Embed Size (px)
Citation preview

AVALIAÇÃO DA CONFIABILIDADE DO
PROCESSO NO USO DE FERRAMENTA
DE CBN PARA TORNEAMENTO DE
FERRO FUNDIDO CINZENTO,
COMPARADO À FERRAMENTA DE
CERÂMICA.
Ivan Correr (FIEL )
Welinkem Daniel Adame (FIEL )
Com o aumento da competitividade entre empresas, muitas investem
em modernização de equipamentos, e formas de produção que tragam
aumento de produtividade, redução de custos e resultem em melhor
eficiência em toda cadeia produtiva. Este cenário se apresenta
especialmente nas empresas fabricantes de peças para o setor
automotivo, na qual a concorrência é acirrada, bem como os critérios
e exigências das montadoras no que se refere a custos, qualidade e
prazo. Portanto, a presente pesquisa visa avaliar o comportamento e a
confiabilidade no processo de usinagem, em operação de torneamento
de ferro fundido cinzento com o uso de dois tipos de compostos de
materiais de ferramenta (Cerâmica e CBN), a fim de identificar qual
possui o melhor comportamento em relação ao processo. Os resultados
apresentam que para as características do processo de usinagem da
Empresa estudada, a escolha de ferramentas de CBN tem melhor
comportamento em relação à cerâmica baseado no seu desempenho no
que diz respeito a: Número de peças por aresta; Estabilidade em
relação à rugosidade mantendo a média abaixo da tolerância;
Melhores índices de indicadores de desempenho como Ppk e PPM;
Correlação entre o desgaste da ferramenta e aumento da rugosidade.
O que possibilita aumento de produtividade e confiabilidade do
processo.
Palavras-chaves: Usinagem, Confiabilidade, Ferramentas
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
1. Introdução
No inicio da era da industrialização, ser competitivo dependia de sua capacidade de produção,
nesta época não havia necessidade de uma grande diversificação de produtos, mas sim uma
grande quantidade para atender a grande massa de consumidores.
No cenário atual totalmente inverso, onde consumidores cada vez mais exigentes procuram
grande diversificação de produtos, modelos e formas, o que gera um aumento na
competitividade, as empresas visam à modernização de equipamentos, e formas de produção
que tragam aumento de produtividade, redução de custos e resultem em uma melhor
eficiência em toda cadeia produtiva (DINIZ, MARCONDES e COPPINI, 2000).
Os setores de manufatura são os mais afetados e pressionados por mudanças, pressões estas
causadas pela dinâmica evolução da concorrência, que cria desafios cada vez maiores, para
atender uma sociedade mais globalizada (FUSCO et al., 2003).
Segundo Machado et al (2011) cerca de 20% a 30% do PIB de um País desenvolvido é de
produtos e bens manufaturados, e dentre estes processo encontramos a usinagem que segundo
Ferraresi (1970) se caracteriza como qualquer operação que visa conferir forma e dimensão a
uma determinada peça, através da retirada de cavaco que é a quantia de material retirado pela
ferramenta.
Dentre os tipos de usinagem existentes um dos mais empregados é o torneamento que consiste
na peça se movimentando em torno do eixo principal de rotação da máquina, enquanto a
ferramenta tem trajetória simultânea de deslocamento no mesmo plano da peça. Para o a
obtenção de acabamento e dimensões finais em peças, o torneamento radial é o que mais se
aplica (FERRARESI, 1970).
Com o aumento da diversificação de produtos (lotes menores), da necessidade constante de se
obter os melhores resultados, com o menor tempo e menor custo, as empresa buscam suporte
na tecnologia de ferramentas, que atualmente desenvolve inúmeros ferramentais com
compostos de materiais específicos para cada situação, material, parâmetros de programação,
dentre outros.
Neste cenário de diversificação de ferramentas, é necessário conhecer o comportamento de
cada ferramenta, e o controle de processo é o método mais utilizado. Conforme Slack,

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
Chambers e Johnston (2008) controlar o processo traz mais benefícios, pois as características
do produto estão sendo controladas durante sua concepção, e não após o produto estar pronto,
o que pode causar um grande transtorno se descoberto algum problema posteriormente.
