Embed Size (px)
Citation preview

Ciclo de vida de empreendimentos de dutos
Luiz Felipe Amorim

Distribuição

Interação Transporte x Distribuição

Distribuição


Distribuidora
Comercial Distribuição Gestão
Engenharia Controle
Operações
Comercial
Detecção ERMs Emergência
Normas e
tecnologia Controle
Gestão
• Planejamento
• CQ
• Q/MA/Seg
Como funciona uma distribuidora?

Planejamento da Construção

DISTRIBUIDORA
GESTOR de OBRA
TERCEIRIZADA
SUPERVISORES de OBRA
Soldador Encarregado Ajudante
AUDITOR
Gestão de Mão de Obra

Abertura de sondagens/Cavas para verificar condições de terreno,
localização de serviços de terceiros e adequação do traçado
(possibilidade de alteração do traçado)
l Inclui localização de serviços de terceiros
Comprovar as condições da obra mecânica
l Maquinaria homologada, soldador homologado, traçado do tubo,
profundidade da vala, condições de soldadura...
Corroborar para a correta realização da obra mecânica prévia ao
recobrimento da vala e inventariar os elementos da rede para garantir
a traçabilidade
l Distância e proteção entre serviços, profundidade da vala, materiais
homologados, traçado do tubo...
Confirmar o correto desenvolvimento da prova de estanqueidade, e
garantir uma adequada colocação em serviço
Verificar o estado da obra uma vez finalizada
l Incluir comprovação do estado final externo do entorno da obra
Verificar que a obra se executa segundo as condições de qualidade,
segurança e custos definidos
ETAPA 1:
Visita prévia
ETAPA 2:
Condições iniciais obra mecânica
ETAPA 3:
Obra Mecânica propriamente dita
ETAPA 4:
Colocação em Serviço
ETAPA 5:
Comprovação Final
RAMAIS:
Visita Única durante a obra
Etapas da Construção

A inspeção verifica todos os aspectos legais e normativos e as boas práticas do
trabalho, com a seguinte ordem de prioridades:
1. Legislação vigente: regulamentos, normas nacionais e territoriais de aplicação.
2. Norma Técnica da empresa.
3. Outras recomendações e diretrizes de caráter legislativo.
As inspeções

Calibração / verificação periódica
Os manômetros de coluna d’água devem ser calibrados com freqüência de pelo
menos 2 (dois) anos ou verificados periodicamente a cada ano, podendo ser
alterada de acordo com o histórico de calibração / verificação periódica
realizada.
Os manômetros de coluna d’água, cujos resultados tenham erros superiores a
+/- 2,0% por faixa de verificação / calibração ou +/- 2,0% de erro Fiducial, devem
ser rejeitados.
Se forem detectados desvios fora da tolerância, deve ser registrada uma não
conformidade, e avaliado o impacto destes pela Área Responsável pelo
instrumento. A partir do resultado, deve ser definido se as instalações que foram
admitidas com o instrumento em questão devem ou não sofrer uma nova
avaliação.
Manômetros de coluna d’água
Calibração / Verificação

Controle de Risco

Inserção de tubulação de PE em Ferro Fundido
– Queimaduras durante a execução da solda de PE;
– Projeção de materiais durante a quebra da tubulação de ferro fundido;
– Asfixia durante a execução do balonamento;
– Acidente durante movimentação e a inserção do tubo de PE;
– Valas com escoramento em desacordo com a norma;
– Manuseio de ferramentas sem luvas.
Purga e colocação em carga
– Asfixia durante o manuseio do gás inerte;
– Incêndio durante a colocação em carga;
– Riscos inerentes a obra civil;
– Risco de explosão devido a má utilização de detectores.
Atividades de Risco
Furação em carga
– Movimentação de equipamentos;
– Escapamento de gás durante a furação;
– Incêndio;
– Queda de materiais e equipamentos.
Bloqueio de rede
– Balão de obturação em mau estado de conservação;
– Asfixia durante a execução do balonamento;
– Escapamento de gás;
– Incêndio.
Atividades de Risco

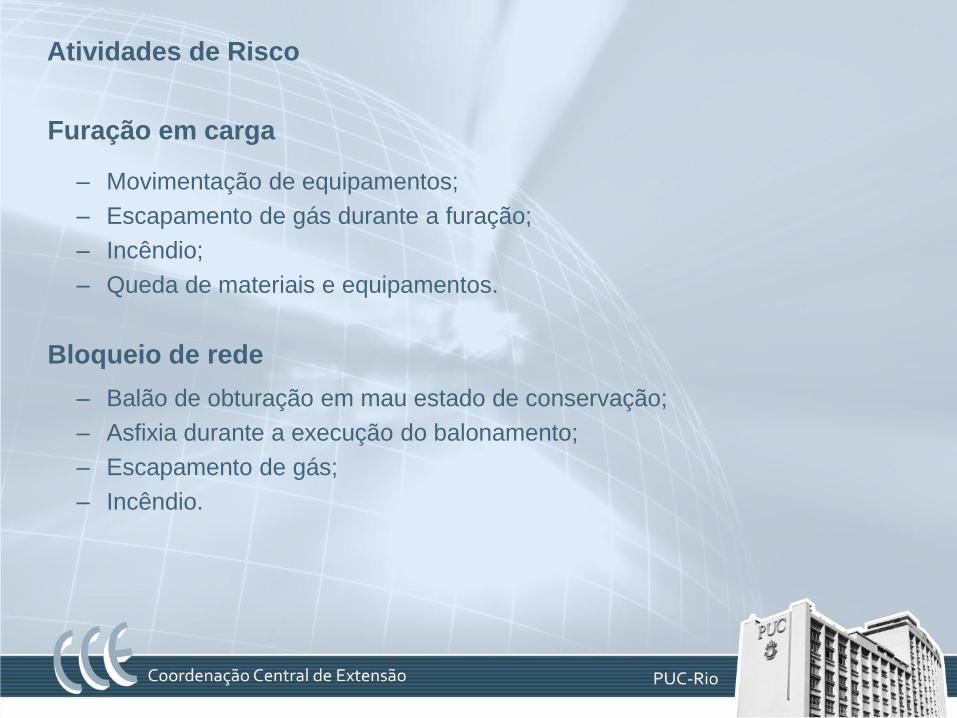
Mitigação dos Riscos
ACESSO A VALA
• Para valas com profundidade superior a 1,30 metros, deverá ser instalado
escadas de acesso ou outros dispositivos com a mesma finalidade.
• Tanto a escada, quanto outros dispositivos, deverão ser construídos com
material em excelente estado de conservação.
ESCORAMENTO
As valas em terreno compacto, com esforços de tráfego e com profundidade de
até 1,30 metros, deverão possuir escoramento semiestanque;
• As valas em terreno solto, com esforços de fundações ou de tráfego e com
profundidade de até 1,30 metros, deverão possuir escoramento estanque;
• As valas em terreno compacto, sem esforços e com profundidade de 1,30
metros até 2 metros, deverão possuir escoramentos semiestanques ou
estarem escoradas;
• As valas em terreno solto, com esforços de tráfego ou fundações, com
profundidade de 1,30 metros até 2 metros, deverão possuir escoramentos
estanque;

