Embed Size (px)
Citation preview

i
Caracterização de escórias de incineração de resíduos
urbanos e recuperação do vidro
Hugo Tiago Antunes Jardim
Dissertação para obtenção do Grau de Mestre
Engenharia Geológica e de Minas
Orientadora: Professora Doutora Maria Teresa da Cruz Carvalho
Júri
Presidente: Professor Doutor António Jorge Gonçalves de Sousa
Orientadora: Professora Doutora Maria Teresa da Cruz Carvalho
Vogal: Professora Doutora Ana Isabel Espinha da Silveira
Dezembro de 2015

ii
AGRADECIMENTOS
A todos os que directa ou indirectamente me apoiaram na realização deste trabalho, em especial:
- à Professora Doutora Maria Teresa Carvalho, pela orientação científica, apoio, motivação e
dedicação;
- à Valorsul no papel do Sr. Diogo Vidal, Eng. Patrícia Santos, Sr. Paredes, Sr. Dinis e Gonçalo, pelo
apoio prestado, cortesia e disponibilidade cedida durante as visitas técnicas.
- ao André Vasconcelos e Helga Ferreira, pelo apoio no processamento das amostras e tratamento
estatístico;
- ao Sr. Paulo, pelo apoio no laboratório e conselhos técnicos;
- ao Prof. Doutor. Pedro Pina, pela orientação na temática da análise de imagem;
-os meus pais, irmãos e amigos, que sempre me apoiaram.
Os meus sinceros agradecimentos

iii
RESUMO
O incumprimento das metas europeias para a reciclagem de vidro de embalagem é assumido como
uma preocupação para Portugal. Como tal, a procura por soluções para recuperação de vidro tem
caracter urgente e prioritário. A recuperação de vidro a partir de produtos de incineração de resíduos
urbanos é uma possibilidade, dado que este produto contém vidro e tem como destino finala
deposição em aterro, não sofrendo qualquer valorização
Com esta dissertação pretende-se estudar a viabilidade para recuperar vidro contido nas escórias de
incineração. Como caso de estudo, utilizou-se a instalação de incineração da Valorsul, alimentada por
RU da região de Lisboa.
O estudo iniciou-se com uma pesquisa bibliográfica, seguida da caraterização das escórias em
granulometria e composição. Este produto tem calibre inferior a cerca de 16 mm, tendo a maioria das
partículas calibre entre 6 e 11 mm. Cerca de metade das amostras recolhidas eram constituídas por
cinzas, que ocorrem na fracção mais fina, 25% por vidro e 15% por pedras. A utilização do
equipamento RecGlass, no processamento das amostras recolhidas, permitiu concluir que é possível
separar fracção significativa do vidro das pedras, principal contaminante
Realizou-se trabalho experimental que incluiu a execução deum plano factorial de experiências, a fim
de identificar quais as variáveis operacionais do RecGlass (inclinação e velocidade da tela, altura de
queda e posição da alimentação) ou interacções entre elas, que mais influência exerciam sobre a
recuperação de vidro e de pedras nos produtos da separação tendo-se obtido uma solução óptima.
Observou-se que as variáveis operacionais que mais influenciaram os resultados do processo foram a
inclinação da tela e a altura de queda. Os valores destas variáveis que conduziram à solução óptima
foram: inclinação 20.3º, altura de queda 16 cm.
Os ensaios de validação da solução de optimização tiveram como resultados médios 56% de
recuperação de vidro e 30% de recuperação de pedras no concentrado de vidro. Os teores nestes
materiais neste produto foram, respectivamente, de 72% e 30%.
Procedeu-se ainda à realização de um estudo de análise de imagem para avaliação da diferença da
forma das partículas de vidro e pedras de forma a inferir a viabilidade de retratamento dos produtos
de separação de forma a ser aumentado a recuperação e o teor em vidro no concentrado de vidro. O
estudo mostrou que ainda que a diferença de circularidade das partículas dos dois materiais não seja
muito elevada, permite antever a possibilidade de melhoria na qualidade do produto (IC de 0.82 e 0.
74).
Palavras Chave: Recuperação de Vidro, RecGlass, Escórias de Incineração, Incineração, Resíduos
Urbanos (RU)

iv
ABSTRACT
Failure to comply with European targets for packaging glass recycling is considered to be a concern for
Portugal. As such, the search for solutions for recovering glass has an urgent priority character. The
glass recovery from municipal waste incineration products is a possibility, as this product contains
glass and its current destination is to be landfilled, not suffering any recovery.
With this dissertation is intended to study the feasibility to recover glass contained in the incineration
slag. As a case study, we used the incineration of Valorsul, fueled by RU of the Lisbon region.
The study began with a literature search, then the characterization of the slag in particle size and
composition. This product has size of less than about 16 mm, with most particles of size between 6
and 11 mm. About half of the collected samples consisted of ashes, occurring in the finer fraction of
25% glass and 15% by stones. The use of RecGlass equipment, processing the samples taken,
concluded that it is possible to separate significant fraction of glass stones, the main contaminant.
Carried out experimental work included the implementation of a factor plan experiments in order to
identify the operational variables from RecGlass (inclination and belt speed, drop height and feeding
position) or interactions between them that had more influence over glass and stones recovery and
product separation yielding an optimal solution. It was observed that the operational variables that
most influenced the results of the process were the screen tilt and height of fall. The values of these
variables that lead to the optimal solution were 20.3º inclination, drop height 16 cm.
Optimization solution validation tests had average results as 56% glass and 30% recovery of stones
recovery in the glass concentrate. The grade of these materials in this product were respectively 72%
and 30%.
An image analysis study was performed to evaluate the difference in the form of glass particles and
stones in order to infer the retreatment feasibility of separation products to increase glass recovery and
content in concentrate. The study showed that even though the roundness of the difference of the two
particulate materials is not very high, allows to foresee the possibility of improvement in product quality
(IC 0.82 and 0. 74).
Keywords: Glass Recovery, RegGlass, Bottom ash, Incineration, Municipal Solid Waste (MSW)

v
ÍNDICE AGRADECIMENTOS ................................................................................................................................ii
RESUMO .................................................................................................................................................. iii
ABSTRACT ..............................................................................................................................................iv
INTRODUÇÃO ......................................................................................................................................... 1
1.1 CONSIDERAÇÕES GERAIS ................................................................................................... 1
1.2 OBJECTIVO E METODOLOGIA .............................................................................................. 3
1.3 ESTRUTURA DA DISSERTAÇÃO ........................................................................................... 4
2 ESTADO DA ARTE ........................................................................................................................... 5
2.1 INTRODUÇÃO .......................................................................................................................... 6
2.2 PRODUÇÃO DE RSU EM PORTUGAL ................................................................................... 6
2.3 ENQUADRAMENTO LEGISLATIVO ........................................................................................ 7
2.4 INCINERAÇÃO: MÉTODO DE TRATAMENTO DE RESÍDUOS ............................................. 9
2.5 INCINERAÇÃO: CONTEXTO PORTUGUÊS ......................................................................... 12
2.6 PRODUTOS DE INCINERAÇÃO ........................................................................................... 14
2.7 RECUPERAÇÃO E RECICLAGEM VIDRO ........................................................................... 16
2.8 POTENCIAL PARA RECUPERAÇÃO DE VIDRO, A PARTIR DE RU .................................. 18
2.9 RECUPERAÇÃO DE VIDRO A PARTIR DE RESÍDUOS INDIFERENCIADOS ................... 20
3 CARACTERIZAÇÃO ....................................................................................................................... 23
DE ESCÓRIAS DE INCINERAÇÃO ....................................................................................................... 23
3.1 INTRODUÇÃO ........................................................................................................................ 24
3.2 INSTALAÇÃO DA VALORSUL ............................................................................................... 24
3.3 AMOSTRAGEM A GRANEL .................................................................................................. 27
3.4 RECOLHA DA AMOSTRA DA VALORSUL ........................................................................... 29
3.5 CARACTERIZAÇÃO DA AMOSTRA DA VALORSUL ........................................................... 30
3.6 RESULTADOS E DISCUSSÃO .............................................................................................. 31
3.7 CONCLUSÃO CAPÍTULO 3 ................................................................................................... 36
4 RECUPERAÇÃO DE VIDRO DE ESCÓRIAS INCINERAÇÃO ...................................................... 37
4.1 Introdução ............................................................................................................................... 38
4.2 PREPARAÇÃO DA AMOSTRA, CARACTERIZAÇÃO DOS PRODUTOS DE SEPARAÇÃO E AVALIAÇÃO DOS RESULTADOS .................................................................................................. 40
4.3 ENSAIOS PRELIMINARES .................................................................................................... 42
RESULTADOS ................................................................................................................................ 45
4.4 PLANO FACTORIAL DE EXPERIÊNCIAS ............................................................................ 47
RESULTADOS E DISCUSSÃO DO PLANO FACTORIAL ............................................................. 50
ANÁLISE DE VARIÂNCIA ............................................................................................................... 52

vi
.............................................. 53
4.5 OPTIMIZAÇÃO DO PROCESSO DE SEPARAÇÃO NO RECGLASS .................................. 57
4.6 VALIDAÇÃO DA SOLUÇÃO DE OPTIMIZAÇÃO .................................................................. 58
4.7 APTIDÃO AO RETRATAMENTO DOS PRODUTOS DE SEPARAÇÃO ............................... 60
4.8 CONCLUSÃO CAPÍTULO 4 ................................................................................................... 63
5 CONCLUSÕES E TRABALHO FUTURO ....................................................................................... 65
5.1 CONCLUSÕES....................................................................................................................... 66
5.2 CONSIDERAÇÕES GERAIS E TRABALHO FUTURO ......................................................... 67
6 REFERÊNCIA BIBLIOGRÁFICAS .................................................................................................. 69
ANEXOS ................................................................................................................................................. 73

vii
Lista de Figuras
Figura 1 - Hierarquia de gestão de resíduos de acordo com a legislação europeia ................................ 1
Figura 2 - Modelo de funcionamento de uma instalação de incineração ............................................... 10
Figura 3 - Diagrama funcionamento da Central de Tratamento de Resíduos da Valorsul .................... 11
Figura 4 - Instalação de Incineração Lipor (Fonte: www.Lipor.pt).......................................................... 13
Figura 5 - Instalação de Incineração Valorsul (Fonte: www.valorsul.pt) ................................................ 13
Figura 6 - Instalação de Incineração Valorambiente (Fonte:www.valorambiente.pt) ............................. 13
Figura 7 - Escórias de Incineração, Valorsul .......................................................................................... 14
Figura 8 - Instalação de processamento e descontaminação de vidro (Fonte: http://www.bra.org) ...... 17
Figura 9 - Equipamento RecGlass (Fonte: Belo, 2013) ......................................................................... 20
Figura 10 – Instalação de tratamento e valorização de escórias, e detalhe separador magnético ....... 24
Figura 11 - Pilhas mensais de escórias de incineração (a), com detalhe (b) ........................................ 25
Figura 12 - Diagrama Processamento de Escórias na ITVE, Valorsul (Fonte: Valorsul, 2015) ............. 25
Figura 13 – Sequência da recolha de amostras (a- recolha; b - divisão) ............................................... 29
Figura 14 - Curva cumulativa inferior da distribuição granulométric ...................................................... 31
Figura 15 - Frequência simples, por fracção granulométrica das 4 sub-amostras ................................ 32
Figura 16 - Composição global sub-amostra 1 ....................................................................................... 33
Figura 17 - Caracterização por fracção granulométrica, sub-amostra 1 ................................................ 34
Figura 18 - Distribuição de vidro por fracção granulométrica ................................................................. 35
Figura 19 - Distribuição de pedras por fracção granulométrica ............................................................. 35
Figura 20 - Separador mecânico e crivos, LC – IST .............................................................................. 44
Figura 21 - Separação no equipamento RecGlass: ............................................................................... 44
Figura 22 - Equipamento RecGlass ....................................................................................................... 44

viii
Figura 23 - Recuperação em função de Altura (A), Velocidade (B), Inclinação (C) e Deslocamento
horizontal (D) .......................................................................................................................................... 45
Figura 24 - Esquema do processo, com variáveis operacionais e respostas ........................................ 47
Figura 25 - Probabilidades da distribuição normal dos resíduos, vidro ................................................ 53
Figura 26 - Valores estimados vs resíduos, vidro. ................................................................................. 54
Figura 27 - Resíduos vs ordem dos ensaios, vidro ................................................................................ 54
Figura 28 - Probabilidades da distribuição normal dos resíduos, pedras .............................................. 56
Figura 29 - Valores estimados vs resíduos, pedras ............................................................................... 56
Figura 30 - Resíduos vs ordem dos ensaios, pedras ............................................................................. 56
Figura 31 - Curva de resposta ................................................................................................................ 57
Figura 32 - Digitalização produto rejeitado (pedras e vidro) e concentrado (vidro) ............................... 61
Figura 33 - Diagrama de retratamento do ensaio 12 do plano factorial ................................................. 62
Lista de Tabelas
Tabela 1 - Metas definidas na Directiva 2004/12/CE para a reciclagem de resíduos de embalagem .... 8
Tabela 2 - Quantidade mínima necessária para cumprimento das metas de reciclagem de resíduos ... 8
Tabela 3 - Resultados dos indicadores referentes a residuos de embalagem e respectivas metas ....... 9
Tabela 4 – Quatidade de produtos obtidos a partir de escórias da Lipor e Valorsul ............................. 15
Tabela 5 - Especificações técnicas para a retoma de resíduos de embalagem de vidro, para a
indústria vidreira e retomadores ( Fonte: Regulamento Nº.1179/2013 da Comissão Europeia e SPV,
2012) ....................................................................................................................................................... 17
Tabela 6 - Caracterização física dos resíduos admitidos na CTRSU no ano 2014 ............................... 18
Tabela 7 - Quantidade de RSU indiferenciados presentes nas instalações da Lipor e Valorsul e vidro
expectável (Fonte: Lipor e Valorsul, 2014) ............................................................................................. 19
Tabela 8 - Quantidades retomadas, metas e índice de cumprimento, para reciclagem de vidro .......... 19
Tabela 9- Variáveis operacionais equipamento RecGlass ..................................................................... 20
Tabela 10 - Parâmetros de cálculo para massa da amostra a colher .................................................... 28
Tabela 11 - Distribuição granulométrica simples e acumulada de quatro sub-amostras representativas
das escórias de incineração, da Valorsul ............................................................................................... 31
Tabela 12 – Distribuição de materiais na sub-amostra1, por fracção granulométrica ........................... 33
Tabela 13 - Composição média alimentação ......................................................................................... 41
Tabela 14 - Matriz Experimental ............................................................................................................. 42
Tabela 15 - Variáveis operacionais manipuladas ................................................................................... 43
Tabela 16 - Recuperação por material no ensaio padrão 1 ................................................................... 45
Tabela 17 - Variáveis consideradas para o plano de experiências e seus domínios experimentais ..... 49

ix
Tabela 18- Recuperação de vidro, ensaio 1 e 2, para cada configuração do plano factorial de
experiências, média global e variância .................................................................................................. 50
Tabela 19 - Recuperação de pedras, ensaio 1 e 2, para cada configuração do plano factorial de
experiências, média global e variância .................................................................................................. 50
Tabela 20 - Coeficientes de correlação de Pearson .............................................................................. 51
Tabela 21 - Efeito, soma dos quadrados e % de contribuição das variáveis manipuladas e suas
interacções ............................................................................................................................................. 52
Tabela 22- ANOVA para a recuperação de vidro, com o modelo seleccionado .................................... 52
Tabela 23 - Valores dos efeitos, soma dos quadrados e % de contribuição das variáveis manipuláveis
e interacções .......................................................................................................................................... 55
Tabela 24 - ANOVA para a recuperação de pedras, com o modelo factorial seleccionado .................. 55
Tabela 25 - Limites, superior e inferior, das variáveis, respostas e objectivo da função ...................... 57
Tabela 26 - Solução de optimização do processo.................................................................................. 57
Tabela 27 - Alimentação original vs alimentação nova, peso e composição ........................................ 58
Tabela 28 - Solução da validação de Recuperação de Vidro, ensaio 1, 2, média e variância .............. 58
Tabela 29 - Solução da validação de Recuperação de Pedras, ensaio 1, 2, média e variância ........... 58
Tabela 30 - Resultados obtidos no processamento com o RecGlass de amostras da Tratolixo e
Valnor, Dias (2013) e presente dissertação ........................................................................................... 59
Tabela 31– Resultados obtidos para os produtos de separação do ensaio 12 do plano factorial ......... 60
Tabela 32- IC e IF para partículas de vidro e pedras do produto concentrado e rejeitado, ensaio 12 do
plano factorial ......................................................................................................................................... 61
Lista de abreviaturas e símbolos
AI – Análise de Imagem
APA – Agência Portuguesa do Ambiente
CDR – Combustível Derivado de Resíduos
CERENA – Centro de Recursos Naturais e Ambiente
CEWEP - Confederation of European Waste-to-Energy Plants
CTRSU - Central de Tratamento de Resíduos Sólidos Urbanos
ECAL - Embalagens de cartão para alimentos líquidos
EM - Estados-Membros
GEE - Gases Efeito Estufa
ITVE - Instalação Tratamento e Valorização de Escórias
LC – Laboratório Construção
LNEC – Laboratório Nacional de Engenharia Civil
REEE – Equipamentos eléctricos e electrónicos

x
RU – Resíduos Urbanos
SGRU - Sistema de Gestão de Resíduos Urbanos
TMB - Tratamento Mecânico e Biológico
TMBr – Rejeitado Pesado do Tratamento Mecânico e Biológico
VLE - Valores Limite Exposição
1
INTRODUÇÃO
1.1 CONSIDERAÇÕES GERAIS
A produção generalizada de resíduos é uma realidade global, que acompanha o Homem ao longo da
sua evolução, constituindo –se como uma forma de poluição e representando também uma
importante perda de recursos. Assim, ao nível da hierarquia de gestão de resíduos indiferenciados
atribui-se prioridade total à prevenção e redução da produção de resíduos e consumo de matérias-
primas. Só depois considera a reutilização, a reciclagem, a recuperação, o controlo da poluição e
finalmente a deposição adequada dos resíduos, devendo para a tomada de decisão ter-se em conta
aspectos económicos e sociais. As estratégias de prevenção passam por reduzir na produção de
embalagens, aumentar a durabilidade dos produtos e promover a reutilização generalizada de
materiais e produtos (Dias, 2011).
Figura 1 - Hierarquia de gestão de resíduos de acordo com a legislação europeia
(Fonte: Directiva 2008/98/CE)
A política da Comunidade Europeia (CE) e também a legislação nacional transposta das directivas
europeias, apresentam metas de reciclagem de resíduos de embalagem cada vez mais exigentes a
dar cumprimento a esta hierarquia de gestão de resíduos.
No que diz respeito aos resíduos urbanos indiferenciados e para atingir as metas de reciclagem
estabelecidas, Portugal apresenta diversas ferramentas, que na grande parte são as mais comuns e
utilizadas na maioria dos Países, como por exemplo:
Recolha selectiva – conjunto de contentores utilizados para depositar separadamente
materiais como papel / cartão, plástico, embalagens de vidro e pilhas os quais serão encaminhados

2
para reciclagem. A recolha seletiva depende da colaboração e esforço dos intervenientes na
separação de cada uma das embalagens recicláveis;
Valorização de resíduos orgânicos através de compostagem - degradação aeróbia da matéria
orgânica putrescível, processo que reduz o volume dos resíduos e a produção de composto
fertilizante;
Digestão anaeróbia de resíduo orgânico - degradação anaeróbia da matéria orgânica
putrescível, processo que permite a produção de energia sob a forma de biogás e composto
fertilizante;
Produção de combustível derivado de resíduo (CDR) - separação e homogeneização da
fracção com elevado poder calorífico para posterior utilização como combustível, permitindo a
produção de energia e recuperação de material;
Incineração - queima controlada de resíduos, permitindo a redução de volume dos resíduos
indiferenciados, eliminação de elementos patogênicos e produção de energia.
Segundo a APA, estima-se que em 2013 tenham sido encaminhados para aterro e incineração,
respetivamente, cerca de 387081 e 207760 toneladas de resíduos de embalagens, dos quais 5%
(45094 toneladas) em vidro. A deposição destes materiais em aterro sem valorização multimaterial
corresponde a uma perda gravosa de matérias-primas com pontecial de serem valorizadas, obrigando
ao consumo e exploração de novas matérias-primas, limitadas e por vezes escassas no meio
ambiente para satisfação das necessidades globais da sociedade.
Dias (2011) realizou um estudo de recuperação de vidro existente no rejeitado pesado de uma
instalação de tratamento mecânico e biológico (TMB), contudo não existem estudos realizados na
recuperação de vidro contido em escórias de incineração, que é o objectivo a presente dissertação.

