Embed Size (px)
DESCRIPTION
Assuntos abordados: Hardware dos Controladores Lógicos Programáveis:• Introdução; Automação Industrial e de Sistemas de Energia; Componentes do Hardware; Entradas; Saídas; CPU e Memória; Fontes de Alimentação; Dispositivos de Programação; Interfaces de Operação e Comunicação.
Citation preview
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Automação por CLP
ÍNDICEASSUNTO PÁGINA
1. Histórico do CLP ................................................................................ 2
2. Arquitetura do CLP ............................................................................ 5
3. Princípio de operação do CLP ........................................................ 16
4 - Linguagens de Programação ......................................................... 19
5. Circuitos De Comando Elétrico ...................................................... 22
6. Definição De Controlador Lógico Programável ............................ 33
1
INSTITUTO ESCOLAR SOMOS BRASILEIROS
1. Histórico do CLPO Controlador Lógico Programável, ou simplesmente PLC (Programmable Logic
Controller), pode ser definido como um dispositivo de estado sólido - um Computador Industrial, capaz de armazenar instruções para implementação de funções de controle (seqüência lógica, temporização e contagem, por exemplo), além de realizar operações lógicas e aritméticas, manipulação de dados e comunicação em rede, sendo utilizado no controle de Sistemas Automatizados
Os principais blocos que compõem um PLC são:
CPU (Central Processing Unit - Unidade Central de Processamento): compreende o processador ( microprocessador, microcontrolador ou processador dedicado), o sistema de memória (ROM e RAM) e os circuitos auxiliares de controle;
Circuitos/Módulos de I/O ( lnputlOutput — Entrada/Saída): podem ser discretos (sinais digitais: 12VDC, 127 VAC, contatos normalmente abertos, contatos normalmente fechados) ou analógicos (sinais analógicos: 4-20mA, 0- 10VDC, termopar);
Fonte de Alimentação: responsável pela tensão de alimentação fornecida à CPU e aos Circuitos/Módulos de I/O. Em alguns casos, proporciona saída auxiliar (baixa corrente).
Base ou Rack: proporciona conexão mecânica e elétrica entre a CPU, os Módulos de I/O e a Fonte de Alimentação. Contém o barramento de comunicação entre eles, no qual os sinais de dados, endereço, controle e tensão de alimentação estão presentes.
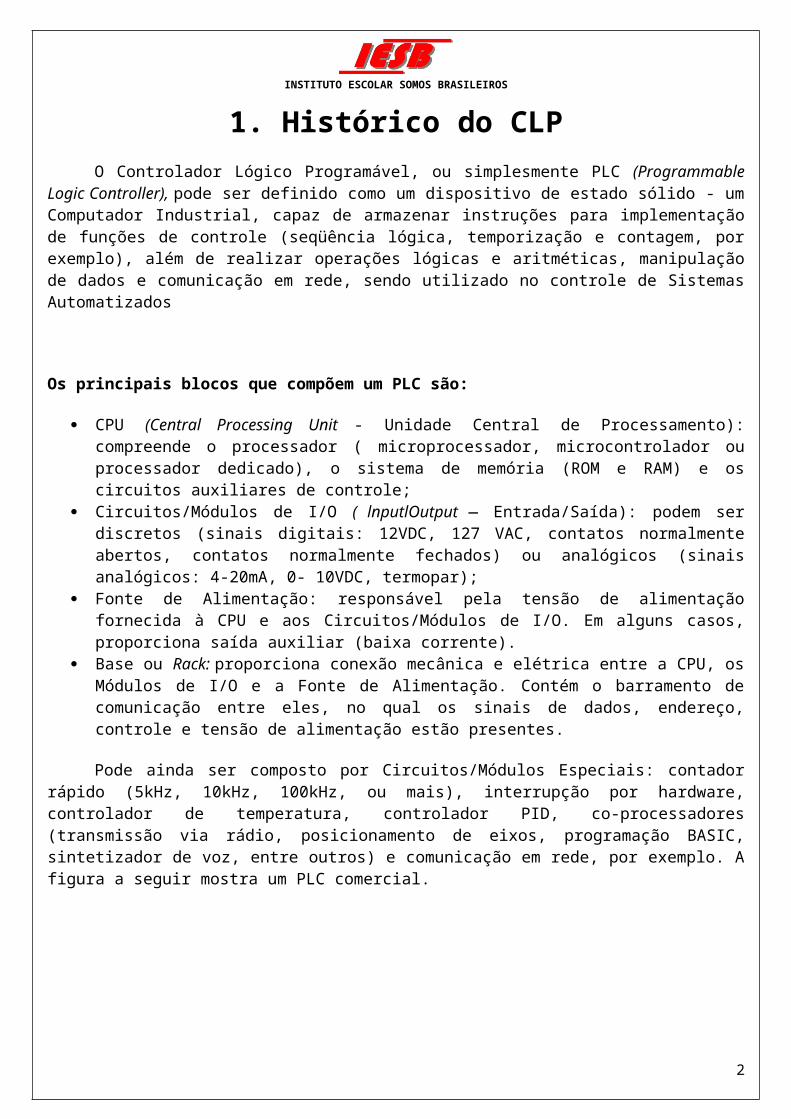
Pode ainda ser composto por Circuitos/Módulos Especiais: contador rápido (5kHz, 10kHz, 100kHz, ou mais), interrupção por hardware, controlador de temperatura, controlador PID, co-processadores (transmissão via rádio, posicionamento de eixos, programação BASIC, sintetizador de voz, entre outros) e comunicação em rede, por exemplo. A figura a seguir mostra um PLC comercial.
2
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Operação Básica do CLP
A CPU executa a leitura dos status (condições, estados) dos dispositivos de entrada meio dos Circuitos/Módulos de I/O. Esses status são armazenados na memória (RAM) para serem processados pelo Programa de Aplicação (desenvolvido pelo usuário e armazenado em memória RAM, EPROM ou EEPROM no PLC). Após a execução do Programa de Aplicação, o processador atualiza os status dos dispositivos de saída por meio dos Circuitos/Módulos de I/O, realizando a lógica de controle.
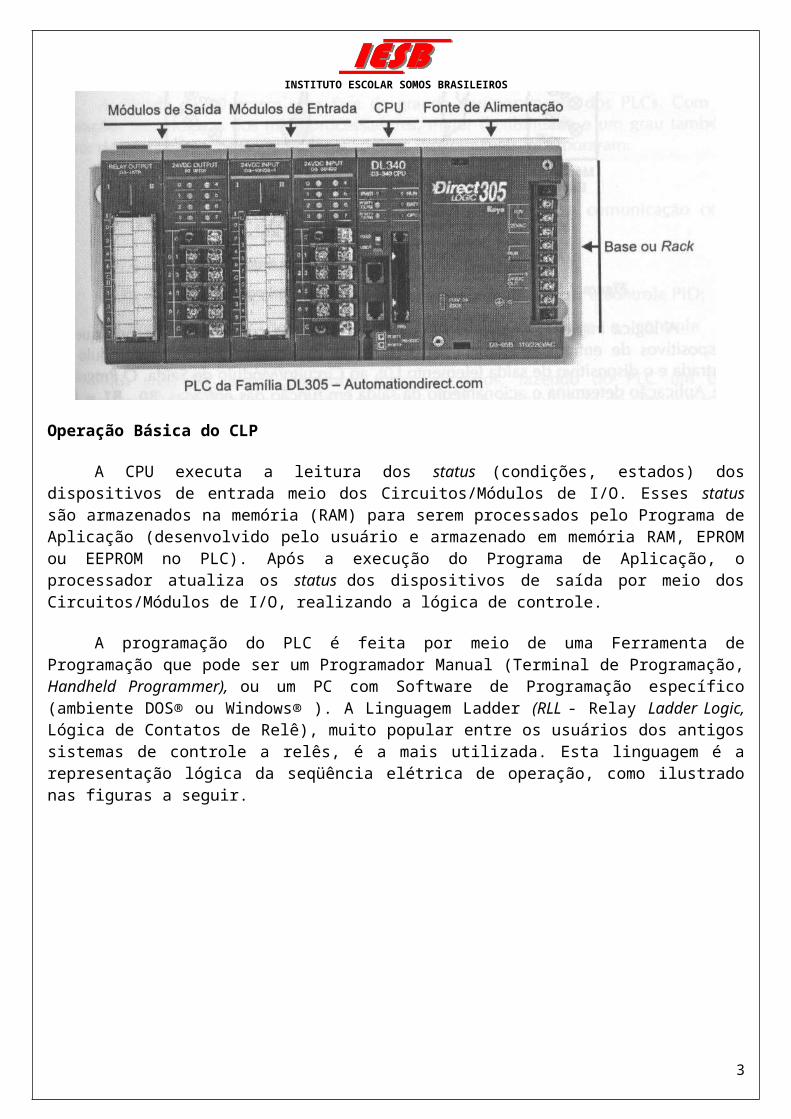
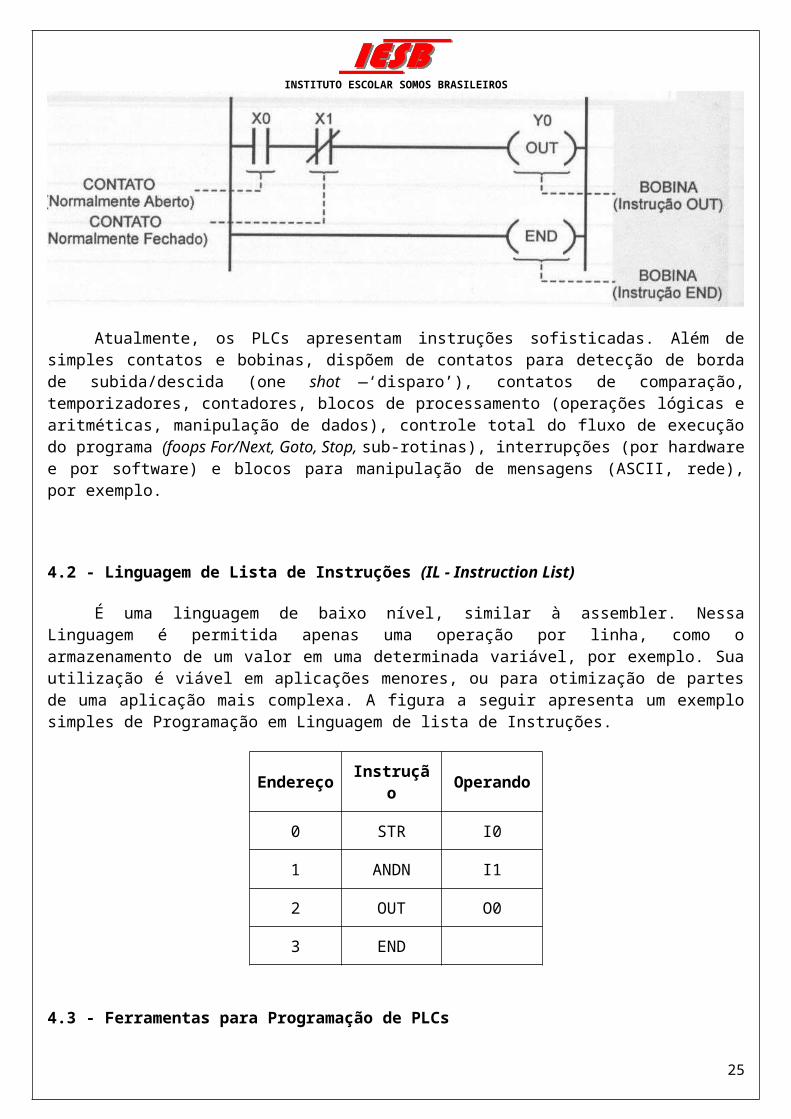
A programação do PLC é feita por meio de uma Ferramenta de Programação que pode ser um Programador Manual (Terminal de Programação, Handheld Programmer), ou um PC com Software de Programação específico (ambiente DOS® ou Windows® ). A Linguagem Ladder (RLL - Relay Ladder Logic, Lógica de Contatos de Relê), muito popular entre os usuários dos antigos sistemas de controle a relês, é a mais utilizada. Esta linguagem é a representação lógica da seqüência elétrica de operação, como ilustrado nas figuras a seguir.
3
INSTITUTO ESCOLAR SOMOS BRASILEIROS
A lógica implementada pelo PLC é muito similar à convencional, sendo que os dispositivos de entrada (elementos B0 e B1) são conectados ao Circuito/Módulo de Entrada e o dispositivo de saída (elemento L0), ao Circuito/Módulo de Saída. O Programa de Aplicação determina o acionamento da saída em função das entradas (B0 . B1 = L0). Qualquer alteração desejada nesta lógica é realizada por meio de alterações no programa, permanecendo as mesmas ligações (conexões) nos Circuitos/Módulos de I/O.
1.2 - Histórico
Na década de 60, o aumento da competitividade fez com que a indústria automotiva melhorasse o desempenho de suas linhas de produção, aumentando tanto a qualidade como a produtividade. Fazia-se necessário encontrar uma alternativa para os sistemas de controle a relês. Uma saída possível, imaginada pela General Motors, seria um sistema baseado no computador.
Assim, em 1968 , a Divisão Hydramatic da GM determinou os critérios para projeto do PLC, sendo que o primeiro dispositivo a atender às especificações foi desenvolvido pela Gould Modicon em 1969.
As principais características desejadas nos novos equipamentos de estado sólido, com a flexibilidade dos computadores, eram:
Preço competitivo com os sistemas a relês;
4
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Dispositivos de entrada e de saída facilmente substituíveis; Funcionamento em ambiente industrial (vibração, calor, poeira, ruídos); Facilidade de programação e manutenção por técnicos e engenheiros; Repetibilidade de operação e uso.
Inicialmente, os CLPs, ouPLCs eram chamados PCs – Programmable Controllers, mas com o advento dos Computadores Pessoais (PCs – Personal Computers), convencionou-se PLCs para evitar conflitos de nomenclatura. Originalmente os PLCs foram usados em aplicações de controle discreto (onloff - liga/desliga), como os sistemas a relês, porém eram facilmente instalados, economizando espaço e energia, além de possuírem indicadores de diagnósticos que facilitavam a manutenção. Uma eventual necessidade de alteração na lógica de controle da máquina era realizada em pouco tempo, apenas com ‘mudanças’ no programa, sem necessidade de alteração nas ligações elétricas.
A década de 70 marca uma fase de grande aprimoramento dos PLCs. Com as inovações tecnológicas dos microprocessadores, maior flexibilidade e um grau também maior de inteligência, os Controladores Lógicos Programáveis incorporaram:
1972 - Funções de temporização e contagem;
1973 - Operações aritméticas, manipulação de dados e comunicação com computadores;
1974 - Comunicação com lnterfaces Homem-Máquina;
1975 - Maior capacidade de memória, controles analógicos e controle PID;
1979/80 - Módulos de I/O remotos, módulos inteligentes e controle de posicionamento.
Nos anos 80, aperfeiçoamentos foram atingidos, fazendo do PLC um dos equipamentos mais atraentes na Automação Industrial. A possibilidade de comunicação em rede (1981) é hoje uma característica indispensável na indústria. Além dessa evolução tecnológica, foi atingido um alto grau de integração, tanto no número de pontos como no tamanho físico, que possibilitou o fornecimento de minis e micros PLCs (a partir de 1982).
Atualmente, os PLCs apresentam as seguintes características:
Módulos de I/O de alta densidade (grande número de Pontos de I/O por módulo); Módulos remotos controlados por uma mesma CPU; Módulos inteligentes (coprocessadores que permitem realização de tarefas complexas:
controle PID, posicionamento de eixos, transmissão via rádio ou modem, leitura de código de barras);
Software de programação em ambiente Windows® (facilidade de programação); Integração de Aplicativos Windows® (Access, Excel, Visual Basic) para comunicação com
PLCs; Recursos de monitoramento da execução do programa, diagnósticos e detecção de falhas;
5
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Instruções avançadas que permitem operações complexas (ponto flutuante, funções trigonométricas );
Scan Time (tempo de varredura) reduzido (maior velocidade de processamento) devido à utilização de processadores dedicados;
Processamento paralelo (sistema de redundância), proporcionando confiabilidade na utilização em áreas de segurança;
Pequenos e micros PLCs que oferecem recursos de hardware e de software dos PLCs maiores;
Conexão de PLCs em rede (conexão de diferentes PLCs na mesma rede, comunicação por meio de Rede Ethernet).