As valas em terreno compacto, sem esforços e com profundidade entre 2 e
2,50 metros, deverão possuir escoramento semiestanque;
• As valas em terreno compacto ou solto, com esforço de tráfego ou fundações,
com profundidade entre 2 e 2,50 metros, deverão possuir escoramento
estanque;
• As valas com profundidade superior a 2,50 metros, em terrenos compactos ou
soltos, deverão possuir escoramento estanque;
• O escoramento deverá ser prolongado a pelo menos a 20 centímetros acima
da borda de escavação.
Mitigação dos Riscos
ESCORAMENTO

Mitigação dos Riscos
ESCORAMENTO
DISTÂNCIA MÍNIMA = METADE
DA PROFUNDIDADE
CANALETA PARA
DESVIAR ÁGUA
USAR O
EXPLOSÍMERO
MANTER A ESCAVAÇÃO
SEM LÍQUIDOS E VENTILADA USAR MÁSCARA COM
FILTRO PARA VAPORES
ORGÂNICOS
P
(PROFUNDIDADE)
PROIBIDO O ACESSO DE
PESSOAS NÃO AUTORIZADAS
ISOLAR E SINALIZAR
A ÁREA
ESCADA PARA
ACESSO
PROLONGAR
ESCORAMENTO EM
15 cm CONTRA
QUEDA DE
MATERIAIS
ESCORAMENTO
Mitigação dos Riscos

• Os resíduos deverão ser
armazenados em locais distantes de
possíveis pontos de deslizamento;
• Os resíduos não poderão impedir a
passagem de pessoas e veículos e
não poderão obstruir hidrantes
públicos.
Mitigação dos Riscos
ESCORAMENTO

Construção e Montagem
• Transporte, manuseio e estocagem

Os veículos de transporte e de elevação devem ser revisados para verificar a
não existência de ressaltos, arestas etc., que possam causar danos aos tubos.
A altura da pilha de bobinas deve ser tal que permita que o manuseio destas
seja feito de forma segura.
Não se deve colocar nenhum material no topo das embalagens de tubos
durante o transporte e/ou estocagem destes.
Não se deve utilizar correntes ou cabos de aço para fixar ou retirar as
embalagens de tubos de polietileno, seja durante o transporte ou
armazenamento das peças. Somente devem ser utilizadas redes de malha
larga ou materiais que não danifiquem os tubos.
Os tubos em barras devem ser transportados de forma que suas extremidades
não ultrapassem o limite do caminhão.
Transporte dos tubos

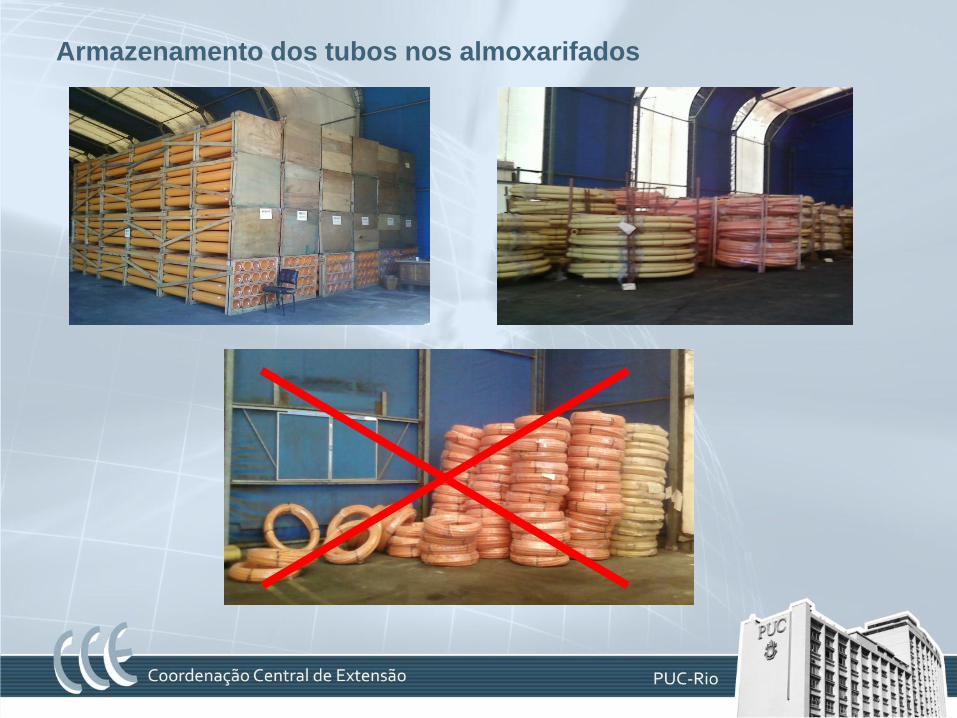
Armazenamento dos tubos nos almoxarifados
Os tubos devem ser armazenados em local coberto e protegido.
Quando os fardos forem empilhados, deve ser evitada a colocação dos fardos
de forma que os mesmos se apóiem sobre os tubos do fardo inferior.
As bobinas devem ser empilhadas de forma paralela ao plano horizontal sobre
peças de madeira, paletes ou superfícies não abrasivas. As bobinas nunca
devem ser armazenadas verticalmente a fim de evitar a ovalização do material.
Se houver a necessidade de armazenamento de tubos de polietileno em local
descoberto, deve-se protegê-los de modo que não recebam a incidência direta
dos raios solares. Entretanto, deve-se tomar cuidado para que a proteção
utilizada não permita a transmissão de calor excessivo que possa afetar as
peças.
Nos armazéns do GN e de suas contratadas, devem seguir os critérios PEPS
(Primeiro a Entrar, Primeiro a Sair) para entrega do material.
Armazenamento dos tubos nos almoxarifados

Em obra, os tubos devem ser armazenados em local coberto com lona plástica
preta, de espessura entre 0,15mm e 0,20mm, e ventilado, protegido da ação da
umidade, sol e chuva. O local deve ser plano, limpo, livre de pedras ou objetos
salientes, conforme Figura abaixo.
O trafego de guindaste e veículos, no local de armazenagem dos tubos, deve
ser evitado.
Armazenamento de tubos na obra