3
1.2 OBJECTIVO E METODOLOGIA
A presente dissertação tem como objectivo principal o estudo da possibilidade de recuperação de
vidro contido nas escórias de incineração, que é actualmente enviado para aterro com os
consequentes danos ambientais e desperdício de matérias-primas.
Para tal procede-se à caracterização granulométrica e de composição de um conjunto de amostras
recolhidas nas instalações da Valorsul e à definição de uma solução para recuperação de vidro.
através da separação por forma. Utiliza-se o equipamento RecGlass, já utilizado em estudos
anteriores, para processamento de rejeitado pesado de TMB.
O processamento das amostras é constituído por duas fases: uma primeira com realização de
ensaios preliminares em que se manipula uma varável operacional de cada vex e uma segunda fase
com manipulação das mesmas, enquadrada no plano factorial de experiências, para obter uma
solução de optimização do sistema.
Para atingir o fim proposto, foi definida uma metodologia geral, que se apresenta em seguida:
a) Pesquisa bibliográfica do tema e de tecnologias para separação de vidro;
b) Caracterização da amostra;
c) Selecção do(s) método(s) e do(s) equipamento(s) para a valorização das escórias de
incineração;
d) Definição e execução de um plano experimental;
e) Análise dos resultados obtidos.

4
1.3 ESTRUTURA DA DISSERTAÇÃO
Para além deste capítulo de carácter introdutório onde, entre outros, são definidos os objectivos e
realizada uma introdução do tema desenvolvido, esta dissertação encontra-se organizada em mais
quatro capítulos, num total de cinco:
Capítulo 2 – Estado da Arte
Esta fase inicial do trabalho compreende o conhecimento generalizado da situação actual de gestão
de resíduos em Portugal, destinos preferenciais, taxas de reciclagem, processos de incineração e
produtos, aplicabilidade das escórias de incineração e recuperação e reciclagem de vidro.
Capítulo 3 – Caracterização de Escórias de Incineração
Neste capítulo realiza-se uma descrição sucinta do caso de estudo, o método de amostragem
utilizado, bem como a caracterização realizadas em granulometria e composição das amostras
recolhidas.
Capítulo 4 – Recuperação de Vidro de Escórias de Incineração
Este capítulo inicia-se com a realização de um conjunto de ensaios preliminares no equipamento
RecGlass, para determinação da influência das variáveis operacionais na recuperação das espécies
nos produtos de separação. Procede-se seguidamente com realização de um plano factorial de
experiências, com manipulação das variáveis operacionais seleccionadas na fase anterior, com o
intuito de obter uma solução optimizada do sistema. A solução encontrada é por sua vez testada em
ambiente laboratorial para validação de resultados.
Na sequência dos resultados obtidos ao longo do capítulo é realiza-se uma adaptação prática do
estudo efectuado, ao contexto profissional em que a Valorsul se encontra, a fim de obter benefícios
econômicos adicionais, mediante a recuperação de vidro para a indústria recicladora. Apresenta-se
ainda os resultados de um ensaio de retratamento do produto rejeitado.
Capítulo 5 - Conclusões e Trabalho Futuro
Capítulo de carácter conclusivo sobre o trabalho efectuado e onde se propõe uma possível linha de
desenvolvimento para futuros trabalhos.

5
2 ESTADO DA ARTE

6
2.1 INTRODUÇÃO
Neste capítulo descreve-se a situação actual dos resíduos em Portugal, o enquadramento legislativo
associado aos resíduos de embalagem, as vantagens e desvantagens da utilização do vidro tendo em
conta as suas principais especificações e limitações, e ainda o processo de incineração como
processo de gestão de resíduos, os seus produtos e aplicações. Serão efectuadas referências ao
longo do presente texto a estudos anteriores nos quais são determinadas as quantidades de vidro
ocorrente no rejeitado pesado do tratamento mecânico e biológico (TMBr) realizada com recuperação
de vidro e redução de contaminantes e outros com a utilização de escórias de incineração como fonte
de matéria – prima.
2.2 PRODUÇÃO DE RSU EM PORTUGAL
Os resíduos urbanos (RU) definem – se como “ resíduos provenientes de habitações, ou como outros
resíduos que, pela sua natureza ou composição, sejam semelhantes aos resíduos provenientes de
habitações” (Artigo 3º do Decreto-lei 73/2011, de 17 de Junho). Estes assumem especial relevância
no contexto da gestão global dos resíduos por apresentarem características que os distinguem dos
demais resíduos, quer na sua origem, volume de produção, composição ou modelos de gestão
(PERSU2020, 2014).
Em 2012, a quantidade de resíduos urbanos produzidos em Portugal foi de 4,8 milhões de toneladas,
o equivalente a 15% do total de resíduos gerados. Dos resíduos urbanos produzidos, 12% foram
encaminhados para valorização multimaterial, 16% para valorização orgânica, 18% para valorização
energética e os restantes 54% foram directamente encaminhados para aterro (APA, 2013).
Os resíduos urbanos indiferenciados (objecto da recolha selectiva) são constituídos por vários tipos
de materiais e produtos em fim de vida. Das frações que os compõem os materiais biodegradáveis
assumem especial relevância, integrando os materiais putrescíveis, os resíduos verdes, o
papel/cartão e as embalagens de cartão para alimentos líquidos (ECAL) que, no seu conjunto,
representam cerca de 55% em peso dos resíduos urbanos. Os resíduos urbanos, são ainda
constituídos por outro tipo de materiais, como plásticos, têxteis, vidro, metais, compósitos, cerâmicos
e igualmente produtos em fim de vida, colocados individamente nos contentores de resíduos
indiferenciados (e.g. REEE, pilhas e acumuladores, etc.) (PERSU2020, 2014).
Uma parte significativa dos resíduos urbanos, pode ser alvo de reutilização e valorização
material e, como tal, ser devolvida à economia como um recurso secundário. Neste âmbito, incluem-
se as frações dos materiais putrescíveis, verdes, vidro, compósitos, madeira, metais, papel e cartão e
plástico que, em 2012, representaram 73,4% dos resíduos urbanos produzidos em Portugal
(PERSU2020, 2014).

7
2.3 ENQUADRAMENTO LEGISLATIVO
A portaria n.º 187-A/2014, de 17 de Setembro, aprovou o Plano Estratégico para os Resíduos
Urbanos para Portugal Continental, referente ao período 2014-2020 (PERSU2020). Este plano é o
novo instrumento de referência da política nacional para os resíduos urbanos, substituindo o anterior,
o PERSU II.
O PERSU2020 foi precedido de avaliação ambiental e estabelece os objectivos, as metas globais e
específicas por Sistema de Gestão de Resíduos Urbanos (SGRU) bem como as medidas a
implementar no quadro dos resíduos urbanos no período de 2014 a 2020. Adicionalmente, define a
estratégia que suporta a respectiva execução, contribuindo para o cumprimento das metas nacionais
e comunitárias nesta temática, em articulação com o projecto de Plano Nacional de Gestão de
Resíduos (PNGR), documento orientador da política nacional de resíduos para o mesmo período de
referência.
Entre as metas globais a atingir até 2020, assumem particular destaque:
Redução mínima na produção de resíduos por habitante de 10% em peso relativamente ao
valor verificado em 2012;
Redução de 63 para 35% na deposição em aterro dos resíduos urbanos biodegradáveis,
relativamente ao primeiro ano de referência (1995);
Aumento de 24 para 50% da taxa de preparação para reciclagem;
Garantir níveis de recolha selectiva de 47 kg/habitante/ano;
Os princípios gerais estabelecidos para o PERSU2020, são concretizados em objectivos que
fundamentam metas e medidas para os resíduos urbanos no período de 2014 e 2020, onde se
destacam:
A prevenção da produção e perigosidade dos RSU;
O aumento da preparação para reutilização, da reciclagem e da qualidade dos recicláveis;
A redução da deposição em aterro;
A valorização económica com o processamento dos materiais recicláveis e de outros
materiais provenientes dos resíduos urbanos.
A Directiva Quadro de Resíduos (Directiva 2008/98/CE), transposta pelo Decreto-Lei Nº73/2011, de
17 de Junho para a legislação nacional, estabelece uma clara hierarquia para a gestão de resíduos,
definindo qual o tipo de tratamento e destino preferencial de modo a minorar os impactos sobre o
ambiente e saúde humana (EU, 2008).

8
A nível europeu, a gestão de embalagens e resíduos de embalagens define que “qualquer
embalagem ou material de embalagem abrangido pela definição de resíduo adoptada na legislação
em vigor aplicável a esta matéria, excluindo-se os resíduos de produção” é regulamentada
actualmente pela Directiva nº 2004/12/CE, do Parlamento Europeu e do Conselho de 11 de Fevereiro
(Belo, 2013). Nesta foram revistos os objectivos quantitativos de prevenção, valorização e reciclagem
para os resíduos de embalagens nos Estados-Membros (tabela 1).
Tabela 1 - Metas definidas na Directiva 2004/12/CE para a reciclagem de resíduos de embalagem
Resíduos de Embalagens Meta (%)
Madeira 15.0
Metais 50.0
Papel e Cartão 60.0
Plásticos 22.5
Vidro 60.0
Total 55.0
O Despacho n.º 7111/2015, de 29 de junho, define as metas de retoma para os Sistemas de Gestão
de Resíduos Urbanos (SGRU), no âmbito do Sistema Integrado de Gestão de Resíduos de
Embalagens (SIGRE), regulado pelo Decreto-Lei n.º 366-A/97, de 20 de dezembro (tabela 2)
Tabela 2 - Quantidade mínima necessária para cumprimento das metas de reciclagem de resíduos
Material Colocação no
Mercado (t)
Metas de
Reciclagem (%)
Quantidade mínima para o
cumprimento das metas (t)
Capitação mínima para o cumprimento
das metas (kg/hab/ano)(1)
Madeira 1 125 15 169 0.02
Metal 41 687 50 20 843 1.99
Papel e
Cartão(2) 139 974 60 83 985
8.03
Plástico(3) 140 921 22.5 35 230 3.37
Vidro 355 172 60 213 103 20.38
Global (4) 680 467 55 374 257 35.79
1- Para transformação dessa quantidade em capitação, foi utilizada a informação do INE referente à população média
residente em Portugal no ano de 2013 (10 457 295 habitantes);
2- Inclui todos os tipos de plástico;
3- A ECAL é contabilizada na meta do papel/cartão;
4- O valor global inclui embalagens de outros materiais que não os identificados no Quadro, pelo que os valores desta
linha não coincidem com a soma dos valores das linhas anteriores.

9
Na tabela 3, são projectados dados referentes ao ano de 2011, evidenciando os valores das metas e
quantias de resíduos de embalagem retomados e o respectivo índice de cumprimento (APA, 2013).
Tabela 3 - Resultados dos indicadores referentes a residuos de embalagem e respectivas metas
(Fonte: APA, 2013)
Tipo de Resíduos Quantia Retomada (t) Meta (t) ID - Índice de Cumprimento (%)
Madeira 4525 211 >100
Metais 19 516 43 138 45
Papel e Cartão 110 308 173 158 64
Plástico 47 933 47 314 >100
Vidro 210 422 227 060 93
Total 392 704 490 881 80
Observa-se que Portugal atingiu em 2014 com sucesso as metas propostas para resíduos do tipo
madeira e plásticos; porém, resíduos do tipo papel e cartão, metais e vidro ficaram aquém das metas
estabelecidas. De notar igualmente, que as metas defenidas no Despacho n.º 7111/2015, de 29 de
Junho serem superiores em quantidade, às definidas em 2011. Este pressuposto obrigará à
realização de um conjunto de medidas adicionais de recuperação de vidro, com o intuito de satisfazer
as metas europeias.
2.4 INCINERAÇÃO: MÉTODO DE TRATAMENTO DE RESÍDUOS
A gestão de resíduos estabelece, como prioridade a prevenção na produção de resíduos, seguida da
reciclagem, valorização e incineração de resíduos e considera a deposição em aterro uma solução de
último recurso (Decreto-Lei Nº 73/2011, de 17 de Junho), definindo Eliminação como “qualquer
operação que não seja de valorização, ainda que se verifique como consequência secundária a
recuperação de substâncias ou de energia”.
É de salientar o incremento dos custos associados à gestão de resíduos com a deposição de
resíduos em aterro, devido à escassez de espaço disponível, à preocupação em relação à
contaminação de águas subterrâneas, às questões relacionadas com a saúde pública e ainda devido
às medidas bastante restritivas da regulamentação europeia (1999/31/EC). Este conjunto de factores,
torna a opção da incineração bastante atraente, como solução na gestão de resíduos, constituindo-
se assim, à data, como a melhor solução para gestão de resíduos em oposição à deposição em
aterro (Coutinho & Mata, 2003).

10
Figura 2 - Modelo de funcionamento de uma instalação de incineração
(Fonte:Slides Unidade Curricular Gestão Tratamento e Valorização de Resíduos)
O processo de incineração consiste na queima de substâncias (com valorização energética e
eliminação de resíduos), ocorrendo numa área fechada, sob condições controladas (Figura 2).
Durante a queima, a câmara de combustão do incinerador é alimentada com resíduos e, à medida
que os resíduos são queimados, uma fracção da sua massa é transformada em gases. Estes gases,
podem atingir temperaturas de tal modo elevadas que são quebradas as ligações entre os compostos
orgânicos aí existentes, separando os seus constituintes elementares. Estes elementos combinam –
se com o oxigénio, formando gases bastante estáveis que, por sua vez, são libertados para a
atmosfera após atravessarem os sistemas de despoluição obrigatórios (Coutinho & Mata, 2003).
Todas as instalações de incineração devem ser concebidas, equipadas, construídas e exploradas de
modo a permitir que os gases resultantes do processo de queima dos resíduos urbanos atinjam uma
temperatura de 850ºC durante, pelo menos, dois segundos. Tratando-se de resíduos perigosos, com
um teor em substâncias orgânicas halogenadas, expresso em cloro, superior a 1%, a temperatura
deve ser elevada a um mínimo de 1100ºC. Estes valores de temperatura deverão ser controlados
num ponto próximo da parede interior da câmara de combustão e garantidos mesmo nas condições
mais desfavoráveis (e.g. maior teor em humidade dos resíduos, menor eficiência das câmaras da
combustão, etc.) (Decreto-Lei 85/2005)
Como forma de garantir as especificações, cada linha da instalação da incineração deverá ser
equipada com pelo menos um queimador auxiliar de forma a que sejam garantidas, em qualquer
circunstância as temperaturas obrigatórias. Estes incineradores deverão estar ligados a um sistema
de arranque automático com injetores de gás natural ou outro combustível que cumpram as
especificações obrigatórias e de forma a impedir que desçam a baixo das temperaturas mínimas de
850ºC e 1100ºc, conforme as circunstâncias (APA, 2013).

