Embed Size (px)
Citation preview
INSTITUTO MILITAR DE ENGENHARIA
FÁBIO SILVA DE OLIVEIRA
CARACTERIZAÇÃO E PROPRIEDADES
MECÂNICAS DE PRÓTESES PARA QUADRIL
Dissertação de mestrado apresentada ao Curso de Mestrado em Ciência dos Materiais do Instituto Militar de Engenharia, como requisito parcial para a obtenção do título de Mestre em Ciências em Ciência dos Materiais. Orientador: Carlos Nelson Elias – D.C.
Rio de Janeiro
2013
2
C2013
INSTITUTO MILITAR DE ENGENHARIA
Praça General Tibúrcio, 80 – Praia Vermelha
Rio de Janeiro – RJ CEP: 22290-270
Este exemplar é de propriedade do Instituto Militar de Engenharia, que poderá
incluí-lo em base de dados, armazenar em computador, microfilmar ou adotar
qualquer forma de arquivamento.
É permitida a menção, reprodução parcial ou integral e a transmissão entre
bibliotecas deste trabalho, sem modificação de seu texto, em qualquer meio que
esteja ou venha a ser fixado, para pesquisa acadêmica, comentários e citações,
desde que sem finalidade comercial e que seja feita a referência bibliográfica
completa.
Os conceitos expressos neste trabalho são de responsabilidade do autor e dos
orientadores.
XXX.XXX Oliveira, Fábio Silva de Oliveira
YYYy Caracterização e Propriedades Mecânicas de Próteses para
Quadril / Fábio Silva de Oliveira; orientado por Carlos Nelson
Elias - Rio de Janeiro: Instituto Militar de Engenharia, 2013.
82 p.: il.
Dissertação: (Mestrado) – Instituto Militar de Engenharia.
Rio de Janeiro, 2013.
1. Ciência dos Materiais. 2. Próteses para quadril 3. Aço
ASTM F138. 4. Caracterização e propriedades mecânicas I.
Elias, Carlos Nelson. Título. IV. Instituto Militar de
Engenharia.
CDD XXX.XXX
3
INSTITUTO MILITAR DE ENGENHARIA
FÁBIO SILVA DE OLIVEIRA
CARACTERIZAÇÃO E PROPRIEDADES
MECÂNICAS DE PRÓTESES PARA QUADRIL
Dissertação de Mestrado apresentada ao Programa de Pós-Graduação em Ciência dos Materiais do Instituto Militar de Engenharia, como requisito parcial para a obtenção do título de Mestre em Ciências em Ciência dos Materiais. Orientador: Prof. Carlos Nelson Elias – D.C.
Aprovada em 25 de junho pela seguinte Banca Examinadora:
Prof. Carlos Nelson Elias – D.C., do IME – Presidente
Prof. Cláudio Rios Maria – D.C., do IME
Prof. Paulo César Dahia Ducos – D.C., da UGF
Rio de Janeiro

4
2013
A minha esposa Fernanda Menezes e a minha
filha Ana Beatriz pelo amor, apoio e dedicação.
5
AGRADECIMENTOS
Expresso minha eterna gratidão a todos que tornaram possível esta vitória e em
particular:
A Deus, pela minha vida.
À minha esposa Fernanda Menezes e a minha filha Ana Beatriz, meus alicerces,
pelo suporte, ânimo e apoio a mim concedidos. Obrigado por tudo! Amo vocês!
À minha mãe Wilma pela educação que me foi dada.
Ao meu orientador Prof. Elias pelo tratamento paciente e educado.
À banca examinadora pela correção e julgamento da dissertação.
Aos demais professores do curso de Ciência de Materiais do IME, pelos
conhecimentos e ensinamentos passados.
À minha grande amiga-irmã Janaína Dallas pelo apoio e amizade de sempre.
Ao Instituto Nacional de Tecnologia (INT) pelo apoio para a realização do curso
de mestrado.
Ao Sr. Ibrahim Abud, chefe da Divisão de Ensaios em Materiais e Produtos do
INT pelo apoio e colaboração.
À Divisão de Química Analítica do INT, pela utilização do GDS.
À Divisão de Corrosão do INT, pelos ensaios de corrosão.
Aos colegas do Instituto Nacional de Tecnologia: Renata, Carlos, Hugo, Rafael,
Tatiana, Edvan, Cássio, Lisiane, Luana, Fernanda, Weber, Gláucia, Alex, Nilton.
Sem vocês não seria possível a realização dessa dissertação. Obrigado!
Aos colegas do IME, em especial, Anelise, Jheison, Bruna, Daniele, Daniel, pela
troca de experiências e apoio mútuo.
Aos servidores civis do IME Leonardo e Heloísa por todo trabalho a mim
prestado.
Ao Instituto Militar de Engenharia pela manutenção da excelência do curso de
pós graduação de Ciências dos Materiais.
À empresa Incomepe (Cotia/SP) pela doação do material para realização desse
trabalho.
6
SUMÁRIO
LISTA DE ILUSTRAÇÕES ......................................................................................... 8
LISTA DE TABELAS .............................................................................................. 122
LISTA DE ABREVIATURAS E SÍMBOLOS ............................................................ 133
LISTA DE SIGLAS.................................................................................................. 155
1. INTRODUÇÃO ........................................................................................ 18
1.1 Motivação para a pesquisa...................................................................... 18
1.2 Escolha do tema...................................................................................... 19
1.3 Objetivo da pesquisa ............................................................................... 19
1.4 Organização do trabalho ......................................................................... 19
2. REVISÃO BIBLIOGRÁFICA ................................................................. 201
2.1 Biomateriais.................................................Erro! Indicador não definido.
2.1.1 Biomateriais metálicos.................................Erro! Indicador não definido.
2.1.2 Aços inoxidáveis ........................................Erro! Indicador não definido.3
2.1.2.1 Microestrutura............................................Erro! Indicador não definido.4
2.1.2.2 Propriedades mecânicas ......................................................................... 24
2.1.2.2.1 Resistência à fadiga ................................................................................ 25
2.1.2.3 Resistência à corrosão ............................................................................ 26
2.1.2.4 Aço AISI 316L X aço ASTM F138............................................................ 27
2.2 Artroplastia total de quadril (ATQ) ........................................................... 29
2.3 Próteses e suas características ............................................................... 31
2.3.1 Tipos de hastes e cabeças femorais mais utilizadasErro! Indicador não
definido.2
3. MATERIAIS E MÉTODOS .................................................................... 357
3.1 Materiais ....................................................Erro! Indicador não definido.7
3.2 Caracterização microestrutural ..................Erro! Indicador não definido.8
3.2.1 Microscopia óptica ................................................................................... 38
3.2.2 Tamanho de grão .................................................................................... 39
7
3.2.3 Teor de inclusões .................................................................................... 39
3.2.4 Difração de raios X .................................................................................. 40
3.2.5 Espectroscopia de energia dispersiva ..................................................... 40
3.3 Análise química ....................................................................................... 40
3.3.1 Espectrometria......................................................................................... 40
3.4 Propriedades mecânicas ......................................................................... 41
3.4.1 Dureza Brinell .......................................................................................... 41
3.4.2 Dureza Rockwell...................................................................................... 41
3.4.3 Microdureza Vickers ................................................................................ 42
3.4.4 Resistência à fadiga e à fadiga-corrosão................................................. 42
3.5 Ensaios de corrosão ................................................................................ 45
3.5.1 Corrosão por imersão .............................................................................. 45
3.5.2 Corrosão por polarização ........................................................................ 47
4. RESULTADOS E DISCUSSÃO .............................................................. 49
4.1 Microscopia óptica ................................................................................... 49
4.2 Tamanho de grão .................................................................................... 50
4.3 Teor de inclusões ......................................Erro! Indicador não definido.4
4.4 Difração de raios X .................................................................................. 56
4.5 Análise química ....................................................................................... 57
4.6 Dureza Brinell .......................................................................................... 59
4.7 Dureza Rockwell...................................................................................... 60
4.8 Microdureza Vickers ................................................................................ 61
4.9 Resistência à fadiga ................................................................................ 62
4.10 Resistência à fadiga-corrosão ................................................................. 64
4.11 Corrosão por imersão .............................................................................. 68
4.12 Corrosão por polarização ........................................................................ 69
5. CONCLUSÕES ....................................................................................... 69
6. SUGESTÕES PARA TRABALHOS FUTUROS...................................... 70
7. REFERÊNCIAS BIBLIOGRÁFICAS ....................................................... 71
8
LISTA DE ILUSTRAÇÕES
FIG. 2.1 Exemplos de implantes temporários: (a) placas de compressão para
pequenos fragmentos e (b) sistema de fixação para coluna (Ortosíntese,
2010). ........................................................Erro! Indicador não definido.1
FIG. 2.2 Exemplo de implantes permanentes: (a) próteses de quadril tipo Muller e
(b) próteses de quadril tipo Moore e Thompsom (Ortosíntese, 2010) .Erro!
Indicador não definido.1
FIG. 2.3 Diagrama esquemático das articulações da bacia humana e dos
componentes adjacentes do esqueleto (CALLISTER, 2002)...............Erro!
Indicador não definido.9
FIG. 2.4 Representação esquemática da artroplastia total de quadril (fonte:
www.cabesp.com.br) ............................................................................... 30
FIG. 2.5 Haste femoral não modular cimentada Charnley primária/revisão (Baumer,
2012) .........................................................Erro! Indicador não definido.1
FIG. 2.6 Haste femoral modular cimentada Muller primária (Baumer, 2012) ....Erro!
Indicador não definido.
FIG. 2.7 Haste femoral modular cimentada Thompson primária (Baumer, 2012)
.....................................................................Erro! Indicador não definido.
FIG. 2.8 Haste femoral modular não cimentada CO-10 primária/revisão (Baumer,
2012) .........................................................Erro! Indicador não definido.2
FIG. 2.9 Haste femoral modular não cimentada Maxxi revisão (Baumer, 2012)Erro!
Indicador não definido.3
FIG. 2.10 Haste femoral modular cimentada Alpha primária (Baumer, 2012) .....Erro!
Indicador não definido.3
FIG. 2.11 Haste femoral modular cimentada Alpha revisão (Baumer, 2012) .......... 34
FIG. 2.12 Cabeça femoral bipolar (Baumer, 2012).................................................. 34
FIG. 2.13 Cabeça femoral modular (Baumer, 2012)................................................ 35
FIG. 2.14 Cabeça femoral monopolar (Baumer, 2012)............................................ 35
FIG. 3.1 Placa (A), cabeça tipo Thompson com tarugo passante soldada em um
furo (B) e cabeça tipo Thompson com tarugo passante soldada em dois
furos (C)................................................................................................... 36
9
FIG. 3.2 Corpos de prova após embutimento, lixamento e ataque metalográfico (A
– lateral da placa; B – superfície da placa; C - cabeça tipo Thompson com
tarugo passante em dois furos). .............................................................. 37
FIG. 3.3 Cabeça tipo Thompson, com tarugo passante, soldado em um ponto,
adaptada em suporte universal para ensaios de fadiga. ......................... 42
FIG. 3.4 Cabeça tipo Thompson, com tarugo passante, soldado em um ponto,
adaptada em suporte universal para ensaios de fadiga em meio
corrosivo.. ................................................................................................ 43
FIG. 3.5 Cabeça tipo Thompson, com tarugo passante, soldado em um ponto,
adaptada em suporte universal para ensaios de fadiga em meio corrosivo
(ensaio montado)..................................................................................... 43
FIG. 3.6 Remoção dos produtos de corrosão dos corpos de prova, após ensaio de
corrosão por imersão............................................................................... 44
FIG. 4.1 Microestrutura da seção transversal da placa de aço ASTM F138
(aumento de 500X).. ................................................................................ 48
FIG. 4.2 Microestrutura da seção longitudinal da placa de aço ASTM F138
(aumento de 500X). ................................................................................. 49
FIG. 4.3 Microestrutura de uma placa de aço ASTM F138 com tamanho de grão
homogêneo (aumento de 100X).. ............................................................ 50
FIG. 4.4 Microestrutura com tamanho de grão homogêneo de uma cabeça femoral
tipo Thompson, soldada em dois furos. Aço ASTM F138 (aumento de
100X). ...................................................................................................... 50
FIG. 4.5 Microestrutura da ZTA de uma cabeça femoral tipo Thompson, soldada
em dois furos. Aço ASTM F138 (aumento de 100X). .............................. 51
FIG. 4.6 Microestrutura da ZTA de uma cabeça femoral tipo Thompson, soldada
em dois furos. Aço ASTM F138 (aumento de 50X). ................................ 51
FIG. 4.7 Micrografia do centro de um CP de cabeça femoral tipo Thompson,
soldada em dois furos. Aço ASTM F138 (MEV). ..................................... 52
FIG. 4.8 Micrografia da ZTA de um CP de cabeça femoral tipo Thompson, soldada
em dois furos. Aço ASTM F138 (MEV).................................................... 52
FIG. 4.9 Micrografia que mostra diversas inclusões no centro de um CP de cabeça
femoral tipo Thompson, soldada em dois furos. Aço ASTM F138 (aumento
100X). ...................................................................................................... 54
10
FIG. 4.10 Micrografia que mostra diversas inclusões na zona termicamente afetada
de um CP de cabeça femoral tipo Thompson, soldada em dois furos. Aço
ASTM F138 (aumento 100X). .................................................................. 54
FIG. 4.11 Espectro de difração de raios X do Aço ASTM F138............................... 55
FIG. 4.12 Diagrama tipo Schaeffler. Estimativa de uma matriz austenítica para o Aço
ASTM F138 estudado. ............................................................................ 57
FIG. 4.13 Fig. 4.13 – Corpo de prova após ensaio de fadiga ao ar. Detalhamento da
cabeça e do tarugo passante. Aço ASTM F138 (MEV). .......................... 62
FIG. 4.14 Corpo de prova após ensaio de fadiga ao ar. Início da formação das
trincas (nucleação). Aço ASTM F138 (MEV). .......................................... 62
FIG. 4.15 Corpo de prova após ensaio de fadiga ao ar. Trincas de tamanhos
diversos. Aço ASTM F138 (MEV). .......................................................... 63
FIG. 4.16 Corpo de prova após ensaio de fadiga em solução. Detalhamento da
cabeça e do tarugo passante. Aço ASTM F138 (MEV). .......................... 64
FIG. 4.17 Corpo de prova após ensaio de fadiga em solução. Formação de poucas
trincas. Aço ASTM F138 (MEV)............................................................... 65
FIG. 4.18 Corpo de prova após ensaio de fadiga em solução. Formação de produtos
de corrosão. Aço ASTM F138 (MEV). ..................................................... 65
FIG. 4.19 EDS do ponto de corrosão. Aço ASTM F138 (MEV). .............................. 66
FIG. 4.20 Corpo de prova após ensaio de corrosão por imersão. Ausência de
produtos de corrosão. Aço ASTM F138 (aumento 25X). ......................... 68
FIG. 4.21 Comparativo entre as curvas de polarização dos CP’s retirados de uma
das placas redondas. Temperatura ambiente e à 36º C. Aço ASTM F138.
................................................................................................................. 69
FIG. 4.22 Comparativo entre as curvas de polarização dos CP’s retirados de uma
das cabeças femorais tipo Thompson. Temperatura ambiente e à 36º C.
Aço ASTM F138. .......................................Erro! Indicador não definido.0
FIG. 4.23 Verificação da presença de grande quantidade de pites de corrosão nos
CP’s retirados de uma das cabeças femorais tipo Thompson. Ensaio
realizado à 36º C. Aço ASTM F138 (MEV)..Erro! Indicador não
definido.2
11
FIG. 4.24 Pites de corrosão em avançado estágio de crescimento nos CP’s
retirados de uma das cabeças femorais tipo Thompson. Ensaio realizado
à 36º C. Aço ASTM F138 (MEV). ..............Erro! Indicador não definido.3
FIG. 4.25 Medidas de um dos pites de corrosão nos CP’s retirados de uma das
cabeças femorais tipo Thompson. Ensaio realizado à 36º C. Aço ASTM
F138 (MEV). ..............................................Erro! Indicador não definido.3
FIG. 4.26 Medidas de um dos pites de corrosão nos CP’s retirados de uma das
cabeças femorais tipo Thompson. Ensaio realizado à 36º C. Aço ASTM
F138 (MEV).. .............................................Erro! Indicador não definido.4
12
LISTA DE TABELAS
TAB. 2.1 Comparação dos valores de módulo de elasticidade e densidade do osso
cortical com alguns biomateriais metálicos (Black, 1998).Erro! Indicador
não definido.2
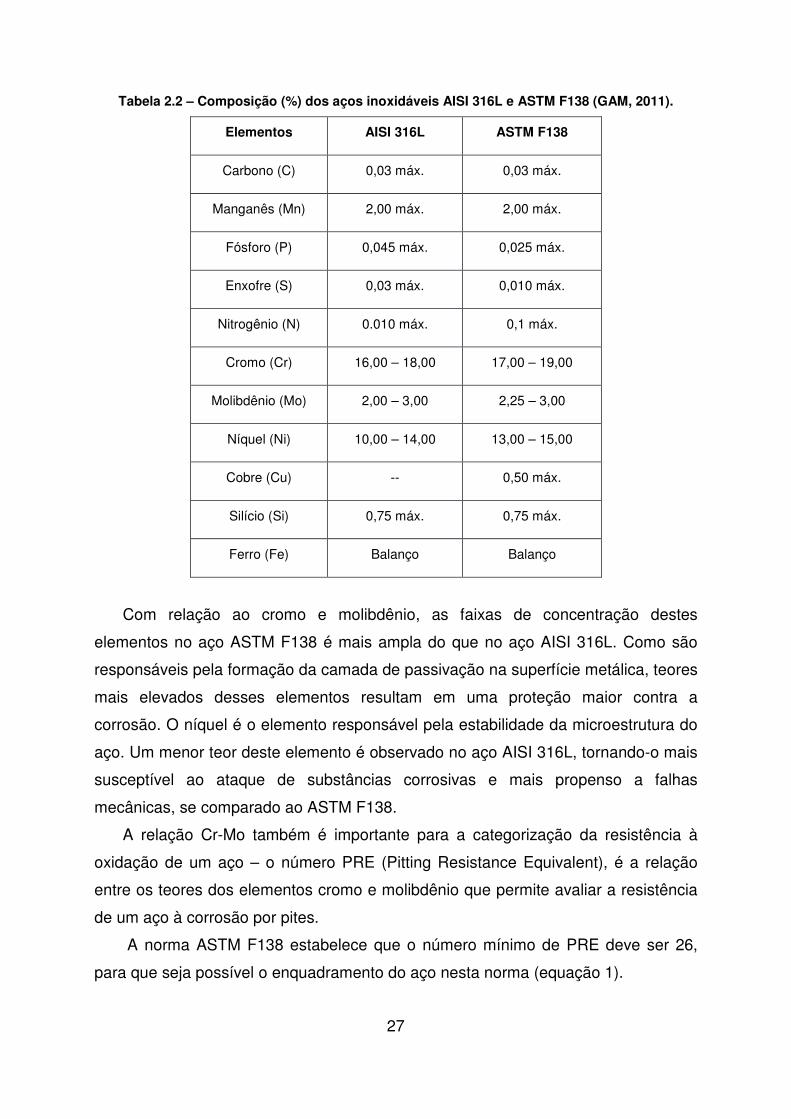
TAB. 2.2 Composição (%) dos aços inoxidáveis AISI 316L e ASTM F138 (GAM,
2011). ...................................................................................................... 27
TAB. 3.1 Classificação da taxa de corrosão uniforme.Erro! Indicador não
definido.
TAB. 4.1 Valor médio do tamanho de grão............................................................. 49
TAB. 4.2 Teores de inclusão. ................................................................................. 53
TAB. 4.3 Composição química.. ............................................................................. 56
TAB. 4.4 Resultado da dureza Brinell..................................................................... 59
TAB. 4.5 Resultado da dureza Rockwell ....................Erro! Indicador não definido.
TAB. 4.6 Resultado da microdureza Vickers .......................................................... 61
TAB. 4.7 Resultado da taxa de corrosão (Tc)......................................................... 67
TAB. 4.8 Resultados de potencial de corrosão (Ecorr) e densidade de corrente
(icorr) obtidos nos ensaio de polarização. ............................................... 69
TAB. 4.9 Resultados de potencial de passivação (Epass), densidade de corrente de
passivação (ipass) e potencial transpassivo (Et) obtidos nos ensaio de
polarização. ............................................................................................. 70
13
LISTA DE ABREVIATURAS E SÍMBOLOS
ABREVIATURAS
CP – corpo de prova
FPITE – fator de resistência à corrosão por pites
pH – potencial hidrogeniônico
SÍMBOLOS
GPa – giga Pascal
g/cm3 – gramas por centímetros cúbicos
p/p – peso por peso
mm – milímetro
cm – centímetro
PA – pro análise
mL – mililitro
L – litro
µm – micrômetro
mm2 – milímetro quadrado
Å – Angstrom
λ – comprimento de onda
kgf – quilograma força
N – Newton
kN – quilo Newton
g – grama
Hz – hertz
R – razão de carregamento
ºC – grau Celsius
mm/ano – milímitros por ano
∆Mc – variação de massa para corrosão
ρ – densidade
t – tempo
14
A – área
Tc – taxa de corrosão
mA/cm2 – miliampere por centímetro quadrado
δ – delta
Creq – cromo equivalente
Nieq – níquel equivalente
mV – milivolt
mV/s – milivolt por segundo
15
LISTA DE SIGLAS
ASTM “American Society for Testing and Materials”
F-138 “Standard Specification for Wrought 18Chromium-14Nickel-
2.5Molybdenum Stainless Steel Bar and Wire for Surgical
Implants”
F-136 “Standard Specification for Wrought Titanium-6Aluminum-
4Vanadium ELI (Extra Low Interstitial) Alloy for Surgical Implant
Applications”
ABNT Associação Brasileira de Normas Técnicas
NBR Norma Brasileira
ISO “International Organization for Standardization”
AISI “American Iron and Steel Institute”
316L “Stainless Steel”
IME Instituto Militar de Engenharia
INT Instituto Nacional de Tecnologia
PRE “Pitting Resistance Equivalent”
ATQ Artroplastia Total de Quadril
EDS Espectroscopia de energia dispersiva
GDS “Glow Discharge Expectrometer”
NACE “The Corrosion Society”
ZTA Zona termicamente afetada
MEV Microscópio eletrônico de varredura
16
RESUMO
Um grande número de ligas metálicas apresenta comportamento satisfatório
quando usadas na fabricação de implantes, sejam eles temporários ou permanentes. Entre os biomateriais metálicos, o aço inoxidável ASTM F138 tem sido utilizado devido às suas propriedades mecânicas adequadas e razoável resistência à corrosão, além de boa usinabilidade e principalmente ao custo relativamente baixo. Esta dissertação teve o propósito de caracterizar e verificar as propriedades mecânicas de cabeças femorais para próteses de quadril, fabricadas em aço ASTM F138 produzidas pela empresa nacional Incomepe (Cotia, SP). Foram realizados os ensaios de caracterização da microestrutura a partir da observação por microscopia óptica e microscopia eletrônica de varredura, verificação da composição química pela técnica de espectrometria de GDS, teor de inclusões, tamanho de grão, difração de raios X, dureza Brinell, dureza Rockwell, microdureza Vickers, resistência à fadiga e à fadiga-corrosão, além de ensaios de corrosão por imersão e corrosão por polarização. Os resultados obtidos revelaram que o material estudado encontra-se não conforme para os ensaios de teor de inclusões e para o ensaio de corrosão por polarização, onde se verificou uma grande quantidade de pites de corrosão. A análise da composição química da liga de aço mostrou que o teor de cromo encontra-se abaixo do valor mínimo estabelecido para o material. Tais resultados devem ser levados em consideração no tocante a possibilidade da ocorrência de fraturas catastróficas em implantes ortopédicos.

17
ABSTRACT
A large number of metal alloys provides satisfactory performance when used to
manufacture implants, be they temporary or permanent. Among the metallic biomaterials, stainless steel ASTM F138 has been widely used due to their mechanical properties and reasonable corrosion resistance, and good machinability and the mostly relatively low cost. This dissertation aimed to characterize and verify the mechanical properties of femoral heads for hip prostheses, made of ASTM F138 produced by national company Incomepe (Cotia, SP). The following tests were performed: characterization of the microstructure from the observation by optical microscopy and scanning electron microscopy, check the chemical composition by spectrometry technique GDS content inclusions, grain size, X-ray diffraction, Brinell hardness, toughness Rockwell, Vickers hardness, fatigue resistance and corrosion-fatigue, and immersion corrosion tests and corrosion polarization. The results show that the studied material is nonconforming for testing content and inclusions for the corrosion test for bias, where there was a lot of pitting corrosion. The chemical composition of the steel alloy showed that the chromium content is below the minimum value for the material. These results should be taken into consideration regarding the possibility of the occurrence of catastrophic fractures in orthopedic implants.
