Embed Size (px)
Citation preview

Carlos Fernando Cogollo Aponte
Utilização do Método dos Elementos Finitos no Desenvolvimento
de Modelos de Corte de Material
Dissertação de Mestrado
Dissertação apresentada como requisito parcial para
obtenção do título de Mestre pelo Programa de Pós-
Graduação em Engenharia Civil da PUC-Rio.
Orientador: Prof. Sergio Augusto Barreto da Fontoura
Co-orientador: Dr. Nelson Inoue
Rio de Janeiro
Fevereiro de 2011

Carlos Fernando Cogollo Aponte
Utilização do Método dos Elementos Finitos no Desenvolvimento
de Modelos de Corte de Material
Dissertação apresentada como requisito parcial para obtenção do
título de Mestre pelo Programa de Pós-Graduação em Engenharia
Civil do Departamento de Engenharia Civil da PUC-Rio. Aprovada
pela Comissão Examinadora abaixo assinada.
Prof. Sergio Augusto Barreto da Fontoura
Orientador
PUC-Rio
Dr. Nelson Inoue
Co-orientador
PUC-Rio
Prof. Celso Romanel
PUC-Rio
Prof. Tarcisio Celestino
USP-São Carlos
Prof. José Eugênio Leal
Coordenador Setorial do
Centro Técnico Científico - PUC-Rio
Rio de Janeiro, 23 de fevereiro de 2011

Todos os direitos reservados. É proibida a reprodução total
ou parcial do trabalho sem autorização da universidade, do
autor e do orientador.
Carlos Fernando Cogollo Aponte
Graduou-se em Engenharia Civil na UIS Universidade
Industrial de Santander Colômbia em 1999/2, possui
especialização em GIS pela Universidade Distrital
Francisco José de Caldas de Bogotá na Colômbia em
2005/2. Tem trabalhado em várias áreas da engenharia civil
atuando agora no setor público. No ano 2009 ingressou ao
curso de Mestrado em Engenharia Civil na Pontifícia
Universidade Católica do Rio de Janeiro, na área de
geotécnica, desenvolvendo dissertação de mestrado na linha
de pesquisa Geomecânica do Petróleo.
Ficha Catalográfica
Cogollo A., Carlos Fernando.
Utilização do Método dos Elementos Finitos no
Desenvolvimento de Modelos de Corte de Material / Carlos
Fernando Cogollo Aponte; Orientador: Sergio A. B. da Fontoura;
Co-orientador: Nelson Inoue. – Rio de Janeiro: PUC-Rio,
Departamento de Engenharia Civil, 2011.
v., 101 f: Il. ; 30 cm
1. Dissertação (mestrado) – Pontifícia Universidade Católica
do Rio de Janeiro, Departamento de Engenharia Civil.
Incluí referências bibliográficas.
1. Engenharia Civil – Teses. 2. Elementos finitos. 3.
Corte de materiais. 4. Modelagem. 5. Forças. 6. MSE. 7.
Torque. 8. Modelos Constitutivos. 9. Problemas dinâmicos.
10. Dependência da taxa. 11. Grandes deformações. 12.
Problemas de Contato. 13. Mecanismos de falha.
CDD: 624

Al Señor Jesús mi Dios
“al único y sabio Dios, nuestro Salvador, sea gloria y majestad, imperio y
potencia, ahora y por todos los siglos”
San Judas 1:25
Agradecimentos
A meu Deus Jesus Cristo, por permitir tudo e me segurar em seus propósitos até o
fim, muito obrigado.
A Nohora Isabel minha amada esposa e minhas filhas Isabella e Gabriela por seu
grande amor.
Agradeço a toda minha família, mãe, irmãos, sobrinhos, irmãos, tios, sogros e
primos pelo grande apoio oferecido.
A Igreja do Senhor na Colômbia IPUC Bucaramanga Barrio Mutis e a IPUB em
São João de Meriti RJ.
Ao Professor Sergio Fontoura pela orientação ao longo da pesquisa, pelo apoio,
paciência e seu conhecimento.
Obrigado Nelson Inoue por sua grande ajuda dedicação e amizade ao longo dos
anos de trabalho no GTEP.
A PUC-Rio, seus funcionários e as agências CNPq (Conselho Nacional de
Desenvolvimento Científico e Tecnológico) e CAPES (Coordenação de
Aperfeiçoamento de Pessoal de nível superior) pela oportunidade oferecida e pela
ajuda econômica.
Agradeço a Contraloría General de la República de Colombia pelo apoio e a
oportunidade oferecida.
Agradeço a meus amigos do Mestrado pela amizade e companhia, a todos os
colombianos que estão na PUC-Rio e foram meus amigos e família, a os meninos
da casa, muito obrigado.
Agradeço a os colegas do GTEP, os funcionário e amigos que me ofereceram sua
amizade e ajuda. Em fim a cada uma das pessoas que me apoiaram muito
obrigado.

Resumo
Aponte, Carlos Cogollo; Fontura, Sergio Augusto Barreto. Utilização do
Método dos Elementos Finitos no Desenvolvimento de Modelos de
Corte de Material. Rio de Janeiro, 2011. 101p. Dissertação de Mestrado -
Departamento de Engenharia Civil, Pontifícia Universidade Católica do Rio
de Janeiro.
Entre os vários processos envolvidos na produção de petróleo e gás, o
processo de perfuração tem recebido grande atenção recentemente. Pesquisas
estão sendo direcionadas para este tema com o objetivo de melhorar o
desempenho das brocas de perfuração. Assim, o interesse da indústria do petróleo
é aumentar a taxa de penetração, reduzir o tempo de manobras, aumentar a vida
útil das brocas e consequentemente reduzir gastos durante o processo de
perfuração. Para alcançar estes objetivos, tradicionalmente, são empregados
métodos de otimização de perfuração baseados em energia mecânica específica.
Estes métodos utilizam como dados de entrada o peso sobre a broca, taxa de
penetração, torque e resistência à compressão da rocha. Os métodos de otimização
de perfuração ainda apresentam algumas dificuldades, tais como: relacionar
energia mecânica específica com resistência à compressão simples e os métodos
dependem de dados de perfuração de poços, como listados acima. Este trabalho
tem como objetivo apresentar um estudo alternativo do processo de corte em
rocha baseado em simulação numérica, especificamente utilizando um programa
comercial de elementos finitos chamado Abaqus. A primeira parte do trabalhou
consistiu no desenvolvimento de modelos de corte em metais baseado na lei de
plasticidade de Johnson-Cook. A motivação na escolha destes modelos foi a
grande quantidade de trabalhos encontrados na literatura que tratam do processo
de usinagem em metais. Posteriormente, a segunda parte do trabalho, que trata do
corte em rocha, foi conduzida. Modelos tridimensionais de ensaios de single cutter
foram elaborados e simulados utilizando a lei de plasticidade de Drucker-Prager,
adequada para rochas, que considera o efeito da pressão de confinamento.
Palavras-chave
Método dos elementos finitos; Processo de corte em metais e rocha; Leis de
plasticidade de Johnson-Cook e Drucker-Prager.

Abstract
Aponte, Carlos Cogollo; Fontura, Sergio Augusto Barreto (Advisor). Using
Finite Element Model in the Development of Cutting Material Models.
Rio de Janeiro, 2011. 101p. M.Sc. Dissertation –Departamento de
Engenharia Civil, Pontifícia Universidade Católica do Rio de Janeiro.
Among the various processes involved in producing oil and gas, the drilling
process has received great attention recently. Research is being directed to this
issue in order to improve the performance of drill bits. Thus, the interest of the oil
industry is to increase the penetration rate, reduce the time of switching, extending
the life of drills and consequently reduce spending during the drilling process. To
achieve these goals are traditionally used for drilling optimization methods based
on mechanical specific energy. These methods use as input the weight on the drill
penetration rate, torque and compressive strength of rock. The drilling
optimization methods still present some difficulties, such as mechanical specific
energy relationship with compressive strength and the methods depend on data-
drilling, as listed above. This dissertation aims to present a study of alternative
rock cutting process based on numerical simulation, specifically using a
commercial finite element program called Abaqus. The first part of the work was
the development of models of metal cutting based on the plasticity law of
Johnson-Cook. The motivation in choosing these models was the large number of
studies in the literature dealing with the machining process in metals.
Subsequently, the second part of the work, which is cut in rock, was conducted.
Three-dimensional models of single cutter tests were designed and simulated
using the plasticity law of Drucker-Prager, suitable for rocks, which considers the
effect of confining pressure.
Keywords
Finite element method; Procedure for cutting metal and rock; Plasticity laws
of Johnson-Cook and Drucker-Prager.

Sumário
1 Introdução 15
1.1 Objetivo do Trabalho. 16
1.2 Escopo do trabalho 17
2 Revisão Bibliográfica 18
2.1 Simulação de corte em metais através do método dos elementos finitos: 18
2.1.1 Simulação com elementos finitos do processo de formação de
cavacos na usinagem de aço ISI 1045 considerando alta velocidade 18
2.1.2 Estudos do efeito termo–mecânico na formação de chips durante
o processo de usinagem 19
2.1.3 Simulação da usinagem de peças endurecidas 21
2.2 Simulação de corte em rochas através do método dos elementos finitos 22
2.2.1 Simulação numérica do corte e da geração de calor durante corte
linear em rocha 22
2.2.2 Simulação numérica de corte em rocha utilizando o programa
LS-DYNA 24
2.2.3 Simulação numérica de perfuração e corte em rocha. 25
3 Modelagem com o método dos elementos finitos (MEF) 26
3.1 Detalhamento das variáveis envolvidas no processo de corte 27
3.2 Método de solução das equações e não linearidade 28
3.3 Descrição do movimento 28
3.3.1 Formulação Lagrangiana 29
3.3.2 Formulação Euleriana 30
3.3.3 Formulação ALE (Arbitraria Lagrangiana Euleriana): 31
3.4 Problema do contato 32
3.5 Modelos constitutivos utilizados e lei de dano 34
3.5.1 Modelo de Johnson & Cook 35
3.5.2 Modelo de Drucker-Prager 37
3.6 Modelos de dano e critérios de dano no modelo constitutivo de
Johnson & Cook e de Drucker-Prager 44

3.6.1 Modelos de ruptura dinâmico 45
3.6.2 Modelos de dano progressiva 46
4 Simulação do processo de corte pelo método dos elementos finitos 51
4.1 Validação das simulações realizadas 52
4.2 Modelos de corte 2D em metais 52
4.2.1 Forças de corte e MSE nos modelos 2D em metais 55
4.2.1.1 Modelo GTEP9_2-00_05AtritoA: 55
4.2.1.2 Modelo GTEP9_2-00_05AtritoTermico: 56
4.2.1.3 Modelos GTEP9_2-00_05AtritoAERODEa, GTEP9_2-
00_05AtritoAERODEb1, GTEP9_2-00_05AtritoAERODEbOriginl: 57
4.2.1.4 Comparação dos resultados de corte em metais 2D 59
4.3 Simulação do corte em rocha através do modelo de plasticidade de
Drucker-Prager 61
4.3.1 Forças e energia (MSE) nos modelos 2D (SC_2D1, SC_2D3) e 3D
(SC_Cir10, SC_Cir11): 70
4.3.2 Forças, e MSE dos modelos 2D com dano Progressivo parâmetro
1E-18 (SC_2D1_0, SC_2D1_10, SC_2D3_0, SC_2D3_10): 70
4.3.3 Comparação das forças e MSE dos modelos 2D com dano Progressivo
parâmetro 1E-18 (SC_2D1_0, SC_2D1_10, SC_2D3_0, SC_2D3_10): 78
4.3.4 Forças, e MSE dos modelos 3D com dano Progressivo parâmetro
1E-18 (SC_Cir10_0, SC_Cir10_10, SC_Cir11_0, SC_Cir11_10): 83
4.3.5 Comparação das forças e MSE dos modelos 3D com dano
Progressivo parâmetro 1E-18 (SC_Cir10_0, SC_Cir10_10, SC_Cir11_0,
SC_Cir11_10): 90
5 Conclusões e Sugestões para trabalhos futuros: 97
Referências Bibliográficas 99

Lista de figuras
Figura 2.1. Malha de elementos finitos utilizada para discretizar o problema de corte 19
Figura 2.2. Malha utilizada para a simulação de corte 20
Figura 2.3. Variação da magnitude da força de corte 21
Figura 2.4. Malha e condições de contorno do modelo 21
Figura 2.5. Malha de elementos finitos para (a) chip contínuo e (b) chip
segmentado. Do lado direito da malha (b) está uma fotomicrografia de
uma secção de um chip real. (Eu-Gene & Aspinwall, 2002). 22
Figura 2.6. Modelo 2D de corte linear (Mishra & Khair, 2005). 23
Figura 2.7. Modelo 3D de corte linear (Mishra & Khair, 2005). 23
Figura 2.8. Geometria do Modelo. (Tulu et al. 2008) 25
Figura 3.1. Principais variáveis envolvidas no processo de simulação de corte
utilizando o programa Abaqus. 27
Figura 3.2. Exemplo do comportamento da malha na formulação Lagrangiana J.
Donea et al. (Encyclopedia of Computational Mechanics, Vol. 1) 29
Figura 3.3. Exemplo do comportamento da malha na formulação Euleriana J.
Donea et al (Encyclopedia of Computational Mechanics, Vol. 1) 30
Figura 3.4. O operador ALE. (Shekhar, 2009). 32
Figura 3.5. Modelo de superfícies fixas que apresenta as duas superfícies de
contato pré-definidas durante o processo de corte. 33
Figura 3.6. Modelo com erosão que apresenta a superfície da ferramenta e o
domínio da peça, onde superfícies de contato são criadas na face livre. 33
Figura 3.7. Topologia de uma superfície de contato do tipo erosão (Abaqus, 2010). 34
Figura 3.8. Modelo Linear Drucker-Prager (Abaqus, 2010). 39
Figura 3.9. Modelo hiperbólico Drucker-Prager (ABAQUS, 2010). 41
Figura 3.10 Modelo exponencial Drucker-Prager (ABAQUS, 2010). 41
Figura 3.11 Diferentes definições da evolução do dano com base no deslocamento
plástico: (a) tabular, (b) linear e (c) exponencial (ABAQUS, 2010). 48
Figura 3.12. Curva tensão deformação representando o modelo de ruptura dinâmico
(vermelho) e o modelo de dano progressivo. (ABAQUS, 2010 modificado). 50
Figura 4.1. Geometria dos modelos de corte em metais 2D (Dimensões em m). 52

Figura 4.2. Força de corte (a) no modelo de “superfícies fixas” (b) modelo
com erosão. 54
Figura 4.3. Variação das tensões de Von Misses em um modelo com
“superfícies fixas”. 55
Figura 4.4. Variação da força de corte com o deslocamento do cortador. 56
Figura 4.5. Geometria do chip devido o efeito da temperatura. 56
Figura 4.6. Efeito da temperatura na variação da força de corte com o deslocamento
do cortador. 57
Figura 4.7. (a) GTEP9_2-00_05AtritoAERODEa, (b) GTEP9_2-
00_05AtritoAERODEb1, (d) GTEP9_2-00_05AtritoAERODEbOriginl 58
Figura 4.8. Forças vs. deslocamentos (a) GTEP9_2-00_05AtritoAERODEa,
(b) GTEP9_2-00_05AtritoAERODEb1, (c) GTEP9_2-
00_05AtritoAERODEbOriginl 58
Figura 4.9. Variação da força de corte com o deslocamento do cortador para os cinco
modelos. 59
Figura 4.10. Resultados de força para os cinco modelos. 60
Figura 4.11. Resultados de MSE para os cinco modelos. 60
Figura 4.12. Curvas tensão-deformação obtidas de ensaios numéricos no
programa PFC2D para o Mármore de Cartago para diferentes pressões de
confinamento. 63
Figura 4.13. Dados obtidos para calibração da lei endurecimento da lei de
Drucker-Prager para o Mármore de Cartago. 64
Figura 4.14. Desenvolvimento da lei de Drucker-Prager. (a) Malha de
elementos finitos para discretizar a amostra de rocha, (b) Gráfico p-q com as
superfícies de plastificação experimental e ajustada pelo programa Abaqus
e (c) Curvas tensão-deformação utilizadas para obter os valores de deformação
plástica equivalente no início do dano. 66
Figura 4.15. Malha grossa de elementos finitos para os modelos SC_2D1_
(0 e 10 MPa). 66
Figura 4.16. Malha refinada de elementos finitos para os modelos SC_2D3
_(0 e 10MPa) 67
Figura 4.17. Malha grossa de elementos finitos utilizada nos modelos SC_
Cir10_(0 – 10) MPa 68