11
As instalações de incineração deverão estar equipadas com sistemas automáticos que impeçam a
alimentação de resíduos em quaisquer circunstâncias em que a temperatura desejada não seja
atingida, incluindo os momentos de arranque e paragem. A alimentação de resíduos deverá também
ser evitada sempre que seja excedido qualquer dos Valores Limite de Emissão (VLE) para a
atmosfera, devido a perturbações ou avarias dos dispositivos de gases de escape.
O sistema automático deverá ser construído de tal maneira, que não seja possível voltar a verificar-se
a alimentação de resíduos à câmara de combustão, enquanto a temperatura não volte a atingir os
valores mínimos estipulados (APA, 2013).
Sempre que as condições anteriores se verificam, a incineração assume-se como uma solução
particularmente eficaz para a destruição de resíduos urbanos e na redução do seu volume e peso
(cerca de 90% e 70%, respectivamente). É de igual importância a possibilidade de, através do calor
gerado na combustão de resíduos, se poder produzir energia eléctrica ou se produzir combustível
para processos industriais (Figura 3) (Lam et al, 2010).
Figura 3 - Diagrama funcionamento da Central de Tratamento de Resíduos Urbanos da Valorsul
(Fonte: www.valorsul.pt)

12
Tendo em conta a crescente apreensão provocada pelo aumento de instalações de unidades de
incineração na Europa, a UE introduziu em 2000 a Directiva 2000/76/EC, sobre incineração de
resíduos, de forma a proteger os cidadãos e o ambiente do impacte causado pelo aumento do
número de unidades deste tipo. Esta Directiva regulamenta a operação dos incineradores e co-
incineradores de resíduos e limita os valores de emissão de substâncias específicas.
Esta acção legislativa, pretende proteger os diferentes sistemas (ar, solo, águas superficiais e
subterrâneas) e minimizar os riscos para a saúde pública, resultantes da incineração de resíduos;
implementando e mantendo dentro das condições operacionais restritas, os requisitos técnicos e os
valores limite de emissão destas unidades (Coutinho & Mata, 2003).
As principais vantagens da incineração em detrimento da deposição em aterro passam pela
contribuição para a redução da quantidade de GEE emitidos e correspondente redução do passivo
ambiental (Assamoi & Lawryshyn, 2011). Todavia, os custos associados a esta solução de eliminação
são substancialmente maiores. O processo de incineração pressupõe elevados custos de
investimento, bem como custos operacionais elevados associados a transporte, utilização de gás
natural nas caldeiras, manutenção dispendiosa e utilização de mão-de-obra técnica especializada a
fim de garantir as condições de operacionais pressupostas.
2.5 INCINERAÇÃO: CONTEXTO PORTUGUÊS
A incineração de RU em Portugal é uma realidade presente desde o ínicio do século XXI.
Actualmente, encontram - se em funcionamento duas instalações industriais de grande capacidade
sediadas em Lisboa (Valorsul) e Porto (Lipor) e ainda uma de menor dimensão na Madeira
(Valorambiente).
No passado, a adopção deste tipo de solução para eliminação de resíduos esteve sempre envolta em
polémica, provocando exaltações das populações locais e a discussão entre especialistas e
ambientalistas que, com o apoio dos media através da publicação de notícias dissuadoras, impediam
tentativas de construção deste tipo de instalações. Porém, a sensibilização das povoações, as
manifestações de responsabilidade social e corporativa e a dinamização de especialistas nacionais e
internacionais possibilitaram a mudança de mentalidades e a desmistificação de ideias associadas à
incineração, culminando na sua aceitação (Valorsul, 2014).
Incineração na Lipor: A Lipor (Figura 3), sistema intermunicipalizado de gestão de resíduos do
grande Porto, integra 8 municípios – Porto, Espinho, Gondomar, Valongo, Matosinhos, Maia, Vila do
Conde e Póvoa do Varzim - servindo uma população aproximada de 1 milhão de habitantes e
abrangendo uma área de cerca 650 km2. A instalação de incineração entrou em funcionamento em
Janeiro de 2000 e, em 2014 foram incineradas na Lipor 384 mil toneladas de resíduos urbanos
indiferenciados, o que permitiu a produção de 170 GWh de energia eléctrica (Lipor, 2014).

13
Figura 4 - Instalação de Incineração Lipor (Fonte: www.Lipor.pt)
Incineração na Valorsul: A Valorsul (Figura 5) é o sistema de gestão de resíduos da região de
Lisboa. Integra 19 municípios da Grande Lisboa e região Oeste, servindo uma população de 1.2
milhões de habitantes numa área de cerca de 596 km2. A produção de RU é cerca de 750 000
ton/ano. Entrou em funcionamento em Fevereiro de 2000 e em 2014 foram incineradas na Valorsul
562 mil toneladas de resíduos (Valorsul, 2014).
Figura 5 - Instalação de Incineração Valorsul (Fonte: www.valorsul.pt)
Incineração Valorambiente: A Valorambiente (Figura 6) é o sistema de gestão de resíduos da
região autónoma da Madeira. Este sistema integra os 11 municípios deste arquipélago e serve uma
população de 246 mil habitantes, numa área de 741 km2. A produção global de resíduos urbanos é de
173 000 ton/ano. Em 2013, foram incineradas 97 mil toneladas de resíduos (Valorambiente, 2013).
Figura 6 - Instalação de Incineração Valorambiente (Fonte:www.valorambiente.pt)

14
2.6 PRODUTOS DE INCINERAÇÃO
Como qualquer actividade industrial ou processo de tratamento térmico ou físico-químico, o
tratamento de resíduos urbanos por incineração induz um conjunto de impactes ambientais. Os que
mais se destacam e se assumem como mais penalizantes são os produtos secundários produzidos
pela queima dos resíduos na câmara de combustão, nomeadamente as partículas sólidas existentes
nas cinzas volantes (fly ash) e as escórias (bottom ash).
CINZAS VOLANTES
Os gases de exaustão produzidos pelo processo de combustão são primariamente compostos por
dióxido de carbono, oxigénio, azoto e vapor de água. Dependendo da composição dos resíduos,
estes gases podem também conter constituintes indesejáveis, subprodutos do processo de
combustão, como são os gases ácidos (HCl, HF, SO2 e NOx), dioxinas e furanos, partículas
potencialmente contaminadas com metais condensados (Cd, Hg), compostos orgânicos não voláteis
e produtos da combustão incompleta dos resíduos, como por exemplo, o CO (Coutinho, M., 2003).
Os níveis que estes subprodutos podem atingir são variáveis e sempre dependentes do tipo de
tecnologia específica disponível em cada unidade, dependendo igualmente de outros factores
acessórios, como a composição dos resíduos, o tipo de sistema de incineração e de parâmetros de
operação como a temperatura e velocidade dos gases de exaustão (Coutinho, M., 2003).
ESCÓRIAS DE INCINERAÇÃO
As escórias (Figura 3) consistem num material não-combustível, residual do processo de queima dos
resíduos urbanos. O processo de recolha do material acontece no final da linha da instalação de
incineração pelo que o material se apresenta de forma heterogénea em calibre e composição. Os
constituintes deste material inerte são tipicamente pedras, vidro, porcelana, cerâmica, metais ferrosos
e não-ferrosos e as cinzas dos materiais combustíveis.
Figura 7 - Escórias de Incineração, Valorsul

15
Na Europa, em 2009, existiam um total de 449 instalações de incineração, com produção de energia
eléctrica que, para além do calor e energia, produziram cerca de 16 milhões de toneladas de
escórias. Esta quantidade de material produzido, traduz -se num problema de gestão, devido ao
aumento de custos inerentes ao tratamento, dadas as obrigações de tratamento, transporte e
posterior confinamento ou eliminação. Por estas razões, a solução de deposição final em aterro é
normalmente preferida pela grande maioria dos países (CEWEP, 2009).
Porém, na Europa, existe actualmente uma consciencialização diferente, dada a escassez de
depósitos e massas minerais e os objectivos existentes para a reciclagem e valorização de resíduos.
Assim, reconhece-se um grande potencial nas escórias, como fonte secundária de metais e matérias-
primas, incentivando-se a recuperação das mesmas através do seu tratamento. Vários estudos têm
vindo a ser realizados a partir das mesmas com objectivos de valorização das escórias como material
de agregado para construção (Valle-Zermeño, R. Del., et al, 2012). Os resultados têm sido
interessantes apontando para a utilização deste material em barragens de aterro, constituídas por
materiais inertes, dada a baixa concentração em metais pesados e baixas exigências em
propriedades mecânicas.
Em 2012, um estudo efectuado na Suiça, permitiu aferir quantidades expectáveis de ouro e prata
presente nas escórias de incineração (0.4 ± 0.2 mg/kg e 5.3 ± 0.7 mg/kg, respectivamente). Além
disso, a grande maioria de metais preciosos surge associada a ligas metálicas não-ferrosas, sendo
por isso recuperáveis (Morf et al, 2012).
Em Portugal, à semelhança do que ocorre em outros países desenvolvidos que recorrem à
incineração como solução de gestão de resíduos, procede – se à valorização de metais ferrosos e
metais não-ferrosos a partir de escórias de incineração. A tabela 4 resulta de um conjunto de valores
retirados dos relatórios de contas de 2014 da Lipor e Valorsul, expondo as quantidades totais de
escórias produzidas e processadas com respectiva concentração de metais ferrosos e não-ferrosos.
Tabela 4 – Quatidade de produtos obtidos a partir de escórias da Lipor e Valorsul
(Fonte: Valorsul, 2014 e Lipor, 2014)
Empresa Material Quantidade Processada (t)
2012 2013 2014
Lipor Escórias 73620 74812 67465
Metais Ferrosos 5667 5535 4750
ValorSul
Escórias 98595 122852 101428
Metais Ferrosos 2393 2849 2591
Metais Não-Ferrosos 719 980 725

16
Estudos desenvolvidos numa instalação de incineração dinamarquesa apontam para eficiências de
recuperação para metais ferrosos e não-ferrosos de 85 e 61% mediante a utilização de separadores
magnéticos e separadores electromagnéticos por correntes de Foucault. É registado também um
potencial para a recuperação de terras-raras, porém, à data, existe falta de opções tecnológicas para
o desenvolvimento do processo (Allegrini et al, 2014).
Na actualidade, apesar dos estudos desenvolvidos, o destino final dado à fracção não-metálica das
escórias de incineração passa pela deposição em aterro ou utilização do seu material inerte como
cobertura, perdendo assim todo o potencial de valorização dos seus materiais constituintes.
2.7 RECUPERAÇÃO E RECICLAGEM VIDRO
O vidro é um material não-poroso que se obtem a partir da fusão completa de minerais a 1540ºC.
Este material pode resistir até temperaturas de 150ºC sem se deformar, sendo assim quase
infinitamente reciclável. Clarificando a questão, todas as embalagens de vidro, mesmo que
fragmentadas poderão ser transformadas em novos produtos apresentando sempre condições de
segurança para o armazenamento. A recuperação de vidro constitui uma enorme vantagem uma vez
que, no decorrer do processo de reciclagem, não existem alterações à sua qualidade. Deve-se ainda
salientar a importância da reciclagem de vidro para a redução do consumo de matérias-primas e
energia na obtenção de novos produtos.
A produção de vidro ocorre de 2 maneiras: a partir de matérias-primas ou com fundição de casco
como material de substituição. A segunda opção permite uma poupança de energia significativa (1%
por cada 4% de casco usado) e requer menor quantidade de matérias-primas (1 tonelada de casco
em oposição a 1.2 toneladas de novos materiais).
No entanto alguns desafios são apresentados na reciclagem do vidro: a separação dos diferentes
tipos de vidro e a separação dos contaminantes existentes. As duas situações poderão conduzir a um
aumento no consumo energético (no processo de fundição), danos no forno, culminando na produção
de peças de má qualidade) (FEVE, 2012).
A indústria vidreira requer casco “pronto-para-forno” como matéria-prima de substituição na produção
de embalagens de vidro, como fragmentos livres de contaminantes (cerâmicas, porcelana chinesa,
pedras, plásticos ou matéria orgânica). Assim, para o processo de reciclagem ocorrer, existe a
necessidade de aplicar processos de remoção dos contaminantes existentes e ainda de operações
acessórias que garantam a granulometria necessária à eficiência dos equipamentos ópticos usados
na descontaminação do vidro (FEVE, 2012).

17
Na figura 8 são apresentadas as principais operações, usadas na remoção de contaminantes, com
intuito de evitar danos nos equipamentos e garantir qualidade no produto final de vidro (Vidrociclo,
2011):
Recepção do casco nas instalações;
Pré-selecção manual (1);
Classificação granulométrica (1);
Separação magnética (2);
Aspiração dos contaminantes leves (3);
Separação por correntes de Foucault, de elementos métalicos não-magnéticos (3);
Triagem óptica de elementos contaminantes não-transparentes (4);
Controlo de qualidade (5).
Figura 8 - Instalação de processamento e descontaminação de vidro (Fonte: http://www.bra.org)
Em Portugal existe um conjunto de especificações técnicas, fundamentais para a retoma de
resíduos de embalagem de vidro de embalagem provenientes da recolha selectiva com vista à
sua aceitação para posterior reciclagem. Na tabela 5 estão expressas as especificações
determinadas pelo Regulamento N.º1179/2012 da Comissão Europeia, a fim de poder ser
designado como matéria-prima secundária, bem como as especificações da SPV para a retoma
de casco de vidro em Portugal.
Tabela 5 - Especificações técnicas para a retoma de resíduos de embalagem de vidro, para a indústria vidreira e retomadores ( Fonte: Regulamento Nº.1179/2013 da Comissão Europeia e SPV, 2012)
Contaminantes Indústria Vidreira Retomadores de Vidro
Teor (%) Teor (%)
Infusíveis por casco de vidro:
> 1 mm 0,01 -
≤ 1 mm 0,15 -
≤ 40 mm - ≤ 0,05
> 40 mm - ≤ 0,5
Metais Ferrosos 0,005 ≤ 0,75
Metais Não-Ferrosos 0,006 ≤ 0,2
Matéria Orgânica 0,200 ≤ 0,5

18
No que diz respeito aos contaminantes, as limitações de formulação dependem da proveniência pelo
que não são aceites os vidros provenientes de instalações hospitalares, de laboratórios de análises
clínicas ou de qualquer outra instituição do sector da saúde. Para além disso, não são aceites vidros
especiais, nomeadamente vidros aramados, os materiais cerâmicos, os plastificados, os
vitrocerâmicos, os pirex, os que incluam cristais de chumbo, o vidro opala, os vidros corados, os
vidros não-transparentes, os espelhos, as lâmpadas, os ecrâs de TV/PC e ainda os vidros de pára-
brisa. Ainda assim, além dos limites de cada grupo, o teor de outros contaminantes ou produtos
indesejados nunca poderá ser superior a 2% (SPV, 2012).
2.8 POTENCIAL PARA RECUPERAÇÃO DE VIDRO, A PARTIR DE RU
A tabela 6 expõe a caracterização realizada na central de tratamento de resíduos sólidos urbanos
(CTRSU) da Valorsul, para o ano de 2014, clarificando a distribuição por composição dos materiais
de alimentação da incineradora da empresa. A categoria de “Bio – Resíduos” com grande
percentagem de matéria orgânica assume maiores teores em peso (38.47%), seguido da categoria
“Papel e Cartão” (16.42%) e “Plásticos” (12.03%).
Tabela 6 - Caracterização física dos resíduos admitidos na CTRSU no ano 2014, Fonte: Valorsul
Categorida de Resíduos % em Peso
Bio - Resíduos 38.47
Papel e Cartão 16.42
Plásticos 12.03
Vidro 4.62
Têxteis 3.47
Compósitos 3.03
Metais 1.79
Madeiras 0.48
Resíduos Perigosos 0.12
Outros 1.56
A categoria de resíduos “vidro”, objecto do presente trabalho apresenta grande relevância sendo que
o teor médio de vidro assinalado toma o valor 4.62%.
Na tabela 7 poderá observar-se a análise de dados retirados dos relatórios de contas de 2014 das
empresas Lipor e Valorsul, da quantidade de RSU indiferenciados processados bem como uma
estimativa da quantidade de vidro. Não sendo conhecida a caracterização de RSU da Lipor, calculou-
se a quantidade de vidro com base no teor em vidro da alimentação da CTRSU da Valorsul,
assumindo que ambas as instalações têm o mesmo teor em vidro, referido na tabela 6.

19
Tabela 7 - Quantidade de RSU indiferenciados presentes nas instalações da Lipor e Valorsul e vidro expectável (Fonte: Lipor e Valorsul, 2014)
Resíduos Incinerados (t) Vidro Expectável (t)
Lipor Valorsul Lipor Valorsul
347 173 562 000 16 039 25 964
Total 909 173 42003
Assim é estimado para o ano de 2014 um valor total de 42 003 toneladas de vidro foi depositado em
aterro com a perda do seu valor enquanto material.
A tabela 8 apresenta as conclusões de um estudo realizado por Máximo (2012) com a recuperação
de vidro estimada a partir do rejeitado pesado de TMB e dados da quantidade de vidro reciclado em
2011. São também apresentados os valores das metas de reciclagem de vidro definidos no Despacho
n.º 7111/2015, de 29 de Junho e quantidade de vidro expectável, presente nas escórias de
incineração (ver tabela7). Com recuperação do vidro presente nas escórias e do rejeitadao pesado de
TMB será possível atingir as metas europeias definidas.
Tabela 8 - Quantidades retomadas, metas e índice de cumprimento, para reciclagem de vidro
(Fonte: Máximo et al, 2012)
Tipo de Instalação Quantia Retomada (t) Meta (t) ID - Índice de Cumprimento (%)
Recolha Selectiva 210 422 - -
TMBr 16 772 - -
Escórias de Incineração 42 003 - -
Total 269 197 227 060 >100

20
2.9 RECUPERAÇÃO DE VIDRO A PARTIR DE RESÍDUOS INDIFERENCIADOS
O RecGlas (Dias, 2011) é um equipamento de separação de materiais através da forma das
partículas inspirado na “vanner” que é utilizada no processamento de minérios por via húm ida, para
tratamento de areias com o intuito de separar minerais pesados dos leves de granulometrias finas.
O RecGlass é utilizado na concentração por forma das partículas de vidro e eliminação de pedras, por
via seca, sendo alimentado superiormente por um alimentador vibratório, de um caudal contínuo. A
posição do alimentador a meio da tela sendo possível ajustes horizontais e verticais.
O RecGlass (figura 9) é constituído por uma tela inclinada sem fim que se move no sentido
ascendente com velocidade e inclinação variáveis (variáveis operacionais). As variáveis podem ser
ajustadas de acordo com as características de alimentação, calibre e composição do material. A tela
poderá ainda ser constituída por diferentes materiais de modo a que se obtenha um elevado
coeficiente de atrito entre a tela e as partículas constituintes da alimentação.
Figura 9 - Equipamento RecGlass (Fonte: Belo, 2013)
A tabela 9 mostra as varíaveis tomadas constantes e manipuladas nos ensaios laboratoriais.
Tabela 9- Variáveis operacionais equipamento RecGlass
Variáveis
Operacionais
Constantes
Composição da alimentação
Calibre da alimentação
Velocidade do alimentador
Manipuladas
Altura de queda (Alt - cm)
Ângulo de inclinação da tela (Inc - º)
Velocidade da tela (Vel – cm/s)
Deslocamento Horizontal (Desl - cm)

21
Em 2011, Dias, utilizando uma amostra de rejeitado pesado proveniente da instalação de TMB da
“TRATOLIXO”, realizou ensaios com diferentes condições operacionais (velocidade da tela, caudal da
alimentação, altura e posição horizontal do alimentador e inclinação da tela). O tratamento dos
resultados obtidos permitiu concluir que a velocidade da tela não influencia significativamente a
recuperação de materiais nos produtos de separação e que o aumento da amplitude do movimento
vibratório do alimentador potencia a acumulação de material à saída do alimentador prejudicando
assim a eficiência do processo de separação.
Relativamente à altura do alimentador obteve uma altura de queda 16 cm para o ângulo 21º, 15 cm
para o ângulo de 18º e 14 cm para o ângulo de 16º. Concluiu que se obtem uma maior remoção de
pedras para partículas de menor calibre e que o ângulo de 21º apresenta maior remoção pedras.
Através deste equipamento foi então possível aumentar o teor de vidro de 88.4% para 92.4%, tendo-
se removido 60% das pedras (principal contaminante) (Dias, 2011).
Em 2013, Belo à semelhança de Dias e utilizando um conjunto de amostras de rejeitado pesado
provenientes de 5 instalações diferentes de TMB (AMARSUL, RESISTRELA, SULDOURO, VALNOR
e VALORLIS), realizou ensaios com o intuito de obter um produto concentrado rico em vidro. As
variáveis operacionais utilizadas foram o ângulo de inclinação e o material da superfície da tela. O
RecGlass mostrou eficiência na remoção das pedras independentemente da origem da amostra com
remoção no mínimo aproximadamente de 80% das pedras e recuperação de 85% do vidro (Belo,
2013).
Em 2013, Belo, relativamente a um conjunto de amostras de diferentes instalações de TMB, conclui
igualmente que a recuperação de vidro e pedras é influenciada pelo ângulo de inclinação da tela. À
medida que o ângulo de inclinação aumenta, recuperam-se menores quantidades das duas espécies
no produto concentrado, sendo a diminuição mais acentuada na espécie pedras.