18
1 INTRODUÇÃO
1.1 MOTIVAÇÃO PARA A PESQUISA
Com o aumento da expectativa de vida nas últimas décadas, aumento da população,
crescimento no número de acidentes e casos de doenças, a necessidade da
substituição parcial ou total de algumas partes do corpo humano aumentou
significativamente. Para atender a essa demanda, que cresce de 5 a 15% ao ano, é
necessário o desenvolvimento de novos biomateriais e de técnicas cirúrgicas
avançadas. A capacidade de recuperar ou substituir partes danificadas do corpo tem
melhorado a qualidade de vida de milhões de pessoas.
Os implantes ortopédicos são dispositivos que substituem, parcial ou totalmente,
as funções de parte do corpo humano. Alguns implantes, chamados temporários (as
placas e parafusos estabilizadores de fratura, por exemplo), desempenham suas
funções por um período pré-estabelecido, até que ocorra a recuperação do osso
danificado e o implante possa ser removido. Outros implantes, chamados
permanentes, como os para substituição de articulações do corpo humano (por
exemplo a prótese total de quadril) precisam desempenhar suas funções pelo resto
da vida do paciente (GIORDANI et al, 2007).
Uma vez implantados, os biomateriais, necessariamente, entram em contato
com os fluidos corpóreos. Esses fluidos, aparentemente inofensivos, conseguem ao
longo do tempo degradar significativamente a maioria dos materiais de considerável
inércia química (BOSCHI, 1995).
Adicionalmente, grande parte dos implantes ortopédicos é submetida a esforços
estáticos e/ou cíclicos, muitas vezes de magnitudes relevantes. Isso ocorre
principalmente com implantes utilizados nas extremidades inferiores do corpo
humano.
Com base nestes dados verificou-se a necessidade de caracterizar as
propriedades mecânicas e a resist~encia a corrosão da prótese de quadril.
19
1.2 ESCOLHA DO TEMA
A combinação de elevada resistência mecânica e baixa degradação pela ação
do meio fisiológico, isoladamente ou em combinação com esforços mecânicos
cíclicos e/ou estáticos, fazem de alguns materiais metálicos os preferidos para a
fabricação de implantes ortopédicos. Entre os biomateriais metálicos, o aço
inoxidável ASTM F 138 tem sido bastante utilizado devido às suas propriedades
mecânicas adequadas e razoável resistência à corrosão, além de boa usinabilidade
e principalmente ao custo relativamente baixo (GIORDANI, FERREIRA e
BALANCIN, 2007; SINGH e DAHOTRE, 2005).
De acordo com o exposto, o material utilizado nesta dissertação foi o aço
inoxidável austenítico ASTM F 138.
1.3 OBJETIVO DA PESQUISA
O objetivo principal deste estudo é avaliar as propriedades mecânicas e de
corrosão de cabeças femorais para próteses de quadril, fabricadas em aço
austenítico ASTM F138. Os ensaios foram realizados nos laboratórios do Instituto
Militar de Engenharia (IME) e do Instituto Nacional de Tecnologia (INT).
1.4 ORGANIZAÇÃO DO TRABALHO
No capítulo 2, é apresentada uma revisão bibliográfica sobre os principais temas
relacionados ao objetivo principal como biomateriais, aços inoxidáveis e os tipos de
implantes ortopédicos para quadril.
No capítulo 3 são apresentados os materiais e métodos utilizados, dentre eles a
descrição do material utilizado, dos ensaios e da metodologia adotada para
verificação da microestrutura e das propriedades mecânicas do ASTM F138 utilizado
como material para a dissertação.
Os resultados e discussão dos ensaios são apresentados no capítulo 4.
O capítulo 5 traz as conclusões obtidas com o estudo realizado nesta
dissertação.
20
2 REVISÃO BIBLIOGRÁFICA
2.1 BIOMATERIAIS
Existem várias definições de biomateriais. Uma definição mais abrangente e
mais aceita pela comunidade foi apresentada por Williams (WILLIAMS, 1987):
“Biomateriais são substâncias, exceto drogas e fármacos, ou combinação de substâncias, de origens sintéticas ou naturais, que podem ser usados por qualquer período de tempo, como parte ou como o todo de sistemas, para tratar, aumentar ou substituir quaisquer tecidos, órgãos ou função do corpo.”
Uma definição importante é a da biocompatibilidade com o organismo, podendo
ser definida como a capacidade do material ter uma resposta favorável numa
aplicação específica, com o mínimo de reações alérgicas, inflamatórias ou tóxicas,
quando em contato com os tecidos vivos ou fluidos orgânicos (HENCH, 1998).
A área de biomateriais engloba o conhecimento e a colaboração de diversas
especialidades, desde o comportamento mecânico até as funções biológicas. A
evolução atual dos biomateriais depende dos avanços tecnológicos, da biotecnologia
e da ciência dos materiais.
2.1.1 BIOMATERIAIS METÁLICOS
Os implantes ortopédicos podem ser divididos em duas categorias: implantes
temporários para fixação de fraturas e implantes permanentes para substituição de
partes do corpo humano (ALVES et al, 2004). Os implantes temporários são usados
para fixar as fraturas por um período preestabelecido, até que ocorra a recuperação
do membro danificado e eles possam ser retirados. As placas de compressão,
parafusos, arames, pinos e hastes intramedulares para correção de ossos fraturados
são exemplos de implantes temporários (Figura 2.1). Os implantes para aplicações
ortopédicas permanentes precisam ter a sua qualidade assegurada para atuar por
longos períodos, sem perder sua funcionalidade, evitando problemas que possam
21
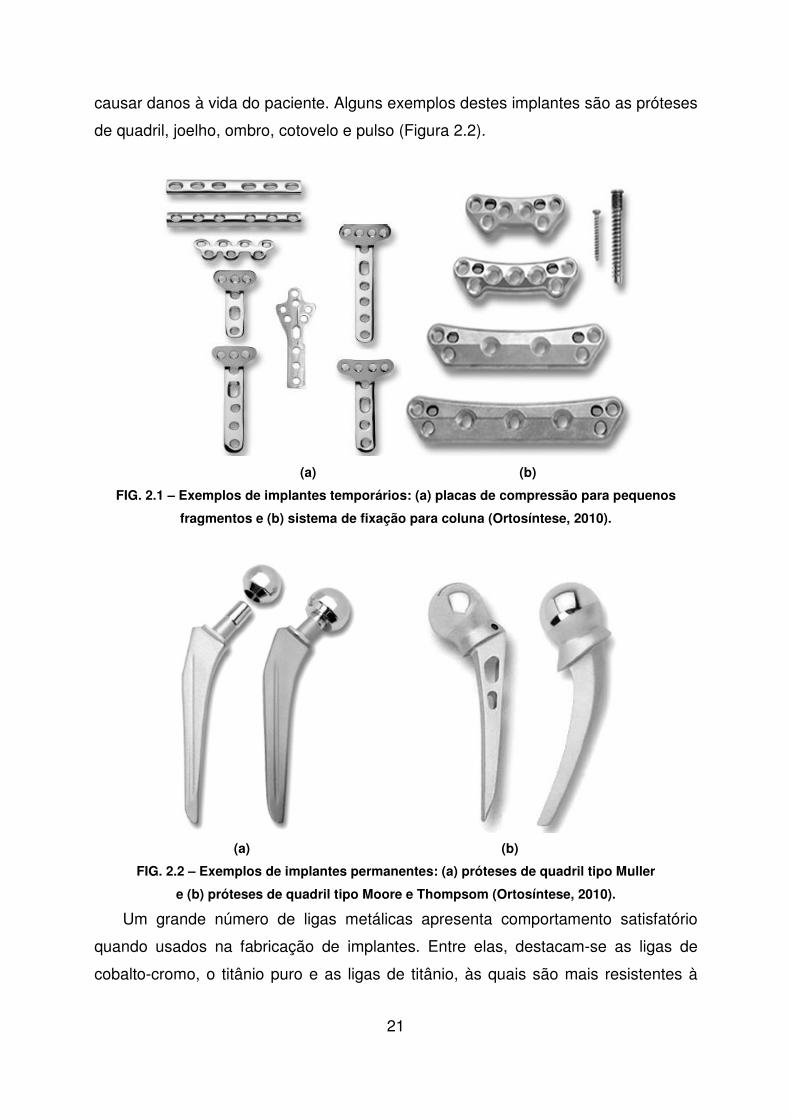
causar danos à vida do paciente. Alguns exemplos destes implantes são as próteses
de quadril, joelho, ombro, cotovelo e pulso (Figura 2.2).
(a) (b)
FIG. 2.1 – Exemplos de implantes temporários: (a) placas de compressão para pequenos
fragmentos e (b) sistema de fixação para coluna (Ortosíntese, 2010).
(a) (b)
FIG. 2.2 – Exemplos de implantes permanentes: (a) próteses de quadril tipo Muller
e (b) próteses de quadril tipo Moore e Thompsom (Ortosíntese, 2010).
Um grande número de ligas metálicas apresenta comportamento satisfatório
quando usados na fabricação de implantes. Entre elas, destacam-se as ligas de
cobalto-cromo, o titânio puro e as ligas de titânio, às quais são mais resistentes à
22
corrosão e são usados principalmente na confecção de próteses permanentes
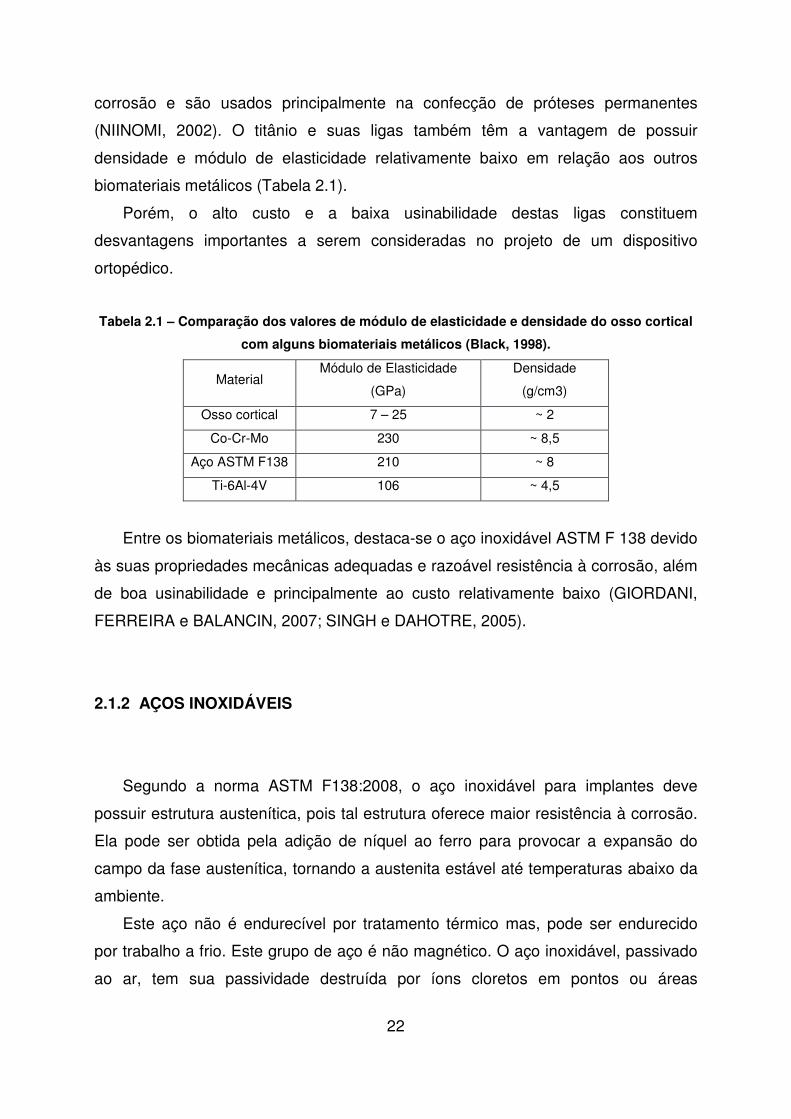
(NIINOMI, 2002). O titânio e suas ligas também têm a vantagem de possuir
densidade e módulo de elasticidade relativamente baixo em relação aos outros
biomateriais metálicos (Tabela 2.1).
Porém, o alto custo e a baixa usinabilidade destas ligas constituem
desvantagens importantes a serem consideradas no projeto de um dispositivo
ortopédico.
Tabela 2.1 – Comparação dos valores de módulo de elasticidade e densidade do osso cortical
com alguns biomateriais metálicos (Black, 1998).
Material Módulo de Elasticidade
(GPa)
Densidade
(g/cm3)
Osso cortical 7 – 25 ~ 2
Co-Cr-Mo 230 ~ 8,5
Aço ASTM F138 210 ~ 8
Ti-6Al-4V 106 ~ 4,5
Entre os biomateriais metálicos, destaca-se o aço inoxidável ASTM F 138 devido
às suas propriedades mecânicas adequadas e razoável resistência à corrosão, além
de boa usinabilidade e principalmente ao custo relativamente baixo (GIORDANI,
FERREIRA e BALANCIN, 2007; SINGH e DAHOTRE, 2005).
2.1.2 AÇOS INOXIDÁVEIS
Segundo a norma ASTM F138:2008, o aço inoxidável para implantes deve
possuir estrutura austenítica, pois tal estrutura oferece maior resistência à corrosão.
Ela pode ser obtida pela adição de níquel ao ferro para provocar a expansão do
campo da fase austenítica, tornando a austenita estável até temperaturas abaixo da
ambiente.
Este aço não é endurecível por tratamento térmico mas, pode ser endurecido
por trabalho a frio. Este grupo de aço é não magnético. O aço inoxidável, passivado
ao ar, tem sua passividade destruída por íons cloretos em pontos ou áreas
23
localizados, provocando a corrosão por pites nesses pontos (GENTIL, 1996). Por
esse motivo, adiciona-se molibdênio à liga do aço inoxidável o que permite a
formação de uma camada passiva mais resistente (PARK, 1992).
Aços inoxidáveis utilizados em produtos implantáveis devem ter propriedades
mecânicas e físicas adequadas, tais como alta resistência mecânica, baixo teor de
impurezas e baixa permeabilidade magnética. Além disso, devem possuir
considerável resistência à corrosão quando expostos aos fluidos corpóreos (GAM,
2011).
2.1.2.1 MICROESTRUTURA
De acordo com a norma NBR ISO 5832-1:2008, implantes de aço inoxidável
devem conter uma única fase de microestrutura austenítica. As normas para
implantes especificam que a microestrutura não deve conter ferrita delta quando
examinada com 100x de ampliação. A ferrita delta é uma fase secundária inaceitável
em implantes ortopédicos por causa da menor resistência à corrosão quando
comparada à matriz austenítica. Além disso, a ferrita delta é ferro-magnética o que
aumenta a permeabilidade magnética do aço inoxidável.
O tamanho de grão deve ser menor ou igual a 5. Um grão fino é desejável por
oferecer uma boa combinação entre as propriedades de fadiga e resistência à tração
(DISEGI, 2000).
2.1.2.2 PROPRIEDADES MECÂNICAS
É necessário que as propriedades mecânicas não se alterem durante um
período prolongado de uso. As propriedades mecânicas básicas como o limite de
resistência á tração (LR), limite de escoamento (LE), ductilidade (εt) e dureza (HB e
HR) devem ser valores adequados e definidos nas normas técnicas para aplicações
ortopédicas. Os metais e as ligas metálicas quando recozidos apresentam menor
24
resistência mecânica e melhor usinabilidade. Certos aços inoxidáveis austeníticos
apresentam maior resistência e dureza por meio de trabalho a frio sendo geralmente
utilizados na fabricação de parafusos e chapas.
2.1.2.2.1 RESISTÊNCIA À FADIGA
A resistência à fadiga é uma propriedade importante que os materiais usados na
fabricação de próteses devem apresentar. A ruptura por fadiga começa a partir de
uma trinca (nucleação) ou pequena falha superficial, que se propaga ampliando seu
tamanho, devido às solicitações cíclicas. Quando a trinca aumenta de tamanho, o
suficiente para que o restante do material não suporte mais a carga que está sendo
aplicada, a peça se rompe catastroficamente.
Os resultados do ensaio de fadiga são apresentados geralmente em curvas S-N
(tensão x número de ciclos).
As cargas solicitantes cíclicas são geralmente classificadas em três categorias,
isto é, carga estática, cujo valor permanece constante ao longo do tempo ou
apresenta variação tão lenta que seu efeito pode ser considerado desprezível; carga
repetida, cujo valor varia periodicamente, entre um máximo e zero; carga alternada
(ou cíclica pura), cujo valor varia periodicamente, entre valores máximos e mínimos,
os quais podem ou não serem simétricos em relação ao eixo do tempo. O caso geral
de carga oscilante é a combinação da carga estática com a carga alternante e é
chamada de carga flutuante (FONTANA, 2004).
2.1.2.3 RESISTÊNCIA À CORROSÃO
A resistência à corrosão é um parâmetro fundamental para a escolha de uma
liga metálica utilizada na fabricação de um produto implantável, uma vez que os
fluídos biológicos presentes no corpo humano possuem alto poder corrosivo.
A corrosão de uma peça metálica implantada pode trazer complicações clínicas
para o paciente, dentre eles a quebra do implante e a liberação de íons metálicos
25
indesejáveis ao organismo. No segundo caso, o produto da corrosão do implante
pode causar mudanças na histologia do tecido local, tanto por efeitos tóxicos diretos
quanto por uma hipersensibilidade local. Níquel, cobalto e cromo, elementos
químicos conhecidos causadores de alergias, podem ocasionar respostas biológicas
adversas nos tecidos próximos ao implante, levando até mesmo à perda de uma
parte da articulação implantada (GAM, 2011).
A elevada resistência à corrosão dos aços inoxidáveis se deve, principalmente,
ao seu elevado teor de cromo (acima de 11%). O cromo presente na superfície do
metal reage com o oxigênio e forma uma fina camada de óxido de cromo (Cr2O3). A
camada de óxido é denominada camada de passivação e confere proteção contra
agentes corrosivos do meio, como os íons cloretos presentes no sangue e nos
fluídos corpóreos. A formação de uma camada muito delgada, bem como a
presença de impurezas no aço, são fatores que contribuem para a dissolução da
película de óxido de cromo em pontos específicos da superfície do material,
tornando-o susceptível a diferentes tipos de corrosão (ARAUJO, 2004).
Durante o processo de fabricação do aço, a adição de molibdênio, em teores
acima de 2%, permite a formação de uma camada de passivação mais resistente a
meios salinos agressivos. Aliado a isso, um baixo teor de carbono também inibe a
corrosão pois, na presença de molibdênio, o carbono tende a reagir e formar
carbonetos de cromo, os quais tendem a precipitar nos contornos de grão e
enfraquecer a camada de passivação do metal (GAM, 2011).
Um dos tipos mais frequentes de corrosão em aços é a corrosão por pites
(GENTIL, 2011). O início de um pite ocorre quando um processo de destruição
química expõe um discreto ponto da superfície do implante aos íons cloreto. Não se
sabe ao certo onde os pites começam, mas algumas possíveis localizações estão
junto a composição heterogênea do material superficial (inclusões), riscos ou alguns
lugares onde existe variação do meio onde o material se encontra (KURGER, 1983).
Ocorre a propagação do pite quando a repassivação não é suficiente para prevenir
a produção de uma alta concentração local de íons metálicos produzidos pela
dissolução, junto ao seu ponto inicial.
Outros dois tipos importantes de corrosão são a corrosão sob tensão (Stress
Corrosion Cracking) e corrosão conjugada à fadiga (Corrosion Fatigue)
(PASCHOAL, 1998). A corrosão sob tensão (SCC) é uma forma de corrosão
26
localizada definida como um processo que produz trincas em metais sob pressão
simultaneamente com um agente corrosivo. Por causa da necessidade da aplicação
de tensão, a destruição da camada passiva na superfície de um metal está
geralmente relacionada à causas mecânicas. A corrosão conjugada a fadiga tem
algo similar ao modo de falha por SCC. Difere principalmente na aplicação da carga
que, neste caso, é cíclica e não estática como na SCC.
2.1.2.4 AÇO AISI 316L X AÇO ASTM F138
O aço ASTM F138 é usado como biomaterial. Em termos de composição
química o aço AISI 316L difere dos aços com especificação para utilização em
implantes cirúrgicos (ASTM F138), as principais diferenças são nas faixas de
composição de cinco elementos químicos: fósforo, enxofre, cromo, molibdênio e
níquel (tabela 2.2).
De acordo com a norma ASTM F138, há um consenso de que uma estrutura
metalúrgica homogênea é superior em termos de resistência à corrosão e à fadiga
mecânica. Tendo em vista atender tal consenso, requisitos para a fabricação de
aços inoxidáveis especiais geralmente determinam que estes materiais possuam
estrutura austenítica, com grãos finos e de tamanho uniforme, livre de ferrita e com
reduzida presença de inclusões, bem como capacidade de passar em testes de
susceptibilidade à corrosão intergranular.
Os elementos fósforo e enxofre geralmente contribuem para a formação de
fases frágeis (inclusões) durante o processo de fabricação do aço, reduzindo a
homogeneidade do metal. Tendo em vista que o aço AISI 316L possui uma faixa de
tolerância maior para o fósforo e enxofre, este pode conter um teor maior de
inclusões se comparado ao ASTM F138. Como consequência um aço de
designação 316L pode ter uma estrutura menos homogênea e mais propensa à
corrosão e à fadiga mecânica.
27
Tabela 2.2 – Composição (%) dos aços inoxidáveis AISI 316L e ASTM F138 (GAM, 2011).
Elementos AISI 316L ASTM F138
Carbono (C) 0,03 máx. 0,03 máx.
Manganês (Mn) 2,00 máx. 2,00 máx.
Fósforo (P) 0,045 máx. 0,025 máx.
Enxofre (S) 0,03 máx. 0,010 máx.
Nitrogênio (N) 0.010 máx. 0,1 máx.
Cromo (Cr) 16,00 – 18,00 17,00 – 19,00
Molibdênio (Mo) 2,00 – 3,00 2,25 – 3,00
Níquel (Ni) 10,00 – 14,00 13,00 – 15,00
Cobre (Cu) -- 0,50 máx.
Silício (Si) 0,75 máx. 0,75 máx.
Ferro (Fe) Balanço Balanço
Com relação ao cromo e molibdênio, as faixas de concentração destes
elementos no aço ASTM F138 é mais ampla do que no aço AISI 316L. Como são
responsáveis pela formação da camada de passivação na superfície metálica, teores
mais elevados desses elementos resultam em uma proteção maior contra a
corrosão. O níquel é o elemento responsável pela estabilidade da microestrutura do
aço. Um menor teor deste elemento é observado no aço AISI 316L, tornando-o mais
susceptível ao ataque de substâncias corrosivas e mais propenso a falhas
mecânicas, se comparado ao ASTM F138.
A relação Cr-Mo também é importante para a categorização da resistência à
oxidação de um aço – o número PRE (Pitting Resistance Equivalent), é a relação
entre os teores dos elementos cromo e molibdênio que permite avaliar a resistência
de um aço à corrosão por pites.
A norma ASTM F138 estabelece que o número mínimo de PRE deve ser 26,
para que seja possível o enquadramento do aço nesta norma (equação 1).
28
PRE = 3,3% p/p Mo + % p/p Cr ≥ 26 Equação 1
A avaliação deste número não é um requisito para a designação dos aços AISI
316L.
2.2 ARTROPLASTIA TOTAL DE QUADRIL (ATQ)
A articulação é um componente importante do sistema esquelético. Está
localizada nas junções entre ossos, onde as cargas podem ser transmitidas de osso
para osso através da ação muscular. Em condições normais, a articulação do quadril
é formada por dois ossos juntamente com a cartilagem articular, que atua na
absorção de impactos e possibilita o atrito entre as superfícies articulares opostas.
A cartilagem é composta de fluidos corpóreos que lubrificam e proporcionam
uma interface com um coeficiente de atrito muito baixo, facilitando assim o
movimento escorregadio dos ossos (KAPANDJI, 1980). É função da cartilagem
garantir uma articulação congruente entre cápsulas com recobrimento de células
sinoviais que produzem uma fina camada de filme revestido por cartilagem. O osso
subcondral atua de forma solidária à cartilagem, contribuindo para a absorção de
choques através da deformação visco elástica de sua estrutura trabecular (PARK,
2003).
