Embed Size (px)
Citation preview

CENTRO UNIVERSITÁRIO DE UNIÃO DA VITÓRIA - UNIUV
CURSO DE ENGENHARIA INDUSTRIAL DA MADEIRA
JULIANA CHASS ISOTON
PAINEIS RECONSTITUÍDO DE MADEIRA SÓLIDA
COMPARATIVO DE PRODUTOS PARA
USO EM IMPLEMENTOS RODOVIÁRIOS
UNIÃO DA VITÓRIA – PR
2011

JULIANA CHASS ISOTON
PAINEIS RECONSTITUÍDO DE MADEIRA SÓLIDA
COMPARATIVO DE PRODUTOS PARA
USO EM IMPLEMENTOS RODOVIÁRIOS
Trabalho de Conclusão de Curso apresentado como requisito final para a obtenção do título de Bacharel em Engenharia Industrial da Madeira, pelo Centro Universitário de União da Vitória – UNIUV. Orientador: Prof. Dr. Roberto Pedro Bom
UNIÃO DA VITÓRIA
2011

JULIANA CHASS ISOTON
PAINEIS RECONSTITUÍDO DE MADEIRA SÓLIDA
COMPARATIVO DE PRODUTOS PARA
USO EM IMPLEMENTOS RODOVIÁRIOS
Trabalho de Conclusão de Curso apresentado como requisito final para a obtenção do título de Bacharel em Engenharia Industrial da Madeira, pelo Centro Universitário de União da Vitória – UNIUV. Orientador: Prof. Dr. Roberto Pedro Bom

Dedico este trabalho a minha mãe e a
meu pai pelo incentivo pela ajuda
financeira, que foram responsáveis pela
minha educação e sem eles nada disso
teria se concretizado.

Aos meus amigos, que tornaram a difícil
vida acadêmica, mais divertida e também
aos meus professores pelo conhecimento
e colaboração na minha formação.

“Faça o que for necessário para ser feliz.
Mas não se esqueça de que a felicidade é
um sentimento simples. Você pode
encontrá-la e deixá-la ir embora por não
perceber sua simplicidade”.
Mário Quintana

RESUMO
Os painéis de madeira são estruturas fabricadas a partir do principio de laminação cruzada, onde as lâminas são sobrepostas em números impares de camadas, com direção à grã perpendicular entre as camadas adjacentes. Substituem a madeira maciça em diferentes usos, como na fabricação de moveis e pisos. No presente estudo, foi confrontado o resultado de testes entre dois tipos de painéis, com relação à qualidade, resistência e comparado os custos de comercialização dos produtos. Os resultados obtidos têm função de facilitar e auxiliar a Empresa Somapar – Sociedade Paranaense Madeireira Ltda. melhorias no atendimento e apresentação do produto requerido pelos clientes. Visando a melhor satisfação dos clientes, procurando atender a demanda de mercado dirigido a pisos e assoalhos, dentro do setor de implementos rodoviários. Os resultados obtidos pelos testes de laboratório indicam que as diferenças de resistência e durabilidade entre o painel 001 e o painel 002 se apresentam com uma diferença próxima de 10%. Palavras-chave: Painéis de madeira, qualidade, resistência, custos, comparativo.

ABSTRACT
The wood panels are structures manufactured from cross lamination principle, where the blades are overlapped in odd numbers of layers, with the perpendicular grã direction in between adjacent layers. The panels replace the solid wood in served uses, such as furniture and floor manufacture. This study, will be compared the result tests between two kinds of panels, related quality, and resistence, compared the costs of the product business. The results to get, have a function for to facility and to assist the Empresa Somapar Sociedade Paranaense Madeireira Ltda, in the improvements of serve and presentation product asked by client aimed the best satisfaction of them, for to deal in toward the floors and wooden floors, within rood sector. The results obtained by laboratory tests indicate that differences in strength and durability of the panel 001 and panel 002 are presented with a difference close to 10%. Keywords: Wood panels, quality, strength, costs, comparative.

LISTA DE ILUSTRAÇÕES
Figura 1 – Complexo fabril da empresa Somapar – 1983 ......................................... 15
Figura 2 – Complexo fabril da empresa Somapar – 2009 ......................................... 15
Figura 3 – Produto Somapar 01 ................................................................................ 18
Figura 4 – Produto Somapar 02 ................................................................................ 18
Figura 5 – Produto Somapar 03 ................................................................................ 19
Figura 6 – Produto Somapar 04 ................................................................................ 19
Figura 7 – Produto Somapar 05 ................................................................................ 20
Figura 8 – Produto Somapar 06 ................................................................................ 20
Figura 9 – Produto Somapar 07 ................................................................................ 21
Figura 10 – Produto Somapar 08 .............................................................................. 21
Figura 11 – Produto Somapar 09 .............................................................................. 22
Figura 12 – Layout da Empresa ................................................................................ 26
Figura 13 – Fluxograma do processo produtivo ........................................................ 26
Figura 14 – Produção e consumo do compensado no Brasil (1995-2004) ................ 29
Figura 15 – Evolução histórica da produção e consumo do compensado (1997-2007)
.................................................................................................................................. 30
Figura 16 – Circular esquadrejadeira ........................................................................ 34
Figura 17 – Paquímetro ............................................................................................. 34
Figura 18 – Balança eletrônica .................................................................................. 35
Figura 19 – Máquina universal de ensaios ................................................................ 35
Gráfico 1 – Comparação da densidade básica.......................................................... 39
Gráfico 2 – Módulo de ruptura paralela ..................................................................... 41
Gráfico 3 – Módulo de ruptura perpendicular ............................................................ 42
Gráfico 4 – Módulo de elasticidade perpendicular ..................................................... 43

LISTA DE TABELAS
Tabela 1 – Dados do ensaio de densidade básica do painel 001 ............................. 38
Tabela 2 – Dados do ensaio de densidade básica do painel 002 ............................. 38
Tabela 3 – Média da densidade básica ..................................................................... 39
Tabela 4 – Dados do ensaio de flexão paralela do painel 001 .................................. 40
Tabela 5 – Dados do ensaio de flexão paralela do painel 002 .................................. 40
Tabela 6 – Média dos valores do módulo de ruptura e módulo de elasticidade ........ 40
Tabela 7 – Dados do ensaio de flexão perpendicular do painel 001 ......................... 41
Tabela 8 – Dados do ensaio de flexão perpendicular do painel 002 ......................... 42
Tabela 9 – Média dos valores do módulo de ruptura e módulo de elasticidade ........ 42

