Embed Size (px)
Citation preview

AVALIAÇÃO DE RESISTÈNCIA A CORROSÃO EM JUNTAS SOLDADAS DE
AÇOS SUPERDUPLEX UNS S32750 EM UNIDADES DE PRODUÇÃO DE
PETRÓLEO
MARCELO LOPES FERRAZ
RIO DE JANEIRO
2017

ii
CENTRO UNIVERSITÁRIO ESTADUAL DA ZONA OESTE
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E TECNOLOGIA DE MATERIAIS
AVALIAÇÃO DE RESISTÈNCIA A CORROSÃO EM JUNTAS SOLDADAS DE
AÇOS SUPERDUPLEX EM UNIDADES DE REMOÇÃO DE SULFATOS
Dissertação apresentada como requisito
parcial para obtenção do título de Mestre, ao
Programa de Pós-Graduação em Ciência e
Tecnologia de Materiais, do Centro
Universitário Estadual da Zona Oeste. Área
de concentração: metalurgia física.
Orientado: Marcelo Lopes Ferraz
Orientador: Carlos Alberto Martins Ferreira, D.Sc.
Orientador: Joanes Silva Dias, D.Sc.
Rio de Janeiro
2017

iii
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
Ferraz, Marcelo Lopes
AVALIAÇÃO DE RESISTÈNCIA A CORROSÃO EM
JUNTAS SOLDADAS DE AÇOS SUPERDUPLEX
UNS S32750 EM UNIDADES DE PRODUÇÃO DE
PETRÓLEO. Marcelo Lopes Ferraz – 2017
120 f. – 30 cm
Orientador: Carlos Alberto Martins Ferreira Dissertação (Mestrado) – Centro Universitário Estadual da Zona Oeste, Rio de Janeiro. Bibliografia: f. 117-120 1 – Aço Inoxidável Superduplex. 2 – UNS S32750. 3 – Soldagem GTAW/TIG. 4 – Corrosão. 5 – Caracterização
______/______/_______ _________________________________________ Marcelo Lopes Ferraz
iv
MARCELO LOPES FERRAZ
AVALIAÇÃO DE RESISTÈNCIA A CORROSÃO EM JUNTAS SOLDADAS DE
AÇOS SUPERDUPLEX UND S32750 EM UNIDADES DE PRODUÇÃO DE
PETRÓLEO
Dissertação apresentada como
requisito parcial para obtenção do
título de Mestre, ao Programa de Pós-
Graduação em Ciência e Tecnologia
de Materiais, do Centro Universitário
Estadual da Zona Oeste. Área de
concentração: metalurgia física.
Aprovado em: ______/______/______ Banca Examinadora:
______________________________________________________ Prof. Carlos Alberto Martins Ferreira, D.Sc. (Orientador) Centro Universitário Estadual da Zona Oeste - UEZO
______________________________________________________ Prof. Joanes Silva Dias, D.Sc. (Orientador) Centro Federal de Educação Tecnológica – CEFET/RJ
______________________________________________________ Prof. Mauro Carlos Lopes Souza, D.Sc. Centro Universitário Estadual da Zona Oeste - UEZO
______________________________________________________ Prof. Humberto Nogueira Farneze, D.Sc Centro Federal de Educação Tecnológica – CEFET/RJ
Rio de Janeiro 2017

v
DEDICATÓRIA
A minha esposa Ursula Coutinho de L. Ferraz pela parceria, compreensão, suporte, tolerância,
carinho, amor e por ter dividido comigo, angústia, tensão, sonhos, projetos e demais
sentimentos em diferentes situações ao longo do mestrado.
Aos meus pais Vera Lúcia Lopes Ferraz e Antônio Rodrigues Ferraz Filho (in memoriam) pela
referência em retidão, compromisso e valorização da educação.
Aos meus filhos João Pedro e Juliana, pela paciência e tolerância com os momentos de tensão
experimentados durante o processo de construção deste trabalho.
Aos meus colegas de classe da UEZO pela parceria durante o curso.
Aos meus amigos pelas conversas e momentos de descontração.

vi
AGRADECIMENTOS
Aos orientadores, Prof. Carlos Alberto Martins Ferreira, D.Sc. e Prof. Joanes da Silva Dias,
D.Sc. pela dedicação, paciência, amizade e conhecimentos transmitidos durante a elaboração
desse trabalho.
Aos professores, Juan Manuel Pardal, Humberto Nogueira Farneze, Sérgio Souto, por todo o
esforço, suporte e ensinamentos durante o desenvolvimento deste trabalho.
Aos professores da UEZO pelas aulas e conhecimentos compartilhados.
Aos técnicos do Laboratório de Metalografia e do Laboratório de Corrosão da UFRJ Nelson e
Alecir, pelo suporte na preparação das amostras para microscopia e ensaios de corrosão
A equipe do Laboratório de Metalografia e Tratamento Térmicos (LABMETT) da UFF Juan
Pardal e Humberto Farneze, pelo suporte e seção do espaço para ensaio de solubilização.
A equipe do Labnano do CBPF, especialmente ao Prof Dr. Rodrigo Félix pela disponibilidade,
suporte e esclarecimento referente a matéria. Aos Prof Dr. André Pinto e Silene Labre pelo
acesso ao Labnano.
A equipe do Laboratório de microscopia eletrônica e varredura do CEFET/RJ, especialmente
ao Prof. Matheus pela disponibilidade, suporte e dicas valiosas na análise das imagens.
A equipe do laboratório de microscopia eletrônica da UEZO, especialmente ao Eliandro que
mesmo diante da situação peculiar em que vivemos sempre esteve disponível para colaborar.
À empresa Orbitech e seu representante Robert Graesel pela doação do material e realização
das soldas.
A equipe de solda do SENAI São Gonçalo pela abertura das oficinas para o preparo das juntas.
Ao amigo Eng. Luis Antonio Silva da ICN pelo suporte operacional, compartilhamento de
conhecimento e incentivo à pesquisa universitária.

vii
Quanto mais aumenta nosso conhecimento, mais evidente fica nossa ignorância”. (John F. Kennedy)

viii
RESUMO
FERRAZ, Marcelo Lopes. Avaliação da resistência a corrosão em juntas soldadas
de aço superduplex UNS S32750 em unidades de produção de petróleo. 2017.
Dissertação (Mestrado Profissional). Programa de Pós-graduação em Ciência e
Tecnologia dos Materiais – Centro Universitário Estadual da Zona Oeste.
Os aços inoxidáveis da família superduplex são utilizados em missões críticas na
indústria química, petroquímica e óleo & gás em equipamentos que operam com
pressão e temperaturas elevadas ou com produtos químicos agressivos. Este meio
requer materiais que combinem alta resistência mecânica com elevada capacidade de
resistir aos fenômenos corrosivos. Esta pesquisa está orientada para a investigação da
microestrutura da zona de fusão e ZTA da solda uma vez que o efeito da temperatura
na soldagem altera o balanço das fases ferrita/austenita, propicia o surgimento de fases
intermetálicas nocivas à resistência a corrosão reduzindo o desempenho dos materiais
nas instalações. Neste estudo, utilizou-se um tubo de aço UNS 32750, soldado por TIG
orbital conforme EPS da indústria que utiliza metal de adição, argônio a 100% como
gás de proteção, aporte térmico entre 0,4 e 0,6 kJ/mm, velocidade de soldagem entre
75 e 95 mm/min e pós tratamento de solubilização a temperatura de 1085°C por 40 min.
Foi retirada uma amostra por junta, sendo polidas, atacadas e analisada por MO e MEV
com EDS para identificar a presença de fases intermetálicas e ensaio de polarização
anódica para determinar o potencial de pite utilizando uma solução aerada de 3,5% de
NaCl a temperatura ambiente. Avaliou-se a influência da velocidade de resfriamento na
microestrutura final e o consequente surgimento de fases intermetálicas deletérias.
Determinou-se o balanço ferrita/austenita utilizando ferritoscópio e por meio dos
ensaios de MO e MEV não foi identificada a presença de fases ou precipitados que
diminuam o desempenho da junta. O balanço de fases ficou conforme definido na
Norsok M-601 e o ensaio de polarização mostrou que os potenciais de pite e a faixa de
passivação para cada amostra apresentaram uma variação pouco significativa.
Palavras Chave: Aço Inoxidável Superduplex. UNS S32750. Soldagem GTAW/TIG.
Corrosão. Caracterização
ix
ABSTRACT
FERRAZ, Marcelo Lopes. Evaluation of corrosion resistance in welded joints of
superduplex steel in sulfate removal units. 2017. Dissertation (Master).
Postgraduate Program in Materials Science and Technology – Centro Universitário
Estadual da Zona Oeste.
Superduplex family stainless steels are used in critical missions in the chemical,
petrochemical and oil & gas industries in equipment that operates at high pressure and
temperatures or with harsh chemicals. This area requires materials that combine high
mechanical strength with high capacity to withstand corrosive phenomena. This
research is based on the investigation of the microstructure of the melting zone and ZTA
of the weld once the effect of the temperature on the welding alters the balance of the
ferrite / austenite phases, propitiates the appearance of intermetallic phases harmful to
the resistance to corrosion reducing the performance of the materials in the installations.
In this study, a UNS 32750 steel tube, welded by TIG orbital according to industry
standard EPS using addition metal, 100% argon as protection gas, heat input between
0.4 and 0.6 kJ / mm , welding speed between 75 and 95 mm / min and post solubilization
treatment. A sample was taken by joint, being polished and attacked and analyzed by
MO and MEV with EDS to identify the presence of intermetallic phases and corrosion
test to determine pitting potential using an aerated solution of 3.5% NaCl at room
temperature . The influence of the cooling rate on the final microstructure and the
consequent appearance of deleterious intermetallic phases were evaluated. The ferrite
/ austenite balance was determined using a ferritscope and as a result of the tests
carried out by SEM and light Microscopy did not identify the presence of secondary
phases or precipitates that would decrease the corrosion performance. The phase
balance was as defined in Norsok M-601 and the polarization test shows that the pitting
potentials and the passivation range for each sample showed a slight variation.
Keywords: Stainless Steel Superduplex. UNS S32750. Welding GTAW / TIG.
Resistance to Corrosion. SDSS Characterization.

x
LISTA DE FIGURAS Pag.
FIGURA 01 Linha do Tempo para Soldagem 22
FIGURA 02 Diag. mostra os efeitos dos elementos de liga na forma da curva 23
FIGURA 03 Diagrama de Fases para o AID UNS S31803 25
FIGURA 04 Metal Base do aço UNS S32750 28
FIGURA 05 Metal de Solda do aço UNS S32750 28
FIGURA 06 Diagrama Liquidus e Solidus do Sistema Ternário Fe-Cr-Ni 29
FIGURA 07 Diagrama pseudo-binário do sistema Fe-Cr-Ni 29
FIGURA 08 Diagrama de Fases Fe-Cr 30
FIGURA 09 Diagrama pseudo-binário a 17% Cr 31
FIGURA 10 Diagrama pseudo-binário sistema Fe-Cr/Ni equivalente 33
FIGURA 11 Diagrama pseudo-binário para AID 33
FIGURA 12 Diagrama de Schaeffler 35
FIGURA 13 Diagrama de Delong 36
FIGURA 14 Diagrama do WRC 1992 37
FIGURA 15 Diagrama de precipitação dos AID 39
FIGURA 16 Diagrama isotérmico para os AID 2205 40
FIGURA 17 Diagrama esquemático para a formação da fase sigma 41
FIGURA 18 Micrografia típica com a morfologia típica para nitretos de cromo 44
FIGURA 19 Diagrama pseudo-binário de formação de precipitados 44
FIGURA 20 Micrografia da precipitação da austenita secundária 46
FIGURA 21 Evolução do Processo de Soldagem 47
FIGURA 22 Regiões das Juntas Soldadas 48
FIGURA 23 Arranjo típico dos equipamentos TIG 50
FIGURA 24 Equipamento TIG e detalhe da tocha 50
FIGURA 25 Designação de Eletrodos e Varetas 52
FIGURA 26 Correlação entre microestrutura e diagrama Fe-Cr 53
FIGURA 27 Influencia da comp. química na transformação ferrita/austenita 54
FIGURA 28 Regiões da ZTA 55
FIGURA 29 Tempo de Resfriamento entre 1200 e 800ºC 56
FIGURA 30 Esquemático do fenômeno da sensitização 57
FIGURA 31 Efeito da temp./teor de carbono na formação de carbonetos 58

xi
Pag.
FIGURA 32 Região de Sensitização 58
FIGURA 33 História Térmica 62
FIGURA 34 Representação 3D da história térmica 62
FIGURA 35 Desenho esquemático de uma célula eletroquímica 67
FIGURA 36 Curvas de polarização anódica (ia) e catódica (ic). 73
FIGURA 37 Curva de polarização potenciodinâmica 74
FIGURA 38 Micro células galvânicas em aços bifásicos 77
FIGURA 39 Células de Tensão 78
FIGURA 40 Pilhas de concentração 78
FIGURA 41 Efeito do % cromo na taxa de corrosão 79
FIGURA 42 Processo auto catalítico na corrosão por pite 82
FIGURA 43 Geometria de junta 85
FIGURA 44 Forno de Tratamento térmico 87
FIGURA 45 Máquina de corte a frio 88
FIGURA 46 Amostra embutida e atacada 88
FIGURA 47 Microscópio ótico e câmera de captura 90
FIGURA 48 Ferritoscópio 91
FIGURA 49 Potenciostato AUTOLAB 92
FIGURA 50 Diagrama isotérmico para AID/AISD 93
FIGURA 51 Microscopia ótica do MS e ZTA 95
FIGURA 52 Microscopia ótica da Raiz e MB 96
FIGURA 53 Microscopia ótica da linha de fusão 97
FIGURA 54 Microscopia ótica do MB 98
FIGURA 55 MEV do MS e ZTA 100
FIGURA 56 MEV/BES do MB CP01 101
FIGURA 57 MEV/BES do MB CP01 102
FIGURA 58 MEV/BES da ZTA CP01 103
FIGURA 59 MEV/BES da ZTA CP02 105
FIGURA 60 MEV/BES do MB CP02 106
FIGURA 61 MEV/BES da Raiz CP02 106
FIGURA 62 MEV/BES do MB CP03 108
FIGURA 63 MEV/BES da Linha de Fusão CP03 109
FIGURA 64 MEV/BES da Raiz CP03 110

xii
Pág.
FIGURA 65 MEV/BES do MB CP03 111
FIGURA 66 Curva de Polarização Potenciodinâmica 115
FIGURA 67 Microscopia ótica sem ataque CP01 116
FIGURA 68 Microscopia ótica sem ataque CP02 117
FIGURA 69 Microscopia ótica sem ataque CP03 118
FIGURA 70 Microscopia ótica sem ataque CP04 119
xiii
LISTA DE TABELAS Pag.
TABELA 01 Elementos ferritizantes e austenitizantes 31
TABELA 02 Fórmulas para Cr e Ni equivalentes 32
TABELA 03 Temperatura típicas para reação de precipitação 39
TABELA 04 Composição química das fases dos AID/AISD 46
TABELA 05 Correlação entre energia de soldagem e microestrutura 56
TABELA 06 Tabela de potenciais 69
TABELA 07 Influência da concentração no potencial 71
TABELA 08 PREN para aços inoxidáveis comerciais 81
TABELA 09 Composição química – UNS S32750 84
TABELA 10 Composição química – UNS S32750 84
TABELA 11 Parâmetros de soldagem 86
TABELA 12 Parâmetros do pós-aquecimento 86
TABELA 13 Formulação dos ataques 89
TABELA 14 Tempo de resfriamento calculado 93
TABELA 15 Composição química CP01 101
TABELA 16 Composição química MB CP01 102
TABELA 17 Composição química ZTA CP01 103
TABELA 18 Composição química MB/RAIZ CP02 106
TABELA 19 Composição química CP03 108
TABELA 20 Composição química Linha de fusão CP03 109
TABELA 21 Composição química raiz CP03 110
TABELA 22 Composição química MB CP03 111
TABELA 23 Balanço de Fases (% Ferrita) 112
TABELA 24 Parâmetros do ensaio de Polarização Potenciodinâmica 114

xiv
LISTA DE EQUAÇÕES
Pag.
Equação 01 Cromo Equivalente 24
Equação 02 Cromo Equivalente 24
Equação 03 Níquel Equivalente 25
Equação 04 Níquel Equivalente com Fator 25 26
Equação 05 Níquel Equivalente com Fator 30 26
Equação 06 Cromo Equivalente IMOA 2014 32
Equação 07 Níquel Equivalente IMOA 2014 32
Equação 08 % de Ferrita IMOA 2014 32
Equação 09 Níquel Equivalente Delong 35
Equação 10 Energia da Soldagem 61
Equação 11 Temperatura Máxima da Junta 63
Equação 12 Taxa de Resfriamento – Chapa Grossa 63
Equação 13 Taxa de Resfriamento – Chapa Fina 63
Equação 14 Parâmetro Adimensional T 64
Equação 15 Tempo de Resfriamento T2/T1 – Chapa Fina 64
Equação 16 Tempo de Resfriamento T2/T1 – Chapa Grossa 64
Equação 17 Reação para um Metal Qualquer 65
Equação 18 Semi-Reação para o íon Fe2+ 66
Equação 19 Reação de Combustão para o Mg 66
Equação 20 Reação de Oxidação do Fe/ácido Clorídrico 66
Equação 21 Reação de Oxi-redução Resultante 66
Equação 22 Potencial de Pilha Ep 70
Equação 23 Equação de Nernst 71
Equação 24 PREN para o Nitrogênio 80
Equação 25 PREN para o Tungstênio 80
xv
LISTA DE ABREVIATURAS E SIGLAS
ABNT - Associação Brasileira de Normas Técnicas
AC - Corrente alternada
AIA - Aços inoxidáveis austeníticos
AID - Aços inoxidáveis duplex
AISD - Aços inoxidáveis superduplex
AOD - Argon Oxygen Decarburization
ASM - American Society for Metals
ASME - American Society of Mechanical Engineers
ASTM - American Society for Testing and Materials
CCC - Cúbica de corpo centrado
CCT - Diagrama de resfriamento contínuo
CEFET/RJ – Centro Federal de Educação Tecnológica do Rio de Janeiro
CFC - Cúbica de face centrada
CPT - Temperatura Crítica de Pite ou Critical Pitting Temperature
CR - Como recebido
Creq - Cromo equivalente
DC - Corrente contínua ou Direct Current
EDS - Espectrometria de energia dispersiva por raio-x ou Energy Dispersive
Epectroscopy
Ep - Potencial de pite
Epp - Potencial primário de passivação
EPS – Especificação do Procedimento de Soldagem
GTAW - Gas-Shielded Tungsten Arc Welding
IGC – Corrosão intergranular ou Intergranular Corrosion
imáx - Densidade de corrente máxima de corrosão
IMOA - International Molybdenum Association
Ipass - Densidade de corrente crítica de passivação
ISO - International Organization for Standardization
MEV - Microscópio Eletrônico de Varredura
xvi
MO – Microscópio Ótico
MS – Metal de Solda
Nieq - Níquel equivalente
PREN - Pitting Resistance Equivalent Number
SEM – Scanning Electron Microscope
SI - Sistema Internacional de Unidades
TIG – Tungsten Inert Gas
TTT - Tempo, temperatura e transformação
UFF - Universidade Federal Fluminense
UFRJ - Universidade Federal do Rio de Janeiro
UEZO – Centro Universitário Estadual da Zona Oeste
ZTA – Zona Termicamente Afetada

xvii
SUMÁRIO
RESUMO ................................................................................................................................................... viii
ABSTRACT ................................................................................................................................................... ix
LISTA DE FIGURAS ....................................................................................................................................... x
LISTA DE TABELAS .................................................................................................................................... xiii
LISTA DE EQUAÇÕES ................................................................................................................................ xiv
LISTA DE ABREVIATURAS E SIGLAS ............................................................................................................ xv
1 – INTRODUÇÃO ..................................................................................................................................... 19
2 – OBJETIVOS .......................................................................................................................................... 20
2.1 – OBJETIVO GERAL ............................................................................................................................. 20
2.2 – OBJETIVOS ESPECÍFICOS .................................................................................................................. 20
3 – REVISÃO BIBLIOGRAFICA .................................................................................................................... 21
3.1 – CONSIDERAÇÕES INICIAIS ............................................................................................................... 21
3.2 – CARACTERÍSTICAS DOS AID e AISD .................................................................................................. 21
3.2.1 - MICROESTRUTURAS CARACTERÍSITICAS ....................................................................................... 27
3.2.2 - DIAGRAMAS DE FASE .................................................................................................................... 28
3.2.3 – CROMO e NÍQUEL EQUIVALENTES ............................................................................................... 32
3.2.4 - TRATAMENTO TÉRMICO E PRECIPITAÇÃO DE FASES DELETÉRIAS ............................................... 37
3.2.5 - CARACTERÍSTiCAS DAS FASES/PRECIPITADOS .............................................................................. 40
3.3 - O PROCESSO DE SOLDAGEM TIG/GTAW ......................................................................................... 47
3.3.1 - INTRODUÇÃO ................................................................................................................................ 47
3.3.2 - GASES DE PROTEÇÃO .................................................................................................................... 50
3.3.3 - METAL DE ADIÇÃO ........................................................................................................................ 51
3.4 - METALURGIA DA SOLDAGEM EM AÇOS DUPLEX ............................................................................ 52
3.4.2 - MODIFICAÇÕES NA MICROESTRUTURA NA ZTA ........................................................................... 54
3.5 - POTENCIAIS DEFEITOS NA SOLDAGEM DOS AÇOS DUPLEX. ............................................................ 57
3.5.1 - SENSITIZAÇÃO ............................................................................................................................... 57
3.5.2 - CORROSÃO SOB TENSÃO .............................................................................................................. 59
3.5.3 - TRINCA NA ZTA ............................................................................................................................. 59
3.5.4 - FRAGILIZAÇÃO POR ALPHA LINHA ................................................................................................ 60
3.5.5 - FRAGILIZAÇÃO POR FASE SIGMA .................................................................................................. 60
3.6 - HISTÓRIA TÉRMICA, CICLO TÉRMICO E VELOCIDADE DE RESFRIAMENTO ...................................... 61
3.6.1 - ENERGIA DA SOLDAGEM............................................................................................................... 61
3.6.2 - HISTÓRIA TÉRMICA ....................................................................................................................... 61
3.6.3 - VELOCIDADE DE RESFRIAMENTO.................................................................................................. 63
3.7 - CORROSÃO E DETERIORAÇÃO DOS MATERIAIS ............................................................................... 65

xviii
3.7.2 - COMPONENTES DE UMA CÉLULA ELETROQUÍMICA ..................................................................... 67
3.7.3 - POTENCIAL DE ELETRODO PADRÃO .............................................................................................. 67
3.7.4 - ELETRODOS DE REFERÊNCIA ......................................................................................................... 68
3.7.5 - TABELA DE POTENCIAIS DE ELETRODO ......................................................................................... 69
3.7.6 - POTENCIAIS DE ELETRODOS IRREVERSÍVEIS ................................................................................. 71
3.7.7 - POLARIZAÇÃO ............................................................................................................................... 72
3.7.8 - PASSIVAÇÃO .................................................................................................................................. 73
3.7.9 - ROMPIMENTO DO FILME PASSIVO ............................................................................................... 75
3.8 - CORROSÃO EM METAIS ................................................................................................................... 76
3.9 - RESISTENCIA A CORROSÃO DOS AÇOS INOXIDÁVEIS ...................................................................... 79
3.9.1 - CORROSÃO POR PITE .................................................................................................................... 80
4 – MATERIAIS E MÉTODOS ..................................................................................................................... 84
4.1 – MATERIAIS ....................................................................................................................................... 84
4.1.1 – TUBOS SEM COSTURA .................................................................................................................. 84
4.1.2 – CONSUMIVEIS .............................................................................................................................. 84
4.1.2.1 - METAL DE ADIÇÃO ..................................................................................................................... 84
4.1.2.2 – GÁS DE PURGA E PROTEÇÃO .................................................................................................... 85
4.1.3 – GEOMETRIA DA JUNTA ................................................................................................................ 85
4.1.4 – PARÂMETROS DE SOLDAGEM ...................................................................................................... 85
4.1.5 – TRATAMENTO TÉRMICO PÓS SOLDAGEM ................................................................................... 86
4.1.6 – CARACTERIZAÇÃO MICROESTRUTURAL ....................................................................................... 87
4.1.6.1 – MICROSCOPIA ÓTICA ................................................................................................................ 87
4.1.6.2 – MICROSCOPIA ELETRÔNICA DE VARREDURA ........................................................................... 90
4.1.7 – BALANÇO DAS FASES .................................................................................................................... 90
4.1.8 – ENSAIOS DE CORROSÃO ............................................................................................................... 91
5 – RESULTADOS E DISCUSSÃO ................................................................................................................ 93
5.1 – CICLOS TÉRMICOS ........................................................................................................................... 93
5.2 – AVALIAÇÃO MICROESTRUTURAL .................................................................................................... 94
5.2.1 – MICROSCOPIA ÓTICA ................................................................................................................... 94
5.2.2 – MICROSCOPIA ELETRÔNICA DE VARREDURA .............................................................................. 99
5.3 – BALANÇO DE FASES ....................................................................................................................... 112
5.4 – ENSAIO DE POLARIZAÇÃO POTENCIODINÂMICA .......................................................................... 112
5.5 – MICROSCOPIA DA CORROSÃO LOCALIZADA ................................................................................. 115
6 - CONCLUSÃO ...................................................................................................................................... 120
7 – SUGESTÃO DE TRABALHOS FUTUROS .............................................................................................. 121
8 - REFERÊNCIAS BIBLIOGRÁFICAS ......................................................................................................... 122

[19]
1 – INTRODUÇÃO
O país está em processo de investimento cada vez maior na exploração de óleo
cru em águas profundas e pela característica geológica do país os reservatórios
existentes são predominantemente em alto mar. Neste contexto, a utilização de
materiais especiais é cada vez mais ativa devido ao uso intensivo de água do mar nas
instalações.
Neste contexto, os aços inoxidáveis são uma classe de materiais que vieram para
suprir a uma demanda por materiais que atendam a uma grande variedade de setores
e ambientes operacionais. As ligas do material em questão combinam elevada
resistência mecânica com grande capacidade de resistência à corrosão em meios
contendo cloretos.
O desempenho destes materiais na indústria do petróleo, é inquestionável, no entanto,
para certas aplicações ainda carece de melhor entendimento uma vez que a utilização
em campo mostrou uma vida útil de tubos e conexões em unidades de remoção de
sulfato próxima de três anos, com os danos relacionados à corrosão puntiforme e em
alguns casos com trincas típicas de CST na região do entorno das juntas soldadas.
É sabido que o trabalho com este tipo de material requer o acompanhamento estreito
das regras para evitar o aparecimento de defeitos que reduzem significativamente o
desempenho em serviço, notadamente a resistência a corrosão. Normalmente, a falta
de controle durante o processo de soldagem ou a negligência na especificação do
procedimento de soldagem é a fonte do aparecimento destes defeitos.
Neste estudo realizou-se uma avaliação cuidadosa do comportamento destes
materiais em diversas condições de soldagem, observando os possíveis efeitos na
resistência a corrosão quando se varia os parâmetros dos procedimentos de solda.
Objetivando caracterizar a melhor aplicação destes pretende-se reproduzir as
condições de operação no campo, utilizando procedimentos usuais empregados por
empresas de construção e reparo e também responder a seguinte questão:
- Existe tratamento térmico específico na soldagem que melhore a microestrutura
e possibilite o aumento da resistência à corrosão?
A resposta a esta pergunta é a que foi investigado neste estudo e poderá mostrar
que mesmo com investimento inicial maior, o custo do ciclo de vida destes produtos
poderá ser reduzido. O aumento da vida útil e a redução dos custos de manutenção
oriundo da melhoria dos processos de fabricação e montagem, tornariam os projetos
cada vez mais viáveis.
[20]
2 – OBJETIVOS 2.1 – OBJETIVO GERAL
Este trabalho tem por objetivo a análise dos fatores que influenciam a resistência
a corrosão de juntas soldadas em aço inoxidável superduplex UNS S32750, produzidas
pelo processo Gas Tungsten Arc Welding (GTAW) orbital.
2.2 – OBJETIVOS ESPECÍFICOS - Identificar as fases presentes na junta soldada
- Identificar a presença de fases secundárias e precipitados como fase sigma, alfa’,
carbetos e nitretos de cromo.
- Determinar o balanço das fases austenita e ferrita
- Determinar os parâmetros do ensaio de polarização potenciodinâmica para cada junta
- Avaliar os parâmetros do ensaio e correlacionar com o tratamento térmico aplicado.