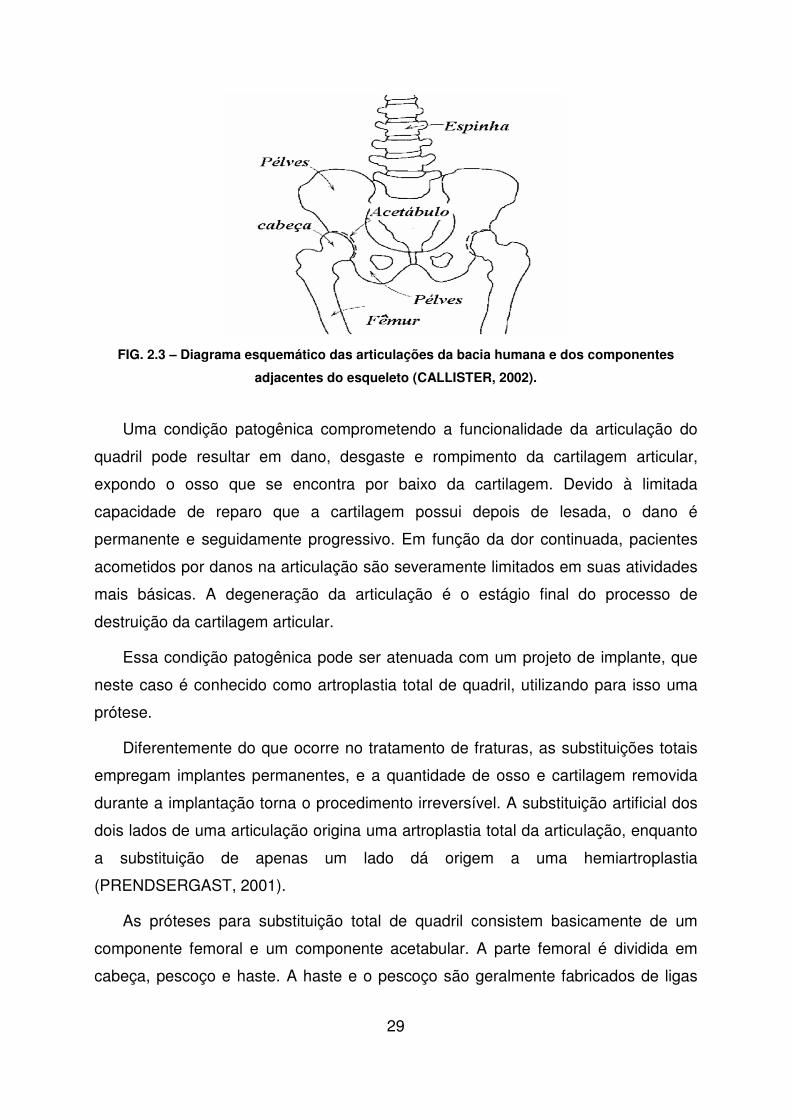
As superfícies articulares presentes no acetábulo, região que envolve o fêmur e
o quadril, compõem-se de dois elementos: o fêmur, com uma esfera revestida de
cartilagem com função e medidas adequadas para receber a cabeça femoral que
nela se aloja. Na figura 2.3, observa-se o diagrama esquemático das articulações da
bacia humana.
29
FIG. 2.3 – Diagrama esquemático das articulações da bacia humana e dos componentes
adjacentes do esqueleto (CALLISTER, 2002).
Uma condição patogênica comprometendo a funcionalidade da articulação do
quadril pode resultar em dano, desgaste e rompimento da cartilagem articular,
expondo o osso que se encontra por baixo da cartilagem. Devido à limitada
capacidade de reparo que a cartilagem possui depois de lesada, o dano é
permanente e seguidamente progressivo. Em função da dor continuada, pacientes
acometidos por danos na articulação são severamente limitados em suas atividades
mais básicas. A degeneração da articulação é o estágio final do processo de
destruição da cartilagem articular.
Essa condição patogênica pode ser atenuada com um projeto de implante, que
neste caso é conhecido como artroplastia total de quadril, utilizando para isso uma
prótese.
Diferentemente do que ocorre no tratamento de fraturas, as substituições totais
empregam implantes permanentes, e a quantidade de osso e cartilagem removida
durante a implantação torna o procedimento irreversível. A substituição artificial dos
dois lados de uma articulação origina uma artroplastia total da articulação, enquanto
a substituição de apenas um lado dá origem a uma hemiartroplastia
(PRENDSERGAST, 2001).
As próteses para substituição total de quadril consistem basicamente de um
componente femoral e um componente acetabular. A parte femoral é dividida em
cabeça, pescoço e haste. A haste e o pescoço são geralmente fabricados de ligas
30
metálicas de aço ASTM F138, titânio ou cromo-cobalto, ao passo que a cabeça é
confeccionada em liga de Cr-Co, alumina ou zircônia. O componente acetabular é
geralmente feito em polietileno de ultra-alto-peso-molecular (UHMWPE). Um
exemplo é mostrado na figura 2.4.
FIG. 2.4 – Representação esquemática da Artroplastia Total de Quadril
(Fonte: www.cabesp.com.br).
2.3 PRÓTESES E SUAS CARACTERÍSTICAS
Na década de 1960, Charnley desenvolveu uma prótese total de quadril dividida
em 3 partes: haste, componente femoral e componente acetabular. Uma prótese de
quadril consiste basicamente de grande esfera, que substitui a cabeça femoral,
ligada a uma haste, que se estende para dentro do canal intramedular do fêmur, e
de um soquete de polímero, fixado a uma copa metálica encaixada dentro do
acetábulo. A haste pode ou não ser fixada com cimentos entre o osso e a haste
(MANSUR, 2006).
2.3.1 TIPOS DE HASTES E CABEÇAS FEMORAIS MAIS UTILIZADAS
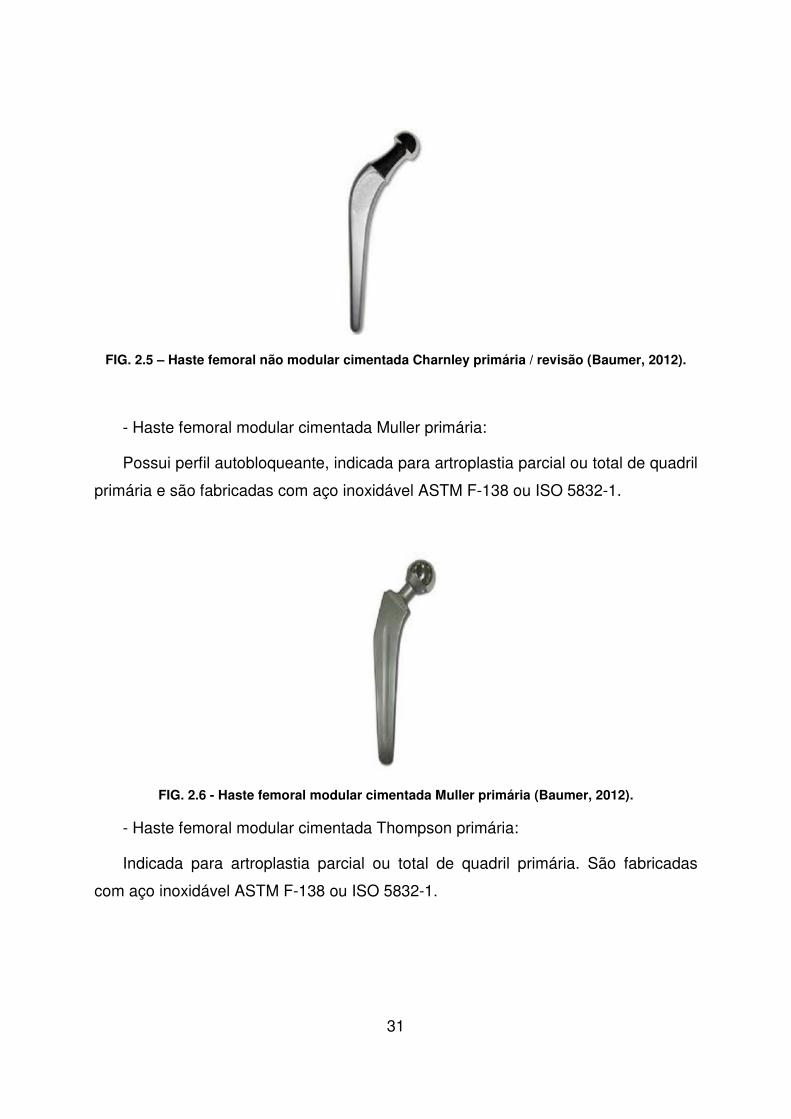
– Haste femoral não modular cimentada Charnley primária / revisão:
Possui cabeça femoral de 22 a 25 mm, indicada para ATQ primária e revisão.
São fabricadas com aço inoxidável ASTM F-138 ou ISO 5832-1.
31
FIG. 2.5 – Haste femoral não modular cimentada Charnley primária / revisão (Baumer, 2012).
- Haste femoral modular cimentada Muller primária:
Possui perfil autobloqueante, indicada para artroplastia parcial ou total de quadril
primária e são fabricadas com aço inoxidável ASTM F-138 ou ISO 5832-1.
FIG. 2.6 - Haste femoral modular cimentada Muller primária (Baumer, 2012).
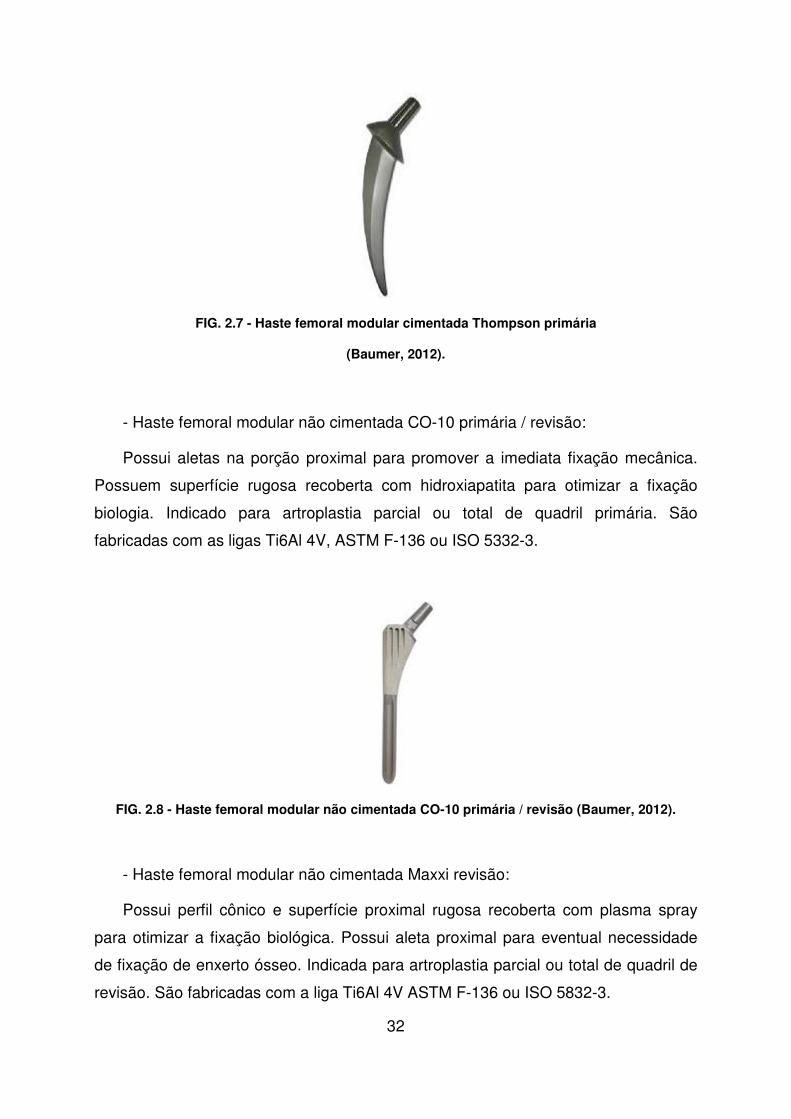
- Haste femoral modular cimentada Thompson primária:
Indicada para artroplastia parcial ou total de quadril primária. São fabricadas
com aço inoxidável ASTM F-138 ou ISO 5832-1.
32
FIG. 2.7 - Haste femoral modular cimentada Thompson primária
(Baumer, 2012).
- Haste femoral modular não cimentada CO-10 primária / revisão:
Possui aletas na porção proximal para promover a imediata fixação mecânica.
Possuem superfície rugosa recoberta com hidroxiapatita para otimizar a fixação
biologia. Indicado para artroplastia parcial ou total de quadril primária. São
fabricadas com as ligas Ti6Al 4V, ASTM F-136 ou ISO 5332-3.
FIG. 2.8 - Haste femoral modular não cimentada CO-10 primária / revisão (Baumer, 2012).
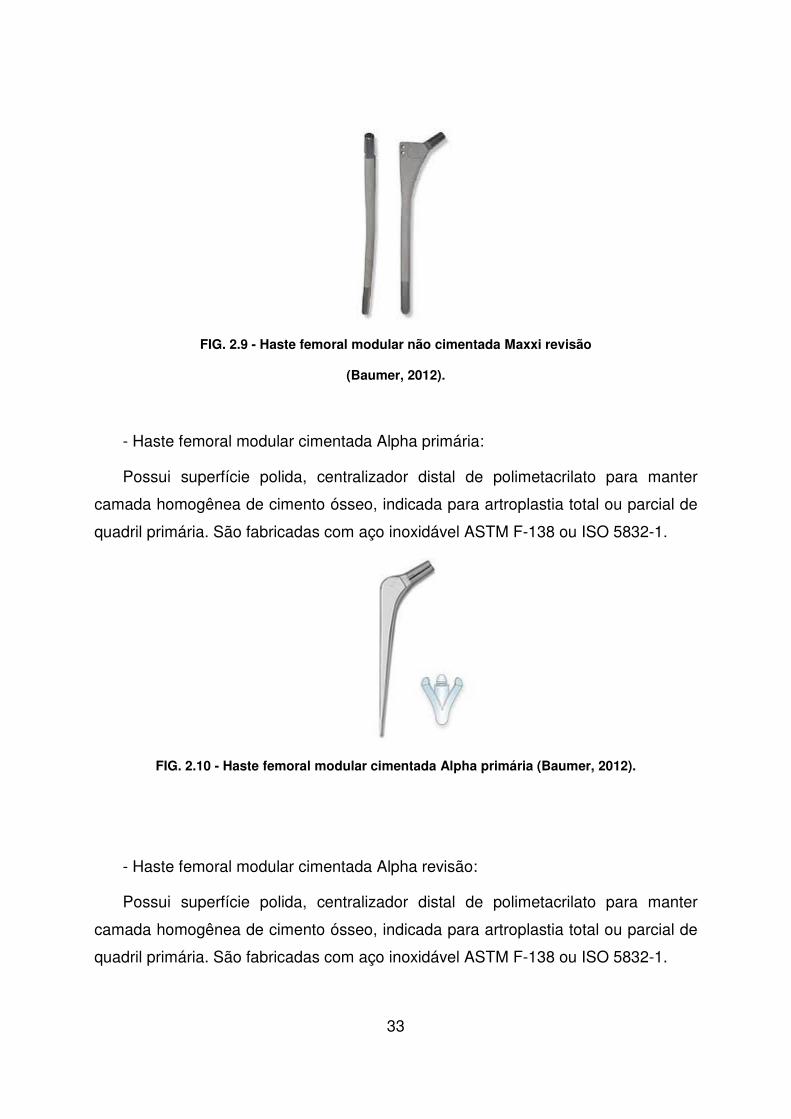
- Haste femoral modular não cimentada Maxxi revisão:
Possui perfil cônico e superfície proximal rugosa recoberta com plasma spray
para otimizar a fixação biológica. Possui aleta proximal para eventual necessidade
de fixação de enxerto ósseo. Indicada para artroplastia parcial ou total de quadril de
revisão. São fabricadas com a liga Ti6Al 4V ASTM F-136 ou ISO 5832-3.
33
FIG. 2.9 - Haste femoral modular não cimentada Maxxi revisão
(Baumer, 2012).
- Haste femoral modular cimentada Alpha primária:
Possui superfície polida, centralizador distal de polimetacrilato para manter
camada homogênea de cimento ósseo, indicada para artroplastia total ou parcial de
quadril primária. São fabricadas com aço inoxidável ASTM F-138 ou ISO 5832-1.
FIG. 2.10 - Haste femoral modular cimentada Alpha primária (Baumer, 2012).
- Haste femoral modular cimentada Alpha revisão:
Possui superfície polida, centralizador distal de polimetacrilato para manter
camada homogênea de cimento ósseo, indicada para artroplastia total ou parcial de
quadril primária. São fabricadas com aço inoxidável ASTM F-138 ou ISO 5832-1.

34
FIG. 2.11 - Haste femoral modular cimentada Alpha revisão
(Baumer, 2012).
- Cabeça femoral bipolar:
Indicada para uso em artroplastia parcial do quadril com prótese modular
convencional ou não. Núcleo acetabular bipolar indicado para uso com cabeça
femoral bipolar. Podem ser fabricadas com titânio comercialmente puro ASTM F-67
ou ISO 5832-2 (cabeça) e polietileno UHMWPE ASTM F-648 ou ISO 5834-2.
FIG. 2.12 – Cabeça femoral bipolar (Baumer, 2012).
- Cabeça femoral modular:
Indicada para uso com prótese modular de quadril convencional ou não. São
fabricadas com aço inoxidável ASTM F-138 ou ISO 5832-1; liga de Cr Co Mo ASTM
F-75 ou ISO 5832-4.
35
FIG. 2.13 – Cabeça femoral modular (Baumer, 2012).
- Cabeça femoral monopolar:
Indicada em artroplastia parcial do quadril com prótese modular convencional ou
não. São fabricadas com o titânio comercialmente puro ASTM F-67 ou ISO 5832-2.
FIG. 2.14 – Cabeça femoral monopolar (Baumer, 2012).
3 MATERIAIS E MÉTODOS
3.1 MATERIAIS
No presente trabalho foram usadas amostras de próteses de aço inoxidável
austenítico ASTM F138 fornecidas nos seguintes formatos e quantidades:
a)placas redondas com diâmetro de 110 mm e espessura de 2 mm;
b)cabeças tipo Thompson com tarugo passante, soldada em um furo;
c) cabeças tipo Thompson com tarugo passante, soldada em dois furos.
36
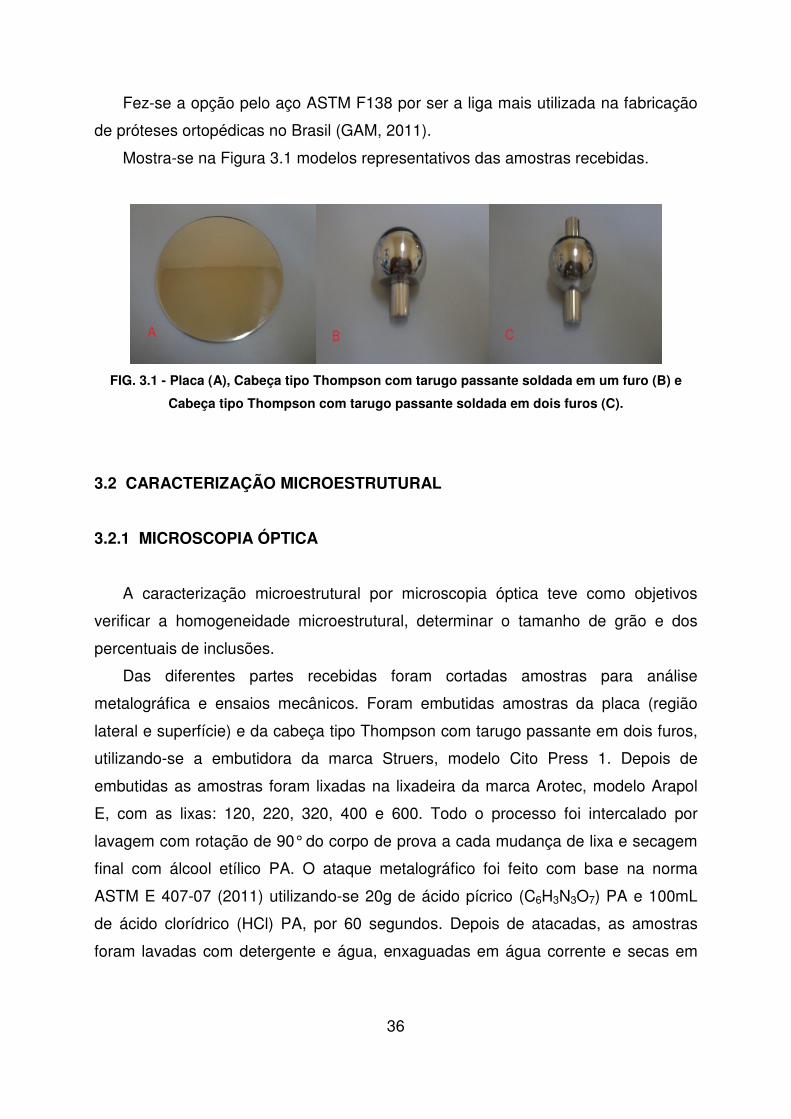
Fez-se a opção pelo aço ASTM F138 por ser a liga mais utilizada na fabricação
de próteses ortopédicas no Brasil (GAM, 2011).
Mostra-se na Figura 3.1 modelos representativos das amostras recebidas.
FIG. 3.1 - Placa (A), Cabeça tipo Thompson com tarugo passante soldada em um furo (B) e
Cabeça tipo Thompson com tarugo passante soldada em dois furos (C).
3.2 CARACTERIZAÇÃO MICROESTRUTURAL
3.2.1 MICROSCOPIA ÓPTICA
A caracterização microestrutural por microscopia óptica teve como objetivos
verificar a homogeneidade microestrutural, determinar o tamanho de grão e dos
percentuais de inclusões.
Das diferentes partes recebidas foram cortadas amostras para análise
metalográfica e ensaios mecânicos. Foram embutidas amostras da placa (região
lateral e superfície) e da cabeça tipo Thompson com tarugo passante em dois furos,
utilizando-se a embutidora da marca Struers, modelo Cito Press 1. Depois de
embutidas as amostras foram lixadas na lixadeira da marca Arotec, modelo Arapol
E, com as lixas: 120, 220, 320, 400 e 600. Todo o processo foi intercalado por
lavagem com rotação de 90° do corpo de prova a cada mudança de lixa e secagem
final com álcool etílico PA. O ataque metalográfico foi feito com base na norma
ASTM E 407-07 (2011) utilizando-se 20g de ácido pícrico (C6H3N3O7) PA e 100mL
de ácido clorídrico (HCl) PA, por 60 segundos. Depois de atacadas, as amostras
foram lavadas com detergente e água, enxaguadas em água corrente e secas em
37
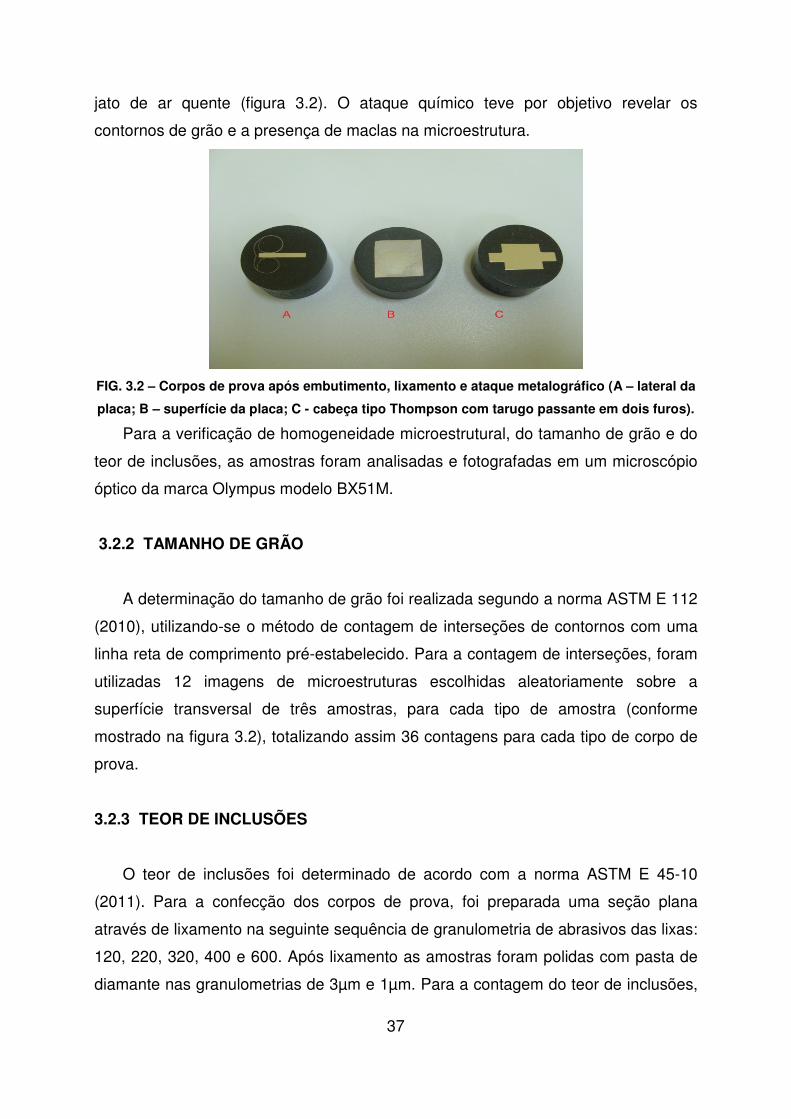
jato de ar quente (figura 3.2). O ataque químico teve por objetivo revelar os
contornos de grão e a presença de maclas na microestrutura.