LISTA DE ABREVIATURAS E SIGLAS
ABIMCI - Associação Brasileira da Indústria de Madeira Processada Mecanicamente
B - Comprimento
CE MARKING - Certificado de qualidade da Confederação Européia
cm - Centímetros
CP - Corpo de prova
E - Espessura
Fm - Flexão máxima
gr - Gramas
H - Largura
Kgf - Quilogramas força.
m - Metros
mm - Milímetros
MOR - Módulo de ruptura
MOE - Módulo de elasticidade
PNQM - Programa Nacional da Qualidade da Madeira
s - Tempo
WBP - Wheather and boil proof

SUMÁRIO
1 INTRODUÇÃO ....................................................................................................... 13
1.1 JUSTIFICATIVA .................................................................................................. 14
1.2 OBJETIVOS ........................................................................................................ 14
1.2.1 Objetivo geral ................................................................................................... 14
1.2.2 Objetivo específico ........................................................................................... 14
2 DESENVOLVIMENTO ........................................................................................... 15
2. HISTÓRICO DA EMPRESA SOMAPAR ............................................................... 15
2.1 ATIVIDADE ECONÔMICA .................................................................................. 16
2.1.1 RESPONSABILIDADE SOCIAL ....................................................................... 16
2.1.2 ORGANOGRAMA ............................................................................................ 17
2.1.3 PRODUTOS FABRICADOS PELA EMPRESA SOMAPAR ............................. 17
2.1.4 LAYOUT ........................................................................................................... 22
2.1.5 CONTROLE DE QUALIDADE .......................................................................... 23
2.1.6 Parâmetro da qualidade ................................................................................... 24
2.1.7 O PROCESSO PRODUTIVO DA SOMAPAR .................................................. 25
2.1.7.1 Fluxograma de produção de compensado de madeira ................................. 25
2.1.7.2 Tecnologia adotada ....................................................................................... 25
3 REFERENCIAL TEÓRICO ..................................................................................... 27
3.1 PAINÉIS DE MADEIRA ....................................................................................... 27
3.1.1 História dos painéis de madeira ....................................................................... 27
3.1.2 Produção de painéis de madeira no Brasil ....................................................... 29
3.2 PROPRIEDADES DA MADEIRA ......................................................................... 30
3.2.1 Propriedades físicas ......................................................................................... 31
3.2.2 Propriedades mecânicas .................................................................................. 31
3.3 CUSTOS ............................................................................................................. 32
4 MATERIAIS E MÉTODOS ..................................................................................... 33
4.1 MATERIAIS ......................................................................................................... 33
4.1.1 Local de estudo ................................................................................................ 33
4.1.2 Ensaios ............................................................................................................. 36
4.1.2.1 Testes físicos ................................................................................................ 36

4.1.2.1.1 Teste de densidade .................................................................................... 36
4.1.2.2 Testes mecânicos ......................................................................................... 37
4.1.2.2.1 Flexão ......................................................................................................... 37
5 RESULTADOS OBTIDOS ..................................................................................... 38
5.1 TESTE DE DENSIDADE ..................................................................................... 38
5.2 TESTE DE FLEXÃO ............................................................................................ 39
5.2.1 Teste de flexão paralela ................................................................................... 39
5.2.2 Teste de flexão perpendicular .......................................................................... 41
6 CONCLUSÃO ........................................................................................................ 44
7 REFERÊNCIAS ...................................................................................................... 46
APÊNDICE A – Relatório e autenticação de horas extracurriculares ................. 48
APÊNDICE B – Declaração de estágio .................................................................. 49
APÊNDICE C – Termo de compromisso – Confirmação do orientador .............. 50

13
1 INTRODUÇÃO
A maior parte de toda a carga transportada pelo Brasil é feita pelo modal
rodoviário, responsável por movimentar certa de 60% de todas as mercadorias,
independente do tipo ou origem. Esse volume de carga circulando em um país de
dimensões como o Brasil, é movimentado em implementos rodoviários (cargas seca,
contêineres, entre outros) que acomodam os produtos fracionados como cargas
transportadas pelos caminhões.
Nos últimos cinco anos vêm acontecendo mudanças tecnológicas no setor de
implementos rodoviários e com isso a uma tendência de diversidade de produtos e
melhor aplicabilidade deles nas operações de movimentação de carga.
As empresas buscam produtos que possibilitem a maximização da carga por
veículo. Estes necessitam de estruturas que garantam a segurança dos produtos,
principalmente como é o caso dos assoalhos das carrocerias onde são utilizados
painéis de madeira, sendo que atualmente, é o produto que apresenta a maior
relação custo beneficio. Suas características garantem a alta durabilidade e
resistência mecânica do produto, geram segurança e qualidade na carga
transportada.
Para atender as grandes exigências do mercado as empresas estão
direcionando uma maior atenção à tecnologia, redução de custos e principalmente, a
qualidade do produto final. Pois estas diferenciações fazem com que os
consumidores se tornem fieis ao produto. Com isso é necessário desenvolver
projetos e estudos para assim atender a demanda do mercado.

14
1.1 JUSTIFICATIVA
O mercado de painéis de madeira vem passando por constantes mudanças
diante das exigências de seus clientes, devido a este fato se faz necessário à busca
por produtos de qualidade e com diferencial competitivo, deste modo é de suma
importância que as empresas que produzem este tipo de produto desenvolvam
estudos sobre as particularidades deles.
O presente trabalho tem o ensejo de comparar painéis de madeira de pinus
com painéis construídos com madeira de eucalipto, visando demonstrar os índices
de resistência existentes entre eles e seus respectivos custos, deste modo almeja-se
transformar este breve estudo em uma ferramenta para tomada de decisões.
1.2 OBJETIVOS
1.2.1 Objetivo geral
Realizar um comparativo entre a resistência mecânica de painéis de madeira,
confeccionados com madeiras Pinus elliottii e Eucalyptus grandis, visualizando o
comparativo de custos em relação à resistência.
1.2.2 Objetivo específico
• Realizar testes de resistência mecânica em painéis de compensado
confeccionados com Pinus elliottii e Eucalyptus grandis.
• Verificar o valor de venda de cada produto e analisar o custo-benefício de
cada um em função dos testes de resistência mecânica.