Portanto, o presente projeto visa como objetivo principal, avaliar o comportamento e a
confiabilidade no processo de usinagem em operação de torneamento de ferro fundido
cinzento com o uso de dois tipos de compostos de ferramenta (Cerâmica e CBN) e tem com
objetivos específicos: verificar as condições das peças torneadas controlando características
dimensionais (rugosidade) das peças, diretamente afetadas pelo ferramental utilizado; checar a
capacidade produtiva de cada aresta das ferramentas; confrontar os dados e avaliar os
resultados entre as ferramentas utilizadas no experimento a fim de identificar a que possui o
melhor comportamento ao processo em relação rugosidade.
2. Referencial Teórico
2.1. Ferramentas para usinagem
As ferramentas são os instrumentos mais antigos usados pelo homem independente do
material a fim de dar suplemento a sua força manual, o que lhe permite realizar tarefas
especiais. O ponto de maior ênfase nesta historia de transformação e evolução das ferramentas
foi quando, mesmo que acidental, conseguiu-se a extração do ferro em seu minério, e após
isso a obtenção do aço (FERRARESI, 1970).
Durante séculos de pesquisa e trabalho muitos materiais foram desenvolvidos a fim de
melhorar o desempenho das ferramentas nos mais diversos processos de usinagem, para
Diniz, Marcondes e Copinni (2000) e Ferraresi (1970) para a correta escolha do material de
ferramenta a ser usado deve se levar em conta os seguintes fatores: Material a ser usinado;
Processo de usinagem; Condição da maquina operatriz; Forma e dimensão da ferramenta;
Custo do material da ferramenta; Condições de usinagem; Condições da operação.
Para Diniz, Marcondes e Coppini (2000) além das características acima a ferramenta
escolhida deve também atender aos seguintes requisitos: Dureza a quente; Resistência ao
desgaste; Tenacidade; Estabilidade química; conforme mostra a Figura 1.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
Figura 1 – Propriedades do metal duro, cermet e cerâmica.
Fonte: Adaptado de Santos e Sales (2007)
Para uma correta decisão sobre qual material de ferramenta usar deve-se levar em
consideração as propriedades de cada ferramenta existente no mercado, bem como saber onde
e como estas propriedades serão exigidas em um processo, mas, o grande número de
ferramentas disponíveis no mercado dificulta esta escolha. A ferramenta ideal seria aquela
com a dureza do diamante puro, a tenacidade do metal duro, e a estabilidade química da
cerâmica de alumina, mas este material ainda não foi desenvolvido. Deve-se também levar em
conta a vida útil de uma ferramenta bem como seu comportamento em relação a dimensões
específicas, seu desempenho previsível e o custo do material (MACHADO et al., 2011).
2.2. Materiais de ferramentas
Dentre os diferentes tipos de composição para os materiais de ferramentas existentes no
mercado serão apresentados no presente estudo o comportamento e características das
ferramentas de material cerâmico e a de CBN.
2.2.1 Material Cerâmico
Segundo Diniz, Marcondes e Coppini (2000) o material cerâmico aparece por volta dos anos
50 em algumas literaturas, mas tem sua maior participação a partir dos anos 80 quando
grandes pesquisas e avanços o trouxeram para o mercado.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
Cerâmicas são mais utilizadas nos processos em que são necessárias ferramentas com alta
dureza e resistência ao desgaste, ferramenta de cerâmica a base de alumina tem excelente
inércia química quando aplicadas a materiais ferrosos, porém não apresentam tenacidade
suficiente para serem usadas em aços-carbono e de baixa liga (MACHADO et al., 2011).
Ainda segundo Diniz, Marcondes e Coppini (2000), o material cerâmico traz grandes
benefícios em sua aplicação tais como, dureza a quente e a frio, resistência ao desgaste e
ótima estabilidade química, mas ele tem seu revez no que se trata de condutividade térmica,
que dificulta a transferência de calor entre o cavaco-ferramenta e peça-ferramenta e baixa
tenacidade que facilita o surgimento de trincas.
