Embed Size (px)
Citation preview

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 1/255
CD
COMPLETO SALTAR APRESENTAÇÃO
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 2/255
20
FEMANEMAN
FUNREI
Encontro de Manutençãoda FUNREI
Feira de Engenharia –
Produtos e Serviços
15 A 18 DE MAIO /2001
Campus Santo Antônio – FUNREI
São João Del Rei - MG
MINI-CURSOS PALESTRAS DEBATES

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 3/255
APOIO

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 4/255
PATROCÍNIO
ASSOCIAÇÃO COMERCIALE INDUSTRIALDE SÃO JOÃO DEL REI
SOCIEDADEMERCANTILLOMBARDI LTDA.

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 5/255
1 – O QUE É EMAN
2 – HISTÓRICO DA MANUTENÇÃO
3 – PROGRAMAÇÃO / EMAN
4 - FEMAN
5 – COMISSÃO ORGANIZADORA
6 – ANAIS
7 - AGRADECIMENTOS
20 EMAN

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 6/255
AGRADECIMENTOS
A realização do 20 EMAN/FEMAN não seria possível sem a participação e colaboração:
- Dos Patrocinadores;
- Dos Expositores;
- Dos Palestrantes;
- Público Participante;
- Direção Executiva da FUNREI;
- Agentes de Apoio.
Comissão Organizadora
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 7/255
PROGRAMAÇÃO
DIA
15/05/2001
DIA
16/05/2001
DIA
17/05/2001
DIA
18/05/2001
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 8/255
15/05/2001
14:00h às 19:30h - Credenciamento20:00h às 21:30h - Sessão de Abertura Às 21:30h - Momento Cultural e Coquetel
MINI-CURSOS 1 - Introdução à TPM ( Total Productive Maintenance)
Eng. Disnei Carnier - SENAI/Juiz de Fora8:00h - Sala 3.21
2 - Mantenabilidade: Uma Variável de Projeto de SistemasProf. Acires Dias, Dr. UFSC
14:00h - Sala 3.21 3 - "Especificação de Motores Elétricos de Indução"Prof. José Tarcísio Assunção, M.Sc - FUNREI8:00h - Sala 3.17
4 - "Aplicações Siemens no Setor Industrial"
14:00h - sala 3.17 PRÓXIMO
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 9/255
16/05/2001 8:30h T1- Medição de VibraçãoTorcional em LaminadoresSiderúrgicos Prof. Engº EvaldoKhater, Dr. - FUNREI9:20h T2 - Manutenção deEquipamentos ElétricosProf. Antônio Tadeu Lyrio de
Almeida, - EFEI/GEMEIF- ITAJUBÁProf. Marcelo Eduardo de C.Paulino, - EFEI/GEMEIF-I TAJUBÁ10:00h - Intervalo e Visita à Feira11:00h P1 Confiabilidade naManutenção Industrial Prof. Acires Dias, Dr.- UFSC12:00h - Intervalo para Almoço
14:00h T3 - Gestão Ambiental naIndústria Cimenteira Prof. Adm. Sálvio de MacedoSilva, M.Sc. - FUNREI14:40h T4 - Geoprocessamentono Gerenciamento do SistemaElétrico na CEMIG
Bertoni dos Santos Júnior -CEMIG15:20h T5 - Aplicação daMetodologia TPM na MagnetiMarelli - COFAP - Lavras Nilson
André Vicentini - COFAP - Lavras16:00h P2 - HabilidadesEmocionais no Ambiente deTrabalhoPsic. Fátima Rocha do Carmo
17:00h Visita à FeiraVOLTAR
MENU
PRÓXIMO

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 10/255
17/05/2001 8:30h T6 - Terceirização de ManutençãoEngº Silvio Miranda -ABRAMAN/SISMA -Vitória - ES
9:20h T7 - Compras de Manutenção nosmeios Eletrônicos: Um Caminho semVolta Nivaldo Ribeiro Pinto - Logical SoftInformática - SP10:00h - Intervalo e visita à Feira11:00h P3 - Gestão da ManutençãoEngº Luiz Carlos Miranda -CEMIG/ABRAMAN12:00h - Intervalo para almoço14:00h T8 - Técnicas de Análise deDefeitos em Rolamentos
Engº Nivaldo Vasconcelos - ACOMINASEngº Marcos Pinto Ribeira – AÇOMINAS14:40h T9 - Sistema de Custeio Prof. Adm Fabrício Molica de Mendonça,M.Sc. - FUNREI
15:20hT10 – A Cadeia Produtiva do GásNaturalEngº Disnei Carnier - SENAI/Juiz de Fora -
16:00h - Mesa RedondaTema:"O Desenvolvimento daManutenção no Brasil" Presidente: Prof.Eng. Evaldo Khater, Dr.-FUNREI Participantes: Prof. Eng. Antônio Tadeu
Lyrio de Almeida, Dr. Consultor - GEMEIF/EFEI - Itajubá - MGEng. Daniel Antônio Miranda deMesquita Gerente de Manutenção - AçominasEng. Luiz Carlos Miranda
Cemig / Abramam - MGEng. Cláudio Butkus Gerente de Manutenção Holdercim BrasilS. A. (Cimento Barroso)Prof. Eng. Acires Dias, Dr .Consultor - Universidade Federal de Santa
Catarina - UFSC - Florianópolis - SC18:00h - Visita à Feira
MENU
VOLTAR PRÓXIMO

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 11/255
18/05/2001 8:30h T11 - Manutenção ClasseMundial Engº Júlio Nascif Xavier
TECEM/Belo Horizonte - MG9:20h T12 - Indicadores naManutenção - Usos e BenefíciosEngº Cláudio Butkus -Holdercin/Barroso – MG
10:00h - Intervalo e Visita à Feira11:00h P4 - Meio Ambiente,Desenvolvimento Sustentável eQualidade de Vida:
Novas Fronteiras daCompetitividade EmpresarialProf. Adm Sálvio de Macedo Silva,M.Sc.- FUNREI
12:00h - Intervalo para Almoço
14:00h T13 - Controle de Ruídosem Subestações Elétricas
Prof. Eduardo Bauzer Medeiros,PHD – UFMG
14:40h T14 - Sistema da Garantiada Qualidade; Estudo Crítico paraas Indústrias de São João del Rei eRegião Prof. Eng. Peter de MatosCampos, M.Sc.- FUNREI
15:20h T15 - Tendências do RH naManutenção Profa. Adm. Bernadete
O. Sidney Viana Dias, M.Sc.-FUNREI
16:00h - Sessão de Encerramento
MENU
VOLTAR