O mercado recebe constantemente novos e melhores produtos que agregam valores, ao mesmo tempo que reduzem o custo das soluções baseadas em PLCs. Portanto, é indispensável uma atualização contínua por intermédio de contato com fabricantes e fornecedores, sendo a lnternet uma ótima opção.
2. Arquitetura do CLPConhecer a estrutura básica de cada Bloco que compõe o PLC, com suas particularidades
e funções desempenhadas, auxilia na configuração e escolha do equipamento mais adequado à implementação de determinado Sistema Automatizado. De certa forma, influencia também no desenvolvimento do Programa de Aplicação.
2.1 - CPU - Unidade Central de Processamento
A CPU de um PLC compreende os elementos que formam a ‘inteligência’ do sistema: o Processador e o Sistema de Memória, além dos circuitos auxiliares de controle. O Processador interage continuamente com o Sistema de Memória por meio do Programa de Execução (desenvolvido pelo fabricante), interpreta e executa o Programa de Aplicação (desenvolvido pelo usuário), e gerência todo o sistema. Os circuitos auxiliares de controle atuam sobre os barramentos de dados (data bus), de endereços (address bus) e de controle (control bus), conforme solicitado pelo processador, de forma similar a um sistema convencional baseado em microprocessador.
2.2 - Processador
O desenvolvimento tecnológico de um PLC depende principalmente do Processador utilizado, que pode ser desde um microprocessador/controlada convencional - 80286, 80386, 8051, até um processador dedicado - DSP (Digital Signa Processor — Processador Digital de Sinais), por exemplo.
6
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Atualmente, os Processadores utilizados em PLCs são dotados de alta capacidade computacional. Há CPUs que possuem processamento paralelo (sistema de redundância), no qual dois ou mais processadores executam o Programa de Aplicação, confrontando o resultados obtidas após o término de cada execução. Algumas Famílias de PLCs possuem Módulos Co-processadores, que auxiliam o Processador da CPU na execução de funções específicas (operações complexas).
Independente de sua tecnologia, o Processador é responsável pelo gerenciamento total do sistema, controlando os barramentos de endereços, de dados e de controle. Conforme determinado pelo Programa de Execução, interpreta e executa as instruções do Programa de Aplicação, controla a comunicação com dispositivos externos e verifica integridade de todo o sistema (diagnósticos). Pode operar com registros e palavras d instrução, ou de dados, de diferentes tamanhos (8, 16 ou 32 bits), determinado pelo tamanho de seu acumulador e pela lista de instruções disponíveis para cada CPU.
2.3 - Sistema de Memória
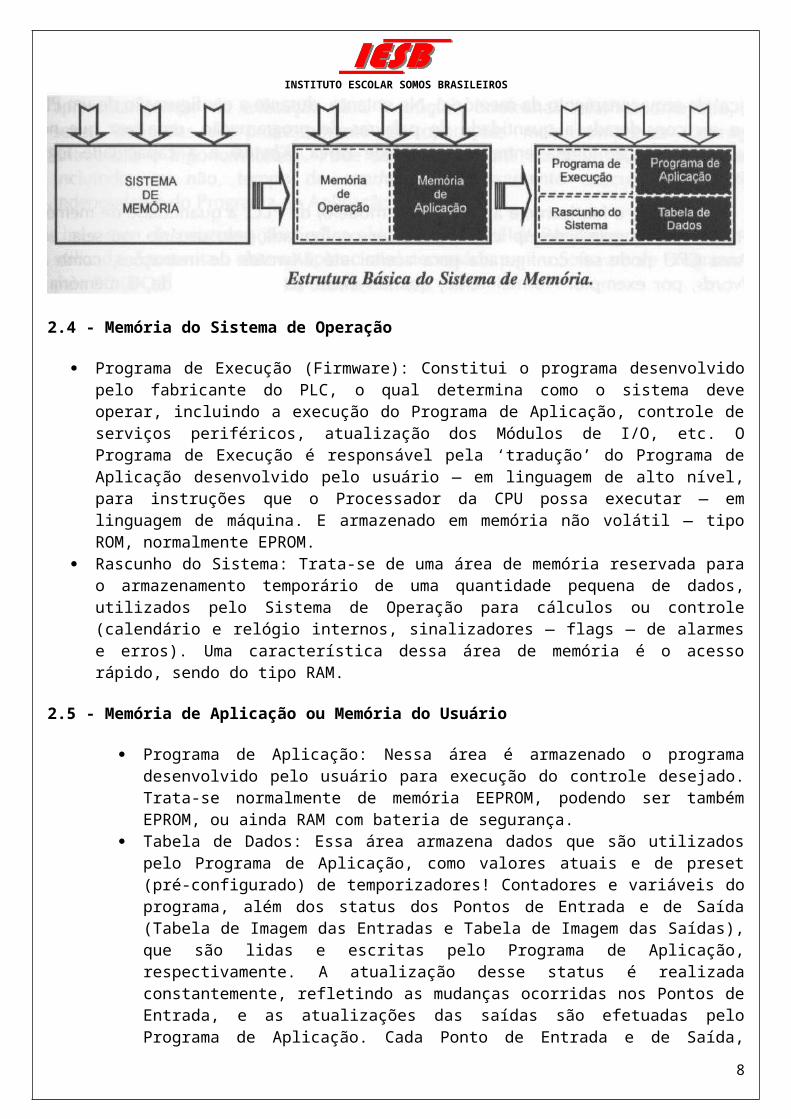
O Sistema de Memória da CPU é composto pela Memória do Sistema de Operação (Programa de Execução ou Firmware, e Rascunho do Sistema) e pela Memória de Aplicação (Programa de Aplicação e Tabela de Dados), conforme a figura a seguir.
2.4 - Memória do Sistema de Operação
Programa de Execução (Firmware): Constitui o programa desenvolvido pelo fabricante do PLC, o qual determina como o sistema deve operar, incluindo a execução do Programa de Aplicação, controle de serviços periféricos, atualização dos Módulos de I/O, etc. O Programa de Execução é responsável pela ‘tradução’ do Programa de Aplicação desenvolvido pelo usuário — em linguagem de alto nível, para instruções que o Processador da CPU possa executar — em linguagem de máquina. E armazenado em memória não volátil — tipo ROM, normalmente EPROM.
Rascunho do Sistema: Trata-se de uma área de memória reservada para o armazenamento temporário de uma quantidade pequena de dados, utilizados pelo Sistema de Operação para cálculos ou controle (calendário e relógio internos, sinalizadores — flags — de alarmes e erros). Uma característica dessa área de memória é o acesso rápido, sendo do tipo RAM.
7
INSTITUTO ESCOLAR SOMOS BRASILEIROS
2.5 - Memória de Aplicação ou Memória do Usuário
Programa de Aplicação: Nessa área é armazenado o programa desenvolvido pelo usuário para execução do controle desejado. Trata-se normalmente de memória EEPROM, podendo ser também EPROM, ou ainda RAM com bateria de segurança.
Tabela de Dados: Essa área armazena dados que são utilizados pelo Programa de Aplicação, como valores atuais e de preset (pré-configurado) de temporizadores! Contadores e variáveis do programa, além dos status dos Pontos de Entrada e de Saída (Tabela de Imagem das Entradas e Tabela de Imagem das Saídas), que são lidas e escritas pelo Programa de Aplicação, respectivamente. A atualização desse status é realizada constantemente, refletindo as mudanças ocorridas nos Pontos de Entrada, e as atualizações das saídas são efetuadas pelo Programa de Aplicação. Cada Ponto de Entrada e de Saída, conectado aos Módulos de I/O, tem um endereço específico na Tabela de Dados, o qual é acessado pelo Programa de Aplicação. Essa memória é do tipo RAM, podendo ser alimentada com bateria de lítio (memória retentiva).
Cada instrução que a CPU pode executar consome uma quantidade predeterminada de memória, expressa em bytes (8 bits) ou words (16 bits). Normalmente, as especificações técnicas de uma CPU indicam a quantidade de memória disponível para o usuário (memória variável - RAM, e memória de programação — EPROM, EEPROM ou RAM com bateria), podendo ser expressa em Kbytes (‘capacidade física’ de armazenamento da memória) ou em Kwords - palavras de programação (‘capacidade lógica’ de armazenamento da memória). No entanto, durante a configuração de um PLC, deve ser considerada a quantidade de palavras de programação, uma vez que nem sempre há relação direta entre a capacidade física (Kbytes) e a capacidade lógica (Kwords).
Conforme o fabricante e a Família (ou modelo) de PLC, a quantidade de memória destinada ao Programa de Aplicação pode ser configurada pelo usuário, ou seja, uma mesma CPU pode ser configurada para aceitar até 2Kwords de instruções, como até 4Kwords, por exemplo. Normalmente, quando existe esta possibilidade, a memória se apresenta na forma de cartuchos que são inseridos na CPU. Existem casos em que a CPU é fornecida com uma quantidade básica de memória, a qual pode ser expandida por meio desses “cartuchos”.
Além da quantidade de memória, pode haver diferenças na forma de armazenamento dos dados. As características normalmente apresentadas nas especificações técnicas de unia CPU e que devem ser consideradas durante a sua configuração são:
Capacidade de memória: quantidade máxima de memória que a CPU pode conter, sendo indicadas separadamente: Memória total para programa de aplicação e memória total para tabela de dados ou variáveis.
Tipo de memória: forma de armazenamento do Programa de Aplicação. Algumas CPUs possibilitam a escolha do tipo de memória (EPROM ou EEPROM, por exemplo) para este fim.
Bateria de backup: indica se a CPU permite utilização de bateria (de lítio) para manutenção da Tabela de Dados (Dados Retentivos), mesmo sem alimentação.
8
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Pontos de I/O total: quantidade máxima de Pontos de I/O que a CPU pode controlar. Conforme o caso, há limites para Pontos de Entrada e Pontos de Saída separadamente. Por exemplo, uma CPU pode controlar 640 Pontos de I/O, tendo no máximo 320 Pontos de Entrada e 320 Pontos de Saída.
Tempo de processamento ou tempo de execução: tempo necessário para a CPU executar uma instrução booleana (contato ou bobina). Algumas CPUs podem apresentar tempo de execução para instruções booleanas relativamente alto, por serem indicadas ao processamento de operações mais complexas (operações aritméticas e trigonométricas). Pode ser expresso em 1 k de instruções booleanas, incluindo, ou não, tempo de overhead (processamento executado pela CPU independente do Programa de Aplicação).
Linguagem de programação: indica a(s) Linguagem(s) de Programação que pode ser utilizada. Apresenta o sistema operacional necessário para o Software de Programação para PC (DOS® ou Windows®, normalmente).
Recursos de programação: indica os principais recursos disponíveis na CPU que podem ser utilizados. Por exemplo, pode apresentar a quantidade de temporizadores e contadores, operação com números inteiros ou números reais (ponto flutuante), rotinas internas para controle PID, existência de calendário/relógio internos, proteção por meio de senha (para acesso ao programa armazenado na memória) e sistema de diagnósticos, entre outros.
Portas de comunicação: quantidade de portas de comunicação existentes na CPU, indicando tipo (RS-232 e/ou RS-422, por exemplo) e protocolos suportados.
Para casos em que a CPU apresenta-se como um módulo independente, deve-se considerar também o item potência consumida da base, o qual especifica a corrente que a CPU consome da Fonte de Alimentação, por meio do barramento da Base, para poder operar. Este valor é utilizado no Cálculo de Consumo de Potência durante a configuração do PLC.
2.6 - Circuitos/Módulos de I/O
A diferenciação de nomenclatura, Circuitos de I/O ou Módulos de I/O, deve-se ao tipo de PLC. No caso de PLCs Compactos — CPU e I/O alojados em um único invólucro, usa-se Circuitos de I/O. Para PLCs Modulares — CPU e I/O disponíveis de forma independente, usa-se Módulos de I/O. A partir deste ponto, é usado o termo Módulos de I/O indistintamente.
Os Módulos de I/O fazem a comunicação entre a CPU e o meio externo (por meio dos Dispositivos de Entrada e Saída), além de garantir isolação e proteção à CPU. De forma genérica, são divididos em Módulos de Entrada e Módulos de Saída. Para os PLCs modulares, há também os Módulos Combinados (Pontos de Entrada e de Saída no mesmo Módulo).
Módulos de Entrada (lnput Modules): recebem os sinais dos dispositivos de entrada, tais como: sensores, chaves e transdutores, e os convertem em níveis adequados para serem processados pela CPU.
9
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Módulos de Saída (Output Modules): enviam os sinais aos dispositivos de saída, tais como: motores, atuadores e sinalizadores. Esses sinais podem ser resultantes da lógica de controle, pela execução do Programa de Aplicação, ou podem ser ‘forçados’ pelo usuário, independente da lógica de controle. Normalmente, os Módulos de I/O são dotados de:
Isolação Óptica para proteção da CPU, Fonte de Alimentação e demais Módulos de I/O. Neste caso, não há conexão elétrica entre os dispositivos de entrada (chaves, sensores) ou de saída (atuadores, motores) e o barramento de comunicação da CPU.
Indicadores de Status para auxílio durante a manutenção. Trata-se de LEDs (Ligth Emitting Diodes - Diodos Emissores de Luz) presentes na parte frontal dos Módulos de I/O que indicam quais Pontos de Entrada estão recebendo sinal dos dispositivos externos, e quais Pontos de Saída estão sendo atuados pela CPU. Há também a possibilidade de existirem indicadores de falhas, como, por exemplo, falta de alimentação externa, bloco de terminais desconectado, ou fusível interno queimado.
Conectores Removíveis que reduzem o tempo de manutenção e/ou substituição dos Módulos de I/O, agilizando tais tarefas.
Os Módulos de I/O são classificados como Discretos (Digitais) ou Analógicos, existindo também os Especiais em algumas Famílias de PLCs.
Tratam sinais digitais (on/off - 0/1). São utilizados em sistemas seqüenciais e na maioria das aplicações com PLCs, mesmo como parte de sistemas contínuos.
Cada Ponto, de Entrada ou de Saída, dos Módulos Discretos corresponde a um bit de um determinado endereço da Tabela de Dados (Tabela de Imagem das Entradas e Tabela de Imagem das Saídas), a qual é acessada durante a execução do Programa de Aplicação.
A quantidade de pontos de um módulo determina sua densidade. Para os Módulos de Saída, quanto maior a densidade, menor a corrente que cada ponto pode fornecer.
2.7 - Módulos Discretos de Entrada
Os Módulos Discretos de Entrada normalmente apresentam as seguintes características:
Filtros de sinal que eliminam problemas de ‘bounces’ (pulsos indesejados, causados durante a abertura ou fechamento de contatos mecânicos - “rebatimentos".