Divididas entre óxidos e monóxidos as ferramentas de material cerâmico podem ser
encontradas em grupos como o da alumina, que ainda pode ser reforçada com zircônio que lhe
confere ótima estabilidade química, mas não apresenta resultados tão bons para tenacidade e
dureza a quente, muito menos para resistência ao choque térmico, a alumina mista mostra
melhor desempenho entre dureza a quente e estabilidade química que as puras, porem na
tenacidade também não tem resultados expressivos, por isso são recomendadas para
acabamento em aços endurecidos onde a dureza a quente e a estabilidade química são
exigidos mais que a tenacidade, e alumina reforçada com SiC conhecida como Sialons que
apresentam ótima dureza a quente, alta resistência ao choque térmico e boa tenacidade com
uma estabilidade química muito ruim, é mais indicado para usinagem em desbaste do ferro
fundido, onde pela formação do cavaco curto não exigir muita estabilidade química por parte
da ferramenta, mas a resistência ao choque térmico, a dureza a quente a tenacidade são
essenciais (DINIZ, MARCONDES e COPPINI, 2000).
2.2.2. Material CBN
Segundo Diniz, Marcondes e Coppini (2000) o CBN ( Cubic Borun Nitride - Nitreto Cúbico
de Boro) é um material quimicamente mais estável que o diamante, tem tenacidade
semelhante a do material cerâmico a base de nitretos, e é duas vezes, mais tenaz que a
alumina.
Vários tipos de CBN existem no mercado, com diferentes materiais e quantidades de
aglomerantes, porém de maneira geral, pode-se dividir o CBN em duas categorias: CBN para

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
desbaste na qual o ap (profundidade de penetração da ferramenta na peça) é entre 0,5 e 0,8mm
e CBN para acabamento onde ap é menor que 0,5mm (DINIZ, MARCONDES e COPPINI,
2000).
Em operações de acabamento na qual se tem uma pequena massa de cavaco gerada, o calor do
processo de usinagem é muito absorvido pela ferramenta o que faz com que propriedades
presentes no CBN como estabilidade química e térmica sejam altamente exigidas. Mesmo que
o CBN tenha menor tenacidade e dureza estas propriedades ainda são suficientes para manter
bom acabamento superficial e tolerâncias apertadas ao longo do desgaste da ferramenta.
Em geral para Diniz, Marcondes e Coppini (2000) e Machado, Abraão, et al. (2011) o CBN
pode ser usado em quase todos os tipos de usinagem aplicados na engenharia de hoje, ele
substitui muito bem o diamante, que na usinagem de ferrosos corre o risco de voltar ao estado
da grafita quando submetido a temperaturas elevadas, e também metal duro quando se exige
altas velocidades de corte ou dureza elevada, mas para ambos os que impedem a propagação
do CBN como ferramenta é seu alto custo que para Machado, Abraão, et al. (2011) deve
reduzir tão logo empresas adquiram domínio da técnica de obtenção do CBN.
2.3. Parâmetros de usinagem
Os principais parâmetros de usinagem utilizados segundo Diniz, Marcondes e Coppini (2000)
são:
Velocidade de corte (vc) na operação de torneamento é a velocidade tangencial,
resultado da rotação da ferramenta em torno da peça usinada;
Avanço (f) percurso/distancia que a ferramenta percorre a cada volta;
Ap profundidade de penetração da ferramenta na peça, ou profundidade de usinagem;
Vida útil é o tempo de uso de uma ferramenta até que a mesma perca suas capacidades
de corte.
2.4. Rugosidade
Diniz (1989) define rugosidade como ranhuras ou sulcos deixados na superfície pela forma da
ferramenta e pelo avanço empregado na usinagem da peça.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
Segundo Santos e Sales (2007) rugosidade pode ser relacionada ao desempenho de um
produto, e pode estabelecer relação com a capacidade de um processo no que diz respeito a
padrões de qualidade.
Rugosidade média (Ra) pode ser definida como a média entre os pontos e a linha de centro ao
longo de um comprimento de medição (SANTOS e SALES, 2007).
2.5. Confiabilidade/Estabilidade
Consumidores procuram produtos que funcionem conforme o apresentado, falhas ou defeitos
podem causar grandes consequências e insatisfação por parte dos clientes, aumento dos custos
com garantia, bem como uma degradação da marca. A confiabilidade é inerente ao produto
devendo estar inserida no processo de fabricação (DROUGUETT e MOSLEH 2006).
Para Filho (2007) a estabilidade do processo e o aprimoramento tem como objetivo a redução
das variabilidades e contribuem para bons indices de qualidade.
