Embed Size (px)
Citation preview

AUTOMAÇÃO APLICADA À MANUFATURA
Automação e mão de obra
16/04/2012 62
Patrícia Lins de Paula

AUTOMAÇÃO APLICADA À MANUFATURA
2. Automação e mão de obra
2.1 Setores e operações de produção2.2 Instalações de produção2.3 Linhas de montagem manuais2.4 Linhas de produção automatizadas2.5 Sistemas flexíveis de manufatura
16/04/2012 63

OPERAÇÕES E SETORES DE PRODUÇÃO
• Primário;– Agricultura, pesca, pecuária.
• Secundário;– Aeroespacial, bebidas, computadores.
• Bens de consumo• Bens de capital
• Terciário.– Educação, imobiliário, saúde.
16/04/2012 64
OPERAÇÕES E SETORES DE PRODUÇÃO
• Indústrias de processo;– Entrada contínua / lotes– Produção contínua / lotes– Saída contínua / lotes
• Ex. Refinaria de petróleo.
• Indústrias de produção discreta.– Entrada: unidades discretas– Saída: unidades discretas
• Ex. Montadora automobilística.
16/04/2012 65

OPERAÇÕES E SETORES DE PRODUÇÃO
• Operações de processamento e montagem;
• Manuseio de materiais;
• Inspeção e teste;
• Coordenação e controle.
16/04/2012 66

OPERAÇÕES E SETORES DE PRODUÇÃO
• Operações de processamento e montagem– Operações de processamento
• Operações de moldagem– PROCESSOS DE SOLIDIFICAÇÃO– PROCESSAMENTO DE PARTÍCULAS– PROCESSOS DE CONFORMAÇÃO– REMOÇÃO DE MATERIAL (USINAGEM)
» TORNEAMENTO» FRESAMENTO
16/04/2012 67

OPERAÇÕES E SETORES DE PRODUÇÃO
• Operações de processamento e montagem– Operações de processamento
• Operações de melhoria da propriedade– TRATAMENTO TÉRMICO DE MATERIAIS
• Operações de processamento da superfície– LIMPEZA– TRATAMENTOS SUPERFICIAIS
» JATEAMENTO DE AREIA– REVESTIMENTOS E DEPOSIÇÃO DE CAMADAS METÁLICAS
» PROTEÇÃO CATÓDICA» PINTURA
16/04/2012 68

OPERAÇÕES E SETORES DE PRODUÇÃO
• Operações de processamento e montagem– Operações de montagem
• Junção permanente– SOLDAGEM– COLAGEM
• Junção semipermanente– PARAFUSAGEM– ENCAIXE
16/04/2012 69

INSTALAÇÕES DE PRODUÇÃO
• Produção baixa– Média de 1 a 100 unidades
• Produção média– Média de 100 a 10 mil unidades
• Produção alta– Média de 10 mil a milhões de unidades
16/04/2012 70

Custo:
Qualidade
Desempenho
Entrega
dos materiais, mão-de-obra, energia, custos indiretos e demais recursosusados para fabricar um produto.
definida pela capacidade dos materiais e operações atender asespecificações e as expectativas dos clientes, e quão apertadas edifíceis essas especificações e expectativas são.
as características do produto e o quanto estas permitem que o produtofaça coisas que os outros produtos não fazem.
o prazo de entrega e a sua confiabilidade (com que freqüência ospedidos atrasam e quanto atrasam)
1) de volume: capacidade de aumentar ou diminuir o volume deFlexibilidade
Inovação
produção para responder rapidamente as demandas do mercado;2) de mix de produtos: capacidade de rapidamente alterar os tipos deprodutos ofertados dentro da gama de produtos oferecidos;3) de produto: capacidade de rapidamente adequar o produto aexigências específicas dos clientes.habilidade de rapidamente introduzir novos produtos ou de promovermudanças nos produtos existentes.

