Embed Size (px)
Citation preview

INSTITUTO MILITAR DE ENGENHARIA
ACADEMIA MRS
CURSO DE ESPECIALIZAÇÃO EM TRANSPORTE
FERROVIÁRIO DE CARGA
DONATO ANTÔNIO CÁRIA
ANÁLISE DAS CAUSAS DE FALHAS NO SISTEMA DE
FREIO DINÂMICO EM LOCOMOTIVAS FROTA A
Rio de Janeiro
2006

2
INSTITUTO MILITAR DE ENGENHARIA
DONATO ANTÔNIO CARIA
ANÁLISE DAS CAUSAS DE FALHAS NO SISTEMA DE FREIO
DINÂMICO EM LOCOMOTIVAS DA FROTA A
Monografia apresentada ao curso de Especialização de Transporte Ferroviário de Carga. Orientador: Prof. Marcelo Sucena
Rio de Janeiro
2006

3
AGRADECIMENTOS
A Deus, pela oportunidade da vida e a inspiração;
A MRS Logística S/A, por ter me proporcionado as condições necessárias à
participação no curso e ter investido em mim;
Aos meus amigos, pelo incentivo e apoio;
Ao meu orientador Marcelo Sucena pela paciência, dedicação e prontidão no
desenvolver do trabalho;
Aos professores do curso de Pós-Graduação, cujos ensinamentos foram de grande
valia para o meu crescimento profissional e pessoal;
A minha esposa Margarida e filhas Grazielle e Izabelle, que tanto me apoiaram e
torceram pelo meu sucesso, sabendo entender, o tempo subtraído do nosso
convívio durante este um ano de curso.
4
SUMÁRIO
LISTA DE FIGURAS.................................... ............................................... .............6
LISTA DE GRÁFICOS.................................. ......................... ..................................8
LISTA DE QUADRO..................................... ......................................................... 9
RESUMO............................................................................................................... 10
1 INTRODUÇÃO........................................................................................... 11
1.1 EXPOSIÇÃO DO TEMA............................................................................ 11
1.2 OBJETIVO................................................................................................. 12
1.3 ESTRUTURA DO TRABALHO................................................................ 13
2 SISTEMA DE FREIO FERROVIARIO........................ ............................... 14
2.1 A EVOLUÇÃO DO FREIO FERROVIÁRIO............................................... 14
2.2 A FRENAGEM DINÂMICA........................................................................ 21
2.2.1 FREIO AUTOMÁTICO.............................................................................. 21
2.2.2 FREIO INDEPEDENTE............................................................................. 22
2.2.3 FREIO ELÉTRICO.................................................................................... 23
2.3 FREIO DINÂMICO.................................................................................... 23
2.3.1 PRINCIPAIS COMPONENTES DO SISTEMA FREIO DINÂMICO........... 24
2.3.1.1 CHAVE DE FRENAGEM DINÂMICA.........................................................24
2.3.1.2 MOTOR DE TRAÇÃO................................................................................ 25
2.3.1.3 GERADOR PRINCIPAL............................................................................. 25
2.3.1.4 VENTILADOR DE FREIO DINÂMICO.................................................. 25
2.3.1.5 RESISTÊNCIA........................................................................................... 25
2.3.2 PRINCIPIO DE FUNCIONAMENTO.......................................................... 26
2.4 FREIO DINÂMICO ESTENDIDO............................................................... 30

5
3 A IMPORTÂNCIA DA ANÁLISE DE CAUSAS DE FAL HAS................... 32
3.1 A PRÁTICA DA ANÁLISE DE FALHAS................................................... 32
3.1.1 O OBJETIVOA DA ANÁLISE DE FALHA.................................................. 33
3.1.2 PROFUNDIDADE DA ANÁLISE DE FALHA............................................. 33
3.1.2.1 “5 WHY”..................................................................................................... 34
3.1.2.2 ELIMINAÇÃO DE DEFEITOS................................................................... 34
3.2 AS FERRAMENTAS DA QUALIDADE NO PDCA DE MEL HORIAS...... 35
3.2.1 O CICLO PDCA DE MELHORIAS........................................................... 36
3.2.1.1 PLAN........................................................................................................ 36
3..2.1.2 DO........................................................................................................ 37
3.2.1.3 CHECK...................................................................................................... 37
3.2.1.4 ACTION..................................................................................................... 37
3.3 DIAGRAMA DE PARETO ......................................................................... 39
3.3.1 CONSTRUÇÃO DO DIAGRAMA DE PARETO......................................... 39
4 ANÁLISE CAUSAS DE FALHAS NO SISTEMA FREI O DINÂMICO..... 41
4.1 DEFINIÇÃO DO PROBLEMA................................................................... 41
4.2 ANÁLISE DO PROBLEMA....................................................................... 43
4.3 IDENTIFICAÇÃO DAS CAUSAS DE QUEIMA NAS RESISTENCIA........46
4.4 MELHORIAS............................................................................................ 50
4.4.1 CONTROLE DE CORRENTES QUE CIRCULAM NAS RESISTÊNCIAS 50
4.4.2 VENTILAÇÃO DAS RESISTÊNCIAS DO FREIO DINÂMICO................... 52
4.4.3 PLANO DE AÇÀO.................................................................................... 55
5 CONCLUSÕES.......................................................................................... 56
5.1 SUGETÕES ..............................................................................................57
REFERÊNCIAS..................................................................................................... 58

6
LISTA DE FIGURAS
FIGURA 1 – ESQUEMA DO SISTEMA DE FREIO A AR...................................... 22
FIGURA 2 – ESQUEMA DE FREIO DINÂMICO.................................................. 27
FIGURA 3 – DIAGRAMA DO FREIO DINÂMICO ESTENDIDO.......................... 31
FIGURA 4 – PDCA APLICADO COM OS OBJETIVOS
DE MANTER E MELHORAR................................................................................. 35
FIGURA 5 – CICLO DE PDCA DE MELHORIA.................................................... 38
FIGURA 6 – FOTO RESISTÊNCIA QUEIMADA DE FREIO DINÂMICO............. 46
FIGURA 7 – ESQUEMÁTICO DE FRENAGEM DINÂMICO............................... 49
FIGURA 8 – VISTA EM CORTE CONJUNTO DE RESISTÊNCIA LOCOMOTIVA
GE-U23C............................................................................................................... 51
FIGURA 9 – VISTA EM CORTE CONJUNTO DE RESISTÊNCIA LOCOMOTIVA
GE-U23CA............................................................................................................. 51
FIGURA 10 – RESISTÊNCIA FREIO DINÂMICO ORIGINAL............................... 52
FIGURA 11 – RESISTÊNCIA FREIO DINÂMICO ATUAL.................................... 52
FIGURA 12 – REGIÕES CRÍTICAS DE QUEIMA EM RESISTÊNCIA
DINÂMICO............................................................................................................. 53

7
FIGURA 13 – FOTO REGIÕES CRÍTICAS DE QUEIMA EM RESISTÊNCIA
DINÂMICO............................................................................................................. 53
FIGURA 14 – DEFLECTOR DE AR...................................................................... 54
FIGURA 15 – SISTEMA DE FREIO DINÂMICO.................................................... 54

8
LISTA DE GRÁFICOS
GRÁFICO 1 – VELOCIDADE X ESFORÇO TRATOR.......................................... 29
GRÁFICO 2 - CURVA FRENAGEM DINÂMICA................................................... 29
GRÁFICO 3 – CURVA CARACTERÍSTICA FREIO DINÂMICO ESTENDIDO......31
GRÁFICO 4 – GRÁFICO DE EVOLUÇÃO DE OCORRÊNCIAS POR GRUPO... 43
GRÁFICO 5 – GRÁFICO DE ÍNDICE DE QUEIMA RESISTOR DINÂMICO........ 47
9
LISTA DE QUADROS
QUADRO 1 – LOCOMOTIVAS FROTA A............................................................. 42
QUADRO 2 – NÚMERO DE OCORRÊNCIAS POR GRUPO.............................. 42
QUADRO 3 – TOTAL DE OCORRÊNCIA POR MODELO................................... 44
QUADRO 4 – TOTAL DE FALHAS POR MODELO............................................. 44
QUADRO 5 – NÚMEROS DE FALHAS DE RESISTORES DE FRENAGEM
DINAMICA............................................................................................................. 46
QUADRO 6 – VALOR PADRÃO PARA REGULAGEM FREIO
DINAMICO............................................................................................................. 50
QUADRO 7 – PLANO DE AÇÃO.......................................................................... 55

10
RESUMO
O presente trabalho tem o objetivo de apresentar um estudo da análise das causas de falhas no sistema de freio dinâmico das locomotivas da frota A, da MRS Logística S.A., visando promover melhorias com qualidade que garantam um melhor rendimento e eficiência, proporcionando redução de restrições das locomotivas. No desenvolvimento deste estudo, foram utilizadas as ferramentas da qualidade do método PDCA para obtenção de dados de falhas que mais contribuíram para as restrições das locomotivas. Ao final foram propostas ações para gerenciamento da redução e melhoramento contínuo das falhas.
Palavras-chave: Freio dinâmico. Análise de falhas.

11
ANÁLISE DAS CAUSAS DE FALHAS NO SISTEMA DE FREIO DINÂ MICO EM
LOCOMOTIVAS DA FROTA A.
1.INTRODUÇÃO
1.1.EXPOSIÇÃO DO TEMA
As empresas, de um modo geral, precisam adequar-se às novas mudanças com
a mesma agilidade com que a globalização e a rapidez das informações acontecem.
Isto faz com que elas sejam obrigadas a criar novas técnicas e métodos que
auxiliem na resolução de problemas, se comprometendo com o aperfeiçoamento
contínuo, tentando superar as expectativas de seus clientes e se mantendo no
mercado de forma competitiva.
A definição do modelo ferroviário de carga, na década de 90, pela MRS
LOGISTICA S/A, foi contínua e determinante para o contexto do transporte sobre os
trilhos, com a retomada de investimentos em infra-estrutura operacional, em
recursos humanos e em programas sociais, além da implantação de novas
tecnologias e de novos modelos de gestão administrativa.
A MRS Logística iniciou suas operações no dia 1º de dezembro de 1996, como a
nova operadora privada de transporte ferroviário de carga, cobrindo os estados de
Minas Gerais, Rio de Janeiro e São Paulo, totalizando uma extensão de 1674 km,
onde concentrava-se aproximadamente 65 % do produto interno bruto, e onde
estavam instalados os maiores complexos industriais do país. Suas atividades
focaram o transporte de carga geral, constituída de minério de ferro, produtos
agrícolas, cimentos e outros produtos.
Quando a empresa foi criada, foram estabelecidas metas sobre preservação do
meio ambiente. Para isto, a MRS implantou programas de recuperação de áreas