Para Ryan (2011) consumidores e fornecedores estão interassados na confiabilidade dos
produtos, que é dada pela capacidade de um produto funcionar e satisfazer as necessidades até
o final de seu ciclo de vida, ou tempo de uso. Quando um estudo de confiabilidade é realizado
os resultados obtidos dão um clara visão se um produto estará funcionando após determinado
tempo de uso, sobre operações apuradas.
Confiabilidade também pode ser expressa através de indicadores como, por exemplo, uma
taxa percentual de falha após tempo de uso do produto ou pelo numero de defeito por milhão
(PPM) de peças produzidas.
Com maior frequência é visto o controle do processo como método conveniente para se
manter o controle do sistema produtivo e aumentar a vantagem competitiva. Melhores
capabilidades de processo não são fáceis de atingir nem tão pouco de se copiar, altos índices
são atingidos com muito esforço e dedicação ao conhecimento e controle do processo por isso
com uma boa capabilidade de processo se tem uma boa vantagem competitiva (SLACK,
CHAMBERS e JOHNSTON, 2008).
Para Slack, Chambers e Johnston (2008) um processo capaz é aquele que varia dentro de uma
faixa aceitável. A maneira mais simples de se medir essa capacidade é através do Cp que é

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
dada pela razão entre a faixa da especificação e a variação do processo ou seja +- 3 desvios
padrão.
Para Seleme (2010) a análise estatística que tem base nos dados, é capaz de oferecer
informações e previsões sobre o processo não conforme ou uma falha futura. Seleme (2010)
também apresenta a pesquisa experimental, que é realizada em condições controladas e
permite ao executor que as ocorrências sejam avaliadas.
Para Seleme (2010) várias ferramentas são utlizadas na avaliação do processo a fim de
dirercionar para três aspectos basicos : Cliente; Produto e Processo de fabricação. A
estabilidade, a competência e a normalidade de um processo também devem serem avaliadas,
para a qual a estabilidade indica se o processo é estável e se mantém sobre controle, a
normalidade diz se as caracteristicas amostrais seguem uma distribuição normal prevista
estatisticamente e por fim a competência de um processo e sua capacidade em atender as
especificações exigidas. Esta capacidade indica valores que geram uma previsão de valores
futuros.
Por isso, controlando o processo, temos uma busca constante na satisfação dos clientes sejam
internos ou externos, garantindo a qualidade e a conformidade dos produtos processados,
além de obter informações muito importantes para o desenvolvimento e o aperfeiçoamento
dos processos já existentes, como também de novos processos. Controlar um processo auxilia
na detecção de problemas na produção mesmo antes que eles ocorram, e também servem de
base para melhorias em toda cadeia produtiva, otimizando tempos, aumentando a
produtividade e a capacidade do processo (JURAN, 1997).
Índices de capacidade do processo comparam os comportamentos de processo e produtos em
relação a suas especificações. Altos valores indicam o quão capaz de produzir produtos
conforme especificação um processo é, alem do que com um processo estável, pode-se usar
esses índices para obter informações de como será o desempenho futuro deste processo
(STEINER, MACKAY e ABRAHAN, 1997).
Podemos também usar indicadores de capacidade de processo quando mudanças são feitas
nos processo, comparando assim os valores e índices do processo antes e depois da mudança
realizada, podendo inclusive tomar decisões baseado nestas informações (STEINER,
MACKAY e ABRAHAN, 1997).

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
Fator importante no processo é também a estabilidade, pois se, um processo é estável em um
tempo conhecido, presume-se que também será estável em tempo futuro (STEINER,
MACKAY e ABRAHAN, 1997).
Down et al. (2005) define os seguintes índices de análise conforme (Quadro 1)
Quadro 1 – Índices de análise de resultados
Fonte: Adaptado de Down et al. (2005)
Pode-se também usar como ferramenta de análise da capacidade do processo a correlação que
é a relação entre duas variáveis, tem por referencia o par ordenado onde são registrados dois
valores. Um dos valores é apresentado no eixo x chamado de independente e outro valor e
disposto no eixo y que é chamado de independente. O objetivo desta distribuição é saber se
quando os valores do eixo x aumentam os valores de y também sofrem a mesma alteração ou
se comportam de forma diferente (BONAFINI, 2012).
