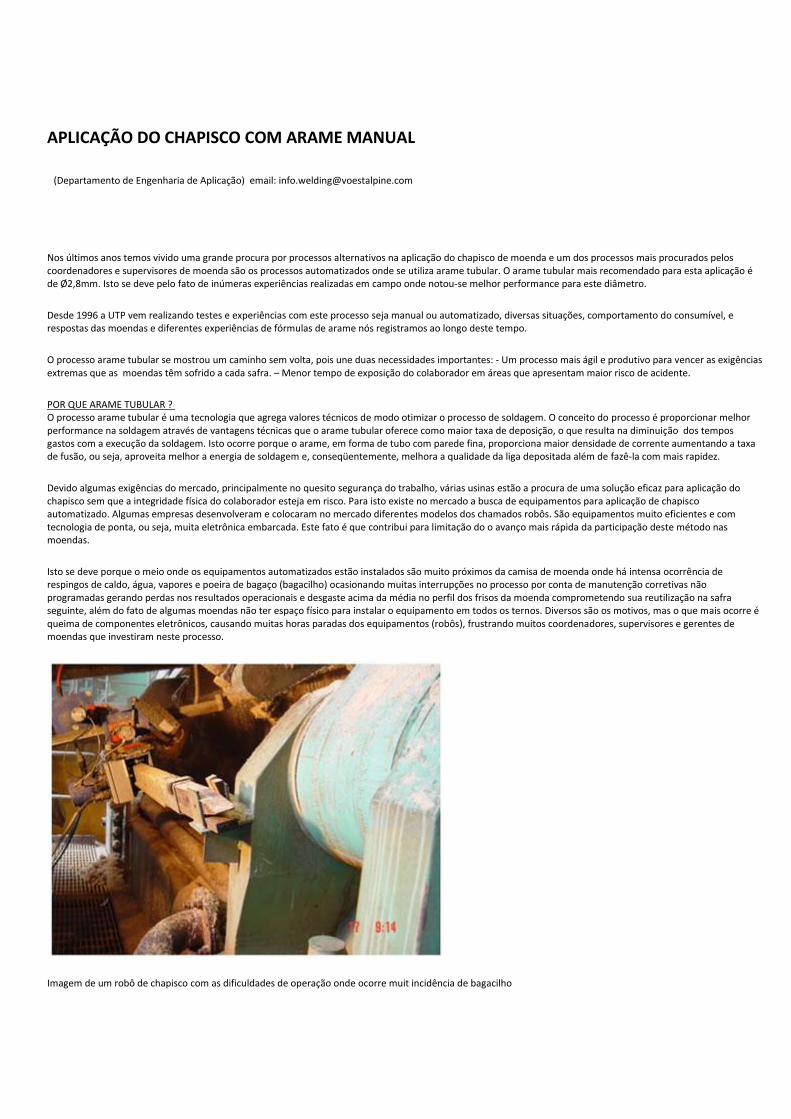
APLICAÇÃO DO CHAPISCO COM ARAME MANUAL
(Departamento de Engenharia de Aplicação) email: [email protected]
Nos últimos anos temos vivido uma grande procura por processos alternativos na aplicação do chapisco de moenda e um dos processos mais procurados pelos coordenadores e supervisores de moenda são os processos automatizados onde se utiliza arame tubular. O arame tubular mais recomendado para esta aplicação é de Ø2,8mm. Isto se deve pelo fato de inúmeras experiências realizadas em campo onde notou-se melhor performance para este diâmetro.
Desde 1996 a UTP vem realizando testes e experiências com este processo seja manual ou automatizado, diversas situações, comportamento do consumível, e respostas das moendas e diferentes experiências de fórmulas de arame nós registramos ao longo deste tempo.
O processo arame tubular se mostrou um caminho sem volta, pois une duas necessidades importantes: - Um processo mais ágil e produtivo para vencer as exigências extremas que as moendas têm sofrido a cada safra. – Menor tempo de exposição do colaborador em áreas que apresentam maior risco de acidente.
POR QUE ARAME TUBULAR ? O processo arame tubular é uma tecnologia que agrega valores técnicos de modo otimizar o processo de soldagem. O conceito do processo é proporcionar melhor performance na soldagem através de vantagens técnicas que o arame tubular oferece como maior taxa de deposição, o que resulta na diminuição dos tempos gastos com a execução da soldagem. Isto ocorre porque o arame, em forma de tubo com parede fina, proporciona maior densidade de corrente aumentando a taxa de fusão, ou seja, aproveita melhor a energia de soldagem e, conseqüentemente, melhora a qualidade da liga depositada além de fazê-la com mais rapidez.
Devido algumas exigências do mercado, principalmente no quesito segurança do trabalho, várias usinas estão a procura de uma solução eficaz para aplicação do chapisco sem que a integridade física do colaborador esteja em risco. Para isto existe no mercado a busca de equipamentos para aplicação de chapisco automatizado. Algumas empresas desenvolveram e colocaram no mercado diferentes modelos dos chamados robôs. São equipamentos muito eficientes e com tecnologia de ponta, ou seja, muita eletrônica embarcada. Este fato é que contribui para limitação do o avanço mais rápida da participação deste método nas moendas.
Isto se deve porque o meio onde os equipamentos automatizados estão instalados são muito próximos da camisa de moenda onde há intensa ocorrência de respingos de caldo, água, vapores e poeira de bagaço (bagacilho) ocasionando muitas interrupções no processo por conta de manutenção corretivas não programadas gerando perdas nos resultados operacionais e desgaste acima da média no perfil dos frisos da moenda comprometendo sua reutilização na safra seguinte, além do fato de algumas moendas não ter espaço físico para instalar o equipamento em todos os ternos. Diversos são os motivos, mas o que mais ocorre é queima de componentes eletrônicos, causando muitas horas paradas dos equipamentos (robôs), frustrando muitos coordenadores, supervisores e gerentes de moendas que investiram neste processo.
Imagem de um robô de chapisco com as dificuldades de operação onde ocorre muit incidência de bagacilho

A alternativa muito prática na aplicação do chapisco com arame tubular e que absorve melhor proveito desta tecnologia oferece é a aplicação com tocha manual que, além de tudo, se enquadra nos princípios de segurança do trabalho.
Para aplicação de chapisco com tocha manual se faz necessário uma estrutura muito enxuta e de baixo custo sendo:
1 - Fonte de soldagem MIG/MAG 2 - Tocha Especial – UTP TOCHA CANA
A aplicação de chapisco com tocha manual proporciona uma taxa de deposição de até 25 Kg de arame em um turno de 8 horas, levando em consideração que o rendimento metálico do arame tubular é 50% superior ao eletrodo é fato comprovado que o processo se mostra muito eficiente e rápido por sua simplicidade e robustez.
A UTP desenvolveu uma tocha muito robusta para esta aplicação onde utiliza cabo de corrente reforçado para evitar o aquecimento, padrões de isolamento elétrico que se enquadra em normas internacionais, trata-se da UTP TOCHA CANA.
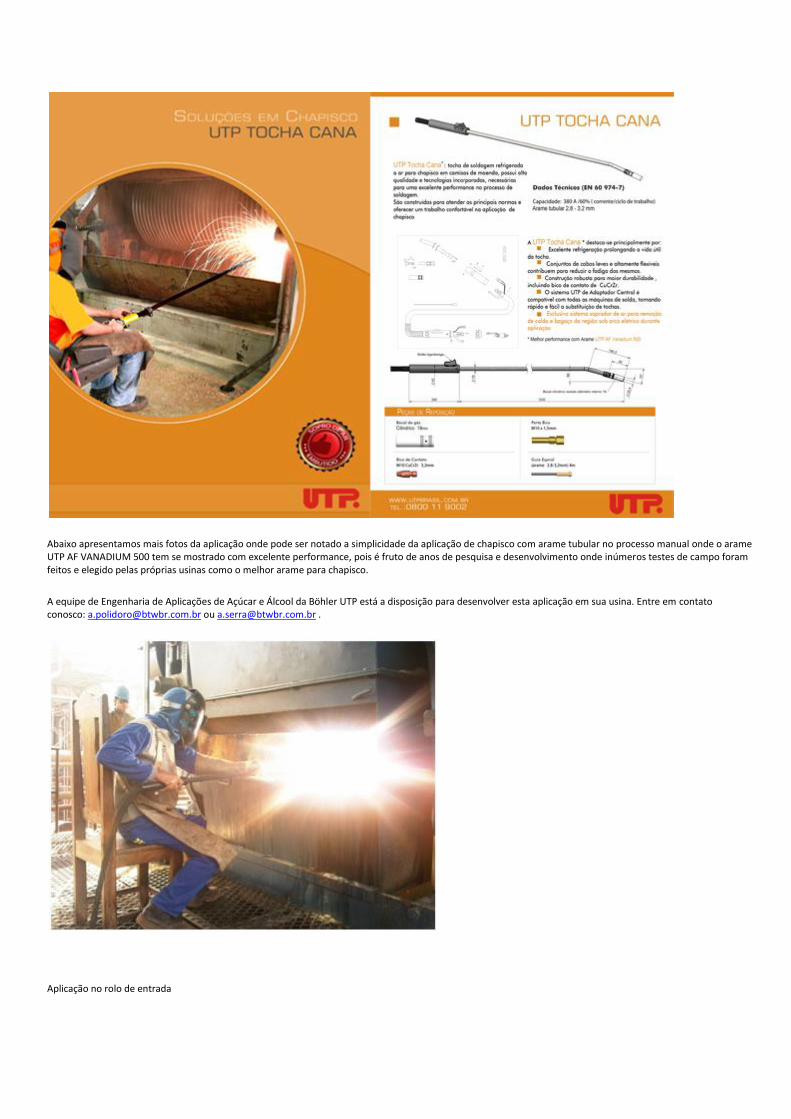
Abaixo apresentamos mais fotos da aplicação onde pode ser notado a simplicidade da aplicação de chapisco com arame tubular no processo manual onde o arame UTP AF VANADIUM 500 tem se mostrado com excelente performance, pois é fruto de anos de pesquisa e desenvolvimento onde inúmeros testes de campo foram feitos e elegido pelas próprias usinas como o melhor arame para chapisco.
A equipe de Engenharia de Aplicações de Açúcar e Álcool da Böhler UTP está a disposição para desenvolver esta aplicação em sua usina. Entre em contato conosco: [email protected] ou [email protected] .
Aplicação no rolo de entrada
Aspecto visual do chapisco aplicado com UTP AF VANADIUM 500.

AUMENTO DE PRODUTIVIDADE NA SOLDAGEM
DE PASSES DE RAIZ COM UTILIZAÇÃO DE ARAMES DO TIPO METALCORED
(Departamento de Engenharia de Aplicação) email: [email protected]
Quando pensamos na soldagem de juntas de topo, sejam elas em tubos ou chapas, em qualquer que seja a posição de soldagem, independentemente da liga a ser soldada, e sem que seja possível utilização de cobre-juntas ou goivagem após soldagem, qual o processo de soldagem mais indicado para execução do passe de raiz da junta? Salvo aplicações muito específicas, a primeira resposta que nos vêm à cabeça para esta pergunta é: processo de soldagem TIG. Apesar das ótimas características de soldagem obtidas através do processo TIG, trata-se de processo de soldagem de baixa produtividade, onde as taxas de deposição, normalmente obtidas, variam entre 0,2 e 2 kg/h de metal depositado. Com o crescimento acelerado da indústria Naval & Offshore brasileira e outros segmentos industriais, o item produtividade têm sido cada vez mais levado em consideração. Empresas prestadoras de serviços à Petrobras e outras empresas do segmento vêm sendo cada vez mais cobradas com relação a prazos de entrega de projetos, sem deixar de entregar o serviço com qualidade; e sabemos que os processos de soldagem causam impacto direto tanto na produtividade quanto na qualidade desta obras, sendo muitas vezes o “gargalo” das empresas. Desta forma, a busca por processos de soldagem automatizados / semi-automatizados e de maior tecnologia aplicada tem sido feita nestes últimos anos.
Tratando-se da soldagem de passes de raiz, especificamente, devido às tecnologias mais recentes e o melhoramento constante em sistemas eletrônicos aplicados às máquinas de soldagem, o processo de soldagem MIG/MAG, por exemplo, já permite taxas de deposição de três a quatro vezes maiores se comparado ao processo de soldagem TIG para soldagens de raiz, com resultados surpreendentes. Desde o final da década de 80 e início da década de 90 alguns fabricantes de máquinas de soldagem têm aprimorado suas fontes para processo MIG/MAG, o que permitiu obter maior controle sobre os parâmetros de soldagem, principalmente estabelecendo curvas de onda de corrente que permite maior estabilidade de arco, redução / isenção de respingos, dentre outras características através de transferência metálica por curto-circuito controlado. Desta forma, algumas patentes para diferentes métodos de controle, mas processos de soldagem muito similares, foram colocados no mercado com os seguintes nomes: CMT (Cold Metal Transfer), CSC (Controlled Short Circuit), STT (Surface Tension Transfer), RMD (Regulated Metal Deposition), Fastroot, CCC (Curto Circuito Controlado), denre outros.
Para soldagem de passes de raiz por qualquer dos sistemas descritos acima, utilização de arames sólidos maciços (também utilizados para processo de soldagem MIG/MAG convencional) foram inicialmente utilizados. No entanto, qualificações de procedimentos de soldagem foram realizadas em conjunto com alguns destes fabricantes e empresas que utilizam estes sistemas em suas plantas de produção, com utilização de arames do tipo Metalcored, onde o aumento de produtividade foi ainda mais considerável.
Arames do tipo Metalcored são muito similares aos arames tubulares do tipo Fluxcored em seu formato, aparência e método de fabricação. A principal diferença é que ao invés de utilização de fluxo interno com funções de estabilizante de arco-elétrico, formadores de escória, dentre outras; utiliza-se adição de pós metálicos em substituição ao fluxo. Sendo assim, a soldagem com utilização deste tipo de arame não gera formação de escória. A figura 1 mostra a seção longitudinal de um arame do tipo Metalcored.
Figura 1: Seção longitudinal de arame Metalcored de classificação E70C-6, onde é possível observar adição de pós metálicos no interior do arame.
Para uma mesma corrente de soldagem, a densidade de corrente que passa por um arame sólido maciço é menor do que a densidade de corrente em um arame do tipo Metalcored, considerando-se mesmo diâmetro e mesmo tipo de liga de ambos os arames. Isso faz com que o arame do tipo Metalcored seja fundido mais rapidamente do que o arame sólido, o que resulta em maiores taxas de deposição visivelmente notadas em algumas aplicações para ambos os processos, consequentemente, ocorre aumento da produtividade. A figura 2 mostra um gráfico de taxa de deposição típica, em kg/h, em função da corrente de soldagem,
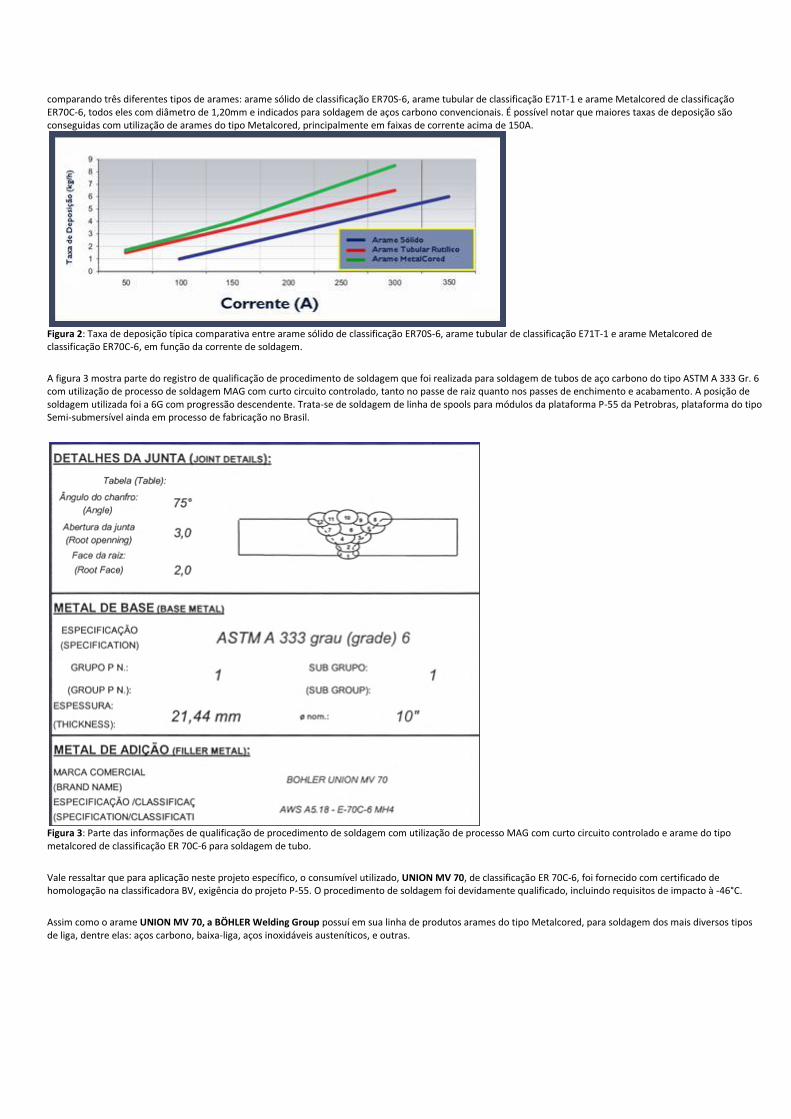
comparando três diferentes tipos de arames: arame sólido de classificação ER70S-6, arame tubular de classificação E71T-1 e arame Metalcored de classificação ER70C-6, todos eles com diâmetro de 1,20mm e indicados para soldagem de aços carbono convencionais. É possível notar que maiores taxas de deposição são conseguidas com utilização de arames do tipo Metalcored, principalmente em faixas de corrente acima de 150A.
Figura 2: Taxa de deposição típica comparativa entre arame sólido de classificação ER70S-6, arame tubular de classificação E71T-1 e arame Metalcored de classificação ER70C-6, em função da corrente de soldagem.
A figura 3 mostra parte do registro de qualificação de procedimento de soldagem que foi realizada para soldagem de tubos de aço carbono do tipo ASTM A 333 Gr. 6 com utilização de processo de soldagem MAG com curto circuito controlado, tanto no passe de raiz quanto nos passes de enchimento e acabamento. A posição de soldagem utilizada foi a 6G com progressão descendente. Trata-se de soldagem de linha de spools para módulos da plataforma P-55 da Petrobras, plataforma do tipo Semi-submersível ainda em processo de fabricação no Brasil.
Figura 3: Parte das informações de qualificação de procedimento de soldagem com utilização de processo MAG com curto circuito controlado e arame do tipo metalcored de classificação ER 70C-6 para soldagem de tubo.
Vale ressaltar que para aplicação neste projeto específico, o consumível utilizado, UNION MV 70, de classificação ER 70C-6, foi fornecido com certificado de homologação na classificadora BV, exigência do projeto P-55. O procedimento de soldagem foi devidamente qualificado, incluindo requisitos de impacto à -46°C.
Assim como o arame UNION MV 70, a BÖHLER Welding Group possuí em sua linha de produtos arames do tipo Metalcored, para soldagem dos mais diversos tipos de liga, dentre elas: aços carbono, baixa-liga, aços inoxidáveis austeníticos, e outras.
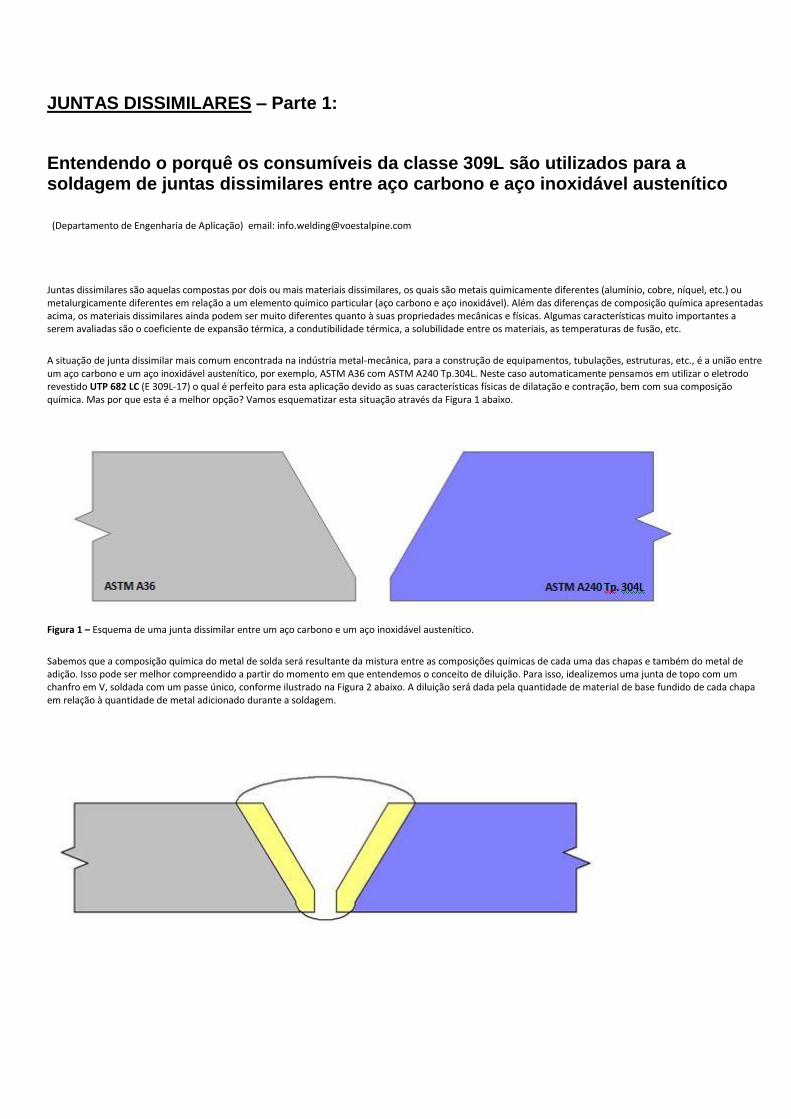
JUNTAS DISSIMILARES – Parte 1:
Entendendo o porquê os consumíveis da classe 309L são utilizados para a soldagem de juntas dissimilares entre aço carbono e aço inoxidável austenítico
(Departamento de Engenharia de Aplicação) email: [email protected]
Juntas dissimilares são aquelas compostas por dois ou mais materiais dissimilares, os quais são metais quimicamente diferentes (alumínio, cobre, níquel, etc.) ou metalurgicamente diferentes em relação a um elemento químico particular (aço carbono e aço inoxidável). Além das diferenças de composição química apresentadas acima, os materiais dissimilares ainda podem ser muito diferentes quanto à suas propriedades mecânicas e físicas. Algumas características muito importantes a serem avaliadas são o coeficiente de expansão térmica, a condutibilidade térmica, a solubilidade entre os materiais, as temperaturas de fusão, etc.
A situação de junta dissimilar mais comum encontrada na indústria metal-mecânica, para a construção de equipamentos, tubulações, estruturas, etc., é a união entre um aço carbono e um aço inoxidável austenítico, por exemplo, ASTM A36 com ASTM A240 Tp.304L. Neste caso automaticamente pensamos em utilizar o eletrodo revestido UTP 682 LC (E 309L-17) o qual é perfeito para esta aplicação devido as suas características físicas de dilatação e contração, bem com sua composição química. Mas por que esta é a melhor opção? Vamos esquematizar esta situação através da Figura 1 abaixo.
Figura 1 – Esquema de uma junta dissimilar entre um aço carbono e um aço inoxidável austenítico.
Sabemos que a composição química do metal de solda será resultante da mistura entre as composições químicas de cada uma das chapas e também do metal de adição. Isso pode ser melhor compreendido a partir do momento em que entendemos o conceito de diluição. Para isso, idealizemos uma junta de topo com um chanfro em V, soldada com um passe único, conforme ilustrado na Figura 2 abaixo. A diluição será dada pela quantidade de material de base fundido de cada chapa em relação à quantidade de metal adicionado durante a soldagem.
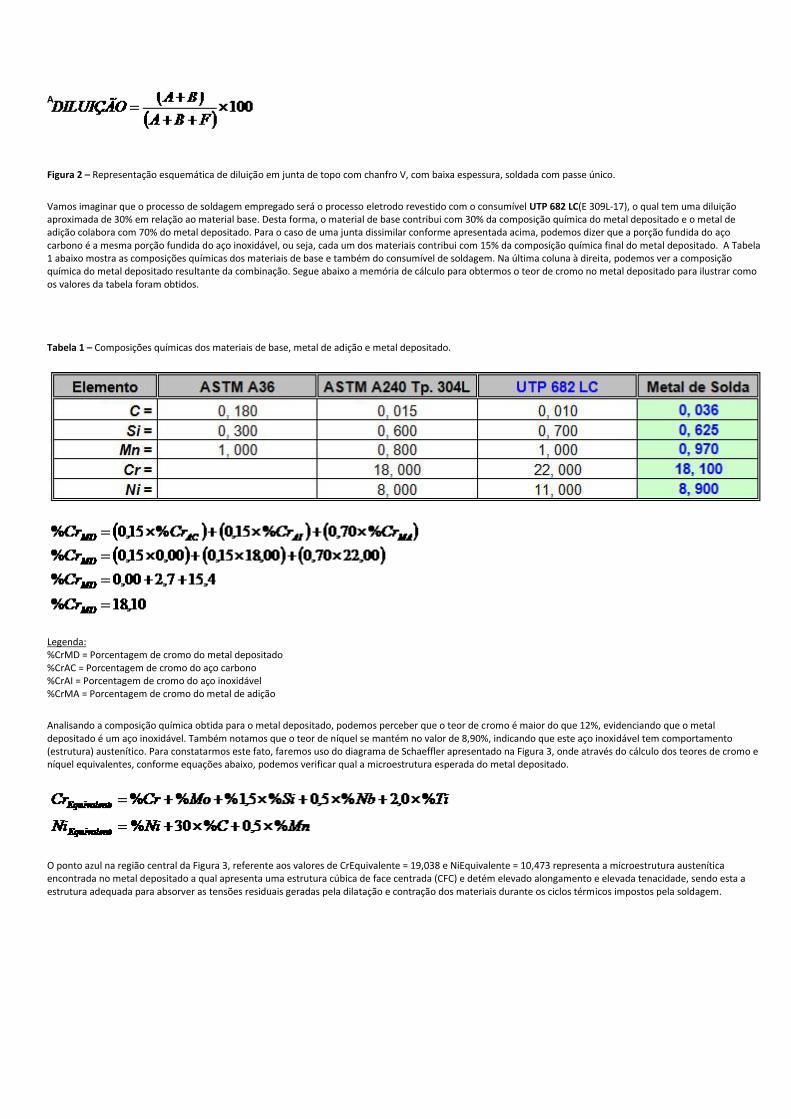
A
Figura 2 – Representação esquemática de diluição em junta de topo com chanfro V, com baixa espessura, soldada com passe único.
Vamos imaginar que o processo de soldagem empregado será o processo eletrodo revestido com o consumível UTP 682 LC(E 309L-17), o qual tem uma diluição aproximada de 30% em relação ao material base. Desta forma, o material de base contribui com 30% da composição química do metal depositado e o metal de adição colabora com 70% do metal depositado. Para o caso de uma junta dissimilar conforme apresentada acima, podemos dizer que a porção fundida do aço carbono é a mesma porção fundida do aço inoxidável, ou seja, cada um dos materiais contribui com 15% da composição química final do metal depositado. A Tabela 1 abaixo mostra as composições químicas dos materiais de base e também do consumível de soldagem. Na última coluna à direita, podemos ver a composição química do metal depositado resultante da combinação. Segue abaixo a memória de cálculo para obtermos o teor de cromo no metal depositado para ilustrar como os valores da tabela foram obtidos.
Tabela 1 – Composições químicas dos materiais de base, metal de adição e metal depositado.
Legenda: %CrMD = Porcentagem de cromo do metal depositado %CrAC = Porcentagem de cromo do aço carbono %CrAI = Porcentagem de cromo do aço inoxidável %CrMA = Porcentagem de cromo do metal de adição
Analisando a composição química obtida para o metal depositado, podemos perceber que o teor de cromo é maior do que 12%, evidenciando que o metal depositado é um aço inoxidável. Também notamos que o teor de níquel se mantém no valor de 8,90%, indicando que este aço inoxidável tem comportamento (estrutura) austenítico. Para constatarmos este fato, faremos uso do diagrama de Schaeffler apresentado na Figura 3, onde através do cálculo dos teores de cromo e níquel equivalentes, conforme equações abaixo, podemos verificar qual a microestrutura esperada do metal depositado.
O ponto azul na região central da Figura 3, referente aos valores de CrEquivalente = 19,038 e NiEquivalente = 10,473 representa a microestrutura austenítica encontrada no metal depositado a qual apresenta uma estrutura cúbica de face centrada (CFC) e detém elevado alongamento e elevada tenacidade, sendo esta a estrutura adequada para absorver as tensões residuais geradas pela dilatação e contração dos materiais durante os ciclos térmicos impostos pela soldagem.
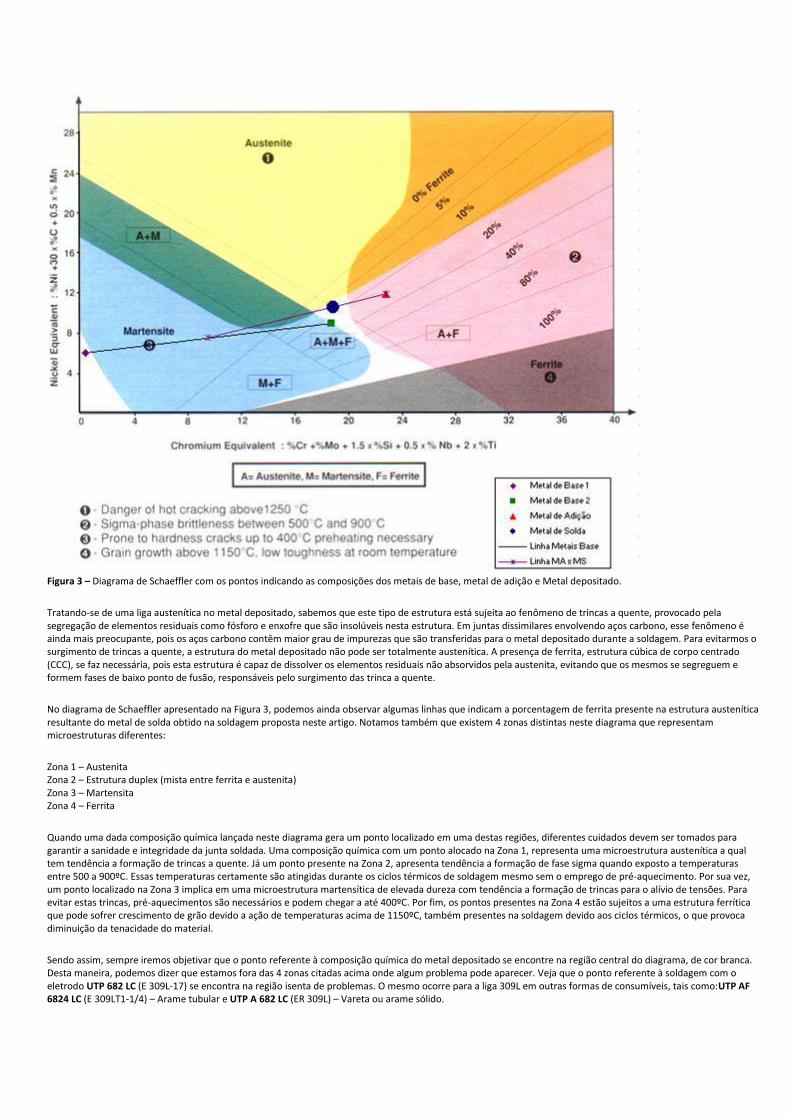
Figura 3 – Diagrama de Schaeffler com os pontos indicando as composições dos metais de base, metal de adição e Metal depositado.
Tratando-se de uma liga austenítica no metal depositado, sabemos que este tipo de estrutura está sujeita ao fenômeno de trincas a quente, provocado pela segregação de elementos residuais como fósforo e enxofre que são insolúveis nesta estrutura. Em juntas dissimilares envolvendo aços carbono, esse fenômeno é ainda mais preocupante, pois os aços carbono contêm maior grau de impurezas que são transferidas para o metal depositado durante a soldagem. Para evitarmos o surgimento de trincas a quente, a estrutura do metal depositado não pode ser totalmente austenítica. A presença de ferrita, estrutura cúbica de corpo centrado (CCC), se faz necessária, pois esta estrutura é capaz de dissolver os elementos residuais não absorvidos pela austenita, evitando que os mesmos se segreguem e formem fases de baixo ponto de fusão, responsáveis pelo surgimento das trinca a quente.
No diagrama de Schaeffler apresentado na Figura 3, podemos ainda observar algumas linhas que indicam a porcentagem de ferrita presente na estrutura austenítica resultante do metal de solda obtido na soldagem proposta neste artigo. Notamos também que existem 4 zonas distintas neste diagrama que representam microestruturas diferentes:
Zona 1 – Austenita Zona 2 – Estrutura duplex (mista entre ferrita e austenita) Zona 3 – Martensita Zona 4 – Ferrita
Quando uma dada composição química lançada neste diagrama gera um ponto localizado em uma destas regiões, diferentes cuidados devem ser tomados para garantir a sanidade e integridade da junta soldada. Uma composição química com um ponto alocado na Zona 1, representa uma microestrutura austenítica a qual tem tendência a formação de trincas a quente. Já um ponto presente na Zona 2, apresenta tendência a formação de fase sigma quando exposto a temperaturas entre 500 a 900ºC. Essas temperaturas certamente são atingidas durante os ciclos térmicos de soldagem mesmo sem o emprego de pré-aquecimento. Por sua vez, um ponto localizado na Zona 3 implica em uma microestrutura martensítica de elevada dureza com tendência a formação de trincas para o alívio de tensões. Para evitar estas trincas, pré-aquecimentos são necessários e podem chegar a até 400ºC. Por fim, os pontos presentes na Zona 4 estão sujeitos a uma estrutura ferrítica que pode sofrer crescimento de grão devido a ação de temperaturas acima de 1150ºC, também presentes na soldagem devido aos ciclos térmicos, o que provoca diminuição da tenacidade do material.
Sendo assim, sempre iremos objetivar que o ponto referente à composição química do metal depositado se encontre na região central do diagrama, de cor branca. Desta maneira, podemos dizer que estamos fora das 4 zonas citadas acima onde algum problema pode aparecer. Veja que o ponto referente à soldagem com o eletrodo UTP 682 LC (E 309L-17) se encontra na região isenta de problemas. O mesmo ocorre para a liga 309L em outras formas de consumíveis, tais como:UTP AF 6824 LC (E 309LT1-1/4) – Arame tubular e UTP A 682 LC (ER 309L) – Vareta ou arame sólido.
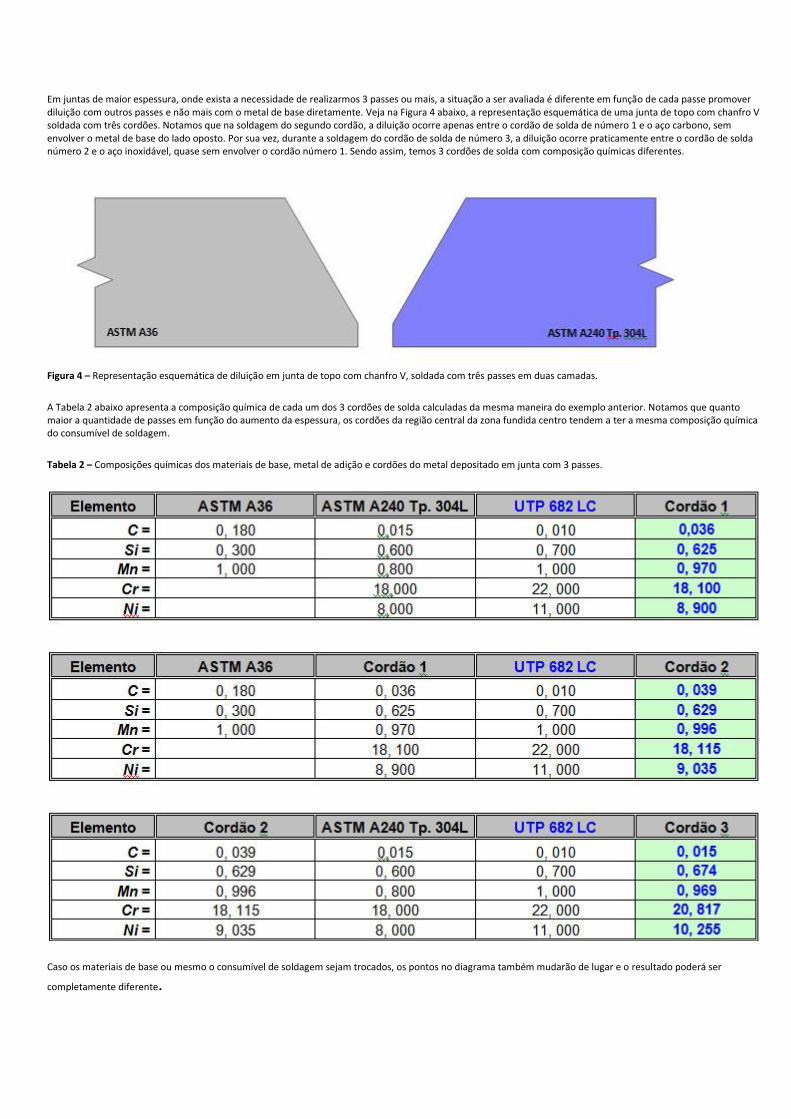
Em juntas de maior espessura, onde exista a necessidade de realizarmos 3 passes ou mais, a situação a ser avaliada é diferente em função de cada passe promover diluição com outros passes e não mais com o metal de base diretamente. Veja na Figura 4 abaixo, a representação esquemática de uma junta de topo com chanfro V soldada com três cordões. Notamos que na soldagem do segundo cordão, a diluição ocorre apenas entre o cordão de solda de número 1 e o aço carbono, sem envolver o metal de base do lado oposto. Por sua vez, durante a soldagem do cordão de solda de número 3, a diluição ocorre praticamente entre o cordão de solda número 2 e o aço inoxidável, quase sem envolver o cordão número 1. Sendo assim, temos 3 cordões de solda com composição químicas diferentes.