12
degradadas, gerenciamento de resíduos e adotou medidas preventivas para
eliminação de processos poluidores. Quanto à qualidade do serviço prestado, ela
tem realizado programas de manutenção planejada em seus ativos, buscando uma
melhoria contínua, para disponibilização de locomotivas conforme as metas
estabelecidas para o cumprimento da demanda de transporte. Dentro desta política
podem-se salientar como objetivos principais, a redução de custo de manutenção, a
diminuição do índice de retrabalhos e de restrições de locomotivas e o aumento da
vida útil dos equipamentos e componentes.
A MRS Logistica dando ênfase ao aumento da produção, porém necessitando
fazer um transporte com segurança, vem buscando constantemente o
aprimoramento dos serviços de reparação e manutenção de sua frota de
locomotivas, por intermédio de metas pré estabelecidas em sua politica de
investimento e otimização dos custos e do nível de serviço ao cliente.
As falhas no sistema de freio dinâmico, são uma realidade no transporte
ferroviário que desperta o interesse e a necessidade de um estudo, objetivando,
principalmente, verificar as suas causas e possíveis alternativas para minimizá-las.
De acordo com as metas preestabelecidas pela MRS Logística é fundamental
que se cumpra a exigência de um certo número de locomotivas em disponibilidade.
Para tal, é necessário que estas locomotivas estejam em bom estado de
funcionamento. Somente conhecendo a causa das falhas, é que poder-se-á tomar
iniciativas preventivas e de manutenção do sistema. Esta ação ajudará a diminuir as
avarias, mantendo o número de locomotivas disponíveis para o transporte, reduzir
os custos, melhorar a qualidade e aumentar a vida útil dos equipamentos e a
confiabilidade do sistema.
1.2.OBJETIVO
O objetivo desta monografia é analisar as causas das falhas no sistema de freio
dinâmico em locomotivas da frota A da MRS, visando diminuir o índice de restrição
de locomotivas com avarias, viabilizando a implementação de ações corretivas que
gerem resultados e agreguem melhorias ao processo, bem como aumentando a
13
eficiência e a segurança, oferecendo um transporte com qualidade, preservando o
meio ambiente contra os possíveis impactos proporcionados pelas falhas do sistema
de frenagem.
1.3.ESTRUTURA DO TRABALHO
O presente trabalho está estruturado em cinco capítulos distribuídos da seguinte
forma:
No capítulo um , são expostos o tema do trabalho, sua relevância, seus
objetivos, a sua importância e a estrutura da monografia.
No capítulo dois é abordado a revisão literária , referente ao sistema de
frenagem , onde se formou a base teórica necessária para o desenvolvimento
proposto no trabalho.
No capítulo treis faz uma abordagem relacionada à análise de falha e à
metodologia empregada para obtenção de dados.
No capítulo quatro é abordado a análise de causa de falhas no sistema de freio
dinâmico.
No capítulo cinco é apresentada a conclusão e sugestões de melhorias.
14
2. O SISTEMA DE FREIO FERROVIÁRIO
No próximo tópico será apresentada uma breve história dos transportes e da
frenagem, bem como o desenvolvimento dos freios utilizados no transporte
ferroviário de carga. Em seguida, o sistema de frenagem será abordado
teoricamente, de forma a contribuir para a análise dos dados de falhas.
2.1.A EVOLUÇÃO DO FREIO FERROVIÁRIO
O engenheiro ferroviário inglês George Stephenson, durante as suas avaliações
para aperfeiçoamento do equipamento ferroviário, acreditou na possibilidade de se
usar um cilindro de freio a vapor para frear as rodas das locomotivas. O sistema
chegou a ser utilizado nas ferrovias americanas, porém, durante os rigorosos
invernos da América do Norte, ele sofria congelamento, dificultando toda a operação
e manutenção. Por esses mesmos motivos, os freios hidráulicos deixaram de ser
usados na Inglaterra.
Por volta de 1860, o mecânico ferroviário de Connecticut, Nehemiah Hodge,
desenvolveu um sistema com freio a vácuo para locomotivas. Mas este exigia
cilindros enormes para efetivar a frenagem, isto porque, de acordo com Darigo (s.d.
apud IME, 2006), a pressão máxima que se pode obter para acionar o êmbolo dos
cilindros de freio a vácuo fica limitada ao valor da pressão atmosférica, supondo-se
que seja possível se obter o vácuo perfeito no sistema. Na realidade isto não
acontece, em função dos vazamentos para a atmosfera. O máximo que se
consegue obter de pressão é de 7 a 8 psi, ao nível do mar. Este sistema torna-se
ineficaz em regiões montanhosas, onde a pressão do ar diminui. Nesta época eram
poucas as locomotivas que tinham um sistema de freio além do freio manual; a
maioria tinha freio em apenas um truque. Era um recurso mais apropriado para
estacionar. A frenagem se concretizava pelo corte da tração realizado pelos

15
maquinistas que utilizavam apitos para sinalizar o momento, alertando aos guarda-
freios a necessidade de aplicarem os freios no maior número de veículos possíveis
do trem.
O inventor americano George Westinghouse, formado em engenharia ,
desenvolveu uma encarrilhadeira de grande importância para a operação ferroviária,
uma vez que os descarrilamentos eram comuns, pelas péssimas condições que as
vias férreas apresentavam naquela época.
Por esta ocasião, ao fazer uma viagem de trem, houve um choque de trens à
sua frente e ele sentiu de perto a importância da frenagem para o transporte
ferroviário. Analisando a frenagem dos trens, ele enumerou as características
necessárias a um bom sistema de freio, os quais sejam:
• ser rápido na resposta ao comando do maquinista;
• desenvolver força compatível com a demanda da frenagem;
• ser compacto;
• não sofrer influência das condições climáticas nem da altitude.
Analisando artigos da época que focalizavam o emprego do ar comprimido a
longa distância, ele vislumbrou a possibilidade de conduzir o ar comprimido através
de um encanamento geral ao longo do trem, utilizando mangueiras de borracha com
acopladores para atuarem nos êmbolos dos cilindros de freio instalados em cada
veículo, a uma pressão suficiente à frenagem. Investiu em suas idéias e assim
surgiu o freio a ar comprimido, ou freio a ar direto, que tornou-se disponível para a
utilização nos veículos ferroviários. A força de frenagem conseguida com este freio
é duas a três vezes maior que a atingida pelo freio manual. Este freio é ideal para a
operação em declives, pois mantém a velocidade constante em curva e mudança de
rampa, já que a pressão nos cilindros pode variar gradualmente. Houve
necessidade de aperfeiçoamento, pois em caso de rompimento de trem, a cauda só
contava com o freio manual e a resposta deste sistema aos comandos de
aplicações era lenta, não evitando os choques internos no trem.
Foi o próprio Westinghouse quem, em 1872, desenvolveu o freio a ar
automático. Para ser considerado automático ele teve que desenvolver a sua
capacidade de entrar em ação automaticamente em todos os veículos do trem, se
houvesse uma interrupção da continuidade do encanamento. O segredo deste
sistema de freio estava numa válvula de controle, considerada o seu cérebro. Ela

16
tinha três funções, por isso recebeu o nome de “válvula tríplice”. Segundo Darigo
(s.d. apud IME, 2006) ela ativa sua função “carregamento e alívio” quando a pressão
no encanamento geral é aumentada, e assume a posição aplicação quando a
pressão no encanamento geral é reduzida. A posição “recobrimento” é assumida
pela válvula tríplice quando as pressões no encanamento geral e nos reservatórios
auxiliares se igualam; dessa forma, é possível fazer-se a aplicação gradual dos
freios dos veículos. Até hoje o funcionamento básico do freio automático continua
sendo o mesmo: reduzindo a pressão no encanamento geral, em ritmo mais rápido,
produz imediatamente a aplicação total disponível dos freios.
Apesar de até então ser utilizado para trens de passageiros, o freio a ar
automático logo tornou-se conhecido em outros países, despertando o interesse em
sua aplicação nos trens de carga. Para isso alguns ajustes foram necessários pois,
como Westinghouse já tinha constatado, o espaço de tempo em que se devia fazer o
recobrimento em um trem variava de acordo com o comprimento do mesmo e com o
valor da redução da pressão no encanamento geral. Isto exigia experiência do
maquinista além de mais atenção, sem falar que nos trens longos, o alívio dos freios
demorava, assim os vagões da dianteira do trem tinham seus freios aliviados muito
antes do alívio dos freios dos vagões da cauda, o que provocava estirões ou até
quebra-de-trem. Westinghouse novamente, em 1887, após várias tentativas,
acrescentou um dispositivo na válvula tríplice que a tornava mais rápida a
propagação das reduções de pressão no encanamento geral durante as aplicações
de emergência. Através dele era estabelecida a comunicação do encanamento geral
com o cilindro de freio, em cada vagão, fazendo com que uma redução local da
pressão no encanamento geral tivesse a mesma ação no vagão seguinte. Para o
caso de uma aplicação de emergência, além deste dispositivo, Westinghouse
ampliou as passagens internas de ar e aumentou o diâmetro do encanamento geral.
Em torno de 1890 presenciou-se a evolução do aço, o qual passa a ser utilizado
na construção de vagões de carga. Com um material mais resistente ficou fácil
elevar o tamanho dos vagões e consequentemente a sua capacidade. Em virtude
dessas alterações, a frenagem necessitava sofrer novos ajustes uma vez que o peso
do vagão carregado é substancialmente diferente do vazio. A válvula tríplice de
ação rápida para vagões de carga, desenvolvida por Walter V. Turner, utilizada
entre 1887 e 1888, teve aproveitamento eficaz para os trens de até 550 metros de
17
comprimento. Mas para controle de composições com o dobro deste comprimento,
formato que passou a ser utilizado com o advento dos vagões metálicos, esta
válvula não correspondia a contento. Havia uma exigência maior de propagação
mais rápida do comando das aplicações de serviço. Foi incorporada à válvula tríplice
a função de serviço rápido, que se resume em diminuir, em cada vagão, a pressão
no encanamento geral, de forma que o equipamento do vagão seguinte inicie a
aplicação de serviço mais rapidamente. Esta função ajuda também a evitar os
choques internos no trem.
Em 1894, segundo Darigo (s.d. apud IME, 2006) a Master Car Builder's
Association estabeleceu duas características essenciais aos sistemas de freio:
• “nas aplicações de serviço, uma redução de 20 psi na pressão no
encanamento geral resultará em uma pressão de 50 psi no cilindro de
freio; e”
• “uma aplicação de emergência - diferente de uma aplicação de serviço,
deve ser propagada mais rapidamente e produzir uma pressão mais alta
no cilindro de freio” (DARIGO, [s.d., p. 197).
No início do século XX, houve uma grande expansão no transporte de
passageiros. Como o sistema de frenagem do transporte ferroviário de carga não
satisfazia as necessidades do transporte ferroviário de passageiro e vice-versa,
devido as diferenças de velocidade e peso, novas invenções foram necessárias. A
operação de parada dos trens de passageiro, demandava mais tempo e maior
distância para efetivar o processo. Foi introduzida então uma espécie de válvula de
redução para limitar o valor da pressão nos cilindros de freio a 60 psi, durante um
minuto, no início da parada. Isto requeria uniformidade de algumas características
operacionais para produzir os efeitos desejados.
Entre 1906 e 1908 desenvolveu-se uma válvula tríplice com alívio gradual da
pressão nos cilindros, o que permitia fazer paradas suaves e precisas dos trens de
passageiros evitando os trancos no final da parada. Esta válvula não é aplicada em
países que adotam a norma AAR para vagões de carga em virtude do comprimento
e peso total dos mesmos.
Entre 1910 e 1915, a utilização de muitos vagões metálicos para carregamento
de carvão e minério de ferro trouxe um grande problema em termos de frenagem de
vagões carregados e vazios em declives. É aí que surge o equipamento de freio
“vazio-carregado” com dois cilindros de freio ligados à timoneira do vagão. Um dos

18
cilindros aplica às sapatas uma pressão sobre a superfície de rolamento das rodas e
o outro só é acionado quando o vagão estiver carregado acima da metade da sua
capacidade de carga. Através de uma válvula manual, faz-se a mudança de uma
forma de atuação para outra. À medida que o transporte ferroviário aumenta a sua
capacidade, surgem novas exigências para a frenagem.
Quando as composições atingiram número de vagões superior a 100, os
choques internos nessas composições tornaram-se acentuados. Somente em 1933
foi criado o novo equipamento de freio AB, capaz de atender as exigências dos trens
de mais de 100 vagões. Entre as suas características, podem-se apontar:
propagação mais rápida das aplicações de serviço; recarregamento retardado, para
melhor distribuição do ar comprimido proveniente da locomotiva, por toda a
composição; alívio assegurado, como garantia do alivio dos freios
independentemente do atrito entre os componentes móveis da válvula de controle; e
maior sensibilidade às reduções de pressão no encanamento geral para iniciar as
aplicações de freio.
Na década de 1930, com o desenvolvimento do aço de baixa liga e sua
aplicação nos vagões, foi possível diminuir na tara destes, sem alterar sua
capacidade de carga; porém exigiu um novo equipamento “vazio–carregado” com
mudança automática. Por ser um equipamento importante no sistema de frenagem é
interessante destacar a evolução das sapatas. A princípio, confeccionadas de
madeira, foram em seguida substituídas pelas sapatas de ferro fundido. Embora a
utilização das sapatas de ferro fundido na frenagem ferroviária tenha durado por
quase um século, os altos custos dos equipamentos para corrigir a variação do seu
coeficiente de atrito exigiam estudos em prol do seu aperfeiçoamento. Nesse ínterim,
surgiu a sapata de composição não-metálica usada com discos de freio. A utilização
dessas sapatas sobre a superfície dos rolamentos das rodas permitia sua limpeza,
contribuindo nas condições de aderência. Era possível fabricar sapatas onde o
coeficiente de atrito variasse da mesma forma que a aderência, acabando com o
problema de deslizamentos de rodas e os calos desenvolvidos nos trilhos
ferroviários. Além disso, o uso das sapatas de composição não-metálica permitia o
uso de equipamentos de freio mais leves e menores, reservatórios e cilindros de
freios menores e consequentemente mais leves; eliminação do sistema “vazio-
carregado” nos vagões de carga e da substituição das timoneiras grandes e pesadas