A correlação é definida como forte ou fraca pelo resultado do seu coeficiente de correlação
que varia entre 1 e -1, assim quando um valor de coeficiente está próximo de 1 (positivo) ou -

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
1 (negativo) a correlação é considerada forte, do mesmo modo quando o coeficiente é um
valor próximo de 0 temos uma correlação fraca (BONAFINI, 2012).
3. Estudo de caso
O estudo de caso foi realizado em uma empresa do ramo automotivo, situada na região de
Campinas que atualmente conta com aproximadamente 350 funcionários diretos.
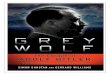
Os ensaios foram realizados em um centro de torneamento vertical OKUMA, modelo 2SP-
V40, na qual foram usinados discos de freios fabricados de ferro fundido cinzento com matriz
perlítica tipo A predominante (Figura 2).
Figura 2 – Usinagem durante os testes
Fonte: Autores
Para o controle da rugosidade, parâmetro definido como referência para o desempenho das
ferramentas testadas, a medição foi realizada em um rugosimetro Mahr modelo Perthometer
M2 sob os parâmetros (comprimento) Lt 12,50mm (cut-off) λc 2.500x5 de resolução 0,001µm.
Os dados foram analisados no software estatístico Minitab®, e Microsoft Office Excel 2007.
A Tabela 1, apresenta os parâmetros de usinagem utilizados para os ensaios (Velocidade de
corte, Avanço, Profundidade) bem como as características das ferramentas (Cerâmica e
CBN).
Ferramenta de corte superior
Ferramenta de corte inferior
Disco de freio

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
Tabela 1 – Parâmetros dos ensaios realizados
Fonte: Autores
Conforme a Tabela 1, foram utilizados para os Ensaios 1 e 2 os mesmos parâmetros para a
usinagem com a ferramenta de Cerâmica e CBN, e o ensaio 3 foi realizado com a ferramenta
de CBN seguindo parâmetros definidos pelo fabricante.
Em todos os ensaios as sessenta (60) primeiras peças, foi controlada a rugosidade, nas demais
peças a rugosidade foi controlada de forma aleatória até que se atingisse o valor máximo
especificado de 4,00 Ra.
Como apresentado, o estudo foi divido em três etapas, na qual a primeira etapa (Ensaio 1)
foram usinadas peças com a ferramenta de cerâmica SNGN 120412 – LX 21 do fabricante
Tungaloy sob os parâmetros de corte de: vc 500 RPM, f 0,35mm/volta ap 0,75mm. Com estes
parâmetros a vida útil da ferramenta foi de sessenta (60) peças por aresta, atingindo os valores
de rugosidade máximos, detectados durante os ensaios.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
Com as mesmas condições de usinagem o ensaio se deu também com a ferramenta de CBN
SNMN 120412 – T-S CBN 7800 do fabricante Ceramtec (Ensaio 2). Com essas condições
foram usinadas cento e sessenta (160) peças das quais as sessenta (60) primeiras peças
tiveram 100% a rugosidade dimensionada. Deste ponto em diante foi acompanhado o
desempenho da ferramenta e controlado a rugosidade com frequência intercalada até que a
ferramenta conseguisse manter a especificação da rugosidade.
Para concluir os ensaios, foi realizado com a ferramenta de CBN (Ensaio 3) agora com os
parâmetros definidos pelo fabricante da ferramenta que em relação aos testes anteriores altera-
se a velocidade de corte para 1000 RPM, e o avanço para 0,4 mm/volta, e manteve-se a
profundidade da usinagem. Com estes novos parâmetros foram usinadas duzentas e dez (210)
peças com uma única aresta de corte mantendo a rugosidade dentro dos limites de
especificação.
4. Resultados e discussões
A seguir são apresentados os resultados obtidos nos ensaios realizados.