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 12/255
Histórico da Manutenção Durante a Primeira Guerra Mundial a Manutenção ocupava um papel
secundário dentro das indústrias e apresentava-se, praticamente, comouma ação corretiva. Somente a partir da Segunda Guerra Mundial é que a
Manutenção começou a ser reconhecida nos organogramas dasempresas como um órgão de destaque e que, posteriormente, culminouno surgimento da Manutenção Preventiva devido ao crescente aumentoda mecanização imposto pela forte demanda de produtos.
A partir da década de 40, com o desenvolvimento da aviação, apreocupação com as falhas de equipamentos em funcionamento de uma
aeronave tornou-se cada vez maior. Surge, então, dentro das empresas,a nível departamental, um órgão especializado, chamado Engenharia deManutenção, que passou a desenvolver estudos e controles visandoaumentar a confiabilidade de funcionamento dos equipamentos atravésda Manutenção Preventiva.
Na década de 60, com a expansão da indústria e a difusão doscomputadores, a Engenharia de Manutenção passou a desenvolver critérios mais sofisticados de controle e análise visando diagnosticar períodos e abordagens mais econômicas de Manutenção nos maisvariados equipamentos industriais. Estes critérios, conhecidoscomocontrole preditivo de Manutenção, continuam até hoje emdesenvolvimento e são amplamente aplicados nos mais diversos ramosindustriais.
MENU
PRÓXIMO
MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 13/255
A partir da década de 70, a correlação entre os trabalhos demanutenção e a rentabilidade foi progressivamente fortalecida, uma vezque as instalações industriais se expandiram, os custos de paralisação seelevaram e a manutenção, por sua vez, tornou-se mais sofisticada e,consequentemente, mais cara. Nesta mesma década surgiu o conceito deterotecnologia, visando economias substanciais através doaperfeiçoamento da gerência de manutenção e de uma atenção especialpara com os fatores que afetam a manutenção em todos os estágios dociclo de vida dos equipamentos (Kelly, et al, 1978).
Na década de 80, com a crise do petróleo, principalmente no Brasil, o
custo de importação de peças de reposição tornou-se inviável. Surgiu,então, uma nova visão de manutenção. Formaram-se comissões em prolda nacionalização de materiais e produtos, Círculos de Controle deQualidade, encontros regionais e nacionais de manutenção e,consequentemente, um avanço nos conceitos da gestão da manutençãocom ênfase na manutenção preventiva.
Para um futuro próximo, em decorrência da globalização daeconomia, faz-se necessário um rápido crescimento da automação e, comela, as falhas se tornarão um forte indicativo comprometedor dos padrõesde qualidade. Na busca de continuar mantendo os altos índices dequalidade, exigidos pelo mercado, aliado a uma crescente produtividadepromovida pela automação, surge uma consciência da importância do
contínuo desenvolvimento da manutenção no cenário industrial.
MENU
VOLTAR PRÓXIMO
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 14/255
O fato de existir essa consciência, cada vez mais clara nas indústrias,abre-se um novo caminho a ser percorrido, o que poderá ser simplificadoatravés de uma fundamental aliança.
Conhecedora dessa nova consciência que paira sobre as indústrias,
aliado ao novo desafio da universidade, que deixa de ocupar a tradicionalposição de um isolado centro de excelência, de cultura e de reflexão paraintegrar-se ao " sistema produtivo ", que é a nobre articulação universidade -empresa. As universidades passam a ser um elemento indispensável paramais um capítulo da manutenção.
Ganha-se a indústria com a absorção de novas técnicas e novosprocedimentos e, por outro lado, a universidade participa, ativamente, dasaplicações de seus estudos desenvolvidos e da socialização de seusconhecimentos.
Período: (15, 16, 17 e 18 de maio de 2001)·
Promoção: Fundação de Ensino Superior de São João del Rei – FUNREI
Departamento de Engenharia Mecânica - FUNREI
ABRAMAN/MG·
Apoio: Fundação Tiradentes – FUNTIR
MENU
VOLTAR
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 15/255
O QUE É O EMAN O Primeiro Encontro de Manutenção da Funrei – 1º EMAN, juntamente com a
primeira Feira de Manutenção – 1ª FEMAN, realizados nas dependências da
Fundação de Ensino Superior de São João del Rei – FUNREI, discutiu, entreoutros temas, a manutenção no cenário nacional. Preocupações com aspectos deinteração universidade – empresa, disseminação de novas técnicasdesenvolvidas pelos dois setores e a busca da "solução" pela capacitação,também foram motivos de grandes debates no primeiro encontro.
Destas preocupações levantadas a capacitação foi enfocada direta e
indiretamente na maioria dos trabalhos expostos, como a solução apresentadapara os problemas resolvidos ou em fase de solução. Portanto, ao encerramentodo primeiro encontro, dentre outras, algumas conclusões se destacaram:
a. a necessidade de se dar continuidade, anualmente, aos encontros;
b. manter a mesma filosofia do primeiro encontro, que foi a participação da
empresa e da universidade, facilitando assim a troca de experiências;c. a criação de um curso de pós – graduação lato sensu em manutenção, queservisse de base para a criação de um mestrado profissional num futuro próximo.
De acordo com as conclusões acima mencionadas, emanadas da sessão deencerramento deste primeiro encontro, ficou também estabelecido que o SegundoEncontro de Manutenção, 2º EMAN, juntamente com a Segunda Feira de
Manutenção, 2ª FEMAN, serão realizados em maio de 2001.
MENU
PRÓXIMO
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 16/255
FINALIDADE
Este projeto visa concretizar as posições tomadas aofinal do primeiro encontro, dando prosseguimento àsdiscussões e buscando soluções em parceria com asempresas para os diversos problemas enfrentados namanutenção.
Pretende-se, ainda, estabelecer linhas de ações para acapacitação lato sensu e, posteriormente, o mestradoprofissional com ênfase em manutenção.
MENU
VOLTAR PRÓXIMO
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 17/255
JUSTIFICATIVA O fundamento básico deste encontro é a busca de soluções necessárias à
manutenção, através da capacitação.Tanto as apresentações de trabalhos oriundos da universidade quanto das indústrias
provocam o debate, que, normalmente, culminam em conclusões valiosas para os doissegmentos. A FEMAN é outro importante aliado ao bom desenvolvimento do encontro, visto que
apresenta novos produtos e serviços necessários ao desenvolvimento da manutenção.Neste contexto a universidade, onde, além do ensino, as atividades de pesquisa e
extensão, têm um papel preponderante na "promoção humanística, científica etecnológica", cumpre o seu papel numa interação com a indústria. em busca do
desenvolvimento do país.Esta aliança exige ações criativas. Trata-se, pois, de "recriar" mecanismosfacilitadores, até então, deixados adormecidos ao longo do tempo, o que causou umagrande inércia na troca de informações universidade – indústria.
Como facilitador , o EMAN desenvolve, harmonicamente, um papel fundamental naaproximação destes dois pólos buscando o desenvolvimento necessário para o novomodelo econômico que estamos vivenciando. É impossível pensar no sucesso das
empresas não se apoiando nas universidades vigorosas, ricas e envolvidas nas soluçõesdos problemas do país. É impossível, também, pensar que a universidade possa viver aintra – muros.
Finalmente, justifica-se o EMAN pelo sucesso em unificar a linguagem entre os doissegmentos que até então, praticamente, não se comunicavam. Ele rompeu esta tradiçãoestimulando o empresário na busca de desenvolvimento ou aprimoramento para a suaempresa, como também estimula a própria universidade a colocar à disposição, deste
empresário, o conhecimento científico e técnico já adquirido.
MENU
VOLTAR PRÓXIMO
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 18/255
METODOLOGIA
As atividades do 2º EMAN serão distribuídas em apresentações de
trabalhos, palestras e mesas redondas, abordando temas previamenteselecionados, de comum acordo com as empresas da região.
A palestra de abertura será feita pelo presidente da comissãoorganizadora, Prof. Engenheiro Evaldo Khater, Dr., que apresentará oprojeto de especialização em manutenção a ser iniciado em agosto de
2001.Paralelamente ao evento, acontecerá a 2ª FEMAN, expondo vários
produtos e serviços necessários ao desenvolvimento da indústria.
MENU
VOLTAR PRÓXIMO
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 19/255
PÚBLICO ALVO
O 2º EMAN e a 2ª FEMAN serão dirigidos aengenheiros, técnicos e acadêmicos que atuam, diretaou indiretamente, na área de manutenção. Estima-se
que cerca de 150 pessoas se inscreverão no 2º EMAN.
MENU
VOLTAR
MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 20/255
FEMAN A 2ªFEMAN acontecerá durante o 2º EMAN, no Campus Santo Antônio, da
Fundação de Ensino Super ior de São João del-Rei – FUNREI , sendo as seguintes empresas participantes:
CEMIG
LOGICAL SOFT
MARLUVAS CALÇADOS DE
SEGURANÇAPERMA ( I nstalações e
Engenhar ia de Cor rosão
ltda)
REVISTA
MANUTENÇÃO Y QUALIDADE
MENU
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 21/255
COMISSÃO ORGANIZADORA Presidente:
Prof. Engenheiro Evaldo Khater, Dr.
Coordenadores Executivos: Prof. Engenheiro Marcos Sávio de Souza, Msc.
Prof. Engenheiro Geraldo Roberto de SouzaProf. Engenheiro José Tarcísio Assunção, Msc.
Coordenadores de Marketing: Prof. Engenheiro Jorge Nei Brito, Msc.
Prof. Jorge dos Santos Comissão Externa de Apoio:
Representante da Indústria Automobilística
Representante da Indústria CimenteiraRepresentante da AbramanRepresentante da Indústria Metalúrgica/Mecânica
Representante da Indústria de TecelagemSecretária Executiva:
Márcia Magalhães dos Santos Lima
MENU
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 22/255
ANAIS
AUTORES
(CLIQUE AQUI PARA VERTRABALHOS POR AUTORES)
TÍTULOS(CLIQUE AQUI PARA VER
TRABALHOS POR TÍTULOS)
MENU
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 23/255
AUTORES
• Acires Dias • Antônio Tadeu Lyrio De Almeida • Bernadete O. Sidney Viana Dias • Eduardo Bauzer Medeiros • Evaldo Kather
• Fabrício Molica de Mendonça • Júlio Nascif Xavier • Marcelo Eduardo de C. Paulino • Marcos Pinto Ribeira • Nilson André Vicentini
• Nivaldo Ribeiro Pinto • Nivaldo Vasconcelos • Peter de Matos Campos • Sálvio de Macedo Silva
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 24/255
TRABALHOS PUBLICADOS • “ APLICAÇÃO DA METODOLOGIA TPM NA MAGNETI MARELLI COFAP -LAVRAS”
• “COMPRAS DE MANUTENÇÃO NOS MEIOS ELETRÔNICOS:UM CAMINHOSEM VOLTA”
• “CONFIABILIDADE NA MANUTENÇÃO INDUSTRIAL”
• “CONTROLE DE RUÍDO EM SUBESTAÇÕES ELÉTRICAS”
• “GESTÃO AMBIENTAL NA INDÚSTRIA CIMENTEIRA”
• “MANUTENÇÃO CLASSE MUNDIAL” • “MANUTENÇÃO EM EQUIPAMENTOS ELÉTRICOS”
• “MEDIÇÃO DE VIBRAÇÃO TORCIONAL EM LAMINADORESSIDERÚRGICOS“
• “SISTEMA DA GARANTIA DA QUALIDADE; ESTUDO CRÍTICO PARA AS
INDÚSTRIAS” • “SISTEMAS DE CUSTEIO”
• “TÉCNICAS DE ANÁLISE DE DEFEITO EM ROLAMENTOS. TÉCNICATRADICIONAL, NOVA TECNOLOGIA E PERSPECTIVAS DE USO NA AÇOMINAS”
• “TENDÊNCIAS DE RECURSOS HUMANOS”
20 EMAN – 15A 18 DE MAIO/01MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 25/255
25
APLICAÇÃO DA METODOLOGIA TPM NA MAGNETI MARELLICOFAP - LAVRAS
Considerações TPM quer dizer (Total Productive Maintenace), mas para a nossa Organização foi
traduzido como Manutenção do Sistema Produtivo. O TPM surgiu nos Estados Unidos nadécada de 1960, onde não encontrou qualquer interesse em sua implementação. Foi entãolevado para o Japão pelas mãos de Seiichi Nakajima, onde alcançou todo odesenvolvimento que conhecemos hoje.
TPM representa uma forma de interação total do homem / máquina / empresa, onde amanutenção dos meios de produção passa a ser preocupação e a ação de todos
Evolução dos Tipos de ManutençãoPodemos dizer, que existem duas ferramentas poderosas que devem ser utilizadas
simultaneamente. O TQC , Controle Total da Qualidade , e o TPM.O primeiro atua incluindo qualidade no Produto atuando no PROCESSO, como CEP,
FEMEA, o segundo atua incluindo qualidade no Produto atuando no EQUIPAMENTO,
mas dependendo totalmente do envolvimento do homem.
Objetivos básicos do TPM• Melhoria da estrutura empresarial mediante melhoria da qualidade do pessoal e doequipamento.• Eliminação das causas das quebras e dos defeitos
2 EMAN – 15 A 18 DE MAIO/01
PRÓXIMO
20 EMAN – 15A 18 DE MAIO/01MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 26/255
26
• Aumento da eficácia dos equipamentos
• Aumento da vida útil dos equipamentos
• Capacitação do pessoal de operação, e de manutenção
• Ambiente de trabalho mais saudável com limpeza, organização e segurança
• Defeito Zero
• Quebra Zero
• Perda Zero
• Acidente Zero
• Poluição Zero
Integração das Áreas de Produção e Manutenção
De:
" EU OPERO, VOCÊ CONSERTA "
Para:
" EU E VOCE PRODUZIMOS “
2 EMAN 15 A 18 DE MAIO/01
VOLTAR PRÓXIMO
20 EMAN – 15A 18 DE MAIO/01MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 27/255
27
A Manutenção Autônoma é Composta de Oito Passos:
1O Passo - Limpeza Inicial
2O
Passo - Descobrir as Fontes de Sujeira eInconveniências e Elimina-las
3O Passo - Melhorar os Locais de Difícil
acesso para Manutenção e
Produção
4O Passo - Inspeção Geral ( Check - List e
Procedimentos Provisórios )
5O Passo - Treinamento para Inspeção Geral
6O Passo - Inspeção Autônoma ( Check -
List Definitivo e Selagem )7O Passo - Organização e Ordem no Local
de Trabalho
8O Passo - Administração Autônoma
2 EMAN 15 A 18 DE MAIO/01
VOLTAR PRÓXIMO
20 EMAN – 15A 18 DE MAIO/01MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 28/255
28
Melhorias nos Equipamentos Eliminar as Sete Grandes Perdas
• Perdas por falhas nos equipamentos• Perdas por set - up e regulagens
• Perda por paradas temporárias (chokotei)• Perda por queda da velocidade• Perda por defeitos e retrabalhos• Perda para entrada em regime de trabalho• Perda por ferramentas de corte
Os Oito Pilares do TPM • Educação e Treinamento• Manutenção Autônoma• Manutenção Planejada
• Melhorias Individuais• Controle Inicial• Manutenção da Qualidade• Áreas Administrativas• Segurança, Higiene e Meio Ambiente
2 EMAN 15 A 18 DE MAIO/01
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 29/255
29
TQC + TPM
PRODUTO COM QUALIDADE
PRODUTIVIDADE
5 8 O/0
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 30/255
30
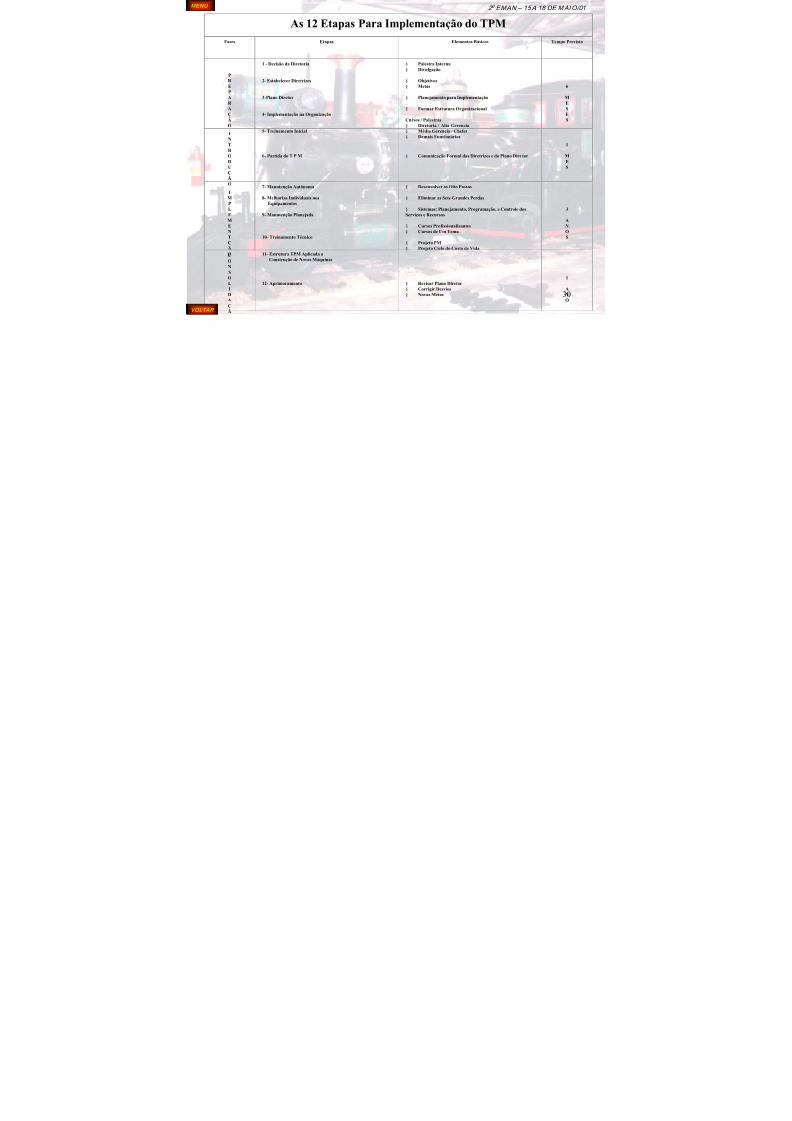
As 12 Etapas Para Implementação do TPMFases Etapas Elementos Básicos Tempo Previsto
P R E P A R A Ç Ã O
1 - Decisão da Diretoria
2- Estabelecer Diretrizes
3-Plano Diretor
4- Implementação na Organização
5- Treinamento Inicial
§ Palestra Interna § Divulgação
§ Objetivos § Metas
§ Planejamento para Implementação
§ Formar Estrutura Organizacional
Cursos / Palestras § Diretoria / Alta Gerencia § Média Gerencia / Chefes § Demais Funcionários
6
M E S E S
I N T
R O D U Ç Ã O
6- Partida do T P M § Comunicação Formal das Diretrizes e do Plano Diretor
1
M E S
I M P L E M E N T Ç Ã O
7- Manutenção Autônoma
8- Melhorias Individuais nosEquipamentos
9- Manutenção Planejada
10- Treinamento Técnico
11- Estrutura TPM Aplicada aConstrução de Novas Máquinas
§ Desenvolver os Oito Passos
§ Eliminar as Sete Grandes Perdas
§ Sistemas: Planejamento, Programação, e Controle dosServiços e Recursos
§ Cursos Profissionalizantes § Cursos de Um Tema
§ Projeto PM § Projeto Ciclo do Custo de Vida
3
A N O S
C O N S O L I D A Ç Ã
12- Aprimoramento § Revisar Plano Diretor § Corrigir Desvios § Novas Metas
1
A N O
VOLTAR
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 31/255
31
CONFIABILIDADE NA MANUTENÇÃO INDUSTRIAL
1. Introdução
A atividade de engenharia é, nos dias de hoje, mais do que em qualquer outro momento, umaatividade coletiva. O trabalho de equipe (time), o assessoramento de especialistas, o registro deinformações e a gestão de todo esse processo, encontra-se na atualidade, ao nível das necessidades básicas.
Esse paradigma vem sendo impulsionado pelo mercado que exige máquinas e equipamentos de baixo custo com qualidade, que execute tarefas cada vez mais complexas em menor tempo, comsegurança e máxima disponibilidade.
A manutenção industrial e os agentes de manutenção, nesse contexto, são motivados a estudarem ereorganizarem o tempo em atividades que leve a tomada de decisão integrada ao sistema de produção. Ofoco da discussão está apontado para sistemas de gestão da manutenção, que possam fornecer resultadosmais promissores do que os obtidos pela manutenção centrada no reparo - MCR. O destaque atual está namanutenção centrada na confiabilidade – MCC (RCM - Reliability Centered Maintenance) e manutenção para a produtividade total MPT (TPM – Total Productive Maintenance).
O que está colocado no presente momento é como se fará a adoção das novas práticas? Comocorrelacionar as atividades de manutenção praticada em nível de “chão de fábrica”, com a confiabilidade,que é um atributo do projeto do produto, e com a produtividade, que está num contexto gerencial maisamplo? O que deve ser identificado como atributo norteador da relação confiabilidade e manutenção?
Estas questões têm nos motivado a fazer vários estudos, procurando imprimir conceitos e procedimentos que considere estas questões e que as integre em todo o processo de produção.
PRÓXIMO
Olh d l d hi tó i d d l i t t ló i t h d í d2 0 EMAN – 15 A 18 DE MAIO/01 MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 32/255
32
Olhando ao longo da história do desenvolvimento tecnológico, nota-se que nos chamados países do“primeiro mundo”, tecnologias e métodos de controle de processo foram sendo testados e implementados.Algumas dessas experiências que tinham aplicações específicas, como por exemplo, no setor aeroespacialou nuclear, como no caso da Manutenção Centrada na Confiabilidade (MCC), que se fundamenta naredundância, entre outras diretrizes, expandiram-se, após adequadamente formuladas e, hoje, estão presentes em diversos segmentos do setor produtivo e de serviços. Já a Manutenção para a ProdutividadeTotal (TPM), nasceu dos programas de melhoria de qualidade, no “chão de fábrica”, portanto, adaptada aosetor industrial, fundamentando-se na capacitação e integração dos atores, entre outras diretrizes.
Esses e outros métodos gerenciais, têm o objetivo de tentar equilibrar a complexidade dasorganizações dotadas de modernas tecnologias com as ações requeridas para administrá-las com cada vezmais confiabilidade. Isso porque, mesmo com esses métodos, tem-se presenciado acidentes de grandeconseqüência com repercussões mundiais: setor nuclear (Chernobyl); espacial (Challenge); petrolífero(vazamentos no Mar do Norte), cujas repercussões estarão presentes inclusive para as gerações futuras.Outros acidentes afetam o cidadão de todas as classes sociais, independente da idade ou do local onde seencontra. O blecaute do sistema de fornecimento de energia elétrica no Brasil, em Março de 1999, é bemcaracterístico. A Petrobrás tem dado a cada instante exemplos que demonstram o conflito entreconfiabilidade e manutenção. Para garantir os índices de confiabilidade, posterga-se a manutenção. Asconseqüências, infelizmente, são sofridas por nós e pela natureza.
Os sistemas complexos exigem sistemáticas de manutenção mais bem elaboradas. Exigem conciliar oconhecimento técnico com técnicas modernas de gestão. Nesse contexto a confiabilidade torna-se uma boaaliada, se utilizada para dominar o conhecimento relativo aos itens que precisam ser gerenciados. Por exemplo, o aumento da confiabilidade requer o aumento do tempo médio até a falha (MTTF) ou do tempomédio entre falha (MTBF). Para tanto é preciso de tecnologia apropriada e da presença humana, dotada dequalificação técnica e gerencial. Técnica porque necessita de conhecimento apurado da tecnologia que está
trabalhando com possibilidade de interferir no próprio projeto. Gestão porque requer consciência sobre aimportância de sua atividade profissional, no contexto da sociedade.VOLTAR PRÓXIMO
É preciso enfatizar que os sistemas falham Não existe um único modo uma “mágica” que previna2 0 EMAN
–
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 33/255
33
É preciso enfatizar que os sistemas falham. Não existe um único modo, uma mágica que previnaou elimine todas as falha. Também não existe uma política de manutenção melhor que qualquer outra.Cada uma possui seu lugar, sendo que o verdadeiro desafio consiste em encontrar esta política e em quelugar ela deve ser aplicada. Esse desafio está presente e continuará no futuro, já que é preciso dar contado padrão tecnológico de cada momento.
Neste trabalho objetiva-se apresentar alguns fundamentos para integrar as variáveis relacionadas
com a confiabilidade e a manutenção. Além disso, chama-se a atenção para a mantenabilidade e adisponibilidade como variáveis de interesse fundamental à produção. A produção, é o objetivo de todaesta discussão. Ela fica prejudicada sempre que alguma falha acontece no sistema produtivo. A falha é avariável principal e a razão de todo o estudo em confiabilidade e tem relação direta com diversos aspectosda manutenção. É por isso que neste trabalho é apresentada a equação da confiabilidade em função dataxa de falha, como também, cinco estudos de casos onde a taxa de falha é a referência.
1. A função disponibilidade e a função manutenção
O principal objetivo de qualquer empresa, nos dias atuais, é otimizar o desempenho da planta produtiva, controlar e reduzir os custos de produção, aumentar ou pelo menos manter a lucratividade. Nesse sentido a atividade de manutenção passa a ter como objetivo fundamental, garantir patamares, cadavez mais altos, da disponibilidade do sistema produtivo. Sem essa visão, os resultados da atividade demanutenção ficam restritos ao desempenho de cada ação, perdendo a visão global.
Segundo a NBR-5462 (1994), disponibilidade é a capacidade de um item estar em condições de
executar uma certa função em um dado instante ou durante um intervalo de tempo determinado, levando-se em conta os aspectos combinados de sua confiabilidade, mantenabilidade e suporte de manutenção,supondo que os recursos externos requeridos estejam assegurados.
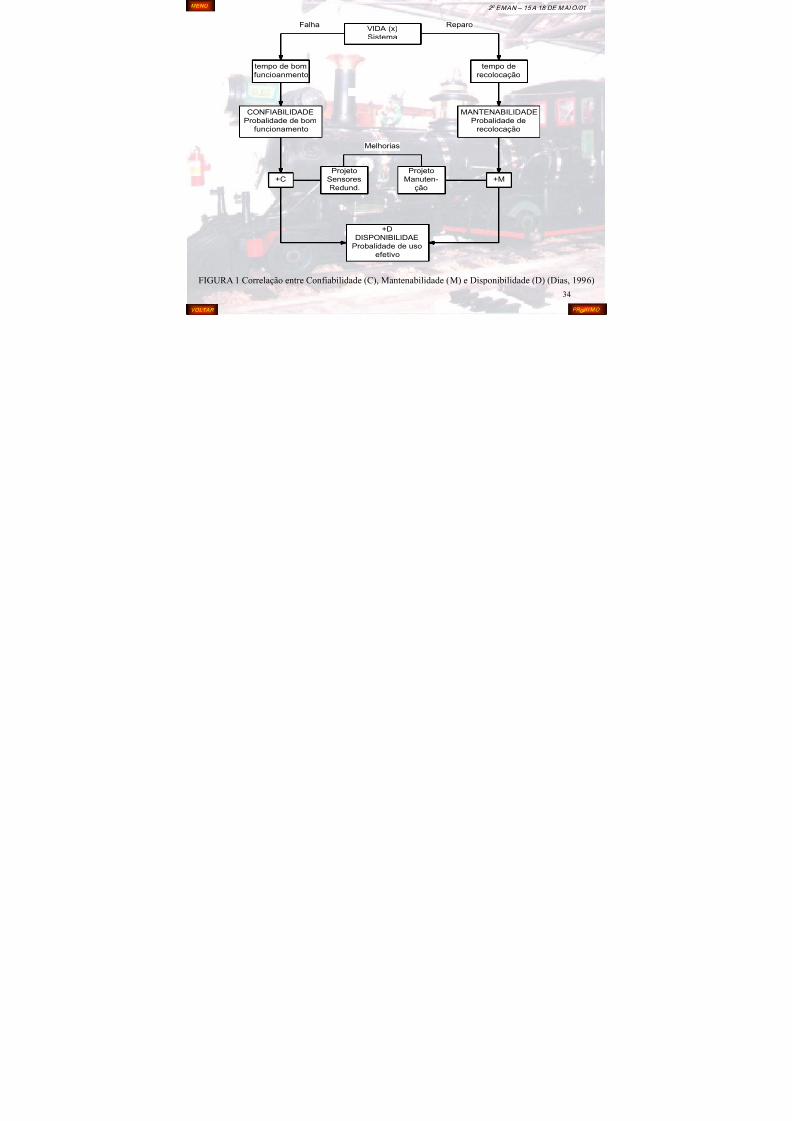
A disponibilidade de um dado produto ou sistema, está na verdade, diretamente associado com a“qualidade temporal” ou vida desse sistema, se considerado reparável. A FIGURA 1, ilustra umasistemática de melhoria da qualidade temporal de itens reparáveis. Observa-se que a ênfase de melhoria para se obter mais confiabilidade (+C), mais mantenabilidade (+M), e por sua vez, mais disponibilidade(+D), deve ser dada no projeto do produto.
PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 34/255
34
VIDA (x)
Sistema
tempo de bom
funcioanmento
tempo de
recolocação
CONFIABILIDADE
Probalidade de bom
funcionamento
MANTENABILIDADE
Probalidade de
recolocação
+C +M
+D
DISPONIBILIDAE
Probalidade de uso
efetivo
Projeto
Sensores
Redund.
Projeto
Manuten-
ção
Melhorias
Falha Reparo
FIGURA 1 Correlação entre Confiabilidade (C), Mantenabilidade (M) e Disponibilidade (D) (Dias, 1996)
VOLTAR PRÓXIMO
A t bilid d é â t d j t A t ã é üê i d j t A2 0 EMAN – 15 A 18 DE MAIO/01 MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 35/255
35
A mantenabilidade é um parâmetro de projeto. A manutenção é uma conseqüência do projeto. Amantenabilidade é uma característica inerente ao projeto de um sistema ou de um produto. Então, atributoscomo precisão, segurança e economia relativa às ações de manutenção, devem estar contidos em cada item(componente, subsistema ou sistema) e em todas as fases do projeto. Isso significa que o produto deve ser projetado na perspectiva de que cada item que o constitui, quando do processo de perda da funcionalidadeou mesmo após a falha da função, seja recuperado para a condição de “tão bom quanto novo”, qualquer queseja a ação de manutenção executada: corretiva, preventiva ou preditiva.
A NBR-5462(1994) define manutenção como “a combinação de todas as ações técnicas eadministrativas, incluindo as de supervisão, destinadas a manter ou recolocar um item em um estado noqual possa desempenhar uma função requerida”. Salienta-se que a norma define item como “qualquer parte,conjunto, dispositivo, subsistema, unidade funcional, equipamento ou sistema que possa ser consideradoindividualmente”.
Manutenção corretiva é efetuada após a ocorrência de uma falha destinada a recolocar um item emcondições de executar uma função requerida. Manutenção preventiva é efetuada em intervalos predeterminados, ou de acordo com critérios prescritos, destinada a reduzir a probabilidade de falha oudegradação do funcionamento de um item. E manutenção preditiva busca a qualidade de serviço desejada,com base na aplicação sistemática de técnicas de medições e análise, utilizando-se de meios de supervisãoou de amostragem, para reduzir ao mínimo a manutenção preventiva e diminuir a manutenção corretiva.Moubray (1992) cita também a manutenção detectiva como aquela associada a itens que só trabalhamquando necessário e por isso não informam quando estão em estado de falha. Exemplo desses itens:sistemas de alarme, dispositivos de medição e controle. Estas falhas são denominadas de falhas ocultas.
Essas sistemáticas de manutenção têm algumas variantes, e tem evoluído no tempo. A adoção do projeto para a mantenabilidade do produto, melhora os procedimentos, o acesso aos itens, a detecção dasfalhas, a instrumentação associada, os materiais, as ferramentas, o treinamento da mão de obra e os
procedimentos para executar a manutenção (Blanchard, 1995).VOLTAR
PRÓXIMO
A i ê i d di ibilid d i à t ã d t l ã d2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 36/255
36
A exigência de disponibilidade proporcionou à manutenção, um destaque em relação ao grau deimportância para o projeto do produto e para a gestão do processo produtivo. A política demanutenção imprimida ao produto ou ao processo, passou a era considerada como uma vantagemcompetitiva.
Essa política tem alcançado maior sucesso nas instituições que gerenciam o sistema produtivo
sob o enfoque da qualidade, competitividade e lucratividade. Nesses casos o uso de um sistema degestão fundamentado na Manutenção para a Produtividade Total (TPM) e/ou na Manutenção Centradana Confiabilidade (MCC), tem apresentado maior chance de sucesso.
1. As métricas da confiabilidade para o planejamento da manutenção
A definição de confiabilidade encerra um conceito que está diretamente associado às leis dedegradação física do item. Embora a atenção com a degradação seja antiga, a confiabilidade comouma teoria específica é recente e vem sendo usada há aproximadamente 40 anos. É por isso que aconfiabilidade torna-se tão bem integrada aos programas de manutenção. Muitas são as definições deconfiabilidade.
Matematicamente a confiabilidade pode ser representada, simplesmente, como:
( 1 )
Sendo C(x) a confiabilidade e f(x) a função da densidade de probabilidade de falha e (x) avariável aleatória.
x
dx x f xC 0
)(1)(
VOLTAR PRÓXIMO
A função densidade mais utilizada é a de Weibull e é usada em muitas áreas sendo por isso2 0 EMAN – 15 A 18 DE MAIO/01 MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 37/255
37
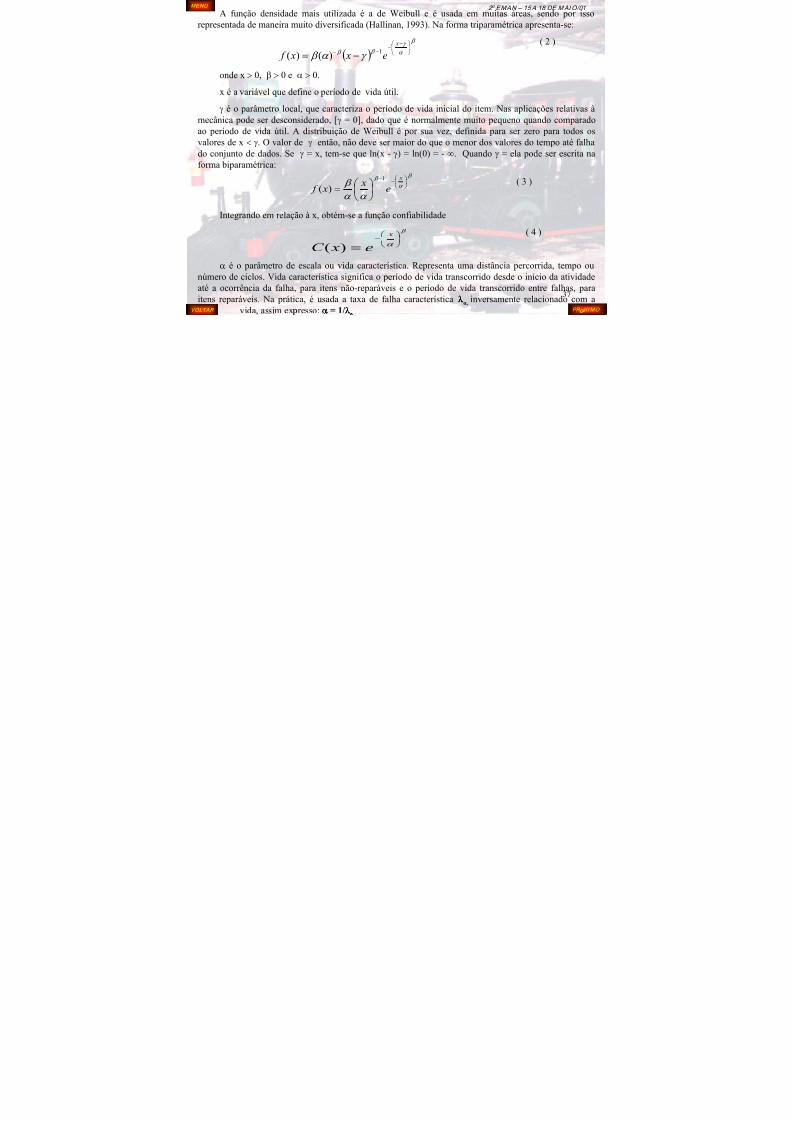
A função densidade mais utilizada é a de Weibull e é usada em muitas áreas, sendo por issorepresentada de maneira muito diversificada (Hallinan, 1993). Na forma triparamétrica apresenta-se:
( 2 )
onde x , e .x é a variável que define o período de vida útil.
é o parâmetro local, que caracteriza o período de vida inicial do item. Nas aplicações relativas àmecânica pode ser desconsiderado, [ = 0], dado que é normalmente muito pequeno quando comparadoao período de vida útil. A distribuição de Weibull é por sua vez, definida para ser zero para todos osvalores de x . O valor de então, não deve ser maior do que o menor dos valores do tempo até falha
do conjunto de dados. Se = x, tem-se que ln(x - ) = ln(0) = - . Quando = ela pode ser escrita naforma biparamétrica:
( 3 )
Integrando em relação à x, obtém-se a função confiabilidade
( 4 )
é o parâmetro de escala ou vida característica. Representa uma distância percorrida, tempo ounúmero de ciclos. Vida característica significa o período de vida transcorrido desde o início da atividadeaté a ocorrência da falha, para itens não-reparáveis e o período de vida transcorrido entre falhas, para
itens reparáveis. Na prática, é usada a taxa de falha característica o, inversamente relacionado com avida, assim ex resso: = 1/
x
e x x f 1
)()(
x
e x
x f
1
)(
x
e xC )(
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 38/255
38
A falha é a perda da capacidade do item desempenhar a sua função. A taxa de falha é definidacomo:
( 5 )
Observa-se que a taxa de falha está também associada à variável de tempo.
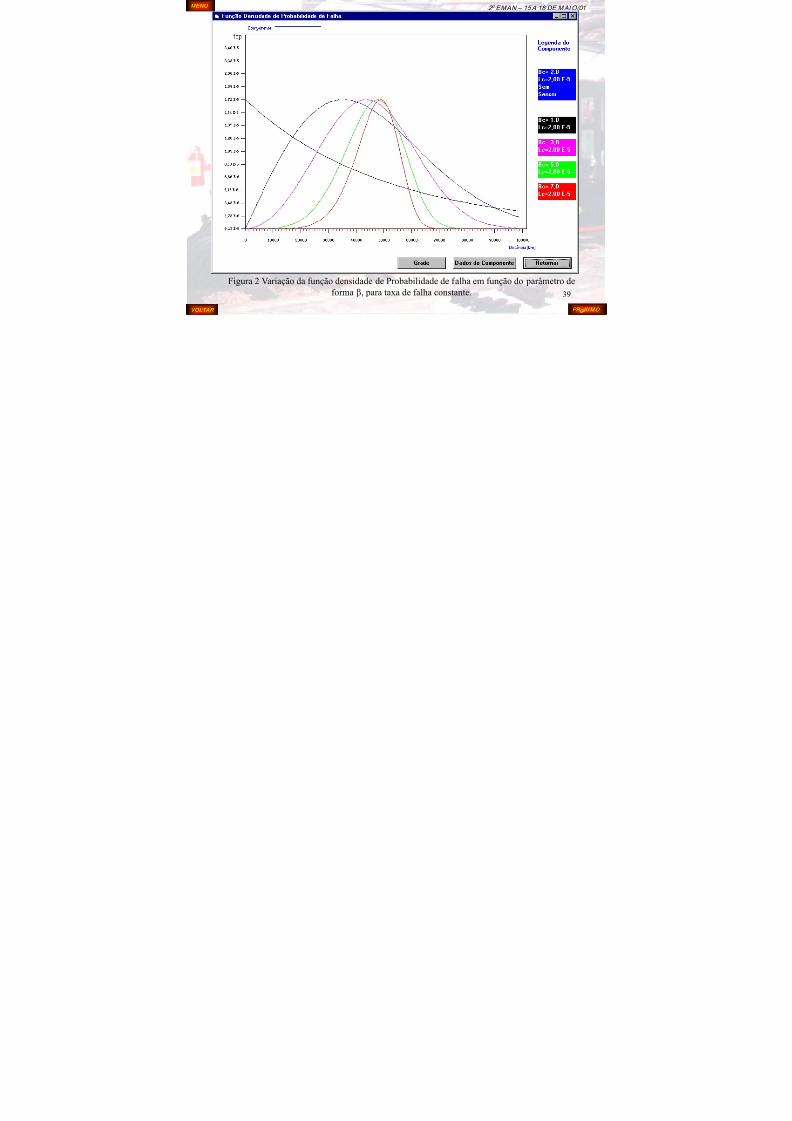
é o parâmetro de forma. É aquele que dá a aparência da distribuição. A FIGURA 2 mostra afunção densidade de probabilidade versus vida, para vários valores de , com taxa de falha constante(). Se houver variação de , afetará o posicionamento das curvas sobre o eixo de vida, sem alterar aforma da distribuição.
1 : A função densidade de probabilidade diminui muito rapidamente na parte inicial davida, período esse chamado de vida inicial ou fase de juventude. Nessa condição as falhas sãocaracterizadas como juvenis. Essas falhas, no entanto, de acordo com a definição da norma, deveriamser chamadas de defeitos. Quer dizer, essas falhas são provocadas por defeitos originados no projeto,na produção ou na operação. Do ponto de vista de manutenção, não há o que prevenir, mas tãosomente reparar. Para os itens nessa condição, é recomendável optar por manutenção do tipo corretivaou preditiva.
= 1 : Neste caso a função densidade de probabilidade equivale a função distribuiçãoexponencial, ou seja, . Neste caso as falhas ocorrem de forma aleatória, principalmente,nos sistemas complexos. A taxa de falha é constante e independente do tempo. Essa fase é chamadade vida útil. Nesse caso, também a manutenção corretiva e a manutenção preditiva são as maisrecomendadas.
falha aexpostosscomponentede numero
usodeunidadenafalhasdenumero(x)
t e x f )(
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 39/255
39
Figura 2 Variação da função densidade de Probabilidade de falha em função do parâmetro deforma , para taxa de falha constante.
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 40/255
40
1 - Então existem modos de falhas predominantes. Para esses casos é possível a ação preventiva após efetuar-se detalhados estudos sobre os tempos médios entre falha (MTBF) e analisar oefeito e o modo da falha (FMEA) dos itens que estão sendo analisados.
Do ponto de vista do parâmetro de forma para a função densidade de probabilidade de falhade Weibull, algumas outras informações podem ainda ser obtidas:
1 2 - Nesta condição tem-se um rápido aumento da função densidade de probabilidade paracurto período de vida. Após, a curva passa a ter uma taxa de crescimento, praticamente constante.
2 - A medida que o parâmetro de forma aumenta a função vai ficando assintótica ao eixo davida. Isso indica pouca falha no período inicial da vida e rápido descarte na fase final. Para = 2, afunção se aproxima da distribuição de Rayleigh ou logonormal. (Pallerosi 1995). Vale observar que a
partir deste valor a função tem a tendência de tornar-se simétrica. 3,44, a distribuição de Weibull se aproxima da distribuição Normal. Essa tendência é mantida,
e no limite quando assume valores muito grandes, a função tente a concentrar os eventos numdeterminado instante da vida.
A identificação desses parâmetros para componentes e sistemas permite fazer o planejamentodas ações de manutenção no período de vida do item.
Além da definição matemática, tem também as definições que são expressas por normas ou por autores, que na maioria dos casos, exprimem suas experiências específicas. A opção por uma ou outradefinição de confiabilidade fica a critério de quem está efetuando o estudo sobre o tema. De qualquer modo deve-se, em qualquer que seja a definição, considerar quatro estruturas fundamentais: aprobabilidade, o comportamento adequado, o período de uso (ou de vida) e a condições de uso(Dias, 1996).
VOLTAR PRÓXIMO
A probabilidade fornece a entrada numérica inicial para avaliação da confiabilidade Para isso não2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 41/255
41
A probabilidade fornece a entrada numérica inicial para avaliação da confiabilidade. Para isso, nãoexiste uma simples fórmula ou uma única técnica. Elas dependem do problema existente e das condições decontorno estabelecidas. A validade de análise do sistema está diretamente relacionada com a validade domodelo usado para representar o sistema. A probabilidade está normalmente associada às variáveisaleatórias, vinculadas:
ao número de falhas que ocorrerá num período especificado de uso; ao tempo, distância, ciclos médios até (entre) falhas;
ao tempo médio de parada ou tempo de parada do dispositivo;
à perda de rendimento esperada devido à falha;
à perda de produção esperada devido à falha.
O comportamento adequado chama a atenção para a existência de um padrão, anteriormentedefinido. Esse padrão pode estar associado à média ou a um critério de medida efetiva, que se usa paracomparar o comportamento do que se deseja avaliar. É evidente que esse padrão apresentará dispersões emrelação a uma referência ideal. Torna-se necessário, então, estabelecer alguns referenciais para medir adispersão, como desvio padrão, análise de correlação, a fim de orientar-se acerca do comportamento doitem em análise.
O período de uso (de vida ou de tempo) deve ser analisado a partir da premissa básica de que afalha ocorrerá, mais cedo ou mais tarde. Nesse caso também é importante que seja definido um período padrão ou período de referência. Esses períodos, classificados normalmente como contínuos ou discretos,vão depender das condições de uso e principalmente do tipo de informação a ser obtida. A denominação“período” pode estar associada ao tempo e é chamado de intervalo, pela norma (ABNT 5462/94). Estetempo contudo, é uma variável que pode ser expressa em distância percorrida em (km), o número de ciclos(n) ou o tempo em (h) de funcionamento normal do item. Nas normas da ABNT (NBR5462/94) têm-se
explicitados outros períodos:VOLTAR PRÓXIMO
í d d f lh d id à d i ã2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 42/255
42
período de falhas devido à deterioração;
período de falhas inicial;
período de taxa de falhas constante.
É senso comum, utilizar o termo período, para situações como:
período de vida útil;
período de uso desejado;
período de garantia.
As condições de operação referem-se à adequação do ambiente de uso relativo às variáveis de
projeto inicialmente fixadas. Essa condição necessita ser bem definida, dado que o sucesso de umevento pode não se manter, se as premissas anteriormente estabelecidas forem alteradas. É importantedefinir padrões de pressão, temperatura, umidade, esforços, deformações, número de ciclos, distância percorrida etc., para garantir a confiabilidade inicialmente proposta.
O planejamento da manutenção vai depender de uma série de informações que estão integradasao processo produtivo. Aliás, entende-se que a manutenção faz parte do processo produtivo e pode se
constituir numa vantagem competitiva para a empresa.Assim sendo, algumas medidas são referenciais para a gestão da manutenção. Dentre elas se
destacam: a taxa de falha, a taxa de recolocação, os tempos médios até falha (MTTF) para itens não-reparáveis, tempos médios entre falhas (MTBF) para itens reparáveis, tempos médios até a recolocação(MTTR), entre outros. Essas medidas são obtidas num determinado intervalo de tempo e em condiçõesespecíficas de trabalho. A extrapolação dessas informações de forma generalizada torna-se possívelatravés da representação em distribuições de probabilidades. De uma forma ou de outra, todas estasinformações são dependentes das falhas.
PRÓXIMO
F lh é d fi id é i d id d d i d d h f ã id2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 43/255
43
Falha é definida como o término da capacidade de um item de desempenhar a função requerida(ABNT, 1994). As falhas são representadas de muitas maneiras. Neste trabalho serão mostradosalguns exemplos de como estas falhas podem ser representadas e seus reflexos na relação entreconfiabilidade e manutenção.
1. A Curva da taxa de falha ou curva da bacia
Ao analisar-se a confiabilidade C(x) ou mantenabilidade M(x) para uma grande quantidade deitens, verifica-se que existe uma enorme dispersão do evento de falha no período de vida, que sereflete na política de manutenção. Alguns apresentam uma pequena vida e outros uma durabilidadede décadas.
Até 104h Mais de 106h105...106h
FalhasAleatórias
Falhas precoces
Falhas por desgaste
Período de vida
Figura 3 Variação típica da taxa de falha em componentes eletrônicos(Bruggemann 1983)
VOLTAR PRÓXIMO
E di õ l ã à id ã lh did d t d d f ã
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 44/255
44
Essas dispersões em relação à vida, são melhores compreendidas quando estudadas em funçãoda taxa de falha em relação ao período de uso, como está mostrado de forma idealizada nasFIGURAS 3 e 4, denominado de curva da taxa de falha ou curva da bacia. Admite-se que todo itemtem, do ponto de vista do uso, três períodos de vidas distintos: juventude, normal e velhice ousenilidade. Essas fases são amplamente discutidas em todas as referências que tratam de
confiabilidade, e indicam aos analistas as ações, relativamente a mantenabilidade e ao descarte, quedevem ser tomadas nas diferentes fases do processo do projeto, da produção e de uso do item, emfunção do seu comportamento, em cada um desses períodos.
Componentes mecânicos
Fase de vida útil
Fase de juventude
Fase deenvelhecimento
Período de vida
I II III
Figura 4 Variação típica da taxa de falha em componentes mecânicos
VOLTAR PRÓXIMO
• Período I –As falhas são denominadas de falhas precoces juventude, por ocorrerem no período inicial.2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 45/255
45
Período I As falhas são denominadas de falhas precoces juventude, por ocorrerem no período inicial.Essas falhas estão, geralmente, associadas a erros oriundos do projeto, da manufatura, da má qualidade dosmateriais, não detectadas no controle de qualidade. Esta fase pode ser consideravelmente reduzida, nos produtoseletrônicos, pelo processo “burn-in”, envelhecimento acelerado dos circuitos, por testes de funcionamentodurante e após a fabricação, por forte controle qualidade em todas as fases do processo. Normalmente, ocontrole de qualidade utiliza métodos estatísticos, dentro de um determinado nível de confiança, logo sujeito ao
controle parcial dos itens produzidos. Quanto melhor, ou mais severo os controles, menores serão os valores dastaxas instantâneas de falha h(x), e portanto, mais curto vão se tornando os intervalos de ocorrência das mesmas.Essas falhas prematuras, principalmente, em componentes relacionados com a segurança, tem que ser tratadascom muito cuidado, pois nesse período inicial, os operadores depositam total confiança no equipamento queoperam. O ideal é manter os níveis de taxa de falha nos patamares indicados como excelentes para cada item deacordo com a sua aplicação. A curva da taxa de falha nesse período, é bem representada pela distribuição deWeibull, caracterizada pelo parâmetro de forma menor do que a unidade ( 1). Como já comentado, a ação demanutenção corretiva é a mais indicada para esse período.
• Período II - Corresponde à seção mediana da curva da taxa de falha, onde as falhas são aleatórias econtém a menor e mais constante taxa de falha. Este período é chamado de vida útil. Esse trecho é caracterizado
por falhas aleatória, oriundas de cargas externas inevitáveis e imprevisíveis. Por exemplo, na populaçãohumana, as mortes durante esta parte da curva são provavelmente devido a acidentes ou infecções. Emdispositivos de engenharia, o carregamento pode ser afetado por variáveis como: terremotos, maremotos,vibrações, impactos mecânicos, flutuações de temperatura, variações de umidade, sobrecargas e operaçõesindevidas, não previstas na fase de projeto. O tamanho do período de vida útil, normalmente é maior paracomponentes não-reparáveis, como circuitos eletrônicos, componentes mecânicos não complexos, como
baterias, eixos. A tendência é o componente degradar-se por desgaste normal, fadiga, oxidação, corrosão, etc.,conforme o tipo e a utilização do componente. Para componentes reparáveis, típicos de sistemas mecânicos, por serem mais complexos, o período de vida útil é mais restrito, como indicado na figura 4. Essa tendência é fácilde ser aceita, se considerar que os sistemas mecânicos, normalmente, são compostos por itens de materiais,forma e funções diferentes, gerando assim maior dispersão para o período de da vida normal. Nessa fase de vidao parâmetro de forma se aproxima da unidade ( = 1), Por isso esse período pode ser representado pela
distribuição Exponencial. Nesse caso é indicada uma política de manutenção preditiva. Não se pode porém,deixar de considerar as ações de manutenção corretiva.
VOLTAR PRÓXIMO
M t ãC Q
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 46/255
46
C. Q.excelente
ManutençãoExcelente
Período de vida
vida útil
Manutençãodeficiente
C.Q.deficiente
Figura 5 Influência do controle de qualidade (C.Q.) e da manutenção na vida útil Período III - Representa o desgaste ou a fase da fadiga e é caracterizado pelo aumento da
taxa instantânea de falha. Nesse período, as falhas são predominantemente paramétricas, onde odesgaste tende a aumentar indicando o fim da vida útil do equipamento. O aumento da taxa de falha edo parâmetro de forma vai permitir estimar a vida em termos de confiabilidade. Em função disso, é possível fazer uma análise econômica para orientar as decisões relativas ao descarte ou a recuperação
do item.Além da análise da vida dos itens nos diferentes períodos de uso, a curva da taxa de falha
permite traçar conjecturas sobre os procedimentos gerenciais para melhorar a taxa instantânea defalha nos períodos de juventude e desgaste, como assinala a figura 5. A taxa de falha é também funçãoda aplicação do carregamento. Quanto maior sobre o produto maior a probabilidade de ocorrer falha.
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 47/255
47
1. Estudo de Caso
Nos estudos apresentados procura-se mostrar alguns resultados obtidos de aplicações ocorridas emdiversos campos do setor de produção,fazendo-se análise acadêmicas e apontando para soluções a seremimplementadas na prática. Inicia-se com o estudo para cálculo da taxa de falha de válvula de freio pneumático usando procedimentos de norma técnica. Apresenta-se a seguir a análise dos dados de MTBF(tempo médio entre falhas) e o cálculo das respectivas taxas de falha para tratores agrícolas e o adeterminação da confiabilidade. No terceiro estudo de caso mostra-se os procedimentos par determinar aanálise da falha do eixo de um redutor, a confiabilidade dos outros ainda não falhos e os procedimentosde manutenção a serem executados. No estudo quatro discute-se as limitações da taxa de falha decomponentes, para tomada de decisões relativa a gestão da manutenção, quando o sistema envolve
requisitos operacionais especiais. Por último, apresenta um caso, onde os dados de falha suscitam análisecujas ações gerenciais passam por processos que vão além da gestão da manutenção.
5.1 Caso 1: O cálculo da taxa de falha
Esse exemplo apresenta o resultado do ensaio de 11 válvulas de pedal, testadas até a ocorrência da
falha, ou a suspensão do ensaio. Os resultados aqui apresentados não são reais.A partir das informações sobre a falha e a suspensão dos itens ensaiados, processou-se as
informações com o objetivo de extrair o máximo proveito das mesmas. Utilizando o método da CategoriaMediana (NBR6742,1987), e a função densidade de probabilidade de falha de Weibull, obteve-se o parâmetro de forma e a taxa de falha para o item. Os valores das taxas de falha e parâmetro de formaforam utilizados para determinar a confiabilidade, não-confiabilidade, a taxa instantânea de falha e
função densidade de probabilidade de falha.VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 48/255
48
As informações sobre a amostra foram sintetizadas na forma de gráfico como exposto naFIGURA 6. A partir desse gráfico, o analista pode fazer projeções sobre o comportamento da população que está sendo estudada, quanto à confiabilidade e a não-confiabilidade para a vida docomponente. Vê-se que a distribuição das falhas no gráfico da probabilidade acumulada de falha
em função da vida, indica a ocorrência de modos de falha diferentes. Até a vida de 70.000km, asfalhas ocorreram numa dada freqüência e segundo uma tendência. A partir dessa vida a tendênciade ocorrência das falhas mudou de maneira significativa. Certamente, algum outro modo de falhacomeçou a atuar a partir desse instante da vida do item. Neste caso a taxa de falha já forneceindicações das ações de manutenção que devem ocorrer. Vez que o processo de envelhecimentonão seguiu a curva normal esperada. Há que analisar as válvulas para ver que outros itens estão
falhando, quando as válvulas atingem o número de ciclos para a quilometragem referida.
VOLTAR PRÓXIMO
Programa computacional2 0 EMAN
– 15 A 18 DE MAI O/01 MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 49/255
49
• Banco de dados da amostra
g p
BRAKEREL - Brake Reliability Program
FIGURA 6 Telas do programa BRAKEREL de obtenção dos parâmetros da distribuição de Weibull(Dias, 1996) VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 50/255
50
5.2 Caso 2: O cálculo da taxa de falha a partir do MBTF de tratores em operações agrícolas
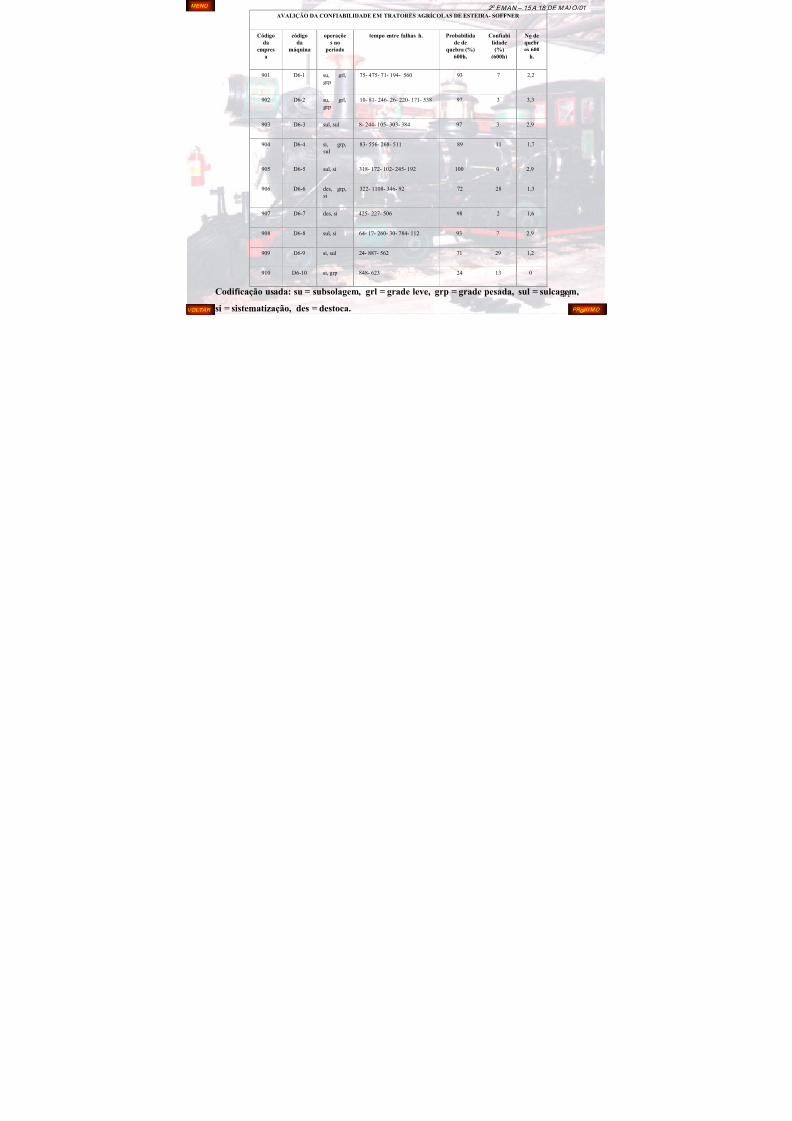
No Brasil, a quantidade de publicações oriundas de trabalhos desenvolvidos em confiabilidade naárea de mecanização agrícola é insignificante em relação à potencialidade existente. Tem-se, contudo,de se destacar a pesquisa executada por Soffner (1993) para a “Avaliação da confiabilidade em tratoresagrícolas de esteira”. Soffner se propôs a “utilizar o conceito de confiabilidade e sua determinaçãodentro de um sistema tratorizado agrícola, além de elaborar metodologia de aplicação do modeloobtido”. Para tanto acompanhou, no prazo padrão de planejamento agrícola de 1991, dez (10) tratores,modelo Caterpillar D6, ano de fabricação 1979, com o mesmo nível de manutenção e operadores fixos.Utilizou o referencial teórico baseado na “função de Weibull e pela simulação probabilística do métodode Monte Carlo, para estimar a confiabilidade de cada trator do grupo estudado”.
Tabela 1 - Descrição dos tratores e operações efetuadas com as estimativas de confiabilidadena condição hipotética de planejamento p/ 600h de atividade (Soffner, 1993)
VOLTAR PRÓXIMO
AVALIÇÃO DA CONFIABILIDADE EM TRATORES AGRÍCOLAS DE ESTEIRA- SOFFNER 2 0 EMAN
– 15 A 18 DE MAIO/01 MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 51/255
51
Códigoda
empresa
códigoda
máquina
operações no
período
tempo entre falhas h. Probabilida de de
quebra (%)600h.
Confiabilidade(%)
(600h)
No dequebras 600
h.
901 D6-1 su, grl,grp 75- 475- 71- 194- 560 93 7 2,2
902 D6-2 su, grl,grp
10- 81- 246- 26- 220- 171- 538 97 3 3,3
903 D6-3 sul, sul 8- 244- 105- 303- 384 97 3 2,9
904 D6-4 si, grp,
sul
83- 556- 268- 511 89 11 1,7
905 D6-5 sul, si 318- 172- 102- 245- 192 100 0 2,9
906 D6-6 des, grp,si
322- 1108- 346- 92 72 28 1,3
907 D6-7 des, si 425- 227- 506 98 2 1,6
908 D6-8 sul, si 64- 17- 260- 30- 784- 112 93 7 2,9
909 D6-9 si, sul 24- 887- 562 71 29 1,2
910 D6-10 si, grp 848- 623 24 13 0
Codificação usada: su = subsolagem, grl = grade leve, grp = grade pesada, sul = sulcagem,
si = sistematização, des = destoca. VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 52/255
52
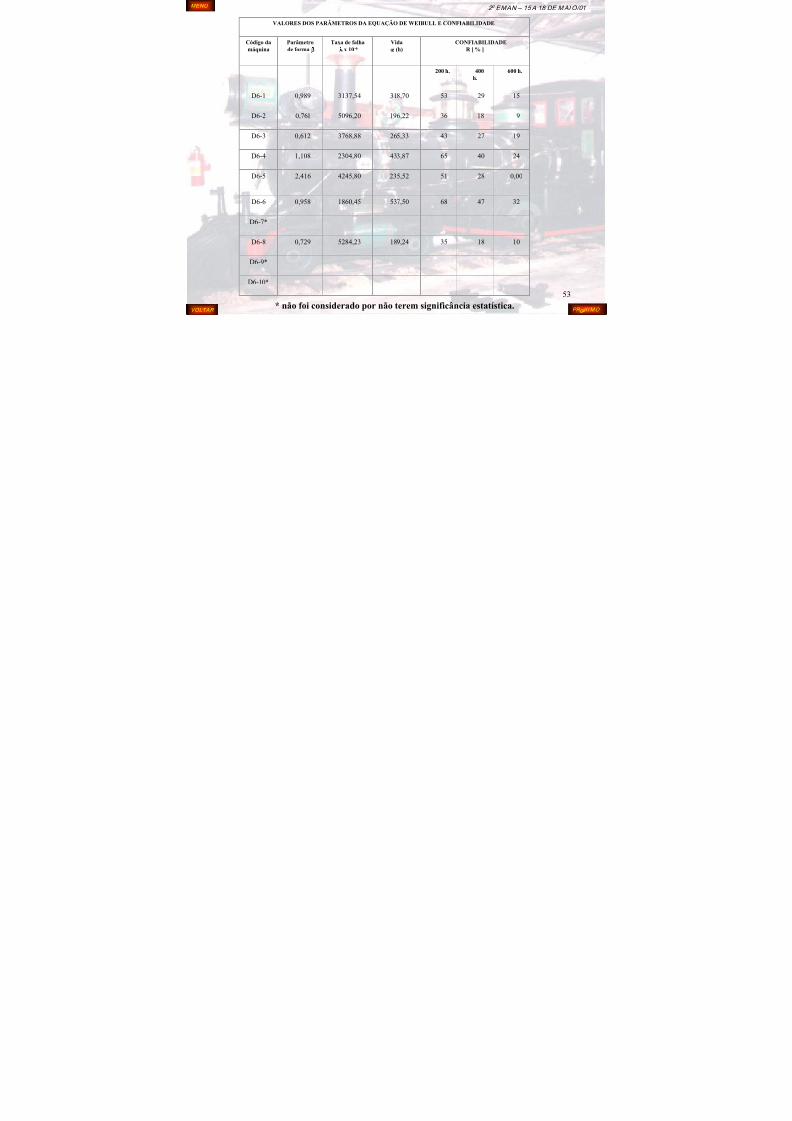
Os dados obtidos por Soffner foram analisados por Dias utilizando o Método Categoria Mediana(NBR6742, 1987) e o programa BRAKEREL - Brake Reliability Programa (Dias,1996), para aobtenção dos parâmetros da distribuição de Weibull. Os resultados dessa análise estão expressos natabela 2.
Observa-se que exceto os tratores D6-4 e D6-5, todos os outros tratores têm parâmetro de formamenor do que a unidade. Pelo apresentado neste trabalho, esses casos são caracterizados por falha de juventude. Contudo, pelo tempo de vida das máquinas isso já não é mais possível. No entanto osresultados indicam que há erro de dimensionamento, de uso, ou então, de manutenção.
As máquinas D6-4 e D6-5 tiveram esse comportamento ( 1), provavelmente, pelo tipo deserviço que desempenharam, ou então, por ter eliminado defeitos repetitivos nas manutenções
anteriores.O que fica desse conjunto de informações é que os dados da forma como foram levantados, não
permitem, ou não são insuficiente para qualquer análise mais detalhada. Seria interessante, por exemplo, que houvesse a caracterização dos tempos entre falhas por subsistema de atuação e ainda por grupo de função. Assim permitira fazer algumas inferências sobre os processos de manutenção e sobreos parâmetros de projetos, para serem utilizados nos reprojetos dos componentes e dos sistemas.
Tabela 2 - Análise dos dados de Soffner utilizando o programa BRAKEREL (Dias, 1995)
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 53/255
53
VALORES DOS PARÂMETROS DA EQUAÇÃO DE WEIBULL E CONFIABILIDADE
Código damáquina
Parâmetro de forma
Taxa de falha x 10-6
Vida (h)
CONFIABILIDADER [ % ]
200 h. 400
h.
600 h.
D6-1 0,989 3137,54 318,70 53 29 15
D6-2 0,761 5096,20 196,22 36 18 9
D6-3 0,612 3768,88 265,33 43 27 19
D6-4 1,108 2304,80 433,87 65 40 24
D6-5 2,416 4245,80 235,52 51 28 0,00
D6-6 0,958 1860,45 537,50 68 47 32
D6-7*
D6-8 0,729 5284,23 189,24 35 18 10
D6-9*
D6-10*
* não foi considerado por não terem significância estatística. VOLTAR PRÓXIMO
5.3 Caso 3: Análise do modo de falha de um eixo de um redutor 2 0 EMAN
– 15 A 18 DE MAIO/01 MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 54/255
54
O eixo pode ser classificado como um item não-reparável. Após a ocorrência de uma falha ele deve,obviamente, ser substituído. Para tanto há que reprojetá-lo a partir dos requisitos estabelecidos e deinformações que leve em consideração a falha ocorrida. Esse exemplo constitui-se na análise de uma falha por ruptura, na variação de seção de um eixo de um redutor, solicitado, basicamente, por flexão rotativa.
Para levantar a causa da falha, nesse caso dois caminhos foram utilizados.O primeiro se baseou na análise da falha para caracterização da causa da fratura ocorrida em serviço.
Procedeu-se da seguinte maneira (Bernardini e Froehlich, 1996):
· Identificação da falha: constatou-se que a falha ocorreu por fadiga, apresentando uma área“fadigada” de 35% a 40% da área total existente.
· Análise da superfície do eixo: verificou-se o acabamento superficial e do raio de concordância navariação da seção.
· Indicação de possíveis causas para a falha: elevado nível de solicitação do componente; baixo nívelde resistência a fadiga do material.
· Análise da fratura: houve basicamente três regiões de início da fratura por fadiga.
· Análise química do material: o material indicado no projeto é o mesmo material do eixo.
· Ensaios de dureza: constatou-se baixa dureza para o tipo de material e tratamento térmicoutilizado.
· Análise microestrutural: constatou a presença de ferrita atípica, indicando falha no tratamentotérmico, dado que o material deveria apresentar apenas martensita revenida.
· Análise final: concluiu que a fratura por fadiga ocorreu sem a presença de sobrecarga. Foi gerado,
principalmente, por falha no dimensionamento do raio de concordância, elevado nível de inclusões e presença de ferrita em matriz de martensita revenida.VOLTAR PRÓXIMO
O segundo caminho se baseou na análise de tensões na região fraturada (Rosa e Dias, 1997).2 0 EMAN
– 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 55/255
55
Analisou-se a forma de ruptura e o tipo de solicitação que levou à ruptura indicando que a fraturafoi decorrente de um esforço de flexão rotativa, de tensão nominal de nível média para alta. Por issoteve-se mais de um ponto de nucleação de fratura.
Ao analisar-se a fonte que gerou esse tipo de solicitação verificou-se que não existe nenhumaoutra fonte de carregamento, além da que está explícita no projeto do redutor.
Recalcularam-se os carregamentos que atuam no eixo, a partir das informações fornecidas pelo projeto, concluindo que o eixo foi projetado com coeficiente de segurança para solicitação dinâmicaigual a unidade. Para tanto, utilizou-se também o método de elementos finitos para quantificar o estadode tensões e os coeficientes de concentração de tensão na variação da seção do eixo.
Conclui-se finalmente, que a falha foi provocada por carga de flexão rotativa devida, tão somente,a tensão nominal gerada pelo carregamento usual de trabalho. Além disso constatou-se que os eixosdimensionados para essa condição de trabalho, têm uma probabilidade de falha de 50%. Essa conclusãoestá fundamentada no cálculo do valor do coeficiente de segurança para a resistência à fadigaconsiderando a confiabilidade de 50%. Diante dessa constatação, recomendou-se a programação desubstituição dos eixos dos outros redutores projetados de forma semelhante, dado que pelo menos 50%deles irão falhar antes do tempo de vida previsto.
1.4 Caso 4: A taxa de falha dos componentes e acessórios de uma rede de distribuição degás canalizado
O objetivo deste trabalho foi:
formular proposições que permitam incluir a variável confiabilidade, bem como, a variávelmantenabilidade, nas diferentes fases da metodologia de projeto adotada;VOLTAR PRÓXIMO
• definir a confiabilidade de uma rede de gás canalizado implantada, preliminarmente, na cidade deC itib R iã M t lit b t d i t d “f lt ” d á id fi l
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 56/255
56
Curitiba e sua Região Metropolitana, sob o ponto de vista da “falta” de gás para o consumidor final;
• aplicar a metodologia apresentada ao projeto da referida rede de distribuição de gás canalizado,objetivando demonstrar a importância da utilização dos diversos aspectos a serem considerados em cadaum das etapas do processo de projeto;
• fornecer subsídios iniciais para que futuros “bancos de dados” referentes aos dispositivos utilizadosno projeto de uma rede de distribuição de gás possam ser considerados nos processos de manutenção.
Neste caso o programa de manutenção não pode levar em consideração somente os dados referentes ataxa de falha e a confiabilidade dos componentes ou sistemas. Há que considerar também o grau decriticalidade (Ce) de cada falha. Por falta de dados mais precisos, a cirticalidade foi calculada a partir da proposta de Akao (1996).
( 6 )
onde: F1 – grandeza da influência provocada pela falha
F1 = 5,0 – falha com perda total
F1 = 3,0 – falha com perda considerávelF1 = 1,0 – falha com perda da função
F2 – abrangência da influência exercida sobre o sistema
F2 = 2,0 – duas ou mais influências graves para o sistema
F2 = 1,0 – uma influência grave para o sistema
F2 = 0,5 – influência não muito grave para o sistema
FFFFC 4321e...
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 57/255
57
F3 – freqüência de ocorrência da falha
F3 = 1,5 – alta possibilidade de ocorrência (estimado)
F3
= 1,0 – possibilidade de ocorrência (estimado)
F3 = 0,5 – pouca possibilidade de ocorrência (estimado)
F4 – dificuldade de prevenção da falha
F4 = 1,3 – prevenção impossível
F4 = 1,0 – prevenção possível
F4 = 0,7 – prevenção fácil
TABELA 3 – Taxas de falhas ([1]) dos principais componentes e acessórios de uma rede dedistribuição de gás canalizado, considerando-se gás de refinaria (Almeida, 1999)
VOLTAR PRÓXIMO
Componente ou Acessório Taxa defalhas ( )
Aplicação 2 0 EMAN
–
15 A 18 DE MAI O/01
MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 58/255
58
falhas () x10-4/h Válvula esfera 0,1157 ERP/EMRP/Lançador/Vaso/
Válv.Bloqueio (linha)
Válvula globo 0,1157 ERP/EMRP/Lançador/Vaso
Separador centrífugo 0,3858 EMRP
Filtro tipo Y 0,7716 ERP/EMRP
Purgador tipo bóia 0,3858 EMRP
Válvula de bloqueio automática - XV 0,2315 ERP/EMRP
Válvula reguladora de pressão - PCV 0,2315 ERP/EMRP
Válvula de alívio de pressão - PSV 0,1447 ERP/EMRP/Lançador/Vaso
Medidor tipo turbina 0,2315 EMRP
Medidor tipo rotativo 0,2315 EMRP
Manômetro - PI 0,5787 ERP/EMRP/Lançador/Vaso
Transdutor de pressão - PT 0,1929 EMRP
Transdutor de temperatura - TT 0,1929 EMRP
Totalizador, indicador e transdu-tor de vazão – FQIT
0,2315 EMRP
Válvula de 3 vias 0,5787 Lançador
Visor de nível 0,2315 Lançador/Vaso
O grau de criticalidade foi calculado para cada componente das estações de redução ou de medição darede de gás. Na tabela está sendo apresentado um exemplo para apenas um componente.VOLTAR PRÓXIMO
TABELA 4 – Cálculo do grau de criticalidade de cada falha para o sistema (Almeida, 1999) 2 0 EMAN
– 15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 59/255
59
Componente ouAcessório Tipo de falha F
1 F
2 F
3 F
4 C
e
Válvula esfera 1) Haste emperrada.
2) Vazamento pela haste.3) Não abrir após ofechamento.
3
,0 1,0
3,0
2
,0 0,5
1,0
1
,0 1,0
0,5
1
,0 1,0
0,7
6
,0 0,5
1,05
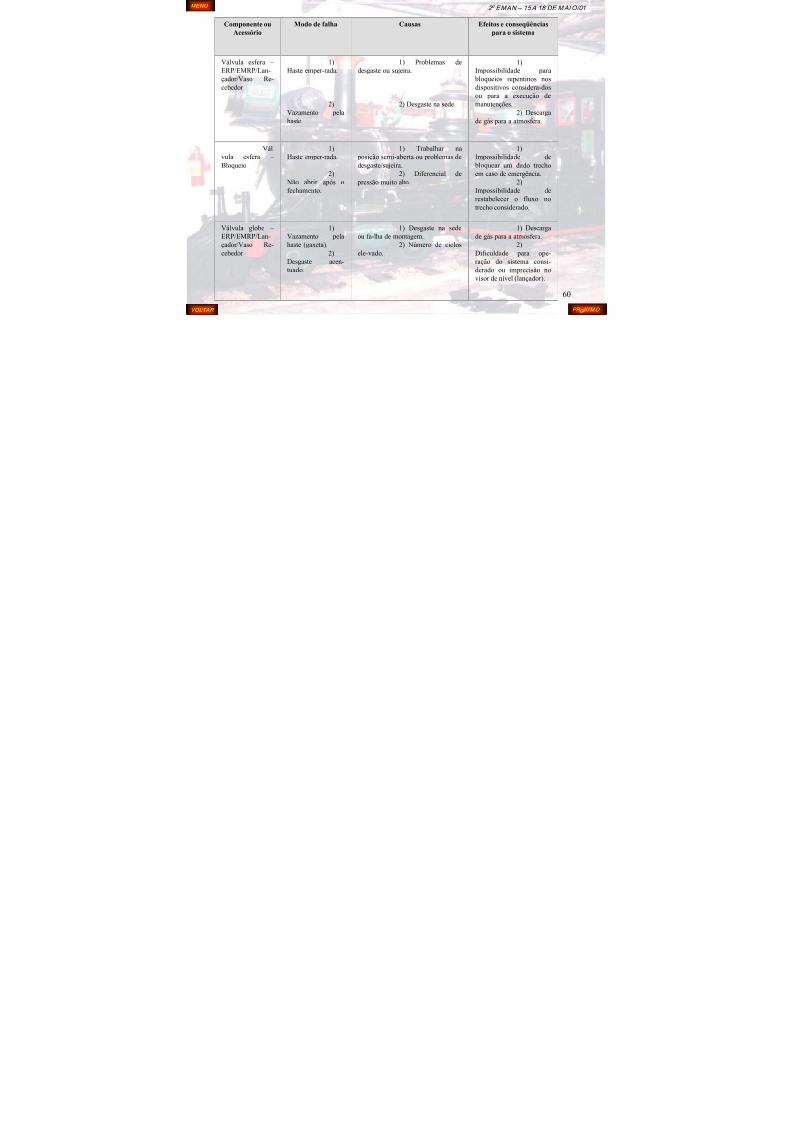
Para facilitar a gestão da manutenção analisou-se cada componente quanto ao modo de falha,efeito e causa. Os registros destas informações são fundamentais para a formação dos agentes demanutenção, para a definição dos métodos de manutenção, para compra de equipamentos e paraintegrar as ações de projeto às de uso.
TABELA 5 – Tipos de falhas dos principais componentes e acessórios de uma rede dedistribuição de gás canalizado (Almeida, 1999)
VOLTAR PRÓXIMO
C t M d d f lh C Ef it üê i
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 60/255
60
Componente ouAcessório
Modo de falha Causas Efeitos e conseqüênciaspara o sistema
Válvula esfera – ERP/EMRP/Lan-
çador/Vaso Re-cebedor
1)Haste emper-rada.
2)Vazamento pelahaste.
1) Problemas dedesgaste ou sujeira.
2) Desgaste na sede.
1)Impossibilidade para
bloqueios repentinos nosdispositivos considera-dosou para a execução demanutenções.
2) Descargade gás para a atmosfera.
Válvula esfera – Bloqueio
1)Haste emper-rada.
2) Não abrir após ofechamento.
1) Trabalhar na posição semi-aberta ou problemas dedesgaste/sujeira.
2) Diferencial de pressão muito alto.
1)Impossibilidade de
bloquear um dado trechoem caso de emergência.
2)Impossibilidade derestabelecer o fluxo notrecho considerado.
Válvula globo – ERP/EMRP/Lan-çador/Vaso Re-cebedor
1)Vazamento pelahaste (gaxeta).
2)Desgaste acen-tuado.
1) Desgaste na sedeou fa-lha de montagem.
2) Número de ciclosele-vado.
1) Descargade gás para a atmosfera.
2)Dificuldade para ope-ração do sistema consi-derado ou imprecisão novisor de nível (lançador).
VOLTAR PRÓXIMO
5.5 Caso 5: A taxa de falha em usinas de geração de energia 2 0 EMAN
– 15 A 18 DE MAIO/01 MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 61/255
61
Como visto, taxa de falha relaciona número de falhas e o período de atividade, que no setor elétrico é anual. Entre as empresas de geração de energia elétrica existe uma grande variedade deinterpretações sobre o que é considerado falha, como o número de falhas é observado e processado ecomo é calculado o período de atividade necessário para o cálculo de taxa de falhas. Os valoresmostrados aqui se referem às informações fornecidas pelas usinas como taxa de falhas. As usinas aquiapresentadas são responsáveis por mais de 75% de toda a energia elétrica gerada no Brasil.
A FIGURA 7 classifica o número de usinas em relação à taxa de falhas. Como se poderia intuir,observa-se na FIGURA 7 um comportamento tipo log-normal, expressando uma pequena concentraçãode usinas com taxas próximas a zero e taxas muito altas e uma maior concentração de usinas com taxasde falha em um valor intermediário. Na FIGURA 7 a moda da distribuição (ou seja, o valor de taxa defalhas com a maior frequência) é aproximadamente 1. Mais de 70% das usinas hidrelétricas fiscalizadas
apresentam um fator de taxa de falha menor ou igual a dois. Nas termelétricas este valor é um poucomaior, como seria de se esperar, dada a complexidade inerente destas instalações. Ainda, para astermelétricas, há que se considerar que a amostragem é pouco significativa do ponto de vista estatístico.
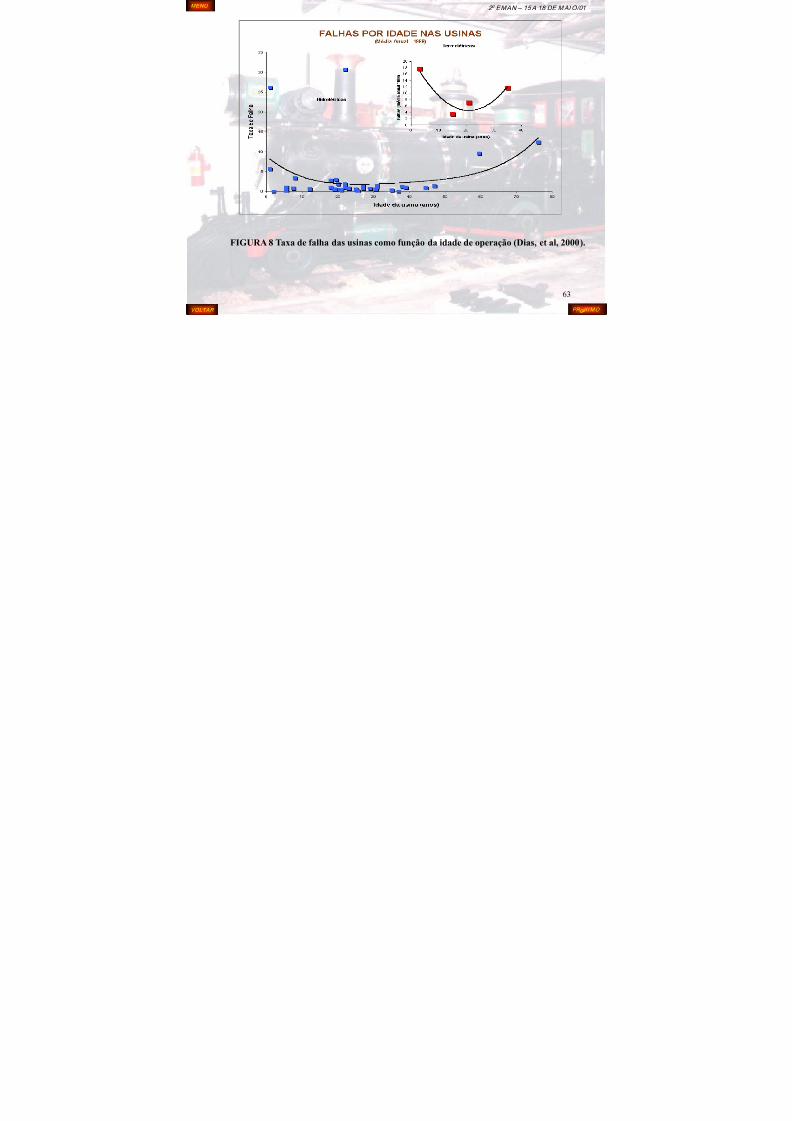
A FIGURA 8 mostra a taxa de falha em função da idade de operação das usinas. A curva obtidareproduz o comportamento esperado, com taxas de falha maiores para as usinas jovens e para as usinascom maior tempo de operação.
Observa-se ainda na FIGURA 8 que a maioria das usinas diagnosticadas possui idade igual ousuperior a 20 anos. Supondo-se que a taxa de falha das usinas possui o comportamento clássicoconhecido como “curva da banheira”, observa-se que a grande maioria das usinas que estão no períodointermediário de vida útil, com apenas uma exceção, apresenta taxa de falha até 3.
Para as usinas que se encontram no período de vida útil da curva da taxa de falha e para aquelasque estão entrando no período de envelhecimento (desgaste), recomenda-se ações gerenciais cujo
processo de manutenção introduza aspectos relacionados à modernização e recapcitação do potencial degeração de energia. VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 62/255
62
FIGURA 7 Número de usinas em cada faixa de taxa de falha (a faixa de taxa de falha incluio limite superior, mas exclui o limite inferior do intervalo) (Dias, et al, 2000).
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 63/255
63
FIGURA 8 Taxa de falha das usinas como função da idade de operação (Dias, et al, 2000).
VOLTAR PRÓXIMO
6. Conclusão2 0 EMAN
–
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 64/255
64
Este trabalho não é resultado de um experimento, mas sim da experiência acadêmica, com algumasaplicações práticas e específicas. Por isso as conclusões refletem observações relativas a vivênciasteóricas e práticas aqui explicitadas.
A realidade industrial brasileira é permeada de contrastes profundos, entre o velho e novo, entre omoderno e o tradicional. Por ter um parque industrial forte e inserido no contexto mundial, é pressionado por todas as mudanças estabelecidas nesse cenário. Diante disso pode-se concluir que:
É haver uma conexão mais forte entre o setor industrial e acadêmico para sistematizar metodologiasque permita radiografar o contexto gerencial em manutenção, no tocante as técnicas, pessoal e custos. Osganhos de disponibilidade obtidos a partir da implantação de novas metodologias em prazos exíguos deuso e, ainda, sem métricas balizadoras para o contexto nacional, são discutíveis. Expressam, sem dúvida,uma realidade percebida, mas em função de uma proposta gerencial, que pode trazer conseqüênciasimprevisíveis. É conclusivo, que a melhoria da disponibilidade, não depende só da implementação daTPM ou da MCC, mas sim da estrutura da organização e do investimento em estudo, técnica e procedimentos feitos para cumprir metas estabelecidas. Isso é fruto de um processo, de objetivos, prazose de métricas claras.
Por isso, como conclusão final, aponta-se para a necessidade do envolvimento do setor industrial
com as instituições de pesquisa e de ensino para pesquisar, desenvolver e testar metodologias que estejamapropriadas às contingências específicas da indústria brasileira. Vê-se pelos estudos de casos que muitosaspectos devem e precisam ser aprofundados: melhoria e uso de normas técnicas, definição de métricasde confiabilidade apropriadas por aplicação, estruturação de software de fácil uso e mais adaptáveis àsnecessidades específicas, aprofundar estudos em projeto para a confiabilidade e para a mantenabilidade,etc.
VOLTAR PRÓXIMO
7. Referências bibliográficas2 0 EMAN
–
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 65/255
65
1. ALMEIDA, C. J. de. 1999. Uma metodologia de projeto baseada na confiabilidade –
Aplicação à redes de distribuição de gás canalizado. Florianópolis, SC. Curso de Pós-Graduação emEngenharia Mecânica, (dissertação de Mestrado).
2. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. 1994. Rio de Janeiro. NBR 5462,Confiabilidade e mantenabilidade - terminologia. Rio de Janeiro, 37p.
3. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. 1987. Rio de Janeiro. NBR 6742,Utilização da distribuição de Weibull para interpretação dos estágios de durabilidade por fadiga - procedimento. Rio de Janeiro, 18p.
4. ASSOCIAÇÃO BRASILEIRA DE NOSMAS TÉCNICAS. 1995. Rio de Janeiro. NBR 13533,
Coleta de dados de campo relativos a confiabilidade, mantenabilidade, disponibilidade e suporte àmanutenção. Procedimento. Rio de Janeiro, 7p.
5. BERNARDINI, P. FROEHLICH, A R. 1996. Laboratório de Materiais/UFSC . Florianópolis:Departamento de Engenharia Mecânica. Universidade Federal de Santa Catarina.
6. BLANCHARD, B.; VERNA, D.; Peterson, E.L. 1995. Maintainability. New York: John Wiley& Sons Inc.
7. DIAS, A. 1995. Terminologia e procedimentos para estimativa da confiabilidade. XXIVCOBEA - Congresso Brasileiro de Engenharia Agrícola. Viçosa, MG. julho. (anais não publicados).
8. DIAS, A. 1996. Metodologia para análise da confiabilidade em freios pneumáticos
automotivos. Campinas, SP: Faculdade de Engenharia Mecânica, UNICAMP, 199p. Tese (Doutorado).
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 66/255
66
9. DIAS, A., et.al. 2000. Diagnóstico dos procedimentos de operação e de manutenção das
empresas de geração de Energia Elétrica no Brasil. Brasília: Seminário sobre o Diagnóstico dos
procedimentos de operação e de manutenção das empresas de geração de Energia Elétrica no
Brasil. Organização UFSC/ANEEL, 18 e 19 de Setembro. Anais em CD.
10.HALLINAN, A.J.Jr. 1993. A review of the Weibull distribution. Journal of QualityTechnology. v.25, n.2, p.85-93, April
11.MOUBRAY, J., 1992, Reliability Centered Manntenance, Second Edition, Industrial PressInc.
12.PALLEROSI, C.A. 1995. Confiabilidade de componentes e sistemas. Fascículo 12.Campinas: UNICAMP. (Notas preliminares)
13.ROSA, E., DIAS, A. 1997. GRANTE - Grupo de Análise de Tensão. Florianópolis:Departamento de Engenharia Mecânica. Universidade Federal de Santa Catarina.
14.SOFFNER, R. K. 1993. Avaliação de confiabilidade me tratores Agrícolas de esteiras.
Piracicaba: Escola Superior de Agricultura “Luiz de Queiroz” USP. 76p. Dissertação (Mestrado).
VOLTAR
COMPRAS DE MANUTENÇÃO NOS MEIOS ELETRÔNICOS:UM2 0 EMAN
–
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 67/255
67
II EMANEncontro de Manutenção da Funrei
Nivaldo Ribeiro PintoMaio/2001
Compras de Manutenção nos meios eletrônicos:um caminho sem volta
ÇCAMINHO SEM VOLTA
PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 68/255
68
O que é e-Marketplace?
Portal B2B através do qual as empresas podem
fazer compras e cotações de uma imensidão
de fornecedores.
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 69/255
69
In ternet B2B
Mercado
Internet B 2B
• Crescimento exponencial dos usuários da rede;
• Previsão de aumento de negócios B2B de US$ 200 bilhões paramais de US$ 3 trilhões até 2005.
• Competitividade é determinada pela qualidade da tomada de decisão;
Lançamentos
Surgimento de eMarkets
Fonte: Computerworld 25 Setembro 2000.
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 70/255
70
In ternet B2B
Mercado
Internet B 2B
• Fácil utilização;
• Integração virtual entre compradores x fornecedores;
• Baixo Custo;
• Integração do Sistema Interno com o Sistema Externo.
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU
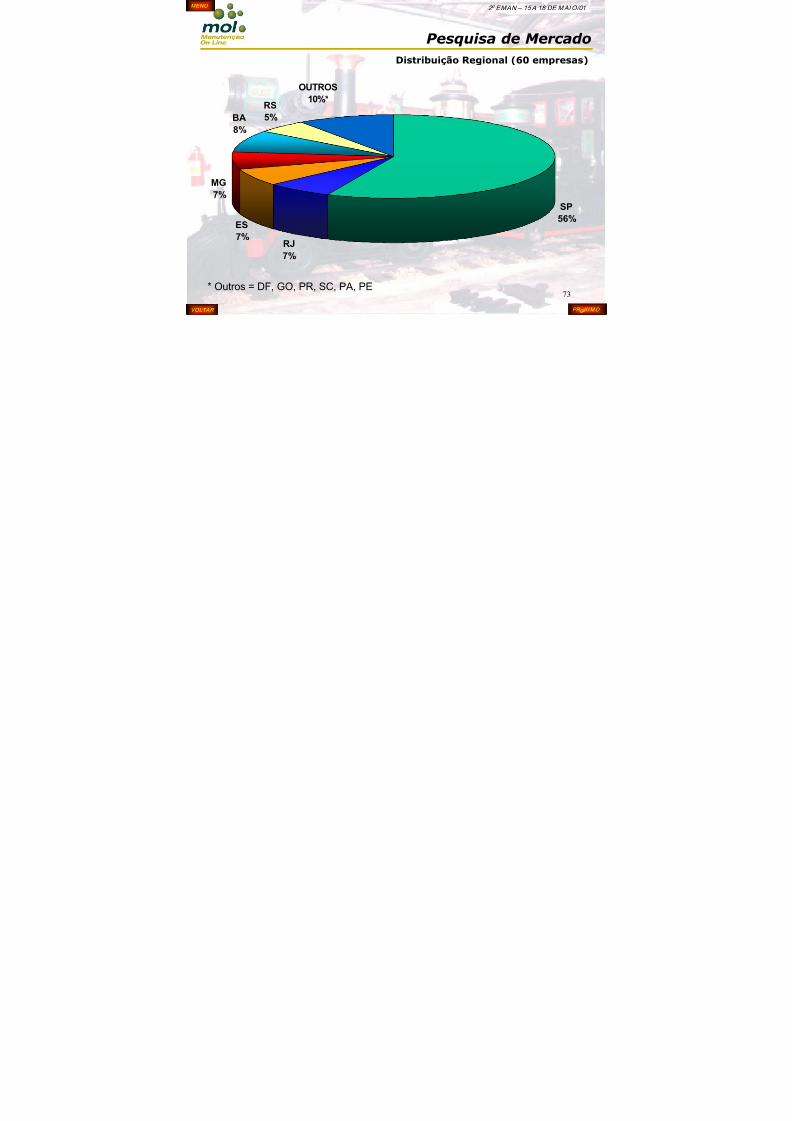
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 71/255
71
In ternet B2B
Mercado
Internet B 2B
Case SHELL
• Renegociou US$ 123 milhões com seus fornecedores;
Utilizando site de e-procurement:
• Custo inicial do desenvolvimento de US$ 100.000
• A empresa reduziu o número de fornecedoresde 10.057 para 877, devendo chegar a 400.
Fonte: Computerworld 25 Setembro 2000.
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU
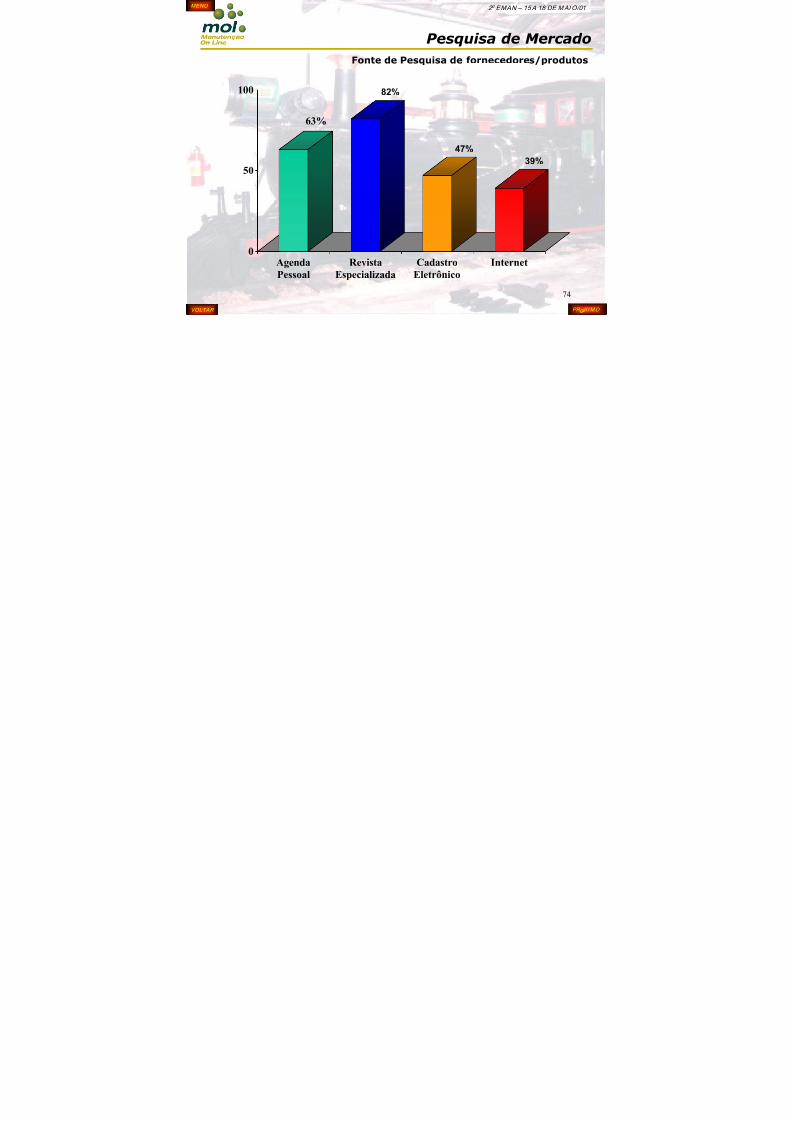
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 72/255
72
In ternet B2B
Mercado
Internet B 2B
Case Petrobras
• no ano passado, dos US$ 20 bilhões faturados pelaPetrobras, pelo menos US$ 12 bilhões passaram peloportal Canal Cliente;
Utilizando portal Canal Cliente:
• dos 800 clientes no Brasil (200 distribuidoresde combustível), 70% já operam via internet.
Fonte: Computerworld 25 Setembro 2000.
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU
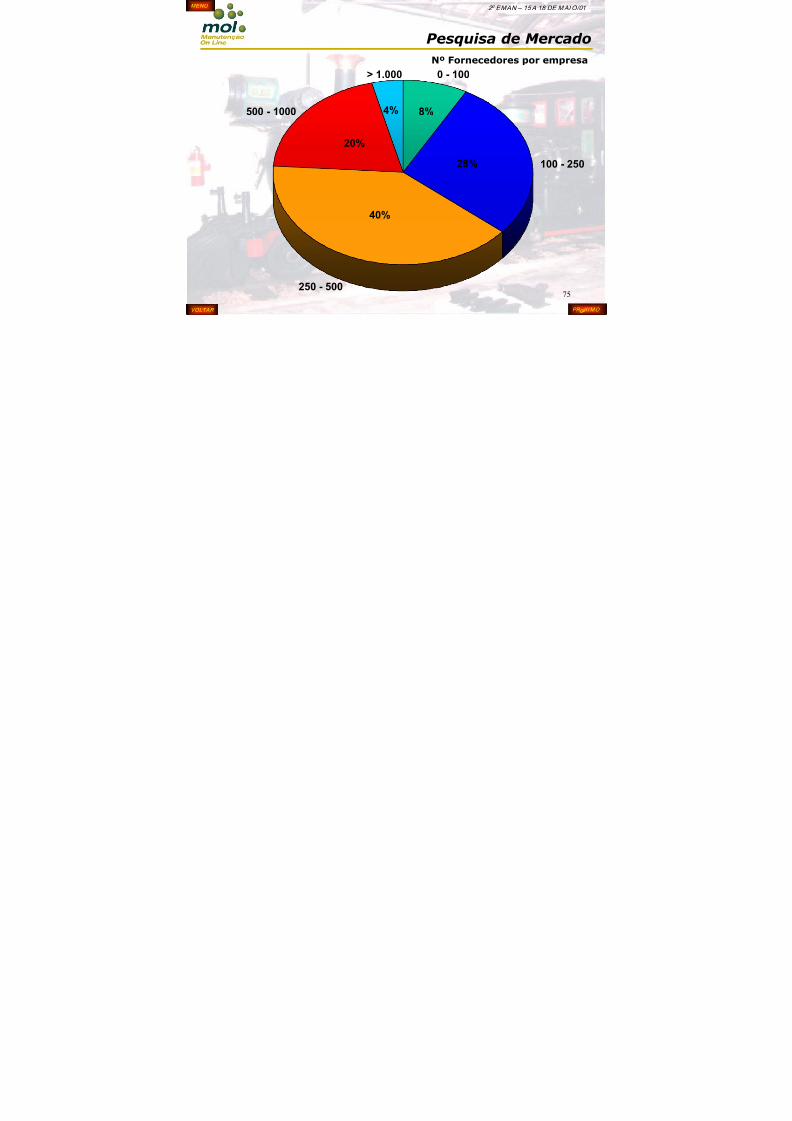
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 73/255
73
Pesquisa de Mercado
Distribuição Regional (60 empresas)
SP
56%
RJ
7%
ES7%
RS
5%
MG
7%
BA
8%
OUTROS
10%*
* Outros = DF, GO, PR, SC, PA, PE
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU
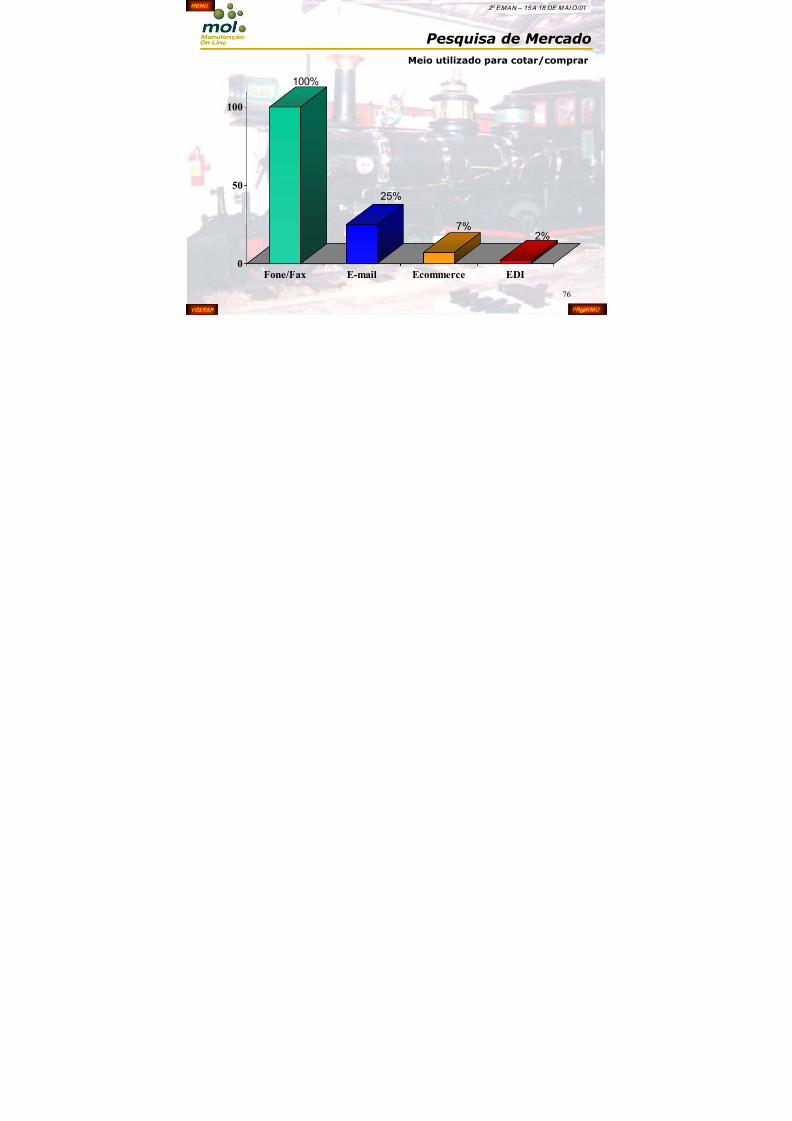
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 74/255
74
Pesquisa de Mercado
63%
82%
47%
39%
0
50
100
Agenda
Pessoal
Revista
Especializada
Cadastro
Eletrônico
Internet
Fonte de Pesquisa de fornecedores/produtos
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU
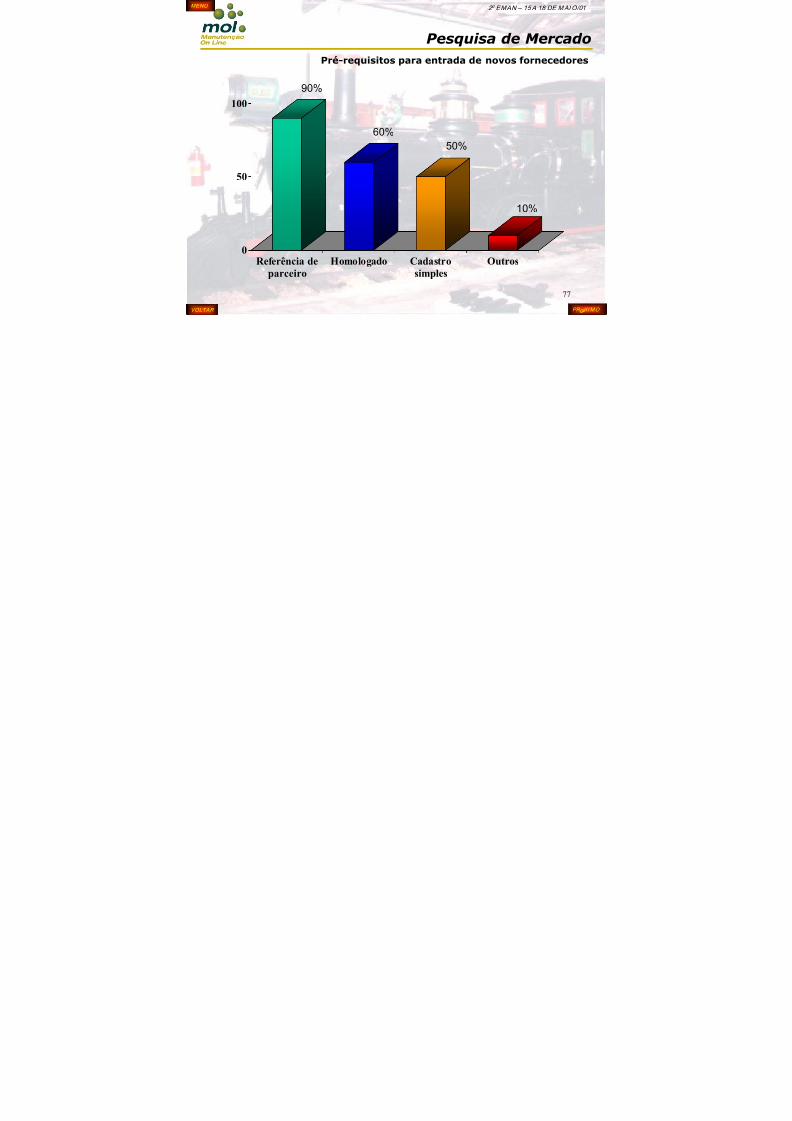
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 75/255
75
Pesquisa de Mercado
Nº Fornecedores por empresa
40%
20%
28%
4% 8%
0 - 100
100 - 250
250 - 500
500 - 1000
> 1.000
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU
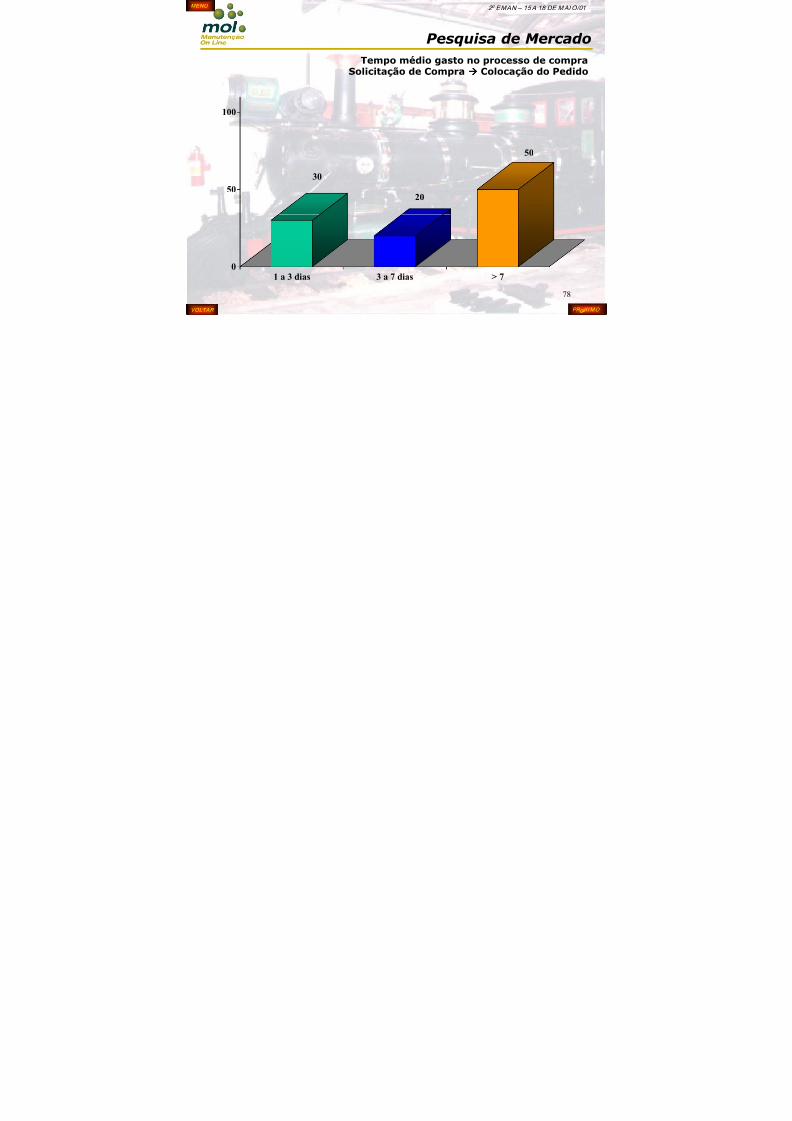
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 76/255
76
Pesquisa de Mercado
100%
25%
7% 2%
0
50
100
Fone/Fax E-mail Ecommerce EDI
Meio utilizado para cotar/comprar
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 77/255
77
Pesquisa de Mercado
90%
60%
50%
10%
0
50
100
Referência de
parceiro
Homologado Cadastro
simples
Outros
Pré-requisitos para entrada de novos fornecedores
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 78/255
78
Pesquisa de Mercado
30
20
50
0
50
100
1 a 3 dias 3 a 7 dias > 7
Tempo médio gasto no processo de compraSolicitação de Compra Colocação do Pedido
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 79/255
79
Pesquisa de Mercado
44%
30%
16%10%
0
50
100
Material para
estoque
Material para
Aplicaçao
Imediata
Serviços Outros
Divisão percentual dos processos de compras
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU
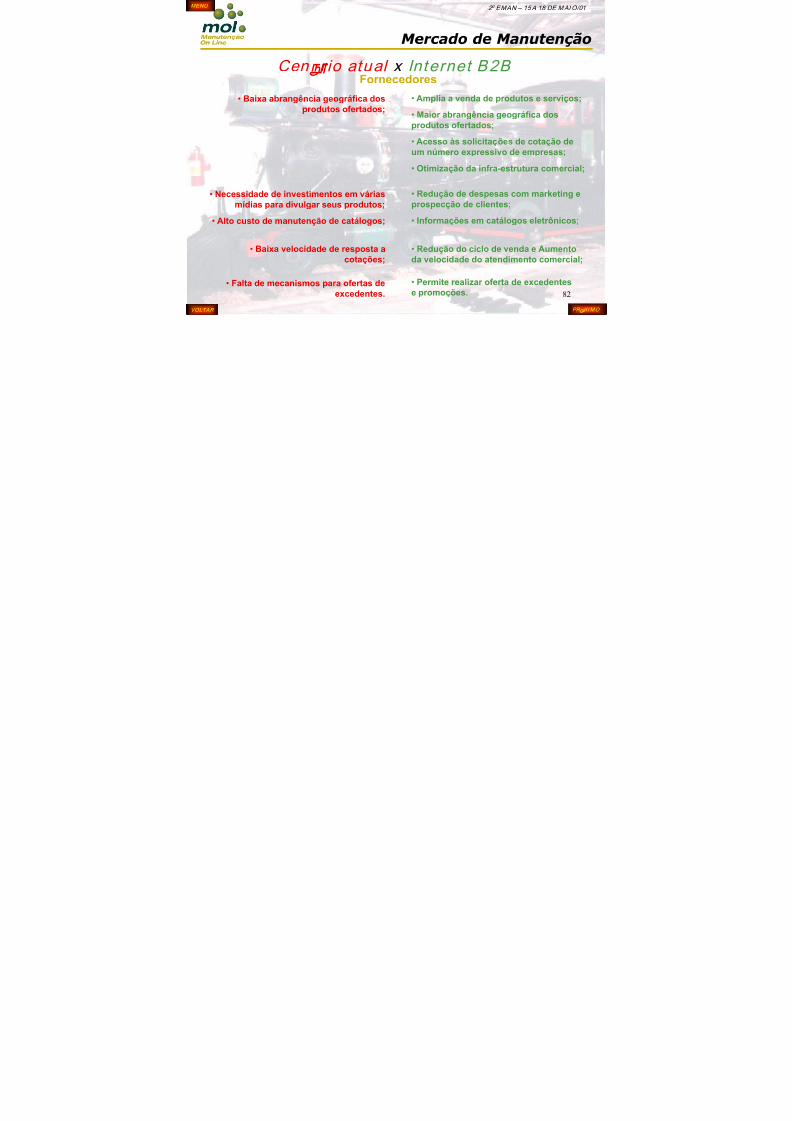
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 80/255
80
Pesquisa de Mercado
50% 50%
0,1%
0
50
100
Cotação Contrato Oferta de Compra
Tipo de relacionamento com seus fornecedores
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU
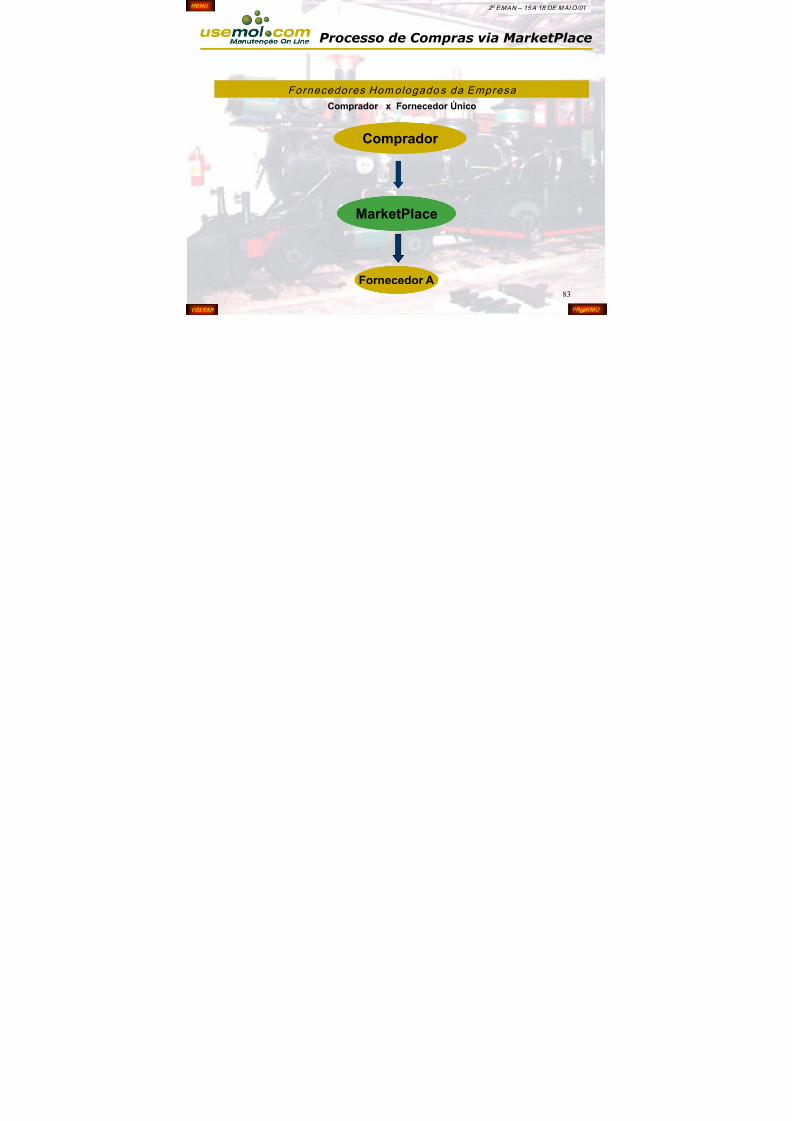
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 81/255
81
Mercado de Manutenção
Cenário atual x Internet B2B
• Falta de opções para mais cotações;
• Trâmite excessivo de documentos;
• Baixa velocidade no contato com
fornecedores;
• Dificuldade na reposição do
processo em menor tempo possível;
• Alto índice de itens estocados;
• Custo elevado para compra;
• Mais opções e transparência noprocesso de compra;
• Integração com sistemas demanutenção sem interferir nosprocessos internos de gestão decompras;
• Agilidade nas compras deemergência;
• Redução do tempo de parada doequipamento;
• Redução da quantidade de peçasestocadas;
• Otimização dos custos operacionais;
Compradores
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 82/255
82
Mercado de Manutenção
Cenário atual x Internet B2B
• Falta de mecanismos para ofertas deexcedentes.
• Necessidade de investimentos em váriasmídias para divulgar seus produtos;
• Alto custo de manutenção de catálogos;
• Baixa velocidade de resposta acotações;
• Baixa abrangência geográfica dosprodutos ofertados;
• Redução de despesas com marketing eprospecção de clientes;
• Informações em catálogos eletrônicos;
• Redução do ciclo de venda e Aumentoda velocidade do atendimento comercial;
• Amplia a venda de produtos e serviços;
• Maior abrangência geográfica dosprodutos ofertados;
• Acesso às solicitações de cotação de
um número expressivo de empresas;• Otimização da infra-estrutura comercial;
Fornecedores
• Permite realizar oferta de excedentese promoções.
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 83/255
83
Processo de Compras via MarketPlace
Fornecedores Homologado s da Empresa Comprador x Fornecedor Único
Comprador
MarketPlace
Fornecedor A
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 84/255
84
Fornecedores Homologado s da Empresa
Comprador x Vários Fornecedores
Comprador
MarketPlace
Fornecedor A Fornecedor B
Processo de Compras via MarketPlace
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 85/255
85
Todos os Fornecedores Homo logados Comprador x Fornecedores associados ao MarketPlace
Comprador
MarketPlace
Fornecedor C Fornecedor B Fornecedor A
Processo de Compras via MarketPlace
VOLTAR PRÓXIMO
d C i k l
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 86/255
86
Fornecedo res Públ ico s Comprador x Fornecedores públicos
Comprador
MarketPlace
Fornecedor C
Fornecedor D
Fornecedor B Fornecedor A
Fornecedor E
Processo de Compras via MarketPlace
VOLTAR PRÓXIMO
i d d
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 87/255
87
Universo de Fornecedores
FornecedoresHomologados pela
empresa
TodosFornecedoresHomologados
no MarketPlace
FornecedoresPúblicos
VOLTAR PRÓXIMO
F i lid d
2 0 EMAN –
15 A 18 DE MAIO/01 MENU
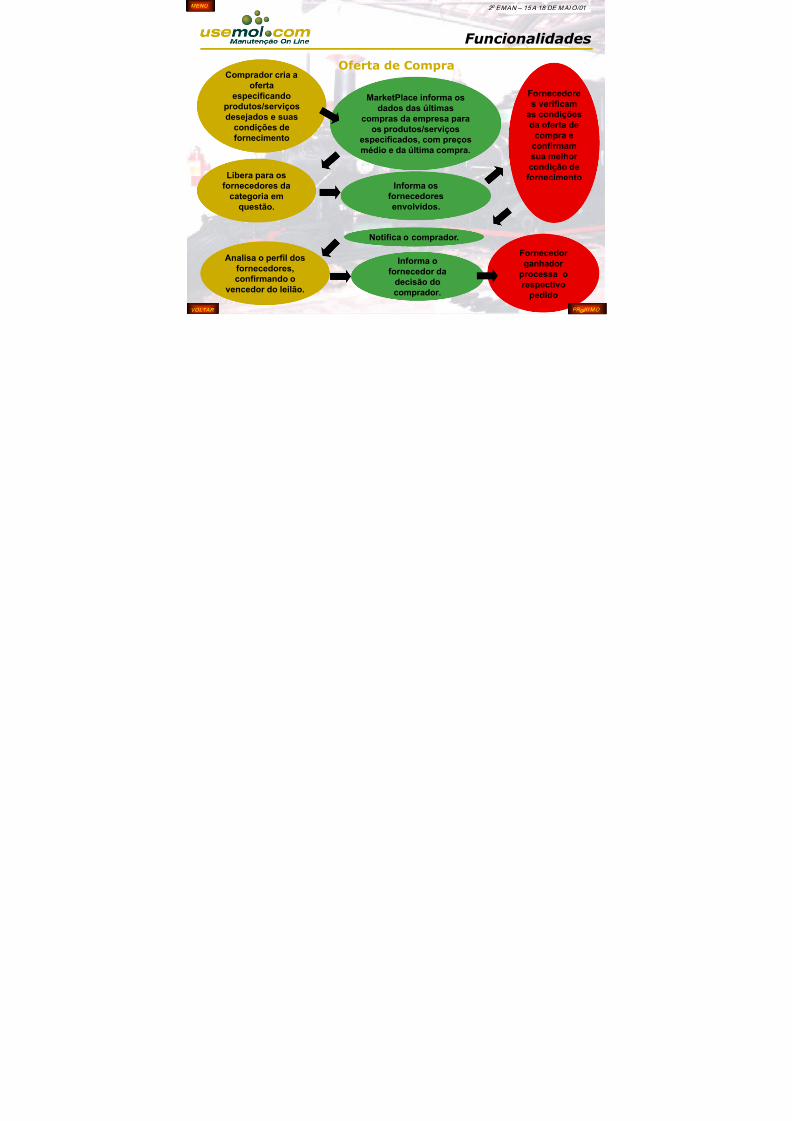
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 88/255
88
Funcionalidades
Localização de fornecedores
Comprador seleciona acategoria do
produto/serviçodesejado eespecifica a
restrição dosfornecedores
(próprios,homologados ou
públicos).
MarketPlacedisponibiliza a lista
de fornecedoresdesejada pelo
comprador, comacesso aoscatálogos
eletrônicos deprodutos.
Fornecedoresrecebem
periodicamentedo MarketPlace,a quantidade deocorrências de
sua empresa nosprocessos delocalização.
VOLTAR PRÓXIMO
F i lid d
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 89/255
89
Funcionalidades Cotações
O comprador analisa as
propostas,determina o
vencedor e encerraa cotação.
Informa osparticipantes do
resultadodefinido pelocomprador.
Fornecedoresrecebem ainformação de
que estãoparticipando da
cotação.Comprador cria asolicitação de
cotação
MarketPlaceinforma os
fornecedoresenvolvidos.
Tabula os dadosdas propostas
recebidas e enviauma planilha
sugerindo qual amelhor proposta.
Fornecedoresganhador
processa orespectivo
pedido
Informamcondições
comerciais defornecimento.
VOLTAR PRÓXIMO
F i lid d
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 90/255
90
Funcionalidades
Oferta de Compra
Analisa o perfil dosfornecedores,confirmando o
vencedor do leilão.
Notifica o comprador.
Fornecedores verificam
as condiçõesda oferta de
compra econfirmam
sua melhor condição defornecimento
Comprador cria aoferta
especificandoprodutos/serviçosdesejados e suas
condições defornecimento
Libera para osfornecedores da
categoria emquestão.
MarketPlace informa osdados das últimas
compras da empresa paraos produtos/serviços
especificados, com preçosmédio e da última compra.
Informa osfornecedoresenvolvidos.
Informa ofornecedor da
decisão docomprador.
Fornecedor ganhador
processa orespectivo
pedido
VOLTAR PRÓXIMO
Funcionalidades e Serviços Adicionais
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 91/255
91
Funcionalidades e Serviços Adicionais
Compradores Fornecedores
• Estatísticas e Históricos
• Oferta de Venda
• Suporte On Line
• Homologação Fornecedores
• Implantação Fornecedores
• Treinamento
• Ofertas de Produtos
• Estatísticas e Históricos
• Elaboração Catálogo Eletrônico
• Treinamento
VOLTAR PRÓXIMO
C t /B fí i
2 0 EMAN –
15 A 18 DE MAIO/01 MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 92/255
92
Custo/Benefício
Localização Convencional:
Especificação dos itensnecessários;
Agenda (Lista de Fornecedores);
Lista Telefônica;
Guias;
Revistas Especializadas;
Guias On Line.
Mercado restritoe de difícil acesso.
Localização MarketPlace
Todos os itens já comprados estãono histórico eletrônico de compras;
Catálogo eletrônico de empresaspara manutenção com guia de
produtos e serviços;
Busca eletrônica por categoria epor palavra-chave em universo
voltado para manutenção.
Mercado amplo
e de acesso fácil e rápido.
O custo/benefício do MarketPlace é 3 vezes melhor para localização que os meios convencionais.
VOLTAR PRÓXIMO
C sto/Benefício
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 93/255
93
Custo/Benefício
Cotação Convencional:
Prepara e envia solicitações depreços para cada fornecedor;
Custos altos com telefone e fax;
Recebe propostas em períodos
diferentes, sem padronização;Exige tabulação.
Processo pouco padronizado,demorado e com custo alto.
Cotação MarketPlace
Prepara e envia uma só solicitaçãopara todos os fornecedores;
Não tem custos com telefone e fax;
Recebe proposta unificada
(tabulada) e padronizada comsugestão de melhor proposta, emmuito menos tempo.
Processo simples, rápido em comcusto baixo.
O custo/benefício do MarketPlace é 10 vezes melhor para cotação que os meios convencionais.
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 94/255
95
VOLTAR PRÓXIMO
O que é MOL
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 95/255
96
MOL - Manutenção On Line é a empresa queconta com o apoio dos cinco maioresdesenvolvedores nacionais de sistemas degerenciamento de manutenção.
Juntas, contam com mais de 1000 empresasusuárias de seus sistemas e tem como principalobjetivo oferecer produtos e serviços paraaumento de produtividade nas áreas demanutenção e suprimentos .
O que é MOL
VOLTAR PRÓXIMO
Produto
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 96/255
97
Produto
USEMOL é o primeiro serviço do MOL etem o objetivo de otimizar o processo decompra e venda de materiais e serviçospara manutenção, através de umaferramenta simples, intuitiva e deaplicação imediata, pela Internet.
VOLTAR PRÓXIMO
Proposta
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 97/255
98
Proposta
Realizar busca, cotação e autorização defornecimento de materiais e serviços paramanutenção, classificando, qualificando eagilizando a comunicação entre compradores
e fornecedores.
Ser o elo mais forte da cadeia de suprimentos.
Integrar os Sistemas de Manutenção e ERP’scom a Internet, sem interferir nos processos
de suprimentos da Empresa.
VOLTAR PRÓXIMO
Abrangência
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 98/255
99
Abrangência
O usemol.com participa desde o início do processo depesquisa e cotação, até a emissão da autorização de
fornecimento.
Todo o processo financeiro e de logística dosfornecedores, não sofrerá nenhuma interferência do
nosso sistema.
VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 99/255
100
Conheça o Usemol acessando:
www.usemol.com
VOLTAR
CONTROLE DE RUÍDO EM SUBESTAÇÕES ELÉTRICASRESUMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 100/255
101
RESUMOApresenta-se o problema de controle de ruído acústico em subestações. Aspectos
físicos do problema são apresentados juntamente com um método de análise envolvendomapeamento e simulação computacional. Com base neste estudo são discutidas soluções
de controle de ruído. Estas soluções de engenharia são aplicáveis a novos projetos e ainstalações já existentes. Após a exemplificação de uma solução passiva utilizando-se projeto que envolveu a equipe de autores, apresenta-se o estágio de desenvolvimento denova pesquisa em andamento voltada para o uso de controle ativo de ruído emsubestações.
PALAVRAS - CHAVE: subestação elétrica; controle de ruído audível, simulação.
1.0 INTRODUÇÃOA ocupação desordenada em grandes cidades tem originado uma aproximação
crescente entre as áreas residenciais e as subestações, resultando no aparecimento de problemas ambientais, em particular o do incômodo causado pelo ruído de subestações(1). Embora a preocupação com o ruído audível emitido por equipamentos elétricos tenha
surgido no início do século XX dentro de ambientes industriais, o estudo sistemático docomportamento acústico de subestações elétricas só teve início na década de 1960 (1). NoBrasil estes estudos são ainda mais recentes, com os primeiros trabalhos iniciais datadosda década de 1980. Na década de 1990, com o crescimento das cidades e uma maior preocupação com a lei ambiental, surgem os primeiros projetos de adequação do nível deruído de subestações (1).
PRÓXIMO
A primeira etapa na determinação de uma estratégia de controle de ruído de umasubestação já em operação é o mapeamento acústico preliminar da subestação (1) Esta
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 101/255
102
subestação já em operação é o mapeamento acústico preliminar da subestação (1). Estamedida é necessária, uma vez que as diferenças individuais podem ser consideráveis, até para equipamentos nominalmente idênticos (1).
Na etapa seguinte, deve ser estabelecido um modelo para a simulação computacionalda subestação (2), de forma a se estimar a distribuição espacial do ruído, em amplitude eespectro de freqüências. Esta etapa deve considerar o posicionamento de prédios próximos, localização de ruas, e outros elementos que possam influenciar o campoacústico.
As características gerais do projeto de controle de ruído podem então ser estabelecidas em função das etapas anteriores e de características peculiares à subestação
como a instalação de pára-raios, estruturas de suporte das linhas, etc.
2.0 ORIGEM DO RUÍDO EM SUBESTAÇÕES O ruído acústico emitido por subestações tem origem em duas contribuições
principais (2):
¨ Vibração estrutural dos transformadores, ¨ Sistema de Ventilação dos transformadores.Isto significa que embora outras fontes de ruído possam existir, tais como ruídos de
chaveamento, efeito Corona e outros, o estudo das fontes de ruído em uma subestação pode ser reduzido à análise do ruído associada aos transformadores.
VOLTAR PRÓXIMO
2.1 O ruído em transformadoresO ruído de ventilação tem como características baixa intensidade e uma banda larga
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 102/255
103
O ruído de ventilação tem como características baixa intensidade e uma banda larga,iniciando-se próxima aos harmônicos mais altos do ruído estrutural do transformador. Emfunção destas características é um ruído que só representa contribuição relevante quandoos equipamentos da subestação estão muito próximos dos receptores (a vizinhança).
A vibração estrutural dos transformadores resulta da excitação do núcleo pelas forçasde magnetoestricção, principalmente, e, de forma menos pronunciada, pelas forças deatração/repulsão magnéticas. Através de mecanismo de acoplamento estrutural e interaçãofluido estrutura (via óleo do transformador) a vibração do núcleo é transmitida para as paredes do tanque e as chapas dos radiadores que funcionam como placas irradiantes.Como as forças de excitação surgem a semiciclo da freqüência de linha, o primeiro
harmônico acústico corresponde ao dobro da freqüência de linha, ou seja, 120 Hz noBrasil. O segundo, terceiro e quarto harmônicos são também importantes, observando-seque em muitos casos (1) o maior harmônico não é necessariamente o de maior amplitude.A importância relativa de um determinado harmônico é determinada a partir da geometriada subestação e redondezas, e da configuração estrutural do transformador. A primeiracondição está relacionada ao fato que a atenuação em sinais sonoros com o percurso éfunção da freqüência. A segunda condição decorre do fato que os modos de resposta de umsistema mecânico são determinados de forma pela configuração estrutural. A figura 1mostra uma resposta típica de um transformador de 25MVA e seu sistema de ventilação. Amedição foi efetuada a uma distância de 3,0 metros da fonte (1).
Para a condição indicada de campo acústico próximo o ruído da ventilação éconsiderável na região de freqüência mais alta. Os harmônicos do núcleo aparecem deforma bem clara e estando reforçados pela presença de um sistema de ventilação que
apresenta projeto pouco eficiente.VOLTAR PRÓXIMO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 103/255
104
Figura 1: Resposta Acústica de um Transformador
VOLTAR PRÓXIMO
3.0 O MODELO ACÚSTICO DE UMA SUBESTAÇÃO
2 0 EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 104/255
105
O modelo acústico de uma subestação é estabelecido a partir de um
posicionamento e caracterização das diversas fontes, os transformadores, osdiversos obstáculos (como a casa de controle e paredes) e receptores (asconstruções vizinhas). Os objetos de estudo podem ser representados na formade geometrias idealizadas mas que exibam comportamento coerente com arealidade física. A Figura 2 representa um exemplo para de um caso típico.
Nesta figura podem ser observados três transformadores, uma parede e um
prédio vizinho, bem como as condições topográficas do local.
Figura 2: Visualização de uma subestação
VOLTAR PRÓXIMO
A partir de um diagrama como este podem ser estabelecidas as hipóteses depropagação acústica utilizando-se modelos de acordo com a precisão necessária para
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 105/255
106
propagação acústica, utilizando se modelos de acordo com a precisão necessária paracada tipo de problema. Para a simulação numérica deste caso os autores utilizaram deforma bem sucedida procedimentos que envolveram aplicação direta de teoria dos raiose/ou método de elementos de contorno (2). O problema acústico de subestações apresentacaracterísticas próprias apenas na descrição das fontes, os transformadores, conformedescrição no texto seguinte.
Inicialmente os transformadores podem ser descritos como irradiadores sonoros,conforme se apresenta na Figura 3, onde se ilustra um transformador típico.
Figura 3: O Transformador como fonte acústica
VOLTAR PRÓXIMO
A partir das superfícies principais irradiantes são determinados pontos que distam a uma certadistância do solo e a uma outra distância da superfície e que estão associados a um certo nível de
( l i i id d i ) bl d l id
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 106/255
107