[21]
3 – REVISÃO BIBLIOGRAFICA 3.1 – CONSIDERAÇÕES INICIAIS
A revisão da literatura neste trabalho visa dar o suporte teórico necessário para o
entendimento dos processos metalúrgicos em aços inoxidáveis e o mecanismo que leva
ao desenvolvimento da corrosão puntiforme nestes. Foram mostrados as
características, constituição e aplicações, como também o fundamento e os
mecanismos de corrosão.
Conforme apresentado em IMOA (2014) e GUNN (2003), os aços inoxidáveis do tipo
duplex surgiram por volta de 1930 na Suécia. Esta família foi desenvolvida para reduzir
o problema de corrosão intergranular e foi aplicada inicialmente na indústria de papel e
celulose. Sua primeira patente data de 1936 e foi registrada na França.
Estes aços deveriam apresentar elevada resistência mecânica e tenacidade
associada a uma resistência a corrosão superior aos aços inoxidáveis existentes. As
propriedades físicas apresentadas estão entre as dos aços inoxidáveis austeníticos e
ferríticos, porém mais próximos aos aços ferríticos e aços carbono.
GUNN (2003) mostrou que o surgimento de técnicas de desgaseificação a vácuo
utilizando oxigênio e/ou argônio (da sigla em inglês VOD e AOD) reduziu os teores de
carbono, oxigênio e enxofre, aliado a adição de elementos de liga que melhoraram a
resistência a corrosão por frestas e puntiforme como função da ação de cloretos. A
adição dos elementos de liga como o cromo, molibdênio, tungstênio, especialmente o
nitrogênio, que aumenta significativamente a resistência a corrosão sob tensão. Aliado
ao descrito, estas técnicas, permitem um maior controle da composição química e
consequentemente o balanço ferrita/austenita.
A despeito do apresentado anteriormente, a taxa de resfriamento tem uma
importância no estabelecimento de uma microestrutura que favoreça a melhoria das
propriedades do material.

[22]
A figura 1 apresenta a linha do tempo que ilustra a evolução deste material. Fig. 1 – Linha do Tempo do desenvolvimento dos AID/AISD
Fonte: Adaptado de Gunn (2003)
3.2 – CARACTERÍSTICAS DOS AID e AISD
Conforme afirma Garcia (2012) apud ASM Handbook: Volume 13 (1992) e
LIPPOLD (2005), os aços inoxidáveis constituem um grupo de aços de alta liga a base
de ferro em sistemas Fe-Cr, Fe-Cr-C e Fe-Cr-Ni e para serem considerados inoxidáveis
devem conter pelo menos 10,5% cromo. Este teor de cromo forma uma camada
passiva de óxido, resultando numa grande resistência à corrosão em diversos meios.
Com o aumento do teor de cromo e outros elementos, os aços inoxidáveis podem
oferecer extraordinárias faixas de resistência à corrosão, que abrangem ambientes
pouco até os mais severos como os com a presença de cloretos. De acordo com a
estrutura cristalina, composição química e com as fases presentes, os aços inoxidáveis
podem ser classificados em cinco famílias. Estas são formadas pelos aços Ferríticos,
austeníticos, duplex, martensíticos e endurecíveis por precipitação, nas quais cada uma
delas apresentam características em termos de propriedades mecânicas e resistência
à corrosão.
A família dos aços martensíticos e a dos aços endurecidos por precipitação, bem
como os austeníticos e ferríticos não estão no escopo deste trabalho ficando restritos
somente aos aços inoxidáveis duplex (AID) e super duplex (AISD). Estes são
constituídos por austenita em uma matriz ferrítica com proporções equivalentes a uma
razão de 50/50. Entretanto, a produção comercial favorece levemente a formação da
austenita para melhorar características como dureza e processamento e o que difere
os AID dos AISD são os teores dos elementos de liga. IMOA (2014)

[23]
Essas ligas combinam ótimas propriedades mecânicas aliadas a uma excelente
resistência à corrosão, principalmente devido ao fato de apresentarem maior teor dos
elementos de liga que implicam em um PREN alto quando comparado com os aços
inox duplex e os da série 300. De fato, o AISD é uma das famílias de 2ª geração dos
AID e que entre outras características, cabe ressaltar a formação de fases secundárias
em altas temperaturas prejudiciais ao desempenho dos mesmos.
A formação de fase σ, χ, α’ com alto teor de cromo e molibdênio, precipitada na
matriz ferrítica, reduz significativamente o desempenho destes materiais,
principalmente no quesito relacionado a corrosão.
Para evitar tal formação indesejável, elementos de liga são adicionados para
atrasar ou evitar o surgimento destas. Devido a esta afirmação, apresenta-se os
principais elementos e seus efeitos nas propriedades. Estes efeitos foram descritos por
PARDAL (2009), GUNN (2003) e SOUZA (2016) conforme a seguir:
Cromo (Cr): Este elemento é necessário para a formação de um filme passivo
estável que garante a proteção dos aços contra a ação corrosiva do meio. Necessita
de um teor mínimo de 10,5% e aumenta conforme o maior teor de cromo na liga. Este
elemento aumenta o intervalo de potencial de passivação, diminuindo o valor de
densidade de corrente neste intervalo, conforme a figura 2 abaixo.
Fig. 2 – Diagrama. que mostra os efeitos dos elementos de liga na forma da curva de polarização.
Fonte: GUNN (2003) O cromo é um forte formador de ferrita delta, favorecendo a formação da estrutura
cubica de corpo centrado (ccc). No entanto, GUNN (2003) e PARDAL (2009), afirmam

[24]
que a elevação deste elemento não pode ser indefinida, pois favorece a precipitação
de fases que reduzem a ductilidade, dureza e resistência a corrosão. Outra questão é
como os demais elementos de liga também agem de forma a estabilizar a ferrita e
podem gerar os mesmos efeitos nocivos, este limite pode ser definido como sendo o
cromo equivalente e está representado na equação apresentada abaixo por GUNN
(2003).
Creq = %Cr + %Mo + 0,7 % Nb (1)
Molibdênio (Mo): Este elemento propicia uma maior resistência a corrosão
puntiforme e por frestas em meios contendo cloreto e similar ao cromo aumenta o
intervalo de passivação da liga e reduz o nível da densidade de corrente na região ativa
e incrementa a formação de fases que prejudicam as propriedades do material.
Como os elementos cromo e molibdênio tem influência importante na formação
de ferrita, SOUZA (2016) apresenta uma equação para cromo equivalente diferente de
GUNN (2003), onde o elemento silício entra na composição do cromo equivalente.
Silício (Si): Este elemento aumenta a resistência à corrosão em serviço com ácido
nítrico concentrado e aumenta a resistência à oxidação dos aços em serviços com alta
temperatura. Em teores de 3,5 a 5%, os aços ficam imunes à corrosão sobtensão,
porém é um forte formador de fase sigma, o que sugere limitar o seu uso a 1% (GUNN
2003). A equação 2 apresenta o cromo equivalente como função do Mo e do Si.
Creq = %Cr + %Mo + 1,5 % Si (2)
Nitrogênio (N): este elemento propicia múltiplos benefícios, como o aumento da
resistência a corrosão por pites, a precipitação de austenita, aumenta a resistência da
liga devido ao endurecimento por solução sólida e estabiliza contra a precipitação de
fases intermetálicas. Age na liga tal qual o cromo e o molibdênio, alterando para maior
a faixa de passivação. É um forte formador de austenita e em conjunto com o Níquel
(Ni) ajuda a balancear a formação de ferrita pela ação conjunta do cromo e do
molibdênio e auxiliam na obtenção da estrutura bifásica do tipo duplex na proporção
50/50 (PARDAL, 2009).
GUNN (2003) informa que o nitrogênio associado ao molibdênio tem ação
sinérgica na resistência ao pitting e o fator para o nitrogênio no PREN pode variar entre
13 e 30, sendo o mais usual a utilização do valor 16. Este preferencialmente se associa

[25]
com a austenita devido a alta solubilidade nesta fase e concentra-se na interface filme
passivo x metal. Este elemento também possui a propriedade de evitar a precipitação
de fases intermetálicas tal como sigma ou chi.
Adicionalmente GUNN (2003) afirma que a adição de C e N fortalece a ferrita e a
austenita pela dissolução de sítios intersticiais na solução sólida, porém o carbono não
é recomendado devido ao risco de sensitização. Prefere-se a adição de nitrogênio
porque ele é forte estabilizador da austenita e a sua adição ao aço inoxidável duplex
suprime a dissolução da austenita e incentiva a formação da austenita na ZTA das
soldas. Segue abaixo diagrama que ilustra a influência da adição de nitrogênio.
Figura 3 - Diagrama de Fase para o AID UNS S31803
Fonte: LIPPOLD & KOTECKI (2005)
Níquel (Ni): É um forte estabilizador da austenita, retarda a formação de
compostos intermetálicos nos AIA, porém menos efetivo nos AISD. Alto teor de níquel
favorece a precipitação da fase alpha linha na ferrita, fragilizando a liga.
GUNN (2003) menciona que um outro grupo de elementos estabiliza a austenita
e contrário ao efeito da formação de ferrita pelo cromo. Para manter o balanço de ferrita
em torno de 40 - 60% os elementos estabilizadores de ferrita precisam ser balanceados
com os elementos estabilizadores de austenita. Por este motivo o nível de níquel
depende do percentual de cromo para verificar a quantidade de níquel que devemos
utilizar a expressão abaixo:
Ni eq = %Ni + 35 (%C) + 20(%N) + 0.25(%Cu) (3)

[26]
PARDAL (2009) e SOUZA (2016), adicionalmente, apresentam as expressões
abaixo para determinação do níquel equivalente.
Ni eq = %Ni + 0,5(%Mn) + 30(%C) + 25(%N) (4)
Ni eq = %Ni + 0,5(%Mn) + 30(%C) + 30(%N) (5)
Cada autor define o peso relativo de cada elemento na estabilização da austenita,
como se pode ver, em que GUNN (2003) dá um peso maior para o teor de carbono e
retira do nitrogênio, inclui o cobre e não considera o manganês como sendo importante
na estabilização da austenita.
GUNN (2003) diz que um alto teor de níquel aumenta muito o nível de austenita e
como consequência o cromo e o molibdênio continuam a enriquecer a ferrita
remanescente resultando na transformação da ferrita em fases intermetálicas, quando
a liga estiver na faixa de temperatura de formação da mesma. Além disso, o alto teor
de nitrogênio acelera a formação de alfa linha, uma fase fragilizante, na ferrita. Como
principal conclusão, tem-se que a manutenção da razão ótima cromo/níquel favorece
as propriedades contra a corrosão deslocando o potencial na direção correta e
reduzindo a corrente de passivação e controlando o balanço de fases e a distribuição
dos elementos.
Manganês (Mn): FOLKHARD (1988) expressa que o manganês auxilia na
estabilização da austenita, porem em AID possui pouca influência, podendo aumentar
o intervalo de temperatura para formação das fases deletérias sigma. Em geral, este
elemento aumenta a resistência a mecânica, a abrasão e ao desgaste sem perder
ductilidade. A ação combinada de N e Mn aumenta a resistência à corrosão por pites,
uma vez que o manganês aumenta a solubilidade do nitrogênio em solução sólida,
permitindo maiores teores deste elemento. No entanto, a adição do manganês em
excesso (3 e 6%) para os níveis de nitrogênio (0,1 e 0,23%) reduz a temperatura crítica
de formação de pitting. Isto acontece devido a probabilidade maior de aparecimento de
inclusões de MnS (sulfeto de manganês) que podem atuar como iniciadores de pites.
Cobre (Cu): GUNN (2003), versa que o elemento adicionado aumenta a
resistência a corrosão em meios não oxidantes. É limitado a 2% devido a formação de
fase ε (épsilon), que são precipitados de finos compostos intermetálicos ricos em cobre,
que reduz a ductilidade a quente e pode levar ao endurecimento por precipitação. Em

[27]
certas condições de cavitação e erosão, combinado com alta velocidade atua como
redutor de atrito, porém tal mecanismo não está descrito na literatura.
O autor ainda menciona que o cobre aumenta a usinabilidade em materiais com
baixo oxigênio e enxofre e pode levar ao endurecimento após exposto a temperatura
entre 300 e 600ºC. Supõe-se que isto ocorra devido ao aparecimento de finos
precipitados ricos em Cu e não tem grande impacto na redução da resistência a
corrosão ou dureza.
Tungstênio (W): A adição deste elemento até o limite de 2% aumenta à
resistência a corrosão por pites aumentando a faixa da região passiva e reduzindo a
corrente de passivação, também melhora a corrosão por frestas em soluções aquecidas
contendo cloretos. Este elemento favorece a formação de compostos intermetálicos em
temperaturas de 700 a 1000 ºC e eleva a intensidade da precipitação de austenita
secundária no metal de solda e favorece a formação da fase intermetálica chi quando
adicionado ao metal de solda (GUNN, 2003).
Carbono (C), Enxofre (S) e Fósforo (P): O Carbono é limitado a 0,02 ou 0,03%
pois propicia a precipitação de carbonetos de cromo, facilitando o aparecimento de pites
e ataque intergranular. Analogamente, o teor de enxofre e o fósforo são controlados,
mas não eliminados, pois, no caso do enxofre, auxilia na penetração do cordão de solda
(Folkhard, 1988).
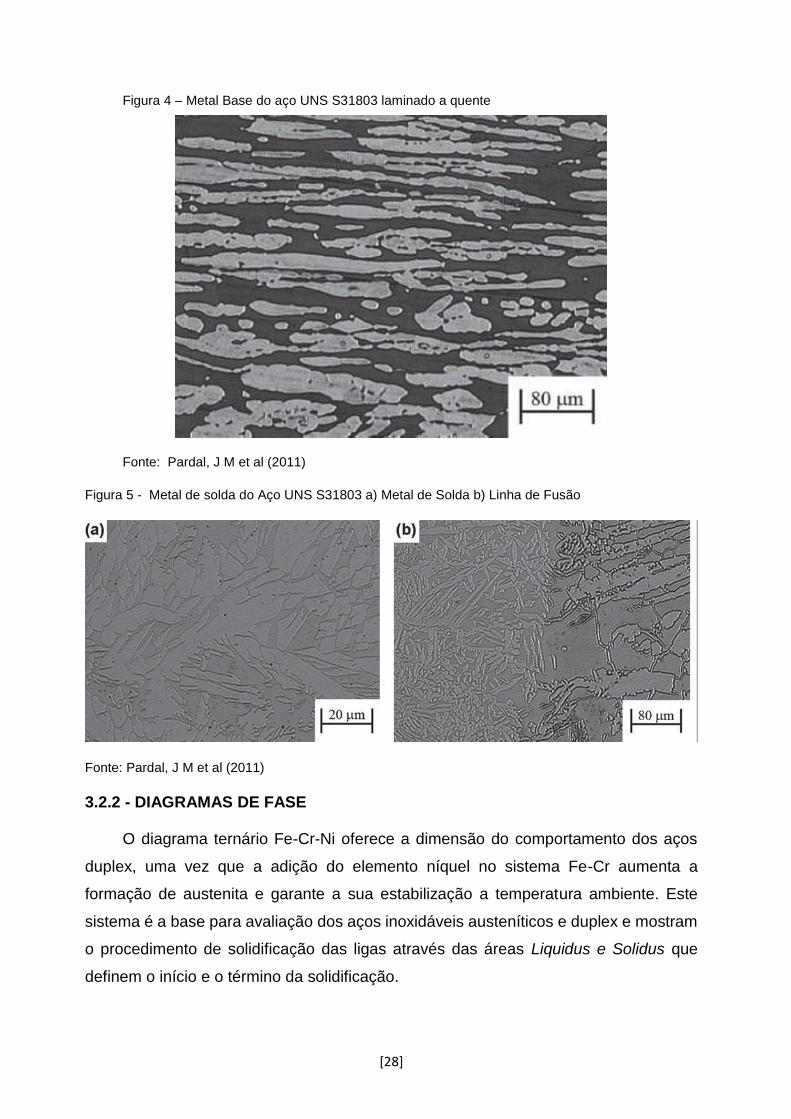
3.2.1 - MICROESTRUTURAS CARACTERÍSITICAS
Os aços com estrutura duplex são caracterizados por uma microestrutura
composta por ilhas de austenita com estrutura cubica de face centrada em uma matriz
ferrítica com uma estrutura cúbica de corpo centrado e apresentam um balanço com
cerca de 50/50 % de cada. Para os materiais atuais uma fração volumétrica de 45 a
60% de austenita é aceitável e consegue-se esta estrutura através do controle
simultâneo da composição química e da temperatura de recozimento do material
(GUNN, 2003). A figura 4 e 5 ilustram a microestrutura dos aços duplex.
[28]
Figura 4 – Metal Base do aço UNS S31803 laminado a quente
Fonte: Pardal, J M et al (2011)
Figura 5 - Metal de solda do Aço UNS S31803 a) Metal de Solda b) Linha de Fusão
Fonte: Pardal, J M et al (2011)
3.2.2 - DIAGRAMAS DE FASE
O diagrama ternário Fe-Cr-Ni oferece a dimensão do comportamento dos aços
duplex, uma vez que a adição do elemento níquel no sistema Fe-Cr aumenta a
formação de austenita e garante a sua estabilização a temperatura ambiente. Este
sistema é a base para avaliação dos aços inoxidáveis austeníticos e duplex e mostram
o procedimento de solidificação das ligas através das áreas Liquidus e Solidus que
definem o início e o término da solidificação.

[29]
Como se pode ver na figura 6 a projeção Liquidus, há uma linha escura em
destaque que inicia no vértice do Fe rico em direção ao lado Cr/Ni que separa as
composições. Na parte superior esquerda temos a ferrita e na outra a austenita.
O gráfico da fase Solidus mostra duas linhas escuras em destaque que se iniciam
no vértice do Fe rico em direção ao lado Cr/Ni. A região entre essas duas linhas há a
coexistência da ferrita e da austenita. Esta área separa as regiões de ferrita e austenita.
Figura 6 - Diagrama Liquidus e Solidus do Sistema Ternário Fe-Cr-Ni.
Fonte: LIPPOLD & KOTECKI (2005)
Para melhor visualizar as transformações uma seção do diagrama ternário com
Fe a 70% gerou a partir da linha Liquidus até a temperatura ambiente um diagrama
pseudo binário da figura 7 onde mostra que estas ligas solidificam como ferro delta em
altas temperaturas, porém, parte do ferro delta transforma-se em austenita quando a
temperatura está próxima de 1300ºC.
Figura 7 – Diagrama pseudo-binário do sistema Fe-Cr-Ni
Fonte: LIPPOLD & KOTECKI (2005)
[30]
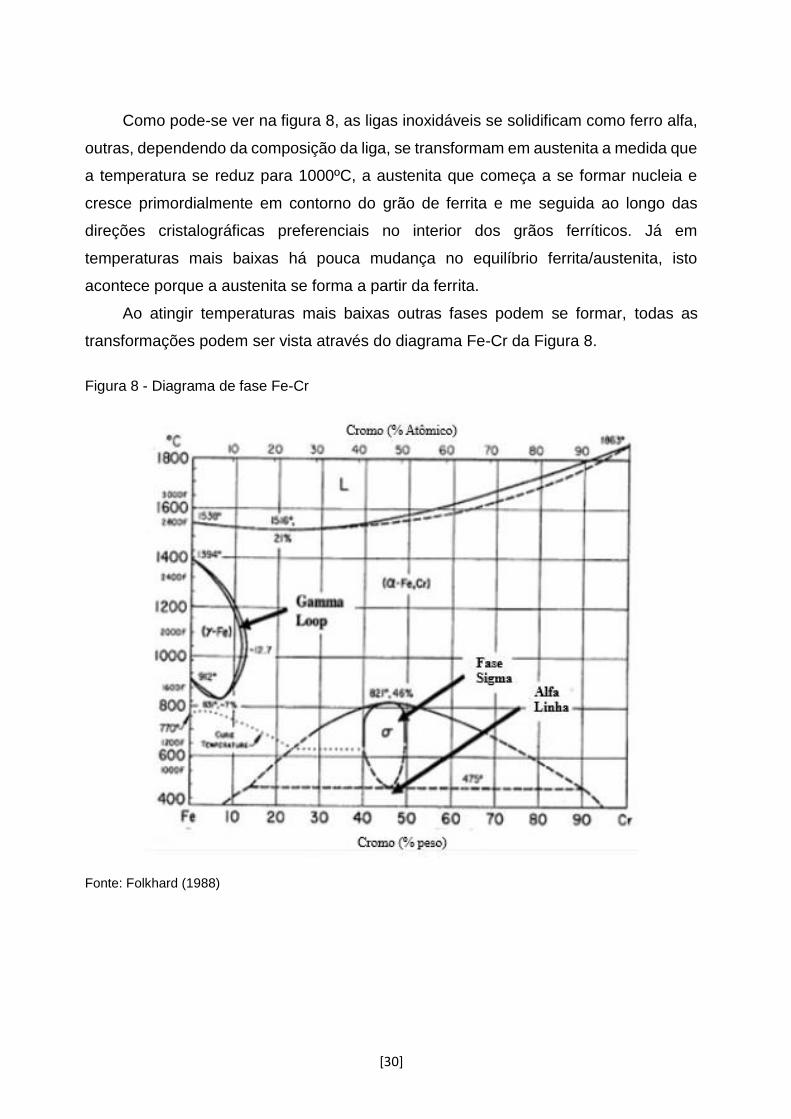
Como pode-se ver na figura 8, as ligas inoxidáveis se solidificam como ferro alfa,
outras, dependendo da composição da liga, se transformam em austenita a medida que
a temperatura se reduz para 1000ºC, a austenita que começa a se formar nucleia e
cresce primordialmente em contorno do grão de ferrita e me seguida ao longo das
direções cristalográficas preferenciais no interior dos grãos ferríticos. Já em
temperaturas mais baixas há pouca mudança no equilíbrio ferrita/austenita, isto
acontece porque a austenita se forma a partir da ferrita.
Ao atingir temperaturas mais baixas outras fases podem se formar, todas as
transformações podem ser vista através do diagrama Fe-Cr da Figura 8.
Figura 8 - Diagrama de fase Fe-Cr
Fonte: Folkhard (1988)

[31]
A figura 9 exibe um diagrama pseudo-binário de uma liga contendo 17% de cromo.
Figura 9 - Diagrama Pseudo-binário a 17% Cr, onde C1=(CrFe)23C6 e C2=(CrFe)7C3
Fonte: Lippold & Kotecki (2005)
De acordo com os diagramas apresentados anteriormente, em IMOA (2014), tem-
se afirmação de que pequenas alterações nos elementos constituintes da liga provocam
um efeito significativo no balanço das frações de ferrita e austenita. Cada elemento
tende a favorecer a formação de cada uma das fases uma vez que cada elemento é
mais solúvel em estrutura CCC ou CFC. Como conhecido, os átomos de carbono
ocupam o substrato intersticial na austenita. A tabela 1 mostra os elementos que
favorecem ou inibem a formação de austenita e ferrita.
Tabela 1 - Elementos Ferritizantes e Austenitizantes
FERRITIZANTES AUSTENITIZANTES
Cr Mo Ti Ni Cu
Si Al Nb C N
V W B Mn Co
Fonte: Vasconcellos, (2008)

[32]
3.2.3 – CROMO e NÍQUEL EQUIVALENTES
Conforme mencionado por Sharafi (1993), o efeito dos elementos de liga tem sido
expresso em termos do Cr equivalente e Ni equivalente, e diferentes formulas empíricas
tem sido relatada na literatura e são apresentadas na tabela 2.
Tabela 2 – Fórmulas para Cr e Ni equivalentes
Autor Formula
Schaeffler, 1949 Creq = Cr + Mo + 1.5Si + O.5Nb Nieq = Ni + 30C + O.5Mn
Seferian, 1959 Creq = Cr + Mo + 1.5Si + O.5Nb Nieq = Ni + 30C + 30N + O.5Mn
Pickering, 1984 Creq = Cr+2Si+1.5Mo+5V+5.5AI+0.75Nb+1.5Ti+0.75W Nieq = Ni + Co + O.5Mn + O.3Cu + 30C + 25N
Skuin et al., 1978 Creq = Cr + 3Si + 7Ti + 12AI Nieq = Ni + 30C + 26N + 0.7Mn
Suutala et al., 1979
Creq = Cr + 1.37Mo + 1.5Si + 2Nb + 3Ti Nieq = Ni + O.31Mn + 22C + 14.2N + Cu
Hammar and Svensson; 1979
Creq = Cr + 1.37Mo + 1.5Si Nieq = Ni + O.31Mn + 22C + 14.2N
Machara, 1983 Creq = Cr + Mo + 1.5Si + O.5Nb Nieq = Ni + 30(C + N) + O.5Mn
Pickering, 1984 Creq = Cr+2Si+1.5Mo+5V+5.5AI+0.75Nb+1.5Ti+0.75W Nieq = Ni + Co + O.5Mn + O.3Cu + 30C + 25N
Pickering, 1984 Creq = Cr + 3Si + Mo + 10Ti + 4Nb Nieq = Ni + O.5Mn + 21C + 11.5N
Honeycornbe et al., 1985
Cr eq = Cr + Mo + 3Si Nieq = Ni + 15C + 10N + O.7Mn
Noble et al., 1986 Creq = Cr + 1.5Mo + 2Mn + O.25Si Nieq = Ni + 12C + 12N
Fonte: Sharafi S (1993)
Também em IMOA (2014) afirma-se que o equilíbrio entre as fases pode ser
previsto através das expressões estatísticas que mostram o peso relativo de cada
elemento na formação das fases conforme as equações 6, 7 e 8.
Creq = %Cr + 0,88(%Mo) + 1,73(%Si) (6)
Nieq = %Ni + 24,55(%C) + 21,75(%N) + 0,4(%Cu) (7)
%Ferrita = -20,93 + 4,01Creq – 5,6Nieq + 0,016T (8)
Onde T é a temperatura de solubilização operando na faixa de 1050 – 1150ºC e os
elementos indicados em % em peso (SÁNCHEZ et al, 2002).