• Empregados são despesa • Colaboradores são investimentoPessoal • Desqualificados • Qualificados, multifuncionais
• "Robôs humanos" • Identificação e solução deproblemas
• Hierárquica, centralizada • Chata, descentralizadaEstrutura organizacional • Medidas de desempenho por • Medidas de desempenhoe gerenciamento contabilidade de custos competitivo
• Valorização do "colarinho branco" • Valorização do chão de fábrica
Planejamento e controleda produção
Fontes de fornecimento
Tecnologia de processo
Instalações
• Centralizado, complexo• Monitoramento detalhado douso de recursos
• Muitos fornecedores• Relacionamento de curto prazo• Ênfase na redução de custos
• Tecnologia madura• Desenvolvimento externo• Ênfase na redução de custos
• Uso geral• Mudanças grandes, não freqüentes• Orientada por apropriação
de capital
• Descentralizado, simples• Monitoramento agregado do
uso de recursos
• Poucos fornecedores• Parceria, responsabilidade total• Ênfase nas capabilidades críticas
• Tecnologia modernas dehardware e software
• Desenvolvimento interno• Ênfase nas saídas da manufatura
• Focadas• Mudanças freqüentes,incrementais
• Melhoria das capabilidades

Aplicação IEC 61850

Reles Digitais de Protecao

Interface de Operacao - IHM

Switches Opticos

GPSO gerador de base de tempo sincronizado por satélite geram sinais para sincronismo temporal com precisão de 1 seg.
Os receptores de GPS pode ser totalmente configurado através de sua IHM frontal ou através de sua porta de comunicação RS-232C.

Orientação para o cliente
♦ Tendência forte para envolver o cliente no processo decriação produto♦ Ênfase dada à qualidade
♦ Leque de opções de produtos disponíveis muito maior,acesso a um conjunto mais completo de informações sobre oproduto
♦ Indução ao cumprimento de exigências normativas ecertificadoras (ex.: ISO 9000 e ISO 14000)
♦ A manufatura define as características da qualidadeinclusive aquelas percebidas pelo cliente (ex.: assistênciatécnica)

Dinamismo intrínseco
Hoje:
♦ Produtos sofrem obsolescência prematura, induzidospor questões tecnológicas e mercadológicas.
♦ Odesempenho da manufatura é comprometido, poisele dependente de estabilidade, disciplina e experiência e suasrotinas são muito sensíveis a perturbações. Planejamento eoperação são difíceis em condições muito dinâmicas.
♦ As soluções adotadas têm tornado os sistemas caros,complexos, difíceis de operar, manter ou aperfeiçoar.
♦ A melhor solução pode não ser a simples incorporação derecursos tecnológicos, mas a reorganização do sistema deprodução dentro dos novos paradigmas.

Reorientação das prioridades
⇒⇒⇒
⇒
deslocamento da estratégia competitiva dasempresas da inovação em produtos para ainovação na relação produto-processovalorização das competências essenciais, daqualificação do pessoal e do relacionamentocom fornecedores.
novas maneiras de planejar e executar amanufatura
colaboradores como elementos decisivos paraa vantagem competitiva das empresas

Gerenciamento da manufaturaatualAlgumas limitações importantes
componentes complicados dificultam o entendimentodo comportamento do sistema pelos operadores
dificuldade de reconfiguração e expansão custo elevado
⇒ as principais atividades das gerências e de suasequipes de produção não agregam valor ao produto(são atividades-meio, burocráticas).

Controle da Produção (Chão de Fábrica)
PlanejamentoMaterialFerramentalEquipe“Setups” feitos
Mudanças emPedidos
Divisão de lotesAlteração de rotasMudança de tempos-
padrãoRetrabalhoMudanças de
engenharia
Controleda
Produção
RealimentaçãoDesempenho ao
programadoDesviosRelatório de “status”
DespachoSeleção de tarefasAtribuição de tarefasControle de
prioridades
Controle deTarefas
Localização detarefas
Monitoração deprogresso

