Embed Size (px)
Citation preview

1
CAPÍTULO 2
PROCESSAMENTO DE POLÍMEROS 2.1 CONSIDERAÇÕES INICIAIS
Uma grande variedade de técnicas de processamento é empregada na
obtenção de artefatos poliméricos. O método usado de conformação para um
determinado polímero depende de vários fatores, tais como:
1 – Se o polímero é termoplástico ou termofixo.
2 – Geometria e tamanho da peça.
3 – Para polímeros termoplásticos:
temperatura que amolece;
propriedades reológicas (curvas de fluxo) quando amolecido;
temperatura;
tempo de resfriamento após a moldagem.
4 – Para polímeros termofixos:
temperatura e;
tempo de cura.
O processamento de polímeros termoplásticos ocorre normalmente em
temperaturas elevadas (200oC até 500oC) e, com freqüência, com a aplicação de
pressão. Os termoplásticos amorfos são conformados acima das suas temperaturas
de transição vítrea, enquanto que os semicristalinos são processados acima de suas
temperaturas de fusão.
Um fator importante que deve ser destacado no processamento de polímeros
é que estes materiais, geralmente, apresentam uma capacidade calorífica (Cp) e
calor latente maiores do que os materiais convencionais, tais como metais e
cerâmicas. Por exemplo, a capacidade calorífica do cobre (Cpcu=0,09 KJ/KgoC) é
bem inferior a capacidade calorífica do Poliestireno (PS) (CpPS=1,34 KJ/KgoC).
Portanto, os equipamentos de processamento de polímeros devem ser projetados de
forma a atender aos requisitos necessários para que o material seja conformado
adequadamente, isto é, deve-se levar em consideração a capacidade calorífica,
calor latente, propriedades reológicas do polímero, entre outros fatores.

2
A Tabela 1 apresenta a capacidade específica e o calor latente de fusão de
alguns polímeros.
Tabela 1 Capacidade calorífica e calor latente de fusão para polímeros.
Polímero Cp (KJ/KgoC)
Calor Latente (KJ/Kg)
Temperatura de processamento
(oC)
Calor Total para o processo (KJKg-1)
PMMA 1,47 - 225 300
HDPE 2,30 209 240 720
PP 1,93 100 250 550
PS 1,34 - 200 240
Náilon 1,67 130 280 570
PC 1,26 - 300 350
ABS 1,47 - 225 300
PPO 1,34 - 310 390
Observa-se que termoplásticos semicristalinos requerem maior quantidade
de energia para serem fundidos. Para estes materiais, a aplicação de pressão,
durante seu processamento, deve ser mantida à medida que a peça é resfriada, a
fim de que o material conformado mantenha a sua forma desejada.
O processamento de polímeros termofixos é realizado normalmente em dois
estágios. Em uma primeira etapa, o polímero de baixo peso molecular (algumas
vezes chamado de pré-polímero) é preparado. Esse material é convertido no produto
final, durante o segundo estágio, que é realizado normalmente dentro de um molde
que possui a forma desejada. Este estágio que é chamado de cura que pode ocorrer
através do aquecimento ou adição de catalisadores e freqüentemente é realizado
sob pressão. A cura é uma reação química, na qual se forma uma estrutura com
ligações cruzadas ou em rede. Após essa reação, o polímero termofixo é removido
do molde, ainda quente, uma vez que, após a formação do reticulado ele está
dimensionalmente estável.

3
A tabela 2 apresenta as diferenças principais do processamento de
termoplásticos e termofixos.
Tabela 2 Diferença entre as características
de processamento de termoplásticos e termofixos.
Características Termoplásticos Termofixos
No processamento
Não há reação química
Há reação química:
Formação de ligações
cruzadas ou reticulação
Temperatura de processamento
(Tp)
Termoplásticos amorfos a Tp
deve ser superior à sua tg .
Termoplásticos semicristalinos
a Tp deve ser superior à sua
Tm.
Tempo e temperatura no
qual ocorre a reticulação.
Propriedades Reológicas importantes
Curvas de fluxo, viscosidade e
sua dependência com a taxa de
cisalhamento e pressão
durante a conformação
Ponto ou tempo gel: tempo
em que a viscosidade do
polímero aumenta
drasticamente (tempo
necessário para processar o
material)
Aplicações
A faixa de aplicação desses
materiais fica restrita à sua tg,
tm e temperatura de
amolecimento.
Materiais que apresentam
maior estabilidade
dimensional e térmica do
que os termoplásticos
Nos próximos ítens serão abordados os processamentos de termoplásticos,
tais como:
Moldagem por Extrusão
Moldagem por Injeção
Moldagem por Sopro
Termoformagem

4
2.2 EXTRUSÃO
Histórico:
O processo de extrusão é uma forma de moldagem muito antiga, cujo início
não se tem muitos registros. Sabe-se que o processo de extrusão foi utilizado em
escala industrial, desde o início do século XIX, na fabricação de tubos de chumbo. O
uso de equipamentos de extrusão também é feito para fabricação de produtos de
material cerâmico, eletrodos de carbono, grafite para lapiseira e polímeros.
A palavra “extrusão” tem raiz e vai buscar significado nos vocábulos latino, em
que “ex” significa força e “tudere” significa empurrar. Pode-se definir, então, a
extrusão como o processo de obtenção de produtos com comprimentos ilimitados e
seção transversal constante, obrigando o material a passar através de um cabeçote
sob condições de pressão e temperatura controlada. Desta maneira, a moldagem
por extrusão apresenta característica essencial, que a distingue de todos outros
processos de conformação de polímeros. Esse processo é contínuo e por isso é
usado para fabricação de produtos acabados, como por exemplo: barras, fitas,
mangueiras e tubos, como também para produtos semi-manufaturados, que devam,
posteriormente, sofrer novo processamento. A extrusão também é usada para
incorporação de aditivos, e em alguns casos podem ser usada como reatores de
modificação de polímeros, também conhecida como extrusão reativa.
O processo de extrusão é realizado em um equipamento conhecido como
extrusora. Existem as extrusoras com uma única rosca e extrusoras de dupla rosca.
A Figura 1 representa uma vista de corte de uma extrusora de uma rosca. A
extrusora utilizada para o processamento de polímeros consiste essencialmente de
um cilindro em cujo interior gira um parafuso (rosca) arquimedeano. O polímero, na
forma de grãos ou em pó, é alimentado, através do funil de alimentação, para o
canhão ou cilindro que está aquecido. O movimento da rosca promove o transporte
do polímero, levando-o até a matriz. Durante este deslocamento, o material é
progressivamente aquecido, plastificado, homogeneizado, comprimido e finalmente é
forçado a sair, através do orifício da matriz. À medida que o polímero flui através da
matriz, o material adquire a forma da seção transversal. Desta maneira, quando o
polímero deixa a matriz, a sua forma corresponderá aproximadamente a seção
transversal desta.

5
Figura 1 – Vista de corte de uma extrusora de rosca utilizada para o processamento de materiais poliméricos.
As extrusoras de uma rosca (parafuso) são constituídas de:
Sistema Motriz
Canhão ou Cilindro
Sistema de aquecimento e resfriamento
Rosca
1 – Sistema Motriz
A movimentação da rosca é feita por intermédio de um redutor, o qual é
acionado pelo motor. A velocidade do motor deve ser controlada para regular a
variação da velocidade da rosca. Esse controle é feito através de dois aparelhos: o
tacômetro e o amperímetro.
2 – Canhão ou cilindro
O cilindro é a parte da máquina em cujo interior é alojada a rosca. O cilindro
proporciona uma das superfícies necessárias para friccionar o polímero. É
constituído de aços especiais, possuindo elevada resistência à abrasão e à
estabilidade térmica.
3 – Sistema de aquecimento e resfriamento
A maior parte das extrusoras são aquecidas por meio de resistências
elétricas, colocadas ao redor do cilindro, divididas em grupos (zona de
aquecimento). O aquecimento do cilindro através de resistências elétricas é o mais