19
que oneravam a manutenção. Os êmbolos com anéis metálicos também foram
substituídos por diafragma de borracha de longo curso assim como as corrediças
metálicas por anéis de borracha. Todos estes equipamentos oneravam a
manutenção dos trens de carga longos que tinham seus vagões equipados com
freios a ar comprimido.
A utilização do diesel como combustível para tração ferroviária foi uma das mais
importantes mudanças ocorridas após a utilização do aço na construção de veículos
ferroviários, fazendo com que a tração a vapor perdesse a sua importância. Os
motores elétricos de tração revelaram uma nova fonte de frenagem: o freio dinâmico
ou o freio regenerativo. A combinação desse novo meio de frenagem, com o
dispositivo mantenedor da pressão no encanamento geral, revolucionaria a
operação de trens longos e pesados em declives, dispensando o uso regular dos
retentores de controle do alivio, cujo posicionamento feito manualmente, em todos
os vagões, no começo e no fim das rampas, tomava muito tempo e,
consequentemente, onerava a operação segundo Darigo (s.d. apud IME, 2006)
Para se controlar a velocidade do trem nos declives utilizava-se a operação
“ciclagem curta”, que consistia em várias aplicações e alívio dos freios, sucessiva e
freqüentemente, para compensar os vazamentos normais do encanamento geral. O
dispositivo mantenedor da pressão instalado no encanamento geral estabiliza a
maioria das reduções ao longo de todo o trem, mesmo acontecendo os vazamentos
normais, mantendo as aplicações de freio de serviço, sem utilizar a clicagem curta.
As locomotivas modernas utilizam esse dispositivo incorporado aos manipuladores
do freio automático. Dentre os equipamentos de frenagem encontra-se também o
freio independente. Este é utilizado especificamente pelas locomotivas, que podem
ser as locomotivas escoteiras, em pátios de manobras ou de manutenção. É um
sistema de freio a ar direto. Ele responde mais rapidamente ao comando que o
sistema de freio automático. É fundamental na operação de trens longos e pesados
em rampas, pois alivia os freios das locomotivas, mantendo os freios dos veículos da
composição aplicados. A frenagem de uma locomotiva equivale à de um vagão
vazio, e por isso, se não tivesse o freio independente para frear as locomotivas
independentemente dos vagões, ao executar a frenagem em um trem carregado, o
impacto que elas sofreriam seria violento e provocaria uma onda de choque que

20
percorreria toda a composição, trazendo conseqüentes danos às cargas dos vagões
dentre outros problemas.
Com tanta alteração na operação dos trens, principalmente dos trens longos, é
exigida muita perícia dos maquinistas para controlar a velocidade e a folga do trem.
Atualmente existem os simuladores da marcha dos trens, através dos quais se
visualizam possíveis situações, como por exemplo, a estabilidade no momento da
frenagem se a folga for parcialmente recolhida antes de se aplicar o freio dinâmico,
ou ao contrário: a passagem brusca da situação de tração para frenagem dinâmica o
que pode provocar ondas de choque prejudiciais à sua estabilidade e às cargas dos
vagões.
Na década de 60, com a construção de vagões especiais para cada tipo de
carga, a capacidade de alguns vagões saltou de 40 para 70 toneladas. Em
conseqüência, houve exigência maior dos freios dinâmicos que concentravam seus
esforços na parte frontal do trem, podendo danificar tanto a carga quanto os vagões.
Como solução, foi desenvolvido o sistema de tração distribuída ao longo do trem, na
parte frontal e entre os vagões da composição assim como o controle remoto por
ondas de rádio para as locomotivas tornando possível repartir os esforços de tração
e frenagem dinâmica, controlando a ação da folga no trem além de dar equidade da
ação em todo o trem. Em caso de perda da comunicação, como é possível
acontecer em determinados trechos e túneis, a tração ou a frenagem dinâmica pode
ser cortada. Nessa situação aplicam-se os freios a ar comprimido. O sistema de freio
a ar comprimido também recebeu unidades remotas para ajudar no seu
recarregamento e controlar suas aplicações e alívios.
Uma das últimas tecnologias desenvolvidas para auxiliar na frenagem ferroviária
foi uma válvula aceleradora da resposta aos comandos de aplicações de freio de
serviço. Ela veio suprir a dificuldade de frenagem apresentada pelos vagões de até
28 metros de comprimentos, os chamados vagões-plataforma piggyback, vagões-
cegonhas para transporte de automóveis e vagões fechados hi-cube. Esta válvula
aceleradora é caracterizada pela instalação nos vagões, permitindo respostas mais
rápidas e uniformes aos comandos de freio de serviço e pela redução da pressão no
encanamento geral, e foi incorporada à válvula de controles do equipamento de freio
dos vagões.

21
2.2.A FRENAGEM DINÂMICA
Desde os primórdios o ser humano preocupa-se com o movimento dos corpos.
Concomitantemente com isto, também houve a preocupação com o momento e as
formas de frenagem. Da mesma forma, tão logo surgiram os meios de transporte,
surgiram também a preocupação e os estudos a respeito da frenagem.
O sistema de frenagem ferroviária tem a finalidade de controlar a velocidade do
trem em movimento, ou conduzi-lo a uma parada total , ou, ainda, mantê-lo
estacionário caso já esteja parado.
A frenagem num trem rebocado por locomotivas dotadas de motores de tração
elétricos, pode ser aplicada, individualmente ou em conjunto, pelas técnicas de freio
automático, de freio independente e de freio elétrico.
A seguir serão apresentadas, em detalhes, cada uma destas técnicas.
2.2.1.FREIO AUTOMÁTICO
O freio automático faz parte do sistema de freio a ar do trem, cujos
equipamentos são instalados nas locomotivas e em todos os vagões da composição.
Geralmente a sua atuação é realizada por um sistema pneumático ou eletro-
eletrônico, cujos comandos são direcionados para um microprocessador, onde são
enviados sinais elétricos para dispositivos de controle do fluxo de ar da locomotiva e
dos vagões.
O sistema de freio possui como atuador final, um dispositivo de frenagem
mecânica, acionado por um cilindro de freio, cujo êmbolo é deslocado de forma que
sua haste, através de um conjunto de alavancas, denominado de timoneria, aplique
esforço numa sapata de freio, que atrita diretamente com a superfície de rolamento
de cada uma das rodas da composição, tanto nas locomotivas, quanto nos vagões.
A figura 1 mostra a distribuição do sistema de ar na locomotiva e no vagão.

22
FIGURA 1 – ESQUEMA DO SISTEMA DE FREIO A AR FONTE: Borba (s. d., p. 68)
2.2.2. FREIO INDEPENDENTE
O freio independente é um dispositivo destinado a permitir que a frenagem da
locomotiva seja efetuada independente dos freios dos vagões. A sua finalidade é
manter o trem parado enquanto o sistema geral está sendo recarregado. Também
pode ser usado em manobras curtas, realizadas em baixas velocidades,
excetuando-se nos casos em que o encanamento geral dos vagões estiver sendo
carregado e o freio estiver sendo controlado pelo manipulador do freio automático.
Em determinadas situações, pode ser usado para parar o trem ou diminuir sua
velocidade, entretanto, isto exige o máximo de cuidado e perícia, podendo
proporcionar defeitos nas rodas da locomotiva, problema com engates e aparelhos
de choque e tração e até descarrilamentos, pois a força de frenagem do freio
independente fica concentrada na frente do trem.

23
2.2.3. FREIO ELÉTRICO
Em locomotivas equipadas com motores elétricos de tração, estes podem se
transformar em geradores de energia. Na situação de um declive o motor de tração
girando sob a ação da locomotiva por ele acionada, converte energia cinética em
energia elétrica, devido à reversibilidade das máquinas elétricas. Durante esta
situação, o motor de tração produzirá um conjugado retardador, contrário ao
conjugado produzido pela inércia de onde resulta uma fonte adicional de frenagem.
Um motor elétrico pode ser freado eletricamente por dois modos, definidos pela
forma como a energia elétrica é produzida durante o processo de frenagem. Assim
pode-se definir:
• Frenagem regenerativa
Um trem freando pode transferir a energia de frenagem tanto para a rede de
alimentação quanto para um resistor de frenagem. Quando uma composição retorna
a sua energia de frenagem para a rede de alimentação em corrente contínua, esta
energia deve ser utilizada por outra composição, ou retornada para a
concessionária, caso a regeneração para o lado CA nas subestações retificadoras
seja possível.
• Frenagem dinâmica
Na frenagem dinâmica a energia elétrica produzida pelo motor, trabalhando
como gerador, é dissipada em forma de calor, por efeito joule, em um banco de
resistências conectado aos terminais do motor, que é resfriado por um soprador
acionado eletricamente pela própria energia a ser dissipada.
2.3. FREIO DINÂMICO
O freio dinâmico é um sistema de frenagem utilizado em locomotivas para
retardar a velocidade do trem durante as descidas de rampas, com a finalidade de
reduzir a aplicação dos freios a ar.
24
Segundo Roza (s.d. apud IME, 2006) as vantagens do uso do freio dinâmico
são:
• Maior segurança na operação, mantendo os freios a ar carregados e prontos
para serem utilizados;
• Converter energia cinética em energia elétrica, a qual não precisa ser dissipada
nas rodas da locomotiva, resultando daí, uma menor potência dissipada por roda;
• Diminuição da carga térmica nas rodas dos vagões;
• Economia de ar comprimido e com isso, redução de potência para acionamento
dos compressores;
• Economia em sapatas de freio e nas rodas dos vagões.
2.3.1.PRINCIPAIS COMPONENTES DO SISTEMA FREIO DINÂMICO
O sistema de freio dinâmico é composto pelos principais componentes:
2.3.1.1.CHAVE DE FRENAGEM DINÂMICA:
É uma chave de força controlada eletricamente que combina os circuitos dos
motores de tração para a operação de frenagem dinâmica ou de propulsão da
locomotiva. Quando a alavanca do controlador mestre é movida para a posição de
frenagem, a válvula magnética, eletricamente atuada, fornece ar de controle para o
cilindro de ar, fazendo com que os contatos da chave de freio dinâmico liguem as
grades de resistores às armaduras dos motores de tração, estabelecendo a
operação de frenagem dinâmica.

25
2.3.1.2. MOTOR DE TRAÇÃO
São máquinas que convertem a energia elétrica em energia mecânica para o
movimento da locomotiva, sendo que em frenagem dinâmica o mesmo atua como
geradores de energia para controlar a velocidade do trem. Numa locomotiva de seis
motores de tração, durante a frenagem dinâmica os circuitos de campo dos seis
motores são ligados em série e excitados pelo gerador de tração enquanto que os
seus circuitos de armaduras são ligados em série dois a dois. A energia elétrica
gerada em cada uma das combinações dos circuitos de armadura é fornecida e
dissipada na forma de calor no banco de resistências do freio dinâmico.
2.3.1.3.GERADOR PRINCIPAL
Equipamento responsável pela produção de energia de alta tensão, que
alimenta o campo de excitação do motor de tração na operação em frenagem
dinâmica.
2.3.1.4.VENTILADOR DE FREIO DINÂMICO
Equipamento responsável pela refrigeração das resistências durante a operação
de frenagem dinâmica.
2.3.1.5.RESISTÊNCIA
São componentes de baixo valor ohmico e grande potência, cuja função é
garantir frenagem dinâmica, pois toda corrente que é gerada pelos motores de
tração está sendo dissipada nessas resistências.