Figura 4.18 Malha “fina” de elementos finitos utilizada nos modelos SC_
Cir11_(0 – 10) MPa. 68
Figura 4.19. Diferentes estágios do modelo 2D SC_2D1_0 com malha
grossa e sem pressão de confinamento. 71
Figura 4.20. Forças de corte sem pressão de confinamento na direção:
(a) horizontal e (b) vertical. 72
Figura 4.21. Diferentes estágios do modelo 2D SC_2D1_10 com malha
grossa e pressão de confinamento de 10 MPa. 73
Figura 4.22. Forças de corte com pressão de confinamento na direção: (a)
horizontal e (b) vertical. 74
Figura 4.23. Diferentes estágios do modelo SC_2D3_0 com malha refinada
e sem pressão de confinamento. 75
Figura 4.24. Forças de corte sem pressão de confinamento na direção: (a)
horizontal e (b) vertical. 76
Figura 4.25. Diferentes estágios do modelo SC_2D3_10 com malha refinada e
pressão de confinamento de 10 MPa. 76
Figura 4.26. Forças de corte com pressão de confinamento na direção: (a)
horizontal e (b) vertical. 77
Figura 4.27. Comparação das forças de corte horizontal para modelos com
e sem pressão de confinamento. 78
Figura 4.28. Comparação das forças de corte vertical para modelos com e sem
pressão de confinamento. 79
Figura 4.29. Comparação da MSE dos modelos SC_2D1_0 (0 MPa) e SC_2D1_
10 (10 MPa) para a malha grossa. 79
Figura 4.30 Comparação das forças de corte horizontal para modelos com e sem
pressão de confinamento. 80
Figura 4.31. Comparação das forças de corte vertical para modelos com e
sem pressão de confinamento. 80
Figura 4.32. Comparação da MSE dos modelos SC_2D1_0 (0 MPa) e SC_
2D1_10 (10 MPa) malha “refinada”. 81
Figura 4.33. Comparação das forças de corte vertical para modelos com e
sem pressão de confinamento (a) escala original e (b) escala ampliada. 82
Figura 4.34. Comparação da MSE dos modelos SC_2D1 (0 e 10 MPa malha

grossa) e SC_2D3 (0 e 10 MPa malha refinada). 82
Figura 4.35. Diferentes estágios do modelo 3D SC_Cir10_0 com malha
grossa e pressão de confinamento de 0 MPa. 83
Figura 4.36. Força de corte na direção: (a) horizontal, (b) vertical e (c)
ampliação do gráfico da força de corte na direção vertical. 84
Figura 4.37. Diferentes estágios do modelo 3D SC_Cir10_10 com malha
grossa e pressão de confinamento de 10 MPa. 85
Figura 4.38 Força de corte na direção: (a) horizontal, (b) vertical e (c)
ampliação do gráfico da força de corte na direção vertical. 87
Figura 4.39. Diferentes estágios do modelo SC_Cir11_0 com malha refinada e
pressão de confinamento de 0 MPa. 87
Figura 4.40 Força na direção: (a) horizontal e (b) vertical no modelo com
malha refinada SC_Cir11_0 sem pressão de confinamento. 88
Figura 4.41. Diferentes estágios do modelo SC_Cir11_10 com malha
refinada e pressão de confinamento de 10 MPa. 89
Figura 4.42. Força na direção: (a) horizontal e (b) vertical no modelo com
malha refinada SC_Cir11_0 com pressão de confinamento de 10 MPa. 90
Figura 4.43. Comparação das forças de corte horizontal para modelos com
e sem pressão de confinamento. 91
Figura 4.44. Comparação das forças de corte horizontal para modelos com
e sem pressão de confinamento (a) escala original e (b) escala ampliada. 92
Figura 4.45. Comparação de MSE dos modelos SC_Cir10_0 (0 MPa) e
SC_Cir10_10 (10 MPa) malha grossa. 92
Figura 4.46. Comparação das forças de corte horizontal para modelos com
e sem pressão de confinamento. 93
Figura 4.47. Comparação das forças de corte vertical para modelos com e
sem pressão de confinamento (a) escala original e (b) escala ampliada. 94
Figura 4.48. Comparação da MSE dos modelos SC_Cir11_0 (0 MPa) e
SC_Cir11_10 (10 MPa) malha “refinada”. 94
Figura 4.49. Comparação das forças na direção horizontal dos modelos
SC_Cir10 (0 e 10 MPa) e SC_Cir11 (0 e 10 MPa). 95
Figura 4.50. Comparação de MSE dos modelos SC_Cir10 (0 e 10 MPa) e
SC_Cir11 (0 e 10 MPa). 96

Lista de tabelas
Figura 4.1. Propriedades geométricas dos modelos 2D. 53
Figura 4.2. Parâmetros utilizados na simulação de corte em metais. 53
Figura 4.3. Resumo das características dos modelos 2D para corte em metais 54
Figura 4.4. MSE para os modelos GTEP9_2-00_05AtritoAERODEa,
GTEP9_2-00_05AtritoAERODEb1, GTEP9_2-00_05AtritoAERODEbOriginl. 59
Figura 4.5. Dados da geometria dos modelos SC_2D. 67
Figura 4.6. Parâmetros da geometria dos modelos SC_Cir. 69
Figura 4.7. Principais características geométricas e parâmetros dos modelos
2D e 3D para o corte em rocha com pressão de confinamento de 0 e 10 MPa. 69

1 Introdução
Recentemente, a indústria do petróleo tem mostrado grande interesse no
processo de perfuração para obtenção de petróleo e gás. Este processo envolve
vários milhões de dólares e as ferramentas básicas utilizadas são as brocas.
Portanto, compreender o processo de perfuração e melhorar o projeto das brocas é
uma importante área de pesquisa.
As brocas que trabalham por rotação geralmente são classificadas em dois
tipos: i) brocas cônicas, que possuem peças em movimento, cujo mecanismo de
corte é por esmagamento (compressão) da rocha e ii) brocas PDCs, que trabalham
por raspagem (ruptura por cisalhamento) da rocha. O mecanismo de corte das
brocas PDCs é o tema de interesse deste trabalho de pesquisa.
Tradicionalmente, os estudos de otimização de perfuração são baseados em
energia mecânica específica (Mechanical Specific Energy - MSE), como
apresentado no trabalho de Teale (1964). Assim, a MSE é a quantidade de energia
necessária para extrair certo volume de rocha. No trabalho de Teale foi observado
que, à pressão atmosférica, a MSE tem um valor próximo à resistência à
compressão não confinada (UCS) da rocha.
Posteriormente, Pressier e Fear (1992) estenderam a aplicação do conceito
de MSE para perfuração com pressão no poço. Nestas condições, a MSE poderia
ser considerada igual à resistência à compressão confinada (CCS) da rocha.
Porém, os autores observaram em testes de perfuração, para certas pressões
confinantes, que a MSE era muito maior que os valores de CCS.
Os métodos de otimização de perfuração baseados em MSE necessitam de
dados de perfuração, tais como: peso sobre a broca, taxa de penetração e torque.
Nestes métodos, além da dificuldade de considerar o efeito da pressão no estudo,

16
os dados de entrada citados anteriormente são obtidos somente através de
uma perfuração, impossibilitando uma previsão da otimização anterior à
perfuração.
Este trabalho propõe o emprego de métodos numéricos como uma
alternativa aos métodos de otimização baseados em MSE, para estudar o corte em
rocha. O programa comercial de elementos finitos Abaqus foi escolhido para
realização das simulações numéricas de corte. Este programa está sendo
empregado intensamente no estudo do corte em metais e apresenta várias
funcionalidades implementadas que possibilita levar em consideração as várias
características que o problema de corte apresenta, tais como: problema dinâmico,
alta taxa de deformação, problema de contato, problema de dano, lei de
plasticidade, distorções da malha de elementos finitos e pressão de confinamento.
Inicialmente o estudo foi realizado para corte em metais, posteriormente
estendido para o corte em rocha.
1.1 Objetivo do Trabalho
Este trabalho tem como objetivo realizar simulações numéricas
tridimensionais de ensaios single cutter em rochas, considerando o efeito da
pressão de confinamento e da alta taxa de deformação. Assim, possibilitar a
avaliação das diferentes variáveis do problema de corte, tais como, geometria do
modelo (rocha e cortador), profundidade e velocidade de corte, tipo de rocha
(através da lei de plasticidade) e pressão de confinamento, que afetam o processo
de corte. Os efeitos das mudanças (otimizações) nestas variáveis são avaliados
através de resultados de força de corte e MSE.
Os objetivos específicos deste trabalho são:
Compilar e fazer uma revisão bibliográfica da utilização do método dos
elementos finitos (Abaqus) no processo de corte em metais e rochas.
Estudar o processo de corte em metais utilizando o método dos elementos
finitos para obter as capacidades necessárias para a abordagem do problema de
corte em rocha.

17
Atingir o nível de desenvolvimento de modelos de corte em metais
encontrados na literatura.
Iniciar a transição do modelo de corte em metais para o modelo de corte em
rocha, considerando uma lei de plasticidade adequada para rocha, que permite
a introdução do efeito da pressão de confinamento.
1.2 Escopo do trabalho
a) Capítulo 2 apresenta uma revisão bibliográfica referente aos trabalhos
desenvolvidos com o método dos elementos finitos para problemas de corte em
metais e corte em rocha.
b) Capítulo 3 apresenta uma revisão da teoria fundamental do método dos
elementos finitos aplicada ao problema de corte, especificamente ao programa
Abaqus.
c) Capítulo 4 apresenta os resultados obtidos das simulações de corte em metais e
rochas.
d) Capítulo 5 apresenta as conclusões desta pesquisa e sugestões para trabalhos
futuros.

2 Revisão Bibliográfica
Estre capítulo visa apresentar o estado da arte da modelagem numérica do
corte de metais e rochas utilizando o Método dos Elementos Finitos (MEF). Na
literatura é encontrado um grande número de trabalhos que tratam do tema da
modelagem numérica de corte em metais, porém, poucos trabalhos abordam a
modelagem numérica de corte em rochas. Com relação ao corte de metais, apenas
os trabalhos que utilizaram o MEF, como ferramenta numérica, são apresentados
neste trabalho. No corte de rocha, devido ao pequeno número de trabalhos, os
mais recentes serão descritos neste capítulo. A revisão abordará a metodologia
empregada no desenvolvimento da pesquisa, conclusões e os principais resultados
obtidos pelos autores.
2.1 Simulação de corte em metais através do método dos elementos finitos:
2.1.1 Simulação com elementos finitos do processo de formação de cavacos na usinagem de aço ISI 1045 considerando alta velocidade
Duan et al. (2009) apresentaram um trabalho que trata da simulação
numérica da formação de chips segmentados utilizando o programa comercial de
elementos finitos Abaqus. O trabalho teve como objetivo avaliar a influência que
a formação dos chips exerce nas forças de corte, geração de temperatura e outros
fatores.
O processo de usinagem com alta velocidade é altamente não-linear
(material e geométrica) e apresenta um processo complexo de contato entre a peça
e a ferramenta.

19
Neste trabalho foi utilizada a lei constitutiva visco-plástica de Johnson &
Cook. O modelo é dependente da taxa de deformação, estado de tensão e da
temperatura.
A Figura 2 mostra a malha de elementos finitos utilizada nas simulações
numéricas. A malha é composta de elementos de quatro nós bilineares e foi
utilizado um esquema de integração reduzida (CPE4R).
Figura 1.1: Malha de elementos finitos utilizada para discretizar o problema de corte
(Duan et al. 2009).
Ensaios de usinagem em um torno mecânico foram realizados utilizando o
aço AISI 1045 para obtenção das forças de usinagem e amostras dos chips foram
preservadas para a comparação com os modelos numéricos.
Os resultados das comparações entre a morfologia do chip obtida da
simulação numérica e dos ensaios experimentais, para três diferentes ângulos da
ferramenta, foram apresentados. Resultados das comparações entre as simulações
numéricas e os ensaios experimentais de forças de corte para três inclinações
foram também apresentadas.
2.1.2 Estudos do efeito termo–mecânico na formação de chips durante o processo de usinagem
Mabrouki e Rigal (2005) realizaram estudos dos efeitos termo – mecânicos
na morfologia dos chips utilizando o programa Abaqus. O estudo, que empregou o
aço AISI 4340, mostrou que a formação dos chips segmentados é resultante do
fenômeno de amolecimento (softening). Segundo os autores, o inicio da formação
do chip segmentado é ocasionado pelo cisalhamento adiabático na ponta da

20
ferramenta. Na simulação numérica, o calor na peça é gerado somente pela
deformação do material e pelo atrito.
Neste trabalho, os autores propuseram um estudo paramétrico que trata da
influencia da variação das propriedades térmicas, tais como a condutância no
contato e a fração de trabalho por atrito convertido em calor na interface
ferramenta/peça.
No trabalho foram utilizadas dois modelos para considerar o efeito da
temperatura: adiabático e acoplamento temperatura–tensão. Um esquema de
malha adaptativa foi adotado, pois um processo de usinagem resulta em grandes
deformações do modelo.
A malha utilizada na simulação numérica é apresentada na Figura 6. Esta
malha representa um modelo de corte ortogonal.
Figura 2.2: Malha utilizada para a simulação de corte (Mabrouki e Rigal, 2005).
A lei constitutiva visco-plástica de Johnson & Cook também foi utilizado
para estudar o comportamento do material da peça (aço AISI 4340).
Resultados numéricos foram obtidos considerando o efeito da temperatura
para o caso adiabático e acoplamento térmico–tensão. Nos resultados adiabáticos
pode-se observar a localização do amolecimento térmico, que aumenta a
ductilidade do material.
O efeito da morfologia do chip na variação na força de corte é mostrado na
Figura 8. Após o tempo de 0.32 ms, a força de corte apresenta uma oscilação que
corresponde a frequência de formação do chip segmentado.

21
Figura 2.3: Variação da magnitude da força de corte (Mabrouki & Rigal, 2005).
Esta variação cíclica da magnitude da força pode envolver um
comportamento da fadiga da ferramenta, e então causar danos nela (fratura,
desgaste, etc.). Em particular, as variações de força podem induzir irregularidades
na superfície usinada na direção da velocidade de corte.
2.1.3 Simulação da usinagem de peças endurecidas
Eu-Gene e Aspinwall (2002) apresentaram simulações numéricas de
usinagem em alta velocidade de aços endurecidos utilizando o programa Abaqus.
O trabalho utiliza o critério de dano por cisalhamento, assim, os elementos que
atingirem o dano são removidos da malha. Um esquema de malha adaptativa foi
empregado para considerar as grandes deformações resultantes do processo de
corte.
Na Figura 14 são mostradas a geometria do modelo, a malha de elementos
finitos utilizada para discretizar o modelo e as condições de contorno adotadas.
Figura 2.4: Malha e condições de contorno do modelo (Eu-Gene & Aspinwall, 2002).