pressão sonora (ou alternativamente intensidade ou potência). O problema pode ser resolvido comuma boa precisão substituindo-se o transformador por um paralelepípedo formado por chapasirradiantes de arestas iguais às dimensões externas do transformador. Esta consideração pode aindareceber duas simplificações corretas e extremamente úteis. A face inferior é essencialmente nãoemissora por estar próxima ao solo, possuindo ainda uma série de elementos mecânicos que reduzema irradiação. A face superior do transformador, felizmente responde por parcela pequena de radiaçãoacústica (1), (2), o que representa uma enorme vantagem não só em termos de modelo, mas principalmente do ponto de vista da execução de soluções práticas de controle de ruído. Isto ocorresimplesmente em função da baixa transmissibilidade mecânica do núcleo para a parte superior dotanque do transformador.
A hipótese básica de propagação para este modelo de campo aberto, pode ser representada deforma conveniente utilizando-se a equação de Helmholtz com perdas, isto é:
onde e representam, respectivamente, o número de onda complexo e o termo espacial do potencial de velocidade, estando o termo à direita associado às fontes.
A avaliação computacional deve utilizar como dados de entrada os resultados do mapeamento.Os resultados obtidos e já corrigidos podem ser convenientemente representados através de iso-curvasde nível de pressão sonora, em diversos planos. A Figura 4 ilustra esta apresentação para o planohorizontal.
r xr r k r m f f f ,
22
VOLTAR PRÓXIMO
71.00
74.00
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 107/255
108
A escala de cinzas indica a variação de nível de pressão sonora. O tom maisescuro indica um maior nível e o mais claro um nível mais baixo. Estes resultados
permitem uma visão geral do problema de ruído existente em uma subestação. Caberessaltar que é fundamental a avaliação também em planos verticais na vizinhança,uma vez que os níveis registrados podem variar consideravelmente do nível zero na base do transformador ou rua mais baixa, até o nível mais alto como a cobertura deum prédio na rua mais alta. Correntes de ar formados entre prédios podem tambémsignificar um efeito mais pronunciado em certos fachadas do que em outras.
-60.00 -40.00 -20.00 0.00 20.00 40.00 60.00
X (m)
-40.00
-20.00
0.00
20.00
Y ( m
)
44.00
47.00
50.00
53.00
56.00
59.00
62.00
65.00
68.00
SPL (dB)
TRANSFORMER CONTROL ROOM
VOLTAR PRÓXIMO
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 108/255
109
Figura 5: Níveis de pressão sonora incidindo em prédios vizinhos a uma SE
Uma representação em perspectiva, contendo também o plano horizontal pode ser vista na figura 5, onde pode se observar os efeitos do campo acústico queatingem as fachadas de prédios próximos a uma subestação. Os pontos marcadossobre o piso representam as fontes emissoras. Esta representação permite que seavalie o impacto acústico da subestação na vizinhança. Esta solução foi obtida atravésde dados experimentais e de uma simulação computacional empregando-se a teoria de
raios acústicos.VOLTAR PRÓXIMO
4.0 SOLUÇÕES DE CONTROLE DE RUÍDOSoluções de controle de ruído podem ser classificadas de acordo com a técnica
2 0
EMAN –
15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 109/255
110
utilizada, ou seja, introduzindo-se um ou mais dos seguintes elementos:1) modificação de projeto na fonte de ruído;2) barreiras e defletores;
3) filtros acústicos (cavidades ressonadoras);4) absorvedores acústicos (materiais);5) enclausuramentos e isoladores;6) controle ativo acústico (no percurso);7) controle ativo vibro-acústico (na estrutura).
Problemas de controle de ruído apresentam-se via de regra associados a outros problemas. Para o caso específico de subestações existem três fatores adicionais degrande importância que devem ser observados de forma cuidadosa, ou seja: osequipamentos geram grandes quantidades de calor, os equipamentos requerem operaçõesregulares de manutenção/inspeção, as tensões envolvidas são elevadas, com distâncias
para abertura de arco elétrico da mesma ordem de grandeza do comprimento de ondaacústico. Esta última é possivelmente a restrição mais séria para o caso em questão.4.1 Subestações em fase de projetoEmbora o presente estudo considere principalmente medidas corretivas para subestações
já existentes, é importante que se considere também o caso de subestações novas. Algunscritérios de natureza básica podem ser estabelecidos abaixo.
VOLTAR PRÓXIMO
O primeiro cuidado deve ser com relação à localização da subestação. Uma boa análise do planodiretor e das leis de ocupação do solo municipais pode ser de grande valia. Em princípio é vantajoso, por exemplo, localizar as subestações em locais de elevado ruído de fundo, de forma a fazer uso do
f i d ú i i l i d l fl ã b d
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 110/255
111
efeito do mascaramento acústico, ou evitar locais de alta reflexão como encostas, etc, buscando-seainda áreas vazias. Esta última precaução, entretanto, pode ser inadequada, visto que as cidades podem crescer, em diversos casos em direção à subestação, e portanto sua instalação em locais maisafastados garante em princípio apenas um custo inicial de terreno mais baixo.
Quanto ao posicionamento interno dos equipamentos da subestação, incluindo-se posição delinhas e pára-raios é importante que se garanta um espaço para a colocação de instalações corretivas,caso estas venham a se tornar necessárias. Para o caso em que a subestação necessite ser instalada emárea já de antemão considerada como crítica do ponto de vista de ruído, existe uma alternativa bastante interessante que é a da utilização de transformadores colocados dentro de fossos dotados umagrande abertura lateral para permitir fácil acesso a equipamentos de elevação como guindastes.Evidentemente esta abertura lateral deve ser em condições normais fechada com portão acusticamentetratado, e com uma porta menor para acesso normal do operador para inspeções de rotina. Estasolução é bastante vantajosa em relação ao enclausuramento parcial preconizado como soluçãocorretiva para algumas instalações descritas no item 4.2, uma vez que permite com maior facilidadesubstituições de transformadores de mesma capacidade nominal porém de geometria (fabricação)diferente. Isto é possível utilizando-se fossos de geometria variável na parte superior, de forma a segarantir sempre apenas a abertura necessária para ventilação. Felizmente a parte superior do tanque, buchas, etc, podem ficar completamente para fora, por não representarem áreas emissoras de maior importância. Em alguns países são utilizadas soluções mais radicais, tais como o fechamento
completo da subestação em subterrâneos, ou grandes galpões completamente fechados. Esta soluçõesapresentam custo elevadíssimo não só em virtude da obra civil necessária, mas também peloinvestimento considerável em equipamentos que passam a se tornar necessários tais como sistemasespeciais de ventilação e retirada de calor. Alguns países utilizam até mesmo obras civis deenclausuramento que podem ser demolidas sempre que existir a necessidade de uma intervençãomaior, deixando-se apenas um acesso limitado para pequenas operações de manutenção. Emboraacusticamente eficientes são alternativas que só devem ser consideradas em último caso, quandorepresentam a única alternativa viável. Para o Brasil são alternativas que só devem ser consideradas
quando todas as outras soluções não seriam adequadas.LTAR PRÓXIMO
Uma solução muito eficiente é a da utilização de transformadores com baixo nível de ruído, ondeessencialmente o que se faz é reduzir-se a intensidade da magneto-estricção, projetando-se tambémsistemas com ventiladores de menor nível de ruído. A maior inconveniência no uso destes equipamentosé seu custo bem mais elevado portanto é uma questão de natureza essencialmente comercial
2 0
EMAN –
15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 111/255
112
é seu custo bem mais elevado, portanto é uma questão de natureza essencialmente comercial.Outra solução muito interessante também é o uso de equipamentos dotados de sistema de controle
ativo. Esta solução embora muito comum nos Estados Unidos é inexistente no Brasil. É uma solução emfase de desenvolvimento em alguns países como a Austrália e o Brasil (3), apresentando custo ainda nãoclaramente determinado, mas de grande potencial para o interior de áreas urbanas. Esta solução estámelhor apresentada no item 5.0.
4.2 Subestações já existentesO caso de subestações já existentes que possam vir a representar ou já representem uma fonte de
incômodo acústico para a população representa um universo apreciável. Este fato é uma simplesdecorrência do crescimento das cidades associado e do surgimento de novos de novos conceitos e leis deconforto e meio ambiente.
O projeto de medidas corretivas do ruído presente em subestações já existentes inicia-se com umestudo da regulamentação municipal seguida de uma análise como a apresentada no item 3.0 destetrabalho. A partir desta primeira análise é possível avaliar-se o potencial de cada solução.
4.2.1 Controle de ruído por técnicas passivasO controle passivo deve ser utilizado para qualquer problema de acústica, desde que eficaz em
termos de custo e resultados. Considerando-se as possibilidades anteriormente citadas no início do item
4.0 uma hipótese de bom potencial é a da 1)modificação do projeto na fonte de ruído. Isto significa o usode transformadores de baixo nível de ruído existindo ainda um bom potencial para projeto corretivo nossistemas de ventilação. A experiência dos autores é que poucos são os projetos de sistemas deventiladores que podem ser considerados otimizados, tanto do ponto de vista acústico como do ponte devista térmico. É claro porém que do ponto de vista acústico o benefício só virá caso os receptores estejam bem próximos da subestação. Por outro lado um melhor desempenho térmico representa uma maior vidaútil para o transformador, e como as modificações na ventilação podem ser realizadas a um custo bemrazoável é provável que o investimento nesta linha de atuação possa sempre trazer benefícios.
PRÓXIMO
A utilização de 2) barreiras e defletores, normalmente não é muito eficiente em subestações.Os prédios vizinhos com freqüência são bem mais altos que os transformadores, o que exigiria barreiras de grandes dimensões, podendo atingir alturas próximas às dimensões dos prédios vizinhos.Além do custo elevado da obra civil o resultado estético também seria insatisfatório O uso de
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 112/255
113
Além do custo elevado da obra civil o resultado estético também seria insatisfatório. O uso dedefletores também não representa uma boa solução pelo mesmo motivo, além de apresentar problemas mais graves com relação às cargas estruturais de vento, e exigir um cuidado especial paranão se introduzir uma focagem sonora errada, particularmente nas condições em que fosse possível
uma mudança de direção de vento. Ë interessante acrescentar que já se buscou em diversos casossoluções corretivas através de barreiras empregando cercas vivas. Embora o efeito estético possa ser muito agradável, o que em muitos casos contribui positivamente para a visão que os consumidorestem da concessionária, melhorando a percepção subjetiva do ruído, seu efeito real é pequeno. Serianecessário uma mata razoável para se controlar o ruído de uma subestação.
O uso de 3) filtros e ressonadores acústicos só se apresenta mais eficiente quando é possívelum bom controle da pressão local. Isto significa que estes dispositivos podem ser úteis em alguns
casos onde já exista enclausuramento, mas como medida auxiliar. Os 4) absorvedores acústicos são os que se conhece popularmente como “materiais acústicos.
A primeira observação importante a ser feita é que não existem na verdade “materiais acústicos”.Quase que qualquer material se bem utilizado pode apresentar uma solução interessante para um problema de acústica. Estes materiais funcionam a partir do princípio da absorção acústica,modificando também a reflexividade de uma superfície. Materiais bem escolhidos, e nãonecessariamente materiais conhecidos como “acústicos” devem ser utilizados em conjunto com
alguma solução construtiva. Esta consideração fica melhor explicitada no parágrafo que se segue.O uso de enclausuramentos e isoladores é a solução mais comum em subestações por diversos
motivos. Enclausuramentos e absorvedores interrompem a passagem do sinal acústico e diminuemsua reflexão. A melhor solução é a do enclausuramento parcial, com materiais adequados, conformeestá descrito na referências (3) e (4), que descrevem, respectivamente, uma subestação da CEMIG,e uma subestação da ELETROPAULO. A Figura 5 mostra um caso típico desenvolvido pela equipeque apresenta este trabalho, desenvolvido em 1997 e implementado de forma bem sucedida durante
1998. OLTAR PRÓXIMO
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 113/255
114
Figura 6: Enclausuramento Parcial (CEMIG) Observa-se na Figura 6 que a parte superior do tanque ficou livre, localizando-se assim o
enclausuramento bem afastado das buchas e pára-raios, ambos visíveis na foto. Além disto realizou-se
o projeto de forma que nenhuma qualquer parte do enclausuramento está a uma distância de pelomenos o dobro da distância para abertura de arco dos pontos de tensão mais elevada, neste caso138kV. No projeto é importante que seja sempre considerada uma boa tolerância, uma vez que a umaqueda de objetos com mau tempo e/ou invasão de animais pode resultar em redução da distância entredois pontos. As aberturas inferiores e as estruturas com aparência de telhados e janelas tem comoobjetivo permitir a passagem do ar de ventilação. A estrutura das paredes foi construída com paredescombinadas, em aço e poliuretano O estrutura suporte foi construída em perfis de aço. Observa-se
então o uso de materiais convencionais, de baixo custo, desempenhando uma função acústica. Toda aestrutura foi pintada para melhor resistir a exposição ao tempo. !!!!As paredes contém portas que podem ser facilmente abertas para atender necessidades de manutenção e inspeção, com a freqüênciaque for necessária. Para grandes intervenções de manutenção incluindo a troca de transformadores aestrutura que é toda modular, podendo ser toda retirada apenas soltando-se os parafusos de fixação,com ferramentas convencionais. A construção facilita também o aterramento, e o material utilizadonão é inflamável. Os resultados atingidos foram excelentes, e os prédios vizinhos recebem um ruídomenor que o determinado pela legislação municipal.
VOLTAR PRÓXIMO
Para o estudo do enclausuramento foi feita uma simulação numérica utilizando-se um procedimento de elementos finitos, para se estabelecer a propagação entre as laterais dotransformador e as paredes do enclausuramento. É importante observar-se que o uso de paredes
d h i lh fi i i d l d d lh l d
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 114/255
115
sanduíche permite uma melhor eficiência de controle de ruído, e um melhor controle de espessura e peso das paredes laterais, de acordo com a necessidade.
Um outro aspecto importante está no controle de ventilação. Em função do fechamento da
estrutura o mecanismo de troca de calor por convecção natural foi reduzido. Portanto após ainstalação do sistema o sistema de ventilação passou a funcionar por maior período de tempo.Entretanto a distribuição de temperatura tornou-se mais uniforme nos radiadores, uma vez que osistema instalado passou a canalizar de forma melhor distribuída a corrente de ar da convecçãoforçada. Antes da colocação do enclausuramento a parte inferior dos radiadores (próxima aosventiladores) tinha uma troca de calor razoável, enquanto que a na parte superior dos trocadores decalor a temperatura era razoavelmente elevada. Esta distorção de funcionamento foiconsideravelmente reduzida. Isto significa que um enclausuramento corretamente projetado podemelhorar a troca de calor do equipamento.
O enclausuramento parcial apresenta porém algumas desvantagens. A principal está no fato que para ser efetivo quando a vizinhança se encontra muito próxima as paredes do sistema de controle deruído devem ser colocadas muito próximas. Isto significa que cada projeto é individual, por modelode transformador. Caso venha ser necessária uma troca por modelo diferente torna-se necessário aconstrução de um novo conjunto. Mesmo não sendo uma operação regular é ainda um problema.Existem ainda outras dificuldades de menor importância tais como maior dificuldade de acesso para
certas operações de manutenção, necessidade de manutenção da nova instalação (lubrificação dedobradiças, inspeção visual da estrutura, etc), sem contar que cada projeto requer um estudoespecífico e individualizado, e a montagem e fabricação devem ser acompanhadas caso a caso. Emalguns casos extremos a redução de ruído pode também não ser suficiente, em particular quando osreceptores estão “colados” à subestação. Considerando-se esta limitação como pertinente, o grupo de pesquisa envolvido neste trabalho começou a desenvolver técnicas de controle ativo. Este procedimento está em andamento e será discutido a seguir.
VOLTAR PRÓXIMO
4.2.2 Controle de ruído por técnicas ativas
O procedimento para a técnica de controle ativo baseia-se no conhecimento da resposta
2 0
EMAN –
15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 115/255
116
dinâmica das chapas externas dos trocadores de calor e do tanque. Isto significa que oconhecimento global do campo acústico é uma condição prévia para a análise do problema,sendo porém insuficiente para sua completa solução. A solução de controle ativo de ruído pode envolver o 6) controle ativo acústico na propagação sonora, e/ou 7) o controle ativovibro-acústico na estrutura. Para o caso de transformadores de grande porte em princípiodevem ser utilizadas as duas técnicas.
Embora o princípio básico de controle ativo de ruído tenha sido sugerido em 1933 naAlemanha, sua implementação só se tornou viável a partir de 1980. A idéia básica é a de
gerar um sinal de cancelamento secundário que se oponha ao sinal primário procedente dafonte geradora da perturbação. As dificuldades práticas para se atingir este objetivo não sãotriviais. Entre estas estão a necessidade de se atingir uma distribuição espacial precisa dosinal de cancelamento, a velocidade requerida para o processamento de sinais, a soluçãoótima para o processamento de sinais, apenas para citar alguns exemplos. O controle acústico(na propagação) em princípio só permite o controle em regiões espaciais bem específicas.
Isto significa que o controle unicamente através deste recurso não é muito adequado parauma subestação. Necessita-se então de uma atuação nas chapas irradiantes do transformador,uma vez que este controle estrutural permite resultados em todo o campo de resposta. AFigura 6 mostra esquematicamente um transformador dotado de sistema de controle ativo.
VOLTAR PRÓXIMO
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 116/255
117
Figura 7: Transformador com controle ativo As almofadas piezocerâmicas introduzem a perturbação de cancelamento nas paredes irradiantes
laterais. Os painéis ativos estão constituídas por chapas curvas acionadas por atuadores e funcionamessencialmente como alto-falantes operando ao contrário, isto é como absorvedores de potência acústica.Os microfones de erro fazem a amostragem para fornecer o sinal de erro para os controladores digitais. Osistema é todo controlado utilizando-se técnicas de controle digital.
Para se viabilizar o projeto deste sistema, o campo acústico próximo ao transformador deve ser conhecido detalhadamente e discretizado em elementos que permitam avaliação numérica (3). Uma dasmelhores maneiras de se fazer realizar este procedimento é se substituir o transformador por um cubo
imaginário, envolvendo o transformador, contendo em sua superfície dipolos acústicos (5). Este procedimento está no momento sendo também desenvolvido pelos autores do trabalho, estando ainda emfase inicial (3). Simultaneamente, a resposta dinâmica das chapas do transformador deve ser conhecidas.Considerando-se apenas as superfícies irradiantes, as faces inferior e superior do tanque podem ser eliminadas (3). O problema resultante para uma das condições de carregamento fluido-estrutura pode ser representado na forma da Figura 7, onde aparece o modelo de elementos finitos deste comportamento.Esta etapa do trabalho está sendo desenvolvida no momento pelos autores. Simultaneamente, outrosmembros da equipe estão trabalhando nos algoritmos de controle.
VOLTAR PRÓXIMO
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 117/255
118
Figura 7: Modelo de Vibração de Transformador (3) Na etapa seguinte está sendo preparado um teste em escala reduzida, que espera-se deverá
funcionar ainda este ano. Este teste tem como objetivo determinar diretrizes básicas para o modelo desimulação.
6.0 – CONCLUSÕESO problema do ruído acústico em subestações pode ser resolvido através de soluções ativas e
passivas. O enclausuramento parcial representa a técnica passiva mais interessante. Para tanto o problemaacústico deve ser analisado juntamente com o térmico, levando-se também em conta aspectos de
isolamento elétrico e manutenção. A solução por controle ativo apresenta vantagens, estando em fase dedesenvolvimento por uma equipe da qual fazem parte os autores. Espera-se que em um futuro próximo ocontrole ativo possa vir a se tornar uma realidade em subestações no Brasil.
Agradecimentos: O autor agradece à FAPEMIG pelo apoio recebido que muito contribuiu para a realização deste
projeto. Agradecem também a Leonardo Pavanello, Gia Kroeff e Vander Ferreira Rodrigues, por suacontribuição na primeira etapa do projeto. Agradecem ainda ao apoio da CEMIG na viabilização do
presente trabalho. PRÓXIMO
7.0 – Referências
(1) Rodrigues V. F., Medeiros E. B., Pavanello L., Mapeamento Preliminar de
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 118/255
119
( ) g , , , pEmissão Acústica em uma Subestação Elétrica Urbana, Anais do I CongressoIberoamericano de Acústica, Florianópolis,1998.
(2) Medeiros, E.B., Kroeff, G., Acoustic Modelling and Simulation of an UrbanSubstation, Proceedings of the 16th International Congress on Acoustics, Seattle, 1998.
(3) Bittencourt, J.B.P., Alvim, A.C., Medeiros E.B., Proposta de Desenvolvimentode Sistema de Controle Ativo de Ruído em Transformadores de Potência, RelatórioInterno, Departamento de Engenharia Mecânica da UFMG, 2000.
(4) Farias, A.P., Dellalo, S.D., Bistafa, S.R., Grimoni, J.A.B., A LegislaçãoAmbiental no Controle de Ruído em Subestações, Eletricidade Moderna, No 297, 1988.
(5) Qiu, X., Li, X., Hansen, C. L., A Decomposition of the Sound Field Radiated bya Large Transformer, Proceedings of the Internoise Conference, 1999.
VOLTAR
GESTÃO AMBIENTAL NA INDÚSTRIA CIMENTEIRAResumo O d i i id d i ã i i l d d i
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 119/255
120
O aumento da competitividade e a inserção internacional de seus produtos e serviços teminduzido organizações produtivas de diversos setores econômicos a certificação de sistemas degestão ambiental. No presente trabalho estudou-se o processo de Implantação do Sistema de
Gestão Ambiental - SGA com objetivo de certificação pela NBR ISO 14001 em uma empresa produtora de cimento. O diagnóstico ambiental revelou a existência de uma estruturaadministrativa para atender principalmente aos requisitos legais numa perspectiva reativa. Nestaanálise inicial, realizada em conformidade com as determinações da NBR ISO 14001 foramidentificadas algumas falhas tais como a inexistência de uma política ambiental definida, deestrutura de autoridades e responsabilidades e a inexistência de auditorias, fator primordial na busca de melhoria contínua. A fase de implantação do SGA foi marcada pela divulgação da política ambiental e pela correção das falhas, que culminou na certificação da organização pela NBR ISO 14001.
Palavras-Chave: Sistema de Gestão Ambiental, Indústria Cimenteira, Meio Ambiente.1. IntroduçãoA busca pela capacidade de permanecer e se desenvolver em mercados competitivos é um
fator impulsionador do desenvolvimento organizacional. O ambiente empresarial,constantemente alterado pelas exigências dos consumidores com suas necessidades e anseios,representa o ponto de partida para as tomadas de decisões em empresas que se preocupam coma sua competitividade. Dentre vários requisitos de qualidade tem-se observado uma crescentedemanda e atenção por parte dos consumidores aos produtos e serviços “ambientalmente corretos”, ou seja, aqueles que em sua concepção e produção tenham sido considerados,evitados ou mitigados os seus impactos ambientais.
PRÓXIMO
O setor industrial gera grande impacto ao meio ambiente devido principalmente, a suagrande capacidade de processamento de produtos e, por conseguinte, uma geraçãoigualmente ampliada de resíduos. Com o advento das políticas públicas para o meio ambiente
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 120/255
121
ge das normas certificáveis de sistemas de gestão da qualidade ambiental, organizações dediferentes setores econômicos passaram a buscar meios de garantir melhoria contínuatambém no que concerne aos aspectos ambientais.
A Indústria Cimenteira é caracterizada pela geração de impactos em toda sua cadeia de produção, desde a jazida de calcário até o seu processamento e comercialização. Ainobservância das conseqüências danosas ao meio ambiente compromete a imagem daorganização sob a ótica de vários grupos de interesse, tais como: clientes, acionistas,comunidade, organismos reguladores, sindicatos e Organizações não Governamentais -
ONG‟s.A implantação de um Sistema de Gerenciamento Ambiental – SGA e a certificação pela
NBR ISO 14001 devem, no entanto, ser precedidas de um processo responsável que conduzaa organização para um preceito básico da teoria da qualidade: a melhoria contínua.Destacam-se duas etapas comuns da implantação destes sistemas: o diagnóstico ambientalque aponta os impactos ambientais das atividades de uma empresa e a efetiva implantação do
sistema.O presente trabalho tem como principal objetivo o estudo da implantação do Sistema de
Gestão Ambiental e sua certificação através da norma NBR ISO 14001 em uma empresa produtora de cimento. De modo específico buscou-se compreender o diagnóstico ambiental eas atividades de implantação do sistema de gestão ambiental.
VOLTAR PRÓXIMO
2. Referencial Teórico2.1 EVOLUÇÃO DA QUESTÃO AMBIENTAL E POLÍTICAS PÚBLICASA preocupação e discussão das questões ambientais não são recentes tendo suas origens na década
de 40 com a fundação da União Internacional para a Proteção da Natureza – UIPN em 1948, Leis (1995).
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 121/255
122
Nesta mesma década destaca-se a Conferência Científica das Nações Unidas sobre Conservação eUtilização de Recursos ocorrida em 1949. Para este autor esta conferência: “representa o primeiro
grande acontecimento no surgimento do ambientalismo mundial”. Desde esta época o movimento
ambientalista se desenvolveu em vários níveis de discussão, refletindo a preocupação mundial emconferências sobre o assunto, dentre as quais se destacam a Conferência de Estocolmo em 1972 e aConferência das Nações Unidas sobre o Meio Ambiente e Desenvolvimento e o Fórum Global (Rio deJaneiro 1992).
As últimas décadas do século 20 apresentam um aumento das discussões sobre as questões relativasao meio ambiente. Esta situação se desenvolve em um cenário caracterizado pelo aumento do abismoexistente entre a realidade econômica e social dentro e fora das fronteiras nacionais. Permanecem as
diferenças entre os países chamados “desenvolvidos” e os “em vias de desenvolvimento”, sendo que acorrida pelo desenvolvimento destes últimos foi marcada pelo alto custo ambiental e social. Por outrolado os países chamados desenvolvidos mantêm a sua posição de grandes produtores, consumidores e poluidores até os dias atuais, situação atualmente sem perspectivas de mudança.
No Brasil segundo Menezes (1997), as políticas urbanas do Estado Novo na década de 30representam “o estabelecimento de novas bases estruturais para o país”. Nas décadas de 30 – 40observava-se o aumento da população residente na área urbana e um declínio nas áreas rurais, fato que
exigia uma preocupação com novas demandas de uma sociedade que se inseria em novos parâmetros deconsumo e que geraram novas necessidades de infra-estrutura. Ainda segundo este autor o país passou por um período de racionalização das políticas urbanas no período autoritário, e durante período chamado“Milagre Brasileiro” podia-se perceber a falta de relevância dos impactos ambientais nas políticas demodernização e industrialização. Segundo Gabeira (1987) Citado por Menezes (1997), alguns anúnciosdivulgados internacionalmente praticamente convidavam indústrias poluidoras a se instalarem no Brasil:“Bem-vindo à poluição, estamos abertos para ela. O Brasil é um país que não tem nenhuma restrição,temos várias cidades que receberiam de braços abertos a sua poluição, porque o que queremos são
empregos, são dólares para o nosso desenvolvimento...”. VOLTAR PRÓXIMO
O estabelecimento de políticas ambientais insere o Brasil definitivamente no rol de nações que buscamformas de controle e normalização da questão ambiental nos seus domínios. Segundo Milaré (1995), nadécada de 70 alguns estados brasileiros começaram a desenvolver leis e órgãos para o controle ambiental. A
líti bi t l b il i t hi tó i i ã d C lh N i l d M i A bi t
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 122/255
123
política ambiental brasileira tem como marco histórico a criação do Conselho Nacional do Meio Ambiente – CONAMA que no, entanto, segundo este autor se limitava apenas: “à observância das normas técnicaseditadas por este órgão”. Segundo: Acselrad (1996):
“O Conama foi instituído formalmente pela Lei n. 6938/81 enquanto órgão consultivo e deliberativodo Sistema Nacional de Meio Ambiente. Cabia a ele assessorar, estudar e propor à Presidência da Repúblicadiretrizes de políticas governamentais para o meio ambiente e deliberar sobre normas e padrões pelos quaiso meio ambiente condiciona a vida social”.
Ponto de inflexão na existência do CONAMA foi a Resolução 01/86 que estabelece diretrizes para aAvaliação de Impacto Ambiental – AIA. Nesta resolução que determina as atividades modificadoras do meioambiente passíveis de elaboração de AIA, bem como os critérios de sua elaboração, sendo definido em seuartigo primeiro o conceito de “impacto ambiental”:
“Qualquer alteração das propriedades físicas, químicas e biológicas do meio ambiente, causada por qualquer forma de matéria ou energia resultante das atividades humanas que, direta ou indiretamenteafetam: a) a saúde, a segurança e o bem estar da população; b) as atividades sociais e econômicas; a biota;as condições estéticas e sanitárias do meio ambiente; a qualidade dos recursos ambientais”. Barbieri (1995).
Apesar dos grandes avanços da política ambiental brasileira as AIA‟s, bem como os Relatórios deImpactos Ambientais – RIMA‟s como exigência para a execução de empreendimentos público e privados,carece ainda de envolvimento e legitimação social nas suas decisões:
“Ao contrário, porém, do que ocorre em outras instâncias abertas à participação de representaçõesda sociedade civil (orçamentos participativos e conselhos de saúde, por exemplo) as Resoluções do Conamavoltadas para a regulação do meio ambiente não se têm traduzido em obras e investimentos alimentados por verbas públicas, mas antes em normas sobre as maneiras de se fazer ou não fazer determinadas atividadesou diretrizes orientadoras da ocupação do espaço territorial. E os grandes projetos que constituem ainda oeixo das políticas territoriais do governo não são, via de regra, trazidos à discussão do Conselho,evidenciando, justamente, entre outros indicadores, o enfraquecimento do órgão enquanto instância política.” Acselrad (1996).
VOLTAR PRÓXIMO
Apesar desta disfunção, a participação do Estado é fundamental como poder regulador de interesses imediatistas e muitas vezes conflitantes:
“Nos últimos anos aprendemos que o mercado é uma instituição eficiente para resolver
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 123/255
124
Nos últimos anos, aprendemos que o mercado é uma instituição eficiente para resolver problemas de alocação de curto prazo. Os agentes econômicos freqüentemente tomamdecisões míopes, à base de comparações de custos e benefícios individuais (privados). Assim,
preferem ter benefícios no presente em vez de no futuro, e custos no futuro e não no presente. Negligenciam, dessa forma, em suas decisões, o custo futuro decorrente da degradaçãoambiental”. Proops (1997).
Corroborando estas considerações acerca da necessidade de uma posição do Estado(Cavalcanti, 1997: 38) afirma que:
“Políticas de governo para a sustentabilidade devem ser capazes de redirecionar o
curso dos eventos econômicos de tal maneira que as atividades que destroem capital natural ou dissipam recursos renováveis, perturbando os correspondentes ecociclos, sejam freadas. Por outro lado, as atividades que causarem pequenas perturbações ou que preservarem funções vitais de apoio do ecossistema devem ser mantidas ou promovidas. Odesenvolvimento sustentável deve assegurar que essas funções sejam transferidas sem danoàs futuras gerações”.
A evolução da questão ambiental no Brasil apresenta relação direta com os efeitosregulatórios de sua política ambiental, sendo conseqüência também de pressõesmercadológicas, e principalmente de setores organizados da sociedade, dentre os quais sedestacam as Organizações não Governamentais. Esta evolução impulsiona, sob pena demarginalização social, o repensar de práticas em organizações de diferentes finalidades, que jáconsideram a questão ambiental como variável intrínseca de planejamento, desenvolvimento econtrole de várias atividades humanas.
VOLTAR PRÓXIMO
2.2 COMPETITIVIDADE E GESTÃO AMBIENTALAtividades cotidianas das organizações produtivas são caracterizadas pela complexidade de
relações mantidas entre seus fornecedores, clientes e concorrentes. A capacidade empresarial de entender i i i l l f d l ã d fli d lh i d
2 0
EMAN –
15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 124/255
125
e interagir socialmente representa atualmente uma ferramenta de resolução de conflitos e de melhoria dosseus padrões de desempenho. Segundo Juchem (1995) a capacidade de uma empresa se manter, ampliar ou manter o seu mercado, atualmente está calcada sobre um tripé denominado trinômio da
responsabilidade empresarial: “responsabilidade, econômica, social, e ambiental”. Desta forma a preocupação com a questão ambiental deve ser tratada dentro do planejamento estratégico das empresasno intuito de atender a estas demandas.
Para Backer (1995) a empresa deve ser observada sob o enfoque sistêmico: “A empresa não é um
sistema que possa ou deva ser separado do ecossistema. Muito pelo contrário, ela é o lugar de
convergência e, muitas vezes de conflagração de contradições e conflitos entre grupos e pessoas com
interesses pelo menos parcialmente opostos”. Segundo este autor as empresas deverão assumir a cada diamais tarefas do que se refere à gestão ambiental nas áreas de marketing e vendas, produção, recursoshumanos, setor jurídico e financeiro e na área de pesquisa e desenvolvimento.
A compreensão de que a emissão de efluente constitui na eliminação de matérias-primas que foramadquiridas, transportadas, armazenadas e processadas com um custo intrínseco deve ser considerada no processo de gestão ambiental. Porter (1999) associa a questão da poluição a ineficiência produtiva.Segundo este autor a busca pelo aumento de produtividade através da inovação pode contribuir para o
aumento da eficiência da empresa: “O conceito de produtividade dos recursos proporciona uma nova maneira de abordar os custos
totais dos sistemas e o valor associado a qualquer produto. As ineficiências dos recursos são mais
evidentes na forma de utilização incompleta dos materiais e de controles deficientes de processos, que
resultam em desperdícios, em defeitos e no armazenamento de materiais desnecessários”.
VOLTAR PRÓXIMO
Para Jöhr (1994) a atitude empresarial deve ser real e consistente, de forma a enfrentar efetivamenteos problemas ambientais com os quais a empresa se relaciona:
“Tomar em consideração as demandas ambientalistas exige, pois, muito mais que uma políticacosmética: significa compreender o quanto as questões ecológicas envolvem seus negócios e podem
2 0
EMAN –
15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 125/255
126
cosmética: significa compreender o quanto as questões ecológicas envolvem seus negócios e podemcolaborar com seus lucros. Significa também, que ser “mais verde” não se limita a inventar novasembalagens descartáveis, mas sim administrar uma complexa cadeia de fatos inter-relacionados queenvolvem inúmeras etapas, desde a fabricação dos produtos da sua empresa até seus fornecedores,
clientes, empregados, a mídia e a comunidade onde está inserido, de modo a obter sinergia nosresultados”.
Segundo Juchem (1995): Sistema de Gestão ou Gerenciamento Ambiental é um instrumento com procedimentos semelhantes a qualquer nível gerencial de uma empresa moderna. Para este autor os principais objetivos da gestão ambiental são:
“Gerir as tarefas da empresa no que diz respeito a políticas, diretrizes e programas relacionadosao meio ambiente interno e externo da companhia; manter, em geral em conjunto com a área de segurança
do trabalho, a saúde dos trabalhadores; produzir, com a colaboração de toda a cúpula dirigente e ostrabalhadores, produtos ou serviços ambientalmente compatíveis; e colaborar com setores econômicos, acomunidade e os órgãos ambientais para que sejam desenvolvidos e adotados processos produtivos queevitem ou minimizem agressões ao meio ambiente”.
Pesquisar e desenvolver tecnologias limpas de produção são atividades atualmente muito difundidase praticadas por algumas empresas. No entanto, a maioria das empresas ainda não despertou para arealidade ambiental que as envolve, considerando a área ambiental um centro de custos, e de problemas
com órgãos ambientais. Segundo Fürstenwerth (1995): “Em grandes empresas esta pesquisa não éconsiderada tanto como um dreno em lucros, mas como uma oportunidade adicional para aumentar competitividade”. Segundo VANZOLINI (2000), a expressão Produção Limpa foi proposta pelaorganização ambientalista não-governamental Greenpeace, para representar o sistema de produçãoindustrial que levasse em conta:
VOLTAR PRÓXIMO
“a auto-sustentabilidade de fontes renováveis de matérias-primas; a redução do consumo de água eenergia; a prevenção da geração de resíduos tóxicos e perigosos na fonte de produção; a reutilização ereaproveitamento de materiais por reciclagem de maneira atóxica e energia-eficiente (consumo energéticoeficiente e eficaz); a geração de produtos de vida útil longa seguros e atóxicos para o homem e o
2 0
EMAN –
15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 126/255
127
eficiente e eficaz); a geração de produtos de vida útil longa, seguros e atóxicos, para o homem e oambiente, cujos restos (inclusive as embalagens), tenham reaproveitamento atóxico e energia-eficiente e; areciclagem (na planta industrial ou fora dela) de maneira atóxica e energia-eficiente, como substitutivo
para as opções de manejo ambiental representadas por incineração e despejos em aterros”.
A estrutura administrativa montada para o tratamento das questões ambientais está relacionada como tamanho e a complexidade de cada empresa. O processo de implantação de um SGA, segundo Moura(1995) é realizado cumprindo-se basicamente três grandes conjuntos de atividades:
“a) análise da situação atual da empresa. Verificar “onde estamos” no momento, no tocante aodesempenho atual da empresa quanto aos seus produtos, serviços prestados e sistemas de produção; b)estabelecimento de metas. Estudar as possibilidades físicas, materiais, recursos disponíveis e interesses daempresa expressos em sua política para definir “onde queremos chegar”; c) estabelecimento de métodos.
A palavra método tem sua origem grega que significa “caminho para se alcançar a meta”. Ou seja, oestabelecimento de métodos vai definir “como chegar”.
Ainda para este autor a ferramenta mais importante neste processo de implantação de um SGA é ociclo PDCA de Deming: (Planejar, realizar, verificar e atuar para corrigir). O uso desta ferramenta deveráser precedido do estabelecimento da política ambiental da empresa, de forma a orientar todo o processo deimplantação.
Um Sistema de Gestão Ambiental pode ser implementado, mantido e aprimorado através da
implantação da norma NBR ISO 14001. Esta norma apresenta um modelo de sistema de gestão ambientalcomposto das seguintes fases: Política ambiental; Planejamento; Implementação e operação; Verificação eação corretiva; Análise crítica pela administração. Estas fases formam um ciclo contínuo de avaliação ecorreção de políticas, objetivos e metas do sistema de gerenciamento ambiental, buscando através do efeitoda retro-alimentação de informações a melhoria contínua. A fase de planejamento inclui o levantamento deaspectos ambientais que são: “elemento das atividades, produtos ou serviços de uma organização que podeinteragir com o meio ambiente. Já o termo impacto ambiental é definido como:” qualquer modificação domeio ambiente, adversa ou benéfica, que resulte, no todo ou em parte, das atividades, produtos e serviços
de uma organização.” (NBR ISO 14001,1996:4).VOLTAR PRÓXIMO
3. Aspectos Metodológicos Esta pesquisa foi desenvolvida em uma empresa de capital fechado que tem por
objetivo básico a atuação na indústria extrativa de minérios, inclusive pesquisa e lavra. Al li d iã M t lú i d E t d d Mi G i d ã
2 0
EMAN –
15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 127/255
128
empresa localizada na região Metalúrgica do Estado de Minas Gerais opera com produçãoanual de aproximadamente um milhão de toneladas de cimento, sendo pioneira no lançamentode cimentos para aplicações especiais no Brasil.
O presente estudo foi desenvolvido através da abordagem qualitativa que segundoOliveira (1997) facilita a compreensão e classificação de: “ processos dinâmicosexperimentados por grupos sociais...”. Para Godoy (1995a): “A pesquisa qualitativa édescritiva e visa a compreensão ampla de do fenômeno que está sendo estudado”. O tipo de pesquisa utilizado foi o estudo de caso que segundo Godoy (1995b) é: “um tipo de pesquisacujo objeto é uma unidade que se analisa profundamente. Visa o exame detalhado de um
ambiente, de um simples sujeito ou de uma situação em particular”, ainda para esta autora:“O estudo de caso tem se tornado a estratégia preferida quando os pesquisadores procuram responder às questões “como” e “por quê” certos fenômenos ocorrem, quando há pouca possibilidade de controle dos eventos estudados e quando o foco de interesse é sobre fenômenos atuais, que só poderão ser analisados dentro de algum contexto de vida real”.
A coleta de dados foi realizada utilizando-se pesquisa bibliográfica; análisedocumental, bem como entrevistas com gerentes acerca do processo de implantação do SGA.A análise dos dados foi realizada através da confrontação entre aspectos preconizados pelaliteratura pertinente e o desenvolvimento efetivo do processo de implantação do Sistema deGerenciamento Ambiental - SGA.
VOLTAR PRÓXIMO
4. Diagnóstico de Ambiental O diagnóstico ambiental foi realizado observando-se cada um dos requisitos auditáveis da norma
NBR ISO 14001: política ambiental da empresa; aspectos ambientais, atendimento aos requisitos legais eoutros requisitos; objetivos e metas e programas de gestão; a estrutura de responsabilidade; treinamento,
i i ã ê i i ã d ã l d d l
2 0
EMAN –
15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 128/255
129
conscientização e competência; comunicação; documentação e controle de documentos; controleoperacional; preparação e atendimento a emergências; monitoramento e medição; não-conformidade eações corretivas e preventivas; registros; auditorias e análise critica pela alta administração.
A proposta de política ambiental da empresa elaborada pelo comitê corporativo ainda é discutida noâmbito gerencial, sendo divulgado apenas uma mensagem sobre desenvolvimento sustentável contida namissão da organização. A organização em estudo pertence a um grupo signatário da Carta deDesenvolvimento Sustentável da Câmara Internacional de Comércio – ICC, Programa corporativo sobredesenvolvimento sustentável (SEP - Sustainable Environmental Performance). A Política Ambiental proposta não está totalmente adequada aos conceitos estabelecidos pela norma e por não ter sido aindaaprovada pela diretoria sua divulgação ainda não se efetivou. Observou-se também que os compromissos
com a Carta da ICC e o SEP são de conhecimento restrito na empresa.Observou-se a existência de levantamento parcial de aspectos e avaliação de impactos ambientaisdas atividades da organização que se deve a determinações oriundas da sede Suíça. A gerência demanutenção procura identificar, de maneira sistemática, os aspectos e riscos ambientais envolvidos nasatividades operacionais, através do levantamento de todos os resíduos internos da fábrica e da mineração, bem como suas respectivas causas de geração. A metodologia de levantamento de aspectos ambientais, noentanto, não é descrita em procedimentos formais, com critérios de significância e com definição clara dos
desdobramentos práticos destas informações. Observou-se também que o levantamento de aspectos eimpactos não abrange os fornecedores de serviços e produtos, nem as situações anormais e de risco. A legislação municipal é observada através da participação de membro da empresa no
Conselho Municipal de Meio Ambiente - CODEMA. A organização está em dia com a legislaçãoambiental vigente, portando as licenças ambientais pertinentes. No entanto, não existesistemática que garanta o acesso e a atualização permanente da legislação ambiental e normasaplicáveis.
VOLTAR PRÓXIMO
Foram definidos pela coordenação de meio ambiente os objetivos e metas incluindo ações paraatendimento de exigências legais. Os objetivos estão relacionados a aspectos ambientais significativos evisam a melhoria contínua do desempenho ambiental e a prevenção da poluição. A priorização dosobjetivos e metas se baseia em exigências legais reclamações da comunidade situação dos competidores e
2
0
EMAN –
15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 129/255
130
objetivos e metas se baseia em exigências legais, reclamações da comunidade, situação dos competidores enecessidades internas detectadas em inspeções de rotina. Os objetivos e metas geram um plano de ação paracada função e nível pertinente, com definições de responsabilidade, orçamento e cronograma.
A organização constituiu um comitê corporativo para assuntos de meio ambiente. A definição deresponsabilidade e autoridade sobre meio ambiente, no entanto, não é suficientemente definida edocumentada através de procedimentos ou matriz de responsabilidades. Este estabelecimento está implícitonas atividades gerenciais de forma que os chefes de áreas são responsáveis pelas atividades técnicas e suarespectiva interface ambiental. A coordenação de meio ambiente relata à gerência o desempenho ambiental,visando uma análise crítica que viabilize as correções necessárias.
O Sistema de Garantia da Qualidade, já implantado, estabelece a realização do levantamento denecessidades de treinamento, no qual se inclui o tema meio ambiente. Os treinamentos sobre meio
ambiente, no entanto, não ocorrem de forma sistemática, com objetivos previamente estabelecidos eaferidos. Os empregados, em geral, não são conscientizados sobre a política ambiental da organização,responsabilidade individual, aspectos ambientais das suas atividades, situações de risco, emergência, econseqüências para o meio ambiente do não cumprimento dos procedimentos. Outro ponto carente demelhorias se refere à falta de treinamento dos funcionários terceirizados sobre suas responsabilidadesrelacionadas ao meio ambiente.
A comunicação com a comunidade externa, principalmente o contato com os órgãos ambientais, éatribuição da coordenação de meio ambiente. A interação existente com a comunidade acontece através da participação de seus membros em eventos promovidos pela organização. As reclamações da comunidadesão feitas à empresa, fato que demonstra a existência de um bom relacionamento entre as partes. Acomunicação interna apresenta deficiências pela inexistência de um canal de comunicação com o públicointerno sobre as questões ambientais, sendo que no jornal interno as matérias sobre meio ambiente sãoeventuais. As comunicações recebidas de partes interessadas são analisadas e respondidas, no entanto nãoestá formalizado o procedimento nem as responsabilidades para recebimento, análise e resposta. A posturade comunicação sobre meio ambiente se apresenta claramente reativa.
VOLTAR PRÓXIMO
Quanto ao requisito documentação e controle de documentos observou-se a existência de umsistema de padronização estabelecido com regras para emissão, aprovação e controle de documentos dosistema proveniente da certificação pela NBR ISO 9002. Existem procedimentos administrativos ei t õ d t b lh i d ã i l d d l f ê i à á bi t l
2
0
EMAN –
15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 130/255
131
instruções de trabalho, mas ainda não incluem, de modo geral, referências à área ambiental.
Controle operacional é realizado nos seguintes itens: qualidade do ar, água, resíduos, ruídos evibrações procedimentos e prevenção de riscos, manutenção e das atividades dos fornecedores. Apesar
deste controle algumas emissões atmosféricas ainda estão fora de controle; não existe plano demanutenção de fossas sépticas, há assoreamento de canaletas de drenagem pluvial e pequeno número dediques de contenção, caixas de separação e bacias de decantação, o pátio de matérias-primas não é pavimentado. A empresa também não exige de seus fornecedores de serviços e produtos o cumprimentodos requisitos legais pertinentes às questões ambientais, exceto no que se refere à detonação e aoscombustíveis.
No que concerne a preparação e atendimento a emergências observou-se a existência de equipe de primeiros socorros treinada, mas não estão sistematicamente identificados os riscos de acidentesassociados a todas as atividades e instalações. Não estão formalizados procedimentos preventivos nemações mitigadoras para as situações de emergência. As funções, responsabilidade e autoridades em casode emergência não estão suficientemente definidas. Não foram encontrados planos de simulaçõesabrangendo situações de emergência ambiental, brigada de emergência e os equipamentos para combate aincêndio são escassos.
O monitoramento das emissões atmosféricas, das emissões de efluentes líquidos e de ruídos evibrações na mineração é realizado de forma sistemática. Alguns equipamentos e instrumentos demonitoramento ambiental são objeto de plano de calibração. Verificou-se a inexistência de plano demonitoramento para a entrada de água, saída de efluentes, qualidade da água dos corpos receptores a jusante e a montante, nem do lençol freático. Falta ação sistemática para avaliar periodicamente oatendimento à legislação no que se refere aos efluentes hídricos.
VOLTAR PRÓXIMO
O sistema de manutenção contempla o registro e análise diária das ocorrências de anomalias nasdiversas áreas, com planos de ações corretivas. As questões ambientais não são consideradas, exceto deforma eventual, nos relatos de anomalias da rotina.
i bi i li d l i id i d i d
2
0
EMAN –
15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 131/255
132
Os registros ambientais analisados estão legíveis, protegidos contra avarias, deterioração ou perdae permitem rastrear a atividade envolvida. Os requisitos ambientais ainda são insuficientes parademonstrar seu funcionamento não estando sequer incorporados à sistemática e controle de registros do
sistema de garantia da qualidade.A análise critica para abordagem de questões ambientais é realizada de acordo com a sistemática
determinada pelo sistema da qualidade. A tomada de decisões se baseia em exigências legais e do órgãoambiental, reclamações da comunidade, situação dos competidores e necessidades internas detectadas eminspeções de rotina. O processo de análise crítica não atende as recomendações da NBR ISO 14001 principalmente pela ausência dos requisitos: política ambiental (ainda não formalizada), avaliação de não-
conformidades do sistema, e auditorias.
5. Implantação do Sistema de Gestão Ambiental - SGA
Após a análise de vários elementos do sistema de gestão existente e sua efetiva comparação comos elementos certificáveis através da ISO 14000 realizou-se uma revisão gerencial. A análise da situaçãoambiental da empresa e de seus impactos significativos no meio ambiente constituíram o ponto de partida
para a efetiva implantação do SGA. Estruturou-se o Sistema de Gestão Ambiental de forma conjunta aoSistema da Qualidade denominando-se Sistema de Gestão Integrada – SGI.
Política Ambiental. A alta administração da organização definiu a política ambiental que fornecea base para o estabelecimento de objetivos e metas do sistema, sendo implementada e divulgada paratodos os empregados e prestadores de serviços. A política ambiental é revalidada a cada reunião deAnálise Crítica estando disponível ao público.
VOLTAR PRÓXIMO
Identificação de aspectos ambientais. Foram estabelecidos procedimentos para a identificaçãodos aspectos ambientais das atividades da organização, produtos ou serviços que possam por ela ser controlados e sobre os quais presume-se que ela tenha influência, a fim de determinar aqueles que
2
0
EMAN –
15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 132/255
133
tenham ou possam ter impactos significativos sobre o meio ambiente. Foram desenvolvidos tambémtreinamentos para definição da Metodologia de Levantamento de Aspectos e Avaliação de ImpactosAmbientais.
Atendimento aos requisitos legais e outros requisitos. Contratou-se uma empresa especializadaem legislação ambiental através da qual a organização estabelece e mantêm procedimentos paraidentificar e ter acesso à legislação e outros requisitos por ela subscritos, aplicáveis aos aspectosambientais de suas atividades. Decidiu-se pelo uso desta consultoria nesta fase em função daespecificidade do assunto, sendo que em um segundo momento esta atividade deverá ser atribuída aosetor jurídico da organização.
Objetivos e metas e programas de gestão. A organização, através do Comitê Interno do Sistemade Gestão Integrado - SGI, estabeleceu objetivos e metas, desdobrados para cada nível e função pertinentes da organização. Ao estabelecer e revisar seus objetivos, a organização considera os requisitosde mercado e dos clientes, os requisitos legais sobre meio ambiente, seus aspectos ambientaissignificativos, suas opções tecnológicas, seus requisitos financeiros, operacionais e comerciais, bemcomo a visão das partes interessadas. A definição de itens de controle com objetivo de propiciar acompanhamento dos progressos em relação às metas proporcionarão informações para a análise críticada alta administração.
Autoridades e responsabilidades. A definição de autoridades e responsabilidades foi realizadade forma conjunta no âmbito do SGI. Para a liderança do SGA a alta administração nomeou um líder,que possui o conhecimento de todo o funcionamento da organização. As funções, responsabilidades eautoridades do pessoal que administra, desempenha e verifica atividades que influenciam a qualidade do produto e o meio ambiente foram documentadas nos procedimentos do sistema.
VOLTAR PRÓXIMO
Treinamento, conscientização e competência. Foram criados procedimentos para a identificaçãodas necessidades de treinamento para todo o pessoal que executa atividades que influem na qualidade do produto e que possam criar um impacto significativo sobre o meio ambiente. O procedimento estabeleceque os empregados e prestadores de serviços nas instalações das unidades estejam conscientes: a) da
2
0
EMAN –
15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 133/255
134
que os empregados e prestadores de serviços nas instalações das unidades estejam conscientes: a) daimportância da conformidade com as políticas, procedimentos e requisitos do SGI; b) dos impactosambientais significativos, reais ou potenciais, de suas atividades e dos benefícios ao meio ambiente
resultantes da melhoria do seu desempenho pessoal; c) de suas funções e responsabilidades em atingir aconformidade com a política, procedimentos e requisitos do SGI, inclusive os requisitos de preparação eatendimento a emergências; d) das potenciais conseqüências da inobservância de procedimentosoperacionais especificados.
Comunicação. A organização determinou procedimentos para comunicação interna entre váriosníveis e funções da organização, principalmente através de atividades de treinamento. Foramconsolidados procedimentos para recebimento, documentação e resposta a comunicações e reclamaçõesexternas, sendo que a comunicação externa de seus aspectos ambientais significativos será realizadamediante solicitação de partes interessadas.
Documentação e controle de documentos. A estrutura da documentação foi dividida em trêsníveis: Nível estratégico, ou primeiro nível (Manual); Nível tático, ou segundo nível (ProcedimentosGerenciais) e Nível operacional, ou terceiro nível (Instrução de Trabalho). A organização mantém ummanual do sistema que descreve os principais elementos do Sistema de Gestão Integrado, além de procedimentos para controle de documentos que digam respeito aos requisitos das Normas de Referência.
Controle operacional. Foram identificadas as operações e atividades associadas aos aspectosambientais significativos de acordo com sua política, objetivos e metas. Foram planejadas atividades,inclusive de manutenção, de forma a assegurar que sejam executadas sob condições específicas através:a) do estabelecimento e manutenção de procedimentos documentados, para abranger situações onde suaausência possa acarretar desvios em relação à política ambiental e aos objetivos e metas; b) da estipulaçãode critérios operacionais nos procedimentos; c) do estabelecimento e manutenção de procedimentosrelativos aos aspectos ambientais significativos pela organização, e da comunicação dos procedimentos erequisitos pertinentes a serem atendidos por fornecedores e prestadores de serviços.
VOLTAR PRÓXIMO
Preparação e atendimento a emergências. Estabeleceram-se procedimentos para identificar o potencial e atender a acidentes e situações de emergência, bem como para prevenir e mitigar osimpactos ambientais. Planos de emergência foram implantados, sendo divididos em internos que sãosituações combatidas somente pelo pessoal interno em área de influência restrita à fábrica, e externo
2
0
EMAN –
15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 134/255
135
ç p p ,quando é necessário convocar ajuda externa. Estes planos contém dentre outras informações: lista de pessoas-chave (engenheiro de segurança, gerente de fábrica, assessor de comunicação, etc.);organismos (bombeiros, defesa civil, etc.) a serem contatados (telefone e nomes de contato). Planos de
Emergência, ao contrário dos outros procedimentos do sistema, devem estar disponíveis através decópias em papel para sua pronta utilização.
Monitoramento e medição. São mantidos procedimentos para monitorar e medir, periodicamente, as características principais das operações e atividades que possam ter um impactosignificativo sobre o meio ambiente. Tais procedimentos incluem o registro de informações paraacompanhar o desempenho e o atendimento à legislação e regulamentos ambientais pertinentes. Ositens de controle ou itens de verificação devem ser objetivos, verificáveis e reprodutíveis.
Não-conformidade e ações corretivas e preventivas. Determinaram-se os procedimentos comdefinição de responsabilidade e autoridade para tratar e investigar as não-conformidades, adotandomedidas para mitigar impactos, para iniciar e concluir ações corretivas e preventivas. Os procedimentos para ação corretiva incluem: o efetivo tratamento de reclamações de clientes e de relatórios de não-conformidades de produto; investigação da causa das não-conformidades relacionadas ao produto, eregistro dos resultados da investigação; determinação da ação corretiva necessária para eliminar a causade não-conformidades; aplicação de controles para assegurar que a ação corretiva está sendo tomada ese é efetiva. Os procedimentos para ação preventiva devem assegurar que as informações relevantes
sobre as ações tomadas sejam submetidas à análise crítica pela administração.Registros. Os registros do sistema são mantidos para demonstrar conformidade com os requisitos
especificados pelas Normas de Referência (ISO – 9000 e 14000). São mantidos procedimentos paraidentificar, coletar, indexar, acessar, arquivar, armazenar, manter e dispor os registros do sistema.Todos os registros permitem rastrear a atividade, produto ou serviço envolvido; são legíveis,armazenados e mantidos de tal forma a serem prontamente recuperáveis, protegidos contra danos,deterioração e perda.
VOLTAR PRÓXIMO
Auditorias. Foram determinados procedimentos para planejamento e implementação periódica deauditorias internas, para verificar a conformidade do sistema com as disposições planejadas, os requisitosdas Normas de Referência, a devida implementação e manutenção, bem como sua eficácia. As auditoriassão programadas com base na situação atual e importância da atividade a ser auditada, bem como nos
lt d d dit i t i d d t d l i d d t d l t
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 135/255
136
resultados de auditorias anteriores, devendo ser executadas por pessoal independente daquele que temresponsabilidade direta pela atividade que está sendo auditada. Os resultados das auditorias sãoregistrados e levados ao conhecimento do responsável pela área auditada, que deve executar, em tempo
hábil, as ações corretivas.Análise critica pela alta administração. Periodicamente a alta administração da organização
deverá analisar criticamente o Sistema de Gestão Integrado. Através da análise dos resultados deauditorias do sistema a alta administração deverá posicionar-se sobre eventuais alterações na política,objetivos e outros elementos do sistema, sempre à luz das circunstâncias e do comprometimento com amelhoria contínua.
5. Considerações FinaisO diagnóstico ambiental revelou a existência de uma estrutura administrativa com objetivo
principal de atendimento aos requisitos legais numa perspectiva claramente reativa. As análises iniciaisidentificaram falhas marcantes tais como: a inexistência de uma política ambiental definida, de estruturade autoridades e responsabilidades, falta de sistematização nas análises de aspectos e impactosambientais, além da inexistência de auditorias, fator primordial na busca de melhoria contínua. As falhasdetectadas em cada requisito da NBR ISO 14001 foram sanadas na fase de implantação do SGA, que
ocorreu sob a forma de um Sistema de Gestão Integrada – SGI.A determinação da alta administração em prol da certificação pode ser considerada como o
principal fator impulsionador das atividades de implantação de um sistema de gestão ambiental. Ocomprometimento organizacional aliado a uma estrutura de consultorias propiciou a dinamização do processo de certificação. Desta forma através da certificação a organização atende a legislação ambiental,obtêm melhorias de desempenho e reconhecimento mercadológico de sua postura ambiental, fatores quecertamente contribuirão para o aumento de sua competitividade.
VOLTAR PRÓXIMO
6. REFERÊNCIAS BIBLIOGRÁFICAS ACSELRAD, H. Política ambiental e discurso democrático - o caso do conselho nacional de MeioAmbiente. XX Encontro Anual da ANPOCS. Caxambú, ANPOCS, Minas Gerais. Outubro de1996.22p.
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 136/255
137
AMATO, M. Normalização ambiental e a competitividade da indústria brasileira. In: ISO 14000: oimpacto nas empresas brasileiras. São Paulo: Qualitymark, 1997. p. 34-35.
BACKER, P.de. Gestão ambiental: a administração verde. Rio de Janeiro: Qualitymark. 1995. 252p.
BARBIERI, J. C. Avaliação de impacto ambiental na legislação brasileira. Revista de Administraçãode Empresas, São Paulo, v.35, n.2, p.78-85, mar./abr.1995
CAVALCANTI, C. Política de governo para o desenvolvimento sustentável: uma introdução ao tema ea esta obra coletiva. In: Cavalcanti, C. Meio ambiente, desenvolvimento sustentável e políticas
públicas. São Paulo: Fundação Joaquim Nabuco, 1997. p. 21-40.CICCO, F. de. ISO 9000 e ISO 14000: um casamento perfeito. In: ISO 14000: o impacto nas empresas brasileiras. São Paulo: Qualitymark, 1997. p. 15-16.
FÜRSTENWERTH, H. Industry & ecology in the context of sustainable development. In: Rogers, M.D. Business and the environment. New York: St. Martin, 1995. p242-268.
GODOY, A. S. Introdução à pesquisa qualitativa e suas possibilidades. Revista de Administração deEmpresas. São Paulo: v.35, n.2, p.57-63, mar./abr. 1995a.
GODOY, A. S. Pesquisa qualitativa: tipos fundamentais. Revista de Administração de Empresas. São Paulo: v.35, n.3, p.20-29, mai./jun. 1995b.
JÖHR, H. O verde é negócio. São Paulo: Saraiva, 1994. 191p.
VOLTAR PRÓXIMO
Empresas. São Paulo: v.35, n.3, p.20-29, mai./jun. 1995b.JÖHR, H. O verde é negócio. São Paulo: Saraiva, 1994. 191p.JUCHEM, P. A. Introdução à gestão, auditoria e balanço ambiental para empresas.
Curitiba: FAE/CDE. 1995. 105p.
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 137/255
138
pLEIS, H. R. Um modelo político-comunicativo para superar o impasse do atual modelo
político-técnico de negociação ambiental no Brasil. In: Cavalcanti, C. Meio ambiente,desenvolvimento sustentável e políticas públicas. São Paulo: Fundação Joaquim Nabuco, 1997. p.232-247.
MENEZES, C. L. Emergência e evolução da política ambiental urbana no Brasil: do Estado Novo à Nova República. Revista de Administração Pública. Rio de Janeiro: FGV, v.31, n. (1): 70-95. Jan/fev. 1997.
MILARÉ, E. Política ambiental brasileira. In: Tauk, s.; gobbi, n.; foresti, c.; lima,s.t. Análiseambiental: estratégias e ações. Rio Claro: Fundação Salim Farah Maluf, 1995. p. 15-18.
MOURA, L. A. A. de. Qualidade e gestão ambiental: sugestões para implantação dasnormas ISO 14000 nas empresas. São Paulo: Oliveira Mendes, 1998. 228p. NBR ISO14001, Sistemas de Gestão Ambiental – Especificação e diretrizes para uso. ABNT,
out 1996.OLIVEIRA, S. L. de. Tratado de metodologia científica: projetos de pesquisas, TGI, TCC,
monografias, dissertações e Teses. São Paulo: Pioneira, 1997. 320p.PORTER, M. E. Competição on competition: estratégias competitivas essenciais. Rio de
Janeiro: Campus, 1999, 515p.PROOPS, J.; FABER, M.; MANSTETTEN, REINER.; JÖST, F. Realizando um mundo
sustentável e o papel do sistema político na consecução de uma economia estável. In: Cavalcanti, C.Meio ambiente, desenvolvimento sustentável e políticas públicas. São Paulo: Fundação Joaquim Nabuco, 1997. p. 104-111.
VANZOLINI, FUNDAÇÃO. Prevenção de resíduos na fonte. Disponível emhttp://www.vanzolini.org.br/areas.desenvolvimento/produçãolimpa. 1998. Consultado em10/10/2000.OLTAR
MANUTENÇÃO CLASSE MUNDIAL
1 - INTRODUÇÃO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 138/255
139
Nos países do primeiro mundo, notadamente nos Estados Unidos, é bastante nítida a preocupação, que todos têm, em situar suas empresas no 1º quartil, ou seja, entre as empresas excelentes
ou melhores do mundo. Em consequência a área de manutenção dessas empresas procura também aexcelência. Não há empresa excelente sem que os seus diversos segmentos também não o sejam.
Apoiados nessa necessidade, a manutenção nas empresas norte americanas buscam a melhoria demodo constante utilizando, simplesmente, as melhores práticas que são conhecidas por todos nós. Mas,apesar de conhecermos todas essas melhores práticas verificamos que poucas empresas podemconsiderar sua manutenção como classe mundial. Não é exagero afirmar que no Brasil, hoje em dia,temos a maioria das manutenções com características de 3º Mundo.
A grande diferença entre as nações que obtêm excelentes resultados e o nosso país está num pequeno detalhe de enorme importância: eles conhecem e fazem, nós conhecemos e não fazemos.
2 - MANUTENÇÃO DE TERCEIRO MUNDO
Fazendo uma rápida análise do que encontramos em grande parte das manutenções em nosso país, podemos distinguir algumas características e algumas consequências, oriundas dessas características,que podem demonstrar o que seja uma Manuten;ão de Terceiro Mundo:
2.1 - Principais Características
• Alta taxa de retrabalho
• Falta de pessoal qualificado
PRÓXIMO
• Convivência com problemas crônicos• Falta de sobressalentes no estoque• Número elevado de serviços não previstos• Baixa Produtividade
Hi tó i d t ã i i t t ã fiá l
2 0 EMAN – 15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 139/255
140
• Histórico de manutenção inexistente ou não confiável.• Falta de planejamento prévio• Abuso de "gambiarras"• Horas Extras em profusão
· TOTAL FALTA DE TEMPO PARA QUALQUER COISA Essas características podem estar todas presentes na manutenção de uma determinada
empresa e, nesse caso, a situação merece uma melhoria global. É possível que em outras empresas,haja ocorrência de algumas dessas características no entanto elas serão o bastante para prejudicar os
resultados.
2.2 - Principais Consequências • Moral do Grupo sempre em baixa• Falta de confiança do(s) cliente(s)• Constante falta de gente ( Este costume ser o principal problema do gerente de manutenção do
3º
mundo)• Não cumprimento de prazos• Elevado número de equipamentos abertos (em manutenção)• Disponibilidade baixa• TMEF baixo• Perda de produção por problemas de equipamentos
• Manutenção predominantemente corretiva não planejadaVOLTAR PRÓXIMO
NÃO SE MEDE, NÃO SE ESTUDA, NÃO SE PLANEJA
3 - A MUDANÇA NO ENFOQUE
à à É
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 140/255
141
MANUTENÇÃO COMO FUNÇÃO ESTRATÉGICA
O quadro a seguir apresenta a mudança no enfoque da manutenção quando se compara ONTEMcom HOJE E O FUTURO.
EFICIÊNCI
A
EFICÁCIA
ONTEM Reparar o equipamento o mais rápido possível
HOJE / FUTURO
Manter o equipamento disponível paraoperar
Preocupação limitada à Manutenção Preocupação com aEmpresa
VOLTAR PRÓXIMO
As perguntas que o homem de manutenção deve se fazer, constantemente, são as seguintes:
O que a empresa necessita para atender o mercado de forma mais competitiva ?
O que a Manutenção pode oferecer para que a minha empresa consiga atender o mercado
2 0 EMAN – 15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 141/255
142
de forma mais competitiva ?
Algumas respostas, tão conhecidas de todos, vêm imediatamente à mente:DISPONIBILIDADE - Razão de ser da manutenção, deve ser alta.
CONFIABILIDADE - Os equipamentos devem ter alta confiabilidade.
CUSTOS - Devem ser adequados.
Logo a seguir mais 3 respostas podem ser acrescentadas às primeiras:
QUALIDADE
SEGURANÇA
MORAL
Percebe-se que essas respostas podem e devem se constituir em indicadores que a Manutençãodeve acompanhar e melhorar.
Indicadores servem para nos dizer onde estamos e permitir que definamos para onde queremosir.
Como a Manutenção é uma função estratégica dentro da organização, o seu desempenho afeta,diretamente, o desempenho da empresa. Logo, qualquer medida que implique em mudança rumo amelhoria deve ter ponto de partida na Gerência. A sustentação desse movimento será obtida pelo(a):
VOLTAR PRÓXIMO
a) Empenho da gerência - Isso deve ser visível para toda a organização e não sómente paraa manutenção;
b) Participação de todos - Nenhum programa pode ter sucesso sem isso.
c) Obtenção de melhorias À medida que as melhorias começam a aparecer atuam como
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 142/255
143
c) Obtenção de melhorias - À medida que as melhorias começam a aparecer, atuam comoinpulsionadoras e motivadoras da mudança.
d) Lucro com os resultados - Os lucros com resultados podem ser traduzidos por umagrande variedade de benefícios que passam pela permanência da empresa no mercado, manutenção doemprego, redução de chamadas em fins de semana e horários de descanso, maneira mais ordenada derealizar o serviço etc
4 - MANUTENÇÃO CLASSE MUNDIAL
4.1 - PREMISSAS
Uma vez assimilada a necessidade de mudança de enfoque fica claro que para Empresa comPerformance Mundial é necessária Manutenção Classe Mundial.
E como fazer para se atingir a Manutenção Classe Mundial ?
Normalmente a pergunta a essa resposta é a adoção ds melhores práticas de manutenção, as
quais serão relacionadas adiante. No entanto faz-se necessário entender e praticar dois fundamentos :a) Sair do estágio em que se encontra a manutenção, hoje, e alcançar a Manutenção ClasseMundial
b) Caminhar na direção dos melhores com velocidade compatível e se manter entre eles.
VOLTAR PRÓXIMO
DESENVOLVIMENTO DA MANUTENÇÃO
REATIVA CONTROLADORA INOVADORA CLASSE MUNDIAL
2 0 EMAN – 15 A 18 DE MAIO/01 MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 143/255
144
Se a Manutenção estiver no primeiro estágio - REATIVA, isto é, reagindo aos acontecimentos, elaestará praticando Manutenção Corretiva não Planejada. Nessa situação quem comanda a manutenção sãoos equipamentos. Nessa fase não se consegue inovar; não acontecem melhorias.
É preciso dominar a situação, controlar a manutenção para que se possa, a partir daí, introduzir asmelhorias tão necessárias. Assim é necessário, primeiro, CONTROLAR, poder analisar, diagnosticar e
prever quais serão os próximos passos, para depois INOVAR.Sómente depois dessas duas fases pode-se atingir a MANUTENÇÃO CLASSE MUNDIAL.
O segundo fundamento está relacionado com a necessidade de buscar a superioridade, ou seja, sair da igualdade para se colocar entre os melhores do mundo.
Num cenário de alta competitividade, os resultados das empresas e de seus segmentos devem ser cada vez melhores e a melhoria contínua é um objetivo de cada um.
VOLTAR PRÓXIMO
Se na nossa busca por essa superioridade mantivermos uma velocidade baixa, comum aempresas e manutenções de 3º mundo, jamais alcançaremos resultados que nos insiram no rol dasempresas e manutenções de classe mundial. É preciso promover uma ruptura com os métodos e coma velocidade atual e buscar ULTRAPASSAR o benchmark em um tempo menor. Ninguém vai ficar
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 144/255
145
p gnos esperando nessa corrida; todos estão competindo. O gráfico a seguir, mostra o que foi dito acima.
4.2 - MELHORES PRÁTICAS - MANUTENÇÃO CLASSE MUNDIAL Para nos situarmos num contexto de Manutenção Classe Mundial devemos fazer o seguinte:
1 - REVER AS PRÁTICAS DE MANUTENÇÃO ADOTADAS
a) Privilegiar a Manutenção Preditiva e Detectiva
b) Fazer Engenharia de manutençãoÍndices da indústria norte americana apontam para a seguinte relação de custo dependendo do
tipo de manutenção:
Tipo de Manutenção Custo
US$/hp/anoMANUTENÇÃO CORRETIVA NÃO PLANEJADA 17 a 18
MANUTENÇÃO PREVENTIVA 11 a 13
MANUTENÇÃO PREDITIVA 7 a 8
VOLTAR PRÓXIMO
a) Cortar serviços desnecessários para reduzir custos
Serviçosnecessários
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 145/255
146
Serviçosdesnecessários
É muito comum encontrar uma aplicação maior do que a necessária nos recursos na
manutenção. Serviços desnecessários consomem boa parte desses recursos e entre esses podemoscitar: excesso de manutenção preventiva, problemas de qualidade de mão de obra que geramrepetição de serviços e maior tempo na execução dos serviços, problemas tecnológicos e problemascrônicos, dentre outros.
2 - NOVAS POLÍTICAS DE ESTOQUE DE SOBRESSALENTES
Podemos incluir como condições desejáveis as seguintes ações:
• 100% de confiabilidade no controle de estoque
• Giro do estoque > 1 por ano
• Eliminação de materiais sem consumo
• Materiais e sobressalentes em consignação
• Parcerias estratégicas com fornecedoresVOLTAR PRÓXIMO
Já passou o tempo de ficar com os armazéns lotados de sobressalentes, significando umimobilizado elevadíssimo. É tempo de ousar adotar novas relações comprador fornecedor.
3 - SISTEMA DE GERENCIAMENTO DA MANUTENÇÃO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 146/255
147
3 SISTEMA DE GERENCIAMENTO DA MANUTENÇÃO A utilização de sistemas de gerenciamento da manutenção objetiva maximar a capacidade
produtiva através de melhorias no desempenho e vida dos equipamentos, para operar a baixo custo
por unidade produzida ou serviço prestado.• Isso é conseguido em consequência da:• Redução dos serviços em emergência• Aumento das horas produtivas• Redução das horas extras• Cobertura de 100% das Ordens de Trabalho
• Banco de dados com histórico dos equipamentos e ordens de trabalho• Planejamento pró-ativo (integrado - mão de obra, material, serviço de terceiros)
4 - PARCERIA OPERAÇÃO - MANUTENÇÃO
Para que a empresa atinja a excelência é necessária a melhoria em todas as áreas e isso só será
obtido pelo engajamento e colaboração de toda a equipe. Hoje não há espaço para comportamentosestanques e herméticos ultrapassados onde cada área era um mundo particular. A parceria operaçãomanutenção é fundamental nesse caminho e pode se dar através da formação de times em áreasespecíficas que podem ser utilizados para análise conjunta de: falhas, problemas crônicos,desempenho de equipamentos, planejamento de serviços e até na programação diária.
Essa prática promove, em consequência:
VOLTAR PRÓXIMO
• Essa prática promove, em consequência:• maior integração entre o pessoal• alto envolvimento no resultado final• maior compreensão, mútua, dos problemas e dificuldades
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 147/255
148
a o co p ee são, útua, dos p ob e as e d cu dades• respostas mais rápidas na solução de problemas• desenvolvimento de uma cultura aberta e honesta entre a operação / produção e a manutenção.
5 - CAPACITAÇÃO E POLIVALÊNCIAA crescente complexidade das plantas industriais aliada à necessidade de melhores índices vem
exigindo uma reformulação nos conceitos antigos de especialização e habilidades da mão de obra.Atividades que eram feitas por uma especialidade passaram a ser executadas, tambérm, por outrasespecialidades, com a mesma qualidade e, sempre em nome da qualidade e rapidez do serviço. Exemplo
típico na área de soldagem é o soldador que faz o passe de raiz, faz o líquido penetrante e os demais passes até completar a solda.As empresas buscam:
• Equipes enxutas• Domínio tecnológico - qualificação• Multi-especialização• Menor número de especialidades envolvidas
A melhor prática nesse campo é aquela obtida quando as funções são enriquecidas com tarefascomplementares, tanto no sentido de tarefas mais complexas quanto de tarefas menos nobres mas ambasimportantes para melhorar a execução do serviço. Nesse aspecto um mecânico além de suas tarefas dedesmontagem, medição, e montagem também executaria a limpeza e lavagem de peças, retirada ecolocação de instrumentos do equipamento, drenagem e colocação de óleo e usaria maçarico paraesquentar uma peça com interferência no eixo que deva ser desmontada.
Para que isso seja obtido é preciso TREINAR. VOLTAR PRÓXIMO
6 - T P M - MANUTENÇÃO PRODUTIVA TOTAL Junto com o 5S e a polivalência, o TPM pode ser considerado como prática básicana manutenção moderna. Muito utilizado em empresas de manufatura, o TPM deve ser adotado por outras indústrias.
P l TPM fi ã "D i h á i id " é d d l d
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 148/255
149
Pelo TPM a afirmação "Da minha máquina cuido eu" é adotada pelos operadoresque passam a dispensar ao(s) equipamento(s) uma atenção especial, coisa totalmente
diferente do descaso que se verifica em muitas indústrias hoje em dia. No bojo dessaatitude em relação às máquinas estão a observação do desempenho, a limpeza,organização e atividades de manutenção. À medida que os operadores executam tarefaselementares de manutenção, os mantenedores podem se dedicar a tarefas mais complexase atividades de análise e melhoria da planta. Veja quadro abaixo.
OPERADORES Executar tarefas de manutençãoLubrificação, regulares, engaxetamento, reaperto.
MANTENEDORES Executar tarefas com maior grau de complexidade ou dificuldade.
ENGENHEIROS Planejamento, projeto e desenvolvimento de equipamentos que "nãoexijam manutenção".
Para que isso aconteça é preciso TREINAR.
7 - TÉCNICAS DE ANALISE DE FALHAS
Para a obtenção do aumento da confiabilidade dos equipamentos instalados nas plantasindustriais é imprescindível a utilização de técnicas de análise de falhas. Quando a manutenção,através de seu pessoal ou em grupos multidisciplinares utiliza essas ferramentas, está praticandoEngenharia de Manutenção. Essas técnicas, básicamente, identificam a causa do problema,sugerem uma ação de bloqueio e solução dos problemas que impactam negativamente aconfiabilidade de equipamentos ou instalações.
VOLTAR PRÓXIMO
Dentre as técnicas de análise de falhas merecem destaque:• FMEA - Failure Mode and Effect Analysis - Análise do Modo e Efeito da Falha
• RCFA - Root Cause Failure Analysis - Análise da Causa Raiz da Falha
• MASP - Método de Análise e Solução de Problemas
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 149/255
150
• RCM - Reliability Centered Maintennce - Manutenção Centrada na Confiabilidade, tambémincluída aqui apesar de ser mais abrangente. No item a seguir será comentado um pouco mais da RCM,.
8 - RCM - Reliability Centered Maintenance
Manutenção Centrada na Confiabilidade
A RCM é um processo usado para determinar os requisitos de manutenção de qualquer item físicono seu contexto operacional. Para isso, o processo analisa o seguinte:
• Funções e padrões de desempenho
• De que forma ele falha
• O que causa cada falha
• O que ocorre quando acontece a falha
• O que pode ser feito para prevenir a falha
Como resultados, se obtém:• Otimização do programa de manutenção preventiva e preditiva
• Otimização do investimento feito nesses programas
• Aumento da disponibilidade o que permite aumento da produção.
VOLTAR PRÓXIMO
9 - TERCEIRIZAÇÃO A terceirização tem sido uma das estratégias empresariais para o aumento da competitividade.Verifica-se uma forte tendência à terceirização desde que as empresas perceberam que devem centrar seus esforços na atividade fim, ou seja no seu negócio. Um série de atividades, que não são atividadesfins da empresa, podem ser terceirizadas. Exemplos clássicos são as áreas de alimentação, vigilância,
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 150/255
151
usinagem, limpeza dentre outras. Existem empresas no mercado cuja atividade fim e vocação é fazer alimentação, vigilância etc, e normalmente o fazem bem melhor.
Nesse processo é preciso ter muito cuidado para não se fazer uma empreiterização que caracterizauma contratação mal feita, com firmas inidôneas ou sem a capacitação para execução dos serviços.A terceirização pressupõe:
• Parceria• Confiança• Ganhos Estratégicos
• Enfoque na Qualidade• Cooperação e Objetivos comuns
Quando isso é contemplado, ambos, contratante e contratada tem os mesmos objetivos e convivemnuma relação ganha-ganha . No caso da manutenção o objetivo de ambos será aumentar a disponibilidadeda planta, e ambos ganharão se isso for obtido, não interessando se a quantidade de serviços executadoscaiu. Afinal maior disponibilidade vai implicar em menor intervenção na planta.
10 - MELHORIA CONTÍNUASempre existe uma modo melhor de fazer as coisas. A melhoria contínua, também conhecida por
kaizen, deve ser uma preocupação constante das organizações e das pessoas. Essa melhoria atinge osmétodos, processos, pessoas, ferramentas, máquinas, enfim tudo que se relaciona com as nossasatividades no dia a dia.
A busca da melhoria tem que estar baseada nos indicadores e relacionados com os benchmarksVOLTAR PRÓXIMO
PARA ONDEQUEREMOS IR
?
2 0 EMAN – 15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 151/255
152
REFERÊNCIAS
• Livro Manutenção - Função Estratégica de Alan Kardec Pinto e Júlio Nascif Xavier, 1a edição 1998, editora Quality Mark - Rio de Janeiro - RJ
• NPRA Maintenance Conference - Nashville USA 1996
• Word Class Maintenance - National Manufacturing Week 1998 Chicago USA
BENCHM
ARK ONDE ESTAMOS ?
INDICADORES
VOLTAR
MANUTENÇÃO EM EQUIPAMENTOS ELÉTRICOSRESUMOO objetivo deste é o de analisar alguns aspectos e procedimentos relacionados com a manutenção
preventiva de equipamentos elétricos.
2 0 EMAN – 15 A 18 DE MAI O/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 152/255
153
1.0 - INTRODUÇÃO
A manutenção preventiva de qualquer equipamento elétrico, pode ser considerada como um dosramos da técnica que mais evolui na atualidade, pois se constitui em uma poderosa ferramenta para garantir o funcionamento continuo das instalações responsáveis pelo suprimento e aproveitamento de energiaelétrica.
A avaliação precisa dos custos envolvidos em qualquer tipo de interrupção de processo, principalmente, quando se trabalha com conceitos estatísticos, sem sombra de dúvida, resulta nanecessidade de implantação de programas de manutenção preventiva.
Neste caso, os objetivos principais são adequar a cada intervalo de tempo, as condições da instalação eseus equipamentos a um novo período ininterrupto de funcionamento. Isto permite reduzir os custos dos problemas intempestivos, que eventualmente ocorram durante os períodos de operação normal.
Observe-se que executar a manutenção preventiva de um equipamento não implica necessariamente naabertura, desmonte e remonte, nem ensaio do mesmo, mas na realização de uma série de procedimentos padrão. Estes, por sua vez, devem se basear nas características técnicas e operativas, normalmente,suportadas por estudos estatísticos.
Deste modo, inspeções de rotina, objetivando o levantamento de dados de corrente, tensão,temperatura e parâmetros capazes de indicar a existência ou evolução de problemas internos aoequipamento também se inserem dentro das práticas de manutenção preventiva.
O objetivo das inspeções visando a manutenção preventiva dos equipamentos elétricos é salvaguardá-los contra interrupções e danos através da detecção e eliminação de causas potenciais de defeitos.
Neste sentido, a manutenção periódica deve possibilitar muitos anos de operação livre de problemas.
PRÓXIMO