Quantidade de pontos disponíveis: 8, 16, 32 ou 64. Tipo e faixa de tensão das entradas: AC (110V ou 220V), DC (12V, 24V ou 125V),
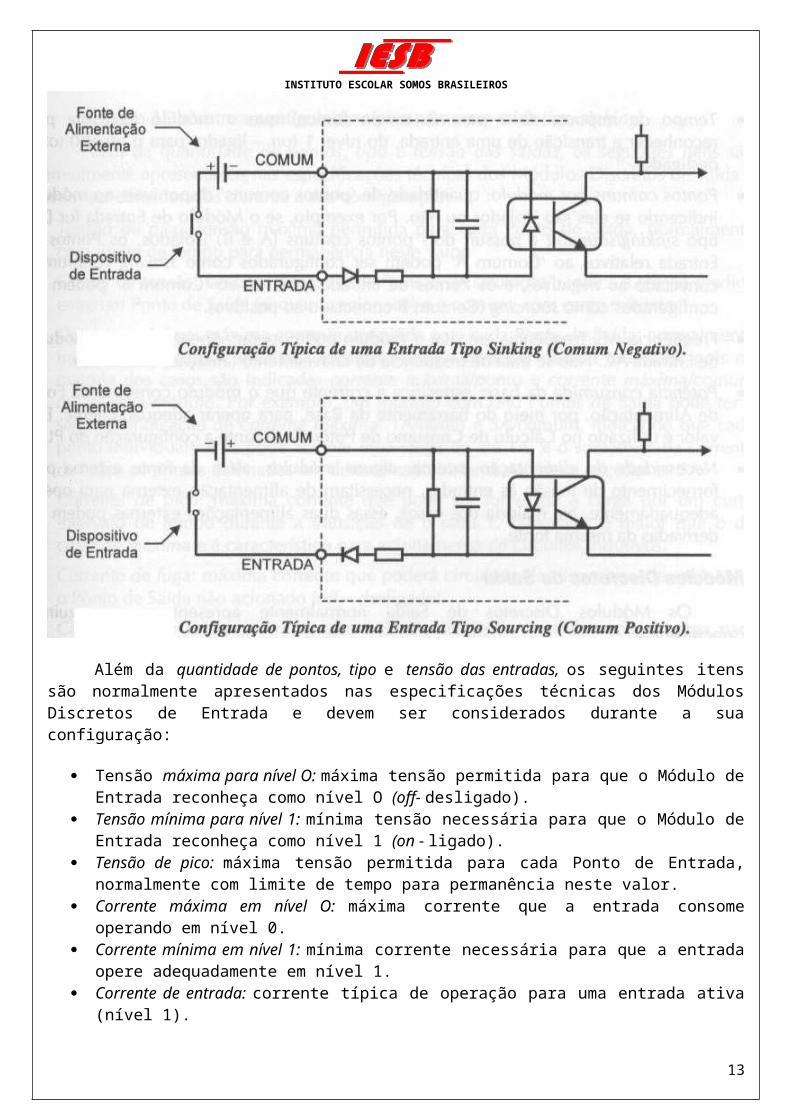
AC/DC - ‘either’ (12V, 24V, 110V), TTL ou ‘contato seco’. As entradas DC podem ter configuração current sinking (consumidora de corrente -
comum negativo), current sourcing (fornecedora de corrente - comum positivo) ou current sinking/sourcing (quando possuem um opto-acoplador com dois LEDs em anti-paralelo). Esta é uma característica determinante durante a configuração de um
10
INSTITUTO ESCOLAR SOMOS BRASILEIROS
PLC, pois dependendo dos dispositivos de entrada utilizados (sensores NPN ou PNP, por exemplo), faz-se necessário optar por um ou outro tipo de entrada DC. Veja as figuras a seguir.
Além da quantidade de pontos, tipo e tensão das entradas, os seguintes itens são normalmente apresentados nas especificações técnicas dos Módulos Discretos de Entrada e devem ser considerados durante a sua configuração:
Tensão máxima para nível O: máxima tensão permitida para que o Módulo de Entrada reconheça como nível O (off- desligado).
Tensão mínima para nível 1: mínima tensão necessária para que o Módulo de Entrada reconheça como nível 1 (on - ligado).
Tensão de pico: máxima tensão permitida para cada Ponto de Entrada, normalmente com limite de tempo para permanência neste valor.
Corrente máxima em nível O: máxima corrente que a entrada consome operando em nível 0.
Corrente mínima em nível 1: mínima corrente necessária para que a entrada opere adequadamente em nível 1.
Corrente de entrada: corrente típica de operação para uma entrada ativa (nível 1).11
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Impedância de entrada: resistência que cada entrada representa para o dispositivo a ela conectado. Como esta não é linear, deve ser apresentada para algumas faixas de corrente.
Tempo de resposta de O para 1: tempo (típico) que o módulo necessita para reconhecer a transição de uma entrada, do nível O (off- desligado) para o nível 1 (on- ligado).
Tempo de resposta de 1 para O: tempo (típico) que o módulo necessita para reconhecer a transição de uma entrada, do nível 1 (on - ligado) para o nível O (off- desligado).
Pontos comuns por módulo: quantidade de ‘pontos comuns’ disponíveis no módulo, indicando se eles são isolados ou não. Por exemplo, se o Módulo de Entrada for DC, tipo sinkinglsourcing e possuir dois pontos comuns (A e B) isolados, os Pontos de Entrada relativos ao ‘Comum A’ podem ser configurados como sinking (Comum A conectado ao negativo), e os Pontos de Entrada relativos ao ‘Comum B’ podem ser configurados como sourcing (Comum B conectado ao positivo).
Freqüência AC: freqüência em que o módulo pode operar. Apenas para os Módulos de Entrada AC. Não se trata de freqüência de chaveamento (atuação) da entrada.
Potência consumida da base: especifica a corrente que o módulo consome da Fonte de Alimentação, por meio do barramento da Base, para operar adequadamente. Este valor é utilizado no Cálculo de Consumo de Potência durante a configuração do PLC.
Necessidade de alimentação externa: alguns módulos, além da fonte externa para fornecimento de tensão às entradas, necessitam de alimentação externa para operar adequadamente. Na maioria dos casos, essas duas alimentações externas podem ser derivadas da mesma fonte.
2.8 - Módulos Discretos de Saída
Os Módulos Discretos de Saída normalmente apresentam as seguintes características:
Quantidade de pontos disponíveis: 4, 8, 12, 16, 32 ou 64. Tipo e faixa de tensão das saídas: AC - triac ou scr (24V, 110V ou 220V), DC -transistor
bipolar ou MOS-FET (5V, 12V, 24V ou 125V) ou relê (AC e DC). As saídas DC podem ser tipo sinking (consumidora de corrente - comum negativo) ou
sourcing (fornecedora de corrente - comum positivo). As saídas a relê podem ter contatos simples (um contato normalmente aberto), ou
reversíveis (um contato normalmente aberto e outro normalmente fechado).
Além da quantidade de pontos, tipo e tensão das saídas, os seguintes itens são normalmente apresentados nas especificações técnicas dos Módulos Discretos de Saída e devem ser considerados durante a sua configuração:
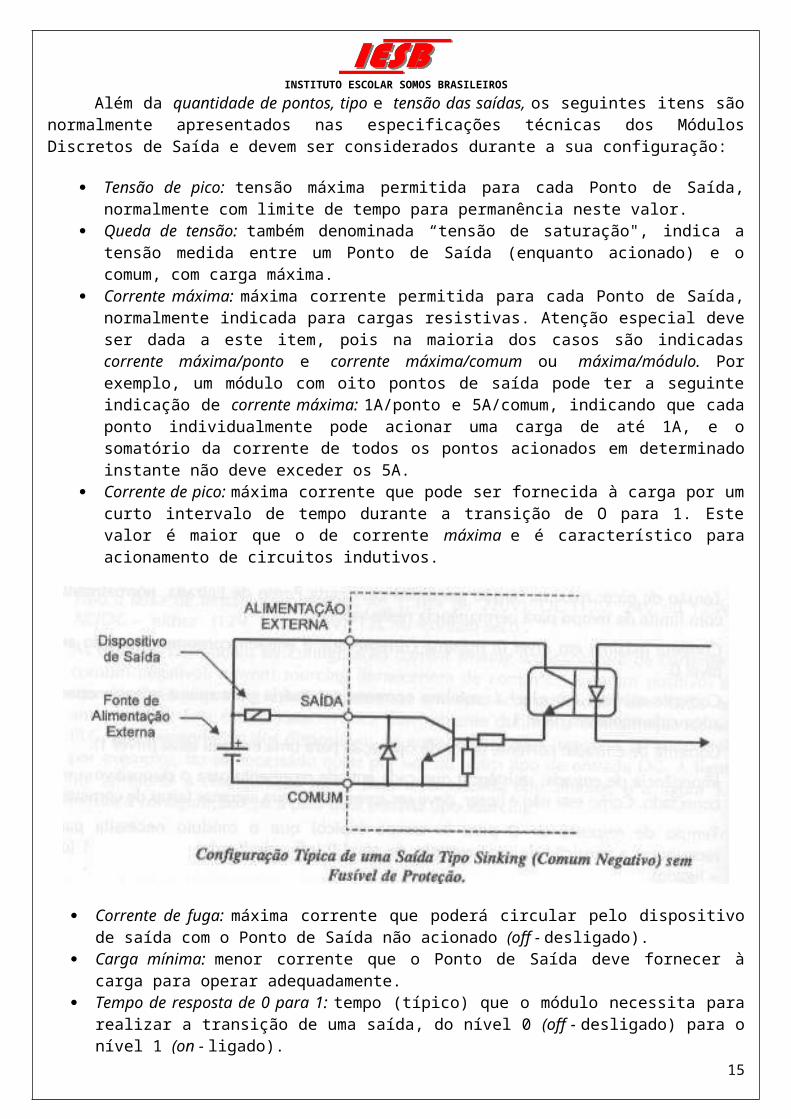
Tensão de pico: tensão máxima permitida para cada Ponto de Saída, normalmente com limite de tempo para permanência neste valor.
Queda de tensão: também denominada “tensão de saturação", indica a tensão medida entre um Ponto de Saída (enquanto acionado) e o comum, com carga máxima.
Corrente máxima: máxima corrente permitida para cada Ponto de Saída, normalmente indicada para cargas resistivas. Atenção especial deve ser dada a este item, pois na
12
INSTITUTO ESCOLAR SOMOS BRASILEIROS
maioria dos casos são indicadas corrente máxima/ponto e corrente máxima/comum ou máxima/módulo. Por exemplo, um módulo com oito pontos de saída pode ter a seguinte indicação de corrente máxima: 1A/ponto e 5A/comum, indicando que cada ponto individualmente pode acionar uma carga de até 1A, e o somatório da corrente de todos os pontos acionados em determinado instante não deve exceder os 5A.
Corrente de pico: máxima corrente que pode ser fornecida à carga por um curto intervalo de tempo durante a transição de O para 1. Este valor é maior que o de corrente máxima e é característico para acionamento de circuitos indutivos.
Corrente de fuga: máxima corrente que poderá circular pelo dispositivo de saída com o Ponto de Saída não acionado (off - desligado).
Carga mínima: menor corrente que o Ponto de Saída deve fornecer à carga para operar adequadamente.
Tempo de resposta de 0 para 1: tempo (típico) que o módulo necessita para realizar a transição de uma saída, do nível 0 (off - desligado) para o nível 1 (on - ligado).
Tempo de resposta de 1 para 0: tempo (típico) que o módulo necessita para realizar a transição de uma saída, do nível 1 (on - ligado) para o nível 0 (off - desligado).
Pontos comuns por módulo: quantidade de ‘pontos comuns’ disponíveis no módulo, indicando se eles são isolados ou não. Por exemplo, se for um Módulo de Saída a Relê e possuir dois pontos comuns (A e B) isolados, os Pontos de Saída relativos ao ‘Comum A’ podem ser configurados para operar com tensão DC, e os Pontos de Saída relativos ao ‘Comum B’ podem ser configurados para operar com tensão AC.
Freqüência AC: freqüência em que o módulo pode operar. Apenas para os Módulos de Saída AC e Relê. Não se trata de freqüência de chaveamento (atuação) da saída.
Potência consumida da base: especifica a corrente que o módulo consome da Fonte de Alimentação, por meio do barramento da Base, para operar adequadamente.
Necessidade de alimentação externa: alguns módulos, além da fonte externa para fornecimento de tensão às saídas, necessitam de alimentação externa para operar adequadamente.
13
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Fusíveis de proteção: indica a existência ou não desses elementos, se são substituíveis e se estão localizados interna ou externamente ao módulo. Mesmo que os Módulos de Saída apresentem fusíveis de proteção, recomenda-se a utilização de proteção externa, por meio de fusíveis individuais para cada Ponto de Saída.
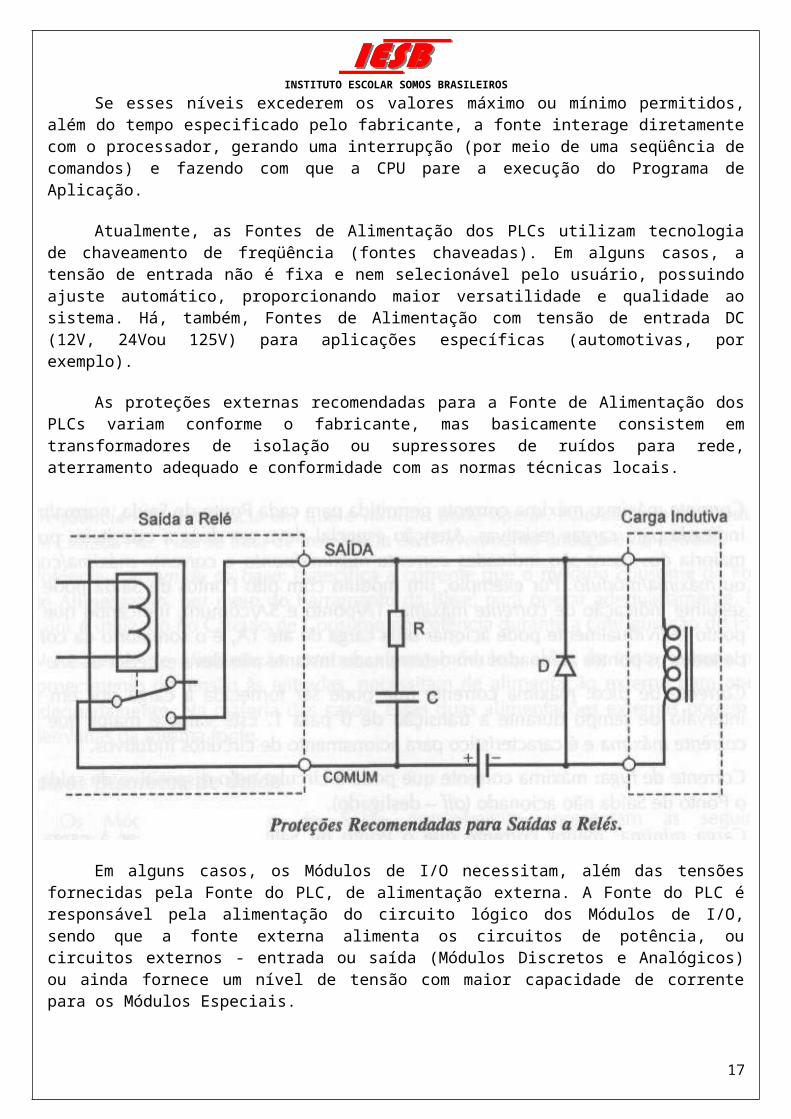
Outro fator importante durante a configuração dos Módulos de Saída relaciona-se ao acionamento dos dispositivos controlados. Não é recomendada a utilização de saídas a relê para acionamentos cíclicos, mesmo de baixa freqüência, ou acionamentos rápidos, devido à fadiga mecânica que eles podem sofrer.
Porém, quando se utilizam saídas a relê para acionamento de cargas indutivas, recomenda-se a utilização de circuito RC - snubber (AC e DC) e diodo (apenas DC) para proteção dos contatos.
2.8 - Fonte de Alimentação
A Fonte de Alimentação desempenha importante papel na operação do sistema de um PLC. Além de fornecer todos os níveis de tensão para alimentação da CPU e dos Módulos de I/O, funciona como um dispositivo de proteção. Garante a segurança e a integridade da tensão de alimentação para todo o sistema, por meio do monitoramento constante dos níveis de tensão e de corrente fornecidos.