22

23
3 CARACTERIZAÇÃO
DE ESCÓRIAS DE INCINERAÇÃO

24
3.1 INTRODUÇÃO
O capítulo inicia-se com a descrição do caso de estudo Valorsul e da sua instalação de tratamento e
valorização de escórias (ITVE), onde foram recolhidas as amostras utilizadas na realização da
presente dissertação. Apresenta-se igualmente, o diagrama de processamento da ITVE.
Seguidamente introduz-se o tema da amostragem para justificar o método de amostragem e
dimensões da amostra recolhida. Finalmente, apresentam-se as características da amostra em
termos de distribuição granulométrica e composição (Jardim et all, 2015).
3.2 INSTALAÇÃO DA VALORSUL
A Valorsul - Valorização e Tratamento de Resíduos Sólidos das Regiões de Lisboa e do Oeste, S.A. é
a empresa responsável pelo tratamento e valorização de cerca de 950 mil toneladas de resíduos
urbanos produzidos, por ano, em 19 Municípios da Grande Lisboa e da Região Oeste. A sua área de
intervenção corresponde a menos de 4% da área total do país valorizando no entanto, mais de um
quinto de todo o lixo doméstico produzido em Portugal (Valorsul, 2015).
A Valorsul dispõe desde Novembro de 2000 de uma instalação de tratamento e valorização de
escórias (figura 10) inserida na unidade do Aterro Sanitário de Mato da Cruz ocupando uma área de
2.8 hectares com capacidade de 200 000 toneladas por ano. Nesta instalaçefectua-se o processo de
maturação das escórias resultantes da incineração na central de tratamento de RSU e extracção de
metais ferrosos e não-ferrosos. Dados de 2015 sugerem uma recuperação total dos metais ferrosos e
de 70% dos metais não-ferrosos contidos nas escórias (Valorsul, 2015).
Figura 10 – Instalação de tratamento e valorização de escórias, e detalhe separador magnético
As escórias de incineração são transportadas de camião desde a unidade de incineração até ao
aterro sanitário do Mato da Cruz (ASMC) sendo posteriormente dispostas mensalmente, sob a forma
de pilhas para maturação da matéria orgânica remanescente (Figura 11).

25
Figura 11 - Pilhas mensais de escórias de incineração (a), com detalhe (b)
As escórias de incineração são inicialmente despejadas na tremonha que tem um crivo com malha de
250 mm para retirar os materiais mais volumosos com recurso a uma pá carregadora frontal. De
seguida, o material é transportado por uma correia transportadora até um crivo rotativo de malha
variável (10 e 30 mm), onde se procede à separação do material em três fracções de calibre diferente
(+30mm; -30,+10 mm e -10mm). Os produtos gerados de fracções granulométricas superiores
(+30mm e -30,+10 mm) são alvo de uma valorização mediante passagem por separadores
magnéticos e separadores não-magnéticos com posterior encaminhamento dos materiais recolhidos
para reciclagem. Por outro lado, a fracção de granulometria inferior a 10 mm é recolhida e
armazenada em novas pilhas de escórias de incineração, para valorização como material inerte ou
utilização como cobertura.
A figura 12 apresenta o diagrama de funcionamento da ITVE, descrito para processamento das
escórias de incineração e concentração de metais ferrosos e metais não-ferrosos.
Figura 12 - Diagrama Processamento de Escórias na ITVE, Valorsul (Fonte: Valorsul, 2015)

26
A Valorsul obteve acreditação pela Agência Portuguesa do Ambiente (APA) após estudo realizado
pelo Laboratório Nacional de Engenharia Civil (LNEC) para utilização do material obtido para
valorização em obras de terraplanagem (aterros e leitos de pavimento) em camadas de sub-base de
estradas e como material de enchimento para a recuperação paisagística de pedreiras ou minas a
céu aberto – cumprimento das normas NP EN 933-11/2011 e NP EN 13242/2002 + A1 – 2010.
Na presente dissertação, o produto alvo de recolha amostral é o produto referido na figura 12 como
produto de “Escórias tratas”, ou seja um produto de calibre inferior a 30 mm. O produto amostrado
está realçado com um círculo, ver figura 12.

27
3.3 AMOSTRAGEM A GRANEL
Amostragem é a operação pela qual se retira uma certa fracção de um dado lote, sendo a amostra
representativa deste, sem lhe alterar as características. Esta fracção destina-se a avaliar uma
propriedade quantitativa ou qualitativa média do lote – volume, massa, teor, humidade, proporção de
certa glasse granulométrica, etc.
Para que uma amostra seja representativa do lote, é exigido que cumpra duas qualidades:
a) Correcção: uma amostra é correcta quando assegura a todos os fragmentos do lote a mesma
probabilidade de serem escolhidos. É assegurada por amostragem sistemática, aleatória
estratificada ou aleatória pura;
b) Justa (ou não enviezada): uma amostra é justa quando a média da distribuição da qualidade
(teor, por ex.), que é uma variável aleatória, é igual ao teor real do lote ( ou tende para ele).
É assegurada por caudal constante (ou homogenização perfeita) e por uma lei aleatória
designação de instantes de amostragem.
Quando uma destas condições não é verificada, introduzem – se erros na amostragem, que poderão
falsear os seus resultados. Estes erros podem ser erros na concepção da amostragem ou na sua
execução (operatórios) (Cortez & Durão, 1982).
A equação 1 representa a expressão da variância do erro de amostragem:
𝝈𝟐 =𝒇𝝆𝒅𝜶
𝟑
𝑴(
𝟏
𝒎𝜶+ 𝒈 − 𝟐) (1)
Sendo:
σ2: variância do erro fundamental cometido na amostragem da fracção granulométrica;
f: parâmetro de forma das partículas;
ρ: densidade (massa volúmica) média das partículas do lote;
dα: calibre médio dos fragmentos da classe;
M: massa da amostra
m: proporção estimada da classe
g: parâmetro relacionado com a distribuição granulométrica

28
A massa da amostra (M) obtem-se através da equação 2 que se obtem a partir da equação 1.
𝑴 = 𝒍𝒇𝒈𝒅𝜶
𝟑𝑪
𝝈𝟐
com
𝑪 = 𝟏−𝒂
𝒂((𝟏 − 𝒂) × 𝝆𝒎 + 𝒂 × 𝝆𝒈) (2)
Em que “a” é o erro admitido para o teor da espécie a amostra.
A tabela 10 expressa os valores dos diferentes parâmetros tomados de acordo com as referências
bibliográficas de Cortez & Durão (1982) e os dados recolhidos por Dias (2011) para a densidade dos
materais da espécie vidro e pedras. Foi admitido um nível de confiança de 95%:
Tabela 10 - Parâmetros de cálculo para massa da amostra a colher
σ2 f g l dα
3 (cm
3)
3.83E-05 0.5 0.25 0.4 1.12
A solução da equação 2 M = 6792 g. Sendo que terão de ser recolhidos no mínimo 6.792 kg de
amostra para se obter o nível de representatividade desejado.
Com o intuito de verificar a existência de variabilidade mensal na composição das escórias de
incineração, duplicou-se a quantidade tida como necessária de se tomar, num total de 14 kg. As
tomas das 4 sub-amostras foram divididas por duas pilhas formadas nos meses de Fevereiro e Março
2015, tendo-se realizado duas tomas de cada uma das pilhas.

29
3.4 RECOLHA DA AMOSTRA DA VALORSUL
O processo de recolha da amostra foi realizado segundo a NP 932 -1/ 2002, para ensaios gerais dos
agregados em linha (método de amostragem), tendo-se procedido com a recolha do material de
escórias de incineração à saída da correia transportadora final da ITVE, antes da queda do material
na pilha (material destinado “Armazenamento”), dado que permite recolher a totalidade das fracções
granulométricas.
A recolha das 4 amostras ocorreu nos dias 27 e 29 de Abril, 2 e 4 de Maio das pilhas referentes aos
meses de Fevereiro 2015 (2 amostras) e Março de 2015 (2 amostras).
A metodologia aplicada inicia-se com a toma de material pela pá carregadora frontal na boca da
correia transportadora, por períodos de 10 segundos, a cada 10 minutos, durante uma hora,
procedendo-se de seguida à recolha da totalidade do material sendo despejado em local cimentado
limpo.
A nova pilha de escórias formada é carregada manualmente com o auxílio de uma pá para um divisor
Jones com o intuito de se obter uma divisão da totalidade da amostra que respeite as suas
características (figura 13).
Em cada uma das recolhas realizadas foi retirado um testemunho, de massa superior a 3 kg para
análise posterior. As quatro recolhas amostrais somam um total de 480 kg de escórias de incineração
tendo – se deixado um testemunho de igual massa nas instalações do Aterro de Mato da Cruz .
Figura 13 – Sequência da recolha de amostras (a- recolha; b - divisão)

30
3.5 CARACTERIZAÇÃO DA AMOSTRA DA VALORSUL
A caracterização foi realizada em termos de distribuição granulométrica e composição. As amostras
caracterizadas foram as sub-amostras referidas anteriormente, provenientes das instalações do aterro
sanitário de Mato da Cruz e processadas no laboratório do CERENA no IST.
EQUIPAMENTO UTILIZADO
De forma a caracterizar as escórias de incineração foram utilizados os seguintes equipamentos:
Divisor Jones;
Crivo mecânico (marca – Fritsh, modelo Analisete)
Malha de crivo do tipo quadrado (Série DIN 4188 com aberturas: 22.4, 16.0, 11.2, 8.0, 5.6,
4.0, 2.8, 2.0, 1.4 e 0.7 mm);
Balança Digital com resolução de 0.1g
Estufa (marca Memmert);
PROCEDIMENTO EXPERIMENTAL
O procedimento utilizado neste estudo para a caracterização das escórias de incineração foi o
seguinte:
I. Preparação das amostras. Homogeneização cuidadosa da amostra, para evitar fragmentação
das partículas, por revolvimento com ajuda de uma pá. Nesta etapa a amostra foi pesada e
dividida em fracções menores com o auxílio de um divisor Jones;
II. Secagem da amostra realizada numa estufa a 70ºC por 24 horas para eliminação da
humidade existente;
III. Crivagem das amostras e pesagem das diferentes fracções granulométricas;
IV. Análise granulométrica;
V. Análise de composição, das fracções granulométricas supra 4 mm – A caracterização da
composição é manual nos 9 materiais principais constituintes da amostra (vidro, pedras,
pedras com vidros fundidos, cerâmicos, metais ferrosos, plástico, papel e cartão, outros e
cinzas de incineração).
Foram realizadas análises granulométricas de 4 testemunhos da ITVE. Para avaliar a correcção da
amostragem a caracterização das 4 sub-amostras realizou-se separadamente.

31
3.6 RESULTADOS E DISCUSSÃO
ANÁLISE GRANULOMÉTRICA
Os resultados de pesagem das fracções granulométricas podem ser vistos no ANEXO A.
A tabela 11 mostra a distribuição granulométrica simples e cumulativa de cada um das 4 sub-
amostras.
Tabela 11 - Distribuição granulométrica simples e acumulada de quatro sub-amostras representativas das
escórias de incineração, da Valorsul
Fracção
Granulométrica
(mm)
Sub-amostra 1 Sub-amostra 2 Sub-amostra 3 Sub-amostra 4
% em
peso
% passante
acumulada
% em
peso
% passante
acumulada
% em
peso
% passante
acumulada
% em
peso
% passante
acumulada
+22.4 2.00 100.00 0.10 100.00 0.47 100.00 1.03 100.00
-22.4, +16.0 4.47 98.00 1.55 99.90 3.05 99.53 6.51 98.97
-16.0, +11.2 8.35 93.52 5.06 98.35 5.00 96.48 7.78 92.46
-11.2, +8.0 12.69 85.18 10.46 93.28 11.70 91.48 14.35 84.68
-8.0, +5.6 20.79 72.49 19.33 82.82 19.16 79.78 18.53 70.33
-5.6, +4.0 4.13 51.70 7.67 63.48 6.97 60.62 6.34 51.79
-4.0, +2.8 6.05 47.57 8.84 55.81 9.51 53.65 7.56 45.45
-2.8, +1.4 7.62 41.52 9.67 46.97 8.14 44.14 7.92 37.89
-1.4, +0.7 5.14 33.89 5.81 37.30 4.94 36.01 4.81 29.96
-0.7 28.75 28.75 31.49 31.49 31.07 31.07 25.15 25.15
TOTAL 100.00 100.00 100.00 100.00
A figura 14 mostra as curvas cumulativas inferiores e desvio padrão dos diferentes testemunhos das
sub-amostras retiradas da ITVE da Valorsul.
Figura 14 - Curva cumulativa inferior da distribuição granulométric
0
20
40
60
80
100
1,00 10,00% p
assa
nte
acu
mu
lad
a
Calibre das partículas (mm)
Amostra 1
Amostra 2
Amostra 3
Amostra 4
Desvio Padrão
32
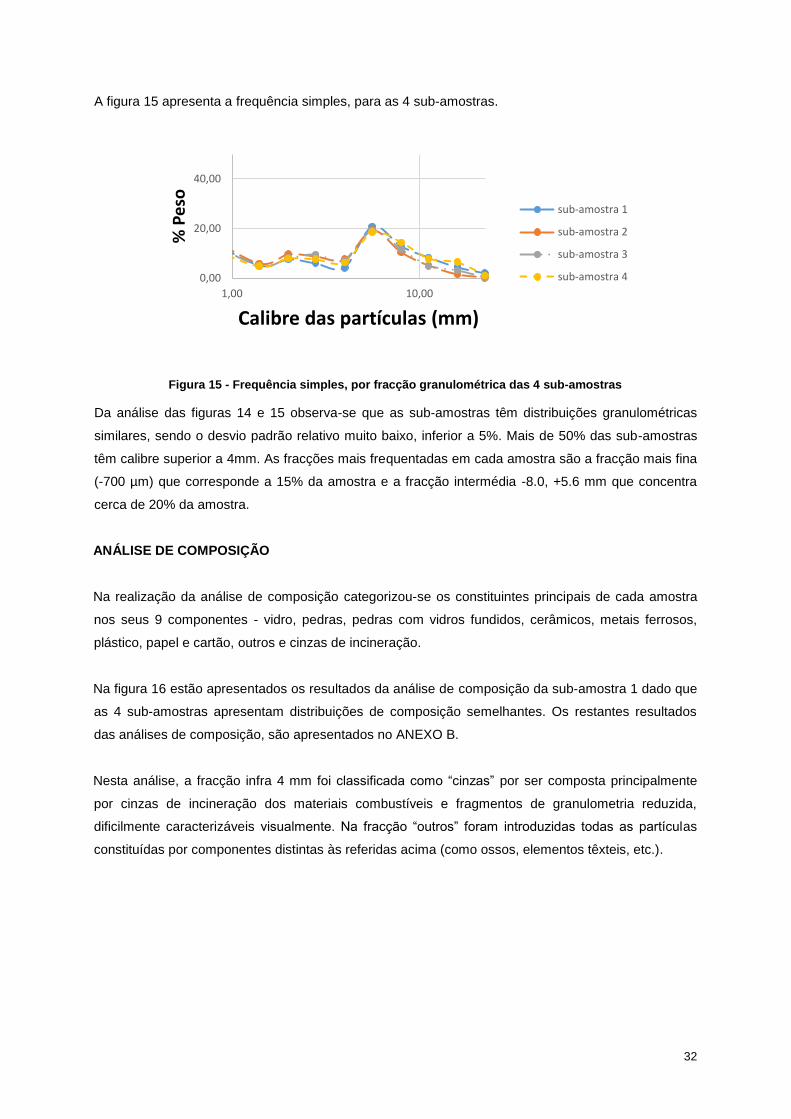
A figura 15 apresenta a frequência simples, para as 4 sub-amostras.
Figura 15 - Frequência simples, por fracção granulométrica das 4 sub-amostras
Da análise das figuras 14 e 15 observa-se que as sub-amostras têm distribuições granulométricas
similares, sendo o desvio padrão relativo muito baixo, inferior a 5%. Mais de 50% das sub-amostras
têm calibre superior a 4mm. As fracções mais frequentadas em cada amostra são a fracção mais fina
(-700 µm) que corresponde a 15% da amostra e a fracção intermédia -8.0, +5.6 mm que concentra
cerca de 20% da amostra.
ANÁLISE DE COMPOSIÇÃO
Na realização da análise de composição categorizou-se os constituintes principais de cada amostra
nos seus 9 componentes - vidro, pedras, pedras com vidros fundidos, cerâmicos, metais ferrosos,
plástico, papel e cartão, outros e cinzas de incineração.
Na figura 16 estão apresentados os resultados da análise de composição da sub-amostra 1 dado que
as 4 sub-amostras apresentam distribuições de composição semelhantes. Os restantes resultados
das análises de composição, são apresentados no ANEXO B.
Nesta análise, a fracção infra 4 mm foi classificada como “cinzas” por ser composta principalmente
por cinzas de incineração dos materiais combustíveis e fragmentos de granulometria reduzida,
dificilmente caracterizáveis visualmente. Na fracção “outros” foram introduzidas todas as partículas
constituídas por componentes distintas às referidas acima (como ossos, elementos têxteis, etc.).
0,00
20,00
40,00
1,00 10,00
% P
eso
Calibre das partículas (mm)
sub-amostra 1
sub-amostra 2
sub-amostra 3
sub-amostra 4