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 153/255
Corrente: O aquecimento de um equipamento elétrico depende de sua capacidade térmica. Ocontrole de sua temperatura de operação se reveste de elevada importância pois, quando o mesmo operaacima do nível máximo de temperatura permitido pela classe de isolamento, ocorre um decréscimo na suaexpectativa de vida. Por exemplo, um equipamento com isolamento classe B ou F, operando com 8 a 10
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 154/255
155
p p , q p , pºC acima de sua temperatura normal de trabalho, tem sua expectativa de vida reduzida à metade. Estesfatos reforçam a necessidade de um monitoramento adequado das condições de carregamento, ou seja, da
corrente de carga e da temperatura associadas, para evitar eventuais sobrecargas;
Tensão: A tensão aplicada a um equipamento deve ser monitorada de forma similar à corrente decarga. Sobre e subtensões, tensões desequilibradas e/ou com conteúdo harmônico são fatores que afetamo seu isolamento e o seu desempenho em muitos casos.
Limpeza: É importante que o equipamento fique isento de poeiras, teias de aranha, fiapos de algodão,óleo, ou seja, sujeira em geral. A sujeira cria uma camada nos enrolamentos e/ou carcaça diminuindo atroca de calor com o ambiente, além de reter umidade e provocar um curto-circuito, bem como, ser umelemento propagador de incêndios. Desta forma, é conveniente limpar externamente o equipamento e,logo após, as suas partes internas. Para tanto, usa-se ar comprimido seco e limpo, soprando-se o pó e osresíduos do seu interior. É importante certificar-se que todas as passagens de ar estão livres edesimpedidas.
Nas máquinas elétricas rotativas, também é interessante verificar-se:
Vibrações ou ruídos: Deve-se atentar para a ocorrência de vibrações anormais ou ruídos estranhos para máquinas rotativas em perfeito estado de funcionamento. Elas podem ser indicativos de problemasde origem elétrica e mecânica;
VOLTAR PRÓXIMO
Temperatura dos mancais: Para bom desempenho de suas funções a temperatura domancal de máquinas rotativas deve ser, no máximo, 800, 850 C. Assim, é conveniente verificá-laatravés de termômetro. Ressalta-se que, também neste caso, a vida útil diminui com atemperatura;
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 155/255
156
Superfície do estator e do rotor: Inspeção visual para determinar a presença de algumacontaminação ou ferrugem, bem como lascas, borbulhas e arranhões;
Naturalmente, quaisquer planos de inspeção devem ser determinados de acordo com anatureza critica ou não do funcionamento dos equipamentos.
3.0 – ANORMALIDADES EM EQUIPAMENTOS ELÉTRICOS
Um plano de manutenção preventiva deve conter um conjunto de medições tecnicamenteadequadas, as quais devem ser selecionadas entre uma grande variedade de alternativas, sendonecessário que se associe confiabilidade e custo com um programa de atividades compatíveis.Medições sofisticadas nem sempre propiciam resultados mais efetivos que os obtidos com testesrotineiros, porém, seus custos, tempo despendido e pesquisa para implementação são sempremaiores. Neste caso, a relação custo/benefício poderá ser muito alta. Inclusive, tais medições não
devem ser tão complexas que os resultados sejam de difícil análise e compreensão. Neste contexto, torna-se importante o conhecimento de estatísticas de falhas/defeitos e,
em especial, suas causas.
A titulo de exemplo, a figura 1 apresenta dados relativos aos problemas mais comunsde motores de indução trifásicos.
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 156/255
157
a) Origem de problemas [1] b) Causas mais comuns [2]
Figura 1 – Problemas em motores de indução trifásicos
Os resultados obtidos com estas análises, caso sejam determinadas condições insatisfatórias,devem ser cuidadosamente analisados para verificar em qual instante a manutenção corretiva deveser aplicada e, naturalmente, as medidas preventivas são endereçadas para as causas mais comuns defaltas dos equipamentos de uma certa instalação.
4.0 - PROTEÇÃO
A proteção adequada dos equipamentos elétricos pode e deve ser encarada como uma atividade
de manutenção preventiva, pois tende a evitar que eventuais problemas se avolumem ou danifiquemo equipamento. A análise de resultados na figura 1.b) mostra claramente este fato, para os motores deindução trifásicos, mas que são semelhantes para outros casos.
Grande parte dos elementos dos equipamentos requerem algum tipo de proteção para que ele permaneça em operação de forma segura e econômica ao longo do tempo e reduza a necessidadefutura de manutenção corretiva.
VOLTAR PRÓXIMO
Esta proteção pode ser executada através de alarmes luminosos ou sonoros ou pelo desligamento daalimentação antes que algum dano ocorra. Tais danos devem-se, basicamente, ao isolamento deteriorar-see furar, à falhas dos componentes mecânicos ou a ambos. Sendo assim, a maior ou menor proteção éfunção da importância da aplicação e condições de serviço.
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 157/255
158
5.0 - MANUTENÇÃO PREVENTIVA DO ISOLAMENTO ELÉTRICO
O sistema isolante representa um dos principais aspectos para o funcionamento de um equipamentoelétrico, sendo a sua vida útil considerada como a do próprio equipamento.
A vida útil de um isolamento sólido é compreendida como o tempo necessário para que seuselementos constituintes falhem ou seja, que sua força de tração reduza-se a determinadas percentuais dooriginal. Note-se que no final da vida, a isolação se apresenta frágil e quebradiça, com baixa resistênciamecânica.
Embora, os sistemas de isolamento de alguns equipamentos incorporem um fluído (por exemplo,óleo mineral em transformadores ou gás SF6 em disjuntores), o isolamento sólido (papel e vernizes) está presente em todos eles. Desta forma, é prática comum no meio técnico considerar-se que o envelhecimentodestes sistemas está associado com a resistência mecânica do segundo.
Por outro lado, a deterioração das propriedades isolantes de um material depende, de forma básica,de suas características físico-químicas e do regime de operação a que for submetido. Note-se que, como
citado anteriormente, muitos fatores podem afetá-los tais como a umidade, sujeira, agentes químicos,esforços dielétricos excessivos, danos mecânicos e a temperatura, entre outros.
É interessante observar que durante o processo de envelhecimento do papel, as suas propriedadesdielétricas praticamente não diminuem. Desta forma, um transformador envelhecido, por exemplo, serámais sensível aos esforços mecânicos, provenientes, principalmente, de curto-circuitos no sistema, apesar de poder apresentar boa isolação dielétrica. Nestes casos, a baixa resistência mecânica provocará umadiminuição dos espaçamentos dielétricos (falha mecânica), provocando a falha elétrica.
VOLTAR PRÓXIMO
Em função do exposto, a manutenção preventiva do isolamento é de fundamental importância.
No caso específico de máquinas rotativas, é necessário inspecionar todos os isolantes de bobina decampo quanto e trincas e indicações de superaquecimento.
Mas os principais pontos de manutenção de um isolamento de uma máquina são: limpeza
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 158/255
159
Mas, os principais pontos de manutenção de um isolamento de uma máquina são: limpeza,secagem, reenvernizamento e conservação.
A limpeza é o primeiro e mais importante quesito de manutenção do isolamento.A remoção de poeiras pode ser feita com um aspirador de pó ou com ar comprimido seco (com 29a 40 psi de pressão), porém o último apresenta a desvantagem de espalhar a poeira por outras máquinasao redor.
Sujeiras encrostadas entre as passagens de ar da máquina devem ser removidas com uma espátulade madeira ou de fibra. Não se deve usar pontas e raspadeiras metálicas, pois estas podem ferir oisolamento.
A limpeza de graxas e óleos deve ser feita com pano isento de fiapos embebido com um solventerecomendado, como o Varsol, a Benzina e o Tetracloreto de Carbono. O uso de solvente em excessoarruina o verniz que compõe o isolante; portanto, deve se usar a quantidade justa de solvente e emseguida enxugar com um pano seco.
O uso de solventes requer cuidados; os derivados de petróleo são inflamáveis e o tetracloreto decarbono, que não é inflamável, é muito tóxico (deve ser usado em lugares bem ventilados).
No caso de isolamentos contaminados pela água do mar ou com lama de inundações, estes devemser lavados com água doce (com pressão de 29 a 40 PSI), sendo necessária secagem posteriormente.
A secagem é a operação que tem por fim retirar a umidade ocasionalmente depositada ou absorvida pelo isolamento.
O método mais favorável é a aplicação de calor externo (lâmpadas infravermelhas ou aquecedoreselétricos), dentro duma estufa ou coberta de lona. Três cuidados são requeridos:
VOLTAR PRÓXIMO
a) Sempre deixar uma abertura no topo da coberta para permitir o escape do ar úmido. No caso daestufa, faz-se a extração forçada do ar (rarefaz a pressão melhorando a secagem).
b) Não aproximar muito as fontes de calor do isolamento para não carbonizá-lo (no caso delâmpadas cujo o feixe é dirigido, recomenda-se um afastamento de mais de 30 cm).
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 159/255
160
c) Temperatura do isolamento não deve ultrapassar 900C.
Outro método muito usual é o de fazer passar uma corrente elétrica pelos condutores do próprioequipamento, cuja fonte pode ser:
a) Alternada, proveniente de um autotransformador regulável.
b) Continua, gerada por uma máquina de solda elétrica.
c) Ou ainda, continua gerada pelo próprio equipamento cuja armadura é colocada em curto-circuito.
Esse é um método muito eficaz, pois o calor gerado por efeito Joule expulsa a umidade, de dentro para fora, do isolamento, embora seja aconselhável utilizá-lo para resistências de isolamento superiores a50 M medida a frio.
Entretanto, é necessário tomar alguns cuidados em sua aplicação, ou seja, a corrente circulante nãodeve ultrapassar o valor da corrente normal do equipamento. Assim, a temperatura não deve aumentar mais que 50C por hora (aquecimento muito rápido pode formar bolhas que danificam o isolamento). Atemperatura medida sobre o isolamento não deve passar de 80C.
O reenvernizamento dos isolamentos elétricos não deve ser executado freqüentemente pois, a cadavez, se adiciona uma camada de verniz à superfície do isolamento, fazendo aparecer rachaduras onde seacumulam sujeira.
O envernizamento só deve ser feito com a peça bem limpa e seca.
VOLTAR PRÓXIMO
O melhor método é mergulhar a peça, aquecida , num banho de verniz, demorando o temponecessário para a impregnação completa do isolamento. Em seguida deixá-la suspensa paraescorrimento do verniz. E, por fim, colocá-la para secar em uma estufa. No caso de não se ter estufadeve-se utilizar verniz de secagem ao ar. Os tempos e as temperaturas de secagem ao ar ou na estufa
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 160/255
161
dependem do tipo de verniz utilizado (estufa temperatura da ordem de 180 0C e tempo aproximado de24 horas).
Grandes armaduras são impregnadas à pistola, ou a pincel, pois não podem ser manuseadas para aoperação de mergulho. No primeiro caso deve-se proteger as partes vivas de cobre (comutador, anel,coletor, contatos), o eixo e os mancais com papel. Não sendo possível o uso de papel usa-se uma levecamada de graxa.
Durante o envernizamento deve-se ter sempre à mão um extintor, o ambiente deve ser bemventilado e usar máscara quando trabalhar com pistola.
Para transformadores, por outro lado, é necessário analisar se com uma certa freqüência se ofluído dielétrico e refrigerante (óleo) em operação está em boas condições de trabalho. Sendo assim, para que ele cumpra suas funções de maneira satisfatória, deve apresentar algumas características básicas, tais como:
a) Baixo teor de umidade, pois as partículas de água em suspensão diminuem suas propriedadesdielétricas;
b) Elevada resistência à oxidação, para evitar a formação de borras e ácidos;
c) Composição química tal que não altere as propriedades dos diversos elementos dotransformador;
d) Viscosidade suficientemente baixa para permitir grande mobilidade das partículas aquecidas,de forma a não prejudicar a transferência de calor;
e) Resistência elevada à inflamação, de forma a tornar mais segura a instalação elétrica.
VOLTAR PRÓXIMO
6.0 - MANUTENÇÃO PREVENTIVA EM OUTRAS PARTES
Outras partes componentes dos equipamentos merecem atenção quanto à manutenção preventiva,além das atitudes citadas anteriormente. Exemplificando para máquinas rotativas, tem-se:
P f d l d S i ã d d i á ã
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 161/255
162
Peças aparafusadas ou calçadas - Sua inspeção, de vez em quando, servirá para notar se estãotodas bem firmes e sem corrosão ou ferrugem. Atenção particular deve ser dada aos parafusos que
seguram os grampos de suporte dos cabos e de certos isolamentos;
Fundações e placas de apoio - Devem ser verificadas a sua rigidez e seu nivelamento, pois muitasvezes tais apoios podem ceder ou escorregar por efeito dos próprias trepidações do máquina;
Acoplamentos - O aperto e o alinhamento dos flanges de acoplamento devem ser verificados umavez por ano e sempre que a máquina sofrer algum impacto, elétrico ou mecânico, ou quando houver
deslocamento nos fundações; Cabos de ligação: Inspecionar quanto a sinais de superaquecimento, isolação deficiente ou avariamecânica. Certificar-se de que todos os terminais estão apertados.
Filtros de ar(se houverem): devem ser limpos regularmente, com intervalos que dependem dograu de impurezas do meio ambiente. A queda de pressão nos filtros deverá ser constantementeobservada, pois, caso ela ultrapasse o valor admissível, há o risco de diminuição do volume de ar e doefeito filtrante. A limpeza de filtros de malha grossa (filtros de metal) pode ser efetuada, com jatos de ar ou lavando o filtro com dissolventes. Os filtros finos (com capas de fibras) podem ser lavados em água(a uns 400C, contendo detergente normal para roupa fina), ou jatos de ar para limpá-los. Tratando-se de pó contendo graxa é necessário lavar com gasolina, tricloretileno ou água quente com aditivo P3. Evitar torcer ou escorrer o filtro. Todos os filtros devem ser secados depois da limpeza.
VOLTAR PRÓXIMO
7.0 - ENSAIOS EM EQUIPAMENTOSA manutenção preventiva em equipamentos elétricos compreende testes e a verificação da
montagem elétrica do sistema.
Convém ressaltar que existem controvérsias a respeito dos valores limites recomendáveis que
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 162/255
163
q p qdevem ser obtidos nos testes. Observa-se, entretanto, que o acompanhamento periódico e comparaçõesdos resultados ao longo do tempo são muito mais significativos que um simples valor isolado.
Deste forma, é conveniente que se mantenha um histórico dos vários equipamentos com osrespectivos resultados dos testes executados.
Os seguintes ensaios são úteis para um programa básico de manutenção, tomando-se comoexemplo os equipamentos de uma subestação.
VOLTAR PRÓXIMO
Observa-se que, antes de qualquer desligamento para manutenção, é de grande importância que sejaefetuada a análise de pontos quentes em ela utilizando-se de um termovisor.
8 0 PERIODICIDADE DOS ENSAIOS OPERACIONAIS
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 163/255
164
8.0 - PERIODICIDADE DOS ENSAIOS OPERACIONAIS
Os ensaios operacionais podem ser divididos em três grupos ou mais grupos, dependendo da filosofia
de manutenção adotada, de maneira a facilitar a execução dos mesmos, bem como o seu controle, como, por exemplo:
a) Ensaios operacionais anuais;
b) Ensaios operacionais qüinqüenais e,
c) Ensaios operacionais em equipamentos.
9.0 - PERIODICIDADE DE MANUTENÇÃOA Tabela 2 fornece uma sugestão de periodicidade de manutenção dos equipamentos de uma
subestação, a título de exemplo.
10.0 - ADEQUAÇÃO DAS EQUIPES DE MANUTENÇÃO
As equipes que realizam as inspeções que se constituem nos procedimentos de manutenção preventiva de equipamentos, excetuando-se as que podem ser realizadas pelos operadores, tais comomonitoramento de carga (corrente e tensão) e de temperatura, devem possuir um bom grau de familiaridadecom procedimentos e equipamentos específicos. Algumas das rotinas, a exemplo de termovisão, devem ser realizadas, por equipes independentes, responsáveis pela inspeção de todo um conjunto de equipamentos.Ensaios específicos de custo elevado, devem ter sua realização adequada a um critério de “custo x beneficio”, para não terem sua eficácia e utilidade posta em dúvida.
VOLTAR PRÓXIMO
Uma equipe mínima de manutenção deve ser composta por: Encarregado: Nível Técnico ou Superior
Coordenador e responsável técnico pela execução de todos os procedimentos e rotinas queconstituem a Manutenção Preventiva.
2 0 EMAN – 15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 164/255
165
ç
Mecânicos: Em número de dois, Nível Técnico
Responsáveis pela execução de todas os procedimentos e rotinas que envolvam predominantemente serviços de fundo, principalmente, mecânico, a exemplo de inspeções emradiadores;
Eletrotécnicos: Em número de dois, Nível Técnico.
Responsáveis pela execução de todos os procedimentos e rotinas que envolvam
predominantemente serviços de fundo, principalmente, eletrotécnico, a exemplo de inspeção em relés,ensaios de tensão aplicada, resistência de isolamento , rigidez dielétrica e cablagem, entre outros.
Deste modo, as funções e responsabilidade se encontram bem definidas e distribuídas. Convémressaltar que algum conhecimento interdisciplinar é extremamente adequado e deve ser estimulado. Osuporte necessário pode ser realizado por uma equipe externa parte da própria estrutura em função de umestudo acurado de custos envolvidos.
11.0 - QUANTIFICAÇÃO DE HOMENS HORA
A tabela 3 fornece, a título de exemplo, a quantidade de homens hora aproximada para a execuçãoapenas de ensaios operacionais nos equipamentos de uma subestação, não incluindo a eventual troca de peças.
VOLTAR PRÓXIMO
Quesito Homens Hora
Termovisão 5
Seccionadora 6
TP's de alta 2
TC's de alta 2
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 165/255
166
Disjuntor de alta 20
Pára-raios 2
Transformador 40
Disjuntor de baixa 16
TC's de baixa 3
Proteção 1/relé
Tabela 3 - Quantificação de homens hora
Na tabela 3 não está incluso o custo de aluguel de equipamentos e da análise cromatrográfica.
12.0 – PRECAUÇÕES
Antes de qualquer intervenção em equipamentos de um sistema elétrico, algumas precauções preliminares de segurança devem ser observadas, objetivando-se prevenir a integridade tanto do pessoalquanto dos equipamentos, ou seja:
a) Quando da realização de testes em equipamentos, estes deverão estarem bem sinalizados,delimitando-se a área de trabalho e de passagem;
b) Deverá ser utilizado somente ferramental adequado a cada tipo de tarefa;
c) Nunca executar sozinho, serviços próximos a circuitos energizados;
d) Certificar-se, através de inspeção visual, de que os equipamentos liberados para a manutenção
estejam totalmente desenergizados;VOLTAR PRÓXIMO
e) Cuidar para que todo o pessoal envolvido nos testes estejam munidos de dos EPI's necessários.
13.0 - CONSIDERAÇÕES FINAIS
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 166/255
167
Este texto apresentou os vários aspectos envolvidos na manutenção preventiva de equipamentoselétricos, exemplificando para casos específicos devido a extensão do tema.
Convém ressaltar que a correta contabilização dos problemas de qualquer equipamento elétrico só possui respaldo em valores estatísticos, que são os únicos capazes de manusear conceitos como taxa derisco, probabilidade de evolução para falha, que caso adequadamente utilizados resultam em procedimentos dotados de custos mínimos.
Aperfeiçoamentos tecnológicos, via de regra, quando de sua introdução podem vir a modificar
alguns dos pontos acima descritos, porém, sem sombra de dúvida, qualquer novo aperfeiçoamentotecnológico merece um acompanhamento mais detalhado pois podem vir a causar problemas até omomento não detectados que dependendo do caso podem apresentar ou não relevância, fato só verificadocom o passar do tempo e coleta, algumas vezes, exaustivas de dados.
REFERÊNCIAS BIBLIOGRÁFICAS
[1] Albrecht, P.F. et alli - "Assessment of the Realibility of Motors in Utillity Applications" -IEEE Trans. on En. Conv.. Vol. EC-2. n° 3.;
[2] Andreas, J.C. - "Energy - Efficient Electric Motors - Selection and Applications" - N. York -Marcel Dekker, Inc. – 1982.
VOLTAR
SISTEMAS DE CUSTEIO1 – INTRODUÇÃO
Em um ambiente de acirrada competição, a gestão econômica das empresas tornou-se bastantedinâmica e complexa exigindo maior atenção por parte dos gestores Por isso cada vez mais é
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 167/255
168
dinâmica e complexa, exigindo maior atenção por parte dos gestores. Por isso, cada vez mais, éimprescindível a utilização de relatórios capazes de informar com precisão de valor e tempo sobre os
custos das empresas (WERNKE, 1999). Nesse sentido, a contabilidade de custos normatizada pela legislação fiscal e societária vem
perdendo terreno para uma contabilidade gerencial capaz de produzir informações que auxiliem oAdministrador na tomada de decisões estratégicas, garantindo a sobrevivência e a competitividade daempresa.
Este pensamento de que um eficiente sistema de custos é fundamental para sobrevivência num
mercado competitivo tem feito parte do cenário das empresas e é consenso entre diversos autorescontemporâneos que tem trabalhado com estratégia, produtividade organizacional, dentre outrosassuntos. Esses autores, dentre eles PORTER (1985), salienta a importância dos custos como estratégias para competir em que diz “a vantagem de custos é um dos dois tipos de vantagem competitiva que umafirma pode possuir. Ele atribui a outra vantagem a diferenciação, mas, afirma que “os custos são de vitalimportância para as estratégias de diferenciação, pois uma empresa diferenciadora precisa manter os
custos próximos aos dos competidores”.Mas, os métodos de custeio atuais utilizados não têm condições para atender às expectativas das
empresas em relação ao fornecimento de informações precisas, no sentido de tomar decisões pois, amaioria dos sistemas de custos tradicionais ainda utilizam o rateio dos custos indiretos, provocando, namaioria da vezes, resultados arbitrários conforme JOHNSON & KAPLAN (1996).
VOLTAR PRÓXIMO
A análise desses autores mostra que a falha no processo de alocação dos custos indiretos seintensifica, principalmente, quando há a mudança, a partir dos anos 80, do processo de produçãorígida - produção em massa - para um processo de produção mais flexível, em que é utilizada amesma base produtiva para a fabricação de vários produtos diferenciados. Essa mudança faz com
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 168/255
169
p p ç p çque o volume de custos indiretos aumentem, provocando, assim, alocações excessivas de custos
em alguns produtos e reduções em outros, dificultando a tomada de decisões estratégicas, baseadas em custos.
Assim, surgem novos métodos de produção, a competição, a ênfase na automação e o pesorelativo do componente indireto ao custo, pela maior incidência de custos indiretos devem ser acompanhadas em sua evolução nos sistemas de custeio pois, em determinadas circunstâncias, ossistemas de custeio tradicionais apresentam distorções devido as arbitrariedades da escolha das
bases de rateio. Isso tem levado as empresas, na maioria das vezes, a vender produtos ou serviçoscom prejuízos em função do subcusteamento desses ou tem levado as empresas a perder negóciosdevido ao supercusteamento, dificultando assim as negociações.
Gradativamente, incorporam-se, nas discussões e na prática, sistemas de custeio voltado paraa tomada de decisões em que os sistemas de Custeamento Marginal e o ABC merecem destaque,uma vez que auxiliam os dirigentes para a tomada de decisões.
Desse modo, o presente trabalho teve por objetivo fazer uma discussão teórica dos Sistemasde Custeamento – Custeamento por Absorção, Custeamento Marginal, Custeamento ABC – demodo a apresentar as principais características de cada um, bem como suas vantagens edesvantagens no sentido de mostrar qual o sistema de custeio que melhor se aplica a realidadeestudada.
VOLTAR PRÓXIMO
2 – OS SISTEMAS DE CUSTEIO
2.1 - Custeamento por Absorção
De acordo com o CRC-SP (1992), no custeamento por absorção, todos os custos de fabricação,tantos os fixos quanto os variáveis, são alocados aos produtos fabricados em um dado período de tempo.
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 169/255
170
Por este método, os custos variáveis – material direto, mão-de-obra direta e Gastos Indiretos de
Fabricação variáveis - são alocados diretamente aos produtos e os custos fixos são apropriados aos produtos por meio de taxa de absorção de custos fixos, conhecidas como taxa de rateio
Cabe ressaltar que os critérios de absorção dos custos indiretos diferem pela base de rateioempregada para o cálculo da taxa de absorção. Assim, o critério adotado por uma empresa pode não ser conveniente a outra. Cabendo a cada organização proceder a uma análise dos seus componentes fixos evariáveis e, ainda, verificar quais os critérios que melhor relaciona esses custos com os produtos
Este sistema, diante de sua simplicidade, fornece base para o conhecimento do lucro total daempresa após fechamento da Demonstração do Resultado do Exercício e, consequentemente, do BalançoPatrimonial.
Martins (1996) explica a metodologia de aplicação do custeamento por absorção por meio de três passos básicos:
1º passo - Separação entre custo e despesas, uma vez que despesas não podem ser alocadas aos
produtos, pois pertencem ao período em que incorrem.2º passo - Apropriação dos custos diretos, por meio da identificação dos custos que estão
diretamente relacionados com os produtos.
3 passo - Apropriação dos custos indiretos, por meio de bases de rateio, já que estes custos não sãoidentificáveis diretamente aos produtos.
VOLTAR PRÓXIMO
Como vantagem deste sistema, podem-se destacar: a ) facilidade de implantação, pois bastaconhecer o valor dos custos e fazer com que os produtos os absorvam; b) em relação aos custeamentosmodernos, ele apresenta maior relação custo benefício, ou seja, é pouco custoso em relação aos demais;c) este modelo é aceito pela contabilidade fiscal e tributária.
Porém, a utilização de bases de rateio para alocação dos custos fixos aos produtos tem sidocriticada por muitos autores pois a apropriação por meio de bases de rateio tem levado a decisões
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 170/255
171
criticada por muitos autores pois, a apropriação por meio de bases de rateio tem levado a decisõesarbitrárias uma vez que, poderá levar ao supercusteamento de alguns produtos e ao subcusteamento de
outros.Segundo JOHNSON & KAPLAN (1995), a arbitrariedade do custeamento por absorção tem
intensificado com a mudança do paradigma de produção em massa para um novo paradigma centradono cliente e na tecnologia de qualidade e menor custo. De acordo com esses autores, a diferença básicados dois paradigmas de produção é que, enquanto no primeiro a quantidade de custos indiretos era pequena em relação ao montante dos custos diretos, no atual paradigma torna-se significativo e, muitasvezes em montantes maiores que o total dos custos diretos, influenciando diretamente nas decisões.
Como forma de reduzir a arbitrariedade provocada pelo sistema de custeamento por absorção, osadministradores vieram ao longo dos anos utilizando-se de critérios auxiliares para a tomada dedecisão. Dentre os critérios adotados, ressaltam-se os Sistema de Custeamento Marginal, Direto ouVariável e o Sistema de Custeamento Baseado nas Atividades - ABC.
2.2 - Custeamento Marginal, Direto ou Variável
De acordo com o CRC-SP (1992), ao longo do tempo, as empresas vem fazendo uso de ummétodo alternativo de custeio denominado Custeio Direto. Segundo esse método, somente os custosvariáveis de produção são atribuídos aos produtos fabricados.
A principal distinção de custos nesta sistemática é o tratamento dado aos custos fixos de produçãoque são considerados como custos do período, necessários para manter a estrutura de produção, quer os produtos sejam elaborados quer não.
VOLTAR PRÓXIMO
Segundo MARTINS(1996) e LEONE(1989), o custeamento marginal destina-se a auxiliar agerência no processo de planejamento e, consequentemente, na tomada de decisões. Tal afirmativa baseia-se no pressuposto que os custos variáveis são fixos por produto, a partir disto o produto queapresentar maior margem de contribuição total será o mais interessante para a empresa.
Assim, de acordo com LEONE(1989), para a implantação do custeamento marginal faz-senecessário a classificação dos custos em fixos e variáveis a qual não é necessária no custeamento por
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 171/255
172
necessário a classificação dos custos em fixos e variáveis, a qual não é necessária no custeamento por absorção, e ainda é preciso discernir os custos em diretos e indiretos, tal como é feito no custeamento
por absorção.Este sistema de custeamento se apresenta como um instrumento interessante de tomada de
decisão, no que se refere a margem de contribuição, evidenciando o produto que apresenta a maior diferença entre a receita de vendas e o custo variável. Parte do princípio de que o volume de produçãoe venda multiplicado pela margem de contribuição é que são responsáveis por amortizar os custos fixose, ainda, por proporcionar um lucro, à medida que a empresa operar acima do seu ponto de equilíbrio. O ponto de equilíbrio consiste no ponto em que as receitas iguala-se as despesas dentro das empresas.
SANTOS (1990), menciona diversas vantagens da adoção do custeamento marginalespecialmente para as empresas do setor comercial. Entre elas podem ser citadas:
a) A margem de contribuição ajuda a administração a decidir que produtos devem merecer maior esforço de venda ou ser colocados em planos secundários;
b) A margem de contribuição é essenciais para auxiliar os administradores a decidirem se umsegmento de comercialização deve ser abandonado ou não;
c) O conhecimento da margem de contribuição pode ser usado para avaliar opções que secriam com respeito a reduções de preços, descontos especiais, campanhas publicitárias especiais e usode prêmios para aumentar o volume de vendas; as decisões deste tipo são realmente determinadas por uma comparação dos custos adicionais, visando ao aumento na receita de venda. Normalmente quantomaior for o índice de margem de contribuição, melhor será a oportunidade de promover vendas. Quantomais baixo o índice maior será o aumento do volume de vendas necessário para recuperar oscompromissos de promover vendas adicionais.
VOLTAR PRÓXIMO
a) A margem de contribuição auxilia os gerentes a entenderem a relação entrecustos, volume, preços e lucros, levando a decisões mais sábias sobre preços.
LEONE (1997), ressalta a importância do custeio variável em empresas que trabalham com
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 172/255
173
( ) p p qvariedade de produtos diferentes, principalmente quando se trabalha por ordem de produção.
De acordo com ele, uma vez que o conceito determina que cada produto tenha seus próprioscustos diretos e variáveis, surge a margem de contribuição total ou unitária por produto. Assim, aadministração fica sabendo qual o produto que tem maior contribuição relativa e absoluta.
Porém, esse método tem sido criticado por muitos autores em virtude de exercer a maior partedo controle nos custos e despesas variáveis. LEONE (1997), aponta algumas desvantagens do método:
a) No novo paradigma de produção há um aumento significativo dos custos fixos em relação
aos custos variáveis, o que não justifica um custeamento que vise o controle apenas dos custosvariáveis;
b) Os resultados do custeio variável não devem substituir informações decorrentes de outroscritérios;
c) As informações do custeio variável são bem aplicadas em problemas cujas soluções sãode curto prazo.
Apesar das desvantagens apontadas, o custeamento marginal, se bem trabalhado, pode ser considerado como um importante instrumento de tomada de decisões. Tudo depende do objetivo daempresa em relação às informações de custos pois, de nada adianta uma gama de informações se osgestores não conseguem utilizá-las.
VOLTAR PRÓXIMO
2.3 - Custeamento Baseado em Atividades - ABC O Custeamento ABC ( Activity Based Costing ) surgiu como um método de atribuição dos custos
indiretos aos produtos e serviços por meio das atividades.
Este sistema concorda com os sistemas tradicionais na alocação dos custos diretos, mas é críticono que diz respeito ao rateio dos custos indiretos Para os autores da linha do ABC o rateio dos
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 173/255
174
no que diz respeito ao rateio dos custos indiretos. Para os autores da linha do ABC, o rateio dossistemas tradicionais é feito de forma bastante aleatória e ocasiona registros irreais, ou seja,
subcusteando alguns produtos e supercusteando outros, dificultando a tomada de decisões.De acordo com estes autores, os recursos de uma empresa são consumidos por suas atividades e
não pelos produtos que ela fabrica.
Segundo NAKAGAWA (1994), os produtos surgem como conseqüência das atividadesconsideradas estritamente necessárias para a fabricá-los ou comercializá-los. Assim, a finalidade dosistema ABC consiste em apropriar custos às atividades executadas pela empresa e, então, apropriar deforma adequada as atividades aos produtos.
De acordo com MARTINS (1996) e LEONE (1997), o custeamento ABC tem como principaiscaracterísticas:
a) Centra seus esforços na busca da análise mais ampla e profunda das atividades meio e atividadesfim;
b) Aloca os custos e despesas fixas em atividades;
c) Utiliza direcionadores de custos para atribuir os custos, alocados nas atividades, aos produtos.
MARTINS (1996), explica a metodologia de cálculo do Custeamento ABC por meio de quatroetapas:
a) Identificação das atividades relevantes - Nesta primeira etapa, todas as atividades da empresadevem ser levantadas e, ainda, devem ser analisadas a relevância de cada uma.
VOLTAR PRÓXIMO
b) Atribuição de custos às atividades – Nesta etapa deve ser feito uma identificação dos custoscom as atividades relevantes. Esta atribuição dos custos às atividades podem ser feita por meio daalocação direta (quando existe uma identificação clara com as atividades, como por exemplo, aidentificação da depreciação diretamente com o imobilizado a que pertence); Rastreamento (quandoocorre uma relação de causa e efeito entre os custos e as atividades, como por exemplo, o rastreamento
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 174/255
175
do custo do salário do supervisor com o tempo de dedicação em cada produto); e Rateio (quando não háuma identificação direta e nem há possibilidade de estabelecer uma relação de causa e efeito para utilizar o rastreamento como por exemplo, o rateio do aluguel para as atividades);
c) Identificação e seleção dos direcionadores de custos – Nesta etapa, são identificados osdirecionadores que melhor estabeleçam a relação dos custos das atividades com o produto.
b) Atribuição dos custos das atividades aos produtos – Nesta etapa são atribuídos os custos dasatividades aos produtos por meio de direcionadores de custos.
Por meio dessa metodologia de cálculo percebe-se que o custeamento ABC reúne potencialapreciável de evolução, enquanto busca identificar e custear funções, processos, atividades, tarefas eoperações em ordem hierárquica. Tem como premissa básica que, por meio dele, os custos indiretos sãotratados como se fossem diretos, através da análise de suas atividades.
Porém, o custeamento ABC, em sua forma mais detalhada, pode não ser aplicado na prática emvirtude de exigir um número excessivo de informações gerenciais, que podem inviabilizar sua utilização
pois, o custo e a manipulação detalhada teria que justificar seu benefício (COGAN, 1997).CATELLI&GUERREIRO(1995) listam algumas deficiências do sistema ABC. Segundo eles:
a) O ABC não viabiliza a tomada de decisões, quanto a preços, pois estes são ditados pelomercado, através da lei da oferta e procura;
b) Não leva em consideração a análise marginal obtida pelo custeamento variável.
VOLTAR PRÓXIMO
b) O ABC não eliminou por completo o rateio de custos fixos. Esse rateio podetrazer alto grau de subjetividade;
c) O ABC não atende, em somatório de suas desvantagens, à legislação tributária,onde só é aceito, para fins fiscais, o custo por absorção;
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 175/255
176
d) O ABC é muito dispendioso na sua implantação, pois até o funcionário do mais
baixo nível hierárquico precisa ser treinado, no que tange ao preenchimento de relatórios de fatosocorridos;
e) Por fim, a informação só é útil quando leva à ação, isto é, à tomada de decisão para corrigir desvios, ou seja, de nada adianta uma gama enorme de informações, por meio dosistema ABC, se, os gestores, não conseguem utilizá-las;
Outra crítica feita por vários autores é que um sistema de custos mais sofisticadonecessitaria de estrutura, base, avanços gradativos e mudanças na cultura organizacional daempresa. Assim, “um país em que a maioria das pequenas e médias empresas sequer possuem umsistema de custeio, torna-se difícil caminhar diretamente para um custeio por atividades” (BERNARDI, 1997; ROCHA, 1995).
BERNARDI (1997), sugere que o método de custeamento por absorção seja utilizado como
um primeiro passo para avanços futuros no sentido de um sistema de custeamento ABC, pois oimportante é ter um sistema de custos capaz de fornecer informações precisas e detalhadas emtempo de custos, seus elementos, composição e tratamento, para que as diversas variáveis deordem econômica sejam corretamente consideradas e a decisão seja de boa qualidade.
VOLTAR PRÓXIMO
3 – CONCLUSÃO E SUGESTÃOConclui-se que em um ambiente de extrema competição em que empresas buscam diferenciais
competitivos sob a forma de reduções de custos e diferenciações em produtos e serviços torna-se primordial a adoção de sistemas de custeio que melhor retrata a realidade da empresa estudada.
Assim, novos métodos de produção surgem com acirrada competição e a ênfase na automação e
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 176/255
177
Assim, novos métodos de produção surgem com acirrada competição e a ênfase na automação eo peso relativo do componente indireto aos custos, pela maior incidência dos mesmos fazem com que
as empresas busquem estratégias de sobrevivência e competitividade. Para o desenvolvimento dessasestratégias é necessário que conheçam os custos e despesas minuciosamente, bem como os fatores querealmente causam suas variações.
Mas, os métodos de custeio tradicionais, baseado no custeio por absorção, por exemplo, vemsendo criticados, principalmente quanto ao cálculo dos custos indiretos e alocação dos mesmos aos produtos devido a arbitrariedade na escolha das bases de rateio. Essas bases são escolhidas com certa
subjetividade levando ao supercusteamento ou subcusteamento de alguns produtos ou serviços.Logo, métodos alternativos estão sendo desenvolvidos para apurar e calcular os custos, tais
como, o Custeamento Marginal e o Custeamento Baseado em Atividades, uma vez que aquele visacontrolar os custos variáveis dos produtos, contribuindo para a tomada de decisões de curto prazo taiscomo: quanto produzir e vender; retirada de produtos de linha; efeitos na variação do preço; efeito nolucro dada uma variação na receita de vendas; análise da relação custo-volume-lucro e cálculo do ponto de equilíbrio. Porém este método é criticado em virtude, principalmente, de não exercer ocontrole sobre os custos fixos.
Enquanto que o Custeamento ABC identifica os custos das atividades e dos processos e permiteuma visão mais adequada para a análise da relação custo/benefício de cada uma dessas atividades e dos processos. Nesse sentido, permite o levantamento do quanto se gasta em determinadas atividades,tarefas e processos que não agregam valor ao produto ou serviço. Essa metodologia deve levar emconsideração os custos de implantação e de coleta de informações.
VOLTAR PRÓXIMO
Desse modo, percebe-se que todos os sistemas possuem pontos positivos e negativos, e, ainda, quenenhum deles seja completo o suficiente para fornecer todas as informações necessárias para a tomadade decisão, ficando difícil definir o melhor sistema de custeamento. Tudo depende do tipo de informaçãonecessária e da circunstância, pois de nada adiantaria uma gama de informações se o tomador dedecisões não souber interpretá-las. O fundamental seria que a empresa tivesse sempre um sistema de
t t fl í l fi i t i i t d i f õ á i t i d
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 177/255
178
custeamento flexível suficiente que propiciasse todas as informações necessárias tais como: margem decontribuição de cada produto e total pelo custeio variável; custo de produção de cada produto pelo
custeio por absorção, de preferência com o rateio dos custos indiretos de fabricação pelo ABC e somade custo global (custos e despesas) de cada produto pelo sistema ABC.
4 – BIBLIOGRAFIA
BERNARDINI, J. Política e formação de preço: uma abordagem competitiva, sistêmica eintegrada. São Paulo: Atlas, 1996
CATTELI, A.; GUERRERO, R. Uma análise crítica do sistema ABC – ACTIVITY BASEDCOSTING. In Revista Brasileira de Contabilidade, nº 91, 1995, p. 16-23.
COGAN, S. Modelos de ABC/ABM. Rio de Janeiro: Qualitymark, 1997.
CONSELHO REGIONAL DE CONTABILIDADE (SP). Curso de Contabilidade gerencial. SãoPaulo: Atlas,1992.
JOHNSON, H.T; KAPLAN, R.S. A relevância da contabilidade de custos. Rio de Janeiro:Campus, 1996,
LEONE, S. G. S. Custos: Planejamento, Implantação e Controle. São Paulo: Atlas, 1989.
LEONE, S. G. S. Curso de Contabilidade de Custos. São Paulo: Atlas, 1997.
MARTINS, E. Contabilidade de Custos. São Paulo: Atlas, 1996.
NAKAGAWA, M. Gestão estratégica de custos. São Paulo: Atlas, 1994
VOLTAR PRÓXIMO
PORTER, M. Competitive advantage. Nova York: Free Press, 1985.
ROCHA, W. Custeio Baseado em Atividades: mitos falácias e possíveis verdades. In RevistaBrasileira de Contabilidade, nº 91, 1995, p. 16-23.
SANTOS J d Análise de custos: um enfoque gerencial com ênfase para custeamento
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 178/255
179
SANTOS, J. d. Análise de custos: um enfoque gerencial com ênfase para custeamentomarginal. São Paulo: Atlas, 1990.
WERNER, R. Relatórios Gerenciais para empresa varejistas com ênfase na margem decontribuição: In Revista Brasileira de Contabilidade, Brasília DF, nº 119, v28.
VOLTAR