FIG. 3.2 – Corpos de prova após embutimento, lixamento e ataque metalográfico (A – lateral da
placa; B – superfície da placa; C - cabeça tipo Thompson com tarugo passante em dois furos).
Para a verificação de homogeneidade microestrutural, do tamanho de grão e do
teor de inclusões, as amostras foram analisadas e fotografadas em um microscópio
óptico da marca Olympus modelo BX51M.
3.2.2 TAMANHO DE GRÃO
A determinação do tamanho de grão foi realizada segundo a norma ASTM E 112
(2010), utilizando-se o método de contagem de interseções de contornos com uma
linha reta de comprimento pré-estabelecido. Para a contagem de interseções, foram
utilizadas 12 imagens de microestruturas escolhidas aleatoriamente sobre a
superfície transversal de três amostras, para cada tipo de amostra (conforme
mostrado na figura 3.2), totalizando assim 36 contagens para cada tipo de corpo de
prova.
3.2.3 TEOR DE INCLUSÕES
O teor de inclusões foi determinado de acordo com a norma ASTM E 45-10
(2011). Para a confecção dos corpos de prova, foi preparada uma seção plana
através de lixamento na seguinte sequência de granulometria de abrasivos das lixas:
120, 220, 320, 400 e 600. Após lixamento as amostras foram polidas com pasta de
diamante nas granulometrias de 3µm e 1µm. Para a contagem do teor de inclusões,
38
dividiu-se o corpo de prova em três regiões distintas, de modo que cada campo
analisado possuísse uma área de observação equivalente a 0,50 mm2. Em seguida
foi feita a observação em microscópio óptico (marca e modelo descritos
anteriormente) com aumento em 100x, em dez campos de cada região. Em cada
uma das regiões foi verificada a região com o maior número de inclusões e, ao final
das trinta medições, foi feita a média dos valores dos números de inclusões em cada
campo.
3.2.4 DIFRAÇÃO DE RAIOS X
A análise por difração de raios X teve como objetivo a verificação da(s) fase(s)
no aço ASTM F 138 fornecido para este trabalho. Para este ensaio utilizou-se um
corpo de prova que foi obtido de uma das placas redondas. Foi utilizado um
difratômetro da marca Philips modelo X’PERT. Empregou-se a radiação CuKα
(λ=1,54060 Å) com monocromador de feixe difratado de grafite.
3.2.5 ESPECTROSCOPIA DE ENERGIA DISPERSIVA (EDS)
A microanálise semi-quantitativa por espectroscopia de energia dispersiva
(Energy Dispersive Spectroscopy – EDS) teve por objetivo a identificação dos
elementos químicos presentes nas inclusões encontradas na microestrutura do aço
ASTM F 138. Essas análises foram realizadas como o auxílio de um sistema de
microanálise por EDS acoplado a um microscópio eletrônico de varredura da marca
FEI modelo INSPECT S.
3.3 ANÁLISE QUÍMICA
3.3.1 ESPECTROMETRIA
Para determinar a composição química das amostras foi utilizada a técnica de
análise do espectro oriundo de uma descarga luminosa (Glow discharge
expectrometer - GDS) é uma técnica analítica de determinação direta da
composição química de amostras sólidas. O plasma é formado pela passagem da
39
corrente elétrica através de um gás (argônio) sob baixa pressão. A corrente elétrica
é criada pela aplicação de uma voltagem entre dois eletrodos de metal num tubo de
vidro contendo o gás argônio. Para este ensaio utilizou-se um corpo de prova que foi
obtido de uma das placas redondas. Foi utilizado um GDS da marca LECO, modelo
GDS500A.
3.4 PROPRIEDADES MECÂNICAS
3.4.1 DUREZA BRINELL
Os ensaios foram conduzidos segundo a norma ABNT NBR NM ISO 6506-
1:2010. As durezas foram medidas em três amostras com onze medições de dureza
(desprezando-se a primeira leitura que serviu apenas para a acomodação do
penetrador na amostra) na seção transversal de cada corpo de prova cortado, das
placas redondas. Utilizou-se um durômetro da marca Wolpert Wilson Universal
modelo 930 N, com um penetrador esférico de aço de 2,5 mm de diâmetro. A carga
utilizada foi de 187,5 kgf (1840 N) com um tempo de aplicação de 10 segundos.
Durante a realização dos ensaios de dureza Brinell observou-se a distância de
quatro vezes o diâmetro da impressão entre os centros de cada impressão. Vale
salientar que o durômetro foi devidamente aferido imediatamente antes dos ensaios
com a utilização de um padrão de dureza específico para a carga utilizada.
3.4.2 DUREZA ROCKWELL
Para o ensaio de dureza Rockwell (escala Rocwell B) utilizou-se a norma ASTM
E 18-11 (2008). Foram realizadas seis medidas de dureza (desprezando-se a
primeira leitura que serviu apenas para a acomodação do penetrador na amostra) na
seção transversal de três corpos de prova, obtidos a partir das placas redondas.
Utilizou-se um durômetro da marca Wolpert Wilson Universal modelo 930 N, com um
penetrador esférico de aço de 2,5 mm de diâmetro. A carga utilizada foi de 100 kgf
(980,7 N) com um tempo de aplicação de seis segundos. Durante a realização dos
ensaios de dureza Rockwell B observou-se a distância de quatro vezes o diâmetro
40
da impressão entre os centros de cada impressão e não menos de duas vezes e
meia desse mesmo diâmetro, das bordas dos corpos de prova. Da mesma forma
que no ensaio de dureza Brinell, o durômetro foi devidamente aferido imediatamente
antes dos ensaios com a utilização de um padrão de dureza específico para a carga
utilizada.
3.4.3 MICRODUREZA VICKERS
No ensaio de microdureza Vickers, utilizou-se a norma ASTM E384-8ª (2008). A
microdureza foi determinada na seção transversal (centro e ZTA) de um corpo de
prova obtido a partir de uma cabeça tipo Thompson com tarugo passante, soldada
em dois furos. Foram realizadas cinco medidas em cada uma das partes citadas, do
corpo de prova. Utilizou-se um microdurômetro da marca Buehler, modelo Micromet
2003, com penetrador com de diamante com o formato de pirâmide quadrangular. A
carga utilizada foi de 500 g.
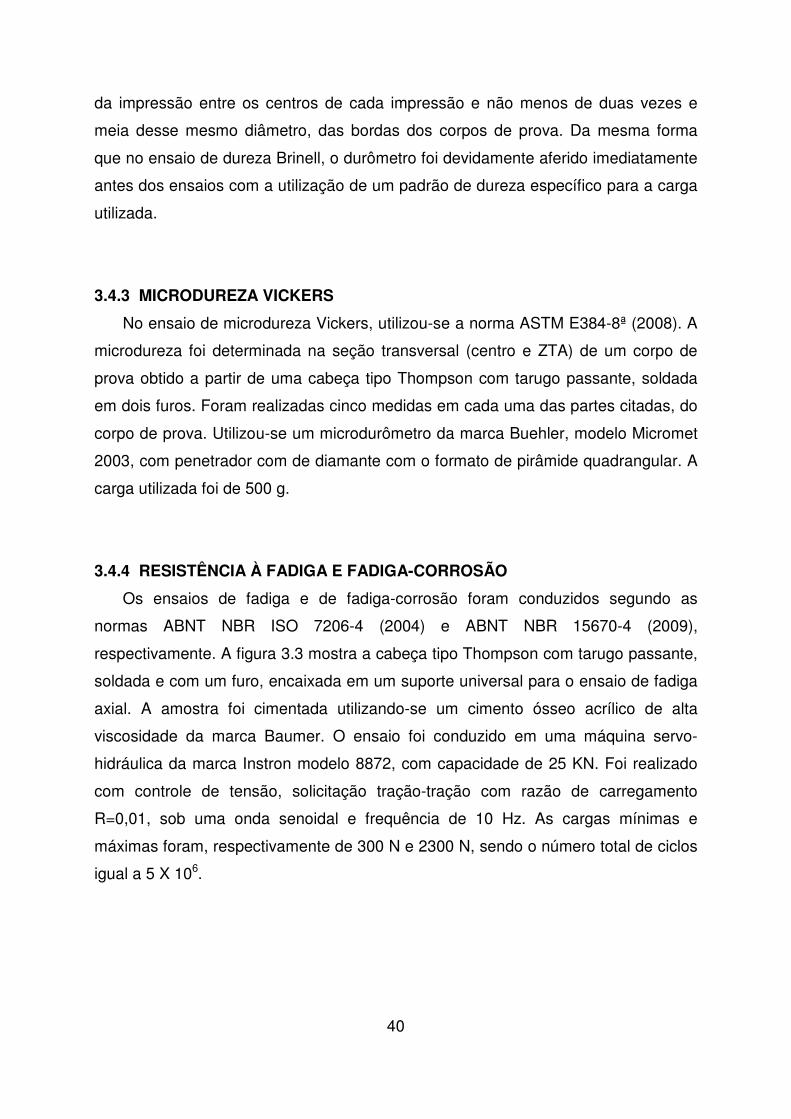
3.4.4 RESISTÊNCIA À FADIGA E FADIGA-CORROSÃO
Os ensaios de fadiga e de fadiga-corrosão foram conduzidos segundo as
normas ABNT NBR ISO 7206-4 (2004) e ABNT NBR 15670-4 (2009),
respectivamente. A figura 3.3 mostra a cabeça tipo Thompson com tarugo passante,
soldada e com um furo, encaixada em um suporte universal para o ensaio de fadiga
axial. A amostra foi cimentada utilizando-se um cimento ósseo acrílico de alta
viscosidade da marca Baumer. O ensaio foi conduzido em uma máquina servo-
hidráulica da marca Instron modelo 8872, com capacidade de 25 KN. Foi realizado
com controle de tensão, solicitação tração-tração com razão de carregamento
R=0,01, sob uma onda senoidal e frequência de 10 Hz. As cargas mínimas e
máximas foram, respectivamente de 300 N e 2300 N, sendo o número total de ciclos
igual a 5 X 106.
41
FIG. 3.3 – Cabeça tipo Thompson, com tarugo passante, soldado em um ponto, adaptada em
suporte universal para ensaios de fadiga.
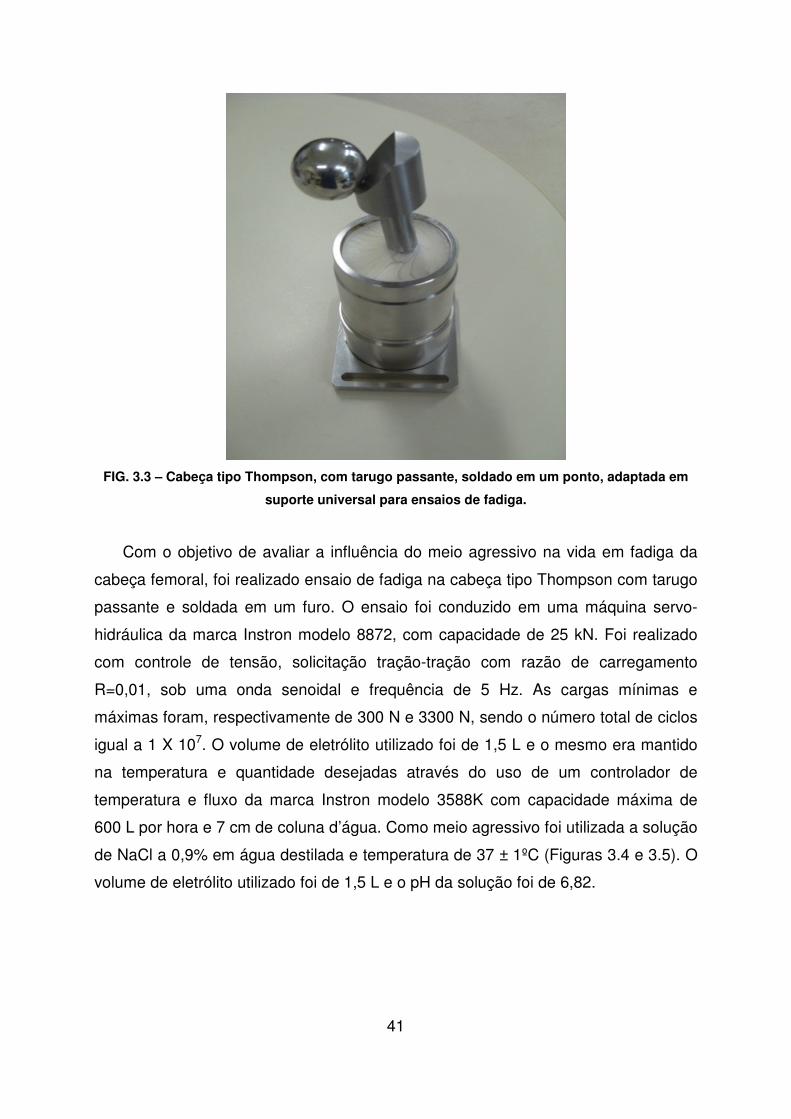
Com o objetivo de avaliar a influência do meio agressivo na vida em fadiga da
cabeça femoral, foi realizado ensaio de fadiga na cabeça tipo Thompson com tarugo
passante e soldada em um furo. O ensaio foi conduzido em uma máquina servo-
hidráulica da marca Instron modelo 8872, com capacidade de 25 kN. Foi realizado
com controle de tensão, solicitação tração-tração com razão de carregamento
R=0,01, sob uma onda senoidal e frequência de 5 Hz. As cargas mínimas e
máximas foram, respectivamente de 300 N e 3300 N, sendo o número total de ciclos
igual a 1 X 107. O volume de eletrólito utilizado foi de 1,5 L e o mesmo era mantido
na temperatura e quantidade desejadas através do uso de um controlador de
temperatura e fluxo da marca Instron modelo 3588K com capacidade máxima de
600 L por hora e 7 cm de coluna d’água. Como meio agressivo foi utilizada a solução
de NaCl a 0,9% em água destilada e temperatura de 37 ± 1ºC (Figuras 3.4 e 3.5). O
volume de eletrólito utilizado foi de 1,5 L e o pH da solução foi de 6,82.
42
FIG. 3.4 – Cabeça tipo Thompson, com tarugo passante, soldado em um ponto, adaptada em
suporte universal para ensaios de fadiga em meio corrosivo.
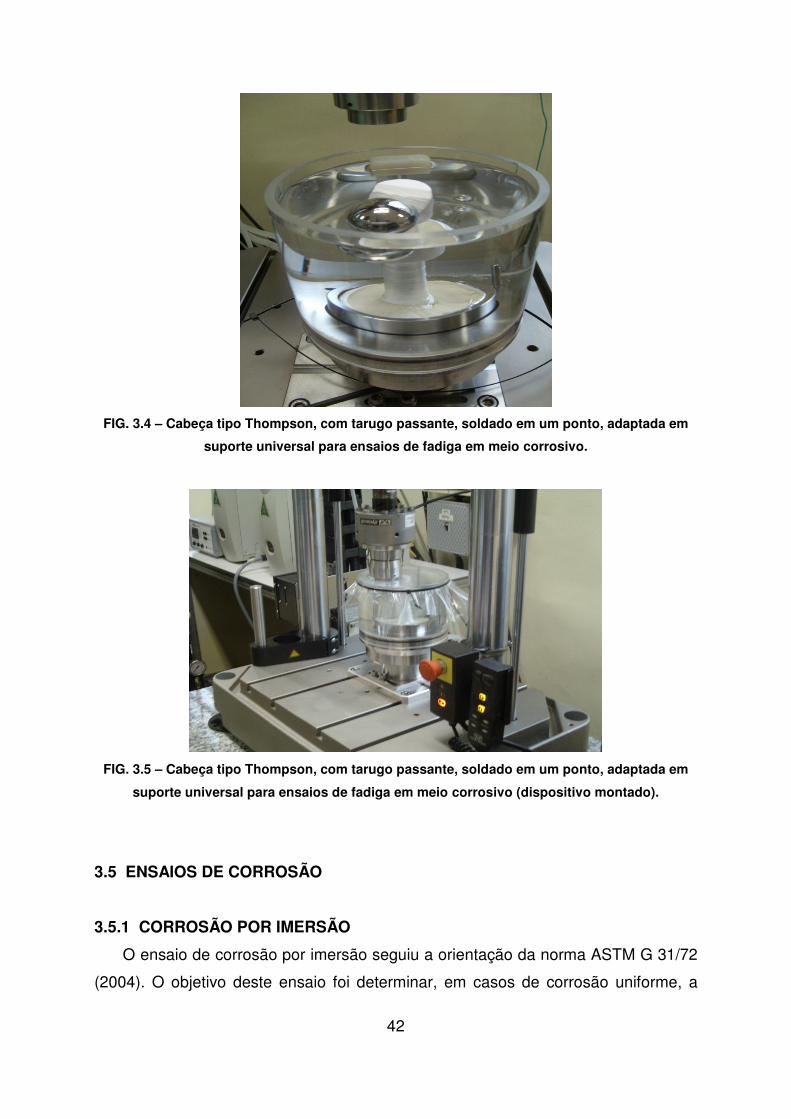
FIG. 3.5 – Cabeça tipo Thompson, com tarugo passante, soldado em um ponto, adaptada em
suporte universal para ensaios de fadiga em meio corrosivo (dispositivo montado).
3.5 ENSAIOS DE CORROSÃO
3.5.1 CORROSÃO POR IMERSÃO
O ensaio de corrosão por imersão seguiu a orientação da norma ASTM G 31/72
(2004). O objetivo deste ensaio foi determinar, em casos de corrosão uniforme, a
43
taxa de corrosão e, quando a corrosão for localizada, a taxa de penetração de
materiais metálicos expostos em um meio corrosivo que, no caso, foi o cloreto de
sódio a 0,9%. Foram confeccionados seis corpos de prova a partir de uma placa
redonda. Foram feitas as medidas das dimensões, pesagem e cálculo da área dos
CP’s. Os corpos de prova foram desengraxados através de lavagem por 10 minutos
com acetona, utilizando-se um aparelho de ultra-som, em volume suficiente para que
os seis CP’s fossem cobertos pelo solvente. Os corpos de prova foram imersos na
solução de cloreto de sódio à 0,9% por sete dias, sendo três em temperatura
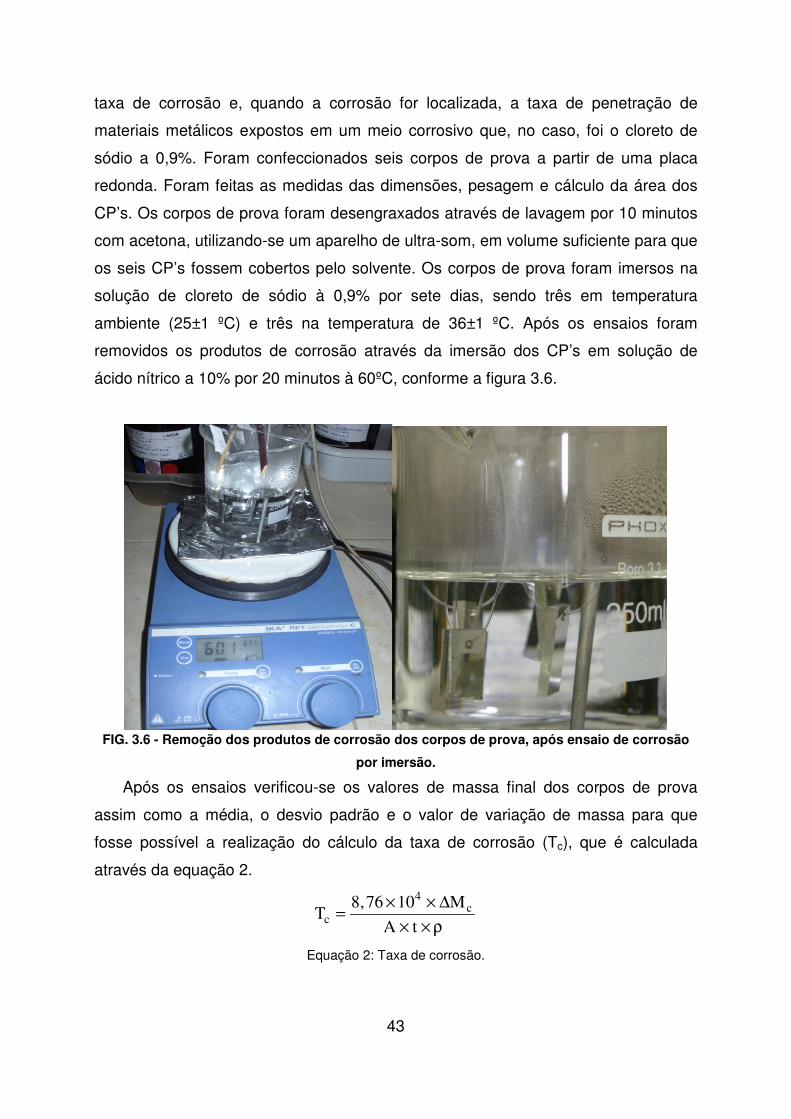
ambiente (25±1 ºC) e três na temperatura de 36±1 ºC. Após os ensaios foram
removidos os produtos de corrosão através da imersão dos CP’s em solução de
ácido nítrico a 10% por 20 minutos à 60ºC, conforme a figura 3.6.
FIG. 3.6 - Remoção dos produtos de corrosão dos corpos de prova, após ensaio de corrosão
por imersão.
Após os ensaios verificou-se os valores de massa final dos corpos de prova
assim como a média, o desvio padrão e o valor de variação de massa para que
fosse possível a realização do cálculo da taxa de corrosão (Tc), que é calculada
através da equação 2.
TM
A tc
c=× ×
× ×
8 76 104, ∆
ρ
Equação 2: Taxa de corrosão.
44
De acordo com a norma NACE RP 0775 (2005), a corrosão uniforme pode ser
classificada em função da taxa de corrosão conforme mostra a Tabela 3.1.
Tabela 3.1 – Classificação da taxa de corrosão uniforme
Classificação Taxa de Corrosão (mm.ano-1)
baixa < 0,025
moderada 0,025 – 0,12
severa 0,13 – 0,25
muito severa > 0,25
A verificação da extensão do processo corrosivo nem sempre pode ser
determinado somente pela perda de massa. Quando se trata de corrosão localizada,
a perda de massa é muito pequena, o que levaria a crer num processo brando, mas
os danos podem ser gravíssimos, levando a ataques localizados, que na presença
de altas pressões e velocidades podem levar a ruptura do metal. Por isso é de
extrema importância a análise do número de pites, seu diâmetro e profundidade
(GENTIL, 2011).
No presente trabalho, utilizou-se a microscopia óptica digital para estudar a
morfologia e assim avaliar a corrosão localizada. Nas análises das imagens foi
utilizado o microscópio digital de foco infinito da marca Alicona.
3.5.2 CORROSÃO POR POLARIZAÇÃO
Denomina-se polarização a variação do potencial de um eletrodo, a partir do
potencial de corrosão, causada pela passagem de uma corrente elétrica. As curvas
de polarização mostram a relação entre o potencial eletroquímico e a corrente
obtida, anódica ou catódica. Em função da variação do potencial no sentido anódico
ou catódico, tem-se o que se conhece como polarização anódica ou polarização
catódica. A polarização pode ser convencionalmente dividida em dois diferentes
tipos: polarização por ativação e polarização por concentração. A polarização por
ativação é um processo controlado pela reação eletroquímica na interface metal-
eletrólito (TRETHEWEY, K.R.; CHAMBERLAIN, 1995).

45
A polarização por concentração se refere a uma variação de potencial devido à
reação eletroquímica controlada pela difusão no interior da solução. Este processo é
causado pela queda de concentração do reagente na superfície do eletrodo e é
preciso que ocorra o fluxo de corrente. Tudo que chega na superfície do metal reage
atingindo a corrente limite (FONTANA, 1987).
A determinação experimental das curvas de polarização foi feita a partir do
potenciostato AUTOLAB modelo PGSTAST302N. Utilizando o método
potenciodinâmico, varia-se o potencial do metal, no sentido anódico ou catódico, em
relação ao eletrodo de referência.
O ensaio de corrosão por polarização foi conduzido com base na norma ASTM
G46 (2005). As curvas de polarização foram obtidas em célula convencional com
três eletrodos, dos quais o contra-eletrodo de platina; o eletrodo de trabalho foi o aço
inoxidável ASTM F138 embutido em resina, com 1 cm2 de área exposta ao meio
corrosivo e o eletrodo de referência usado foi o de calomelano saturado, ambos
imersos em uma solução salina a temperatura ambiente e a 37 ºC por uma hora
para se estabelecer o potencial de corrosão do material. Em seguida aplica-se um
potencial elevado de forma a se estimular a corrosão por pites. A ocorrência da
corrosão foi caracterizada pelo aumento acentuado da densidade de corrente de
corrosão, excedendo 500 mA/cm2. Imediatamente após esse estímulo à corrosão, o
potencial foi reduzido tão rapidamente quanto possível para valores
preestabelecidos que sejam iguais ou maiores que o potencial de corrosão
estabelecido no início do ensaio. Caso o material fosse suscetível à corrosão por
pites, no potencial preestabelecido, a corrente de corrosão seria mantida em valores
relativamente altos, flutuava ou até aumentava com o tempo. Neste caso, um exame
minucioso foi realizado no corpo de prova para verificação do tipo de corrosão do
material.