22
A lei constitutiva visco-plástica de Johnson & Cook também foi utilizado
para estudar o comportamento do material da peça (aço AISI 4340).
Através da simulação numérica, os autores produziram dois tipos de chips,
chips contínuos e segmentados, que são apresentados na Figura 15. Os resultados
de campo de temperatura e do estado tensão dos dois casos foram comparados.
Figura 2.5: Malha de elementos finitos para (a) chip contínuo e (b) chip segmentado. Do
lado direito da malha (b) está uma fotomicrografia de uma secção de um chip real. (Eu-
Gene & Aspinwall, 2002).
Dados experimentais da morfologia do chip e das forças de corte foram
utilizados para avaliar e validar o modelo.
2.2 Simulação de corte em rochas através do método dos elementos finitos:
2.2.1 Simulação numérica do corte e da geração de calor durante corte linear em rocha:
Mishra e Khair (2005) realizaram a simulação numérica do processo de
corte em rocha para: avaliar a geometria ideal da ferramenta de corte, tornar o
processo mais eficiente e reduzir a geração de partículas.
O processo de corte em rocha é muito complexo, sendo difícil a previsão da
intensidade e da distribuição das fontes de calor resultantes. O calor gerado no
processo de corte tem influência crítica sobre a ferramenta de corte e também
afeta as propriedades da rocha. No trabalho foram apresentadas as simulações
(a) (b)
23
numéricas do processo de corte utilizando o programa Abaqus para otimização do
projeto das ferramentas.
O processo de corte linear de rocha foi utilizado para determinar as forças
de corte. Um projeto ideal da ferramenta de corte exige uma análise da interação
ferramenta/rocha. Estudos recentes mostraram que a fragmentação de rochas
frágeis exige pouca penetração da ferramenta, enquanto que para materiais
dúcteis, que apresentam significativa deformação plástica antes do início da
fratura, necessitam de uma maior penetração.
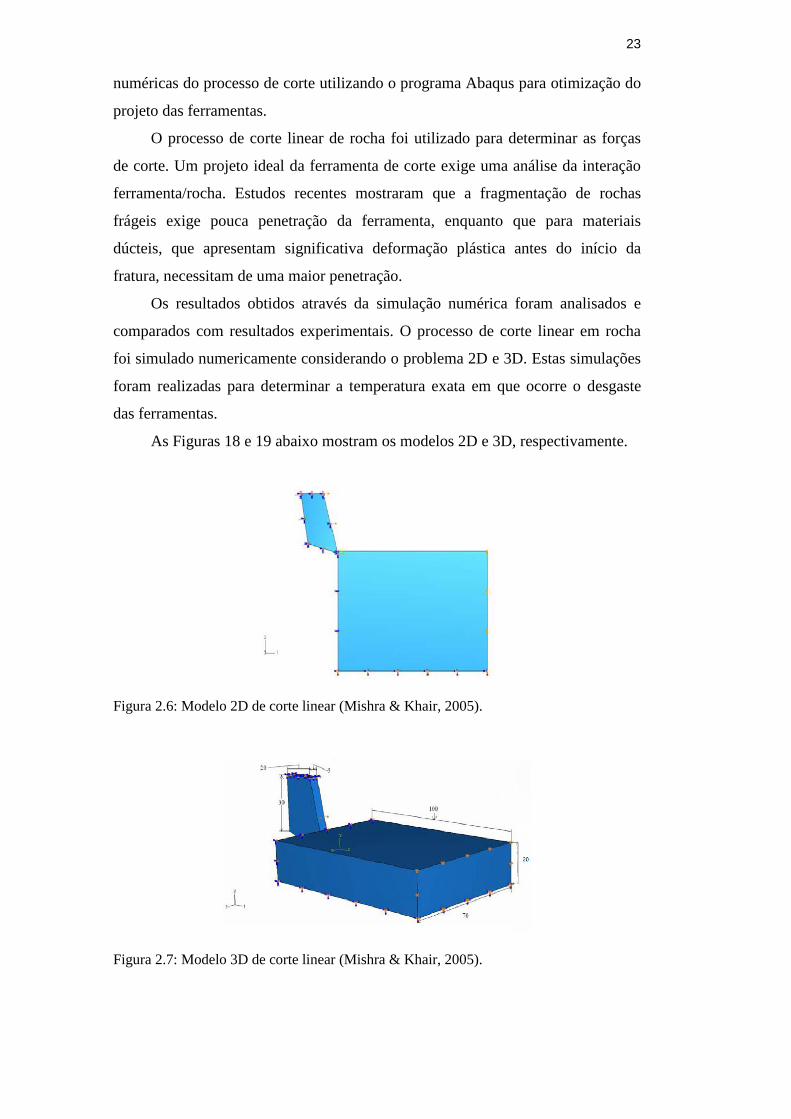
Os resultados obtidos através da simulação numérica foram analisados e
comparados com resultados experimentais. O processo de corte linear em rocha
foi simulado numericamente considerando o problema 2D e 3D. Estas simulações
foram realizadas para determinar a temperatura exata em que ocorre o desgaste
das ferramentas.
As Figuras 18 e 19 abaixo mostram os modelos 2D e 3D, respectivamente.
Figura 2.6: Modelo 2D de corte linear (Mishra & Khair, 2005).
Figura 2.7: Modelo 3D de corte linear (Mishra & Khair, 2005).

24
Os modelos 2D e 3D foram simulados utilizando elementos que possuem
propriedade de transferência de calor, assim o processo de transferência de calor
na ferramenta foram avaliados.
2.2.2 Simulação numérica de corte em rocha utilizando o programa LS-DYNA.
Jaime et al. (2010) apresentaram um estudo de corte através de um cortador
de diamante policristalino, que representa um desafio em termos de simulação
numérica utilizando o MEF.
Os autores utilizaram neste trabalho um programa de elementos finitos
chamado LS-DYNA. Inicialmente, o estudo avaliou as vantagens e desvantagens
de várias abordagens do problema de grandes deformações, que vão desde a
formulação Euleriana até a formulação ALE (Arbitraria Lagrangiana Euleriana),
passando pela formulação de Lagrange. Estas diferentes abordagens numéricas
são avaliadas em termos de sua capacidade de dar uma medição razoável das
forças de corte e avaliação do processo de fragmentação da rocha. O modelo foi
desenvolvido após vários ensaios em um single cutter. Assim, os autores
conseguiram modelar com sucesso as diversas fases de fratura e fragmentação no
corte da rocha.
No trabalho foi utilizada um esquema chamado de erosão dos elementos da
malha de elementos finitos para simular a fratura da rocha, sem a utilização de
elementos especiais, uma vez que os planos de fratura não são conhecidos a priori.
Os autores avaliaram as possibilidades e as limitações das abordagens
Euleriana e ALE para a simulação de grandes deformações do problema de corte
em rocha. Os estudos indicaram a utilização da abordagem Lagrangiana para a
simulação do corte em rocha e problemas associados ao início da propagação de
fraturas.
O trabalho apresenta uma tentativa de fazer a simulação numérica do corte
em rocha utilizando uma lei constitutiva de concreto. Os resultados da simulação
foram capazes de representar o comportamento frágil da rocha, como era
esperado.

25
2.2.3 Simulação numérica de perfuração e corte em rocha.
Tulu et al. (2008) apresentaram um estudo paramétrico utilizando o
programa de diferenças finitas FLAC3D de um cortador simples PDC interagindo
com uma amostra de rocha. As simulações numéricas investigaram o efeito de
vários parâmetros geológicos e de perfuração no processo de corte e perfuração,
com objetivo de otimizar a taxa de penetração (ROP = rate of penetration) em
ambientes de alta pressão e alta temperatura (HPHT = High pressure high
temperature).
A Figura 28 mostra o grid de diferenças finitas utilizada para discretizar a
rocha e o cortador. A Figura 28 a) mostra a vista frontal do modelo, a Figura 28 b)
a vista superior e a Figura 28 c) a vista frontal do cortador.
Figura 2: Geometria do Modelo. (Tulu et al. 2008)
No trabalho foram analisados um arenito e um folhelho com três diferentes
profundidades de corte (taxas de penetração), porém as propriedades geométricas
foram consideradas idênticas (comprimento, diâmetro da mostra, espessura e
diâmetro do cortador e ângulo de corte).

3 Modelagem com o método dos elementos finitos (MEF)
A complexidade do processo de corte faz com que os modelos analíticos não
sejam capazes de capturar todos os detalhes necessários para a previsão
quantitativa satisfatória do estado de tensões e das temperaturas (quando
envolvida a parte térmica no problema) geradas no processo de perfuração na
rocha e na ferramenta de corte, assim, em geral estes modelos não possuem a
capacidade de permitir o entendimento dos parâmetros envolvidos no processo de
corte. O método dos elementos finitos é uma ferramenta matemática que pretende
dar solução a problemas contínuos fazendo uma transformação ao domínio
discreto. Assim, o contínuo é subdividido em um número finito de partes,
chamado de elementos, cujo comportamento é definido por um número também
finito de parâmetros, que são associados a cada elemento. Os elementos são
definidos no espaço através de seus nós, que são pontos de união entre dois ou
mais elementos adjacentes. A solução global do modelo analisado é obtida no
domínio discreto fazendo uma montagem das soluções dos elementos. Neste
trabalho o programa de elementos finitos Abaqus foi utilizado para a simulação
numérica do problema de corte em rocha. O programa Abaqus é um poderoso
programa de análise numérica para aplicações de engenharia. O programa possui
uma extensa biblioteca de elementos que podem modelar praticamente qualquer
geometria. O programa possui ainda uma extensa lista de leis constitutivas, que
possibilita a simulação do comportamento da maioria dos materiais típicos de
engenharia, tais como: metais, borracha, polímeros, materiais compósitos,
concreto reforçado, espumas e materiais geotécnicos. O programa foi concebido
como uma ferramenta de simulação de propósito geral, assim, pode ser utilizado
no estudo de diversos problemas, como: a transferência de calor, difusão de
massa, acústica, mecânica dos solos e dinâmica dos fluidos.

27
3.1 Detalhamento das variáveis envolvidas no processo de corte:
O processo de corte de rocha é um problema dinâmico no qual estão
envolvidas muitas variáveis que fazem com que a solução do problema não seja
trivial. O problema apresenta algumas características, tais como: grandes
deformações, alta taxa de deformação, contato entre partes, dependência da
discretização da malha de elementos finitos, grandes distorções da malha, modelo
constitutivo especial. A figura 33 apresenta as variáveis envolvidas no
desenvolvimento de um modelo de corte FEM.
Figura 1: Principais variáveis envolvidas no processo de simulação de corte utilizando o
programa Abaqus.
Como foi visto no capítulo de revisão bibliográfica, na literatura é
encontrado um grande número de trabalhos que apresentam a utilização de
simulações numéricas baseadas no MEF para a solução do processo de corte, que
consideram alta taxa de deformação resultante do ensaio de single cutter.
Neste trabalho, o processo de simulação numérica de corte foi iniciado com
o estudo de corte em metais, pois este tema apresenta uma grande quantidade de
referências, principalmente aquelas que usam o programa Abaqus. Assim que
todas as variáveis envolvidas no processo de corte (Figura 33) foram mapeadas,
implementadas e resolvidas para o problema de corte em metais, o estudo foi
direcionado para simulação numérica de corte em rocha, apenas modificando a
Grandes Deformações
Alta Taxa de Deformação
Problema de Contato
Problema Dinâmico
Tempo de Simulação
Modelo Constitutivo
especial
Malha Adaptativa
Tamanho da Malha
Processo de Simulação de
Corte Utilizando o
programa ABAQUS

28
relação constitutiva, que considera a influência do estado de tensão, taxa de
deformação e pressão de confinamento.
3.2 Método de solução das equações e não linearidade:
A solução da integração no tempo no MEF é obtida através de uma
integração explícita ou implícita. A simplicidade do método de integração
temporal explícita faz com que ela seja utilizada para resolver problemas
transientes em que pequenos tamanhos de passo de tempo são aceitáveis.
No método explícito não é necessário a solução de um sistema de equações
lineares em cada passo de tempo. Em geral, os métodos explícitos requerem
menos tempo de computação que os métodos implícitos, mas muitas vezes têm o
problema de ser condicionalmente estáveis, assim requer primeiro, avaliar o
intervalo de tempo máximo para que a computação seja numericamente estável.
No programa Abaqus, o solver que considera a integração temporal explicita
de um problema transiente é chamado de Abaqus/Explicit.
Em análises de tensões, o comportamento não linear pode ser atribuído a
três fontes: i) do material, quando as leis constitutivas do material são não
lineares, ii) do contorno, nas situações em que as condições de contorno mudam
durante a análise e iii) geométricas, quando levadas em conta as mudanças na
geometria do modelo durante a análise.
No Abaqus/Explicit a não linearidade geométrica é levada em conta por
padrão, sem a necessidade de acioná-la, enquanto que uma simulação empregando
o Abaqus/Standard (formulação implícita) necessita da introdução do comando
nglem.
3.3 Descrição do movimento
A descrição do movimento pode ser implementada através de três
formulações: Lagrangiana, Euleriana e Lagrangiana- Euleriana Arbitrária (ALE).

29
3.3.1 Formulação Lagrangiana:
A formulação Lagrangiana (Figura 34) supõe que a malha de elementos
finitos está fixa ao material e acompanha sua deformação. A formulação apresenta
as seguintes vantagens para simulação de corte: a geometria dos chips é o
resultado da simulação e fornece possibilidades para simular processos transientes
e formação de chips descontínuos. No entanto, a distorção dos elementos tem sido
motivo de preocupação e limitou a análise com esta formulação, porém o
surgimento de técnicas de malhas pré-distorcidas ou técnicas de re-meshing têm
sido utilizadas para minimizar o problema.
Figura 22: Exemplo do comportamento da malha na formulação Lagrangiana J. Donea et
al. (Encyclopedia of Computational Mechanics, Vol. 1)
As vantagens e desvantagens da formulação Lagrangiana são:
Vantagens:
Possibilita a simulação de fraturas, fracionamento do material e
desenvolvimento de chips seguimentados.
Não há necessidade de definir uma geometria prévia do chip.
Permiti o acompanhamento de superfícies livres e interfaces entre
diferentes materiais.
A formulação possibilita a implementação de leis constitutivas
dependentes da história de tensões.