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 179/255
1 - Introdução
A partir dos anos 80 a pesquisa em sistemas rotativos tornou-se, no meio acadêmico, uma preocupação. Até então esta era tratada somente em motores alternativos e eixos de navios através deotimizações empíricas dos parâmetros no sentido de atenuar ou eliminar excitações vibratórias torcionais.Estas técnicas são hoje conhecidas por controle passivo. As máquinas eram de grande porte, pesadas ,lentas e exigiam alterações no projeto para a adaptação da nova forma que na maioria das vezes adicionara
2 0 EMAN – 15 A 18 DE MAIO/01 MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 180/255
181
massas ou inércias ao sistema original, ou ainda impunham um superdimensionamento aos eixos quetransmitem torque tornando-as ainda mais pesadas e lentas, comprometendo assim o rendimento e aqualidade das máquinas com conseqüente aumento dos custos operacionais e queda da produtividade.
A nova preocupação acadêmica surgiu em virtude da exigência de uma tecnologia moderna, com oadvento da informática propiciando enormes e rápidos avanços nos diversos segmentos tecnológicos taiscomo periféricos da indústria informática, aero-espacial e comunicações. Estes avanços provocaram praticamente uma avalanche de desenvolvimento das demais áreas, alterando inclusive o perfil tradicionalda Mecânica o que, aliado aos conhecimentos de outras áreas como por exemplo a eletrônica, definiu umanova linha para a Mecânica hoje denominada Mecatrônica.
Esta evolução imediatamente contribuiu com o aperfeiçoamento do desempenho de equipamentosoriginalmente puramente mecânicos como, nas aplicações automotivas, transmissões inteligentes ousupensões ativas, que hoje são bastante conhecidas apesar de ainda não serem encontradas nos veículos deuso cotidiano. Outros novos sistemas começam a surgir como as estruturas inteligentes que envolvem o usode atuadores piezoelétricos ou sistemas eletro-magnéticos. Os novos conhecimentos da Mecânicatrouxeram grandes benefícios no aperfeiçoamento dos sistemas mecânicos assegurando melhor desempenho, com sistemas mais leves e maiores velocidades, desenvolvendo sistemas controladoseletronicamente com a denominação de controles ativos. A evolução das sub-áreas no entanto não se faz por igual, dependendo muitas vezes da atração que determinadas linhas de pesquisas exercem sobre asinstituições.
A análise e o controle de vibrações torcionais em sistemas rotativos encontram-se nesse meio. Apesar de representar uma importante ferramenta para a análise e diagnósticos de sistemas rotativos, a vibraçãotorcional constitui uma linha ainda praticamente não explorada, tanto no país como no exterior, onde todo o
trabalho de viabilidade das soluções técnicas ainda necessita ser feito.VOLTAR PRÓXIMO
Dentre as pesquisas realizadas a partir da década de 80 é marcante a participação de pesquisadores japoneses no sentido de atender às necessidades tecnológicas da industria local, principalmente nossetores siderúrgico e automobilístico. Contudo, em geral as pesquisas têm desenvolvimentos isolados,isto é, estudos de casos específicos e sem continuidade. O avanço lento das pesquisas em vibraçõestorcionais se dá principalmente pelas dificuldades de transmissão e coleta dos sinais próprios de eixosgirantes devido à deficiência de instrumentação até o momento desenvolvida
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 181/255
182
girantes devido à deficiência de instrumentação até o momento desenvolvida.
2 – Fundamentos Teóricos sobre a Vibração Torcional
Um disco circular é preso à extremidade de uma barra, cujo eixo geométrico passa pelo centro do
disco e é perpendicular ao plano deste. Quando a extremidade da barra é presa rigidamente, o
dispositivo denomina-se pêndulo de torção. Se determinado momento externo fizer girar em torno do
eixo geométrico, de modo a torcer o eixo, sendo depois liberado, o disco efetuará uma rotação
oscilatória em torno do eixo geométrico, denominada vibração torcional.
Chamando de I o momento de inércia do disco em relação ao eixo de rotação e o ângulo de
rotação medido a partir da posição de equilíbrio, a equação diferencial do movimento será:
T I (1.1)
onde T é o torque, em relação ao eixo geométrico, das forças externas que atuam sobre o disco, sendonecessário considerar apenas a reação elástica do eixo sobre o disco. Dentro do limite elástico do
material do eixo, esse torque é proporcional ao ângulo de torção , podendo escrever:
t k T (1.2)
VOLTAR PRÓXIMO
onde k t é denominada constante de rigidez torcional do eixo, e representa o torque necessário para produzir um ângulo de torção igual a um radiano. O sinal negativo indica que, para a rotação do disco
no sentido positivo, o eixo exerce sobre o disco um conjugado de reação elástico T em sentido
contrário. No caso de um eixo cilíndrico, a relação entre o momento de torção e o ângulo de torção é
dada por:
2 0 EMAN – 15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 182/255
183
(1.3)
onde L é o comprimento do eixo, G o módulo de elasticidade ao cisalhamento e
(1.4)
é o momento de inércia polar da seção transversal circular do eixo. Comparando as expressões 1.2 e
1.3 conclui-se, que no caso de um eixo de seção circular,
(1.5)
GJ TL
32
4d J
L
GJ k t
Substituindo 1.2 em 1.1, tem-se
(1.6) t k I
VOLTAR PRÓXIMO
então
(1.7)
mas,
I
k t
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 183/255
184
(1.8)
que representa a freqüência natural do sistema, logo,
(1.9)
A solução geral desta equação diferencial pode ser escrita sob a forma:
(1.10)
onde C 1 e C 2 são constantes arbitrárias.
Em situações práticas, encontram-se freqüentemente dois corpos (discos) de revolução presos às extremidades de um eixo, sobre mancais, conforme a figura abaixo.
Fig. 1 - Eixo com dois discos de revolução
2
n
t
w I
k
02 nw
t wC t wC nn sencos 21
VOLTAR PRÓXIMO
Aplicando aos corpos dois torques iguais e contrários, o eixo sofre torção e, se os torques foremretirados repentinamente os corpos vibrarão torcional e livremente a uma certa freqüência natural.
Desprezando os atritos nos mancais, verifica-se que os dois corpos, durante essas vibrações, estarão
sempre girando em sentidos opostos, i.é., a quantidade de movimento angular do sistema, em relação
ao eixo de rotação, no instante inicial, é nula, porque os discos estão em repouso. O momento das
forças externas em relação ao mesmo eixo será nulo desde que os centros de gravidade dos discos
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 184/255
185
forças externas, em relação ao mesmo eixo, será nulo desde que os centros de gravidade dos discos
estejam sobre o eixo de rotação. Neste caso o coeficiente de variação da quantidade de movimento
angular do sistema, em relação à linha de centro do eixo, deve ser nulo. Portanto, se inicialmente era
nula essa quantidade de movimento angular, continuará nula, condição que só pode ser satisfeita se os
discos estiverem em repouso ou em movimento sempre em sentidos contrários. Se I 1
e I 2
forem os
momentos de inércia dos discos, as velocidades angulares no instante t, a quantidade de movimento
angular do sistema em relação ao eixo de rotação, para ser nula, exige que:
(1.11)
logo,
(1.12)
02211 I I
1
2
2
1
I
I
VOLTAR PRÓXIMO
isto é, as velocidades angulares são de sinais opostos e inversamente proporcionais aos momentos deinércia dos respectivos discos. Os deslocamentos angulares dos discos de suas posições de equilíbrio
estão na mesma relação que suas velocidades angulares. Daí decorre que deve existir uma seção
transversal do eixo que não sofre deslocamento angular durante essas vibrações, conhecida como
seção transversal neutra do eixo ou simplesmente nó. Portanto, o nó ficará à distâncias dos discos
i t i i t d i é i A di tâ i d t i i ã d
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 185/255
186
inversamente proporcionais aos seus momentos de inércia. As distâncias que determinam a posição do
nó, podem ser obtidas pela condição de que devem ser iguais os períodos de oscilação das duas partesdo sistema. A freqüência natural desse sistema é determinada por:
(1.13)
A equação da freqüência natural de um sistema com g graus de liberdade é da forma:
(1.14)
As raízes da equação 1.14 são, em geral, complexas apresentando pares conjugados e, cada um desses
pares corresponde a um modo natural de vibração.
Para determinar estas freqüências naturais, pode-se recorrer a:
a) métodos numéricos convencionais, que requerem a determinação prévia do modelo matemático;
b) métodos que dispensam o cálculo dos coeficientes da equação, entre os quais, o método de Holzer;
c) método da matriz de transferência que é uma extensão do método de Holzer, utilizando a álgebra
matricial, calculando além da freqüência natural, a velocidade crítica e os modos de vibração;
d) métodos experimentais utilizando o sinal de saída como referência e aplicando a transformada
rápida de Fourier (FFT).
21
21
I I
I I k w t n
0......1
22
22
12
12
2
on
g
n g
g
n g
g
n bwbwbwbw
TAR PRÓXIMO
3 – Metodologia Utilizada Os eixos quando transmitem torque, agem como molas torcionais, além da flexão. Quando há
variação cíclica no torque transmitido podem aparecer vibrações torcionais forçadas que, dependendo dasfreqüências naturais do sistema poderão causar ressonância, caso em que o eixo poderá oscilar emamplitudes suficientemente elevadas para produzir falhas ou comprometer a qualidade no processo de
2 0 EMAN – 15 A 18 DE MAIO/01 MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 186/255
187
fabricação.
Para a medição em questão, uma ponte completa de extensômetros elétricos foi instalada no elementoelástico, cujos sinais elétricos são transmitidos por contato através de anéis e escovas coletoras, jáamplificados, e o circuito eletrônico gira solidário ao eixo flexível.
3.1 – Instrumentação Implementada
Foram utilizados quatro extensômetros elétricos instalados no eixo flexível em arranjo de pontecompleta de Wheatstone, de modo que dois extensômetros opostos sofrem tração e, os outros dois sofremcompressão.
Para o arranjo em questão a saída dos sensores foi transmitida já amplificada com um ganho Aatravés de um circuito eletrônico embarcado no eixo monitorado, podendo-se afirmar que a tensão de saídaé:
(3.1)
Após a preparação adequada da superfície do elemento elástico foram colados dois pares ortogonais,diametralmente opostos, de extensômetros, formando 45 com a geratriz. Os extensômetros são da marcaKYOWA, modelo KFG-2-350-D2-11, indicados para cisalhamento.
AVk V inout
VOLTAR PRÓXIMO