[33]
Sharafi (1993) afirma que a utilização destas fórmulas empíricas não é
recomendada uma vez que os elementos podem agir ao mesmo tempo em maior ou
menor grau como estabilizante da ferrita e austenita. Ele também menciona que tais
expressões foram desenvolvidas para casos específicos.
As figuras 10 e 11 apresentados em Vasconcelos et al (2010) e Lippold (2005)
ilustram como a relação do Creq/Nieq influencia no balanço das fases.
Figura 10 - Digrama pseudo-binário Fe - (Creq/Nieq)
Fonte: Lippold & Kotecki (2005)
Figura 11 - Diagrama de fase pseudo-binário para AID/AISD
Fonte: Lippold & Kotecki (2005)

[34]
No entanto, não se discute a importância de se definir o Creq e o Nieq e a sua razão
para a predição da microestrutura como função dos demais elementos presentes na
liga, sendo largamente utilizado na construção de diagramas. Seguindo os princípios
apresentados nos parágrafos anteriores, um dos diagramas mais utilizados foi o
construído por Schaeffler que auxilia na predição da formação de microestrutura
ferrita/austenita baseada na correlação entre os valores dos constituintes da liga. Como
mencionado anteriormente, cada constituinte tem um efeito em formar mais ou menos
ferrita/austenita e isto está representado em valores equivalentes de cromo e níquel.
Os formadores de ferrita, de fato, limitam ou inibem a formação de austenita enquanto
os formadores de austenita aumentam o seu nível. Como os elementos cromo e níquel
são, de longe, os que mais impactam o balanço das fases, os índices Cromo e Níquel
equivalentes são utilizados e através deste diagrama pode-se prever as propriedades
para os mais variados tipos de microestrutura, permitindo encontrar o conteúdo de
martensita, ferrita e austenita na microestrutura resultante.
Como pode ser visto na Figura 12, o diagrama tem dois eixos com o Creq posto na
horizontal e o Nieq na vertical. Os pontos no plano do diagrama representam as
microestruturas esperadas. Como o cromo é fortemente estabilizador da ferrita, pode
ser visto que a medida que o percentual deste elemento aumenta, a quantidade de
ferrita presente na liga aumenta e, ao contrário, como o níquel é estabilizador da
austenita vê-se a tendência de aumento direto desta. No entanto, no canto superior
direito, vê-se que mesmo diante de um teor elevado de cromo, o percentual de ferrita é
baixo devido a altos teores de níquel. Porém, como pretende-se manter um balaço de
40-60% ferrita, vê-se que o valor ideal para cada componente principal está entre 22 e
26 de Creq e entre 8 e 11 de Nieq. Estes valores podem ser verificados através das
composições químicas dos vários aços comerciais. (FOLKHARD, 1988) e (KOTECKI
D.J. & SIEWERT T.A., 1992)

[35]
Figura 12 – Diagrama de Schaeffler
Fonte: KOTECKI D.J. & SIEWERT T.A., (1992)
Outro diagrama utilizado é um refino do diagrama de Schaeffler e leva em conta
a forte influência do nitrogênio na formação da austenita. Porém, como afirmado por
KOTECKI D.J. & SIEWERT T.A. (1992) é mais limitado que o diagrama de Schaeffler,
pois inclui os graus comuns dos aços austeníticos.
Na Figura 13, Delong não altera o valor do cromo equivalente, mas modifica a
expressão do Níquel equivalente dando um peso elevado para o nitrogênio, conforme
mostrado na equação 9 (FOLKHARD, 1988).
Ni (eq) = Ni + (30 x C) + (0.5 x Mn) + (30 x N) (9)
A figura 13 mostra o diagrama com os limites das fases. Ele apresenta o nível de
ferrita em porcentagem e por Ferrite Number.

[36]
Figura 13 – Diagrama de Delong para metal de solda do aço inoxidável
Fonte: FOLKHARD (1988)
Ainda de acordo com KOTECKI D.J. & SIEWERT T.A. (1992), outro diagrama com
uso bem difundido e o mais utilizado é o que se refere ao emitido pelo Welding
Research Council em 1992, simplesmente chamado WRC 1992. Este diagrama informa
as propriedades da solda para vários tipos de microestrutura como função do cromo e
níquel equivalentes e a diferença em relação ao diagrama apresentado por Schaeffler
está no aumento do coeficiente do carbono a inclusão do nitrogênio com um alto peso,
a supressão do manganês e a inclusão do cobre, este último aumentando a acurácia
da medida em metais de solda onde o cobre é um importante elemento.
O WRC 1992 atualmente é aceito como uma melhoria do diagrama de Schaeffler.
A Figura 14 a seguir apresenta o diagrama do Welding Research Council de 1992.

[37]
Figura 14 – Diagrama do WRC 1992 com indicação da região do AID
Fonte: Lippold & Kotecki (2005)
A importância da predição da formação de ferrita em relação aos aços austeníticos
é que a esta evita a trinca a quente durante o resfriamento e melhora as propriedades
mecânicas em processos de soldagem aumentando o limite de escoamento. No
entanto, a austenita melhora a resistência a corrosão do material, daí a necessidade de
balancear as fases em torno do 50/50% a fim de ficar com o melhor de cada uma.
3.2.4 - TRATAMENTO TÉRMICO E PRECIPITAÇÃO DE FASES DELETÉRIAS
As fases e as microestruturas de um material podem ser alteradas por deformação
plástica e por recristalização. Essas alterações modificam as propriedades e
adicionalmente podem ser controladas ou modificadas pela quantidade relativa de
fases, alteração do tamanho de grão ou pela forma e distribuição das fases (Van Vlack,
1985). Este conjunto de modificações são chamados de tratamentos térmicos e envolve
operações de aquecimento e resfriamento controlados que objetivam produzir uma
estrutura própria que resultará em materiais com características físicas e químicas
singulares. As singularidades que se pretende modificar são, a melhora das
[38]
propriedades mecânicas, o incremento da resistência ao desgaste, melhora da
usinabilidade, da resistência a corrosão ou das propriedades elétrica e magnéticas.
Cada uma destas será objeto de procedimento específico e dependerá da
aplicação do material e terá como fatores que influenciam o desempenho final a taxa
de aquecimento e resfriamento, o tempo de exposição a temperatura de aquecimento
e pôr fim a atmosfera do forno.
Em Van Vlack (1985) pode ser constatado que o efeito combinado da temperatura
e da energia livre, disponível sobre uma transformação, é comumente mostrado através
das curvas TTT (Temperatura, tempo, transformação), também denominadas curvas C.
Estas curvas estabelecem a temperatura e o tempo em que ocorre uma determinada
transformação e só tem validade para transformações a temperatura constante, mas
serve como base para resfriamentos contínuos.
Com base nestas informações, os aços inoxidáveis também podem ter as suas
propriedades modificadas e estas transformações estão associadas a ferrita, uma vez
que a taxa de difusão dos elementos da liga nesta é aproximadamente 100 vezes mais
rápida que na austenita devido ao menor parâmetro de rede da estrutura CCC (Gunn,
2003).
A construção das curvas TTT para os aços duplex revelam como os elementos
existentes nas ligas duplex são promotores de compostos nocivos. Isto se dá, através
da redução da temperatura que, por conseguinte reduz a solubilidade dos elementos
na ferrita aumentando a possibilidade de precipitação. Isto é particularmente verificado
em juntas soldadas, onde a segregação dos elementos durante o resfriamento afetará
a cinética da precipitação e a estabilidade das fases (Gunn, 2003).
Como apresentado em IMOA (2014) o diagrama de precipitação isotérmica para
o aço duplex 2205 e indicativos para os graus 2304 e 2507, mostra que a precipitação
de carbonetos, nitretos e fase sigma formam-se em tempos próximos a 1 minuto, sendo
que para a liga 2507 este tempo é inferior ao mencionado. A presença de teores mais
elevados na liga 2507, explica o ocorrido, estes elementos tornam mais rápidas a
cinética reduzindo o tempo para início das precipitações e estas são dependentes do
tempo e temperatura ocorrem abaixo de 1000ºC. A tabela 3 mostra a faixa de formação
destes precipitados.

[39]
Tabela 3 - Temperaturas típicas para as reações de precipitação
UNS S31803 UNS S32750
°C °C
Faixa de Solidificação 1470 a 1380 1450 a 1350
Temp. oxidação ar 1000 1000
Formação Fase sigma 700 a 950 700 a 1000
Precipitação de Carbonetos 450 a 800 450 a 800
Fragilização 475°C/885°F 300 a 525 300 a 525
Fonte: IMOA (2014)
Lippold e Kotecki (2005), apresenta que estes precipitados estão diretamente
ligados a presença e ao nível dos teores de cromo, molibdênio e tungstênio e o efeito
destes pode ser visto nas figuras 15 e 16.
Figura 15 - Digrama de precipitação de AID
Fonte: Lippold e Kotecki (2005)
O perfil de temperatura durante o processo de soldagem GTAW afeta de forma
significativa as propriedades mecânicas e de resistência a corrosão. É conhecido que
para materiais de baixa resistência estas propriedades são aproximadamente a do
metal de base, no entanto, para os AISD em determinadas faixas de temperatura o
surgimento de fases indesejadas impacta no desempenho destes materiais em serviço.
Pardal (2009) e Gutemberg (2016) mostram que o tempo de exposição do material a

[40]
estas faixas de temperatura é o fator preponderante para a formação de precipitados e
fases deletérias. Desta forma, estudar o tempo de resfriamento é importante para
predizer se o material está suscetível a formação destas. O diagrama da figura 16 e da
Figura 49 no item 5, mostra o tempo necessário para atingir a região de formação de
fases ou precipitados.
Figura 16 - Diagrama isotérmico para o duplex 2205 a 1050ºC
Fonte: IMOA (2014)
3.2.5 - CARACTERÍSTICAS DAS FASES/PRECIPITADOS
Conforme reproduzido de Alves Neto (2011), os aços inoxidáveis duplex, quando
expostos a temperaturas entre 550ºC e 950ºC, por um período de tempo específico,
podem alterar o seu equilíbrio termodinâmico levando o sistema a alcançar uma
situação de menor energia, precipitando fases diferentes dos originais do sistema
duplex e indesejáveis, portanto, comprometer as propriedades do material. Dentre
estas fases terciárias, pode-se destacar a ferrita secundária (α’), sigma (σ) e chi (χ),
além de nitretos e carbonetos. Todavia, entre elas, os carbonetos, nitretos e a fase σ
são os que mais afetam negativamente as propriedades mecânicas e a resistência à

[41]
corrosão dos aços duplex, pois aparecem mais facilmente devido à sua rápida
formação. É importante ressaltar que a fase sigma mesmo em pequena quantidade,
causa consideráveis reduções na plasticidade e na resistência à corrosão do material.
Precipitação da Fase Sigma (σ)
Gunn (2003) e Ramirez (2001) afirmam que a fase Sigma é uma fase rica em
cromo e molibdênio, que confere dureza e torna frágil o aço inoxidável. Ela provoca
diminuição da tenacidade e do alongamento para aços duplex submetidos a
tratamentos térmicos e precipita-se entre 650 – 1000ºC. Reduz a resistência a corrosão
e a decomposição da austenita em sigma acontece em menos de 2 minutos. Os
elementos considerados formadores desta fase estão presentes em maior teor na
ferrita, logo este precipitado forma-se preferencialmente a partir da ferrita e encontra-
se nucleada principalmente em contornos de grão ferrita/austenita, porém podem ser
localizadas no contorno de grãos austenita/austenita. Ainda de acordo com Valeriano,
(2012), "a fase sigma precipita-se inicialmente como um filme, ao das interfaces das
fases e cresce para o interior do grão formando uma auréola na interface
austenita/ferrita e em temperaturas da ordem de 700°C a 800°C, este filme se torna
mais espesso, até a formação da austenita secundária na frente de crescimento,
permitindo a cooperação para o crescimento eutetóide lamelar". A figura 17 ilustra o
processo de crescimento da fase.
Figura 17 - Diagrama mostrando a formação da fase sigma por decomposição eutetóide
Fonte: Valeriano (2012)

[42]
Gunn (2003) afirma que esta fase se forma em temperaturas a partir de 750ºC em
associação com partículas de carbeto de cromo, com a forma de placas grosseiras,
lamelar em sigma e austenita secundária ou agregados lamelares em ferrita. No caso
especifico de precipitação em contorno de fases, a ferrita remanescente da
transformação em austenita ou austenita secundária fica rica em cromo e molibdênio e
pobre em níquel acelerando a sua formação. Tungstênio e cobre também aceleram a
precipitação desta fase e Ramirez (2001) mostra que trabalhos anteriores evidenciam
que teores de tungstênio até 1% são promotores da fase sigma, porém para teores
entre 1 e 3% não se verificou a elevação deste precipitado.
Os elementos cromo, silício, manganês, molibdênio e níquel também são
formadores de fase sigma, no entanto o níquel induz a formação de austenita, elevando
a concentração dos elementos formadores de sigma na ferrita.
Precipitação do carbetos de cromo (Cr23C6)
A formação de carbetos de cromo (Cr23C6) ocorre abaixo de 950ºC apesar do
baixo teor de carbono das ligas duplex. O Cr23C6 se precipita a partir dos contornos da
ferrita e da austenita, devido à partição dos elementos cromo e níquel entre alfa e gama
embora também possam se precipitar em alfa/alfa e gama/gama. (GUNN, 2003)
Precipitação da Fase Χ (Chi)
A fase Chi é uma fase frágil, rica em cromo e molibdênio e é parecida com a fase
Sigma (σ) no aspecto cristalográfico, como nos efeitos que provoca nos aços duplex. A
fase chi se distingue de sigma por ser mais rica em Mo e por ser metaestável, ou seja,
ser substituída por sigma para longos tempos de exposição. Basicamente, o que difere
essas duas fases é o intervalo de formação de fase. Nesta, situa-se entre 700ºC e
900ºC, sendo mais reduzida que na fase sigma. O aumento dos percentuais de Cr, Mo,
W e Si tornam a precipitação de fase sigma e chi mais rápida, assim como o aumento
do teor de Mo, Si e W também aumenta o intervalo de formação de fase sigma para
temperaturas mais altas. (GUNN, 2003) e (PARDAL, 2009)
Precipitação de Nitreto de Cromo (Cr2N)
Folkhard (1988) apresenta que o nitreto de cromo é adicionado comumente aos
aços duplex para estabilizar a austenita, a sua solubilidade na austenita é alta quando
comparado com a ferrita, por isto este elemento é considerado um formador de
[43]
austenita. Ele aumenta a resistência mecânica e a corrosão, porém em temperaturas
de aquecimentos acima de 1040ºC a solubilidade do nitrogênio é alta mesmo com o
resfriamento rápido, a ferrita pode ficar supersaturada e propiciar a precipitação
intergranular de Cr2N em formato de agulha mesmo quando a velocidade de
resfriamento é alta, pois a solubilidade do nitrogênio nesta fase é muito baixa. Para
juntas soldadas poderá aparecer a forma CrN com estrutura cúbica. Ramirez (2001)
expõe que este composto se forma na faixa de 600 a 1050ºC e Gunn (2003) afirma que
a exposição isotérmica na faixa de 700 a 950ºC forma finos precipitados em forma de
placas no contorno de grão da ferrita.
Ramirez (2001) mostra que a cinética de precipitação e altamente dependente da
composição química e da história térmica e acontece por nucleação e crescimento
preferencialmente nos contornos de grão de ferrita ou interfaces ferrita/austenita em
forma de bastonetes de Cr2N ou placas de CrN.
Ramirez (2001) continua e informa que a precipitação de nitretos compete com a
formação da austenita, no entanto se esta última tiver próximo do equilíbrio, todo o
nitrogênio está dissolvido e não haverá formação de nitretos na matriz ferrítica. Ele
também acrescenta que os elementos que compõem a liga também influenciam a
precipitação de nitretos. Cromo, molibdênio e tungstênio aumentam a cinética de
precipitação, enquanto os dois últimos levam a temperatura para valores mais altos, já
o níquel eleva a formação de austenita e, portanto, age para reduzir ou atrasar a
formação destes precipitados. Verifica-se que com o empobrecimento de cromo na
matriz ferrítica aumenta a possibilidade de corrosão localizada ao redor dos nitretos, no
entanto, outros fenômenos como corrosão galvânica podem estar associados ao
empobrecimento da região citada ou ao desarranjo interfacial dos nitretos x ferrita. Em
juntas soldadas a formação do Nitreto de Cromo é reduzido quando temos uma
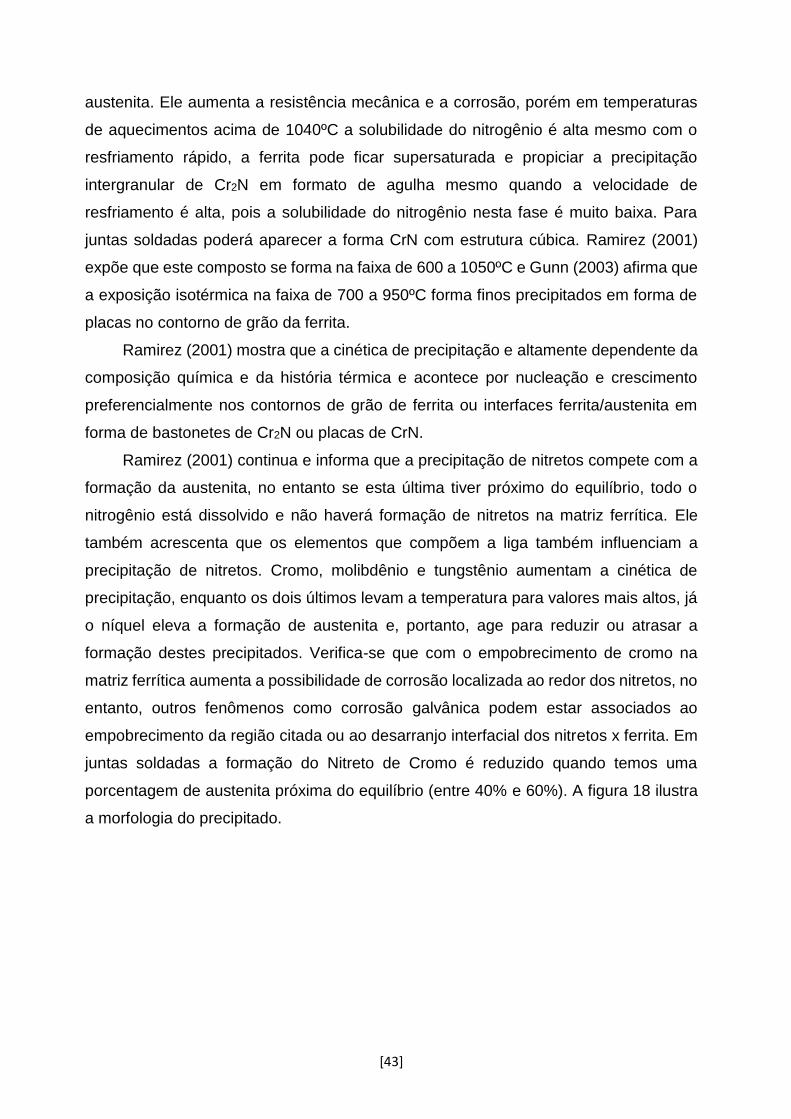
porcentagem de austenita próxima do equilíbrio (entre 40% e 60%). A figura 18 ilustra
a morfologia do precipitado.

[44]
Figura 18 - Micrografias com morfologia típica dos Nitretos de cromo
Fonte: Oliveira & Luz (2013) Precipitação da Austenita Secundária
A austenita ou ferro gama é uma fase sólida, não magnética, cúbica de face
centrada, para o ferro puro, e estável entre 912 e 1400ºC e com ponto eutetóide em
727ºC (VAN VLACK, 1985).
Para os aços inoxidáveis duplex, a austenita primária surge à medida que ocorre
o resfriamento, uma vez que a solidificação se inicia como ferrita. O diagrama Pseudo-
binário da figura 19 ilustra o apresentado.
Figura 19 - Pseudo-binário que mostra a faixa de temperatura de formação dos precipitados
Fonte: Oliveira & Luz (2013)

[45]
A austenita secundária possui uma morfologia diferente da austenita original e
surge quando a ferrita presente, excede a quantidade presente no equilíbrio em baixas
temperaturas, daí o envelhecimento a temperatura baixa resultaria na redução da ferrita
pela transformação desta em austenita secundária (SHEK et al, 1999). Em
resfriamentos muito rápidos a formação de austenita pode ser prejudicada, gerando
uma microestrutura com elevado teor de ferrita fora do equilíbrio o que favorece a
precipitação da austenita secundária.
Para Pardal (2009), dependendo da temperatura de tratamento, a formação deste
precipitado deve ser rápida e seguir um dos processos abaixo:
A – Martensítico – a transformação é caracterizada por temperatura de tratamentos
inferiores a 650ºC, possui composição química similar a ferrita remanescente,
indicando que a transformação é sem difusão, similar ao que acontece a transformação
martensítica.
B – Widmanstätten – Em temperatura acima de 650ºC a velocidade de difusão é maior
favorecendo a forte precipitação da austenita secundária com a morfologia de
Widmanstätten. Diferente da anterior, este envolve difusão e encontra-se rica em níquel
quando comparada com a matriz ferrítica. Neste precipitado os teores de cromo e
nitrogênio são menores que na austenita primária. Durante o resfriamento, em metal de
solda a austenita secundária precipita preferencialmente no contorno da ferrita/ferrita.
C – Eutetóide – facilitada por um rápido processo de difusão, no intervalo de 700 a
900ºC este precipitado pode se formar a partir de uma reação eutetóide de austenita
secundária + fase sigma, como este precipitado absorve níquel e rejeita cromo e
molibdênio, favorece a formação de precipitados como sigma e similarmente forma
austenita secundária que forma-se nos contornos de austenita primária/ferrita que se
encontra pobre em cromo, especialmente se houver co-precipitação de nitretos.
Considerando os fatos acima, qualquer uma destas áreas ficam suscetíveis a corrosão
puntiforme (GUNN, 2003).
Ramirez (2001) mostra que dois tipos de austenita secundária (alotriomorfa e
Widmanstätten) cresce a partir da austenita existente na interface austenita/ferrita, na
faixa de 800 a 900ºC e outra nucleia no interior da ferrita seja nos nitretos ou em
inclusões previamente precipitadas. A figura 20 (a) e (b) ilustra a precipitação de γ
secundária.

[46]
Figura 20 - Precipitação de γ secundária a) intragranular b) a partir de gama primária
. Fonte: Pardal (2009)
Precipitação da Fase Alfa linha (α’)
A fase alfa linha surge nos aços inoxidáveis duplex na faixa de 350 a 750 ºC. Esta
precipitação está caracterizada pelo surgimento de variações da composição química
gerando regiões ricas em cromo (alfa linha) em uma matriz ferrítica pobre em cromo. A
precipitação desta fase gera o endurecimento, elevação do limite de escoamento,
fragilização, aumento na temperatura de transição ductil-frágil e perda de resistência à
corrosão. Por ser mais rápida e intensa a temperatura de 475 ºC, este tipo de
precipitação é frequentemente referida como fragilização ou endurecimento a 475 ºC.
A tabela 4 ilustra as características dos precipitados.
Tabela 4 – Características principais das fases presentes em AID/AISD
Precipitado/Fase Comp. Química Temperatura
Formação
Estrutura
Cristalina Localização
Cr Ni Mo
Ferrita 27,4 8,7 4,0 CCC Matriz
Austenita 26,6 9,6 3,3 < 1250ºC CFC Intragranular na ferrita
Alpha Linha 65 2,5 13 300-525ºC CCC Intragranular na ferrita
Sigma (FeCrMo) 30 4 7 600-1000ºC Tetragonal Interface Ferrita/Austenita
Nitretos de Cromo (Cr2N) 72 6 15 700-950ºC Intergranular na Ferrita
Carbeto de Cromo – (M7C3) 950-1050 Interface ferrita/Austenita
Carbeto de Cromo (M23C6) 58 2,5 12 600-950ºC CFC Interface ferrita/Austenita
Austenita secundária 24/27 8/11 3/4 650-900ºC CFC
Interface F/A ou
Intragranular na F ou
associada a sigma
Chi (Fe36Cr12Mo10) 25 3 14 700-900ºC CCC Interface Ferrita/Austenita
Fonte: Pardal (2009)