Se esses níveis excederem os valores máximo ou mínimo permitidos, além do tempo especificado pelo fabricante, a fonte interage diretamente com o processador, gerando uma interrupção (por meio de uma seqüência de comandos) e fazendo com que a CPU pare a execução do Programa de Aplicação.
Atualmente, as Fontes de Alimentação dos PLCs utilizam tecnologia de chaveamento de freqüência (fontes chaveadas). Em alguns casos, a tensão de entrada não é fixa e nem selecionável pelo usuário, possuindo ajuste automático, proporcionando maior versatilidade e qualidade ao sistema. Há, também, Fontes de Alimentação com tensão de entrada DC (12V, 24Vou 125V) para aplicações específicas (automotivas, por exemplo).
As proteções externas recomendadas para a Fonte de Alimentação dos PLCs variam conforme o fabricante, mas basicamente consistem em transformadores de isolação ou supressores de ruídos para rede, aterramento adequado e conformidade com as normas técnicas locais.
14
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Em alguns casos, os Módulos de I/O necessitam, além das tensões fornecidas pela Fonte do PLC, de alimentação externa. A Fonte do PLC é responsável pela alimentação do circuito lógico dos Módulos de I/O, sendo que a fonte externa alimenta os circuitos de potência, ou circuitos externos - entrada ou saída (Módulos Discretos e Analógicos) ou ainda fornece um nível de tensão com maior capacidade de corrente para os Módulos Especiais.
Normalmente, as Fontes dos PLCs proporcionam saída auxiliar de tensão em 24VDC, com limite reduzido de corrente (na faixa de 300mA a 800mA).Essa saída pode ser utilizada para alimentação dos Módulos de I/O, desde que respeitado o limite de corrente.
A Fonte de Alimentação tem aspectos variados, conforme o fabricante e a Família de PLC. Pode apresentar-se em conjunto com a CPU, ou como um Módulo independente para ser conectado à Base, ou ainda ser parte integrante da própria Base.
As características normalmente apresentadas nas especificações técnicas de uma Fonte de Alimentação e que devem ser consideradas durante a sua configuração são:
Faixa da tensão de entrada: AC (85-132V, 170-264V, 85-264V, por exemplo), DC (12V, 24V, 10-28V, 125V, por exemplo). Para as faixas de entrada em tensão DC observar também o ripple máximo permitido, geralmente menor que 10%.
Seleção da faixa de entrada: automática, por jumpers, ou por terminais de conexão. Potência fornecida: máxima corrente fornecida ao barramento da Base, normalmente
relacionada à tensão de 5VDC, para alimentação dos Módulos de I/O e da CPU, se for o caso (CPU como módulo independente). Este valor é utilizado no Cálculo de Consumo de Potência durante a configuração do PLC.
Saída auxiliar de 24VDC: apresenta as características (tensão, corrente e ripple) da saída auxiliar de 24VDC. Apenas para fontes com alimentação AC.
2.9 - Base ou Rack15
INSTITUTO ESCOLAR SOMOS BRASILEIROS
A Base, ou Rack, é responsável pela sustentação mecânica dos elementos que compõem o PLC. Contém o barramento que faz a conexão elétrica entre eles, no qual estão presentes os sinais de dados, endereço e controle - necessários para comunicação entre a CPU e os Módulos de I/O, além dos níveis de tensão fornecidos pela Fonte de Alimentação - necessários para que a CPU e os Módulos de I/O possam operar.
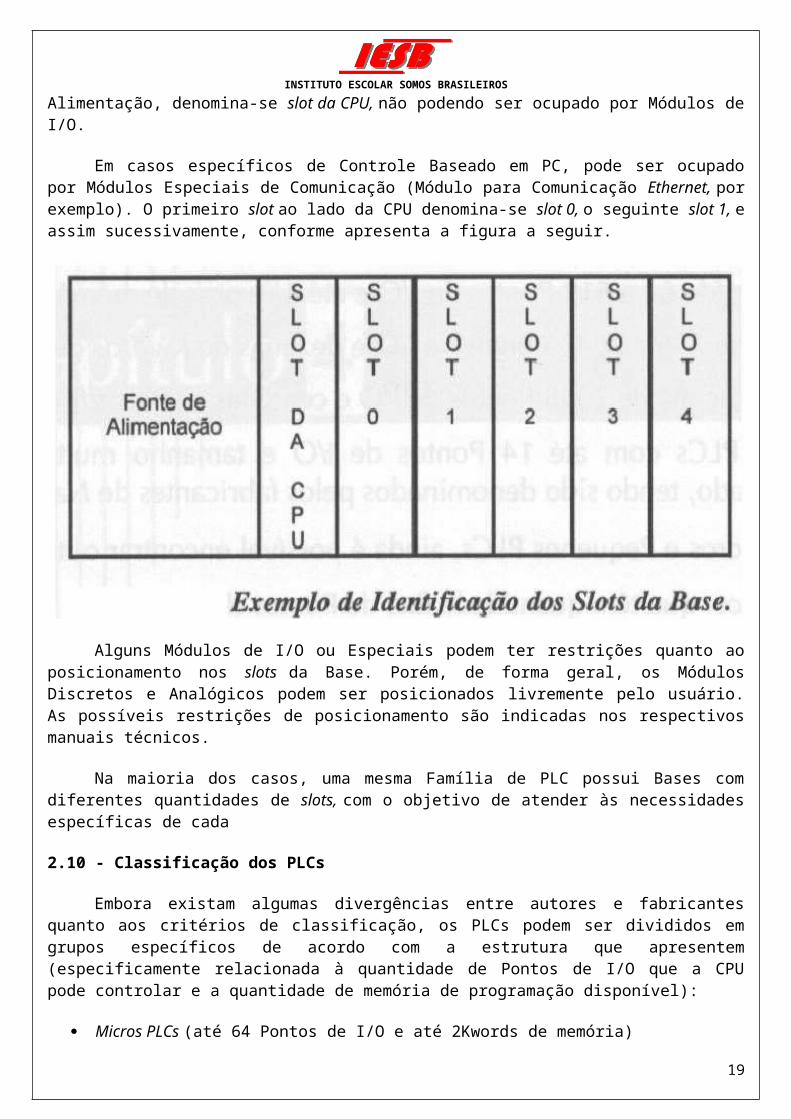
Cada posição da Base, possível de receber um Módulo de I/O ou a CPU - quando esta se apresentar como módulo independente, é denominada de slot (ranhura, abertura), e cada slot da Base tem uma identificação própria, conforme o fabricante. Por exemplo, a Automationdirect.com utiliza a seguinte nomenclatura para os slots da Base:
Nas Famílias em que a CPU apresenta-se como um módulo independente (Famílias DL205 e DL305), o primeiro slot ao lado da Fonte de Alimentação, denomina-se slot da CPU, não podendo ser ocupado por Módulos de I/O.
Em casos específicos de Controle Baseado em PC, pode ser ocupado por Módulos Especiais de Comunicação (Módulo para Comunicação Ethernet, por exemplo). O primeiro slot ao lado da CPU denomina-se slot 0, o seguinte slot 1, e assim sucessivamente, conforme apresenta a figura a seguir.
Alguns Módulos de I/O ou Especiais podem ter restrições quanto ao posicionamento nos slots da Base. Porém, de forma geral, os Módulos Discretos e Analógicos podem ser posicionados livremente pelo usuário. As possíveis restrições de posicionamento são indicadas nos respectivos manuais técnicos.
Na maioria dos casos, uma mesma Família de PLC possui Bases com diferentes quantidades de slots, com o objetivo de atender às necessidades específicas de cada
16
INSTITUTO ESCOLAR SOMOS BRASILEIROS
2.10 - Classificação dos PLCs
Embora existam algumas divergências entre autores e fabricantes quanto aos critérios de classificação, os PLCs podem ser divididos em grupos específicos de acordo com a estrutura que apresentem (especificamente relacionada à quantidade de Pontos de I/O que a CPU pode controlar e a quantidade de memória de programação disponível):
Micros PLCs (até 64 Pontos de I/O e até 2Kwords de memória) Pequenos PLCs (de 64 a 512 Pontos de I/O e até 4Kwords de memória) PLCs Médios (de 256 a 2048 Pontos de I/O e dezenas de Kwords de memória) PLCs Grandes (acima de 2048 Pontos de I/O e centenas de Kwords de memória)
Em 1997, PLCs com até 14 Pontos de I/O e tamanho muito reduzido foram lançados no mercado, tendo sido denominados pelos fabricantes de Nanos PLCs.
Entre os Micros e Pequenos PLCs, ainda é possível encontrar outra divisão:
PLCs Compactos: que têm quantidade fixa de Pontos de I/O. PLCs Modulares: que permitem a configuração, por parte do usuário,
da quantidade e combinação dos Pontos de I/O.
Em alguns PLCs Compactos, é possível a adição de Pontos de I/O por meio de ‘blocos’ de expansão, com limite determinado pelo fabricante, porém apresentam poucas opções de configuração (quantidade e tipo dos Pontos de I/O para cada bloco de expansão).
3. Princípio de operação do CLP3.1 - Ciclo de Execução do PLC
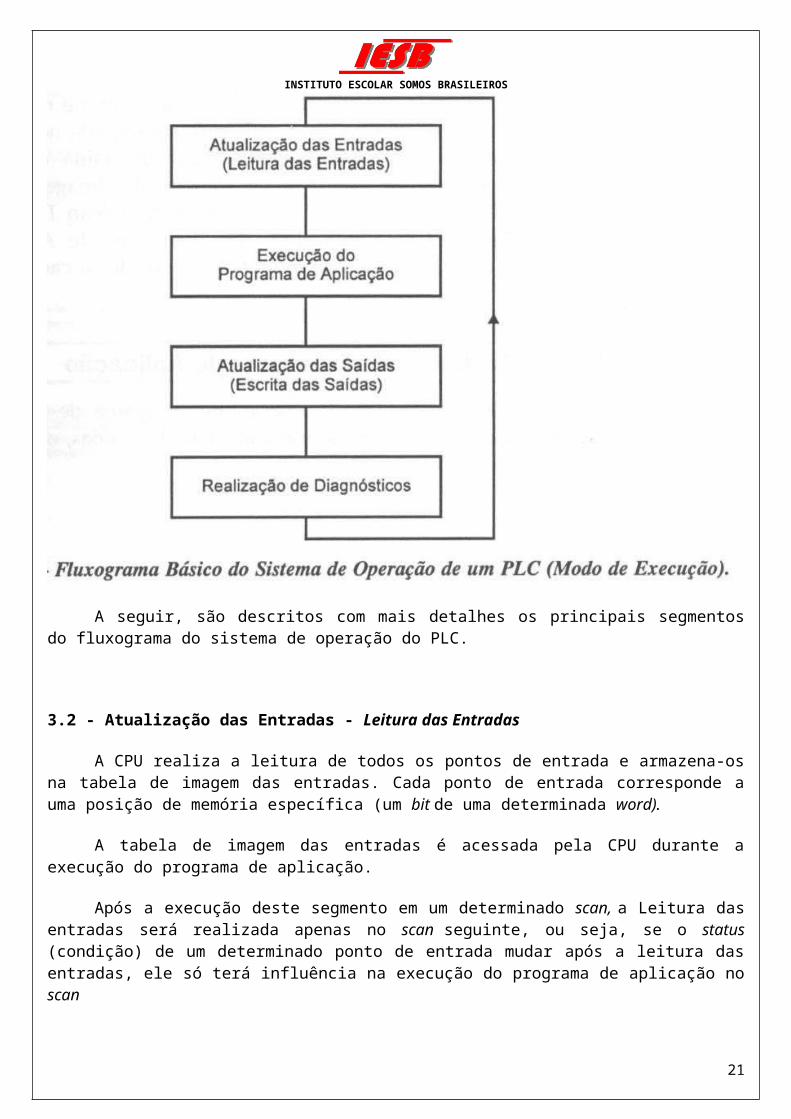
O Scan, que é o tempo de execução de um ciclo do PLC em modo de execução, pode ser descrito resumidamente pelo fluxograma apresentado na figura a seguir. Estes segmentos estão presentes em todos os PLCs disponíveis no mercado e definem o tratamento da informação durante a execução do Programa de Aplicação.
17
INSTITUTO ESCOLAR SOMOS BRASILEIROS
A seguir, são descritos com mais detalhes os principais segmentos do fluxograma do sistema de operação do PLC.
3.2 - Atualização das Entradas - Leitura das Entradas
A CPU realiza a leitura de todos os pontos de entrada e armazena-os na tabela de imagem das entradas. Cada ponto de entrada corresponde a uma posição de memória específica (um bit de uma determinada word).
A tabela de imagem das entradas é acessada pela CPU durante a execução do programa de aplicação.
Após a execução deste segmento em um determinado scan, a Leitura das entradas será realizada apenas no scan seguinte, ou seja, se o status (condição) de um determinado ponto de entrada mudar após a leitura das entradas, ele só terá influência na execução do programa de aplicação no scan
Se uma determinada aplicação não puder ‘esperar’ este tempo (normalmente, da ordem de milisegundos) para reconhecimento da alteração dos pontos de entrada, utilizam-se instruções imediatas para construção da lógica de controle no programa de aplicação. Essas instruções
18
INSTITUTO ESCOLAR SOMOS BRASILEIROS
acessam diretamente os pontos de entrada no momento em que são executadas. Há também as instruções imediatas de saída que, ao serem executadas, atualizam os pontos de saída e a tabela de imagem das saídas simultaneamente. A utilização de instruções imediatas aumenta o Scan Time (tempo de varredura, ou de execução) da CPU, pois além das operações de atualização das entradas e atualização das saídas, os módulos de I/O são acessados a cada execução de uma instrução imediata.
3.3 - Execução do Programa de Aplicação
Neste segmento, a CPU executa as instruções do Programa de aplicação, que definem a relação entre a condição das entradas e a atuação das saídas, ou seja, definem a lógica de controle a ser realizada.
A CPU inicia a execução do programa de aplicação a partir do primeiro degrau (Lógica de controle da linguagem ladder), executando-o da esquerda para a direita, e de cima para baixo, rung a rung, até encontrar a instrução END (FIM). Constrói, assim, uma nova tabela de imagem das saídas, gerada a partir da lógica executada.
3.4 - Atualização das Saídas - Escrita das Saídas
Após a execução do programa de aplicação, o conteúdo da Tabela de imagem das saídas, construída de acordo com a lógica executada, é enviado aos pontos de saída correspondentes.
3.5 - Realização de Diagnósticos
Neste segmento, a CPU realiza todos os diagnósticos do sistema, além de calcular o Scan Time (Tempo de varredura), atualizar Relês Especiais correspondentes e reinicializar o Watchdog Timer (Temporizador ‘Cão-de- Guarda’).
Entre os diagnósticos realizados, os mais importantes são o cálculo do Scan Time e o controle do Watchdog Timer. O Scan Time compreende o tempo consumido pela CPU para realizar todas as tarefas em cada scan, desde o início (atualização das entradas) até o término do ciclo (atualização das saídas). O Watchdog Timer armazena o tempo máximo permitido para execução de cada scan (normalmente definido pelo usuário). Se, em determinado scan, esse tempo for excedido (Erro Fatal), a CPU é forçada ao modo de programação e todas as saídas são desligadas. Caso contrário, o valor do Scan Time é armazenado em uma variável apropriada (para realização de estatísticas: Scan Time máximo e mínimo, por exemplo) e juntamente com o Watchdog Timer é reinicializado, sendo controlados a cada scan.
19
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Todos os erros diagnosticados, Fatais ou não Fatais, são indicados por flags (bits internos à CPU, que podem ser usados no programa de aplicação), e em alguns casos por LEDs externos (normalmente localizados na parte frontal da CPU e dos Módulos de I/O). Algumas CPUs dispõem, também, de uma variável destinada ao armazenamento do código de erro ocorrido durante a execução do último scan.