Escavação
• Método destrutivo

Traçado
O trajeto deve ser o mais retilíneo possível, observando os seguintes
aspectos:
a) Custo frente a outras alternativas viáveis
b) Manutenção futura
c) Interferências com o tráfego e pedestres
d) Transtornos para a população
Obra Civil

Profundidade da vala – Céu aberto
As profundidades mínimas das valas destinadas às tubulações de polietileno
devem ser:
• 0,60 m para as redes principais;
• 0,40 m para os ramais externos e;
• 0,80 m para zona rural ou ajardinada.
Medidos entre a geratriz superior do tubo até a superfície do pavimento
acabado.
Em nenhuma hipótese, devem ser instaladas tubulações a uma profundidade
inferior a 0,40 m.
Entre 0,40 m e 0,60 m devem ser instaladas as proteções adequadas.
Sempre que possível, devem ser evitadas as profundidades superiores a 1,50
m.
A profundidade do ramal interno deve ser ser de 0,50 m.
Obra Civil

(mm) 20 32 63 90 110 160 200 250 315
Largura
da
vala(a)
Mecânica 220 a
270
240 a
290
270 a
320
290 a
340
310 a
360
360 a
410 400 600 600
Manual 220 a
270
240 a
290
270 a
320
290 a
340
310 a
360
360 a
410 400 600 600
Largura da vala – Céu Aberto
Notas:
Cotas em milímetro
O Diâmetro de 20 mm deverá ser utilizado em ramais e ramais gerais dentro de condomínios,
conjunto habitacionais, vilas etc.
Obra Civil

Distância em relação a edifícios e obras subterrâneas
A distância ideal até as fachadas, recomendada para a instalação das
canalização, é, no mínimo de 1,50 m, evitando-se, sempre que possível, uma
distância inferior a 0,30 m.
A obra civil será executada de modo que a futura canalização passe
preferencialmente pela calçada e à maior distância possível da fachada.
Obra Civil

Cruzamento e proximidade com outras tubulações
A tubulação deverá ser instalada a uma distância segura de redes elétricas ou
outra fonte de calor, de forma que não haja temperaturas circundantes que
excedam 40º C.
Em nenhum caso, será permitido passar uma tubulação de gás paralelamente
e por baixo de um conduto não estanque, como os telefônicos e quando existir
uma tubulação desse tipo, a obra civil deverá ser realizada prevendo-se que a
tubulação de gás deva situar-se por cima desta ou no mesmo nível. No caso
de cruzamento dessas tubulações, nenhuma junta da tubulação deverá
coincidir com qualquer junta do conduto , numa distância de 0,50 m medida de
ambos os lados do ponto de cruzamento.
Obra Civil

Passagem por obstáculos diversos
As passagens através de estradas, rios ou cursos d’água e ferrovias serão
realizadas de acordo com as disposições dos órgãos competentes em cada
caso.
Na falta destes adotar os critérios descritos na norma NBR 12712.
Obra Civil

Rompimento da pavimentação
A pavimentação deverá ser cortada aplicando-se um corte regular, de
preferência com serra circular, no caso de lajes pequenas, macadames,
cimentados, etc.
Qualquer pavimentação formada por elementos separados, como lajotas,
paralelepípedos sobre areia, etc., deve ser removida e empilhada com muito
cuidado.
Onde haja problema de desmoronamento das bordas da vala devem-se deixar
damas de 0,4 m de largura com o objetivo de evitar o desmoronamento das
bordas, antes da compactação estas devem ser demolidas.
Obra Civil

Escavação da vala
O posicionamento deve ser feito no projeto de acordo com as normas
municipais de ocupação das várias faixas da via pública. Quando o
posicionamento não estiver bem definido ou for inexeqüível, deve ser
observado o seguinte:
Obra Civil

Escavação da vala
a) valas devem ser localizadas no leito carroçável quando:
- os passeios laterais não tiverem a largura mínima necessária ou existirem
interferências de difícil remoção;
- resultar em vantagem técnica ou econômica;
- a vala no passeio oferecer risco às edificações adjacentes;
- os regulamentos oficiais impedirem sua execução no passeio;
b) valas devem ser localizadas no passeio quando:
- o projeto previr rede dupla;
- os passeios tiverem espaço disponível;
- houver vantagem técnica e econômica;
- a rua for de tráfego intenso e pesado :
Obra Civil

Fundo e reaterro da vala
Antes da instalação da tubulação, deve-se retirar do fundo da vala pedras e
todos os elementos rígidos encontrados durante a escavação.
Para que haja um apoio uniforme para a tubulação a ser instalada, o fundo da
vala deve ser preenchido com uma camada de 0,15 a 0,20 m de pó-de-pedra
ou similar.
O envolvimento da tubulação e a primeira camada do reaterro deve ser
compactado manualmente em camadas com espessuras de no mínimo 0,10
m e no máximo 0,15 m, até que se atinja uma altura de 0,20 m acima da
geratriz superior da tubulação.
O restante do reaterro deve ser compactado com camadas de até 0,20 m.
Obra Civil

Sinalização de advertência
Deve ser colocada uma tela de segurança com fita de aviso, sobre a tubulação
de gás a uma distância entre 20 e 30 cm da geratriz superior dessa tubulação
como advertência ante a uma escavação ou perfuração.
Obra Civil

Sinalização de advertência
Obra Civil

Recomposição da pavimentação
A recomposição da pavimentação demolida deve ser feita de modo que a área
afetada pela canalização volte às condições em que se encontrava, atendendo
sempre às orientações dos órgãos públicos competentes ou proprietários
atingidos.
A recomposição da pavimentação deve ser executada, seguindo-se as
diretrizes da respectiva autoridade competente.
Se tal autoridade não estabelecer diretrizes, deve-se adotar o procedimento,
listado a seguir:
Obra Civil
Recomposição da pavimentação
No caso de recomposição de calçada, deve-se colocar sobre o aterro final
uma cobertura de 10 cm de concreto, com resistência característica de 11
MPa.
Sobre essa base, deve-se colocar a pavimentação definitiva, com as mesmas
características da existente antes das obras de canalização.
No caso de recomposição de pavimentação de pista, esta deve ser feita, em
geral, com os materiais e características originais, e quando se tratar de
pavimentações asfaltadas, com uma base de 20 cm de concreto, de
resistência característica de 11 MPa, sobre o aterro final, e sobre essa base, a
pavimentação original. Essa pavimentação deve ser, salvo instrução em
contrário, uma massa asfáltica de 7 cm de espessura e cuja largura tenha 20
cm a mais que a largura da vala (10 cm de cada lado).
Obra Civil

Procedimento de Proteção – Considerações Gerais
A instalação de protetores visa um aumento da segurança em todos os casos
de cruzamentos e paralelismos com outros serviços públicos enterrados, que
devem cumprir as seguintes distâncias mínimas:
Obra Civil