26
2.3.2.PRINCÍPIO DE FUNCIONAMENTO
O freio dinâmico utiliza a energia cinética do trem para acionar os motores de
tração, que são transformados em geradores, dissipando a energia gerada, sob a
forma de calor, nas resistências instaladas na locomotiva.
Para aplicar o freio, posiciona-se a alavanca seletora em freio dinâmico,
estabelecendo condições para variar o campo independente do gerador principal,
que passa a excitar os campos dos motores de tração, os quais estão ligados em
série. A movimentação da alavanca, irá variar a corrente de excitação dos motores
de tração, sendo que quanto maior for esta corrente, maior será o campo magnético
gerado.
Como os motores giram pelo contato roda/trilho, aparece uma força eletromotriz
induzida nas armaduras destes motores.
A armadura de cada motor está ligada às resistências de dissipação, o que
proporciona o surgimento de uma corrente de armadura, que dá origem a um campo
magnético transversal, cuja polaridade fica defasada dos pólos indutores. A rotação
da armadura faz com que os pólos induzidos e indutores se aproximem, provocando
o aparecimento de uma força de repulsão magnética, denominada de força de
frenagem elétrica, que é transferida ao eixo da armadura.
A energia elétrica gerada nas armaduras dos motores de tração, agora
transformados em geradores, será dissipada pelas grades de resistência do freio
dinâmico. Estas grades são resfriadas por um soprador, alimentado pela corrente
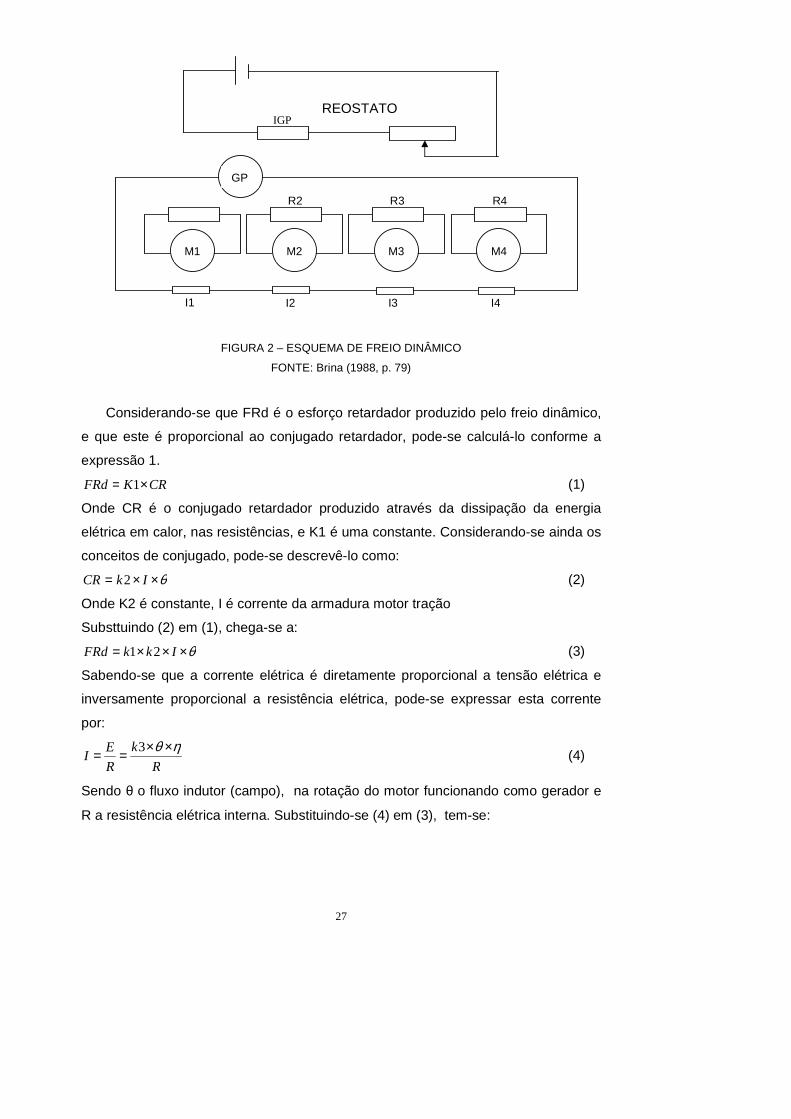
gerada pelo freio dinâmico. A atuação do freio dinâmico é representada no esquema
da figura 2 a seguir, onde:
GP: Gerador principal
IGP:Corrente do campo de gerador principal
M1 A M4: Motor de tração
I1 a I4: Corrente dos campos do motor de tração
R1 a R4: Resistências de dissipação
27
FIGURA 2 – ESQUEMA DE FREIO DINÂMICO
FONTE: Brina (1988, p. 79)
Considerando-se que FRd é o esforço retardador produzido pelo freio dinâmico,
e que este é proporcional ao conjugado retardador, pode-se calculá-lo conforme a
expressão 1.
CRKFRd ×= 1 (1)
Onde CR é o conjugado retardador produzido através da dissipação da energia
elétrica em calor, nas resistências, e K1 é uma constante. Considerando-se ainda os
conceitos de conjugado, pode-se descrevê-lo como:
θ××= IkCR 2 (2)
Onde K2 é constante, I é corrente da armadura motor tração
Substtuindo (2) em (1), chega-se a:
θ×××= IkkFRd 21 (3)
Sabendo-se que a corrente elétrica é diretamente proporcional a tensão elétrica e
inversamente proporcional a resistência elétrica, pode-se expressar esta corrente
por:
R
k
R
EI
ηθ ××== 3 (4)
Sendo θ o fluxo indutor (campo), na rotação do motor funcionando como gerador e
R a resistência elétrica interna. Substituindo-se (4) em (3), tem-se:
REOSTATO IGP
I2 I3 I4 I1
M1
R2
M2
R3
M3
R4
M4
GP

28
RkkkFRd
ηθ 2
321 ×××= (5)
Como a rotação dos motores de tração é função da velocidade da locomotiva, já que
os mesmos estão acoplados à roda, temos
Vk ×= 4η (6)
Substituindo em (5), tem-se
R
VkkkkFRd
2
4321θ××××= (7)
Pode-se então determinar o esforço retardador do freio dinâmico por:
R
VKFRd
2θ×= (8)
Por esta expressão observa-se que, enquanto o fluxo indutor (campo) θ for
constante, o esforço retardador crescerá lineramente com a velocidade.
Entretanto, a corrente produzida nas armaduras dos motores de tração não pode
ultrapassar certo limite, sob pena de danificar os motores de tração por excesso de
aquecimento. Quando o valor da corrente atinge um certo limite, age-se na excitação
por meio de um reostato de campo do gerador principal, o que faz com que a
excitação varie linearmente com a velocidade, isto é,
V
k5=θ (9)
substituindo (9) em (8)
V
K
RV
VskKFRd
''
2=××= (10)
Pode-se verificar através da equação (10) que FRd passa a variar
hiperbolicamente com a velocidade, já que se tem CteVFRd =× , ou seja a potência
de frenagem é constante.
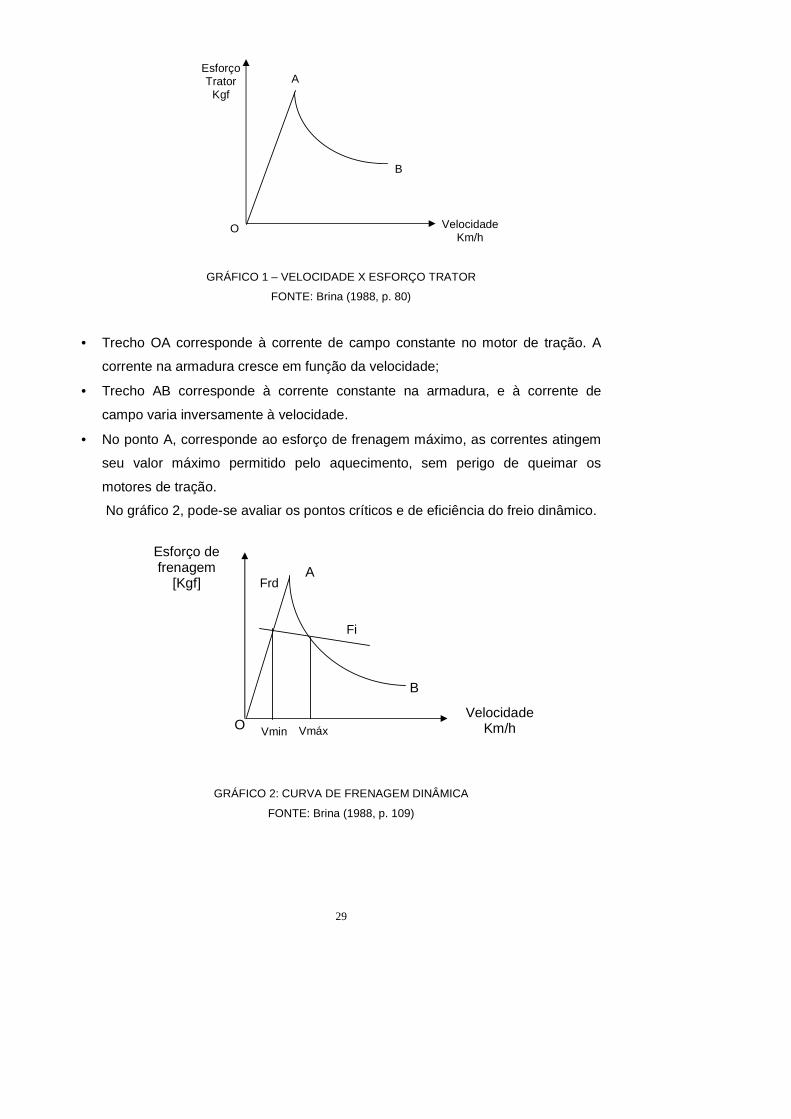
O gráfico 1 representa a curva de frenagem dinânica produzida por uma
locomotiva
29
GRÁFICO 1 – VELOCIDADE X ESFORÇO TRATOR
FONTE: Brina (1988, p. 80)
• Trecho OA corresponde à corrente de campo constante no motor de tração. A
corrente na armadura cresce em função da velocidade;
• Trecho AB corresponde à corrente constante na armadura, e à corrente de
campo varia inversamente à velocidade.
• No ponto A, corresponde ao esforço de frenagem máximo, as correntes atingem
seu valor máximo permitido pelo aquecimento, sem perigo de queimar os
motores de tração.
No gráfico 2, pode-se avaliar os pontos críticos e de eficiência do freio dinâmico.
GRÁFICO 2: CURVA DE FRENAGEM DINÂMICA
FONTE: Brina (1988, p. 109)
Vmin
A
B
Velocidade Km/h
Esforço de frenagem
[Kgf]
O
Frdd
Fi
Vmáx
A
O
Esforço Trator
Kgf
B
Velocidade Km/h

30
A curva Fi intercepta a curva FRd em dois pontos, de abscissas eVmáxV min .
Entre estes dois pontos, o esforço retardador do freio dinâmico é maior que a força
de impulsão Fi , enquanto que, além dos mesmos, a força de impulsão Fi é maior
do que a força retardadora, e o freio dinâmico não é eficaz. O freio dinâmico não
poderá deter a marcha do trem, já que o ponto minV é um ponto de equilíbrio; antes
do mesmo a força de impulsão é maior e imediatamente depois desse ponto, a força
retardadora excede a da impulsão. Vemos, pois que no ponto de abscissa minV o
trem, sob a ação do freio dinâmico, adquire uma velocidade constante, não sendo
possível pará-lo, devendo por isso entrar em ação o freio do trem.
2.4.FREIO DINÂMICO ESTENDIDO
O freio dinâmico estendido consiste de circuitos de controle necessários para
curtocircuitar as grelhas de frenagem na hora apropriada para manter alta corrente
de grelha e alta eficiência de frenagem. Este tipo de freio é encontrado nas
locomotivas GM modelo SD40-2, SD40-3, SD40M e nas locomotivas GE U23CA,
C30. A vantagem deste freio com relação ao convencional está na alta eficiência de
frenagem, sendo que quando ocorre a diminuição da velocidade em locomotivas
com freio convencional a sua eficiência diminui.