[47]
3.3 - O PROCESSO DE SOLDAGEM TIG/GTAW 3.3.1 - INTRODUÇÃO
Os processos de união de materiais e peças remonta os primórdios da civilização
e, ao longo do tempo, várias técnicas foram desenvolvidas. Ainda no século XIX, a
forma de união mais comum eram os rebites e parafusos, no entanto, a montagem
destas juntas demandavam muitas etapas resultando em um tempo elevado para
conclusão das tarefas, com uso intenso em mão de obra e pobre em segurança
operacional e pessoal. Estes fatores estimularam o desenvolvimento de novas técnicas
de união não mecânicas, onde se destacam a brasagem, colagem e a soldagem, esta
última prevaleceu dentre as demais dada a característica para suportar as cargas
elevadas exigidas pelas aplicações da indústria. A soldagem experimentou um grande
avanço após a descoberta do arco elétrico com a primeira patente sendo depositada
em 1885 por N. Barnados & S. Olsenski, seguiu-se com um avanço rápido e já em 1927,
O. Kjellberg patenteou o primeiro eletrodo revestido permitindo a união química dos
metais através da fusão. A figura 21ilustra a evolução do processo de soldagem por
fusão. (OKUMURA, 1982) e (MARQUES et al, 2005).
Figura 21 - Evolução dos processos de soldagem
Fonte: Okumura T. (1982)
[48]
Visto acima, pode-se definir soldagem como um processo de junção de metais por
fusão (MONDENESI, 2005) ou como define a American Welding Society (AWS) onde é
a operação que visa obter a coalescência localizada, produzida pelo aquecimento até
uma temperatura adequada, com ou sem a aplicação de pressão e de metal de adição.
Wainer et al (1992) também apresenta a seguinte definição. Soldagem é o processo de
união entre duas partes metálicas, utilizando uma fonte de calor com ou sem aplicação
de pressão.
Desta maneira, a formação da junta soldada dar-se-á através da aplicação de
energia localizada em um material que, incialmente, está em seu estado de energia
mínima, onde cada átomo não tende a ligar-se com nenhum átomo extra mesmo
quando em contato direto. A distância devido a rugosidades, óxidos e outros impedem
este contato direto e a consequente ligação espontânea (MONDENESI, 2012).
Portanto, é necessária uma técnica para colocar os metais em contato e os modos
usuais são, a pressão mecânica, que une através da deformação plástica ou soldagem
por fusão, através da aplicação de calor na região de união promovendo a ligação das
partes por solidificação mantendo as características físicas e químicas necessárias ao
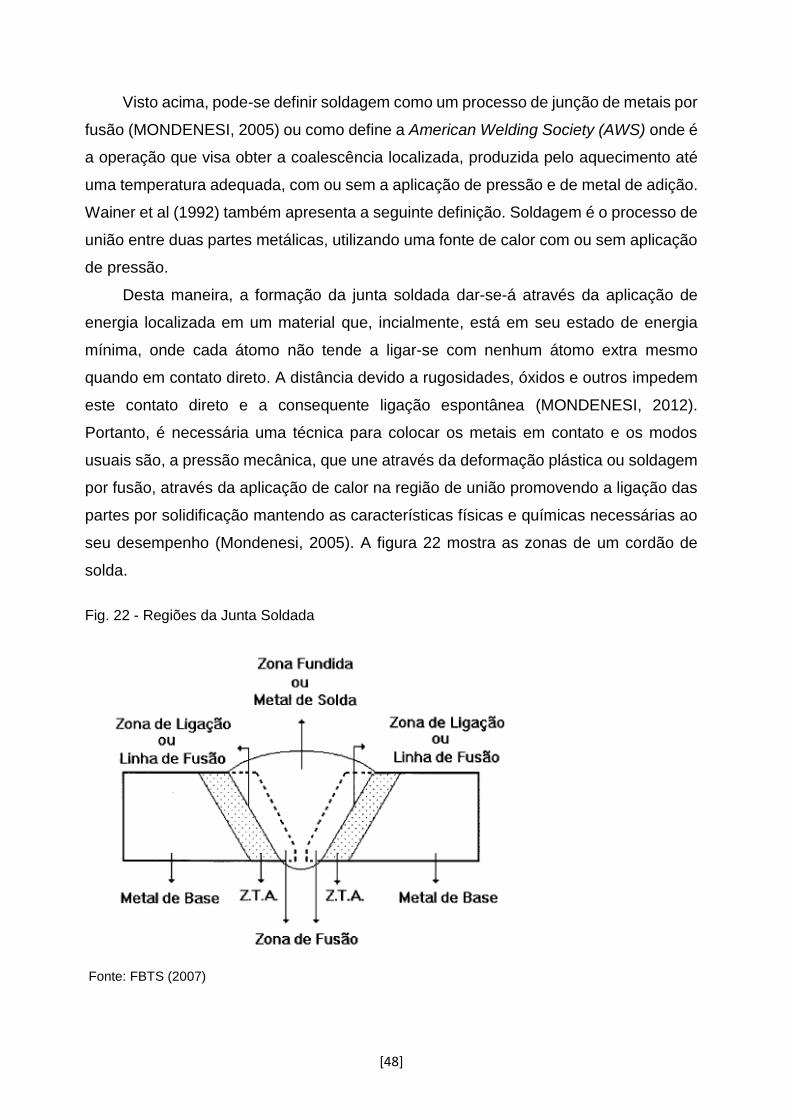
seu desempenho (Mondenesi, 2005). A figura 22 mostra as zonas de um cordão de
solda.
Fig. 22 - Regiões da Junta Soldada
Fonte: FBTS (2007)

[49]
Este trabalho se concentrou na soldagem por fusão, especificamente no processo
de soldagem a arco com gás de proteção denominado de TIG (Tungsten Inert Gas) ou
GTAW (Gas-Shielded Tungsten Arc Welding).
O GTAW é um processo que utiliza um eletrodo sólido de tungstênio não
consumível. O eletrodo, o arco e a área em volta da poça de fusão da solda são
protegidos por uma atmosfera de gás inerte que isola a poça de fusão dos gases
atmosféricos. Se um metal de enchimento é necessário, ele é adicionado no limite da
poça de fusão manualmente ou por equipamento automático (ESAB, 2014).
Okumura (1982) e Mondenesi (2012) apresentam as seguintes vantagens e
desvantagens:
A – Larga aplicação em diversos tipos de material
B – Alta qualidade da região soldada
C – Excelente controle da poça de fusão
D – Permite soldagem autógena
E – Permite soldagem em qualquer posição
F – Junta com excelente acabamento e quase nenhuma limpeza posterior
G – Eficiência menor e custo operacional maior quando comparada com o processo
MIG (Metal Inert Gas)
Para executar a função, o processo em questão utiliza como equipamentos uma
fonte de soldagem em corrente contínua com polaridade direta ou inversa ou corrente
alternada, unidade de alta frequência com intensidade regulável, reservatório com
controle de vazão de gás inerte e em alguns casos uma unidade de refrigeração
acoplada, cabos de condução de energia e finalmente a tocha por onde passa a
corrente, o gás de proteção e fixa o eletrodo de tungstênio necessário a abertura do
arco. A figura 23 e 24 ilustram o exposto acima.

[50]
Figura 23 - Arranjo Típico dos equipamentos TIG
Fonte: http://www.esab.com.br
Figura 24 - Equipamento TIG e detalhe da tocha
Fonte: www.Fronius.com
3.3.2 - GASES DE PROTEÇÃO
A norma DIN EN ISO 14175, define os gases para solda como sendo oxidantes,
redutores e inertes, sendo este último o objeto deste trabalho devido ao objetivo da
aplicação. Em MONDENESI (2005) recomenda-se que a seleção do gás de proteção é
realizada como função do tipo de metal, da posição de soldagem, da espessura das
peças e tipo de corrente. Este isola a região da solda da influência do ar atmosférico a
fim de evitar a sua contaminação. Esta é causada principalmente pelo oxigênio,
umidade (H2O) e nitrogênio, estes elementos produzem compostos que afetam as

[51]
propriedades físicas e químicas reduzindo o desempenho destes materiais, como
exemplo, tem-se que o nitrogênio no aço no estado sólido reduz a ductilidade e a
tenacidade da junta soldada e pode causar trincas, e quantidades elevadas pode
provocar porosidade, já o oxigênio em demasia combina-se com o carbono do aço e
forma o monóxido de carbono (CO), que pode ser aprisionado no metal, causando
poros. Além do mais, o excesso de oxigênio pode combinar com outros elementos
presentes no metal e formar compostos que produzem inclusões no metal de solda.
Para o hidrogênio (H), existente no vapor d'água e no óleo, combina-se com o ferro (Fe)
ou com o alumínio (Al), resultando em poros e pode provocar trincas sob o cordão no
metal de solda (Fortes, 2005), além de causar a fragilização do aço, produzindo trincas.
No entanto, Ramirez (1997) informa que o gás de proteção típico utilizado no processo
GTAW é o argônio com pureza de 99,99% e isento de umidade, podendo estar
associados a outros gases que de acordo com a aplicação podem ser o hélio, nitrogênio
(N2) ou gás carbônico (CO2). Caso do Hélio, quando misturados ao argônio promove a
melhoria da velocidade de soldagem e melhor penetração, porém com um elevado
custo operacional. A adição de nitrogênio estabiliza o arco elétrico e visa manter o teor
do mesmo na zona fundida e na ZTA e como ele auxilia na formação de austenita
geralmente é adicionado ao argônio na soldagem de aços inoxidáveis austeníticos e
duplex. O CO2 melhora a molhabilidade do metal fundido e estabiliza o arco, no entanto,
deve ser usado em teores iguais ou menores que 5%, pois, aumenta a adição de
carbono na zona fundida, podendo acarretar a precipitação de compostos indesejáveis.
Nos aços duplex utiliza-se argônio puro, porém com forte recomendação de
adição de até 2% de nitrogênio.
3.3.3 - METAL DE ADIÇÃO
O material de enchimento ou adição é fornecido em forma de varetas com
comprimento de 0,6 a 1 metro e com faixa de diâmetros que vão desde 0,5 mm até 5,0
mm, porém sendo muito usual a utilização dos diâmetros de 1,6/2,4/3,2 mm. Em
soldagens automáticas normalmente utiliza-se arames sólidos ou tubulares
condicionados em carretéis ou barricas com peso de 15 a 200 kg com diâmetros
iniciando em 0,8 mm.
Estes estão disponíveis em uma variada gama de materiais e ligas, e seguem a
composição química recomendada pela AWS para os materiais de base. A Figura 25,
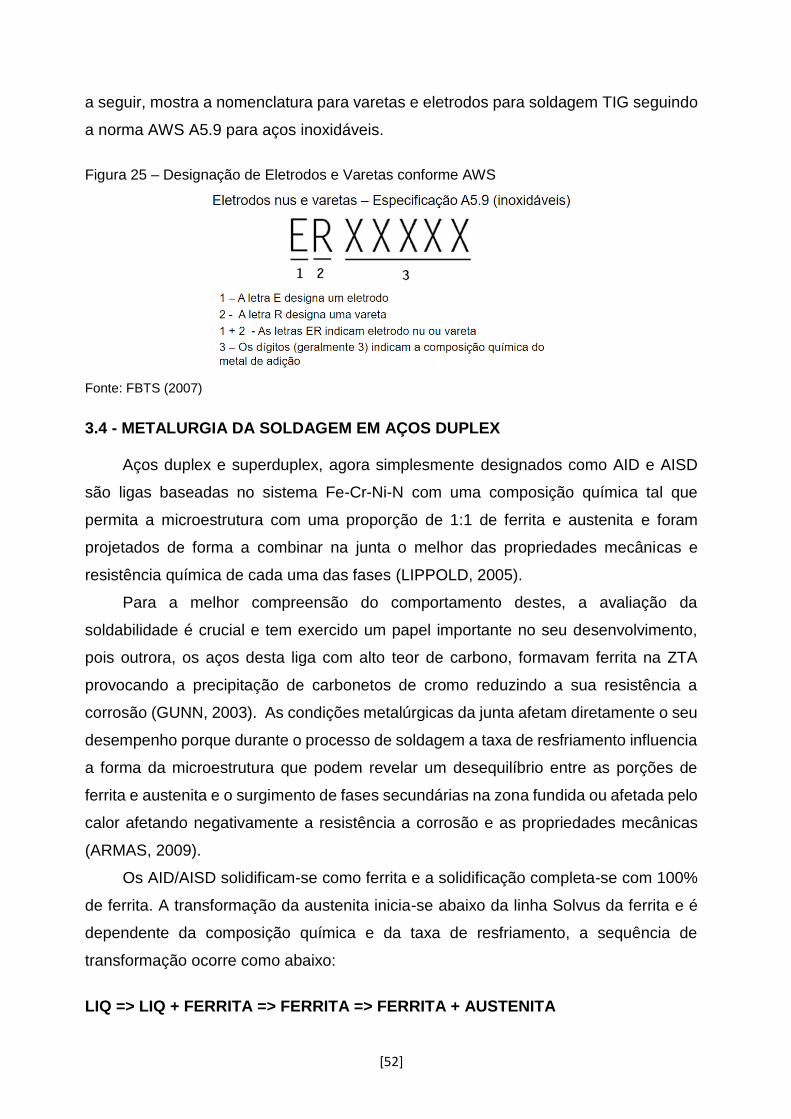
[52]
a seguir, mostra a nomenclatura para varetas e eletrodos para soldagem TIG seguindo
a norma AWS A5.9 para aços inoxidáveis.
Figura 25 – Designação de Eletrodos e Varetas conforme AWS
Fonte: FBTS (2007)
3.4 - METALURGIA DA SOLDAGEM EM AÇOS DUPLEX
Aços duplex e superduplex, agora simplesmente designados como AID e AISD
são ligas baseadas no sistema Fe-Cr-Ni-N com uma composição química tal que
permita a microestrutura com uma proporção de 1:1 de ferrita e austenita e foram
projetados de forma a combinar na junta o melhor das propriedades mecânicas e
resistência química de cada uma das fases (LIPPOLD, 2005).
Para a melhor compreensão do comportamento destes, a avaliação da
soldabilidade é crucial e tem exercido um papel importante no seu desenvolvimento,
pois outrora, os aços desta liga com alto teor de carbono, formavam ferrita na ZTA
provocando a precipitação de carbonetos de cromo reduzindo a sua resistência a
corrosão (GUNN, 2003). As condições metalúrgicas da junta afetam diretamente o seu
desempenho porque durante o processo de soldagem a taxa de resfriamento influencia
a forma da microestrutura que podem revelar um desequilíbrio entre as porções de
ferrita e austenita e o surgimento de fases secundárias na zona fundida ou afetada pelo
calor afetando negativamente a resistência a corrosão e as propriedades mecânicas
(ARMAS, 2009).
Os AID/AISD solidificam-se como ferrita e a solidificação completa-se com 100%
de ferrita. A transformação da austenita inicia-se abaixo da linha Solvus da ferrita e é
dependente da composição química e da taxa de resfriamento, a sequência de
transformação ocorre como abaixo:
LIQ => LIQ + FERRITA => FERRITA => FERRITA + AUSTENITA

[53]
A austenita inicia-se ao longo do contorno de grão de ferrita e desenvolve-se pelo
mecanismo de nucleação e crescimento e geralmente resulta na cobertura completa do
contorno de grão. Após a saturação nos contornos de grão, o excesso de austenita
pode formar placas laterais ao contorno e crescer para o interior do grão. A austenita
intergranular forma-se por último e sua precipitação aumenta com a velocidade de
resfriamento, a formação e a quantidade dos tipos de austenita também são
influenciados pela composição química e pelo tamanho de grão de ferrita na forma
solidificada, pelo lado da composição química, maiores teores de nitrogênio ou níquel
elevam a temperatura Solvus da ferrita e, portanto, a austenita forma-se em
temperaturas mais altas produzindo mais austenita do tipo Widmanstätten e
intergranular. (LIPPOLD, 2005 e MUTHUNPADI et al, 2003).
Para ilustrar as transformações que ocorrem em cada região da solda a Figura 26
mostra esquematicamente a reprodução de ATAMER (1992).
Figura 26 - Correlação microestrutura x diagrama pseudo binário
Fonte: Atamer (1992)

[54]
3.4.2 - MODIFICAÇÕES NA MICROESTRUTURA NA ZTA
A zona termicamente afetada (ZTA) é a região adjacente a zona de fusão e está
exposta as altas temperaturas onde alcança níveis de temperatura próxima a linha
Solvus da Ferrita, atingindo a região de crescimento de grão da ferrita e parcialmente
fundida. Dependendo da composição química tem-se a completa transformação da
austenita em ferrita. O retorno da ferrita em austenita é dependente da taxa de
resfriamento e é fortemente influenciada pelo teor dos constituintes presentes na liga,
notadamente níquel e nitrogênio, que antecipam a transformação de ferrita em
austenita, aumentando o teor desta última, melhorando o balanceamento entre as
fases. (Lippold, 2005). A Figura 27 mostra os efeitos destes elementos no início da
transformação da ferrita.
Figura 27 - Influência da composição química na transformação ferrita x austenita
Fonte: Lippold e Kotecki (2005)
Lippold e Kotecki (2005) acrescenta que a ZTA está dividida em três regiões
relacionadas ao ciclo de temperatura sofrido pela junta, a saber:

[55]
Região I – O metal base é aquecido até próximo a temperatura Solvus da ferrita. Nesta
faixa a austenita inicia a transformação para ferrita através do mecanismo de difusão
até completar totalmente a transformação em ferrita e os precipitados iniciam a
dissolução, principalmente de carbetos e nitretos.
Região II – Acima da linha Solvus inicia-se o crescimento de grão de ferrita e não
apresenta a presença de austenita ou precipitados e este crescimento será mais
intenso quanto menor for a temperatura Solvus da ferrita.
Região III – Durante o processo de resfriamento, abaixo da linha Solvus, inicia-se o
crescimento da austenita e precipitados. O crescimento da austenita é controlado pela
taxa de resfriamento e quanto maior a taxa de resfriamento, menor será a formação da
austenita e maior será a quantidade de ferrita na ZTA.
A figura 28 mostra o ciclo térmico na região de alta temperatura da ZTA.
Figura 28 – Regiões da ZTA
Fonte: Ramirez (1997)
A taxa de resfriamento elevada aumenta a retenção de ferrita e a presença de
carbetos e nitretos. Lippold (2005), reforça que o tempo acima da temperatura Solvus
da ferrita deve ser o mínimo possível, uma vez que, a este nível não há impedimento
para o crescimento da ferrita e uma grande quantidade de austenita será transformada
afetando a dureza e ductilidade. As formas de controlar o tempo acima da temperatura
Solvus é através do teor dos elementos da liga, aporte térmico e condições térmicas.
Quanto menor a razão Creq/Nieq eleva a temperatura Solvus, minimizando o tempo de

[56]
permanência acima deste valor, porém em casos reais as ligas possuem a relação
citada fixas, logo deve-se reduzir o aporte térmico a fim de reduzir este tempo. Nos
AID/AISD a faixa de temperatura típica da temperatura Solvus está entre 1250 e 1350ºC
variando conforme a composição química da liga.
Em suma, com as temperaturas envolvidas no processo de soldagem o aumento
da taxa de resfriamento gera maior teor de ferrita. Entretanto, em soldas multipasses,
o efeito do reaquecimento provoca a solubilização do metal de solda e parte da ferrita
super-resfriada transforma-se em austenita. Em soldas multipasses o percentual de
ferrita é 10% menor que em soldas de passe único. Importante ressaltar que a taxa de
resfriamento é dependente da espessura e do aporte térmico utilizado, e a escolha
eficaz é que vai definir que esta não seja nem muito alta ou muito baixa (Folkhard,
1988). Ramirez (1997), descreve que a energia da soldagem impacta significativamente
na microestrutura da junta soldada e a tabela 5 ilustra o descrito acima.
Tabela 5 - Correlação entre energia de soldagem e microestrutura
Intensidade da
Energia
Velocidade de resfriamento
Balanço entre Ferrita/Austenits
Formação de Fases e
Precipitados
Baixa Alta Não favorece a formação da microestrutura duplex
Não favorece a precipitação
Alta Baixa Facilita precipitação de austenita Facilita precipitação
A figura 29 ilustra a correlação entre a energia de soldagem, espessura e tempo para
resfriamento.
Figura 29 - Tempo de Resfriamento entre 1200 e 800ºC de AID
Fonte: Ramirez (1997)

[57]
A exposição dos conteúdos anteriores descritos está diretamente ligada as
transformações que podem ocorrer durante o processo de soldagem e mostra como as
variáveis, composição química, temperatura e velocidade de resfriamento se
relacionam e afetam o desempenho do material, quando em serviço. Para ter sucesso,
o controle do processo, durante a soldagem, é fundamental bem como o treinamento
do operador, pois, um descuido em relação a concordância com os procedimentos pode
afetar significativamente a vida de componentes e instalações.
3.5 - POTENCIAIS DEFEITOS NA SOLDAGEM DOS AÇOS DUPLEX. 3.5.1 - SENSITIZAÇÃO
A sensitização é um fenômeno que ocorre nos aços inoxidáveis devido ao
empobrecimento de cromo na matriz. A capacidade de resistência a corrosão destes
está ligada a este elemento e a formação da camada passiva de óxido de cromo que o
protege o material base. O aço quando aquecido a temperatura entre 500 e 850ºC
forma carbonetos pela combinação do carbono com o cromo precipitando em pequenas
partículas, este precipitado forma-se preferencialmente em contorno de grão reduzindo
o teor de cromo na área adjacente ao grão. O baixo teor de cromo resulta na redução
da resistência a corrosão e resulta na corrosão intergranular. No entanto, este efeito
pode ser reduzido pela manutenção de baixos teores de carbono na liga e/ou sua
estabilização com titânio, nióbio ou vanádio (VASCONCELOS, 2008). A figura 30 exibe
um diagrama esquemático do fenômeno da sensitização.
Figura 30 – Esquemático do fenômeno da sensitização
Fonte: Vasconcelos (2008)

[58]
Como pode-se ver na figura 31, o tempo para sensitizar o material cresce
substancialmente com a redução do teor de carbono podendo chegar a 10 horas para
os teores típicos dos aços duplex, isto mostra que em uma operação de soldagem
padrão a possibilidade de precipitação de carbonetos e a consequente sensitização é
pequena.
Figura 31 - Efeito da temperatura e do teor de carbono na formação de carbonetos
Fonte: WCB (1996)
Usualmente a região de baixa temperatura da ZTA é mais suscetível a
sensitização e, dependo da espessura, pode estar entre 5 e 10 mm da zona de fusão.
A Figura 32 mostra a região onde a faixa de temperatura pode estar sujeita a
sensitização.
Figura 32 – Região de Sensitização
Fonte: WCB (1996)

[59]
3.5.2 - CORROSÃO SOB TENSÃO (CST)
Ramirez (2001) demonstrou que a resistência a corrosão sob tensão dos aços
duplex, é superior ao dos aços inoxidáveis austeníticos, e está relacionada a
composição química e a microestrutura. A existência da ferrita na estrutura interage
eletroquímica e mecanicamente com a austenita. Isto é mostrado em Gunn (2003) onde
ele afirma que como a ferrita tem um potencial de corrosão menor em meios ácidos,
uma trinca que inicie na austenita atingirá a ferrita. O potencial dentro da trinca está
reduzido, protegendo a austenita. Ele continua afirmando que isto é possível pois a
trinca pode se comportar como um sistema eletroquímico relativamente isolado. Porém,
em AID/AISD possuem um teor de níquel maior na ferrita (em torno de 3%), observa-
se o aparecimento recorrente de trincas desta natureza no grão de ferrita.
A corrosão sob tensão também ocorre devido as altas tensões de tração e não
requer que o material esteja sensitizado. Partindo deste princípio, as tensões
decorrentes do processo de soldagem é a principal causa do surgimento deste tipo de
dano e tratamentos de solubilização e/ou alívio de tensões podem ser o suficiente para
resolver este problema. No entanto, com a resistência superior dos AID a este tipo de
defeito, a aplicação de tratamentos de alívio de tensões não é recomendada uma vez
que poderá induzir ao aparecimento de precipitados ou fases indesejáveis. A CST
também está frequentemente associada a presença de íons halogênios e
particularmente aos íons cloretos e poderá ser controlada através do balanço
ferrita/austenita e a cuidados durante a fabricação, utilizando produtos livre de cloretos.
A presença de austenita em quantidade aceitável na estrutura, forma uma rede
contínua ao longo e dentro do grão de ferrita limitando a difusão do hidrogênio na
microestrutura (LIPPOLD, 2005).
3.5.3 - TRINCA NA ZTA
A austenita, com a sua estrutura CFC, não sofre com a fragilização por hidrogênio
e consequentemente, o trincamento devido a presença deste elemento, não se
configura um problema recorrente. Contudo, como o aço é submetido ao ciclo térmico
da soldagem, na ZTA forma-se um filme de baixo ponto de fusão no contorno de grão
favorecendo o surgimento de trincas nesta região. Estas são típicas de trincas por alívio
de tensão ou por reaquecimento quando a ductilidade é reduzida devido ao
endurecimento por precipitação no interior do grão. O Canadian Welding Bureau
[60]
informa que o titânio e o nióbio parecem ser os causadores deste tipo de defeito (CWB,
1996).
3.5.4 - FRAGILIZAÇÃO POR α’ (ALPHA LINHA)
Lippold (2005) esclarece que a precipitação destas fases está ligada a presença do
cromo e molibdênio presentes na liga e se eles estão expostos a faixa de temperatura
propícia. Microestrutura com teores de ferrita na ZTA muito maiores que no metal base.
A soldagem multipasse e tratamentos térmicos pós-soldagem sem o correto controle
do balanço de fases criam um alto potencial para a fragilização pela precipitação desta
fase a partir de 475ºC. No entanto, aços com alto nitrogênio resultam em menor teor de
ferrita e são menos suscetíveis devido ao alto teor de austenita que mitigando o efeito
do alto cromo na formação de ferrita e sua consequente fragilização. Isto resulta em
tempos de envelhecimento maiores sem prejuízo das propriedades mecânicas.
Porém, em tempos maiores que 100 horas, mesmo com o correto balanço
ferrita/austenita na ZTA, não é possível evitar a fragilização por alfa linha, o que limita
a aplicação dos AID a temperaturas contínuas acima de 280ºC (LIPPOLD, 2005).
3.5.5 - FRAGILIZAÇÃO POR FASE SIGMA (σ)
O mais importante composto intermetálico é a fase sigma (FeCr), embora a fase
chi (FeCrMo) também possa ser formada, sigma forma-se a 570ºC e é mais rápido entre
800 e 850ºC. Dependendo da composição química, acima de 1000ºC o composto se
dissolve.
A ZTA e o MS possuem áreas que experimentam múltiplos ciclos térmicos que
estão expostas a faixas de temperatura de formação destas fases. Conduto, para
materiais com teores de cromo próximos a 22% a precipitação não é significante, mas
para teores acima de 25% a formação de sigma é mais rápida. Torna-se improvável
evitar a sua formação, porém com um pequeno efeito nas propriedades da junta caso
elas estejam espalhadas no material.
Fases sigma formam encontradas em materiais após solubilização a 1040ºC e
1065ºC após 4 horas de encharque, alguns traços formam encontrados após
solubilização a 1095ºC e a temperaturas na faixa de 1120º a 1150ºC eliminou
totalmente a fase sigma. Não obstante, o resfriamento direto a partir desta temperatura
pode precipitar nitretos. Portanto, é recomendado aquecer o material até a temperatura
citada para dissolver toda a sigma e reduzir até 1040ºC, permanecer nesta temperatura