33
.
Figura 16 - Composição global sub-amostra 1
Asub-amostra 1 apresenta teores consideráveis em cinzas (48%), vidro (24%) e pedras (15%) e um
teor relevante em metais ferrosos (4%), para as fracções caracterizadas. Os restantes teores de
cerámicos, papel e cartão, plásticos leves são tidos como baixos. Por comparação com os dados da
tabela 6 verifica-se um aumento significativo do teor em vidro (4.62% para 24%) e pedras (onde a
espécie pedras se inicialmente inclui na fracção “outros” com valor de 1.56%, para 15 % de pedras na
presente caracterização).
A tabela 12 e figura 17 mostram a distribuição dos materiais por fracção granulométrica da sub-
amostra 1, para as fracções de calibre superior a 5.6 mm. Distribuições semelhantes se obtiveram
para as restantes amostras pelo que os respectivos gráficos se encontram no ANEXO B.
Tabela 12 – Distribuição de materiais na sub-amostra1, por fracção granulométrica
Fracção Granulométrica
(mm)
t.Vidro (%)
t.Met.Fer (%)
t.Pedras (%)
t.Vidro/Pedras Fund. (%)
t.Cerâmicos (%)
t.Plásticos Leves (%)
t.Papéis/Cartão (%)
t.Outros (%)
Total (%)
-5.6, +4.0 41,38 11,49 43,68 0 2,87 0 0,57 0 100
-8.0, +5.6 55,47 6,99 35,29 0 1,8 0 0,45 0 100
-11.2, +8.0 52,27 7,36 23,84 10,83 4,75 0 0,94 0 100
-16.0, +11.2 49,52 8,09 12,54 11,13 13,35 1,45 2,6 1,34 100
-22.4, +16.0 4,56 11,16 14,23 30,5 39,35 0 0,2 0 100
+22.4 0 13,04 30,52 17,33 21,93 2,45 12,12 2,61 100
24%
4% 15%
4% 4%
0%
1%
0%
48%
Vidro (g)
Metais Ferrosos (g)
Pedras (g)
Vidro/Pedras Fund. (g)
Cerâmicas (g)
Plásticos Leves (g)
Papéis/Cartão (g)
Outros (g)
Cinzas (g)

34
Figura 17 - Caracterização por fracção granulométrica, sub-amostra 1
A tabela 12 e figura 17 mostram que o vidro é o principal componente das escórias de incineração em
todas as fracções granulométricas à excepção da mais fina e das duas primeiras. As pedras são o
segundo componente mais frequente, nas fracções mais finas e os cerâmicos nas fracções mais
grosseiras. Os teores dos restantes materiais são pouco significantes à excepção do papel e cartão
que atingem um teor de 12% na fracção mais grosseira.
A interpretação da figura 17 sugere uma distribuição de vidro irregular pelas diferentes fracções
granulométricas com concentração nas fracções -16.0, +4.0. Esta distribuição poderá ser justificada
pela fragmentação do mesmo durante o seu processamento, desde a recolha até ao processamento
na unidade da ITVE.
De salientar igualmente a distribuição uniforme dos metais ferrosos pelas fracções granulométricas
com teor entre 7 e 13 % aproximadamente. A existência de partículas deste material poderá ser
justificada por três motivos: o produto infra 10 mm não é alvo de separação magnética, o calibre das
partículas de metais ferrosos e distância do separador magnético à correia transportadora e à
ineficiência dos separadores.
A figura 18 mostra a distribuição da espécie vidro por fracção granulométrica para as sub-amostras
estudadas, verifica-se uma concentração de vidro nas fracções -8.0,+5.6 e -11.2, +8.0. Mais de 70%
do vidro tem calibre entre 5.6 e 11.2 mm.
0,00
10,00
20,00
30,00
40,00
50,00
60,00
-5.6,+4.0
-8.0,+5.6
-11.2,+8.0
-16.0,+11.2
-22.4,+16.0 +22.4
11,49 6,99 7,36 8,09 11,16 13,04
41,38
55,47 52,27 49,52
4,56 0,00
% e
m P
eso
Fracção granulométrica (mm)
t.Plásticos Leves (%)
t.Papéis/Cartão (%)
t.Outros (%)
t.Met.Fer (%)
t.Cerâmicos (%)
t.Pedras (%)
t.Vidro (%)

35
Figura 18 - Distribuição de vidro por fracção granulométrica
Por outro lado, observando a distribuição de pedras por fracção granulométrica (figura 19),observa-se
que há concentrações maiores de pedras nas fracções granulométricas menores -11.2 Mais de 85%
das pedras têm calibre inferior a 11.2 mm.
Figura 19 - Distribuição de pedras por fracção granulométrica
Em 2011, Dias efectuou um estudo de composição para o rejeitado pesado de TMB, sendo que foi
verificado que o TMBr é constituído em média por 79% de vidro de embalagem, apresentando
também uma alta percentagem de materiais inertes como pedras, vidro não embalagem, cerâmica
(aproximadamente 15 %). Por comparação, o produto escórias de incineração apresenta um teor em
vidro substancialmente inferior (24%) com alta percentagem de materiais inertes, pedras, cerâmicas,
metais ferrosos e cinzas (mais de 70%).
0,85 1,65 3,29 6,99 16,85
6,51 8,06 12,74
27,33
28,37 28,04
33,88
47,88
46,83 45,93
36,11
7,10 16,64 14,68 10,27
0
10
20
30
40
50
60
70
80
90
100
Sub-amostra 1 Sub-amostra 2 Sub-amostra 3 Sub-amostra 4
% P
eso
-5.6, +4.0
-8.0, +5.6
-11.2, +8.0
-16.0, +11.2
-22.4, +16.0
+22.4
4,20 0,00 5,27 5,08 4,41
1,48
7,69 4,00 7,13
3,58
8,49 6,62
20,84
15,25
16,22 15,75
50,91
52,86
42,87 49,99
12,52
26,83 19,46 18,55
0
10
20
30
40
50
60
70
80
90
100
Sub-amostra 1 Sub-amostra 2 Sub-amostra 3 Sub-amostra 4
% P
eso
-5.6, +4.0
-8.0, +5.6
-11.2, +8.0
-16.0, +11.2
-22.4, +16.0
+22.4
36
3.7 CONCLUSÃO CAPÍTULO 3
As curvas de cumulativas inferiores da distribuição granulométrica evidenciam uma maior
concentração em peso nas fracções granulométricas -8.0, +5.6 e -11.2, +8.0 para as 4 sub-amostras
recolhidas. Mais de 50% das sub-amostras têm calibre superior a 4mm. As fracções mais
frequentadas em cada amostra são a fracção mais fina (-700 µm) que corresponde a 15% da amostra
e a fracção intermédia -8.0, +5.6 mm que concentra cerca de 20% da amostra.
Os resultados das diferentes análises realizadas expõem um grande potencial de recuperação de
vidro tendo em conta que existe um teor de vidro significativo com maiores concentrações superiores
a 70% do mesmo nas fracções -8.0, +5.6 e -11.2, +8.0. O maior contaminante em peso são as
pedras, que se concentram nas mesmas fracções granulométricas (em cerca de 85%).
Refere-se ainda que não foi verificada uma variabilidade mensal na composição ou granulometria dos
testemunhos recolhidos para os meses de Fevereiro e Março de 2015.

37
4 RECUPERAÇÃO DE VIDRO DE
ESCÓRIAS INCINERAÇÃO

38
4.1 INTRODUÇÃO
Neste capítulo descreve-se o processamento laboratorial das amostras recolhidas. A selecção da
amostra realizou-se através de crivagem nos Laboratórios de Construção (LC -Departamento de Civil,
IST) e a divisão e processamento nos Laboratórios do CERENA (IST). Todos os ensaios
experimentais ocorreram segundo uma ordem aleatória com o propósito de garantir a independência
das observações e respectivos erros.
Os ensaios preliminares realizados iniciaram-se com a realização de um primeiro ensaio com as
quatro variáveis operacionais reguladas segundo o trabalho realizado por Dias(2011) e Belo (2013) a
um valor médio. Nos ensaios posteriores realizou-se com as variáveis reguladas com um valor acima
e abaixo do primeiro ensaio, tendo o procedimento sido repetido três vezes. A partir de agora e, no
presente texto, o ensaio primário será referido como “ensaio padrão”.
O plano factorial de experiências é uma técnica de planeamento de experiências que se define
através de um plano estruturado de ensaios com recurso a um conjunto de critérios estatísticos
devidamente orientados para o objectivo de a determinar (Fisher, 1935). Pretende-se avaliar o efeito
das variáveis operacionais e das suas interacções nos resultados do sistema ou processo.
O tratamento estatístico baseia-se na análise de variância (ANOVA) que permite quantificar o efeito
das variáveis e/ou interacções identificando ainda quais as variáveis que afectam significativamente
as respostas. Por fim, o plano de experiências permite definir a melhor combinação dos níveis das
variáveis que conduzem à optimização dos objectivos pré-estabelecidos (S. I., 2013).
Posteriormente, procedeu-se com a realização de um plano factorial de experiências com avaliação
da variância e contribuição das variáveis operacionais a fim de se determinar uma solução óptima de
recuperação de vidro no equipamento Recglass. No conjunto de ensaios realizados utilizou-se uma
metodologia baseada no procedimento adoptado por Ferreira (2014) na dissertação para a obtenção
do grau de mestre em Engenharia Geológica e de Minas, com o tema “Recuperação de Metais
Provenientes de Resíduos”.
O plano factorial de experiências foi conduzido em 4 fases. Numa primeira fase foi delineadoo plano
factorial de dois níveis. Seguidamente foi aplicado uma metodologia de superfície de resposta com
introdução dos 19 ensaios. As respostas seleccionadas foram a recuperação de vidro e pedras no
produto concentrado, uma vez que se pretende concentrar a espécie vidro e a espécie pedras se
assume como o principal contaminante do produto concentrado.
Foi ainda realizada uma análise estatística (ANOVA - fase3) e foram usados dois modelos
(recuperação de vidro e pedras no produto concentrado) para determinar os parâmetros operacionais

39
associados ao ponto óptimo (definidos como a recuperação máxima de vidro e menor recuperação de
pedras). Por fim realizaram-se dois ensaios de validação da solução de optimização (fase 4).
Após cada ensaio realizado, procedeu-se a uma separação manual dos diferentes materiais
ocorrentes no produto “concentrado” e “rejeitado” (vidros, pedras, metais ferrosos, cerâmicos e
orgânicos). Posteriormente foram calculados o teor (t) e recuperação (η) de cada material
relativamente à sua massa. O teor, expresso em percentagem, é a massa de um dado material
dividido pela massa total do produto.
𝑡𝑒𝑜𝑟 (%) =𝑚𝑎𝑠𝑠𝑎𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙
𝑚𝑎𝑠𝑠𝑎𝑝𝑟𝑜𝑑𝑢𝑡𝑜
(3)
A recuperação é a percentagem de um dado material contido na alimentação, que é recuperado num
produto – concentrado ou rejeitado.
𝜂(%) =𝑚𝑎𝑠𝑠𝑎 𝑑𝑜 𝑝𝑟𝑜𝑑𝑢𝑡𝑜𝑒𝑠𝑝é𝑐𝑖𝑒 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙
𝑚𝑎𝑠𝑠𝑎 𝑑𝑎 𝑎𝑙𝑖𝑚𝑒𝑛𝑡𝑎çã𝑜𝑒𝑠𝑝é𝑐𝑖𝑒 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙
(4)

40
4.2 PREPARAÇÃO DA AMOSTRA, CARACTERIZAÇÃO DOS PRODUTOS DE
SEPARAÇÃO E AVALIAÇÃO DOS RESULTADOS
No seguimento do estudo efectuado no capítulo anterior onde se verificou a inexistência da
variabilidade em composição e granulometria das amostras recolhidas procedeu-se com a fusão das
4 tomas, numa única amostra, a partir deste momento designada como “amostra global”.
Em 2013, Belo estabelece o valor mínimo de 5.6mm e máximo de 11.2 mm como limites de de
aplicabilidade do equipamento RecGlass quando alimentado por amostras de rejeitado pesado de
TMB a fim de garantir uma boa eficiência de separação. No capítulo 3 apurou-se uma maior
concentração de material em peso nas fracções -11.2, +8.0 e -8.0, +5.6 nas quais se verificou
igualmente uma maior concentração na espécie vidro. Como tal foi seleccionada a fracção -11.2, +5.6
mm.
No que diz respeito aos parâmetros do equipamento, o estudo realizado por Dias (2011) concluiu que
existe a altura de queda preferencial (distância entre alimentador e tela) é função do ângulo de
inclinação sendo que uma queda de uma altura demasiado elevada acarreta uma perda considerável
de material por ressalto de partículas. Verificou ainda que o ângulo de inclinação da tela é a variável
independente que mais influencia os resultados.
A crivagem da amostra global foi realizada no Laboratório de Construção, onde as malhas de
crivagem que mais se aproximavam daqueles valores são 10 e 5 mm, foi então efectuada a crivagem
com aqueles crivos e retida para posterior separação a fracção 5-10mm. A amostra global foi dividida
em 32 partes iguais.
Nesta dissertação é assinalável um conjunto de diferenças entre os materiais constituintes da
alimentação de escórias de incineração face aos produtos de TMB utilizados por Dias (2011) e Belo
(2013), ao nível de composição e granulometria. Dado este pressuposto, procedeu-se com uma
alteração no método de classificação dos materiais face ao capítulo 3.
As partículas mistas de vidro fundido com pedras e as partículas de baixa densidade de origem
orgânica (papéis, cartão, plásticos leves, têxteis, etc.) são pouco significativas na amostra global, não
justificando a classificação destas numa classe separada. Assim suprimiram-se as classes
vidro/pedras fundidas, papel e cartão, plásticos leves e outros, introduzindo-se as partículas mistas de
vidro com pedras na classe pedras e fundindo-se as classes de partículas papel e cartão, plásticos
leves e outros em orgânicos. Assim sendo os produtos de separação classificaram-se em: vidro,
pedras, metais ferrosos, cerâmicos e orgânicos.

41
Neste presente capítulo serão apresentados os resultados para todas as classes, contudo somente
serão avaliados as classes referentes ao vidro e pedra, dado que a classe vidro foi definida, como a
classe a se concentrar e a classe vidro apresenta-se como a classe do material contaminante mais
expressiva e para a qual o equipamento RecGlass foi desenvolvido para separar.
A tabela 13 mostra o peso médio e respectiva composição das 32 amostras da fracção 5-10 mm,
divididas a partir da amostra global. As amostras apresentam um teor médio de 54 % em vidro e 26 %
em pedras.
Tabela 13 - Composição média alimentação
Peso (g)
tVidro (%)
tPedras (%)
tMetais Ferrosos
(%)
tcerâmicos (%)
tOrgânicos (%)
Média 1855,10 54% 26% 15% 4% 1%
Desv. Padrão 27,00 5,78% 5,61% 3,86% 1,46% 0,68%

42
4.3 ENSAIOS PRELIMINARES
A escolha dos limites de manipulação de cada uma das variáveis é justificada pelos trabalhos
realizados por Dias (2011) e Belo (2013) com baixos valores de recuperação da espécie de vidro para
inclinações superiores a 25º e elevada concentração de pedras no concentrado para inclinações
inferiores a 18º. A variação do parâmetro altura de queda é justificada com a melhor compreensão
dos possíveis efeitos associados ao fenómeno da queda da partícula e posterior adesão por atrito. A
manipulação do deslocamento na horizontal foi realizada mediante aferição do comprimento total da
correia transportadora com posicionamento do alimentador a meio da mesma, fazendo-o variar num
deslocamento superior e inferior de 5%.
A tabela 14 mostra os valores codificados do conjunto de ensaios realizados em que foram
manipuladas as variáveis com a realização de um ensaio padrão, seguido de ensaios com
manipulação de uma das variáveis (maximização – “+”- e minoração- “-”) com fixação das restantes.
Tabela 14 - Matriz Experimental
Ensaio Alt. (cm) Incl. (º) Vel. (m/s) Desl.
(cm)
1 0 0 0 0
2 + 0 0 0
3 - 0 0 0
4 0 + 0 0
5 0 - 0 0
6 0 0 + 0
7 0 0 - 0
8 0 0 0 +
9 0 0 0 -

43
Os códigos usados na tabela 14 estão definidos na tabela 15.
Tabela 15 - Variáveis operacionais manipuladas
Variável Operacional Intervalo de manipulação
- 0 +
Altura de queda (cm) 16 19 23
inclinação da tela (⁰) 18 22 25
Velocidade da tela
(cm/s) 1.73 2.75 4.97
Deslocamento
Horizontal (cm) -7 0 7
As melhores práticas de experimentação obrigam à repetição de ensaios para determinação da
significância estatística dos resultados obtidos, justificando assim a realização de duas repetições de
cada ensaio preliminar. O Anexo C evidencia o programa experimental sob a forma de tabela,
adoptado para o processamento do material a estudar no equipamento RecGlass.
Como Dias (2011) verificou,o grande problema na recuperação de vidro nas instalações de retoma de
vidro para reciclagem é a eliminação das pedras, já que estas ao contrário das partículas cerâmicas,
não são eficientemente eliminadas pela triagem óptica, principal tecnologia usada na eliminação de
contaminantes infusíveis. O Recglass, pelo contrário, é eficiente na separação das pedras. Pelo que
Dias (2015) conclui que a conjugação destes equipamentos permite obter um produto com elevada
pureza em vidro. Assim, neste trabalho ainda que sejam apresentados os resultados referentes a
todos os materiais ocorrentes no produto a separar, o foco do processamento é a separação das
partículas de vidro das pedras
EQUIPAMENTOS UTILIZADOS
Crivo mecânico de grande capacidade (marca – LAFERT e modelo – AMME 80Z CA4) (figura
20);
Malhas de crivo (5 e 10 mm);
RecGlass;
Balança Digital com resolução de 0.1g

44
Figura 20 - Separador mecânico e crivos, LC – IST
Cada ensaio consistiu na deposição das amostras no alimentador do equipamento RecGlass (figura
21.A). Após processamento obteve-se no RecGlass um concentrado, produto onde se concentra o
vidro (figura 21.B) e um rejeitado (figura 21.C).
Figura 21 - Separação no equipamento RecGlass:
A) Alimentação B) Concentrado C) Rejeitado
A figura 22 localiza no equipamento Recglass, a alimentação e os produtos concentrado e rejeitado
produzidos.
Figura 22 - Equipamento RecGlass