31
O diagrama esquematico simplificado da figura 3 apresenta o circuito do freio
dinâmico estendido.
O gráfico 3 representa a curva caracteristica do freio dinâmico estendido.
FIGURA 3 – DIAGRAMA DO FREIO DINÂMICO ESTENDIDO
FONTE: Paiva (2006, 54)
GRÁFICO 3 – CURVA CARACTERÍSTICA FREIO DINÂMICO ESTENDIDO
FONTE: Darigo (1982, p. 15)
Esforço de Frenagem Kgf
Velocidade Km/h
CAMPO MT CAMPO MT
Ventilador
A A
R F D R F D R F D
A
GP

32
3. A IMPORTÂNCIA DA ANÁLISE DE CAUSAS DE FALHAS
A MRS Logística possui uma frota de locomotivas, que são fundamentais para o
desenrolar dos acontecimentos que culminam com uma produção bem sucedida.
As falhas que acontecem nestas locomotivas podem ter as diversas
conseqüências possíveis, sendo que em alguns casos o prejuízo resultante pode
chegar a comprometer a lucratividade devido às perdas de produção.
O enfoque da manutenção tem sido o de reparar os danos, sendo que, isto não
é mais suficiente, pois para concorrer com as empresas que conseguem maior
lucratividade é necessário um grande esforço para aumento da confiabilidade e
redução do custo de manutenção da frota de locomotivas. Um sistema moderno de
gerenciamento de uma empresa deve conter elementos que permitam a otimização
do resultado global da empresa. Isso compreende otimização de projetos e
especificações de compras, testes de recebimentos, padrões de armazenamento e
instalação e procedimentos de operação e manutenção. É necessário capacitar as
pessoas envolvidas com a manutenção de componentes e equipamentos, com
objetivo de maximizar a confiabilidade e minimizar o número de restrições em
locomotivas.
3.1. A PRÁTICA DA ANÁLISE DE FALHAS
O conhecimento dos procedimentos, das técnicas e as precauções, são de
fundamental importância para uma análise de falhas completa; bem como discutir o
nível de detalhes de cada tipo de falha e a utilização de banco de dados para facilitar
a recuperação e utilização dos resultados das análises.

33
3.1.1.O OBJETIVO DA ANÁLISE DE FALHA
O objetivo principal da análise de falhas é evitar a sua reincidência. Através da
investigação procura-se determinar as causas básicas da falha e essa informação
deverá ser utilizada para tomar providências no sentido de impedir a repetição do
problema.
“Analisar uma falha é interpretar as características de um sistema ou
componente avariado para determinar porque ele não mais executa sua função”
(AFFONSO, 2000, p. 10). A análise de falhas deve ser tomada como subsídio das
ações corretivas, do contrário ela não terá utilidade.
Por outro lado, a não determinação das causas físicas da falha dificulta a
introdução de melhorias no sistema.
É importante conhecer também as razões pelas quais alguns equipamentos não
falham. Um detalhamento de projetos dos equipamentos que funcionam durante
anos sem problemas pode ajudar a evitar falhas em outros componentes.
3.1.2.PROFUNDIDADE DA ANÁLISE DE FALHA
O nível da análise de falha varia de acordo com o tamanho do prejuízo (perdas
financeiras, acidentes e agressões ambientais). As vezes o tempo e o dinheiro
gasto numa análise completa não justificam a ação.
Affonso (2000, p. 11) sugere a seguinte sistemática de análise:
• A análise de falhas não repetitivas, que não incorram em perda de produção,
riscos de acidentes ou agressões ambientais, deve ser feita pelo encarregado da
manutenção do equipamento seu supervisor e o engenheiro da área. Nesse
processo questionam-se por volta de seis vezes o que causou a falha, por isso
ele é chamado de 5 Why (5 por quê);
• As falhas repetitivas que incorram em perdas de produção, risco de acidentes ou
agressão ambiental exigem uma análise mais detalhada e deve ser feita por um
grupo composto, no mínimo, por uma pessoa da manutenção, uma da operação

34
e uma da engenharia que conheçam os fatos. O nome deste processo é
eliminação de defeitos.
3.1.2.1.“5 WHY”
Na década de 50, a Toyota desenvolveu o processo “5 why”. Nesse processo, a
causa do problema é questionada umas 5 ou 6 vezes e normalmente numa das
últimas a causa é detectada. A partir daí é possível tomar as providências para se
corrigir, modificar e monitorar o resultado. Este processo contribui para a ampliação
da cultura da confiabilidade e desenvolve uma postura questionadora entre as
pessoas responsáveis pela manutenção. É um processo simples, pois a análise e a
proposta de correção ficam a cargo do o próprio mecânico e o supervisor.
3.1.2.2.ELIMINAÇÃO DE DEFEITOS
Este processo é uma continuação do “5Why”. Nele, a análise é feita mais
profundamente e envolve uma equipe formada por uma pessoa da manutenção,
uma da operação e uma da engenharia, cada uma atuando no mesmo problema,
porém de forma diferente.
De acordo com Affonso (2000) esse processo é constituído de 04 etapas:
a) “Levantamento de dados – coletar dados sobre observações feitas no
campo, tais como, análise de componentes que falharam, históricos de
manutenção, dados de operação”,
b) “Organização dos dados – transformar os dados coletados numa
“história” organizando tudo em ordem cronológica”;
c) “Analise dos dados – quais os eventos que, se modificados ou
suprimidos, iriam prevenir a falha? Procurar sempre por problemas de
equipamentos, processos e pessoas”;
d) “Implementação de melhorias e relatórios – um relatório deve ser
emitido pelo grupo responsável pela análise contendo, defeito
investigado, identificação do equipamento, propósito da investigação,
explicação da causa básica da falha, soluções adotadas, pessoa

35
encarregada de avaliar os resultados, cronograma de implantação,
avaliação dos resultados, autores e data” (AFFONSO, 2000, p.12).
3.2. AS FERRAMENTAS DA QUALIDADE NO PDCA DE MELHORIAS
Segundo Aguiar (2002, p. 61), “as melhorias a serem alcançadas nos processos
e produtos existentes são estabelecidas tomando como referência:”
• O gerenciamento das diretrizes e os resultados dos planos de médio e longo
prazo alcançados no ano anterior, para as metas anuais da empresa;
• Para os problemas crônicos, ele sugere estabelecer metas anuais a partir de
uma revisão e priorização de tais problemas.
A figura 4 mostra a forma de obter informações para definição de metas anuais.
FIGURA 4 – PDCA APLICADO COM OS OBJETIVOS DE MANTER E MELHORAR
FONTE: Aguiar (2002, p. 61)
P
D C
A
DIRETRIZES ANUAIS
Problemas crônicos prioritários
Revisões Periódicas dos problemas crônicos prioritários
Metas Anuais
Padronização Ação corretiva
Produtos
P
C
A
D
MELHORIA
MANTÉM
Excluído:

36
No método de gerenciamento pelas diretrizes, têm-se dois tipos de melhorias:
• Incremental: realizada dentro do gerenciamento de rotina do trabalho do dia a
dia, cujo objetivo é manter a confiabilidade dos resultados e promover as
melhorias necessárias ao processo.
• Rompedora: é realizada no gerenciamento pelas diretrizes, com objetivo de
romper a situação atual por meios de novos processos e produtos.
3.2.1.O CICLO PDCA DE MELHORIAS
O ciclo PDCA é um método gerencial, constituído de atividades, com objetivo
de melhoramento contínuo. Para obter as melhorias, faz–se necessário um bom
planejamento em que se estabeleçam metas e se determinem meios para alcançá-
las.
As ações desenvolvidas e as ferramentas utilizadas em cada etapa do ciclo
PDCA de melhorias visto na figura 5, são assim definidas.
3.2.1.1.PLAN
Significa planejar, estabelecer metas, assim como o método que será usado para
alcançá-lo. Planejar os melhoramentos das práticas atuais através do uso de
ferramentas estatísticas, como as ferramentas da qualidade. Esta etapa é
constituída das seguintes fases:
• Identificação do problema: nesta fase, procura-se o problema relacionado a
meta, reconhecendo sua importância e a conveniência da sua solução.
• Análise do fenômeno: nesta fase procura-se conhecer profundamente o
problema e, ao mesmo tempo, empenhar-se para desdobrá-lo em problemas
prioritários mais simples. A análise do fenômeno, realizada sobre os fins,
consiste em investigar as características específicas do problema, com uma
visão ampla e sob vários pontos de vista. Esta análise permite a localização do
foco do problema.
37
• Análise do Processo: nesta fase são procuradas as causas geradoras do
problema relacionado com a meta específica que está sendo trabalhada e é
também obtido um maior conhecimento sobre elas. Na análise do processo
devemos investigar o relacionamento existente entre o fenômeno, concentrando
nossa atenção no foco do problema identificado na fase anterior, e quaisquer
deficiências que possam existir no processo.
• Plano de ação: após a análise do processo, deve ser estabelecido o plano de
ação, que é um conjunto de contramedidas com o objetivo de atacar as causas
do problema, priorizando as medidas a serem implementadas e avaliando
aquela que levarão ao alcance das metas.
3.2.1.2.DO
Significa fazer ou executar tudo aquilo que foi planejado anteriormente. Os
dados são coletados para análise, tratados e utilizados na etapa seguinte para
verificação da performance do planejado. São importantes o treinamento, a
motivação e o comprometimento das pessoas envolvidas no processo.
3.2.1.3.CHECK
Significa checar ou comparar os dados coletados na etapa de execução, é feita
uma avaliação dos resultados obtidos em relação ao alcance da meta.
3.2.1.4.ACTION
Significa atuar, evitar a repetição e institucionalizar o melhoramento como uma
nova prática a ser melhorada caso as metas tenham sido atingidas.
O ciclo PDCA gira sem parar, sendo que todo melhoramento feito, se torna
padrão e, será desafiado com novos planos de mais melhoramentos, processo

38
através do qual novos padrões são fixados, para serem desafiados, revisados e
substituídos por padrões mais novos e melhores.
FIGURA 5 – CICLO DE PDCA DE MELHORIA
FONTE: Aguiar (2002, p. 64)
D J 98 97
GERENCIAMENTO PARA MELHORAR
META DE MELHORIA
5
6
7
8
EXECUÇÃO Atuação de acordo com o “Plano de Ação”
VERIFICAÇÃO Confirmação a efetividade da ação
PADRONIZAÇÃO Eliminação definitiva das causas
CONCLUSÃO Revisão das atividades e planejamento para trabalho futuro
1
2
3
4
PROBLEMA Identificação do problema
ANÁLISE Descoberta das causas principais
PLANO DE AÇÃO Contramedidas às causas principais
OBSERVAÇÃO Reconhecimento das características do problema
EFETIVO
P
D
A
C
SIM
NÃO
MELHOR FALHA
META
99

39
3.3.DIAGRAMA DE PARETO
Trata-se de um método que auxilia a classificar e priorizar os problemas. O
método de Análise de Pareto permite dividir o problema grande em grande número
de problemas menores e fáceis de resolver através do método de solução de
problemas: permite ainda priorizar projetos e separar os problemas em pouco vitais
e muito triviais.
É utilizado quando é necessário ressaltar a importância relativa entre vários
problemas ou condições, no sentido de escolher o ponto de partida para a solução
de um problema, avaliar um progresso ou identificar a causa básica de um
problema.
O diagrama de Pareto é uma forma especial do gráfico de barras verticais, que
nos permite determinar quais problemas resolver e qual a prioridade, além de
permitir que se estabeleçam metas numéricas viáveis a serem alcançadas. É
elaborado com base em uma folha de verificação ou outra fonte de coleta de dados,
que nos ajuda a dirigir atenção e esforços para priorizar as causas vitais.
3.3.1.CONSTRUÇÃO DO DIAGRAMA DE PARETO
Para construir um diagrama de Pareto, as seguintes etapas devem ser seguidas:
• Selecionar os problemas a serem comparados e estabelecer uma ordem por
intermédio da utilização de dados existentes. Selecionar um padrão de
comparação como unidade de medida e um período de tempo para ser
analisado;
• Reunir os dados necessários dentro de cada categoria. Comparar a freqüência
de cada categoria com relação a todas as demais. Listar as categorias da
esquerda para a direita num eixo horizontal em ordem decrescente de
freqüência. Os itens de menor importância podem ser combinados na categoria
“outros” que é colocado no extremo direito do eixo, como última barra. Acima de

40
cada classificação ou categoria desenhar um retângulo cuja altura representa a
freqüência naquela classificação;
• Eventos mais freqüentes não são sempre os mais importantes. Marcar o gráfico
com clareza, mostrando a unidade de medida. Este tipo de gráfico é usado
freqüentemente para análise e apresentação. É possível avaliar a efetividade de
uma ação corretiva, comparando-se dois diagramas de Pareto antes e depois da
ação corretiva.