6
utilizado em relação aos outros meios de aquecimentos, como por exemplo, o
sistema de aquecimento a vapor, a óleo quente e outros.
Um dos fatores importantes de uma máquina de extrusão é um perfeito
controle da temperatura de processamento do polímero. Desta maneira, é
necessário que o equipamento possua um excelente sistema de aquecimento como
também um sistema de resfriamento. O sistema de resfriamento do cilindro é feito,
normalmente, por ar ou por líquido (serpentina) ou ainda pela união dos dois
sistemas (água/serpentina).
No cilindro das extrusoras são utilizados pirômetros de dois estágios, os quais
são responsáveis para controlar a temperatura de processamento. O controle de
temperatura realizado por esses aparelhos ocorre através do mecanismo de ligar e
desligar o sistema de aquecimento e/ou o sistema de resfriamento. Os sensores de
temperatura utilizados nas extrusoras são os termoelementos que ficam encaixados
no cilindro, no centro de cada zona.
4 – Rosca
A rosca é constituída em aço-liga com excelente resistência térmica, corrosão,
torsão e flexão. A rosca é a parte principal de uma extrusora, tendo a função de:
a) Fazer que o material polimérico avance para a matriz;
b) Misturar convenientemente o material polimérico;
c) Ter comprimento suficiente para fundir (amolecer) e reduzir a viscosidade
do material.
A geometria da rosca muda para cada polímero. Esta diferença de geometria
ocorre, porque os termoplásticos diferem entre si, tanto nas propriedades térmicas
(capacidade calorífica, calor latente de fusão, temperatura de fusão cristalina e
temperatura de transição vítrea), quanto nas propriedades reológicas (curvas de
fluxo e viscosidade) e propriedades mecânicas (dureza, resistência à compressão,
etc.). Desta maneira, conclui-se que é quase impossível ter-se uma mesma rosca
capaz de trabalhar satisfatoriamente para qualquer tipo de material.
Existem dois tipos de roscas, a de um estágio e a de dois estágios.

7
Rosca de um estágio.
A figura 2 ilustra um esquema de um parafuso de um estágio de uma
extrusora.
Onde: D – Diâmetro da rosca;
d – altura do filete ou profundidade do canal; l – passo do parafuso; L – comprimento da rosca
Figura 2 – Ilustração de uma rosca de um estágio.
Dentro dos canais da rosca, o polímero passa por diversos estágios,
começando a partir do funil a ser transportado o estado sólido ou duro e no final da
rosca vai estar fundido ou amolecido. A transição sólido/fluido viscoso se dá
gradativamente. A rosca de um estágio é constituída de três zonas distintas, cada
qual com suas funções específicas.
1 - Zona de Alimentação – Zona de entrada do material. A profundidade dos
filetes (sulcos) é maior e seu diâmetro é constante em todo seu comprimento. A taxa
de cisalhamento nessa região é bem pequena e o polímero estará praticamente no
estado sólido.
2 – Zona de Compressão – A seção de transição ou de compressão destina-
se a iniciar e promover a compressão e a plastificação dos grânulos do polímero.
Isto ocorre, porque a profundidade dos filetes é menor, diminuindo assim o espaço
disponível para o material sólido passar. O material empurrado para frente é
aquecido pela troca de calor com o cilindro aquecido e pela fricção. O ar que está
entre o material e as paredes da extrusora é liberado e empurrado para trás, saindo

8
pelo funil de alimentação. Nessa região a profundidade dos filetes varia ao longo do
seu comprimento. A taxa de cisalhamento desenvolvida nessa seção é maior do que
a da zona de alimentação.
3 – Zona de Dosagem ou de Controle de Vazão (Calibragem) – É a parte
final da rosca, geralmente possui uma profundidade dos filetes relativamente
pequena e é mantida constante em toda sua seção. Sua finalidade é de dar
estabilidade ao polímero e ajudar a manter constante o fluxo do material. Esta é a
seção da qual se tem relativamente mais conhecimento de como trabalha, pois é
nesta em que o material está completamente viscoso e pode-se através de algumas
suposições justificadas, estudá-la matematicamente e se comprovar
experimentalmente.
Razão ou Relação entre Comprimento (L) e Diâmetro (D)
Além da função específica de cada zona, a relação entre L/D do parafuso
(rosca) de extrusão influencia o processo de mistura e produtividade de uma
extrusora.
Razão ou Relação de Compressão
As roscas se classificam, freqüentemente, pela sua taxa de compressão. A
razão entre a profundidade do canal (altura do filete) entre as seções de alimentação
e dosagem é chamada de razão ou relação de compressão
Os materiais termoplásticos utilizados pelo processo de extrusão diferem
entre si, tanto em propriedades térmicas como em propriedades mecânicas. A
dureza, calor específico, fluidez, coeficiente de fricção, temperatura de fusão, etc.,
leva a considerar que é quase impossível ter-se uma única rosca capaz de trabalhar
satisfatoriamente bem, com mais de um tipo de material.
Normalmente, a zona de alimentação é maior para polímeros cristalinos, já
que estes requerem maior calor para fundir. A zona de compressão, geralmente
possui 50% do comprimento total do parafuso.
A geometria da rosca influencia a plastificação do polímero pelo fato de afetar
as características de transferência de calor, taxa de cisalhamento e uniformidade da
vazão. A Tabela 3 mostra as dimensões, em mm, de alguns parafusos típicos de
extrusão.

9
Segundo Bretas e D´Ávila, como regras gerais, pode-se estabelecer que:
Polímeros mais estáveis ao calor podem utilizar canais mais rasos,
facilitando a homogeneização, porém levam mais tempo par aquecer;
Polímeros mais viscosos podem utilizar canais mais profundos;
Canais rasos significam melhores mistura, mas maior geração de calor
pelo atrito e, consequentemente, maiores temperaturas do material
amolecido ou fundido;
Canais profundos produzem maiores mudanças na vazão, provocadas
pelas alterações na pressão.
Tabela 3 Dimensões de alguns parafusos específicos
para determinados polímeros. *Fonte: Bretas e Dávila PVC RÍGIDO PS LDPE HDPE NÁILON
Diâmetro 90 90 90 90 90
Comprimento 1800 1800 1800 1800 1800
Zona 1 270 540 450 720 1350
Zona 2 1530 360 900 360 90
Zona 3 0 900 450 720 360
Passo 90 90 90 90 90
Altura Z2 5 3,5 3,1 3,9 3,1
Altura Z1 15 15 15 15 15 Onde: Zona 1 - Zona de alimentação
Zona 2 - Zona de compressão; Zona 3 – Zona de Dosagem.
Observe com o auxílio da Tabela 3 que a rosca para o PVC não apresenta
zona de compressão. Isto ocorre, porque o PVC se degrada facilmente quando
submetido à temperaturas superiores à 210oC, ou até menos. A temperatura de
fusão para o PVC é de 230oC, mas nunca se trabalha nesta temperatura, portanto, o
material quando em processamento apresenta alta viscosidade, a menos que, sejam
adicionados plastificantes ou lubrificantes. A compressão deste material dentro da
extrusora deve ser alcançada gradualmente para evitar altas taxas de cisalhamento
ao longo de toda a rosca. Por isto que a profundidade do canal deve ser

10
paulatinamente decrescente ao longo de toda a rosca. Como o PVC tem alta
viscosidade mesmo no estado amolecido, não é preciso uma zona de controle de
vazão (zona de dosagem) com canal constante e muito raso, pois não ocorrem
flutuações no fluxo.
O Náilon é um polímero semicristalino altamente higroscópico. Por isso, este
material deve ser levado em uma estufa com circulação de ar antes de seu
processamento. O náilon, normalmente apresenta temperatura de processamento
acima de 240oC, tem uma faixa de fusão estreita, oxida facilmente com a presença
de ar quente e apresenta uma baixa viscosidade depois de fundido. Com estas
propriedades este material necessita de uma zona de dosificação com canal
constante e bem raso, para evitar flutuações, devido à sua baixa viscosidade.
Rosca de Dois Estágios No processo de extrusão também, trabalha-se com polímeros que possuam
junto a si materiais voláteis, que podem vir em forma de umidade.
Como verificado anteriormente, uma rosca normal de um estágio, a única
saída de gases e vapores é por trás, saindo pelo funil de alimentação ou seguindo
junto com a resina e saindo pelo cabeçote junto com o produto extrudado. Desta
forma, os voláteis acabam afetando a qualidade do produto, apresentando marcas
visíveis superficialmente como bolhas, manchas, etc.
Para solucionar tal problema, adotou-se como solução uma técnica que
consiste em duplicar o processo, ou seja, extruda-se o material, extrai-se dele os
voláteis, volta-se a extrudar o mesmo material e, em seguida, tem-se o produto final.
Apesar de ser um processo duplicado, ele é feito simultaneamente com roscas de
dois estágios, que nada mais é do que duas roscas normais, uma atrás da outra e
na junção destas deixa-se um orifício no cilindro para a saída dos voláteis.
Normalmente este tipo de rosca é empregado para o PET reciclado. O PET é um
polímero que se funde em temperaturas de 275oC e libera materiais voláteis durante
a extrusão. Desta forma, para este polímero utiliza-se uma rosca de dois estágios,
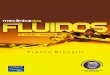
conforme está ilustrada na Figura 3.
11
Onde: 1 – Primeira zona de alimentação; 2 – Primeira zona de compressão; 3 – Primeira zona de dosagem; 4 – Zona de degasagem; 5 – Segunda zona de alimentação; 6 - Segunda zona de compressão; 7 - Terceira zona de dosagem (controle de vazão)
Figura 3 – Rosca de dois estágios.
Rosca Dupla Uma extrusora de dois parafusos (rosca dupla) tem a capacidade de misturar
o material eficientemente evitando o superaquecimento (degradação) do material
polimérico. Existem dois tipos básicos de extrusoras de dois parafusos, em que as
roscas giram em concordância ou em oposição. Estas extrusoras são empregadas,
normalmente, para se produzir blendas ou compósitos poliméricos ou para misturar
aditivos ao material polimérico. A Figura 4 ilustra a rosca dupla de uma extrusora.
As extrusoras de dupla rosca, apesar de maior custo, apresentam algumas
vantagens em relação as extrusoras de uma rosca, dentre estas vantagens
destacam-se:
Maior eficiência de mistura, plastificação e homogeneização do composto,
em função da geometria da rosca ser mais elaborada.
Podem ser usadas temperaturas de processamento menores, diminuindo
assim o consumo de energia elétrica.
Maior eficiência no transporte de massa, ou seja, menor variação da vazão
de material polimérico, o que representa maior controle dimensional do
produto final.