Procedimento de Proteção – Distâncias mínimas
• 30 cm em cruzamentos e paralelismos de redes em BP, MPA e MPB, e nos
pontos de cruzamento em AP.
• 30 cm em cruzamentos e paralelismos de ramais, ramais internos enterrados
ou outros trechos enterrados das instalações receptoras em BP, MPA e MPB,
e nos pontos de cruzamento em AP.
• 30 cm em relação as redes de água, esgoto ou outros serviços e obstáculos;
• 50 cm em relação a linhas telefônicas;
• 40 cm em paralelismos de redes e ramais, ramais internos enterrados ou
outros trechos enterrados das instalações receptoras em AP;
• 50 cm em relação a linhas elétricas
Obra Civil

São instaladas as proteções abaixo descritas nos casos onde o paralelismo ou
cruzamento entre a tubulação de gás em polietileno, em qualquer classe de
pressão de serviço, e a interferência elétrica, cabos, hastes de aterramento,
etc. for menor que o indicado.
• Placas de fibrocimento, com 10 mm de espessura e dimensões 300 x 600
mm.
• Polímero NR com aditivo incorporado.
• Tijolo Maciço.
• PVC.
• Borracha NBR.
Procedimento de proteção – Tipos de proteções e sua instalação
Obra Civil

Procedimento de proteção – Tipos de proteções e sua instalação
Obra Civil

Dependendo da natureza do serviço do qual se deve proteger o tubo de gás,
e o tipo de condição que pode causar a tubulação de gás, se deverá colocar
o tipo de proteção adequado as características da mesma.
A seguir se detalha o tipo de condição que pode causar sobre a tubulação de
gás em alguns dos serviços mais comuns encontrados no subsolo:
Canalização de água: A condição que pode originar uma fuga de água, a
consideraremos condição MECÂNICA. Neste caso a tubulação de gás
aterrada nas imediações, pode ser afetada pelo impacto contínuo de um jato
de água pressurizada que misturado com areia pode produzir uma
perfuração no tubo.
Procedimento de proteção – Tipos de proteções e sua instalação
Obra Civil

Cabos de distribuição elétrica: Podem originar dos tipos de condição,
ELÉTRICA por avaria, e TÉRMICA por sobrecargas que podem produzir
temperaturas elevadas.
Redes de telecomunicação: Pode originar uma condição ELÉTRICA, devido
as tubulações de gás enterradas poderem ser afetadas por uma descarga
elétrica, procedente de um defeito em um cabo de telecomunicações que
circule em torno dela.
Tubos de águas residuais e drenos: Podem originar uma condição
QUÍMICA, devido as tubulações de gás aterradas podem ser afetadas por
alguma substância química procedente de uma infiltração de água residual de
uma tubulação que circule em torno do tubo de gás.
Procedimento de proteção – Tipos de proteções e sua instalação
Obra Civil

Tubos de concreto ou serviços concretados: A condição que pode originar
é mecânica e basicamente por atrito. Se deve evitar que as canalizações de
gás aterradas que estejam instaladas na proximidade de tubos de concreto
ou de serviços concretados, pois podem sofrer danos por sua proximidade
durante o reaterro e a compactação.
Dependendo do tipo de serviço aterrado e da possível condição que possa
provocar, se adotaram como proteção os materiais indicados na tabela 2:
Procedimento de proteção – Tipos de proteções e sua instalação
Obra Civil

Em caso de coexistir mais de um serviço, se protegerá a instalação de gás
natural com um número mínimo de tipos de proteção necessário.
Segundo a tabela 2, elegendo aquela ou aquelas que cumpram com o
Máximo de condições a proteger.
Procedimento de proteção – Tipos de proteções e sua instalação
Obra Civil

No caso de tubos de gás de PE para as condições mecânicas produzidas por
redes de água, condições elétricas e térmicas produzidas por cabos elétricos,
se utilizará de preferência o polímero NR.
Proteções de polímero NR: Existem três modelos de proteções de polímero
NR, as quais , em função da parte do trecho da instalação de gás a proteger,
se usará a indicada na tabela 3.
Procedimento de proteção – Tipos de proteções e sua instalação
Obra Civil

• Proteções tijolo maciço ou placas de fibrocimento.
Se aplicará entre o tubo de gás e o serviço a proteger.
Fileira de tijolos maciços cujas medidas padrão serão, 250mmx 50mm.
Placas de fibrocimento, insolúveis em água e de medidas:
600mmx300mmx10mm de espessura, com uma sobreposição mínima
de 10% entre as placas.
Em ambos os casos se admitirão outras características técnicas e dimensões
comerciais que garantam uma adequada proteção e aprovação prévia da
GNF, mantendo sempre uma espessura de 40mm para o tijolo maciço e
10mm para o fibrocimento.
Em todos os casos se deverá colocar uma camada de areia de 20mm de
espessura no mínimo, entre a proteção em cada um dos serviços a proteger.
Procedimento de proteção – Tipos de proteções e sua instalação
Obra Civil

Se a distância entre os serviços obrigar que a separação entre a proteção e
qualquer dos mesmos seja inferior a 20mm, se substituirá a camada de areia
pela borracha sintética NBR de de 3mm de espessura no mínimo e de uma
superfície suficiente para evitar que durante o reaterro e compactação da
vala, nas posteriores sobrecargas, a proteção danifique as rede ou os
ramais.
Procedimento de proteção – Tipos de proteções e sua instalação
Obra Civil
• Proteções com bainha e meia cana de PVC ou placas de borracha
Sintética NBR.
As proteções mediante bainhas ou meia canas de PVC de 3mm de
espessura mínima ou placa de borracha sintética NBR de 3mm de
espessura mínima, utiliza-se quando as redes dos outros serviços sejam de
concreto ou são protegidas por tal material já que se considera que este
material (concreto), constitui uma proteção não inflamável e tem uma
resistência mecânica adequada. É recomendável interpor uma camada de
areia de no mínimo de 20mm em ambos os lados do material de proteção.
Procedimento de proteção – Tipos de proteções e sua instalação
Obra Civil

Para a proteção de canalizações de gás a outros serviços enterrados de águas
residuais, drenos, registros e drenagem de água, se utilizará uma bainha
contínua de PVC de 3mm de espessura mínima, que garanta as distâncias
mínimas indicadas para cada país.
Adicionalmente se a canalização de gás cruza pela parte inferior do serviço, a
bainha de PVC se prolongará sempre que seja possível 50cm em ambos os
extremos da tubulação de gás mais além do ponto de condição.
Para estes casos se proíbe expressamente a colocação de bainhas
seccionadas longitudinalmente.
Procedimento de proteção – Tipos de proteções e sua instalação
Obra Civil