Figura 4 – Representação esquemática de diluição em junta de topo com chanfro V, soldada com três passes em duas camadas.
A Tabela 2 abaixo apresenta a composição química de cada um dos 3 cordões de solda calculadas da mesma maneira do exemplo anterior. Notamos que quanto maior a quantidade de passes em função do aumento da espessura, os cordões da região central da zona fundida centro tendem a ter a mesma composição química do consumível de soldagem.
Tabela 2 – Composições químicas dos materiais de base, metal de adição e cordões do metal depositado em junta com 3 passes.
Caso os materiais de base ou mesmo o consumível de soldagem sejam trocados, os pontos no diagrama também mudarão de lugar e o resultado poderá ser
completamente diferente.
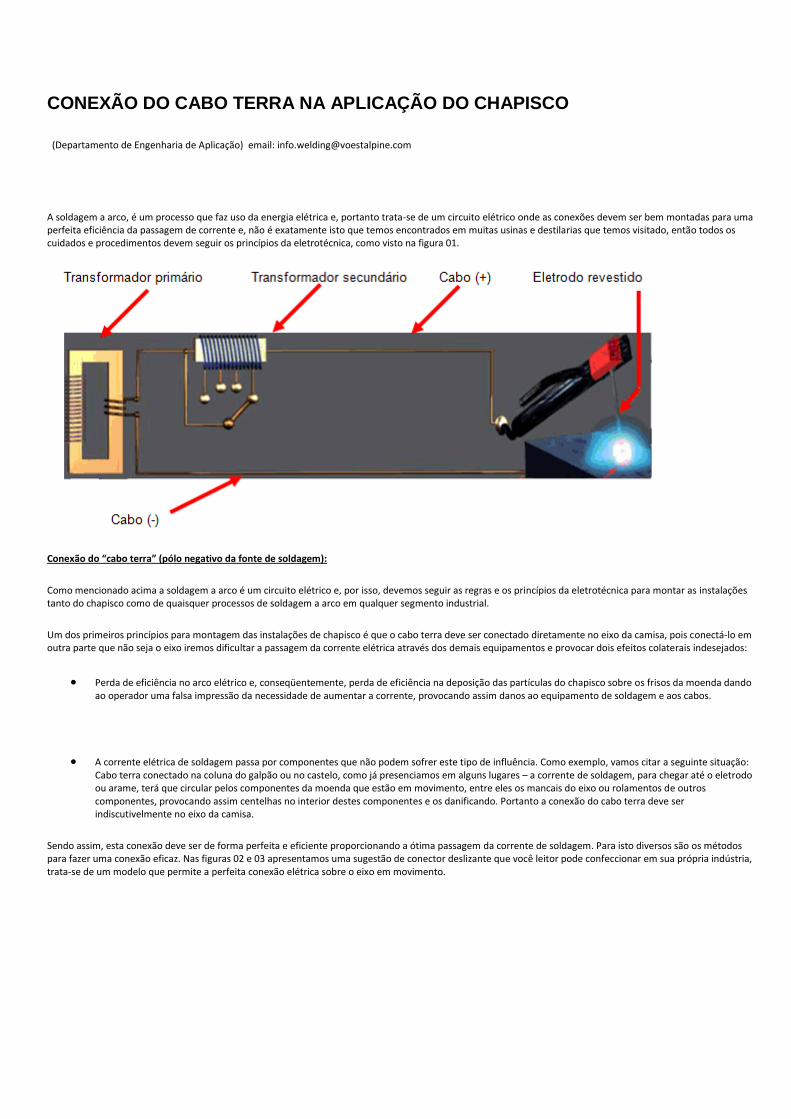
CONEXÃO DO CABO TERRA NA APLICAÇÃO DO CHAPISCO
(Departamento de Engenharia de Aplicação) email: [email protected]
A soldagem a arco, é um processo que faz uso da energia elétrica e, portanto trata-se de um circuito elétrico onde as conexões devem ser bem montadas para uma perfeita eficiência da passagem de corrente e, não é exatamente isto que temos encontrados em muitas usinas e destilarias que temos visitado, então todos os cuidados e procedimentos devem seguir os princípios da eletrotécnica, como visto na figura 01.
Conexão do “cabo terra” (pólo negativo da fonte de soldagem):
Como mencionado acima a soldagem a arco é um circuito elétrico e, por isso, devemos seguir as regras e os princípios da eletrotécnica para montar as instalações tanto do chapisco como de quaisquer processos de soldagem a arco em qualquer segmento industrial.
Um dos primeiros princípios para montagem das instalações de chapisco é que o cabo terra deve ser conectado diretamente no eixo da camisa, pois conectá-lo em outra parte que não seja o eixo iremos dificultar a passagem da corrente elétrica através dos demais equipamentos e provocar dois efeitos colaterais indesejados:
Perda de eficiência no arco elétrico e, conseqüentemente, perda de eficiência na deposição das partículas do chapisco sobre os frisos da moenda dando ao operador uma falsa impressão da necessidade de aumentar a corrente, provocando assim danos ao equipamento de soldagem e aos cabos.
A corrente elétrica de soldagem passa por componentes que não podem sofrer este tipo de influência. Como exemplo, vamos citar a seguinte situação: Cabo terra conectado na coluna do galpão ou no castelo, como já presenciamos em alguns lugares – a corrente de soldagem, para chegar até o eletrodo ou arame, terá que circular pelos componentes da moenda que estão em movimento, entre eles os mancais do eixo ou rolamentos de outros componentes, provocando assim centelhas no interior destes componentes e os danificando. Portanto a conexão do cabo terra deve ser indiscutivelmente no eixo da camisa.
Sendo assim, esta conexão deve ser de forma perfeita e eficiente proporcionando a ótima passagem da corrente de soldagem. Para isto diversos são os métodos para fazer uma conexão eficaz. Nas figuras 02 e 03 apresentamos uma sugestão de conector deslizante que você leitor pode confeccionar em sua própria indústria, trata-se de um modelo que permite a perfeita conexão elétrica sobre o eixo em movimento.
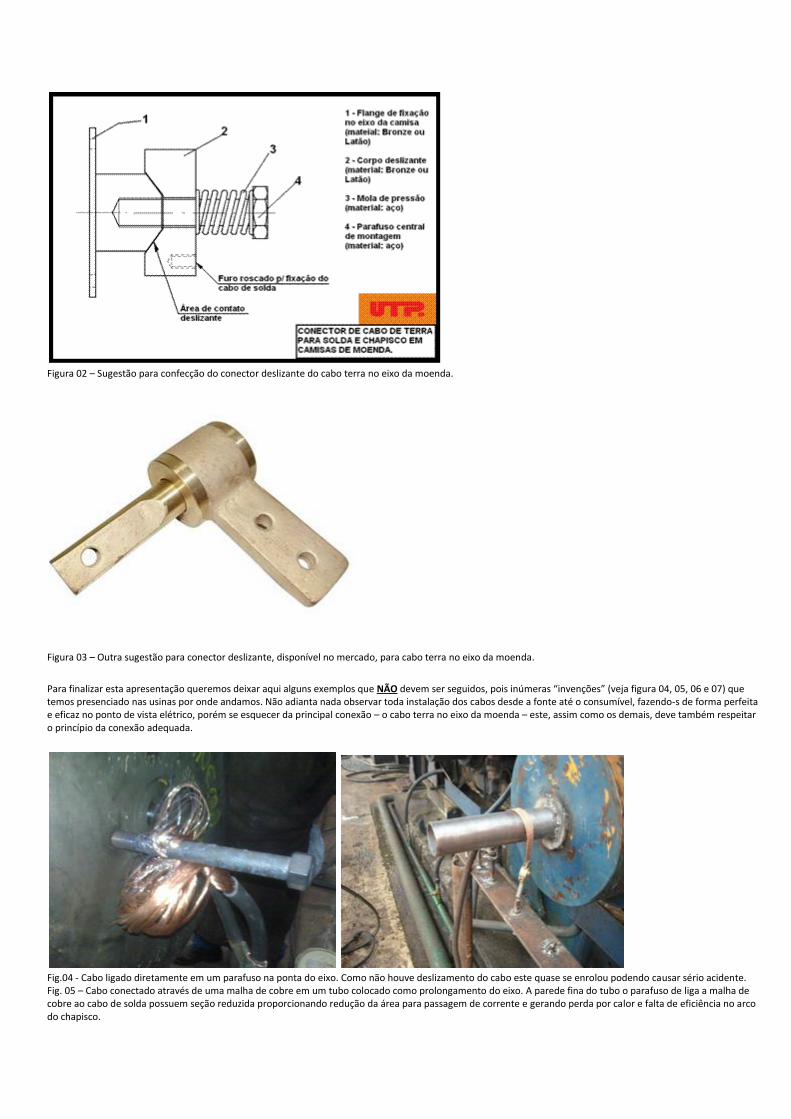
Figura 02 – Sugestão para confecção do conector deslizante do cabo terra no eixo da moenda.
Figura 03 – Outra sugestão para conector deslizante, disponível no mercado, para cabo terra no eixo da moenda.
Para finalizar esta apresentação queremos deixar aqui alguns exemplos que NÃO devem ser seguidos, pois inúmeras “invenções” (veja figura 04, 05, 06 e 07) que temos presenciado nas usinas por onde andamos. Não adianta nada observar toda instalação dos cabos desde a fonte até o consumível, fazendo-s de forma perfeita e eficaz no ponto de vista elétrico, porém se esquecer da principal conexão – o cabo terra no eixo da moenda – este, assim como os demais, deve também respeitar o princípio da conexão adequada.
Fig.04 - Cabo ligado diretamente em um parafuso na ponta do eixo. Como não houve deslizamento do cabo este quase se enrolou podendo causar sério acidente. Fig. 05 – Cabo conectado através de uma malha de cobre em um tubo colocado como prolongamento do eixo. A parede fina do tubo o parafuso de liga a malha de cobre ao cabo de solda possuem seção reduzida proporcionando redução da área para passagem de corrente e gerando perda por calor e falta de eficiência no arco do chapisco.
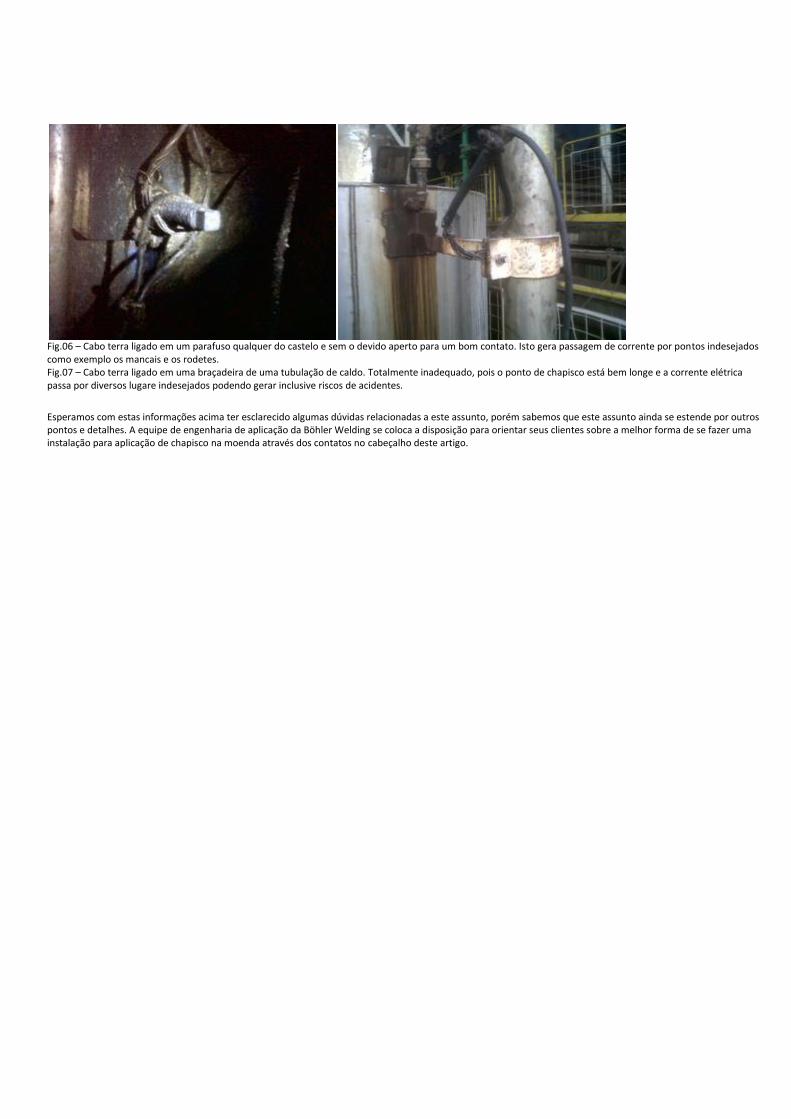
Fig.06 – Cabo terra ligado em um parafuso qualquer do castelo e sem o devido aperto para um bom contato. Isto gera passagem de corrente por pontos indesejados como exemplo os mancais e os rodetes. Fig.07 – Cabo terra ligado em uma braçadeira de uma tubulação de caldo. Totalmente inadequado, pois o ponto de chapisco está bem longe e a corrente elétrica passa por diversos lugare indesejados podendo gerar inclusive riscos de acidentes.
Esperamos com estas informações acima ter esclarecido algumas dúvidas relacionadas a este assunto, porém sabemos que este assunto ainda se estende por outros pontos e detalhes. A equipe de engenharia de aplicação da Böhler Welding se coloca a disposição para orientar seus clientes sobre a melhor forma de se fazer uma instalação para aplicação de chapisco na moenda através dos contatos no cabeçalho deste artigo.
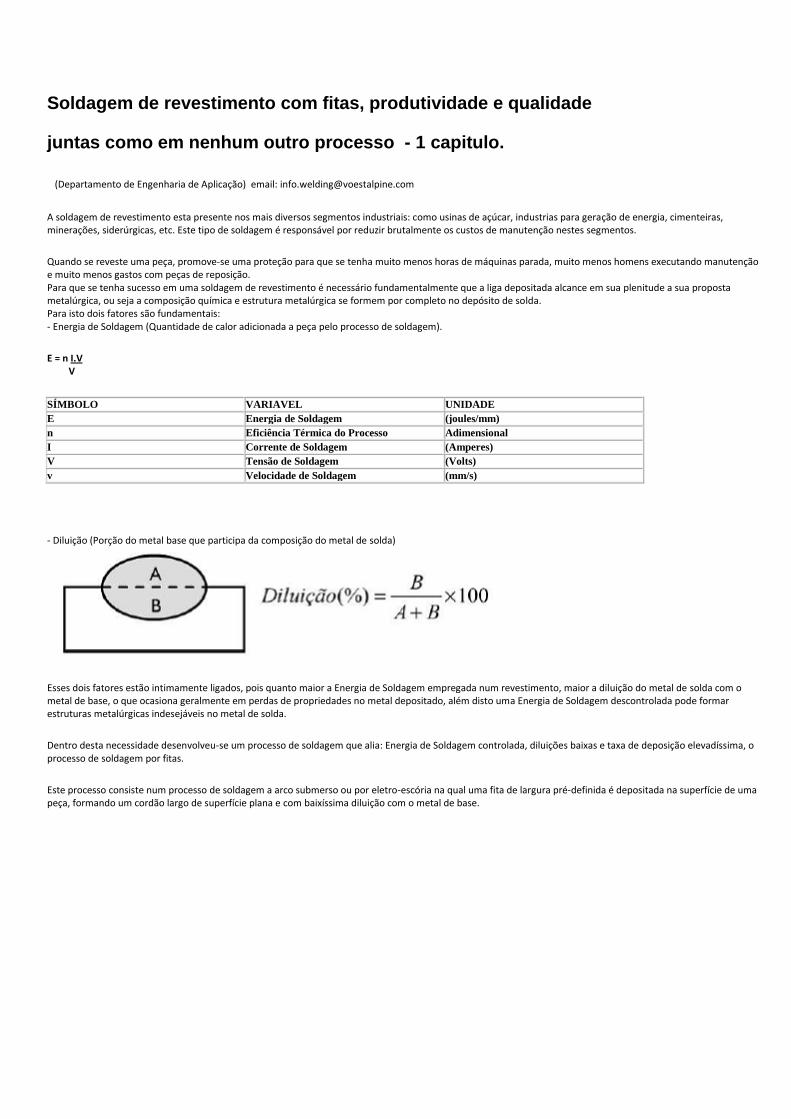
Soldagem de revestimento com fitas, produtividade e qualidade
juntas como em nenhum outro processo - 1 capitulo.
(Departamento de Engenharia de Aplicação) email: [email protected]
A soldagem de revestimento esta presente nos mais diversos segmentos industriais: como usinas de açúcar, industrias para geração de energia, cimenteiras, minerações, siderúrgicas, etc. Este tipo de soldagem é responsável por reduzir brutalmente os custos de manutenção nestes segmentos.
Quando se reveste uma peça, promove-se uma proteção para que se tenha muito menos horas de máquinas parada, muito menos homens executando manutenção e muito menos gastos com peças de reposição. Para que se tenha sucesso em uma soldagem de revestimento é necessário fundamentalmente que a liga depositada alcance em sua plenitude a sua proposta metalúrgica, ou seja a composição química e estrutura metalúrgica se formem por completo no depósito de solda. Para isto dois fatores são fundamentais: - Energia de Soldagem (Quantidade de calor adicionada a peça pelo processo de soldagem).
E = n I.V V
SÍMBOLO VARIAVEL UNIDADE
E Energia de Soldagem (joules/mm)
n Eficiência Térmica do Processo Adimensional
I Corrente de Soldagem (Amperes)
V Tensão de Soldagem (Volts)
v Velocidade de Soldagem (mm/s)
- Diluição (Porção do metal base que participa da composição do metal de solda)
Esses dois fatores estão intimamente ligados, pois quanto maior a Energia de Soldagem empregada num revestimento, maior a diluição do metal de solda com o metal de base, o que ocasiona geralmente em perdas de propriedades no metal depositado, além disto uma Energia de Soldagem descontrolada pode formar estruturas metalúrgicas indesejáveis no metal de solda.
Dentro desta necessidade desenvolveu-se um processo de soldagem que alia: Energia de Soldagem controlada, diluições baixas e taxa de deposição elevadíssima, o processo de soldagem por fitas.
Este processo consiste num processo de soldagem a arco submerso ou por eletro-escória na qual uma fita de largura pré-definida é depositada na superfície de uma peça, formando um cordão largo de superfície plana e com baixíssima diluição com o metal de base.
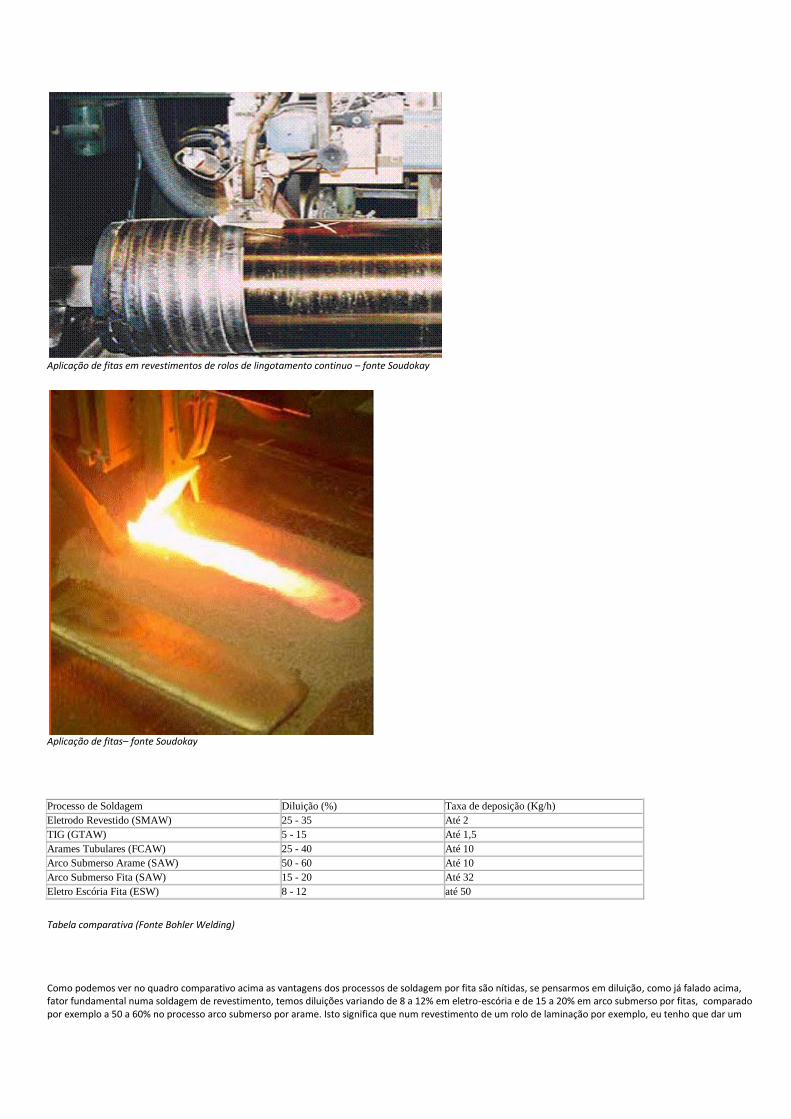
Aplicação de fitas em revestimentos de rolos de lingotamento continuo – fonte Soudokay
Aplicação de fitas– fonte Soudokay
Processo de Soldagem Diluição (%) Taxa de deposição (Kg/h)
Eletrodo Revestido (SMAW) 25 - 35 Até 2
TIG (GTAW) 5 - 15 Até 1,5
Arames Tubulares (FCAW) 25 - 40 Até 10
Arco Submerso Arame (SAW) 50 - 60 Até 10
Arco Submerso Fita (SAW) 15 - 20 Até 32
Eletro Escória Fita (ESW) 8 - 12 até 50
Tabela comparativa (Fonte Bohler Welding)
Como podemos ver no quadro comparativo acima as vantagens dos processos de soldagem por fita são nítidas, se pensarmos em diluição, como já falado acima, fator fundamental numa soldagem de revestimento, temos diluições variando de 8 a 12% em eletro-escória e de 15 a 20% em arco submerso por fitas, comparado por exemplo a 50 a 60% no processo arco submerso por arame. Isto significa que num revestimento de um rolo de laminação por exemplo, eu tenho que dar um
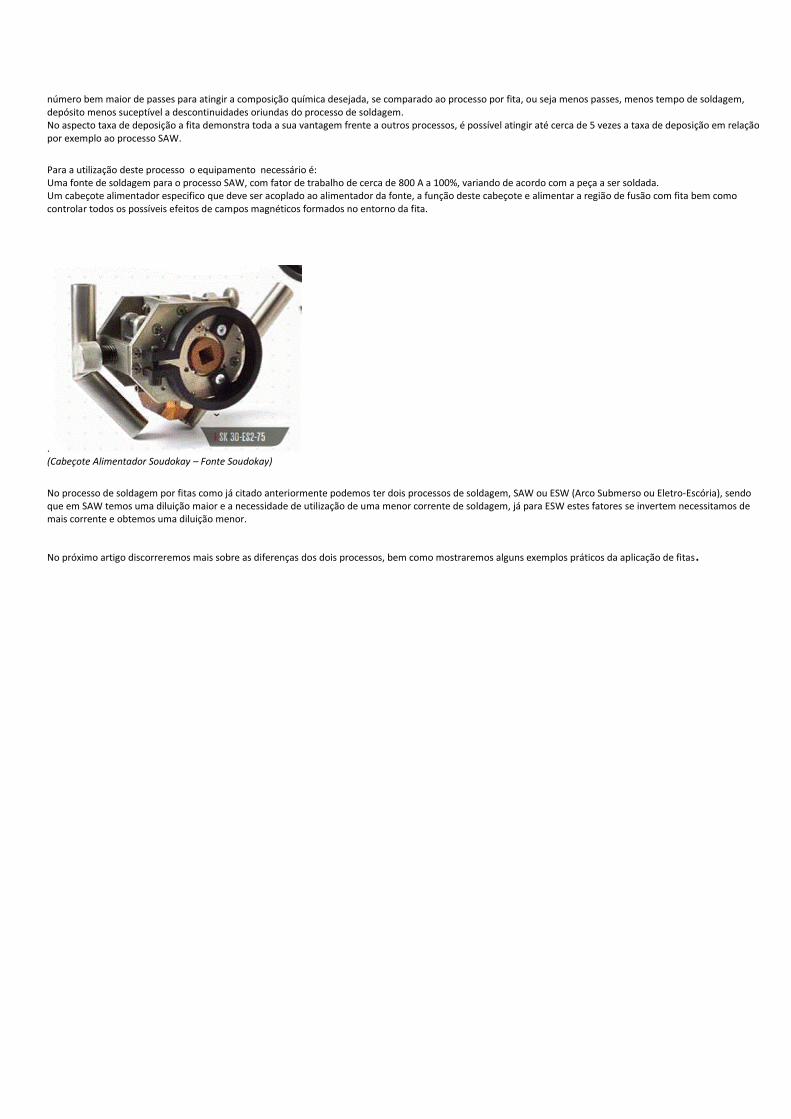
número bem maior de passes para atingir a composição química desejada, se comparado ao processo por fita, ou seja menos passes, menos tempo de soldagem, depósito menos suceptível a descontinuidades oriundas do processo de soldagem. No aspecto taxa de deposição a fita demonstra toda a sua vantagem frente a outros processos, é possível atingir até cerca de 5 vezes a taxa de deposição em relação por exemplo ao processo SAW.
Para a utilização deste processo o equipamento necessário é: Uma fonte de soldagem para o processo SAW, com fator de trabalho de cerca de 800 A a 100%, variando de acordo com a peça a ser soldada. Um cabeçote alimentador especifico que deve ser acoplado ao alimentador da fonte, a função deste cabeçote e alimentar a região de fusão com fita bem como controlar todos os possíveis efeitos de campos magnéticos formados no entorno da fita.
. (Cabeçote Alimentador Soudokay – Fonte Soudokay)
No processo de soldagem por fitas como já citado anteriormente podemos ter dois processos de soldagem, SAW ou ESW (Arco Submerso ou Eletro-Escória), sendo que em SAW temos uma diluição maior e a necessidade de utilização de uma menor corrente de soldagem, já para ESW estes fatores se invertem necessitamos de mais corrente e obtemos uma diluição menor.
No próximo artigo discorreremos mais sobre as diferenças dos dois processos, bem como mostraremos alguns exemplos práticos da aplicação de fitas.
Soldagem de aços 2¼Cr – 1Mo O que é e para que serve o Fator X, Fator J e o Step Cooling
(Departamento de Engenharia de Aplicação) email: [email protected]
A fragilização pelo revenido, ou fragilização dos 475ºC, foi inicialmente evidenciada em aços 2¼Cr – 1Mo em 1968 pela Chevron durante ensaios de qualificação de procedimento de soldagem para a fabricação de um reator de hidrocraqueamento. Diversos estudos realizados pela Chevron a partir deste ponto identificaram uma série de características importantes da fragilização pelo revenido em aços 2¼Cr – 1Mo, sendo estas descritas abaixo.
Tanto o material de base quanto o metal de solda de aços 2¼Cr – 1Mo são susceptíveis à fragilização pelo revenido. Nota-se que existe alguma correlação entre o teor de impurezas e o grau de fragilização. São consideradas impurezas elementos como o fósforo, o antimônio, o estanho e o arsênio. O decréscimo dos teores de manganês e silício aparentemente diminuem a susceptibilidade à fragilização;
Alguns efeitos da resistência mecânica e da microestrutura das chapas foram observados sobre a susceptibilidade à fragilização:
o Chapas temperadas e revenidas para limites de resistência abaixo de 85ksi apresentam pequena susceptibilidade à fragilização pelo revenido;
o Chapas temperadas e revenidas para limites de resistência acima de 120ksi apresentam pequena susceptibilidade à fragilização pelo revenido;
o Chapas temperadas e revenidas para limites de resistência entre 85 e 100ksi apresentam elevada susceptibilidade à fragilização pelo revenido;
o Independentemente da resistência mecânica, a temperatura de transição dúctil-frágil é a mesma para as condições de chapa normalizada + revenida e temperada + revenida;
Um tratamento térmico com patamares de resfriamento controlados dentro da faixa de temperatura de fragilização, conhecido como “Step Cooling”, o qual demora aproximadamente 10 dias para ser completado, resulta em um grau de fragilização semelhante ao obtido após 1.000h a 482ºC;
A máxima fragilização possível de ser atingida ainda não foi determinada, mas acredita-se que temperaturas de transição dúctil-frágil da ordem de 150ºC podem ser encontradas.
Os reatores de hidroprocessamento devem operar por períodos muito longos (20 anos ou mais) na faixa de temperatura onde ocorre a fragilização ao revenido (370 – 600ºC). Caso ocorra a fragilização pelo revenido, a tenacidade do aço é reduzida ao ponto de ocorrer uma fratura frágil no reator. Um fato curioso é que durante a operação do reator em temperaturas na faixa de 340 – 450ºC o aço tem tenacidade suficiente para resistir à fratura. Porém uma redução na tenacidade devido à fragilização pelo revenido ocorre quando o material atinge temperaturas da ordem de 120 – 180ºC, o que ocorre durante o início ou final da operação do reator.
Vale a pena ressaltar que a fragilização pelo revenido não ocorre apenas quando o reator esta em serviço, mas também ocorre durante o resfriamento a partir da temperatura na qual se realiza o tratamento térmico de alívio de tensões após a soldagem durante a fabricação.
Por estas razões, é necessário se avaliar a tenacidade à fratura através da realização de ensaios de impacto Charpy. Duas temperaturas de transição derivadas dos ensaios de Charpy são muito usadas, sendo estas:
TT40 – “40ft-lb Transition Temperature”, traduzido como temperatura de transição para uma energia de 54J;
FATT – “50% Fracture Appearance Transition Temperature”, traduzido como 50% de aparência de fratura frágil à temperatura de transição.
A susceptibilidade à fragilização pelo revenido de qualquer corrida de material 2¼Cr – 1Mo é fortemente dependente da concentração de elementos como P, Sn, Sn e As. Em geral pode-se dizer que quanto menor a concentração destes elementos, menor será a susceptibilidade à fragilização pelo revenido. Desta forma, Bruscato desenvolveu um fator de correlação para predizer a susceptibilidade à fragilização pelo revenido em juntas soldadas, o qual é apresentado abaixo:
Quando este fator de fragilização é usado em conjunto com os teores de manganês e silício, este apresentou uma boa correlação com a susceptibilidade à fragilização pelo revenido em depósitos de solda realizados pelo processo eletrodo revestido. Elevados valores do Fator de Bruscato (X) combinados com elevados teores de Mn + Si apresentaram a maior susceptibilidade à fragilização pelo revenido. Em um eletrodo revestido com um fator de Bruscato maior do que 15 e um
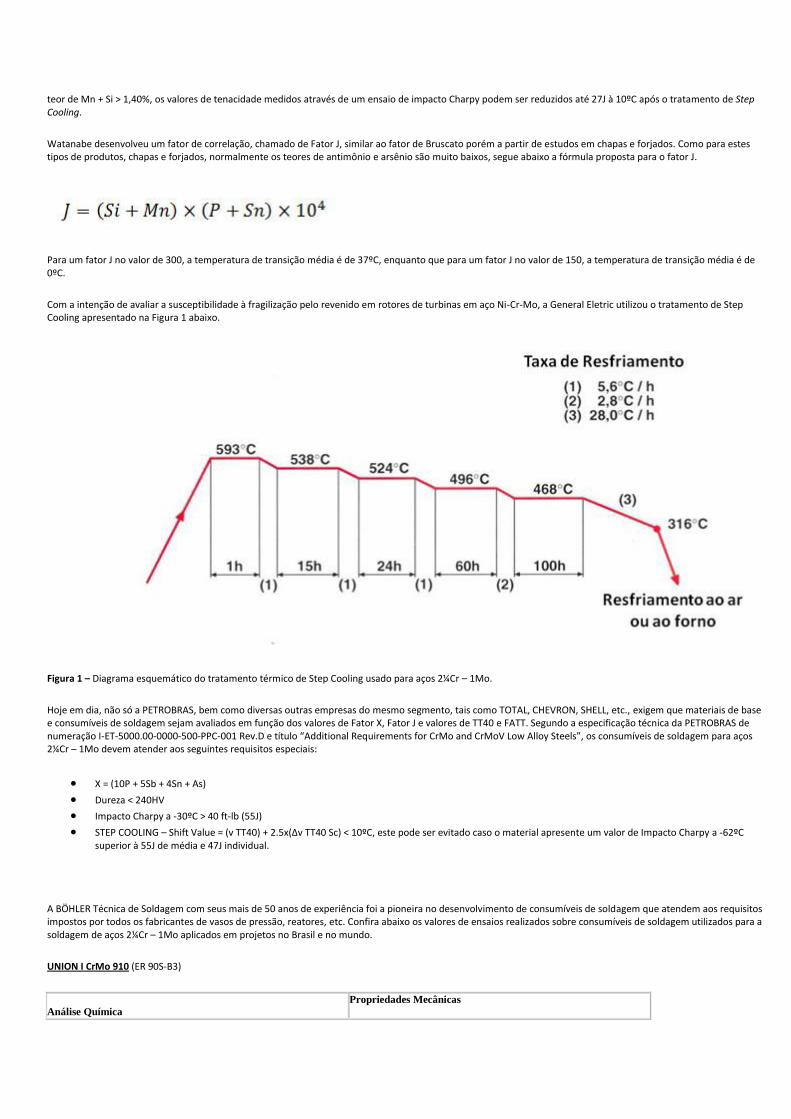
teor de Mn + Si > 1,40%, os valores de tenacidade medidos através de um ensaio de impacto Charpy podem ser reduzidos até 27J à 10ºC após o tratamento de Step Cooling.
Watanabe desenvolveu um fator de correlação, chamado de Fator J, similar ao fator de Bruscato porém a partir de estudos em chapas e forjados. Como para estes tipos de produtos, chapas e forjados, normalmente os teores de antimônio e arsênio são muito baixos, segue abaixo a fórmula proposta para o fator J.
Para um fator J no valor de 300, a temperatura de transição média é de 37ºC, enquanto que para um fator J no valor de 150, a temperatura de transição média é de 0ºC.
Com a intenção de avaliar a susceptibilidade à fragilização pelo revenido em rotores de turbinas em aço Ni-Cr-Mo, a General Eletric utilizou o tratamento de Step Cooling apresentado na Figura 1 abaixo.
Figura 1 – Diagrama esquemático do tratamento térmico de Step Cooling usado para aços 2¼Cr – 1Mo.
Hoje em dia, não só a PETROBRAS, bem como diversas outras empresas do mesmo segmento, tais como TOTAL, CHEVRON, SHELL, etc., exigem que materiais de base e consumíveis de soldagem sejam avaliados em função dos valores de Fator X, Fator J e valores de TT40 e FATT. Segundo a especificação técnica da PETROBRAS de numeração I-ET-5000.00-0000-500-PPC-001 Rev.D e título “Additional Requirements for CrMo and CrMoV Low Alloy Steels”, os consumíveis de soldagem para aços 2¼Cr – 1Mo devem atender aos seguintes requisitos especiais:
X = (10P + 5Sb + 4Sn + As)
Dureza < 240HV
Impacto Charpy a -30ºC > 40 ft-lb (55J)
STEP COOLING – Shift Value = (v TT40) + 2.5x(∆v TT40 Sc) < 10ºC, este pode ser evitado caso o material apresente um valor de Impacto Charpy a -62ºC superior à 55J de média e 47J individual.
A BÖHLER Técnica de Soldagem com seus mais de 50 anos de experiência foi a pioneira no desenvolvimento de consumíveis de soldagem que atendem aos requisitos impostos por todos os fabricantes de vasos de pressão, reatores, etc. Confira abaixo os valores de ensaios realizados sobre consumíveis de soldagem utilizados para a soldagem de aços 2¼Cr – 1Mo aplicados em projetos no Brasil e no mundo.