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 187/255
a) b) verificar as tensões de alimentação;c) equilibrar a ponte;
d) anular “off -set” de saída;
e) ajustar o ganho.
2 0 EMAN – 15 A 18 DE MAIO/01 MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 188/255
189
j g
3.4 - Análise das Unidades do Deslocamento Torcional
O sinal de saída da ponte informa o nível de vibração torcional em unidades elétricas, ou seja,volts. A fim de transformar o deslocamento torcional em unidades do Sistema Internacional, radianos,ou mesmo em unidades usuais como medida de graus, torna-se necessária uma conversão da unidade dosinal original. Esta conversão é feita com base na teoria da resistência dos materiais, dados de projeto e
instrumentação da ponte de extensômetros (Khater,1992). Assim
(3.2)
de acordo com a Equação 1.2,
logo, chega-se a:
(rad) (3.3)
out
in
pV
AkV1D
EJ2T
t k T
out
t in
pV
Ak kV D
EJ
1
2
VOLTAR PRÓXIMO
onde:E: módulo de elasticidade linear do aço;
J p: momento de inércia polar da seção transversal do eixo flexível;
D: diâmetro externo do eixo flexível;
2 0 EMAN – 15 A 18 DE MAIO/01 MENU
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 189/255
190
: coeficiente de Poison;
k: fator de sensitividade do extensômetro (gage factor);
Vin: tensão de alimentação da ponte;
A: ganho do sinal da ponte;
k t: constante de rigidez torcional do eixo flexível;
Vout: tensão de saída da ponte.
Foi monitorado o eixo que transmite torque do motor elétrico para a caixa de pinhões e queapresenta as seguintes dimensões:
Comprimento: 2430mm;
Diâmetro externo: 560mm (aproximadamente);
Diâmetro interno: 32mm (aproximadamente);
Verificou-se que o eixo apresenta variações de diâmetros (interno e externo) ao longo do seu
comprimento. O diâmetro interno foi medido pela Acesita, utilizando ultrasom.
VOLTAR PRÓXIMO
Empregando-se as constantes recomendadas para o aço, pode-se obter:[graus] (3.4)
out0.0793V
2 0 EMAN – 15 A 18 DE MAIO/01 2 0 EMAN – 15 A 18 DE MAIO/01 MENU
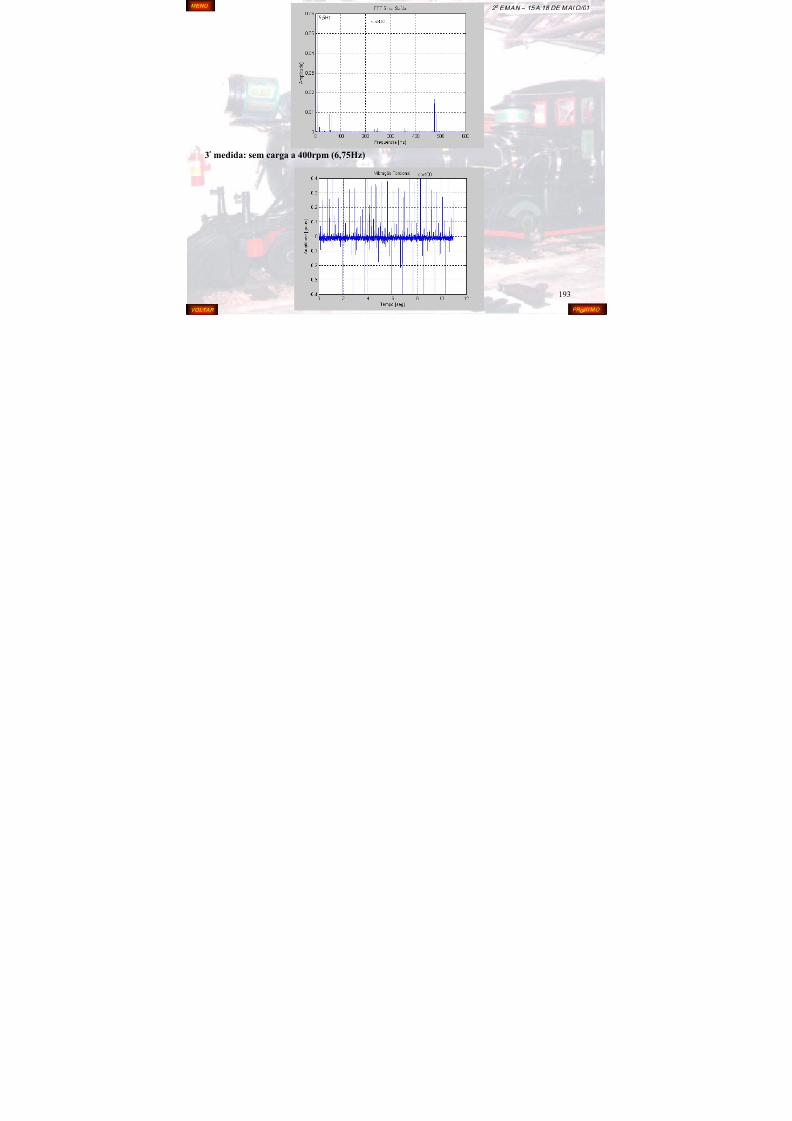
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 190/255
191
4 – RESULTADOS
4.1- Primeiro teste: Sem carga
1ª medida: sem carga a 200rpm (3,75Hz)
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAI O/01 MENU
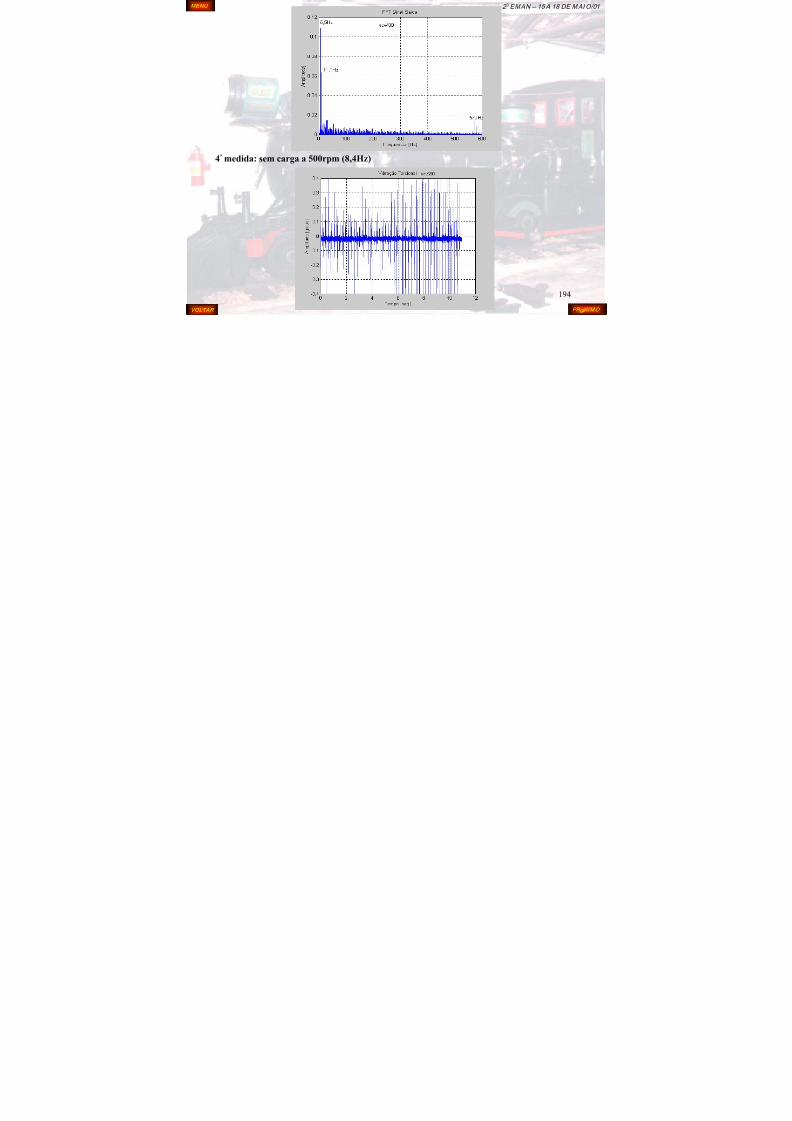
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 191/255
192
2ª medida: sem carga a 300rpm (5,5Hz)
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAI O/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 192/255
193
3ª medida: sem carga a 400rpm (6,75Hz)
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAI O/01 MENU
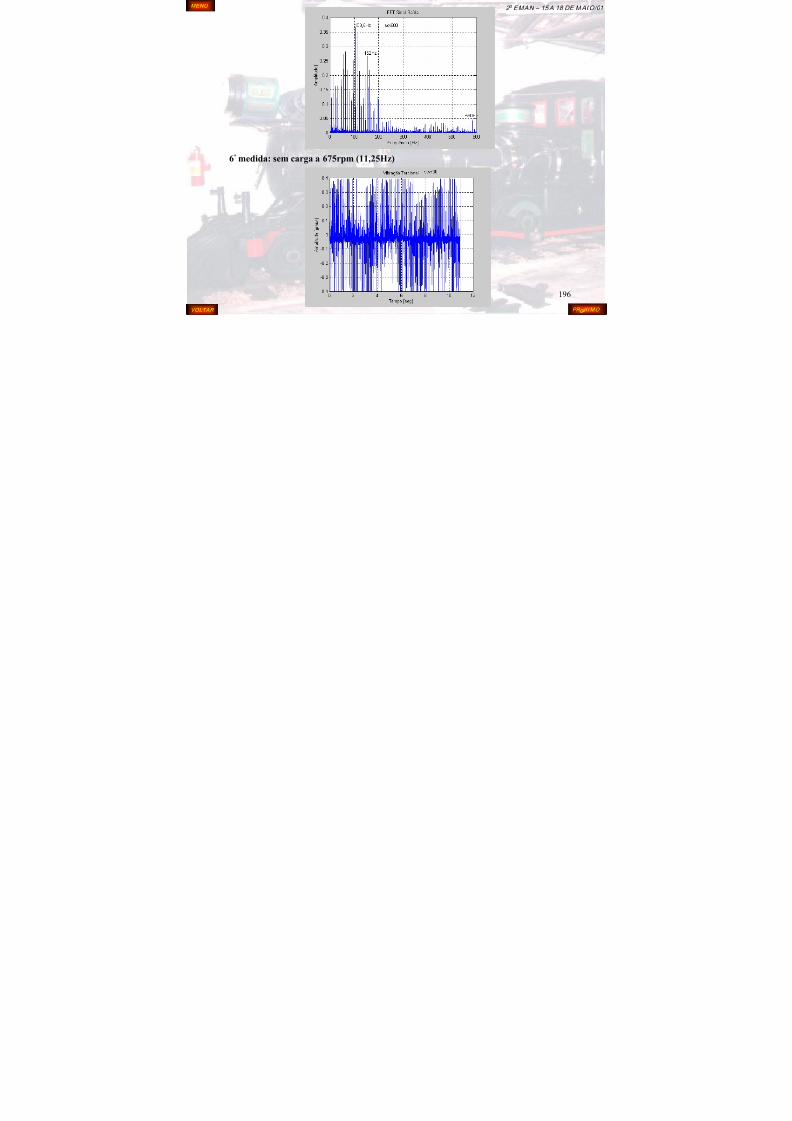
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 193/255
194
4ª medida: sem carga a 500rpm (8,4Hz)
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 194/255
195
5ª
medida: sem carga a 600rpm (10Hz)
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 195/255
196
6ª medida: sem carga a 675rpm (11,25Hz)
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 196/255
197
7ª
medida: sem carga a 600rpm (10Hz) em vibração livre (degrau)
VOLTAR PRÓXIMO
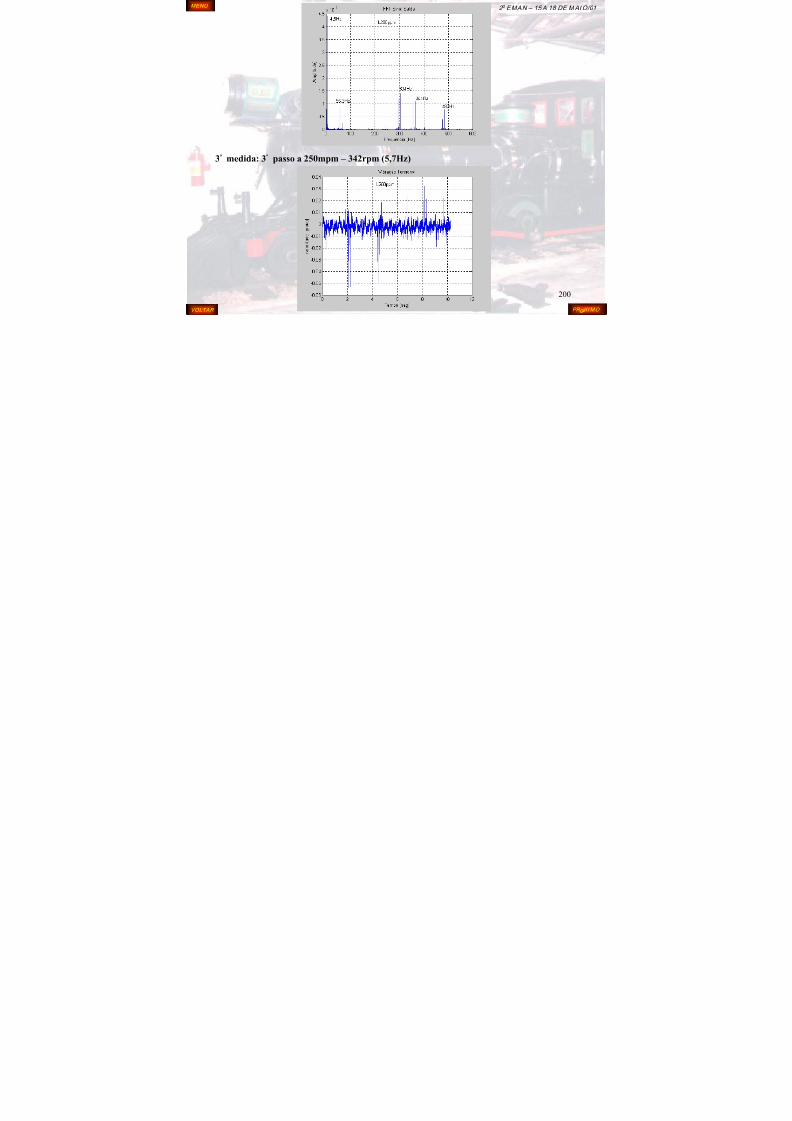
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 197/255
2 0 EMAN – 15 A 18 DE MAIO/01 MENU
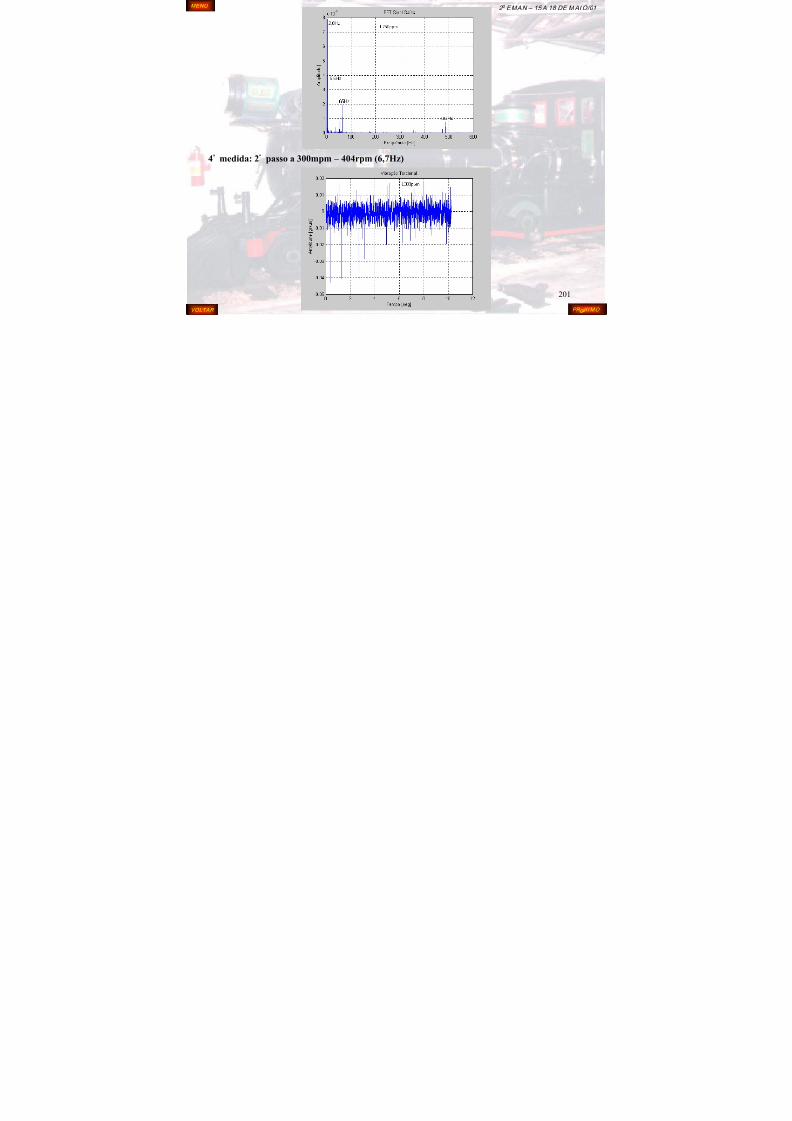
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 198/255
199
2ª medida: 2º passo a 200mpm – 268rpm (4,5Hz)
VOLTARPRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU
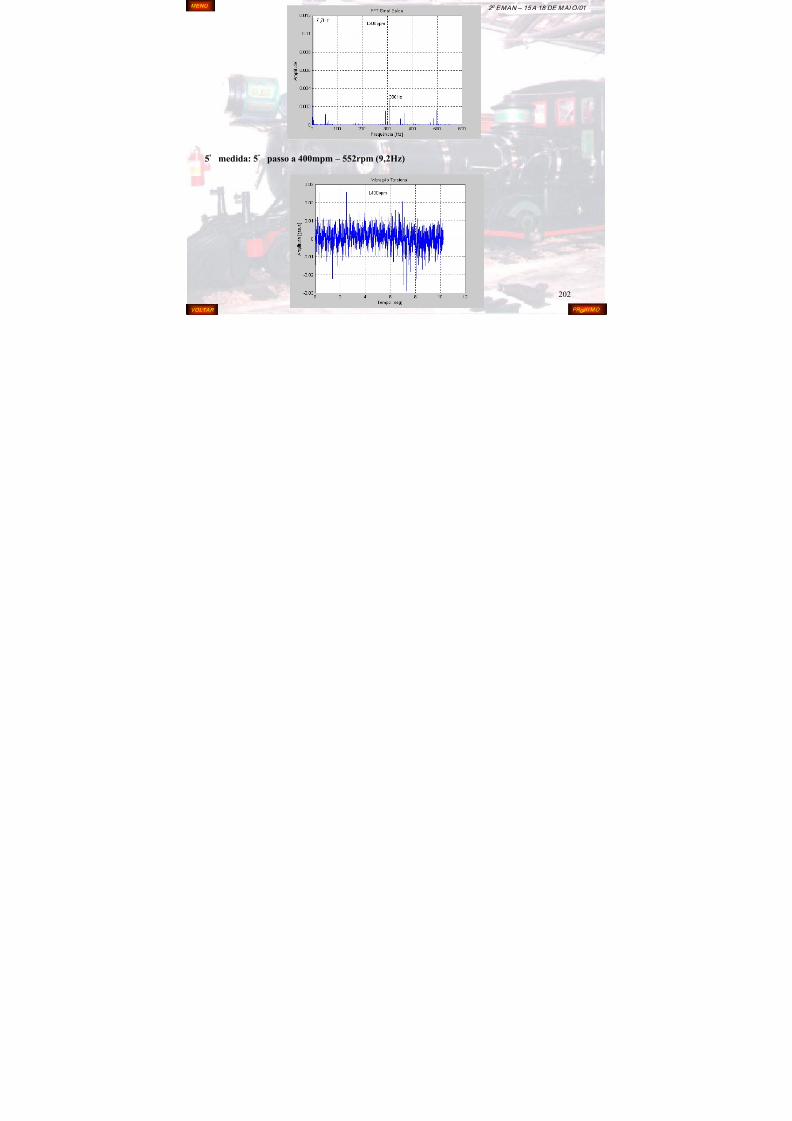
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 199/255
200
3ª medida: 3º passo a 250mpm – 342rpm (5,7Hz)
VOLTARPRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU
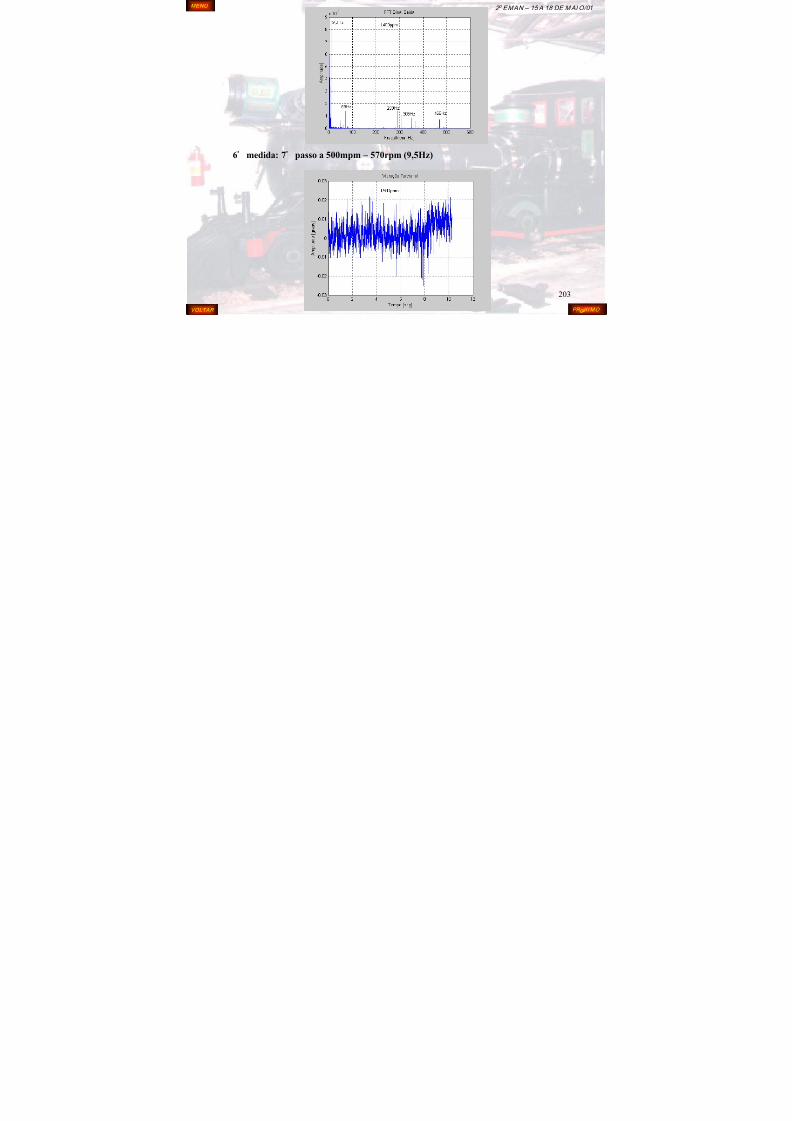
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 200/255
201
4ª medida: 2º passo a 300mpm – 404rpm (6,7Hz)
VOLTARPRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU
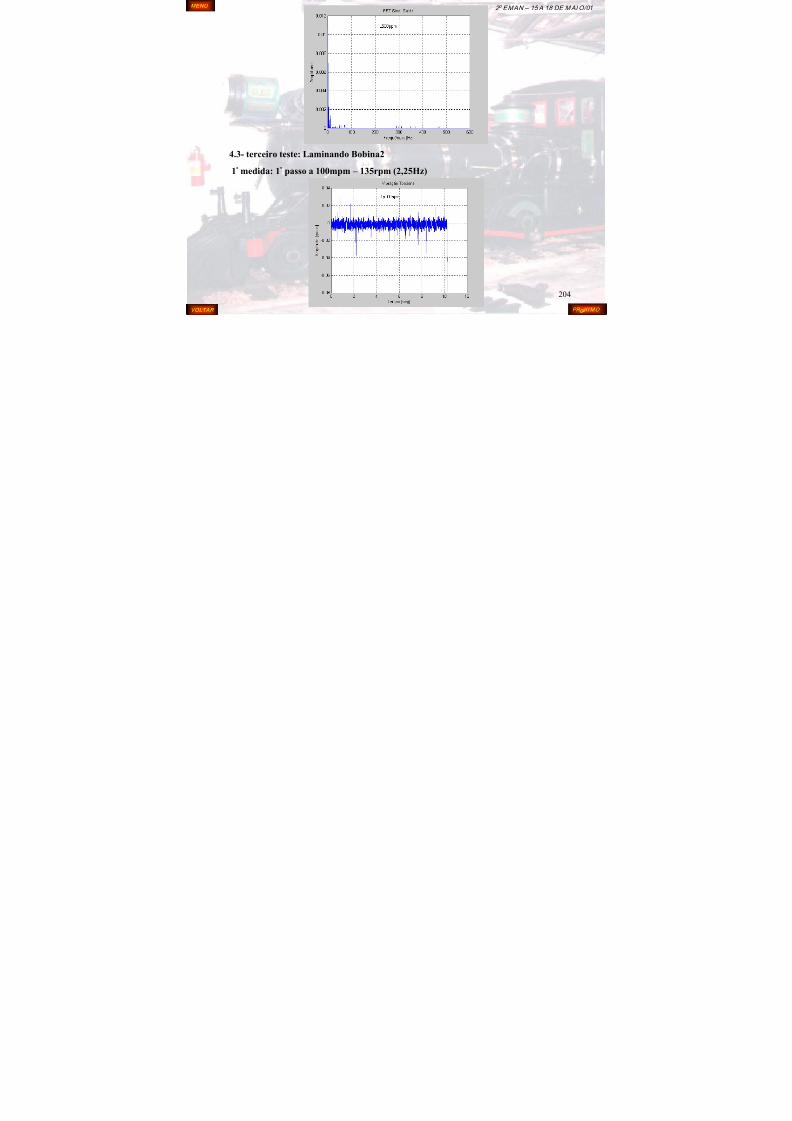
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 201/255
202
5ª medida: 5º passo a 400mpm – 552rpm (9,2Hz)
VOLTARPRÓXIMO
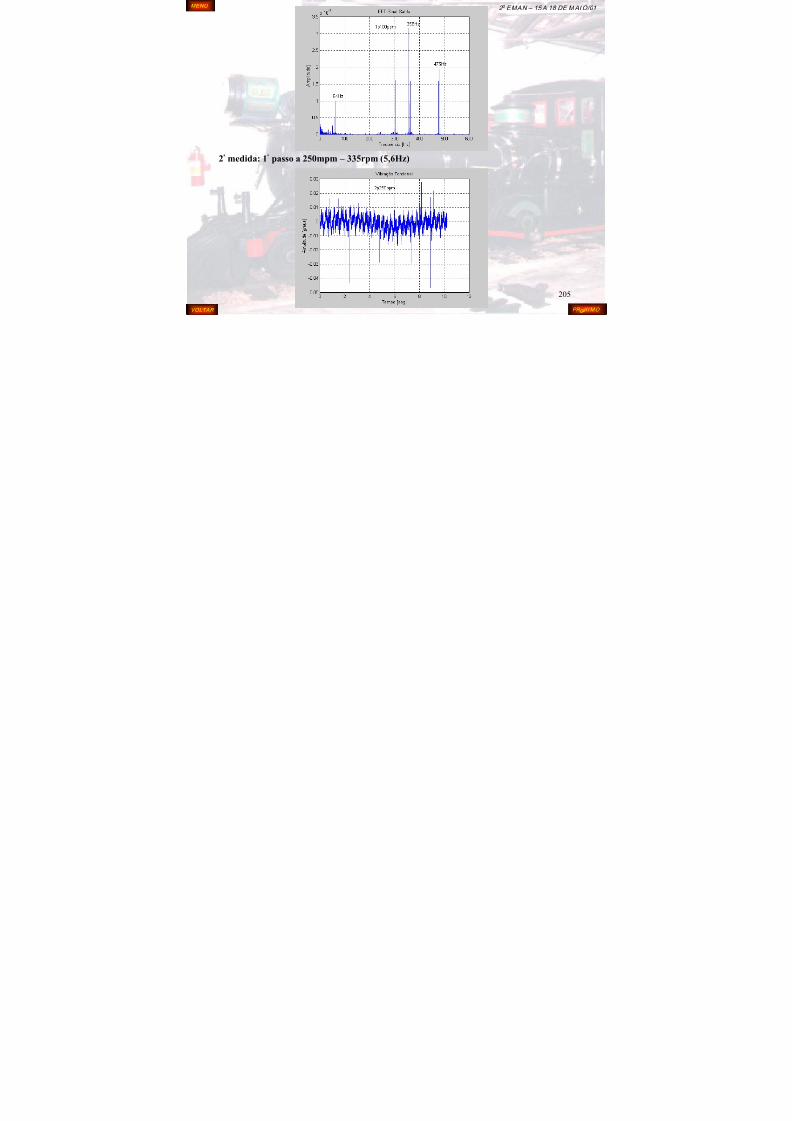
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 202/255
2 0 EMAN – 15 A 18 DE MAI O/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 203/255
204
4.3- terceiro teste: Laminando Bobina2
1ª medida: 1º passo a 100mpm – 135rpm (2,25Hz)
VOLTAR PRÓXIMO