Procedimento de proteção – Tipos de proteções e sua instalação
Obra Civil

A Seguir estão listados alguns elementos nocivos ao Polietileno:
• Aguarrás;
• Amoníaco Liquido;
• Anilina;
• Benzina;
• Cloro;
• Clorofórmio;
• Éter;
• Gasolina comum;
• Graxas.
Procedimento de proteção – Tipos de proteções e sua instalação
Obra Civil

Escavação
• Método não destrutivo

Descrição: Consiste na execução
de um túnel horizontal por onde
são instalados dutos subterrâneos
de forma não destrutiva.
Impactos: Este método causa
pouco impacto no entorno da área
em que será implanta a
infraestrutura e mitiga os riscos
com o meio ambiente.
Áreas de Atuação: Através deste
sistema pode-se instalar no
subsolo dutos de gás, telefonia,
fibras, drenagem, água potável,
esgotos, etc..
Perfuração Dirigida

Emprego: Muito utilizado para
cruzamentos de canais, estradas,
áreas de tráfico intenso, áreas
ambientalmente sensíveis, e áreas
onde outros métodos são mais caros.
Possibilidades: Substituição do
processo de escavação “a céu
aberto”, fornecendo menos impacto ao
tráfego, menor custo, instalação mais
profunda e/ou mais longa, tempos
mais curtos da conclusão, e
segurança ambiental.
Perfuração Dirigida

Consiste basicamente de 3 estágios:
Primeiro estágio → perfurar um
furo piloto no trajeto projetado;
Segundo estágio → processo de
ampliar o furo passando uma
ferramenta de corte maior
denominada como alargador;
Terceiro estágio → inserir o produto
ou “puxar” a tubulação no furo
ampliado.
Perfuração Dirigida

Equipamentos:
Máquinas de perfuração →
pequenas (até 15 t), médias (de 15 até
50 t) e grandes (acima de 50 t).
Sonda perfuratriz; brocas
alargadoras, barras de aço, rastreador
/ direcionador da sonda.
Perfuração Dirigida

Principal: PLANEJAMENTO
PESQUISAR → Interferências
subterrâneas (cadastro de
concessionárias; levantamento físico;
abertura de bueiros; pesquisa com
habitantes; levantamento geológico,
geomagnético, etc).
PROJETAR → compilar os dados de
campo; estruturar o projeto; cálculos;
planta, perfil, ângulo de entrada e
saída, profundidade, estudos especiais;
autorizações; contato com
concessionárias, outros.
Perfuração Dirigida

PROCEDIMENTAR → Plano de
furo; cópia do projeto; verificação dos
equipamentos; identificação de campo
das interferências, estudar “o que
fazer e como fazer”.
PROFISSIONALIZAR
OPERADORES, NAVEGADORES e
AUXILIARES
Perfuração Dirigida

Referência Normativa
NBR 14461:2000 Sistemas para distribuição de gás combustível para redes
enterradas – tubos e conexões de Polietileno PE 80 e PE 100 – Instalação
por método destrutivo (vala a céu aberto)
NBR 14462:2000 Sistemas para distribuição de gás combustível para redes
enterradas – tubos de Polietileno PE 80 e PE 100 – Requisitos
Obra Mecânica

Definição
A obra mecânica compreende as diversas operações que se realizam para
conseguir a instalação e o acoplamento dos distintos elementos de uma
tubulação ou derivação, aplicando para cada material as tecnologias que lhe
são próprias ou realizando os trabalhos específicos necessários para reparar
uma tubulação de forma definitiva quando exista um dano.
Obra Mecânica

Uniões
As técnicas utilizadas no Grupo GN para uniões através de fusão são:
- União de Topo por Termofusão
- União por eletrofusão
Obra Mecânica

- Assegurar que o fundo de vala esteja isento de objetos duros e cortantes e
que se colocou a camada de pó de pedra.
- Assegurar que o tubo não esteja danificado com defeito superior a 10% da
espessura do tubo e corpos estranhos dentro da tubulação
- As tubulações de PE devem ser sempre subterrâneas.
- As tubulações não poderão ser instaladas sob tensão e para isso deverão
ser instaladas no leito da vala com ondulações no plani horizontal afim de
absorver possíveis contrações térmicas.
Instalação da Tubulação
Obra Mecânica

As tubulações não poderão ser instaladas sob tensão e para isso deverão ser
instaladas no leito da vala com ondulações no plano horizontal a fim de
absorver possíveis contrações térmicas.
Instalação da Tubulação
Obra Mecânica

Mudança de direção

Escopo
Estabelecer os critérios de projeto de prolongamentos e derivações em redes
de polietileno, tanto novas quanto existentes ou renovadas, com pressão de
serviço de até 4 bar.
Prolongamento e Derivações

Critérios Gerais
Os critérios gerais para a execução de prolongamentos e derivações sobre
redes de polietileno são os seguintes:
- Os prolongamentos diâmetro igual com DN 63 e DN 90 são realizados
preferencialmente utilizando luvas eletrosoldáveis, podendo ser usada a
soldagem de termofusão a critério do responsável, respeitando os limites
estabelecidos nas normas de referência e nas normas da ABNT.
- A soldagem de topo só pode ser realizada entre tubulações e/ou os
acessórios com o mesmo diâmetro e SDR.
As uniões entre tubulações e acessórios de diferente SDR só poderão
ser realizadas com luvas eletrosoldáveis.
Vale ressaltar que tendo em vista as necessidades encontradas em obras, os
critérios técnicos descritos nas normas da GN, e com a permissão da GN,
podem ser utilizadas outras soluções construtivas.
Prolongamento e Derivações

Soldagem por Topo

A soldagem de topo consiste na união mediante pressão, dos extremos
planos dos tubos e acessórios de igual diâmetro e espessura previamente
aquecidos por uma placa aquecedora até alcançar a temperatura de fusão, e
durante o tempo prescrito em cada caso.
A técnica de soldagem de topo não requer o emprego de acessórios para a
união de tubulações, porém exige o uso de máquinas mediante as quais se
pode controlar a pressão necessária para a união.
Este tipo de união é empregado em diâmetros iguais ou superiores a 110mm,
para construções de redes e ramais.
Definições e Campo de Aplicação
Soldagem por Topo

As uniões por soldagem de topo se realizam mediante o emprego de
máquinas especiais, que facilitam o transporte e a manipulação dos tubos e
acessórios. Qualquer máquina para soldagem de topo consiste basicamente
de abraçadeiras que sustentam o tubo ou acessório e que se deslizam sob a
ação de um grupo hidráulico, permitindo confrontar e pressionar entre elas os
extremos planos dos tubos ou acessórios para proceder a sua união.
Máquinas e equipamentos
Soldagem por Topo