30
Desvantagens:
A instabilidade numérica provocada por distorções locais da malha,
devido às cargas altamente concentradas, especialmente em análises
com altas taxas de deformação.
Alto custo computacional e perda de precisão quando o esquema de re-
meshing são implementados para reduzir as distorções da malha.
Distorção excessiva dos elementos causada pela alta deformação nas
zonas de cisalhamento.
3.3.2 Formulação Euleriana:
Na formulação Euleriana (Figura 35), a malha é fixa no espaço e o material
flui através das faces do elemento, permitindo grandes deformações sem causar
problemas numéricos. Além disso, esta estratégia não é afetada pela distorção do
elemento e permite a simulação de processos estacionários. Contudo, as
abordagens Eulerianas não conseguem avaliar a separação dos. A formulação
também exige o prévio conhecimento da geometria do chip e do comprimento de
contato ferramenta-chip, restringindo a área de aplicação. A fim de superar estes
problemas, vários autores têm adotado procedimentos iterativos para ajustar a
geometria e o comprimento de contato ferramenta-chip. Contudo, assim como a
formulação Lagrangeana, existem algumas vantagens e desvantagens (algumas
delas graves para nosso modelo que tornam a formulação menos interessante).
Figura 33: Exemplo do comportamento da malha na formulação Euleriana J. Donea et al
(Encyclopedia of Computational Mechanics, Vol. 1)

31
Vantagens:
Grandes deformações não provocam problemas numéricos.
Usando condição de fluxo de fronteira, apenas uma pequena região em
torno da ferramenta é necessária para a modelagem.
A formulação necessita de um menor número de elementos, que reduz
o tempo de análise.
Desvantagens:
A geometria do chip deve ser conhecida desde o início.
A formação de fraturas não pode ser simulada nesta formulação.
3.3.3 Formulação ALE (Lagrangiana Euleriana Arbitraria):
Em uma tentativa de combinar as vantagens de ambas as formulações,
Lagrangiana e Euleriana, uma abordagem mista, conhecida como Lagrangiana -
Euleriana Arbitrária (ALE) foi proposta para modelar o problema de grandes
deformações que resultam em distorções indesejáveis nos elementos. Este método
aplica passos Lagrangianos e Eulerianos sequencialmente e usa o operador
chamado split (operador de divisão), apresentado na Figura 36.
A primeira etapa pressupõe que a malha segue o fluxo de materiais,
apresentando-se como em um problema Lagrangiano, que é resolvido para os
deslocamentos, posteriormente, o sistema de referência é movido (a malha é
reposicionada) e um problema de advecção é resolvido (passo Euleriano) para as
velocidades. Embora o método ALE consiga reduzir o problema de distorção dos
elementos, característicos de abordagens de Lagrange, um cuidadoso tratamento
numérico dos termos de advecção é necessário.
No programa Abaqus está implementado a formulação ALE que possibilita
o controle da distorção dos elementos nos casos em que grandes deformações ou
perda de material ocorrem.

32
Figura 44: O operador ALE. (Shekhar, 2009).
A formulação ALE no Abaqus/Explicit pode:
Ser usado para analisar os problemas de Lagrange e Euleriano.
Portanto, a formulação ALE pode funcionar como um método
Lagrangiano com técnicas de adaptabilidade de malha.
Ser usado como uma ferramenta de adaptação contínua para os
problemas submetidos à análise transiente de grandes deformações
(como o impacto dinâmico e penetração).
Ser usado como uma técnica de solução para o modelo de processos de
estado estacionário (como extrusão ou laminação).
Ser usado como uma ferramenta para analisar a fase transiente em um
processo de estado estacionário.
Ser usado em processos dinâmicos explícitos (incluindo análise
térmica adiabática) e procedimentos totalmente acoplados tensão –
térmicos.
Vários trabalhos na literatura indicam a utilização da formulação ALE para
garantir o controle da distorção da malha de elementos finitos. Portanto, todos os
modelos de corte em metais foram elaborados considerando a formulação ALE.
3.4 Problema de contato:
Nos modelos de corte em metais com profundidade de corte constante, a
superfície de corte foi pré-estabelecida e limitada por superfícies de contanto,
onde a ferramenta corta/empurra o material da peça. No programa Abaqus está
implementada a ferramenta *CONTACT PAIR que considera a interação entre

33
superfícies, e no caso deste trabalho, a superfície cortada da peça e a face da
ferramenta. O plano de corte é discretizado por um conjunto de elementos que são
retirados da malha à medida que atingem o dano. Assim, os modelos com
profundidade de corte constante e superfície de corte pré-estabelecida foram
chamamos de modelos de superfícies fixas, mostrada na figura 37.
Figura 5.5: Modelo de superfícies fixas que apresenta as duas superfícies de contato pré-
definidas durante o processo de corte.
O modelo de superfícies fixas não apresenta perda de material, pois apenas
uma pequena faixa de elementos é retirada da malha durante a simulação.
Para eliminar a restrição de superfícies de contato pré-estabelecidas, foi
adotado um modelo de erosão, em que novas superfícies de contato são criadas,
na face livre da peça, à medida que elementos são retirados da malha, quando
estes alcançam o dano.
A Figura 38 mostra a região da peça, onde novas superfícies são criadas
quando elementos são retirados da malha.
Figura 66: Modelo com erosão que apresenta a superfície da ferramenta e o domínio da
peça, onde superfícies de contato são criadas na face livre.

34
Durante o processo de corte em rocha, a ferramenta de corte apresenta
movimentos na direção horizontal e vertical, portanto torna-se impraticável a
utilização do modelo de superfícies fixas, a alternativa encontrada foi empregar o
modelo de erosão. No estudo do corte em rocha utilizando o modelo de erosão, as
distorções nos elementos foram pequenas, portanto foi utilizada a formulação
Lagrangiana para considerar o efeito das grandes deformações.
A Figura 39 (a) mostra uma malha de elementos finitos antes da retirada dos
elementos e a Figura 39 (b), após a retirada dos elementos que atingiram o dano,
onde novas superfícies de contato são definidas.
Figura 7: Topologia de uma superfície de contato do tipo erosão (Abaqus, 2010).
3.5 Modelos constitutivos utilizados e lei de dano:
As propriedades físicas do material da amostra e/ou peça são de
fundamental importância para a correta simulação do processo de corte o que
inclui a capacidade do modelo de simular a formação das lascas ou cavacos
(chips) gerados durante o corte, a distribuição das tensões, o cálculo adequado das
forças, a distribuição da temperatura se é levada em conta no processo, os
processos de dano e falha no material e em resumo todas as características
próprias do material e seu comportamento durante a simulação do processo de
corte.
O modelo constitutivo de corte em metal empregado neste trabalho foi o
modelo de plasticidade de Johnson & Cook.
Topologia da superfície
antes que os elementos
com sombreamento atinjam o dano.
Topologia da superfície depois da falha
Novas Superfícies expostas.
(a) (b)

35
3.5.1 Modelo de Johnson & Cook
O modelo de plasticidade Johnson-Cook é um modelo particularmente
adequado para problemas que envolvem alta taxa de deformação de metais.
As principais características do modelo de Johnson & Cook são:
É um tipo particular do modelo de plasticidade Mises com formas de
análise do endurecimento e dependência da taxa de deformação (como
é requerido no problema de corte).
É adequado para alta taxa de deformação de muitos materiais,
incluindo a maioria dos metais.
É tipicamente utilizado em simulações dinâmicas transientes
adiabáticas.
Pode usar o modelo de dano dinâmico de Johnson-Cook disponível no
Abaqus/Explicit.
Pode ser utilizado junto com os modelos de dano progressivo
especificando diferentes critérios de inicio e evolução do dano, o que
permite uma degradação suavizada da rigidez do material e a remoção
de elementos que atingem o dano da malha de elementos finitos.
Uma superfície de Mises com fluxo associado é usada no modelo de
plasticidade de Johnson-Cook.
O endurecimento de Johnson-Cook é um tipo particular de endurecimento
isotrópico, onde a tensão de escoamento estática é assumida como sendo da
forma:
m
nplBA 10
(1)
Onde pl é a deformação plástica equivalente, A , B , n e m são
parâmetros do material, medidos na/ou abaixo da temperatura de transição,
transição , e
é a temperatura não-dimensional que é definida por

36
fusão
fusãotransiçãotransiçãofusãotransição
transição
para
para
para
1
)/(
0
(2)
Onde é a temperatura atual, fusão é a temperatura de fusão do material e
transição é a temperatura de transição definida como aquela abaixo da qual não há
nenhuma dependência da temperatura.
Os parâmetros do material são então medidos na/ou abaixo dessa
temperatura. Quando fusão , o material entra em fusão e seu comportamento é
de um fluido, então ele não tem resistência ao cisalhamento.
O modelo de Johnson & Cook pode depender da taxa de deformação,
assim quando a lei assume esta dependência, temos:
)(),(0
plpl R (3)
e
0
0 )1(1
exp
paraRC
pl
(4)
onde:
tensão de escoamento a uma taxa de deformação
diferente de zero
pl
taxa de deformação plástica equivalente.
Ce
0 parâmetros do material medidos na/ou baixo da
temperatura de transição transição .
),(0 pl
tensão de escoamento estática

37
)(
pl
R razão da tensão de escoamento na taxa de
deformação diferente de zero para a tensão de
escoamento estática (assim que 0.1)( 0
R )
A tensão de escoamento é então expressa como:
mplnpl
LnCBA
11
0
(5)
Que pode ser reescrita como:
m
transiçãofusão
transição
plnpl
LnCBA
11
0
(6)
Onde os valores de
0eC devem ser fornecidos pelo usuário para
definir a dependência da taxa.
3.5.2 Modelo de Drucker-Prager
Na simulação de corte em rocha através do programa Abaqus, o modelo de
plasticidade de Drucker-Prager foi utilizado para considerar a não linearidade do
material.
O modelo de Drucker-Prager com critério exponencial (*DRUCKER
PRAGER, shear criterion=critério) foi escolhido para definir a superfície de
escoamento, sendo que os critérios linear e hiperbólico também estão
implementados, porém não foram empregados. O modelo também possui uma lei
de endurecimento (*DRUCKER PRAGER HARDENING).
No Abaqus, o modelo constitutivo de Drucker-Prager tem a seguintes
características:

38
É utilizado na modelagem de materiais friccionais, solos granulares e
rochas que tem dependência da pressão na sua resistência (A
resistência do material é dependente da pressão de confinamento).
Utilizado na modelagem de materiais com limite de escoamento a
compressão maior que a tração.
Permite ao material ter endurecimento (hardening) ou amolecimento
(softening) isotropicamente.
Permite a mudança do volume em comportamento inelástico.
Pode ser definido sensível a taxa de deformação. (Como é necessário
no problema de corte).
Pode ser utilizado junto com o modelo elástico.
Pode utilizar modelos de dano progressivo para assim especificar
diferentes critérios de iniciação e evolução do dano, que permitem a
queda gradual da rigidez do material e a remoção de elementos do
modelo.
O critério de tensões nestes modelos esta baseado numa superfície no plano
meridional. Esta superfície pode ser linear, hiperbólica ou de uma forma
exponencial geral.
Os invariantes de tensão do modelo de Drucker-Prager são
Pressão equivalente:
)(3
1tracep (7)
e tensão equivalente de Mises:
):(2
3SSq (8)
onde S é a tensão desviadora, definida como:
pIS (9)

39
Além disso, o modelo linear também usa o terceiro invariante de tensão
desviadora.
3
1
):2
9( SSSr (10)
O modelo linear (Figura 40) (*DRUCKER PRAGER, shear criterion=
Linear) permite uma superfície de escoamento não-circular no plano , que pode
ser ajustada com diferentes valores de escoamento de ensaios triaxiais, a
compressão ou a tração. Os dados de entrada definem a forma das superfícies nos
planos, este modelo não tem muita correspondência com o modelo de Morh-
Coulomb.
Figura 8 Modelo Linear Drucker-Prager (Abaqus, 2010).
onde o critério de escoamento no modelo linear é definido como:
0tan dptF (11)
e:
3
11
11
2
1
q
r
KKqt (12)

40
),( if Inclinação da superfície de escoamento linear no plano de tensão
p-t, é comumente referido como o ângulo de atrito do material.
d Coesão do material.
),( ifK Relação entre a tensão de escoamento em tração triaxial e tensão
de escoamento em compressão triaxial, portanto controla a
dependência da superfície de escoamento sobre o valor da tensão
principal intermediária.
Quando o endurecimento (hardening) é definido pela compressão uniaxial, o
critério linear restringe que tan > 3, ou seja, >71.5°. Assim mesmo, quando
K=1, t=q, o que faz que a superfície de escoamento em um circulo no plano .
O modelo hiperbólico (Figura 41) (*DRUCKER PRAGER, SHEAR
CRITERION=HYPERBOLIC) e o exponencial (Figura 42) (*DRUCKER
PRAGER, SHEAR CRITERION=EXPONENT FORM, TEST DATA) utilizam
uma superfície circular de Von Mises no plano , no plano meridional os dois
modelos têm um comportamento hiperbólico que em geral, significa que não tem
fluxo associado.
O critério de escoamento no modelo hiperbólico é da forma:
0'tan22
0 dpqlF (13)
e:
tan'000 tpdl (14)
0tp Resistência hidrostática inicial a tração do material.
)(' d Parâmetro de endurecimento.
0'd Valor inicial de d’.
),( if
Ângulo de atrito medido com alta pressão de confinamento.
41
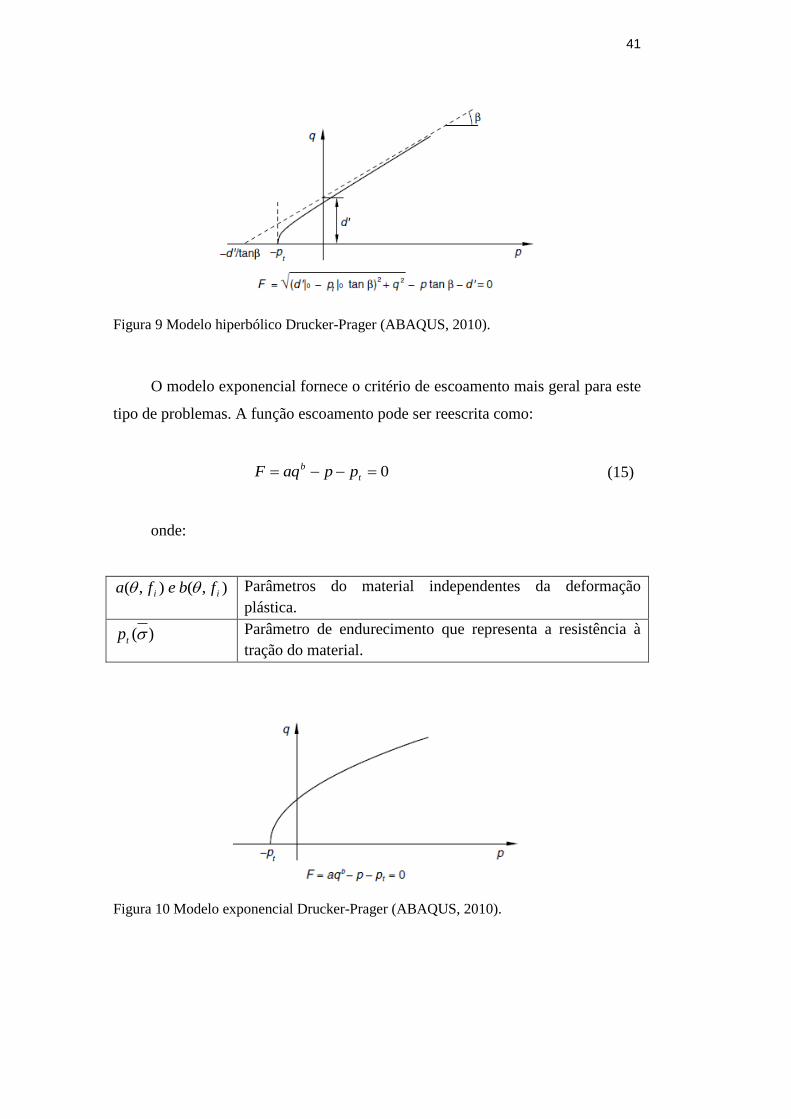
Figura 9 Modelo hiperbólico Drucker-Prager (ABAQUS, 2010).
O modelo exponencial fornece o critério de escoamento mais geral para este
tipo de problemas. A função escoamento pode ser reescrita como:
0 t
b ppaqF (15)
onde:
),(),( ii fbefa Parâmetros do material independentes da deformação
plástica.
)(tp Parâmetro de endurecimento que representa a resistência à
tração do material.
Figura 10 Modelo exponencial Drucker-Prager (ABAQUS, 2010).