12
Figura 4 – Tipos de roscas usadas em uma extrusora de rosca dupla:
(a) rosca convencional, (b) rosca de alto cisalhamento.
Sistema de tela e disco quebra fluxoO sistema de tela utilizado no processo de extrusão é um fator importante
conforme constatado quando se analisa o comportamento e o fluxo do material
dentro do cilindro, porque além de atuar como elemento filtrante no final do cilindro,
cria uma obstrução ao fluxo gerando com este, um gradiente de pressão contrária,
forçando o retorno do material e ajudando a sua mistura e homogeneização. Outro
detalhe importante é que antes do sistema de tela, o fluxo tende a girar em função
do movimento da rosca e após o sistema filtrante, o fluxo é “parado”, seguindo “reto”,
para frente, na direção do cabeçote. É justamente por este fator que se consegue
extrudar materiais com duas ou mais cores sobrepostas.
Figura 5 – Ilustração de um sistema de disco quebra fluxo

13
Análise do fluxo do material dentro do cilindro (Reologia)Uma extrusora alimentada por um polímero sólido é chamada de “extrusor
plastificador”, ou seja, sua função não é apenas a de transportar o material, mas
também a de fundir o termoplástico, homogeneizá-lo e bombeá-lo através de uma
ferramenta (cabeçote), que dará a forma final ao produto.
Atualmente, as extrusoras trabalham a uma velocidade entre 20 a 200 rpm,
podendo ter uma produção de 2000 Kg/h ou mais, dependendo da sua dimensão, do
polímero a ser extrudado e do produto final.
Um dos principais fatores que limita a produção de uma máquina extrusora é
a homogeneidade do extrudado. A fim de se compreender melhor o funcionamento
de uma extrusora, pode-se considerar o seguinte esquema:
ALIMENTAÇÃO
⇓
ZONA 1 (Transporte de Sólidos)
⇓
ZONA 2 (Fusão ou Plastificação)
⇓
ZONA 3 (Bombeamento)
⇓
Saída (Produto)
O comportamento global da máquina depende de como se processa,
individualmente, cada zona. Para que se tenha condição de controlar o processo é
necessário que a máquina tenha condições de obedecer as seguintes relações:
A velocidade de transporte de material sólido pela Zona 1, seja pelo
menos igual ou superior à velocidade de fusão ou plastificação da Zona 2.
A velocidade de plastificação da Zona 2 tem que ser igual ou maior que a
velocidade de bombeamento da Zona 3.
Caso não ocorram estas condições, a rosca irá trabalhar em “vazio” ou“ mal
alimentada”. Quando se cumprem estas condições, diz-se que a Zona 3
(bombeamento) controla a operação, mantendo o fluxo mais estável, extrudado de

14
melhor qualidade, bem melhor do que se a operação tivesse sido controlada por
qualquer outra zona.
Para um melhor entendimento, torna-se necessário detalhar cada zona.
Zona 1 – Zona de Alimentação – Transporte dos Grânulos
Estuda-se esta zona empregando uma teoria de transporte de sólidos,
apoiada parcialmente em alguma evidência experimental, a qual não fornece base
suficiente para se concluir que as suposições feitas através de teorias analíticas
estejam totalmente corretas.
Em condições ideais, as partículas individuais deveriam seguir trajetórias
retas e paralelas ao eixo da rosca. Nestas condições, a velocidade máxima de
transporte se calcularia com facilidade, porém, ao avançar dentro do cilindro, o
mecanismo de transporte se modifica, as partículas vão se compactando e tendem a
se mover como uma massa maciça, friccionada pelas superfícies da rosca e do
cilindro.
Zona 2 – Zona de plastificação ou Compressão
A zona de plastificação ou de transição se define como sendo parte da
extrusora em que coexiste polímero sólido e fundido. Como comentado
anteriormente, o comprimento da zona de plastificação é função da geometria da
rosca e das propriedades reológicas do polímero. Nesta etapa o material é
amolecido pelo atrito e pela condução térmica.
Zona 3 – Zona de dosagem ou bombeamento
Teoria de Fluxo para extrusora de rosca única
Na zona de dosagem ou bombeamento o material deve estar completamente
amolecido ou fundido. Esta seção é a região em que se tem maior conhecimento a
respeito do mecanismo de transporte de material.
Nesta zona, a rosca gira dentro do cilindro, esse movimento gera o arraste do
polímero e ao mesmo tempo, o polímero flui devido a existência de Pressão (P) ao
longo do canal da rosca. Estes dois tipos de fluxo apresentam perfis de velocidades
distintos (arraste e contra pressão) como ilustrado na figura 6. Entre a rosca e o
cilindro deve existir uma folga para evitar o atrito entre estes materiais. Esta folga é

15
pequena de maneira que o polímero viscoso que tem alta viscosidade durante o
processamento, não deve vazar. Normalmente esta folga é de 2 mm.
Eventualmente, devido ao desgaste o polímero pode escapar por entre esta folga.
Para efeito de cálculos, este escape.
Fluxo de arraste Fluxo de contra - pressão
Figura 6 – Perfil de velocidade desenvolvido na rosca devido o seu
movimento de arraste e geração de pressão.
Fluxo de arraste é o movimento relativo do fluido entre as paredes do cilindro
e da rosca, é simplesmente considerado o movimento para frente do fluido, gerando
um perfil de velocidade linear, enquanto que o fluxo de contra-pressão é um fluxo
devido ao gradiente de pressão ao longo do canal da rosca, gerando um perfil de
velocidade parabólico. A vazão de material durante o processamento de extrusão
gerada pela movimentação da rosca está relacionada ao fluxo de arraste, contra-
pressão e ao fluxo de escape (vazamento), descrita segundo a equação abaixo:
Q = Qp d + Qp + Qe (1)
Em que Q , Q e Q são as vazões devido ao arraste, pressão e ao escape. d p e
O fluxo de polímero gerado pela movimentação da rosca pode ser descrito
segundo a equação abaixo.

16
PCNAQ Δ−=η
. (2)
A e C são constantes geométricas do parafuso e N velocidade da rosca.
A vazão ou a produtividade de uma extrusora dependerá das seguintes
variáveis:
Geometria da rosca: diâmetro, passo. ângulo da hélie da rosca, largura,
profundidade e cumprimento do canal, folga entre o filete e o cilindro.
Polímero: propriedades reológicas.
Condições de operação: velocidade da rosca, temperatura e pressão de
extrusão.
Fenômenos observados na extrusão devido à elasticidade do polímero
Inchamento do extrudado (Die Swell)
O inchamento do extrudado é um fenômeno caracterizado pelo aumento do
diâmetro do extrudado em relação ao diâmetro da matriz. Este fenômeno está
ilustrado na Figura 7. O inchamento do extrudado é representado de forma
quantitativa pela taxa de inchamento, α , definida por:
m
e
DD
=α (3)
em que: α é a taxa de inchamento do extrudado, D é o diâmetro do extrudado e De m
é o diâmetro da matriz.
Na região anterior à matriz as moléculas do polímero estão em sua
conformação enovelada (estado equilíbrio termodinâmico). Dentro da matriz as
moléculas começam a se orientar (conformação alongada) devido ao aumento da
taxa de cisalhamento. Na saída da matriz, as moléculas tenderão a voltar em seu
estado fundamental (conformação enovelada). Isto produz um encolhimento

17
longitudinal e uma expansão lateral. A Figura 7 apresenta o esquema de inchamento
do extrudado.
Figura 7 – Ilustração do inchamento do extrudado.
Fatores que afetam o inchamento do extrudado:
A taxa de inchamento do extrudado α, aumenta com o aumenta da
taxa de cisalhamento;
A uma taxa de cisalhamento fixa, o inchamento do extrudado decresce
com a temperatura e com o aumento do comprimeto da matriz;
Quanto maior o tempo de residência dentro da matriz, menor o
inchamento do extrudado.
Fratura do Fundido
A fratura do fundido é um fenômeno que pode ocorrer durante o processo de
extrusão e é caracterizada pelo aparecimento de extrudados com superfície sem
brilho, rugosa e, por vezes, levemente rosqueada, conforme ilustrada na Figura 8.
Figura 8 - Ilustração de alguns tipos de fratura do fundido.