Existem distintos modelos de máquinas de soldar a Topo
Elas se diferem pelo tipo de acionamento:
• Hidráulico, que pode ser com bomba manual ou elétrica;
• Eletro-mecânico, que consiste de motor elétrico e fuso;
As máquinas podem ser do tipo semi-automáticas ou automáticas:
Máquinas semi-automáticas – O controle da pressão e do tempo são
automáticos. O faceamento, a colocação e a retirada da placa de
aquecimento são manuais;
Máquinas e Equipamentos
Soldagem por Topo

Máquinas automáticas – Além de controlar a pressão e o tempo a placa de
aquecimento é retirada automaticamente.
Equipamento
hidráulico de
operação Manual
e Semiautomático
Equipamento hidráulico
de operação automática
Máquinas e Equipamentos
Soldagem por Topo

Controle visual das soldas de topo
Um procedimento comum de controle da construção de redes de polietileno é
a inspeção visual das soldagens feitas. Este controle deve ser feito em cada
uma das soldas, na sua totalidade, devido à sua facilidade.
Um requisito que deverá ser cumprido para a boa execução das soldagens de
topo é o controle durante a inspeção e a formação dos lábios de união
contínuos, regulares e iguais para ambas as extremidades unidas. Suas
dimensões serão comprovadas através de paquímetro.
Inspeção da soldagem
Soldagem por Topo
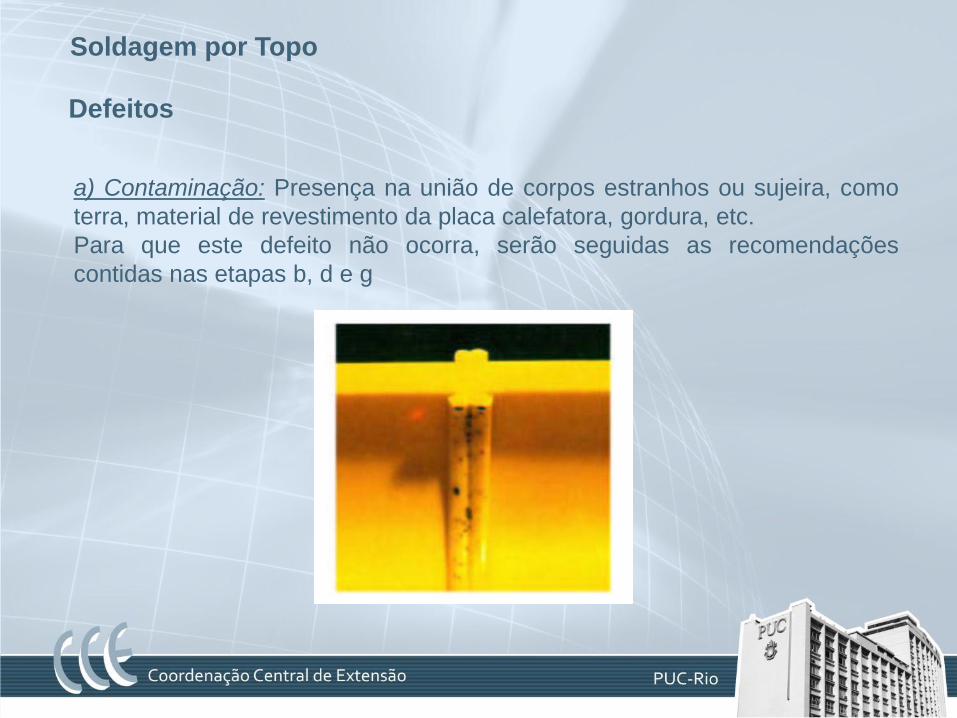
a) Contaminação: Presença na união de corpos estranhos ou sujeira, como
terra, material de revestimento da placa calefatora, gordura, etc.
Para que este defeito não ocorra, serão seguidas as recomendações
contidas nas etapas b, d e g
Defeitos
Soldagem por Topo

b) Cordão excessivo: Se produz quando a temperatura da placa calefatora é
demasiado alta, as pressões do ciclo são elevadas demais ou os tempos de
aquecimento são altos demais.
Para evitar este defeito, as recomendações feitas nas etapas e, f, g ,h e i
deverão ser seguidas.
Defeitos
Soldagem por Topo

c) Cordão pequeno ou em forma de v: Se produz quando a temperatura da
placa calefatora é excessivamente baixa, as pressões do ciclo são baixas ou
os tempos de aquecimento são reduzidos.
Para evitar este defeito, as recomendações contidas nas etapas e, f, g, h e i
deverão ser cumpridas.
Defeitos
Soldagem por Topo

d) Redução localizada do cordão-tipo: Usualmente devido à falta de
paralelismo entre asextremidades a serem unidas, como conseqüência de
uma falta de faceamento ou de um faceamento defeituoso.
Para evitar este defeito, as recomendações contidas nas etapas b, c e d do
item 5 deverão ser cumpridas.
Defeitos
Soldagem por Topo
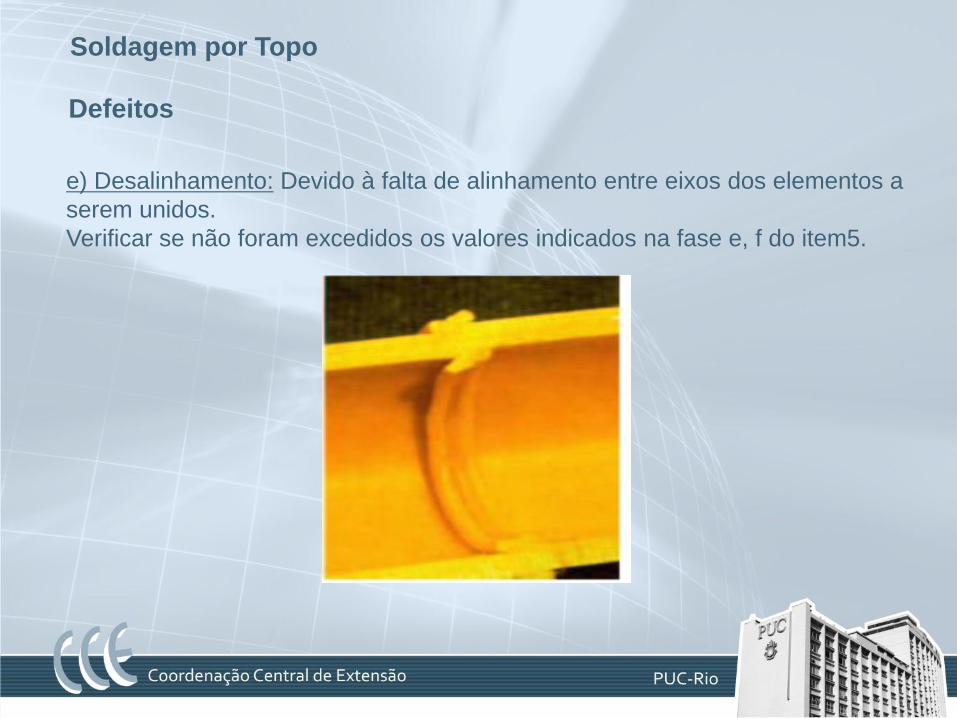
e) Desalinhamento: Devido à falta de alinhamento entre eixos dos elementos a
serem unidos.
Verificar se não foram excedidos os valores indicados na fase e, f do item5.
Defeitos
Soldagem por Topo