42
O modelo ideal para uma análise depende muito do tipo de problema, do
material, dos dados disponíveis para a calibração do modelo, da faixa de pressões,
etc.
Para rochas, os dados mais comuns são um conjunto de dados de ensaios
triaxiais submetidos a diferentes pressões de confinamento, ou dados calibrados
em termos de coesão e ângulo de atrito e algumas vezes o valor da resistência à
tração.
Com os dados dos ensaios triaxiais, o modelo pode ser calibrado
diretamente usando a função *TRIAXIAL TEST DATA.
Tabela 3.1: Tensão Equivalente utilizada no modelo constitutivo de Drucker-Prager no
Abaqus
),,,(σ i
pl
pl
c f
Se o endurecimento é definido pela
tensão de escoamento a compressão σc
),,,(σ i
pl
pl
t f
Se o endurecimento é definido pela
tensão de escoamento a tração σt
),,,(σ i
pl
pl fd
Se o endurecimento é definido pela
coesão, d.
onde
pl é a taxa de deformação plástica equivalente definida para o
modelo linear de Drucker & Prager, como:
plpl
11 Se o endurecimento é definido em
compressão uniaxial.
plpl
11 Se o endurecimento é definido em tração
uniaxial.
3/pl
pl
Se o endurecimento é definido em
cisalhamento puro.
A deformação plástica equivalente é definida para os modelos exponencial e
hiperbólico do modelo Drucker & Prager, como:

43
pl
pl : (16)
E a tensão equivalente σ , em todos os modelos é função de:
t
plpl dt0
Deformação plástica equivalente.
Temperatura.
,....3,2,1, if i Variáveis de campo predefinidas.
Assim, a tensão de escoamento )fθ,,,ε(σ i
plpl
inclui o endurecimento,
bem como os efeitos dependentes da taxa. Os dados do material podem ser
introduzidos numa tabela ou pela correlação das relações estáticas com base nos
índices de escoamento. A dependência da taxa como é descrita no manual de
Abaqus é adequada para eventos moderados ou de alta velocidade.
Quando o modelo de Drucker-Prager é utilizado, o programa Abaqus
permite prescrever endurecimento inicial pela definição da deformação plástica
equivalente inicial. A definição da deformação plástica equivalente inicial no
modelo pode ser inserida como:
Por meio de uma tabela de dados (*DRUCKER PRAGER HARDENING,
RATE=
pl ), assim, os dados dos ensaios são inseridos nas tabelas de valores de
tensão de escoamento versus deformação plástica equivalente em diferentes taxas
de deformação plástica equivalente; uma tabela por taxa de deformação. Os dados
de ensaios a compressão são mais comumente disponíveis para materiais
geológicos, como rochas.
Alternativamente, a taxa de deformação pode ser assumido separadamente
(*RATE DEPENDENT), de modo que a dependência tensão-deformação é
semelhante em todas as taxas de deformação.

44
),,(0
i
pl
i
pl
f)Rfθ,,ε(σ
(17)
onde )fθ,,ε( i
pl0 é o comportamento estático tensão–deformação e
),,( i
pl
fR
é a razão (ratio) da tensão de escoamento a uma taxa diferente de
zero da tensão de escoamento. De modo que 0.1),,0( ifR .
O programa Abaqus oferece dois métodos para achar R. Especificando uma
lei de potencias de sobre-tensão (overstress) que é a configuração padrão
(fornecendo os parâmetros D e n) ou pela definição da variável R diretamente
como função tabular de
pl
(*RATE DEPENDENT, TYPE=YIELD RATIO).
Assim, R é introduzido diretamente como uma função tabular da taxa de
deformação plástica equivalente
pl
, temperatura e outras variáveis if . O
valor de R é dado por 0R .
3.6 Modelos de dano e critérios de dano no modelo constitutivo de Johnson & Cook e de Drucker-Prager:
O programa Abaqus/Explicit fornece um modelo de ruptura dinâmico para
o modelo de plasticidade Johnson-Cook, que é apropriado apenas para alta taxa de
deformação de metais. Igualmente, modelos de ruptura e dano progressivo podem
ser empregados no programa Abaqus para a simulação da perda gradual da rigidez
do material (o que pode levar a uma simulação mais real). Os dois modelos de
ruptura podem ser empregados no modelo de plasticidade de Johnson-Cook, junto
com diferentes critérios de início de dano disponíveis no ABAQUS.
No caso de corte em rocha, o modelo de plasticidade de Drucker-Prager,
permite apenas a utilização de um modelo de dano progressivo (inicio e evolução
do dano).

45
3.6.1 Modelos de ruptura dinâmico
O modelo de ruptura de Johnson-Cook (*SHEAR FAILURE,
TYPE=JOHNSON COOK) é baseado no valor da deformação plástica
equivalente nos pontos de integração do elemento; assim, a ruptura ocorre quando
o parâmetro de dano é superior a 1. O parâmetro de dano, w (alguns autores
empregam D), é definido como:
pl
f
pl
w
(18)
onde pl
é o incremento de deformação plástica equivalente, pl
f é a
deformação plástica quando acontece a ruptura, e a soma é realizada em todos os
incrementos da análise. A deformação quando a ruptura ocorre pl
f , assume-se
dependente da taxa adimensional de deformação plástica
0/pl
, da razão
adimensional de tensão qp / , onde p é a tensão equivalente, de q a tensão de
Misses e da temperatura adimensional
transiçãofusãotransição
, que foi
definida no inicio pelo modelo de endurecimento de Johnson & Cook. A
dependência de pl
f é assumida separável e é definida pela seguinte relação:
transiçãofusão
transiçãopl
pl
f dLndq
pddd
5
0
4321 11exp (19)
onde 51 dd são parâmetros de ruptura medidos na/ou abaixo da
temperatura de transição, transição e
0 é a taxa de deformação de referência. Os
valores de 51 dd são fornecidos pelo usuário quando é definido o modelo de
ruptura dinâmica de Johnson-Cook.

46
Quando este critério de ruptura é alcançado, as componentes de tensão
desviadora são fixadas em zero para o resto da análise. Dependendo da escolha
feita, a tensão equivalente também pode ser definida como zero para o resto da
análise (se este for o caso, deve-se especificar retirar o elemento, e então o
elemento será retirado da malha ELEMENT DELETION=YES or NO) ou pode
ser obrigado a permanecer sob compressão para o resto do cálculo (se este for o
caso, deve-se optar por não utilizar a eliminação do elemento). Contudo, por
padrão, os elementos que satisfazem o critério de ruptura são eliminados.
3.6.2 Modelos de dano progressiva
O modelo de plasticidade Johnson-Cook pode ser usado em conjunto com
o modelo de dano progressivo, este recurso permite a especificação de um ou mais
critérios de iniciação do dano (*DAMAGE INITIATION, CRITERION=criterion
1), incluindo o critério de Johnson-Cook (utilizado nosso trabalho), dano dúctil
(também usado) e o critério de dano por cisalhamento, entre outros.
A lei de inicio do dano de Johnson-Cook cumpre o mesmo principio
apresentado nas equações 18 e 19 do modelo de ruptura dinâmico.
Após o início do dano, a rigidez do material é reduzida progressivamente,
de acordo com a entrada especificada na evolução do dano, diferente do modelo
de ruptura dinâmico de Johnson-Cook, onde a rigidez é reduzida imediatamente.
A lei de evolução do dano (*DAMAGE EVOLUTION) descreve a
variação da redução de rigidez do material, uma vez que o critério de iniciação
tenha sido atingido. Para o dano em metais dúcteis o programa Abaqus assume
que a degradação da rigidez associada a cada mecanismo de falha ativa pode ser
modelada utilizando uma variável de dano escalar, )( acti Nid , onde actN
representa o conjunto de mecanismos ativos. Durante a análise, o tensor de
tensões do material é dado pela equação escalar de dano.
)1( D (20)

47
onde D é a variável de dano global e é a tensão não danificada do
tensor de tensões calculado no incremento atual. Assim, são as tensões que
existem no material, na ausência de dano. O material perde sua capacidade de
carga quando 1D .
A variável de dano global D , capta o efeito combinado de todos os
mecanismos de dano ativos e é calculada em função das variáveis de danos
individuais id , de acordo com uma regra especificada pelo usuário.
Nas simulações realizadas, o critério de evolução do dano utilizado foi do
tipo deslocamento (*DAMAGE EVOLUTION, TYPE=DISPLACEMENT)
assim, uma vez que o critério de iniciação de dano foi atingido, o deslocamento
plástico efetivo, pl
u é definido pela equação de evolução:
plpl
Lu (21)
onde L é o comprimento característico do elemento.
A evolução da variável de dano com o deslocamento plástico relativo pode
ser especificada na forma de tabelas, na forma linear ou exponencial. O dano
instantânea irá ocorrer se o deslocamento plástico no momento da falha, pl
fu é
especificado como zero (0), no entanto, esta opção não é recomendada e deve ser
usada com cuidado, pois causa uma queda repentina das tensões no material que
pode levar a instabilidades dinâmicas.
Os gráficos seguintes apresentam os diferentes tipos de evolução do dano
segundo o critério de deslocamento; na simulação foi empregado um modelo de
evolução do dano tipo deslocamento linear.

48
Figura 11.11: Diferentes definições da evolução do dano com base no deslocamento
plástico: (a) tabular, (b) linear e (c) exponencial (ABAQUS, 2010).
Assumindo que existe uma evolução linear da variável de dano com
respeito ao deslocamento plástico efetivo, como e mostrado na Figura 43 (b), é
possível especificar o deslocamento plástico efetivo (pl
fu ) no ponto de dano
(degradação completa). Assim, a variável de dano aumenta de acordo com:
pl
f
pl
pl
f
pl
u
u
u
Ld
(22)
Esta definição garante que quando o deslocamento plástico efetivo atinge
o valor pl
f
pl
uu , a rigidez do material será totalmente degradada )1( d . A lei
de evolução linear de dano define uma resposta de amolecimento tensão –
deformação verdadeiramente linear somente se a resposta efetiva do material é
perfeitamente plástica (tensão de escoamento constante) após o início do dano.

49
A Figura 44 ilustra o comportamento tensão-deformação característico de
um material submetido ao dano. No contexto de um material elásto-plástico com
endurecimento isotrópico, o dano se manifesta de duas formas: amolecimento da
tensão de escoamento e degradação da elasticidade.
A curva sólida (preta) na figura 44 representa a resposta tensão-
deformação de um material submetido ao dano (quando o material atinge certos
valores de tensão e deformação, inicia-se o dano e posteriormente com a evolução
do mesmo, a rigidez é degradada até não suportar mais tensões e deformação),
enquanto a curva tracejada (preta) é a resposta na ausência de dano (ou seja, o
material não apresenta inicio e evolução do dano). A resposta do material com
dano é depende das dimensões dos elementos, assim que, a dependência dos
resultados com respeito a malha deve ser minimizada
Na figura 44 0y e pl
0 são a tensão de escoamento e a deformação
plástica equivalente no início do dano, e pl
f é a deformação plástica equivalente
na falha, ou seja, quando a variável de dano global atinge o valor 1D .
O valor da deformação plástica equivalente na falha pl
f , depende do
comprimento característico do elemento e não pode ser usado como um parâmetro
do material para a especificação da lei de evolução do dano.
Na figura 44 pode-se observar que o modelo de ruptura dinâmico é
semelhante a um modelo de dano progressivo, no qual o deslocamento plástico no
momento da falha pl
fu foi especificado como zero (0) ou próximo de zero, o que
faz que a degradação da rigidez do material seja muito mais rápida que a de um
modelo que utiliza o inicio e propagação do dano.
Com relação aos modelos de dano usados neste trabalho, o modelo de
ruptura dinâmico foi chamado de dano rápido e o modelo com inicio e evolução
do dano foi chamado de dano progressivo.
Nos modelos de corte em rocha (Modelo de Drucker-Prager) somente os
modelos com inicio e evolução de dano são implementados no programa Abaqus.

50
Figura 3.12: Curva tensão deformação representando o modelo de ruptura dinâmico
(vermelho) e o modelo de dano progressivo. (ABAQUS, 2010 modificado).
O critério de inicio do dano dúctil foi usado para definir o inicio do dano
no modelo de plasticidade de Drucker-Prager (*Damage Initiation,
criterion=Ductile), este critério é utilizado para especificar a iniciação do dano
baseado na deformação dúctil. Assim, neste modelo constitutivo, a lei de inicio do
dano dúctil é fornecida ao programa Abaqus através de tabelas, em que a primeira
coluna contém a deformação plástica equivalente no início do dano, a segunda
coluna a tensão triaxial
q
p e a terceira coluna a taxa de deformação.

4 Simulação do processo de corte pelo método dos elementos finitos
O principal objetivo desta dissertação foi simular o processo de corte através
de um programa de elementos finitos comercial – Abaqus. Inicialmente, o estudo
foi concentrado na simulação de corte em metais, devido a grande quantidade de
trabalhos disponíveis neste tema. Posteriormente, o estudo foi estendido para o
estudo de corte em rocha, utilizando uma relação constitutiva adequada.
Em futuros trabalhos de pesquisa (da qual esta dissertação foi a primeira
parte), será avaliado a variação de alguns parâmetros envolvidos no processo de
corte (ângulo de corte, profundidade de corte, geometria da broca, velocidade,
etc), com o objetivo de melhorar a eficiência.
Nas simulações deste trabalho foi avaliada além da força de corte, a energia
mecânica especifica (MSE), que é dependente do trabalho realizado e do volume
cortado.
CortadoVolume
dxForça
CortadaRochadeVolume
CorteoDuranteFeitoTrabalhoMSE
)( (23)
Nos modelos de corte em metais foi avaliado o efeito do: i) atrito entre a
ferramenta de corte e a peça, ii) da pressão de confinamento nas forças de corte e
MSE, iii) da temperatura, iv) da geometria da peça e do cortador e v) da
profundidade de corte.

52
Os resultados apresentados a seguir seguem a ordem cronológica das
simulações realizadas. Como foram apresentados, os modelos iniciais trabalham o
processo de corte em metais e posteriormente, resultados de modelos de corte em
metais utilizando o modelo constitutivo de Drucker & Prager são apresentados.
4.1 Validação das simulações realizadas:
Nos trabalhos apresentados na revisão bibliográfica, os autores realizaram
validação das simulações pela comparação dos resultados obtidos numericamente
com dados de ensaios.
Neste trabalho não foi possível executar ensaios de corte para avaliar os
resultados das simulações numéricas, mais foi realizada uma comparação com o
trabalho de Mabrouki e Rigal (2005). Os resultados foram comparados, uma boa
aproximação na magnitude das forças obtidas neste trabalho e as apresentadas
pelos autores foram observadas. A força média apresentada pelos autores é da
ordem de 450 N, mostrado na Figura 4.2 (a), que correspondente ao modelo de
“superfícies fixas” e a parte (b) correspondente ao “modelo com erosão”, cujos
valores de força estão próximos ao valor médio, entre 350 N e 400 N.
4.2 Modelos de corte 2D em metais:
O primeiro modelo simulado foi para corte em metal e utilizou o esquema
de “superfícies fixas”, e a geometria do modelo é mostrada na figura 4.1:
Figura 1.1: Geometria dos modelos de corte em metais 2D (Dimensões em m).