45
RESULTADOS
A tabela 16 mostra os resultados obtidos no ensaio padrão 1 das recuperações dos diferentes
materiais nos produtos de separação, os restantes resultados de recuperações de vidro e pedras são
apresentadas no Anexo C.
Tabela 16 - Recuperação por material no ensaio padrão 1
Como se pode observar nesta tabela, no ensaio padrão o vidro distribui-se igualmente pelos produtos
de separação. As pelas pelo contrário foram eficientemente divididas, concentrando-se no produto
rejeitado.
Neste subcapítulo e, após tratamento de resultados dos 3 ensaios, apresentam – se graficamente a
média dos resultados obtidos da concentração de cada espécie no concentrado para cada uma das
variações de parâmetros efectuadas (figura 23).
Figura 23 - Recuperação em função de Altura (A), Velocidade (B), Inclinação (C) e Deslocamento
horizontal (D)
Peso (g) Vid (g) R. Vid.(%) Ped.(g) R.Ped(%) Fer. (g) R.Fer.(%) Cer.(g) R.Cer(%) Org.(g) R.Org.(%)
Alimentação 1878,1 940,9 100% 472,2 100% 379,9 100% 64,9 100% 20,1 100%
Concentrado 630,5 432,8 46% 95,3 20% 55,8 15% 35,3 54% 11,3 56%
Rejeitado 1247,6 508,2 54% 376,9 80% 324,1 85% 29,6 46% 8,8 44%

46
Por observação do conjunto de gráficos representados na figura 23, pode-se avaliar o efeito directo
das variáveis operacionais Inclinação, Altura e Deslocamento horizontal na recuperação de vidro e
pedras no produto concentrado.
A variação do parâmetro inclinação, à semelhança dos resultados defendidos por Dias (2011) e Belo
(2013), apresenta-se (para este material e fracção granulométrica) como o parâmetro de maior
relevância na recuperação de vidro e pedras, no produto concentrado. O aumento da inclinação
provoca uma redução na recuperação de vidro e pedras. No que diz respeito aos restantes materiais
há um máximo no caso dos cerâmicos e um mínimo no caso dos orgânicos, salienta-se, contudo, que
estas classes são pouco frequentadas.
A manipulação do parâmetro altura de queda das partículas traduz-se numa variação ligeira da
recuperação das espécies materiais. Com o aumento da altura de queda, as espécies vidro, pedras,
metais ferrosos e cerâmicos evidenciam uma redução ligeira na sua recuperação. Relativamente à
espécie orgânicos apresentam um mínimo com a altura de queda intermédia .
A modificação do parâmetro operacional velocidade da tela transportadora à semelhança dos
resultados obtidos por Dias (2011) e Belo (2013) não demonstra influência sobre a recuperação das
espécies materiais analisadas.
Quanto ao deslocamento horizontal para as espécies vidro, pedras e metais ferrosos é verificado uma
baixa variação de recuperação com manipulação deste parâmetro operacional. Assim, seleccionam-
se exclui-se a variável operacional deslocamento horizontal, seleccionando-se as restantes variáveis
para a fase seguinte.
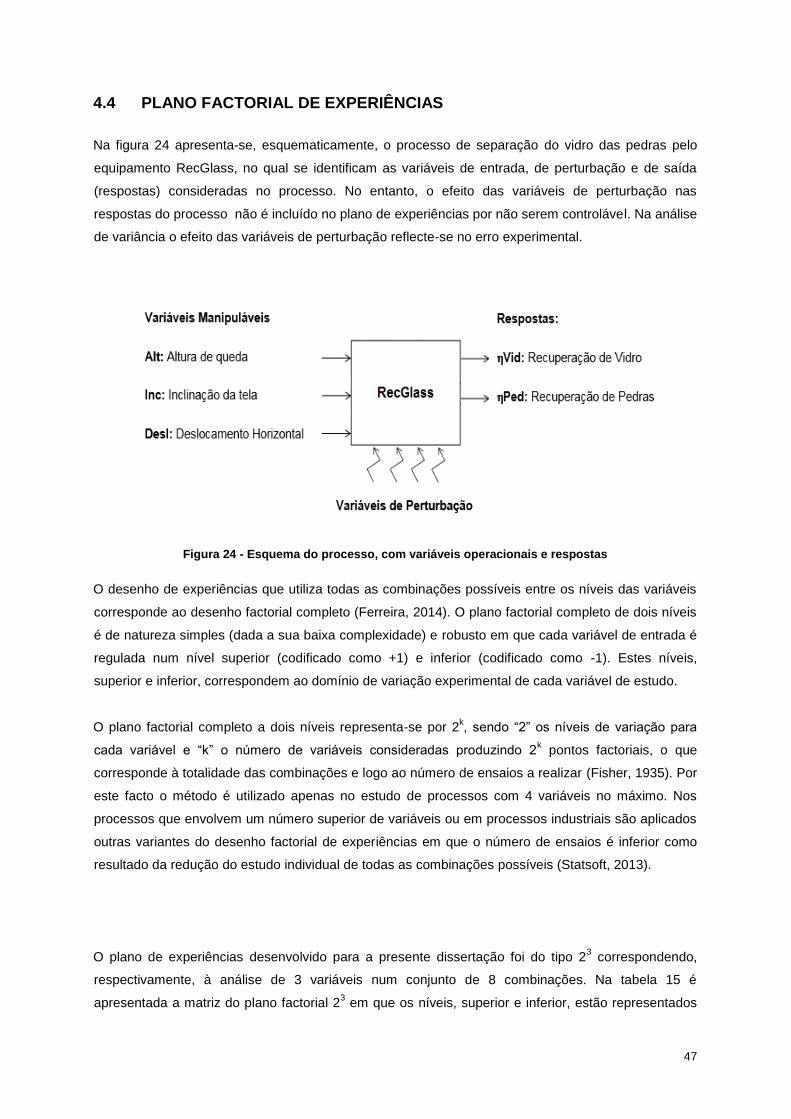
47
4.4 PLANO FACTORIAL DE EXPERIÊNCIAS
Na figura 24 apresenta-se, esquematicamente, o processo de separação do vidro das pedras pelo
equipamento RecGlass, no qual se identificam as variáveis de entrada, de perturbação e de saída
(respostas) consideradas no processo. No entanto, o efeito das variáveis de perturbação nas
respostas do processo não é incluído no plano de experiências por não serem controlável. Na análise
de variância o efeito das variáveis de perturbação reflecte-se no erro experimental.
Figura 24 - Esquema do processo, com variáveis operacionais e respostas
O desenho de experiências que utiliza todas as combinações possíveis entre os níveis das variáveis
corresponde ao desenho factorial completo (Ferreira, 2014). O plano factorial completo de dois níveis
é de natureza simples (dada a sua baixa complexidade) e robusto em que cada variável de entrada é
regulada num nível superior (codificado como +1) e inferior (codificado como -1). Estes níveis,
superior e inferior, correspondem ao domínio de variação experimental de cada variável de estudo.
O plano factorial completo a dois níveis representa-se por 2k, sendo “2” os níveis de variação para
cada variável e “k” o número de variáveis consideradas produzindo 2k pontos factoriais, o que
corresponde à totalidade das combinações e logo ao número de ensaios a realizar (Fisher, 1935). Por
este facto o método é utilizado apenas no estudo de processos com 4 variáveis no máximo. Nos
processos que envolvem um número superior de variáveis ou em processos industriais são aplicados
outras variantes do desenho factorial de experiências em que o número de ensaios é inferior como
resultado da redução do estudo individual de todas as combinações possíveis (Statsoft, 2013).
O plano de experiências desenvolvido para a presente dissertação foi do tipo 23 correspondendo,
respectivamente, à análise de 3 variáveis num conjunto de 8 combinações. Na tabela 15 é
apresentada a matriz do plano factorial 23 em que os níveis, superior e inferior, estão representados

48
por +1 e -1, respectivamente, e as variáveis identificadas pelas maiúsculas: Alt. - Altura; Inc. -
Inclinação; Desl. - Deslocamento Horizontal.
Para determinar o erro experimental realizaram-se 2 ensaios por combinação totalizando 19 ensaios
(16 associados ao plano factorial, 3 associados a ensaios padrão). Os ensaios foram executados de
forma aleatória procurando assim garantir a independência das observações e dos erros. Na mesma
tabela 16 apresenta-se a ordem de realização dos ensaios.
Tabela 16 - Matriz completa de combinações de um desenho factorial completo 23
Ensaio Ordem Amostra Alt. (cm) Incl. (º) Desl. (cm)
1 13 8 16 18 -7
2 4 14 16 18 -7
3 8 15 16 25 -7
4 9 3 16 25 -7
5 10 9 23 18 -7
6 11 7 23 18 -7
7 5 16 23 25 -7
8 15 2 23 25 -7
9 14 1 16 18 7
10 6 10 16 18 7
11 18 4 16 25 7
12 12 13 16 25 7
13 2 12 23 18 7
14 17 11 23 18 7
15 3 5 23 25 7
16 19 6 23 25 7
17 1 - 19 22 0
18 7 - 19 22 0
19 16 - 19 22 0
Para a análise estatística dos resultados experimentais e modelação por regressão linear foi utilizado
o software Design-Expert 9.0.3, da Stat-Ease Inc. A adequabilidade do modelo de de regressão foi
determinada através da análise de variância (ANOVA) com a avaliação da importância de todos os
termos na equação polinomial dentro do intervalo de confiança de 95%.
A validação dos modelos foi feita por comparação do erro modelado (Lack of fit) com o erro
experimental (Pure error). Foi ainda avaliado o parâmetro R2 ajustado (que mede a variação total do
erro explicada pelo modelo, após o ajuste do número de termos existentes), R2 previsto (que
determina o grau de previsão do modelo para novas observações por remoção sistemática de
observações do sistema de dados, estimando a equação de regressão e determinando o grau de

49
previsão para as remoções observadas), a precisão adequada (mede o sinal do ruído) (Anderson &
Whitcomb, 2005).
Definiu-se que a optimização do equipamento RecGlass passa por maximizar a recuperação de vidro
com a menor recuperação de pedras no produto concentrado. O domínio do plano de experiências
definido a partir dos resultados dos ensaios preliminares é apresentado na tabela 17.
Tabela 17 - Variáveis consideradas para o plano de experiências e seus domínios experimentais
Variável Unidade Min. Padrão Max.
Alt: Altura de queda Centímetros 16 19 23
Inc: Inclinação Graus 18 22 25
Desl: Deslocamento Horizontal Centímetros -7 0 7
EQUIPAMENTO UTILIZADO
Divisor Jones
RecGlass;
Balança Digital com resolução de 0.1g
PROCEDIMENTO EXPERIMENTAL
I. Preparação das amostras. Composição de uma amostra global, com fusão das 4 amostras
parciais não utilizadas nos ensaios preliminares
II. Divisão da mesma em 16 partes iguais, recorrendo ao divisor Jones. Os 3 ensaios realizados
nas condições padrão foram realizados na fase preliminar;
III. Elaboração do plano factorial de experiências com matriz e determinação da sequência
aleatória de realização dos ensaios;
IV. Realização dos ensaios, com respectiva análise de composição do concentrado e rejeitado;

50
RESULTADOS E DISCUSSÃO DO PLANO FACTORIAL
As tabelas 18 e 19 mostram as recuperações de vidro e pedras, obtidos nos 2 ensaios realizados nas
mesmas condições. É verificável uma diferença reduzida entre a média das respostas dos ensaios e
a média global.
Tabela 18- Recuperação de vidro, ensaio 1 e 2, para cada configuração do plano factorial de experiências, média global e variância
Combinação Alt. (cm)
Incl. (º)
Sup. (cm)
ηVid (1) (%)
ηVid (2) (%)
η ̅Vid (%) σ2
1 16 18 -7 66 65 66 0,25
2 16 25 -7 17 11 14 9
3 23 18 -7 64 55 60 20,25
4 23 25 -7 11 10 11 0,25
5 16 18 7 66 64 65 1
6 16 25 7 20 23 22 2,25
7 23 18 7 53 55 54 1
8 23 25 7 10 7 9 2,25
Média Global 38 36 37 5
Tabela 19 - Recuperação de pedras, ensaio 1 e 2, para cada configuração do plano factorial de
experiências, média global e variância
Combinação Alt. (cm)
Incl. (º)
Sup. (cm)
ηPed (1) (%)
ηPed (2) (%)
η ̅Ped (%) σ2
1 16 18 -7 30 35 33 6,25
2 16 25 -7 0 0 0 0
3 23 18 -7 20 16 18 4
4 23 25 -7 0 0 0 0
5 16 18 7 39 20 30 90,25
6 16 25 7 0 0 0 0
7 23 18 7 14 15 15 0,25
8 23 25 7 0 0 0 0
Média Global 13 11 12 13
Nos ensaios 3 e 5 obtiveram-se valores anómalos para as recuperações de vidro e pedras
respectivamente, pelo que estes ensaios deveriam ser alvo de um novo ensaio de repetição, a fim de
rectificar o valor obtido para a variância. No entanto, por motivos de constragimentos de tempo não foi
possível a realização de novos ensaios.
Numa primeira fase do estudo dos resultados experimentais do desenho factorial, procedeu-se ao
cálculo do coeficiente de correlação de Pearson entre variáveis independentes e as respostas (Tabela

51
20). O coeficiente de correlação de Pearson mede intensidade da relação linear entre duas variáveis,
o que permite verificar quais as variáveis que apresentam maior correlação com os parâmetros de
resposta. As cores identificam o tipo de correlação (positiva a vermelho e negativa a azul) onde a
intensidade da cor evidencia a magnitude de correlação que é tanto maior quanto mais intensa a cor
se apresenta.
Assim, verifica-se que as correlações mais elevadas em valor absoluto são negativa e correspondem
à relação entre as recuperações de vidro e pedras com a inclinação com valores de -0.962 e -0.834,
respectivamente, ou seja, quanto maior a inclinação menor a recuperação de vidro e pedras no
concentrado.
À medida que se aumenta a inclinação, a componente do peso aumenta de igual modo, atingindo-se,
em determinado ponto, a igualdade entre a componente do peso e a força de atrito estático.
Ultrapassando este limite consequentemente menos partículas ascendem à zona do produto
concentrado.
Tabela 20 - Coeficientes de correlação de Pearson
Ordem Incl. Alt. Desl. ηVid ηPed
Ordem 1.000
Incl. 0.116 1.000
Alt. -0.021 0.000 1.000
Desl. 0.168 0.000 0.000 1.000
ηVid -0.126 -0.962 -0.171 -0.003 1.000 0.905
ηPed -0.078 -0.834 -0.265 -0.058 0.905 1.000

52
ANÁLISE DE VARIÂNCIA
RECUPERAÇÃO DE VIDRO
A tabela 21 mostra o efeito que as variáveis operacionais “altura de queda” (Alt) e a “inclinação da
tela” (lnc) produzem efeitos elevados na resposta (recuperação de vidro) ao apresentarem
percentagens de contribuição superiores ao erro experimental.
Tabela 21 - Efeito, soma dos quadrados e % de contribuição das variáveis manipuladas e suas
interacções
Termo Efeito Soma dos
Quadrados % Contribuição
Inc -46.92 8835.120 92.59
Alt -8.36 280.560 2.94
Desl -0.12 0.063 0.00
AltInc 12.00 0.063 0.00
AltDesl 2.87 33.060 0.35
IncDesl -3.62 52.060 0.55
AltIncDesl -1.12 5.060 0.05
Erro Experimental 80.500 0.84
O resultado da tabela ANOVA para a recuperação de vidro encontra-se na tabela 22 com selecção
das variáveis consideradas significativas e integrando as restantes variáveis e interacções “Lack of
Fit”. Segundo o valor “p”, todas as variáveis são estatisticamente significativas para um nível de
significância de 0.051 : inclinação da tela e altura de queda (Inc e Alt).
Tabela 22- ANOVA para a recuperação de vidro, com o modelo seleccionado
Fonte Soma dos
Quadrados
Graus de
Liberdade
Média dos
Quadrados F
Valor p
Prob > F
Modelo 9115.68 2 4557.84 170.89 <0.0001
Inc 8835.12 1 8835.12 331.26 <0.0002
Alt 280.56 1 280.56 10.52 0.0051
Residual 426.74 16 26.67
Lack of fit 346.24 6 57.71 7.17 0.0036
Erro Experimental 80.5 10 8.05
Total 9542.42 18
1 Neste trabalho os testes de hipóteses foram sempre realizados com um nível de significância de 0.05.