3.6 - Considerações Relacionadas ao Scan Time
Como apresentado, o scan do PLC é composto por diversos segmentos nos quais são realizadas tarefas específicas (determinadas pelo firmware). Para execução de cada segmento é consumida uma certa quantidade tempo, sendo que o somatório dos tempos determina o Scan Time (Tempo de varredura) o qual pode variar de um scan para outro.
Os fatores que têm influência direta sobre o Scan Time são:
Quantidade de módulos e pontos de entrada (‘atualização das entradas’); Conexão de dispositivos(s) periférico(s) (‘atendimento a serviço periférico’); Tamanho do programa de aplicação e tipo das instruções utilizadas (‘execução do
programa de aplicação’); Quantidade de módulos e pontos de saída (‘atualização das saídas’).
Independente da complexidade do programa de aplicação, há certos fundamentos da programação em linguagem Ladder que são imprescindíveis para um desenvolvimento adequado, os quais são válidos genericamente a todos os PLCs.
4 - Linguagens de ProgramaçãoA primeira linguagem criada para programação de PLCs foi a Linguagem Ladder.
O fato de ser uma linguagem gráfica, baseada em símbolos semelhantes aos encontrados nos esquemas elétricos - contatos e bobinas, foi determinante para aceitação do PLC por técnicos e engenheiros acostumados com os sistemas de controle a relês. Provavelmente é ainda a mais utilizada.
Enquanto a Linguagem Ladder conquistava os Estados Unidos, a Linguagem de Lista de Instruções era amplamente difundida na Europa. Esta, por sua vez, é uma linguagem textual semelhante ao Assemble, e faz parte das linguagens básicas normalmente disponíveis em um PLC.
20
INSTITUTO ESCOLAR SOMOS BRASILEIROS
As Linguagens de Programação não se limitam apenas a estas duas. Atualmente, são encontrados no mercado PLCs que proporcionam programação por meio de Linguagem ‘C’ e BASIC, por exemplo. A Norma IEC 61131-3 define cinco Linguagens de Programação, entre as quais estão a Linguagem Ladder e a Linguagem de Lista de Instruções.
4.1 - Linguagem_Ladder (LD - Ladder Diagram)
O nome Ladder deve-se ã representação da linguagem se parecer com uma escada (Iadder), na qual duas barras verticais paralelas são interligadas pela lógica de controle (rung), formando os degraus da escada. A figura a seguir apresenta um exemplo simples de programação em Linguagem Ladder.
Atualmente, os PLCs apresentam instruções sofisticadas. Além de simples contatos e bobinas, dispõem de contatos para detecção de borda de subida/descida (one shot —‘disparo’), contatos de comparação, temporizadores, contadores, blocos de processamento (operações lógicas e aritméticas, manipulação de dados), controle total do fluxo de execução do programa (foops For/Next, Goto, Stop, sub-rotinas), interrupções (por hardware e por software) e blocos para manipulação de mensagens (ASCII, rede), por exemplo.
4.2 - Linguagem de Lista de Instruções (IL - Instruction List)
É uma linguagem de baixo nível, similar à assembler. Nessa Linguagem é permitida apenas uma operação por linha, como o armazenamento de um valor em uma determinada variável, por exemplo. Sua utilização é viável em aplicações menores, ou para otimização de partes de uma aplicação mais complexa. A figura a seguir apresenta um exemplo simples de Programação em Linguagem de lista de Instruções.
Endereço Instrução Operando
0 STR I0
21
INSTITUTO ESCOLAR SOMOS BRASILEIROS
1 ANDN I1
2 OUT O0
3 END
4.3 - Ferramentas para Programação de PLCs
As principais Ferramentas para Programação disponíveis atualmente para as Famílias de PLCs encontrados no mercado são o Programador Manual (Handheld Programmer) e o Software de Programação para PC. Ambas ferramentas possuem recursos para monitoramento de condições internas à CPU (diagnósticos e erros, por exemplo), verificação da execução do Programa de Aplicação e controle sobre os Modos de Operação, entre outros.
Cada fabricante, e em alguns casos cada Família de PLC, tem suas Ferramentas de Programação próprias que não podem ser usadas para PLCs (ou CPUs) distintos.
Programador Manual (Handheld Programmer)
Esta é a ferramenta de menor custo e utilizada para pequenas alterações. Normalmente, possui um display de cristal líquido com duas linhas para apresentação das informações (endereço e dados do programa, condição dos Pontos de I/0 e diagnósticos internos, por exemplo) e um teclado de membrana para entrada dos dados.
O Programador Manual não é indicado para o desenvolvimento de todos os programas de aplicação, pois permite edição/alteração por meio de mnemônicos (Linguagem de Lista de Instruções) apenas. Porém, é bastante útil como ferramenta de manutenção para campo (‘chão de fábrica’, proporcionando visualização, monitoramento e alteração de parâmetros e do programa de aplicação rapidamente, com a vantagem de ser portátil e resistente ao ambiente industrial. É conectado à CPU do PLC por meio de cabo apropriado, pelo qual recebe a tensão de alimentação necessária à sua operação.
Algumas famílias de Micros PLCs permitem o desenvolvimento de programas apenas por intermédio dessa ferramenta de programação. Conforme o fabricante o backup (cópia de segurança) do programa de aplicação desenvolvido pode ser armazenado em cartões de memória tipo PCMCIA, ou em memórias tipo EEPROM, ambos instalados no próprio Programador Manual.
Software de Programação
É a Ferramenta mais poderosa disponível atualmente. Conforme o PLC, o Software de Programação opera em ambiente DOS® ou Windows®, sendo este o mais comum. Além de proporcionar edição/alteração do Programa de aplicação em ambiente gráfico (Linguagem
22
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Ladder, por exemplo) – mesmo para as versões DOS permite visualização e controle total do sistema; documentação e impressão da aplicação desenvolvida; várias formas de armazenamento de backup (disquete, HD, CD, etc.); e recursos avançados para depuração e manutenção.
O PC deve atender ás configurações de hardware (processador, quantidade de memória RAM, espaço livre em HD, portas seriais) e de software (Sistema Operacional) indicadas pelo fabricante do PLC.
Conforme o Software de Programação, são disponíveis dois modos de operação:
Offline (Sem Conexão): permite o desenvolvimento do programa de aplicação (edição, documentação, impressão) e configuração de parâmetros sem necessidade de conexão com a CPU do PLC.
Online (Conectado): os recursos são disponíveis a partir da conexão com a CPU do PLC. Alguns Softwares de Programação permitem operação apenas neste modo, ou seja, todo o desenvolvimento deve ser realizado com o PC conectado ao PLC.
A comunicação entre o PC e a CPU do PLC é feita por meio de cabo apropriado, pela porta serial (RS-232) na maioria dos casos. Porém, algumas CPUs utilizam o padrão RS-422 e necessitam de conversor RS-232/RS-422 para conexão. Há ainda aquelas que utilizam padrão próprio e necessitam de interface dedicada instalada no PC.
Os recursos e facilidades que o Software de Programação oferece variam conforme o fabricante. Por exemplo, o Software de Programacão DirectSOFT da Automationdirecr.com opera em ambiente Windows (com versões para 16 e 32 bits), proporcionando nos modos Offline e Online poderosos recursos de edição, documentação e depuração/manutenção. Por utilizar plataforma Windows , permite a visualização de várias janelas simultaneamente, possibilitando que dois ou mais programas de aplicação sejam criados/editados ao mesmo tempo, e recursos de ‘Marcar, Recortar, Colar’ sejam utilizados entre eles.
A comunicação com a CPU do PLC pode ser feita por porta serial padrão RS-232, ou por Modem, com busca e configuração automáticas em ambos os casos. Para comunicação via Modem - que permite a manutenção, alteração e atualização de aplicações a distância, são necessários dois Modems: um instalado no PC (interno ou externo) e outro instalado no PLC (externo), ambos configurados adequadamente.
5. Circuitos De Comando ElétricoA cada dia que passa os equipamentos elétricos e mecânicos vão dando lugar aos
microprocessadores. Tanto na vida profissional como na cotidiana, estamos sendo envolvidos por estes componentes que se juntam a outros, formando os sistemas computadorizados. Na
23
INSTITUTO ESCOLAR SOMOS BRASILEIROS
indústria, estes sistemas estão sendo empregadas para facilitar e melhorar o serviço. Estamos vivendo na “era da automação”.
Na indústria, o computador chegou para aumentar a produção, reduzir gastos e principalmente para automatizar máquinas. Um microprocessador, por exemplo, pode tomar decisões no controle de uma máquina, pode ligá-la, desligá-la, movimentá-la, sinalizar defeitos e até gerar relatórios operacionais. Mas, por trás dessas decisões, está a orientação do microprocessador, pois elas estão baseadas em linhas de programação (código de máquina).
Ocorre que paralelamente aos microprocessadores há a automação industrial obtida através de comando elétrico, o qual consiste da interligação de diversos dispositivos eletromagnéticos com a finalidade de acionar um ou mais circuitos e/ou equipamentos. Assim nosso estudo de automação industrial tem como ponto de partida os comandos elétricos, até chegarmos no que há de maior aplicação na indústria hoje que são os Controladores Programáveis ( CLP ou PLC ).
Os circuitos elétricos são dotados de dispositivos que permitem:
a) Interrupção da passagem da corrente por seccionamento – São os aparelhos de comando, tais como: interruptores, chaves de faca simples, contactores, disjuntores etc;
b) Proteção contra curto-circuito e sobrecargas – Em certos casos, o mesmo dispositivo permite alcançar os objetivos acima citados, como os disjuntores.
5.2 - DISPOSITIVOS DE COMANDO DOS CIRCUITOS
a) Interruptores
Interrompem o fio fase do circuito, podendo ser unipolar, bipolar ou tripolar, de modo a ser possível o desligamento de todos os condutores fase simultaneamente.
b) Dispositivos Eletromagnéticos
São todos os componentes que se aproveitam de um campo magnético gerado a partir da eletricidade, sendo encontrados nos mais variados ramos da automação industrial. Como exemplo tem relês, contactoras, chave magnética, eletroválvulas, solenóides, etc.
c) Chaves Eletrônicas
Utilizam circuitos eletrônicos com SCRs e TRIACs como substitutos dos contatos, embora, necessitem de outra chave para iniciar a condução nesses componentes.
5.3 - DISPOSITIVOS DE PROTEÇÃO
24
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Os condutores e equipamentos que fazem parte de um circuito elétrico devem ser protegidos automaticamente contra curtocircuitos e contra sobrecargas (intensidade de corrente acima do valor compatível com o aquecimento do condutor e que poderiam danificar a isolação do mesmo ou deteriorar o equipamento) e outras anormalidades. Dentre eles podemos citar:
a) Fusível
É uma resistência devidamente protegida e que deve fundir com a passagem da corrente excessiva. Sua ação pode ser imediata ou com retardo. Existe fusível tipo rolha, cartucho (virola ou faca), etc
b) Disjuntor
Pode servir como protetor contra curto-circuito e sobrecarga, além de estabelecer ou romper a passagem da corrente pela ação direta do operador. Internamente, o disjuntor é composto por dois elementos metálicos com coeficiente de dilatação diferentes (latão e aço) soldados, que se torcem, desligando o disjuntror, quando há aquecimento provocado pela sobrecarga ou curto-circuito.
c) Dispositivo DR (Diferencial Residual)
Tem a finalidade de proteger vidas humanas contra choques provocados no contato acidental com redes e equipamentos elétricos energizados. Oferecem também proteção contra incêndios que podem ser provocados por falha de isolamento dos condutores e equipamentos.
d) Relés de máxima e mínima tensão
Interrompem o circuito, na falta de fase, mantendo-o desligado mesmo com a normalização do circuito, para evitar que o pico de tensão, ao retorno da fase, danifique o equipamento. Ou desliga o circuito sempre que a tensão fique acima ou abaixo de um valor determinado.
Nota: Alguns dispositivos de proteção ao desligarem o ramal de alimentação da carga com problema pode religar o ramal, após a verificação do problema que ocasionou o desligamento, ou até para desativar provisoriamente para a substituição, ou manutenção, de componentes do ramal. Este é o caso dos disjuntores, chaves seccionadoras com fusível e Diferencial Residual (DR). Porém, alertamos que esses dispositivos de forma alguma podem substituir os interruptores, botoeiras ou quaisquer outros dispositivos de comando ou manobra.
5.4 - FUNCIONAMENTO BÁSICO DE UM DISPOSITIVO ELETROMAGNÉTICO
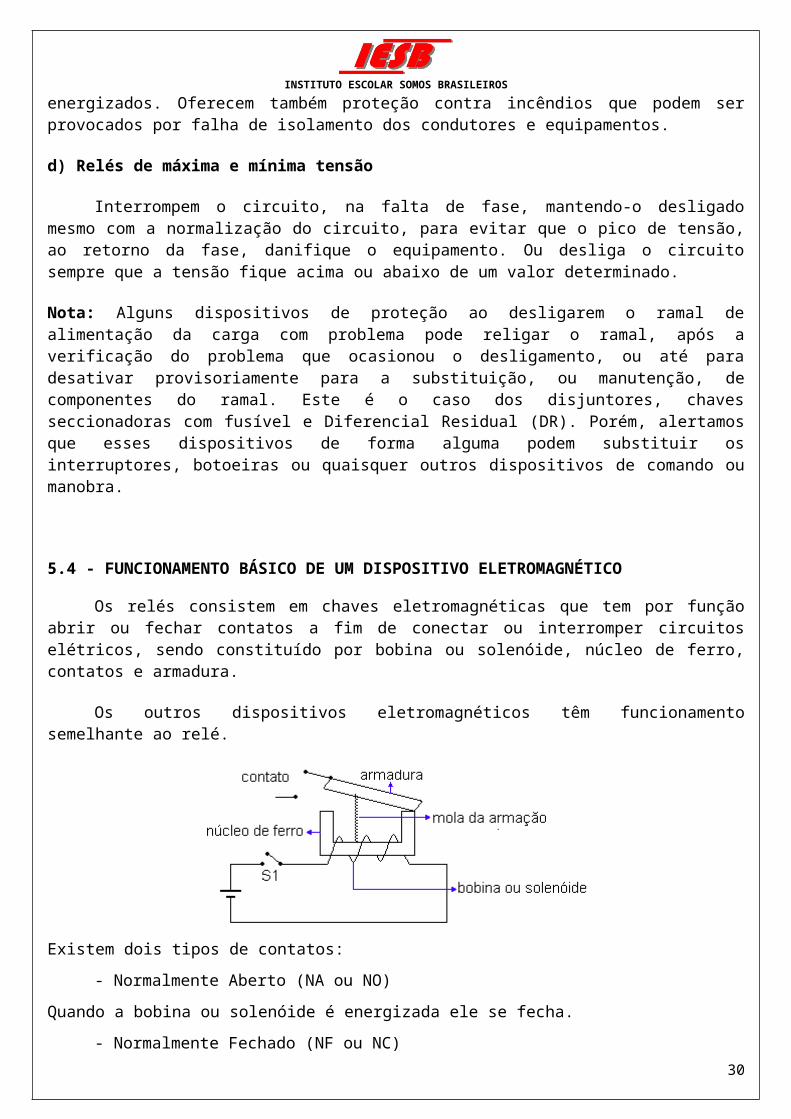
Os relés consistem em chaves eletromagnéticas que tem por função abrir ou fechar contatos a fim de conectar ou interromper circuitos elétricos, sendo constituído por bobina ou solenóide, núcleo de ferro, contatos e armadura.
Os outros dispositivos eletromagnéticos têm funcionamento semelhante ao relé.25
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Existem dois tipos de contatos:
- Normalmente Aberto (NA ou NO)
Quando a bobina ou solenóide é energizada ele se fecha.
- Normalmente Fechado (NF ou NC)
Quando a bobina ou solenóide é energizado ele se abre.