UNION I CrMo 910 (ER 90S-B3)
Análise Química
Propriedades Mecânicas
C = 0,089
Si = 0,510
Mn = 0,870
P = 0,005
S = 0,002 Cr = 2,510
Mo = 0,990
Ni = 0,020 Cu = 0,010
Sn = 0,001
As = 0,001 Sb = 0,001
Fator X = 6,0ppm
Após 1 Ciclo de PWHT de 690/1h:
LR = 692 MPa
LE = 569
A = 24%
Impacto (-30ºC) = 192J
Após 3 Ciclo de PWHT de 710/3h:
LR = 631 MPa
LE = 527
A = 27%
Impacto (-30ºC) = 167J
Shift Value = -83ºC
Phoenix SH Chromo 2 KS (E 9015-B3)
Análise Química
Propriedades Mecânicas
C = 0,086 Si = 0,220
Mn = 0,720
P = 0,007 S = 0,004
Cr = 2,210
Mo = 1,090 Ni = 0,010
Cu = 0,010
Sn = 0,003 As = 0,001
Sb = 0,001
Fator X = 8,80ppm
Após 1 Ciclo de PWHT de 690/1h:
LR = 665 MPa
LE = 529
A = 20%
Impacto (-30ºC) = 187J
Após 3 Ciclo de PWHT de 710/3h:
LR = 632 MPa
LE = 479
A = 24%
Impacto (-30ºC) = 149J
Shift Value = -45ºC
Colocamos a disposição toda nossa equipe técnica para a realização de treinamentos específicos neste tipo de aplicação.
CONSUMÍVEIS DE SOLDAGEM COM TEOR DE HIDROGÊNIO DIFUSÍVEL CONTROLADO AFIM DE SE EVITAR TRINCAS A FRIO EM COMPONENTES SOLDADOS APLICADOS À PROJETOS NO SEGMENTO NAVAL & OFFSHORE.
(Departamento de Engenharia de Aplicação) email: [email protected]
Aços carbono e baixa-liga têm sido cada vez mais utilizados em estruturas e tubulações na construção de plataformas de petróleo e equipamentos subsea de uma forma geral. Para projetos do pré-sal, por exemplo, aços de baixa liga e maiores resistências mecânicas em relação aos atualmente utilizados vêm sendo especificados. Como exemplo pode-se citar a utilização de tubos API 5L grau X80 para fabricação de linha de Risers; utilização de forjados grau F22 para equipamentos subsea como Árvores de Natal e Manifolds, dentre outros.
Referente à soldagem destes aços, um dos defeitos mais graves que pode ser encontrado caso cuidados específicos não sejam tomados são as chamadas trincas a frio ou trincas induzidas pelo hidrogênio. As trincas a frio acontecem normalmente em temperaturas de até 200ºC e dependem basicamente de três fatores inter-relacionados, sendo eles: microestrutura susceptível tanto do metal depositado quanto da zona afetada pelo calor da junta soldada; nível de tensões residuais geradas pelo procedimento de soldagem; e quantidade de hidrogênio difusível no metal depositado pelo processo de soldagem.
Dentre as estruturas cristalinas em aços carbono e baixa-liga, a estrutura martensita é a mais sensível às trincas a frio. Com a finalidade de evitar a formação desta fase, principalmente na zona afetada pelo calor de juntas soldadas devido às rápidas taxas de resfriamento sofridas nesta região durante procedimentos de soldagem, os aços encontrados no mercado têm sido fabricados com reduzido teor de carbono e de carbono-equivalente. Além de diminuir a susceptibilidade às trincas a quente, estes aços têm sua soldabilidade melhorada. Quando a estrutura martensítica não pode ser evitada, procedimentos de soldagem devidamente qualificados devem ser utilizados.
Tensão residual é gerada por todos os processos de soldagem a arco elétrico, já que é induzida principalmente por dilatações e contrações da junta, geradas pelos ciclos térmicos de soldagem. As tensões residuais podem ser diminuídas com a redução do grau de restrição das juntas. Além disso, estudo da melhor sequência de montagem deve ser feito caso a caso afim de minimizar distorções e geração de tensão em juntas de campo. Uma ótima maneira de se evitar este problema também é eliminar concentradores de tensões como descontinuidades em soldagem: mordedura, reforço excessivo do cordão, falta de penetração na raiz, dentre outros. O hidrogênio difusível no metal depositado, forte fator que influencia a geração de trincas a frio, e tema principal deste artigo, advém da dissociação das moléculas de gás hidrogênio, gerada pela alta energia do arco elétrico de soldagem, introduzidas na região da soldagem a partir das principais fontes de contaminação: metal de base contaminado com hidrocarbonetos (óleos e graxas); gás de proteção (para processos de soldagem em que este é utilizado); ar atmosférico (dependendo da umidade relativa do ar e temperatura), e também dos consumíveis de soldagem.
Se tratando de consumíveis de soldagem, eletrodos revestidos, arames tubulares e fluxos para arco-submerso e eletro-escória são os consumíveis que tendem a gerar níveis de hidrogênio difusível maior no metal depositado de juntas soldadas. Isso porque os revestimentos dos eletrodos revestidos, fluxo interno dos arames tubulares e fluxos para os processos arco-submerso e eletro-escória, dependendo de suas características e composição química, tendem a absorver grande quantidade de umidade se mal acondicionados. Tomando como exemplo os eletrodos revestidos, os de revestimento celulósico possuem a maior propensão de gerar depósitos com maiores teores de hidrogênio difusível já que são os que possuem maiores quantidades de grupos hidroxilas na composição de seu revestimento e, por isso, são os menos utilizados em projetos aplicados ao segmento Naval & Offshore. Levando em consideração somente a composição dos elementos contidos no revestimento de eletrodos revestidos, os eletrodos do tipo básico são os que geram menores níveis de hidrogênio difusível.
Sabendo de tudo isso, normas e especificações técnicas de diversas empresas com atividades no segmento Naval & Offshore trazem requisitos de hidrogênio difusível para os consumíveis de soldagem. Como exemplo pode-se citar a norma DNV OS C-401 (FABRIATION AND TESTING OF OFFSHORE STRUCTURES) que traz, para algumas situações, que aços classificados como de alta resistência (conforme norma DNV OS B-101) somente podem ser soldados com consumíveis de soldagem classificados como H10, ou seja, que gerem hidrogênio difusível de no máximo 10ml/100g de metal depositado. A mesma norma cita ainda que aços classificados como altíssima resistência, também conforme norma DNV OS B-101, somente poderão ser soldados com consumíveis que gerem hidrogênio difusível inferior a 5ml/100g (H5), o que é ainda mais crítico. O método de medição de hidrogênio difusível no metal depositado deve ser conforme norma ISO 3690 ou equivalente. A norma mais utilizada no mercado para avaliar o nível de hidrogênio difusível no metal depositado por processos de soldagem a arco elétrico é a AWS A4.3: STANDARD METHODS FOR DETERMINATION OF THE DIFFUSIBLE HYDROGEN CONTENT OF MARTENSITIC, BAINITIC, AND FERRITIC STEEL WELD METAL PRODUCED BY ARC WELDING.
Mesmo sabendo que os consumíveis de soldagem, que tendem absorver umidade em seu revestimento e, consequentemente, tendem a gerar maiores níveis de hidrogênio difusível no metal depositado por soldagem, podem ser devidamente ressecados e armazenados conforme instruções dos fabricantes de soldagem (as instruções para manutenção e ressecagem de consumíveis de soldagem da BÖHLER podem ser adquiridas em contato conosco ou no site:www.bohlerweldinggroup.com.br); para, por exemplo, casos de obras em campo, em que a ressecagem e controle de armazenamento de consumíveis de soldagem em estufas com temperatura e nível de umidade relativa do ar controlada não são viáveis; ou onde simplesmente deseja-se ganhar tempo e eliminar custos com esse tipo de controle, a BÖHLER WELDING GROUP fornece consumíveis de soldagem com teores de hidrogênio difusível controlados, e embalados a vácuo. Sendo assim, é possível eliminar toda a sequência mostrada na figura 1 abaixo para eletrodos revestidos em embalagem convencional.
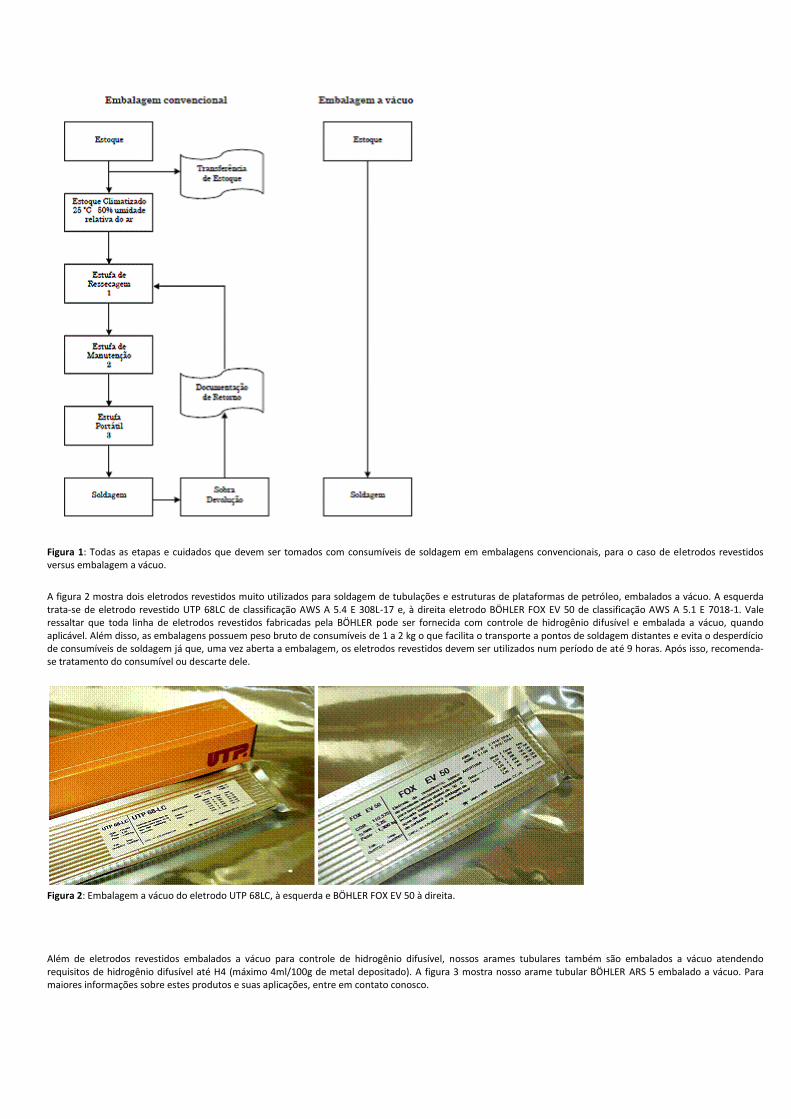
Figura 1: Todas as etapas e cuidados que devem ser tomados com consumíveis de soldagem em embalagens convencionais, para o caso de eletrodos revestidos versus embalagem a vácuo.
A figura 2 mostra dois eletrodos revestidos muito utilizados para soldagem de tubulações e estruturas de plataformas de petróleo, embalados a vácuo. A esquerda trata-se de eletrodo revestido UTP 68LC de classificação AWS A 5.4 E 308L-17 e, à direita eletrodo BÖHLER FOX EV 50 de classificação AWS A 5.1 E 7018-1. Vale ressaltar que toda linha de eletrodos revestidos fabricadas pela BÖHLER pode ser fornecida com controle de hidrogênio difusível e embalada a vácuo, quando aplicável. Além disso, as embalagens possuem peso bruto de consumíveis de 1 a 2 kg o que facilita o transporte a pontos de soldagem distantes e evita o desperdício de consumíveis de soldagem já que, uma vez aberta a embalagem, os eletrodos revestidos devem ser utilizados num período de até 9 horas. Após isso, recomenda-se tratamento do consumível ou descarte dele.
Figura 2: Embalagem a vácuo do eletrodo UTP 68LC, à esquerda e BÖHLER FOX EV 50 à direita.
Além de eletrodos revestidos embalados a vácuo para controle de hidrogênio difusível, nossos arames tubulares também são embalados a vácuo atendendo requisitos de hidrogênio difusível até H4 (máximo 4ml/100g de metal depositado). A figura 3 mostra nosso arame tubular BÖHLER ARS 5 embalado a vácuo. Para maiores informações sobre estes produtos e suas aplicações, entre em contato conosco.
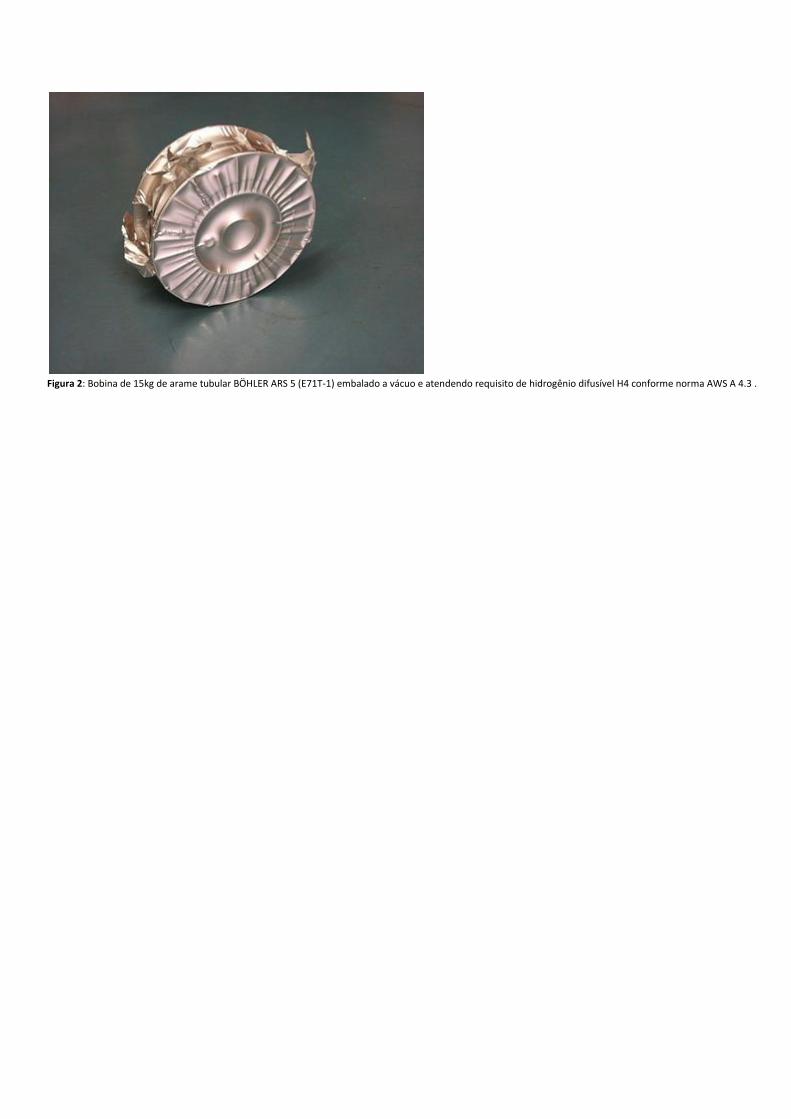
Figura 2: Bobina de 15kg de arame tubular BÖHLER ARS 5 (E71T-1) embalado a vácuo e atendendo requisito de hidrogênio difusível H4 conforme norma AWS A 4.3 .
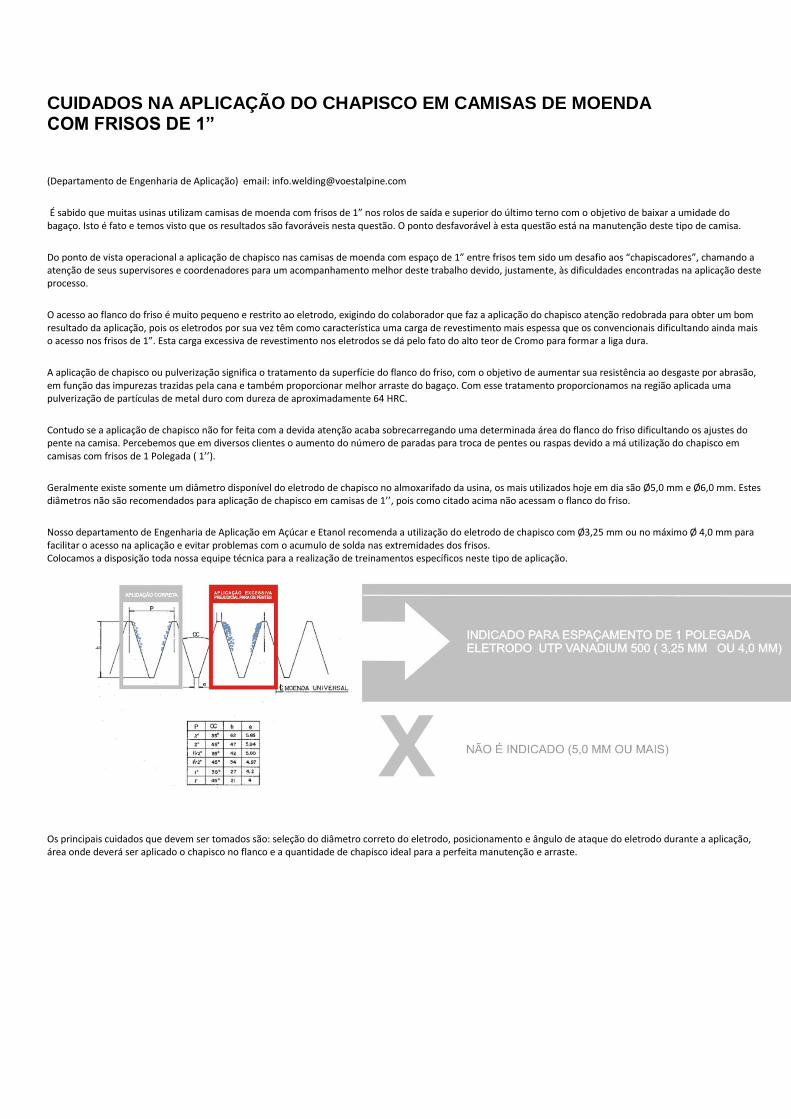
CUIDADOS NA APLICAÇÃO DO CHAPISCO EM CAMISAS DE MOENDA COM FRISOS DE 1”
(Departamento de Engenharia de Aplicação) email: [email protected]
É sabido que muitas usinas utilizam camisas de moenda com frisos de 1” nos rolos de saída e superior do último terno com o objetivo de baixar a umidade do bagaço. Isto é fato e temos visto que os resultados são favoráveis nesta questão. O ponto desfavorável à esta questão está na manutenção deste tipo de camisa.
Do ponto de vista operacional a aplicação de chapisco nas camisas de moenda com espaço de 1” entre frisos tem sido um desafio aos “chapiscadores”, chamando a atenção de seus supervisores e coordenadores para um acompanhamento melhor deste trabalho devido, justamente, às dificuldades encontradas na aplicação deste processo.
O acesso ao flanco do friso é muito pequeno e restrito ao eletrodo, exigindo do colaborador que faz a aplicação do chapisco atenção redobrada para obter um bom resultado da aplicação, pois os eletrodos por sua vez têm como característica uma carga de revestimento mais espessa que os convencionais dificultando ainda mais o acesso nos frisos de 1”. Esta carga excessiva de revestimento nos eletrodos se dá pelo fato do alto teor de Cromo para formar a liga dura.
A aplicação de chapisco ou pulverização significa o tratamento da superfície do flanco do friso, com o objetivo de aumentar sua resistência ao desgaste por abrasão, em função das impurezas trazidas pela cana e também proporcionar melhor arraste do bagaço. Com esse tratamento proporcionamos na região aplicada uma pulverização de partículas de metal duro com dureza de aproximadamente 64 HRC.
Contudo se a aplicação de chapisco não for feita com a devida atenção acaba sobrecarregando uma determinada área do flanco do friso dificultando os ajustes do pente na camisa. Percebemos que em diversos clientes o aumento do número de paradas para troca de pentes ou raspas devido a má utilização do chapisco em camisas com frisos de 1 Polegada ( 1’’).
Geralmente existe somente um diâmetro disponível do eletrodo de chapisco no almoxarifado da usina, os mais utilizados hoje em dia são Ø5,0 mm e Ø6,0 mm. Estes diâmetros não são recomendados para aplicação de chapisco em camisas de 1’’, pois como citado acima não acessam o flanco do friso.
Nosso departamento de Engenharia de Aplicação em Açúcar e Etanol recomenda a utilização do eletrodo de chapisco com Ø3,25 mm ou no máximo Ø 4,0 mm para facilitar o acesso na aplicação e evitar problemas com o acumulo de solda nas extremidades dos frisos. Colocamos a disposição toda nossa equipe técnica para a realização de treinamentos específicos neste tipo de aplicação.
Os principais cuidados que devem ser tomados são: seleção do diâmetro correto do eletrodo, posicionamento e ângulo de ataque do eletrodo durante a aplicação, área onde deverá ser aplicado o chapisco no flanco e a quantidade de chapisco ideal para a perfeita manutenção e arraste.

Soldagem de revestimento com fitas, produtividade e qualidade juntas como em nenhum outro processo (Capítulo Final)- Exemplos de aplicações em revestimentos de rolos.
(Departamento de Engenharia de Aplicação) email: [email protected]
Nas últimas duas Newsletter, discorremos sobre o processo de soldagem com fitas: do que se trata, quais as suas vantagens, quais as suas variáveis; agora falaremos sobre alguns exemplos de aplicações no revestimento de rolos de laminação e lingotamento contínuo.
1. Rolos da cadeira de laminação.
Estes rolos se distinguem dos rolos de lingotamento contínuo, devido a função e posicionamento no processo siderúrgico: Os rolos de lingotamento continuo posicionam-se sequencialmente a aciaria e tem a função de fabricar a placa de aço, geralmente em espessuras grossas da ordem de 250mm, já os rolos de laminação posicionam-se sequencialmente ao lingotamento e tem a função de laminar (reduzir a espessura) da placa, podendo em muitos casos reduzir dos 250mm a cerca de 12,5mm. Para a execução deste processo é necessário a uma grande compressão dos rolos nas placas, além de altas temperaturas, já que o processo é feito a quente, o que significa um grande desgaste nos rolos, vejamos o exemplo abaixo:
Rolo Deflector: Trata-se de um rolo presente na cadeira de laminação, que tem a função de flexionar a placa afim de que ela seja embobinada para retornar a um novo passe na laminadora, vamos analisar o mesmo: - Metal de Base: Aço Baixa Liga ao Cr-Mo. - Desgastes Presentes: Atrito, compressão, flexão, fadiga térmica, abrasão. Frente a estes desafios é interessante utilizarmos uma liga matriz martensitica, com ferrita delta na faixa de 5 a 10% além carbonetos resistentes a temperatura, tais como Nb, Mo, Cr, V.
Uma possível aplicação é o arranjo abaixo:
Processo SAW:
Fita Soudotape 430 (30mm de largura) + Fluxo Record RT 742
Este arranjo irá proporcionar em uma camada o seguinte depósito:
C=0,085%; Mn=0,4%; Si=0,8%; Cr=12,0%; Ni=2,0%; Mo=0,9%; Nb=0,1%; V=0,1% Dureza = 44HRC. Altura do depósito: 5mm. Largura do depósito ~ 35mm. Taxa de deposição: 15Kg/h.
Este depósito proporcionará uma microestrutura de Martensita + 10% de Ferrita, com a formação de alguns carbonetos que reduzem sensivelmente a temperatura de revenimento da estrutura, gerando resistência a altas temperaturas.
Microestrutura do depósito – Fonte Soudokay

Revestimento de Rolos por Fita – Fonte Soudokay.
1. Rolos de lingotamento Contínuo:
Voltemos agora a falar dos rolos de lingotamento contínuo, com um exemplo de rolo do primeiro segmento:
Neste primeiro segmento que está presente no inicio da cadeira de laminação, na maioria das siderúrgicas se utilizam para recuperação consumíveis inoxidáveis austeniticos, já que nesta seção o principal tipo de desgaste é a corrosão provocada pela presença de água, flouretos dos pós fluxantes, sais e O2; que juntos acabam se transformando em ácido fluorídrico. Neste ponto ainda não há formação de óxidos que por consequência provocarão o desgaste por abrasão, ou seja não há a necessidade de ligas martensiticas para suportar a abrasão: Vamos então analisar as possibilidades de revestimento destes rolos:
1. Processo de Soldagem por Arames Tubulares:
Para a soldagem destes rolos por arames tubulares, utilizaremos o seguinte procedimento.
Diametro dos rolos: 150mm. Comprimento: 800mm. Arame: SK 316L-S A (2,4mm). Fluxo: Record SA Parâmetros Elétricos: - Tensão: 27V - Corrente: 260 A. - Velocidade de Soldagem: 8,0 cm/min. Consumo Previsto de arames: 42Kg Número de Passes: 3 Taxa de deposição: ~8,0Kg / h.
1. Processo de Soldagem por fitas
Para a soldagem por fitas, utilizaremos o seguinte procedimento:
Diametro dos Rolos: 150mm Comprimento: 800mm Fita: Soudotape 316L Fluxo: Record INT 109 Parâmetros Elétricos: - Tensão: 28V - Corrente: 750 A. - Velocidade de Soldagem: 13cm/min. Consumo Previsto de Fitas: 37Kg
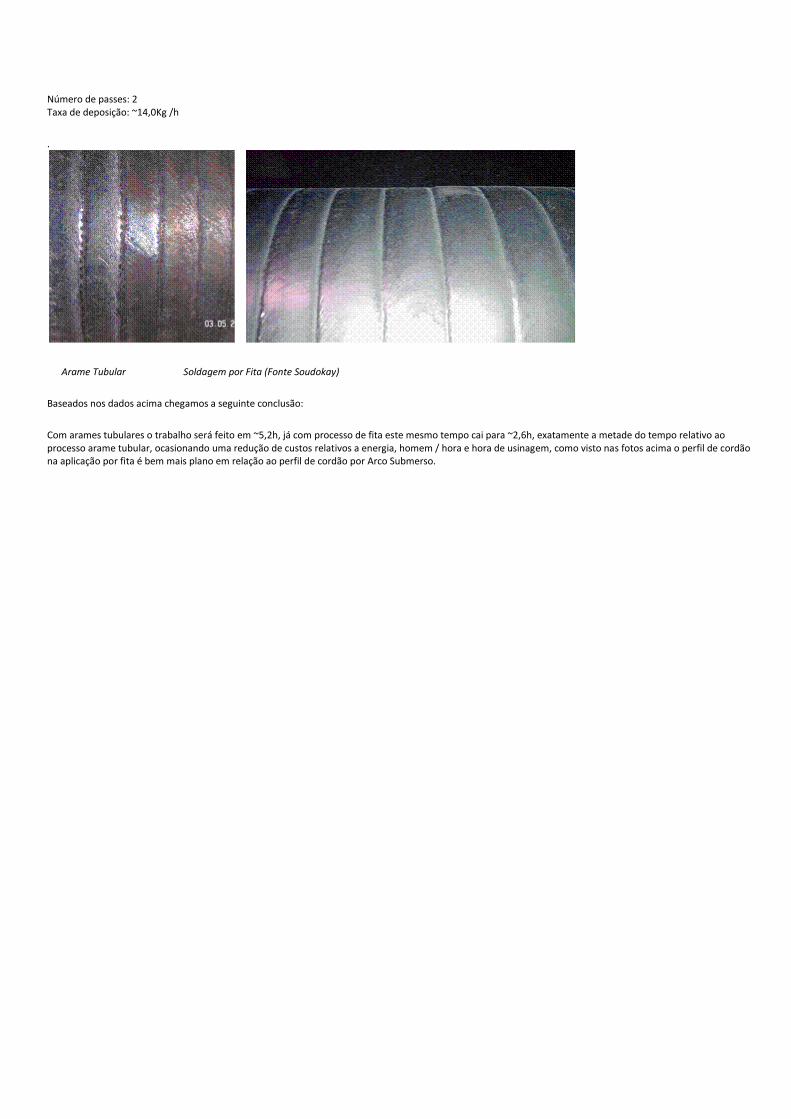
Número de passes: 2 Taxa de deposição: ~14,0Kg /h
.
Arame Tubular Soldagem por Fita (Fonte Soudokay)
Baseados nos dados acima chegamos a seguinte conclusão:
Com arames tubulares o trabalho será feito em ~5,2h, já com processo de fita este mesmo tempo cai para ~2,6h, exatamente a metade do tempo relativo ao processo arame tubular, ocasionando uma redução de custos relativos a energia, homem / hora e hora de usinagem, como visto nas fotos acima o perfil de cordão na aplicação por fita é bem mais plano em relação ao perfil de cordão por Arco Submerso.
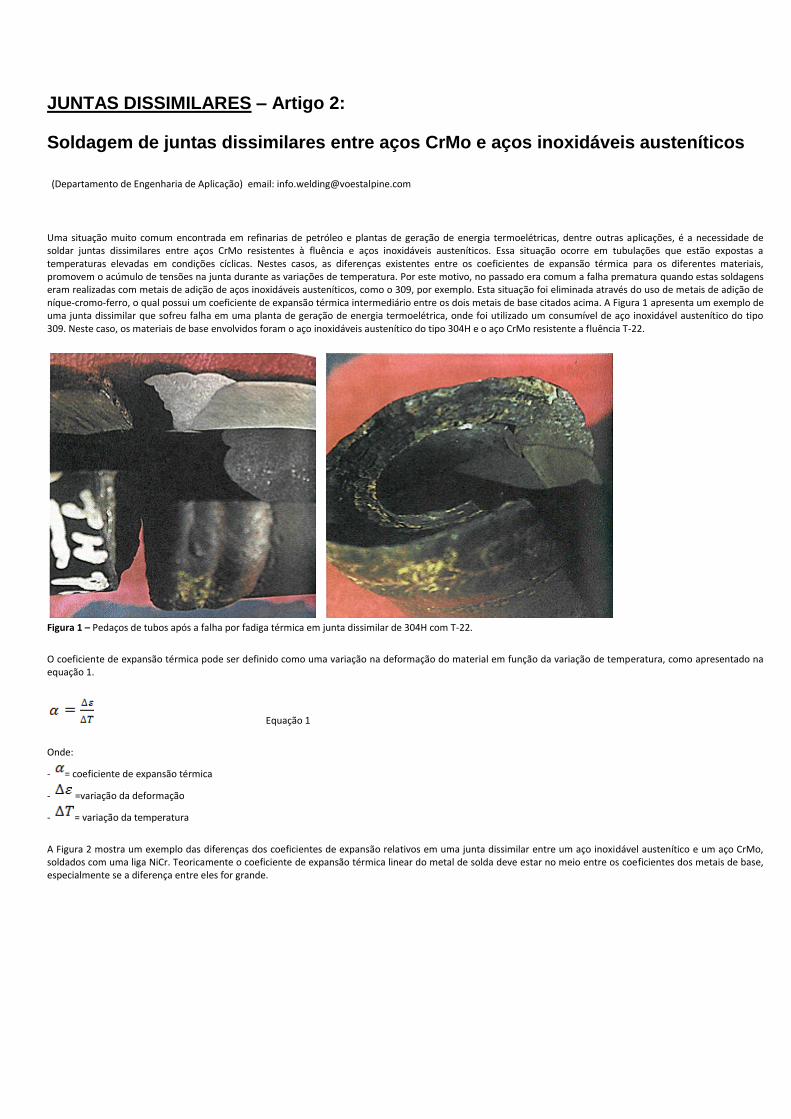
JUNTAS DISSIMILARES – Artigo 2:
Soldagem de juntas dissimilares entre aços CrMo e aços inoxidáveis austeníticos
(Departamento de Engenharia de Aplicação) email: [email protected]
Uma situação muito comum encontrada em refinarias de petróleo e plantas de geração de energia termoelétricas, dentre outras aplicações, é a necessidade de soldar juntas dissimilares entre aços CrMo resistentes à fluência e aços inoxidáveis austeníticos. Essa situação ocorre em tubulações que estão expostas a temperaturas elevadas em condições cíclicas. Nestes casos, as diferenças existentes entre os coeficientes de expansão térmica para os diferentes materiais, promovem o acúmulo de tensões na junta durante as variações de temperatura. Por este motivo, no passado era comum a falha prematura quando estas soldagens eram realizadas com metais de adição de aços inoxidáveis austeníticos, como o 309, por exemplo. Esta situação foi eliminada através do uso de metais de adição de níque-cromo-ferro, o qual possui um coeficiente de expansão térmica intermediário entre os dois metais de base citados acima. A Figura 1 apresenta um exemplo de uma junta dissimilar que sofreu falha em uma planta de geração de energia termoelétrica, onde foi utilizado um consumível de aço inoxidável austenítico do tipo 309. Neste caso, os materiais de base envolvidos foram o aço inoxidáveis austenítico do tipo 304H e o aço CrMo resistente a fluência T-22.
Figura 1 – Pedaços de tubos após a falha por fadiga térmica em junta dissimilar de 304H com T-22.
O coeficiente de expansão térmica pode ser definido como uma variação na deformação do material em função da variação de temperatura, como apresentado na equação 1.
Equação 1
Onde:
- = coeficiente de expansão térmica
- =variação da deformação
- = variação da temperatura
A Figura 2 mostra um exemplo das diferenças dos coeficientes de expansão relativos em uma junta dissimilar entre um aço inoxidável austenítico e um aço CrMo, soldados com uma liga NiCr. Teoricamente o coeficiente de expansão térmica linear do metal de solda deve estar no meio entre os coeficientes dos metais de base, especialmente se a diferença entre eles for grande.
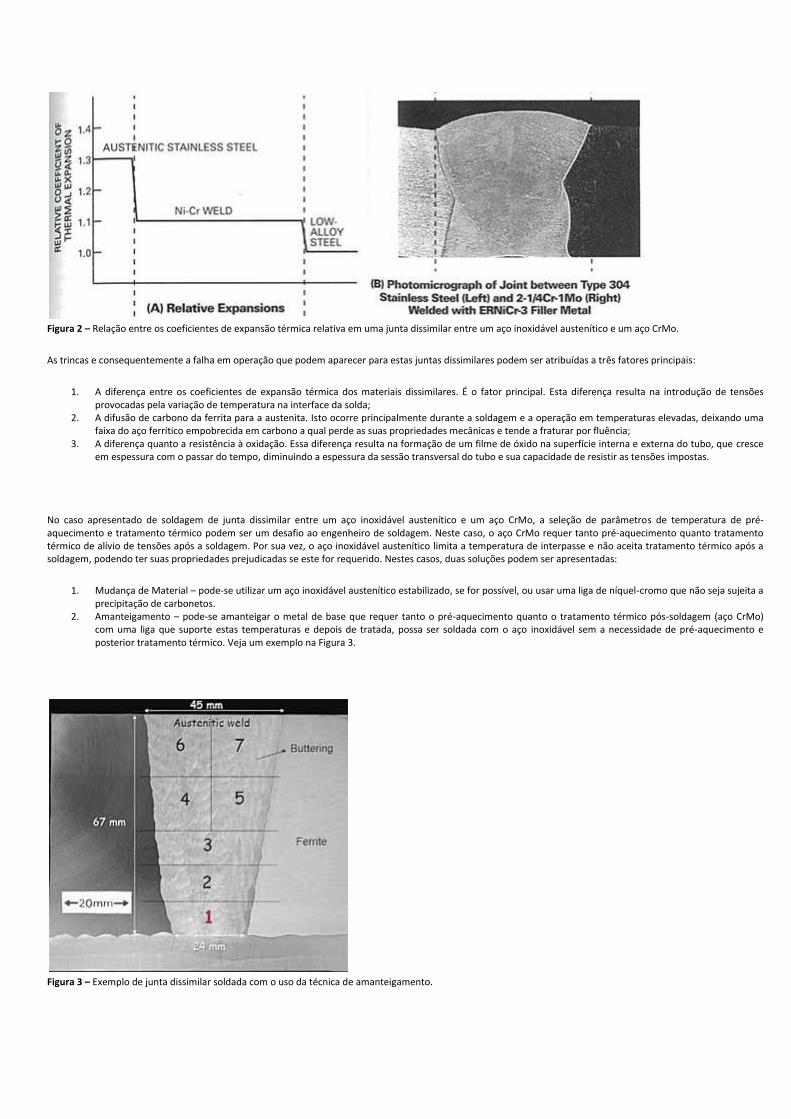
Figura 2 – Relação entre os coeficientes de expansão térmica relativa em uma junta dissimilar entre um aço inoxidável austenítico e um aço CrMo.
As trincas e consequentemente a falha em operação que podem aparecer para estas juntas dissimilares podem ser atribuídas a três fatores principais:
1. A diferença entre os coeficientes de expansão térmica dos materiais dissimilares. É o fator principal. Esta diferença resulta na introdução de tensões provocadas pela variação de temperatura na interface da solda;
2. A difusão de carbono da ferrita para a austenita. Isto ocorre principalmente durante a soldagem e a operação em temperaturas elevadas, deixando uma faixa do aço ferrítico empobrecida em carbono a qual perde as suas propriedades mecânicas e tende a fraturar por fluência;
3. A diferença quanto a resistência à oxidação. Essa diferença resulta na formação de um filme de óxido na superfície interna e externa do tubo, que cresce em espessura com o passar do tempo, diminuindo a espessura da sessão transversal do tubo e sua capacidade de resistir as tensões impostas.