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 204/255

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 205/255
2 0 EMAN – 15 A 18 DE MAI O/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 206/255
207
4ª medida: 4º passo a 400mpm – 540rpm (9Hz)
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 207/255
208
5ª
medida: 2º
passo a 500mpm –
670rpm (11,17Hz)
VOLTAR PRÓXIMO

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 208/255

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 209/255
5.4- Laminando Bobina2: 3º teste
As amplitudes de vibração torcional foram semelhantes às mencionadas no 2º teste.
As maiores amplitudes ocorreram em:
2º passo: 250mpm a 335rpm e freqüências entre 300 e 480Hz
3º passo: 300mpm a 413rpm e freqüência em torno de 480Hz
2º passo: 500mpm a 670rpm e freqüência de aproximadamente 11,17Hz,
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 210/255
211
2 passo: 500mpm a 670rpm e freqüência de aproximadamente 11,17Hz,
correspondendo à freqüência do acionamento.
Referências
Allen, E. H., Chapman, J. W., Ilic, M. D. Effects of torsional dynamics on nonlinear generator control. IEEE Trans. on Control Systems Technology, v. 4, n. 2, p. 125-140, march 1996.
Cardinali, Rodmar. Controle de vibração torcional pelo acoplamento de uma inércia através de
uma embreagem eletromagnética. Campinas: Universidade Estadual de Campinas, UNICAMP, 1987.96 p. Tese (Mestrado).
Fujisawa, F., Segawa, Y., Shiga, M. Prevention of torsional vibration in fan motor shaft systemswith multiblade fans (2nd report: Effect of making the shaft system symmetrical on vibrationreduction). Bulletin of the JSME , v. 22, n. 171, p. 1299-1306, september 1979.
Furuya, Y., Seto, K., Yamada, K., Yamanouchi, M. Influence of torsional vibrations of a gear trainsystem on the load. Bulletin of the JSME , v. 23, n. 176, p. 300-308, february 1980.
Habib, H., Tawfiq, S. S., Said, W. K. A microprocessor-based time optimal control for reductionof torsional vibration. Journal of Sound and Vibration, 180(1), p. 17-28, 1995.
Habib, R., Habib, H. Microcomputer based variable structure control for reduction of torsionalvibration. Journal of Sound and Vibration, 155(3), p. 403-411, 1992.
Inoue, Y., Shibata, T., Fujikawa, T., Takemura, M. Nonlinear torsional vibration in synchronousmotor driven systems. Bulletin of the JSME , v. 24, n. 197, p. 2003-2012, november 1981.
VOLTAR PRÓXIMO
Kadomukai, Y., Yamakado, M., Nakamura, Y., Murakami, K., Fukushima, M. Reducingvibration in idling vehicles by actively controlling electric machine torque. JSME International Journal , v. 38, n. 3, p. 470-477, september 1995.
Kanemitsu, Y. Torsional vibration of rotor coupled by gear coupling. Bulletin of the JSME , v.28, n. 246, p. 3002- 3009, december 1985.
Kashay, A. M., Voelker, F. C., Smalley, A. J. Dynamic shock phenomena in rolling mills.T ASME J l f E i i f I d t 94 647 659 1972
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 211/255
212
Trans. ASME Journal of Engineering for Industry, v. 94, p. 647-659, may 1972.
Kashiwagi, A. Evaluation method of internal damping in torsional vibration of engine shafting. Bulletin of the JSME , v. 28, n. 244, p. 2386-2393, october 1985.
Khater, Evaldo. Acelerômetro angular com circuito embarcado. Rio de Janeiro: UniversidadeFederal do Rio de Janeiro, COPPE, 1992. 107 p. Tese (Mestrado).
Khater, E., Nóbrega, E. G. O., Netto, M. L. A. Controle Ativo de vibração torcional emmáquinas rotativas. V Simpósio Brasileiro de Redes Neurais, p. 195-198, dezembro 1998.
Khater, E., Nóbrega, E. G. O., Netto, M. L. A. Controle Ativo de vibração torcional emsistemas acionados por motores de corrente contínua. IV CEM-NNE/96, p. 583-588, junho 1996.
Khater, Evaldo. Controle Ativo de vibração torcional em sistemas rotativos usando redesneurais multicamadas. Campinas, SP: Universidade Estadual de Campinas, UNICAMP, 1998. 126 p.Tese (Doutorado).
Khater, Evaldo. Relatório Sobre Medições da Vibração Torcional no Laminador Sendzimir LB-
3 da ACESITA. Timóteo-MG, Janeiro de 2001.Koser, K., Pasin, F. Continuous modelling of the torsional vibrations of the drive shaft of mechanisms. Journal of Sound and Vibration, 188(1), p. 17-24, 1995.
Nagaya, K., Kojima, H., Ohkawara, K., Kumagai, Y., Ikeda, S. Transient response of torsionalfeedback servomechanisms with consideration of vibration of shafts. Journal of Sound and Vibration,100(2), p. 155-168, 1985.
VOLTAR PRÓXIMO

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 212/255
Yanabe, S., Kikuchi, K., Kobayashi, S. Vibration of a shaft passing through severalcritical speeds. Bulletin of the JSME , v. 22, n. 164, p. 156-163, february 1979.
Zajaczkowski, J. Torsional vibration of shafts coupled by mechanisms. Journal of Sound and Vibration, 116(2), p. 221-237, 1987.
Zindeluk, M., Scieszko, J. L., et al. Medidas de força e torque em laminadoras. Rio deJaneiro: COPPETEC/UFRJ, 1985. 317 p. Projeto COPPETEC: ET-1249.
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 213/255
214
VOLTAR

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 214/255
1. INTRODUÇÃO
Há bastante tempo fala-se da necessidade das organizações humanas trabalharem comqualidade. Em especial no Brasil, essa exigência tornou-se pré-requisito quando em novembro de1990, o governo federal lançou o Programa Brasileiro de Qualidade e Produtividade (PBQP), após aabertura de nosso mercado até então paternalista, exigindo mudança dos paradigmas existentes emnossas organizações humanas, principalmente as do setor industrial.
A partir daí diversas organizações em nosso país procuraram implementar em seus processos
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 215/255
216
A partir daí diversas organizações em nosso país procuraram implementar em seus processos
programas ou sistemas que acarretassem numa melhoria da qualidade de seus produtos e/ou serviços.Esta afirmação pode ser confirmada nos artigos de Castro (2000), que apresenta uma evolução daqualidade no brasil durante a década de 90, da IMAM Consultoria (2001), que divulgou a quarta pesquisa sobre qualidade, produtividade, logística e recursos humanos na indústria brasileira ouconsultando organismos governamentais e da indústria existentes no país como por exemplo: aConfederação Nacional das Indústrias (CNI) e o Ministério da Indústria e do Comércio.
Entretanto através de atividades ligadas a vida acadêmica como visitas técnicas a unidades
industriais e estudos teóricos sobre o tema. Observa-se que a maioria das organizações adotammodelos de mormatização como: séries ISO, QS 9000, AVQS, entre outras, combinadas à programasde qualidade total como: Controle da Qualidade Total (TQC) no estilo japonês ou Gerenciamento daQualidade Total (TQM), ou ainda os modelos de mormatização aliados a algum programa participativo, ferramenta da qualidade como Housekeeping (5S), Controle Estatístico de Processo(CEP) ou qualquer um destes isoladamente.
Verifica-se que em diversos casos a implantação destes programas e/ou sistemas de qualidadeocorrem não por consciência mas por necessidade e exigência do mercado. A partir de 1987, com acriação da família de normas da série ISO 9000, passa-se a exigir que as empresas se certificassem por estas normas para estabelecer uma linguagem comum num mercado cada vez mais globalizado,ou seja, padrões comuns e eficiente de avaliação dos sistemas de qualidade para serem adotados nasrelações cliente – fornecedor. Ocorreu no mercado comum europeu que não permitia a negociaçãocom empresas que não comprovassem sua certificação pelas referidas normas.
VOLTAR PRÓXIMO
Acredita-se que só pelo fato da maioria , se não todos estes programas e/ou sistemas, teremsido importados para o Brasil, já se justificaria um estudo para verificar a adequação dos mesmosàs organizações humanas de nossa região. Entretanto por existirem hoje inúmeros programas,modelos ou filosofias da qualidade como por exemplo: TQC no estilo japonês, TQM,Reengenharia, Benchmarking, Zero Defeito, Normas da Qualidade, Filosofias com ênfase nas
pessoas, clientes ou processos. Objetiva-se neste trabalho: 1) fazer um levantamento dos sistemas
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 216/255
217
da qualidade em unidades industriais de São João del-Rei e região; e 2) Levantados os prós econtras, incentivar as empresas a adequarem seus Sistemas de Qualidade à sua realidade.
2. REVISÃO LITERATURA
Como o objetivo principal, apesar de implícito, é alcançar a excelência através de produtos
ou serviços de qualidade, o qual só é possível se estabelecer um Sistema de Qualidade aliado a princípios, filosofias e métodos, serão feitas nesta revisão de literatura referências também àstônicas das filosofias de alguns teóricos da atualidade.
O conceito e consequentemente as atitudes para com os Sistemas de garantia da Qualidadevêm evoluindo ao longo dos anos. Garvin (1992) apresenta quatro eras para a qualidade nos EUA:1) Inspeção; 2) Controle Estatístico do Processo (CEP), 3) Garantia da Qualidade e 4) GestãoEstratégica da Qualidade. Esta última é a ênfase atual e é o mais poderoso discernimento quanto aotema. Segundo ele a tônica de sua teorização é revelada como sendo “ entender a qualidade para
bem gerenciá-la ”, para tal propõe três tipos de análise: 1) Abordagem diferentes para a definiçãoda Qualidade; 2) Diferentes dimensões da Qualidade; 3) Correlatos da Qualidade.
VOLTAR PRÓXIMO