41
4.ANÁLISE DAS CAUSAS DE FALHAS NO SISTEMA FREIO DINÂ MICO
Como já tratado anteriormente, o impacto causado por uma falha de locomotiva
reflete no planejamento de formação de trens, proporcionando resultados negativos
no cumprimento das metas de produção e dos custos, bem como no compromisso
de atendimento ao cliente.
Quando ocorre uma falha em uma das locomotivas de um trem, a eficiência da
frenagem dinâmica é diminuída, fazendo com que o condutor do trem tenha que
manter a mesma velocidade por intermédio do aumento da capacidade de frenagem
a ar. A maior aplicação do freio a ar durante a descida de rampas acentuadas é
bastante nociva às rodas dos vagões, sapatas de freios e engates. Neste sistema o
contato deslizante entre a sapata e a roda proporciona a geração de calor o que
resultará em um aumento de temperatura das superfícies em atrito, proporcionando
um desgaste das rodas e das sapatas.
A análise da falha no sistema de freio dinâmico deve ser iniciada com a
obtenção de informações técnicas básicas, tais como: parâmetros de projeto,
processo de fabricação e montagem, histórico de manutenções anteriores,
parâmetros operacionais aos que o sistema está submetido, buscando sempre, a
identificação da causa primária, uma vez que na grande maioria dos casos a causa
secundária é confundida com uma das conseqüências desta e, caso isto aconteça, o
problema não será eliminado em definitivo.
4.1.DEFINIÇÃO DO PROBLEMA
O estudo de caso será desenvolvido com locomotivas da Frota A da MRS e com
dados referente às ocorrências registradas no período de 01/01/04 a 31/05/06. A
frota A de locomotivas esta distribuída em vários modelos como mostrado no
Quadro 1.

42
MODELO QTDE GE-U23C/CE 85 GE-C30-7 9 GE-C36-S7 2 GE-U23CA 28 GE-C36-ME 37 GE-C30-7MP 19 GE-SF30-C 10 GE-C36-7 23 GE-C36E 27 Total 240
QUADRO 1 – LOCOMOTIVAS FROTA A
FONTE: Sistema BAAN da MRS
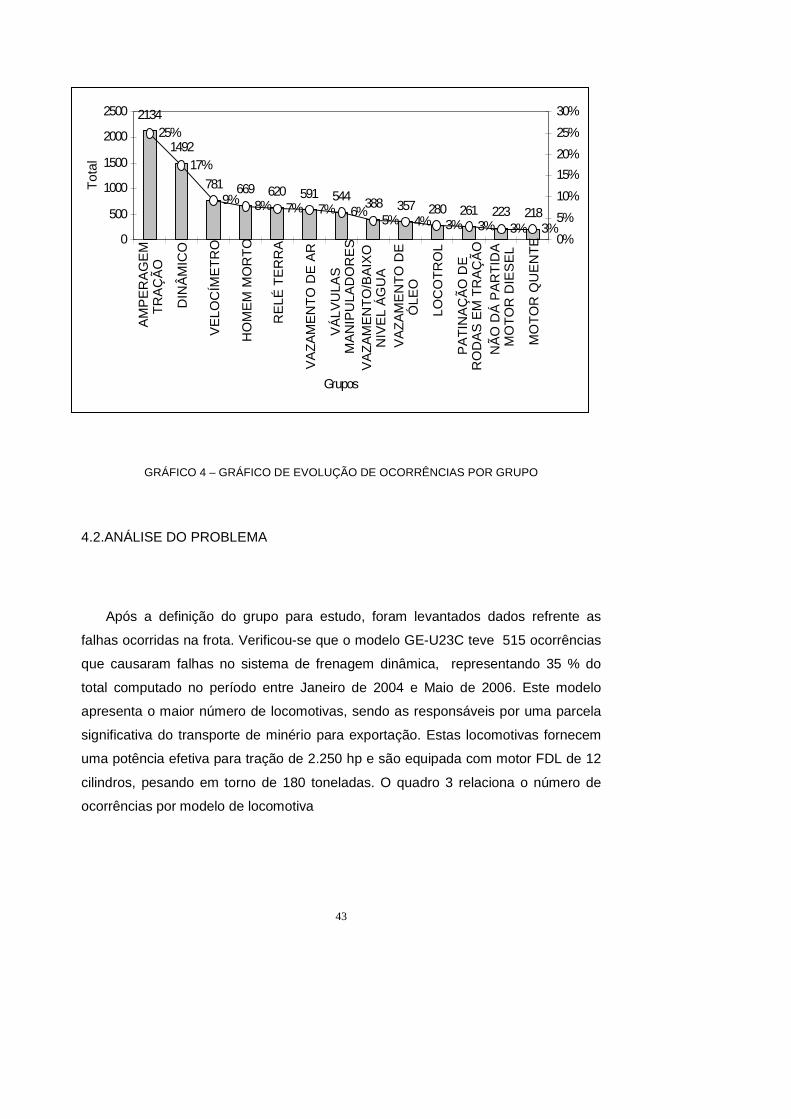
O freio dinâmico foi o segundo gerador de ocorrências com restrições,
totalizando 1492 registros. Isto representa 17 % dentre grupos que apresentaram
maiores índices de falhas, (gráfico 4). Por se tratar de um sistema de segurança
fundamental na operação, foi escolhido para o estudo dentro de uma perspectiva de
redução mensal da quantidade de restrições de locomotivas.
O quadro 2 relaciona os grupos analisados para estudo
GRUPO 2004 2005 2006 TOTAL % AMPERAGEM TRAÇÃO 847 962 325 2134 25% DINÂMICO 644 604 244 1492 17% VELOCÍMETRO 353 333 95 781 9% HOMEM MORTO 346 233 90 669 8% RELÉ TERRA 267 269 84 620 7% VAZAMENTO DE AR 289 223 79 591 7% VÁLVULAS MANIPULADORES 230 223 91 544 6% VAZAMENTO/BAIXO NIVEL ÁGUA 182 154 52 388 5% VAZAMENTO DE ÓLEO LUBRIFICANTE 138 169 50 357 4% LOCOTROL 91 140 49 280 3% PATINAÇÃO DE RODAS EM TRAÇÃO 75 143 43 261 3% NÃO DÁ PARTIDA MOTOR DIESEL 89 96 38 223 3% MOTOR QUENTE 108 71 39 218 3%
TOTAL 3659 3620 1279 8558
QUADRO 2 – NÚMERO DE OCORRÊNCIAS POR GRUPO
FONTE: Sistema BAAN da MRS
43
GRÁFICO 4 – GRÁFICO DE EVOLUÇÃO DE OCORRÊNCIAS POR GRUPO
4.2.ANÁLISE DO PROBLEMA
Após a definição do grupo para estudo, foram levantados dados refrente as
falhas ocorridas na frota. Verificou-se que o modelo GE-U23C teve 515 ocorrências
que causaram falhas no sistema de frenagem dinâmica, representando 35 % do
total computado no período entre Janeiro de 2004 e Maio de 2006. Este modelo
apresenta o maior número de locomotivas, sendo as responsáveis por uma parcela
significativa do transporte de minério para exportação. Estas locomotivas fornecem
uma potência efetiva para tração de 2.250 hp e são equipada com motor FDL de 12
cilindros, pesando em torno de 180 toneladas. O quadro 3 relaciona o número de
ocorrências por modelo de locomotiva
2134
1492
781 669 620 591 544 388 357 280 261 223 218
25%
17%
9% 8% 7% 7% 6%5% 4% 3% 3% 3% 3%
0
500
1000
1500
2000
2500
AM
PE
RA
GE
MT
RA
ÇÃ
O
DIN
ÂM
ICO
VE
LOC
ÍME
TR
O
HO
ME
M M
OR
TO
RE
LÉ T
ER
RA
VA
ZA
ME
NT
O D
E A
R
VÁ
LVU
LAS
MA
NIP
ULA
DO
RE
SV
AZ
AM
EN
TO
/BA
IXO
NIV
EL
ÁG
UA
VA
ZA
ME
NT
O D
EÓ
LEO
LOC
OT
RO
L
PA
TIN
AÇ
ÃO
DE
RO
DA
S E
M T
RA
ÇÃ
ON
ÃO
DÁ
PA
RT
IDA
MO
TO
R D
IES
EL
MO
TO
R Q
UE
NT
E
Grupos
Tot
al
0%
5%
10%
15%
20%
25%
30%

44
MODELO 2004 2005 2006 TOTAL % UNIT. % ACUM. GE-U23C 216 196 103 515 35% 35% GE-C36-7 119 79 28 226 15% 50% GE-U23CA 58 62 15 135 9% 59% GE-U23CE 52 50 26 128 9% 67% GE-C30-7MP 68 35 15 118 8% 75% GE-C36-ME 31 62 19 112 8% 83% GE-SF30-C 54 43 12 109 7% 90% GE-C30-7 39 30 4 73 5% 95% GE-C36-E 42 22 64 4% 99% GE-C36-S7 7 5 12 1% 100%
TOTAL 644 604 244 1492 100%
QUADRO 3 – TOTAL DE OCORRÊNCIA POR MODELO
FONTE: Sistema BAAN da MRS
De posse dos dados foi pensada a estratégia de como executar a análise do
problema. A primeira decisão tomada foi levantar as falhas que causaram maior
impacto, proporcionando maiores restrições de ocorrências. Foi feita uma análise
resumida de cada uma, sendo que a queima de resistência de freio dinâmico, é a
que mais causou impactos, gerando assim maiores números de restrições no
sistema de freio dinâmico. Foram expurgados as falhas de menores índices
incidências. O quadro 4 mostra o número de falha por modelo de locomotiva.
QUADRO 4 – TOTAL DE FALHAS POR MODELO
FONTE: Sistema BAAN da MRS
FALHA U23C C36-7 C36-E U23CA U23CE C36-ME SF30-C C30-7 C30-7MP C36-S7NADA CONSTATADO 89 55 6 41 35 37 42 27 36 4RESISTOR DE FRENAGEM DINAMICA 143 33 20 10 15 3 17 3 2 1OUTROS 41 30 12 16 13 16 11 19 11CABOS E BARRAMENTOS 21 14 2 11 3 2 8 2 11MOTOR DE TRAÇÃO - FALHA ELETRICA 22 5 2 8 9 5 1 2 15POTENCIOMETRO DO DINAMICO 17 1 3 2 10 1 1 2 2CONTATORES PARALELO 9 5 6 2 1 2 7RELE (PR,LRP) 22 6TERMINAIS 14 5 5 1 1 1FIAÇÃO 18 9 4 2 8 5 1 2 2 1

45
• Nada constatado: são falhas que foram observadas pelo maquinista e informadas
à rádio mecânica porém ao se verificar na oficina, o sistema funcionou
normalmente.
• Outros: são falhas não cadastradas no sistema Baan, causados por acidentes,
curtos circuitos, ligação incorreta de componente.
• Cabos e barramentos: são cabos pertencentes ao circuito de alta tensão do
sistema de freio dinâmico, que são ligados nas resistências e motores de tração.
São detectados aquecimento por mal contato, parafusos e conexões frouxas,
baixos isolamentos.
• Falhas elétricas motor de tração: são falhas causadas por aterramento, fuga de
corrente para massa, armadura em curto e baixo isolamentos, campos das
bobinas de excitação e comutação abertos e baixos isolamentos, terra no cabo
de interligações dos porta escovas.
• Potenciômetro do dinâmico: componente utilizado pelo maquinista, para variar a
excitação do gerador principal durante a frenagem. São observados falhas como
curto e queimas fazendo que o mesmo fique em aberto, proporcionando
restrições no sistema de freio dinâmico.
• Fiação: são cabos de ligação referentes aos circuitos de baixa tensão do sistema
de freio dinâmico. As falhas mais comuns são; mal contato, fiação solta.
• Contatores: são responsáveis no fechamento dos circuitos de motores de tração,
e as falhas comuns são queima de bobina, mal contato nos circuitos auxiliares e
falhas no sistema mecânico.
• Terminais: nestes componentes ocorrem falhas como aquecimento, mal contato,
mal isolamento.
• Queima de resistor dinâmico: são falhas resultantes de excesso de corrente nas
grades de resistencias e insuficência de ventilação devido a mal funcionamento
do sistema de ar da locomotiva. Neste ítem observa-se que além da queima,
ocorrem outras falhas nas resistências tais como; valor ohmico da resistência
alterado, isoladores de amianto danificado; parafusos dos terminais aquecidos,
isoladores quebrados, o que contribui para o mal rendimento do sistema de freio
dinâmico. Para se ter idéia da dimensão do problema, a figura 6 mostra foto de
uma resistência de freio dinâmico queimada.