f) Deformação local: Se produz quando a placa calefatora desliza durante a
etapa de aquecimento ou por contatos involuntários de corpos sobre o tubo
ou o cordão, durante a formação do mesmo.
As recomendações contidas nas etapas g e h do item 5 deverão ser
cumpridas.
Defeitos
Soldagem por Topo

g) Cordão assimétrico: Se produz em conseqüência da utilização de tubos de
espessuras diferentes ou por contato deficiente de uma das extremidades a
serem unidas com a placa calefatora. Deverão ser cumpridas, portanto, as
recomendações dadas em g do item 5, e se comprovará no início da
operação de soldagem que os tubos a serem unidos são do mesmo SDR
Defeitos
Soldagem por Topo

Em soldagens de topo em polietileno existe um método complementar de
inspeção: a inspeção da soldagem de topo por meio da extração do cordão.
Este método deverá ser aplicado quando, após a inspeção visual das soldas,
apareçam dúvidas sobre a qualidade das mesmas. Ele consiste na extração do
cordão externo da solda e a inspeção do mesmo.
Para remover o cordão externo utiliza-se se uma ferramenta especial (extrator
de cordão ou de-beader) , que percorre o perímetro da soldagem cortando o
cordão rente ao tubo.
O cordão removido será examinado para verificar se a sua espessura e largura
são uniformes, bem como os quatro itens seguintes , que são detalhados a
seguir
Controle de soldagem por meio de etração do cordão
Soldagem por Topo

Largura do lábio: Confirmar se a largura do lábio encontra-se de acordo com
os critérios especificados
Contaminação: Examinar a parte interior do cordão de solda, comprovando a
ausência de manchas ou contaminação
Elasticidade: Confirmar se existe falta de fusão dobrando o cordão ao lado
contrário da curvatura. Caso haja falta de fusão aparecerá uma rachadura
entre os lábios.
Falta de Fusão: Examinar a parte exterior do cordão de solda, comprovando
que não existe falhas ou rachaduras de separação entre lábios, que
indicariam falta de fusão.
Controle de soldagem por meio de etração do cordão
Soldagem por Topo

Soldagem por Eletrofusão

Soldagem por Eletrofusão:
Consiste em unir os tubos ou tubulações e acessórios mediante o emprego de
acessórios Eletrosoldáveis que tem incorporado no seu interior um filamento
elétrico, o qual está conectado a uma tensão elétrica durante um tempo
determinado. O PE é submetido a uma temperatura que provoca sua fusão e
permite que os elementos a unir sejam soldados.
Definição
Soldagem por Eletrofusão

Seguem os equipamentos e ferramentas especiais para a realização das
uniões:
• Raspador
• Corta-Tubo, adequado a cada diâmetro
• Grupo Gerador
• Equipamentos Eletrônicos
• Máquinas polivalentes – podem ser utilizadas para várias marcas de acessórios
• Posicionador de tubos ou acessórios ( conexões );
• Arredondadores de tubos;
• Elementos de fixação da peça
• Líquido Limpador ( álcool isoprapanol ) e papel;
• Ferramentas de perfuração para derivações simples
• Ferramentas para interrupção da passagem de gás: Pinçador, recuperador e balão
de fechamento.
Máquinas e Equipamentos
Soldagem por Eletrofusão

RASPADOR
CORTA TUBO
ROTATIVO
CORTA TUBO
ALICATE
CORTA
TUBO
QUILHOTINA
Algumas Figuras ilustrativas
Soldagem por Eletrofusão
RASPADOR ROTATIVO

ALINHADOR ARREDONDADOR
PINÇADOR
HIDRÁULICO
RASPADOR
MÁQUINAS DE
SOLDAGEM
Algumas Figuras Ilustrativas
Soldagem por Eletrofusão

- Controle Visual
Deve ser realizada em todas as soldas.
Os requisistos são:
• Pinos de soldagem – Deve aparecer material em cada um deles, seus
tamanhos devem ser similares
• Não deve ocorrer extravasamento de material fundido na interface da
conexão com o tubo.
Inspeção na soldagem
Soldagem por Eletrofusão

- Os defeitos mais comuns que podem ocorrer são:
1) Contaminação: Presença na união de corpos estranhos ou sujeira, como
terra, graxa etc. ou falta de raspagem da superfície;
2) Descentralização: Conseqüência de uma distribuição desigual da área de
soldagem de uma luva, por ela não ter sido corretamente posicionada entre
as marcas de centralização;
3) Desalinhamento: Em geral, devido à não utilização de ferramentas de
imobilização durante a soldagem, utilização de ferramentas inadequadas,
ou à retirada das ferramentas antes do resfriamento da solda de forma
natural, o que causa deformação do acessório;
Procedimento para Soldagem por eletrofusão
Soldagem por Eletrofusão

4) Derrame de material pelas Bordas: Causado normalmente por um
superaquecimento, em conseqüência de uma seleção inadequada ou da
introdução errada dos parâmetros de soldagem no equipamento de
eletrofusão. O derrame pode também ocorrer pela presença de umidade,
pela não utilização de ferramentas de imobilização durante a soldagem,
pela utilização de ferramentas inadequadas, pela retirada das ferramentas
antes de ser resfriada a solda naturalmente, ou pelo mau posicionamento
do acessório;
5) Falta de Fusão: Causada normalmente por uma falta de aquecimento, em
conseqüência de uma seleção inadequada dos parâmetros de soldagem no
equipamento de eletrofusão. Pode também ocorrer devido a umidade e por
falta de contato entre as superfícies a serem soldadas;
Soldagem por Eletrofusão
6) Deformação permanente:Causada por uma falta de paralelismo entre as:
faces dos tubos a serem unidos, por vácuo entre os tubos, pela não
utilização de ferramentas de imobilização, por seu uso incorreto, ou por sua
retirada antes do resfriamento natural da solda;
7) Deformação das superfícies internas da tubulação: Produzidas em
conseqüência de um excesso de energia fornecido durante o processo de
soldagem, podem ocorrer deformações permanentes na superfície interna
da tubulação, junto às zonas de fusão. Geralmente ocorrem em acessórios
com embocaduras por exemplo, luvas.
Soldagem por Eletrofusão