No caso apresentado de soldagem de junta dissimilar entre um aço inoxidável austenítico e um aço CrMo, a seleção de parâmetros de temperatura de pré-aquecimento e tratamento térmico podem ser um desafio ao engenheiro de soldagem. Neste caso, o aço CrMo requer tanto pré-aquecimento quanto tratamento térmico de alívio de tensões após a soldagem. Por sua vez, o aço inoxidável austenítico limita a temperatura de interpasse e não aceita tratamento térmico após a soldagem, podendo ter suas propriedades prejudicadas se este for requerido. Nestes casos, duas soluções podem ser apresentadas:
1. Mudança de Material – pode-se utilizar um aço inoxidável austenítico estabilizado, se for possível, ou usar uma liga de níquel-cromo que não seja sujeita a precipitação de carbonetos.
2. Amanteigamento – pode-se amanteigar o metal de base que requer tanto o pré-aquecimento quanto o tratamento térmico pós-soldagem (aço CrMo) com uma liga que suporte estas temperaturas e depois de tratada, possa ser soldada com o aço inoxidável sem a necessidade de pré-aquecimento e posterior tratamento térmico. Veja um exemplo na Figura 3.
Figura 3 – Exemplo de junta dissimilar soldada com o uso da técnica de amanteigamento.
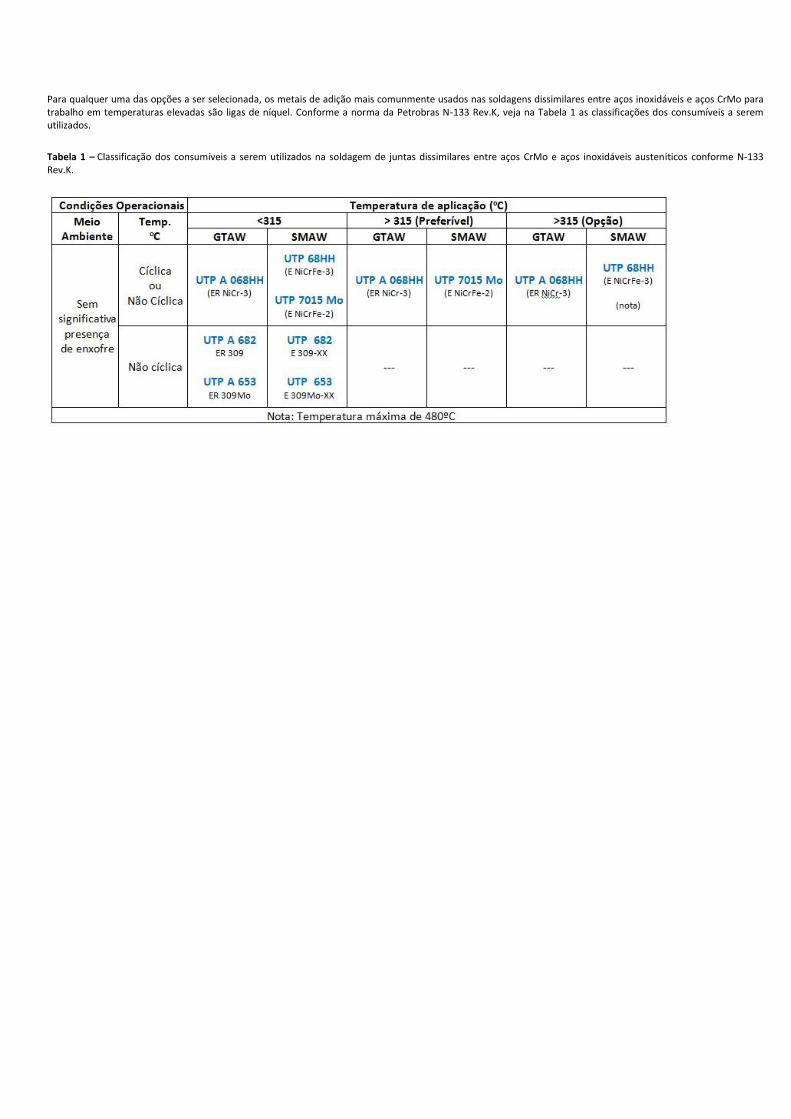
Para qualquer uma das opções a ser selecionada, os metais de adição mais comunmente usados nas soldagens dissimilares entre aços inoxidáveis e aços CrMo para trabalho em temperaturas elevadas são ligas de níquel. Conforme a norma da Petrobras N-133 Rev.K, veja na Tabela 1 as classificações dos consumíveis a serem utilizados.
Tabela 1 – Classificação dos consumíveis a serem utilizados na soldagem de juntas dissimilares entre aços CrMo e aços inoxidáveis austeníticos conforme N-133 Rev.K.

APLICAÇÃO E SOLDABILIDADE DA LIGA DE ALUMÍNIO 5083 NA INDÚSTRIA NAVAL&OFFSHORE
(Departamento de Engenharia de Aplicação) email: [email protected]
Alumínio e suas ligas têm sido utilizados na construção de embarcações para a indústria naval desde o ano de 1890. A primeira embarcação construída em alumínio, que se têm registro, foi um iate francês (Mignon), de 13 metros de comprimento. A partir daí, diversas outras embarcações foram construídas, a princípio de alumínio puro, em substituição à utilização de madeira. Com isso era possível reduzir o peso das embarcações além de se obter melhores propriedades de resistência mecânica em relação à madeira. Desde então, estudos com ligas de alumínio em substituição ao alumínio puro para esta aplicação foram realizados e, a partir de 1930 o uso de ligas de alumínio contendo magnésio e manganês foram, e continuam sendo amplamente utilizadas. Algumas das principais características das ligas de alumínio utilizadas para construção de embarcações navais são: baixa densidade, elevada relação resistência mecânica/peso, resistência à corrosão em determinados meios, boa tenacidade a baixas temperaturas, dentre outras. As ligas de alumínio são frequentemente usadas na fabricação de superestruturas de grandes navios, embarcações militares, cascos de navios e embarcações, módulos de acomodação de plataformas de petróleo, dentre outras aplicações. A figura 1 mostra um módulo de acomodação de plataforma de petróleo, todo fabricado em liga de alumínio.
Figura 1: Módulo de acomodação de plataforma de petróleo, fabricado em liga de alumínio.
Dentre as diversas ligas de alumínio encontradas no mercado, as mais utilizadas para construção naval e offshore são as da série 5XXX. Trata-se de ligas de Al-Mg, com ou sem adições de manganês, que apresentam as maiores resistências mecânicas dentre as ligas de alumínio não tratáveis termicamente, sendo assim de fundamental importância para aplicações estruturais. As ligas mais usadas são as 5086, 5083, 5456 e 5454; destaque para a 5083 (Al-4,5%Mg-Mn) por ser a de maior resistência mecânica dentre as ligas não tratáveis termicamente e apresentar baixa tendência à trincas a quente durante os processos de soldagem. Sendo assim, esta é a liga mais utilizada para os projetos atuais.
A liga 5083 pode ser soldada por diversos processos de soldagem ao arco elétrico, com destaque para os processos GTAW e GMAW. Para ambos os casos, os consumíveis mais utilizados e indicados são os de composição química similar ao metal de base; de classificação AWS ER 5356 (UTP A 495) e ER 5183 (UTP A 495 Mn). A principal diferença entre as duas classificações de consumíveis, ambas com teor de Mg em torno de 5,0%, é principalmente o teor de Mn, respectivamente, 0,30% e 0,80% (valores típicos). Isso faz com que o consumível UTP A 495 Mn apresente resistência mecânica do metal depositado ligeiramente maior do que o depositado pelo UTP A 495. Ainda se tratando de resistência mecânica, agora do conjunto soldado, atenção especial deve ser dada à ZAC da junta soldada. Isso porque a região da ZAC que atinge temperaturas em torno de 345ºC, temperatura de recozimento da liga 5083 caso esta esteja no estado encruado para obtenção de melhores propriedades de resistência à tração e dureza, poderá sofrer recristalização e, como conseqüência, apresentará menor resistência mecânica e ganho de ductilidade. É por isso que é importante considerar nos projetos estruturais, para o valor da tensão máxima admissível em tração para juntas soldadas, o valor mínimo de resistência mecânica da liga na condição recozida.
A armazenagem e manuseio das chapas desta liga devem ser executados de forma muito mais cuidadosa que com aços em geral, de preferência em lugares cobertos, com suportes feitos de madeira ou alumínio, e mantidos separados de outros tipos de metais. A limpeza do metal de base antes da soldagem pode ser feita por solventes e/ou usando escovas de aço inoxidável. O início da soldagem deve acontecer o mais rapidamente possível após a limpeza da junta a ser soldada evitando assim formação de camada de óxido.
A elevada condutibilidade térmica, dilatação, coeficiente de expansão e as características mecânicas da liga a torna muito susceptível à deformação. Sendo assim, cuidados especiais devem ser tomados no nível de restrição das juntas que serão soldadas a fim de se evitar possíveis trincas. Baixos valores de energia de soldagem e diluição são conseguidos hoje em dia com utilização de processo de soldagem GMAW com curto circuito controlado, já discutido em artigo publicado nos meses anteriores. A figura 2 mostra a soldagem da estrutura de um navio de abastecimento. O metal de base é a liga de alumínio 5083 e o consumível empregado para as soldagens pelo processo GMAW, neste caso pulsado, é o UTP A 495 Mn. A figura 3 mostra a separata técnica deste consumível de soldagem que pode ser encontrado tanto no formato de varetas para soldagem GTAW quanto em arames sólidos de 1,20mm e 1,60mm para soldagem pelo processo GMAW.
Figura 2: Soldagem de estrutura de navio de abastecimento, metal de base na liga 5083 e soldagem pelo processo GMAW pulsado com utilização do arame UTP A 495 Mn. ( foto gentilmente cedida pela/ Zeppelin Systems Latin America.)
Figura 3: Separata técnica do consumível UTP A 495 Mn.
Para maiores informações sobre a soldagem de ligas de alumínio, auxílio na qualificação de procedimentos de soldagem e outras dúvidas, entrem em contato
conosco.
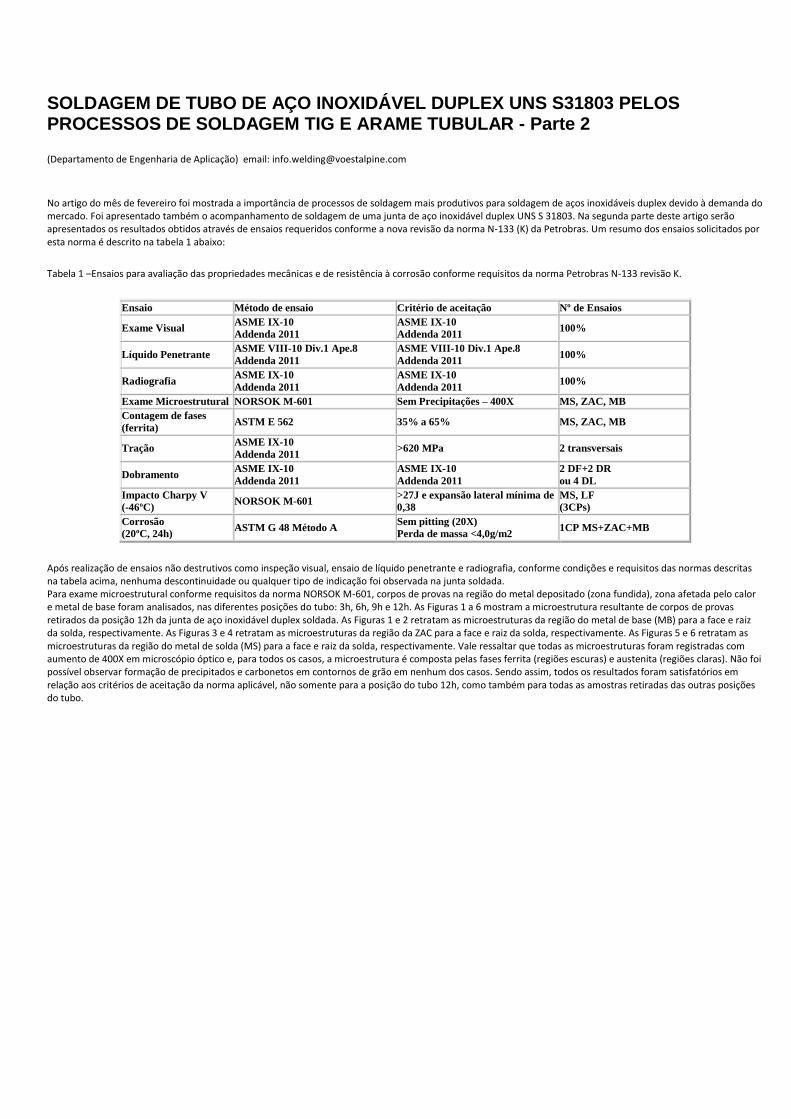
SOLDAGEM DE TUBO DE AÇO INOXIDÁVEL DUPLEX UNS S31803 PELOS PROCESSOS DE SOLDAGEM TIG E ARAME TUBULAR - Parte 2
(Departamento de Engenharia de Aplicação) email: [email protected]
No artigo do mês de fevereiro foi mostrada a importância de processos de soldagem mais produtivos para soldagem de aços inoxidáveis duplex devido à demanda do mercado. Foi apresentado também o acompanhamento de soldagem de uma junta de aço inoxidável duplex UNS S 31803. Na segunda parte deste artigo serão apresentados os resultados obtidos através de ensaios requeridos conforme a nova revisão da norma N-133 (K) da Petrobras. Um resumo dos ensaios solicitados por esta norma é descrito na tabela 1 abaixo:
Tabela 1 –Ensaios para avaliação das propriedades mecânicas e de resistência à corrosão conforme requisitos da norma Petrobras N-133 revisão K.
Ensaio Método de ensaio Critério de aceitação Nº de Ensaios
Exame Visual ASME IX-10
Addenda 2011
ASME IX-10
Addenda 2011 100%
Líquido Penetrante ASME VIII-10 Div.1 Ape.8
Addenda 2011
ASME VIII-10 Div.1 Ape.8
Addenda 2011 100%
Radiografia ASME IX-10
Addenda 2011
ASME IX-10
Addenda 2011 100%
Exame Microestrutural NORSOK M-601 Sem Precipitações – 400X MS, ZAC, MB
Contagem de fases
(ferrita) ASTM E 562 35% a 65% MS, ZAC, MB
Tração ASME IX-10
Addenda 2011 >620 MPa 2 transversais
Dobramento ASME IX-10
Addenda 2011
ASME IX-10
Addenda 2011
2 DF+2 DR
ou 4 DL
Impacto Charpy V
(-46ºC) NORSOK M-601
>27J e expansão lateral mínima de
0,38
MS, LF
(3CPs)
Corrosão
(20ºC, 24h) ASTM G 48 Método A
Sem pitting (20X)
Perda de massa <4,0g/m2 1CP MS+ZAC+MB
Após realização de ensaios não destrutivos como inspeção visual, ensaio de líquido penetrante e radiografia, conforme condições e requisitos das normas descritas na tabela acima, nenhuma descontinuidade ou qualquer tipo de indicação foi observada na junta soldada. Para exame microestrutural conforme requisitos da norma NORSOK M-601, corpos de provas na região do metal depositado (zona fundida), zona afetada pelo calor e metal de base foram analisados, nas diferentes posições do tubo: 3h, 6h, 9h e 12h. As Figuras 1 a 6 mostram a microestrutura resultante de corpos de provas retirados da posição 12h da junta de aço inoxidável duplex soldada. As Figuras 1 e 2 retratam as microestruturas da região do metal de base (MB) para a face e raiz da solda, respectivamente. As Figuras 3 e 4 retratam as microestruturas da região da ZAC para a face e raiz da solda, respectivamente. As Figuras 5 e 6 retratam as microestruturas da região do metal de solda (MS) para a face e raiz da solda, respectivamente. Vale ressaltar que todas as microestruturas foram registradas com aumento de 400X em microscópio óptico e, para todos os casos, a microestrutura é composta pelas fases ferrita (regiões escuras) e austenita (regiões claras). Não foi possível observar formação de precipitados e carbonetos em contornos de grão em nenhum dos casos. Sendo assim, todos os resultados foram satisfatórios em relação aos critérios de aceitação da norma aplicável, não somente para a posição do tubo 12h, como também para todas as amostras retiradas das outras posições do tubo.
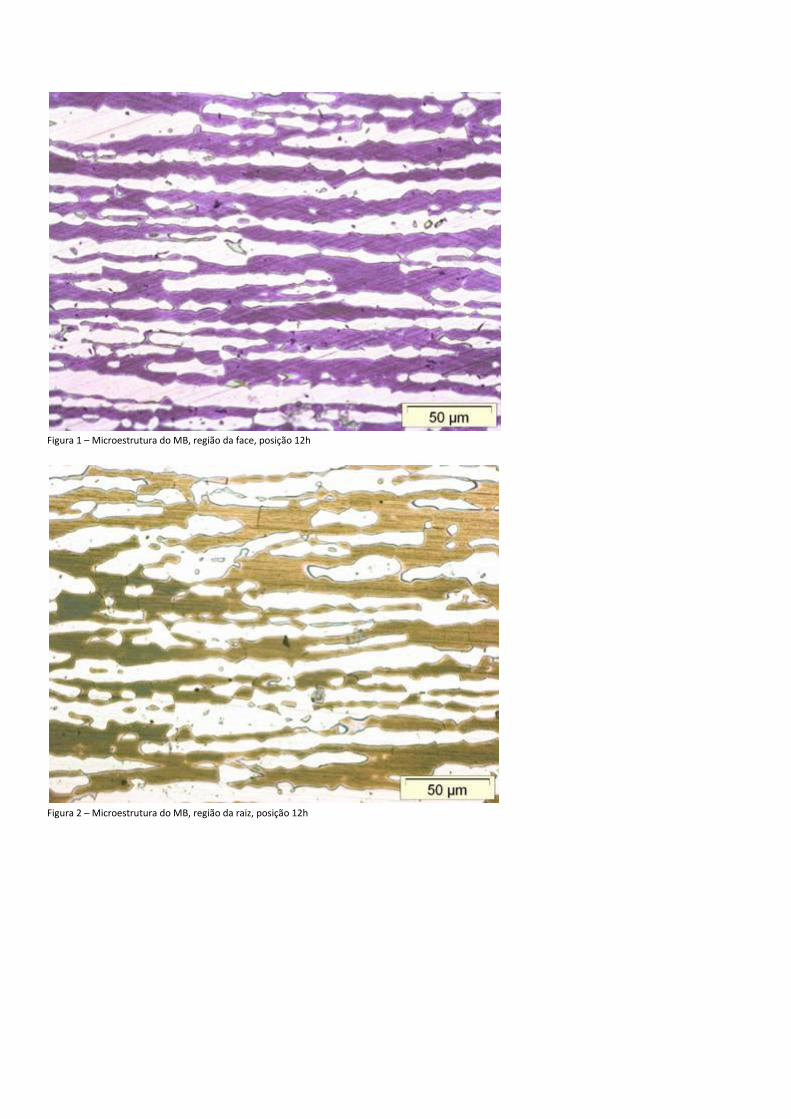
Figura 1 – Microestrutura do MB, região da face, posição 12h
Figura 2 – Microestrutura do MB, região da raiz, posição 12h
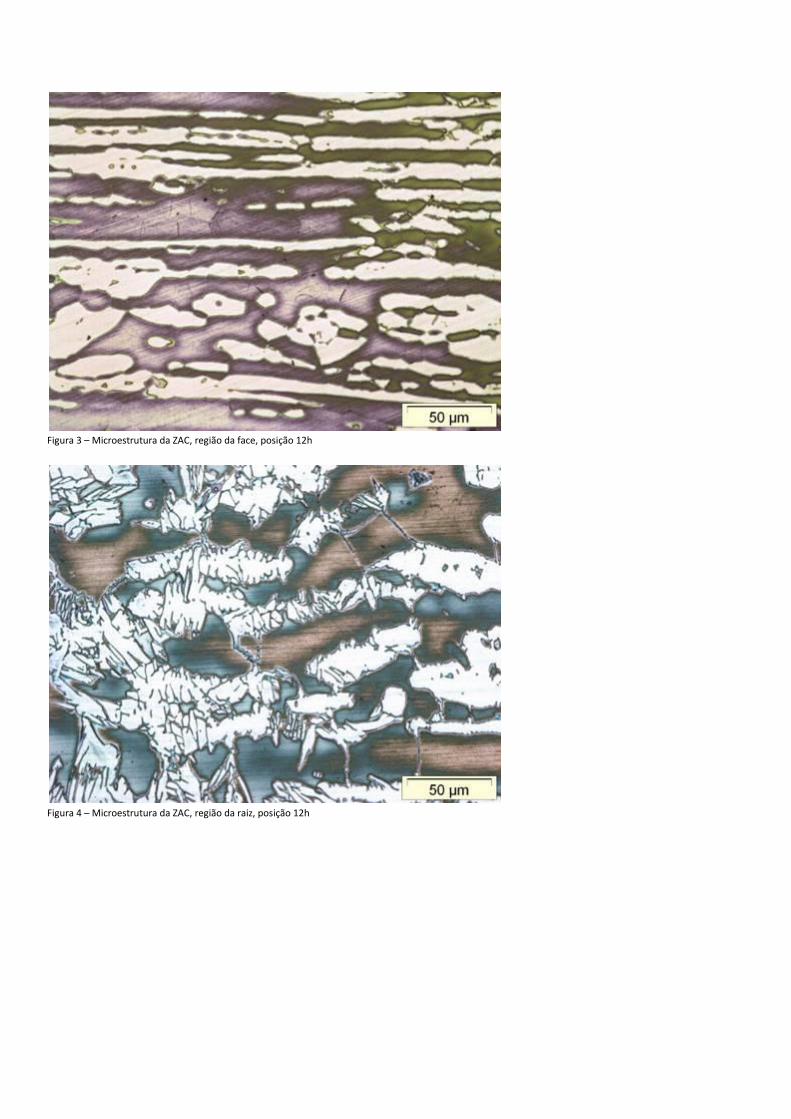
Figura 3 – Microestrutura da ZAC, região da face, posição 12h
Figura 4 – Microestrutura da ZAC, região da raiz, posição 12h
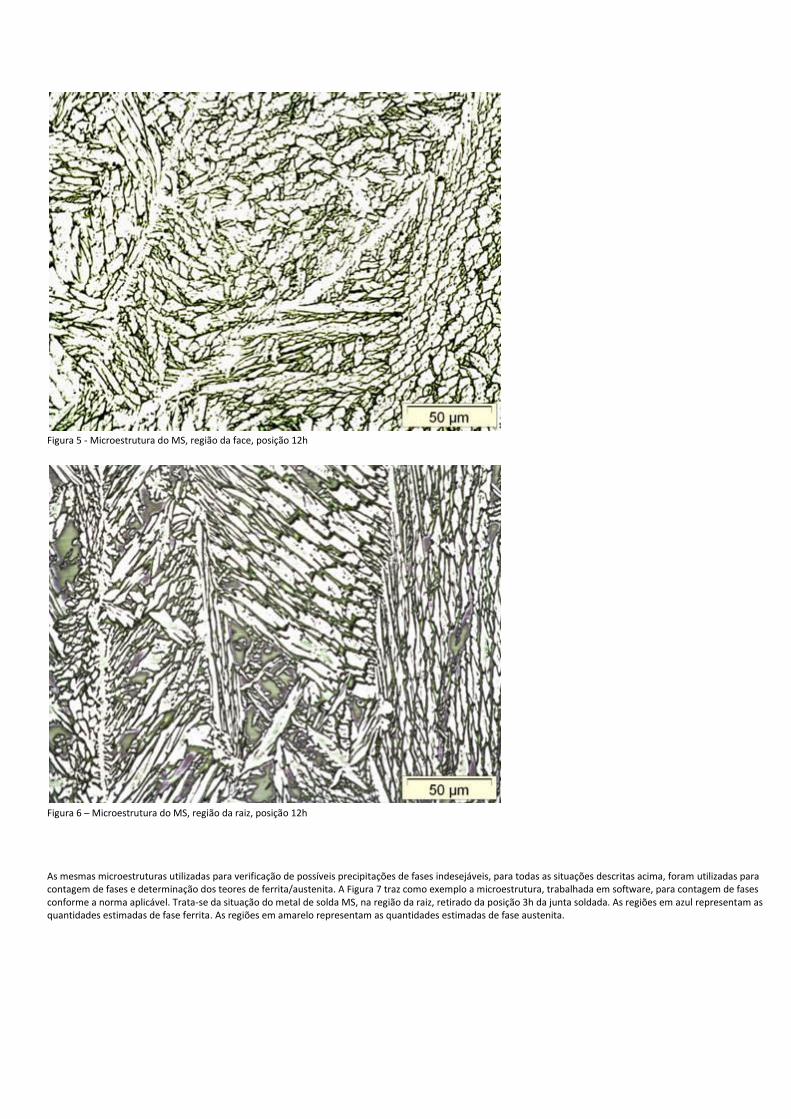
Figura 5 - Microestrutura do MS, região da face, posição 12h
Figura 6 – Microestrutura do MS, região da raiz, posição 12h
As mesmas microestruturas utilizadas para verificação de possíveis precipitações de fases indesejáveis, para todas as situações descritas acima, foram utilizadas para contagem de fases e determinação dos teores de ferrita/austenita. A Figura 7 traz como exemplo a microestrutura, trabalhada em software, para contagem de fases conforme a norma aplicável. Trata-se da situação do metal de solda MS, na região da raiz, retirado da posição 3h da junta soldada. As regiões em azul representam as quantidades estimadas de fase ferrita. As regiões em amarelo representam as quantidades estimadas de fase austenita.
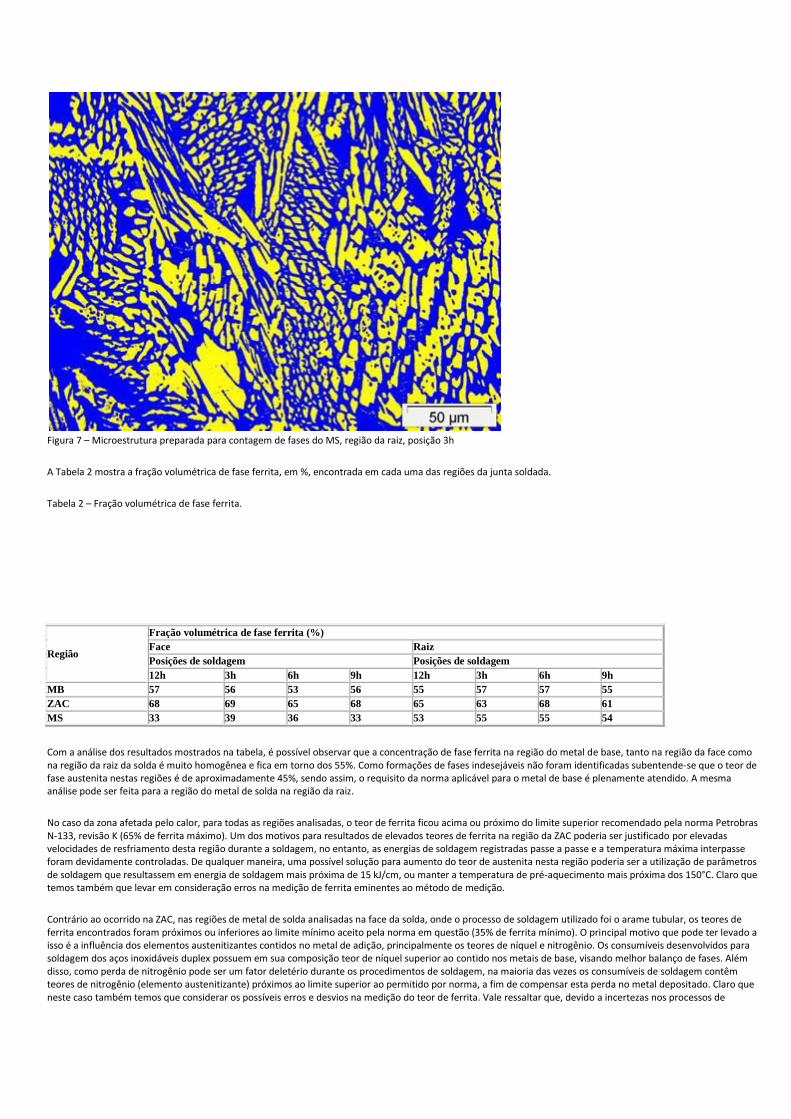
Figura 7 – Microestrutura preparada para contagem de fases do MS, região da raiz, posição 3h
A Tabela 2 mostra a fração volumétrica de fase ferrita, em %, encontrada em cada uma das regiões da junta soldada.
Tabela 2 – Fração volumétrica de fase ferrita.
Região
Fração volumétrica de fase ferrita (%)
Face Raiz
Posições de soldagem Posições de soldagem
12h 3h 6h 9h 12h 3h 6h 9h
MB 57 56 53 56 55 57 57 55
ZAC 68 69 65 68 65 63 68 61
MS 33 39 36 33 53 55 55 54
Com a análise dos resultados mostrados na tabela, é possível observar que a concentração de fase ferrita na região do metal de base, tanto na região da face como na região da raiz da solda é muito homogênea e fica em torno dos 55%. Como formações de fases indesejáveis não foram identificadas subentende-se que o teor de fase austenita nestas regiões é de aproximadamente 45%, sendo assim, o requisito da norma aplicável para o metal de base é plenamente atendido. A mesma análise pode ser feita para a região do metal de solda na região da raiz.
No caso da zona afetada pelo calor, para todas as regiões analisadas, o teor de ferrita ficou acima ou próximo do limite superior recomendado pela norma Petrobras N-133, revisão K (65% de ferrita máximo). Um dos motivos para resultados de elevados teores de ferrita na região da ZAC poderia ser justificado por elevadas velocidades de resfriamento desta região durante a soldagem, no entanto, as energias de soldagem registradas passe a passe e a temperatura máxima interpasse foram devidamente controladas. De qualquer maneira, uma possível solução para aumento do teor de austenita nesta região poderia ser a utilização de parâmetros de soldagem que resultassem em energia de soldagem mais próxima de 15 kJ/cm, ou manter a temperatura de pré-aquecimento mais próxima dos 150°C. Claro que temos também que levar em consideração erros na medição de ferrita eminentes ao método de medição.
Contrário ao ocorrido na ZAC, nas regiões de metal de solda analisadas na face da solda, onde o processo de soldagem utilizado foi o arame tubular, os teores de ferrita encontrados foram próximos ou inferiores ao limite mínimo aceito pela norma em questão (35% de ferrita mínimo). O principal motivo que pode ter levado a isso é a influência dos elementos austenitizantes contidos no metal de adição, principalmente os teores de níquel e nitrogênio. Os consumíveis desenvolvidos para soldagem dos aços inoxidáveis duplex possuem em sua composição teor de níquel superior ao contido nos metais de base, visando melhor balanço de fases. Além disso, como perda de nitrogênio pode ser um fator deletério durante os procedimentos de soldagem, na maioria das vezes os consumíveis de soldagem contêm teores de nitrogênio (elemento austenitizante) próximos ao limite superior ao permitido por norma, a fim de compensar esta perda no metal depositado. Claro que neste caso também temos que considerar os possíveis erros e desvios na medição do teor de ferrita. Vale ressaltar que, devido a incertezas nos processos de
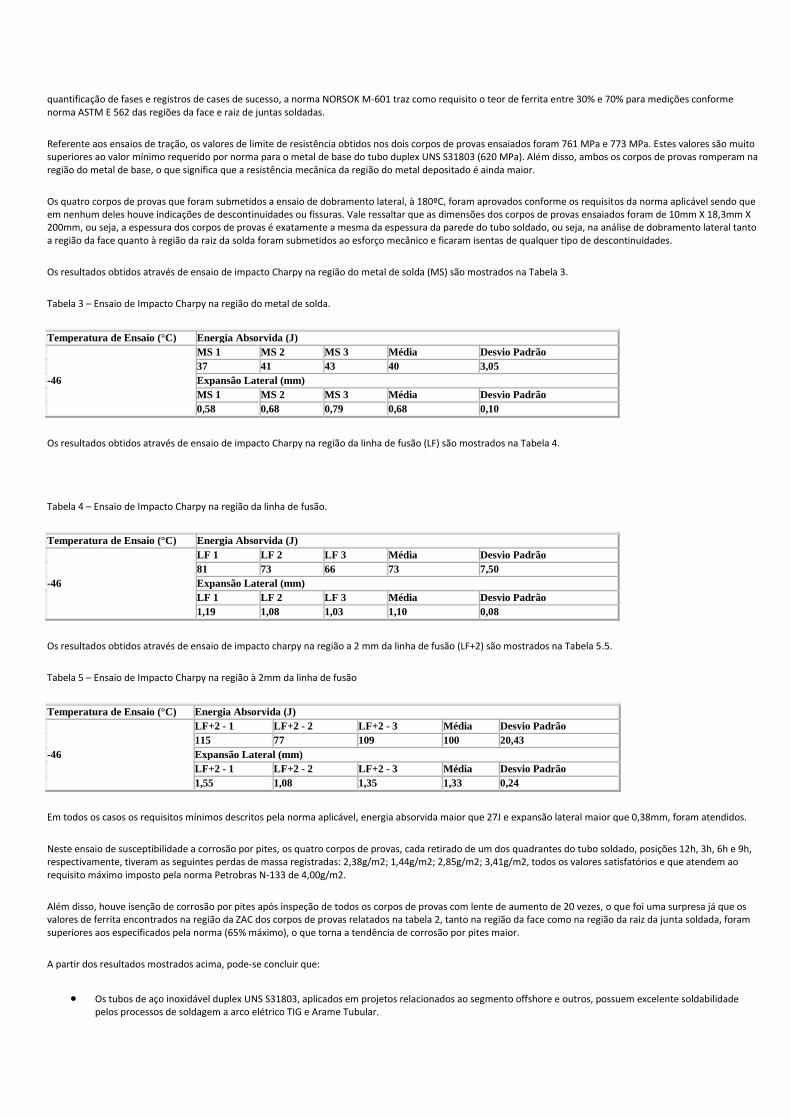
quantificação de fases e registros de cases de sucesso, a norma NORSOK M-601 traz como requisito o teor de ferrita entre 30% e 70% para medições conforme norma ASTM E 562 das regiões da face e raiz de juntas soldadas.
Referente aos ensaios de tração, os valores de limite de resistência obtidos nos dois corpos de provas ensaiados foram 761 MPa e 773 MPa. Estes valores são muito superiores ao valor mínimo requerido por norma para o metal de base do tubo duplex UNS S31803 (620 MPa). Além disso, ambos os corpos de provas romperam na região do metal de base, o que significa que a resistência mecânica da região do metal depositado é ainda maior.
Os quatro corpos de provas que foram submetidos a ensaio de dobramento lateral, à 180ºC, foram aprovados conforme os requisitos da norma aplicável sendo que em nenhum deles houve indicações de descontinuidades ou fissuras. Vale ressaltar que as dimensões dos corpos de provas ensaiados foram de 10mm X 18,3mm X 200mm, ou seja, a espessura dos corpos de provas é exatamente a mesma da espessura da parede do tubo soldado, ou seja, na análise de dobramento lateral tanto a região da face quanto à região da raiz da solda foram submetidos ao esforço mecânico e ficaram isentas de qualquer tipo de descontinuidades.
Os resultados obtidos através de ensaio de impacto Charpy na região do metal de solda (MS) são mostrados na Tabela 3.
Tabela 3 – Ensaio de Impacto Charpy na região do metal de solda.
Temperatura de Ensaio (°C) Energia Absorvida (J)
-46
MS 1 MS 2 MS 3 Média Desvio Padrão
37 41 43 40 3,05
Expansão Lateral (mm)
MS 1 MS 2 MS 3 Média Desvio Padrão
0,58 0,68 0,79 0,68 0,10
Os resultados obtidos através de ensaio de impacto Charpy na região da linha de fusão (LF) são mostrados na Tabela 4.
Tabela 4 – Ensaio de Impacto Charpy na região da linha de fusão.
Temperatura de Ensaio (°C) Energia Absorvida (J)
-46
LF 1 LF 2 LF 3 Média Desvio Padrão
81 73 66 73 7,50
Expansão Lateral (mm)
LF 1 LF 2 LF 3 Média Desvio Padrão
1,19 1,08 1,03 1,10 0,08
Os resultados obtidos através de ensaio de impacto charpy na região a 2 mm da linha de fusão (LF+2) são mostrados na Tabela 5.5.