Planejamento e Controle da Produção(PCP)
• MTS - Make To Stock(produção para estoque, baseada emprevisão de vendas)
• MTO - Make To Order(sob encomenda)
• ATO - Assemble To Order(montagem sob encomenda)
• ETO - Engineering To Order(ordem para engenharia -projeto sob encomenda)
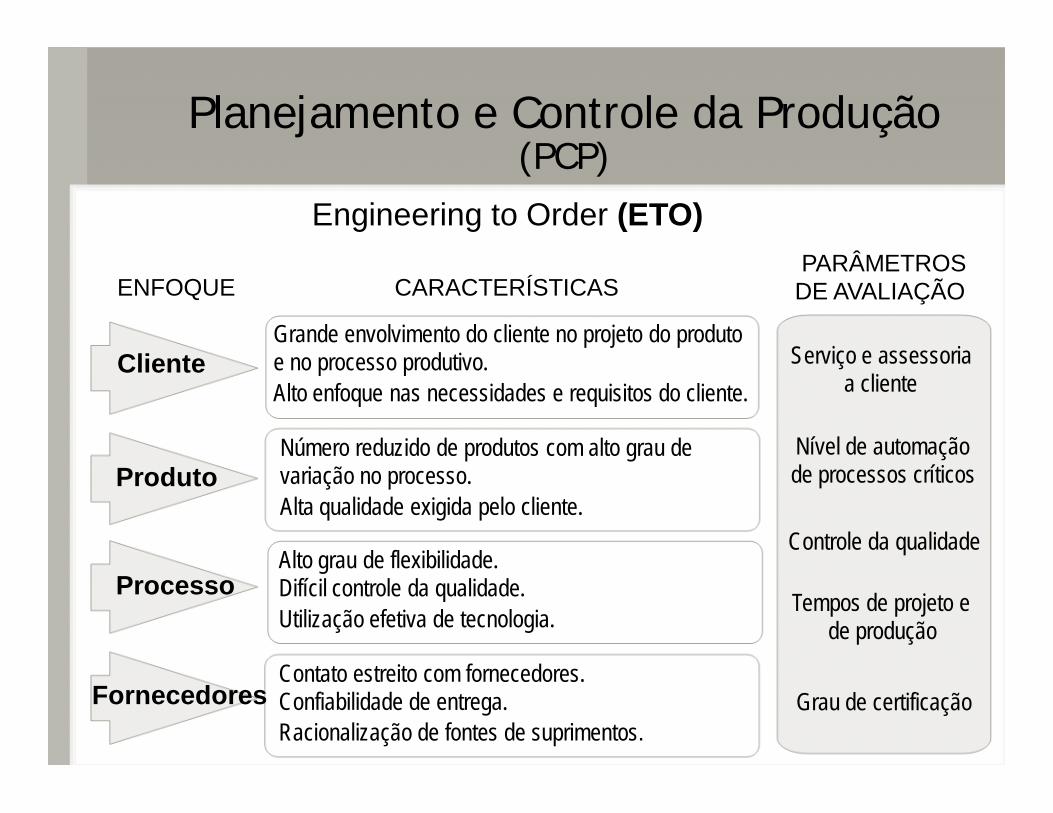
Planejamento e Controle da Produção(PCP)
Engineering to Order (ETO)PARÂMETROS
ENFOQUE
Cliente
Produto
Processo
Fornecedores
CARACTERÍSTICAS
Grande envolvimento do cliente no projeto do produtoe no processo produtivo.Alto enfoque nas necessidades e requisitos do cliente.
Número reduzido de produtos com alto grau devariação no processo.Alta qualidade exigida pelo cliente.
Alto grau de flexibilidade.Difícil controle da qualidade.Utilização efetiva de tecnologia.
Contato estreito com fornecedores.Confiabilidade de entrega.Racionalização de fontes de suprimentos.
DE AVALIAÇÃO
Serviço e assessoriaa cliente
Nível de automaçãode processos críticos
Controle da qualidade
Tempos de projeto ede produção
Grau de certificação

Planejamento e Controle da Produção(PCP)
Make to Order (MTO)PARÂMETROS
ENFOQUE
Cliente
Produto
Processo
Fornecedores
CARACTERÍSTICAS
Adequação a solicitações do cliente.Alto tempo de entrega.
Alta funcionalidade e baixo rendimento.Alta variedade .
Flexibilidade do Processo Alto tempo e custo defabricação.Dificuldade de manter qualidade consistente.
Baixo tempo de resposta.Estreita relação com fornecedores.Qualidade consistente exigida..
DE AVALIAÇÃO
Serviço e assessoriaa cliente
Tempos de entrega
Nível da qualidade
Nível da automação
Custos de produção
Nível de eficiência
Utilização do espaço