18
Fatores que afetam a fratura do fundido:
Acima de uma taxa de cisalhamento crítica, o extrudado fica irregular;
A taxa de cisalhamento crítica aumenta com a temperatura e com a
razão entre L/D.
Segundo alguns autores, a fratura do fundido é originada pela propagação
turbulenta da massa fundida na parede da matriz. Isto pode ser constatado, já que
abaixo da tensão crítica o polímero flui continuamente e suavemente perto da
parede da matriz. Acima desta tensão crítica, este polímero repentinamente começa
a quebrar e fraturar. Observou-se que a tensão crítica é dependente do material de
construção da matriz, desta maneira, a força de adesão entre polímero/matriz pe um
fator importante.
TÉCNICAS DE EXTRUSÃO
Extrusão de tubos Extrusão de filmes Extrusão de filmes planos Processo de extrusão-laminação Processo de Co-extrusão Processo de Revestimento de Arames
a) Extrusão de Tubos
O processo de fabricação de tubos inicia-se na extrusora, responsável pela
plastificação, homogeneização e controle de fluxo de material na saída da matriz. Na
saída da matriz encontra-se um calibrador a vácuo que tem a função de resfriar e
controlar o diâmetro externo do tubo. Normalmente, utiliza-se água gelada na saída
do calibrador de modo a conseguir maiores taxas de remoção de calor. Na frente do
calibrador encontra-se o puxador, o dispositivo de corte e recepção dos tubos
cortados, como ilustrado na Figura 10. A produção utilizando-se o calibrador, o
diâmetro externo do tubo é determinado pelo calibrador, enquanto que o diâmetro
interno é determinado pelo diâmetro do torpedo. A Figura 9 ilustra uma matriz típica
para a extrusão de tubos.

19
Figura 9 – Extrusão de tubos: técnica da matriz de calibragem.
(Brasken, A. R. et al.).
Figura 10 – Ilustração de uma matriz para extrusão de tubos.
(Brasken, A. R. et al).
A matriz deve ser projetada de forma a suportar altas pressões. Além disso, o
torpedo e o adaptador devem ser projetados de forma a assegurar o fluxo laminar,
sem pontos mortos que possam produzir o estacionamento do material.
b) Extrusão de Filmes
Filmes ou películas de material polimérico podem ser obtidos através do
processo balão (filme soprado). Neste processo, uma extrusora alimenta uma matriz
tubular cujo anel de saída tem uma abertura bastante delgada. O tubo anular assim
extrudado sofre expansão na forma de uma bolha por meio de um fluxo de ar
soprado através do torpedo. O resfriamento do filme ocorre por meio de outro jato de
ar cuidadosamente controlado. O filme polimérico é então fechado por meio de rolos
de pressão e tração. O material obtido é bobinado sob tensão constante.
Os filmes produzidos por este processo são estirados longitudinalmente e
transversalmente. A largura e a espessura do produto final é controlada através da
velocidade de extrusão e do tamanho da bolha. A resistência mecânica do filme é
função direta da orientação molecular no sentido longitudinal e transversal.

20
Através deste processo podem-se produzir filmes rígidos, flexíveis e semi-
rígidos, com espessuras inferiores a 20μm. Este processo é adequado para a
fabricação de sacos plásticos. Entretanto a sua produtividade tende a ser baixa, em
virtude do tempo elevado que é requerido para o resfriamento da bolha. Em geral
emprega-se a extrusão ascendente, como ilustra a Figura 11. Também é empregada
a extrusão de filmes descendentes e horizontais.
Com o objetivo de garantir a produção dos filmes é essencial o controle do
resfriamento da bolha. A bolha chega achatada nos roletes de compressão, caso o
filme não esteja suficientemente frio as extremidades do mesmo podem colar entre
si. Desta maneira, deve-se produzir uma bolha estável e simétrica e resfriada
adequadamente para impedir a tendência do filme colar em si próprio ao passar
pelos cilindros de compressão.
Figura 11 – Ilustração de uma extrusora de filme plano. Adaptado de Blass, A. (1988).

21
c) Extrusão de Filmes Planos
O processo de produção de chapas ou filmes planos é realizado através da
extrusão de material amolecido ou fundido que alimentada a matriz plana de largura
e espessura adequadas às dimensões finais da chapa. Após passar pela matriz
plana, a massa fundida ou amolecida é então resfriada para adquirir sua forma final.
As chapas são normalmente resfriadas através do contato com rolos (calandras),
conforme ilustrado na Figura 12. As chapas são puxadas e armazenadas em
bobinas. Este processo fornece um produto de transparência superior ao processo
tubular, devido a possibilidade de se fazer um resfriamento rápido do material
fundido. O choque térmico limita o crescimento de esferulitos, em polímeros
semicristalinos, o que pode garantir a obtenção de filmes mais transparentes e
brilhantes.
Figura 12 – Esquema ilustrativo da produção de chapas.
A matriz possui uma longa fenda que permite a extrusão em altas
temperaturas mantendo altas taxas de produção. A temperatura elevada garante o
mínimo de irregularidades superficiais. A Figura 13 apresenta algumas matrizes para
a extrusão de chapas.

22
Figura 13 – Tipos de matrizes para fabricação de chapas.
d) Processo de Extrusão-Laminação Este processo é empregado para a aplicação de uma fina camada de polímero
sobre papel, tecidos, filmes metálicos ou outros substratos. O processo de extrusão
– laminação apresenta similaridade ao processo de produção de filmes. O material
extrudado é encaminhado a uma matriz plana que conforma o material em forma de
chapa. O filme fino de polímero, ainda amolecido, é aplicado sob pressão ao material
de recobrimento (substrato), conforme ilustrado na Figura 14. O material a ser
recoberto é alimentado continuamente desde uma posição de desbobinamento,
passando sobre o cilindro de pressão. A espessura da camada aplicada pode ser
regulada pela velocidade de fluxo da massa fundida e pela velocidade do substrato.

23
Entre os files usados para a co-laminação, destacam-se poliestireno, polietileno de
alta densidade, poli(metacrilato de metila) e poli(cloreto de vinila).
Figura 14 – Ilustração de um equipamento de extrusão-laminação.
Adaptado de Blass, A. (1988).
e) Processo de Co-Extrusão
A co-extrusão é um processo no qual se consegue sobrepor camadas de dois ou
mais materiais diferentes, com o objetivo de se obter uma chapa com características
especiais. Estas características podem ser, resistência química, brilho superficial,
barreira a gases, resistência ao impacto, ou simplesmente cores diferentes dos dois
lados da chapa extrudada. O sistema de co-extrusão mais conhecido é a da matriz
múltipla que necessita de mais de uma extrusora que são conectadas a uma matriz
especial. A figura 15 ilustra o processo de coextrusão de chapas.

24
Figura 15 – Processo de coextrusão de chapas com duas camadas.
f) Processo de Revestimento de Arames Fios e cabos elétricos podem ser isolados com polímeros extrudados através
de matrizes transversais à linha de extrusão. O polímero extrudado alimenta a
matriz, especialmente desenhada para poder receber o fio ou cabo a ser recoberto
por seu interior. O fio metálico entra em contato com o polímero amolecido e é
resfriado pela passagem por uma série de banheiras e embobinado em
comprimentos pré-determinados. Para certificação da integridade do isolamento, as
linhas de recobrimento de fios e cabos elétricos incorporam ainda o chamado teste
de faísca. Nesse teste, o fio ou cabo passa por dentro de uma bobina de alta
capacidade que induz alta corrente em uma pequena seção do produto. No caso de
falha no isolamento, a corrente escapa pela mesma, provocando uma faísca
detectada pelo equipamento e acionando um alarme para ao operador da linha,que
segrega a bobina defeituosa. A figura 16 e 17 mostra o processo e uma matriz típica
de extrusão de isolamento de fios e cabos elétricos.