[61]
por 2 horas para eliminar nitretos e então resfriar em água. Este procedimento é
justificado pela baixa velocidade de formação de sigma e com posterior resfriamento
rápido não sendo possível nuclear esta fase (LIPPOLD, 2005).
3.6 - HISTÓRIA TÉRMICA, CICLO TÉRMICO E VELOCIDADE DE RESFRIAMENTO
Os aspectos térmicos que determinam a história térmica da soldagem como
função do aporte de calor, da repartição térmica e do ciclo térmico que acontece durante
o processo de soldagem, são descritos a seguir.
3.6.1 - ENERGIA DA SOLDAGEM
Energia da soldagem é a quantidade de calor necessária para realizar a fusão e
a união dos materiais. Esta é função da velocidade de avanço, parâmetros elétricos
como tensão e corrente e da eficiência na transmissão de calor. A equação que calcula
o aporte térmico é apresentada em ZEEMANN (2003).
E = f * (V*I/v), onde; E = Energia de Soldagem (J/mm)
f = Eficiência na Transmissão de calor (%)
V = Tensão (V) (10)
I = Corrente (A)
V = Velocidade de avanço (mm/seg)
3.6.2 - HISTÓRIA TÉRMICA
A história térmica da soldagem determina as transformações metalúrgicas
ocorridas na junta soldada em função da variação da temperatura do material como
função da distância da fonte de calor e do tempo de processo, sendo o ponto de
referência para determinação desta o centro da junta soldada. A partir de cada ponto
determina-se a temperatura máxima atingida na junta. O conjunto das máximas
temperaturas alcançadas e denominada repartição térmica.
Cada ponto de máximo está a uma distância do centro do cordão e parte da
temperatura ambiente. Passa por um ponto de máximo e decresce até a uma
temperatura mínima de interesse metalúrgico. Esta temperatura influência na
microestrutura/propriedades do material base. Este processo é denominado como ciclo
térmico e está relacionado as transformações existentes durante o processo
aquecimento/resfriamento do metal de solda. A figura 34 ilustra o apresentado
anteriormente. (SENAI, 1997)
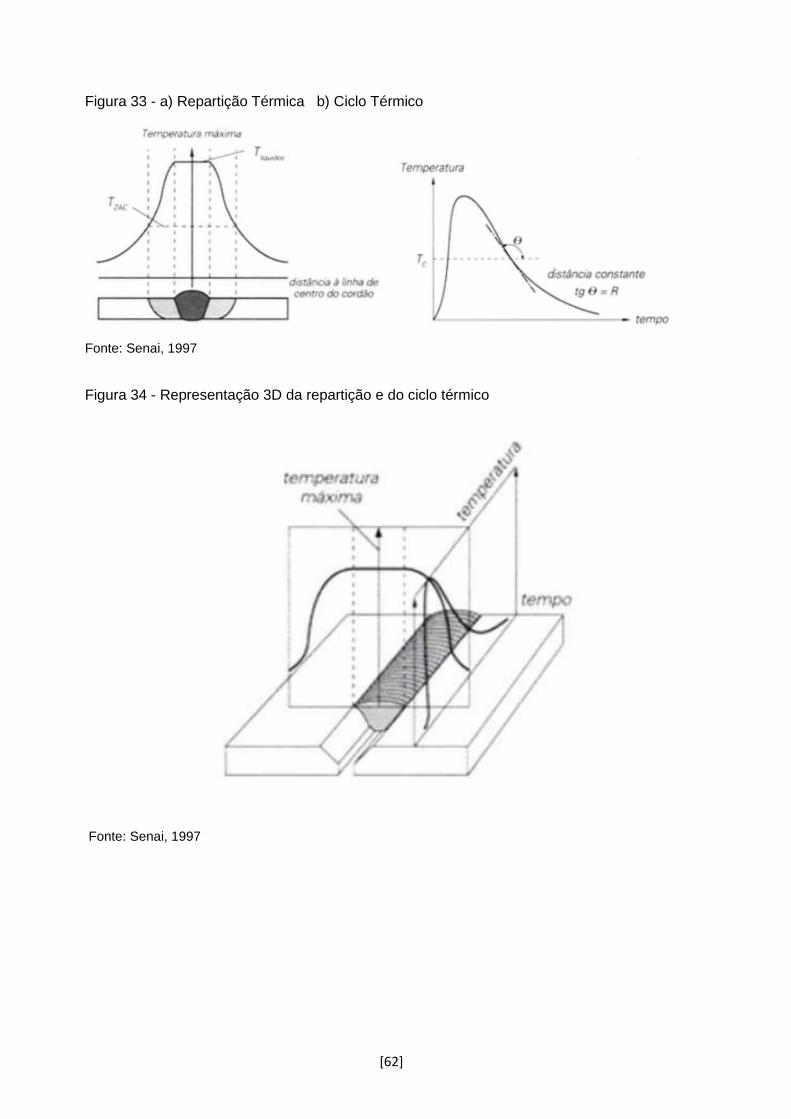
[62]
Figura 33 - a) Repartição Térmica b) Ciclo Térmico
Fonte: Senai, 1997
Figura 34 - Representação 3D da repartição e do ciclo térmico
Fonte: Senai, 1997

[63]
3.6.3 - VELOCIDADE DE RESFRIAMENTO
A velocidade de resfriamento é um dos principais fatores que influenciam na
microestrutura da junta e a taxa com que esta resfria terá um efeito significativo nas
propriedades e na presença ou ausência de defeitos. Ela está intimamente relacionada
com o aporte de calor e a espessura do material. Pardal et al (2010) mostrou o modelo
apresentado no ASM HANDBOOK (2003) e na norma EN 1011-2 (2003) para predição
da máxima temperatura para cada ponto distante do centro da poça de fusão, para a
taxa de resfriamento e tempo de resfriamento da junta soldada. Abaixo são
apresentadas as equações que definem o modelo.
Equação da Temperatura Máxima
𝟏
𝑻𝒑−𝑻𝒐=
𝟒.𝟏𝟑𝒅𝑪𝒑𝒕𝒀
𝑯𝒏𝒆𝒕+
𝟏
𝑻𝒎−𝑻𝒐 (11)
Onde: Tp = Temperatura de pico (ºC)
To = Temperatura Inicial (ºC)
Tm = Temperatura de Fusão (ºC)
Y = distância da poça de fusão (mm)
Hnet = Aporte de Calor (J/s.mm)
d = Densidade (g/mm³)
Cp = Calor específico do Metal (J/g.°C)
t = Espessura do metal de base (mm)
Equações para a Taxa de Resfriamento
𝑹 = 𝟐𝝅𝝀(𝑻𝒄−𝑻𝟎)𝟐
𝑯𝒏𝒆𝒕 (𝑪𝒉𝒂𝒑𝒂 𝑮𝒓𝒐𝒔𝒔𝒂) (12)
𝑹 = 𝟐𝝅. 𝝀. 𝝆. 𝑪𝒑 (𝒕
𝑯𝒏𝒆𝒕)
𝟐+ (𝑻𝒄 − 𝑻𝟎)𝟑 (𝑪𝒉𝒂𝒑𝒂 𝑭𝒊𝒏𝒂) (13)
Onde: R = Taxa de Resfriamento (ºC/s)
= Densidade (g/mm³)
Cp = Calor específico do Metal (J/g.°C)
λ = condutividade Térmica do Material (J/mm.s.ºC)
Hnet = Aporte de Calor (J/s.mm)

[64]
t = Espessura do metal de base (mm)
Tc = Temperatura de Interesse (ºC)
To = Temperatura Inicial de pré-aquecimento (ºC)
Para determinar o que é chapa grossa ou fina, foi definido um parâmetro
adimensional T chamado de espessura relativa, onde para T>0,75 significa chapa
grossa e para valores abaixo são considerados chapa fina.
A equação 14 calcula o parâmetro adimensional T
𝑻 = 𝒕. √𝝆. 𝑪.𝑇𝑐−𝑇0
𝐻𝑛𝑒𝑡 (14)
Onde: T = Parâmetro Adimensional
= Densidade (g/mm³)
C = Capacidade Calorífica do Metal (J/g.°C)
Hnet = Aporte de Calor (J/s.mm)
t = Espessura do metal de base (mm)
Tc = Temperatura de Interesse (ºC)
T0 = Temperatura Inicial de pré-aquecimento (ºC)
Equação para o Tempo de Resfriamento
𝑇𝑡2/𝑡1 ≈𝐻2
4𝜋𝑘𝜌𝐶𝑡2 {1
(𝑇1−𝑇0)2−
1
(𝑇2−𝑇0)2} 𝐶ℎ𝑎𝑝𝑎 𝐹𝑖𝑛𝑎 (15)
𝑇𝑡2/𝑡1 ≈𝐻
2𝜋𝑘{
1
(𝑇1−𝑇0)−
1
(𝑇2−𝑇0)} 𝐶ℎ𝑎𝑝𝑎 𝐺𝑟𝑜𝑠𝑠𝑎 (16)
Onde: K = Condutividade Térmica do material (J/mm.s.ºC)
T2 = Temperatura de Interesse inicial (°C)
T1 = Temperatura de Interesse Final (°C)
= Densidade (g/mm³)
C = Calor específico do Metal (J/g.°C)
Hnet = Aporte de Calor (J/s.mm)
t = Espessura do metal de base (mm)
Tc = Temperatura de Interesse (ºC)
T0 = Temperatura Inicial de pré-aquecimento (ºC)

[65]
3.7 - CORROSÃO E DETERIORAÇÃO DOS MATERIAIS 3.7.1 – INTRODUÇÃO
A maioria dos metais existente na natureza são instáveis na atmosfera. Estes
metais são encontrados na forma de minério e são produzidos pela redução artificial
deste e quando exposto a atmosfera, tendem a retornar a seu estado original
(SCHWEITER, 2007).
Com este princípio, é crucial avaliar a estabilidade do material no meio em que ela
irá trabalhar a fim de resistir aos diversos ambientes sem impactos significativos na sua
estrutura, principalmente na superfície, avaliando as alterações estruturais internas
e/ou em sua composição. Na deterioração nos metais existe uma perda efetiva de
material, seja pela dissolução(corrosão) ou pela formação de uma película ou
incrustação não metálica (CALLISTER, 2008), desta forma, podemos dizer que o
processo de retorno ao seu estado mais estável conhecido como corrosão é segundo
Gentil (1996), a deterioração de um material, geralmente metálico, por ação química ou
eletroquímica do meio ambiente associado ou não a esforços mecânicos ou como
Fontana (1967), define como a destruição ou deterioração do material devido a reação
com o ambiente. Van Vlack (1985) também conceitua corrosão como a deterioração e
a perda de um material devido a um ataque químico. Já Callister (2008), define a
corrosão metálica como o ataque destrutivo e não intencional de um metal, este ataque
é eletroquímico e normalmente inicia-se na superfície do material. Askeland (2011)
menciona que o material dissolve em um meio líquido corrosivo e continua a dissolver-
se até ser totalmente consumido ou quando o líquido estiver saturado. Ele também
afirma que a corrosão eletroquímica é a forma mais comum de ataque em metais e
ocorre quando átomos dos metais perdem elétrons e tornam-se íons, transferindo
elétrons de um componente químico para outro (CALLISTER, 2008), onde os átomos
metálicos cedem ou perdem elétrons, este processo é chamado de reação de oxidação,
nesta situação o metal age como redutor, cedendo os elétrons e o meio corrosivo
recebe os elétrons, logo a reação para um metal qualquer fica:
M Mn+ + ne-, onde M é o metal a ser considerado (17)
Este metal torna-se um íon positivamente carregado n + e perde os n elétrons de
valência. A região onde as oxidações ocorrem é chamado de anodo e a reação e

[66]
frequentemente chamada de anódica. Para exemplificar, tem-se o Fe liberando dois
elétrons e transformando-se em íon Fe2+ conforme a equação 18.
Fe Fe2+ + 2e- (18)
Os elétrons de cada átomo que é oxidado são transferidos e integrados ao outro
componente e esta reação é chamada de redução. Já a reação catódica é o inverso da
reação anódica onde os íons do metal adicionado ao eletrólito ou formado pela reação
anódica combinam com elétrons do catodo formando um revestimento ou mais
comumente, subprodutos gasosos, líquidos ou sólidos. Assim, pode-se dizer que:
- O elemento que se oxidou chama-se agente redutor
- O elemento que se reduziu chama-se agente oxidante
Gentil (1996), apresenta o exemplo da reação de combustão do magnésio:
2Mg + O2 2MgO, onde
Mg Mg2+ + 2e (Equação de Oxidação) (19)
½ O2 + 2e O2- (Equação de Redução)
Na equação acima, tem-se a oxidação do magnésio através da perda de elétrons
e a redução do oxigênio através do ganho de elétrons.
Gentil (1996), afirma que os metais em seu estado elementar quando reagem
tendem a perder elétrons, oxidando-se, logo deve-se procurar evitar o contato entre os
metais e agentes oxidantes como o oxigênio, cloro, enxofre, água ou outros elementos
que tendem a ganhar elétrons resultando em um processo de oxi-redução. Esta reação
é simultânea, ou seja, a perda e ganho de elétrons acontece ao mesmo tempo, e é
caracterizada pela variação do número de oxidação ou pelo ganho ou perda de
elétrons. Outro exemplo é o ataque do ferro pelo ácido clorídrico.
Fe + 2HCl FeCl2 + H2
Fe Fe2+ + 2e- ( Equação de Oxidação/Reação Anódica) (20)
2H+ + 2e- H2 ( Equação de Redução/Reação Catódica)
Ficando a equação de oxi-redução resultante conforme abaixo
Fe + 2H+ Fe2+ + H2 (21)

[67]
Verifica-se que nas reações REDOX existe a transferência de elétrons e para o processo
de corrosão é importante saber o sentido desta transferência. Como o redutor perde elétrons,
pode-se concluir que o sentido de fluxo é do agente redutor para o oxidante.
3.7.2 - COMPONENTES DE UMA CÉLULA ELETROQUÍMICA
Askeland (2011), expressa que a forma mais usual de ataque dos metais ocorre quando
o material perde elétrons e torna-se íon, o metal é gradualmente consumido e subprodutos
produtos do processo corrosivo são formados. Este processo normalmente ocorre em meio
aquoso, onde os íons presentes na água, solo ou umidade formam um circuito elétrico. Este
sistema é chamado de célula eletroquímica e está composta dos seguintes elementos:
A - Anodo – Este cede elétrons para o circuito e corroe
B – Catodo – Recebe os elétrons do circuito, os íons combinam-se e formam subprodutos
C – Eletrólito – Meio condutivo onde os íons metálicos deixam o anodo e movem-se para o
catodo.
D – Conexão Elétrica – Elemento que permite a conexão física entre o anodo e o catodo
permitindo o fluxo de elétrons entre eles. A figura 36 ilustra uma célula eletroquímica
Figura 35 – Esquemático de uma célula eletroquímica
Fonte: Google Images
3.7.3 - POTENCIAL DE ELETRODO PADRÃO
Célula eletroquímica ou Pilha é qualquer dispositivo na qual ocorre uma reação
de oxirredução espontânea que produz corrente elétrica e a medida da capacidade de
movimentação dos elétrons é verificada pela diferença de potencial (ddp) no circuito.
A ddp oferece a medida da facilidade com que os átomos do eletrodo metálico perdem
os elétrons ou com que os íons recebem estes elétrons (GENTIL, 1996). No entanto, a
força eletromotriz (fem) gerada na reação de oxidação é compensada por uma fem

[68]
oposta da reação de redução, impedindo de medir o potencial em um eletrodo simples
(ASKELAND, 2011), porem, como em uma célula eletroquímica possuímos dois
eletrodos o potencial medido será diferente para cada par de material, logo para
determinarmos a capacidade de um material ceder elétrons, nós deve-se medir a ddp
entre o metal e um eletrodo padrão ou referência, para a medida do potencial de
eletrodo foi determinado como padrão o eletrodo de hidrogênio e a unidade de medida,
o Volt (V).
Ficou convencionado que o potencial padrão de eletrodo do hidrogênio é igual a
zero volt e o seu potencial padrão de redução é igual a zero volt.
A medida do potencial padrão de redução de um dado eletrodo metálico é feita
medindo-se a ddp de uma pilha padrão na qual uma das semi-células é um eletrodo
padrão de hidrogênio e a outra é o eletrodo metálico cuja ddp se deseja medir. Isto
representa que quanto maior for o potencial de redução mais fácil será a redução e
mais forte será o oxidante e mais difícil será a redução e mais fraco será o oxidante. No
entanto, quanto menor for o potencial padrão de redução mais difícil será a redução e
mais fraco será o oxidante e mais fácil será a oxidação e mais forte será o redutor.
3.7.4 - ELETRODOS DE REFERÊNCIA
Além do eletrodo padrão de hidrogênio, utilizam-se outros eletrodos como
referência, porém com potenciais referidos ao eletrodo padrão de hidrogênio. Estes
eletrodos são o calomelano, prata/cloreto de prata e cobre/sulfeto de cobre. São
constituídos por um metal em contato com um sal pouco solúvel desse sal e imerso em
uma solução contendo os ânions do sal (GENTIL, 1996).
Os potencias destes eletrodos referenciados ao eletrodo de hidrogênio são:
Hg,Hg2Cl2|KCl (0,1M) - + 0,3337 V
Hg,Hg2Cl2|KCl (1 M) - + 0,2800 V
Hg,Hg2Cl2|KCl (Sol Sat) - + 0,2415 V
Ag,Ag2Cl|KCl (0,1 M) - + 0,2881 V
Ag,Ag2Cl|KCl (0,1 M) - + 0,2224 V
Cu|CuSO4,Cu2+ - + 0,3180 V
Isto significa que para valores finais do potencial padrão dos metais medidos com
os eletrodos acima, devemos acrescentar a ddp entre os eletrodos de referência e o
eletrodo padrão de hidrogênio.
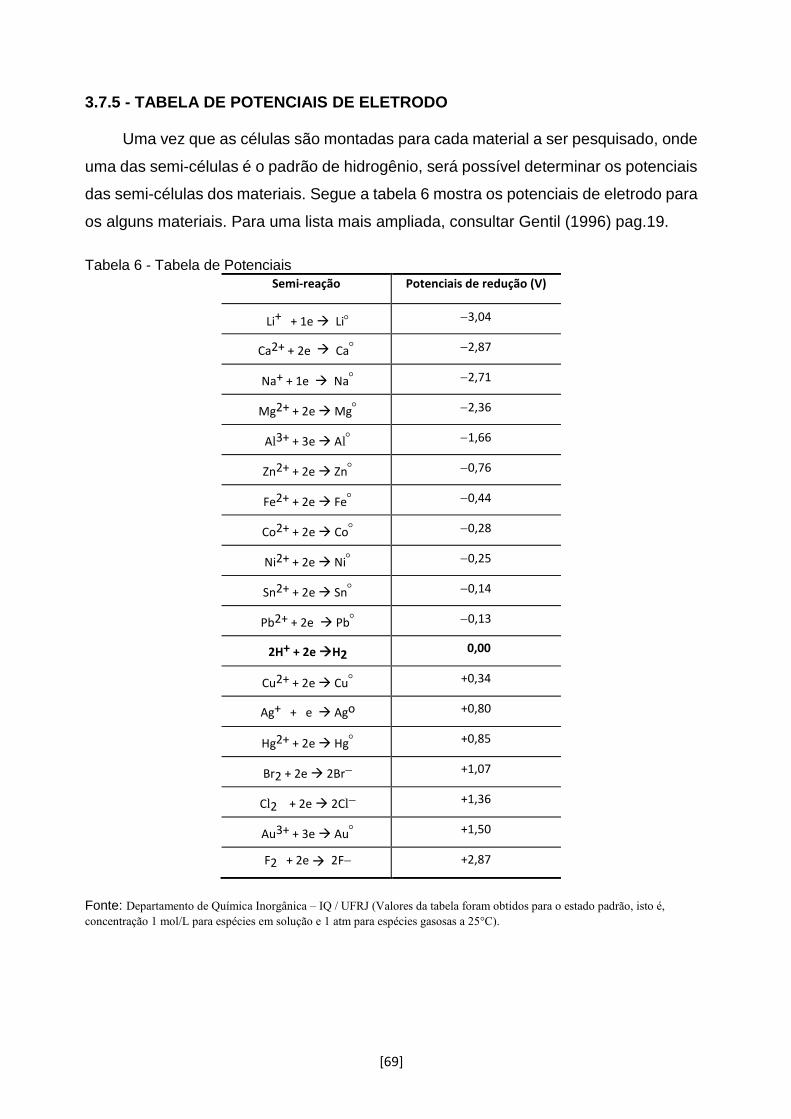
[69]
3.7.5 - TABELA DE POTENCIAIS DE ELETRODO
Uma vez que as células são montadas para cada material a ser pesquisado, onde
uma das semi-células é o padrão de hidrogênio, será possível determinar os potenciais
das semi-células dos materiais. Segue a tabela 6 mostra os potenciais de eletrodo para
os alguns materiais. Para uma lista mais ampliada, consultar Gentil (1996) pag.19.
Tabela 6 - Tabela de Potenciais
Semi-reação Potenciais de redução (V)
Li+ + 1e Li 3,04
Ca2+ + 2e Ca 2,87
Na+ + 1e Na 2,71
Mg2+ + 2e Mg 2,36
Al3+ + 3e Al 1,66
Zn2+ + 2e Zn 0,76
Fe2+ + 2e Fe 0,44
Co2+ + 2e Co 0,28
Ni2+ + 2e Ni 0,25
Sn2+ + 2e Sn 0,14
Pb2+ + 2e Pb 0,13
2H+ + 2e H2 0,00
Cu2+ + 2e Cu +0,34
Ag+ + e Ago +0,80
Hg2+ + 2e Hg +0,85
Br2 + 2e 2Br +1,07
Cl2 + 2e 2Cl +1,36
Au3+ + 3e Au +1,50
F2 + 2e 2F +2,87
Fonte: Departamento de Química Inorgânica – IQ / UFRJ (Valores da tabela foram obtidos para o estado padrão, isto é,
concentração 1 mol/L para espécies em solução e 1 atm para espécies gasosas a 25°C).

[70]
Estas pilhas permitem a transformação de energia química em energia elétrica
onde os elétrons fluem naturalmente das reações mais acima para as mais abaixo da
tabela o que define que em condições padrão a ddp ou fem de uma pilha é a diferença
entre o potencial do catodo (oxidante) e do anodo (redutor).
Logo a equação matemática que expressa o afirmado é:
Ep = Ec – Ea, onde, Ep = Potencial da pilha
Ec = Potencial do Catodo (22)
Ea = Potencial do Anodo
Nas pilhas, os elétrons podem migrar naturalmente do eletrodo do metal para o eletrodo
de Hidrogênio ou ao contrário. Sendo assim, conforme a IUPAC, convencionou-se que
a migração de elétrons do metal para o eletrodo padrão/referência terá o sinal negativo
e o contrário será positivo. Esta convenção representa a reação do eletrodo como
sendo de redução e isto representa que valores mais negativos de potencial indicam
que mais o metal é mais eletropositivo significando que este tem a tendência a passar
por uma reação de oxidação (GENTIL, 1996) e (ASKELAND, 2011).
Gentil (1996) apresenta que esta tabela possui limitações porque ela não
considera a velocidade de reação e portanto, na prática, algumas reações não se
realizam pois são tão lentas que não é observável em espaço curto de tempo. Esta
tabela também foi construída para as condições onde o metal está em contato com a
solução de 1M de seus íons, logo para concentrações diferentes os valores potenciais
não serão os mesmos. Se a concentração dos íons do metal for maior que 1M a
tendência do eletrodo metálico ceder elétrons diminui e como consequência o potencial
de redução é maior que o potencial de equilíbrio. Para concentração menor que 1M o
eletrodo tende a ceder mais elétrons com consequente redução do potencial em relação
ao equilíbrio.
A concentração poderá ser alterada durante o processamento devido aos fatores
como:
- Formação de substâncias insolúveis durante a reação;
- Formação de compostos de coordenação ou complexos;
- Desprendimento de substâncias gasosas.

[71]
Tabela 7 – Influência da concentração no Potencial
Fonte: Gentil (1996)
Assim sendo, para determinar o potencial para concentrações diferentes dos
existentes na tabela padrão utilizam-se a equação de Nernst abaixo:
E = E0 – 0,0591/n Log (aest red/ aest oxid) onde: E = Potencial observado
E0 = potencial padrão (23)
aest red = Atividade no estado reduzido
aest oxid = Atividade no estado oxidado
e o estado oxidado é igual a concentração, uma vez que a atividade é aproximadamente igual a concentração em molaridade. 3.7.6 - POTENCIAIS DE ELETRODOS IRREVERSÍVEIS
Segundo Gentil (1996), potenciais de eletrodos irreversíveis são os valores
medidos fora condição de equilíbrio, ou seja, onde os metais estão em contato com
uma solução de íons metálicos, diferente dos seus gerando oxidação contínua devido
as reações de redução produzindo insolúveis como o caso do ferro em uma solução de
NaCl onde não existe Fe2+ suficiente para tingir o equilíbrio. Como não se define a
natureza do fenômeno reversível, a equação de Nernst não pode ser aplicada. Ela só
poderá ser aplicada nos casos em que um potencial irreversível puder ser definido em
função de uma reação reversível. Este tópico é importante, pois não é comum o caso
de potenciais reversíveis, o usual é a situação indicada anteriormente, onde uma vez
não atingindo o equilíbrio o processo de oxidação do metal não é interrompido.
Para se conhecer os potenciais para estas condições a determinação dos valores
do potencial para eletrodos irreversíveis são estabelecidos experimentalmente e são
resultantes de dois ou mais fatores que podem acontecer ao mesmo tempo, a saber:

[72]
A – Magnitude das correntes para os possíveis equilíbrios;
B – Número de reações possíveis que podem ocorrer nos eletrodos;
C – Formação de película;
D – Formação de Íons Complexos;
E – Impurezas na solução;
F - Temperatura
3.7.7 - POLARIZAÇÃO
Refere-se as reações eletroquímicas controladas pelo processo de difusão de
íons no eletrólito, são elas:
Polarização por Concentração – Ocorre com frequência em soluções sem ou com
pouco movimento. Este aumenta a concentração de íons do metal, em torno da área
anódica, reduzindo seu potencial de oxidação e de íons H+ no entorno da área catódica.
Polarização por Ativação – processo eletroquímico controlado por uma série de
reações na interface metal/eletrólito, ocorre devido a sobre tensão dos gases ao redor
dos eletrodos. Os gases de maior interesse, são o H2 e O2. Em soluções pouco aeradas,
o hidrogênio liberado e adsorvido na região catódica gera uma sobre tensão capaz de
reduzir sensivelmente a agressividade do meio.
Polarização Ôhmica – Ocorre devido a precipitação de compostos que se tornam
insolúveis ao redor das áreas catódicas. Como exemplo, tem-se a precipitação de
carbonato de cálcio e hidróxido de magnésio que formam um revestimento sobre as
áreas catódicas.
A polarização potenciodinâmica exibe um comportamento eletroquímico do
material através da variação do seu potencial ao redor do potencial de equilíbrio,
produzindo dados importantes para entendimento do processo e desempenho dos
materiais em diversos meios (WOLYNEC, 2003).
A melhor forma de mostrar a importância da polarização sobre a densidade de
corrente é através do gráfico do potencial versus densidade de corrente, ou seja, para
um potencial aplicado no mesmo valor que o potencial de equilíbrio, não é registrado
nenhum valor de corrente, uma vez que a corrente anódica é igual em módulo ao valor
da corrente catódica, porém para potenciais acima do valor de equilíbrio, ou seja,
superior ao potencial de corrosão, a diferença entre as correntes anódicas e catódicas
são anotadas e construídos o gráfico citado e são chamadas de curvas de polarização.
Esta curva é representada em um gráfico tensão vs. Log corrente, onde apresenta uma

[73]
parte reta, onde é válida a equação de Tafel e assim extrair as informações como
coeficientes anódico e catódico de Tafel. A corrente de corrosão é dada pela interseção
das retas com o eixo do log da corrente passando pelo potencial de equilíbrio
(WOLYNEC, 2003). A partir destes dados é possível calcular a taxa de corrosão
conforme o ASTM G102. A Figura 36 ilustra o expresso, onde E é o potencial em Volt e i
é corrente em ampere.
Figura 36 Curvas de polarização E vs Log i,
Fonte: Wolynec (2003)
3.7.8 - PASSIVAÇÃO
É a modificação do potencial de um eletrodo no sentido de menor atividade,
tornando-o mais catódico ou mais nobre, através da formação de uma película de
produtos da corrosão. O metal perde reatividade química, comportando-se como um
metal nobre. Forma-se um filme de óxido fino e adesivo que não permite o contato entre
o metal e o meio corrosivo, agindo como barreira contra a corrosão (CALLISTER, 2005)
e (GENTIL, 1996).
Para os aços inoxidáveis a formação do filme passivo é resultante da reação do
cromo com o oxigênio do meio, formando óxido de cromo. Para metais em que ocorrem
a passivação, a redução dos teores de oxigênio pode torná-los suscetíveis a corrosão
localizada, uma vez que não haverá condições para a regeneração da camada passiva.