15
2 DESENVOLVIMENTO
2. HISTÓRICO DA EMPRESA SOMAPAR
A empresa Somapar – Sociedade Madeireira Paranaense Ltda atua no ramo
madeireiro há mais de 50 anos. Iniciou suas atividades em 1944, com a extração e
beneficiamento de pinheiro araucária, conífera nativa da região que era encontrada
em abundância, assim permaneceu por quase 40 anos.
Iniciou a produção de compensados no ano de 1972 e, a partir de 1983, a
cisão do grupo Serrarias Irmão Fernandes S/A com uma nova fábrica de
compensados, denominada Sociedade Madeireira Paranaense Ltda, ficando sob a
diretoria dos senhores Paulo Cavalcanti Neto, Nilo Boni Júnior e Julio Cesar Boni.
Figura 1 – Complexo fabril da empresa Somapar – 1983. Fonte: Somapar, 2011.

16
Figura 2 – Complexo fabril da empresa Somapar – 2009. Fonte: Somapar, 2011.
2.1 ATIVIDADE ECONÔMICA
A Somapar é uma Indústria Madeireira. Comercializa seus produtos nos
mercados interno e externo para mais de 20 países como EUA, Inglaterra, Irlanda,
Bélgica, Alemanha, Argentina, Holanda, Itália e Espanha.
Hoje a empresa conta com pouco mais de 150 colaboradores em seu quadro
funcional ativo, e está classificada como uma empresa de médio porte.
2.1.1 RESPONSABILIDADE SOCIAL
Voltada para o futuro e preocupada com a responsabilidade ambiental, a
reserva florestal é explorada racional e seletivamente e sua matéria-prima é extraída
do programa de reflorestamento e manejo sustentável.
Procurando a auto-suficiência em matéria prima, a empresa executa rígido
programa de reflorestamento, através de técnicas modernas e sementes
selecionadas, sendo 100 hs/ ano com Pinus elliottii e Pinus taeda, com em tornar-se
auto-sustentável em relação a esta matéria-prima.
Sua missão é fabricar um produto de qualidade, satisfazendo aos seus
clientes, obtendo maior produtividade e lucro através da satisfação de seus
colaboradores.

17
Reconhecida por oferecer qualidade de vida aos seus colaboradores e
dependentes, obteve pela segunda vez o Prêmio Sesi de Qualidade no Trabalho, na
categoria de empresa de médio porte, na região dos Campos Gerais.
Diante da necessidade de sobreviver num mercado altamente competitivo, de
diminuir custos e eliminar desperdícios, investir, inovar, de se organizar com
flexibilidade, valorizar seus recursos humanos, acompanhar o rápido progresso da
humanidade e mudança de paradigmas, a empresa optou por mudar a sua cultura,
redefinindo os seus objetivos, criando uma nova visão de futuro, investindo e
apostando alto na profissionalização efetiva de todas as áreas da empresa através
de cursos e treinamentos.
2.1.2 ORGANOGRAMA
Abaixo, o organograma interno da empresa Somapar onde sua estrutura está
representada.

18
2.1.3 PRODUTOS FABRICADOS PELA EMPRESA SOMAPAR
A Somapar tem, em sua linha de produção, uma diversificação de produtos a
fim de atender seus clientes, tais como:
• SOMAPAR 01: compensado naval (colagem fenólica WBP), revestido com
filme fenólico, tendo uma face anti-derrapante com 220gr/m² mais uma face
lisa com 120gr/m². Tem aplicação em pisos de palcos para shows,
arquibancadas e passarelas.
Figura 3 – Produto Somapar 01. Fonte: Somapar, 2011.
• SOMAPAR 02: compensado naval (colagem fenólica WBP), tratado em usina
de autoclave contra os agentes biodegradadores da madeira. Tem aplicação
como piso e revestimento de para ônibus, trens, furgões entre outros.

19
Figura 4 – Produto Somapar 02. Fonte: Somapar, 2011.
• SOMAPAR 03: compensado naval (colagem fenólica WBP), plastificado
através do processo de impregnação (cura á quente) direto nas fibras da
madeira com a aplicação de 220gr/m² de resina líquida na cor preta. É
utilizado em máquinas (vibro-prensas) de fabricação de blocos, pavers e pisos
de concreto.
Figura 5 – Produto Somapar 03. Fonte: Somapar, 2011.
• SOMAPAR 04: compensado naval (colagem fenólica WBP), plastificado com
filme fenólico com gramaturas de 120 ou 160gr/m². É utilizado em fôrmas de

20
madeira para concreto armado aparente, e na confecção de fôrmas para
lajes, pilares e vigas.
Figura 6 – Produto Somapar 04. Fonte: Somapar, 2011.
• SOMAPAR 05: compensado naval (colagem fenólica WBP) de amescla para
a carpintaria em geral, tem aplicação pisos, revestimentos e divisórias de
casas e alojamentos, base para móveis, portas, estofados e revestimentos
automotivos, náuticos entre outros.
Figura 7 – Produto Somapar 05. Fonte: Somapar, 2011.

21
• SOMAPAR 06: compensado naval (colagem fenólica WBP), com aplicação na
face e contra-face de compostos químicos líquidos obtidos através de
polimerização entre um fenol e um aldeído. Tem aplicações em tampas,
revestimentos e pisos para implementos rodoviários: basculantes, carretas,
carrocerias, furgões entre outros.
Figura 8 – Produto Somapar 06. Fonte: Somapar, 2011.
• SOMAPAR 07: compensado naval (colagem fenólica WBP) com alta
resistência para a indústria de transportes. Tem aplicações como piso e
revestimentos de ônibus, trens, metros, reboques, é utilizado como parede,
forros e assoalhos de casas e mezaninos.
Figura 9 – Produto Somapar 07. Fonte: Somapar, 2011.

22
• SOMAPAR 08: compensado naval (colagem fenólica WBP) revestido com
filme fenólico tendo uma face anti-derrapante com 320gr/m² mais uma face
lisa com 120gr/m², e pode ser produzido com as duas faces lisas. Tem
aplicações em pisos para passarelas, decks em geral, prateleiras,
armazenagem de materiais, mezaninos entre outros.
Figura 10 – Produto Somapar 08. Fonte: Somapar, 2011.
• SOMAPAR 09: compensado naval (colagem fenólica WBP) que possui alta
resistência a umidade, revestido com filme fenólico 120gr/m² na cor marrom
sendo uma face lisa e a outra texturizada (antiderrapante) ou as duas fases
lisas. Tem aplicação em tampas laterais e pisos para implementos
rodoviários, e é indicado para indústria náutica.