46
FIGURA 6 – FOTO RESISTÊNCIA DE FREIO DINÂMICO QUEIMADA
FONTE: Arquivo da MRS
4.3.IDENTIFICAÇÃO CAUSAS DE QUEIMA NAS RESISTÊNCIAS
Foram computados 247 registros para locomotivas pertencentes a frota A. O
modelo GE-U23C apresentou 143 ocorrências de queimas de resistências de freio
dinâmico o que equivale 58% ( gráfico 5) dos dados apurados conforme dados do
quadro 5.
QUADRO 5 – NÚMEROS DE FALHAS DE RESISTORES DE FRENAGEM DINÂMICA
FONTE: Sistema BAAN da MRS
MODELO QTDE QUEIMA RESISTÊNCIA % UNIT. % ACUM.GE-U23C 143 58% 58%GE-C36-7 33 13% 71%GE-C36-E 20 8% 79%GE-SF30-C 17 7% 86%GE-U23CE 15 6% 92%GE-U23CA 10 4% 96%GE-C30-7 3 1% 98%GE-C36-ME 3 1% 99%GE-C30-7MP 2 1% 100%GE-C36-S7 1 0% 100%TOTAL 247 100%

47
GRÁFICO 5 – GRÁFICO DE ÍNDICE DE QUEIMA RESISTOR DINÂMICO
Para diagnosticar as falhas no sistema de frenagem dinâmica em locomotivas
modelo GE U23C, é indicado a aplicação do teste de RAILS-101 (Figura 7) que
pode ser usado nas manutenções corretivas e preventivas.
A análise inicia-se pelos circuitos medindo-se a corrente máxima nos campos
dos motores de tração (RAILS-101, p. 1), sendo que esta deverá estar entre 900 a
1.200 amperes dependendo da temperatura ambiente. Se a corrente estiver fora
destes limites será necessário fazer a avaliação da tensão na bateria e do sinal do
pino do receptáculo da tomada de jumper. A tensão nestes componentes deverá
estar em torno de 74 volts, com o motor díesel à uma velocidade máxima de rotação
e o potenciômetro de carga no ponto máximo. O resistor ER1 deverá ser ajustada
para 2,5 ohms entre os “taps” e a tensão deverá ser igual a 140 volts no resistor
ER6. Esta tensão é denominada de referência e esta relacionada diretamente com
a voltagem correta nas grelhas. Se esta tensão não for 140 volts, a irregularidade
poderá estar no próprio resistor podendo ocorrer a queima do mesmo. O valor de
140 volts corresponde a corrente máxima de 740 amperes permitida nas grelhas.
Índice de queim a resistência fre io dinâm ico por m od elo locom otiva
143
247
58% 100%1
2033 17 15 10 3 3 20%
8%13%7% 6% 4% 1% 1% 1%
58%
71%79%
86%92% 96% 98% 99% 100% 100%
0
50
100
150
200
250
300
GE
-U23
C
GE
-C36
-7
GE
-C36
-E
GE
-SF
30-
C
GE
-U23
CE
GE
-
U23
CA
GE
-C30
-7
GE
-C36
-
ME
GE
-C30
-
7MP
GE
-C36
-
S7
TO
TA
L
M ode lo
Qtd
e
0%
20%
40%
60%
80%
100%
120%

48
O circuito de realimentação tem a finalidade de evitar excessos de corrente
através dos resistores de frenagem e seu funcionamento ocorre quando a corrente
nos resistores do freio dinâmico atinge 740 amperes
A inversão do resistor de freio dinâmico é mais difícil de ocorrer, porém se for
retirado e o colocarem invertido, ocorrerá a queima do mesmo.
Para controlar a exictação é usado o potenciômetro do regulador de carga e um
relé micro-posicionador (PR) que respondem a nível de excitação estabelecido pelo
potenciômetro BCP. Se o relé não funcionar corretamente terá excitação máxima ou
mínima , as correntes do campo dos motores de tração aumentará até milhares de
amperes, provocando a queima do campo.
Se o motor díesel perde a velocidade ou não permanece na velocidade
especificada, não há motivo de preocupação para queima de resistores de frenagem
dinâmica por falta de ar de refrigeração. Quando o motor díesel está girando em
velocidade reduzida, a tensão de saída do gerador principal para o campo dos
motores de traçào é também baixa. A corrente de frenagem será baixa e, desde que
o aquecimento é proporcional ao quadrado da corrente nos resistores, o calor
provocado será baixo também. A temperatura no resistores de freio não atingirá o
nível normal enquanto o motor diesel não trabalhar na velocidade máxima.
Se os radiadores são tapados do lado do fluxo de ar, o ventilador não consegue
absorver ar suficiente para resfriar os resistores, logo é necessário fazer o motor
girar à máxima velocidade, sem carga, observando a velocidade do ar que entra
pelas telas. O ar que entra deve ser suficiente para manter um pano de limpesa,
contra a tela. Se o radiador estiver sujo, o fluxo de ar será reduzido e o tecido não
permanecerá no lugar.
Em frenagem dinâmica é necessario existir um equilibrio de potencial, para que
a fuga através dos isoladores seja simétrica e não permita a passagem de corrente
através da bobina de relé terra. Se só uma metade dos resistores é trocada ou
limpada, esta situaçào pode ser desiquilibrada. Com esta simetria o relé terra não
operará durante a frenagem dinâmica, mesmo que a resistência estiver baixa valor.

49
FIGURA 7 – ESQUEMÁTICO DE FRENAGEM DINÂMICO
FONTE: RAILS-101

50
4.4.MELHORIAS
Existem dois fatores que devem ser considerados para melhoria das falhas no
sistema de freio dinâmico:
4.4.1.CONTROLE DE CORRENTES QUE CIRCULAM NAS RESISTÊNCIAS:
Para cada modelo de locomotiva, é necessário regular a corrente conforme
valores indicados no quadro 6. Faz-se necessário respeitar estes valores para obter
efeciência no freio dinâmico, bem como evitar queima de resistência.
QUADRO 6 – VALOR PADRÃO PARA REGULAGEM FREIO DINAMICO FONTE: Arquivo da MRS
Para melhor entendimento, é feita uma comparação dos sistemas das
locomotivas GE-U23C (figura 8) e GE-U23CA.( figura 9)
MODELOREG. CIRCUITO DE REALIMENTAÇÃO
DO FD
REG. EXCITAÇÃO DO CAMPO DOS
MTS
U23C 740 1200U23CA 810 1200C30-7 710 1200
C36-7 (3821,3822,3831 A 3842) 650 1200C36-7 (3820, 3823 A 3830) 710 1200
SFC30-7 650 1200C30-MP 810 -----C36-ME 600 -----C36-S7 710 -----
PADRONIZAÇÃO NA REGULAGEM DE FREIO DINÂMICO

51
FIGURA 8 – VISTA EM CORTE CONJUNTO DE RESISTÊNCIA LOCOMOTIVA GE-U23C
FIGURA 9 – VISTA EM CORTE CONJUNTO DE RESISTÊNCIA LOCOMOTIVA GE-U23CA
O que se pode analisar é que a corrente que circula na grade das locomotivas
U23C é 740 A. Este valor é constante durante a circulação em todas as 18
resistências, pois as mesmas estão ligadas em série. Neste grupo de resistência
ocorrerá maior dissipação de calor. Já nas locos U23CA a corrente que circula é de
810 A., sendo dividida em 405 A, mantendo constante para as 24 resistências que
estam ligadas em paralelo. Para esta situação haverá uma menor dissipação de
calor. Logo as resistências deste modelo queimaram com menor frequência.
M M
I =740 A
R1
I =740 A
R2 R3 R4 R5 R6
M M
R1 R2
R3 R4
R5 R6
R7 R8
I =405 A
I =405 A I =405 A
I =405 A
I = 810 A
52
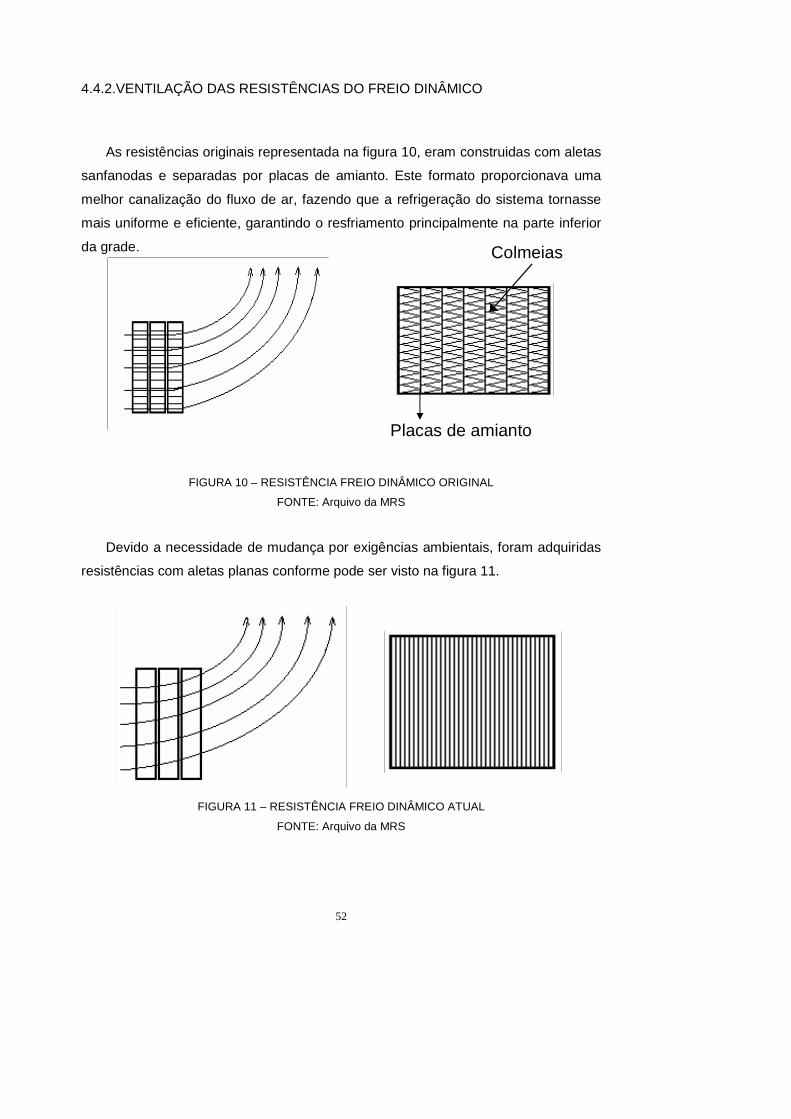
4.4.2.VENTILAÇÃO DAS RESISTÊNCIAS DO FREIO DINÂMICO
As resistências originais representada na figura 10, eram construidas com aletas
sanfanodas e separadas por placas de amianto. Este formato proporcionava uma
melhor canalização do fluxo de ar, fazendo que a refrigeração do sistema tornasse
mais uniforme e eficiente, garantindo o resfriamento principalmente na parte inferior
da grade.
FIGURA 10 – RESISTÊNCIA FREIO DINÂMICO ORIGINAL
FONTE: Arquivo da MRS
Devido a necessidade de mudança por exigências ambientais, foram adquiridas
resistências com aletas planas conforme pode ser visto na figura 11.
FIGURA 11 – RESISTÊNCIA FREIO DINÂMICO ATUAL
FONTE: Arquivo da MRS
Colmeias
Placas de amianto