Tabela 5 – Ensaio de Impacto Charpy na região à 2mm da linha de fusão
Temperatura de Ensaio (°C) Energia Absorvida (J)
-46
LF+2 - 1 LF+2 - 2 LF+2 - 3 Média Desvio Padrão
115 77 109 100 20,43
Expansão Lateral (mm)
LF+2 - 1 LF+2 - 2 LF+2 - 3 Média Desvio Padrão
1,55 1,08 1,35 1,33 0,24
Em todos os casos os requisitos mínimos descritos pela norma aplicável, energia absorvida maior que 27J e expansão lateral maior que 0,38mm, foram atendidos.
Neste ensaio de susceptibilidade a corrosão por pites, os quatro corpos de provas, cada retirado de um dos quadrantes do tubo soldado, posições 12h, 3h, 6h e 9h, respectivamente, tiveram as seguintes perdas de massa registradas: 2,38g/m2; 1,44g/m2; 2,85g/m2; 3,41g/m2, todos os valores satisfatórios e que atendem ao requisito máximo imposto pela norma Petrobras N-133 de 4,00g/m2.
Além disso, houve isenção de corrosão por pites após inspeção de todos os corpos de provas com lente de aumento de 20 vezes, o que foi uma surpresa já que os valores de ferrita encontrados na região da ZAC dos corpos de provas relatados na tabela 2, tanto na região da face como na região da raiz da junta soldada, foram superiores aos especificados pela norma (65% máximo), o que torna a tendência de corrosão por pites maior.
A partir dos resultados mostrados acima, pode-se concluir que:
Os tubos de aço inoxidável duplex UNS S31803, aplicados em projetos relacionados ao segmento offshore e outros, possuem excelente soldabilidade pelos processos de soldagem a arco elétrico TIG e Arame Tubular.
A junta soldada pelos processos TIG e Arame Tubular atende os requisitos de composição química, propriedades mecânicas e resistência à corrosão impostos pela norma Petrobras N-133, revisão K; no entanto, os requisitos desta norma não foram atendidos na integra já que alguns dos valores de fração volumétrica de fase ferrita encontrados não se enquadram no limite especificado pela norma.
Os valores de ferrita registrados abaixo do especificado pela norma Petrobras N-133, revisão K, na região do metal de solda (face), não foram críticos ao ponto de prejudicar os resultados de resistência mecânica da junta soldada.
Os valores de ferrita registrados acima do especificado pela norma Petrobras N-133, revisão K, na região da zona afetada pelo calor, não foram críticos ao ponto de prejudicar a resistência à corrosão por pites da junta soldada, além disso, a norma NORSOK M-601 prevê teores de ferrita para estas regiões nas quais os resultados mostrados se enquadram.
Os resultados de tenacidade obtidos na região do metal de solda através de ensaio de impacto Charpy, após soldagem pelo processo de soldagem Arame
Tubular, se mostraram extremamente satisfatórios.
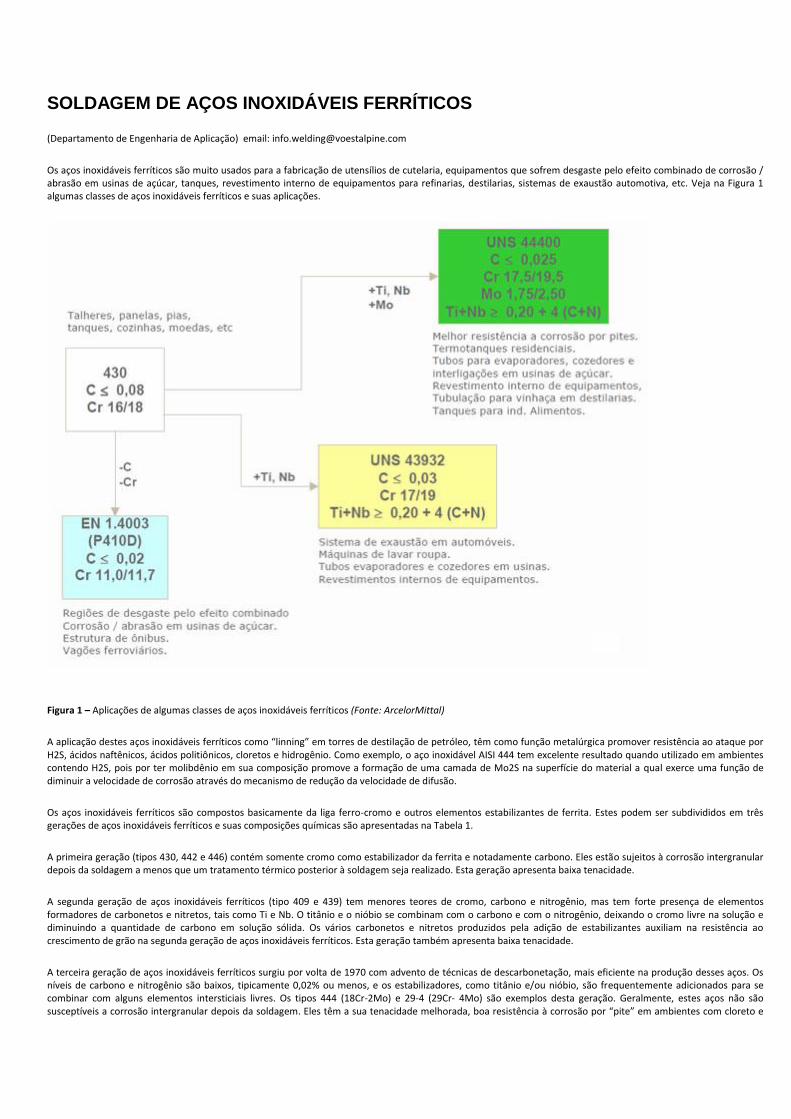
SOLDAGEM DE AÇOS INOXIDÁVEIS FERRÍTICOS
(Departamento de Engenharia de Aplicação) email: [email protected]
Os aços inoxidáveis ferríticos são muito usados para a fabricação de utensílios de cutelaria, equipamentos que sofrem desgaste pelo efeito combinado de corrosão / abrasão em usinas de açúcar, tanques, revestimento interno de equipamentos para refinarias, destilarias, sistemas de exaustão automotiva, etc. Veja na Figura 1 algumas classes de aços inoxidáveis ferríticos e suas aplicações.
Figura 1 – Aplicações de algumas classes de aços inoxidáveis ferríticos (Fonte: ArcelorMittal)
A aplicação destes aços inoxidáveis ferríticos como “linning” em torres de destilação de petróleo, têm como função metalúrgica promover resistência ao ataque por H2S, ácidos naftênicos, ácidos politiônicos, cloretos e hidrogênio. Como exemplo, o aço inoxidável AISI 444 tem excelente resultado quando utilizado em ambientes contendo H2S, pois por ter molibdênio em sua composição promove a formação de uma camada de Mo2S na superfície do material a qual exerce uma função de diminuir a velocidade de corrosão através do mecanismo de redução da velocidade de difusão.
Os aços inoxidáveis ferríticos são compostos basicamente da liga ferro-cromo e outros elementos estabilizantes de ferrita. Estes podem ser subdivididos em três gerações de aços inoxidáveis ferríticos e suas composições químicas são apresentadas na Tabela 1.
A primeira geração (tipos 430, 442 e 446) contém somente cromo como estabilizador da ferrita e notadamente carbono. Eles estão sujeitos à corrosão intergranular depois da soldagem a menos que um tratamento térmico posterior à soldagem seja realizado. Esta geração apresenta baixa tenacidade.
A segunda geração de aços inoxidáveis ferríticos (tipo 409 e 439) tem menores teores de cromo, carbono e nitrogênio, mas tem forte presença de elementos formadores de carbonetos e nitretos, tais como Ti e Nb. O titânio e o nióbio se combinam com o carbono e com o nitrogênio, deixando o cromo livre na solução e diminuindo a quantidade de carbono em solução sólida. Os vários carbonetos e nitretos produzidos pela adição de estabilizantes auxiliam na resistência ao crescimento de grão na segunda geração de aços inoxidáveis ferríticos. Esta geração também apresenta baixa tenacidade.
A terceira geração de aços inoxidáveis ferríticos surgiu por volta de 1970 com advento de técnicas de descarbonetação, mais eficiente na produção desses aços. Os níveis de carbono e nitrogênio são baixos, tipicamente 0,02% ou menos, e os estabilizadores, como titânio e/ou nióbio, são frequentemente adicionados para se combinar com alguns elementos intersticiais livres. Os tipos 444 (18Cr-2Mo) e 29-4 (29Cr- 4Mo) são exemplos desta geração. Geralmente, estes aços não são susceptíveis a corrosão intergranular depois da soldagem. Eles têm a sua tenacidade melhorada, boa resistência à corrosão por “pite” em ambientes com cloreto e
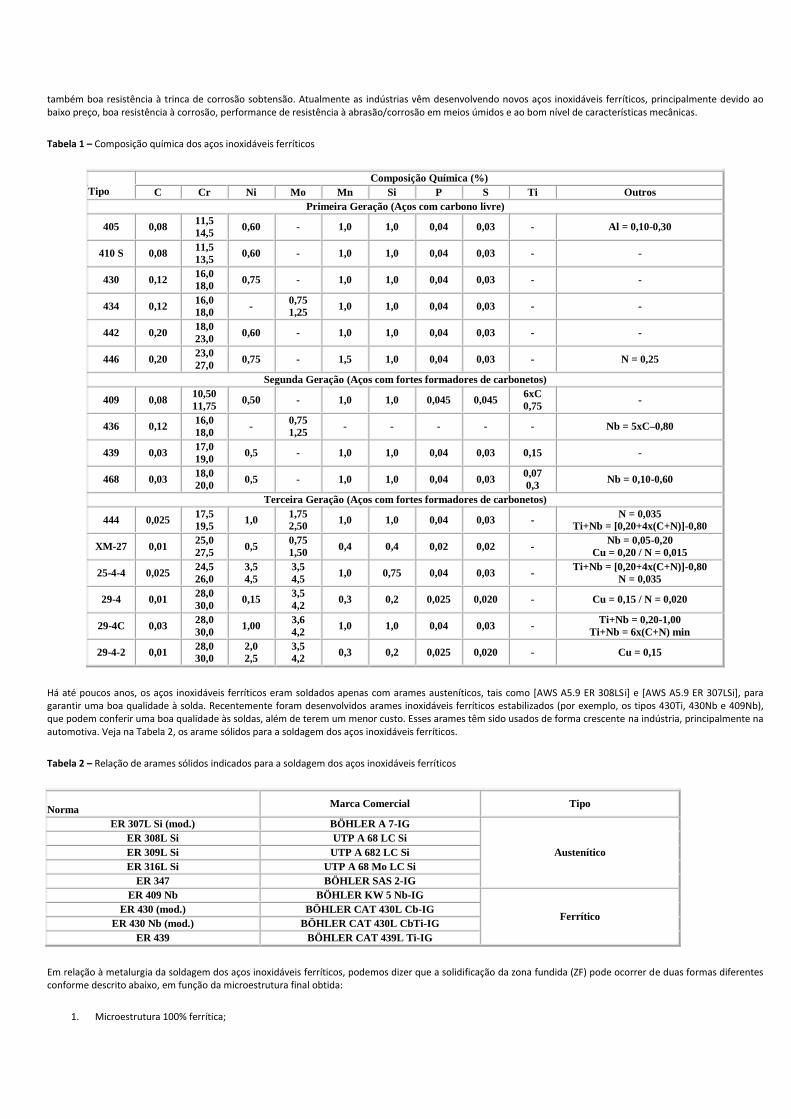
também boa resistência à trinca de corrosão sobtensão. Atualmente as indústrias vêm desenvolvendo novos aços inoxidáveis ferríticos, principalmente devido ao baixo preço, boa resistência à corrosão, performance de resistência à abrasão/corrosão em meios úmidos e ao bom nível de características mecânicas.
Tabela 1 – Composição química dos aços inoxidáveis ferríticos
Tipo
Composição Química (%)
C Cr Ni Mo Mn Si P S Ti Outros
Primeira Geração (Aços com carbono livre)
405 0,08 11,5
14,5 0,60 - 1,0 1,0 0,04 0,03 - Al = 0,10-0,30
410 S 0,08 11,5
13,5 0,60 - 1,0 1,0 0,04 0,03 - -
430 0,12 16,0
18,0 0,75 - 1,0 1,0 0,04 0,03 - -
434 0,12 16,0
18,0 -
0,75
1,25 1,0 1,0 0,04 0,03 - -
442 0,20 18,0
23,0 0,60 - 1,0 1,0 0,04 0,03 - -
446 0,20 23,0
27,0 0,75 - 1,5 1,0 0,04 0,03 - N = 0,25
Segunda Geração (Aços com fortes formadores de carbonetos)
409 0,08 10,50
11,75 0,50 - 1,0 1,0 0,045 0,045
6xC
0,75 -
436 0,12 16,0
18,0 -
0,75
1,25 - - - - - Nb = 5xC–0,80
439 0,03 17,0
19,0 0,5 - 1,0 1,0 0,04 0,03 0,15 -
468 0,03 18,0
20,0 0,5 - 1,0 1,0 0,04 0,03
0,07
0,3 Nb = 0,10-0,60
Terceira Geração (Aços com fortes formadores de carbonetos)
444 0,025 17,5
19,5 1,0
1,75
2,50 1,0 1,0 0,04 0,03 -
N = 0,035
Ti+Nb = [0,20+4x(C+N)]-0,80
XM-27 0,01 25,0
27,5 0,5
0,75
1,50 0,4 0,4 0,02 0,02 -
Nb = 0,05-0,20
Cu = 0,20 / N = 0,015
25-4-4 0,025 24,5
26,0
3,5
4,5
3,5
4,5 1,0 0,75 0,04 0,03 -
Ti+Nb = [0,20+4x(C+N)]-0,80
N = 0,035
29-4 0,01 28,0
30,0 0,15
3,5
4,2 0,3 0,2 0,025 0,020 - Cu = 0,15 / N = 0,020
29-4C 0,03 28,0
30,0 1,00
3,6
4,2 1,0 1,0 0,04 0,03 -
Ti+Nb = 0,20-1,00
Ti+Nb = 6x(C+N) min
29-4-2 0,01 28,0
30,0
2,0
2,5
3,5
4,2 0,3 0,2 0,025 0,020 - Cu = 0,15
Há até poucos anos, os aços inoxidáveis ferríticos eram soldados apenas com arames austeníticos, tais como [AWS A5.9 ER 308LSi] e [AWS A5.9 ER 307LSi], para garantir uma boa qualidade à solda. Recentemente foram desenvolvidos arames inoxidáveis ferríticos estabilizados (por exemplo, os tipos 430Ti, 430Nb e 409Nb), que podem conferir uma boa qualidade às soldas, além de terem um menor custo. Esses arames têm sido usados de forma crescente na indústria, principalmente na automotiva. Veja na Tabela 2, os arame sólidos para a soldagem dos aços inoxidáveis ferríticos.
Tabela 2 – Relação de arames sólidos indicados para a soldagem dos aços inoxidáveis ferríticos
Norma Marca Comercial Tipo
ER 307L Si (mod.) BÖHLER A 7-IG
Austenítico
ER 308L Si UTP A 68 LC Si
ER 309L Si UTP A 682 LC Si
ER 316L Si UTP A 68 Mo LC Si
ER 347 BÖHLER SAS 2-IG
ER 409 Nb BÖHLER KW 5 Nb-IG
Ferrítico ER 430 (mod.) BÖHLER CAT 430L Cb-IG
ER 430 Nb (mod.) BÖHLER CAT 430L CbTi-IG
ER 439 BÖHLER CAT 439L Ti-IG
Em relação à metalurgia da soldagem dos aços inoxidáveis ferríticos, podemos dizer que a solidificação da zona fundida (ZF) pode ocorrer de duas formas diferentes conforme descrito abaixo, em função da microestrutura final obtida:
1. Microestrutura 100% ferrítica;
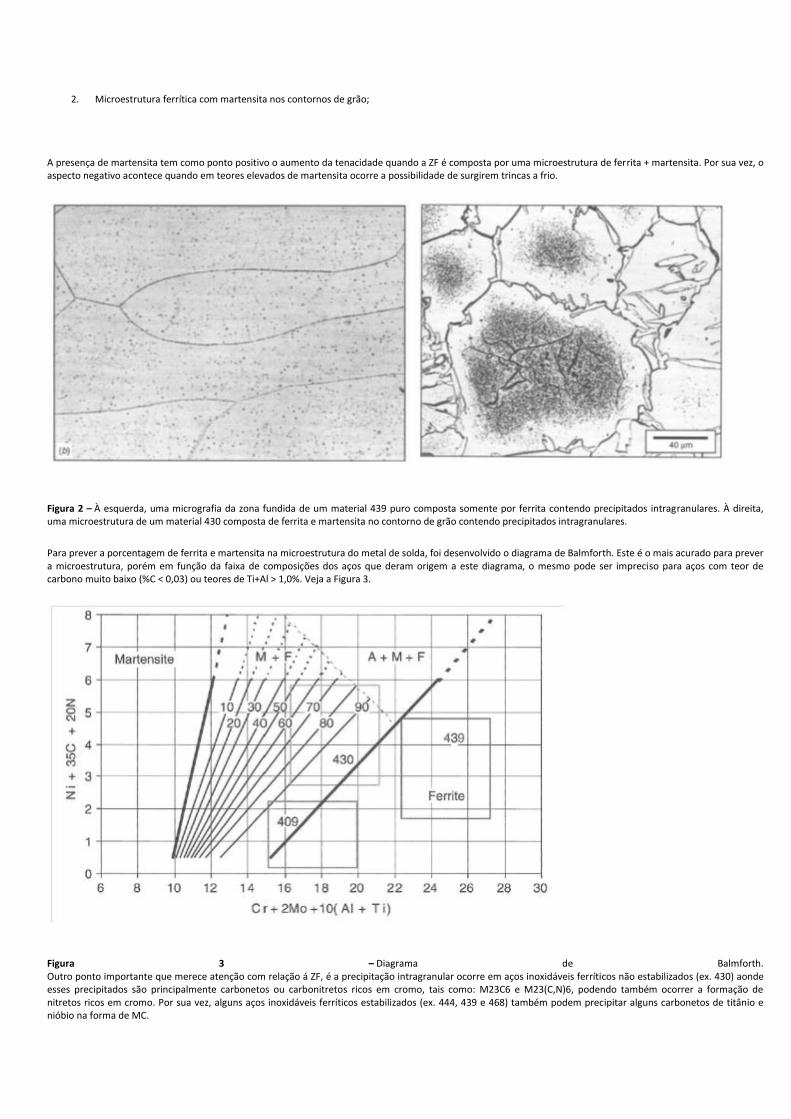
2. Microestrutura ferrítica com martensita nos contornos de grão;
A presença de martensita tem como ponto positivo o aumento da tenacidade quando a ZF é composta por uma microestrutura de ferrita + martensita. Por sua vez, o aspecto negativo acontece quando em teores elevados de martensita ocorre a possibilidade de surgirem trincas a frio.
Figura 2 – À esquerda, uma micrografia da zona fundida de um material 439 puro composta somente por ferrita contendo precipitados intragranulares. À direita, uma microestrutura de um material 430 composta de ferrita e martensita no contorno de grão contendo precipitados intragranulares.
Para prever a porcentagem de ferrita e martensita na microestrutura do metal de solda, foi desenvolvido o diagrama de Balmforth. Este é o mais acurado para prever a microestrutura, porém em função da faixa de composições dos aços que deram origem a este diagrama, o mesmo pode ser impreciso para aços com teor de carbono muito baixo (%C < 0,03) ou teores de Ti+Al > 1,0%. Veja a Figura 3.
Figura 3 – Diagrama de Balmforth. Outro ponto importante que merece atenção com relação á ZF, é a precipitação intragranular ocorre em aços inoxidáveis ferríticos não estabilizados (ex. 430) aonde esses precipitados são principalmente carbonetos ou carbonitretos ricos em cromo, tais como: M23C6 e M23(C,N)6, podendo também ocorrer a formação de nitretos ricos em cromo. Por sua vez, alguns aços inoxidáveis ferríticos estabilizados (ex. 444, 439 e 468) também podem precipitar alguns carbonetos de titânio e nióbio na forma de MC.
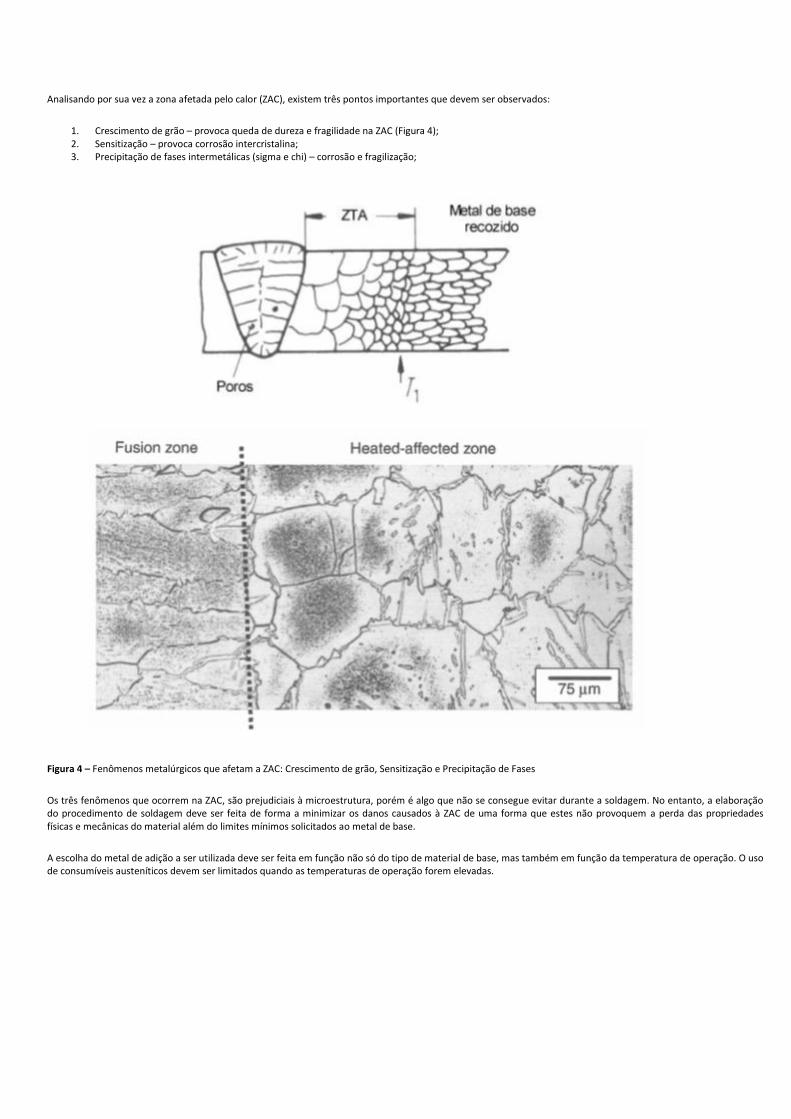
Analisando por sua vez a zona afetada pelo calor (ZAC), existem três pontos importantes que devem ser observados:
1. Crescimento de grão – provoca queda de dureza e fragilidade na ZAC (Figura 4); 2. Sensitização – provoca corrosão intercristalina; 3. Precipitação de fases intermetálicas (sigma e chi) – corrosão e fragilização;
Figura 4 – Fenômenos metalúrgicos que afetam a ZAC: Crescimento de grão, Sensitização e Precipitação de Fases
Os três fenômenos que ocorrem na ZAC, são prejudiciais à microestrutura, porém é algo que não se consegue evitar durante a soldagem. No entanto, a elaboração do procedimento de soldagem deve ser feita de forma a minimizar os danos causados à ZAC de uma forma que estes não provoquem a perda das propriedades físicas e mecânicas do material além do limites mínimos solicitados ao metal de base.
A escolha do metal de adição a ser utilizada deve ser feita em função não só do tipo de material de base, mas também em função da temperatura de operação. O uso de consumíveis austeníticos devem ser limitados quando as temperaturas de operação forem elevadas.
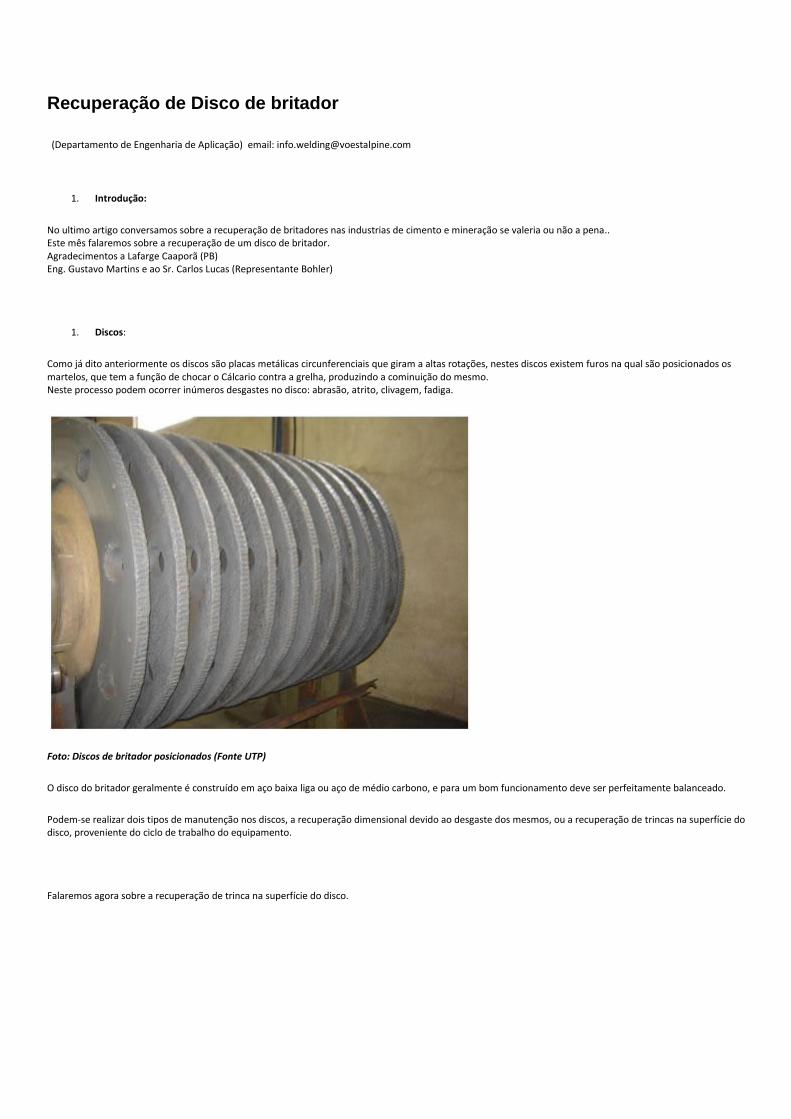
Recuperação de Disco de britador
(Departamento de Engenharia de Aplicação) email: [email protected]
1. Introdução:
No ultimo artigo conversamos sobre a recuperação de britadores nas industrias de cimento e mineração se valeria ou não a pena.. Este mês falaremos sobre a recuperação de um disco de britador. Agradecimentos a Lafarge Caaporã (PB) Eng. Gustavo Martins e ao Sr. Carlos Lucas (Representante Bohler)
1. Discos:
Como já dito anteriormente os discos são placas metálicas circunferenciais que giram a altas rotações, nestes discos existem furos na qual são posicionados os martelos, que tem a função de chocar o Cálcario contra a grelha, produzindo a cominuição do mesmo. Neste processo podem ocorrer inúmeros desgastes no disco: abrasão, atrito, clivagem, fadiga.
Foto: Discos de britador posicionados (Fonte UTP)
O disco do britador geralmente é construído em aço baixa liga ou aço de médio carbono, e para um bom funcionamento deve ser perfeitamente balanceado.
Podem-se realizar dois tipos de manutenção nos discos, a recuperação dimensional devido ao desgaste dos mesmos, ou a recuperação de trincas na superfície do disco, proveniente do ciclo de trabalho do equipamento.
Falaremos agora sobre a recuperação de trinca na superfície do disco.

Foto: Disco com trinca superficial (Fonte Cimento Lafarge Caaporã)
O primeiro passo após a retirada do disco é conhecer sua estrutura metalúrgica, quase sempre estes equipamentos são antigos e há dificuldade em saber exatamente qual é o seu metal de base. Uma forma prática de descobrir aproximadamente a estrutura, é através do contato de um imã: se estrutura for austenitica (o imã não terá, ou terá pouca atração magnética) ou ferritico / martensitica (existe atração magnética do imã), esta informação é de extrema importância para a elaboração do procedimento de soldagem adequado.
Neste caso após análise verificamos que se trata de uma estrutura ferritico ou mertensitica, o que nos inspira alguns cuidados para a elaboração do procedimento de soldagem:
- Utilização de consumível austenitico, afim de minimizar o risco de fragilização em função da diluição. - Utilização de consumível com propriedades mecânicas elevadas (alongamento e tração). - Controle do resfriamento da peça, seja por pré-aquecimento ou por baixo Heat-Input.
O consumível então designado para tal trabalho é o UTP 65, cujas propriedades seguem abaixo:
O próximo passo após a escolha do consumível é executar furos nas extremidades das trincas, afim de impedir a propagação das mesmas durante o processo de preparação e soldagem. Estes furos devem ser feitos na espessura da trinca e depois reparados por solda.

Foto: Furação na extremidade da trinca. (Fonte Cimento Lafarge Caaporã)
Após esta etapa concluída toda a trinca deve ser removida através de goivagem com eletrodo de grafite UTP 820-S ou eletrodo de corte e chanfro UTP 82, isto é fundamental para que se possa eliminar o problema por completo. Para se certificar disso, deve-se realizar um ensaio de líquido penetrante na trinca e em suas imediações.
Foto: Remoção da trinca com grafite e L.P. (Fonte Cimento Lafarge Caaporã)
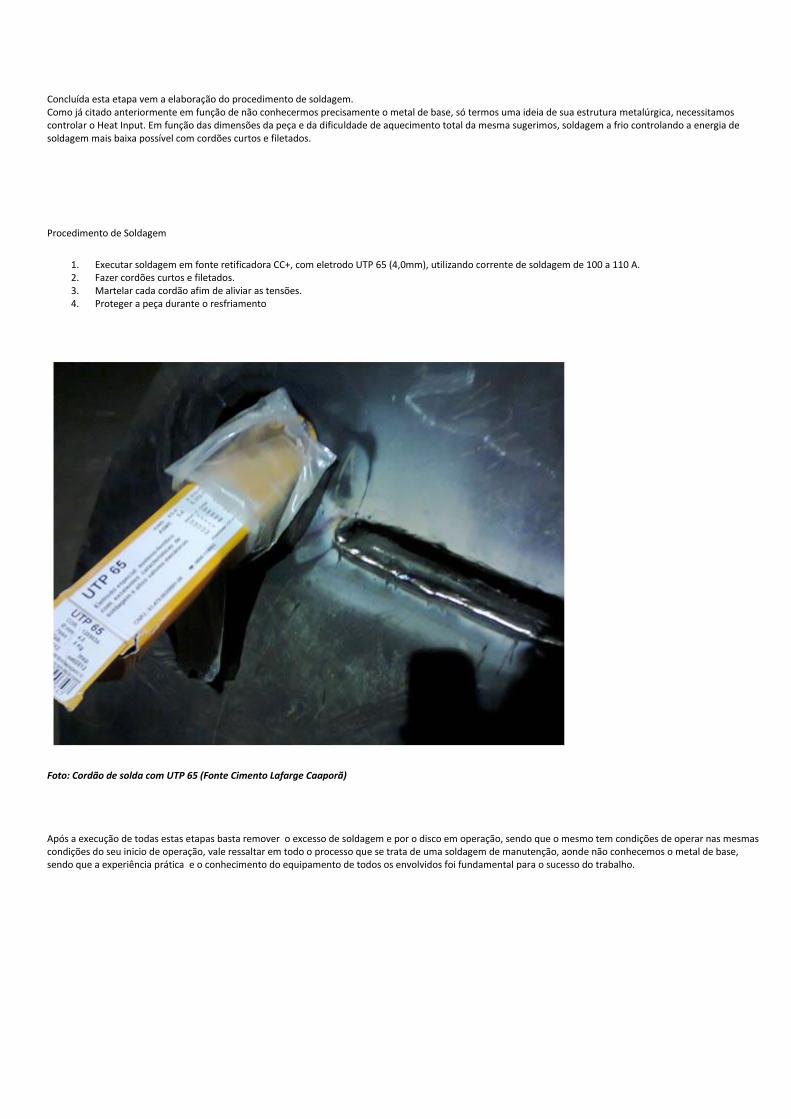
Concluída esta etapa vem a elaboração do procedimento de soldagem. Como já citado anteriormente em função de não conhecermos precisamente o metal de base, só termos uma ideia de sua estrutura metalúrgica, necessitamos controlar o Heat Input. Em função das dimensões da peça e da dificuldade de aquecimento total da mesma sugerimos, soldagem a frio controlando a energia de soldagem mais baixa possível com cordões curtos e filetados.
Procedimento de Soldagem
1. Executar soldagem em fonte retificadora CC+, com eletrodo UTP 65 (4,0mm), utilizando corrente de soldagem de 100 a 110 A. 2. Fazer cordões curtos e filetados. 3. Martelar cada cordão afim de aliviar as tensões. 4. Proteger a peça durante o resfriamento
Foto: Cordão de solda com UTP 65 (Fonte Cimento Lafarge Caaporã)
Após a execução de todas estas etapas basta remover o excesso de soldagem e por o disco em operação, sendo que o mesmo tem condições de operar nas mesmas condições do seu inicio de operação, vale ressaltar em todo o processo que se trata de uma soldagem de manutenção, aonde não conhecemos o metal de base, sendo que a experiência prática e o conhecimento do equipamento de todos os envolvidos foi fundamental para o sucesso do trabalho.
Risers e sua soldagem
(Departamento de Engenharia de Aplicação) email: [email protected]
Antes de se executar qualquer soldagem devemos primeiramente saber que tipo de material iremos soldar.
No artigo deste mês estaremos abordando a soldagem de Ferro Fundido (FoFo).
Ferro Fundido: é uma liga metálica, constituída basicamente de Ferro, Carbono e Silício. É um material muito utilizado na indústria, na fabricação de base de máquinas, bloco de motores, carcaça de motores elétricos, carcaça de bombas, Camisas de Moenda etc. O principal elemento que diferencia o ferro fundido de um aço carbono é o teor de Carbono. O teor de Carbono (C) típico no ferro fundido é de 2,5 ~ 3,5%.
Características do Ferro Fundido: É um material com boa resistência a compressão e ao desgaste, porém suas propriedades de tenacidade e alongamento são baixas.Devido a sua estrutura porosa facilmente se contamina em meios líquidos.
Tipos de Ferro Fundido
Ferro FundidoCinzento : é o mais utilizadona indústria em geral, tem o carbono diluído em forma de veias como pode ser observado na microestrutura.
Ferro Fundido Nodular : Muito requisitado quando se deseja propriedades mecânicas melhores, o nome se dá devido a apresentação do Carbono na microestrutura ser em forma de nódulos (esferas).
Branco (coquilhado): Ferro fundido de alta dureza, usado em componentes anti desgaste;
Ferro Fundido Maleável: Ferro fundido que recebe Tratamento Termico pós-fundição. Usado como componentes de equipamentos (flanges e conexões);
Ferro Fundido Ni-Resist: Ferro fundido com adição de Ni, Cu, Si e Cr, usado para altas resistência mecânica e corrosão;
Ferro Fundido Ni-Hard: Ferro fundido com adição de Cr, Ni e Mo, usado para aumentar a resistência mecânica e desgaste.
SOLDABILIDADE DOS FERROS FUNDIDOS
Aspectos Metalurgicos : O ferro fundido é uma liga rica em Carbono o que dificulta muito a soldabilidade, pois na ZTA (zona termicamente afetada), ocorre a formação demartensita, formando uma zona dura, frágil e com fortes tensões internas. Soldando o ferro fundido com eletrodos para aço carbono, teremos um depósito rico em Carbono, com estrutura de Carbonetos de Ferro, (Cementita), que também é uma estrutura dura e frágil, isto ocorre porque o Carbono do ferro fundido migra para poça de fusão, enriquecendo o metal depositado. A solução para este caso é aplicarmos eletrodos com altos teores de Níquel ou até mesmo de Níquel puro, pois o Níquel não permite a formação de carbonetos,além do mais, o Níquel uniformiza os grãos, promove um depósito usinável de boa resistência e favorável às contrações e deformações. Aspectos Fisicos: O ferro fundido de um modo geral é um material com elasticidade quase zero, por isso possui grande tendência à trincas. Durante a soldagem, o ferro fundido não acompanha a dilatação e a contração resultante davariação de temperatura. Na soldagem do ferro fundido, deve-se manter a temperatura o mais constante possível, sendo a frio ou a quente. Devemos evitar soldar a quente, peças de ferro fundido com geometria complexa e paredes finas, pois pode provocar grandes tensões e deformações. Procedimentos de Soldagem : Os fatores que devemos observar para escolha do procedimento de soldagem são ;
Dimensão da peça;
Forma geométrica da peça;
Condições de trabalho da peça;
Trata-se de enchimento ou revestimento;
Estado geral em que a peça se encontra;
Equipamento disponível.