5.4.1 CONTACTORES E CHAVES MAGNÉTICAS
Muitas vezes, temos necessidade de comandar circuitos elétricos à distância (controle remoto), quer manual, quer automaticamente. Contactores e chaves magnéticas são dispositivos com dois circuitos básicos, de comando e de força que se prestam a esse objetivo.
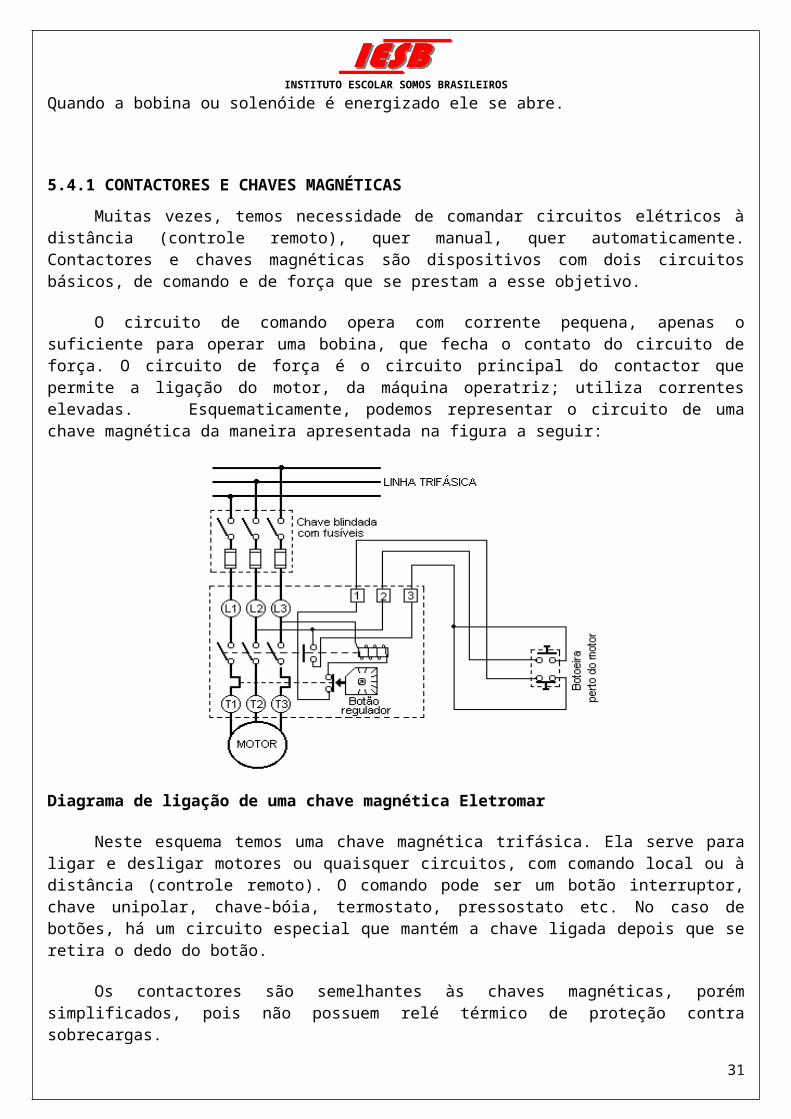
O circuito de comando opera com corrente pequena, apenas o suficiente para operar uma bobina, que fecha o contato do circuito de força. O circuito de força é o circuito principal do contactor que permite a ligação do motor, da máquina operatriz; utiliza correntes elevadas.
Esquematicamente, podemos representar o circuito de uma chave magnética da maneira apresentada na figura a seguir:
26
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Diagrama de ligação de uma chave magnética Eletromar
Neste esquema temos uma chave magnética trifásica. Ela serve para ligar e desligar motores ou quaisquer circuitos, com comando local ou à distância (controle remoto). O comando pode ser um botão interruptor, chave unipolar, chave-bóia, termostato, pressostato etc. No caso de botões, há um circuito especial que mantém a chave ligada depois que se retira o dedo do botão.
Os contactores são semelhantes às chaves magnéticas, porém simplificados, pois não possuem relé térmico de proteção contra sobrecargas.
5.4.2 – IDENTIFICAÇÃO DOS BORNES DOS CONTACTORES
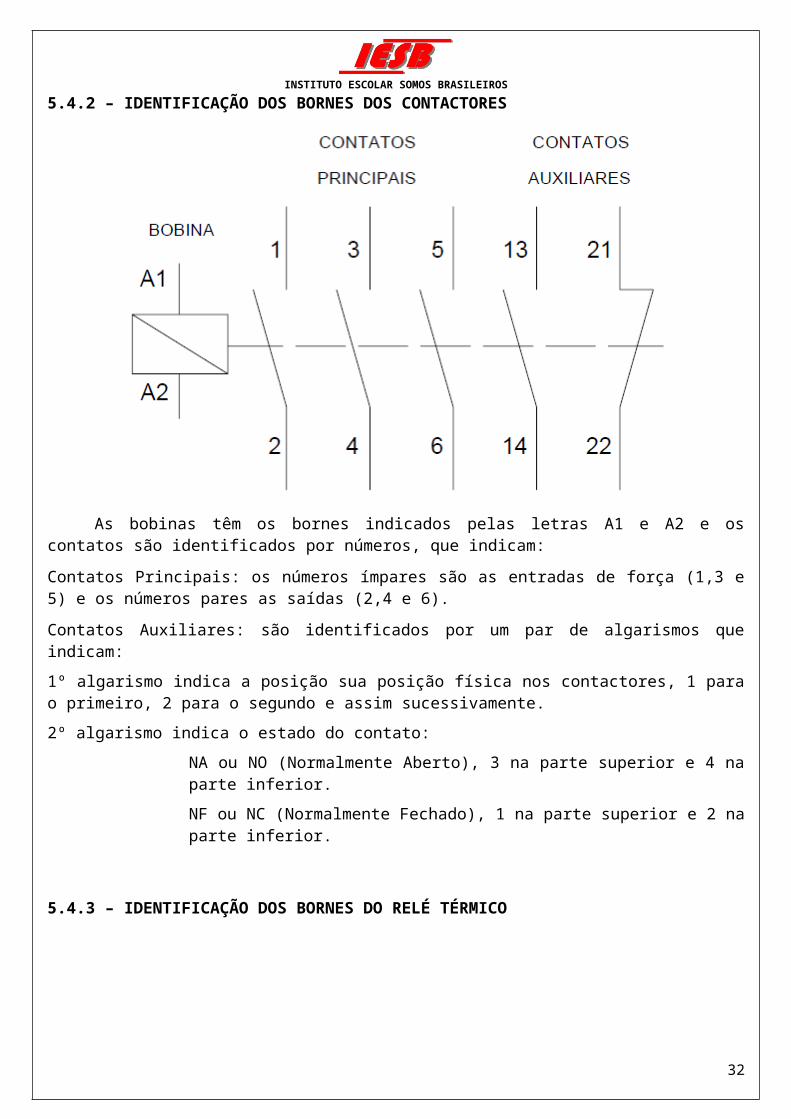
As bobinas têm os bornes indicados pelas letras A1 e A2 e os contatos são identificados por números, que indicam:
Contatos Principais: os números ímpares são as entradas de força (1,3 e 5) e os números pares as saídas (2,4 e 6).
Contatos Auxiliares: são identificados por um par de algarismos que indicam:
1º algarismo indica a posição sua posição física nos contactores, 1 para o primeiro, 2 para o segundo e assim sucessivamente.
2º algarismo indica o estado do contato:
NA ou NO (Normalmente Aberto), 3 na parte superior e 4 na parte inferior.
NF ou NC (Normalmente Fechado), 1 na parte superior e 2 na parte inferior.
27
INSTITUTO ESCOLAR SOMOS BRASILEIROS
5.4.3 – IDENTIFICAÇÃO DOS BORNES DO RELÉ TÉRMICO
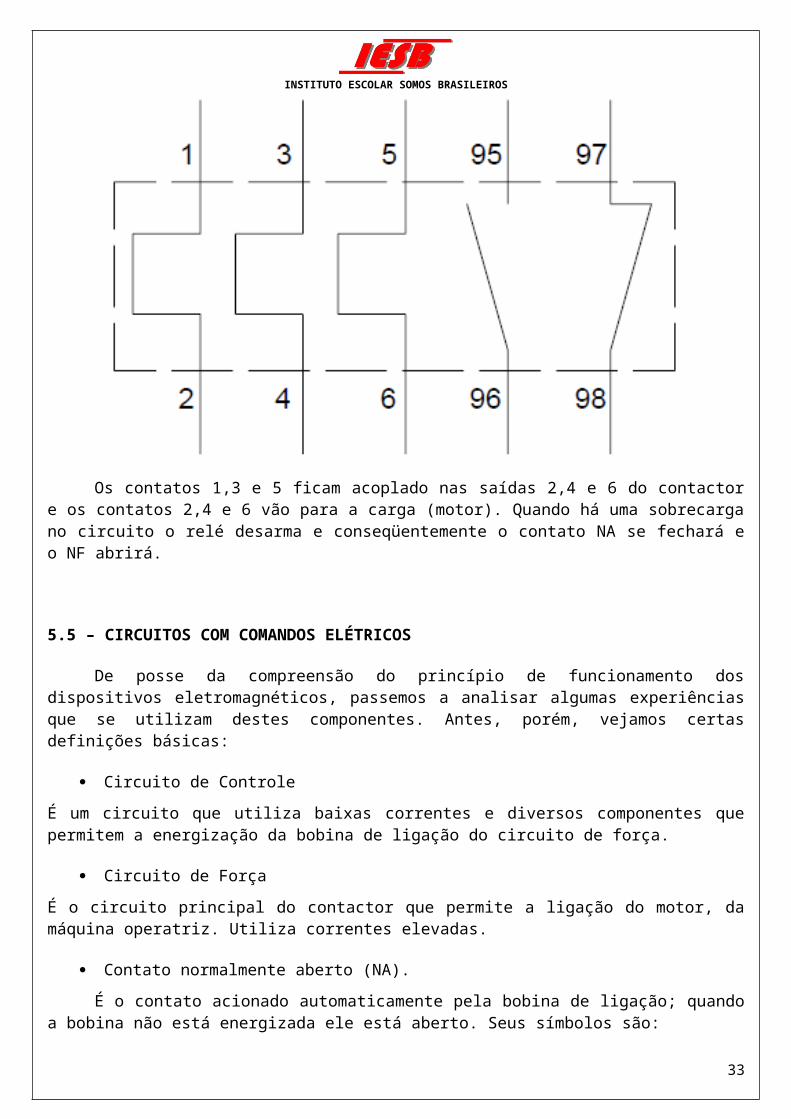
Os contatos 1,3 e 5 ficam acoplado nas saídas 2,4 e 6 do contactor e os contatos 2,4 e 6 vão para a carga (motor). Quando há uma sobrecarga no circuito o relé desarma e conseqüentemente o contato NA se fechará e o NF abrirá.
5.5 – CIRCUITOS COM COMANDOS ELÉTRICOS
De posse da compreensão do princípio de funcionamento dos dispositivos eletromagnéticos, passemos a analisar algumas experiências que se utilizam destes componentes. Antes, porém, vejamos certas definições básicas:
Circuito de Controle
É um circuito que utiliza baixas correntes e diversos componentes que permitem a energização da bobina de ligação do circuito de força.
Circuito de Força
É o circuito principal do contactor que permite a ligação do motor, da máquina operatriz. Utiliza correntes elevadas.
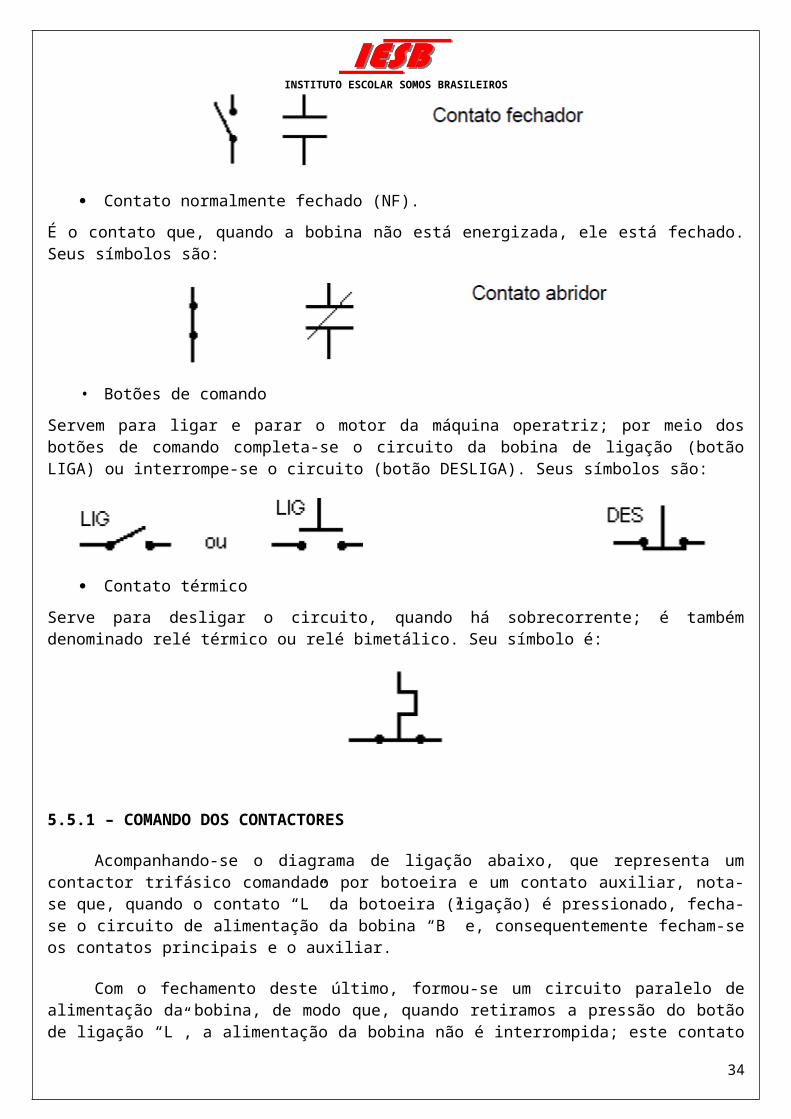
Contato normalmente aberto (NA).
É o contato acionado automaticamente pela bobina de ligação; quando a bobina não está energizada ele está aberto. Seus símbolos são:
28
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Contato normalmente fechado (NF).