23
Figura 11 – Produto Somapar 09. Fonte: Somapar, 2011.
2.1.4 LAYOUT
Na figura 12 observa-se o layout do complexo fabril da empresa Somapar
dividido por seus setores.

24
Figura 12 – O layout da empresa. Fonte: Somapar, 2011.
2.1.5 CONTROLE DE QUALIDADE
Em 1º de agosto de 2003 a Somapar foi certificada pelo PNQM (Programa
Nacional de Qualidade da Madeira) e em março de 2005 conseguiu o certificado CE
Marking (Certificado Exigido pela União Européia), comprovando ainda mais a
qualidade de seus produtos.
O responsável pela qualidade deve:
• Garantir a implementação e manutenção do Sistema da Qualidade, de acordo
com os Procedimentos estabelecidos;
• Relatar à Diretoria o desempenho do Sistema da Qualidade;
• Elaborar e aprovar os Procedimentos da Qualidade, as Instruções de
Trabalho e demais documentos necessários;
• Revisar, quando necessário os Procedimentos da Qualidade, as Instruções de
Trabalho e demais documentos;

25
• Distribuir os Procedimentos da Qualidade, as Instruções de Trabalho e
demais documentos de acordo com as áreas de utilização;
• Guardar e manter todos os Documentos da Qualidade;
• Executar auditorias internas de qualidade;
• Tomar decisões em casos de não conformidade detectada durante o
processo de produção.
Os inspetores da qualidade devem:
• Verificar se os controles são efetuados de acordo com os Procedimentos da
Qualidade e Instruções de Trabalho aplicáveis;
• Executar os controles requeridos nos Procedimentos da Qualidade e nas
Instruções de Trabalho;
• Registrar os resultados obtidos;
• Identificar a situação de inspeção do produto ou lote;
• Comunicar o Responsável pela Qualidade quando detectada qualquer não
conformidade durante o processo de produção;
• Identificar e segregar os produtos não conformes.
2.1.6 Parâmetro da qualidade
Os parâmetros são métodos que o PNQM, através de reuniões com todas as
empresas participantes do programa, decidiu seguir para formar um padrão nacional
de como fazer o painel de compensado.
Toda empresa deve seguir para que o compensado tenha sempre a mesma
qualidade. Exemplo: As chapas de compensado não poderão variar mais que 01 mm
da espessura fabricada (uma chapa de 18 mm não pode ser maior que 19 mm ou
menor que 17 mm) se sair desse limite a chapa terá que ser desclassificada, ou
denominada, “Não Conforme”.

26
2.1.7 O PROCESSO PRODUTIVO DA SOMAPAR
Sua capacidade produtiva é de 36.000 m³/ano de madeira compensada. Seus
principais fornecedores de lâminas de madeira tropical situam-se à
aproximadamente 3000 Km de distância nos estados do Amazonas, Mato Grosso,
Mato Grosso do Sul, Rondônia, Roraima, Pará.
2.1.7.1 Fluxograma de produção de compensado de madeira
O processo de fabricação do compensado envolve duas etapas distintas:
• A fabricação de lâminas de madeira através de um torno;
• A elaboração do painel compensado através da montagem, colagem e
prensagem destas lâminas. Devido ao fato do boletim anterior ter abrangido o
processo de produção de lâminas de madeira, neste informativo serão
abordadas apenas informações relacionadas ao Fluxograma de Produção de
Compensado de Madeira, considerando lâminas secas disponíveis no
mercado.
2.1.7.2Tecnologia adotada
O fluxo do processo produtivo de uma fábrica de compensados é
relativamente simples e envolve as seguintes atividades:
I. Juntadeira de miolo;
II. Montagem do compensado;
III. Pré-prensagem;
IV. Prensagem;
V. Pré-classificação;
VI. Esquadrejamento;
VII. Lixamento;

27
VIII. Classificação;
IX. Armazenamento, embalagem e expedição.
Abaixo a Figura 13, mostra o fluxograma do processo produtivo da empresa,
divido em processos, estoque e processos de apoio.
Figura 13 – Fluxograma do processo produtivo. Fonte: MQ-005 Somapar, 2011.

28
3 REFERENCIAL TEÓRICO
3.1 PAINÉIS DE MADEIRA
O painel de madeira é produzido por números impar de lâminas de madeira,
perfeitamente ligadas entre si através de um adesivo, de tal maneira que a direção
das fibras das lâminas adjacentes forma um ângulo reto (IWAKIRI, 2005). Para
Mendes (1996) citado por Iwakiri (2005) define o painel de madeira como conjunto
de folha de madeira (lâminas) arranjado, de modo que o sentido das fibras de uma
lâmina seja posicionado no sentido perpendicular aos das lâminas adjacentes, e
colados sob- efeitos de pressão e temperatura.
“A madeira compensada é formada pela colagem de três ou mais lâminas,
alternando-se as direções das fibras em ângulo reto. Os compensados podem ser
três, cinco ou mais lâminas, sempre em número ímpar” (PFEIL; PFEIL, 2003, p.12).
A fabricação dos painéis de madeira é baseada no principio da laminação
cruzada na qual as lâminas são sobrepostas em números impares de camadas, com
direção à grã perpendicular entre as camadas adjacentes, para maior equilíbrio
estrutural através de uma construção balanceada. Quando as lâminas são coladas
obedecendo à laminação cruzada, resulta em produtos com maior estabilidade
dimensional e melhor distribuição de resistências nos sentido, longitudinais e
transversal. (IWAKIRI, 2005)
3.1.1 História dos painéis de madeira
A indústria de painéis de madeira no Brasil surgiu na década de trinta, com a
instalação das empresas no sul do país tendo como principal matéria-prima o pinho
mais conhecida por Pinheiro do Paraná. Com a expansão da agricultura e a
derrubada excessiva e extração da madeira as empresas da região sul começaram