A Figura 3 apresenta os resultados do Ensaio 1 (ferramenta de cerâmica, vc=500rpm, f=0,35 e
ap=0,7) relacionados a distribuição da rugosidade durante as medições, valores de Ppk, PPM e
desvio padrão.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
Figura 3 - Resultados ferramenta de Cerâmica (Ensaio 1)
554943373125191371
4
3
2
In
div
idu
al V
alu
e
_X=2,875
UCL=3,284
LCL=2,466
554943373125191371
0,4
0,2
0,0
Mo
vin
g R
an
ge
__MR=0,1539
UCL=0,5027
LCL=0
6055504540
4
3
2
Observation
Va
lue
s
4,54,03,53,02,52,01,5
USL
USL 4
Specifications
4,53,01,50,0
Within
Overall
Specs
StDev 0,1364
Cp *
Cpk 2,75
PPM 0,00
Within
StDev 0,6224
Pp *
Ppk 0,60
Cpm *
PPM 35354,96
Overall
Rugosidade Cerâmica (vc = 500 f = 0.35 ap = 0.70)
I Chart
Moving Range Chart
Last 25 Observations
Capability Histogram
Normal Prob PlotA D: 2,079, P: < 0,005
Capability Plot
Fonte: Minitab®
Como pode ser observado, ao usinar 60 peças com a mesma aresta obteve-se uma condição na
qual a rugosidade apresenta valor médio de 2,875, com os valores iniciando em um faixa,
passando por um período de queda, assumindo uma estabilidade e após um período se eleva
novamente, atingindo valores acima do especificado (Figura 4). Neste ensaio foi observado
que não houve correlação entre o desgaste da ferramenta com o aumento da rugosidade
(Fonte: Minitab®
Figura 5).

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14
Figura 4 - Comportamento dos valores ferramenta de Cerâmica (Ensaio 1)
554943373125191371
4
3
2
In
div
idu
al V
alu
e
_X=2,875
UCL=3,284
LCL=2,466
554943373125191371
0,4
0,2
0,0
Mo
vin
g R
an
ge
__MR=0,1539
UCL=0,5027
LCL=0
6055504540
4
3
2
Observation
Va
lue
s
4,54,03,53,02,52,01,5
USL
USL 4
Specifications
4,53,01,50,0
Within
Overall
Specs
StDev 0,1364
Cp *
Cpk 2,75
PPM 0,00
Within
StDev 0,6224
Pp *
Ppk 0,60
Cpm *
PPM 35354,96
Overall
Rugosidade Ceramica VC=500 F=0.35 AP=0,7
I Chart
Moving Range Chart
Last 25 Observations
Capability Histogram
Normal Prob PlotA D: 2,079, P: < 0,005
Capability Plot
Fonte: Minitab®
Figura 5 - Correlação ferramenta de cerâmica (Ensaio 1)
Fonte: Autores
A Figura 6 apresenta o Ensaio 2 (ferramenta de CBN com parâmetros de corte vc=500 RPM,
f=0,35 e ap=0,7) relacionados a distribuição da rugosidade durante as medições, valores de
Ppk, PPM e desvio padrão.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
15
Figura 6 - Resultados ferramenta de CBN (Ensaio 2)
554943373125191371
3,0
2,5
2,0
In
div
idu
al V
alu
e
_X=2,294
UCL=2,739
LCL=1,848
554943373125191371
1,0
0,5
0,0
Mo
vin
g R
an
ge
__MR=0,167
UCL=0,547
LCL=0
6055504540
3,0
2,5
2,0
Observation
Va
lue
s
4,03,63,22,82,42,01,6
USL
USL 4
Specifications
4321
Within
Overall
Specs
StDev 0,1485
Cp *
Cpk 3,83
PPM 0,00
Within
StDev 0,3974
Pp *
Ppk 1,43
Cpm *
PPM 8,75
Overall
Rugosidade CBN (vc = 500 f = 0.35 ap = 0.70)
I Chart
Moving Range Chart
Last 25 Observations
Capability Histogram
Normal Prob PlotA D: 1,260, P: < 0,005
Capability Plot
Fonte: Minitab®
Como pode ser observado, no Ensaio 2 ao usinarmos 60 peças com a mesma aresta chegamos
a uma condição na qual a rugosidade apresenta valor médio de 2,294, com o comportamento
que difere do Ensaio 1, pois inicia com valores crescentes, tem um pico, inicia um período de
queda, assume estabilidade e após um período retorna a subir, mas não assume valores acima
do especificado (Figura 7) não estabelecendo também correlação entre o desgaste da
ferramenta com o aumento da rugosidade (Figura 8).