53
O modelo apresenta um valor de F de 170.89 indicando que o modelo é significativo havendo apenas
a probabilidade de 0.01% que um valor de F desta magnitude se deva a ruído. “O Lack of fit” não é
significativo relativamente ao erro experimental.
A equação do modelo de regressão linear da resposta recuperação de vidro, no produto concentrado
é dado por:
𝜼𝑽𝒊𝒅 (%) = 𝟐𝟎𝟔. 𝟑𝟓 − 𝟔. 𝟕𝟎𝑰𝒏𝒄 − 𝟏. 𝟏𝟗𝑨𝒍𝒕
(5)
Na validação do modelo, foram utilizados três gráficos, teste de normalidade dos resíduos (Figura 25),
diagrama de dispersão dos resíduos vs valores estimados (Figura 26) e dos resíduos vs ordem dos
ensaios (Figura 27).
Pela observação dos gráficos conclui-se que todos os pressupostos são satisfeitos uma vez que
nenhuma projecção apresenta um padrão ou uma tendência especial.
Figura 25 - Probabilidades da distribuição normal dos resíduos, vidro

54
Figura 26 - Valores estimados vs resíduos, vidro.
Figura 27 - Resíduos vs ordem dos ensaios, vidro

55
RECUPERAÇÃO DE PEDRAS
Na tabela 23 apresentam-se os valores dos efeitos e suas percentagens de contribuição para cada
variável operacional e interacção. Pela observação, constata-se que o efeito mais elevado
corresponde à inclinação da tela (Inc). Os restantes parâmetro e interacções possuem percentagens
de contribuição valores ao erro experimental.
Tabela 23 - Valores dos efeitos, soma dos quadrados e % de contribuição das variáveis manipuláveis e
interacções
Termo Efeito Soma dos
Quadrados % Contribuição
Inc -23.21 2161.930 69.61
Alt -7.36 217.560 7.00
Desl -1.62 10.560 0.34
AltInc 7.36 217.560 7.00
AltDesl 1.62 10.560 0.34
IncDesl -0.12 0.063 0.00
AltIncDesl 0.12 0.063 0.00
Erro Experimental 274.17 8.83
Seleccionando a variável considerada significativa e integrando as restantes variáveis e interacções
no “Lack of fit”, obtém-se a tabela ANOVA seguinte (tabela 24):
Tabela 24 - ANOVA para a recuperação de pedras, com o modelo factorial seleccionado
Fonte Soma dos
Quadrados
Graus de
Liberdade
Média dos
Quadrados F
Valor p
Prob > F
Modelo 2161.93 1 2161.93 38.93 <0.0001
Alt 2161.93 1 2161.93 38.93 <0.0001
Residual 944.07 17 55.53
Lack of fit 669.90 7 95.7 3.49 0.0366
Erro Experimental 274.17 10 27.42
Total 3106.00 18
O modelo apresenta um valor F de 38.93 indicando que o modelo é significativo existindo apenas a
0.01% de probabilidade que um valor de F desta magnitude se deva a ruído. O Lack of fit não é
significativo relativamente ao erro experimental. A equação do modelo da recuperação de pedras é
dado por:
𝜼𝑷𝒆𝒅 (%) = 𝟖𝟒. 𝟓𝟓 − 𝟑. 𝟑𝟐𝑰𝒏𝒄 (6)

56
Para validar os pressupostos do modelo, os três gráficos, foram analisados, concluindo-se que todos
os pressupostos são satisfeitos já que nenhuma projecção apresenta uma tendência especial que
uma não conformidade dos pressupostos apresentaria (Figura 28, Figura 29 e Figura 30).
Figura 28 - Probabilidades da distribuição normal dos resíduos, pedras
Figura 29 - Valores estimados vs resíduos, pedras
Figura 30 - Resíduos vs ordem dos ensaios, pedras

57
4.5 OPTIMIZAÇÃO DO PROCESSO DE SEPARAÇÃO NO RECGLASS
Os modelos empíricos ajustados e utilizados no subcapítulo anterior foram utilizados na optimização
do processo de separação. A opção “optimização numérica” do software Design-Expert 9.0.3. procura
no espaço do desenho de experiências as configurações que melhor cumpram com as metas
estabelecidas com recurso aos dois modelos produzidos na análise de variância.
Foram definidos os objectivos para encontrar a solução pretendida:
Variáveis Inc e Alt : domínio do plano de experiências;
Resposta 1 (recuperação de vidro): maximização;
Resposta 2 (recuperação de pedras): minimização.
Na tabela 25 apresentam-se os limites das variáveis usadas no processo de optimização.
Tabela 25 - Limites, superior e inferior, das variáveis, respostas e objectivo da função
Termo Meta/constrangimento Limite inferior Limite Superior
Inc (º) dentro do domínio 18 25
Alt (cm) dentro do domínio 16 23
ηVid (%) maximizar - -
ηPed (%) minimizar - -
Na tabela 26 é apresentada a solução de optimização numérica que mais se aproxima das metas
definidas.
Tabela 26 - Solução de optimização do processo
Inc (º) Alt (cm) ηVid (%) ηPed(%)
20.31 16 51.07 17.21
Figura 31 - Curva de resposta
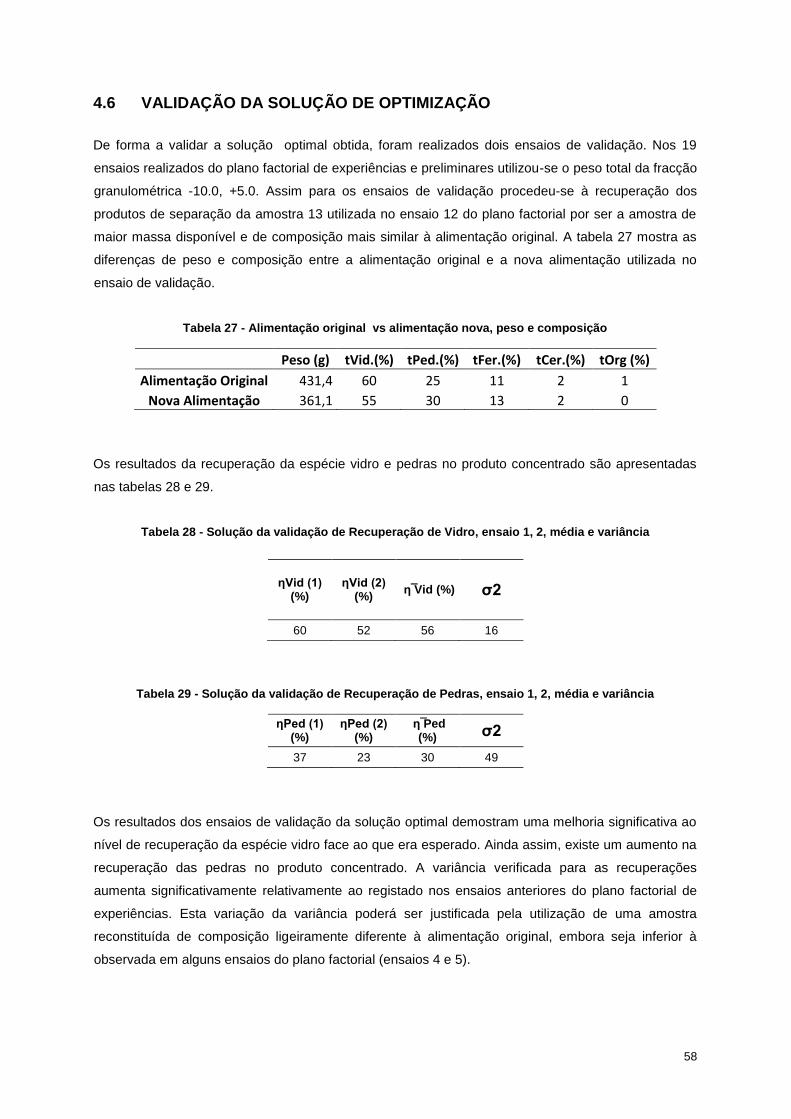
58
4.6 VALIDAÇÃO DA SOLUÇÃO DE OPTIMIZAÇÃO
De forma a validar a solução optimal obtida, foram realizados dois ensaios de validação. Nos 19
ensaios realizados do plano factorial de experiências e preliminares utilizou-se o peso total da fracção
granulométrica -10.0, +5.0. Assim para os ensaios de validação procedeu-se à recuperação dos
produtos de separação da amostra 13 utilizada no ensaio 12 do plano factorial por ser a amostra de
maior massa disponível e de composição mais similar à alimentação original. A tabela 27 mostra as
diferenças de peso e composição entre a alimentação original e a nova alimentação utilizada no
ensaio de validação.
Tabela 27 - Alimentação original vs alimentação nova, peso e composição
Peso (g) tVid.(%) tPed.(%) tFer.(%) tCer.(%) tOrg (%)
Alimentação Original 431,4 60 25 11 2 1
Nova Alimentação 361,1 55 30 13 2 0
Os resultados da recuperação da espécie vidro e pedras no produto concentrado são apresentadas
nas tabelas 28 e 29.
Tabela 28 - Solução da validação de Recuperação de Vidro, ensaio 1, 2, média e variância
ηVid (1) (%)
ηVid (2) (%)
η ̅Vid (%) σ2
60 52 56 16
Tabela 29 - Solução da validação de Recuperação de Pedras, ensaio 1, 2, média e variância
ηPed (1) (%)
ηPed (2) (%)
η ̅Ped (%) σ2
37 23 30 49
Os resultados dos ensaios de validação da solução optimal demostram uma melhoria significativa ao
nível de recuperação da espécie vidro face ao que era esperado. Ainda assim, existe um aumento na
recuperação das pedras no produto concentrado. A variância verificada para as recuperações
aumenta significativamente relativamente ao registado nos ensaios anteriores do plano factorial de
experiências. Esta variação da variância poderá ser justificada pela utilização de uma amostra
reconstituída de composição ligeiramente diferente à alimentação original, embora seja inferior à
observada em alguns ensaios do plano factorial (ensaios 4 e 5).

59
A tabela 30 compara os resultados obtidos por Dias (2013), utilizando o rejeitado pesado de TMB,
com os resultados obtidos nos ensaios de validação. É de realçar a diferença na composição e
distribuição granulométrica da alimentação face às amostras estudas por Dias uma vez que o teor de
vidro das escórias de incineração da Valorsul utilizadas na alimentação é significativamente inferior
ao teor de vidro das instalações de TMB da Tratolixo e Valnor. Para além disso, o teor no
contaminante pedras nas escórias de incineração é consideraverlmente superior.
O resultado de recuperação vidro, à semelhança do que acontece para o teor deste material, assume
um valor inferior, ao conseguido por Dias em 2011. No que diz respeito à recuperação do
contaminante pedras existe uma maior recuperação de partículas deste material no produto
concentrado, face ao registado por Dias (2011).
Tabela 30 - Resultados obtidos no processamento com o RecGlass de amostras da Tratolixo e Valnor, Dias (2013) e presente dissertação
Instalação Material
t (%) η(%)
5.0mm Alimentação RecGlass
5.0mm Concentrado RecGlass
5.0mm Concentrado RecGlass
Dias (2011)
TRATOLIXO Vidro 88.4 92.4 68.1
Pedras 5.3 2.6 34.7
VALNOR Vidro 58.5 70.7 76.2
Pedras 17.3 5.1 18.5
VALORSUL
Vidro 54.0 72.0 56.0
Pedras 26.0 19.0 30.0

60
4.7 APTIDÃO AO RETRATAMENTO DOS PRODUTOS DE SEPARAÇÃO
A avaliação dos resultados obtidos é difícil de fazer tendo em consideração a falta de especificações
para produtos de vidro à excepção dos da recolha selectiva. Se comparado o resultado obtido com
estas especificações (ver tabela 5) observa-se que a qualidade obtida no produto concentrado está
muito abaixo das especificações mínimas. Por outro lado, a recuperação de vidro no produto
concentrado é muito baixa, devendo-se ter em conta que os valores foram obtidos após uma única
passagem no equipamento RecGlass.
No entanto, tal como acontece no processamento de minerais é comum o retratamento ou
recirculação de produtos de separação em diagramas que podem atingir grande complexidade. Neste
trabalho pretende-se avaliar também a aptidão ao retratamento dos produtos de separação. Para tal,
realizou-se um ensaio de retratamento do produto rejeitado e estabeleceu-se como objectivo
recuperar mais vidro no concentrado, tendo-se seleccionado as condições operacionais que
conduzem ao maior teor e maior de recuperação de vidro no concentrado. Seleccionou-se o ensaio
que conduziu ao melhor teor e recuperação de vidro no concentrado (ensaio 12 do plano factorial e
tabela 31) e retractou-se o produto rejeitado nas mesmas condições.
Tabela 31– Resultados obtidos para os produtos de separação do ensaio 12 do plano factorial
ηVid (%) tVid (%) ηPed (%) tPed(%)
Concentrado 23 84 0 0
Rejeitado 77 55 100 100
O ensaio 12 do plano factorial foi realizado nas condições operacionais: inclinação a 25º; altura de
queda das partículas de 16 cm e deslocamento horizontal a 7 cm.
O ensaio realizado demonstra o interesse na realização de um estudo completo de desenvolvimento
de diagrama para aumento do teor e recuperação de vidro, uma vez que 77% de vidro é recuperado
pelo produto rejeitado. Para tal, primeiramente avalia-se através de análise de imagem os produtos
de separação de um ensaio.

61
Na figura 32 são apresentados os resultados do processo de digitalização das classes vidro do
produto concentrado e das classes vidro e pedras do produto rejeitado, do ensaio 12 do plano
factorial após processamento no equipamento RecGlass.
Figura 32 - Digitalização produto rejeitado (pedras e vidro) e concentrado (vidro)
As imagens apresentadas expõem um conjunto de diferenças notórias entre a forma das partículas de
vidro e pedras, dos produtos concentrado e rejeitado, respectivamente. No produto rejeitado
encontram – se partículas de forma esférica ou subesférica, da espécie vidro ou pedras. Porém, no
produto concentrando as partículas de forma angular e achatada de vidro, assumem maior
representatividade, não existindo presença de partículas de pedras.
Para a determinação da inluência da forma, foram estudados os índices de circularidade e de forma.
O índice de circularidade (IC) está associado a uma aproximação da forma da partícula a um círculo,
sendo que uma partícula perfeitamente circular possui um IC igual a 1,0 (Lira & Pina, 2009). Esta
propriedade é dada pelo quociente da área pelo perímetro da partícula. O índice de forma (IF) é um
rácio entre os comprimentos do maior e do menor eixo da partícula.
Os resultados relativos ao IC e ao IF dos conjuntos de partículas selecionados são apresentados na
tabela 32.
Tabela 32- IC e IF para partículas de vidro e pedras do produto concentrado e rejeitado, ensaio 12 do plano factorial
Produto Espécie IC IF
Concentrado Vidro 0.74 0.63
Rejeitado Vidro 0.82 0.73
Pedras 0.87 0.77

62
Por interpretação da tabela 32 são assinaláveis as diferenças existentes nos índices de circularidade
e forma dos dois materiais nos 2 produtos. O produto concentrado de vidro regista índices de
circularidade e forma inferiores aos apresentados pelas particulas existentes no rejeitado, verificando
o pressuposto inicial de que as partículas de vidro de formas angulares e achatadas possuiem maior
afinidade com a tela transportadora, ascendendo na mesma. Por outro lado, as partículas esféricas e
subesféricas presentes no produto rejeitado, ao cairem sobre a tela transportadora não conseguem
aderir à mesma, rolando e descendo a tela.
A existência de partículas de maior esfericidade, quando comparadas com o obtido por Dias (2011),
que provoca uma recuperação inferior no equipamento RecGlass poderá ser explicada por dois
motivos: a fusão parcial dos materiais constituintes, no processo de combustão das caldeiras de
incineração; a erosão das partículas por fricção durante o processo de transporte ou processamento
na unidade da ITVE, à semelhança do que acontece, por exemplo, com as partículas de silica
constituintes de uma areia quartzitica numa praia.
Verifica-se na figura 32 que há um conjunto significativo de partículas de vidro com baixa
circularidade no produto rejeitado que poderiam ser recuperadas através de ensaio de retratanento.
Os resultados obtidos no ensaio em processo de retratamento do material rejeitado mostram uma
recuperação de vidro adicional de 7% e teor de 86%, com recuperação nula de pedras, face à nova
alimentação recirculada (figura 33).
Figura 33 - Diagrama de retratamento do ensaio 12 do plano factorial
63
4.8 CONCLUSÃO CAPÍTULO 4
Após realização dos ensaios preliminares com manipulação de parâmetros operacionais é constatável
a correlação existente entre inclinação e recuperação de vidro e pedras no produto concentrado. As
conclusões admissíveis relativas aos parâmetros altura de queda e deslocamento horizontal são de
baixa certeza estatística dada a dispersão constatada no processamento dos resultados laboratoriais.
O parâmetro operacional velocidade da tela não influencia a recuperação de vidro, à semelhança dos
resultados obtidos por Dias (2011) e Belo (2013).
As espécies contaminantes metais ferrosos e cerâmicos apresentam alguma correlação com a
manipulação dos parâmetros operacionais através da variação da altura de queda, inclinação e
deslocamento horizontal. Porém assumem-se algumas dificuldades na obtenção de conclusões
específicas no comportamento das partículas destas espécies, dada a frequência destas classes.
A realização de um plano factorial de experiências, o estudo dos coeficientes de correlação de
Pearson e a análise da variância dos resultados obtidos (ANOVA) permitiram obter uma correcta
percepção da contribuição efectiva de cada uma das variáveis operacionais nos produtos de
resposta, recuperação da espécie vidro e de pedras, o que se mostrou determinante na obtenção de
solução óptima.
Das três variáveis operacionais somente a inclinação da tela no equipamento RecGlass evidencia
uma forte correlação negativa com a recuperação das espécies vidro e pedras. De assinalar
igualmente a correlação negativa entre a altura de queda das partículas com a recuperação em vidro.
Relativamente à variável operacional deslocamento horizontal nada foi possível concluir na gama de
variação dos valores trabalhados.
A validação da solução óptima provou resultados de recuperação mais favoráveis relativamente aos
estimados pelo modelo, apresentando contudo, uma maior recuperação das contaminantes pedras.
De referir ainda que a amostra utilizada para alimentação destes ensaios não apresentava a
composição igual à da alimentação original utilizada para a alimentação dos ensaios do plano factorial
de experiências sendo somente semelhante após reconstituição parcial.
Por fim e por comparação são observáveis diferenças nos valores obtidos na recuperação e teores
face aos registados no trabalho realizado por Dias(2011) com rejeitado pesado de TMB. A
discrepância assinalada pode ser justificada com a diferença em composição e calibre dos materiais
– escórias de incineração e rejeitado pesado de TMB.

64

65
5 CONCLUSÕES E TRABALHO
FUTURO

66
5.1 CONCLUSÕES
Foram caracterizadas 4 sub-amostras de escórias de incineração provenientes da instalação da
Valorsul. Em relação à granulometria, observou-se que as sub-amostras são maioritariamente
compostas por partículas de calibre superior a 5,6 mm. Em termos de composição verificou-se que,
as amostras eram constituídas maioritariamente por cinzas, vidro e pedras, sendo que têm calibre em
5.6-11.2 mm tem os maiores teores da espécie vidro (70%). Observou-se também que as pedras são
os contaminantes mais representativos nas fracções 5.6-11.2 mm 85%, que também apresentam
concentrações superiores nas fracções infra 8.0 mm da sua percentagem em peso.
De referir que o estudo de composição realizado não engloba a presença de metais não-ferrosos
dada a dificuldade de identificação dos metais desta espécie e ao facto de não existir nas instalações
do CERENA um equipamento para sepação dos mesmos. As eventuais partículas existentes foram
classificadas como pertencentes à espécie pedras.
Relativamente ao processamento das escórias de incineração, o equipamento RecGlass mostrou-se
eficiente na recuperação de vidro no produto concentrado (7 a 64%). A realização de ensaios
preliminares para avaliação dos efeitos das variáveis operacionais na recuperação do vidro e pedras
permitiu constatar a existência de uma correlação entre inclinação e recuperação de vidro e pedras
no produto concentrado.
Foi realizado um do plano factorial de experiências que permitiu os modelos que relacionam as
recuperações de vidro e pedras com as condições operacionais do processo. A inclinação da tela
transportadora e altura de queda das partículas permitem descrever a recuperação de vidro. Na
recuperação de pedras reconhece-se somente o efeito da variável inclinação da tela transportadora.
Após a definição dos modelos de regressão linear para cada resposta e com recurso ao software
Design-Expert procurou-se a solução que permite maximizar a recuperação de vidro e minimizar a
recuperação de pedras. Os níveis das variáveis da solução óptima foram: inclinação 20.3º, altura de
queda 16 cm. Os ensaios de validação da solução que conduzem à optimização tiveram como
resultados médios 56% de recuperação de vidro e 30% de recuperação de pedras.
Os melhores resultados obtidos tendo em consideração o teor e recuperação de vidro foram sujeitos a
um processo de retratamento e análise de imagem, revelando uma maior afenidade nas partículas de
menor índice de circularidade na ascensão ao produto concentrado.