CONSUMÍVEIS DE SOLDAGEM

Eletrodos Revestidos: UTP 81:Eletrodo revestido sem adição de níquel, utilizado em materiais que apresentam contaminação como camada de proteção. UTP 8NiF:Eletrodo revestido ligado ao Ni, Cr, Mo, utilizado para recuperação de ferramentas em ferro fundido e frisos de moenda. UTP 85-FN:Eletrodo revestido de Ferro Níquel, muito utilizado para soldagem de Ferro Fundido com Aço Carbono. UTP 86-FN:Eletrodo revestido de Níquel Ferro para a soldagem de ferro fundido novo e para o reparo de quebras em componentes de ferro fundido. UTP 84-FN:Eletrodo revestido de Níquel Ferro para a soldagem a frio de todos os tipos de ferro fundido cinzento e união do ferro fundido cinzento com aço. UTP 8:Eletrodo à base de Níquel para soldagem a frio de ferro fundido cinzento e maleável, bem. É especialmente indicado para consertos e reparos em manutenção. UTP 320 N:Eletrodo revestido de Bronze Estanho que pode ser aplicado na soldagem de Ferro Fundido em condições especiais. UTP 340 N:Eletrodo revestido de Bronze Alumínio que pode ser aplicado na soldagem de Ferro Fundido em condições especiais. Arames Mig/Tubulares: UTP A 8051 Ti:Arame sólido MIG/MAG de Níquel Ferro para a soldagem de ferro fundido cinzento e nodular e para a união desses ferros fundidos com aço carbono. UTP AF 8 FN:Arame tubular de Ferro Níquel para a soldagem de união e enchimentos em peças de ferro fundido cinzento e nodular.
Basicamente existem duas técnicas para soldagem do Ferro Fundido, Soldagem a Frio e Soldagem a Quente.
A técnica de Soldagem a Frio normalmente é utilizada em peças de médio a grande porte, onde devemos seguir os seguintes tópicos:
Preparação da peça para soldagem
Identificação do ferro fundido Fazer Chanfro em forma de“U“. Utilizar lixadeira e/ou eletrodo para chanfro (UTP 82/BÖHLER FOX NUT); Remover áreas fadigadas; Escolher o consumível UTP apropriado.
Identificação das Trincas Chanfro em ‘’U’’
Técnica de Soldagem
Utilizar eletrodo com diâmetro fino e corrente mais baixa possível; Fazer cordões curtos (20 a 40 mm) e martelar cada cordão imediatamente após a execução para aliviar as tensões geradas na soldagem; Fazer cordões distantes uns dos outros (alternados) para distribuição do calor provocado pela soldagem; Manter a temperatura da peça controlada até 70°C(máximo).
Figura: Distribuição adequada dos cordões de solda.
A técnica de Soldagem a quente normalmente é utilizada em peças de pequeno a médio porte, onde devemos seguir os seguintes tópicos:
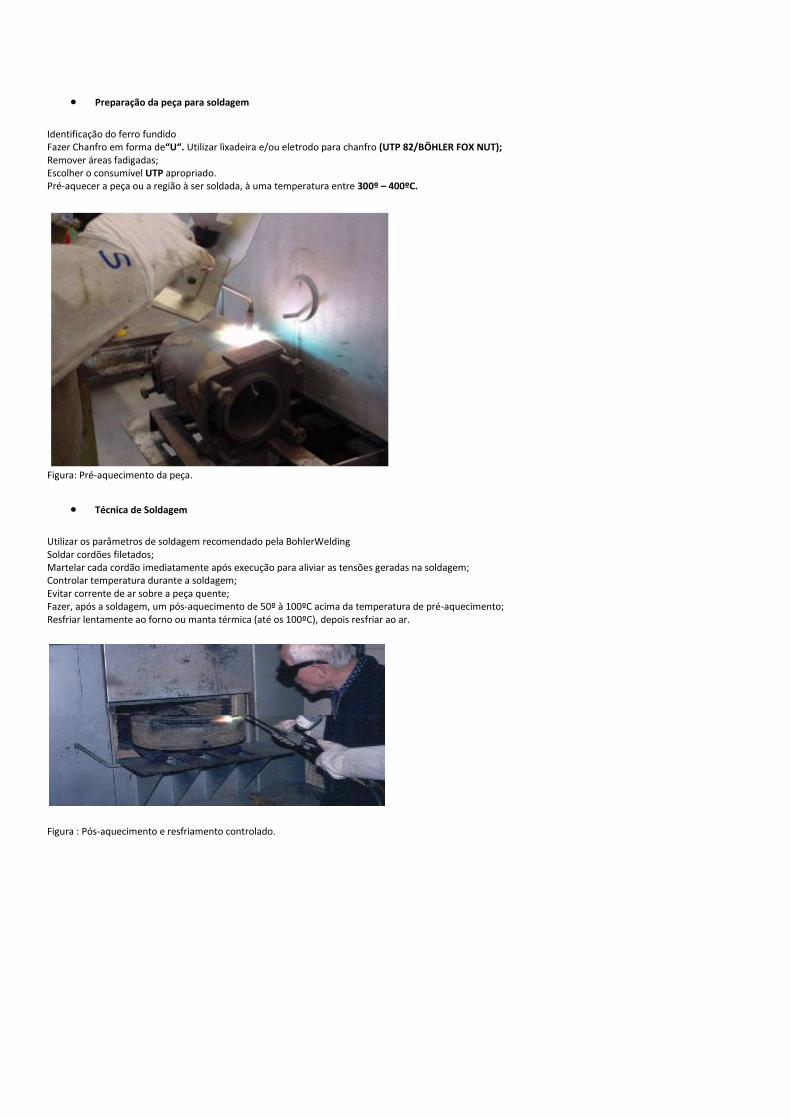
Preparação da peça para soldagem
Identificação do ferro fundido Fazer Chanfro em forma de“U“. Utilizar lixadeira e/ou eletrodo para chanfro (UTP 82/BÖHLER FOX NUT); Remover áreas fadigadas; Escolher o consumível UTP apropriado. Pré-aquecer a peça ou a região à ser soldada, à uma temperatura entre 300º – 400ºC.
Figura: Pré-aquecimento da peça.
Técnica de Soldagem
Utilizar os parâmetros de soldagem recomendado pela BohlerWelding Soldar cordões filetados; Martelar cada cordão imediatamente após execução para aliviar as tensões geradas na soldagem; Controlar temperatura durante a soldagem; Evitar corrente de ar sobre a peça quente; Fazer, após a soldagem, um pós-aquecimento de 50º à 100ºC acima da temperatura de pré-aquecimento; Resfriar lentamente ao forno ou manta térmica (até os 100ºC), depois resfriar ao ar.
Figura : Pós-aquecimento e resfriamento controlado.
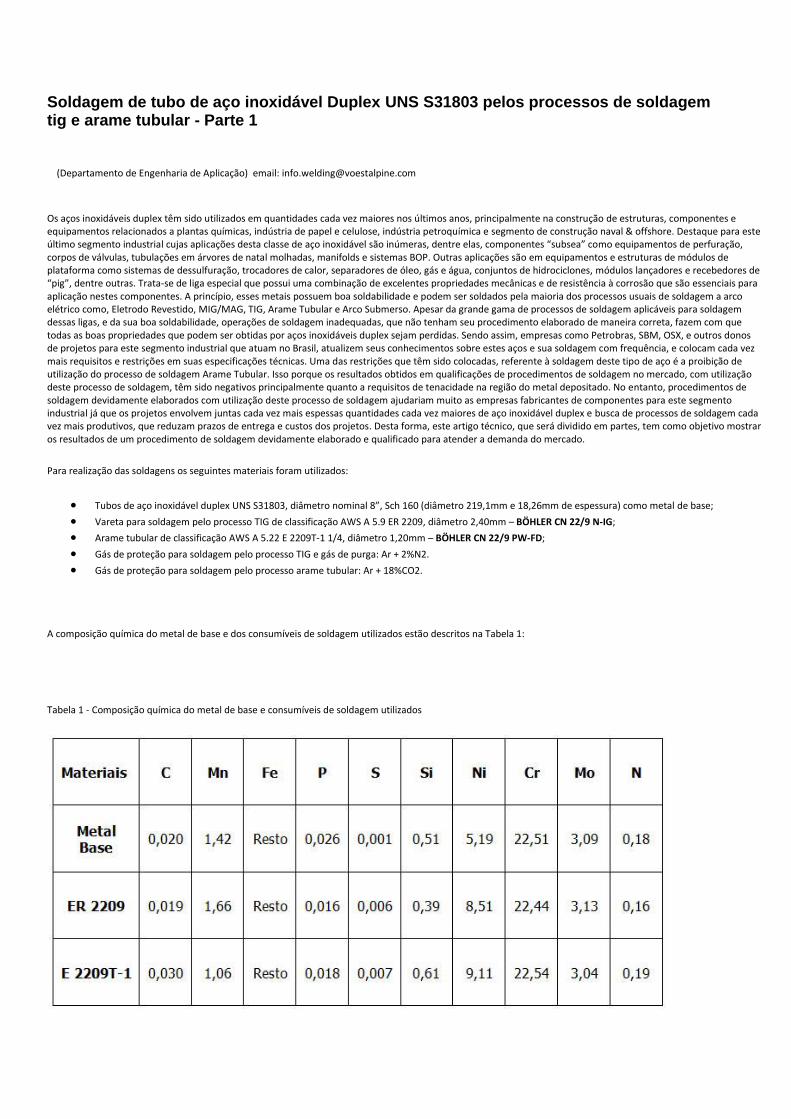
Soldagem de tubo de aço inoxidável Duplex UNS S31803 pelos processos de soldagem tig e arame tubular - Parte 1
(Departamento de Engenharia de Aplicação) email: [email protected]
Os aços inoxidáveis duplex têm sido utilizados em quantidades cada vez maiores nos últimos anos, principalmente na construção de estruturas, componentes e equipamentos relacionados a plantas químicas, indústria de papel e celulose, indústria petroquímica e segmento de construção naval & offshore. Destaque para este último segmento industrial cujas aplicações desta classe de aço inoxidável são inúmeras, dentre elas, componentes “subsea” como equipamentos de perfuração, corpos de válvulas, tubulações em árvores de natal molhadas, manifolds e sistemas BOP. Outras aplicações são em equipamentos e estruturas de módulos de plataforma como sistemas de dessulfuração, trocadores de calor, separadores de óleo, gás e água, conjuntos de hidrociclones, módulos lançadores e recebedores de “pig”, dentre outras. Trata-se de liga especial que possui uma combinação de excelentes propriedades mecânicas e de resistência à corrosão que são essenciais para aplicação nestes componentes. A princípio, esses metais possuem boa soldabilidade e podem ser soldados pela maioria dos processos usuais de soldagem a arco elétrico como, Eletrodo Revestido, MIG/MAG, TIG, Arame Tubular e Arco Submerso. Apesar da grande gama de processos de soldagem aplicáveis para soldagem dessas ligas, e da sua boa soldabilidade, operações de soldagem inadequadas, que não tenham seu procedimento elaborado de maneira correta, fazem com que todas as boas propriedades que podem ser obtidas por aços inoxidáveis duplex sejam perdidas. Sendo assim, empresas como Petrobras, SBM, OSX, e outros donos de projetos para este segmento industrial que atuam no Brasil, atualizem seus conhecimentos sobre estes aços e sua soldagem com frequência, e colocam cada vez mais requisitos e restrições em suas especificações técnicas. Uma das restrições que têm sido colocadas, referente à soldagem deste tipo de aço é a proibição de utilização do processo de soldagem Arame Tubular. Isso porque os resultados obtidos em qualificações de procedimentos de soldagem no mercado, com utilização deste processo de soldagem, têm sido negativos principalmente quanto a requisitos de tenacidade na região do metal depositado. No entanto, procedimentos de soldagem devidamente elaborados com utilização deste processo de soldagem ajudariam muito as empresas fabricantes de componentes para este segmento industrial já que os projetos envolvem juntas cada vez mais espessas quantidades cada vez maiores de aço inoxidável duplex e busca de processos de soldagem cada vez mais produtivos, que reduzam prazos de entrega e custos dos projetos. Desta forma, este artigo técnico, que será dividido em partes, tem como objetivo mostrar os resultados de um procedimento de soldagem devidamente elaborado e qualificado para atender a demanda do mercado.
Para realização das soldagens os seguintes materiais foram utilizados:
Tubos de aço inoxidável duplex UNS S31803, diâmetro nominal 8”, Sch 160 (diâmetro 219,1mm e 18,26mm de espessura) como metal de base;
Vareta para soldagem pelo processo TIG de classificação AWS A 5.9 ER 2209, diâmetro 2,40mm – BÖHLER CN 22/9 N-IG;
Arame tubular de classificação AWS A 5.22 E 2209T-1 1/4, diâmetro 1,20mm – BÖHLER CN 22/9 PW-FD;
Gás de proteção para soldagem pelo processo TIG e gás de purga: Ar + 2%N2.
Gás de proteção para soldagem pelo processo arame tubular: Ar + 18%CO2.
A composição química do metal de base e dos consumíveis de soldagem utilizados estão descritos na Tabela 1:
Tabela 1 - Composição química do metal de base e consumíveis de soldagem utilizados
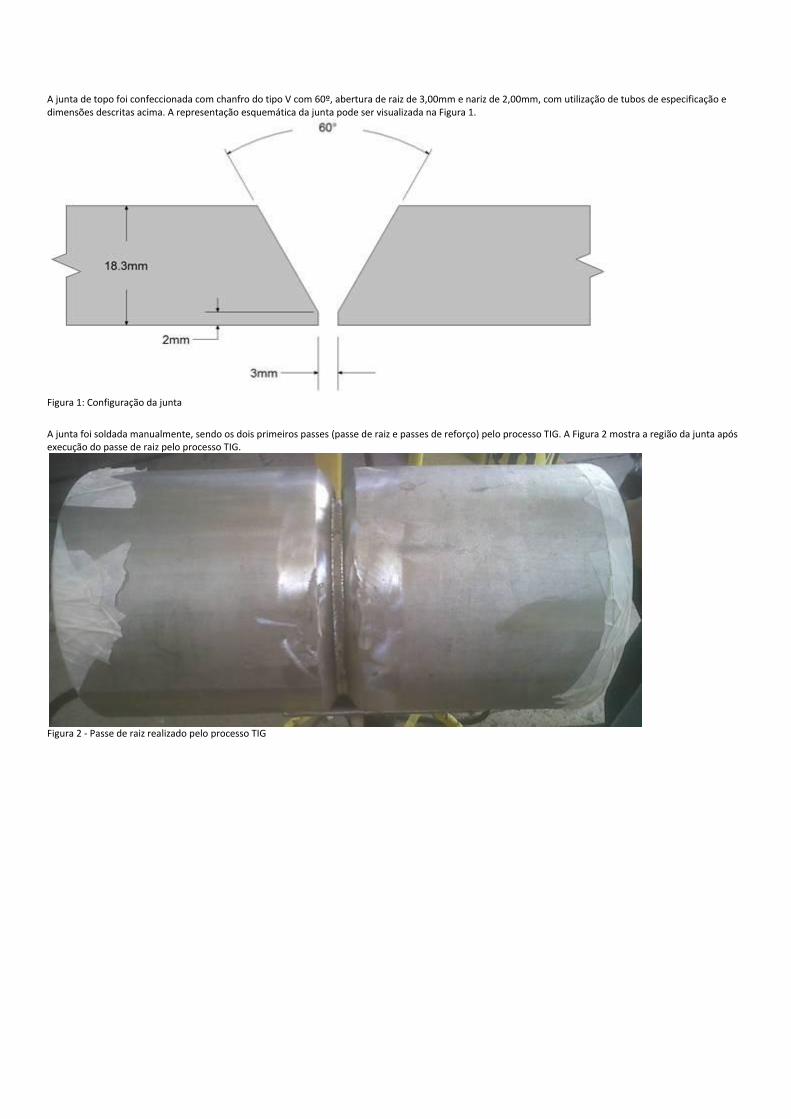
A junta de topo foi confeccionada com chanfro do tipo V com 60º, abertura de raiz de 3,00mm e nariz de 2,00mm, com utilização de tubos de especificação e dimensões descritas acima. A representação esquemática da junta pode ser visualizada na Figura 1.
Figura 1: Configuração da junta
A junta foi soldada manualmente, sendo os dois primeiros passes (passe de raiz e passes de reforço) pelo processo TIG. A Figura 2 mostra a região da junta após execução do passe de raiz pelo processo TIG.
Figura 2 - Passe de raiz realizado pelo processo TIG
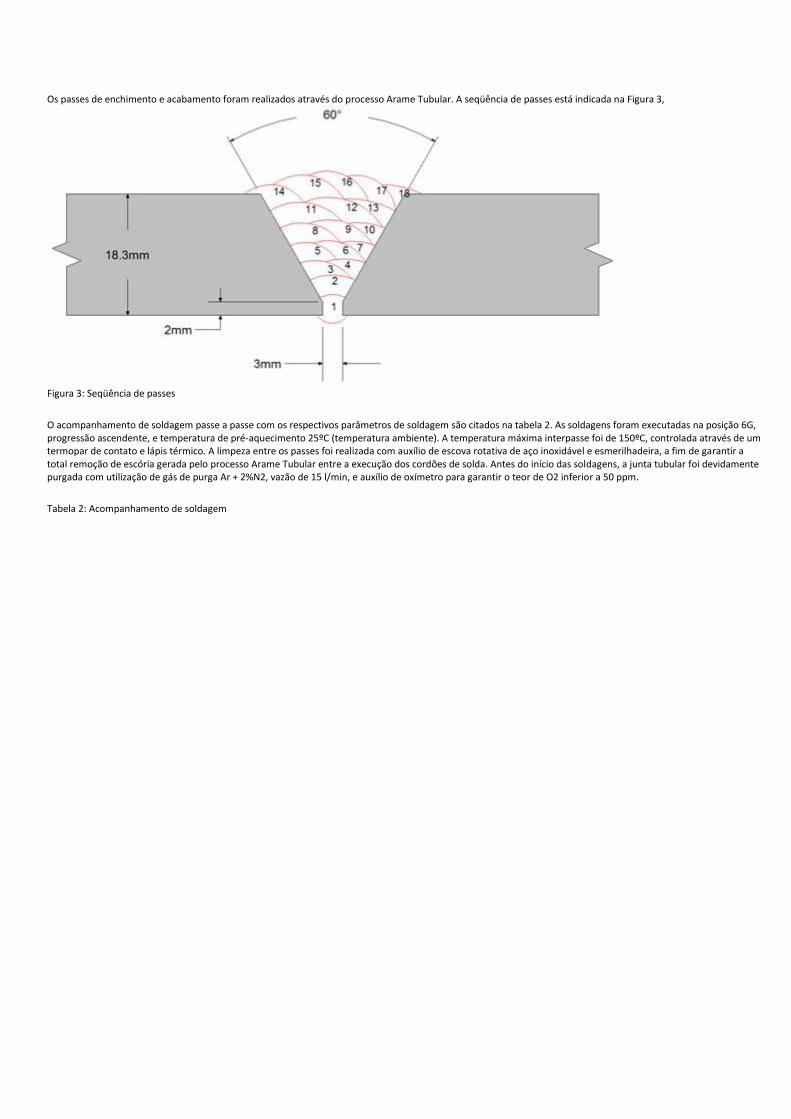
Os passes de enchimento e acabamento foram realizados através do processo Arame Tubular. A seqüência de passes está indicada na Figura 3,
Figura 3: Seqüência de passes
O acompanhamento de soldagem passe a passe com os respectivos parâmetros de soldagem são citados na tabela 2. As soldagens foram executadas na posição 6G, progressão ascendente, e temperatura de pré-aquecimento 25ºC (temperatura ambiente). A temperatura máxima interpasse foi de 150ºC, controlada através de um termopar de contato e lápis térmico. A limpeza entre os passes foi realizada com auxílio de escova rotativa de aço inoxidável e esmerilhadeira, a fim de garantir a total remoção de escória gerada pelo processo Arame Tubular entre a execução dos cordões de solda. Antes do início das soldagens, a junta tubular foi devidamente purgada com utilização de gás de purga Ar + 2%N2, vazão de 15 l/min, e auxílio de oxímetro para garantir o teor de O2 inferior a 50 ppm.
Tabela 2: Acompanhamento de soldagem
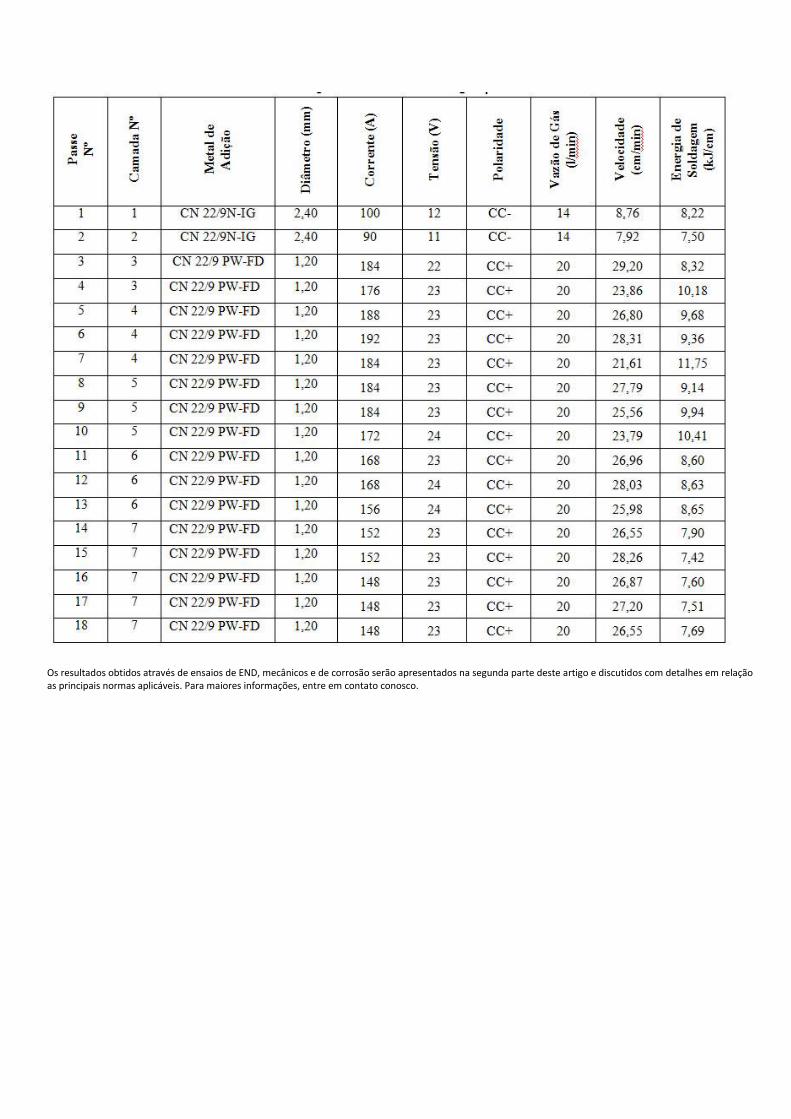
Os resultados obtidos através de ensaios de END, mecânicos e de corrosão serão apresentados na segunda parte deste artigo e discutidos com detalhes em relação as principais normas aplicáveis. Para maiores informações, entre em contato conosco.
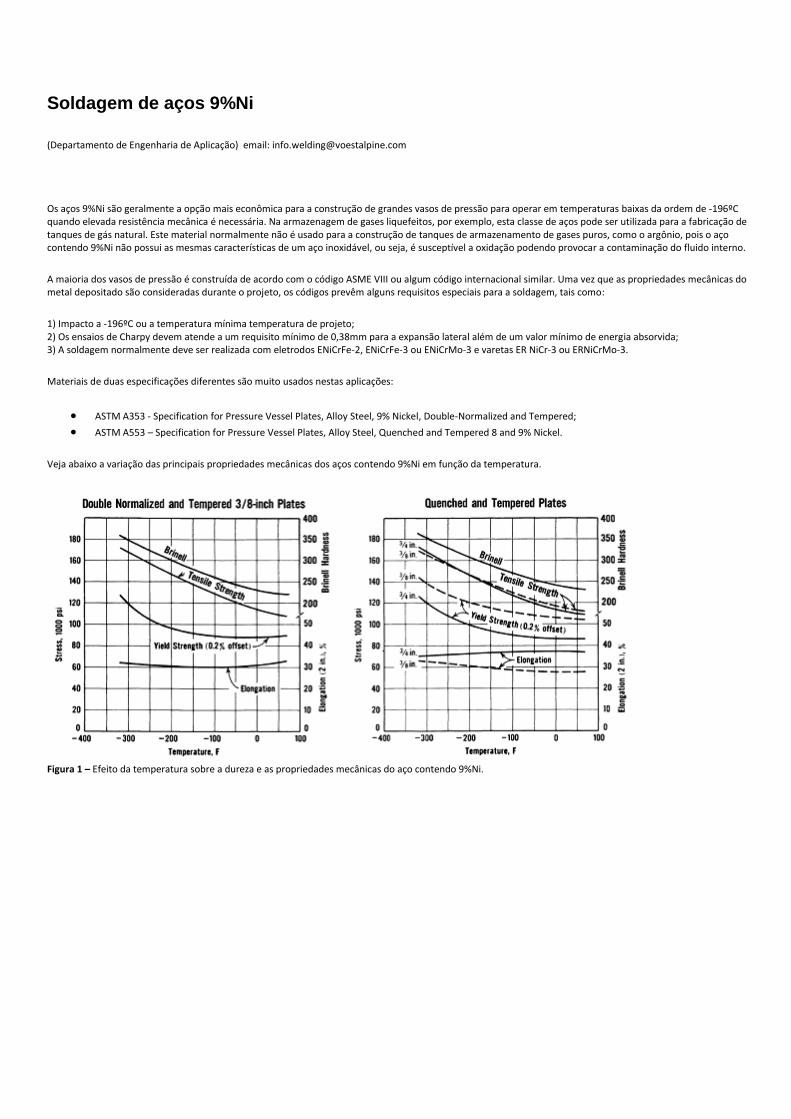
Soldagem de aços 9%Ni
(Departamento de Engenharia de Aplicação) email: [email protected]
Os aços 9%Ni são geralmente a opção mais econômica para a construção de grandes vasos de pressão para operar em temperaturas baixas da ordem de -196ºC quando elevada resistência mecânica é necessária. Na armazenagem de gases liquefeitos, por exemplo, esta classe de aços pode ser utilizada para a fabricação de tanques de gás natural. Este material normalmente não é usado para a construção de tanques de armazenamento de gases puros, como o argônio, pois o aço contendo 9%Ni não possui as mesmas características de um aço inoxidável, ou seja, é susceptível a oxidação podendo provocar a contaminação do fluido interno.
A maioria dos vasos de pressão é construída de acordo com o código ASME VIII ou algum código internacional similar. Uma vez que as propriedades mecânicas do metal depositado são consideradas durante o projeto, os códigos prevêm alguns requisitos especiais para a soldagem, tais como:
1) Impacto a -196ºC ou a temperatura mínima temperatura de projeto; 2) Os ensaios de Charpy devem atende a um requisito mínimo de 0,38mm para a expansão lateral além de um valor mínimo de energia absorvida; 3) A soldagem normalmente deve ser realizada com eletrodos ENiCrFe-2, ENiCrFe-3 ou ENiCrMo-3 e varetas ER NiCr-3 ou ERNiCrMo-3.
Materiais de duas especificações diferentes são muito usados nestas aplicações:
ASTM A353 - Specification for Pressure Vessel Plates, Alloy Steel, 9% Nickel, Double-Normalized and Tempered;
ASTM A553 – Specification for Pressure Vessel Plates, Alloy Steel, Quenched and Tempered 8 and 9% Nickel.
Veja abaixo a variação das principais propriedades mecânicas dos aços contendo 9%Ni em função da temperatura.
Figura 1 – Efeito da temperatura sobre a dureza e as propriedades mecânicas do aço contendo 9%Ni.
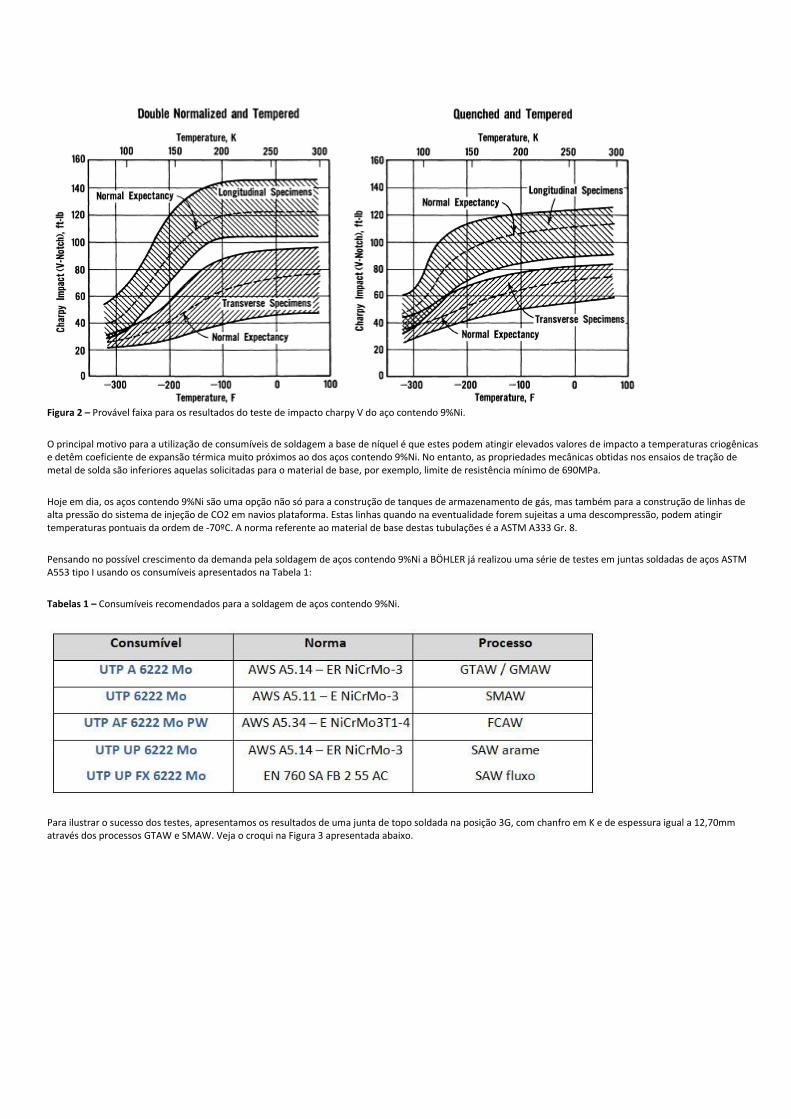
Figura 2 – Provável faixa para os resultados do teste de impacto charpy V do aço contendo 9%Ni.
O principal motivo para a utilização de consumíveis de soldagem a base de níquel é que estes podem atingir elevados valores de impacto a temperaturas criogênicas e detêm coeficiente de expansão térmica muito próximos ao dos aços contendo 9%Ni. No entanto, as propriedades mecânicas obtidas nos ensaios de tração de metal de solda são inferiores aquelas solicitadas para o material de base, por exemplo, limite de resistência mínimo de 690MPa.
Hoje em dia, os aços contendo 9%Ni são uma opção não só para a construção de tanques de armazenamento de gás, mas também para a construção de linhas de alta pressão do sistema de injeção de CO2 em navios plataforma. Estas linhas quando na eventualidade forem sujeitas a uma descompressão, podem atingir temperaturas pontuais da ordem de -70ºC. A norma referente ao material de base destas tubulações é a ASTM A333 Gr. 8.
Pensando no possível crescimento da demanda pela soldagem de aços contendo 9%Ni a BÖHLER já realizou uma série de testes em juntas soldadas de aços ASTM A553 tipo I usando os consumíveis apresentados na Tabela 1:
Tabelas 1 – Consumíveis recomendados para a soldagem de aços contendo 9%Ni.
Para ilustrar o sucesso dos testes, apresentamos os resultados de uma junta de topo soldada na posição 3G, com chanfro em K e de espessura igual a 12,70mm através dos processos GTAW e SMAW. Veja o croqui na Figura 3 apresentada abaixo.

Figura 3 – Esquema da junta soldada utilizada nos testes.
Seguem abaixo os resultados dos testes obtidos:
Tabela 2 – Resultados obtidos na soldagem de chapas de aço 9%Ni pelo processo SMAW.
Tabela 3 – Resultados obtidos na soldagem de chapas de aço 9%Ni pelo processo GTAW.
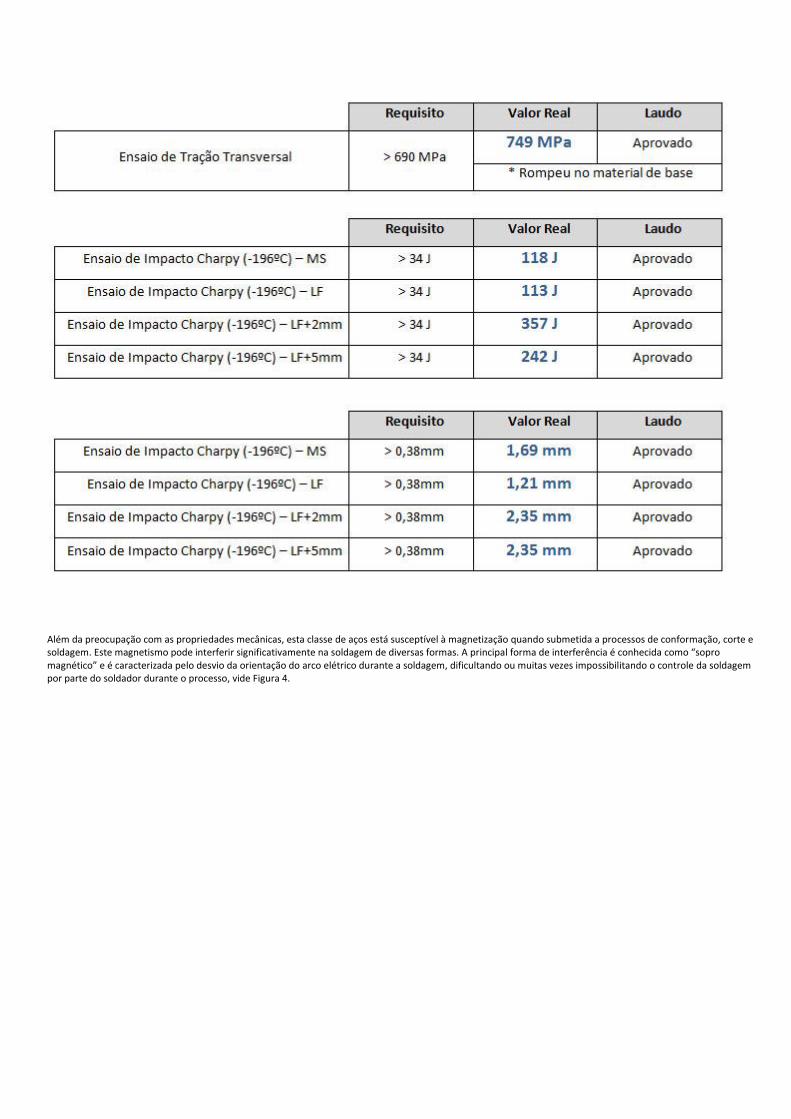
Além da preocupação com as propriedades mecânicas, esta classe de aços está susceptível à magnetização quando submetida a processos de conformação, corte e soldagem. Este magnetismo pode interferir significativamente na soldagem de diversas formas. A principal forma de interferência é conhecida como “sopro magnético” e é caracterizada pelo desvio da orientação do arco elétrico durante a soldagem, dificultando ou muitas vezes impossibilitando o controle da soldagem por parte do soldador durante o processo, vide Figura 4.
Figura 03 – Representação do efeito do “Sopro Magnético”
Para evitar tais interferências, são necessários consumíveis adequados e a utilização de parâmetros e técnicas de soldagem adequadas para contornar os efeitos causados pelo magnetismo.