53
A malha de elementos finitos é constituída da ferramenta com 297 nós e 256
elementos CPE4R (4-node bilinear, reduced integration with hourglass control) e
da peça com 2254 nós e 2080 elementos CPE4R. A profundidade de corte, ângulo
da ferramenta, velocidade de corte, comprimento e altura da peça são
apresentados na tabela 4.1.
Tabela 4.1: Propriedades geométricas dos modelos 2D.
Propriedade Valor
Profundidade de corte (m) 0.000255
Ângulo da ferramenta 5°
Velocidade de corte 1 m/seg
Comprimento da amostra (m) 0.004
Altura da amostra (m) 0.00035
A Tabela 4.2 apresenta os parâmetros do modelo constitutivo de Johnson-
Cook utilizados na simulação do corte em metais, baseados no trabalho de
Mabrouki e Rigal (2005).
Tabela 4.2: Parâmetros utilizados na simulação de corte em metais.
Parâmetro Valor
A 792 MPa
B 510 MPa
n 0.26
m 1.03
Temperatura de fusão Fusão 1520° C
Temperatura de transição transição 25° C
C 0.014
0 1 s-1
d1 0.05
d2 3.44
d3 -2.12
d4 0.002
d5 0.61
Cinco modelos de corte em metais foram simulados e um resumo das
características destes modelos é apresentado na Tabela 4.3. Resultados de força de
corte e MSE são apresentados. Os modelos foram simulados considerando
“superfícies fixas” e “modelos com erosão”.

54
Tabela 1.3: Resumo das características dos modelos 2D para corte em metais
*(Vx e Vy são as velocidades em X e Y; Pc é a profundidade de corte em m).
(a)
(b)
Figura 4.2: Força de corte (a) no modelo de “superfícies fixas” (b) modelo com erosão.
Arquivo Tipo Geom. Dano Produtos Vx Vy Pc*
GTEP9_2-00_05AtritoA Superfícies Fixas 2D Progressivo (2*10-5) Forças e MSE 1m/s 0m/s 0.000254999
GTEP9_2-00_05AtritoAERODEa Erode 2D Imediato Forças e MSE 1m/s 0m/s 0.000254999
GTEP9_2-00_05AtritoAERODEb1 Erode 2D Progressivo (2*10-5) Forças e MSE 1m/s 0m/s 0.000254999
GTEP9_2-
00_05AtritoAERODEbOriginal Erode 2D
Progressivo (2*10-
10)+inicio dano shear Forças e MSE 1m/s 0m/s 0.000254999
GTEP9_2-00_05AtritoTermico Superfícies Fixas 2D Progressivo (2*10-5) Forças e MSE 1m/s 0m/s 0.000254999

55
4.2.1 Forças de corte e MSE nos modelos 2D em metais:
Em cada um dos modelos de corte 2D em metais foram medidas as forças de
corte e a MSE. As forças de corte foram avaliadas na parte superior da ferramenta
de corte utilizando o pré-processador Abaqus/CAE.
4.2.1.1 Modelo GTEP9_2-00_05AtritoA:
Este modelo foi implementado com o esquema de “superfícies fixas” e dano
imediato. A figura 4.3 apresenta o modelo GTEP9_2-00_05AtritoA.
Figura 4.3: Variação das tensões de Von Misses em um modelo com “superfícies fixas”.
A Figura 4.4 apresenta a variação da força de corte com o deslocamento do
corte, considerando a velocidade de corte de 1 m/s e profundidade de corte
mantida constante.
O valor da MSE foi obtido através de uma planilha de cálculo, utilizando os
valores de força de corte e o volume de material cortado, obtido através da área
sob a curva. Para este modelo, o valor de MSE foi de 1856.77 Mpa.

56
Figura 4.4: Variação da força de corte com o deslocamento do cortador.
4.2.1.2 Modelo GTEP9_2-00_05AtritoTermico:
Para avaliar o efeito da temperatura no corte em metal, foi desenvolvido um
modelo combinando o modelo constitutivo de Johnson-Cook e parâmetros de
temperatura.
A influência da temperatura na geometria do chip pode ser observada na
Figura 4.5. Neste modelo foram implementados os esquemas de “superfícies
fixas” e dano progressivo. A Figura 50 apresenta as forças obtidas neste modelo,
onde é possível observar a redução dos valores da força de corte (a temperatura
produz amolecimento do metal) e consequentemente redução da MSE, quando
comparado com o modelo sem efeito da temperatura.
Figura 4.5: Geometria do chip devido o efeito da temperatura.

57
A Figura 4.6 mostra o efeito da temperatura na variação da força de corte
com o deslocamento do corte, considerando a velocidade de corte de 1 m/s e
profundidade de corte mantida constante. A MSE calculada para este modelo foi
de 576.65 Mpa.
Figura 4.6:2 Efeito da temperatura na variação da força de corte com o deslocamento do
cortador.
4.2.1.3 Modelos GTEP9_2-00_05AtritoAERODEa, GTEP9_2-00_05AtritoAERODEb1, GTEP9_2-00_05AtritoAERODEbOriginl:
Todos estes modelos foram implementados com o modelo com erosão.
Somente o modelo GTEP9_2-00_05AtritoAERODEa tem dano imediato, os
demais modelos apresentam uma função de dano progressivo, onde o modelo
GTEP9_2-00_05AtritoAERODEb1 foi o mais “resistente” dos modelos com
erosão. Este modelo apresentou valores de forças de corte próximas do modelo de
“superfícies fixas”, como esperado, pois foi implementado com uma função de
dano igual aos modelos de erosão.
As Figuras 4.8 apresentam gráficos da variação da força de corte com o
deslocamento e a Tabela 4.4 apresenta os valores da MSE calculados.

58
(a)
(b)
(c)
Figura 4.7: (a) GTEP9_2-00_05AtritoAERODEa, (b) GTEP9_2-
00_05AtritoAERODEb1, (d) GTEP9_2-00_05AtritoAERODEbOriginl
(a) (b)
(c)
Figura 4.8: Forças vs. deslocamentos (a) GTEP9_2-00_05AtritoAERODEa, (b)
GTEP9_2-00_05AtritoAERODEb1, (c) GTEP9_2-00_05AtritoAERODEbOriginl

59
Tabela 4.4. MSE para os modelos GTEP9_2-00_05AtritoAERODEa, GTEP9_2-
00_05AtritoAERODEb1, GTEP9_2-00_05AtritoAERODEbOriginl.
4.2.1.4 Comparação dos resultados de corte em metais 2D:
Com os resultados dos cinco modelos anteriores, foram realizadas
comparações de força de corte e MSE, apesentadas nas Figuras 4.9, 4.10 e 4.11.
Figura 4.9: Variação da força de corte com o deslocamento do cortador para os cinco
modelos.
MSE Area sob a Curva
(MPA)
GTEP9_2-00_05AtritoAERODEa 1374.147913
GTEP9_2-00_05AtritoAERODEb1 1725.797544
GTEP9_2-00_05AtritoAERODEbOrigi 1307.642684
Modelo

60
Figura 4.10: Resultados de força para os cinco modelos.
Figura 4.11: Resultados de MSE para os cinco modelos.
Das figuras anteriores pode-se dizer o seguinte:

61
O modelo de “superfícies fixas” apresenta “maior rigidez”, pois o material
é mantido a frente do cortador, enquanto que no modelo de erosão, o material é
retirado à medida que o cortador avança.
Os efeitos da temperatura nas forças de corte, na MSE e na geometria do
chip são significantes. Os modelos mostram redução de 70% na MSE e na força
de corte.
Somente os modelos de “superfícies fixas” geram chips segmentados ou
com forma de dentes numa de suas faces, nos outros modelos os chips foram
contínuos.
4.3 Simulação do corte em rocha através do modelo de plasticidade de Drucker-Prager
As simulações de corte em rocha foram realizadas inicialmente com um
modelo 2D com duas discretizações de malha, grossa e refinada, e considerando
ainda duas condições de pressão de confinamento, 0 e 10 MPa. As demais
características dos modelo 2D foram mantidas constantes.
Os modelos 3D de corte em rocha também foram executados para duas
discretizações de malha, grossa e refinada, e duas condições de pressão de
confinamento (0 e 10 MPa), mantendo também as demais características
constantes do modelo.
A velocidade de corte adotada foi de 3m/s e todos os modelos utilizaram o
esquema de modelo com erosão.
Na falta de dados de ensaios para a lei de Drucker-Prager, foi realizada uma
aproximação dos dados de entrada necessários para o modelo através de uma
retroanálise utilizando o próprio programa Abaqus. A retroanálise foi realizada
simulando ensaios triaxiais de uma rocha submetida a pressões de confinamento
de 0, 3.44, 10, 34.3 e 40 MPa.
Na Figura 4.14 (a) são mostradas as malhas de elementos finitos utilizada
para simular o ensaio triaxial no programa Abaqus. Para simplificar o modelo, foi
utilizado o estado axissimétrico, considerando apenas um elemento. A simulação
foi realizada em duas etapas, primeiro foi aplicado a pressão de confinamento na

62
face superior e lateral do modelo, em seguida a tensão desviadora foi aplicada no
topo do modelo.
Para introduzir a lei de Drucker-Prager na simulação são necessários,
inicialmente, três parâmetros básicos: modulo de elasticidade (E), coeficiente de
Poisson ( ) e ângulo de dilatância ( ). Na lei de Drucker-Prager, quando um
critério exponencial é adotado para definir a função de plastificação, torna-se
necessário introduzir uma tabela contendo duas colunas, a primeira com a pressão
de confinamento e a segunda com a tensão de escoamento.
Os dados de pressão de confinamento e tensão de escoamento foram obtidos
de resultados de ensaios triaxiais numéricos realizados no programa PFC2D
(método dos elementos discretos – Itasca) pelo Grupo de Tecnologia e Engenharia
de Petróleo (GTEP). As Figuras 4.12 (a) apresentam curvas tensão axial x
deformação axial para o mármore de Cartago, obtidas do ensaio triaxial numérico
realizado no programa PFC2D, para diferentes pressões de confinamento. As
Figuras 4.12 (b) mostram como o conjunto de dados de tensões de escoamento
(yield stress) para diferentes pressões de confinamento foi obtido, a partir dos
resultados das curvas tensão axial x deformação axial.
O critério exponencial da função de plastificação é definido no programa
Abaqus através da função (*DRUCKER PRAGER, shear criterion=exponent
form, test data), que permite introduzir a função de plastificação do modelo
através de dados experimentais (curvas tensão-deformação).
A Figura 4.14 (b) mostra as superfícies de plastificação obtidas dos dados
experimentais e da aproximação do programa Abaqus, que utilizou o critério
exponencial.
0 MPa
3.44 MPa

63
10 MPa
34,3 MPa
40 MPa
(a)
(b)
Figura 4.12: Curvas tensão-deformação obtidas de ensaios numéricos no programa
PFC2D para o Mármore de Cartago para diferentes pressões de confinamento.
No programa Abaqus, uma lei de endurecimento pode ser introduzida na lei
de plasticidade de Drucker-Prager através da função *DRUCKER PRAGER

64
HARDENING. O endurecimento pode ser dependente da taxa de deformação,
porém esta dependência não foi implementada nos modelos estudados. Assim,
quando este parâmetro é omitido, o modelo de endurecimento não é dependente
da taxa de deformação.
Para introduzir a lei de endurecimento no modelo de plasticidade, é
necessário montar uma tabela contendo na primeira coluna a tensão de
escoamento e na segunda coluna, a correspondente deformação plástica. Portanto,
o endurecimento (hardening) foi obtido da curva tensão-deformação para 0 MPa
de pressão de confinamento. A Figura 4.13 mostra como os dados foram obtidos
da curva tensão-deformação, para cada tensão escoamento (linha verde), uma
deformação plástica correspondente foi tomada da curva.
Figura 4.13: Dados obtidos para calibração da lei endurecimento da lei de Drucker-Prager
para o Mármore de Cartago.
Na lei de Drucker-Prager está implementada um modelo de ruptura e dano
progressivo, que permite especificar um ou mais critérios de inicio do dano
(dúctil, cisalhamento e outros), porém, neste trabalho foi empregado apenas o
critério dúctil. Depois do inicio do dano, a rigidez do material é reduzida
progressivamente de acordo com a evolução de dano especificada. Neste modelo,
os elementos que atingem o dano podem ser retirados ou mantidos na malha de

65
elementos finitos. Contudo, numa simulação de corte é necessário que os
elementos sejam retirados da malha para simular o processo de raspagem de uma
broca PDC.
Para definir o início do dano é utilizada a função (*Damage Initiation,
criterion=Ductile). O critério Ductile especifica o início do dano através de uma
tabela de duas colunas, na primeira coluna é introduzida a deformação plástica
equivalente e na segunda a tensão triaxial ( qp / ).
Neste trabalho, a deformação plástica equivalente no início do dano foi
obtida através da Figura 4.14 (c), e corresponde à deformação plástica ao atingir a
tensão constante. Os valores de deformação plástica equivalente e tensão triaxial
(-p/q) foram obtidas para as pressões de confinamento de 0, 3.44, 10, 34.3 e 40
MPa.
(a)
(b)

66
(c)
Figura 4.14: Desenvolvimento da lei de Drucker-Prager. (a) Malha de elementos finitos
para discretizar a amostra de rocha, (b) Gráfico p-q com as superfícies de plastificação
experimental e ajustada pelo programa Abaqus e (c) Curvas tensão-deformação utilizadas
para obter os valores de deformação plástica equivalente no início do dano.
Assim, a lei de Drucker-Prager foi implementada nos arquivos de entrada do
programa Abaqus utilizando os parâmetros obtidos do ensaio triaxial numérico
(retroanálise). Nos modelos simulados não foi considerado o modelo de dano
progressivo.
A malha grossa de elementos finitos do modelo 2D, chamada de SC_2D1, é
apresentada na Figura 4.15. A ferramenta foi discretizada com 55 nós e 40
elementos do tipo CPE4R (quatro nós bilinear, integração reduzida e controle de
hourglass) e a peça com 444 nós e 396 elementos CPE4R. Este modelo foi
chamado de SC_2D1.
Figura 4.15: Malha grossa de elementos finitos para os modelos SC_2D1_(0 e 10 MPa).

67
Na figura 4.16 é apresentada a malha de elementos finitos do modelo 2D
com malha refinada, chamada de SC_2D3. A ferramenta foi discretizada com 55
nós e 40 elementos CPE4R e a peça com 1308 nós e 1188 elementos CPE4R.
Figura 3: Malha refinada de elementos finitos para os modelos SC_2D3_(0 e 10 MPa)
Na tabela 4.5 é apresentado um resumo das principais características
geométricas dos modelos 2D.
Tabela 4.5: Dados da geometria dos modelos SC_2D.
SC_2D(1-3)_(0-10)
Profundidade de corte 0.0008 m
Ângulo de Corte (Rake Angle) -15°
Velocidade de corte 3 m/s
Comprimento da amostra 0.0265 m
Altura da amostra 0.0048 m
De forma semelhante, os modelos 3D foram discretizados com duas malhas,
grossa e refinada. O modelo de malha grossa é mostrado na Figura 4.17, sendo
chamado de SC_Cir10. O modelo foi discretizado com 5289 nós e 4280
elementos, destes 3960 elementos são do tipo C3D8 (8-node linear brick) e 320
elementos são C3D6 (6-node linear triangular prism).