29
a migrar para o norte do país em busca de madeiras tropicais como fonte de
matéria-prima (IWAKIRI; PRATA, 2008).
A partir da década de 80, com a maturação das florestas plantadas, as indústrias de base florestal no Brasil passaram por um processo de transformação em termos de matéria-prima, produtos e processos produtivos. A base da matéria-prima madeira que era quase que totalmente oriunda de florestas nativas passou a ser substituídas pelas florestas plantadas de rápido crescimento, especialmente a de pinus e eucalipto. As espécies do gênero Pinus (taeda e elliottii) foram as primeiras a serem utilizadas para substituição de madeiras nativas para fabricação de produtos sólidos e reconstituídos, face às suas características tecnológicas e disponibilidade (IWAKIRI; PRATA, 2008, p.83)
O painel de madeira é um painel de qualidade superior, tem vantagens como
a alta estabilidade, pode ser produzida em várias dimensões grandes, ser estrutural,
ser utilizado com água e tem fácil uso para diversos manuseios, um produto com
estas especificações possui um custo de produção relevado pela alta qualidade da
matéria-prima, é produzido a partir de lâminas de madeiras onde é necessário toras
de qualidade superior e, portanto mais caras. (TOMASELLI; SCHEFFER, 1999).
No início dos anos 90 houve uma acentuada redução no consumo de todos os painéis de madeira. Isto deve-se, em parte, à crise na economia norte-americana do início desta década, que refletiu-se também na Europa. De qualquer forma, é importante, observar que no período de crise o painel menos afetado foi o compensado. Após um período de queda a produção total de compensados voltou a crescer. De 1991 a 1998 a produção mundial de compensado cresceu 26%, um valor bem acima do consumo médio para produtos de madeira. (TOMASELLI; SCHEFFER, 1999, p.10)
Atualmente existem 200 indústrias produtoras de painéis de madeira no
Brasil, sendo que as empresas que utilizam o pinus como matéria-prima estão
obtendo maior espaço no mercado. Estima-se que 60% do painel de madeira é
produzido com madeira folhosa, e os outros 40% com madeira plantada que é
principalmente com a espécie de pinus, incluindo o tipo “combi” com a capa de
madeira tropical e o miolo de madeira pinus (ABIMCI, 2003).
3.1.2 Produção de painéis de madeira no Brasil

30
A produção de painéis de madeira tem crescido de forma acentuada desde a
última década, alcançando um volume recorde de 3,8 milhões de m³ em 2004, este
crescimento esta associado a o bom desempenho das exportações. Até meados de
90 predominava a produção de compensado tropical, após a crise asiática de 1997
os painéis de madeira ocuparam posição de destaque contribuindo com 2/3 da
produção nacional. Em 2004, a produção de compensado tropical atingiu 1,4
milhões de m³, enquanto que a produção do compensado de pinus atingiu a uma
média de 2,4 milhões de m³. (ABIMCI, 2004).
Na Figura 14, mostram-se os níveis de crescimento da produção e consumo
do compensado tropical e de pinus do ano de 1995 até 2004.
Figura 14 – Produção e consumo do compensado no Brasil (1995-2004). Fonte: Banco de Dados STCP, 2011.
O mercado nacional de painéis de madeira apresentou grande variação nos
últimos anos, em 1997 o consumo representava 78% da produção, e em 2006
somente cerca de 30% da produção foi consumida. Apresentou uma leve queda de
3,5% de 2005 para 2006 embora os níveis de consumo deste produto no mercado
interno tenham aumentado, é possível relatar que desde 2004 os níveis de produção
dos painéis de madeira encontram-se estagnadas, apenas houve acréscimo nos
níveis de consumo do produto. (ABIMCI, 2007)
Na Figura 15, observa-se a evolução histórica da produção e consumo do
compensado tropical e de pinus desde o ano de 1997 até 2007.

31
Figura 15 – Evolução histórica da produção e consumo do compensado (1997-2007). Fonte: ABRAF e Banco de Dados STCP, 2007.
A produção dos painéis esta em um bom momento e a previsão é de que esta
fase positiva continue nos próximos anos, alguns fatores estão influenciando
positivamente este setor, a uma previsão para 2010 um aumento de 66% da
produção dos painéis em relação à capacidade atual, que é de 6,0 milhões de m³ e
deve passar para 10 milhões de m³ anuais. (ABIPA, 2010)
3.2 PROPRIEDADES DA MADEIRA
O conhecimento das propriedades da madeira é importante para sua melhor
utilização, elas variam em função de cada espécie, podendo existir variações ainda

32
entre uma mesma espécie afetada por fatores genéticos, ambientais ou pelo seu
próprio manejo. (SERPA; VITAL, 2004)
3.2.1 Propriedades físicas
Devido a orientação das células a madeira é um material anisotrópico,
apresentam três direções principais longitudinal, radial e tangencial, as diferenças
de propriedades entre as direções radial e tangencial raramente tem importância
prática, basta somente diferenciar as propriedades na direção das fibras principais
(direção longitudinal) e na direção perpendicular ás mesmas fibras. (SFEIL; SFEIL,
2003).
As propriedades físicas da madeira mais importantes em termos da colagem
da madeira são a densidade e conteúdo de umidade estas propriedades afetam de
forma distintas a mobilidade do adesivo e tensões na linha da cola. (IWAKIRI, 2005).
A densidade tem influencia significativa tanto nas propriedades da madeira
como no processo produtivo, painéis produzidos com madeira de baixa densidade
têm maior resistência à flexão, a tração superficial e a o maior modulo de
elasticidade. Enquanto as madeiras com maior densidade apresentam menor
estabilidade dimensional. (MOLESMI, 1974).
3.2.2 Propriedades mecânicas
As propriedades mecânicas da madeira apresentam uma grande variabilidade
em virtude, sobretudo, das estruturas não homogêneas, da presença de defeitos, do
grau de umidade e das condições de ensaios. (PORTAL DA MADEIRA, 2009)
As propriedades mecânicas das espécies de madeira são determinadas por
ensaios realizados em amostras sem defeitos, para a caracterização completa da
madeira e para seus determinados usos finais. Dos ensaios padronizados obtêm-se
as resistências características de cada peça que variam ainda com fatores como o