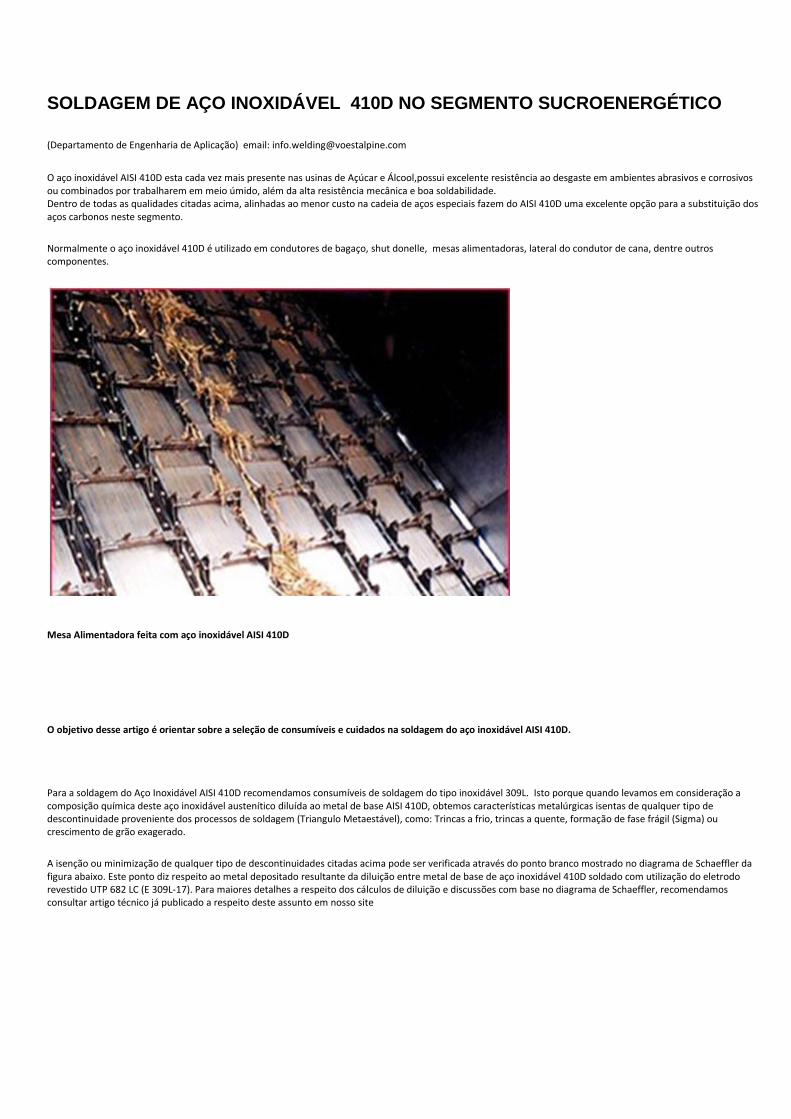
SOLDAGEM DE AÇO INOXIDÁVEL 410D NO SEGMENTO SUCROENERGÉTICO
(Departamento de Engenharia de Aplicação) email: [email protected]
O aço inoxidável AISI 410D esta cada vez mais presente nas usinas de Açúcar e Álcool,possui excelente resistência ao desgaste em ambientes abrasivos e corrosivos ou combinados por trabalharem em meio úmido, além da alta resistência mecânica e boa soldabilidade. Dentro de todas as qualidades citadas acima, alinhadas ao menor custo na cadeia de aços especiais fazem do AISI 410D uma excelente opção para a substituição dos aços carbonos neste segmento.
Normalmente o aço inoxidável 410D é utilizado em condutores de bagaço, shut donelle, mesas alimentadoras, lateral do condutor de cana, dentre outros componentes.
Mesa Alimentadora feita com aço inoxidável AISI 410D
O objetivo desse artigo é orientar sobre a seleção de consumíveis e cuidados na soldagem do aço inoxidável AISI 410D.
Para a soldagem do Aço Inoxidável AISI 410D recomendamos consumíveis de soldagem do tipo inoxidável 309L. Isto porque quando levamos em consideração a composição química deste aço inoxidável austenítico diluída ao metal de base AISI 410D, obtemos características metalúrgicas isentas de qualquer tipo de descontinuidade proveniente dos processos de soldagem (Triangulo Metaestável), como: Trincas a frio, trincas a quente, formação de fase frágil (Sigma) ou crescimento de grão exagerado.
A isenção ou minimização de qualquer tipo de descontinuidades citadas acima pode ser verificada através do ponto branco mostrado no diagrama de Schaeffler da figura abaixo. Este ponto diz respeito ao metal depositado resultante da diluição entre metal de base de aço inoxidável 410D soldado com utilização do eletrodo revestido UTP 682 LC (E 309L-17). Para maiores detalhes a respeito dos cálculos de diluição e discussões com base no diagrama de Schaeffler, recomendamos consultar artigo técnico já publicado a respeito deste assunto em nosso site
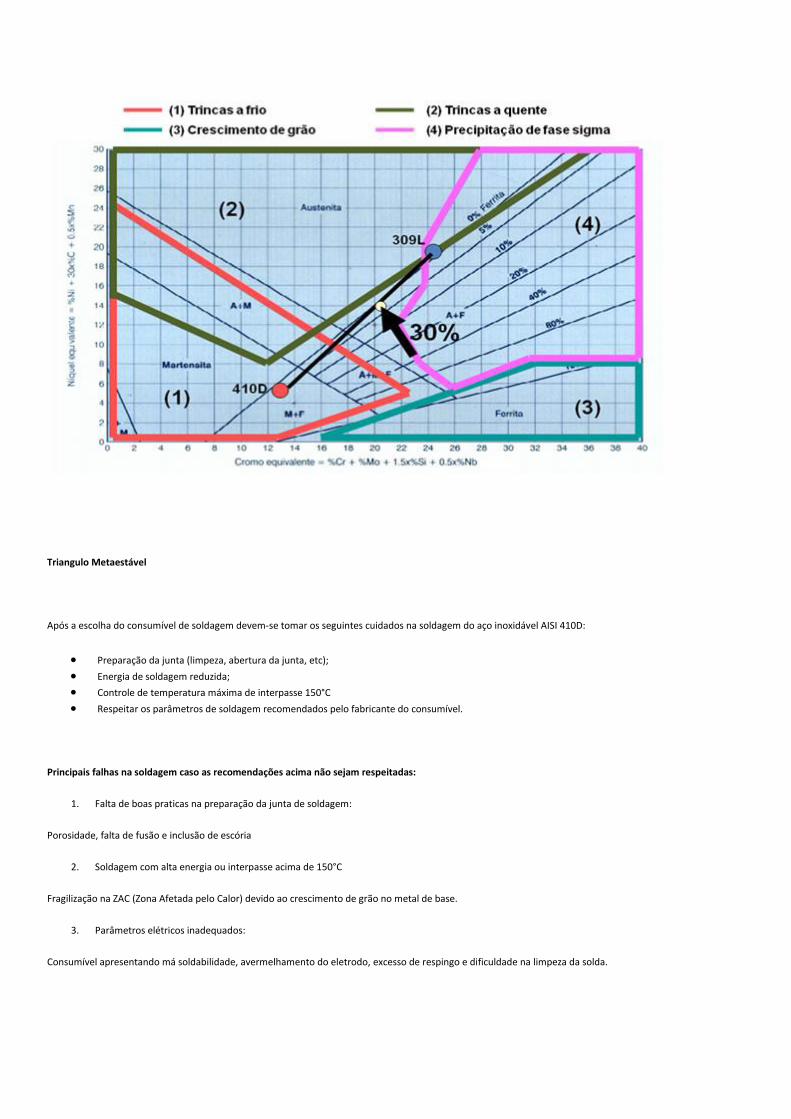
Triangulo Metaestável
Após a escolha do consumível de soldagem devem-se tomar os seguintes cuidados na soldagem do aço inoxidável AISI 410D:
Preparação da junta (limpeza, abertura da junta, etc);
Energia de soldagem reduzida;
Controle de temperatura máxima de interpasse 150°C
Respeitar os parâmetros de soldagem recomendados pelo fabricante do consumível.
Principais falhas na soldagem caso as recomendações acima não sejam respeitadas:
1. Falta de boas praticas na preparação da junta de soldagem:
Porosidade, falta de fusão e inclusão de escória
2. Soldagem com alta energia ou interpasse acima de 150°C
Fragilização na ZAC (Zona Afetada pelo Calor) devido ao crescimento de grão no metal de base.
3. Parâmetros elétricos inadequados:
Consumível apresentando má soldabilidade, avermelhamento do eletrodo, excesso de respingo e dificuldade na limpeza da solda.
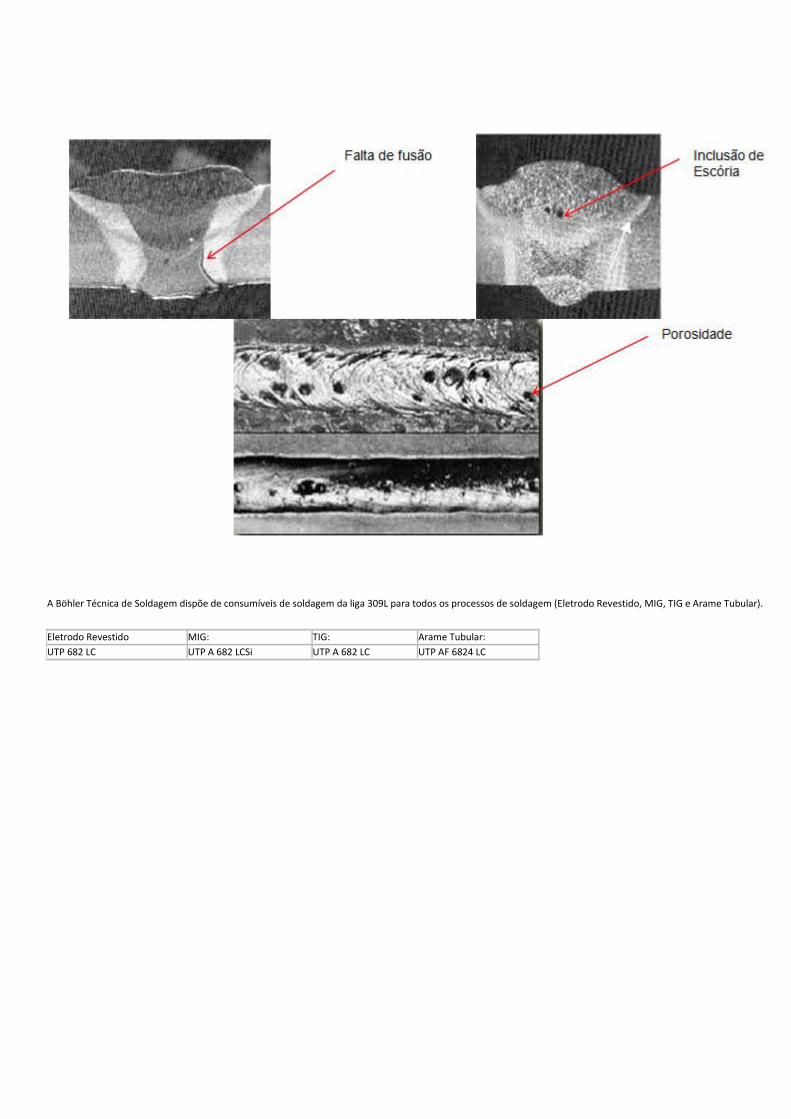
A Böhler Técnica de Soldagem dispõe de consumíveis de soldagem da liga 309L para todos os processos de soldagem (Eletrodo Revestido, MIG, TIG e Arame Tubular).
Eletrodo Revestido MIG: TIG: Arame Tubular:
UTP 682 LC UTP A 682 LCSi UTP A 682 LC UTP AF 6824 LC
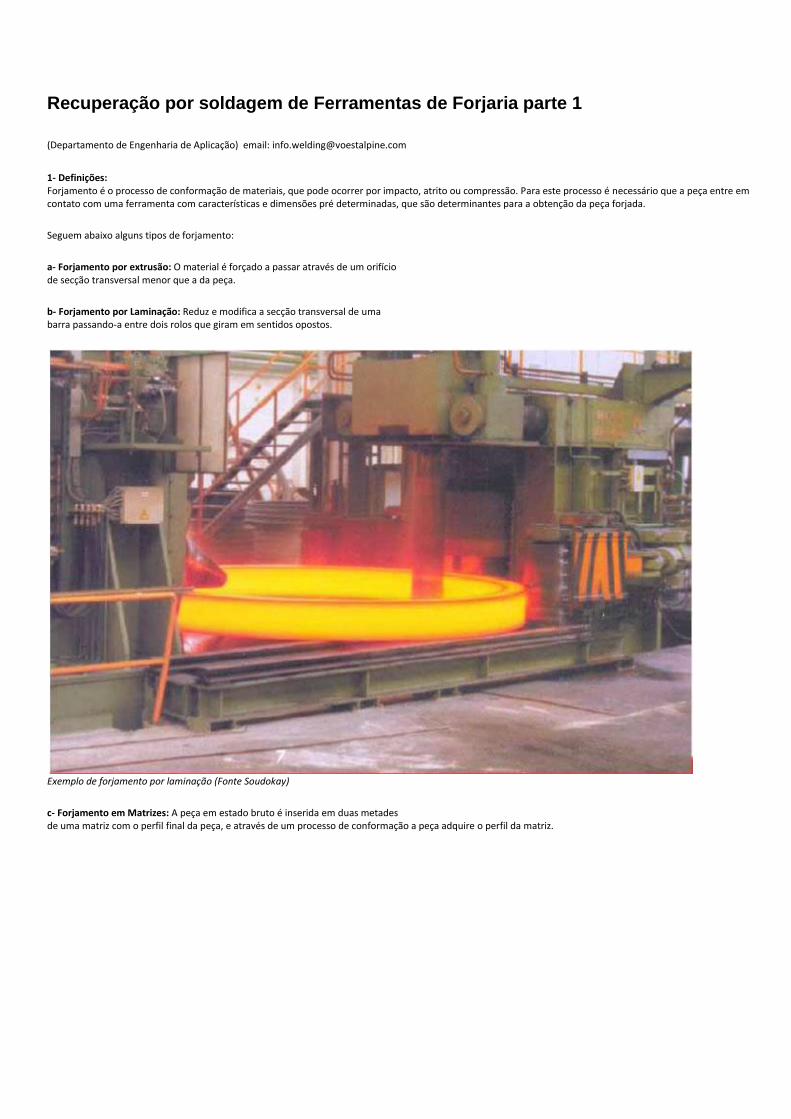
Recuperação por soldagem de Ferramentas de Forjaria parte 1
(Departamento de Engenharia de Aplicação) email: [email protected]
1- Definições: Forjamento é o processo de conformação de materiais, que pode ocorrer por impacto, atrito ou compressão. Para este processo é necessário que a peça entre em contato com uma ferramenta com características e dimensões pré determinadas, que são determinantes para a obtenção da peça forjada.
Seguem abaixo alguns tipos de forjamento:
a- Forjamento por extrusão: O material é forçado a passar através de um orifício de secção transversal menor que a da peça.
b- Forjamento por Laminação: Reduz e modifica a secção transversal de uma barra passando-a entre dois rolos que giram em sentidos opostos.
Exemplo de forjamento por laminação (Fonte Soudokay)
c- Forjamento em Matrizes: A peça em estado bruto é inserida em duas metades de uma matriz com o perfil final da peça, e através de um processo de conformação a peça adquire o perfil da matriz.
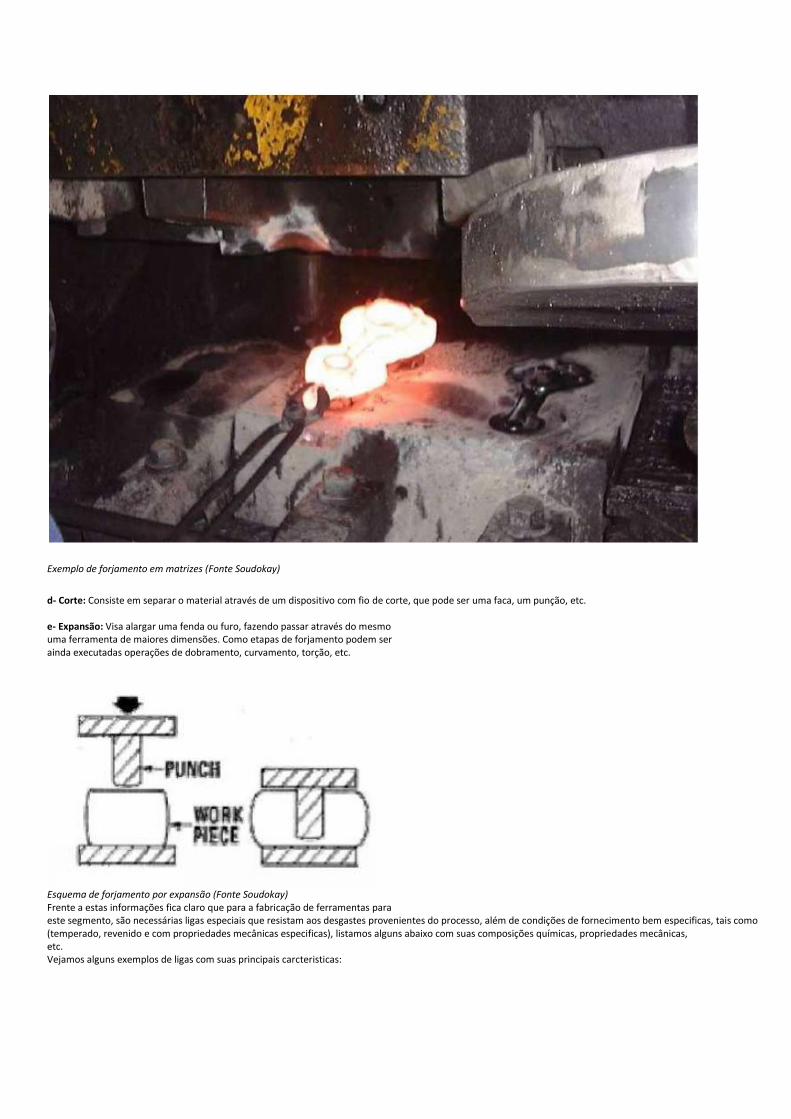
Exemplo de forjamento em matrizes (Fonte Soudokay)
d- Corte: Consiste em separar o material através de um dispositivo com fio de corte, que pode ser uma faca, um punção, etc. e- Expansão: Visa alargar uma fenda ou furo, fazendo passar através do mesmo uma ferramenta de maiores dimensões. Como etapas de forjamento podem ser ainda executadas operações de dobramento, curvamento, torção, etc.
Esquema de forjamento por expansão (Fonte Soudokay) Frente a estas informações fica claro que para a fabricação de ferramentas para este segmento, são necessárias ligas especiais que resistam aos desgastes provenientes do processo, além de condições de fornecimento bem especificas, tais como (temperado, revenido e com propriedades mecânicas especificas), listamos alguns abaixo com suas composições químicas, propriedades mecânicas, etc. Vejamos alguns exemplos de ligas com suas principais carcteristicas:
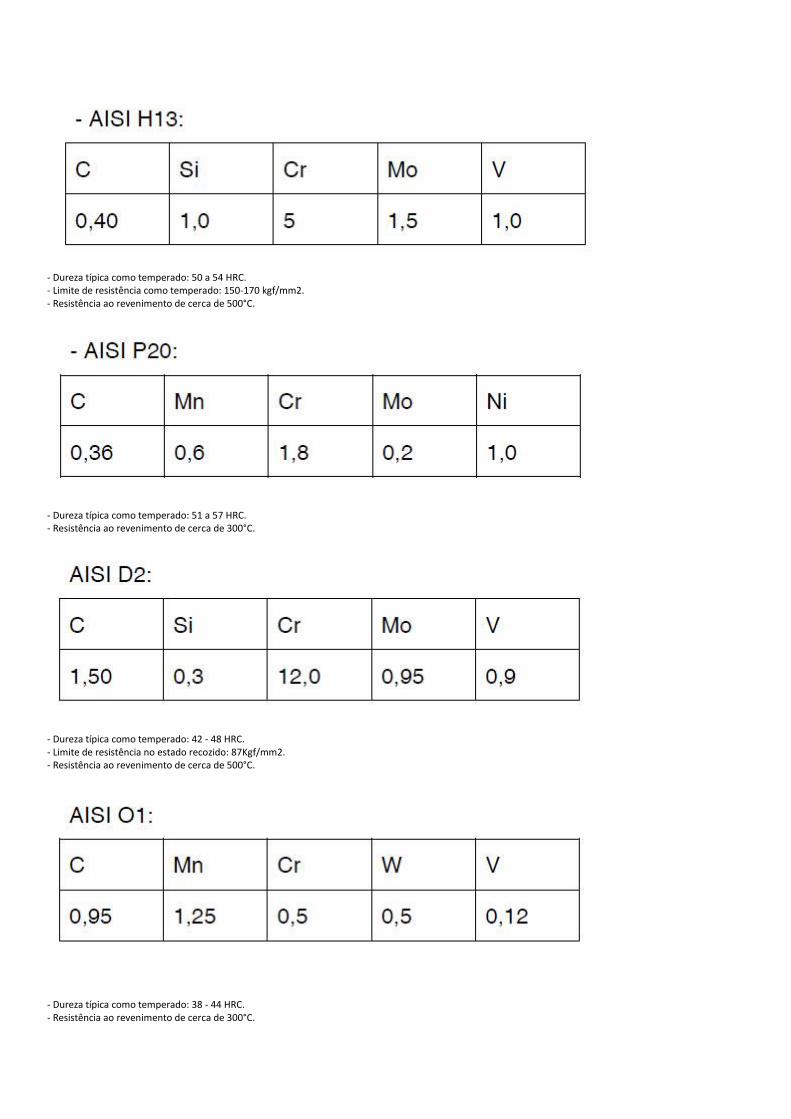
- Dureza típica como temperado: 50 a 54 HRC. - Limite de resistência como temperado: 150-170 kgf/mm2. - Resistência ao revenimento de cerca de 500°C.
- Dureza típica como temperado: 51 a 57 HRC. - Resistência ao revenimento de cerca de 300°C.
- Dureza típica como temperado: 42 - 48 HRC. - Limite de resistência no estado recozido: 87Kgf/mm2. - Resistência ao revenimento de cerca de 500°C.
- Dureza típica como temperado: 38 - 44 HRC. - Resistência ao revenimento de cerca de 300°C.
Como podemos ver acima para este tipo de materiais a composição química deve ser bem elaborada com teores de Cr, Mo, W, V, etc, estes elementos em arranjos químicos bem definidos, promovem a liga dentre outras propriedades uma boaresistência ao revenimento, que é a capacidade do material manter bons valores de dureza mesmo a altas temperaturas, que são provenientes do atrito entre a peça a ser forjada e a ferramenta, ou da temperatura de processo. Outro fator importante neste caso é a dureza da ferramenta, que confere resistência ao desgaste.
2- Classificação quanto a aplicação dos aços para forjaria: Os aços para forjaria podem ser classificados em dois grupos, aços para trabalho a quente e aços para trabalho a frio.
2.1 Aços para trabalho a quente: São aços que se destinam a fabricação de ferramentas utilizadas no forjamento a quente de peças de aço, ferro fundido, ligas não ferrosas e eventualmente materiais não metálicos. Suas principais características são alta resistência ao revenimento, elevada resistência mecânica a quente, grande resistência a abrasão a quente e boa resistência a formação de trincas térmicas. Um aspecto importante a considerar é que em aços para trabalho a quente o teor total de elementos de liga nem sempre serve como padrão para o estabelecimento do rendimento do aço. Quando as propriedades de resistência mecânica em temperaturas elevadas dos aços altamente ligados não são aproveitadas plenamente, em muitos caso preferível a utilização de aços mais pobres em elementos de liga, mas que possuam maior condutibilidade térmica e por isso maior rendimento. Geralmente os aços para trabalho a quente encontram-se nas ferramentas em durezas mais elevadas frente aos aços para trabalho a frio, essas durezas geralmente variam de 48 – 60 HRC. Segue alguns exemplos de aços para trabalho a quente: AISI H13, AISI H12, Villares VCO, AISI P20, Villares VML, etc
2.2 Aços para trabalho a frio: São aços que destinam-se a fabricação de ferramentas utilizadas no processamento a frio de aço, ferro fundido, metais não ferrosos e materiais não metálicos, em operações diversas tais como: extrusão, corte, dobramento, extrusão, estampagem, etc. Devido a esta gama grande de solicitações uma série de propriedades podem ser exigidas dos aços para trabalho a frio, dentre as quais: - Alta resistência a abrasão: Principalmente aonde se exige um grande atrito entre peça e ferramenta, como em ferramentas de corte por exemplo; carepas, óxidos, pós fluxantes, podem vir a provocar um desgaste abrasivo na superfície da ferramenta.
- Elevada retenção de corte: Esta propriedade esta relacionada a capacidade de se produzir grandes quantidades de corte de boa qualidade, entre as retificações, é particularmente importante na confecção de facas, estampos de corte, punções, etc. - Alta Tenacidade: É de fundamental importância para ferramentas sujeitas a solicitações a esforços irregulares ou grandes solicitações de flexão, torção e impacto, a ferramenta deve retornar ao seu estado normal após a cessão do esforço. - Alta resistência a choque: Fundamental para ferramentas tais como martelos, punções, rompedores, o aço então deve possuir grande dureza superficial aliada a um núcleo de grande tenacidade capaz de absorver e distribuir rapidamente a energia transmitida pelo impacto. Principalmente em função deste ultimo ponto os aços para trabalho a frio encontram-se nas ferramentas, em durezas mais amenas frente aos aços para trabalho a quente, essas durezas geralmente variam de 38-46 HRC. Segue alguns exemplos de aços para trabalho a quente: AISI D2, AISI D6, AISI S1, AISI O1, etc.
3- Soldagem dos aços para forjaria. Considerando o trabalho das ferramentas de forjaria, as mesmas deverão sofrer no curso de seu trabalho, algumas avarias tais como, redução dimensional, trincas, fadiga. Analisando- se então as suas propriedades devemos compreender que tratam-se de materiais de baixa soldabilidade, ou seja os procedimentos devem ser extremamente precisos, para que a ferramenta soldada atenda todas as propriedades descritas acima, segue abaixo alguns pontos a serem considerados:
- Pré e pós aquecimento: São de função vital para o sucesso de uma soldagem de aço ferramenta para forjaria, este processo impede, a formação de trincas por hidrogênio.
- Controle de interpasse: Tem a mesma função do pré e do pós-aquecimento.
- Escolha do consumível correto: A escolha do consumível deve se basear, em alguns pontos específicos: (Aplicação da ferramenta, aço para trabalho a quente, composição química, faixa de dureza e necessidade ou não de tratamento térmico posterior.
- Tratamento Térmico: Tem a função de aliviar as tensões geradas pelo processo de soldagem, a mesma deve ser controlada o suficiente para que se alivie as tensões na ZTA, sem comprometer propriedades do metal de base e do metal depositado.
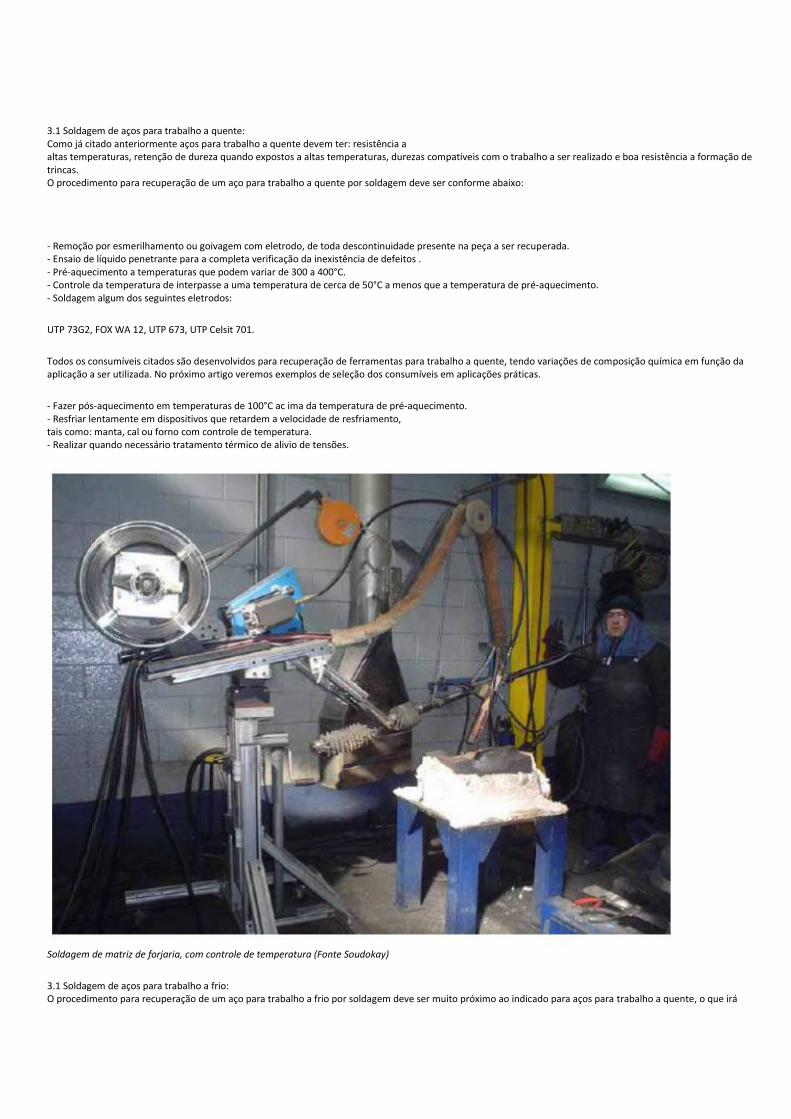
3.1 Soldagem de aços para trabalho a quente: Como já citado anteriormente aços para trabalho a quente devem ter: resistência a altas temperaturas, retenção de dureza quando expostos a altas temperaturas, durezas compatíveis com o trabalho a ser realizado e boa resistência a formação de trincas. O procedimento para recuperação de um aço para trabalho a quente por soldagem deve ser conforme abaixo:
- Remoção por esmerilhamento ou goivagem com eletrodo, de toda descontinuidade presente na peça a ser recuperada. - Ensaio de líquido penetrante para a completa verificação da inexistência de defeitos . - Pré-aquecimento a temperaturas que podem variar de 300 a 400°C. - Controle da temperatura de interpasse a uma temperatura de cerca de 50°C a menos que a temperatura de pré-aquecimento. - Soldagem algum dos seguintes eletrodos:
UTP 73G2, FOX WA 12, UTP 673, UTP Celsit 701.
Todos os consumíveis citados são desenvolvidos para recuperação de ferramentas para trabalho a quente, tendo variações de composição química em função da aplicação a ser utilizada. No próximo artigo veremos exemplos de seleção dos consumíveis em aplicações práticas.
- Fazer pós-aquecimento em temperaturas de 100°C ac ima da temperatura de pré-aquecimento. - Resfriar lentamente em dispositivos que retardem a velocidade de resfriamento, tais como: manta, cal ou forno com controle de temperatura. - Realizar quando necessário tratamento térmico de alivio de tensões.
Soldagem de matriz de forjaria, com controle de temperatura (Fonte Soudokay)
3.1 Soldagem de aços para trabalho a frio: O procedimento para recuperação de um aço para trabalho a frio por soldagem deve ser muito próximo ao indicado para aços para trabalho a quente, o que irá

variar são as temperaturas a serem controladas, o consumível e o possível tratamento térmico posterior e como já citado anteriormente o núcleo deve ser tenaz afim de garantir que o material suporte os esforços a frio a qual o mesmo será submetido:
- Remoção por esmerilhamento ou goivagem com eletrodo, de toda descontinuidade presente na peça a ser recuperada. - Ensaio de líquido penetrante para a completa verificação da inexistência de defeitos . - Pré-aquecimento a temperaturas que podem variar de 350 a 450°C. - Controle da temperatura de interpasse a uma temperatura de cerca de 50°C a menos que a temperatura de pré-aquecimento.
- Soldagem algum dos seguintes eletrodos: UTP 73G4, UTP 73G3, UTP AF 73G4, UTP Celsit 721, UTP AF Celsit 721, Thermanit MT3, Como citado no caso dos consumíveis para trabalhos a quente todos os consumíveis citados são desenvolvidos para recuperação de ferramentas para trabalho a frio, tendo variações de composição química em função da aplicação a ser utilizada. No próximo artigo veremos exemplos de seleção dos consumíveis em aplicações práticas. - Fazer pós-aquecimento em temperaturas de 100°C acima da temperatura de pré-aquecimento. - Resfriar lentamente em dispositivos que retardem a velocidade de resfriamento,tais como: manta, cal ou forno com controle de temperatura. - Realizar quando necessário tratamento térmico de alivio de tensões.
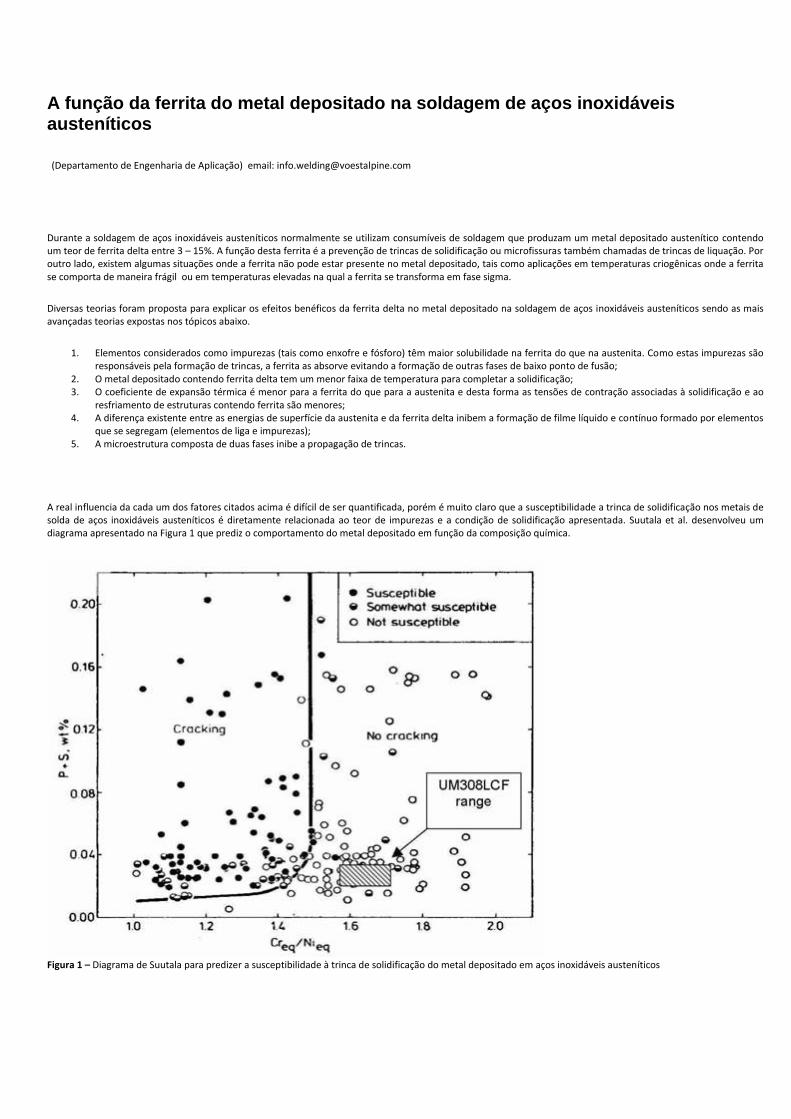
A função da ferrita do metal depositado na soldagem de aços inoxidáveis austeníticos
(Departamento de Engenharia de Aplicação) email: [email protected]
Durante a soldagem de aços inoxidáveis austeníticos normalmente se utilizam consumíveis de soldagem que produzam um metal depositado austenítico contendo um teor de ferrita delta entre 3 – 15%. A função desta ferrita é a prevenção de trincas de solidificação ou microfissuras também chamadas de trincas de liquação. Por outro lado, existem algumas situações onde a ferrita não pode estar presente no metal depositado, tais como aplicações em temperaturas criogênicas onde a ferrita se comporta de maneira frágil ou em temperaturas elevadas na qual a ferrita se transforma em fase sigma.
Diversas teorias foram proposta para explicar os efeitos benéficos da ferrita delta no metal depositado na soldagem de aços inoxidáveis austeníticos sendo as mais avançadas teorias expostas nos tópicos abaixo.
1. Elementos considerados como impurezas (tais como enxofre e fósforo) têm maior solubilidade na ferrita do que na austenita. Como estas impurezas são responsáveis pela formação de trincas, a ferrita as absorve evitando a formação de outras fases de baixo ponto de fusão;
2. O metal depositado contendo ferrita delta tem um menor faixa de temperatura para completar a solidificação; 3. O coeficiente de expansão térmica é menor para a ferrita do que para a austenita e desta forma as tensões de contração associadas à solidificação e ao
resfriamento de estruturas contendo ferrita são menores; 4. A diferença existente entre as energias de superfície da austenita e da ferrita delta inibem a formação de filme líquido e contínuo formado por elementos
que se segregam (elementos de liga e impurezas); 5. A microestrutura composta de duas fases inibe a propagação de trincas.
A real influencia da cada um dos fatores citados acima é difícil de ser quantificada, porém é muito claro que a susceptibilidade a trinca de solidificação nos metais de solda de aços inoxidáveis austeníticos é diretamente relacionada ao teor de impurezas e a condição de solidificação apresentada. Suutala et al. desenvolveu um diagrama apresentado na Figura 1 que prediz o comportamento do metal depositado em função da composição química.