A varredura do ensaio foi feita de -1,00 à 2,00V em relação ao potencial de
corrosão, com uma taxa de 1,0 mV/s. Para a estabilização do potencial, foi aplicada
a voltagem por uma hora.
46
4 RESULTADOS E DISCUSSÃO
4.1 MICROSCOPIA ÓPTICA
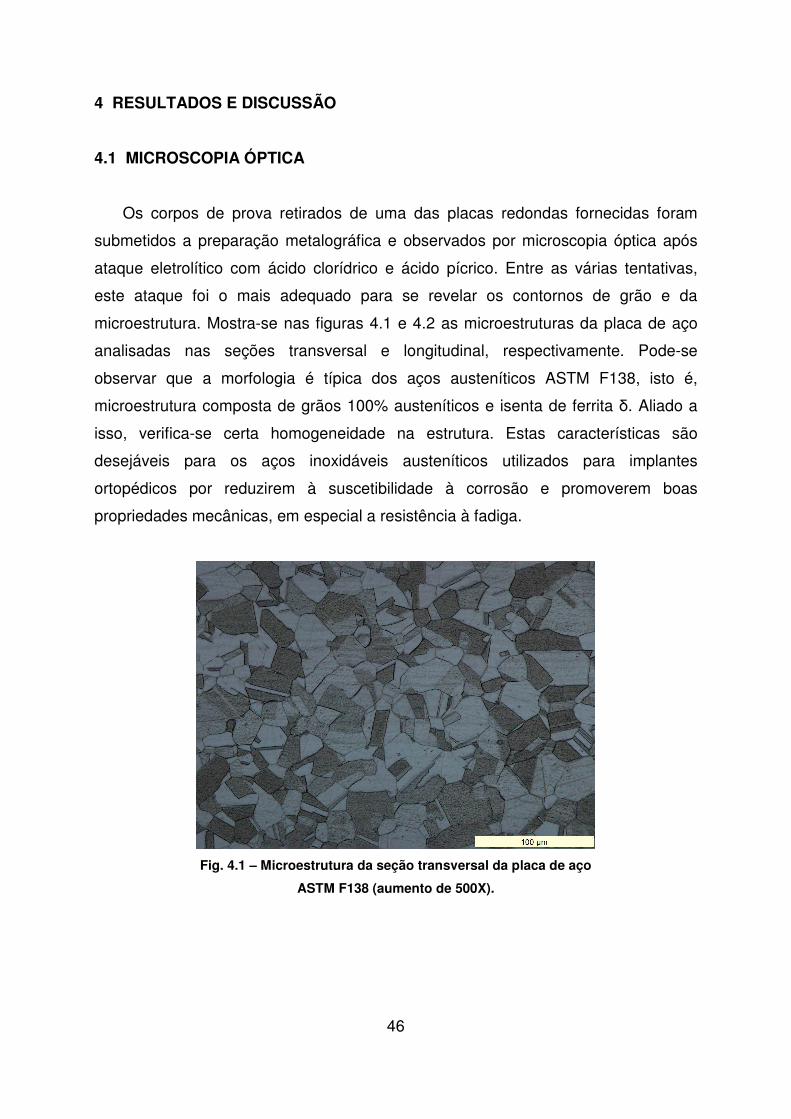
Os corpos de prova retirados de uma das placas redondas fornecidas foram
submetidos a preparação metalográfica e observados por microscopia óptica após
ataque eletrolítico com ácido clorídrico e ácido pícrico. Entre as várias tentativas,
este ataque foi o mais adequado para se revelar os contornos de grão e da
microestrutura. Mostra-se nas figuras 4.1 e 4.2 as microestruturas da placa de aço
analisadas nas seções transversal e longitudinal, respectivamente. Pode-se
observar que a morfologia é típica dos aços austeníticos ASTM F138, isto é,
microestrutura composta de grãos 100% austeníticos e isenta de ferrita δ. Aliado a
isso, verifica-se certa homogeneidade na estrutura. Estas características são
desejáveis para os aços inoxidáveis austeníticos utilizados para implantes
ortopédicos por reduzirem à suscetibilidade à corrosão e promoverem boas
propriedades mecânicas, em especial a resistência à fadiga.
Fig. 4.1 – Microestrutura da seção transversal da placa de aço
ASTM F138 (aumento de 500X).
47
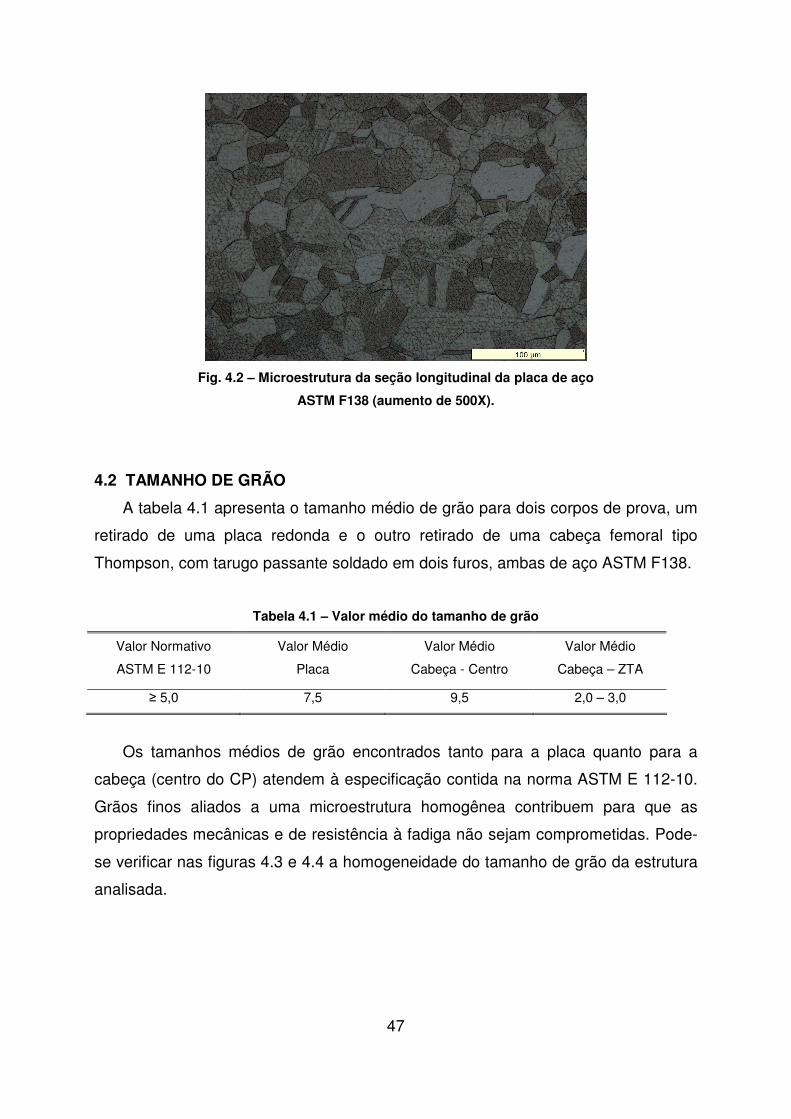
Fig. 4.2 – Microestrutura da seção longitudinal da placa de aço
ASTM F138 (aumento de 500X).
4.2 TAMANHO DE GRÃO
A tabela 4.1 apresenta o tamanho médio de grão para dois corpos de prova, um
retirado de uma placa redonda e o outro retirado de uma cabeça femoral tipo
Thompson, com tarugo passante soldado em dois furos, ambas de aço ASTM F138.
Tabela 4.1 – Valor médio do tamanho de grão
Valor Normativo
ASTM E 112-10
Valor Médio
Placa
Valor Médio
Cabeça - Centro
Valor Médio
Cabeça – ZTA
≥ 5,0 7,5 9,5 2,0 – 3,0
Os tamanhos médios de grão encontrados tanto para a placa quanto para a
cabeça (centro do CP) atendem à especificação contida na norma ASTM E 112-10.
Grãos finos aliados a uma microestrutura homogênea contribuem para que as
propriedades mecânicas e de resistência à fadiga não sejam comprometidas. Pode-
se verificar nas figuras 4.3 e 4.4 a homogeneidade do tamanho de grão da estrutura
analisada.
48
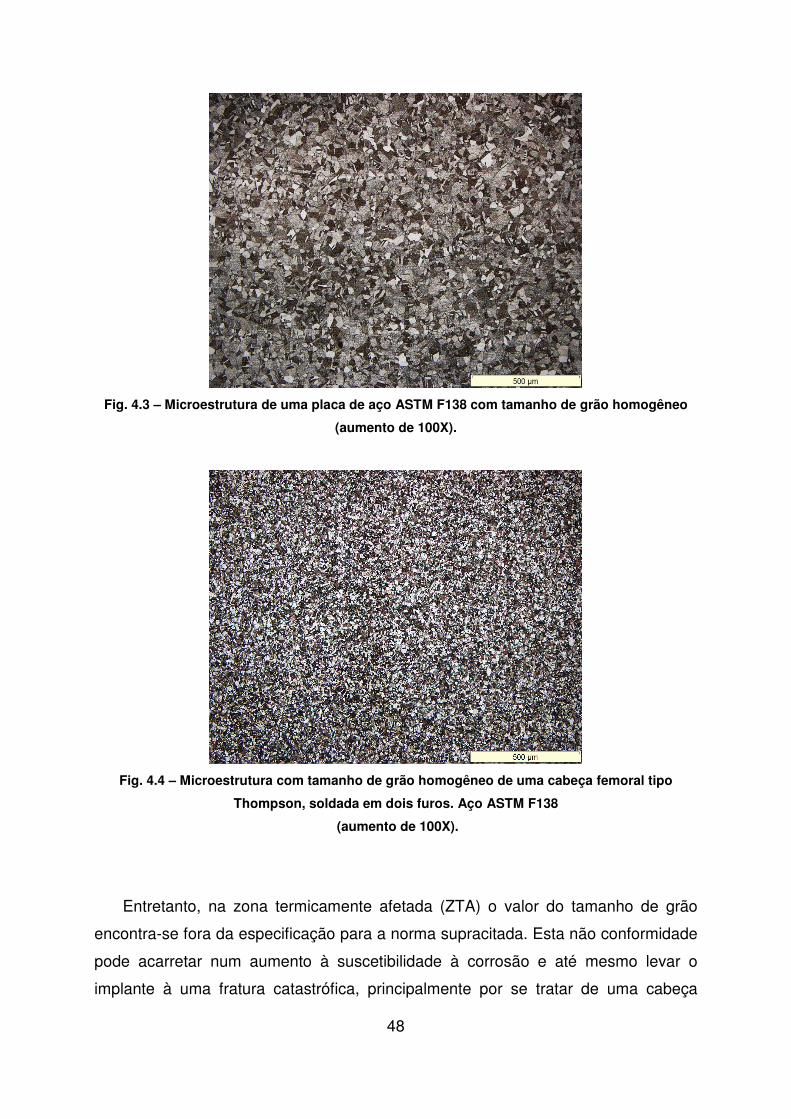
Fig. 4.3 – Microestrutura de uma placa de aço ASTM F138 com tamanho de grão homogêneo
(aumento de 100X).
Fig. 4.4 – Microestrutura com tamanho de grão homogêneo de uma cabeça femoral tipo
Thompson, soldada em dois furos. Aço ASTM F138
(aumento de 100X).
Entretanto, na zona termicamente afetada (ZTA) o valor do tamanho de grão
encontra-se fora da especificação para a norma supracitada. Esta não conformidade
pode acarretar num aumento à suscetibilidade à corrosão e até mesmo levar o
implante à uma fratura catastrófica, principalmente por se tratar de uma cabeça
49
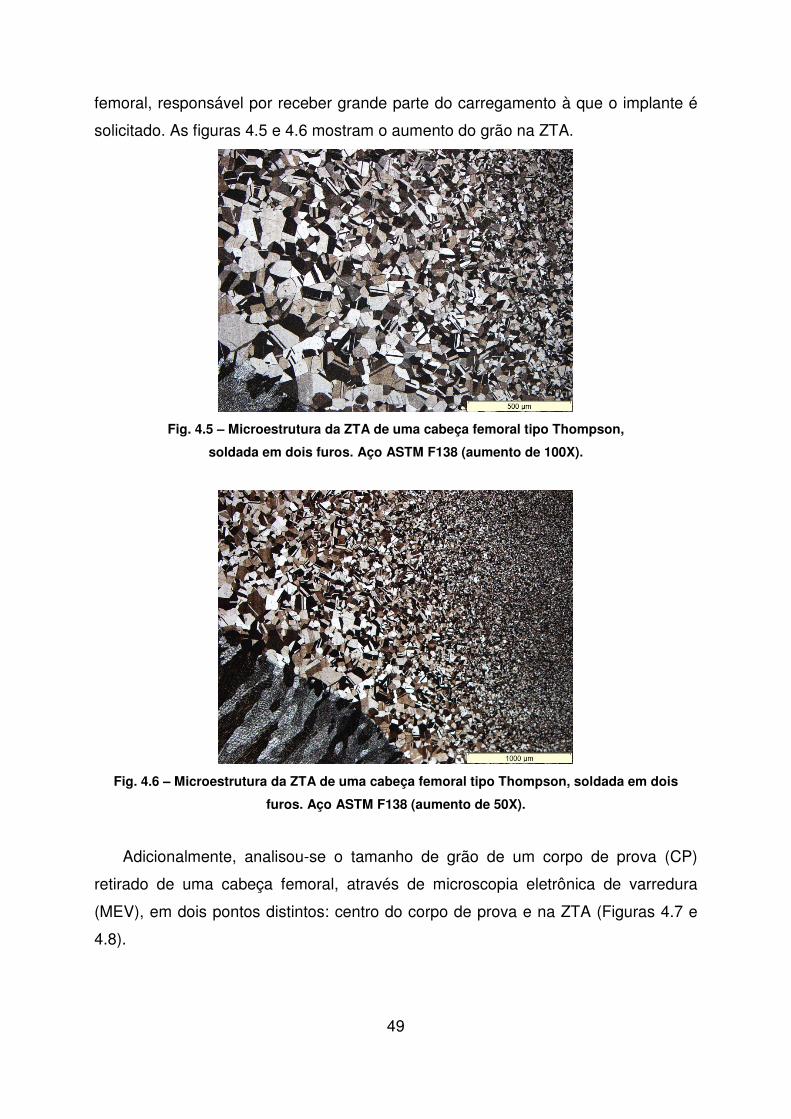
femoral, responsável por receber grande parte do carregamento à que o implante é
solicitado. As figuras 4.5 e 4.6 mostram o aumento do grão na ZTA.
Fig. 4.5 – Microestrutura da ZTA de uma cabeça femoral tipo Thompson,
soldada em dois furos. Aço ASTM F138 (aumento de 100X).
Fig. 4.6 – Microestrutura da ZTA de uma cabeça femoral tipo Thompson, soldada em dois
furos. Aço ASTM F138 (aumento de 50X).
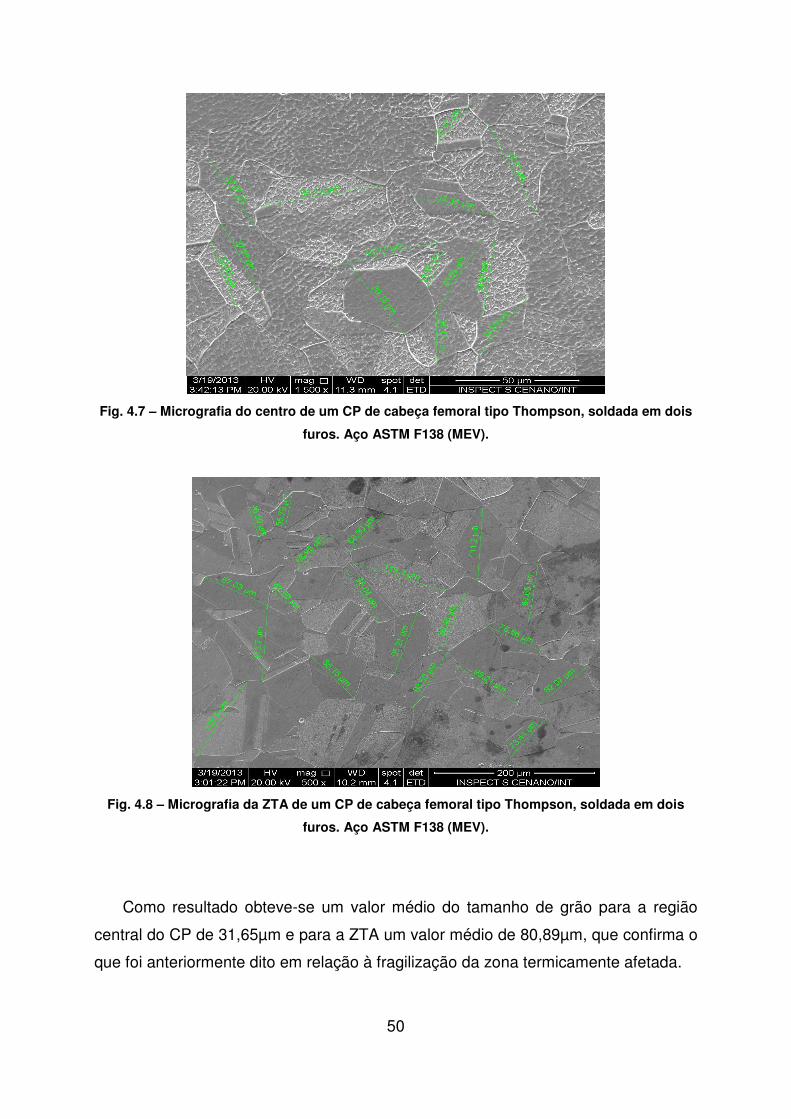
Adicionalmente, analisou-se o tamanho de grão de um corpo de prova (CP)
retirado de uma cabeça femoral, através de microscopia eletrônica de varredura
(MEV), em dois pontos distintos: centro do corpo de prova e na ZTA (Figuras 4.7 e
4.8).
50
Fig. 4.7 – Micrografia do centro de um CP de cabeça femoral tipo Thompson, soldada em dois
furos. Aço ASTM F138 (MEV).
Fig. 4.8 – Micrografia da ZTA de um CP de cabeça femoral tipo Thompson, soldada em dois
furos. Aço ASTM F138 (MEV).
Como resultado obteve-se um valor médio do tamanho de grão para a região
central do CP de 31,65µm e para a ZTA um valor médio de 80,89µm, que confirma o
que foi anteriormente dito em relação à fragilização da zona termicamente afetada.
51
4.3 TEOR DE INCLUSÕES
Pode-se observar na tabela 4.2 que a inclusão encontrada no centro do corpo de
prova foi o óxido. Já na ZTA foram encontradas as inclusões do tipo alumina e óxido.
Além dos valores de óxido encontrados, o fato da presença de alumina,
independente do valor, indica que no ensaio em questão, o aço ASTM F138
analisado encontra-se não conforme.
Tabela 4.2 – Teores de inclusão
Os elevados teores de inclusões encontradas no material analisado mostram a
possibilidade acentuada da ocorrência de corrosão a partir do contato do material
com fluidos corpóreos, sendo a corrosão por pites a principal forma de ataque aos
aços inoxidáveis. Isto pode estar diretamente ligado a presença de inclusões não
metálicas na forma residual (SILVA e OLIVEIRA, 2011) como observado no ensaio
em questão.
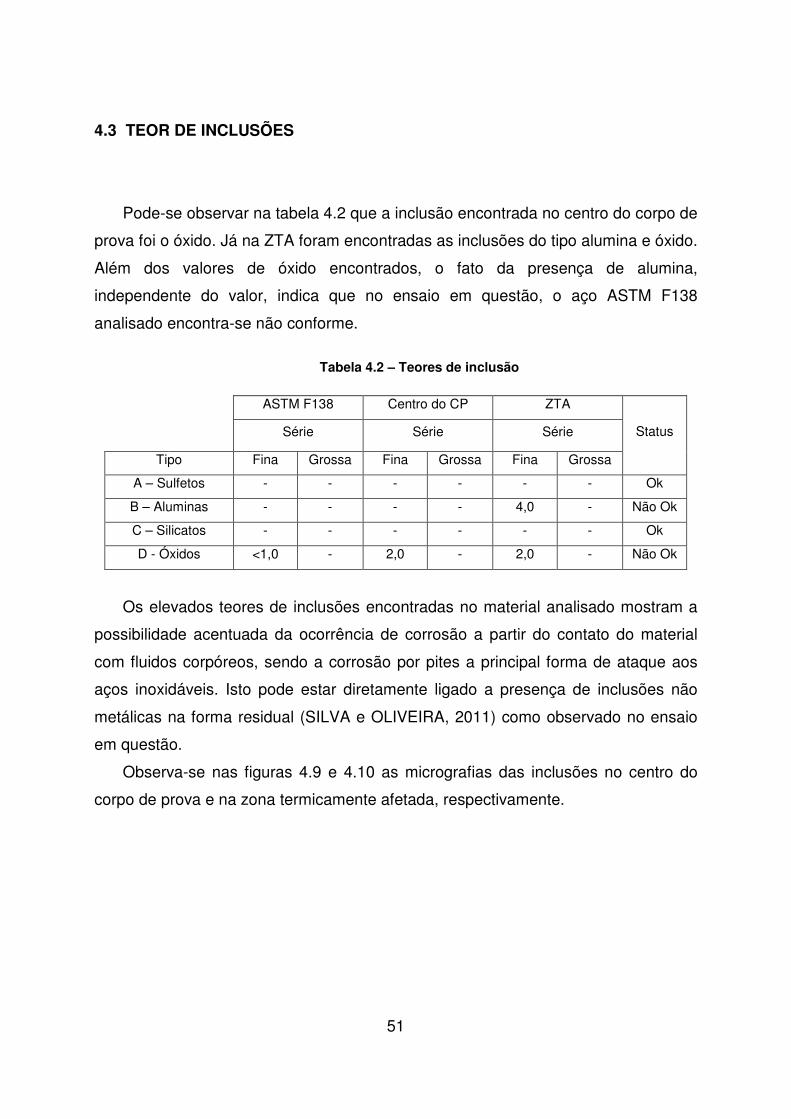
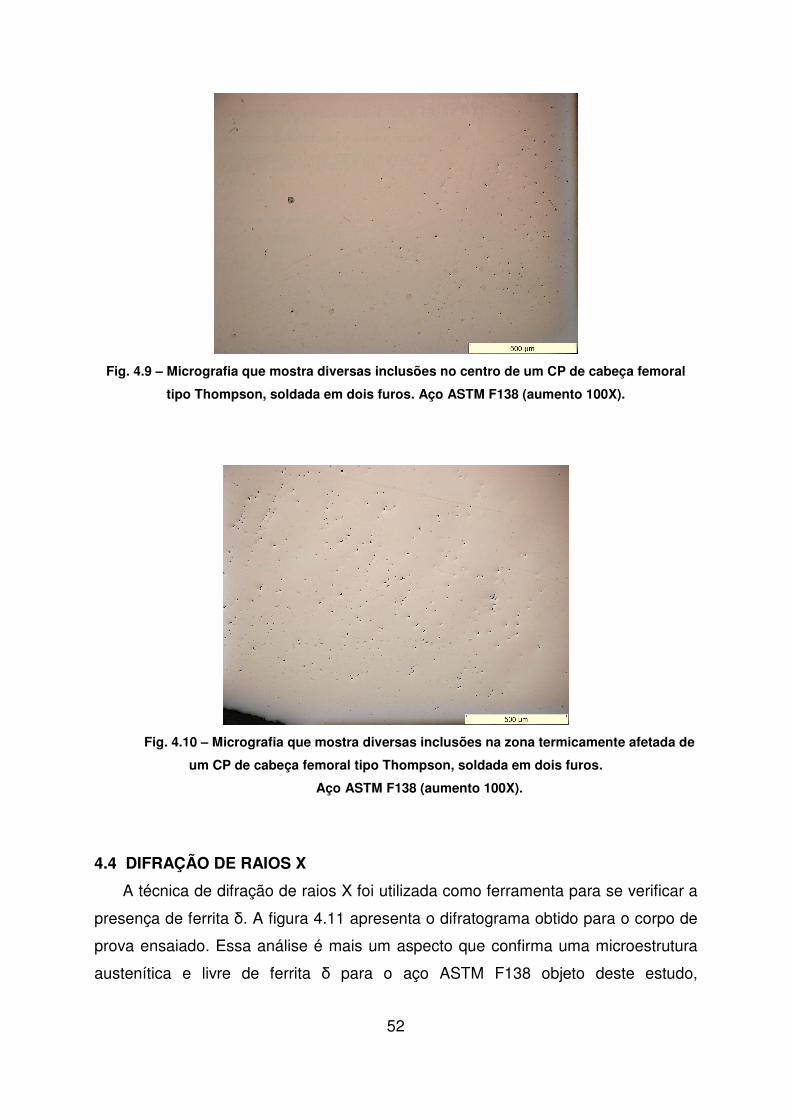
Observa-se nas figuras 4.9 e 4.10 as micrografias das inclusões no centro do
corpo de prova e na zona termicamente afetada, respectivamente.