[74]
A passivação pode ser descrita como a relação entre o potencial de polarização e
o a densidade de corrente. Este ensaio consiste em realizar uma eletrólise, onde se
utiliza como eletrodo o metal a ser estudado e como eletrólito o meio a qual o metal
deverá estar inserido. Este é realizado através da aplicação de potenciais controlado e
medida a densidade de corrente como função do potencial e a uma taxa de varredura
determinada. Esta curva é chamada de curva de polarização potenciodinâmica e pode
ser vista na Figura 37.
Figura 37 - Curva de polarização potenciodinâmica típica
Fonte: Roberge (2008)
A figura 37 mostra uma curva de polarização típica com suas regiões que apresentam
as seguintes características, a saber:
Região catódica - Potenciais abaixo do potencial de corrosão (Ecorr), a taxa de
dissolução de metal é baixa, devido à predominância de reações catódicas,
Reversão de corrente - Marca o início do trecho anódico da curva. Define o potencial
de corrosão Ecorr.
Região Anódica – Está dividida em três partes, a saber
Região ativa - Representa a faixa de potencial na qual pode ocorrer a corrosão do metal

[75]
ou reações de interface metal/solução, podendo haver redução ou oxidação de
compostos da solução utilizada. Nesta região a densidade de corrente cresce com o
aumento de potencial, caracterizando uma faixa onde há ocorrência de corrosão.
Região Passiva – O início da região passiva é marcado pelo início da redução de
corrente, através da virada brusca do valor de corrente após atingir um máximo, isto
ocorre devido a formação do filme passivo e determina o potencial de passivação Epp.
Região Transpassiva – nesta área ocorre a quebra da película passiva e a consequente
passagem para a região anódica (Etrans), onde há um aumento na densidade de corrente
causado pela desestabilização do equilíbrio ou da película passiva. Nos aços
inoxidáveis, as películas formadas predominantemente por Cr2O3 podem se dissolver
na forma de íons cromato CrO4. Pode ainda ocorrer a reação de evolução do oxigênio
e SEDRIKS (1996) ainda afirma que uma das causas da quebra da película passiva é
a presença de íons cloreto, que podem substituir as moléculas da água nas regiões não
recobertas criando complexos cloreto/metal. Estes complexos são solúveis e facilmente
removidos da película, expondo mais uma vez o metal base ao meio corrosivo,
liberando íons cloreto. É um processo auto catalítico e localizado de corrosão que
origina, por exemplo, os pites.
Na presença de íons agressivos e de baixa resistência do aço à corrosão, o
potencial de pite (Epite - potencial eletroquímico onde se inicia o aparecimento de pites)
ocorre em valores inferiores ao potencial de início da região transpassiva. Assim,
quanto mais elevado é o potencial de pite, maior é a resistência do material à formação
de pites de corrosão.
3.7.9 - ROMPIMENTO DO FILME PASSIVO
Conforme apresentado em Souza (2015), o rompimento do filme passivo ocorre
na presença de íons agressivos e os íons cloretos são apresentados como uma das
causas principais dos graves danos a película e está dependente do potencial,
ambiente e da falta de homogeneidade na superfície do metal. Como resultado, tem-se
uma corrosão generalizada ou localizada. Tem-se três mecanismos principais que
explica a quebra do filme passivo, a saber:

[76]
A – Mecanismo de penetração – Os ânions agressivos migram através do filme sob alta
força do campo elétrico e a ruptura é concluída quando atingem a interface metal/filme.
Os aníons penetram através do reticulado, defeitos ou por processo de troca iônica.
Esta migração também pode estar relacionada ao acúmulo de espaços vazios de
cátions metálicos ou na interface metal/filme durante o crescimento do filme passivo.
B – Mecanismo de adsorção – o filme passivo é considerado como uma película
adsorvida de oxigênio na superfície do metal e quando um ânion agressivo é
adicionado, ele desloca o oxigênio do filme passivo, é adsorvido sobre a superfície e a
ligação metálica dos íons na estrutura do metal fica enfraquecida, iniciando-se o
processo de degradação.
A adsorção de ânions agressivos na superfície leva a formação de uma estrutura
que se dissolve no eletrólito, desgastando a camada de óxido em pontos localizados,
aumentando a intensidade do campo elétrico e migrando um maior número de ânions
metálicos para dentro do filme, aumentando a dissolução dos íons metálicos formados
com os ânions agressivos.
C – Mecanismo de quebra de filme – As tensões presentes no filme causam a exposição
da superfície do metal ao eletrólito. A presença de ânions diretamente na superfície
metálica acarreta em corrosão localizada agressiva.
As razoes para o surgimento de tensão na camada passiva pode ser a tensão
interfacial do filme, a presença de um campo elétrico elevado, tensão pontual
provocadas por impurezas, poros ou micro trincas.
3.8 - CORROSÃO EM METAIS
Ramanathan (1988) e Gentil (1996) apontam que as heterogeneidades em um
metal são, em grande parte, responsáveis pelo processo corrosivo. Em um metal real
os átomos não estão arrumados em um arranjo regular. De fato, os átomos presentes
na estrutura cristalina estão em estados de energia diferentes e as imperfeições
existentes nos contornos dos retículos incompletos como as bordas, cantos ou meios,
favorecem que as ligações entre os átomos sejam quebradas. Este processo produz
mais regiões com tendência a dissolução do metal. Estas heterogeneidades resultam
em um diferencial de potencial possibilitando o surgimento de áreas anódicas e
catódicas. Gentil (1996) mostra que as heterogeneidades mais comuns são os

[77]
contornos e orientação dos grãos, diferentes tamanhos de grão e diferentes
tratamentos térmicos ou metalúrgicos.
Estas imperfeições agem como anodos e outras como catodos formando células
eletroquímicas chamadas de células ou pilhas galvânicas, sendo classificadas em
Askeland (2011) em três tipos básicos, a saber:
A – Células composta ou corrosão por materiais dissimilares – Metais diferentes
formam uma célula eletrolítica devido ao efeito dos elementos de liga e da concentração
do eletrólito na polarização a força eletromotriz pode não mostrar quais áreas são
corroídas ou protegidas, em vez, utiliza-se uma série galvânica que mostra a tendência
das ligas de serem catódicas ou anódicas em um meio particular. Cada meio possui
sua tabela com uma classificação singular. Este tipo de célula também se desenvolve
em ligas bifásicas onde uma fase é mais anódica que a outra, formando micro células
que causam a corrosão galvânica. A figura 38 ilustra estas micro células.
Figura 38 – Micro células galvânicas em aços bifásicos
Fonte: Askeland (2011)
B – Células de tensão – Desenvolve-se quando o metal possui regiões com locais com
níveis de tensão distintas. Regiões com alta energia agem como anodos e as menos
tensionadas agem como catodos. A figura 39 (a) ilustra a baixa tensão residual no
catodo e a (b) a baixa energia no catodo.

[78]
Figura 39 – Células de tensão
Fonte: Askeland (2011)
C – Pilhas de concentração – Desenvolve-se devido a diferença de concentração do
eletrólito. A diferença em concentração do íon metálico causa a diferença no potencial
do eletrodo. O metal com a solução mais concentrada é o catodo e o contato com a
solução diluída é o anodo. Um caso particular é a pilha formada pelo oxigênio. Os
elétrons fluem da região de baixo oxigênio (anodo) para a área de alto oxigênio
(catodo). Ferrugens ou água não expõem o metal do substrato ao oxigênio, logo o metal
sob o depósito é o anodo e corroe. Similar acontece com metais parcialmente
enterrados. O metal acima do solo está exposto ao oxigênio e o abaixo privado deste,
tornando esta área anódica. A figura 40 exibe o exposto acima.
Figura 40 – pilhas de concentração
Fonte: Askeland, 2011

[79]
3.9 - RESISTENCIA A CORROSÃO DOS AÇOS INOXIDÁVEIS
Os aços inoxidáveis possuem elementos de liga que reagem com o meio
ambiente, caso particular para o cromo, que tem grande afinidade com o oxigênio. O
produto formado pela reação destes elementos cria uma camada fina, aderente,
contínua e auto regenerável de óxido de cromo que protege o material de ataques
corrosivos. O material fica mais imune à medida que o teor de cromo aumenta até o
limite de solubilidade do mesmo na liga. A Figura 41 relaciona a taxa de corrosão com
o percentual de cromo na liga.
Figura 41 – Efeito do % de Cromo na Taxa de Corrosão
Fonte: Souza, A. (2015)
Conforme apresentado por Souza (2015), esta película também chamada de
camada passiva tem a sua proteção conferida como função da espessura,
continuidade, ligação/adesão ao metal e dos coeficientes de difusão de oxigênio/metal
no óxido. No entanto, estudos mostram que a baixa temperatura os aços inoxidáveis
não formam uma camada de óxido real, mas um filme passivo rico em óxido de cromo
(CUTLER et al, 2008). Conforme Crookes (2007) apresenta, a camada passiva destes
metais resulta da reação entre o material e a água, sendo o produto desta reação um
oxi-hidróxido de cromo e ferro onde a região mais próxima da superfície metálica
prevalece o óxido e na área mais próxima do meio ambiente prevalece o hidróxido.
Com o passar do tempo a camada de óxido aumenta e do hidróxido estabiliza
enriquecendo o filme passivo.

[80]
3.9.1 - CORROSÃO POR PITE
Gunn, 2003, apresenta que a corrosão puntiforme se inicia em diferentes partes
dos aços inoxidáveis e é marcada pelo ataque localizado em pequenas áreas na
superfície formando pequenas cavidades chamadas pites. Geralmente apresentam a
profundidade maior que o diâmetro. Este tipo de corrosão é um dos mais importantes,
pois são altamente nocivos porque provocam danos em curto período de utilização com
possíveis efeitos catastróficos. Eles provocam perda de espessura rápida, criam pontos
de concentração de tensão ocasionando o início da fratura devido a redução da
resistência mecânica do material. Uma vez iniciado o processo de degradação, ele
dificilmente será revertido devido a formação de uma solução acida no interior da
cavidade dificultando a restauração da passividade inicial. Alguns fatores são
considerados na predisposição a formação de pites, são eles:
A – Estagnação do meio corrosivo – Favorece a formação de depósitos e a
permanência da solução em frestas.
B – Composição química – Os elementos que compõem o meio corrosivo e o material
metálico tem grande influência na resistência a formação de pites. A presença de
cloretos no eletrólito acelera o ataque, bem como a adição de elementos de liga no
material aumenta a resistência ao ataque por pites. A adição de cromo, molibdênio,
nitrogênio e tungstênio são recomendados pois retardam ou impedem a formação dos
pites. Sendo assim, a resistência ao ataque por pites pode ser descrita por uma fórmula
que considera o peso que cada elemento tem no incremento a resistência a corrosão,
os aços inoxidáveis podem ser classificados quanto a sua resistência a corrosão por
pite através do número de resistência equivalente a pite (PREN, do inglês “pitting
resistance equivalence number”), é senso comum que quanto maior o valor de PREN,
maior a resistência a corrosão por pite. Abaixo apresento a equação 24 e 25 que
relacionam os elementos a resistência como em Gunn (2003).
PREN = %Cr + 3,3Mo + 16%N ou (24)
PREW = %Cr + 3,3(%Mo + 0,5%W) + 16%N (25)
Onde os índices N e W refere-se a formula com nitrogênio e tungstênio.

[81]
A tabela 8 mostra os teores de cromo, molibdênio e nitrogênio para os aços
inoxidáveis austeníticos e austeno-ferríticos.
Tabela 8 – PREN para aços inoxidáveis comerciais
AISI/UNS %Cr %Mo %N PRE Microestrutura
304L 18 -- -- 18 Austenita
316L 17 2,2 -- 24 Austenita
S32304 23 -- 0,1 25 Duplex
S31803 22 3,1 0,2 35 Duplex
S32750 25 4 0,3 43 Duplex
Fonte: Senatore (2007)
BENSALAH et al, (2012), informa que a corrosão puntiforme é um processo dependente
do tempo e está caracterizada por um crescimento exponencial ou logarítmico. Ele
acrescenta que a corrosão por pites tem os seguintes estágios:
A – Iniciação do pite
O pite se forma na superfície do filme passivo como resultado do dano mecânico,
iniciando uma reação anódica no metal exposto ao eletrólito e com a superfície ao redor
agindo como catodo. Em uma segunda etapa, partículas emergem na superfície do
metal, precipitando ao longo do contorno de grão, que agem como pilhas galvânicas,
tensões localizadas podem tornar-se anodos e o ambiente não homogêneo podem
dissolver o filme passivo e iniciar o processo de corrosão localizada.
B – Crescimento do Pite
Na presença de íons cloreto, os pites crescem por mecanismo auto catalítico uma
vez que o processo no interior do pite possibilita a aumento contínuo da dimensão do
pite. Conforme FONTANA (1987), o metal é dissolvido no interior do pite, produzindo
cátions positivos, que liberam elétrons, que serão consumidos em uma reação de
redução pelo oxigênio. A dissolução destes cátions metálicos gera uma carga positiva
alta na área central do pite provocando a atração dos íons cloretos a fim de manter o
equilíbrio de cargas, formando um sal (MCL) com uma concentração elevada que em
composição com a água causará a hidrólise, produzindo ácido clorídrico. Com o
aumento do H+ e a redução do PH da solução no interior do pite, o ataque é

[82]
intensificado e este processo será autoalimentado com uma velocidade maior, seguindo
um ciclo que provoca uma corrosão contínua e o consequente crescimento deste. A
figura 42 ilustra o processo apresentado anteriormente.
Figura 42 - Processo auto catalítico na corrosão por pite
Fonte: Fontana (1987)
C – Nucleação de trinca a partir do pite
BENSALAH et al (2012), mostra que o estágio seguinte é a transformação do pite
em trinca por fadiga. Os efeitos mecânicos atuam como fator de intensificação da
tensão e o aparecimento da trinca é função do crescimento dos pites e da trinca.
Adicionalmente, ele mostra o mecanismo de crescimento da trinca, porém não será
abordado neste estudo.
Ele acrescenta que para o reparo espontâneo do filme passivo, a presença de
oxigênio é importante, e que ambiente com pouco oxigênio ou baixa circulação do
eletrólito favorece o surgimento dos pites, e que os cloretos presentes na água do mar
destroem o filme passivo mais rápido do que este pode ser reparado.
No entanto, JONES (1996) apresenta que, para o ensaio de polarização, o pite
começa quando a corrente anódica cresce significativamente conjugado com um
aumento suave do potencial. O ponto de transição entre o trecho vertical e o início deste
súbito aumento da corrente é o potencial crítico que dá início a formação dos pites. Ele
ainda mostra que maiores concentrações de cloretos reduzem este ponto crítico e

[83]
aumentam a corrente, deslocando a curva para a direita, indicando que o material
apresenta uma taxa de corrosão maior.
Seguindo o apresentado por GUNN (2003), vários autores correlacionam a
resistência a corrosão com a microestrutura e a composição química. Como em
MAGNABOSCO (2008), que mostra como a composição química afeta a resistência a
corrosão. Este correlacionou a precipitação de alpha linha a suscetibilidade a corrosão
de aços duplex UNS S31803 e conclui que amostras envelhecidas por mais de 4 horas
tem importante redução do potencial de formação de pite e isto estaria relacionado com
a diminuição do cromo na matriz ferrítica devido a precipitação desta fase.
Já Pardal (2009) apresentou a tese que fala sobre os Efeitos do Tratamento
Térmico nas propriedades mecânicas, magnéticas e na resistência a corrosão de aços
superduplex. No presente estudo o autor aborda os tipos e características das fases
que se precipitam decorrentes dos tratamentos térmicos e mostra que estas fases
surgem em duas faixas de temperatura bem distintas, uma abaixo de 660ºC e outra
entre 600 e 1000ºC. O trabalho apresenta que na corrosão por pites devemos
considerar a resistência da ferrita e da austenita individualmente, uma vez que o
elemento de liga não tem divisão uniforme e será função do tratamento térmico
empregado. Ele complementa que a adição de tungstênio e molibdênio retarda a
degradação da resistência a corrosão puntiforme. Também foi detectado que os pites
estão concentrados na fase ferrítica e que o material é mais suscetível à corrosão e
repassivação em grãos finos. Foi verificado que a presença de fase sigma e austenita
secundária, elevam a suscetibilidade de quebra do filme passivante facilitando a
corrosão. Estudo semelhante foi realizado por SANTOS (2010), onde o trabalho
compreendeu a avaliação dos mecanismos de formação da fase sigma no aço UNS
S31803 envelhecido a 850ºC e 900ºC com tempos entre 1 minuto e 360 horas,
relacionando estas transformações microestruturais ao potencial de pite em solução
0,6M NaCl. O estudo mostra que os pites encontrados no aço UNS S31803 envelhecido
após polarização cíclica, guardam relação com a microestrutura do material, sendo que
estes se formaram por corrosão seletiva das regiões empobrecidas em cromo e
molibdênio. Similar a este estudo, PARDAL (2013), apresentou estudo com
envelhecimentos de ligas UNS S31803 e UNS S32750, com resultados que mostram
que, quanto maior a precipitação da fase sigma maior a predisposição da liga a
corrosão, ou seja, reduz o cromo da matriz e facilita a corrosão puntiforme.
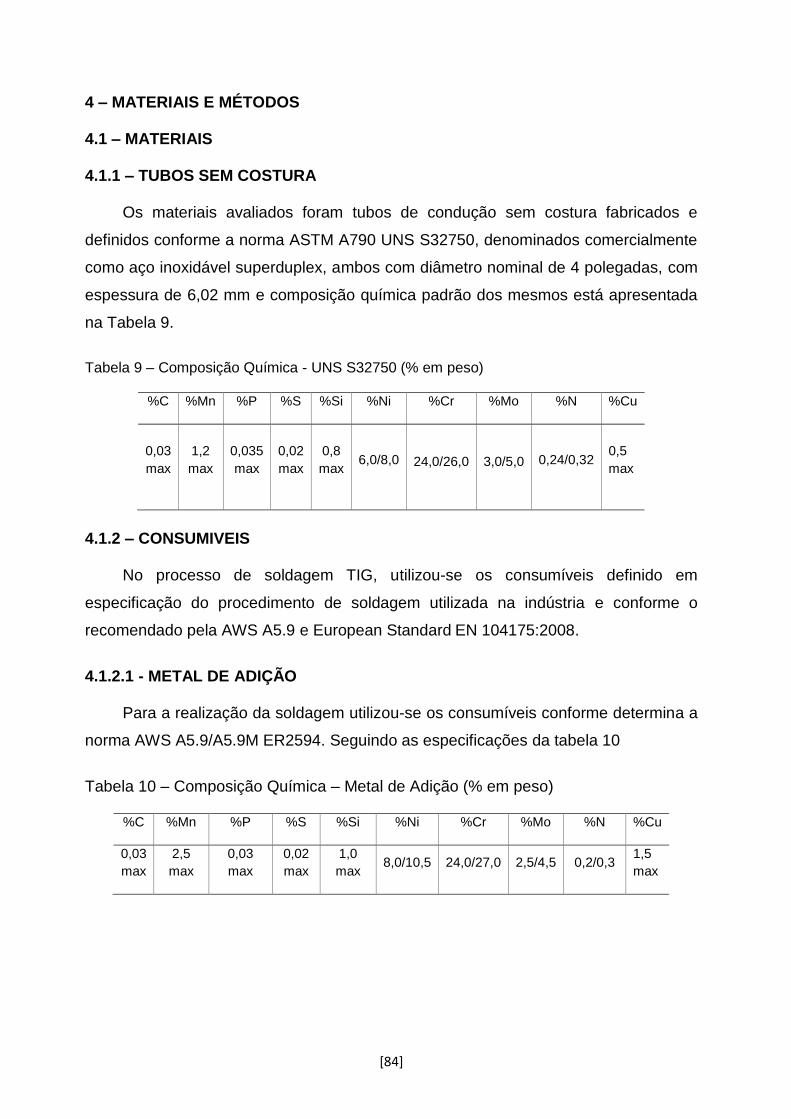
[84]
4 – MATERIAIS E MÉTODOS 4.1 – MATERIAIS 4.1.1 – TUBOS SEM COSTURA
Os materiais avaliados foram tubos de condução sem costura fabricados e
definidos conforme a norma ASTM A790 UNS S32750, denominados comercialmente
como aço inoxidável superduplex, ambos com diâmetro nominal de 4 polegadas, com
espessura de 6,02 mm e composição química padrão dos mesmos está apresentada
na Tabela 9.
Tabela 9 – Composição Química - UNS S32750 (% em peso)
%C %Mn %P %S %Si %Ni %Cr %Mo %N %Cu
0,03
max 1,2
max 0,035
max 0,02
max 0,8
max
6,0/8,0
24,0/26,0
3,0/5,0
0,24/0,32 0,5
max
4.1.2 – CONSUMIVEIS
No processo de soldagem TIG, utilizou-se os consumíveis definido em
especificação do procedimento de soldagem utilizada na indústria e conforme o
recomendado pela AWS A5.9 e European Standard EN 104175:2008.
4.1.2.1 - METAL DE ADIÇÃO
Para a realização da soldagem utilizou-se os consumíveis conforme determina a
norma AWS A5.9/A5.9M ER2594. Seguindo as especificações da tabela 10
Tabela 10 – Composição Química – Metal de Adição (% em peso)
%C %Mn %P %S %Si %Ni %Cr %Mo %N %Cu
0,03
max 2,5
max 0,03
max 0,02
max 1,0
max 8,0/10,5 24,0/27,0 2,5/4,5 0,2/0,3
1,5
max

[85]
4.1.2.2 – GÁS DE PURGA E PROTEÇÃO
Utilizou-se o Argônio com 99,99% de pureza como gás de purga e proteção como
definido na especificação do procedimento de soldagem e EN 104175:2008.
4.1.3 – GEOMETRIA DA JUNTA
Neste trabalho a geometria da junta segue a especificação do procedimento de
soldagem e a norma AWS D1.1/D1.1M:2010 e apresenta-se com a configuração e
sequência de passes indicada na figura 43.
Figura 43 – Geometria da Junta
Fonte: Autor
4.1.4 – PARÂMETROS DE SOLDAGEM
Os parâmetros de soldagem da tabela 11 foram definidos com base em
especificação utilizadas na indústria e visa reproduzir as condições de utilização de
muitos casos reais. A faixa escolhida para monitoramento do tempo de resfriamento
está baseada no apresentado por Souza (2016), onde indica o tempo deve ser menor
que 120 segs. entre 950º e 700ºC e 4 a 15 seg. entre 1200º e 800ºC. Uma outra faixa
de interesse está entre 600º e 400ºC, onde temos a possibilidade de aparecimento de
alpha linha. Para a estimação dos tempos de resfriamento, utilizaremos as equações
apresentadas na equação 15 apresentada no item 3.6.3.

[86]
Tabela 11 – Parâmetros de Soldagem
PARAMETROS
EPS ORIGINAL UNS 32750 SCH 40S
ACAB RAIZ ACAB RAIZ
VALORES REFERENCIA VALORES UTILIZADOS
Processo GTAW (TIG) - MANUAL GTAW (TIG) ORBITAL
Faixa Espessura 1,6 a 6,8 mm 1,6 a 6,8 mm 1,6 a 9,5 mm 1,6 a 9,5 mm
Faixa Diâmetros Todos Todos Todos Todos
GAP NA 2 a 4 mm NA 1,0 mm
Diam Vareta 2,4 a 3,2 mm 2,4 a 3,2 mm 1 mm 1 mm
Tensão de arco 9 - 11 V 9 - 11 V 10 10
Corrente Média 80 - 90 A 80 - 90 A 76.5 76.5
Polaridade DCSP DCSP DCSP DCSP
Veloc de Soldagem
(mm/min) 40 - 55 35 - 55 76,5 95
Energia Soldagem (Kj/mm) 1,08 1,08 0,36 0,29
Gás de Proteção Argônio Puro Argônio Puro Argônio Puro Argônio Puro
Gás de Purga Argônio Puro Argônio Puro Argônio Puro Argônio Puro
Vazão Gás Proteção 10 a 15 l/min 10 a 15 l/min 15 15
Tem pré-aquec Ambiente Ambiente Ambiente Ambiente
Temp. Interpasse 100ºC max. 100ºC max. 100ºC max 100ºC max
Tratamento Pós-soldagem Não especificado Conforme abaixo
Posição Soldagem 6G 6G
Obs.: A) o eletrodo utilizado no processo TIG foi o tungstênio com 2% de tório, conforme AWS A5.12-98 B) DCSP – Corrente contínua com polaridade direta.
A tabela 12 mostra as condições de pós-aquecimento para os tubos soldados.
Tabela 12 – Procedimento Pós-soldagem
Pós-aquecimento
Corpo de prova 01 Corpo de prova 02 Corpo de prova 03 Resfriamento em Água Resfriamento Natural ao Ar Solub. e Resfriam. em água
4.1.5 – TRATAMENTO TÉRMICO PÓS SOLDAGEM
Após a realização das soldas conforme os parâmetros da tabela 11, tomou-se
uma seção do tubo de schedule 40S para ser solubilizado, para reconstituir a
microestrutura original dissolvendo toda precipitação ou fase indesejável.
Este tratamento foi realizado em forno elétrico convencional sem atmosfera
controlada para reproduzir as condições de um tratamento de campo. O forno utilizado
foi o do laboratório metalografia e tratamentos térmicos (LABMETT) da UFF que

[87]
apresenta uma incerteza de 2%. A temperatura utilizada no ensaio foi de 1085ºC por
40 min e consistiu em tratar toda a junta para posterior retirada de amostras. A Figura
44 mostra o forno onde foi realizada o tratamento térmico.
Figura 44 – Forno de Tratamento Térmico
Fonte: Autor
4.1.6 – CARACTERIZAÇÃO MICROESTRUTURAL
O exame micrográfico visou avaliar se o procedimento anteriormente descrito iria
manter as condições da microestrutura descritas pela norma ASTM A790 para tubos
sem costura. Este padrão define que os tubos de aço inoxidável austeno-ferríticos
devam apresentar um balanceamento de ferrita versus austenita na faixa de 35 a 55%
de ferrita e estar isento de fases intermetálicas ou precipitados.
Esta avaliação consistiu na execução de microscopia ótica com diferentes ataques
a fim de verificar qualitativamente o balanço de fases e identificar a presença de fases
intermetálicas ou precipitados.
4.1.6.1 – MICROSCOPIA ÓTICA
A preparação das amostras seguiu o padrão utilizado para os exames
metalográficos com a seguinte sequência:
Corte das amostras, embutimento, lixamento da grana 150 até a grana 1500 e
polimento em pasta de diamante de 6, 3 e 1 mícron. O corte das amostras foi realizado
no laboratório de usinagem do CEFET/RJ e se deu a frio em serra de fita circular
horizontal resfriada com óleo de corte. O corte foi longitudinal ao comprimento dos
tubos e transversamente as soldas. A figura 45 que ilustra o corte da amostra.