Figura 1 – Diagrama de Suutala para predizer a susceptibilidade à trinca de solidificação do metal depositado em aços inoxidáveis austeníticos
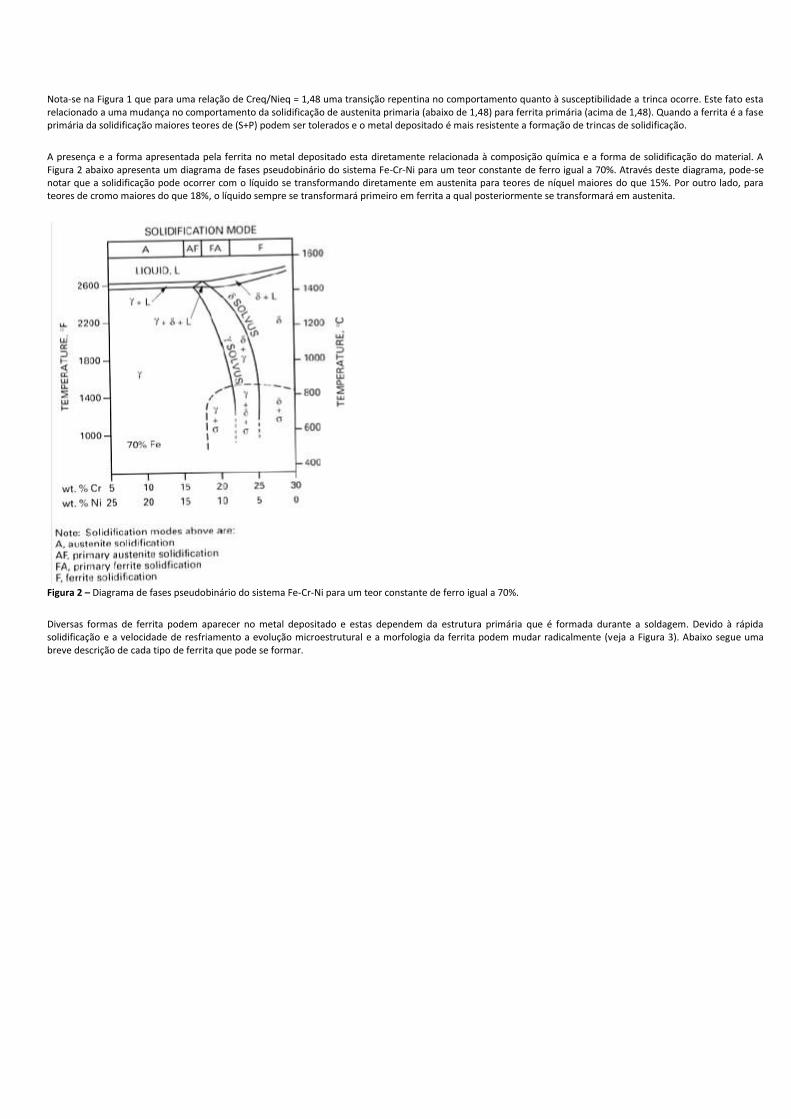
Nota-se na Figura 1 que para uma relação de Creq/Nieq = 1,48 uma transição repentina no comportamento quanto à susceptibilidade a trinca ocorre. Este fato esta relacionado a uma mudança no comportamento da solidificação de austenita primaria (abaixo de 1,48) para ferrita primária (acima de 1,48). Quando a ferrita é a fase primária da solidificação maiores teores de (S+P) podem ser tolerados e o metal depositado é mais resistente a formação de trincas de solidificação.
A presença e a forma apresentada pela ferrita no metal depositado esta diretamente relacionada à composição química e a forma de solidificação do material. A Figura 2 abaixo apresenta um diagrama de fases pseudobinário do sistema Fe-Cr-Ni para um teor constante de ferro igual a 70%. Através deste diagrama, pode-se notar que a solidificação pode ocorrer com o líquido se transformando diretamente em austenita para teores de níquel maiores do que 15%. Por outro lado, para teores de cromo maiores do que 18%, o líquido sempre se transformará primeiro em ferrita a qual posteriormente se transformará em austenita.
Figura 2 – Diagrama de fases pseudobinário do sistema Fe-Cr-Ni para um teor constante de ferro igual a 70%.
Diversas formas de ferrita podem aparecer no metal depositado e estas dependem da estrutura primária que é formada durante a soldagem. Devido à rápida solidificação e a velocidade de resfriamento a evolução microestrutural e a morfologia da ferrita podem mudar radicalmente (veja a Figura 3). Abaixo segue uma breve descrição de cada tipo de ferrita que pode se formar.
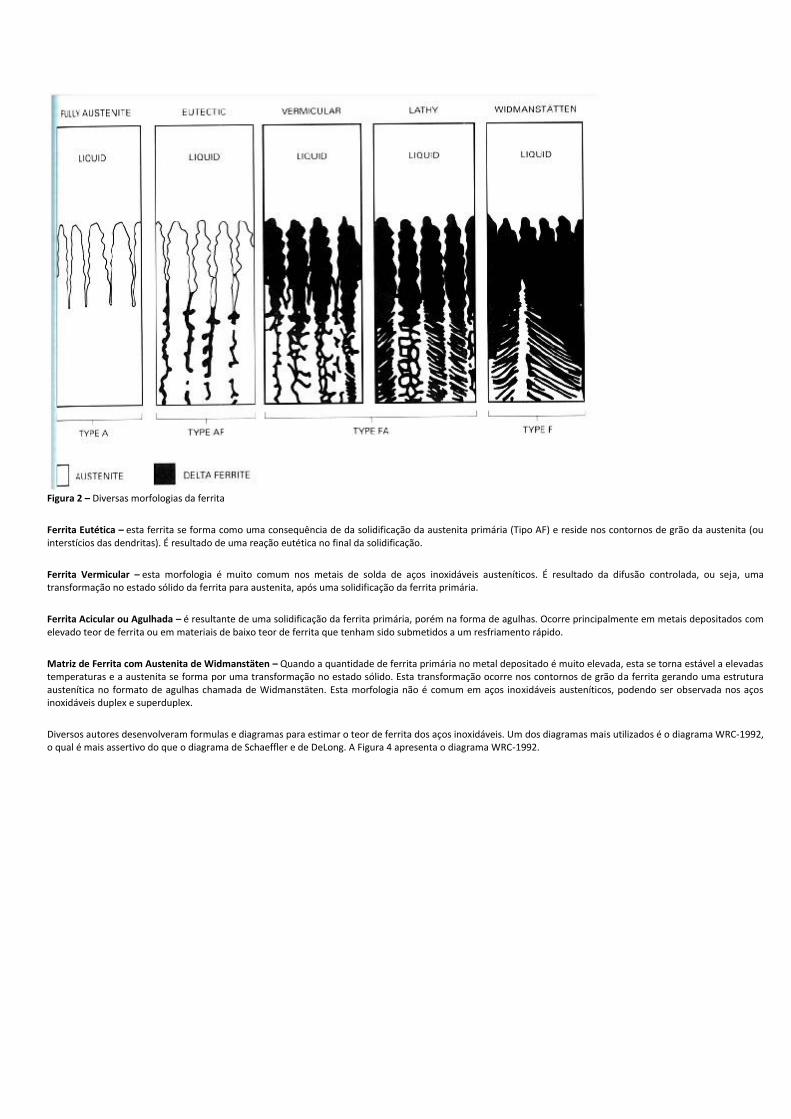
Figura 2 – Diversas morfologias da ferrita
Ferrita Eutética – esta ferrita se forma como uma consequência de da solidificação da austenita primária (Tipo AF) e reside nos contornos de grão da austenita (ou interstícios das dendritas). É resultado de uma reação eutética no final da solidificação.
Ferrita Vermicular – esta morfologia é muito comum nos metais de solda de aços inoxidáveis austeníticos. É resultado da difusão controlada, ou seja, uma transformação no estado sólido da ferrita para austenita, após uma solidificação da ferrita primária.
Ferrita Acicular ou Agulhada – é resultante de uma solidificação da ferrita primária, porém na forma de agulhas. Ocorre principalmente em metais depositados com elevado teor de ferrita ou em materiais de baixo teor de ferrita que tenham sido submetidos a um resfriamento rápido.
Matriz de Ferrita com Austenita de Widmanstäten – Quando a quantidade de ferrita primária no metal depositado é muito elevada, esta se torna estável a elevadas temperaturas e a austenita se forma por uma transformação no estado sólido. Esta transformação ocorre nos contornos de grão da ferrita gerando uma estrutura austenítica no formato de agulhas chamada de Widmanstäten. Esta morfologia não é comum em aços inoxidáveis austeníticos, podendo ser observada nos aços inoxidáveis duplex e superduplex.
Diversos autores desenvolveram formulas e diagramas para estimar o teor de ferrita dos aços inoxidáveis. Um dos diagramas mais utilizados é o diagrama WRC-1992, o qual é mais assertivo do que o diagrama de Schaeffler e de DeLong. A Figura 4 apresenta o diagrama WRC-1992.
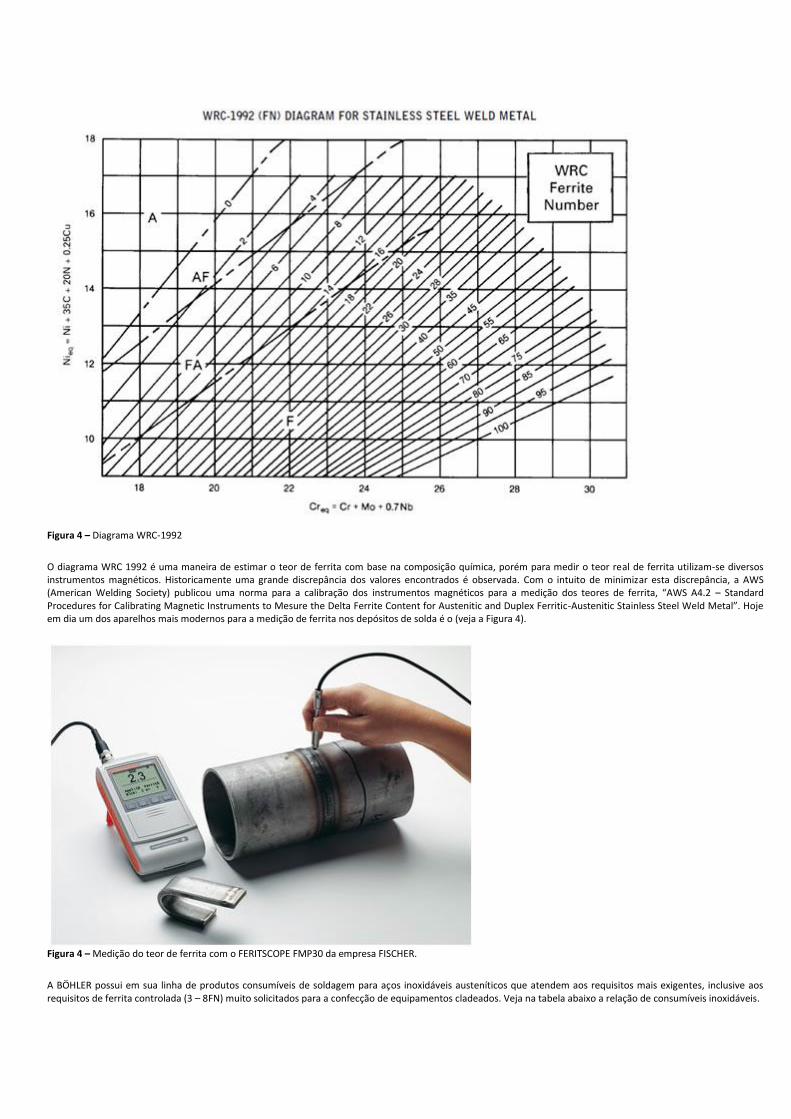
Figura 4 – Diagrama WRC-1992
O diagrama WRC 1992 é uma maneira de estimar o teor de ferrita com base na composição química, porém para medir o teor real de ferrita utilizam-se diversos instrumentos magnéticos. Historicamente uma grande discrepância dos valores encontrados é observada. Com o intuito de minimizar esta discrepância, a AWS (American Welding Society) publicou uma norma para a calibração dos instrumentos magnéticos para a medição dos teores de ferrita, “AWS A4.2 – Standard Procedures for Calibrating Magnetic Instruments to Mesure the Delta Ferrite Content for Austenitic and Duplex Ferritic-Austenitic Stainless Steel Weld Metal”. Hoje em dia um dos aparelhos mais modernos para a medição de ferrita nos depósitos de solda é o (veja a Figura 4).
Figura 4 – Medição do teor de ferrita com o FERITSCOPE FMP30 da empresa FISCHER.
A BÖHLER possui em sua linha de produtos consumíveis de soldagem para aços inoxidáveis austeníticos que atendem aos requisitos mais exigentes, inclusive aos requisitos de ferrita controlada (3 – 8FN) muito solicitados para a confecção de equipamentos cladeados. Veja na tabela abaixo a relação de consumíveis inoxidáveis.
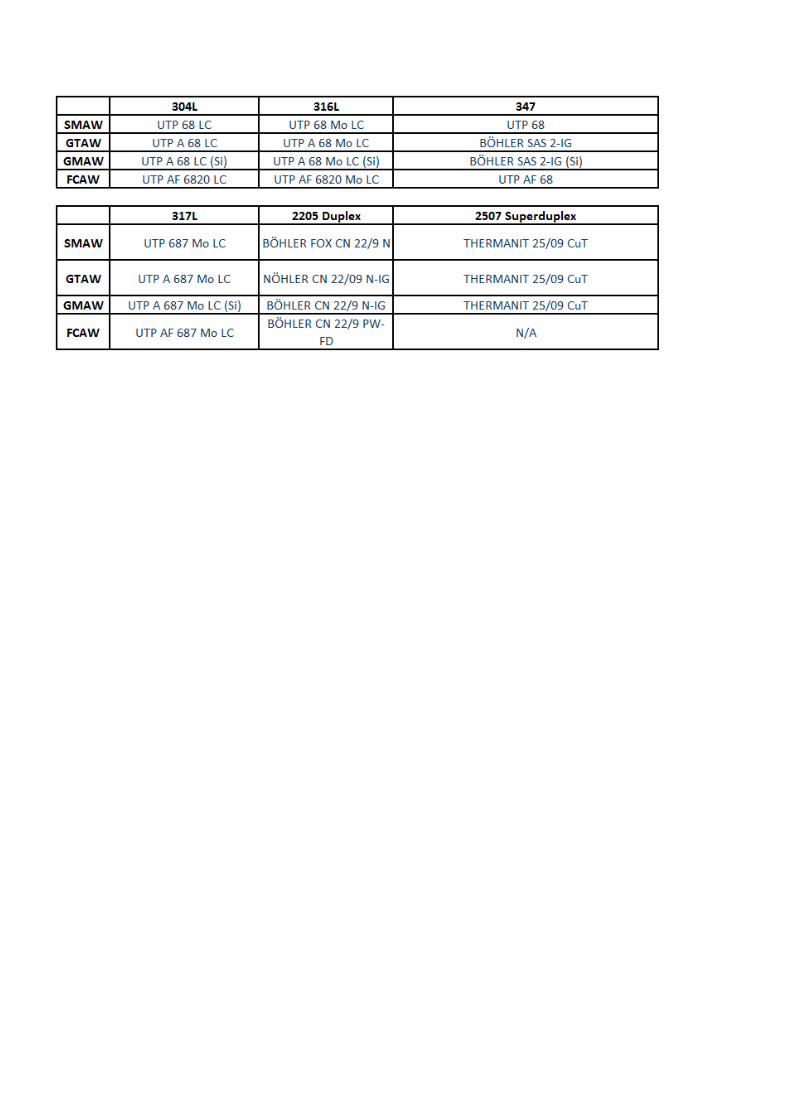
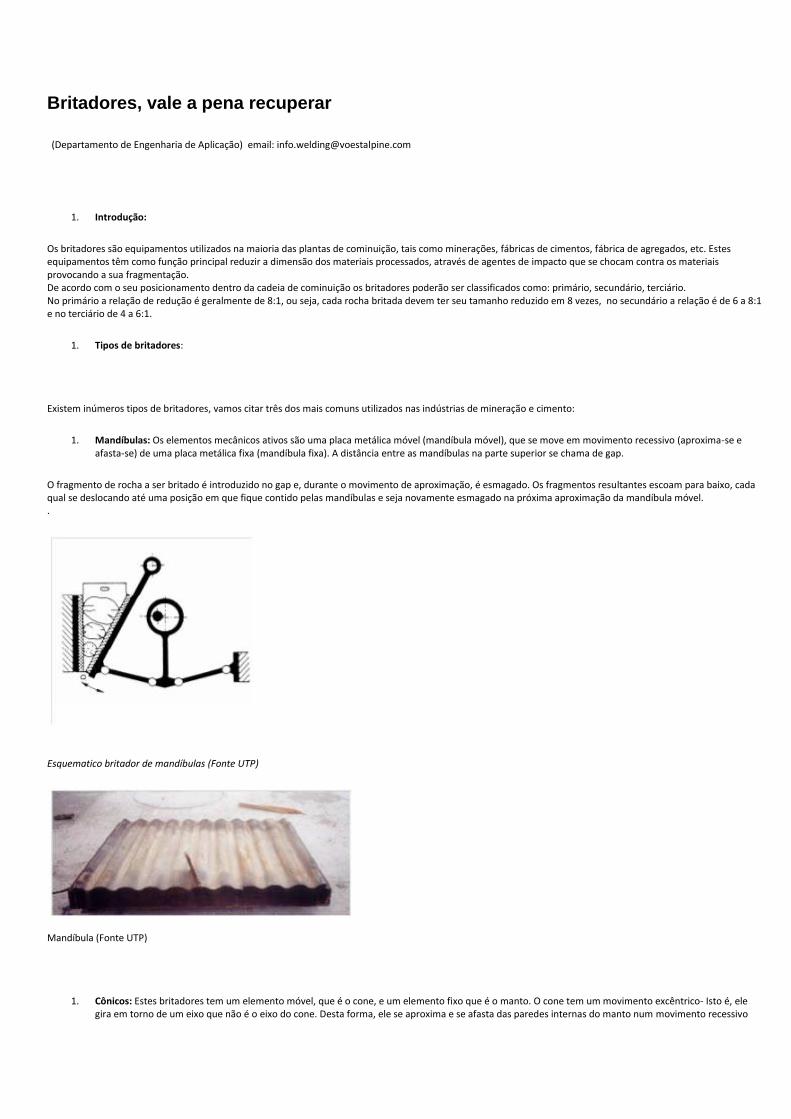
Britadores, vale a pena recuperar
(Departamento de Engenharia de Aplicação) email: [email protected]
1. Introdução:
Os britadores são equipamentos utilizados na maioria das plantas de cominuição, tais como minerações, fábricas de cimentos, fábrica de agregados, etc. Estes equipamentos têm como função principal reduzir a dimensão dos materiais processados, através de agentes de impacto que se chocam contra os materiais provocando a sua fragmentação. De acordo com o seu posicionamento dentro da cadeia de cominuição os britadores poderão ser classificados como: primário, secundário, terciário. No primário a relação de redução é geralmente de 8:1, ou seja, cada rocha britada devem ter seu tamanho reduzido em 8 vezes, no secundário a relação é de 6 a 8:1 e no terciário de 4 a 6:1.
1. Tipos de britadores:
Existem inúmeros tipos de britadores, vamos citar três dos mais comuns utilizados nas indústrias de mineração e cimento:
1. Mandíbulas: Os elementos mecânicos ativos são uma placa metálica móvel (mandíbula móvel), que se move em movimento recessivo (aproxima-se e afasta-se) de uma placa metálica fixa (mandíbula fixa). A distância entre as mandíbulas na parte superior se chama de gap.
O fragmento de rocha a ser britado é introduzido no gap e, durante o movimento de aproximação, é esmagado. Os fragmentos resultantes escoam para baixo, cada qual se deslocando até uma posição em que fique contido pelas mandíbulas e seja novamente esmagado na próxima aproximação da mandíbula móvel. .
Esquematico britador de mandíbulas (Fonte UTP)
Mandíbula (Fonte UTP)
1. Cônicos: Estes britadores tem um elemento móvel, que é o cone, e um elemento fixo que é o manto. O cone tem um movimento excêntrico- Isto é, ele gira em torno de um eixo que não é o eixo do cone. Desta forma, ele se aproxima e se afasta das paredes internas do manto num movimento recessivo
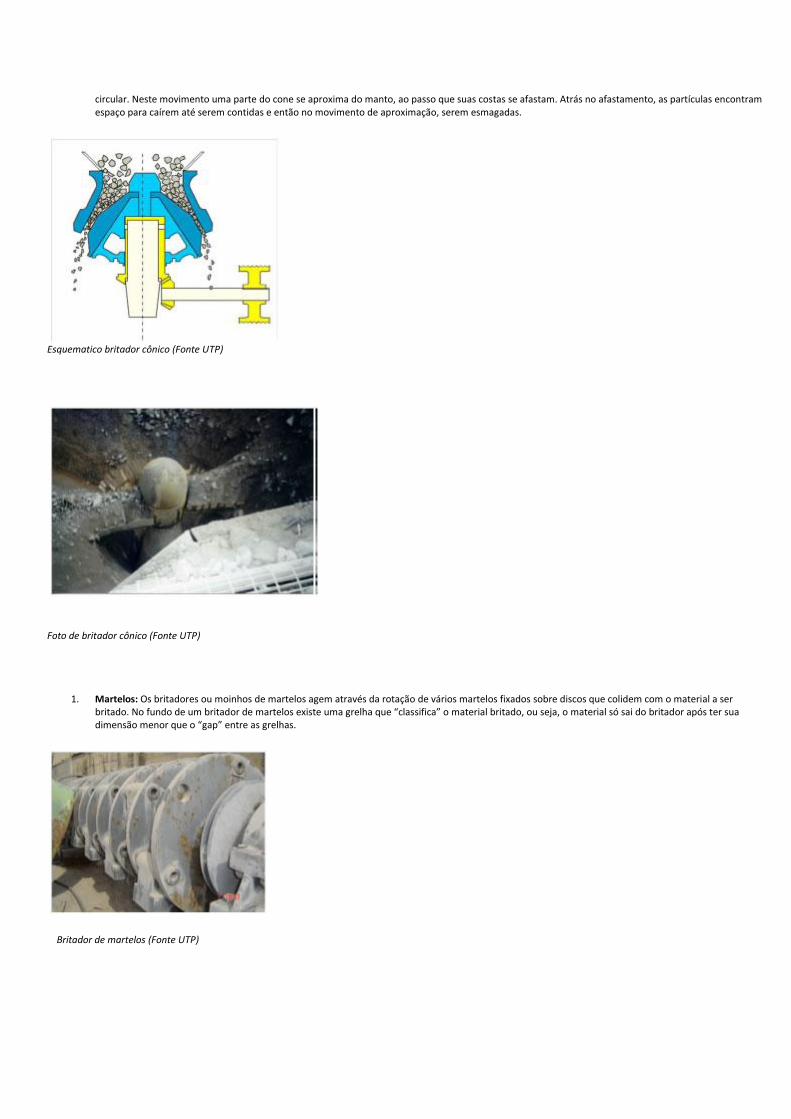
circular. Neste movimento uma parte do cone se aproxima do manto, ao passo que suas costas se afastam. Atrás no afastamento, as partículas encontram espaço para caírem até serem contidas e então no movimento de aproximação, serem esmagadas.
Esquematico britador cônico (Fonte UTP)
Foto de britador cônico (Fonte UTP)
1. Martelos: Os britadores ou moinhos de martelos agem através da rotação de vários martelos fixados sobre discos que colidem com o material a ser britado. No fundo de um britador de martelos existe uma grelha que “classifica” o material britado, ou seja, o material só sai do britador após ter sua dimensão menor que o “gap” entre as grelhas.
Britador de martelos (Fonte UTP)
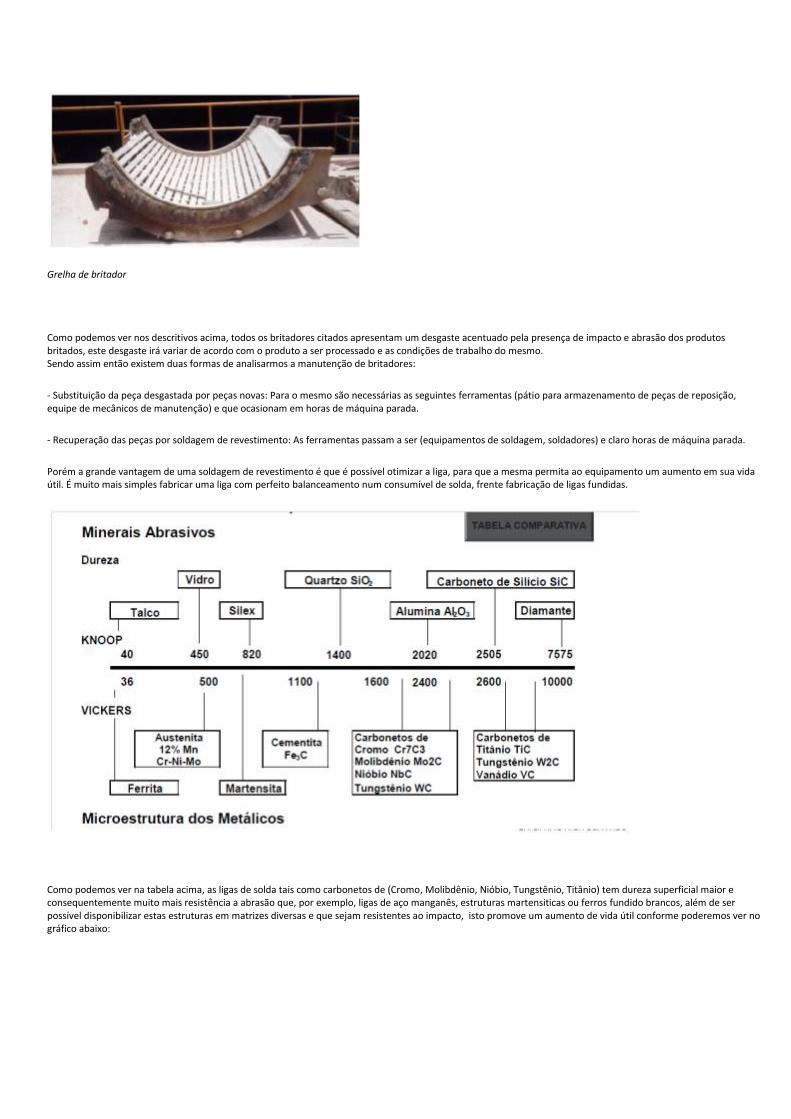
Grelha de britador
Como podemos ver nos descritivos acima, todos os britadores citados apresentam um desgaste acentuado pela presença de impacto e abrasão dos produtos britados, este desgaste irá variar de acordo com o produto a ser processado e as condições de trabalho do mesmo. Sendo assim então existem duas formas de analisarmos a manutenção de britadores:
- Substituição da peça desgastada por peças novas: Para o mesmo são necessárias as seguintes ferramentas (pátio para armazenamento de peças de reposição, equipe de mecânicos de manutenção) e que ocasionam em horas de máquina parada.
- Recuperação das peças por soldagem de revestimento: As ferramentas passam a ser (equipamentos de soldagem, soldadores) e claro horas de máquina parada.
Porém a grande vantagem de uma soldagem de revestimento é que é possível otimizar a liga, para que a mesma permita ao equipamento um aumento em sua vida útil. É muito mais simples fabricar uma liga com perfeito balanceamento num consumível de solda, frente fabricação de ligas fundidas.
Como podemos ver na tabela acima, as ligas de solda tais como carbonetos de (Cromo, Molibdênio, Nióbio, Tungstênio, Titânio) tem dureza superficial maior e consequentemente muito mais resistência a abrasão que, por exemplo, ligas de aço manganês, estruturas martensiticas ou ferros fundido brancos, além de ser possível disponibilizar estas estruturas em matrizes diversas e que sejam resistentes ao impacto, isto promove um aumento de vida útil conforme poderemos ver no gráfico abaixo:
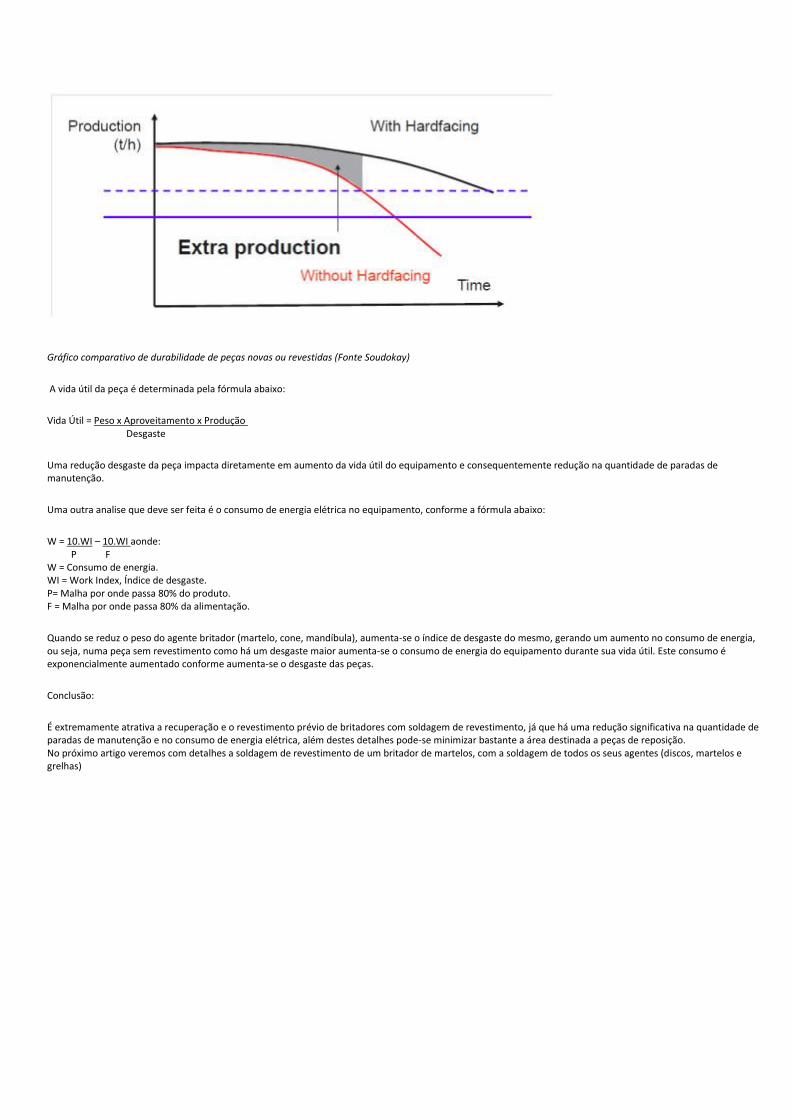
Gráfico comparativo de durabilidade de peças novas ou revestidas (Fonte Soudokay)
A vida útil da peça é determinada pela fórmula abaixo:
Vida Útil = Peso x Aproveitamento x Produção Desgaste
Uma redução desgaste da peça impacta diretamente em aumento da vida útil do equipamento e consequentemente redução na quantidade de paradas de manutenção.
Uma outra analise que deve ser feita é o consumo de energia elétrica no equipamento, conforme a fórmula abaixo:
W = 10.WI – 10.WI aonde: P F W = Consumo de energia. WI = Work Index, Índice de desgaste. P= Malha por onde passa 80% do produto. F = Malha por onde passa 80% da alimentação.
Quando se reduz o peso do agente britador (martelo, cone, mandíbula), aumenta-se o índice de desgaste do mesmo, gerando um aumento no consumo de energia, ou seja, numa peça sem revestimento como há um desgaste maior aumenta-se o consumo de energia do equipamento durante sua vida útil. Este consumo é exponencialmente aumentado conforme aumenta-se o desgaste das peças.
Conclusão:
É extremamente atrativa a recuperação e o revestimento prévio de britadores com soldagem de revestimento, já que há uma redução significativa na quantidade de paradas de manutenção e no consumo de energia elétrica, além destes detalhes pode-se minimizar bastante a área destinada a peças de reposição. No próximo artigo veremos com detalhes a soldagem de revestimento de um britador de martelos, com a soldagem de todos os seus agentes (discos, martelos e grelhas)
SOLDAGEM DE RECUPERAÇÃO DE RODAS DE PONTE ROLANTE
(Departamento de Engenharia de Aplicação) email: [email protected]
A ponte rolante é um equipamento fundamental e presente em todas as usinas e destilarias seja para abastecimento de cana ou para movimentação de cargas em geral dentro de uma planta industrial. Como é sabido que os equipamentos que compõe uma moenda são de grande porte e muito pesados a ponte rolante é bastante exigida em suas funções e suas rodas sofrem um desgaste típico por atrito e fricção necessitando com freqüência uma manutenção.
O reparo por soldagem das pistas de rolamento destas rodas é uma alternativa muito eficiente e de custo baixo o que o torna muito viável fazer dentro da própria usina ou destilaria, basta ter os recursos básicos para a soldagem por arame tubular como por exemplo uma fonte de soldagem MIG/MAG com capacidade para arame tubular Ø1,6mm e um soldador devidamente orientado para executar o trabalho.
A Böhler UTP, através de seu Departamento de Pesquisa & Desenvolvimento e o Departamento de Engenharia de Aplicação, desenvolveu um arame tubular muito eficaz para esta finalidade, testado e aprovado no segmento siderúrgico em uma ponte de capacidade para até 100 toneladas.
Em geral as rodas de ponte rolante são confeccionadas em aços forjados ou fundidos tipo ASTN A504 Gr.C – aço de alto teor de Carbono, com dureza superficial de 420HB em média. O arame tubular SK 741-G desenvolvido pela Böhler atende perfeitamente as características de trabalho deste equipamento podendo até proporcionar à superfície recuperada características superiores ao proporcionado pela peça original.
A aplicação consiste em uma preparação adequada da superfície da pista de rolamento a través da usinagem para remoção da camada fadigada pelo amassamento. Esta remoção deve ser aproximadamente de 5,0mm de profundidade. Fazer um pré aquecimento de 300°C mínimo para iniciar a soldagem, isto facilita a fusão do arame e minimiza as distorções geradas pelo calor do arco elétrico.
Fazer a reconstrução dimensional da pista de rolamento como arame SK 741-G Ø1,6mm iniciando pelas bordas e posteriormente pela pista circunferencial até obter a dimensão desejada considerando o sobre metal para usinagem posterior. Após preencher toda etapa da soldagem fazer um pós aquecimento seguido de resfriamento lento em manta térmica. Isto se deve para não provocar tensões residuais muito altas.
Abaixo pode-se ver algumas fotos de um case de sucesso. Um procedimento ou informações mais detalhadas pode ser obtida no Departamento de Engenharia de Aplicações da Böhler.
Fig.01 - Pré aquecimento
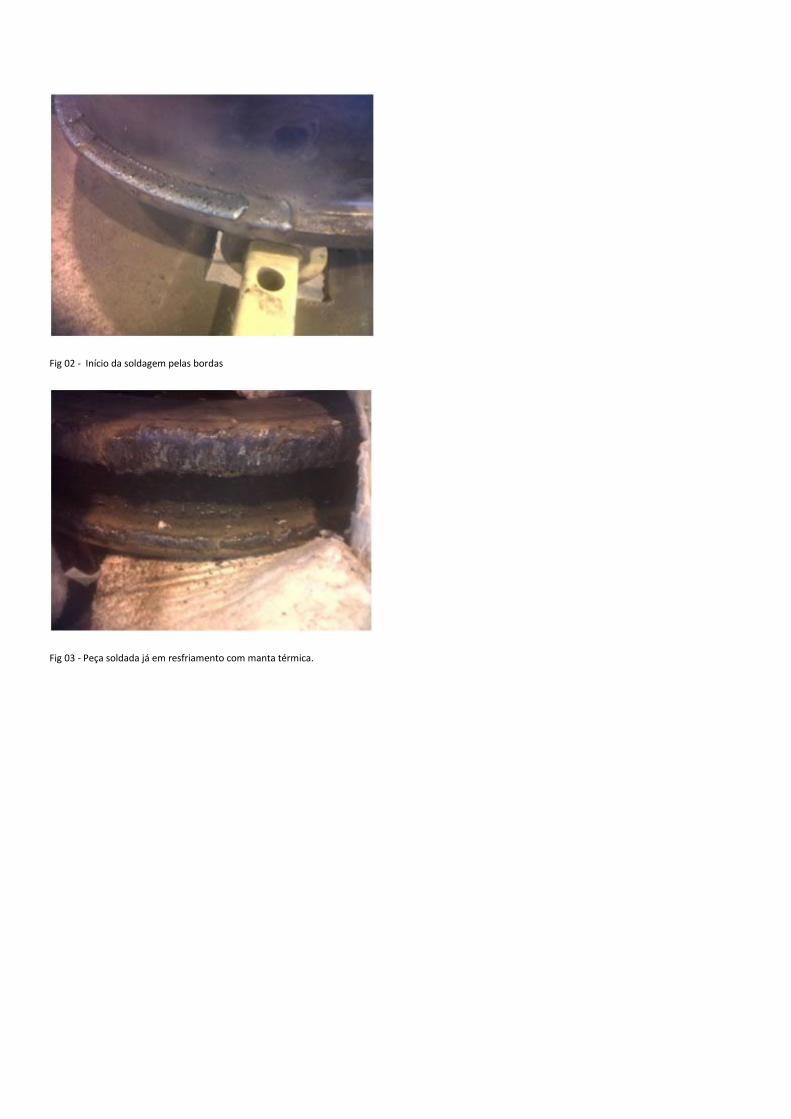
Fig 02 - Início da soldagem pelas bordas
Fig 03 - Peça soldada já em resfriamento com manta térmica.





