Figura 7 - Comportamento dos valores ferramenta de CBN (Ensaio 2)
554943373125191371
3,0
2,5
2,0
In
div
idu
al V
alu
e
_X=2,294
UCL=2,739
LCL=1,848
554943373125191371
1,0
0,5
0,0
Mo
vin
g R
an
ge
__MR=0,167
UCL=0,547
LCL=0
6055504540
3,0
2,5
2,0
Observation
Va
lue
s
4,03,63,22,82,42,01,6
USL
USL 4
Specifications
4321
Within
Overall
Specs
StDev 0,1485
Cp *
Cpk 3,83
PPM 0,00
Within
StDev 0,3974
Pp *
Ppk 1,43
Cpm *
PPM 8,75
Overall
Rugosidade CBN VC=500 F=0.35 AP=0,7
I Chart
Moving Range Chart
Last 25 Observations
Capability Histogram
Normal Prob PlotA D: 1,260, P: < 0,005
Capability Plot

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
16
Fonte: Minitab®
Figura 8 - Correlação ferramenta de CBN (Ensaio 2)
Fonte: Autores
A Figura 9 apresenta os resultados do Ensaio 3 (ferramenta de CBN com parâmetros
usinagem vc=1000 RPM, f=0,40 e ap=0,7) relacionados a distribuição da rugosidade durante
as medições, os valores de Ppk, PPM e desvio padrão.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
17
Figura 9 - Resultados ferramenta de CBN (Ensaio 3)
554943373125191371
3
2
1
In
div
idu
al V
alu
e
_X=1,803UCL=2,056
LCL=1,551
554943373125191371
0,4
0,2
0,0
Mo
vin
g R
an
ge
__MR=0,0951
UCL=0,3107
LCL=0
6055504540
2,8
2,4
2,0
Observation
Va
lue
s
3,63,02,41,81,20,6
USL
USL 4
Specifications
3210
Within
Overall
Specs
StDev 0,08431
Cp *
Cpk 8,68
PPM 0,00
Within
StDev 0,5187
Pp *
Ppk 1,41
Cpm *
PPM 11,43
Overall
Rugosidade CBN (vc = 1000 f = 0.40 ap = 0.70)
I Chart
Moving Range Chart
Last 25 Observations
Capability Histogram
Normal Prob PlotA D: 1,565, P: < 0,005
Capability Plot
Fonte: Minitab®
Diferente dos ensaios anteriores pode ser observado que no Ensaio 3 ao ser usinada 60 peças
com a mesma aresta chegou-se a uma condição na qual a rugosidade apresenta valor médio
de 1, 803. Como apresentado na Figura 10, os valores de rugosidade começam baixos e vão
crescendo de acordo com o desgaste da ferramenta, e não assume valores acima do
especificado. Neste caso, como apresentado na Figura 11, ocorre correlação entre o desgaste
da ferramenta com o aumento da rugosidade.
Figura 10 - Comportamento dos valores ferramenta de CBN (Ensaio 3)
554943373125191371
3
2
1
In
div
idu
al V
alu
e
_X=1,803UCL=2,056
LCL=1,551
554943373125191371
0,4
0,2
0,0
Mo
vin
g R
an
ge
__MR=0,0951
UCL=0,3107
LCL=0
6055504540
2,8
2,4
2,0
Observation
Va
lue
s
3,63,02,41,81,20,6
USL
USL 4
Specifications
3210
Within
Overall
Specs
StDev 0,08431
Cp *
Cpk 8,68
PPM 0,00
Within
StDev 0,5187
Pp *
Ppk 1,41
Cpm *
PPM 11,43
Overall
Rugosidade CBN VC=1000 F0.35/0.40 - AP=0,7
I Chart
Moving Range Chart
Last 25 Observations
Capability Histogram
Normal Prob PlotA D: 1,565, P: < 0,005
Capability Plot

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
18
Fonte: Minitab®
Figura 11 - Correlação ferramenta de CBN (Ensaio 3)
Fonte: Autores
A Tabela 2 apresenta os resultados obtidos nos ensaios realizados.
Tabela 2 – Resultados obtidos
Fonte: Autores
No Ensaio 1 tivemos o índice de capabilidade do processo Ppk de 0,60, o índice de peças não
conforme PPM 35354,96 que corresponde a uma projeção de 0,35% do lote de peças

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
19
produzidas com a rugosidade acima da tolerância especificada, e a correlação muito fraca de
R² 0,1279. Classificando este processo como não capaz.