68
Figura 4.17: Malha grossa de elementos finitos utilizada nos modelos SC_Cir10_(0 – 10)
MPa
A malha refinada, mostrada na Figura 4.18, possui a mesma geometria do
modelo anterior. O modelo foi discretizado com 10041 nós e 8240 elementos,
destes 7920 elementos são do tipo C3D8 (8-node linear brick) e 320 elementos
são C3D6 (6-node linear triangular prism). Este modelo foi chamado de
SC_Cir11.
Figura 4: Malha “fina” de elementos finitos utilizada nos modelos SC_Cir11_(0 – 10)
MPa.
Na tabela 4.6 é apresentado um resumo das principais características
geométricas dos modelos 3D.

69
Tabela 4.6: Parâmetros da geometria dos modelos SC_Cir.
SC_Cir(10-11)_(0 - 10)
Profundidade de corte 0.0008 m
Ângulo de Corte (Rake Angle) -15°
Velocidade de corte 3 m/s
Comprimento da amostra 0.0265 m
Altura da amostra 0.0048 m
Largura da amostra 0.00801m
Raio de Corte 0.0337 m
Na tabela 4.7 é apresentado um resumo das características gerais dos
modelos que foram executados para corte em rocha.
Tabela 2.7: Principais características geométricas e parâmetros dos modelos 2D e 3D para
o corte em rocha com pressão de confinamento de 0 e 10 MPa.
Arquivo Tipo Geom. Dano Produtos Vx Vy Pc
SC_2D1_0 Erode 2D Progressivo (1E-18) Forças e MSE 3m/s 0.15m/s 0 - 0.0008 m
SC_2D1_10 Erode 2D Progressivo (1E-18) Forças e MSE 3m/s 0.15m/s 0 - 0.0008 m
SC_2D3_0 Erode 2D Progressivo (1E-18) Forças e MSE 3m/s 0.15m/s 0 - 0.0008 m
SC_2D3_10 Erode 2D Progressivo (1E-18) Forças e MSE 3m/s 0.15m/s 0 - 0.0008 m
SC_Cir10_0 Erode 3D Progressivo (1E-18) Forças e MSE 3m/s 0.15m/s 0 - 0.0008 m
SC_Cir10_10 Erode 3D Progressivo (1E-18) Forças e MSE 3m/s 0.15m/s 0 - 0.0008 m
SC_Cir11_0 Erode 3D Progressivo (1E-18) Forças e MSE 3m/s 0.15m/s 0 - 0.0008 m
SC_Cir11_10 Erode 3D Progressivo (1E-18) Forças e MSE 3m/s 0.15m/s 0 - 0.0008 m
*(Vx e Vy são as velocidades da ferramenta em X e Y respetivamente, Pc é a profundidade de corte
em m)
Uma inovação nestes modelos foi a introdução do efeito da pressão de
confinamento, portanto o mesmo modelo foi executado sob condições de pressão
atmosférica e pressão de confinamento de 10 MPa. Os nomes de arquivos que
terminam com 0 e 10 correspondem a pressão de confinamento de 0 e 10 MPa,
respectivamente. Por exemplo, o nome do arquivo SC_2D1_0 termina em zero,
portanto foi executada a pressão atmosférica, enquanto que o arquivo SC_2D1_10
termina em 10, portanto foi executada a pressão de confinamento de 10 MPa.
A pressão de confinamento foi introduzida no modelo junto com o estado
inicial de tensões, utilizando as funções do programa Abaqus *INITIAL
CONDITIONS e *DSLOAD.

70
A pressão de confinamento e o estado inicial de tensões devem estar em
equilíbrio. Portanto, são aplicados simultaneamente o estado de tensão utilizando
a função *INITIAL CONDITIONS TYPE = STRESS e a pressão exercida pelo
peso de lama de perfuração através da função *DSLOAD, aplicada em toda
superfície da peça.
4.3.1 Forças e energia (MSE) nos modelos 2D (SC_2D1, SC_2D3) e 3D (SC_Cir10, SC_Cir11):
As forças de corte e a MSE dos modelos 2D e 3D que utilizam a lei de
plasticicdade de Drucker-Prager foram avaliadas para o volume total de material
retirado da peça,. A motivação no desenvolvimento destes modelos foi avaliar o
efeito da pressão de confinamento nas forças de corte e na MSE. Os resultados
obtidos com estes modelos permitirão compreender e melhorar o processo de
corte em rocha em condições atmosféricas e submetido à pressão de
confinamento.
4.3.2 Forças, e MSE dos modelos 2D com dano Progressivo parâmetro 1E-18 (SC_2D1_0, SC_2D1_10, SC_2D3_0, SC_2D3_10):
Nestes modelos, a ferramenta (cortador) inicia o corte no topo da peça. A
direção do movimento da ferramenta é horizontal e vertical até a metade do
comprimento da peça, a partir deste ponto, o movimento é apenas horizontal.
Nestes modelos de corte em rocha foi observado um comportamento de
ruptura frágil, diferente do comportamento observado nos modelos de corte em
metal, que apresentam uma ruptura dúctil.
Na figura 4.19 são observados os diferentes estágios de avanço do cortador
na peça, para o modelo SC_2D1_0, que utiliza a malha grossa e uma pressão de
confinamento de 0 MPa,

71
Figura 4.19: Diferentes estágios do modelo 2D SC_2D1_0 com malha grossa e
sem pressão de confinamento.
Nas Figuras 4.20 (a) e (b) são plotadas as forças de corte na direção
horizontal e vertical, respectivamente.
(a)

72
(b)
Figura 5: Forças de corte sem pressão de confinamento na direção: (a) horizontal e
(b) vertical.
Como é possível observar, as magnitudes das forças de corte apresentam
grande variação ao longo da direção do deslocamento da ferramenta. As forças de
corte na direção horizontal apresentaram valores maiores, quando comparadas
com as verticais. Qualitativamente, a forma das curvas de força de corte são
semelhantes aos apresentados nos trabalhos de Jaime et al. (2010) e Tulu et al.
(2008).
Com as forças de corte obtidas, foram calculadas as MSE geradas na direção
horizontal e vertical. Estes valores foram somados para encontrar a MSE total,
que corresponde a 1.15 MPa.
Dos gráficos da Figura 4.20 é possível observar que as forças de corte
chegam muitas vezes à zero. Este fato está relacionado à retirada dos elementos
que atingiram o dano durante a simulação. Assim, na ausência dos elementos a
frente do cortador, não há nenhuma força de resistência ao movimento do
cortador, levando à zero a força de corte. Para reduzir este efeito, a malha de
elementos finitos deveria ser discretizada com elementos com dimensões
próximos aos grãos da rocha.

73
Na figura 4.21 são apresentados os diferentes estágios do processo de corte
do modelo SC_2D1_10. Este modelo é idêntico ao anterior, porém foi aplicado
uma pressão de confinamento de 10 MPa,
Figura 4.21: Diferentes estágios do modelo 2D SC_2D1_10 com malha grossa e pressão
de confinamento de 10 MPa.
Nas Figuras 4.22 (a) e (b) são plotadas as forças de corte na direção
horizontal e vertical, respectivamente. A magnitude das forças de corte mostra um
aumento devido ao efeito da pressão de confinamento, observada nas curvas de
força na direção horizontal e vertical. Neste modelo a MSE total calculada foi de
2.25 MPa.

74
(a)
(b)
Figura 6: Forças de corte com pressão de confinamento na direção: (a) horizontal e (b)
vertical.
Na figura 4.23 são apresentados os diferentes estágios de corte do modelo
SC_2D3_0 que foi discretizado com uma malha mais refinada, porém sem a
aplicação da pressão de confinamento.

75
Figura 4.23: Diferentes estágios do modelo SC_2D3_0 com malha refinada e sem pressão
de confinamento.
Nas Figuras 4.24 (a) e (b) são plotadas as forças de corte na direção
horizontal e vertical, respectivamente. Os gráficos de forças apresentam um maior
número de picos de força, que resultam no aumento da área abaixo da curva e
consequentemente elevação nos valores da MSE. Para este modelo a MSE total
calculada foi de 2.31 MPa.
(a)

76
(b)
Figura 7: Forças de corte sem pressão de confinamento na direção: (a) horizontal e (b)
vertical.
Na figura 4.25 são apresentados os diferentes estágios de corte do modelo
SC_2D3_10 que foi discretizado com uma malha mais refinada, além da aplicação
da pressão de confinamento de 10 MPa.
Figura 8: Diferentes estágios do modelo SC_2D3_10 com malha refinada e pressão de
confinamento de 10 MPa.

77
Nas Figuras 4.26 (a) e (b) são plotadas as forças de corte na direção
horizontal e vertical, respectivamente. Novamente, a magnitude das forças de
corte mostra um aumento devido ao efeito da pressão de confinamento, observada
nas curvas de forças na direção horizontal e vertical. Neste modelo a MSE total
calculada foi de 3.27 MPa.
(a)
(b)
Figura 9: Forças de corte com pressão de confinamento na direção: (a) horizontal e (b)
vertical.

78
4.3.3 Comparação das forças e MSE dos modelos 2D com dano Progressivo parâmetro 1E-18 (SC_2D1_0, SC_2D1_10, SC_2D3_0, SC_2D3_10):
Após obter os resultados das forças de corte nas direções horizontais e
verticais, foi realizada uma comparação entre os diferentes modelos analisados
previamente.
Na figura 4.27 são comparados os resultados de força de corte horizontal de
modelos com e sem pressão de confinamento, considerado a discretização de
malha grossa SC_2D1.
Figura 10: Comparação das forças de corte horizontal para modelos com e sem pressão de
confinamento.
Como foi verificado anteriormente, pode-se observar a mudança no
comportamento da magnitude das forças de corte nos modelos devido ao efeito
exercido pela pressão de confinamento. O modelo que tem pressão confinante
diferente de zero apresenta maiores valores de força e consequentemente de MSE,
como era esperado.
Os mesmos efeitos são constatados nas forças de corte na direção vertical, a
comparação é apresentada na Figura 4.28.
A MSE obtida em cada um destes modelos mostra o efeito da pressão de
confinamento no mecanismo de corte. Como esperado, para maiores valores de

79
pressão de confinamento, o cortador precisa de maior energia para fazer o corte. O
valor da MSE de cada um dos modelos simulados é mostrado na Figura 139.
Figura 4.28: Comparação das forças de corte vertical para modelos com e sem pressão de
confinamento.
Figura 4.29: Comparação da MSE dos modelos SC_2D1_0 (0 MPa) e SC_2D1_10 (10
MPa) para a malha grossa.
O efeito do refinamento da malha de elementos finitos é mostrado na figura
4.30, onde são comparados os resultados de força de corte horizontal de modelos
com e sem pressão de confinamento, para o modelo SC_2D3.

80
Figura 11: Comparação das forças de corte horizontal para modelos com e sem pressão de
confinamento.
No gráfico força x deslocamento da Figura 4.30 é encontrado uma maior
densidade de picos de força, quando comparada com a Figura 4.27. O efeito da
pressão de confinamento também aparece claramente no gráfico.
O mesmo comportamento é observado nas forças de corte na direção
vertical, como mostra a Figura 4.31. Na Figura 4.32 são apresentados os
resultados de MSE para cada um dos modelos, com e sem pressão de
confinamento.
Figura 4.31: Comparação das forças de corte vertical para modelos com e sem pressão de
confinamento.

81
Figura 12: Comparação da MSE dos modelos SC_2D1_0 (0 MPa) e SC_2D1_10 (10
MPa) malha “refinada”.
Comparando os valores de MSE dos modelos de malha grossa e refinada na
Figura 4.32, pode-se observar o efeito da discretização no maior valor de MSE. A
malha mais refinada mais refinada apresentou maiores valores de MSE, quando
comparados com os modelos que utilizaram a malha grossa. Contudo, malhas de
elementos finitos mais refinadas elevam o tempo de processamento da análise.
Assim, torna-se necessário a busca de uma discretização que combine resultados
mais precisos com menor tempo computacional.
Na figura 4.33, são mostrados as comparações das forças na direção
horizontal para todos os modelos 2D e na figura 4.34 comparações de MSE,
também para todos os modelos 2D. Na Figura 4.33 (b) foi aumentada a escala do
gráfico para melhorar a visualização da Figura 4.33 (a).

82
(a)
(b)
Figura 13: Comparação das forças de corte vertical para modelos com e sem pressão de
confinamento (a) escala original e (b) escala ampliada.
Figura 4.34: Comparação da MSE dos modelos SC_2D1 (0 e 10 MPa malha grossa) e
SC_2D3 (0 e 10 MPa malha refinada).

83
Os resultados da Figura 4.34 comprovam que os modelos implementados no
programa Abaqus levam em consideração o efeito da discretização da malha de
elementos finitos e o efeito da pressão de confinamento. Os modelos com malhas
mais discretizadas e com pressões de confinamento aplicadas apresentaram
maiores valores de MSE.
4.3.4 Forças e MSE dos modelos 3D com dano Progressivo parâmetro 1E-18 (SC_Cir10_0, SC_Cir10_10, SC_Cir11_0, SC_Cir11_10):
A lei de Drucker-Prager foi implementada também nos modelos 3D.
Semelhante aos modelos 2D, foi adotado um esquema de dano imediato. O
esquema de corte também é semelhante aos modelos anteriores, o início do corte
ocorre no topo do modelo, posteriormente a ferramenta se desloca na horizontal e
vertical até a metade do comprimento da peça, e a segunda metade da peça é
percorrida com profundidade constante. Na figura 4.35 são observados os
diferentes estágios de avanço do cortador no modelo SC_Cir10_0. O modelo
utiliza uma malha grossa e não foi aplicado pressão de confinamento.
Figura 14: Diferentes estágios do modelo 3D SC_Cir10_0 com malha grossa e pressão de
confinamento de 0 MPa.

84
Nas Figuras 4.36 (a), (b) e (c) são plotadas as forças de corte na direção
horizontal, na direção vertical e uma ampliação do gráfico das forças na direção
vertical, respectivamente.
(a)
(b)
(c)
Figura 4.36: Força de corte na direção: (a) horizontal, (b) vertical e (c) ampliação do
gráfico da força de corte na direção vertical.

85
Nos modelos 3D, as forças de corte apresentam também forma semelhante
aos encontrados nos trabalhos de Jaime et al. (2010) e Tulu et al. (2008). Neste
modelo a MSE total calculada foi de 3.58 MPa.
Nos modelos 3D, as forças também chegam a zero frequentemente, como
foi observado nos modelos 2D. Este fato está relacionado à retirada dos elementos
que atingiram o dano. Assim, na ausência dos elementos a frente do cortador, não
há nenhuma força de resistência ao movimento do cortador, levando à zero a força
de corte. Quando o cortador alcança um novo elemento, a força de corte aumenta
novamente. Assim, para manter a ferramenta de corte sempre em contato com um
elemento, idealmente os elementos devem ter a dimensão dos grãos da rocha.
Na figura 4.37 são observados os diferentes estágios de avanço do cortador
no modelo SC_Cir10_10. O modelo utiliza uma malha grossa e sem pressão de
confinamento.
Figura 4.37: Diferentes estágios do modelo 3D SC_Cir10_10 com malha grossa e pressão
de confinamento de 10 MPa.

86
Na figura 4.38 são apresentadas as forças obtidas no modelo SC_Cir10_10.
Semelhante aos modelos 2D, a magnitude das forças de corte apresenta um
acréscimo devido ao efeito da pressão de confinamento exercida na peça,
observado nas forças de corte nas direções horizontal e vertical.
Como observado em todos os modelos executados nesta pesquisa, a
magnitude das forças de corte na direção horizontal é superior às forças na direção
vertical.
(a)
(b)

87
(c)
Figura 15: Força de corte na direção: (a) horizontal, (b) vertical e (c) ampliação do
gráfico da força de corte na direção vertical.
Uma mudança abrupta na magnitude da força de corte na direção vertical foi
observada na metade do comprimento da peça, onde a ferramenta deixa de
deslocar na direção vertical e passa a cortar com profundidade constante. Neste
modelo a MSE total calculada foi de 4.30 MPa. Na figura 4.39 são apresentados
os diferentes estágios de corte do modelo SC_Cir11_0, que utiliza uma malha
refinada e não há pressão de confinamento aplicado.
Figura 16 Diferentes estágios do modelo SC_Cir11_0 com malha refinada e pressão de
confinamento de 0 MPa.