ASTM F138 Centro do CP ZTA
Série Série Série
Tipo Fina Grossa Fina Grossa Fina Grossa
Status
A – Sulfetos - - - - - - Ok
B – Aluminas - - - - 4,0 - Não Ok
C – Silicatos - - - - - - Ok
D - Óxidos <1,0 - 2,0 - 2,0 - Não Ok
52
Fig. 4.9 – Micrografia que mostra diversas inclusões no centro de um CP de cabeça femoral
tipo Thompson, soldada em dois furos. Aço ASTM F138 (aumento 100X).
Fig. 4.10 – Micrografia que mostra diversas inclusões na zona termicamente afetada de
um CP de cabeça femoral tipo Thompson, soldada em dois furos.
Aço ASTM F138 (aumento 100X).
4.4 DIFRAÇÃO DE RAIOS X
A técnica de difração de raios X foi utilizada como ferramenta para se verificar a
presença de ferrita δ. A figura 4.11 apresenta o difratograma obtido para o corpo de
prova ensaiado. Essa análise é mais um aspecto que confirma uma microestrutura
austenítica e livre de ferrita δ para o aço ASTM F138 objeto deste estudo,
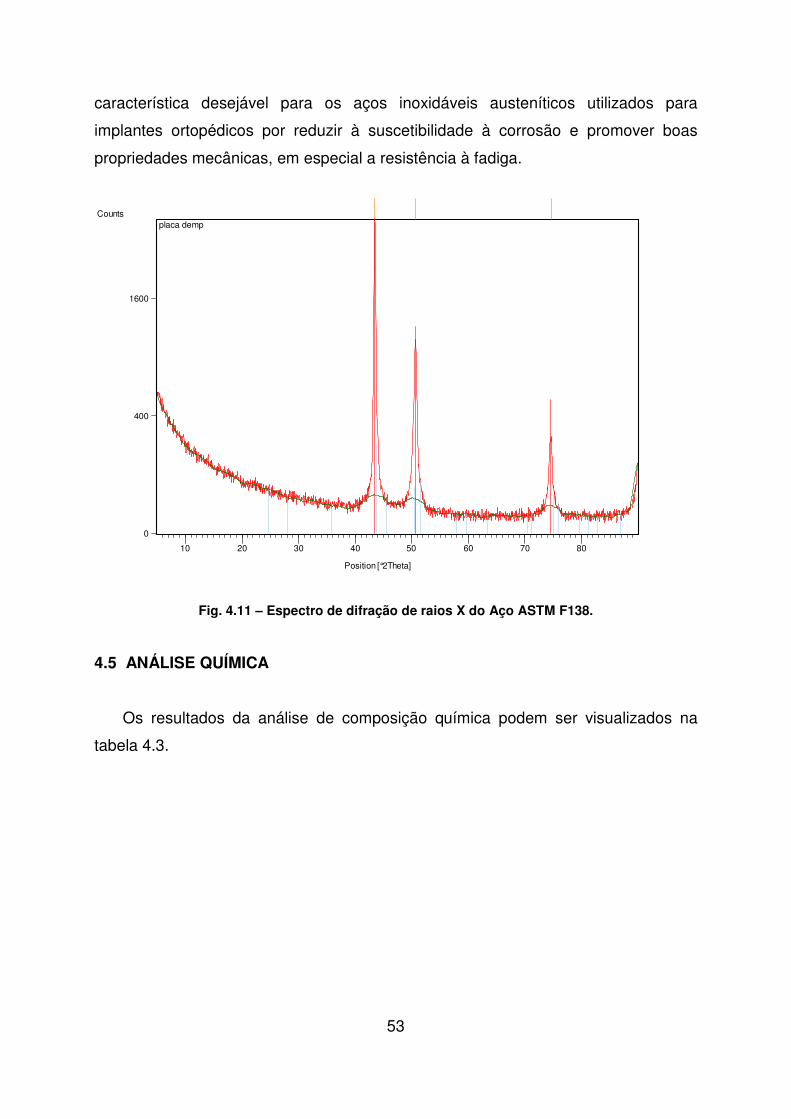
53
característica desejável para os aços inoxidáveis austeníticos utilizados para
implantes ortopédicos por reduzir à suscetibilidade à corrosão e promover boas
propriedades mecânicas, em especial a resistência à fadiga.
Position [°2Theta]
10 20 30 40 50 60 70 80
Counts
0
400
1600
placa demp
Fig. 4.11 – Espectro de difração de raios X do Aço ASTM F138.
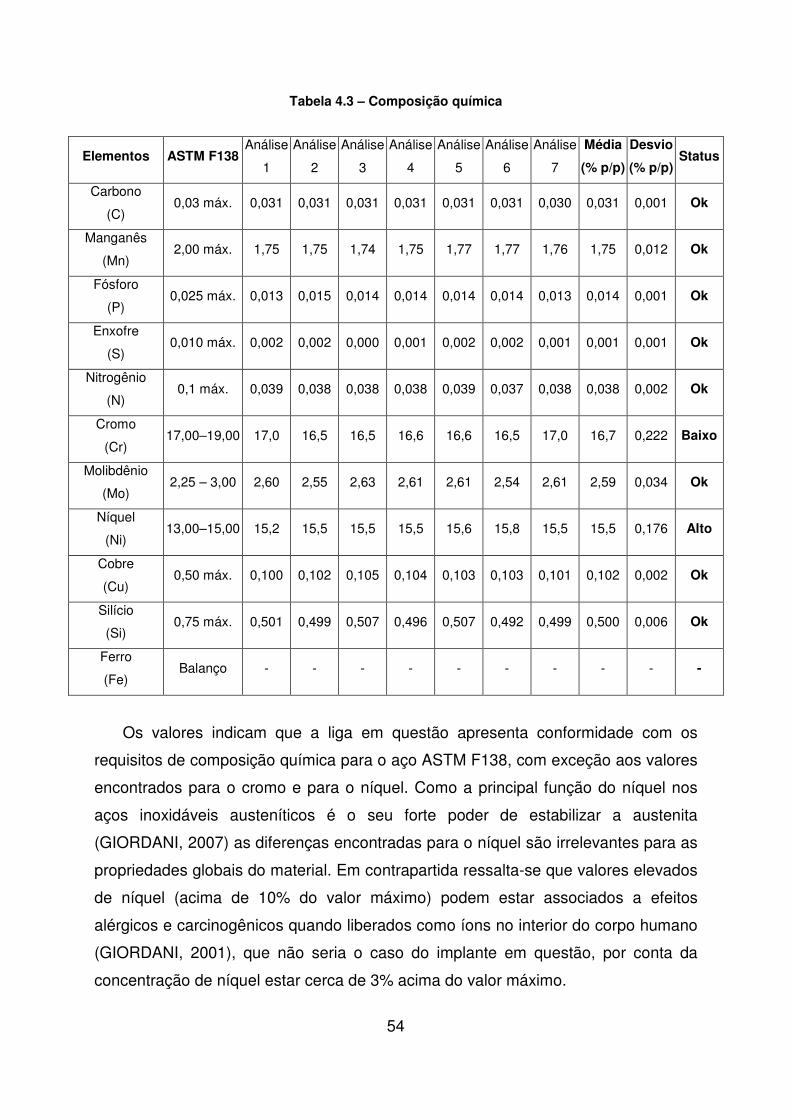
4.5 ANÁLISE QUÍMICA
Os resultados da análise de composição química podem ser visualizados na
tabela 4.3.
54
Tabela 4.3 – Composição química
Elementos ASTM F138 Análise
1
Análise
2
Análise
3
Análise
4
Análise
5
Análise
6
Análise
7
Média
(% p/p)
Desvio
(% p/p) Status
Carbono
(C) 0,03 máx. 0,031 0,031 0,031 0,031 0,031 0,031 0,030 0,031 0,001 Ok
Manganês
(Mn) 2,00 máx. 1,75 1,75 1,74 1,75 1,77 1,77 1,76 1,75 0,012 Ok
Fósforo
(P) 0,025 máx. 0,013 0,015 0,014 0,014 0,014 0,014 0,013 0,014 0,001 Ok
Enxofre
(S) 0,010 máx. 0,002 0,002 0,000 0,001 0,002 0,002 0,001 0,001 0,001 Ok
Nitrogênio
(N) 0,1 máx. 0,039 0,038 0,038 0,038 0,039 0,037 0,038 0,038 0,002 Ok
Cromo
(Cr) 17,00–19,00 17,0 16,5 16,5 16,6 16,6 16,5 17,0 16,7 0,222 Baixo
Molibdênio
(Mo) 2,25 – 3,00 2,60 2,55 2,63 2,61 2,61 2,54 2,61 2,59 0,034 Ok
Níquel
(Ni) 13,00–15,00 15,2 15,5 15,5 15,5 15,6 15,8 15,5 15,5 0,176 Alto
Cobre
(Cu) 0,50 máx. 0,100 0,102 0,105 0,104 0,103 0,103 0,101 0,102 0,002 Ok
Silício
(Si) 0,75 máx. 0,501 0,499 0,507 0,496 0,507 0,492 0,499 0,500 0,006 Ok
Ferro
(Fe) Balanço - - - - - - - - - -
Os valores indicam que a liga em questão apresenta conformidade com os
requisitos de composição química para o aço ASTM F138, com exceção aos valores
encontrados para o cromo e para o níquel. Como a principal função do níquel nos
aços inoxidáveis austeníticos é o seu forte poder de estabilizar a austenita
(GIORDANI, 2007) as diferenças encontradas para o níquel são irrelevantes para as
propriedades globais do material. Em contrapartida ressalta-se que valores elevados
de níquel (acima de 10% do valor máximo) podem estar associados a efeitos
alérgicos e carcinogênicos quando liberados como íons no interior do corpo humano
(GIORDANI, 2001), que não seria o caso do implante em questão, por conta da
concentração de níquel estar cerca de 3% acima do valor máximo.
55
Através da utilização das equações 3 e 4 pôde-se obter os valores do Creq e do
Nieq que avaliam o efeito de elementos de liga na estrutura de aços inoxidáveis.
Creq = %Cr + %Mo + 10 %Ti + %Si + %Nb
Equação 3: Cromo equivalente
Nieq = %Ni + 30 %C + 30%N + 0,5 %Mn
Equação 4: Níquel equivalente
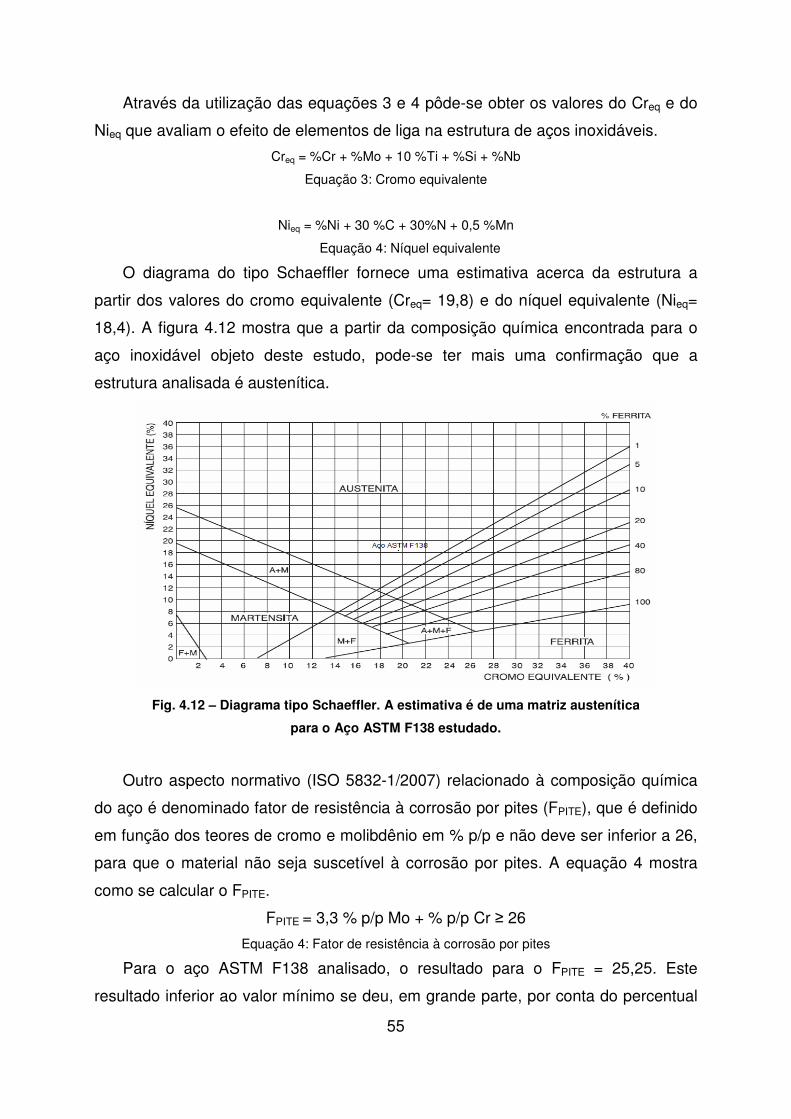
O diagrama do tipo Schaeffler fornece uma estimativa acerca da estrutura a
partir dos valores do cromo equivalente (Creq= 19,8) e do níquel equivalente (Nieq=
18,4). A figura 4.12 mostra que a partir da composição química encontrada para o
aço inoxidável objeto deste estudo, pode-se ter mais uma confirmação que a
estrutura analisada é austenítica.
Fig. 4.12 – Diagrama tipo Schaeffler. A estimativa é de uma matriz austenítica
para o Aço ASTM F138 estudado.
Outro aspecto normativo (ISO 5832-1/2007) relacionado à composição química
do aço é denominado fator de resistência à corrosão por pites (FPITE), que é definido
em função dos teores de cromo e molibdênio em % p/p e não deve ser inferior a 26,
para que o material não seja suscetível à corrosão por pites. A equação 4 mostra
como se calcular o FPITE.
FPITE = 3,3 % p/p Mo + % p/p Cr ≥ 26
Equação 4: Fator de resistência à corrosão por pites
Para o aço ASTM F138 analisado, o resultado para o FPITE = 25,25. Este
resultado inferior ao valor mínimo se deu, em grande parte, por conta do percentual
56
encontrado para o cromo na composição química da liga. Para os valores
percentuais de molibdênio encontrados, seria necessário que os valores percentuais
de cromo estivessem, no mínimo, em 17,44% para que o material tivesse um valor
de FPITE maior que 26. Com isso, o material analisado encontra-se suscetível à
corrosão por pites, o que será verificado em um tópico posterior.
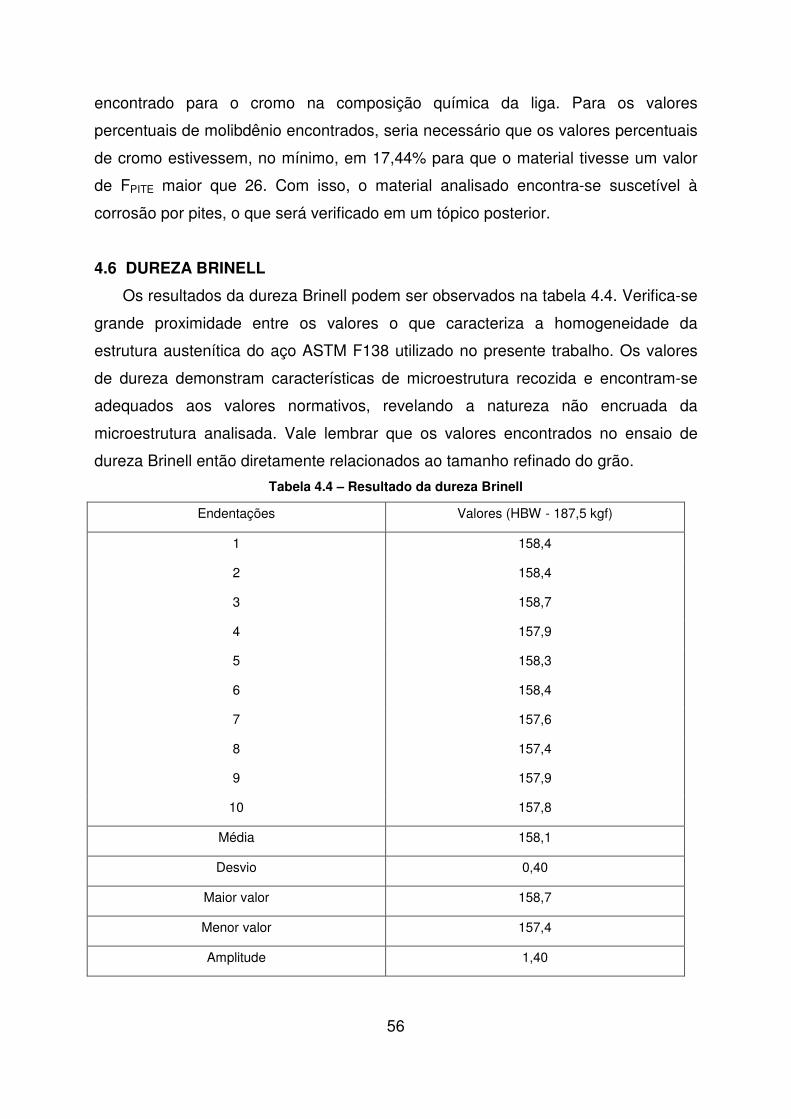
4.6 DUREZA BRINELL
Os resultados da dureza Brinell podem ser observados na tabela 4.4. Verifica-se
grande proximidade entre os valores o que caracteriza a homogeneidade da
estrutura austenítica do aço ASTM F138 utilizado no presente trabalho. Os valores
de dureza demonstram características de microestrutura recozida e encontram-se
adequados aos valores normativos, revelando a natureza não encruada da
microestrutura analisada. Vale lembrar que os valores encontrados no ensaio de
dureza Brinell então diretamente relacionados ao tamanho refinado do grão.
Tabela 4.4 – Resultado da dureza Brinell
Endentações Valores (HBW - 187,5 kgf)
1 158,4
2 158,4
3 158,7
4 157,9
5 158,3
6 158,4
7 157,6
8 157,4
9 157,9
10 157,8
Média 158,1
Desvio 0,40
Maior valor 158,7
Menor valor 157,4
Amplitude 1,40
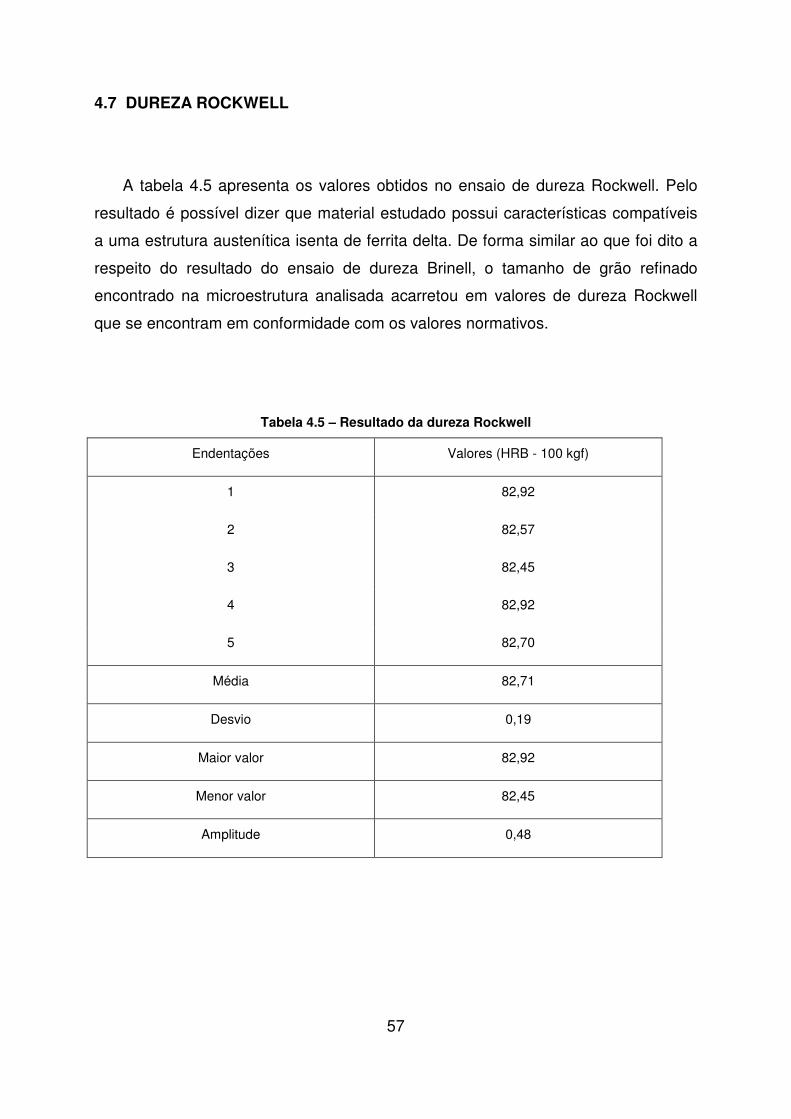
57
4.7 DUREZA ROCKWELL
A tabela 4.5 apresenta os valores obtidos no ensaio de dureza Rockwell. Pelo
resultado é possível dizer que material estudado possui características compatíveis
a uma estrutura austenítica isenta de ferrita delta. De forma similar ao que foi dito a
respeito do resultado do ensaio de dureza Brinell, o tamanho de grão refinado
encontrado na microestrutura analisada acarretou em valores de dureza Rockwell
que se encontram em conformidade com os valores normativos.
Tabela 4.5 – Resultado da dureza Rockwell
Endentações Valores (HRB - 100 kgf)
1 82,92
2 82,57
3 82,45
4 82,92
5 82,70
Média 82,71
Desvio 0,19
Maior valor 82,92
Menor valor 82,45
Amplitude 0,48
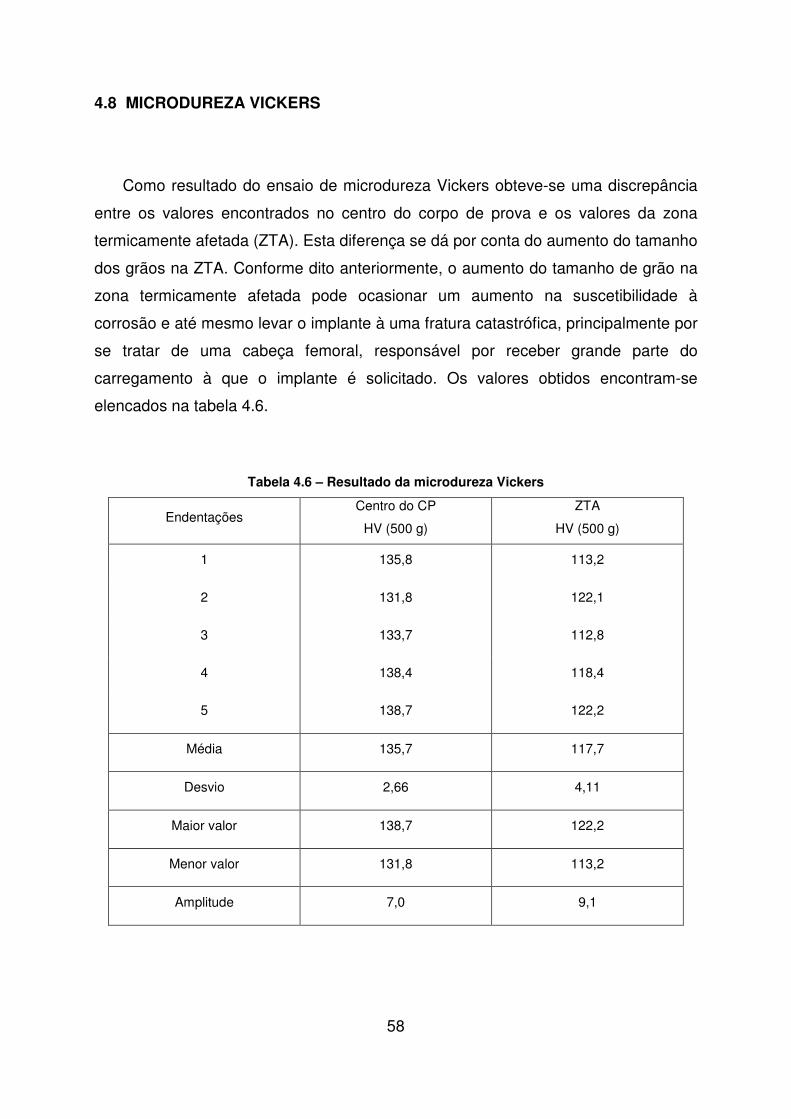
58
4.8 MICRODUREZA VICKERS
Como resultado do ensaio de microdureza Vickers obteve-se uma discrepância
entre os valores encontrados no centro do corpo de prova e os valores da zona
termicamente afetada (ZTA). Esta diferença se dá por conta do aumento do tamanho
dos grãos na ZTA. Conforme dito anteriormente, o aumento do tamanho de grão na
zona termicamente afetada pode ocasionar um aumento na suscetibilidade à
corrosão e até mesmo levar o implante à uma fratura catastrófica, principalmente por
se tratar de uma cabeça femoral, responsável por receber grande parte do
carregamento à que o implante é solicitado. Os valores obtidos encontram-se
elencados na tabela 4.6.