É o contato que, quando a bobina não está energizada, ele está fechado. Seus símbolos são:
• Botões de comando
Servem para ligar e parar o motor da máquina operatriz; por meio dos botões de comando completa-se o circuito da bobina de ligação (botão LIGA) ou interrompe-se o circuito (botão DESLIGA). Seus símbolos são:
Contato térmico
Serve para desligar o circuito, quando há sobrecorrente; é também denominado relé térmico ou relé bimetálico. Seu símbolo é:
5.5.1 – COMANDO DOS CONTACTORES
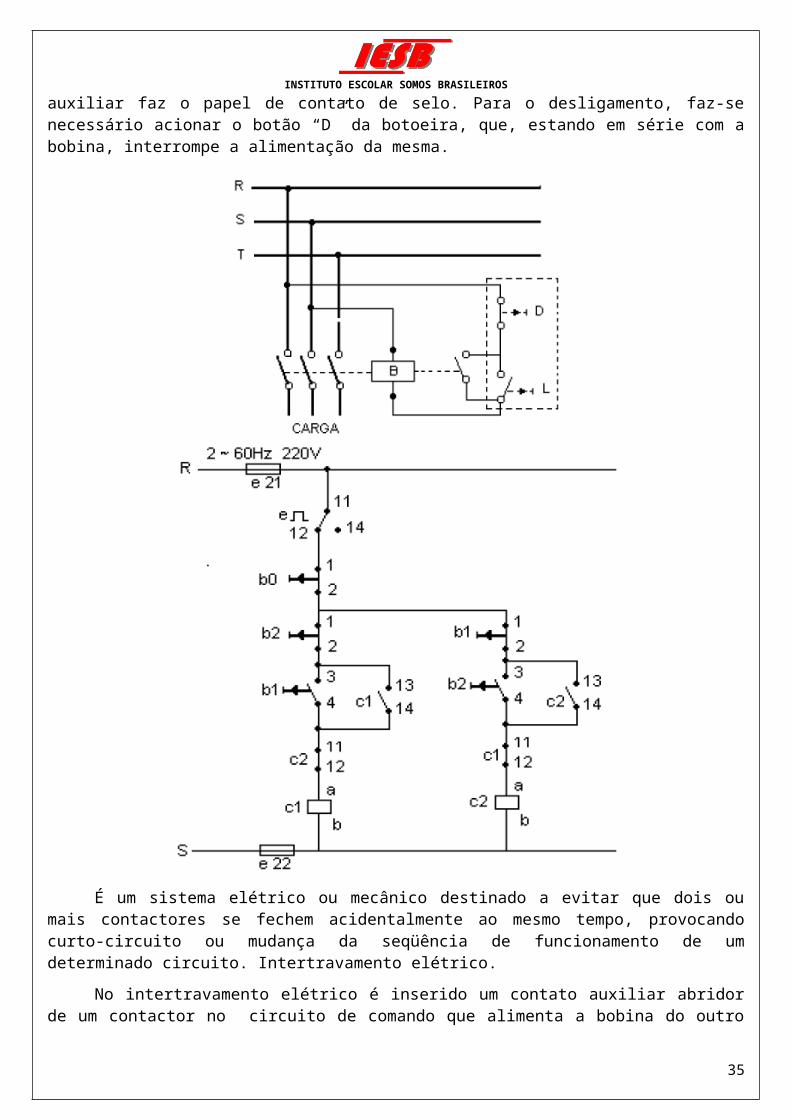
Acompanhando-se o diagrama de ligação abaixo, que representa um contactor trifásico comandado por botoeira e um contato auxiliar, nota-se que, quando o contato “L” da botoeira (ligação) é pressionado, fecha-se o circuito de alimentação da bobina “B” e, consequentemente fecham-se os contatos principais e o auxiliar.
Com o fechamento deste último, formou-se um circuito paralelo de alimentação da bobina, de modo que, quando retiramos a pressão do botão de ligação “L”, a alimentação da bobina não é interrompida; este contato auxiliar faz o papel de contato de selo. Para o desligamento, faz-se necessário acionar o botão “D” da botoeira, que, estando em série com a bobina, interrompe a alimentação da mesma.
29
INSTITUTO ESCOLAR SOMOS BRASILEIROS
É um sistema elétrico ou mecânico destinado a evitar que dois ou mais contactores se fechem acidentalmente ao mesmo tempo, provocando curto-circuito ou mudança da seqüência de funcionamento de um determinado circuito. Intertravamento elétrico.
No intertravamento elétrico é inserido um contato auxiliar abridor de um contactor no circuito de comando que alimenta a bobina do outro contactor, deste modo, faz-se com que o funcionamento de um dependa do outro.
5.6 – DISPOSITIVOS DE DESLIGAMENTO E ACIONAMENTO DE MOTORES
Os motores devem ter uma chave de partida para o seu acionamento e/ou desligamento. As chaves devem conter um dispositivo de proteção de proteção contra curto-circuito (fusível ou
30
INSTITUTO ESCOLAR SOMOS BRASILEIROS
disjuntor), um dispositivo de comando (contactor) e um dispositivo de proteção contra sobrecargas (relé de sobrecarga).
Para motores até 5 CV (e excepcionalmente até 30 CV), ligados a uma rede secundária trifásica, pode-se usar chave de partida direta. Acima desta potência, deve-se empregar dispositivo de partida que limite a corrente de partida a um máximo de 225% da corrente nominal do motor.
5.6.1 – CHAVE DE PARTIDA DIRETA
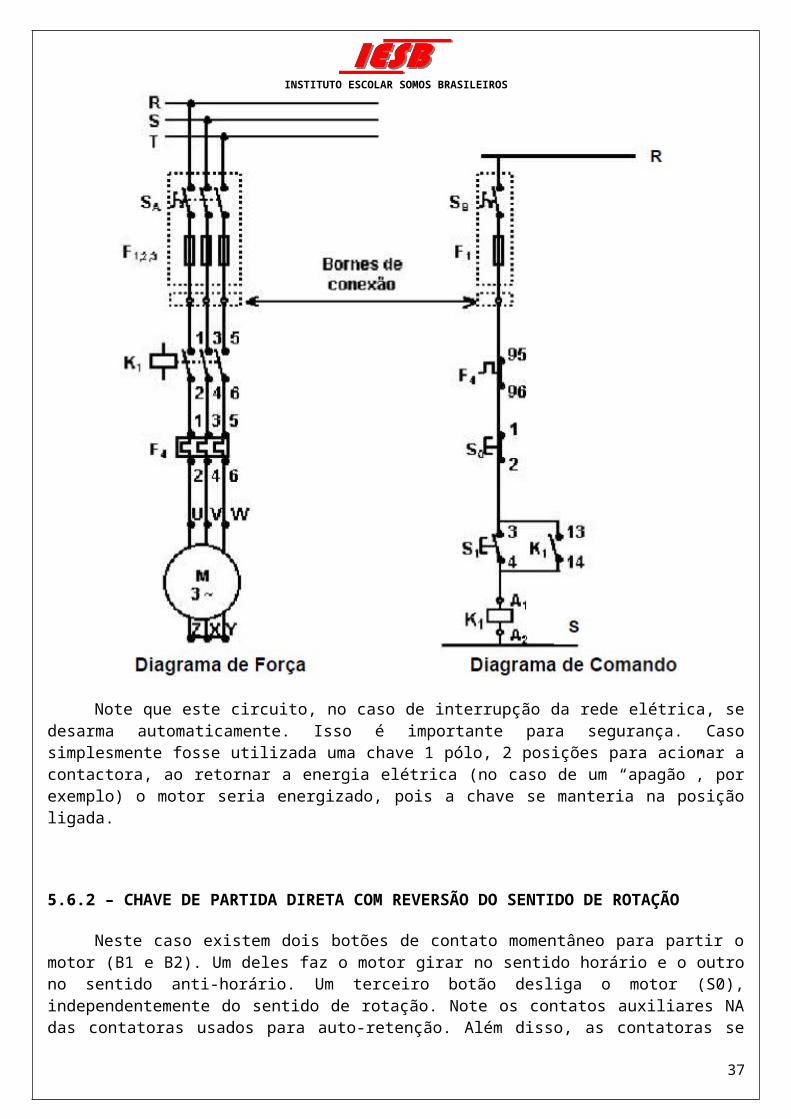
O circuito abaixo permite partir ou parar um motor, através de dois botões de contato momentâneo (botoeiras). Note o contato auxiliar da contactora, usado para manter sua energização após o operador soltar o botão de partida (S1). Já o botão de parada (S0) é do tipo normal fechado (NF). Ao ser pressionado ele interrompe o circuito, desenergizando a contactora e, portanto, abrindo também o contato auxiliar de auto-retenção.
31
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Note que este circuito, no caso de interrupção da rede elétrica, se desarma automaticamente. Isso é importante para segurança. Caso simplesmente fosse utilizada uma chave 1 pólo, 2 posições para acionar a contactora, ao retornar a energia elétrica (no caso de um “apagão”, por exemplo) o motor seria energizado, pois a chave se manteria na posição ligada.
5.6.2 – CHAVE DE PARTIDA DIRETA COM REVERSÃO DO SENTIDO DE ROTAÇÃO
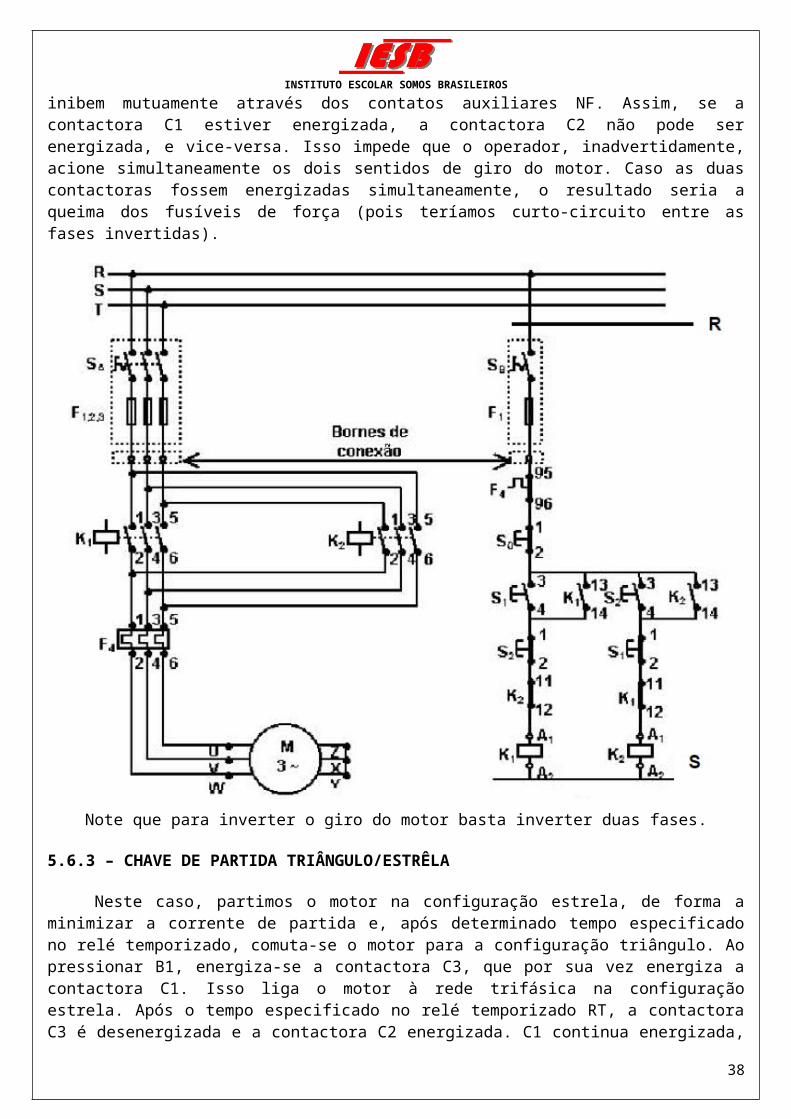
Neste caso existem dois botões de contato momentâneo para partir o motor (B1 e B2). Um deles faz o motor girar no sentido horário e o outro no sentido anti-horário. Um terceiro botão desliga o motor (S0), independentemente do sentido de rotação. Note os contatos auxiliares NA das contatoras usados para auto-retenção. Além disso, as contatoras se inibem mutuamente através dos contatos auxiliares NF. Assim, se a contactora C1 estiver energizada, a contactora C2 não pode ser energizada, e vice-versa. Isso impede que o operador, inadvertidamente, acione simultaneamente os dois sentidos de giro do motor. Caso as duas contactoras fossem energizadas simultaneamente, o resultado seria a queima dos fusíveis de força (pois teríamos curto-circuito entre as fases invertidas).
Note que para inverter o giro do motor basta inverter duas fases.
32
INSTITUTO ESCOLAR SOMOS BRASILEIROS
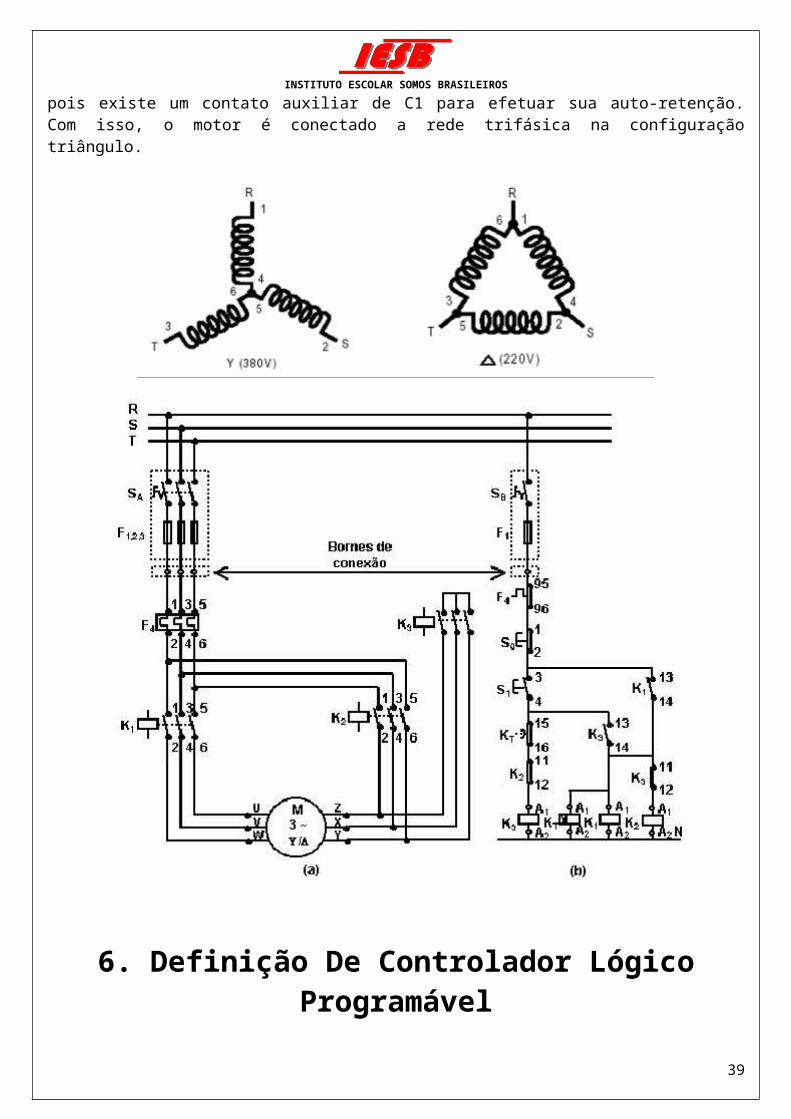
5.6.3 – CHAVE DE PARTIDA TRIÂNGULO/ESTRÊLA
Neste caso, partimos o motor na configuração estrela, de forma a minimizar a corrente de partida e, após determinado tempo especificado no relé temporizado, comuta-se o motor para a configuração triângulo. Ao pressionar B1, energiza-se a contactora C3, que por sua vez energiza a contactora C1. Isso liga o motor à rede trifásica na configuração estrela. Após o tempo especificado no relé temporizado RT, a contactora C3 é desenergizada e a contactora C2 energizada. C1 continua energizada, pois existe um contato auxiliar de C1 para efetuar sua auto-retenção. Com isso, o motor é conectado a rede trifásica na configuração triângulo.
33
INSTITUTO ESCOLAR SOMOS BRASILEIROS
6. Definição De Controlador Lógico ProgramávelOs avanços tecnológicos ocorridos após metade deste século se mostraram de forma
acelerada. Pesquisas realizadas no Instituto de Tecnologia de Massachussets nos asseguram que nos próximos cinco anos o desenvolvimento tecnológico será equivalente aos que já ocorreram nos últimos trinta anos passados, reforçando a idéia de que o crescimento da tecnologia vem se apresentando em progressão exponencial. Os controladores programáveis junto com outros dispositivos inteligentes estão inseridos neste quadro de evolução, ocupando uma importante função na área de automação industrial.
Alguns fatores ligados às necessidades da indústria foram responsáveis pela idealização dos Controladores Programáveis: aumento da produtividade e flexibilidade de processo. Uma produção em escala adequada, assegurando a qualidade e o custo competitivo e esses fatores associados a uma linha de produção flexível, de fácil ajuste, permitindo uma mudança rápida nas características do produto, constituíram razões mais do que suficientes para a criação dos controladores programáveis. Outros fatores como economia de energia, espaço físico e tempo de manutenção reforçam o grau de importância desses equipamentos.