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 217/255
De acordo com a NBR ISO 8402 (1994), garantia da qualidade é o conjunto de atividades planejadas e sistemáticas, implementadas no sistema da qualidade, e demonstradas como necessárias para promover confiança adequada de que uma entidade atenderá alguns requisitos para a qualidade.Considera ainda que sistema da qualidade é a estrutura organizacional, procedimentos, processos erecursos necessários para implementar a gestão qualidade.
Conforme Controle da Qualidade (2000), hoje no mundo existem mais de 350.000 unidadesindustriais e de serviços certificadas pela ISO 9000 por terceira parte e no Brasil de 18 empresas
2 0 EMAN – 15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 218/255
219
industriais e de serviços certificadas pela ISO 9000 por terceira parte e, no Brasil, de 18 empresas
certificadas em 1990, o número de certificações saltou de 5100 em maio de 2000. Afirma ainda que desdea primeira certificação e do ardor japonês em busca da perfeição nos seus sistemas produtivos, a procura por implementação de processos de qualidade só vem aumentando, não importando se baseada noscritérios de excelência de programas de qualidade, nos 20 itens das normas ISO 9000 ou nas ferramentasda qualidade total. Salienta-se que o importante é que a tendência não está sendo uma questão demodismo e sim de sobrevivência empresarial. Percebe-se também que a certificação não garantetotalmente a qualidade como definida por Deming e outros teóricos da qualidade e sim certifica que o
sistema de qualidade desta organização tenha um padrão produtivo que atenda a uma determinadaespecificação que poderá ou não satisfazer as necessidades de seus clientes.
Drechsel (2000) destaca a importância das normas ISO 9000 e da certificação, pois a ausência de padrões amplamente aceitos causaria grandes prejuízos para o atual mercado globalizado. Apesar destaimportância o autor esclarece que a função das normas restringem-se a tratar de requisitos mínimos que podem ser atendidos por qualquer organização sem correr o risco de uma discriminação e ressalta que as
normas constituem apenas plataformas básicas para a construção de sistemas de qualidade que objetivama qualidade total. O autor ainda considera que observando os motivos pela certificação percebeinfelizmente que algumas organizações visam ainda apenas o certificado como meio de propaganda não percebendo o verdadeiro valor dos modelos de gestão da qualidade.
Smith (2000) apresenta diversos tipos de problemas da qualidade, propondo, com base num estudode mais de mil casos publicados, atividades para a solução dos mesmos dentro das organizações humanas.
Para organizar tal estudo criou a seguinte taxonomia.VOLTAR PRÓXIMO

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 219/255
Beer e Eisenstat (2001), com base em um amplo estudo das dificuldades com que deparam asempresas ao tentar realinhar sua estrutura, seus sistemas, a conduta de seus líderes, sua cultura, seusvalores e processos de gestão com a estratégia competitiva, descobriram-se seis obstáculos principaisque bloqueiam, inadvertidamente, a implementação da estratégia e o aprendizado organizacional. Areação a eles pode ser evitá-los, substituir os executivos ou enfrentá-los com engajamento. Esses"assassinos silenciosos" que agem despercebidos e possuem alto poder de destruição são: 1 estilo
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 220/255
221
assassinos silenciosos , que agem despercebidos e possuem alto poder de destruição, são: 1. estilo
gerencial de cima para baixo ou de não-interferência; 2. estratégia obscura e prioridades conflitantes;3. equipe-líder ineficaz; 4. Comunicação vertical inadequada; 5. coordenação inadequada entrefunções, divisões ou fronteiras geográficas; 6. habilidades de liderança e desenvolvimento inadequadosdos escalões inferiores. Os autores afirmam que se a organização deseja gerir com eficiência seus processos deve seguir o método de questionamento e aprendizado denominado "Perfil da Boa FormaOrganizacional" (do inglês Organizational Fitness Profiling -OFP) que abre uma janela para identificar
esses obstáculos. Ele se desenrola durante uma série de reuniões destinadas a promover um diálogoaberto e baseado em fatos entre os membros da equipe-líder de uma unidade de negócios da empresa eentre essa equipe e as equipes interfuncionais formadas por executivos de escalões inferiores.
3. METODOLOGIA
O principal objetivo do trabalho é investigar os sistemas de garantia da qualidade de unidadesindustriais de São João del-Rei e região. Para tal utilizaremos o ciclo de Deming ou ciclo PDCA comométodo básico, que direcionará e ao mesmo tempo permitirá a avaliação do trabalho desenvolvido. Éclaro que neste caso a utilização do ciclo PDCA implicará em saber identificar os itens de avaliação possibilitando a definição de um plano de ação; garantir a execução do plano de ação; e verificar periodicamente os resultados e a implementação do plano.
VOLTAR PRÓXIMO
Identificar itens de avaliação
Estabelecer plano de açãoTomar ação corretiva no
insucesso
Padronizar e treinar no sucesso
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 221/255
222
Conduzir planoVerificação
Figura 2 – Ciclo de gerenciamento (Método)
O trabalho será realizado por uma equipe de alunos pertencentes a Agência Qualidade,supervisionados por professores da FUNREI, ligados ou não à Agência Qualidade, contando tambémcom o auxílio dos funcionários da empresa.
Inicialmente será feita uma pré-avaliação para identificar quais os conceitos, métodos e normasadotados no sistema de qualidade da organização buscando um direcionamento de trabalhos futuros.Será realizada também uma pesquisa para levantar o perfil sócio-econômico dos funcionários da
organização a fim de orientar futuros aportes de conhecimento. Todas as variáveis consideradas noestudo sócio econômico serão compiladas em um relatório parcial.
Devido a complexidade dos sistemas produtivos esta investigação acontecerá em 4 etapas seguindo aordem de implantação sugerida por Oliveira (2000).
VOLTAR PRÓXIMO
1a ETAPA – Avaliação do ambiente de trabalho
Alguns teóricos da qualidade com Moller (1996), chamam a atenção para dentro da organização, ouseja, para os funcionários, gerentes, etc, de onde nasce segundo ele a qualidade. Programas como TQC noestilo japonês pregam que para se obter qualidade total deve-se por exemplo garantir a segurança dotrabalhador, além de buscar satisfazer as necessidades básicas do homem. (Campos, 1992)
Baseados nestas afirmações vai-se levantar alguns itens relacionados com o ambiente de trabalho,
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 222/255
223
procurando verificar se realmente as empresas levam a sério os aspectos relativos a esta questão.Exemplos destes itens são: 1) organização; 2) limpeza; 3) Higiene física e mental; 4) segurança; 5)ergonomia; 6) Luminosidade 7) Liberdade de expressão; 8) Respeito mútuo; 9)entre outros.
Terminado o levantamento elaborar-se-á um relatório parcial que deverá ser apresentado às gerênciascompetentes para discussão e levantamento das possíveis causas dos efeitos insatisfatórios existentes noambiente de trabalho para que possam num futuro próximo serem tratadas e eliminadas.
2a ETAPA – Avaliação da eficiência
Quando se fala em eficiência basicamente se refere ao treinamento e educação dos funcionários daorganização na padronização de atividades e utilização de ferramentas da qualidade. Para tantolevantaremos: 1) controle de projetos; 2) controle de documentos e dados; 3) controle de fornecedores; 4)Inspeção e ensaios; 5) controle de processos; 6) programas de manutenção; 7) treinamento; 8) programas participativos; entre outros.
De certa forma a implementação das normas ISO 9000 conseguem elevar a eficiência dasorganizações, mas nem sempre pode se garantir qualidade apenas por sua aplicação. Após estelevantamento se confeccionará um terceiro relatório parcial procurando apresentar os prós e os contrasobservados nesta etapa.
VOLTAR PRÓXIMO
3a ETAPA – Avaliação da eficácia A eficácia está relacionada não só ao atendimento das necessidades dos clientes, mas
também a superação de suas expectativas. Segue a filosofia de gestão adotada pelos japoneses queé conhecida como “Market in” : dissemina que é impreterível ouvir e antecipar o cliente.
Para tal avaliação levantar-se-á os seguintes itens: 1) sistema de atendimento ao consumidor;
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 223/255
224
2) pesquisas de mercado; 3) freqüência das pesquisas de mercado; 4) desenvolvimento de novos produtos; entre outras.
Da mesma maneira será elaborado um relatório parcial desta etapa para apresentação ediscussão junto às gerências responsáveis dos pontos positivos e negativos, buscando identificar oportunidades de melhoria.
4a ETAPA – Elaboração de relatório final
Ao final da terceira etapa todas as informações levantadas deverão ser sintetizadas numrelatório final possibilitando uma análise sistêmica de todos os processos envolvidos naorganização, problemas levantados, propostas sugeridas e ações efetivas. Com estas informaçõesacredita-se que seja possível realizar uma reflexão em relação ao sistema de garantia da qualidadeadotado pela mesma, sendo possível também, redefinir estruturas, redirecionar conceitos e métodos
para enfim obter-se um sistema de garantia da qualidade adequado para cada organização.
VOLTAR PRÓXIMO
4. REFERÊNCIAS BIBLIOGRÁFICAS
1. BEER, M.; EISENSTAT, R. A. Contra os seis assassinos silenciosos. HSM Management. n.25março/abril 2001.
2. CAMPOS, V.F. TQC: Controle da Qualidade Total (no estilo japonês) 9ª ed. Belo Horizonte,Editora de Desenvolvimento Gerencial, 1992, 220 p.
3. CONTROLE DA QUALIDADE Certificação ou excelência? Controle da Qualidade, São
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 224/255
225
Q ç Q ,
Paulo, Banas, p 44-58, set 2000.
4. DEMING, W.E. Qualidade: a revolução da administração. Rio de Janeiro, Marques Saraiva,1990, 367p.
5. MIYAKE, D.I. Programas de Melhoria da Produtividade e Qualidade: um estudocomparativo do modelos Just-in-Time (JIT), Total Quality Control (TQC) e Total Productive Maintence(TPM). São Paulo, 1993, 163p. Dissertação (Mestrato) – Escola Politécnica da Universidade de SãoPaulo.
6. MOLLER, C. Employeship. São Paulo, Pioneira, 1996. 191p.
7. OLIVEIRA, M. S. de Sistemas de Garantia da Qualidade. Lavras, 2001, 47p. UniversidadeFederal de Lavras
8. Associação Brasileira de Normas Técnicas (ABNT), Rio de Janeiro, NBR ISO 8402, Gestãoda qualidade e garantia de qualidade – Terminologia. Rio de Janeiro, 1994, 15p.
9. DRECHSEL, M. H. Novos Impulsos aos Processos de Gestão. Controle da qualidade, SãoPaulo, Banas, p 100-103, set 2000
10. SMITH, G.F. Diversos problemas da qualidade. Controle da qualidade, São Paulo, Banas, p15-22, dez 2000

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 225/255
Devido às tecnologias anteriormente utilizadas nos equipamentos de monitoramento as análiseseram limitadas em função da rotação, dificultando a análise de rolamentos submetidos a baixasrotações.
A evolução das técnicas de análise tem permitido a detecção dos defeitos em estágios iniciais emtoda escala de velocidade, auxiliando a manutenção no planejamento dos reparos e reduzindo os custosdevido a uma eventual parada emergencial dos equipamentos.
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 226/255
227
2.0 - PRINCIPAIS CAUSAS DE FALHAS DOS ROLAMENTOS :
Fadiga do material.
Lubrificação deficiente.
Contaminação – vedação ineficiente.
Montagem inadequada – ajuste impróprioManuseio inadequado.
3.0 - ANÁLISE DE DEFEITO EM ROLAMENTOS.
Assim como outros componentes em um equipamento, os rolamentos quando defeituososapresentam freqüências características, em função da localização do defeito. Defeitos em rolamentos podem ser prognosticados através da medição de vibração e pelo monitoramento da presença dasfreqüências de defeitos e seus múltiplos, portanto o diagnóstico não deverá levar em conta apenas aamplitude. As freqüências de defeito são calculadas levando em consideração as característicasconstrutivas dos rolamentos. As expressões utilizadas para o cálculo estão mostradas na figura 1.
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01
MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 227/255
228
Figura 1 - Fórmulas para cálculo das freqüências de defeitos em rolamentos.VOLTAR PRÓXIMO
4.0 - PADRÃO DE EVOLUÇÃO DE DEFEITOS EM ROLAMENTOS
Um padrão típico da evolução de um defeito em um rolamento pode ser descrito como segue:
4.1 - FASE 1
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 228/255
229
Os primeiros sinais de um rolamento defeituoso aparecerão no espectro em altas freqüênciasnos múltiplos das freqüências fundamentais de defeito. A razão para estas altas freqüênciasaparecerem primeiro é devido a excitação das freqüências naturais dos mancais ou da estrutura, afreqüência fundamental ( 1 X BPFI ) não aparece nesta fase. Figura 2.
Figura 2 - Espectro de vibração – presença de múltiplos altos da BPFI.
VOLTAR PRÓXIMO

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 229/255
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 230/255
231
Figura 4 - Espectro de vibração- aparecimento da freqüência fundamental da BPFI
4.4 - FASE 4
Como o rolamento continua a degradar as folgas internas podem aumentar, acelerando aindamais a deterioração dos componentes do rolamento. Isto permitirá a ocorrência de mais impactos
dentro do rolamento. O aumento dos impactos aparecerão no espectro como uma elevação do piso. Os picos podem ser vistos diminuindo em amplitude e tornando menos distintos quando o piso aumenta.A falha é eminente neste ponto. É importante entender que cada rolamento pode desenvolver modosde falha diferentes. Figura 5.
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 231/255
232
Figura 5 - Espectro de vibração – aumento do ruído e elevação do piso.
5.0 - TÉCNICAS PARA DETECÇÃO DE DEFEITO EM ROLAMENTOS.
5.1 - DEMODULAÇÃO
Admitindo um rolamento que tenha um defeito sobre uma das pistas, cada elemento
rolante ao passar pelo defeito provocará um impacto que terá como característica seremde curtíssima duração, repetindo em baixas freqüências e que pôr sua vez excitara asfreqüências de ressonância do mancal ou da estrutura, situadas em altas freqüências.Figura 6.
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 232/255
233
Figura 6 – Sinais de vibração de um rolamento defeituoso
5.1.1 – Vibrações Moduladas
Em uma máquina são gerados muitos sinais de vibração que são provenientes dos várioselementos que a compõem, e é possível que ocorra a combinação destes sinais. As formas mais comunsde combinação são:
AM – Amplitude modulada.
FM – Freqüência modulada.
A modulação é composta de um sinal modulador e de um sinal portador. O sinal modulador modifica o portador alterando-lhe a amplitude (AM) ou a freqüência (FM). O sinal portador em sua
propagação “transporta” o sinal modulador.Como foi comentado os impactos gerados em um rolamento defeituoso são de baixa freqüência,
porém excitam as freqüências de ressonância do mancal ou da estrutura na qual estão montados,gerando amplitude em altas freqüências. Aqui ocorre uma das combinações comentadas anteriormente,amplitude modulada (AM), onde teremos a freqüência de ressonância do mancal ou da estrutura como portadora e a respectiva freqüência de defeito como moduladora, conforme espectro mostrado na figura
7.VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAI O/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 233/255
234
Figura 7 – Exemplo de Forma de Onda com amplitude modulada .
Na faixa de freqüência de ressonância dos mancais e estrutura não ocorre a influência deoutras fontes de vibração, com isto não temos o mascaramento dos sinais do rolamento comoacontece em baixas freqüências. Como o próprio nome diz o processo de demodulação consiste emseparar estes sinais ou seja demodular. E nada mais é do que um processo eletrônico na qual os
sinais de defeitos de um rolamento localizados em altas freqüências são transferidos para uma faixade baixa freqüência onde podem ser vistos com maior nitidez. O processo eletrônico utilizado nademodulação pode ser visto na figura 8.
Figura 8 – Diagrama do processo eletrônico utilizado na demodulação.VOLTAR PRÓXIMO
5.2 - PEAK VUE.
Diferente da demodulação Peak Vue não emprega nenhum filtro passa baixa pois não há nenhumasuposição sobre uma ocorrência da baixa freqüência modulando uma alta freqüência.
Para a detecção de defeito do rolamento o fenômeno físico a ser investigado são os impactos docomponentes do rolamento as quais são geralmente observados entre o estágio inicial e o intermediário
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 234/255
235
p q g gdo defeito do rolamento. O impacto metal com metal gera ondas de curta duração tipicamente 1 msentre 1 kHz a 50 kHz ou mais. O detetor de pico empregado neste método consegue acompanhar estesimpactos mesmo em rotação baixas.
O processo eletrônico utilizado no Peak Vue pode ser visto na figura 9.
Figura 9 - Diagrama do processo eletrônico utilizado pelo Peak Vue.
VOLTAR PRÓXIMO
6.0 - COMPARAÇÃO ENTRE DEMODULAÇÃO E PEAK VUE.
6.1 – TABELA COMPARATIVA ENTRE DEMODULAÇÃO E PEAK VUE.
MÉTODO DEMODULAÇÃO PEAK VUE
CIRCUITO analógico somente analógico e digital
RESPOSTA fator de atraso Pré ajustado em 100
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 235/255
236
j
kHz AMPLITUDE não confiável precisa e tendenciavel
SAÍDA PARADIAGNÓSTICO
espectro somente espectro e forma deonda
6.2 - RESPOSTA EM APLICAÇÃO A BAIXAS ROTAÇÕES
Filtro analógico provoca atrasona resposta e consequentementea amplitude é atenuada.
O detetor de Peak Vue consegueacompanhar os impactos.
Demodulação Peak Vue
Figura 10 – Comparação entre demodulação e Peak Vue quando aplicados a máquinas de baixarotaçãoVOLTAR PRÓXIMO
6.3 - RESPOSTA EM APLICAÇÃO A MÉDIAS ROTAÇÕES.
Em uma faixa central de velocidade os resultados são freqüentemente semelhantes, ambosfornecem identificação da freqüência de impacto, porém a demodulação gera mais ruído.
2 0 EMAN – 15 A 18 DE MAIO/01 MENU
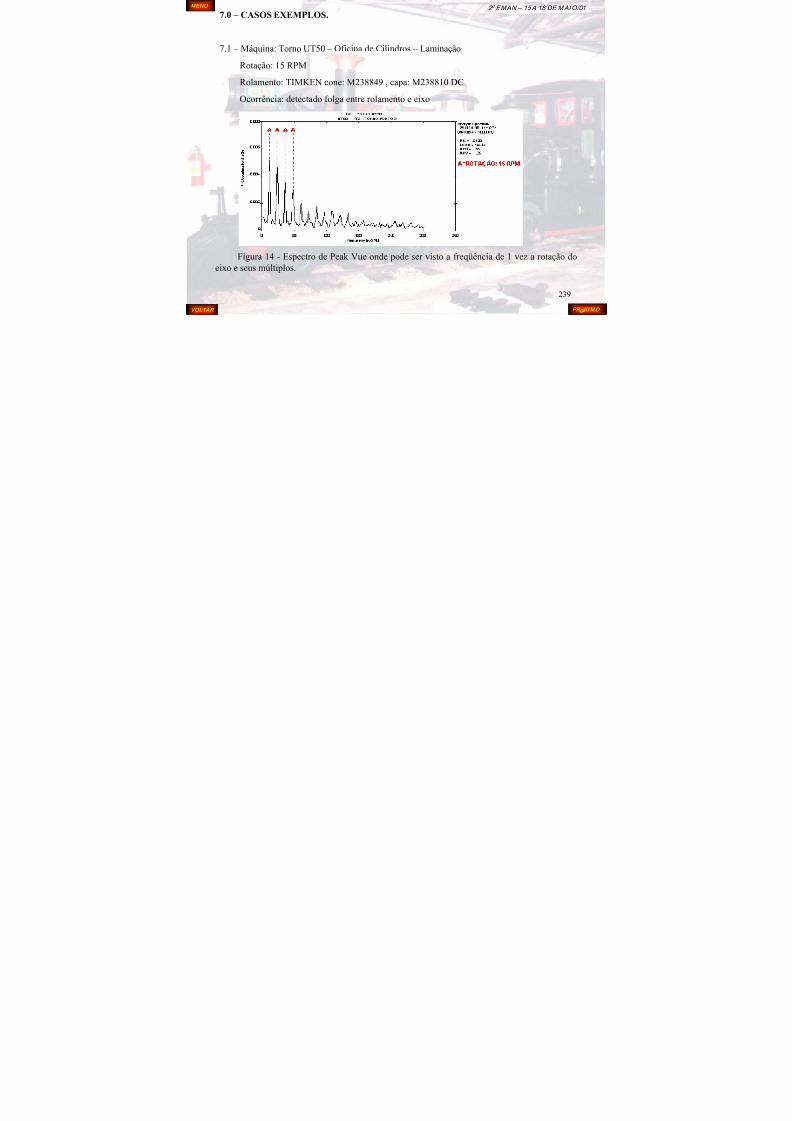
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 236/255
237
Figura 11 – Comparação entre demodulação e Peak Vue quando aplicados a máquinas demédia rotação
6.4 - RESPOSTA EM APLICAÇÃO A ALTAS ROTAÇÕES
Demodulação é menos eficaz – os pulsos tendem a agrupar na saída do demodulador
Espectro de Demodulação Espectro de Peak Vue
VOLTAR PRÓXIMO
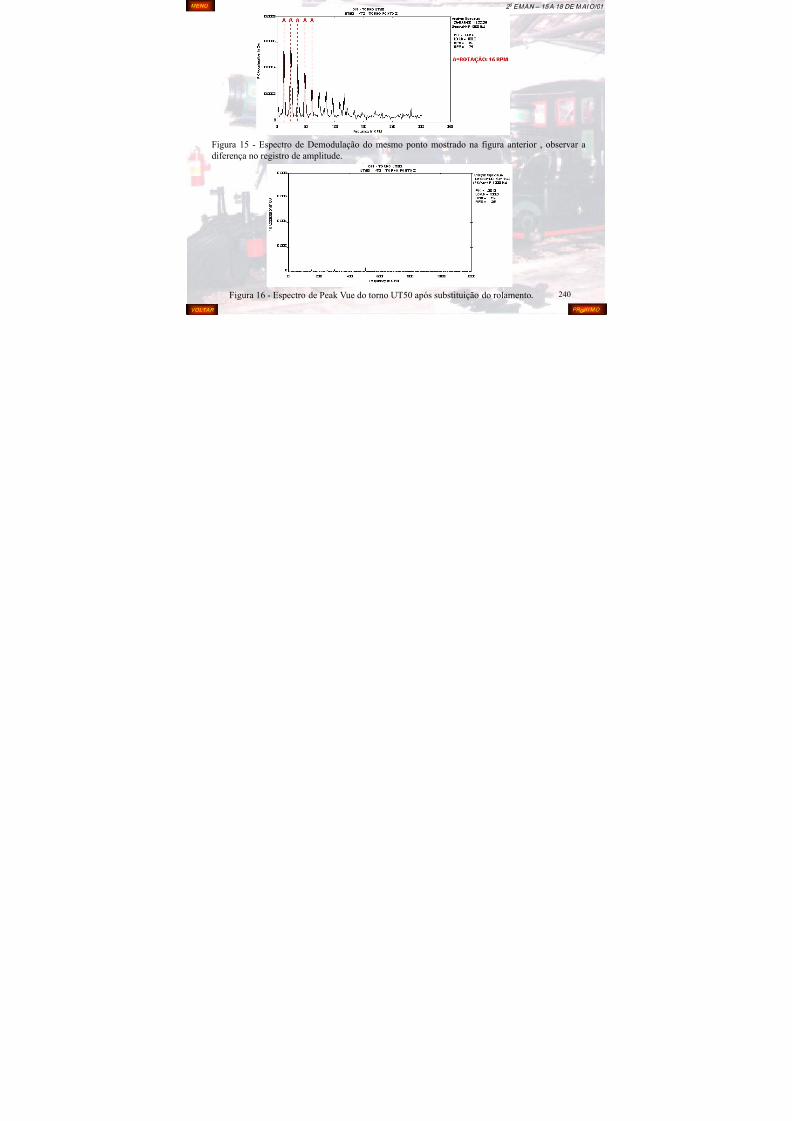
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 237/255
7.0 – CASOS EXEMPLOS.
7.1 – Máquina: Torno UT50 – Oficina de Cilindros – Laminação
Rotação: 15 RPM
Rolamento: TIMKEN cone: M238849 , capa: M238810 DC
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 238/255
239
Ocorrência: detectado folga entre rolamento e eixo
Figura 14 - Espectro de Peak Vue onde pode ser visto a freqüência de 1 vez a rotação doeixo e seus múltiplos.
VOLTAR PRÓXIMO
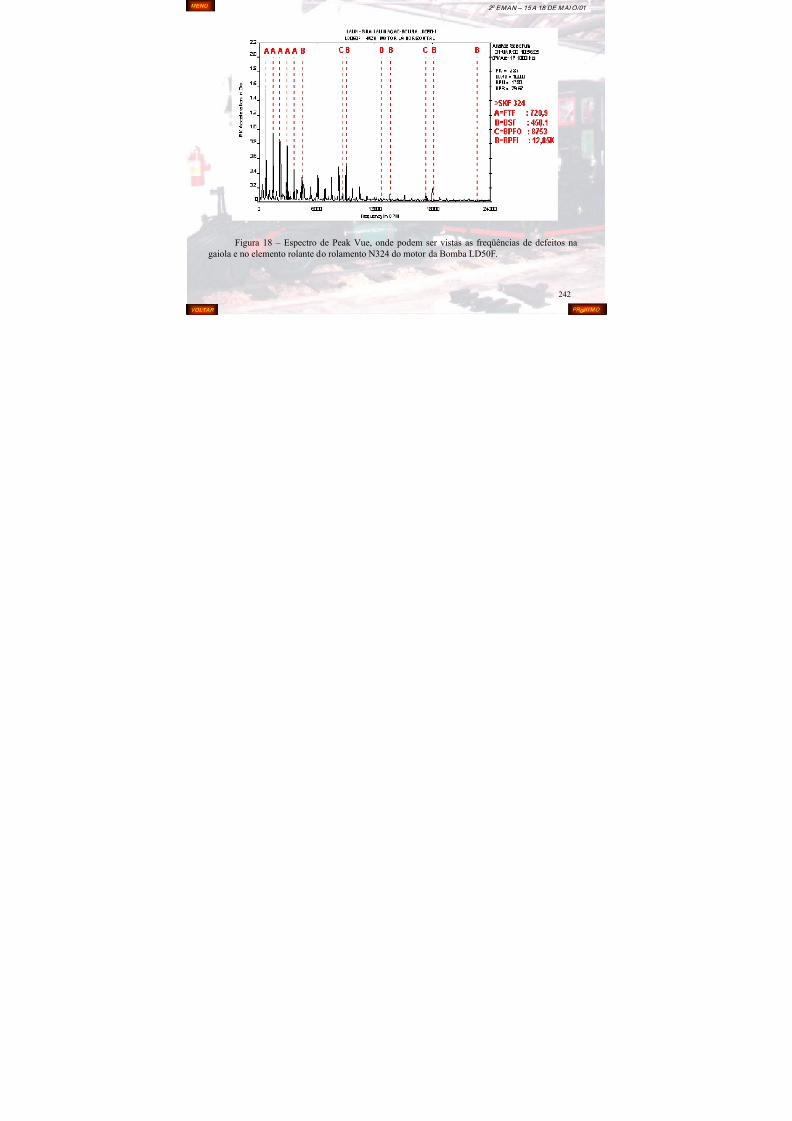
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 239/255
7.2 – Máquina: Bomba LD50F – SRA Laminação
Rotação: 1780 RPM
Rolamento: N324
Ocorrência: detectado defeito na gaiola e no elemento rolante do rolamento do motor
2 0 EMAN – 15 A 18 DE MAIO/01 MENU
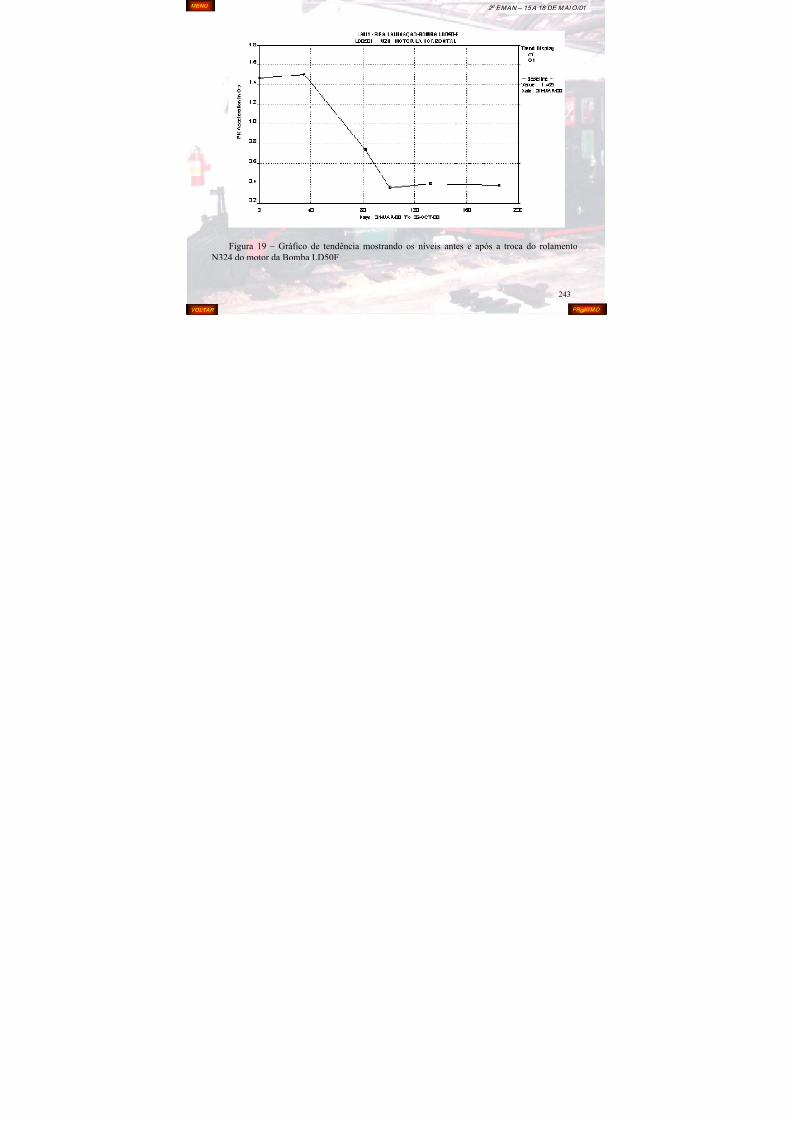
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 240/255
241
Figura 17 – Espectro medido no mancal acoplado do motor da Bomba LD50F.
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 241/255
242
Figura 18 – Espectro de Peak Vue, onde podem ser vistas as freqüências de defeitos nagaiola e no elemento rolante do rolamento N324 do motor da Bomba LD50F.
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 242/255
243
Figura 19 – Gráfico de tendência mostrando os níveis antes e após a troca do rolamento N324 do motor da Bomba LD50F
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 243/255
244
Figura 20 – Foto mostrando em detalhe o inicio de avaria na gaiola do rolamento do motor da Bomba LD50F
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 244/255
245
Figura 21 – Foto mostrando a avaria no elemento rolante do rolamento do motor da Bomba LD50F
VOLTAR PRÓXIMO
7.3 – Máquina: Bomba WB01B – SRA AciariaRotação: 1780 RPM
Rolamento: 6312
Ocorrência: Detectado defeito na gaiola e elemento rolante do rolamento da bomba emfunção de deficiência de lubrificação.
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 245/255
246
Figura 22 – Espectro de Peak Vue mostrando a presença da freqüência da gaiola e seusmúltiplos do rolamento 6312 da Bomba WB01B
VOLTAR PRÓXIMO
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 246/255
247
Figura 23 – Espectro de peak Vue após substituição do rolamento 6312 da Bomba WB01B
Figura 24 – Foto mostrando marcas equatoriais no elemento rolante do rolamento 6312 da BombaWB01B evidenciando a deficiência de lubrificação.VOLTAR PRÓXIMO
8.0 - CONCLUSÃO
Cada vez mais a utilização de técnicas de processamento digital de sinais vem trazendoimportantes avanços para o diagnóstico de defeito em rolamentos. Todo o pessoal envolvido com aarte de manter deve estar consciente de suas vantagens apesar da dificuldade em entender alguns deseus princípios básicos.
Este trabalho apresentou os métodos mais utilizados atualmente para a detecção de defeitos
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 247/255
248
em rolamentos. Ambos os métodos apresentam grande capacidade para o diagnóstico de defeitosiniciais em rolamentos. Apesar da limitação em alguns casos da demodulação, o analista devibrações não deve prescindir desta ferramenta. A detecção através do “Peak Vue” tem se mostradocom maior sensibilidade, apresentando resultados altamente satisfatórios tanto em equipamentosde baixa ou alta rotação.
O diagnóstico do defeito em seu estágio inicial, portanto visa auxiliar a manutenção
determinando o momento mais oportuno para substitui-los, afim de não submeter a máquina a umafalha catastrófica e evitar os sérios prejuízos que a acompanha.
9.0 – BIBLIOGRAFIA
( 1 ) - Robert Skeirik - “Innovative Digital Technique for Detection of Bearing Faults on
Critical and Slow Speed Machines” – 3º Congresso de Gerenciamento de Manutenção Preditiva-Belo Horizonte .
( 2 ) - Todd Reeves - DoctorKnow , Aplication Paper - “Failure Modes of Rolling ElementBearing”.
( 3 ) - Mário José T. Soares – Manutenção, Nº 52, Artigo Técnico: “Utilização da Técnica deEnvelope como Ferramenta de Manutenção Preditiva.” VOLTAR VOLTAR

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 248/255
1 CONTEXTO HISTÓRICO DA ADMINISTRAÇÃO DE RH
As organizações constituem-se de pessoas que delas participam, para atingir seus objetivos ecumprir suas metas. A Administração de Recursos Humanos, é uma ramo da Administração que surgiu a partir do crescimento e da complexidade das tarefas organizacionais.
Inicialmente o departamento de recursos humanos, recebia a denominação de Relações Industriais,com a incumbência de abrandar e diminuir o conflito entre os objetivos individuais e os objetivosorganizacionais. Com o passar do tempo, por volta de 1950, passou a ser chamado de Administração de
2 0 EMAN – 15 A 18 DE MAIO/01 MENU
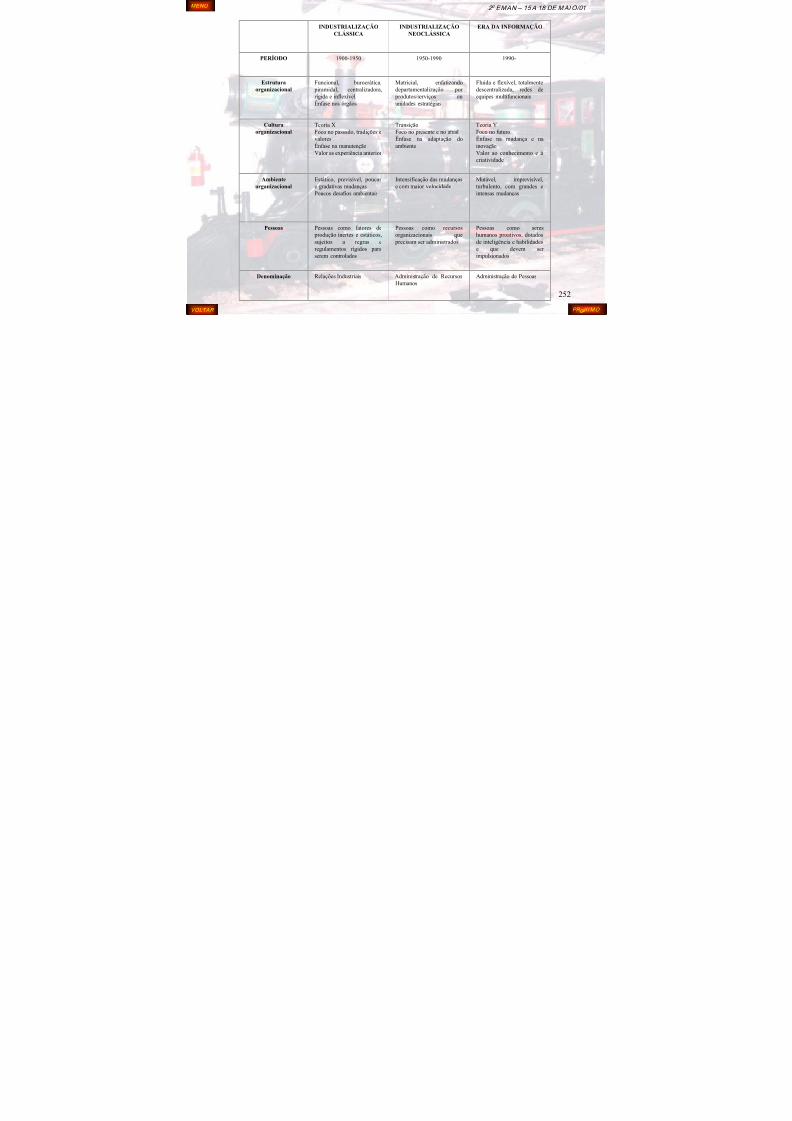
7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 249/255
250
Pessoal, caracterizando-se por administrar as pessoas, de acordo com a legislação vigente, através daresponsabilidade pelas admissões e demissões, controlando e atualizando registros de empregos,efetuando pagamentos dos funcionários, enfim o trabalho realizado era de rotina e registro. As políticasde recursos humanos são quase inexistentes, não havendo procedimentos ou normas articulados com orestante da política da empresa .
A partir dos anos 60 e 70, destaca-se o desenvolvimento das contratações adequadas, pois alegislação fica mais exigente. Portanto procura-se melhorias em seleção de pessoal, utilizando vários
instrumentos de avaliação originados nas ciências comportamentais, minimizando assim, o custo com processos trabalhistas.
Surgiram, também na década de 60, propostas de mudanças planejadas nas organizações. ODesenvolvimento Organizacional, visando diminuir conflitos, através do desenvolvimento gerencial(Goulart, 1998, p.30).
Em função do avanço tecnológico, observa-se um novo caráter da mão de obra e novas formas degestão. Uma grande transformação nas relações entre empresa e colaboradores possibilita a participaçãodos trabalhadores nas decisões sobre o processo produtivo. (Leite, 1993, p.4).
Desta mesma forma, as organizações passaram por três fases distintas ao longo do século XX:
Era da Industrialização clássica
Era da industrialização neoclássica
Era da informaçãoVOLTAR PRÓXIMO
Segundo Chiavenato (1998), a Administração de Recursos Humanos cedeu lugar a umanova abordagem : a Gestão de Pessoas.
"As pessoas deixaram de ser simples recursos para serem abordadas como seres dotadosde inteligência, conhecimentos, habilidades, personalidades, aspirações, percepções,etc".(Chiavenato, 1998:28)
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 250/255
251
Segundo alguns autores, inicia-se, atualmente, uma nova era: a Era do Conhecimento,onde a denominação passa a ser Gestão de Pessoas, a estrutura descentralizada, onde aresponsabilidade pelas pessoas passa a ser de seu chefe imediato e o foco o resultado; ligaçãomais estreita com planejamento estratégico, dentro de uma visão holística da organização
VOLTAR PRÓXIMO
INDUSTRIALIZAÇÃOCLÁSSICA
INDUSTRIALIZAÇÃONEOCLÁSSICA
ERA DA INFORMAÇÃO
PERÍODO 1900-1950 1950-1990 1990-
Estruturaorganizacional
Funcional, burocrática, piramidal, centralizadora,
í id i fl í l
Matricial, enfatizandodepartamentalização por
d t / i
Fluida e flexível, totalmentedescentralizada, redes de
i ltif i i
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 251/255
252
rígida e inflexível.Ênfase nos órgãos
produtos/serviços ouunidades estratégias
equipes multifuncionais
Culturaorganizacional
Teoria XFoco no passado, tradições evaloresÊnfase na manutençãoValor as experiência anterior
TransiçãoFoco no presente e no atualÊnfase na adaptação doambiente
Teoria YFoco no futuroÊnfase na mudança e nainovaçãoValor ao conhecimento e àcriatividade
Ambienteorganizacional
Estático, previsível, poucase gradativas mudançasPoucos desafios ambientais
Intensificação das mudançase com maior velocidade
Mutável, imprevisível,turbulento, com grandes eintensas mudanças
Pessoas Pessoas como fatores de produção inertes e estáticos,
sujeitos a regras eregulamentos rígidos paraserem controlados
Pessoas como recursosorganizacionais que
precisam ser administrados
Pessoas como sereshumanos proativos, dotados
de inteligência e habilidadese que devem ser impulsionados
Denominação Relações Industriais Administração de RecursosHumanos
Administração de Pessoas
VOLTAR PRÓXIMO
2 DESAFIOS
Ulrich(1999), partindo do princípio que recursos humanos deve ser mantido aomente se cria valor ou produz resultados, enfoca menos o que fazem os profissionais de recursos humanos - contratação,desenvolvimento, remuneração, benefícios, comunicação, desenho da organização, equipes de altodesempenho- e mais o que eles geram - produtos, garantias e resultados.
Concordando com este autor, Santana (2000), apresenta o cenário futuro do ambiente empresarialem que RH estará atuando. Diz este autor que o grande desafio é identificar se e quais os fundamentosda gestão de organizações, com ênfase na questão humana, que contribuirão para que a organização
i j l d d j d é d P P i ê i
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 252/255
253
atinja os resultados desejados através das Pessoas e Processos, assim como as competências e posturasque serão exigidas do profissional
Para Ulrich(2000), o panorama competitivo das organizações e seu ambiente estão se alterando enovos modelos são necessários para lidar com os desafios futuros. Define oito desafios principais queserão enfrentados :
Globalização
Cadeia de valor para a competitividade empresarial e os serviços de RH Lucratividade entre custo e crescimento
Foco na capacidade
Mudança de parâmetros
Tecnologia
Atração, retenção e mensuração da competência e do capital intelectual
Transformação
Para responder a esses desafios, as organizações precisam gerar novas capacidades que derivemda redefinição e redistribuição das práticas , funções e profissionais de recursos humanos. Gerentes delinha e profissionais da área precisam criar juntos essas capacidades, através da diminuição dadistinção operacional entre eles.
VOLTAR PRÓXIMO
3 GRANDES TENDENCIAS· Autodesenvolvimento
- As pessoas, por motivações estritamente individuais, estão buscando pelo seu própriodesenvolvimento, como sendo um trabalho a ser devidamente explorado.
· Produção em massa personalizada
· Produção flexível
D d d i d d dif i d
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 253/255
254
· Demanda cada vez mais de produtos diferenciados
· Inovação constante
· Organizações voltadas para clientes e resultados
· Tendência dos jogos lúdicos
· Uso acentuado de tecnologia
· Computadores interligados e interativos· Internet - como ferramenta de desenvolvimento
· Educação a distância
· Telecomunicações - maior interação entre as pessoas
· Informação global e instantânea
VOLTAR PRÓXIMO
4 MANUTENÇÃO E RECURSOS HUMANOS
As cinco variáveis básicas - tarefa, estrutura, pessoas, tecnologia, ambiente- constituem os principais componentes no estudo da administração de empresas.
A manutenção detém o conhecimento das tarefas básicas para o bom desempenho das tarefas pelos operadores de máquinas e equipamentos, constituindo uma das funções chave da organização.Composta por profissionais integrados à estrutura organizacional, responsáveis por manter ofuncionamento dos recursos tecnológicos, máquinas e equipamentos, em perfeitas condições para oatendimento de clientes, deve-se orientar pelos mesmos princípios, desafios e tendências apresentados
t i t i t i d t d i ã
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 254/255
255
anteriormente, interagindo com toda a organização.Detectar uma perturbação mecânica, diagnosticar problemas, medir níveis insatisfatórios de
vibrações ou ruídos são requisitos para o atendimento dos clientes internos do setor de manutenção,muitas vezes com poucos profissionais, para atendimento imediato às operações críticas das falhas.
5 CONSIDERAÇÕES FINAIS
Conforme verificamos anteriormente , cada vez mais, o trabalho é exigente. Os funcionários estãoconstantemente chamados a fazer mais, geralmente com menos recursos e maiores pressões exercidasinterna e externamente, alterando a vida social e funcional nas grandes empresas .
A conscientização dos operadores, sua capacitação, e comunicação eficaz com o setor demanutenção devem prevalecer nas prioridades do setor, além das rotinas das tarefas. Considerar ainda ocomportamento técnico, o treinamento no posto de trabalho, como meios para atingir os resultados provenientes de necessidades para a nova realidade organizacional.
Assim, o setor de manutenção de estar presente e interligado ao planejamento estratégico daorganização, considerando ainda os seguintes itens para o para o desempenho satisfatório
· Retenção De Talentos
· Clima De Aprendizagem
· Orientação Para ResultadosVOLTAR PRÓXIMO
6 REFERENCIAS BIBLIOGRÁFICAS
BOOG,G.G.(coord.) Manual de Treinamento e Desenvolvimento ABTD. 3ed. São Paulo:Makron Books. 1999.
CHIAVENATO, I Recursos Humanos- edição compacta. São Paulo: Editora Atlas. 1998.
SANTANA J L O i õ fi i i d f t 7 35 I COSTA T D Q l
2 0 EMAN – 15 A 18 DE MAIO/01 MENU

7/28/2019 CD Rom 2eman
http://slidepdf.com/reader/full/cd-rom-2eman 255/255
SANTANA, J.L. Organizações e profissionais do futuro p. 7-35 In COSTA, T.D. Qual ofuturo para a área de R:H: nas empresas? São Paulo: Makron Books. 2000.
ULRICH, D. Os campeões de recursos humanos, São Paulo : Futura, 1999.












![Elaboraçãode Referências EstiloVancouver › ... › biblioteca › luvancouver.pdfAnderson SC, Poulsen KB. Anderson's electronic atlas of hematology [CD-ROM]. Philadelphia: Lippincott](https://img.document.onl/doc/110x75/5f04dc007e708231d4101156/elaboraode-referncias-estilovancouver-a-a-biblioteca-a-anderson.jpg)