Tabela 4.6 – Resultado da microdureza Vickers
Endentações Centro do CP
HV (500 g)
ZTA
HV (500 g)
1 135,8 113,2
2 131,8 122,1
3 133,7 112,8
4 138,4 118,4
5 138,7 122,2
Média 135,7 117,7
Desvio 2,66 4,11
Maior valor 138,7 122,2
Menor valor 131,8 113,2
Amplitude 7,0 9,1
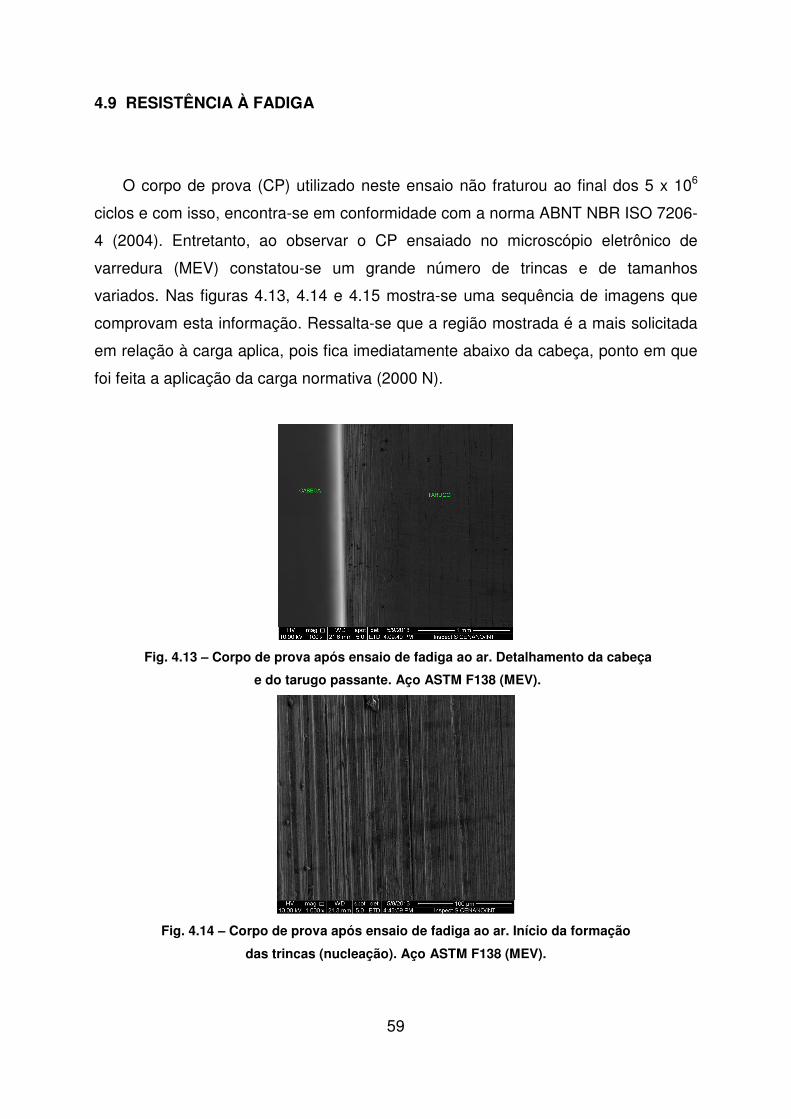
59
4.9 RESISTÊNCIA À FADIGA
O corpo de prova (CP) utilizado neste ensaio não fraturou ao final dos 5 x 106
ciclos e com isso, encontra-se em conformidade com a norma ABNT NBR ISO 7206-
4 (2004). Entretanto, ao observar o CP ensaiado no microscópio eletrônico de
varredura (MEV) constatou-se um grande número de trincas e de tamanhos
variados. Nas figuras 4.13, 4.14 e 4.15 mostra-se uma sequência de imagens que
comprovam esta informação. Ressalta-se que a região mostrada é a mais solicitada
em relação à carga aplica, pois fica imediatamente abaixo da cabeça, ponto em que
foi feita a aplicação da carga normativa (2000 N).
Fig. 4.13 – Corpo de prova após ensaio de fadiga ao ar. Detalhamento da cabeça
e do tarugo passante. Aço ASTM F138 (MEV).
Fig. 4.14 – Corpo de prova após ensaio de fadiga ao ar. Início da formação
das trincas (nucleação). Aço ASTM F138 (MEV).
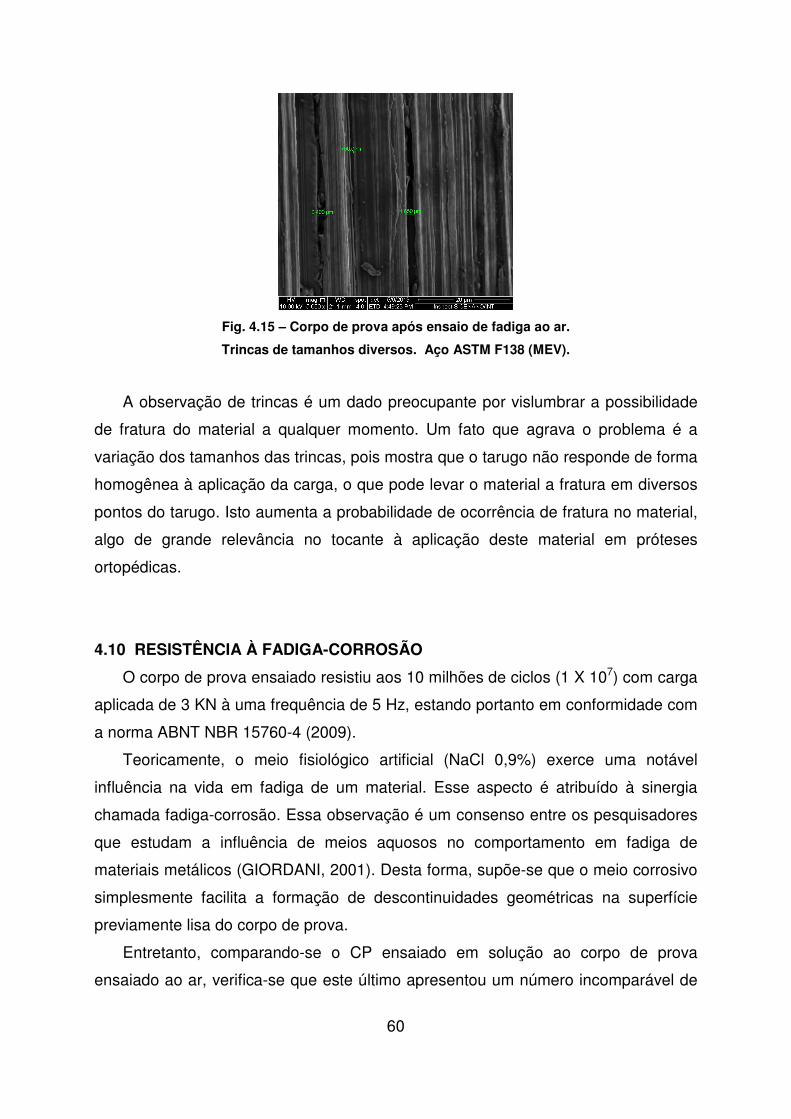
60
Fig. 4.15 – Corpo de prova após ensaio de fadiga ao ar.
Trincas de tamanhos diversos. Aço ASTM F138 (MEV).
A observação de trincas é um dado preocupante por vislumbrar a possibilidade
de fratura do material a qualquer momento. Um fato que agrava o problema é a
variação dos tamanhos das trincas, pois mostra que o tarugo não responde de forma
homogênea à aplicação da carga, o que pode levar o material a fratura em diversos
pontos do tarugo. Isto aumenta a probabilidade de ocorrência de fratura no material,
algo de grande relevância no tocante à aplicação deste material em próteses
ortopédicas.
4.10 RESISTÊNCIA À FADIGA-CORROSÃO
O corpo de prova ensaiado resistiu aos 10 milhões de ciclos (1 X 107) com carga
aplicada de 3 KN à uma frequência de 5 Hz, estando portanto em conformidade com
a norma ABNT NBR 15760-4 (2009).
Teoricamente, o meio fisiológico artificial (NaCl 0,9%) exerce uma notável
influência na vida em fadiga de um material. Esse aspecto é atribuído à sinergia
chamada fadiga-corrosão. Essa observação é um consenso entre os pesquisadores
que estudam a influência de meios aquosos no comportamento em fadiga de
materiais metálicos (GIORDANI, 2001). Desta forma, supõe-se que o meio corrosivo
simplesmente facilita a formação de descontinuidades geométricas na superfície
previamente lisa do corpo de prova.
Entretanto, comparando-se o CP ensaiado em solução ao corpo de prova
ensaiado ao ar, verifica-se que este último apresentou um número incomparável de
61
trincas, enquanto no CP ensaiado em solução foram observadas poucas trincas
(figuras 4.16 e 4.17).
Fig. 4.16 – Corpo de prova após ensaio de fadiga em solução. Detalhamento da cabeça
e do tarugo passante. Aço ASTM F138 (MEV).
Esta observação causa certa estranheza pois, segundo GIORDANI apud
SUDARSHAN et al, o contato do material com o meio agressivo provavelmente tem
o mesmo efeito sobre a vida em fadiga que o de um entalhe agudo usinado na
superfície do metal, que por sua vez, age como concentrador de tensões, fato que
não foi observado no ensaio em tela.
Fig. 4.17 – Corpo de prova após ensaio de fadiga em solução.
Formação de poucas trincas. Aço ASTM F138 (MEV).
O que se pode observar foram pontos de corrosão (pites). A imagem feita a
partir do detector de elétrons retroespalhados (figura 4.18) mostra que o produto de
corrosão tem coloração distinta da matriz de aço inoxidável.
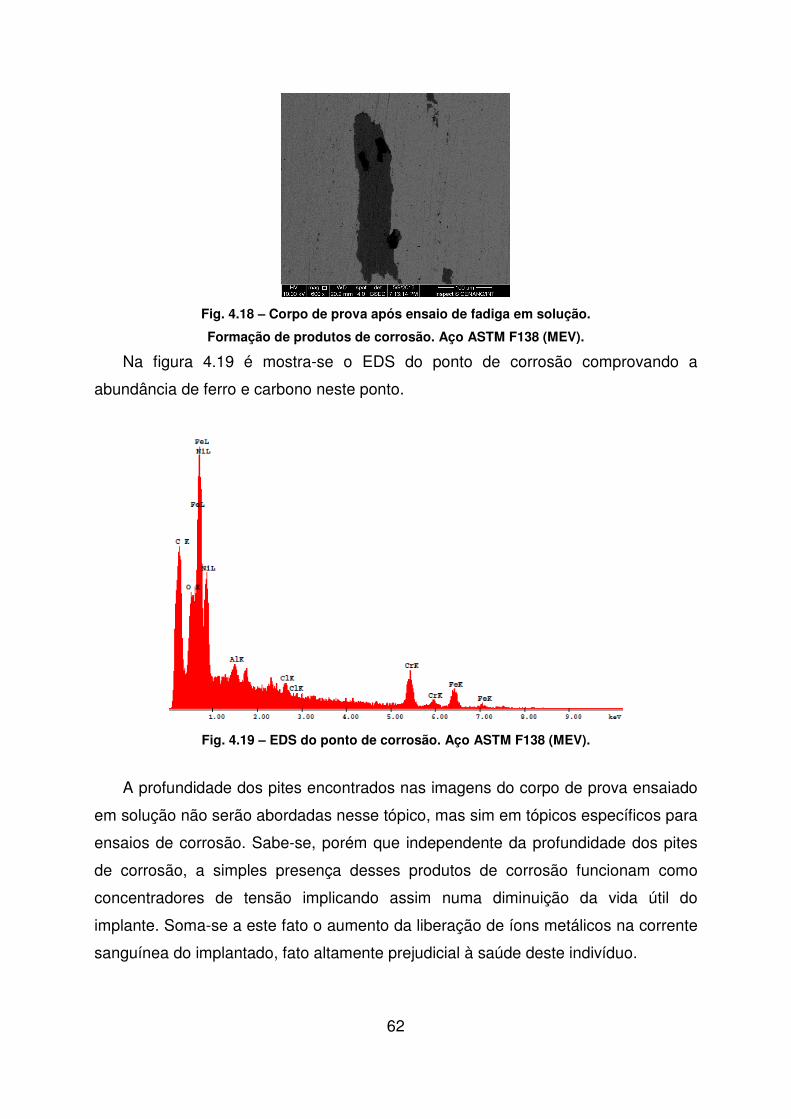
62
Fig. 4.18 – Corpo de prova após ensaio de fadiga em solução.
Formação de produtos de corrosão. Aço ASTM F138 (MEV).
Na figura 4.19 é mostra-se o EDS do ponto de corrosão comprovando a
abundância de ferro e carbono neste ponto.
Fig. 4.19 – EDS do ponto de corrosão. Aço ASTM F138 (MEV).
A profundidade dos pites encontrados nas imagens do corpo de prova ensaiado
em solução não serão abordadas nesse tópico, mas sim em tópicos específicos para
ensaios de corrosão. Sabe-se, porém que independente da profundidade dos pites
de corrosão, a simples presença desses produtos de corrosão funcionam como
concentradores de tensão implicando assim numa diminuição da vida útil do
implante. Soma-se a este fato o aumento da liberação de íons metálicos na corrente
sanguínea do implantado, fato altamente prejudicial à saúde deste indivíduo.
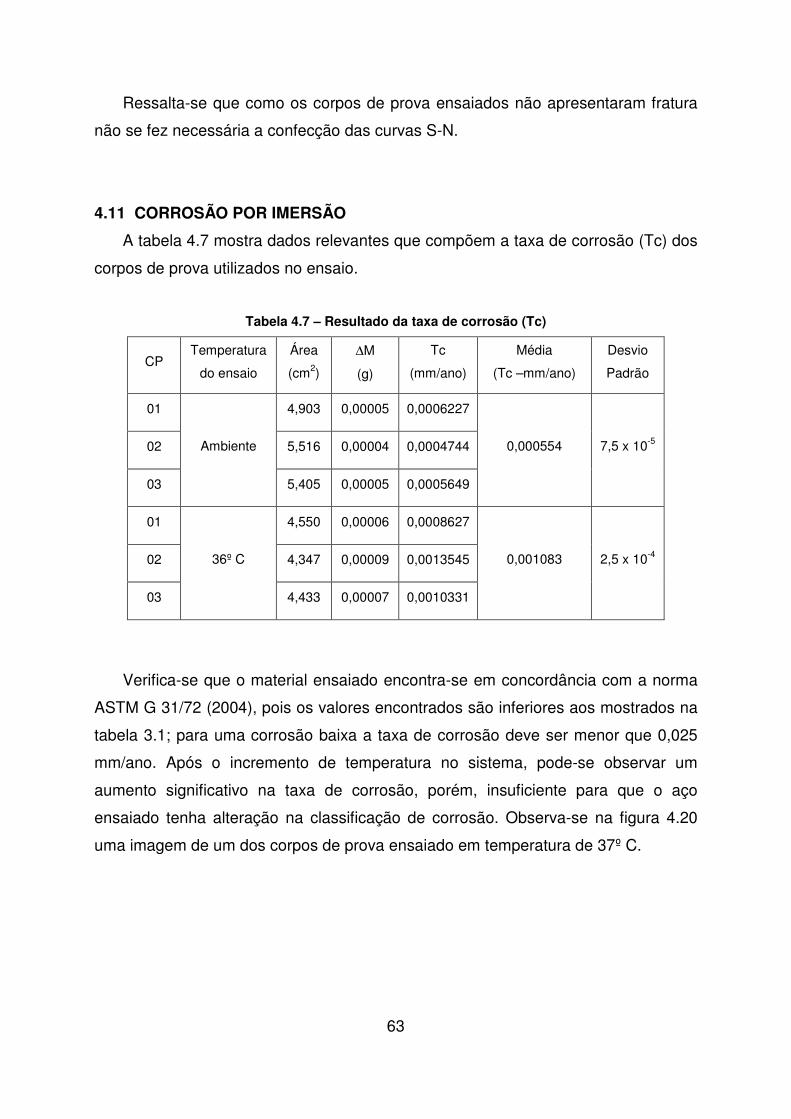
63
Ressalta-se que como os corpos de prova ensaiados não apresentaram fratura
não se fez necessária a confecção das curvas S-N.
4.11 CORROSÃO POR IMERSÃO
A tabela 4.7 mostra dados relevantes que compõem a taxa de corrosão (Tc) dos
corpos de prova utilizados no ensaio.
Tabela 4.7 – Resultado da taxa de corrosão (Tc)
CP Temperatura
do ensaio
Área
(cm2)
∆M
(g)
Tc
(mm/ano)
Média
(Tc –mm/ano)
Desvio
Padrão
01 4,903 0,00005 0,0006227
02 5,516 0,00004 0,0004744
03
Ambiente
5,405 0,00005 0,0005649
0,000554 7,5 x 10-5
01 4,550 0,00006 0,0008627
02 4,347 0,00009 0,0013545
03
36º C
4,433 0,00007 0,0010331
0,001083 2,5 x 10-4
Verifica-se que o material ensaiado encontra-se em concordância com a norma
ASTM G 31/72 (2004), pois os valores encontrados são inferiores aos mostrados na
tabela 3.1; para uma corrosão baixa a taxa de corrosão deve ser menor que 0,025
mm/ano. Após o incremento de temperatura no sistema, pode-se observar um
aumento significativo na taxa de corrosão, porém, insuficiente para que o aço
ensaiado tenha alteração na classificação de corrosão. Observa-se na figura 4.20
uma imagem de um dos corpos de prova ensaiado em temperatura de 37º C.
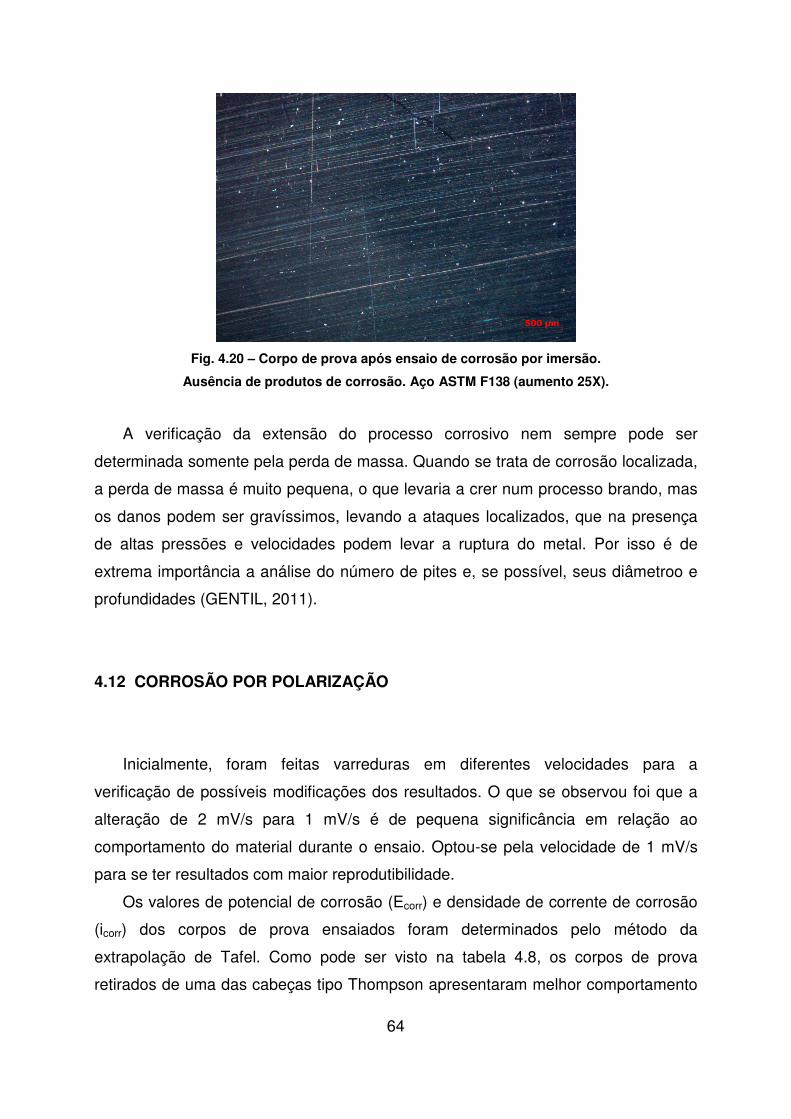
64
Fig. 4.20 – Corpo de prova após ensaio de corrosão por imersão.
Ausência de produtos de corrosão. Aço ASTM F138 (aumento 25X).
A verificação da extensão do processo corrosivo nem sempre pode ser
determinada somente pela perda de massa. Quando se trata de corrosão localizada,
a perda de massa é muito pequena, o que levaria a crer num processo brando, mas
os danos podem ser gravíssimos, levando a ataques localizados, que na presença
de altas pressões e velocidades podem levar a ruptura do metal. Por isso é de
extrema importância a análise do número de pites e, se possível, seus diâmetroo e
profundidades (GENTIL, 2011).
4.12 CORROSÃO POR POLARIZAÇÃO
Inicialmente, foram feitas varreduras em diferentes velocidades para a
verificação de possíveis modificações dos resultados. O que se observou foi que a
alteração de 2 mV/s para 1 mV/s é de pequena significância em relação ao
comportamento do material durante o ensaio. Optou-se pela velocidade de 1 mV/s
para se ter resultados com maior reprodutibilidade.
Os valores de potencial de corrosão (Ecorr) e densidade de corrente de corrosão
(icorr) dos corpos de prova ensaiados foram determinados pelo método da
extrapolação de Tafel. Como pode ser visto na tabela 4.8, os corpos de prova
retirados de uma das cabeças tipo Thompson apresentaram melhor comportamento
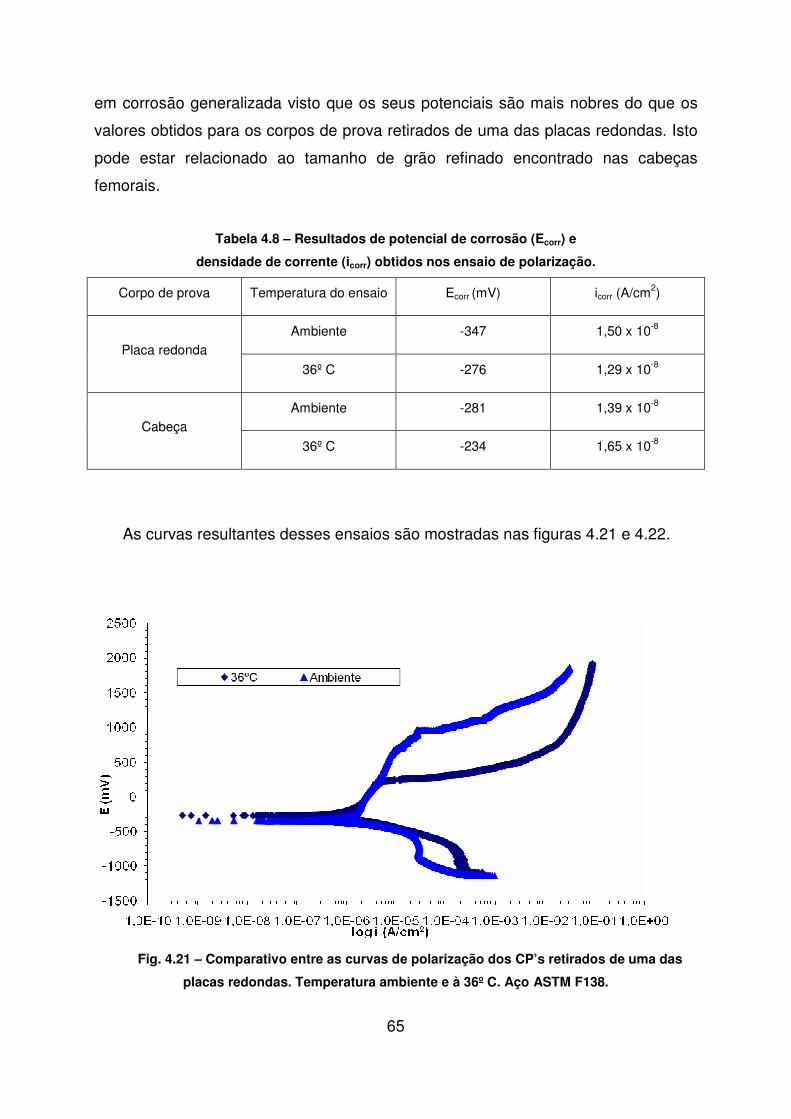
65
em corrosão generalizada visto que os seus potenciais são mais nobres do que os
valores obtidos para os corpos de prova retirados de uma das placas redondas. Isto
pode estar relacionado ao tamanho de grão refinado encontrado nas cabeças
femorais.