33
teor de umidade, tempo de duração de carga e ocorrência de defeitos. (PFEIL;
PFEIL, 2003)
3.3 CUSTOS
Desde o inicio da década de 90 grandes alterações nas características dos
negócios, como o processo de globalização vem alterando gradativamente as
condições de competitividade do mercado vêm se elevando-nos diversos setores da
atividade econômica, acentua ainda mais a necessidade de gestão de custos.
(SILVA, 2000)
As considerações sobre custos confundem-se com o inicio da civilização humana, a partir do principio de que a subsistência humana depende da satisfação das suas necessidades e essas dependem, por sua vez, do consumo de bens, previamente produzidos e distribuídos. Assim, o sistema do consumo de produção e consumo de bens são passiveis de distribuição no mercado. Estes elementos podem ser traduzidos em ações e que toda a ação representa um custo associado ao consumo de valores na obtenção de um bem. Algumas definições de custo podem ser descritas da seguinte forma: são as avaliações em bases monetárias de todos os bens consumidos por uma empresa na produção de bens industriais; é todo sacrifício feito para produzir um determinado bem, desde que seja possível atribuir um valor monetário a esse bem. (CENI, 2003, p.24).
Segundo Leone (2000, p. 54), a definição de custo “o consumo de um fator de
produção medindo em termos monetários para a obtenção de um produto, de um
serviço ou de uma atividade que poderá ou não gerar renda”.
Custo é o gasto relativo ao bem ou serviço utilizado na produção de bens e serviços, ou seja, é o gasto efetuado na área fabril (produção) da organização. Como exemplo de custo pode citar a matéria-prima utilizada o processo produtivo, a mão-de-obra utilizada na área fabril, a energia elétrica consumida na área fabril e todos os outros gastos efetuados na área fabril. (GUIMARÃES NETO, 2008, p.9)
Para Martins (2000, p. 52) custo é um gasto relativo ao bem ou serviço utilizado na produção de outros bens e serviços, o custo é também um gasto, no momento da utilização dos fatores de produção (bens e serviços) para a fabricação de um produto ou execução de um serviço.

34
4 MATERIAIS E MÉTODOS
4.1 MATERIAIS
Os materiais utilizados para a realização dos testes foram dois painéis de
madeira com 1,22 metros largura e 2,50 metros comprimento. Um dos painéis foi
produzido com 2 camadas de 2,0 mm cada como capa e contra capa de Eucalyptus
grandis e 8 camadas de 2,2 mm cada e mais 5 camadas de 2,4 mm cada, de Pinus
elliottii (denominado painel 001) e a outra, composta somente de Pinus elliottii com 2
camadas de 1,5 mm cada, 5 camadas de 3,3 mm cada e 4 camadas de 3,2 mm
cada (denominado painel 002). Os painéis foram produzidos seguindo o mesmo
padrão de qualidade e sistema de produção.
Para os testes foram obtidos corpos de prova conforme as medidas e
dimensões estabelecidas pela norma EN 323.
4.1.1 Local de estudo
Os ensaios de resistência dos painéis de compensado foram realizados no
Laboratório da Qualidade da empresa Somapar, localizada á BR 476 km 01, n° 980
– Bairro São Joaquim na cidade de União da Vitória – PR.
Para a realização do desdobro do painel foram utilizados os seguintes
equipamentos: luva de rapas, protetor auricular, óculos de proteção, circular
esquadrejadeira (Figura 16), paquímetro (Figura 17). O desdobro das chapas foi
orientado de acordo com a norma, que demonstra como devem ser realizados os
cortes.

35
Figura 16 – Circular esquadrejadeira. Fonte: da autora, 2011.
Figura 17 – Paquímetro. Fonte: http://www.gauchafornituras.com.br/php/index.php?t=detalhe&produto=371, 2011.
Para a realização das medições dos corpos de prova foram utilizados os
seguintes equipamentos: paquímetro, trena e lápis cópia, balança eletrônica (Figura
18).
O teste mecânico de flexão foi realizado em uma Máquina Universal de
Ensaios, EMIC (Figura 19).

36
Figura 18 – Balança eletrônica. Fonte: da autora, 2011.
Figura 19 – Máquina universal de ensaios. Fonte: da autora, 2011.

37
4.1.2 Ensaios
Os testes realizados nos painéis 001 e 002 serão classificados em testes
físicos e mecânicos.
4.1.2.1 Testes físicos
Os testes físicos foram realizados após a exposição dos corpos de prova a
condições que viabilizem ensaios onde se pretendem chegar a valores de equilíbrio
sendo 60% UR e 20°C.
4.1.2.1.1 Teste de densidade
A densidade básica foi determinada pela relação entre peso seco dos corpos
de prova e o volume úmido.
Já confeccionados os corpos de prova foram pesados, medidos e anotados
seus respectivos numerais. Para a realização das medições foram necessários um
paquímetro, e um lápis permanente. As medidas de tolerância de cada dimensão
estabelecida pela EN 323 são:
• Largura: 50 ± 1 mm
• Comprimento: 65 ± 1 mm
A quantidade total foi de 6 corpos de prova por painel, totalizando 12 corpos
de prova para os dois painéis de estudo.
Realizado os procedimentos anteriores, os corpos de prova foram levados a
uma câmara climática (figura 22), e permaneceu a uma temperatura de 20°C ± 2°C,
e a uma umidade de 65% ± 5% UR. Em seguida foi realizadas pesagens nos corpos
de prova a cada 24 horas para manter um equilíbrio, onde a variação do peso não
ultrapassasse 0,01 gramas de um peso para o outro. A seguir a expressão para
determinar a densidade básica:

38
Db = Ps / Vu (g.cm-3)
Onde:
Db= densidade básica (g.cm-3)
Ps = peso do corpo de prova seco em estufa a 20 °C ± 2°C (g)
Vu = volume do corpo de prova em estado saturado (cm3)
4.1.2.2 Testes mecânicos
Para a realização dos testes mecânicos, foi utilizado a maquina universal de
ensaios e seus aparatos necessários para a realização dos testes, normalmente
utilizam-se a célula de carga de 2000 kg.
4.1.2.2.1 Flexão
Os testes de flexão estática tiveram por finalidade avaliar a resistência
(Módulo de Ruptura – MOR) a flexão e rigidez (Módulo de Elasticidade – MOE) dos
painéis de compensado e tais propriedades são as de maior importância no uso
construtivo e estrutural do painel.
Identificados os corpos de prova reservados para este teste, foram medidos,
pesados e marcados novamente. O número total de corpos de prova por painel é de
12, totalizando 24 corpos de prova das duas chapas em estudo, terminada a
medição e marcação, os corpos de prova foram para câmara climática.
A segunda pesagem foi feita 4 dias após a primeira, as demais seguiram um
intervalo de 24 horas, até atingirem o equilíbrio, ou seja variando menos de 0,01
gramas em 24 horas, após sua estabilização os corpos de prova estão prontos para
a realização dos testes mecânicos