[88]
Figura 45 – Maquina de Corte a Frio
Fonte: Autor
Após o ajuste do comprimento das amostras, cada corpo de prova foi embutido
em resina epóxi a frio com posterior lixamento em folhas de óxido de alumínio e
carbetos de silício, polimento em pasta de diamante e ataque em solução de glicerégia
para revelação das fases ferrita e austenita, ácido oxálico e KOH para identificação das
fases deletérias. Na figura 46 mostra uma amostra e a tabela 13 apresenta a formulação
dos ataques.
Figura 46 – Amostra Embutida e Atacada
Fonte: Autor

[89]
Tabela 13 – Formulação dos Ataques
Reagente Composição Objetivos
Glicerégia
Solução de 10 ml de ácido acético, 10 ml de HNO3, 15 ml de HCl, 5 ml de glicerina, ataque de 30s a 1 min.
Técnica útil para revelar a estrutura de aços inoxidáveis
Ácido oxálico
Solução a 10% da ácido oxálico em água destilada com ataque eletrolítico de 3V aplicado por 20s
Técnica útil para realçar contorno de grão da austenita com moderado ataque. Contorna sigma, após 6s mancha forte. Mancha e contorna carbonetos, ficando escuro. Para tempos entre 15 e 30s dissolve carbonetos. Mancha ferrita com leve ataque
KOH Solução a 10% KOH em água destilada com ataque eletrolítico de 3V aplicado por 30 segundos
Ataca sigma e ferrita, austenita não ataca e carbonetos aparecem em preto. Revela fases deletérias.
Após a realização das soldas as amostras foram observadas em microscópio ótico
Leica modelo DMRM Nº de série 370760 do laboratório de metalografia do metalmat
UFRJ com aumento de até 1000X e capturadas por câmera LG mod. LVC-SX810HM.
A análise microestrutural consistiu na avaliação das micrografias óticas, conforme
determina a Norsok M-601 em seu item 4.3.6. que informa que as amostras devem ser
retiradas da seção transversal do metal de solda, ZTA e metal base e examinadas com
ampliação de 400x e não deve ter no contorno de grão, precipitações contínuas e as
fases intermetálicas, nitretos e carbetos não devem exceder a 5% e deve estar entre
30 e 70%. Cada corpo de prova sofreu o ataque eletrolítico em ácido oxálico a 10%
com tensão de 3V por 30 segundos e foram observados em microscópio ótico com
ampliação de 500x. A Figura 47 mostra o microscópio ótico utilizado.

[90]
Figura 47 – Microscópio Ótico e Câmera de Captura
Fonte: Autor
4.1.6.2 – MICROSCOPIA ELETRÔNICA DE VARREDURA
A microscopia eletrônica de varredura foi utilizada para avaliar a presença de
precipitados no contorno de grão com o aumento de 5000X. As imagens foram
realizadas nos microscópios JEOL mod. 6490 LV existente na UEZO operando a 30 Kv
com abertura de 51 a 60 e distância de 11 a 14 mm e equipamento Camscan mod.
3200 LV e EDS Oxford X-Max existente no CEFET/RJ. Realizou-se a análise química
das fases presentes através de espectroscopia por dispersão de energia (EDS), a fim
de caracterizar e quantificar com mais precisão as fases observadas. Cada corpo de
prova sofreu o ataque eletrolítico de KOH com tensão de 3V por 60 segundos e foram
observados MEV em modo de elétrons retroespalhados (BES).
4.1.7 – BALANÇO DAS FASES
O balanceamento das fases foi medido através do método da permeabilidade
magnética. As fases foram quantificadas utilizando o ferritoscópio Fischer FMP30 e
calibrado com o auxílio de padrões que acompanham o instrumento. A execução do
ensaio consiste em conferir a acurácia através de blocos padrão que acompanham o
instrumento. Estes possuem certificado de calibração indicando uma incerteza de +/-
10% com um nível de confiança estatística de 95%. As medições foram realizadas no
Laboratório de metalurgia da NUCLEP. Uma vez conferido os valores indicados contra

[91]
o padrão, efetuou-se cinco leituras diretamente do mostrador do instrumento. A Figura
48 ilustra a medição.
Figura 48 – Ferritoscópio
Fonte: Autor
4.1.8 – ENSAIOS DE CORROSÃO
Para os ensaios de polarização potenciodinâmica utilizou-se a solução de 3,5 %
em peso de cloreto de sódio com o objetivo de reproduzir a água do mar e baseado na
norma ASTM G61. A solução foi preparada com reagentes padrões analíticos e água
destilada, e descartada ao final de cada ensaio, a fim de evitar contaminação das outras
amostras.
Para o ensaio eletroquímico, utilizou-se uma célula eletroquímica padrão
contendo três eletrodos, sendo o contra eletrodo formado por fio de platina espiralado,
como eletrodo de referência utilizamos o eletrodo de prata-cloreto de prato (Ag/AgCl)
da Analyser/Orion Research Incorporated modelo 2AO9E, o eletrodo de trabalho feito
a partir das amostras do AISD embutidas em resina epóxi a frio soldadas com um fio
de aço inox. As áreas dos eletrodos de trabalho variaram de 0,65 cm2 a 1,40 cm2.
O eletrodo de trabalho foi preparado através do lixamento em lixas abrasivas até
a grana 1500 polimento em pasta de diamante de 6 mícron. As amostras utilizadas
foram: material como-recebido, junta soldada com resfriamento em água, junta soldada
com resfriamento natural e junta soldada solubilizada a 1085ºC para o tubo schedule
40S. Os experimentos foram realizados em temperatura ambiente (22ºC) em solução
aerada naturalmente. E foram executados na seguinte sequência:
[92]
A - Medição de potencial em circuito aberto (OCP) versus tempo (30 min); B - Polarização potenciodinâmica entre -1,0 V em relação ao potencial de corrosão até
+1,5 V com velocidade de varredura de 1 mV s-1.
Os valores para o potencial e corrente de corrosão foram determinadas através
de rotina para determinação dos parâmetros de Tafel e a taxa de corrosão foram
calculados por rotina pré-existente no software Nova 1.11 da Autolab. Para este último
foram necessários os dados adicionais do Equivalent Weight (EW), densidade do aço
e a área do eletrodo de trabalho. O EW foi calculado utilizando a expressão apresentada
na norma ASTM G102 (1999). Os equipamentos utilizados foram o potenciostato
AUTOLAB modelo PGSTAT302N monitorados através do software Autolab NOVA
versão 1.11 do laboratório de tecnologia naval da UEZO. A figura 49 mostra o
equipamento utilizado e o arranjo da célula de teste.
Figura 49 – Potenciostato Autolab
Fonte: Autor

[93]
5 – RESULTADOS E DISCUSSÃO 5.1 – CICLOS TÉRMICOS
O perfil de temperatura durante o processo de soldagem GTAW afeta de forma
significativa as propriedades mecânicas e de resistência a corrosão. O diagrama da
figura 50, mostra o tempo necessário para atingir a região de formação de fases ou
precipitados.
Figura 50 – Diagramas Isotérmicos para os AID/AISD
Fonte: Charles J (2007)
Os resultados dos tempos de resfriamento para o passe de raiz e acabamento são os
apresentados na tabela 14.
Tabela 14 – Tempo de Resfriamento Calculado
Raiz Acabamento
Aporte Térmico (J/mm) 289,89 362,37
Espessura Relativa T 0,53 0,44
Temp Resf 9.5/7 (seg) 3,26 6,92
Temp Resf 12/8 (seg) 2,99 6,03
Temp Resf 6/4 (seg) 12,98 35,28
Fonte: Autor
Com os dados apresentados acima, pode ser verificado que, para o aporte térmico
utilizado no processo, o tempo para resfriamento nas faixas de formação de
precipitados e fases nocivas ao desempenho do aço ficaram abaixo do recomendado

[94]
por Gutemberg (2016) e pelo diagrama apresentado por Charles J (2007), indicando
que a possibilidade de formação pode ser pontual e incipiente.
5.2 – AVALIAÇÃO MICROESTRUTURAL 5.2.1 – MICROSCOPIA ÓTICA
Como podemos ver nas imagens da Figura 51, a microestrutura apresentada é
típica para os aços superduplex com a matriz ferrítica e ilhas de austenita. A austenita
apresenta grãos alongados bem delineados e não uniforme, com exceção para o CP03
que apresenta grãos menores alongados ou com formato equiaxial. Isto mostra que a
morfologia dos grãos varia com a temperatura de solubilização. A fração volumétrica
de ferrita ficou equivalente entre todas as amostras. Foi observado pontos pretos
espalhados que podem estar relacionados a corrosão pelo ataque ou remoção durante
o preparo da amostra. Não foi observada a presença de fases secundárias para as
amostras CP01, 02 e 03 tanto na região do metal de solda como na ZTA. Em todas as
imagens a ferrita apresenta-se em um tom de cinza mais escuro e a austenita apresenta
um tom de cinza mais claro. A seguir tem-se as figuras 51 a 54 das imagens realizadas.

[95]
Figura 51 – MO da Metal de Solda e ZTA – Ataque Ácido Oxálico - Ampliação 500x
MS ZTA
CP
1
CP
2
CP
3
Fonte: Autor
O mesmo quadro apresenta-se para a região da raiz e no metal base
apresentando a estrutura lamelar característica do processo de fabricação para tubos
sem costura, porém com ilhas de ferrita provavelmente oriunda de reaquecimento para
os CP01 e 02. Na zona de ligação, como mostrada na figura 52 e 53, podemos observar
a formação de austenita de widmanstätten, Alotriomorfa e ferrita grosseira erodida,
assim como as outras regiões, no metal base e na raiz não foram observados a
precipitação de fases secundária. A figura 54 mostra o metal base afastado entre 13 e

[96]
23 mm do centro do cordão de solda sem precipitados ou fases nocivas ao desempenho
do material, atendendo aos requisitos da Norsok M 601 item 4.3.6.
Figura 52 – MO da raiz e metal base – Ataque Ácido Oxálico - Ampliação 500x
Raiz Metal Base
CP
1
CP
2
CP
3
Fonte: Autor

[97]
Figura 53 – MO Linha de Fusão - Ataque Ácido Oxálico
ZTA Transição 50x e 100x ZTA Transição 100x e 200x
CP
1
CP
2
CP
3
Fonte: Autor

[98]
Figura 54 – MO da ZTA e Metal de Base - Ataque Ácido Oxálico - Ampliação 500x
ZTA a 13/15 mm MB a 20/23 mm
CP
1
CP
2
CP
3
Fonte: Autor

[99]
5.2.2 – MICROSCOPIA ELETRÔNICA DE VARREDURA
Na avaliação com a microscopia eletrônica na amostra CP01 apresentada nas
imagens da figura 55, 56 e 57, observou-se, no metal de solda, a formação isolada,
contínua e localizada na interface da ferrita de pequena porção com a forma típica de
fases secundárias, indicando estágio muito primário de formação e não se podendo
afirmar se esta é fase sigma ou carbetos/nitretos. Nas demais áreas observou-se
pontos isolados indicativos de formação de precipitados, porém não se mostraram
verdadeiros, uma vez que a análise por EDS mostrou que a composição química é
próxima dos valores da matriz. Estes pontos podem ser resultado do ataque e não da
formação de fases deletérias, exceção para a região de transição e ZTA onde a
morfologia dos elementos e a localização na interface ferrita/austenita sugere a
precipitação destas fases, porém da mesma forma que mencionado acima, a análise
por EDS indicou que os teores dos elementos presentes nesta região são próximos aos
da matriz. A razão para tal resultado pode estar relacionada a dissolução destas fases
por ocasião do ataque. Segundo Vander voort (1999) tempos de ataque maiores que
30 segundos. podem dissolver tais precipitados.
Para os CP02 e CP03, na figura 55, não existe indicação de precipitados ou fases secundárias.
A Figura 55 mostra as micrografias da zona fundida (MS) e da ZTA com diferentes
aumentos para as três amostras e a Figura 56 mostra as micrografias a 20 mm do
centro do cordão do CP01, com aumento de 5000x, e mostram os picos dos principais
elementos de liga do aço. A tabela 15 exibe a composição química do CP01, mostrando
os teores de Cr, Ni, Mo, Fe e Si.
A Figura 57 mostra as micrografias a 5 mm do centro do cordão do CP01, com
aumento de 5000x, onde são mostrados os picos dos principais elementos de liga do
aço e a tabela 17 exibe a composição química do CP01, mostrando os teores de Cr, Ni,
Mo, Fe, Si e Al.
A Figura 58 mostra as micrografias da linha de fusão do CP01, com aumento de
5000x, onde são mostrados os picos dos principais elementos de liga do aço e A tabela
17 exibe a composição química do CP01, mostrando os teores de Cr, Ni, Mo, Fe, Si e
Al. Todas as imagens foram realizadas em microscópio eletrônico de varredura em
modo de elétrons retroespalhados e austenita em cinza claro e ferrita cinza mais
escuro.

[100]
Figura 55 – MEV Metal de Solda e ZTA – Ataque KOH
MEV MS MEV MS
CP
1
MEV MS MEV ZTA
CP
2
CP
3
Fonte: Autor

[101]
Figura 56 – MEV BES- Ampliação 5000x - Ataque KOH Metal Base a 20 mm do Centro do Cordão
CP
01
Fonte: Autor
Tabela 15 – Composição Química CP01 Composição Química (% peso)
Cromo Níquel Molibdênio Ferro Silício
Espectro 01 29,33 4,66 -- 63,37 0,5
Espectro 02 28,56 4,30 5,18 61,59 0,37
Espectro 03 25,40 7,98 3,25 63,04 0,34

[102]
Figura 57 – MEV BES - Ampliação 5000x - Ataque KOH Metal Base a 5 mm do Centro do Cordão
CP
01
ZTA
Fonte: Autor
Tabela 16 – Composição Química CP01 Composição Química (% peso)
Cromo Níquel Molibdênio Ferro Silício Alumínio
Espectro 10 25,14 6,31 4,25 63,92 0,39 ---
Espectro 15 26,86 5,36 3,65 63,86 0,27 ---
Espectro 16 25,89 6,51 3,97 63,31 0,32 4,20

[103]
Figura 58 – MEV BES - Ampliação 5000x - Ataque KOH Transição ZTA x Metal Base
CP
01
RAIZ
Fonte: Autor
Tabela 17 – Composição Química CP01 Composição Química (% peso)
Cromo Níquel Molibdênio Ferro Silício Alumínio
Espectro 21 24,61 4,40 3,57 58,67 0,55 --
Espectro 22 25,16 6,04 3,98 64,55 0,27 --
Espectro 30 24,75 6,82 3,18 59,98 -- 5,27

[104]
Na avaliação com a microscopia eletrônica na amostra CP02 das imagens da figura 59,
60 e 61 não foi observado nas regiões de interesse nenhuma formação que sugira a
precipitação de fases deletérias. Somente, observou-se a formação de austenita
secundária intragranular e pontos isolados indicativos de formação destas fases,
contudo não se mostrando verdadeiras, uma vez que a análise por EDS mostra na
tabela 18 que a composição química é próxima dos valores da matriz.
A Figura 59 mostra as micrografias da linha de fusão do CP01, com aumento de
650 e 5000x, e na Figura 60 e 61, vê-se a microestrutura do metal base do CP02 e os
picos dos principais elementos de liga do aço e a tabela 18 que exibe a composição
química do CP02, mostrando os teores de Cr, Ni, Mo, Fe, e Si.
Figura 59 – MEV BES - Ampliação 650 e 5000x - Ataque KOH
CP02 - Transição ZTA x Metal Base

[105]
Fonte: Autor

[106]
Figura 60 – MEV com EDS Metal de Base CP02 - Ataque KOH
Fonte: Autor
Figura 61 – MEV com EDS na Raiz CP02
Fonte: Autor
Tabela 18 – Composição Química CP02 Composição Química (% peso)
Cromo Níquel Molibdênio Ferro Silício
Espectro 15 24,80 8,60 3,40 58,80 0,40
Espectro 16 27,70 6,60 2,30 46,80 0,30
Espectro 17 27,70 4,90 3,80 52,30 0,40
Espectro 18 22,50 9,80 2,70 60,20 0,40

[107]
As micrografias das figuras 62, 63, 64 e 65 do CP03 revelam que a microestrutura
está livre de precipitados e os pontos identificados como possíveis, indica não serem
verdadeiros uma vez que a análise dos constituintes das tabelas 19, 20, 21, e 22,
mostram que estes elementos possuem teores semelhantes ao da matriz e que todas
os valores dos constituintes das regiões suspeitas não são próximos ao apresentado
por Pardal (2009) e reproduzidos na tabela 4 do item 3.2.5.
Conforme apresentado por Assis (2011) e Pardal (2009) a precipitação de fase
sigma para temperaturas acima de 900ºC e tempos de envelhecimento de 5 minutos a
fração volumétrica desta fica abaixo de 1,5% e como neste experimento os tempos de
resfriamento ficaram abaixo de 1 minuto, a possibilidade de formação de fases
secundária é mínima, estando sujeito somente ao aparecimento de pontos isolados que
não interferem na qualidade da junta conforme especifica a Norsok M-601.
A Figura 62 mostra as micrografias do metal de solda – acabamento do CP03,
com aumento de 5000x, onde são mostrados os picos dos principais elementos de liga
do aço e a tabela 19, exibe a composição química do CP03, mostrando os teores de
Cr, Ni, Mo, Fe, Si e Al.
O mesmo ocorre para a Figura 63, onde mostra-se as micrografias da linha de
fusão do CP03, com aumento de 5000x, com os picos dos principais elementos de liga
do aço e a tabela 20 que exibe a composição química do CP01, mostrando os teores
de Cr, Ni, Mo, Fe, Si e Al.
A Figura 64 mostra as micrografias do metal de solda – raiz do CP03, com
aumento de 5000x, e são mostrados os picos dos principais elementos de liga do aço
com a tabela 21, exibe a composição química do CP03, mostrando os teores de Cr, Ni,
Mo, Fe, Si e Al.
O mesmo ocorre para a Figura 65, onde mostra-se as micrografias do metal base
do CP03, com aumento de 5000x, com os picos dos principais elementos de liga do
aço e a tabela 22 que exibe a composição química do CP03, mostrando os teores de
Cr, Ni, Mo, Fe, Si e Al.

[108]
Figura 62 – MEV/EDS Metal de Solda do CP03 - Ataque KOH Metal de Solda – Passe de Acabamento
CP
03
Fonte: Autor
Tabela 19 – Composição Química CP03 Composição Química (% peso)
Cromo Níquel Molibdênio Ferro Silício Alumínio
Espectro 45 23,96 8,67 3,02 55,67 0,40 2,20
Espectro 47 23,24 10,52 1,15 62,17 0,42 ---
Espectro 48 28,23 6,82 4,99 59,98 0,42 ---

[109]
Figura 63 – MEV/EDS Linha de fusão - Ampliação 5000x - Ataque KOH Metal de Solda – Linha de Fusão
CP
03
Fonte: Autor
Tabela 20 – Composição Química CP03 Composição Química (% peso)
Cromo Níquel Molibdênio Ferro Silício Alumínio
Espectro 58 24,46 8,37 3,35 59,70 0,37 3,75
Espectro 59 25,30 9,03 3,48 61,78 0,40 ---
Espectro 60 28,37 5,92 5,64 59,60 0,48 ---

[110]
Figura 64 – MEV/EDS - Ampliação 5000x - Ataque KOH Metal de Solda – RAIZ
CP
03
Fonte: Autor
Tabela 21 – Composição Química Raiz CP03
Composição Química (% peso)
Cromo Níquel Molibdênio Ferro Silício Alumínio
Espectro 54 25,68 6,54 3,56 61,91 0,35 1,97
Espectro 55 24,48 8,35 3,08 64,09 --- ---
Espectro 56 27,55 5,25 4,93 61,82 0,44 ---
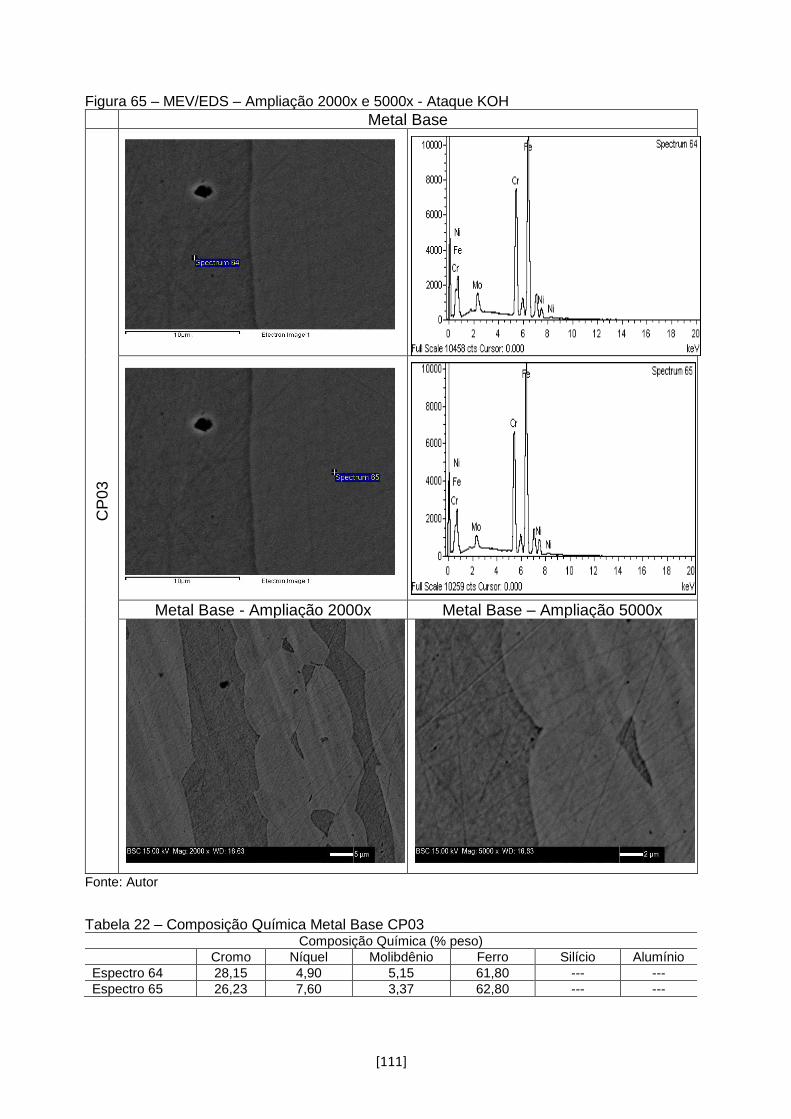
[111]
Figura 65 – MEV/EDS – Ampliação 2000x e 5000x - Ataque KOH Metal Base
CP
03
Metal Base - Ampliação 2000x Metal Base – Ampliação 5000x
Fonte: Autor
Tabela 22 – Composição Química Metal Base CP03 Composição Química (% peso)
Cromo Níquel Molibdênio Ferro Silício Alumínio
Espectro 64 28,15 4,90 5,15 61,80 --- ---
Espectro 65 26,23 7,60 3,37 62,80 --- ---

[112]
5.3 – PERCENTUAL DE FERRITA (δ)
Em todas as regiões dos corpos de prova o percentual de Ferrita ficou entre 30 e
70% conforme o requisito do item 4.3.6 da Norsok M-601. A tabela 23 mostra o
percentual de ferrita em cada região da junta soldada.
Tabela 23 – Balanço de Fases - % Ferrita
Balanço de Fases (% Ferrita)
Corpo de Prova Metal Base Zona Fusão Raiz ZTA
CP01 51,8 46,1 53,0 48,5
CP02 51,0 51,2 47,7 49,2
CP03 51,5 49,8 56,5 51,0
Fonte: Autor
5.4 – ENSAIO DE POLARIZAÇÃO POTENCIODINÂMICA
A figura 66 mostram as curvas de polarização e revelam que estas apresentam
comportamento equivalente pois estão com os valores e forma típica para os AISD, não
apresentando variações significativas para o potencial de pite. O gráfico exibe uma
transição ativo/passivo bem pronunciada e todas as curvas possuem regiões passivas
bem definidas com potenciais de pite e faixa passiva com valores na mesma ordem de
grandeza. Percebe-se que o filme passivo nas amostras 01 e 03 sugere não ser
totalmente estável e protetor devido as inclinações e variações mais acentuadas na
densidade de corrente, indicando que o filme permite a corrosão de forma suave até o
potencial de pite. Isto ocorre, segundo Szklarska-Smialowska (2002), porque o filme
tem pouca resistência elétrica e permite a difusão iônica. Os resultados dos ensaios
mostram que os valores encontrados e apresentados na tabela 24 para os parâmetros
de controle do processo corrosivo estão compatíveis com o apresentado por Valeriano
(2012) e Kang (2014) para os aços duplex em solução de NaCl a temperatura ambiente,
sendo assim, pode-se tecer os seguintes comentários aos itens que são cruciais para
o controle do processo:

[113]
- Potencial de Corrosão – Este parâmetro mostra qual o valor de início do processo
corrosivo apresentando uma variação de -295 a -434 mV entre as amostras ficando em
conformidade com o apresentado por Valeriano (2012). Este define os limites de
controle para o monitoramento e controle da corrosão.
- Potencial de Pite – A partir deste ponto inicia-se a dissolução da camada passiva com
a nucleação e crescimento dos pites. Para potenciais acima deste valor ocorre o
aumento do número e a profundidade dos pites. Para as amostras analisadas o valor
da tensão ficou muito próximo, indicando que o início da formação é igual para todos
independente do tratamento sofrido pela junta. Este determina os valores de controle
para o monitoramento e controle da corrosão.
- Corrente de Corrosão – Este parâmetro define a taxa de degradação do material e
entra na determinação da perda de espessura por unidade de tempo. O CP01 e CP03
estão em ordem de grandeza próximas e apresentaram uma baixa taxa de corrosão,
porém o menor valor pode estar associado a um menor nível de tensão na junta levando
a crer que esta condição retarda o início do processo corrosivo. Estes possuem uma
região ativa inicial entre os potenciais de corrosão e de passivação bem pronunciada,
onde ocorre a formação e crescimento do filme passivo. Os valores encontrados para
as amostras CP02 e CP04 são equivalentes e mostram que possui alta resistência a
corrosão, sendo compatível com o material estudado, porém para o CP04,
experimentamos a maior taxa de corrosão, indicando que o material pode ter
heterogeneidades na camada passiva e com isto o processo de corrosão ter iniciado
muito antes dos demais. Entretanto, este parâmetro mostra que o taxa de corrosão para
as quatro amostras iniciam-se com valores muito pequenos estando bem abaixo do
valor definido pela NACE Standard RP0775 (2005) como baixa taxa de corrosão. Para
os valores encontrados, verificou-se que o tratamento térmico, bem como o processo
de soldagem não impactam no seu desempenho.
- Corrente Mínima de Passivação – este item indica que para as juntas soldadas
estudadas a faixa de valores para início da passivação está entre 10E-7 e 10E-5,
indicando que esta é a faixa para controle do processo.
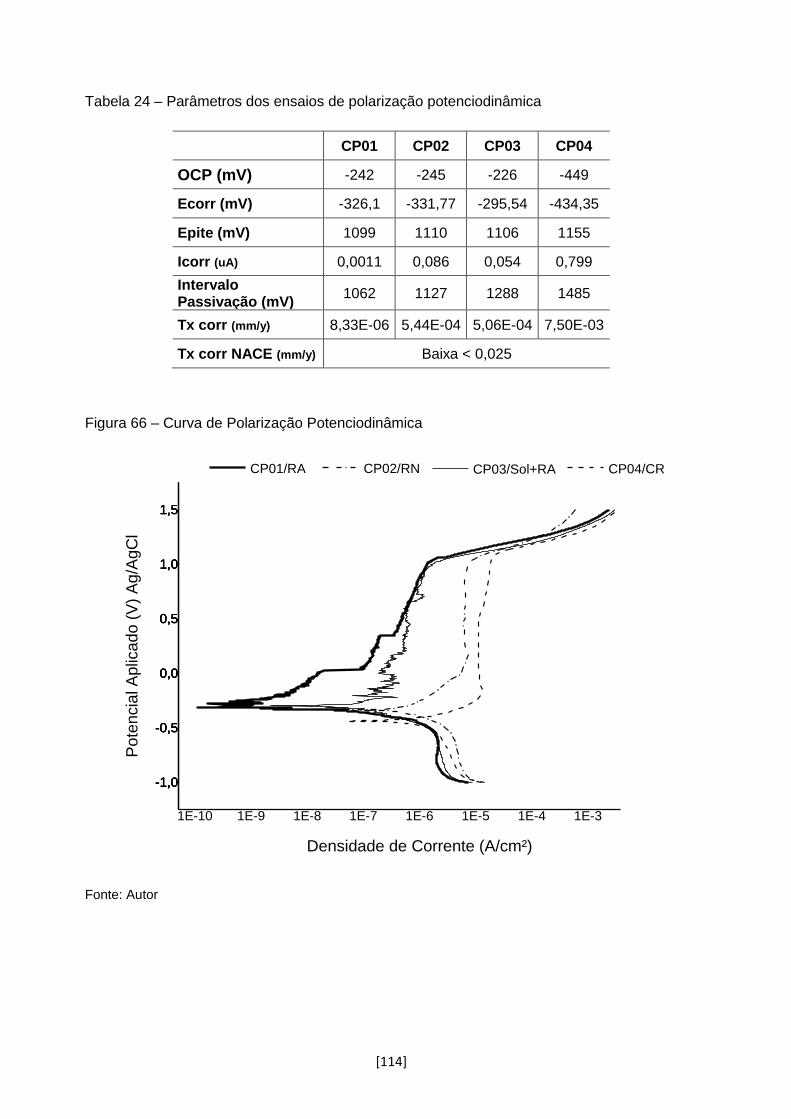
[114]
Tabela 24 – Parâmetros dos ensaios de polarização potenciodinâmica
CP01 CP02 CP03 CP04
OCP (mV) -242 -245 -226 -449
Ecorr (mV) -326,1 -331,77 -295,54 -434,35
Epite (mV) 1099 1110 1106 1155
Icorr (uA) 0,0011 0,086 0,054 0,799
Intervalo Passivação (mV)
1062 1127 1288 1485
Tx corr (mm/y) 8,33E-06 5,44E-04 5,06E-04 7,50E-03
Tx corr NACE (mm/y) Baixa < 0,025
Figura 66 – Curva de Polarização Potenciodinâmica
-1,0
-0,5
0,0
0,5
1,0
1,5
-1,0
-0,5
0,0
0,5
1,0
1,5
1E-10 1E-9 1E-8 1E-7 1E-6 1E-5 1E-4 1E-3
-1,0
-0,5
0,0
0,5
1,0
1,5
-1,0
-0,5
0,0
0,5
1,0
1,5
Pote
ncia
l A
plic
ado (
V)
Ag/A
gC
l
CP01/RA CP04/CR CP03/Sol+RA
Densidade de Corrente (A/cm²)
CP02/RN
Fonte: Autor

[115]
5.5 – MICROSCOPIA DA CORROSÃO LOCALIZADA
Após a realização do ensaio de polarização, as amostras foram observadas em
microscópio ótico para mostrar os locais preferenciais de nucleação e a forma dos pites
As figuras 67, 68, 69 e 70 revelam que a corrosão ocorreu preferencialmente na ferrita
e pode-se observar que os pites inicialmente se concentram no contorno da
austenita/ferrita, possuem forma circular e sugerem que há uma pilha formada entre a
ferrita e austenita indicando que a ferrita age preferencialmente como anodo.
Devido a necessidade de delimitação da área a ser ensaiada, para os ensaios de
corrosão incluímos a amostra CP4 que representa o material como recebido. Segue
abaixo os comentários relativo a cada amostra.
CP01 (Figura 67) – Apresentou a maior quantidade de pites com grandes dimensões,
estando este concentrado no centro do cordão e nas regiões afetadas pelo calor
localizados mais no centro da amostra indicando que pode haver um maior
concentração de tensão formando uma célula de tensão, adicionalmente a micro-célula
já formada pelas duas fases do aço na zona de fusão. As regiões de acabamento e raiz
não apresentaram pites significativos.
CP02 (Figura 68) – Apresentou uma grande quantidade de pites na região do metal de
solda com pequenas dimensões e distribuídas uniformemente. Nas regiões afetadas
pelo calor a morfologia dos pites foi semelhante à do metal de solda, entretanto na
região afetada pelo calor mais afastada apresentou pites de dimensões maiores
distribuídos pela microestrutura semelhantes ao da amostra 1. Este quadro sugere que
esta área tem comportamento mais anódico e pode estar associado as transformações
metalúrgicas que acontecem na zona parcialmente transformada e as micro células
formadas pelas duas fases do aço. As regiões de acabamento e raiz não apresentaram
pites significativos.
CP03 (Figura 69) - Apresentou uma grande quantidade de pites na região do metal de
solda com pequenas dimensões e distribuídas uniformemente, porém com densidade
menor que o CP02. Nas regiões afetadas pelo calor a morfologia dos pites foi
semelhante à do metal de solda, as regiões de acabamento e raiz não apresentaram
pites significativos, sugerindo uma corrosão uniforme generalizada e somente na zona
parcialmente transformada é que os pites foram de dimensões maiores, semelhantes
aos da amostra CP01, porém com uma densidade bem menor que as demais.

[116]
CP04 (Figura 70) – As imagens revelam que houve um ataque preferencial na ferrita
não apresentando uma densidade de pites maior que as demais porem com iniciação
e nucleação preferencial nas extremidades da amostra e distribuídas na espessura. Em
todas as amostras a corrosão aconteceu preferencialmente na ferrita, sugerindo que
esta é a região anódica da pilha formada com a austenita.
Figura 67 – MO sem Ataque
Metal de Solda – Centro do Cordão 50x ZTA – 6 mm do centro – 50x
CP
01
ZTA – 11 mm do Centro - 200x ZTA – 11 mm do centro – 200x
CP
01
ZTA – 6 mm do cordão – 25x
CP
01
Fonte: Autor

[117]
Figura 68 – MO sem Ataque Metal de Solda – Centro do Cordão 500x Metal Solda – Acabamento - 200x
CP
2
Raiz – 200x ZTA – 200x
CP
2
ZTA – 8 mm do cordão – 50x ZTA – 10 mm do cordão – 100x
CP
2
Fonte: Autor
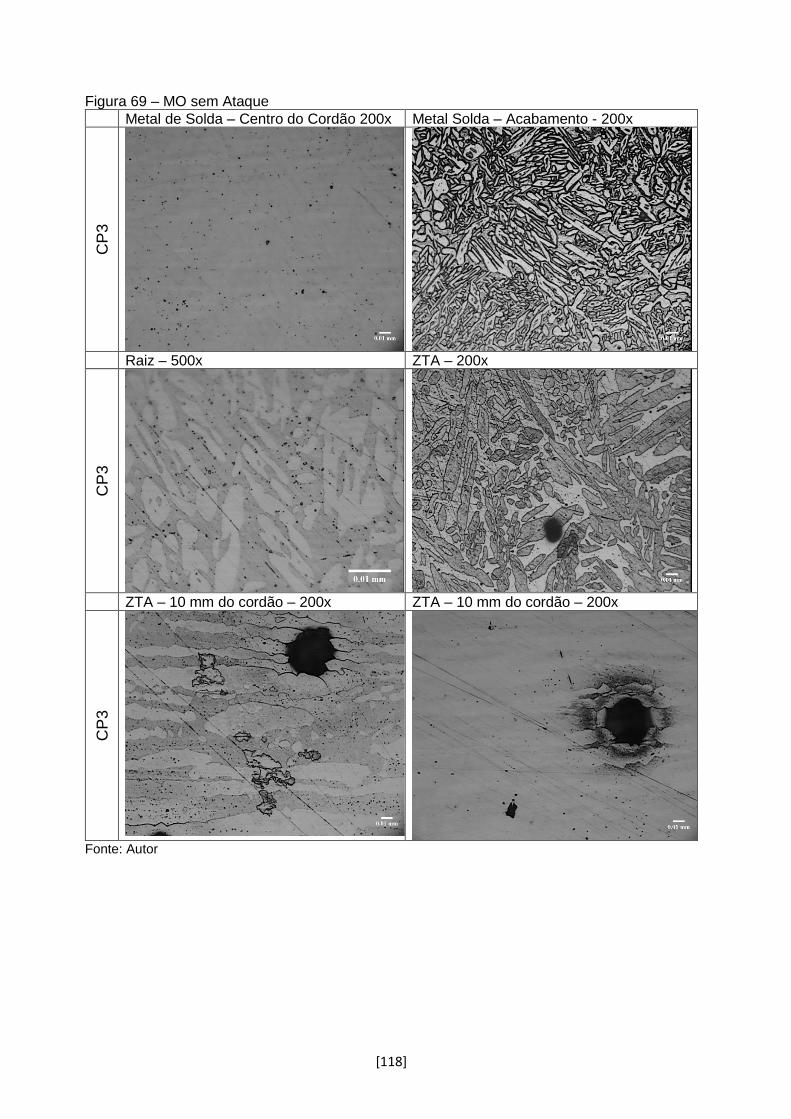
[118]
Figura 69 – MO sem Ataque Metal de Solda – Centro do Cordão 200x Metal Solda – Acabamento - 200x
CP
3
Raiz – 500x ZTA – 200x
CP
3
ZTA – 10 mm do cordão – 200x ZTA – 10 mm do cordão – 200x
CP
3
Fonte: Autor

[119]
Figura 70 – MO sem Ataque Como Recebido - 200x Como Recebido - 200x
CP
4
Como Recebido - 200x Como Recebido - 200x
CP
4
Como Recebido - 200x Como Recebido - 200x
CP
4
Fonte: Autor

[120]
6 - CONCLUSÃO
O presente estudo pode correlacionar o pós-tratamento com a resistência a
corrosão dos aços super duplex. Este material, ao ser tratado posteriormente ao
processo de soldagem revela que para as condições estudadas a resistência a corrosão
não apresenta alteração significativa, indicando que o aporte térmico empregado não é
suficiente para formar fases intermetálicas ou precipitados em quantidade que
provoquem um alto impacto na resistência a corrosão. Conclui-se que o tratamento pós
soldagem empregado não altera substancialmente a microestrutura a ponto de
melhorar esta propriedade.
A utilização de pós-tratamentos em juntas soldadas dos aços super duplex não é
recomendada uma vez que não trará nenhum valor adicional ao processo de produção,
e somente reduzirá a produtividade devido a introdução de mais uma etapa ao processo
de fabricação.

[121]
7 – SUGESTÃO DE TRABALHOS FUTUROS
7.1 - Realizar o ensaio de polarização potenciodinâmica cíclica para determinar os
parâmetros de processo como potencial e corrente de corrosão, potencial e corrente de
passivação, potencial e corrente de ruptura do filme e potencial de proteção a fim de
estudar o comportamento eletroquímico e determinar a região de passivação perfeita
em água do mar sintética ou natural em aços inoxidáveis austeno-ferríticos com as
seguintes condições:
A – Variação da concentração da solução.
B – Variação da temperatura da solução
C – Variação da condição da aeração da solução
D – Utilização da área interior do tubo com acabamento bruto na região da junta soldada
A utilização de acabamento bruto no interior do tubo, em solução aerada, temperatura
de 25ºC com variadas concentrações reproduzirá condição de trabalho real de
unidades de produção de água.
7.2 – Realizar a soldagem manual destes aços com as especificações originais
utilizadas neste trabalho e estudar o comportamento eletroquímico conforme o item 7.1.
7.3 – Utilizar a técnica de difração de RX a fim de identificar os compostos presentes e
se possível, verificar a homogeneidade da camada passiva.
7.4 – Realizar os ensaios de 7.1 com o uso de inibidores de corrosão.
7.5 – Realizar os ensaios de 7.1 com o uso de tratamento de passivação conforme a
ASTM A967 - Specification for Chemical Passivation Treatments for Stainless Steel Parts.
7.6 – Avaliar a utilização de técnicas de monitoramento on-line conforme indica a norma
ASTM G96-90 (2001).

[122]
8 - REFERÊNCIAS BIBLIOGRÁFICAS Alves Neto, S. A. Caracterização metalúrgica de juntas de aço inoxidável superduplex soldadas por processo TIG autógeno. Dissertação Mestrado. Rio de Janeiro: UERJ, 2011. Alvarez-Armas I., Degallaix-Moreuil S., Duplex stainless steels, London, ISTE Ltd & John Wiley & Sons, 2009. ASM Handbook. Metallographer’s Guide: Practices and Procedures for Irons and Steel. [S.l.: s. n.]. 2002 American Society for Testing and Material, ASTM A790: Standard Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel Pipe, 2014. American Society for Testing and material, ASTM E3: Standard Guide for Preparation of Metallographic Specimens, 2011. American Society for Testing and material, ASTM G61: Standard Test Method for Conducting Cyclic Potentiodynamic Polarization Measurements for Localized Corrosion Susceptibility of Iron-Nickel or Cobalt-Based Alloys, 2014. American Society for Testing and material, ASTM G102: Standard Practice for Calculation of Corrosion Rates and Related Information from Electrochemical Measurements, 1989 reaprovada em 1999. Assis, K. S., Aspectos metalúrgicos e susceptibilidade à corrosão localizada do aço inoxidável superduplex UNS S32760 – Rio de Janeiro: UFRJ/COPPE, 2011 Askeland, D.R., Fulay, P.P., Wright, W.J., The Science and Engineering of Materials, 6° Edição, Stamford, USA, Cengage Learning, 2011. Atamer, S., King, J. E. (1992) Super duplex Stainless steel - part 1: heat affected zone microstructures. Materials Science and Technology. v.8, n.10, p. 896-911. Bensalah, N et al. Pitting Corrosion, Rijeka, Croatia, InTech, 2012. Bisha, Bledar, and Byron F. Brehm-Stecher. "Determination of isothermal transformation diagrams for sigma-phase formation in cast duplex stainless steels CD3MN and CD3MWCuN" Pag. Web. 26 de Setembro de 2016.http://lib.dr.iastate.edu/cgi/viewcontent.cgi?article=1138&context=mse_pubs/ Bravo, I. M., Zepeda, C. M., Rodriguez, J. S., Fernandez, A. A., Microstructural evolution
of a superduplex stainless steel under short duration thermal cycles Soldag. insp. São
Paulo, Vol. 15, No. 3, p.242-249, Jul/Set 2010
Callister, W. D. Jr. Ciência e Engenharia de Matérias, Uma Introdução. 7ed. Rio de Janeiro. LTC, 2008.

[123]
Crookes, R. Pickling and Passivating Steel –Materials and Applications Series, V 4, 2ed. Euro Inox, 2007 Cutler, C.P.; Coates, G.E., Jenkinson, D. C. Nickel in Stainless steels. 6 European Stainless Steel Conference, Science and Market; Helsinki, Finland; Jernkontoret, 2008. De Lima, D. B. P. L., AVALIAÇÃO DA SOLDABILIDADE DO AÇO INOXIDÁVEL SUPERDUPLEX UNS S32750 – Dissertação de Mestrado. Paraná: UFPR, 2006 Jones, D.A., Principles and prevention of corrosion, 2º Edição, NJ, USA, Prentice Hall, 1996. DOS SANTOS, D.C.; Estudo da formação de sigma e sua influência no potencial de pite em solução 0,6m cloreto de sódio do aço UNS S31803 envelhecido a 850 e 900ºc. Dissertação Mestrado. São Bernardo do Campo, FEI, 2010.
European Standard EN 1011-2, Welding — Recommendations for welding of metallic materials — Part 2: Arc welding of ferritic steels (includes amendment A1:2003); European Standard EN 104175:2008, Welding consumables — Gases and gas mixtures for fusion welding and allied processes, 2° edição, 2008; ESAB, www.esab.com.br/br/pt/education/blog/processo_soldagem_tig_gtaw.cfm, 2014, acessado em set de 2017.
Farias, Cláudia T; Santos, Ygor; Zanini, Diego; Coelho Rodrigo; Simas, Eduardo; Silva,
Ivan. Influence of Deleterious Phases in Superduplex Steel SAF 2507 in the Ultrasonic
Lamb Waves Propagation. 11th European Conference on Non-Destructive Testing
(ECNDT 2014), Outubro, 2014, Praga, República Theca.
Farias, J. M. Efeitos do Hidrogênio em Aços Inoxidáveis Duplex e Super Duplex Utilizados na Indústria de Petróleo - Projeto de Graduação. Rio de Janeiro. UFRJ, 2013 FBTS. Curso de Inspetor de Soldagem, Nivel1. 2 v. 14 ed. 2007
Folkhard, E., Welding Metallurgy of Stainless Steels. Springer-Verlag, Wien, New York,
1988
Fontana, M.G., GREENE, N. D. Corrosion Engineering. New York: McGraw-Hill Book
Company, 3º Edição, 1987.
Fontes, T.F., Magnabosco R., Padilha A.F., Costa I. AVALIAÇÃO DA RESISTÊNCIA À
CORROSÃO DO AÇO INOXIDÁVEL SUPERDÚPLEX UR 52N+ ENVELHECIDO À
475ºC. CBECM: Pernambuco, 2008
Fortes, C., ESAB - Metalurgia da Soldagem – Jan. 2005. Disponível em http://www.esab.com.br/ /br/pt/education/apostilas. Acessado em agosto de 2017. Garcia, Rodrigo R. Alves. Estudo da corrosão do aço superduplex UNS S32750 com
diferentes proporções ferrita/austenita em soluções ácidas contendo cloreto –
Dissertação de Mestrado. Rio de Janeiro: UFRJ/COPPE, 2012.

[124]
Gentil, V. Corrosão. 6ed. Rio de Janeiro. Guanabara Dois, 1996
Gunn, R.N., “Duplex stainless steels. Microstructure, properties and applications”.
Cambridge - England: Abington Publishing, 2003.
Gusmão, E.F., Azambuja, V.M., Santos, D.S. AVALIAÇÃO DA RESISTÊNCIA À
CORROSÃO DO AÇO SUPER DUPLEX ASTM A789 EM AMBIENTES AGRESSIVOS.
Jornada Iniciação Científica, Espírito Santo, IFES, 2009
IMOA Practical Guidelines for the Fabrication of Duplex Stainless Steel-3rd Edition. Pittsburgh: IMOA, 1999-2014.
Kang D.W., Lee H.W. Study of Pitting Resistance of Duplex Stainless Steel Weldment Depending on the Si Content, Int. J. Electrochem. Sci., (2014) 5864 – 5876. Kou, Sindo. Welding Metallurgy. 2ª ed. Wiley-Interscience Publication: United States of America, 2003. Kotecki, D.J.a. S., T.A., WRC-1992 Constitution Diagram for Stainless Steel Weld Metals: A Modification of the WRC-1988 Diagram. Welding Journal, 1992. p. 171s-178s. Lippold, J. C., Kotecki, D. J. Welding Metallurgy ad Weldability of Stainless Steels. John Wiley & Sons, Inc. Nova Jersey, 2005. Martins, Marcelo, Caracterização Microestrutural-mecânica e Resistência a Corrosão
de Aços Inoxidáveis Super Duplex ASTM A890/A890M Gr 6ª – Tese de Doutorado. São
Carlos: UFSC, 2006
Mondenesi, P. J. Soldabilidade dos Aços Inoxidáveis. Coleção Tecnologia da Soldagem, v.1. Senai, SP. 2001. Marques P.V., Mondenesi P.J., Bracarense A.Q. Soldagem Fundamentos e Tecnologia. UFMG, BH. 2005 Marques P.V., Mondenesi P.J., Bracarense A.Q. Introdução a metalurgia da soldagem. UFMG, BH. 2012 Muthupandi, Veerappan & Bala Srinivasan, P & Seshadri, S.K. & Sundaresan, S. Effect of weld metal chemistry and heat input on the structure and properties of duplex stainless steel welds. Materials Science and Engineering: A. 358. 9-16. 2003 NACE Standard RP 0775-2005 – Preparation, Installation, Analysis and Interpretation of corrosion coupons in oilfield operations. NACE: Houston, TX, 2005. NORSOK Standard M-601, Welding and inspection of piping, Edition 5, April 2008. Oliveira, I. P. G.; Luz, T. S. Estudo do processo de fabricação de tubos flexíveis de aço inoxidável duplex UNS 32304 utilizados na indústria de petróleo e gás. Soldag. insp., São Paulo, v. 18, n. 1, p. 02-11, mar.2013. Okumura, T.& Taniguchi, C.; “Engenharia de Soldagem e Aplicações”, Rio de Janeiro, Ed. LTC Livros Técnicos e Científicos Editora S.A.1982

[125]
Outokumpu. Handbook of stainless steel. Outokumpu Oyj, Finland, 2013 Oystein,G., Heat Flow and Temperature Distribution in Welding. Metallurgical Modelling of Welding, 1a, London: The Institute of Materials, 1994 Pardal, J.M. et al. Caracterização e avaliação da resistência à corrosão na soldagem de tubulação de aço inoxidável duplex UNS S31803 pelo processo a arco submerso. Soldag. insp., São Paulo, v. 16, n. 4, p. 310-321, Dec. 2011. disponível em http://www.scielo.br, acessado em 09. Nov.2017. Pardal, J.M.; Efeito do Tratamento Térmico nas propriedades mecânicas, magnéticas e na resistência a corrosão de aços inoxidáveis Superduplex – Tese de Doutorado. Rio de Janeiro: UFF, 2009. Pardal J.M. et al.; Deleterious Phases Precipitation on Superduplex Stainless Steel UNS S32750: Characterization by Light Optical and Scanning Electron Microscopy. Materials Research. 2010; 401-407. Pardal, J.M. et al.; Uma Revisão da Resistência à Corrosão em Aços Inoxidáveis Duplex e Superduplex, Rev. Virtual Quim., Niterói, 658-677, 2013. Ramanathan, L.V. Corrosão e seu controle. Ed Hermes, 1988 Ramirez-Londoño, A.J., Precipitação de Fase intermetálica e austenita secundária na ZAC de soldagens multipasse de aços inoxidáveis duplex. Tese de Doutorado – São Paulo, USP, 2001.
Ramirez-Londoño, A.J., Estudo da Precipitação de nitreto de cromo e fase sigma por simulação térmica da zona afetada pelo calor na soldagem multipasse de aços inoxidáveis duplex. Dissertação de Mestrado – São Paulo, USP, 1997. Roberge, P. R. Handbook of Corrosion Engineering. McGraw Hill, 1999 Roberge, P. R, Corrosion Engineering Principles and Practice McGraw-Hill Professional Publishing, março de 2008. Rodrigues, L. A. S., Caracterização microestrutural e de propriedades mecânicas de soldas do aço ASTM A 131 pelos processos FCAW convencional e com adição de arame frio. Dissertação de Mestrado – Belém, 2011. Santos, D.C., Estudo da formação de sigma e sua influência no potencial de pite em solução 0,6M de cloreto de sódio do aço UNS S31803 envelhecido a 850°C e 900°C, Dissertação de Mestrado, São Bernardo do Campo, FEI, 2010. Sedriks, A. J. Corrosion of Stainless Steels. 2ª edição. Canadá. John Wiley and Sons. 1996. Senai, Soldagem - Coleção Tecnológica, 1997 Disponível em www.infosolda.com.br/biblioteca-digital/livros-senai/metalurgia/118-historia-termica-da-soldagem.html. Acessado em agosto de 2017.

[126]
Senatore, M et al. Estudo comparativo entre os aços inoxidáveis dúplex e os inoxidáveis AISI 304L/316L. Rev. Esc. Minas v.60 n.1 Ouro Preto jan./mar. 2007 Sharafi S., MICROSTRUCTURE OF SUPER-DUPLEX STAINLESS STEELS- Tese de Doutorado. Londres: Universidade de Cambridge, 1993 Shec, C.H., Wong, K.W., Lai, J.K.L. Review of temperature indicators and the use of duplex stainless steels for life assessment. Materials and Science Engineering R19:153-200, 1996. Shek, C.H., LI, D.J., WONG, K.W., LAI, J.K.L., Creep properties of aged duplex steels containing sigma phase. Material Science and Engineering A. V.266, p. 30-36, 1999. Souza, Adair G. Estudo da eficácia da usinagem fotoquímica através do ataque com cloreto férrico nos aços AISI 304 e AISI 430. Dissertação de Mestrado. Rio de Janeiro: UEZO, 2015. Souza, C.S., Avaliação da Resistência à Corrosão Localizada do Aço Inoxidável Lean Duplex UNS S32304 Soldado pelos processos SMAW, GMAW E FCAW – Dissertação de Mestrado. Minas Gerais: UFMG, 2012. Souza, G.C., Avaliação de técnicas não destrutivas para caracterização microestrutural de juntas soldadas de aços inox austenoferríticos UFF – Niterói, RJ. Schweiter, P. A., Fundamental of metallic corrosion: atmospheric and media corrosion of metals. Taylor & Francis, 2007. SZKLARSKA-SMIALOWSKA, Z. Mechanism of Pit Nucleation by Electrical Breakdown of the Passive Film. Corrosion Science, vol. 44, p. 1143-1149, 2002. Valeriano, L. V., Influência da Precipitação de Fases Secundárias na Resistência à Corrosão do Aço Inoxidável Super duplex UNS S32520, Itajubá, Dissertação (Mestrado em Materiais para Engenharia) - Instituto de Ciências Exatas, Universidade Federal de Itajubá, 2012.
Vander Voort, G.F., Metallography, principles and practice. McGraw-Hill, New York, 1999. Van Vlack, L.H. Princípios da Ciência dos Materiais, Edgard Blücher, São Paulo, 1970, 7a reimpressão 1985. Vasconcellos, P.I.G. Soldagem em campo de tubos de aço inox duplex e superduplex – Dissertação de Mestrado. Campos dos Goytacazes, UENF, 2008.
Vasconcelos, P.I.G., Rosenthal, Ruben, Paranhos, Ronaldo P. R. Estudo da Soldagem de Tubos de Aço Inoxidável Duplex e Superduplex na Posição 5G. Rev. Soldag. Insp, São Paulo, Vol 15, No 3, pg 191-199, Jul/Set 2010.

[127]
WAINER, E.; BRANDI, S. D.; MELLO, F. D. H. Soldagem: processos e metalurgia. Edgard Blücher: São Paulo, 1992. WCB, Welding Metallurgy of Stainless Stell - Module 22, Welding Canadian Bureau, 1996. Wolynec, S., Técnicas eletroquímicas em corrosão, Edusp: São Paulo, 2003. ZEEMANN, Annelise. Energia de Soldagem. Rio de Janeiro. 2003. Disponível em: <http://www.infosolda.com.br/artigos/metsol05.pdf>. Acessado em 08 de 2017