25
Figura 16 – Processo de extrusão para cobertura de fios e cabos.
(adaptado por Blass, A. 1988).
Figura 17 - Matriz de recobrimento de fios e cabos elétricos: (a) matriz de alta
pressão; (b) matriz tipo tubular (Brasken, A. R. et al).

26
2.3 INJEÇÃO
A moldagem por injeção é um dos processos mais versáteis e modernos na
área de transformação de polímeros. Este processo consiste basicamente em forçar
o polímero amolecido ou fundido, através de uma rosca - pistão, para o interior da
cavidade de um molde. Após o resfriamento a peça é então extraída. A moldagem
de injeção é um processo intermitente composta por várias etapas que se repetem a
cada ciclo, na qual podem ser produzidas uma ou várias peças por vez. Vários
produtos podem ser fabricados através do processo de injeção, tais como:
brinquedos, discos, telefones, gabinetes de computadores e televisores, capacetes,
para-choques, dentre outros. Este processo pode ser usado tanto para
termoplásticos, elastômeros como termofixos.
As propriedades de peças poliméricas fabricadas pelo processo de injeção
estão intimamente ligadas ao conhecimento do fluxo do fundido nos canais de um
molde. As propriedades finais dos moldados dependem das condições do
processamento. Duas peças de um mesmo material fabricadas, em uma mesma
máquina injetora e mesmo molde, sob diferentes condições de injeção podem
apresentar diferentes níveis de encolhimento e tensões internas. Isto significa que as
duas peças terão propriedades distintas. Desta maneira, o conhecimento de como o
polímero flui dentro das partes do molde e do estabelecimento de condições ideais
de moldagem é de fundamental importância para a determinação da qualidade de
um moldado. O material polimérico deve possuir uma viscosidade adequada para
escoar e preencher totalmente o molde.
TIPOS DE EQUIPAMENTOS
Máquina Injetora com pistão (êmbolo) A moldagem de injeção é um processo de transformação que passa por
várias etapas que são executadas em uma ordem que é repetida. A repetição destas
etapas é denominada de ciclo de injeção. O ciclo de injeção começa a partir da
adição de material polimérico no funil de alimentação. O polímero passa do funil de
alimentação para o cilindro que é aquecido, através de resistências elétricas. O
material amolecido é empurrado (injetado) pelo êmbolo contra as paredes da

27
cavidade do molde que deve estar fechado. O molde permanece fechado até que
ocorra o resfriamento adequado do polímero. Após seu resfriamento a peça é então
extraída. A figura 18 ilustra uma máquina de injeção com pistão que possuem os
seguintes componentes:
1. Funil de alimentação – Local onde é adicionado o material polimérico, na
forma de pós ou pellets (termoplásticos);
2. Cilindro de aquecimento – Local onde o material aquecido é
amolecido/fundido;
3. Êmbolo – Ferramenta que opera no cilindro e tem a função de empurrar o
polímero, aplicando pressão ao material, empurrando-o contra as cavidades do
molde;
4. Prensa – A prensa é a parte da máquina de injeção onde se localiza o
molde que tem a função de “dar forma” ao material polimérico;
5. Sistema de controle e pressão – que tem a função de comandar os a
temperatura, mecanismos de injeção e fechamento do molde na seqüência
adequada para a fabricação de produtos com excelente qualidade.
Figura 18 – Máquina de injeção de pistão.
Adaptado de Blass, A. (1988).

28
O ciclo de moldagem em máquinas de êmbolos compreende em:
1 – Fechamento do molde;
2 – O êmbolo avança e empurra o material no molde (injeção);
3 – O êmbolo permanece avançado durante um determinado tempo;
4 – O êmbolo é recuado e durante a sua retração é dosado (alimentado) mais
material amolecido. O molde permanece fechado para que o material seja resfriado
adequadamente;
5 –O molde se abre e então a peça é extraída. O ciclo de operação pode ser
repetido. A Figura 19 ilustra o ciclo de injeção de uma máquina de pistão.
Figura 19 – Ciclo de injeção em máquinas de êmbolo.
Máquina Injetora com parafuso No passado era comum o uso de máquina injetora de pistão, porém devido à
sua baixa eficiência de plastificação do material, este equipamento caiu em desuso,
com o desenvolvimento de máquinas dotadas de parafuso/pistão. Desta maneira,
hoje em dia, a maioria das máquinas de injeção de termoplásticos é do tipo de
parafuso ou rosca recíproco, conforme ilustrado na Figura 20. Este equipamento
possui, dentro do cilindro de plastificação, um parafuso semelhante ao descrito no
processo de extrusão. A função do parafuso é homogeneizar e plastificar o material
até que o mesmo esteja com viscosidade adequada para ser injetado nas cavidades
do molde.

29
Figura 20 – Equipamento de injeção com rosca/pistão.
Adaptado de Blass, Arno (1988).
Descrição do processo:
O polímero é adicionado na injetora através do funil de alimentação. A rosca
gira e empurra o polímero para a parte frontal da mesma. Enquanto a rosca gira ela
recua para trás, pois precisa de espaço à sua frente para depositar o material
polimérico fundido ou amolecido e homegeneizado. Após a deposição de uma
quantidade suficiente de material depositado na parte frontal da rosca, uma válvula
presente perto do bico de injeção se abre. Neste momento, a rosca deixa de atuar
como parafuso e atuará como se fosse um pistão, fazendo movimento para frente,
empurrando assim o material para dentro das cavidades do molde. No momento da
injeção de material, o molde deve estar vazio e fechado. Depois de terminado de
injetar e compactar o material dentro do molde, a rosca permanece exercendo uma
pressão sobre o injetado (pressão de recalque). Assim que o polímero entra através
dos canais do molde, inicia-se o processo de resfriamento do material. Depois de
resfriado o material é então extraído. Normalmente este processo pode ser descrito
em seis etapas:
1. Fechamento do molde: o ciclo de moldagem é iniciado pelo fechamento e
travamento do molde.

30
2. Dosagem: plastificação e homogeneização do composto no cilindro de injeção,
que é feita através do movimento de rotação da rosca recíproca e de aquecimento
do cilindro por resistências elétricas.
3. Injeção: como o próprio nome indica, trata-se da injeção do composto fundido
para o interior da cavidade (ou cavidades) do molde por meio do movimento linear
de avanço da rosca recíproca e bloqueio do contrafluxo pela ação do anel de
bloqueio.
4. Recalque: finalizado o preenchimento das cavidades, a pressão nas mesmas é
mantida até a solidificação completa dos pontos de injeção. Essa manutenção da
pressão nas cavidades é conhecida como recalque, e se destina a compensar a
contração da peça moldada durante seu resfriamento, evitando a ocorrência de
defeitos de moldagem como os chamados “rechupes” e outras imperfeições, bem
como perda de parâmetros dimensionais.
5. Resfriamento: finalizada a etapa de recalque, a peça é mantida no molde
fechado para complementação de sua solidificação. Paralelamente à etapa de
resfriamento sem aplicação de pressão na cavidade, o processo inicia um novo ciclo
de dosagem de polímero para a próxima injeção. O resfriamento prossegue até que
a peça moldada apresente resistência mecânica suficiente para poder ser retirada do
molde sem sofrer deformações ou perda de parâmetros dimensionais. O estágio de
resfriamento controla o ciclo total de injeção, já que é uma etapa de maior duração e
dependerá da espessura do molde, da capacidade calorífica do material moldado e
das propriedades desejadas para a peça.
6. Extração: encerrada a etapa de resfriamento o molde é aberto e a peça extraída
por ação de extratores mecânicos ou, mais comumente, hidráulicos ou elétricos.
Alguns produtos podem ser extraídos com o auxílio de ar comprimido ou pela
simples interferência do operador da máquina injetora. O ciclo de moldagem é então
reiniciado por um novo fechamento do molde e etapas posteriores.
A Figura 21 apresenta o ciclo de injeção em uma máquina de rosca/pistão.