Os Controladores Programáveis trazem para as fábricas modernas uma estrutura de processo automatizado, que se apoia em dispositivos de hardware e software, combinados de forma organizada, que permite um controle total acerca das informações envolvidas, sejam elas operacionais, de supervisão ou estratégicas. As variáveis encontradas no nível operacional, denominada “chão de fábrica”, estão diretamente relacionados com os Controladores Programáveis, que através de sensores e atuadores, interagem com o processo. As variáveis processadas pelos Controladores Programáveis são recebidas pelo nível de supervisão e controle para alimentar, por exemplo, as telas de alarmes, os cálculos de engenharia ou para dar base real aos gráficos de monitoramento.
O nível de supervisão permite ao operador navegar na realidade virtual das múltiplas etapas do processo, além de alimentar o nível estratégico com informações capazes de orientar a alta gerência no processo decisório.
6.2 - O CONTROLADOR PROGRAMÁVEL
Um sistema de controle de estado sólido, com memória programável para armazenamento de instruções para controle lógico. É ideal para aplicações em sistemas de controle de relés e contactores, os quais se utilizam principalmente de fiação, dificultando, desta forma, o acesso, possíveis modificações e ampliações do circuito de controle existente.
O Controlador Programável monitora o estado das entradas e saídas, em respostas às instruções programadas na memória do usuário, e energiza ou desenergiza as saídas, dependendo do resultado lógico conseguido através das instruções de programa. O programa é uma seqüência de instruções a serem executadas pelo Controlador Programável para executar
34
INSTITUTO ESCOLAR SOMOS BRASILEIROS
um processo. A tarefa do Controlador Programável é ler, de forma cíclica, as instruções contidas neste programa, interpretá-las e processar as operações correspondentes.
Um Controlador Programável realiza as funções básicas: a) processamento do programa e b) varredura das entradas e saídas. Os principais pontos de aplicação dos Controladores Programáveis são: a) máquinas: máquinas operatrizes, máquinas têxteis, máquinas para fundição, máquinas para indústria de alimentos etc.; b) indústria: mineração, siderúrgicas, laminadoras etc.
Na automação industrial, as máquinas substituem tarefas tipicamente mentais, tais como: memorizações, cálculos e supervisões. Os Controladores Programáveis dominam os dispositivos pneumáticos, hidráulicos, mecânicos e eletroeletrônicos. Os Controladores Programáveis substituem a ação do homem como sistema de controle, e podem controlar grandezas tais como: vazão, temperatura, pressão, nível, velocidade, torque, densidade, rotação, voltagem e corrente elétrica (variáveis de controle).
6.2.1 – PROCESSAMENTO DO PROGRAMA
O Controlador Programável processa o programa do usuário em ciclo fechado. O processador executa o programa do usuário e em seguida atualiza as entradas e saídas, iniciando novamente o processamento do programa. (figura 1.1). E, somente executa aquilo que foi programado a executar. O tempo de ciclo do Controlador Programável é de alguns milissegundos por 1024 bytes de instruções.
35
INSTITUTO ESCOLAR SOMOS BRASILEIROS
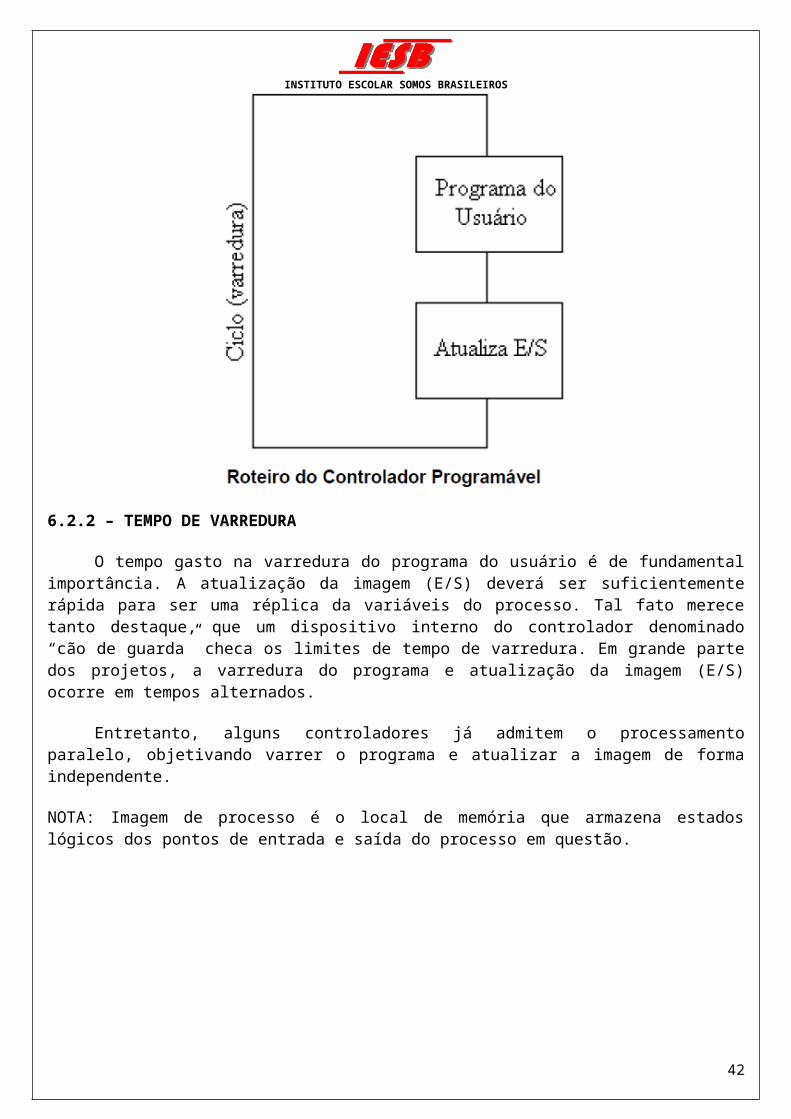
6.2.2 – TEMPO DE VARREDURA
O tempo gasto na varredura do programa do usuário é de fundamental importância. A atualização da imagem (E/S) deverá ser suficientemente rápida para ser uma réplica da variáveis do processo. Tal fato merece tanto destaque, que um dispositivo interno do controlador denominado “cão de guarda” checa os limites de tempo de varredura. Em grande parte dos projetos, a varredura do programa e atualização da imagem (E/S) ocorre em tempos alternados.
Entretanto, alguns controladores já admitem o processamento paralelo, objetivando varrer o programa e atualizar a imagem de forma independente.
NOTA: Imagem de processo é o local de memória que armazena estados lógicos dos pontos de entrada e saída do processo em questão.
Ciclo do processo
6.2.3 – VARREDURA DAS ENTRADAS E SAÍDAS
Após o Controlador Programável fazer a varredura do programa do usuário, ele transfere os dados da memória-imagem das saídas, para o módulo de saída, realiza a leitura do módulo de entrada e atualiza a memória-imagem das entradas. Estas entradas e saídas são os pontos de comunicação dos equipamentos com o Controlador Programável.
Módulo de Entrada
NOTA: O módulo de entrada é o circuito eletrônico que faz a interface dos vários tipos de dispositivos de entrada, os quais informam as condições do equipamento em controle.
36
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Módulo das Saídas
NOTA: O módulo de saída é o circuito eletrônico que faz a interface dos vários tipos de dispositivos de saída, os quais são controlados pelo CLP.
Bit – Abreviação do dígito binário, a menor unidade de informação no sistema de numeração binário.
Bit de Controle – Um bit do byte de saída de dados; o byte contém 8 bits.
6.2.4 – FUNCIONAMENTO
Vamos pensar somente na linguagem de programação em diagrama de contatos que é usada nos Controladores Programáveis instalados nas indústrias. Os técnicos da área elétrica estão habituados com os diagramas elétricos; a programação em diagramas de contatos é a mais recomendada, devido à similaridade com a representação real.
Veja o exemplo abaixo: uma linha de produção simplificada, onde temos a entrada de matéria-prima e a saída do produto final acabado. O transporte dessa matéria-prima é feito por uma correia transportadora acionada por um motor elétrico.
Entre a entrada e a saída dessa linha de produção simplificada, temos três etapas de produção. Essa linha de produção não é controlada por um Controlador Programável.
Linha de produção sem Controlador Programável
Mas os tempos gastos em cada etapa da produção podem ser diferentes, resultando num produto final acabado perto dos 100% desejado. Com um Controlador Programável nesta linha de produção, podemos acionar o motor elétrico de modo que a matéria-prima na primeira
37
INSTITUTO ESCOLAR SOMOS BRASILEIROS
etapa seja bem concluída, acionando novamente, o motor elétrico para a segunda etapa, onde será novamente bem concluída e, assim, para a terceira etapa, onde será concluído o produto final acabado. Desta forma, o resultado do produto final acabado será 100% ou bem mais perto disto.
Linha de produção com CLP
6.2.5 – TAMANHO FÍSICO
Esta é uma das vantagens apresentadas pelos Controladores Programáveis, pois no mercado encontramos controladores que cabem na palma da mão e são capazes de interagir com vários pontos de entrada e saída, apresentando um número satisfatório de instruções, entre elas: temporizadores e controladores.
6.2.6 – MODULARIDADE
É a capacidade do corpo físico do equipamento poder se dividir em módulos, apresentando flexibilidade de escolha na configuração adequada, relativa a cada caso de automatização. Como exemplo, podemos citar os módulos: de entradas e saídas digitais, entradas e saídas analógicas, para leitura de termopares, CPU, fonte de alimentação, entre outros.
38
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Módulo Principal Módulo de Expansão
CLP da WEG
6.2.7 – FACILIDADE DE PROGRAMAÇÃO
A tendência do mercado é tornar cada vez mais intuitiva a programação e a operação dos equipamentos inteligentes programáveis; os Controladores Programáveis estão incluídos neste contexto e admitem desde o início da sua concepção este princípio.
6.2.8 – MAPEAMENTO DE MEMÓRIA
Espaço de memória RAM com mapeamento para uso específico na aplicação fim; em outras palavras, é possível afirmar que durante o projeto do Controlador Lógico Programável, os seus espaços de memória são previamente organizados durante a elaboração do FIRMWARE. Isto ocorre, porque os Controladores Lógicos são equipamentos dedicados a um tipo de aplicação específica, admitindo, apenas, serem programados com softwares desenvolvidos especificamente para eles.
6.3 – APLICABILIDADE
39
INSTITUTO ESCOLAR SOMOS BRASILEIROS
6.3.1 – AUTOMAÇÃO INDUSTRIAL
Automação Industrial é um conjunto de técnicas destinados a tornar automáticos vários processos numa indústria: o Comando Numérico, os Controladores Programáveis, o Controle de Processo e os Sistemas CAD/CAM (Computer Aided Design e Computer Aided Manufaturing – projetos e manufaturas apoiados em computador).
O Comando Numérico controla automaticamente máquinas operatrizes: tornos, frezas, furadeiras, etc. Os Controladores Programáveis são equipamentos eletrônicos programáveis, destinados a substituir sistemas controlados por dispositivos eletromecânicos e interfacear Comandos Numéricos com máquinas operatrizes. Este equipamento substitui o diagrama elétrico, os relés e suas interligações por programas que simulam estes componentes. O Controle de Processo visa o controle global de um processo, em vez de parcial, como o Controlador Programável e o Comando Numérico (por exemplo, o controle de tráfego de trens).
A microeletrônica invade os setores produtivos das indústrias, propiciando a automação. O processo de automatização não atinge, apenas, a produção em si, substituindo o trabalho braçal por robôs e máquinas com Comando Numérico Computadorizado (CNC); permite enormes ganhos de produtividade ao integrar tarefas distintas como: a elaboração de projetos, o gerenciamento administrativo e a manufatura.
6.3.2 – AUTOMAÇÃO DE EQUIPAMENTOS
Na automação ou uso real baseado nos exemplos de programação, alguns itens devem ser avaliados:
• Instalações elétricas compatíveis com pontos de entrada e saída (E/S);
• chaves de proteção do hardware;
• tipo e forma de endereçamento;
• estrutura da palavra;
• tipo e forma de sinais aceitáveis; e
• compatibilidade dos equipamentos eletromecânicos.
6.3.3 - PASSOS PARA AUTOMAÇÃO DE UM PROCESSO
a) Definir pontos de entrada / saída e operandos
Projetar a instalação do equipamento do CLP, verificando quantas saídas e quantas entradas deverá ter o CLP para a automação desses equipamentos. Verificar os operandos, relés de interfaces entre o CLP e equipamentos.
40
INSTITUTO ESCOLAR SOMOS BRASILEIROS
b) Elaboração do programa do usuário
Projetar o programa que controlará o equipamento, a lógica de diagramas de contatos. Supor os movimentos imprevistos da máquina, todas as condições de funcionamento, intertravamentos e emergências.
c) Teste do Programa do usuário
Submeter o programa elaborado, já com os “operandos” e a interface entre o CLP e equipamentos instalados, a um teste elétrico (sem operação do equipamento). Simular todas as condições como se o equipamento estivesse operando.
d) Verificação de funcionamento
Caso o teste do programa tenha sido positivo, ou seja, se o CLP estiver controlando perfeitamente o equipamento, de acordo com a programação em lógica de diagrama de contatos, até mesmo no pior caso de funcionamento do equipamento ou na situação mais imprevista, passe para o bloco seguinte. Caso contrário, realize alterações no programa ou projete um outro programa mais eficiente, levando em conta o controle que o programa anterior não realizou. É bom lembrar que o programa não está dando bons resultados, devido ao fato, da lógica de diagrama de contatos não estar de acordo com a lógica de funcionamento do equipamento, (supondo que o CLP esteja funcionando perfeitamente, os cartões de E/S estejam bons, os cabos bem interligados, as voltagens de alimentação estejam corretas etc.).
e) Instalação do equipamento e liberação para a produção
Fazer a listagem do programa (lógica de diagramas de contatos), descrevendo linha a linha as instruções e operações das condicionantes e das saídas. Deixar a listagem próxima ao CLP para manutenção ou alterações futuras.
6.3.4 –EXEMPLOS DE APLICAÇÕES
• Sistema de segurança e intertravamento
Para esclarecer a função de um sistema de segurança e intertravamento, iremos citar um exemplo real que protege o processo de uma explosão: considerando que um dado gás, na presença de certa temperatura, seja suficiente para explodir uma área de trabalho, e que um Controlador Programável receba em suas entradas os sinais de temperatura e de presença de gás.
O programa do usuário, em função das condições de entrada, concederá ordem de acionamento de uma saída, tendo em vista bloquear a tubulação principal, inibindo desta forma a passagem de gás.
41
INSTITUTO ESCOLAR SOMOS BRASILEIROS
Se a decisão de fechar a tubulação principal ocorrer em tempo hábil, a explosão será evitada e o objetivo do sistema de intertravamento será alcançado, garantindo a segurança do ambiente.
Estudos estatísticos sobre a eficiência dos Sistemas de Segurança e Intertravamento são constantemente realizados, visando calcular a probabilidade de falha em função do número de vezes em que a ação do programa se faz necessário
• Processo em batelada
Alguns especialistas comparam os processos em batelada à preparação de um bolo caseiro, onde todas as etapas seguem uma ordem dentro de um procedimento bem definido (receita). O controle do tempo de batida no reator, a seqüência de entrada das substâncias, os valores da temperatura e dos tempos de aquecimento e resfriamento, são de importância decisiva na qualidade do produto final.
Como exemplo, podemos citar a fabricação de cosméticos, produtos farmacêuticos, indústria de alimentos, entre outros.
42


























![Clp [automação residencial com clp]](https://img.document.onl/doc/110x75/556bdec9d8b42ab2138b510c/clp-automacao-residencial-com-clp.jpg)