67
5.2 CONSIDERAÇÕES GERAIS E TRABALHO FUTURO
Esta dissertação contribuiu para demonstrar a eficiência do equipamento RecGlass na concentração
de vidro proveniente de escórias de incineração, com vista à recuperação de vidro para a reciclagem
daquele material e para a definição das variáveis operacionais que melhor influenciam a eficiência do
equipamento RecGlass na obtenção de um produto concentrado rico em vidro. Após realização deste
estudo é possível propor-se melhorias na operacionalidade do equipamento com o intuito de gerar
melhores resultados. Sugere-se a introdução de um sistema de aspiração junto à saída do
alimentador vibratório para a remoção da contaminação das partículas leves; um estudo sobre a
necessidade da limpeza da tela, para permitir saber se a sujidade e cinzas afectam o coeficiente de
atrito entre as partículas de vidro e a tela e consequentemente a eficiência do processo.
Ao nível das características da alimentação é necessário avaliar a aplicabilidade ao processamento
da amostra global, na totalidade das fracções granulométricas, para avaliar se nestas condições há
perda na qualidade do produto. Só assim será possível a realização de um estudo custo-benefício
que antecipa o benefício da implementação deste processo a escala industrial a nível de investimento
e operacional.
O produto concentrado final obtido, após processamento, ainda não se encontra de acordo com as
especificações técnicas legais para a sua retoma. Para que este produto possa sucessivamente ser
melhorado deve ser realizado um apuramento para o seu enriquecimento em vidro e/ou que através
de uma triagem por separadores e sensores ópticos para remoção dos contaminantes restantes:
Separador magnético – para remoção das partículas de metais ferrosos de granulometria,
inferior a 10mm, que não são alvo de qualquer separação;
Separador de leves – sistema de sopro ou sucção, para remoção das partículas orgânicas –
papel, cartão, têxteis, plásticos leves, etc.;
Separador óptico – sistema de infravermelhos associados a um sistema de sopro, para
remoção das partículas cerâmicas.
De referir ainda que os resultados apresentados na presente dissertação são provenientes de ensaios
à escala laboratorial realizados com uma massa de amostra manipulada na sua totalidade, devendo
existir, por isso, uma transposição destes ensaios para a escala industrial através de um processo
contínuo. Gostaria ainda de salientar que a gestão da amostra utilizada nesse ensaio não foi linear
acarretando algumas dificuldades (que já foram mencionadas anteriormente ao longo da presente
dissertação) pelo que para a realização óptima dos ensaios deverá ser recolhida uma quantidade de
amostra superior à utilizada. Deverá proceder-se a uma análise da viabilidade técnica e económica
das várias soluções estudadas do ponto de vista técnico, ambiental e financeiro bem como a análise
da viabilidade económico-financeira da industrialização dos processos estudados.

68

69
6 REFERÊNCIA BIBLIOGRÁFICAS

70
Anderson, M. J. & Whitcomb, P.J. 2005. RSM Simplified: Optimizing Processes using Response
Surface Methods for Design of Experiments. Productivity Press
Allegrini E. & Maresca A. 2014, Quantification of the resource recovery potential of municipal solid
waste incineration bottom ashes, publicado em Junho de 2014
Assamoi, B. & Lawryshyn Y., 2011, The environmental comparison of landfilling vs. incineration of
MSW accounting for waste diversion, publicado na Waste Management em Novembro de 2011
CEWEP - Confederation of European Waste-to-Energy Plants, Environmentally sound use of bottom
ash. Disponível em www.cewep.eu. [Online] Acedido em Julho de 2015
APA, 2013. Resíduos Urbanos - Relatório Anual, 2011, s.l.: s.n.
Belo, N. 2013. Recuperação de vidro contindo no rejeitado pesado de instalações de TMB,
dissertação para obtenção do grau de mestre em Engenharia do Ambiente, Lisboa, Instituto Superior
Técnico - Universidade Técnica de Lisboa
Bluewater Recycling Association. [Online] Disponível em: http://www.bra.org. Acedido em Outubro
2015
Carvalho, M. T., Dias, N., Brogueira, P. 2013. Separation of glass from stones using the difference in
the shape of particles - the RecGlass device. Submitted to Waste Management, aceite para
publicação em 2015
Cortez, L. & Durão, F., 1982. Análises densitárias. Lisboa: IST- Laboratório de mineralurgia e
planeamento.
Coutinho, M. & Mata, P. 2003. Monitorização Ambiental de uma Unidade de Incineração de Resíduos,
Aveiro: Instituto do Ambiento e Desenvolvimento [Online] Disponível em:
https://www.ua.pt/idad/readobject.aspx?obj=9473. Acedido em Setembro de 2015
Decreto-Lei Nº366-A/97, de 20 de Dezembro, estabelece os princípios e as normas aplicáveis ao
sistema de gestão de embalagens e resíduos de embalagens
Decreto-Lei 85/2005, de 28 de Abril, estabelece os princípios e as normas reguladoras da gestão dos
resíduos, nas diversas vertentes da recolha, transporte, armazenagem, tratamento, valorização e
eliminação
Decreto-Lei 73/2011, de 17 de Junho, relativo ao regime geral da gestão de resíduos e transpõe a
Directiva n.º 2008/98/CE, do Parlamento Europeu e do Conselho, de 19 de Novembro, relativa aos
resíduos
Despacho Nº 7111/2015, de 29 de Junho, estabelece os princípios e as normas aplicáveis à gestão
de embalagens e resíduos de embalagens
71
Directiva 1999/31/EC, do Conselho, de 26 de Abril de 1999, relativa à deposição de resíduos em
aterros
Directiva 2004/12/CE, do Parlamento Europeu e do Conselho, de 11 de Fevereiro de 2004 que altera
a Directiva 94/62/CE, relativa a embalagens e resíduos de embalagens
Directiva 2008/98/CE, do Parlamento Europeu e do Conselho, de 19 de Novembro de 2008 relativa
aos resíduos
Dias, N., 2011. Caracterização e recuperação do vidro de embalagem contido no rejeitado de
Tratamento Mecânico Biológico, dissertação para obtenção do grau de mestre em Engenharia do
Ambiente, Lisboa, Instituto Superior Técnico - Universidade Técnica de Lisboa
Máximo, A., Dias, N., Belo, N., Carvalho, M. T., 2014. Recovery of glass contained in the heavy
residual fraction of Portuguese mechanical Biological Treatment Plants.
doi:10.1016/j.jclepro.2014.05.028. Journal of Cleaner Production, Volume 79, pp. 271-275.
FEVE, 2012, [Online] Disponível em: http://www.feve.org. Acedido em Setembro de 2015
Ferreira, H. M., 2014. Recuperação de Metais Provenientes de Resíduos, dissertação para obtenção
do grau de mestre em Engenharia do Geológica e de Minas, Lisboa, Instituto Superior Técnico -
Universidade Técnica de Lisboa
Fisher, R., 1935. The Design of Experiments, New York: Hafner
Jardim, H., Dias, N, Carvalho, M. T. 2015, The sanitary landfill of the XXI century in Portugal: The
streams produced by Municipal Incineration and Mechanical and Biological Treatment, Aceite para
publicação na ELFM em Setembro de 2015
Lam, C.H.K., Ip, A.W.M., Barford, J.P., Mckay, G., 2010. Use of incineration MSW ash: a review.
Sustainability 2, 1943-1968.
LIPOR, 2014 Relatório de Contas 2014, [Online] Disponível em:
http://www.lipor.pt/pt/bibliotecas/relatorio-contas. Acedido em Setembro de 2015
Lira, C. & Pina, P., 2009. Automated grain shape measurements applied to beach sands. Lisbon,
Portugal, SI 56 (Proceedings of the 10th International Coastal Symposium), pp. 1527-1531.
Máximo, A. Dias, A. Belo, N, Carvalho, T., 2012. Packaging glass contained in the heavy residual
fraction refused by Portuguese Mechanical and Biological Treatment plants, Publicado em Resources,
Conservation and Recycling em Setembro de 2013
Morf Leo S., Gloor, R., Haag O., Haupt, M., Skutan, S., Lorenzo, D. F., & Boni, D., 2012, Precious
metals and rare earth elements in municipal solid waste – Sources and fate in a Swiss incineration
plant, publicado na Waste Management em Outubro de 2012

72
NP EN 932-1/2002, Ensaios das propriedades gerais dos agregados. Parte 1: Métodos de
Amostragem
NP EN 13242/2002 + A1 – 2010, Materiais tratados com ligantes hidráuliscos e materiais não tratados
para utilização em engenharia civil e construção de estradas
NP EN 933-11/2011, Ensaios das propriedades geométricas dos agregados
Portaria Nº187 – A/2014, de 17 de Setembro, aprova o Plano Estratégico para os Resíduos Urbanos
(PERSU 2020), para Portugal Continental
S. I., 2013. Electronic Statistics Textbook - Design of Experiments: Science, Industrial DOE. [Online]
Disponível em: http://www.statsoft.com/Textbook/Experimental-Design. Acedido em Outubro 2015
Sociadade Ponto Verde (SPV), 2012. Gestão de Resíduos. [Online], Disponível em:
http://www.pontoverde.pt. Acedido em Junho 2015
Valle-Zermeno, R. Del; Formosa J., Chimenos, J.M., Martinez, M., & Fernández, A.I., 2012, Aggregate
material formulated with MSWI bottom ash and APC fly ash for use as secondary building material,
publicado na Waste Management em Outubro de 2012
VALORSUL, 2014 Relatório de Contas 2014, [Online] Disponível em:
http://www.valorsul.pt/pt/mediateca/planos-e-relat%C3%B3rios/relat%C3%B3rios/2014.aspx. Acedido
em Setembro de 2015
VALORSUL. Disponível em: http://www.valorsul.pt. Acedido entre Junho e Outubro de 2015
VALORAMBIENTE, 2013 Relatório de Contas 2013, [Online] Disponível em: www.valorambiente.pt.
Acedido em Junho de 2015
VALORAMBIENTE, [Online] Disponível em: www.valorambiente.pt. Acedido em Junho de 2015
VIDROCICLO, 2011. Vidrociclo ® - Reciclagem de Resíduos Lda. [Online] Disponível em:
http://vidrociclo.pt/pt.html. Acedido em Setembro 2015

73
ANEXOS
Anexo A Distribuição Granulométrica Testemunho 1,2,3 e 4
Anexo B Caracterização Testemunhos 2,3 e 4
Anexo C Program experimental preliminar RecGlass e resultados
Anexo D Plano de experiências integral e resultados

74
ANEXO A – Distribuição Granulométrica Testemunho 1,2,3 e 4
Testemunho 1 - Recolhido a 24/04
Granulomentria (mm) Peso (g) Alimentação (%) Alimentação Acum. (%)
+22.4 65.9 2.00 100.00
-22.4, +16.0 147.2 4.47 98.00
-16.0, +11.2 274.6 8.35 93.52
-11.2, +8.0 417.4 12.69 85.18
-8.0, +5.6 684 20.79 72.49
-5.6, +4.0 135.9 4.13 51.70
-4.0, +2.8 199.1 6.05 47.57
-2.8, +2.0 250.8 7.62 41.52
-2.0, +1.4 169.1 5.14 33.89
-1.4, 0.7 541.3 16.45 28.75
-0.7 404.7 12.30 12.30
Total 3290 100.00 12.30
Testemunho 2 – Recolhido a 27/04/2015
Granulomentria (mm) Peso (g) Alimentação (%) Alimentação Acum. (%)
+22.4 3.6 0.10 100.00
-22.4, +16.0 55 1.55 99.90
-16.0, +11.2 179.3 5.06 98.35
-11.2, +8.0 370.5 10.46 93.28
-8.0, +5.6 684.6 19.33 82.82
-5.6, +4.0 271.7 7.67 63.48
-4.0, +2.8 313.2 8.84 55.81
-2.8, +2.0 342.4 9.67 46.97
-2.0, +1.4 205.7 5.81 37.30
-1.4, 0.7 621.6 17.55 31.49
-0.7 493.4 13.93 13.93
Total 3541 100.00 13.93

75
Testemunho 3 - Recolhido a 29/04
Granulomentria (mm) Peso (g) Alimentação (%) Alimentação Acum. (%)
+22.4 15.4 0.47 100.00
-22.4, +16.0 101 3.05 99.53
-16.0, +11.2 165.2 5.00 96.48
-11.2, +8.0 386.9 11.70 91.48
-8.0, +5.6 633.6 19.16 79.78
-5.6, +4.0 230.3 6.97 60.62
-4.0, +2.8 314.3 9.51 53.65
-2.8, +2.0 269.1 8.14 44.14
-2.0, +1.4 163.3 4.94 36.01
-1.4, 0.7 520.7 15.75 31.07
-0.7 506.4 15.32 15.32
Total 3306.2 100.00 15.32
Testemunho 4 - Recolhido a 04/05
Granulomentria (mm) Peso (g) Alimentação (%) Alimentação Acum. (%)
+22.4 42.7 1.03 100.00
-22.4, +16.0 269.7 6.51 98.97
-16.0, +11.2 322.3 7.78 92.46
-11.2, +8.0 594.3 14.35 84.68
-8.0, +5.6 767.6 18.53 70.33
-5.6, +4.0 262.5 6.34 51.79
-4.0, +2.8 313.3 7.56 45.45
-2.8, +2.0 328.2 7.92 37.89
-2.0, +1.4 199.2 4.81 29.96
-1.4, 0.7 552.2 13.33 25.15
-0.7 489.6 11.82 11.82
Total 4141.6 100.00 11.82

76
ANEXO B – Caracterização sub-amostras 2,3 e 4
25%
3% 9%
3% 3%
0% 1%
0%
56%
Sub-amostra 2
Vidro (g) Metais Ferrosos (g) Pedras (g)
Vidro/Pedras Fund. (g) Cerâmicas (g) Plásticos Leves (g)
Papéis/Cartão (g) Outros (g) Cinzas (g)
29%
3% 8%
2% 4%
0%
0% 0%
54%
Sub-amostra 3
Vidro (g) Metais Ferrosos (g) Pedras (g)
Vidro/Pedras Fund. (g) Cerâmicas (g) Plásticos Leves (g)
Papéis/Cartão (g) Outros (g) Cinzas (g)
31%
4% 11%
1%
6%
0%
1% 0% 46%
Sub-amostra 4
Vidro (g) Metais Ferrosos (g) Pedras (g)
Vidro/Pedras Fund. (g) Cerâmicas (g) Plásticos Leves (g)
Papéis/Cartão (g) Outros (g) Cinzas (g)

77
0,00
20,00
40,00
60,00
80,00
100,00
-5.6,+4.0
-8.0,+5.6
-11.2,+8.0
-16.0,+11.2
-22.4,+16.0
+22.4
54,32 60,66 68,28
32,47 26,79
0,00
% P
eso
Fracção Granulométrica (mm)
Composição sub-amostra 2, +4.0 mm
Plásticos Leves (g)
Papéis/Cartão (g)
Outros (g)
Metais Ferrosos (g)
Cerâmicas (g)
Pedras (g)
Vidro (g)
0,0010,0020,0030,0040,0050,0060,0070,0080,00
-5.6,+4.0
-8.0,+5.6
-11.2,+8.0
-16.0,+11.2
-22.4,+16.0
+22.4
50,42 60,63
73,74
51,17
33,57
0,00
% P
eso
Fracção Granulométrica (mm)
Composição sub-amostra 3, +4.0 mm
Plásticos Leves (g)
Papéis/Cartão (g)
Outros (g)
Metais Ferrosos (g)
Cerâmicas (g)
Pedras (g)
Vidro (g)

78
0,0010,0020,0030,0040,0050,0060,0070,00
80,00
-5.6,+4.0
-8.0,+5.6
-11.2,+8.0
-16.0,+11.2
-22.4,+16.0
+22.4
50,42 60,63
73,74
51,17
33,57
0,00
% P
eso
Fracção Granulométrica (mm)
Composição sub-amostra 4, +4.0 mm
Plásticos Leves (g)
Papéis/Cartão (g)
Outros (g)
Metais Ferrosos (g)
Cerâmicas (g)
Pedras (g)
Vidro (g)

79
ANEXO C – Programa experimental preliminar RecGlass e
resultados
Ensaio Ordem Amostra Alt. (cm) Incl. (º) Vel. (m/s) Desl. (cm)
ηVid (%) ηPed (%)
1 3 32 19 22 0.0275 0 46 20
2 16 13 23 22 0.0275 0 39 5
3 22 10 16 22 0.0275 0 50 18
4 18 12 19 25 0.0275 0 14 0
5 7 28 19 18 0.0275 0 52 15
6 15 19 19 22 0.0497 0 37 4
7 26 9 19 22 0.0173 0 51 19
8 25 15 19 22 0.0275 7 44 4
9 21 1 19 22 0.0275 -7 46 10
10 5 24 19 22 0.0275 0 42 13
11 27 6 23 22 0.0275 0 47 14
12 11 29 16 22 0.0275 0 52 16
13 8 23 19 25 0.0275 0 20 1
14 20 5 19 18 0.0275 0 50 16
15 10 20 19 22 0.0497 0 41 12
16 17 18 19 22 0.0173 0 36 7
17 1 31 19 22 0.0275 7 60 24
18 19 11 19 22 0.0275 -7 37 7
19 2 27 19 22 0.0275 0 44 25
20 23 7 23 22 0.0275 0 40 18
21 24 2 16 22 0.0275 0 48 29
22 13 21 19 25 0.0275 0 19 4
23 4 30 19 18 0.0275 0 55 32
25 12 22 19 22 0.0173 0 40 10
26 9 26 19 22 0.0275 7 34 16
27 14 17 19 22 0.0275 -7 44 17

80
ANEXO D – Plano de experiências integral e resultados
Ensaio Ordem Amostra Alt. (cm) Incl. (º) Desl. (cm)
ηVid (%) ηPed (%)
1 13 8 16 18 -7 66 30
2 4 14 16 18 -7 65 35
3 8 15 16 25 -7 17 0
4 9 3 16 25 -7 11 0
5 10 9 23 18 -7 64 20
6 11 7 23 18 -7 55 16
7 5 16 23 25 -7 11 0
8 15 2 23 25 -7 10 0
9 14 1 16 18 7 66 39
10 6 10 16 18 7 64 20
11 18 4 16 25 7 20 0
12 12 13 16 25 7 23 0
13 2 12 23 18 7 53 14
14 17 11 23 18 7 55 15
15 3 5 23 25 7 10 0
16 19 6 23 25 7 7 0
17 1 - 19 22 0 46 20
18 7 - 19 22 0 42 13
19 16 - 19 22 0 44 12