31
Figura 21 – Ciclo de injeção em uma máquina de rosca/pistão
(Arthur N. Wilkinson).
FUNÇÃO DA ROSCA E DO MOLDE
ROSCA: Fase de plastificação ou fusão
A rosca de injeção opera como a de uma extrusora, fundindo e
homogeneizando o polímero. O amolecimento ou fusão da massa polimérica ocorre
devido à condução térmica do cilindro (mantas elétricas) e ao cisalhamento
provocado pela rotação da rosca. As propriedades do polímero que é dosado na
frente do parafuso têm efeito sobre as propriedades finais da peça. Entre estas
propriedades pode-se citar: grau de homogeneidade (mistura dos aditivos ou cargas
que compõem o polímero e uniformidade da temperatura da massa polimérica);
viscosidade adequada para preencher o molde a uma determinada velocidade de
injeção e ausência de degradação dos componentes da massa polimérica.
Os parâmetros importantes na etapa de dosagem são: a temperatura do
cilindro, a velocidade de rotação da rosca e a contrapressão da rosca. Maiores
velocidades de rotação da rosca promovem maior cisalhamento e homogeneização

32
do polímero, porém com maior aumento da temperatura da massa polimérica, o que
pode comprometer a estabilidade da mesma. O mesmo vale para a contrapressão
da rosca, que nada mais é do que a pressão exercida na traseira da rosca de modo
a dificultar seu recuo no momento da dosagem. Quanto maior a contrapressão,
maior o cisalhamento e homogeneização do material, bem como maior a solicitação
térmica do mesmo. Assim como na rosca de extrusão a rosca de injeção é dividida
em três partes:
1. Zona de Alimentação – esta zona é mais longa que a zona de alimentação de
uma extrusora, isso ocorre porque durante o transporte de material ocorre o recuo
da rosca para trás, encurtando gradativamente a zona de alimentação. Nesta região
o polímero está na forma de grânulos ou pó e paulatinamente o material tem sua
viscosidade diminuída.
2. Zona de Transição ou compressão – Neste estágio o polímero passa do estado
sólido para o fundido ou amolecido. A função desta zona é fundir o polímero,
homogeneizar e misturar o material. A taxa de fusão ou amolecimento do polímero
na rosca dependerá da capacidade de plastificação da rosca. A plastificação
depende da troca de calor por condução, atrito (cisalhamento) e da razão de
compressão da rosca. Uma alta razão de compressão significa rápida passagem do
material do estado sólido para o fundido.
3. Zona de dosagem ou controle de vazão – A função desta região é de estabilizar
o fluxo e gerar pressões para trás para garantir a plastificação. Nesta zona o material
deve estar devidadmente misturado e sua temperatura deve estar homogeneizada.
No processo de injeção o controle da vazão pela rosca não é tão importante quanto
no processo de extrusão. O polímero é dosado na frente da rosca, onde fica
armazenado até o momento da injeção.
MOLDE Após ser plastificado e homogeneizado pela rosca, o material amolecido ou
fundido é empurrado para dentro do molde. O molde tem formato da peça desejada
e normalmente está a temperaturas baixas para resfriar rapidamente o material
polimérico. Para chegar até as cavidades do molde, o material flui através de canais,

33
passando pela bucha (canal de alimentação) e pelos canais de distribuição e ou
alimentação. Na entrada da cavidade o polímero flui pelo ponto de injeção que é
uma passagem estreita que separa o produto final do sistema de alimentação. Os
moldes podem custar desde US$ 9.000,00 (moldes de 30 g) até US$ 2.000.000,00
(moldes para peças automotivas). Tais custos são relacionados com aspectos como
tolerância, acabamento, durabilidade e dimensões. Os moldes são fabricados com
materiais de alta dureza e resistência à degradação por fricção e temperatura. Aço,
aço endurecido, ligas de cromo, ligas de alumínio e aço são alguns materiais
usados. A Figura 22 ilustra um molde convencional de duas placas com canal frio
usado para a produção de peças plásticas injetadas. Estes moldes apresentam duas
partes, uma fixa e outra móvel. Quando a placa móvel se movimenta, aciona o
sistema de extração e o conjunto injetado cai ou é retirado. O molde é constituído
por diferentes partes funcionais, cada qual com as seguintes funções específicas,
tais como:
Sistema de canais é por onde o polímero flui até chegar na cavidade do
molde. Este sistema deve apresentar um dimensionamento tal que o polímero
consiga preencher adequadamente a cavidade do molde. Este sistema deve possuir
pequena área superficial para evitar resfriamento rápido, diâmetros grandes para
minimizar a resistência ao fluxo e não devem ser muito longos para reduzir tempos
de resfriamento e perda de material (refugo). O sistema de canais é constituído de:
(a) canal de injeção que liga o bico de injeção do canhão da injetora, (b) canal de
alimentação/distribuição que devem ser o mais curto possível, utilizando assim
menos material e menor tempo de fluxo, e (c) ponto de injeção que tem como
funções de aumentar a velocidade de resfriamento em pontos localizados, aumentar
a taxa de cisalhamento, visando reduzir a viscosidade do polímero para preencher o
molde e facilitar a extração da peça ao canal de alimentação. .
Sistema de resfriamento é responsável por acelerar a solidificação e
extração da peça. É importante ressaltar que o resfriamento do material deve ser
dequado para evitar acúmulo de tensões residuais e empenamento da peça. Este
resfriamento é obtido pela circulação de um líquido refrigerante através de canais
específicos que envolvem a cavidade. Quando são injetados polímeros

34
semicristalinos, podem-se utilizar moldes quentes para permitir um maior
crescimento de esferulitos ou para aliviar as tensões internas da peça.
Sistema de fechamento do molde visa manter o molde fechado durante a
injeção, evitando assim o vazamento de material. As pressões envolvidas são da
ordem de 140 a 200 MPa.
Sistema de extração da peça é responsável para garantir a fácil retirada dos
moldados, sem que os mesmos sejam danificados.
(A) (B)
Figura 22 – Molde de duas placas: a) molde fechado e b) molde abrindo. Observe que para este tipo de molde os canais de alimentação e injeção caem juntos com a peça, sendo posteriormente, necessário separar a peça dos canais. (Morton-Jones)
Além do molde de duas placas existem os moldes de três placas, moldes com
canais isolados e com canais quentes.
Os moldes de três placas possuem três partes, sendo uma fixa, uma que
flutua no centro com velocidade de abertura intermediária a uma outra placa que se
movimenta com velocidade maior. Neste caso, os canais de alimentação e de
distribuição são separados automaticamente das peças. A Figura 23 ilustra o molde
de três placas.

35
Figura 23 – Molde de três placas, as peças se separam dos canais de alimentação e injeção (galhos) no momento em que as placas se abrem. (Morton-Jones)
Os moldes do tipo convencional com três ou duas placas apresentam o
inconveniente de requerem remoção da parte do sistema de alimentação e injeção
(galho). Com o objetivo de evitar perda excessiva de material, elimina-se estes
canais. A eliminação destes canais pode ser feita através da injeção direta, em que o
polímero entra diretamente no bico de injeção para dentro do molde, ou através da
injeção com câmara quente. Neste caso, o polímero flui através dos canais quentes,
não resfriando e entrando n a cavidade final, com propriedades reológicas e térmicas
controladas. No sistema de canal quente todo sistema de alimentação ou parte dele
é mantido aquecido de forma que o material permaneça preparado para entrar no
molde no próximo ciclo de injeção. As vantagens deste tipo de molde são: ciclo mais
rápido, redução de perda de refugos, eliminação de separação da peça e maior
qualidade do injetado. Entretanto, estes moldes requerem um ferramental mais
sofisticado, o que torna o custo do equipamento maior.
FASE DE CONFORMAÇÃO
No processo de injeção, a conformação do material na cavidade do molde
pode ser dividida em três etapas:
1 – Fase de preenchimento do molde: nesta fase o polímero é empurrado para as
cavidades do molde, preenchendo. O material ainda está quente e completamente
expandido. Isto significa que após seu resfriamento o polímero irá encolher. Nesta
etapa há envio em torno de apenas 75-90% de massa de material necessária para
preencher totalmente o molde.