39
5 RESULTADOS OBTIDOS
A seguir serão expostos os resultados obtidos nos testes, buscando uma
comparação entre os resultados de cada painel.
5.1 TESTE DE DENSIDADE
As Tabelas 1 e 2 apresentam os valores obtidos nos ensaios físicos de
densidade dos painéis 001 e 002.
Tabela 1 – Dados do ensaio de densidade básica do painel 001.
N° CP B H E PESO DENSIDADE Cm Cm Cm G/cm³ Kg/m³
1 50,68 50,71 33,11 54,17 637,00 2 50,69 50,13 32,98 52,78 630,00 3 50,69 50,67 32,97 50,72 599,00 4 50,60 50,47 33,51 53,55 626,00 5 50,64 50,74 33,40 53,88 628,00 6 50,67 50,68 33,11 51,02 600,00
Fonte: da autora, 2011.
Tabela 2 – Dados do ensaio de densidade básica do painel 002.
N° CP B H E PESO DENSIDADE Cm Cm Cm G/cm³ Kg/m³
1 51,00 50,81 31,35 46,09 588,00 2 50,93 50,92 31,32 46,16 569,00 3 50,61 51,00 31,30 43,72 542,00 4 50,92 50,87 31,36 43,55 536,00 5 51,00 50,83 31,33 44,46 548,00 6 50,93 50,79 31,34 43,66 539,00
Fonte: da autora, 2011
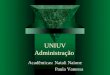
A Tabela 3 mostra a média da densidade básica. O Gráfico 1 apresenta uma
comparação média da densidade básica entre painéis 001 e 002.

40
Tabela 3 – Média da densidade básica.
Painel Densidade Básica Kg/cm³
Painel 001 620,00
Painel 002 553,67 Fonte: da autora, 2011.
Gráfico 1 – Comparação da densidade básica. Fonte: da autora, 2011.
Pode se observar entre os valores da densidade básica que estatisticamente
não existe diferença entre os painéis e que os resultados estão em conformidade
com produto oferecido ao cliente.
5.2 TESTE DE FLEXÃO
5.2.1 Teste de flexão paralela
Logo após ser realizado o cálculo de densidade dos corpos de prova para
verificar se os mesmos encontravam-se em equilíbrio, foi submetidos a testes
mecânicos, onde foi determinada a força de resistência á flexão.
A Tabela 4 apresenta os valores obtidos nos ensaios de flexão paralela as
fibras do painel 001, e a Tabela 5 apresentam o valor do desvio padrão.

41
Tabela 4 – Dados do ensaio de flexão paralela do painel 001.
N° de CORPOS DE PROVA
FM MOR MOE TEMPO Kgf Mpa Mpa S
01 283,30 55,56 7837,87 39,70 02 273,61 53,66 7325,02 34,28 03 235,19 46,13 7429,94 22,58 04 282,05 55,32 7581,85 31,30 05 237,48 46,58 6854,71 27,43 06 287,03 56,30 7974,89 33,22
Fonte: da autora, 2011.
A Tabela 5 apresenta os valores obtidos nos ensaios de flexão paralela as
fibras do painel 002.
Tabela 5 – Dados do ensaio de flexão paralela do painel 002.
N° de CORPOS DE PROVA
FM MOR MOE TEMPO Kgf Mpa Mpa S
01 228,06 44,75 6175,03 33,65 02 251,94 49,41 6881,48 30,27 03 236,92 46,47 6788,45 29,60 04 290,42 56,96 7912,45 40,95 05 225,99 44,32 6670,21 38,48 06 203,49 39,91 5983,47 28,92
Fonte: da autora, 2011.
A Tabela 6 apresenta a média dos valores do módulo de ruptura e módulo de
elasticidade, e o Gráfico 2 faz uma comparação entre os resultados do módulo de
ruptura dos dois painéis.
Tabela 6 – Média dos valores do módulo de ruptura e módulo de elasticidade.
PAINEL MOR Média
(Mpa) MOE Média
(Mpa)
PAINEL 001 52,26 7500,71
PAINEL 002 46,97 6735,177 Fonte: da autora, 2011.
Levando em consideração os resultados obtidos na Tabela 6 podemos
observar que o módulo de ruptura do painel 001 apresentou uma diferença em
relação ao painel 002, enquanto o módulo de elasticidade não apresentou diferença
para ambos os painéis.

42
Gráfico 2 – Módulo de ruptura paralela. Fonte: da autora, 2011.
O Gráfico 2 mostra a diferença entre o painel 001 e o painel 002 para o
ensaio de módulo de ruptura paralela.
5.2.2 Teste de flexão perpendicular
Os ensaios realizados nos teste de flexão perpendicular são os mesmos de
flexão paralela. A Tabela 7 apresenta os valores obtidos nos ensaios de flexão
perpendicular do painel 001.
Tabela 7 – Dados do ensaio de flexão perpendicular do painel 001.
N° de CORPOS DE PROVA
FM MOR MOE TEMPO Kgf Mpa Mpa S
01 251,18 502,36 54682,34 56,08 02 209,79 419,58 45263,18 46,13 03 265,58 531,15 56290,12 55,30 04 235,19 470,38 48571,34 44,23 05 264,33 528,66 54440,56 51,97 06 226,75 453,49 51848,48 35,25
Fonte: da autora, 2011.
A Tabela 8 apresenta os valores obtidos nos ensaios de flexão paralela as
fibras do painel 002.

43
Tabela 8 – Dados do ensaio de flexão perpendicular do painel 002.
N° de CORPOS DE PROVA
FM MOR MOE TEMPO Kgf Mpa Mpa S
01 233,60 467,20 50891,29 34,47 02 186,88 373,76 58081,41 21,73 03 203,56 407,12 36529,54 43,12 04 223,08 446,16 41158,98 39,48 05 200,86 401,72 45145,57 31,85 06 293,95 587,91 45868,84 58,15
Fonte: da autora, 2011.
A Tabela 9 apresenta a média dos valores do módulo de ruptura e módulo de
elasticidade, o Gráfico 3 uma comparação do módulo de ruptura, e o Gráfico 4 uma
comparação do módulo de elasticidade entres os dois painéis.
Tabela 9 – Média dos valores do módulo de ruptura e módulo de elasticidade.
PAINEL MOR Média
(Mpa) MOE Média
(Mpa)
PAINEL 001 484,27 51849,34
PAINEL 002 447,31 46279,27
Fonte: da autora, 2011.
Levando em consideração os resultados obtidos na Tabela 9 podemos
observar que o módulo de ruptura como também o módulo de elasticidade, os
resultados apresentaram diferenças entre ambos os painéis.
Gráfico 3 – Módulo de ruptura perpendicular. Fonte: da autora, 2011.