Tabela 4.8 – Resultados de potencial de corrosão (Ecorr) e
densidade de corrente (icorr) obtidos nos ensaio de polarização.
Corpo de prova Temperatura do ensaio Ecorr (mV) icorr (A/cm2)
Ambiente -347 1,50 x 10-8
Placa redonda
36º C -276 1,29 x 10-8
Ambiente -281 1,39 x 10-8 Cabeça
36º C -234 1,65 x 10-8
As curvas resultantes desses ensaios são mostradas nas figuras 4.21 e 4.22.
Fig. 4.21 – Comparativo entre as curvas de polarização dos CP’s retirados de uma das
placas redondas. Temperatura ambiente e à 36º C. Aço ASTM F138.
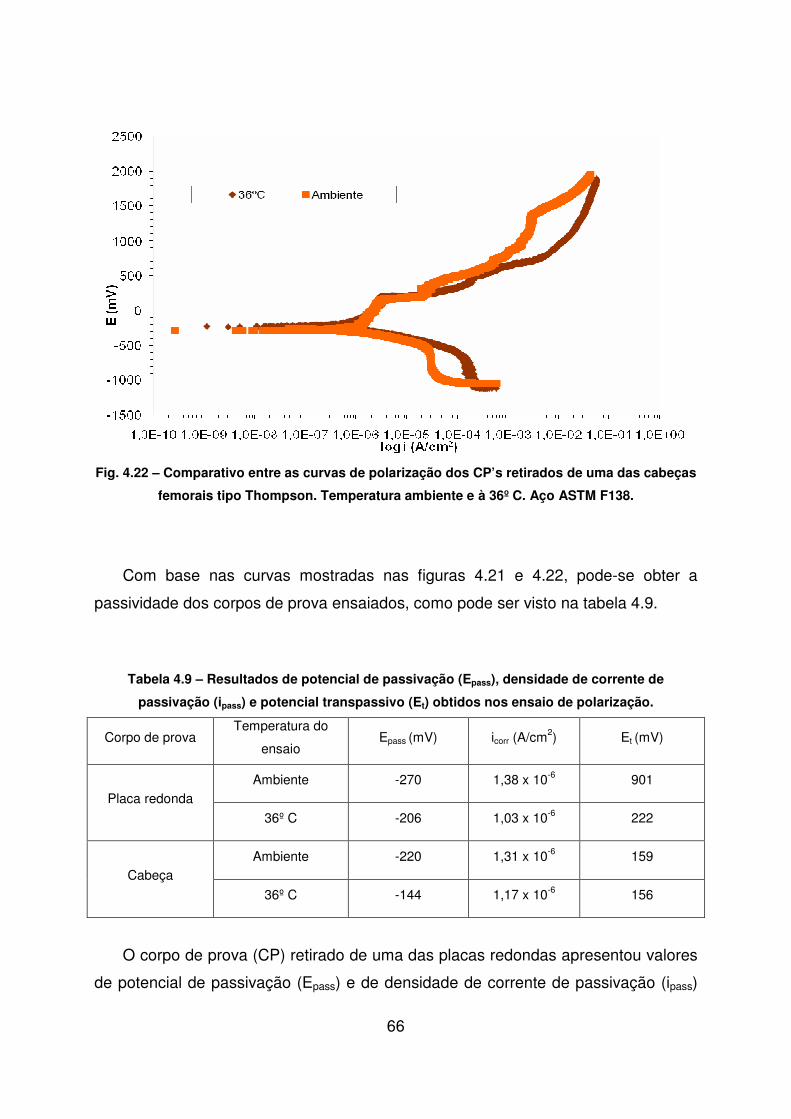
66
Fig. 4.22 – Comparativo entre as curvas de polarização dos CP’s retirados de uma das cabeças
femorais tipo Thompson. Temperatura ambiente e à 36º C. Aço ASTM F138.
Com base nas curvas mostradas nas figuras 4.21 e 4.22, pode-se obter a
passividade dos corpos de prova ensaiados, como pode ser visto na tabela 4.9.
Tabela 4.9 – Resultados de potencial de passivação (Epass), densidade de corrente de
passivação (ipass) e potencial transpassivo (Et) obtidos nos ensaio de polarização.
Corpo de prova Temperatura do
ensaio Epass (mV) icorr (A/cm2) Et (mV)
Ambiente -270 1,38 x 10-6 901 Placa redonda
36º C -206 1,03 x 10-6 222
Ambiente -220 1,31 x 10-6 159 Cabeça
36º C -144 1,17 x 10-6 156
O corpo de prova (CP) retirado de uma das placas redondas apresentou valores
de potencial de passivação (Epass) e de densidade de corrente de passivação (ipass)
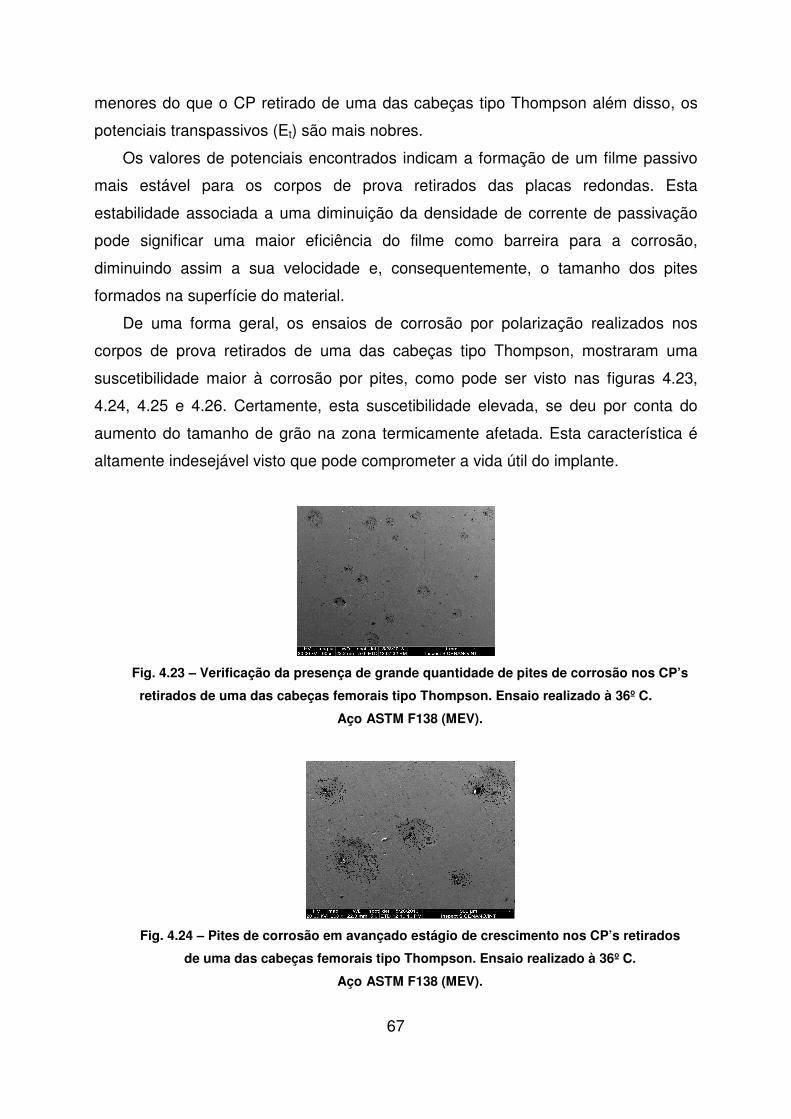
67
menores do que o CP retirado de uma das cabeças tipo Thompson além disso, os
potenciais transpassivos (Et) são mais nobres.
Os valores de potenciais encontrados indicam a formação de um filme passivo
mais estável para os corpos de prova retirados das placas redondas. Esta
estabilidade associada a uma diminuição da densidade de corrente de passivação
pode significar uma maior eficiência do filme como barreira para a corrosão,
diminuindo assim a sua velocidade e, consequentemente, o tamanho dos pites
formados na superfície do material.
De uma forma geral, os ensaios de corrosão por polarização realizados nos
corpos de prova retirados de uma das cabeças tipo Thompson, mostraram uma
suscetibilidade maior à corrosão por pites, como pode ser visto nas figuras 4.23,
4.24, 4.25 e 4.26. Certamente, esta suscetibilidade elevada, se deu por conta do
aumento do tamanho de grão na zona termicamente afetada. Esta característica é
altamente indesejável visto que pode comprometer a vida útil do implante.
Fig. 4.23 – Verificação da presença de grande quantidade de pites de corrosão nos CP’s
retirados de uma das cabeças femorais tipo Thompson. Ensaio realizado à 36º C.
Aço ASTM F138 (MEV).
Fig. 4.24 – Pites de corrosão em avançado estágio de crescimento nos CP’s retirados
de uma das cabeças femorais tipo Thompson. Ensaio realizado à 36º C.
Aço ASTM F138 (MEV).
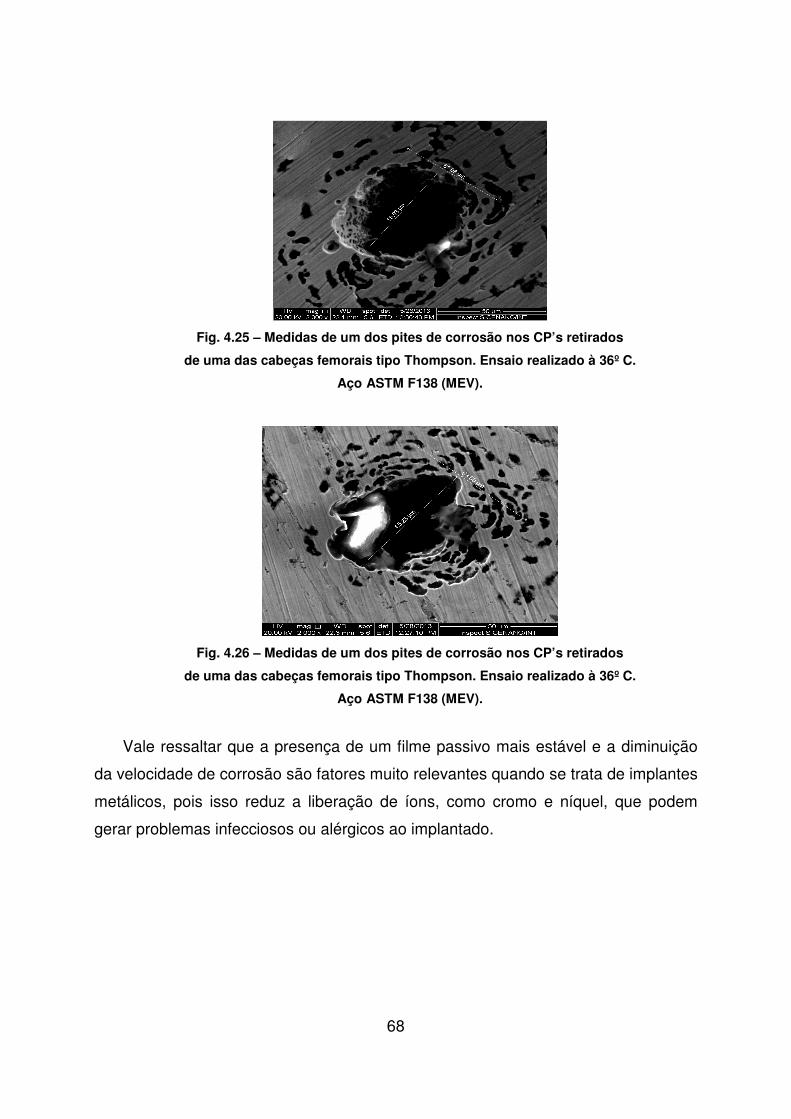
68
Fig. 4.25 – Medidas de um dos pites de corrosão nos CP’s retirados
de uma das cabeças femorais tipo Thompson. Ensaio realizado à 36º C.
Aço ASTM F138 (MEV).
Fig. 4.26 – Medidas de um dos pites de corrosão nos CP’s retirados
de uma das cabeças femorais tipo Thompson. Ensaio realizado à 36º C.
Aço ASTM F138 (MEV).
Vale ressaltar que a presença de um filme passivo mais estável e a diminuição
da velocidade de corrosão são fatores muito relevantes quando se trata de implantes
metálicos, pois isso reduz a liberação de íons, como cromo e níquel, que podem
gerar problemas infecciosos ou alérgicos ao implantado.
69
4 CONCLUSÕES
Com base nos resultados obtidos pode-se concluir:
1.A caracterização microestrutural revelou que o aço encontra-se em
conformidade com a norma ASTM F138 pois possui estrutura austenítica
isenta de ferrita delta, características comprovadas pelo resultado do ensaio
de raios X.
2. Os valores encontrados para o tamanho de grão atendem as especificações
preconizadas pela norma ASTM E 112-10 com exceção para os grãos que
compõem a zona termicamente afetada das cabeças femorais soldadas aos
tarugos passantes, que apresentam valores muito inferiores aos da norma
em questão, fato este que pode vir a comprometer a vida útil do material.
3. Os teores de inclusões encontrados para o aço ASTM F138 não satisfazem a
norma ASTM E45-10, o que pode suscetibilizar o material à ocorrencia de
corrosão por pites.
4.A análise química do material revelou que os valores em peso de cromo
encontram-se abaixo do solicitado para um aço ASTM F138, sendo este um
elemento químico de grande importância para a proteção do material contra
possíveis corrosões por pites.
5.Os ensaios de dureza Brinell e Rockwell e de microdureza Vickers
demonstraram como resultado valores condizentes aos de uma estrutura
composta por grãos austeníticos e recozidos.
6.Pode-se comprovar que as cabeças femorais tipo Thompson não fraturaram
quando colocadas em serviço nos ensaios de fadiga e de fadiga-corrosão.
Os resultados dos ensaios de corrosão por imersão mostraram taxas de
corrosão muito pequenas, estando em total concordância com a norma ASTM
G 31/72. Por outro lado, os ensaios de corrosão por polarização mostraram
que as cabeças femorais tipo Thompson apresentaram pites de corrosão, fato
que mostra a baixa estabilidade do filme passivo deste tipo de prótese. A
fragilidade do filme passivo se deve, certamente, aos valores percentuais de
cromo que estão abaixo do limite inferior para este elemento da liga.
Ressalta-se ainda a contribuição do tamanho de grão elevado na zona
termicamente afetada, para a pequena estabilidade do filme passivo.
70
5 SUGESTÕES PARA TRABALHOS FUTUROS
1.Comparar as propriedades do aço ASTM F138 com as propriedades de outros
tipo de aços austeníticos.
2.Estudar os mecanismos de nucleação de trincas por fadiga e por fadiga-
corrosão.
3.Realizar ensaios de fadiga e de fadiga-corrosão com o emprego de torção.
4.Realizar um estudo mais completo de corrosão, utilizando uma quantidade
maior de ensaios eletroquímicos.
71
6 REFERÊNCIAS BIBLIOGRÁFICAS
ALEIXO, G. T. et al. Forjamento de hastes de próteses femorais em liga de titânio tipo β, Brasil, 2007. 17º CBECIMat. Disponível em: <
http://www.metallum.com.br/17cbecimat/resumos/17Cbecimat-301-008.pdf>. Acesso em: 26 Abr 2012;
ALVES, H. A. Desenvolvimento de um sistema de blindagem com lubrificação em próteses de quadril modular, Brasil. UNIVAP. 2008. Disponível em: <
http://biblioteca.univap.br/dados/000002/0000026A.pdf>. Acesso em 25 Abr 2012;
ALVES, H.L.R. et al. Método alternativo para fabricação de cabeça femoral para cerâmica para cerâmica para próteses de quadril. Revista brasileira de engenharia biomédica, v.20, n. 2-3, p. 81-88, 2004. AMARAL, I.F, et al. Biomateriais. In: Biotecnologia., Lidel, (2003) 377-397. AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM D 1193: Standard Specification for Reagent Water, Estados Unidos da América, 2006. AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM E 407-07: Standard Practice for Microetching Metals and Alloys, Estados Unidos da América, 2011. AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM E 45-10: Standard Test Methods for Determining the Inclusion Content of Steel, Estados Unidos da América, 2011. AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM E112-10: Average grain size, Estados Unidos da América, 2010. AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM E18-11: Rockwell Hardness, Estados Unidos da América, 2008. AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM E384-8a: Standard Test Method for Knoop and Vickers Hardness of Materials, Estados Unidos da América, 2008. AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM G 1: Standard Practice for Preparing, Cleaning and Evaluating Corrosion Test Specimens, Estados Unidos da América, 2003. AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM G 31/72: Standard Practice for Laboratory Imersion Corrosion Testing of Metals, Estados Unidos da América, 2004.
72
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM G 31/72: Standard Practice for Laboratory Imersion Corrosion Testing of Metals, Estados Unidos da América, 2004. AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM G-46: Examination and Evaluation of Pitting Corrosion, Estados Unidos da América, 2005. ARAÚJO, T.L., COUTO, A.A. Estudo do aço inoxidável aplicado como implante ortopédico. Revista on-line da Universidade Presbiteriana Mackenzie. Disponível em : <http://www.mackenzie.br/fileadmin/Graduacao/EE/Revista_on_line/aco_inoxidavel.pdf>. Acesso em: 10 maio 2012. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 14396-1:2005 – Próteses parcial e total de articulação de quadril Parte 1: determinação de resistência à fadiga de hastes femorais sem aplicação de torção, Brasil, 2005. INTERNATIONAL STANDART ORGANIZATION. ISO 5832-1:2007 – Implants for surgery – Metallic materials – part 1: Wrought stainless steel, Estados Unidos da América, 2007. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR ISO 5832-1: 2010 – Implantes cirúrgicos – Materiais metálicos – Parte 1: Aço inoxidável conformado, Brasil, 2010. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 15670-4:2009 – Implantes para ortopedia – Prótese ortopédica modular – Parte 4: Procedimento para ensaio de corrosão por atrito (fretting) da interface da conexão cabeça-cone de próteses de quadril, Brasil, 2009. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 7413:1982 – Metal – Corrosão por imersão, Brasil, 1982. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR NM ISO 6506-1:2010 – Materiais Metálicos – Dureza Brinell Parte 1: Medição da Dureza Brinell, Brasil, 2010. DISEGI, J.A., ESCHBACH, L. Stainless steel in bone surgery. Injury, v.31. 2000. Disponível em: < http://www.sciencedirect.com/science/article/pii/S0020138300800157#>. Acesso em: 15 out. 2012. FONTANA, M.G. Corrosion Engineering. 3 ed. McGraw-Hill, 1987. FONTANA, W. A. Estudo do desempenho em fadiga do componente tibial metálico de um modelo de prótese total de joelho. Dissertação de mestrado. UFRGS. 2004. Disponível em: < http://hdl.handle.net/10183/4249>. Acesso em: 15 set. 2012. GAM, B. et al. Utilização de aços inoxidáveis em implantes, Brasil. 2011 Boletim Informativo de Tecnovigilância. Disponível em: <
73
http://www.anvisa.gov.br/boletim_tecno/boletim_tecno_dezembro_ed_especial/PDF/1-Utiliza%E7%E3o%20de%20a%E7os%20inoxid%E1veis%20em%20implantes.pdf>. Acesso em: 15 Mai 2012; GENTIL. V. Corrosão. 6 ed. Rio de Janeiro: LTC Editora, 2011. GIORDANI, E. J. Propriedades mecânicas e de corrosão de dois aços inoxidáveis austeníticos utilizados na fabricação de implantes ortopédicos, Brasil. 2007. REM. Disponível em: <
http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0370-44672007000100009>. Acesso em: 08 Ago 2012;
HENCH, L. Biomaterials: a forecast for the future. Biomaterials, 19 (1998) 1419-1423. ISRAEL, C. L. Desenvolvimento de uma máquina para ensaios de desgaste em próteses totais de articulação de quadril, Brasil. 2010. UFRGS. Disponível em: < http://www.lume.ufrgs.br/handle/10183/30142>. Acesso em: 27 Abr 2012; KAPP, M. S. V. et al. Resistência a corrosão do aço inoxidável ASTM F138 coberto com filme fino de alumínio nitretado a plasma em diferentes pressões. Revista Brasileira de Aplicações de Vácuo, v.27, n.4, 2008. KRUGER, J. Fundamental aspect of the corrosion of metallic implants. Biomaterials in reconstructive surgery. Estados Unidos da América, 1983. Disponível em< http://enterprise.astm.org/SUBSCRIPTION/DIGITAL_LIBRARY/STP/PAGES/STP35940S.htm>. Acesso em: 20 jul 2012. LAROSA, M. A. Análise da resistência à corrosão e ao desgaste do aço inoxidável austenítico ASTM F 138 tratado por laser. Tese de doutorado. Brasil. UNICAMP. 2010. Disponível em: < http://www.bibliotecadigital.unicamp.br/document/?code=000774990>. Acesso em: 30 Ago 2012;
MATSUI, M. Correlações entre estrutura química, super estrutura macromolecular e morfologia das blendas e redes poliméricas à base de quitina e poliuretano. Tese de doutorado. UFPR. 2007. Disponível em: < http://www.pipe.ufpr.br/portal/defesas/tese/020.pdf>. Acesso em: 10 out 2012. NACE INTERNATIONAL – THE CORROSION SOCIETY. NACE RP0775: Preparation, Installation, Analysis, and Interpretation of Corrosion Coupons in Oilfield Operations. Estados Unidos da América. 2005. OLIVEIRA, D. S. Análise epidemiológica de pacientes submetidos à prótese de quadril – Avaliação do banco de dados de uma operadora de saúde do estado do Paraná. Dissertação de mestrado. Brasil. PUC. 2009. Disponível em: <
74
http://www.biblioteca.pucpr.br/tede/tde_busca/arquivo.php?codArquivo=1669>. Acesso em: 27 Abr 2012;
PARK, J.B. LAKES, R.S. Biomaterials – an introduction. 2 ed. New York: Plenum Press, 1992. PASCHOAL, A. L. Avaliação da resistência à corrosão em meio fisiológico de metais revestidos com nitreto de titânio. Dissertação de mestrado. USP. 1998. Disponível em: < http://www.teses.usp.br/teses/disponiveis/88/88131/tde-02072003-093007/pt-br.php>. Acesso em: 12 Maio 2012. PLOEG, H. L. et al. Hip stem fatigue test predction, EUA. 2009. International journal of fatigue. Disponível em: <
http://www.sciencedirect.com/science/article/pii/S0142112308002387>. Acesso em: 09 Mai 2012;
SANTOS, M.I.M.P. Desenvolvimento de lubrificante para utilização em prótese blindada de quadril. Dissertação de mestrado. UNIVAP. 2008. Disponível em: < http://biblioteca.univap.br/dados/000002/0000027C.pdf>. Acesso em: 10 out. 2012. OUZA, A. J. S. Análise computacional de tensões aplicado em próteses de quadril, Brasil. UNIVAP. 2010. Disponível em: <http://biblioteca.univap.br/dados/000003/00000304.pdf>. Acesso em: 26 Abr 2012;
SOUZA, R. W. Estudo da influência da espessura da camada de cimento PMMA no ensaio de fadiga de próteses de quadril orientado pela norma ISO 7206-4. Dissertação de mestrado. Brasil. UFRGS. 2007. Disponível em: <
http://www.lume.ufrgs.br/handle/10183/12557>. Acesso em: 27 Abr 2012; TRETHEWEY, K.R.; CHAMBERLAIN, J. Corrosion for Science and Engineering, 2 ed. Longman, 1995. TREVISAN, J. D. P. Análise estereográfica de implantes de quadril recobertos por plasma spray. Dissertação de mestrado. PUC-RS. 2006. Disponível em: <
http://tede.pucrs.br/tde_arquivos/12/TDE-2006-12-06T170835Z-173/Publico/385276.pdf>. Acesso em: 15 Ago 2012. WILLIAMS, D.F. Definitions in biomaterials. Progress in biomedical engineering. 4 ed. Elselvier, Amsterdam. 1987. SILVA, E. F., OLIVEIRA, L. F. C. Caracterização quimica e metalográfica dos aços inoxidáveis de implantes removidos de pacientes. Acta Ortopédica Brasileira. Brasil: 2011. Disponível em: <http://www.scielo.br/pdf/aob/v19n5/03.pdf>. Acesso em: 15 Ago 2012.





