53
Para este modelo acontecem perdas de refrigeração, pois a circulação de ar
deixa de ser uniforme, diminuindo a área de contato entre o ar (elemento
refrigerante) e a resistência, proporcionando queimas principalmente na região
inferior da resistência conforme é representado na figura 12 e figura 13.
FIGURA 12 – REGIÕES CRITICAS DE QUEIMA EM RESISTÊNCIA DINÂMICO
FONTE : Arquivo da MRS
FIGURA 13 – REGIÕES CRITICAS DE QUEIMA EM RESISTÊNCIA DINÂMICO
FONTE : Arquivo da MRS
Na tentativa de suprimir o problema, foi desenvolvido pela equipe de
manutenção da MRS, um sistema de deflectores representado na figura 14 e 15
Regiões críticas
Região de queima SAÍDA DO
Região crítica de refrigeração
80 % casos de queima
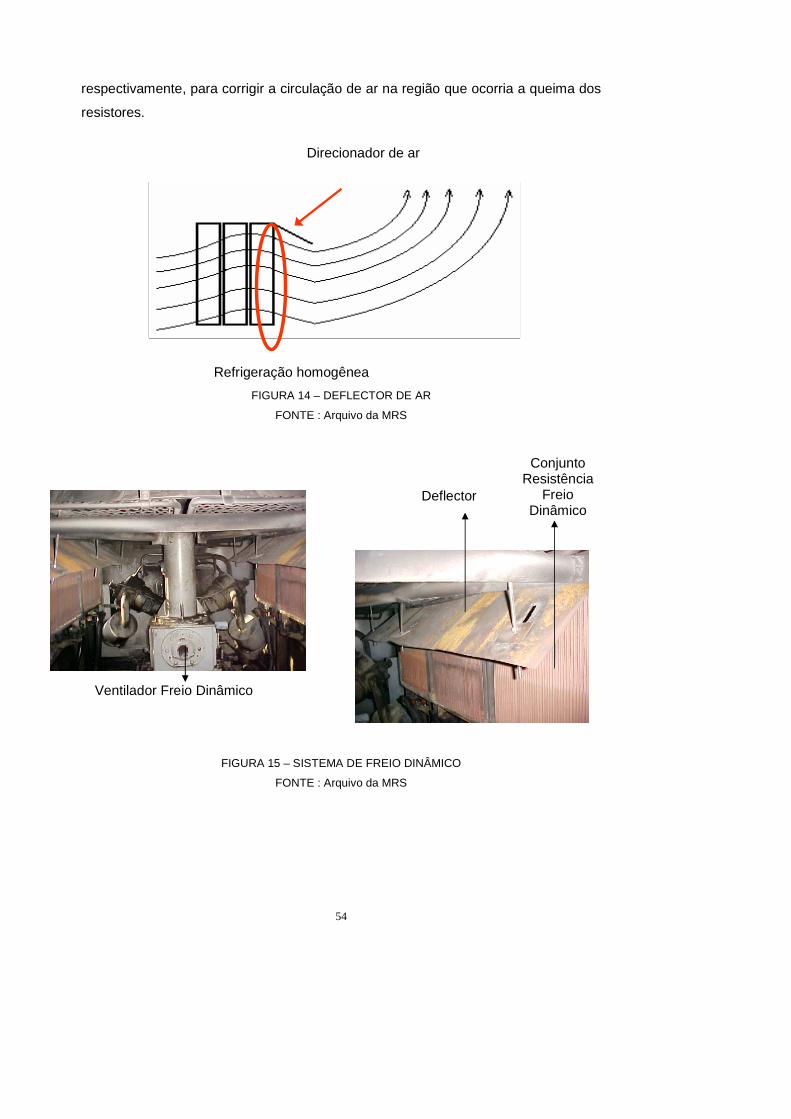
54
respectivamente, para corrigir a circulação de ar na região que ocorria a queima dos
resistores.
FIGURA 14 – DEFLECTOR DE AR
FONTE : Arquivo da MRS
FIGURA 15 – SISTEMA DE FREIO DINÂMICO
FONTE : Arquivo da MRS
Deflector
Conjunto Resistência
Freio Dinâmico
Ventilador Freio Dinâmico
Direcionador de ar
Refrigeração homogênea

55
4.4.3.PLANO DE AÇÃO
Existem na empresa estudos e ações para diminuir as restrições causadas por
falhas no sistema de frenagem dinâmica para locomotivas modelo GE U23C da frota
A. No quadro 7 são enumerados alguns planos de ações a título de exemplo,
realizado pela equipe de manutenção da MRS.
PLANO DE AÇÃO
O QUE POR QUE COMO
Treinamento de todos mantenedores elétricos,
técnicos em todos circuitos de freio dinâmico
Alto índice de diagnóstico, manutenção e nada
constatado
Treinamento, testes ajustes de cada sistema de freio
dinâmico
Instalar deflector de ar Melhorar o fluxo de ar nas resistências de grade
Instalar um deflector na parte interna do grupo de
resistência
Fazer varredura de toda a frota verificando o circuito
de realimentação do dinâmico
Verificar condições de regulagem da frota
Utilizar teste de realimentação para cada
locomotiva
Implementar sistema de controle de corrente para
locomotiva U23C
Proteger o circuito do dinâmico. Proteger o
circuito de tração (motores de tração), geradores
Instalando novo equipamento de controle
de corrente
QUADRO 7 – PLANO DE AÇÃO
FONTE : Arquivo da MRS
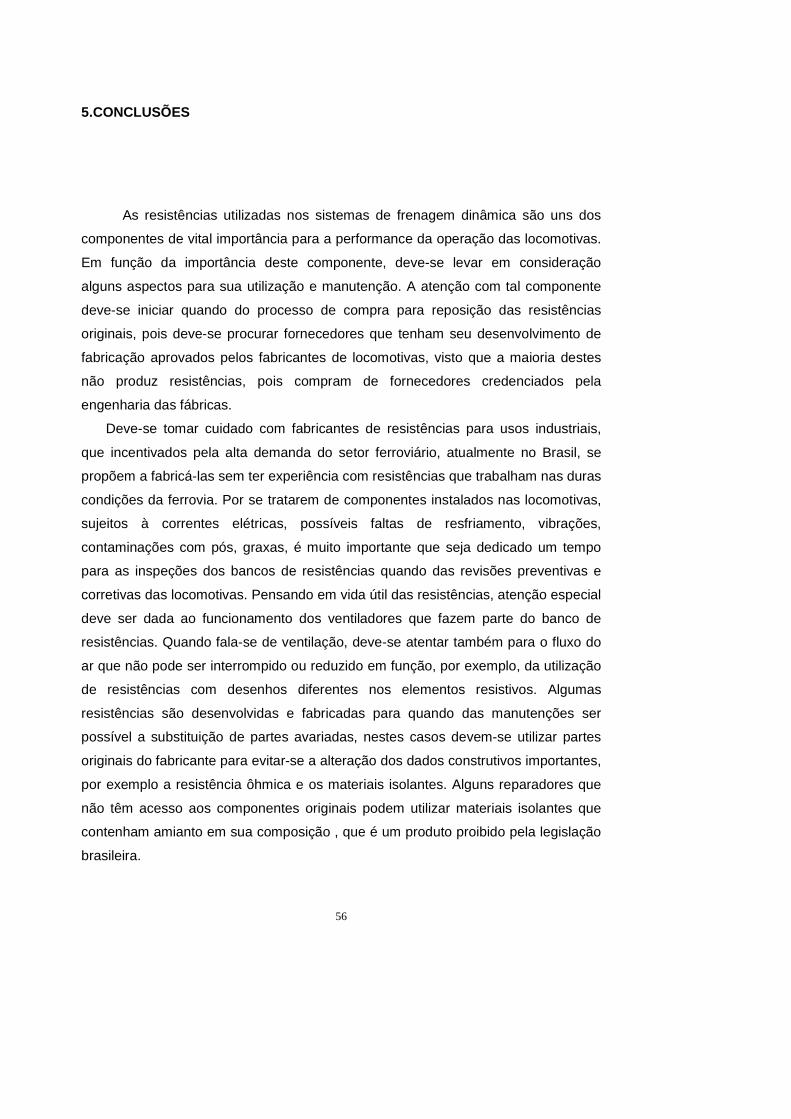
56
5.CONCLUSÕES
As resistências utilizadas nos sistemas de frenagem dinâmica são uns dos
componentes de vital importância para a performance da operação das locomotivas.
Em função da importância deste componente, deve-se levar em consideração
alguns aspectos para sua utilização e manutenção. A atenção com tal componente
deve-se iniciar quando do processo de compra para reposição das resistências
originais, pois deve-se procurar fornecedores que tenham seu desenvolvimento de
fabricação aprovados pelos fabricantes de locomotivas, visto que a maioria destes
não produz resistências, pois compram de fornecedores credenciados pela
engenharia das fábricas.
Deve-se tomar cuidado com fabricantes de resistências para usos industriais,
que incentivados pela alta demanda do setor ferroviário, atualmente no Brasil, se
propõem a fabricá-las sem ter experiência com resistências que trabalham nas duras
condições da ferrovia. Por se tratarem de componentes instalados nas locomotivas,
sujeitos à correntes elétricas, possíveis faltas de resfriamento, vibrações,
contaminações com pós, graxas, é muito importante que seja dedicado um tempo
para as inspeções dos bancos de resistências quando das revisões preventivas e
corretivas das locomotivas. Pensando em vida útil das resistências, atenção especial
deve ser dada ao funcionamento dos ventiladores que fazem parte do banco de
resistências. Quando fala-se de ventilação, deve-se atentar também para o fluxo do
ar que não pode ser interrompido ou reduzido em função, por exemplo, da utilização
de resistências com desenhos diferentes nos elementos resistivos. Algumas
resistências são desenvolvidas e fabricadas para quando das manutenções ser
possível a substituição de partes avariadas, nestes casos devem-se utilizar partes
originais do fabricante para evitar-se a alteração dos dados construtivos importantes,
por exemplo a resistência ôhmica e os materiais isolantes. Alguns reparadores que
não têm acesso aos componentes originais podem utilizar materiais isolantes que
contenham amianto em sua composição , que é um produto proibido pela legislação
brasileira.
57
5.1.SUGESTÕES
Como sugestão, podem-se citar as seguintes recomendações:
• Padronizar as resistências das locomotivas da frota A;
• Aplicar sempre o teste “Rails – 101” nas manutenções preventivas e corretivas de
locomotivas modelo GE U23C;
• Melhorar o fluxo de ar das grades de resistência;
• Procurar fazer um estudo mais apurado das locomotivas com reincidências de
falhas no sistema de freio dinâmico;
• Desenvolver novos fornecedores;
• Melhorar o sistema de divulgação e recuperação da informação nas oficinas de
inspeção;
• Fazer intercâmbio entre setores de manutenção;
• Desenvolver projetos relacionados à proteção do sistema de freio dinâmico;
• Durante as inspeções e manutenção preventiva, fazer limpeza das telas na frente
das resistências por onde passa o ar de resfriamento, devido ao acúmulo de
detritos na tela;
• É conveniente verificar o estado geral do conjunto de resistências, pois se
ocorrer queima em alguma delas, o metal derretido passará para a próxima,
causando assim queima sucessiva das demais.

58
REFERÊNCIAS
AFFONSO, Luiz Otávio Amaral. Equipamentos mecânicos : análise de falhas e
solução de problemas. [S.l.]: [s. n.], 2000.134 p.
AGUIAR, Silvio. Integração das ferramentas da qualidade ao PDCA e a o
Programa Seis Sigma . Belo Horizonte: Editora de Desenvolvimento Gerencial,
2002. 229 p.
BRINA, Helvécio Lapertosa. Estradas de ferro 2 . 2. ed. Belo Horizonte: Editora
UFMG, 1988. 215 p. (Coleção aprender)
DARIGO, Rodolfo Luiz. Frenagem ferroviária. In: MATERIAL de tração, CAEF . Rio
de Janeiro: Convênio EE/UFRJ – ENGEFER, 1982. 73 p. Apostila do Curso
Jeronymo Monteiro Filho, Atualização em Engenharia Ferroviária.
DARIGO, Rodolfo Luiz. Sistemas de freios: evolução do freio. In: APOSTILA
apresentada pelo IME no Curso de Especialização em transporte ferroviário de
Carga. [Rio de Janeiro] : IME, 2006. Não paginado.
PAIVA, Judas Tadeu de. Eletricidade de locomotiva . Juiz de Fora: Teach –
Consultoria e Treinamento Ferroviário: Academia MRS Logística, 2006. 60 p.
Apostila do Curso de Especialização Ferroviária em Transporte de Cargas.
RAILS-101. [S.l.]: General Electric do Brasil, [1979]. 13 p.
ROZA, Leopoldo Corrêa. Teoria da tração e da frenagem. In: APOSTILA
apresentada pelo IME no Curso de Especialização em transporte ferroviário de
Carga. [Rio de Janeiro] : IME, 2006. Não paginado.