44
O Gráfico 3 mostra a diferença entre o painel 001 e o painel 002 para o
ensaio de módulo de ruptura perpendicular.
Gráfico 4 – Módulo de elasticidade perpendicular. Fonte: da autora, 2011.
O Gráfico 4 mostra a diferença entre o painel 001 e o painel 002 para o
ensaio de módulo de elasticidade perpendicular.

45
6 CONCLUSÃO
Depois de realizados e analisados os testes físicos e mecânicos dos painéis,
pode-se concluir que houve uma variação entre os valores da densidade básica
entre o painel 001, que apresentou um peso de 620 kg por m³, em relação ao painel
002, que apresentou um peso de 553 kg por m³, representando uma diferença de
12.% a favor do painel 001, o que, provavelmente estatisticamente não existe
diferença e que os resultados estão dentro do esperado pelos critérios operacionais
da empresa.
Pelos resultados obtidos nos ensaios de flexão paralela para o módulo de
ruptura, como apresenta o Gráfico 2, pode-se observar que o painel 001 possui um
índice de resistência de 6% de superioridade quanto comparado ao painel 002.
Para os ensaios de flexão perpendicular houve uma variação para o módulo
de ruptura, como apresenta o Gráfico 3, pode-se observar que o painel 001 possui
um índice de resistência de 4% de superioridade quanto comparado ao painel 002, e
para o módulo elasticidade houve um índice de resistência do painel 001 de 6% de
superioridade ao painel 002 como se pode observar no Gráfico 4.
De acordo com o departamento de controle de custos da empresa, o valor de
venda do painel 001 é 10% mais elevado que o painel 002. Essa diferença se dá
pela utilização da madeira de eucalyptus que possui um valor de mercado mais alto
do que a madeira de pinus.
Mas, com este trabalho, pode-se comprovar que essa diferença não
representa um ganho de benefício entre um ou outro painel uma vez que as
diferenças de resultados obtidos pelos testes de laboratório indicam que as
diferenças de resistência e durabilidade se apresentam com uma diferença também
próxima de 10%.
Assim, buscando atender a demanda do mercado, oferecendo o painel 001
com uma resistência, rigidez e durabilidade e um valor de venda de 10% a maior
para aqueles clientes que buscam um produto de maior resistência e altíssima
qualidade, e o painel 002 com um custo inferior para aqueles que buscam produtos
a serem utilizados em situação que não requeiram maiores impactos sobre o
produto.

46
Desta forma, a empresa busca atender as exigências do mercado e
principalmente, dos seus clientes buscando produtos com inovações tecnológicas,
qualidade incorporada e valores que são absorvidos pelo mercado.

47
7 REFERÊNCIAS
ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA DA MADEIRA PROCESSADA MECANICAMENTE (ABIMCI). Estudo setorial 2003. Disponível em: <http://www.abimci.com.br>. Acesso em: 4 out. 2011. ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA DA MADEIRA PROCESSADA MECANICAMENTE (ABIMCI). Estudo setorial 2004. Disponível em: <http://www.abimci.com.br>. Acesso em: 4 out. 2011. ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA DA MADEIRA PROCESSADA MECANICAMENTE (ABIMCI). Estudo setorial 2007. Disponível em: <http://www.abimci.com.br>. Acesso em: 4 out. 2011. ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA DE PAINÉIS DE MADEIRA (ABIPA). De olho no mercado de painéis. Disponível em: <http://www.abipa.org.br/deOlhoNoMercado.php>. Acesso em: 12 out. 2011. CENI, E. A. Modelo para análise de custos nos processos de beneficiamento da madeira. 2003. 198f. Dissertação (Pós-Graduação em Engenharia Florestal do Setor de Ciências Agrárias) – Universidade Federal do Paraná – UFPR, Curitiba, 2003. GUIMARÃES, N.O. Análise de custos. Curitiba: IESDE Brasil, 2008. IWAKIRI, S. Painéis de madeira reconstituída. Curitiba: FUPEF, 2005. IWAKIRI, S.; PRATA, J. G. Produção de painéis compensados multilaminados de Eucalyptus. Revista da Madeira, São Paulo, 2008. Disponível em: <http://www.guiaflorestal.com.br/?pg=lerartigo&id=81>. Acesso em: 12 jul. 2011. LEONE, G. S. G. Custos: planejamento, implantação e controle. 3.ed. São Paulo: Atlas, 2000. MARTINS, E. Contabilidade de custos. 7.ed. São Paulo: Atlas, 2000. MOSLEMI, A. A. Particleboard: materials. Illinois: Gary Gore, 1974.

48
PFEIL, W.; PFEIL, M. Estruturas de madeira. 6.ed. Rio de Janeiro: LTC Editora, 2003. PORTAL DA MADEIRA. Propriedades mecânicas da madeira. Disponível em: <http://portaldamadeira.blogspot.com/2009/10/propriedades-mecanicas-da madeira.html>. Acesso em: 17 out. 2011. REIS, G. A. de M. Procedimentos para a realização de ensaios em painéis de compensados. 2008. 69f. Trabalho de Conclusão de Curso (Graduação em Engenharia Industrial da Madeira) – Centro Universitário de União da Vitória – UNIUV, União da Vitória, 2008. SILVA, J. B. J. Custos: ferramentas de gestão. São Paulo: Atlas, 2000. SERPA, P. N.; VITAL, B. R. Propriedades da madeira de pinus elliottii. Revista da Madeira, Curitiba, dez. 2004. Disponível em: <http://www.remade.com.br/pt/revista_materia.php?edicao=86&id=677>. Acesso em: 17 out. 2011. TOMASELLI, I.; SCHEFFER, L. F. A reação do compensado. Revista da Madeira, Curitiba, n.45, p.10-14, Julho. 1999.

49
APÊNDICE A – Relatório e autenticação de horas extracurriculares

50
APÊNDICE B – Declaração de estágio

51
APÊNDICE C – Termo de compromisso – Confirmação do orientador