Planejamento e Controle da Produção(PCP)
Assemble to Order (ATO)PARÂMETROS
ENFOQUE
Cliente
Produto
Processo
Fornecedores
CARACTERÍSTICAS
Alta confiabilidade de qualidade e entrega. .Baixo preço.
Alto volume.Baixo custo.Produtos intermediários de baixa variedade.
Qualidade consistente.Flexibilidade no processo.
Poucos Fornecedores.Qualidade consistente.Confiabilidade de entrega..
DE AVALIAÇÃO
Alto controle daqualidade
Prazo de entrega
Controle estatístico doprocesso
Nível da automação
Custos de produção
Flexibilidade
Nível de eficiência

Planejamento e Controle da Produção(PCP)
Make to Stock (MTS)PARÂMETROS
ENFOQUE
Cliente
Produto
Processo
Fornecedores
CARACTERÍSTICAS
Disponibilidade imediata.Garantia de qualidade consistente ao cliente.Funcionalidade padrão.
Baixo custo.Altos volumes.Produto padronizado.
Alta eficiência.Baixo nível de defeitos.
Poucos fornecedores.Confiabilidade de entrega.Qualidade consistente e flexibilidade.
DE AVALIAÇÃO
Nível de estoque
Nível de qualidade
Cp e Cpk
Nível da automação
Custos de produção
Eficiência deprodução

A história do MRP ao ERP
M R P (“Materials Requirement Planning”)
MRPII (“Manufacturing Resources Planning”)
ERP (“Enterprise Resource Planning”)

Falando do MRP do ERP
O MRP é uma importante ferramenta de gerenciamento,planejamento e previsão.
Contudo, o uso com sucesso do MRP tem sido muito baixo.Razão: disciplina.
O problema maior do MRP está na sofisticação necessária pararepresentar uma manufatura que se tornou por demais complexa,
centralizadora e hierarquizada.

Técnicas básicas da manufatura modernaJIT (Just-In-Time)
Objetivo:Entregar os produtos no prazo, quantidade e qualidade pedidos
Metas de um JIT ideal:• minimizar estoques, manipulação, tempos de preparação e deprocessamento, defeitos e paradas de máquinas• aceitar lotes menores possíveis
Intenção das metas: expor os problemas para redução global de custos
Características:Pequena inérciaDescentralização dos processos de tomada de decisão

Técnicas básicas da manufatura moderna
JIT (Just-In-Time)
Limitações:• exige ambiente de produção previsível (processos repetitivos)
• dependência dos fornecedores
• alocação próxima dos fornecedores• aumento da complexidade (logística de materiais e degerenciamento de fornecedores)

Técnicas básicas da manufatura moderna
TOC (Theory of Constraints)
Objetivo primário: aumentar o retorno financeiro do sistemade produção
Meta: otimização dos gargalos (otimizar a capacidadeprodutiva para maximizar o atendimento ao mercado)
Todos os recursos da manufatura são qualificados comogargalos ou não-gargalos.
Útil em sistemas com características hierarquizadas ecomplexas (complemento interessante para o MRP, com as
restrições semelhantes)

Técnicas básicas da manufatura moderna
TQC (Total Quality Control)
Conjunto de técnicas com o objetivo de valorizar o papel dohomem da empresa.
Fundamentos :• Conceito de melhorias contínuas• Ações preventivas com perspectiva de longo prazo (trabalha acultura organizacional)
Problema: compatibilizar estes fundamentos com os processosde reestruturação demandados pelos demais novos conceitos

Técnicas básicas da manufatura moderna
FMC (Flexible Manufacturing Cell)
Objetivo: reagrupar os recursos com ênfase no processo.Contexto: lotes pequenos de produtos dentro de uma
mesma famíliaConceitos associados: gerenciamento distribuído, equipesde trabalho, modularidade, padronização, especialização,
flexibilidadeLimitações:
• leiaute rígido e pré-otimizado• tempos de preparação delimitados pelas concepção do
sistema e quantidade de máquinas a ajustar• tendência à especialização local.





