O Ensaio 2, apresentou o índice de capabilidade de processo Ppk 1,43, o índice de peças não
conforme PPM 8,75 que projeta 0,00000875% do lote de peças produzidas com a rugosidade
acima da tolerância especificada, e a correlação muito fraca de R² 0,0005. De acordo com
estes dados podemos classificar este processo como capaz, porem sem nenhuma correlação
entre o aumento da rugosidade com o desgaste da ferramenta.
Já para o Ensaio 3, o índice de capabilidade do processo atingido foi um Ppk 1,41 e o índice de
peças não conforme foi PPM 11,43 que é uma projeção de 0,00001143% do de peças
produzidas em um lote acima da tolerância especificada. Com o melhor índice de correlação
R² 0,9478 podemos sem ressalvas classificar este processo como capaz.
5. Considerações Finais
De acordo com os dados apresentados, pode-se definir que para as características do processo
de usinagem da Empresa estudada, a escolha de ferramentas de CBN tem melhor
comportamento em relação à cerâmica baseado em seu desempenho no que diz respeito a:
Número de peças por aresta; Estabilidade em relação à rugosidade mantendo a média abaixo
da tolerância; Melhores índices de capabilidade do processo e desempenho como Ppk e PPM;
Correlação entre o desgaste da ferramenta e aumento da rugosidade.
Todas estas características formam um conjunto de informações que possibilita a Empresa
definir o melhor processo de usinagem a ser utilizado, visando o aumento de produtividade e
confiabilidade do seu processo.
Referências
Bonafini, Fernanda Cesar. Estatística. São Paulo: Pearson Educations do Brasil, 2012.
Diniz, Anselmo Eduardo, Francisco Carlos Marcondes, e Nivaldo Lemos Coppini. Tecnologia da usiangem dos
materiais. 2ª Edição. São Paulo: Art Liber, 2000.
DINIZ, Anselmo Eduardo. Rugosidade superficial da peça em processos de torneamento: Critério de fim de
vida e fatores de influência. Campinas: UNICAMP, 1989. 152 p. Tese (Doutorado) – Departamento de
Engenharia de Fabricação, Faculdade de Engenharia de Campinas, Universidade Estadual de Campinas,
Campinas, 1989.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
20
Down, Mike, Todd Kerkstra, Peter Cvetkovski, e David Benham. Controle Estatístico do Processo (CEP). 2.
Ed. São Paulo: Instituto da Qualidade Automotiva, 2005.
Drouguett, Enrique López, Mosleh, Ali. “Análise Bayesiana da confiabilidade de produtos em
desenvolvimento.” Gestão e Produção, 19/01/2006 de Janeiro - Abril de 2006: P 57 - 69.
Ferraresi, Dino. Usinagem dos metais. São Paulo: Blucher, 1970.
Filho, Moacyr Paranhos. Gestão da produção industrial. Curitiba: Ibpex, 2007.
Fusco, Jose Paulo Alves, Jose Benedito Sacomano, Fabio Alves Barbosa, e Walter Azzolin. Administração de
operações . 1ª Edição. São Paulo: Arte e Ciência, 2003.
Juran, Joseph M. A Qualidade desde o projeto: Os novos passos para o planejamento da qualidade em produtos
e serviços. 3ª Edição. São Paulo: Livraria Pioneira, 1997.
Machado, Álisson Rocha, Alexandre Abraão, Reginaldo T. Coelho, e Márcio Bacci da Silva. Teoria da
usinagem dos materiais. 2ª Edição. São Paulo: Blucher, 2011.
Ryan, Thomas P. Estatística moderna para engenharia. 1ª Edição. Rio de Janeiro: Elsevier, 2011.
Santos, Sandro Cardoso, e Wisley Falco Sales. Aspectos tribológicos da usinagem dos materiais. São Paulo:
Artliber Eitora, 2007.
Seleme, Robson, e Humberto Stadler. Controle da qualidade: as ferramentas essenciais. 2ª Edição. Curitiba:
Ibpex, 2010.
Slack, Nigel, Stuart Chambers, e Robert Johnston. Adminidtração da produção. 2ª Edição. São Paulo: Atlas,
2008.
Steiner, Stefan, Jock Mackacy, e Bovas Abraham. “Understanding process capability indices.” Relatório de
pesquisa n.2, University of Waterloo, Waterloo, 1997.