88
As forças de corte obtidas no SC_Cir11_0 são apresentadas na Figura 4.40.
Semelhante aos modelos 2D, a malha mais refinada resulta em um número maior
de picos de força, portanto uma maior discretização aumenta a área sob a curva e
os valores de força de corte do modelo, fato que vai elevar o valor de MSE.
Como verificado nos modelos anteriores, pode-se observar na metade da
simulação a presença de forças de corte com maior magnitude. Para este modelo a
MSE total calculada foi de 3.19 MPa.
(a)
(b)
Figura 17: Força na direção: (a) horizontal e (b) vertical no modelo com malha refinada
SC_Cir11_0 sem pressão de confinamento.

89
Na figura 4.41 são apresentados os diferentes estágios de corte do modelo
SC_Cir11_10, que utiliza uma malha refinada e uma pressão de confinamento de
10 MPa.
Figura 18: Diferentes estágios do modelo SC_Cir11_10 com malha refinada e pressão de
confinamento de 10 MPa.
As forças obtidas na simulação da geometria SC_Cir11_10 são apresentadas
na Figura 4.42.

90
(a)
(b)
Figura 19 Força na direção: (a) horizontal e (b) vertical no modelo com malha
refinada SC_Cir11_0 com pressão de confinamento de 10 MPa.
Nestes gráficos, é observado o aumento na magnitude da força de corte,
quando comparado com o modelo que não tem pressão de confinamento aplicada,
porém com a mesma geometria. Para este modelo a MSE total calculada foi de
3.60 MPa.
4.3.5 Comparação das forças e MSE dos modelos 3D com dano Progressivo parâmetro 1E-18 (SC_Cir10_0, SC_Cir10_10, SC_Cir11_0, SC_Cir11_10)
Após obter os resultados das forças de corte nas direções horizontais e
verticais, foi realizada uma comparação entre os diferentes modelos analisados
previamente.
Na Figura 4.43 é apresentada a comparação das forças de corte do modelo
SC_Cir10 na direção horizontal com a malha grossa.

91
Figura 20: Comparação das forças de corte horizontal para modelos com e sem pressão de
confinamento.
Os resultados da Figura 4.43 mostram a mudança no comportamento e na
magnitude das forças de corte dos modelos devido ao efeito exercido pela pressão
confinamento. O modelo com pressão de confinamento diferente de zero
apresenta maiores valores de força de corte e consequentemente de MSE, como
era esperado.
Os mesmos efeitos são observados nas forças de corte na direção vertical,
comparação apresentada na figura 4.44. A MSE obtida de cada um destes modelos
é apresentada na Figura 4.45.
(a)

92
(b)
Figura 21 Comparação das forças de corte horizontal para modelos com e sem pressão de
confinamento (a) escala original e (b) escala ampliada.
Figura 22: Comparação de MSE dos modelos SC_Cir10_0 (0 MPa) e SC_Cir10_10 (10
MPa) malha grossa.
Semelhante aos modelos anteriores, a MSE do modelo com pressão de
confinamento é maior, quando comparada ao modelo sob condições atmosféricas.

93
Os resultados de força de corte horizontal do modelo discretizado com a
malha refinada são mostrados na figura 156, onde são comparados os resultados
de força de corte horizontal de modelos com e sem pressão de confinamento, para
o modelo SC_Cir11.
Figura 23: Comparação das forças de corte horizontal para modelos com e sem pressão de
confinamento.
Embora a Figura 4.46 apresente uma maior quantidade de picos nas forças
de corte, a magnitude delas apresenta uma queda, quando comparado com as
forças de corte dos modelos de malha grossa. O mesmo comportamento foi
observado nas forças de corte na direção vertical, como mostra a Figura 4.47. A
Figura 4.48 apresenta os resultados de MSE nos modelos de malha refinada.

94
(a)
(b)
Figura 24: Comparação das forças de corte vertical para modelos com e sem
pressão de confinamento (a) escala original e (b) escala ampliada.
Figura 25 Comparação da MSE dos modelos SC_Cir11_0 (0 MPa) e SC_Cir11_10 (10
MPa) malha “refinada”.
Observando os gráficos de MSE dos modelos de malha grossa e refinada, o
efeito da discretização nestes modelos é contraditório, esperavam-se maiores
valores de força e de MSE para os modelos mais discretizados (como ocorrido nos
modelos 2D), porém foi observado uma queda nos valores de MSE e da força de

95
corte. Na Figura 4.49 (a) e (b) é apresentada uma comparação gráfica das forças
na direção horizontal de todos os modelos 3D e na Figura 4.50 de MSE.
(a)
(b)
Figura 26: Comparação das forças na direção horizontal dos modelos SC_Cir10 (0 e 10
MPa) e SC_Cir11 (0 e 10 MPa).

96
Figura 27: Comparação de MSE dos modelos SC_Cir10 (0 e 10 MPa) e SC_Cir11 (0 e 10
MPa).

5 Conclusões e Sugestões para trabalhos futuros:
Após o desenvolvimento desta pesquisa, foi possível elaborar as seguintes
conclusões:
O programa Abaqus tem implementado uma série de funcionalidades que
possibilita a simulação das diferentes feições do problema de corte.
Na simulação por elementos finitos utilizando o programa Abaqus, foi
possível introduzir o efeito da temperatura. Frequentemente, este efeito não é
considerado nas formulações analíticas e em outros métodos numéricos, como o
método dos elementos discretos.
A simulação numérica de um problema de corte real, como o ensaio de
single cutter, não pode ser realizada utilizando os modelos tradicionais de contato
que consideram as superfícies de contato fixas. A alternativa adotada foi o modelo
de erosão, em que novas superfícies de contato são definidas, à mediada que os
elementos que alcançam o dano são retirados da malha de elementos finitos.
Nas simulações em que o modelo de erosão foi implementado, a
formulação Lagrangiana apresentou bons resultados, pois nesses modelos que
simulam raspagem, ocorrem pouca distorção da malha de elementos finitos.
A simulação de corte em metais já está bem consolidada, e os modelos
implementados com a lei de plasticidade de Johnson-Cook tem mostrado
resultados que apresentam boa concordância com aqueles obtidos de ensaios e os
parâmetros da lei de Johnson-Cook são encontrados com facilidade na literatura.

98
O estudo do corte em rocha ainda é pouco desenvolvido, necessitando de
pesquisas adicionais com relação a uma lei constitutiva para rocha que possa
representar adequadamente o efeito da alta taxa de deformação e o efeito da
pressão de confinamento, considerando ainda o efeito do dano.
A lei de plasticidade de Drucker-Prager não está muito bem documentada
no manual do programa Abaqus, principalmente com relação à obtenção dos
parâmetros de dano.
O efeito da pressão de confinamento nos modelos de corte em rocha
utilizando a lei de plasticidade de Drucker-Prager foi comprovado através dos
resultados de forças de corte e MSE.
A discretização das malhas tem importância fundamental nos resultados
das simulações, pois o grau de discretização ideal seria aquele em que o tamanho
do elemento correspondesse ao tamanho do grão da rocha.
Sugestões:
Uma melhor compreensão da lei de plasticidade de Drucker-Prager é
necessária para a segunda etapa de desenvolvimento dos modelos de corte, assim
como foi entendido o modelo de Johson & Cook nos modelos de corte em metal.
Uma melhor compreensão dos modelos e mecanismos de dano na rocha
deve ser objeto de estudo nos próximos estágios da pesquisa.
Os resultados obtidos das simulações dos ensaios de single cutter devem
ser comparados os resultados dos ensaios de laboratório, afim de aprimorar os
modelos numéricos.

Referências Bibliográficas
ABAQUS, DASSAULT SYSTÈMES, 2010, ABAQUS User´s Manual, Versão
6.9. USA 2010.
Cheriguene, 2009 CHERIGUENE, R., Estudio numérico de los Fenómenos de
Contacto en el Mecanizado, Universidad Carlos III de Madrid, Tesis Doctoral,
2009.
COOK, J.M.; SHEPPARD, M.C.; HOUWEN, O.H. Effects of Strain Rate and
Confining Pressure on the Deformation and failure of Shale, SPE Drilling
Engineering, June 1991.
CUNNINGHAM, R.A.; EENINK, J.G. Laboratory Study of the Effect of
Overburden Formation and Mud Column Pressures on Drilling Rates of
Permeable Formations. Presented at the 33rd
Annual Fall Meeting of the Society
of Petroleum Engineers, Houston, 1958.
DETOURNAY, E.; TAN, C.P. Dependence of Drilling Specific Energy on
Bottom-Hole Pressure in Shales, Rock Mechanics Conference help in Irving.
Texas, 20-23 October 2002.
DUAN, C.Z; CAI, Y.; LI, Y.; WANG, M. A Method for FE Simulation of
Serrated Chip Formation during High Speed Machining Hardened Steel,
IEEE/IEEM, 2008.
DUAN, C.Z; DOU, T.; CAI, Y.J.; LI, Y.Y. Finite Element Simulation and
Experiment of Chip Formation Process during High Speed Machining of AISI
1045 Hardened Steel, International Journal of Recent Trends in Engineering
Vol1, No 5, May 2009.
EU-GENE, NG.; ASPINWALL, D.K. Modeling of hard part machining, Journal
of Materials Processing Technology 127, pp 222-229, Elsevier, 2002.
GARNIR, A.J.; VAN LINGEN, N.H. Phenomena Affecting Drilling Rates at
Depth. Journal of Petroleum Technology, pp 232-239, September, 1959.

100
HUANG, H. HUI, Simulação da formação de cavacos usando FEM (Finite
Element Method) – Temperatura e Força, Universidade de São Paulo, Escola de
Engenharia de São Carlos, Dissertação de Mestrado, 2007.
HUANG, H. Discrete Element Modeling of Tool – Rock Interaction. Ph.D.
Thesis, University of Minnesota, 1999.
JUDZIS, A.; BLAND, R.G.; CURRY, D.A.; BLACK, A.D.; ROBERTSON,
H.A.; MEINERS, M.J.; GRANT, T.,. Optimization of Deep Drilling Performance;
Benchmark Testing Drives ROP Improvements for Bits and Drilling Fluids,.
SPE/IADC 105885, presented at the SPE/IADC Drilling Conference, Amsterdam,
2007.
JAIME, M.C; GAMWO, I.K; LYONS, D.K.; SUNAL, O., Finite Element
Modeling of Rock Cutting, ARMA 10-231, presented at the 44th
U.S. Rock
Mechanics Symposium and 5th
U.S. – Canada Rock Mechanics Symposium, Salt
Lake City, 2010.
KAITKAY P.; LEI S. Experimental Study of Rock Cutting Under External
Hydrostatic Pressure. Journal of Materials Processing Technology 159, pp 206-
213, Elsevier, 2003.
KALHORI, V. Modelling and Simulation of Mechanical Cutting, Luleá Tekniska
Universitet, Doctoral Thesis, 2001.
KÜHNE, I.G., Wirkungswerse von Rotarymeiseh und anderen drehenden
Gesteinsbohrein,. Soundererdruck aus der Zeitschrift, Bohretecknik Brunnenbau,
helf 1-5, 1952.
KUMAR, A.S., A Baseline for Mechanical Specific Energy and Estimation of Bit
Wear Rate, University of Texas, Master Thesis, 2008.
LEDGERWOOD III L. W. (ROY). PFC Modeling of Rock Cutting Under High
Pressure Conditions. Hughes Christensen Company, The Woodlands, Texas USA,
May 2009.
LEDGERWOOD III L. W. (ROY). PFC Modeling of Rock Cutting Under High
Pressure Conditions. Rock Mechanics meeting Society´s Challenges and
Demands (1st Canada-U.S. Rock Mechanics Symposium, Vancouver, Vol1
Fundamentals, New Technologies & New ideas, pp 511-518, Eberhard et al. Ed.
London, Taylor & Francis Group,2007.
LEI, S.; KAITKAY, P.; SHEN, X. Simulation of Rock Cutting Using Distinct
Element Method – PFC2D. in Numerical Modeling in Micromechanics Via
Particle Methods (2nd
International PFC Symposium, Kyoto Japan, October 2004),
pp 63-71, Shimizu, Y.; Hart, R.D. and Cundall, P., Eds Leiden: Balkema.
MABROUKI, T.; RIGAL, J.-F. A Contribution to a qualitative understanding of
thermo-mechanical effects during chip formation in hard turning, Journal of
Materials Processing Technology 176, pp 214-221, Elsevier, 2005.

101
MENDOZA, J.A., Modeling Rock Cutting Using DEM With Crushable Particles,
University of Pittsburgh, Master Thesis, 2010.
MERCHANT M.E. Mechanics of metal cutting process I. Orthogonal cutting and
a type 2 chip. Journal of Applied Physics, 16 (5): 267-75, 1945
MERCHANT M.E. Mechanics of metal cutting process II. Plasticity conditions in
orthogonal cutting. Journal of Applied Physics, 16 (6): 318-24, 1945
MISHRA, B.; KHAIR, A.W., Numerical Modelling of Rock Indentation and Heat
Generation due to Linear Rock Cutting, ARMA/USRMS 06-953, presented at the
41th
U.S. Symposium on Rock Mechanincs (USRMS), Colorado, 2005.
PATYONDE, D.O.; CUNDALL, P.A. A Bonded-Particle Model for Rock. Int. J.
Rock Mech. Min. Sci., 41, 1329-1364, 2004.
PRESSIER, R.C.; FEAR, M.J., Quantifying Common Drilling Problems with
Mechanical Specific Energy and Bit Specific Coefficient of Sliding Friction, SPE
24584, presented at the 67th
annual Technical Conference and Exhibition of the
SPE, Washington, 1992.
RAFATIAN, N.; MISKA S.; LEDGERWOOD III, L.W; AHMED, R.; YU, M.;
TAKACH, N. Experimental Study of MSE of a Single PDC Cutter Under
Simulated Pressurized Conditions, SPE/IADC 119302, presented at the
SPE/IADC Drilling Conference and Exhibition, Netherlands, Amsterdam March
2009.
RICHARD T. Determination of Rock Strength from Cutting Test, University of
Minnesota Master´s Thesis, 1999.
SHEKHAR PRASAD, C., Finite Element Modeling to Verify Residual Stress in
Orthogonal Machining, Blekinge Institute of Technology, Master Thesis,
Karlskrana, Sweden, 2009.
SIMON, R. Energy Balance in Rock Drilling,. SPE Journal, pp 298-306,
December 1963.
TEALE R. The Concept of Specific Energy in Rock Drilling, International
Journal of Rock Mechanics and Mining Science, Volume 2, pp 57-73, 1964
TULU, I.B.; HEASLEY, K.A.; BILGESU, I.; SUNAL, O., Modeling Rock and
Drill Cutter Behavior, ARMA 08-342, presented at the 42nd
US Rock Mechanics
Symposium and 2nd
U.S. – Canada Rock Mechanics Symposium, San Francisco,
2008.
ZIJSLING D. H.. Single Cutter Testing – A Key for PDC Bit Development,
Offshore Europe 67, Aberdeen, 8-11 September, 1987.





