36
2 – Fase de pressurização ou compactação: como a densidade do polímero está
aumentando, devido à diminuição do volume provocado pelo resfriamento, é
necessário forçar mais material para dentro do molde para que a peça mantenha um
volume constante. Normalmente, a pressão de injeção nesta fase é máxima e é
enviado em torno de 10-25% a mais de material para compensar seu encolhimento.
3 – Fase de recalque ou compensação: nesta etapa ocorre envio restante de
polímero, se necessário para compensar a contração de material. Além disso, a
massa polimérica é mantida sob pressão dentro do molde para que não ocorra
retorno de material.
O comportamento do material durante o processo de preenchimento do molde
pode ser melhor entendido pelas curvas de pressão em função do tempo, conforme
observada pela Figura 24. A partir desta figura pode-se observar que durante as
fases de preenchimento, pressurização e recalque ocorrem importantes
transformações. O ponto de comutação ou pressão de comutação é quando ocorre a
mudança da pressão de pressurização para a pressão de recalque. Normalmente a
alteração do volume específico, contração de moldagem e tensões residuais são
determinadas pela fase de recalque. Segundo Birley, a seqüência do processo pode
ser descrita como:
1 a 2 Fase de Preenchimento – o preenchimento de material no molde gera um
aumento da pressão que é acompanhado pelo resfriamento do material até que a
fase de preenchimento seja completada. Nesta etapa ocorrem maiores velocidades
do fluido. A taxa de cisalhamento alcança valores de 104 s-1. A velocidade de injeção
deve ser alta para não ocorrer o resfriamento e preenchimento incompleto de
material no molde. Os tempos de injeção de peças pequenas são da ordem de 1 a 2
s, dependendo do material e da velocidade de injeção aplicada. Alta pressão de
injeção implica no aumento da orientação molecular das cadeias poliméricas. Se a
massa polimérica for resfriada antes da recuperação elástica, as moléculas podem
permanecer estiradas e tencionadas. Caso existir assimetria da distribuição destas
orientações gera-se tensão residual que pode causar falha pré-matura das peças. A
orientação molecular pode ser desejada caso o seu controle seja possível. Alguns
benefícios gerados pela orientação molecular podem ser explorados como:

37
resistência à tração e fluência na direção da orientação. Orientação não controlada
ou assimétrica pode causar empenamento da peça.
2 a 3 Fase de Pressurização – após o preenchimento volumétrico, mais massa
entra no molde, entretanto com menor velocidade em relação à fase anterior. O
polímero sofre uma compactação dentro da cavidade, com o objetivo de compensar
seu encolhimento. Esta fase é acompanhada por um aumento de pressão repentina
dentro do molde e atinge-se a pressão máxima de injeção. O ponto de comutação é
a região em que a fase de pressurização é finalizada e inicia-se a fase de recalque.
Quanto maior for a pressão mais massa entra no molde e maior será a compactação
das moléculas poliméricas. A fase de pressurização pode ser considerada como se
fosse uma continuação da etapa de preenchimento (pressão de injeção) e da fase
de recalque (pressão de recalque).
3 a 4 Fase de Recalque – durante a solidificação ocorre a contração da peça em
virtude da diminuição da temperatura da massa polimérica. Esta contração é
compensada pela introdução de mais material dentro do molde. A pressão de
recalque deve ser adequada para manter as cavidades do molde sempre cheias
durante a contração. Após tingir o ponto de comutação ocorre uma queda de
pressão na cavidade, isto ocorre pois quando as regiões vizinhas ao ponto de
injeção solidificarem, nenhuma quantidade adicional de polímero poderá entrar na
cavidade para compensar a contração da peça. O controle do peso da peça é uma
forma de monitorar o encolhimento da mesma. Quanto mais material entrar no molde
durante a pressurização e o recalque, mais densa ficará a peça e menor será sua
tendência de encolhimento. A maior parte das tensões internas do polímero injetado
densidade, massa, contração de moldagem ocorre na fase de recalque. O ponto 4 é
de extrema importância para a contração e conseqüentemente para as dimensões
finais da peça, sendo que neste ponto a peça começa a perder o contato com as
paredes da cavidade.
4 a 6 Fase de resfriamento – após o término da fase de recalque a pressão e a
temperatura da peça é continuamente diminuída, nesta fase ocorre o maior
encolhimento da peça. De 5 a 6 a peça moldada é extraída da cavidade e continua a
resfriar à temperatura ambiente. Normalmente a peça moldada termina de contrair

38
após atingir o ponto 6 (temperatura ambiente), porém pode ocorrer um considerável
encolhimento pós-prensagem (que pode ocorrer após 24 horas de extração),
principalmente para polímeros semicristalinos.
Figura 24 – Curva de P x t ilustrando as fases de preenchimento e resfriamento do
material no molde (Arthur N. Wilkinson).
FATORES QUE QUE AFETAM AS PROPRIEDADES DO PRODUTO FINAL As condições de processamento influenciam diretamente a estrutura do
material, como por exemplo: orientação molecular, grau de cristalinidade,
distribuição e forma dos cristais e tensões. A estrutura do material, por sua vez, irá
influenciar as propriedades finais do produto, tais como: propriedades mecânicas
óticas, elétricas e acabamento superficial, além do surgimento de defeitos, como
rechupes, empenamentos, bolhas e outros. Desta maneira, o controle das condições
de processamento é que irá garantir a qualidade e a reprodutibilidade das
propriedades finais da peça. Dentre as principais variáveis do processo de injeção
destacam-se:
Temperatura da massa – é a temperatura do material durante o processo. O efeito
da temperatura da massa nas propriedades mecânicas, tensões internas e no peso

39
da peça é bastante significativo. Temperaturas baixas de processo geram uma
queda mais acentuada na temperatura ao longo do canal de injeção no molde,
resultando em baixas pressões para que o material seja empacotado dentro da
cavidade. Como conseqüência, obtém-se peças com baixo peso. O aumento de
alguns graus na temperatura da massa durante o processo pode ocorrer mudanças
significativas nas propriedades do produto final, como por exemplo: diminuição das
tensões internas e orientação das moléculas do material injetado. O aumento
gradativo da temperatura gera uma diminuição da viscosidade do material e a
transmissão da pressão ao longo do canal aumenta sensivelmente, permitindo um
maior empacotamento da massa polimérica na cavidade, além de reduzir o rechupe
da peça (aumento do peso do produto final). Lembrando-se de que a temperatura do
processo não deve ultrapassar a temperatura de degradação do material polimérico.
Deve-se ressaltar que para alguns polímeros, como por exemplo: o PVC é um
material sensível à mudanças de temperatura. Desta maneira, para estes materiais o
controle rigoroso do processo de injeção é de extrema importância para obter
produtos com boa qualidade.
Tempo de preenchimento do molde – está relacionado com a velocidade de
injeção do material para preenchimento do molde. Os diferentes perfis de velocidade
formados durante o preenchimento geram diferenças na orientação molecular ao
longo da espessura da cavidade como pode ser observado na Figura 25. As
moléculas durante a fase de preenchimento são alinhadas no sentido do fluxo e a
orientação é maior onde ocorre maior taxa de cisalhamento e taxa de resfriamento
responsável pelo congelamento das moléculas. A tensão de cisalhamento é zero no
centro do perfil de fluxo e máxima nas paredes do molde e é responsável pela
orientação molecular durante o fluxo. A viscosidade do polímero varia devido ao
gradiente de temperatura e taxa de cisalhamento. Desta maneira é de se esperar
que ao longo da espessura existam diferentes viscosidades do fundido e mudanças
de orientações moleculares. Velocidades de injeção muito altas geram taxas de
cisalhamento elevadas, necessitando de altas pressões de injeção para o total
preenchimento da cavidade do molde. O abaixamento da velocidade de injeção
resulta em menor taxa de cisalhamento, entretanto a temperatura do fundido diminui
devido à troca de calor mais rápida por condução. Como resultado deve-se também
aumentar a pressão de injeção para o completo preenchimento de material nas

40
cavidades do molde. Para uma pressão de injeção fixa, o molde é preenchido mais
rapidamente quando a temperatura da massa é mais alta.
Figura 25 – Moléculas orientadas no sentido do fluxo. Gera-se gradiente de
temperatura, taxa de cisalhamento e viscosidade ao longo da espessura. Temperatura do molde - A temperatura do molde exerce influência no ciclo de
resfriamento, orientação molecular e no grau de cristalinidade do polímero. A
orientação molecular provocada pela tensão de cisalhamento pode ser recuperada
antes do resfriamento total do polímero, assim que cessa o fluxo. Isto é possível e
depende da troca de calor entre o polímero e o molde. Se o resfriamento for lento, as
moléculas têm tempo para recuperar a deformação sofrida. Caso o resfriamento seja
brusco e o polímero fique sob tensão, as moléculas não desorientam,
permanecendo orientadas. Desta maneira o controle da temperatura do molde irá
influenciar o nível de orientação molecular e taxa de cristalização para polímeros
semicristalinos. Moldes com paredes quentes resultam em menor orientação
molecular e menores tensões residuais, pois as moléculas do polímero têm tempo
para recuperarem suas deformações impostas pelo fluxo.
A cristalização normalmente inicia-se da parede do molde para o centro do
material. O tamanho, número e perfeição dos cristais variam ao longo da espessura
da peça, gerando um material anisotrópico. Em algumas situações a variação de
cristalinidade no material pode gerar tensões internas que podem causar falhas -
pré-matura do produto final. Alguns polímeros são injetados com agentes nucleantes
para favorecer a formação de cristais mais uniformes e de tamanhos controlados.
Tempo e pressão de recalque – a maior parte das tensões internas do polímero
injetado ocorre na fase de recalque. Desta maneira deve-se estabelecer parâmetros
que minimizem as tensões no moldado. Quanto maior o tempo e maiores as

41
pressões de recalque, mais tensionada a peça ficará. Portanto, procura-se trabalhar
com tempos pequenos e menores valores de recalque sempre inferior à pressão de
injeção.
2.4 MOLDAGEM POR SOPRO Termoplásticos podem ser moldados pelo processo de sopro na forma de
uma infinidade de produtos ocos, tais como garrafas e frascos de embalagens. O
processo consiste basicamente na expansão de uma pré-forma aquecida, por meio
ar comprimido e forçando-a assumir o formato do molde. Uma vez resfriado o
produto é extraído do molde e tem início um novo ciclo de moldagem.
Existem duas variações para a técnica de sopro: extrusão e injeção. Molgagem por sopro via extrusão Nos processos mais comuns de moldagem por sopro, utiliza-se uma extrusora
que opera constantemente plastificando e homogeneizando o material que alimenta
a matriz. A partir deste processo produz-se um tubo que é denominado de parison
e/ou núcleo extrudado. Após atingir um comprimento adequado, o molde se fecha,
prendendo o parison. Uma vez aprisionado, o núcleo previamente aquecido é
expandido no interior do molde oco bipartido por meio da injeção de ar comprimido.
Após adquirir a forma do molde o produto final é resfriado e extraído do molde. A
Figura 26 ilustra a produção do de moldagem por sopro via extrusão.
Figura 26 – Representação esquemática do processo de sopro via extrusão.
Adaptado de Blass (1988).

42
O controle da espessura do parison é de extrema importância, pois este
permite a produção de peças com paredes uniformes. Produtos com maior
resistência mecânica podem ser obtidos pelo processo de moldagem a sopro com
estiramento, também conhecido como sopro orientado, conforme ilustrado na Figura
27. Neste processo pode-se conseguir maior grau de orientação molecular no
sentido longitudinal da peça, o que permite produtos de menores espessuras sem
perda de propriedades mecânicas, tais como: resistência ao impacto, resistência à
compressão, aumento de rigidez, redução de permeabilidade a gases e vapores. A
redução de espessura da parede do produto resulta na diminuição do seu custo e
obtenção de ciclos de moldagem mais curtos.
Figura 27 – Processo de moldagem por sopro com estiramento biorientação (a) extrusão do parison, (b) tomada do núcleo extrudado pelo molde, (c) e (d)
estiramento, sopro e resfriamento e (e) extração.

43
Moldagem por sopro via injeção Neste processo o parison é moldado por injeção e posteriormente soprado,
com ou sem a utilização do recurso de estiramento. Existem equipamentos que
sopram o frasco imediatamente após injeção do núcleo injetado, conforme ilustrado
na Figura 28. Estes equipamentos são conhecidos como de estágio único. É
possível realizar a injeção das pré-formas separadamente e armazená-las para
serem, posteriormente, sopradas. As vantagens da moldagem por sopro via injeção
sobre a via extrusão são: melhores qualidades, peso constante e maior precisão
dimensional da peça. Desvantagens: maior custo, limitações no formato da peça em
função da capacidade de estiramento e dificuldades de produção de frascos com
alças. A Figura 29 ilustra o processo de sopro da pré-forma obtida por via injeção.
Figura 28 – Representação do processo de sopro via injeção em máquinas que
sopram o frasco logo após a injeção da pré-forma.

44
Figura 29 – Ilustração do processo de moldagem por sopro via injeção: (1) injeção
do parison, (2) transporte e aquecimento do núcleo injetado, (3) sopro do parison, (5) resfriamento e extração do produto final.
2.5 MOLDAGEM POR COMPRESSÃO
A moldagem por compressão é um processo antigo e mais adequado para o
processamento de materiais termofixos, embora seja aplicado, também, em
situações particulares, para termoplásticos.
A moldagem por compressão é realizada normalmente em prensas
hidráulicas. O molde, em duas partes (macho e fêmea) é montado em uma prensa e
aquecido até uma temperatura que depende das características do material a ser
moldado. A prensa e os moldes usados no processo de compressão estão ilustrados
na Figura 30.
A primeira etapa do processo consiste em depositar o material, que pode
estar na forma de pellets, pó, esferas ou pré-forma, na cavidade inferior do molde
aberto. Após a etapa de alimentação, a prensa é, então acionada lentamente, de
maneira que o molde é fechado, juntamente com o material a uma pressão e
temperatura pré-estabelecidas. No caso da moldagem por compressão de polímeros
termofixos, o material permanece com o molde fechado até o tempo de cura. Para

45
polímeros termoplásticos, o molde deve permanecer fechado até que todo o material
esteja totalmente amolecido (para polímeros amorfos) ou fundido (para polímeros
semi-cristalinos). Passado um tempo de permanência do material, o molde é então
aberto, e o moldado é extraído, na operação conhecida como desmoldagem.
A seqüência do processo de compressão, também denominado de ciclo de
moldagem, pode ser realizada de forma manual, automática ou semi-automática. No
caso da moldagem manual, o carregamento, extração, acionamento de compressão
e descompressão são feitos manualmente. A automação é justificada em termos de
diminuição do tempo de moldagem, da qualidade do moldado e da diminuição ou
eliminação de mão-de-obra. No caso de moldagem por compressão semi-
automática, os movimentos de fechamento, abertura e extração da peça passam a
ser controlados pela prensa. Cabe ao operador alimentar a prensa com o material e
realizar operações simples como regular a pressão, tempo e temperatura da prensa,
retirar o moldado e limpá-lo. Já para peças com pequenas dimensões pode-se
automatizar todo o processo de moldagem por compressão, através de prensas
desenvolvidas especialmente para este fim.
Figura 30 – Prensa e moldes usados no processo de compressão.

46
2.6 MOLDAGEM POR TRANSFERÊNCIA O processo de moldagem por transferência é também aplicado aos polímeros
termorígidos e pouco empregado aos termoplásticos. Esta técnica é muito similar
com o processo de injeção em que consiste basicamente em forçar o material
termofixo, por meio de um êmbolo. O material é armazenado em uma câmara de
alimentação, este é então empurrado por um êmbolo que o encaminha através de
canais de alimentação até a cavidade do molde pré-aquecido. A pressão imposta ao
material depende de sua viscosidade e das dimensões da seção transversal do
canal de alimentação. A transferência do material da câmara de alimentação até a
cavidade do molde tem início quando o polímero atinge sua fluidez máxima. A Figura
31 apresenta um esquema ilustrativo do processo de transferência da resina,
aramazenada na câmara ou panela de alimentação, por meio de um canal de
alimentação até a cavidade do molde.
Figura 31 – Representação do sistema de alimentação e transferência usado no
processo de moldagem por transferência. (Adaptado de Arno Blass).
A Figura 32 apresenta o ciclo de moldagem por transferência. No estágio 1 o
polímero, em forma de pó ou resina com agente de cura é adicionado em uma
câmara de armazenamento. No segundo estágio, a prensa é fechada a uma
velocidade e pressão pré-estabelecida. O êmbolo empurra o polímero até a cavidade
do molde. No terceiro estágio o êmbolo recua e o molde é mantido fechado a uma
pressão e tempo determinado. No terceiro estágio a prensa é aberta e o produto
final é extraído.

47
Figura 32 – Ilustração dos estágios do ciclo de moldagem por transferência.
Adaptado de Blass.
Referências Bibliográficas:
Arno Blass, Processamento de Polímeros, Universidade Federal de Santa Catarina, editora da UFSC, 2 edição, Florianópolis,(1988). Antonio Rodolfo Jr., Luciano Rodrigues Nunes, Wagner Ormanji, Tecnologia do PVC, BRASKEN, (2002). Morton-Jones, D. H. Polymer Processing, London, Chapman & Hall, 1993. Oswald, T. A. Polymer Processing Fundamentals, Munic, Hanser Publishers, 1994. Arthur N. Wilkinson, Anthony J. Ryan Polymer Processing and Structure Development, Kluwer Academic Publishers, 1999.