Luvas
• Utilizar tubos, acessórios ou máquinas em mal estado;
• Esquecer a limpeza das superfícies do tubo que será soldado ou utilizar
um equipamento inadequado;
• Esquecer de chanfrar o extremo do tubo;
• Esquecer a limpeza das superfícies a soldar;
• Não utilizar os alinhadores adequados para cada caso;
• Falta de alinhamento dos tubos;
• Colocar os tubos, mantendo um espaço entre eles;
Erros mais frequêntes
95
Soldagem por Eletrofusão

• Utilizar conectores inadequados as peças a soldar;
• Submeter os acessórios a tensões devido a uma colocação inadequada
dos bornes e cabos;
• Não seguir o método de operação da máquina de soldar;
• Não seguir o procedimento de soldagem;
• Esquecer de realizar a inspeção visual na peça soldada;
• Retirar o suporte de fixação ou por em carga a tubulação antes do
resfriamento da solda.
Erros mais frequêntes
Soldagem por Eletrofusão

“T” de ramal em carga
• Utilizar tubos, acessórios ou máquinas em mal estado;
• Esquecer de raspar a superfície do tubo a ser soldado ou utilizar uma
ferramenta inadequada;
• Não colocar o arrendondador na tubulação;
• Esquecer a limpeza das superfícies a soldar;
• Não utilizar os arredondadores ou acessórios de fixação adequados a
cada caso;
• Utilizar conectores inadequados as peças a soldar;
• Submeter os acessórios a tensões devido a má colocação dos bornes dos
cabos;
• Não seguir o método operativo da máquina;
• Não seguir o procedimento de soldagem;
• Esquecer de realizar a inspeção visual da peça soldada;
Erros mais frequêntes
97
Soldagem por Eletrofusão

• Retirar o suporte de fixação ou por em carga antes da peça esfriar;
• Colocar a tubulação em carga antes de executar o teste de estanqueidade;
• Esquecer de colocar o tampão de segurança do “T” de ramal em carga.
Erros mais freqüentes
“T” de ramal em carga
Soldagem por Eletrofusão

Testes

Ar Comprimido; água e nitrogênio;
1. Ar – Mais recomendado para o Polietileno;
2. Água (usado nas redes de aço nas classes 1 e 2);
3. Nitrogênio (N2) – para Inertização, que forma uma capa protetora,
evitando a reação dos produtos:
• Deve ser de pureza 99,999%(livre de umidade) – Ele testa e seca;
• Muitos gostam de fazer o teste com nitrogênio – cuidado!; Perigoso se
seu percentual no ar ±78% aumentar e reduzir a oxigênio para menos de
± 21%;
Dispositivos e Instrumentos
Fluidos

Registrador Gráfico de Pressão de Teste
Faz o controle de temperatura e pressão do fluido ao longo do tempo de
realização do teste;
Manômetros
Tipo Bourdon com controle resolução máxima de 0 - 10 kgf/cm2 (490,33 kPA
com leitura no terço médio da escala).
Dispositivos e Instrumentos
Equipamentos

Compressores de ar
• Sistema de ar seco;
• Capacidade para atingir 8 bar de pressão mínima;
• Filtro separador de água e óleo com porosidade máxima de 50 micras;
• Distância minima de 7 metros entre o compressor e o filtro – (suficiente
para mudar o regime de escoamento de passagem do ar).
Dispositivos e Instrumentos
Equipamentos

1. Fazer avaliação visual da tubulação aprovada;
2. Devem estar totalmente concluidas.
Preparação
Aceitação das Obras Mecânicas e Civis
• Documento que define as ações que serão executadas para o teste
especifico de uma rede, ramal ou trecho destes:
Deve ter as devidas assinaturas de validação dos profissionais envolvidos
com o teste e os respectivos responsáveis técnicos;
• Todos devem ter Crea em dia.
Modelo de Plano de Teste

Introduzir o fluido na tubulação, através de:
• Tomada de Teste instalada, própria para este fim;
• Tomada de purga de uma válvula no final ou no meio da linha;
• Pela válvula de um dos ramais.
Preparação
Fluidos de Teste

• A introduzir o fluido por qualquer extremidade da tubulação.
• Deve ser assegurado a continuidade do trecho a ser testado, ou seja, conferir
em todos os pontos se há e qual é a pressão.
• Garantir a presença do fluido através de todas tomadas de pressão
instaladas nos pontos.
• O fluido a ser utilizado é escolhido de acordo com o material, o diâmetro da
tubulação e a classe de locação e pressão:
ÁGUA, AR OU NITROGÊNIO.
Preparação
Fluidos de Teste
Comunicar ao GO que a rede está pronta, com a tomada de testes instalada,
antes do inicio do teste.
Serviços Prévios
PASSA UM
RÁDIO
TELEFONA
MAS
MANDA UM

As comunicações devem ser feitas considerando o planejamento da obra.
O Plano de teste deve ser entregue 48 h antes do início do teste.
O GO de obra deve fazer a avaliação do plano de teste para aprovação e
devolver o mesmo.
Serviços Prévios

• Grandezas do teste - Pressão mínima
Pressão de trabalho
(ou de Serviço)
bar manométrico
Pressão Mínima do
Teste Conjunto
(bar manométrico)
Pressão Mínima do
Teste Conjunto (TP)
(bar manométrico)
Duração Mínima do
teste
Redes Ramais
MPB (0,4<Ps≤4) 1,5 vezes a pressão
de serviço 6 6 1
BP (0 <Ps≤0,05) 1,5 vezes a pressão
de serviço 1 1 1
1,5 x 0,05 = 0,075 bar=7,5 Kpa=75 mbar

Grandezas do teste
Duração
O tempo de duração não deve exceder 24 horas (conforme escala do formulário
em disco do registrador grafico).

Grandezas do teste
Determinação do tempo(não tabelado) de duração do teste:
Tmin( h) = Vg X / qt máx
Onde:
Vg (m3) = ∑Area int x L = π d2/4 x L;
(%.BAR) é a resolução do instrumento (ξ-Ksi)
= classe de exatidão(%) x fE(BAR)/100;
qt máx = 0,025 Nm3/h = escapamento teórico admissível

Temperatura x Pressão x Fluído
• O ar é compressível
• Ele modifica suas carácterísticas em função de variações de temperatura.
• Escolher o horário para teste em que há pouca flutuação de temperatura
ambiente, quando a duração for de 1(uma) até 6 horas.
• Nos testes que duram mais de 6 horas obrigatóriamente a temperatura
inicial, no meio e final serão diferentes. È bom verificar a variação de
pressão.

Teste de Resistência e Estanqueidade
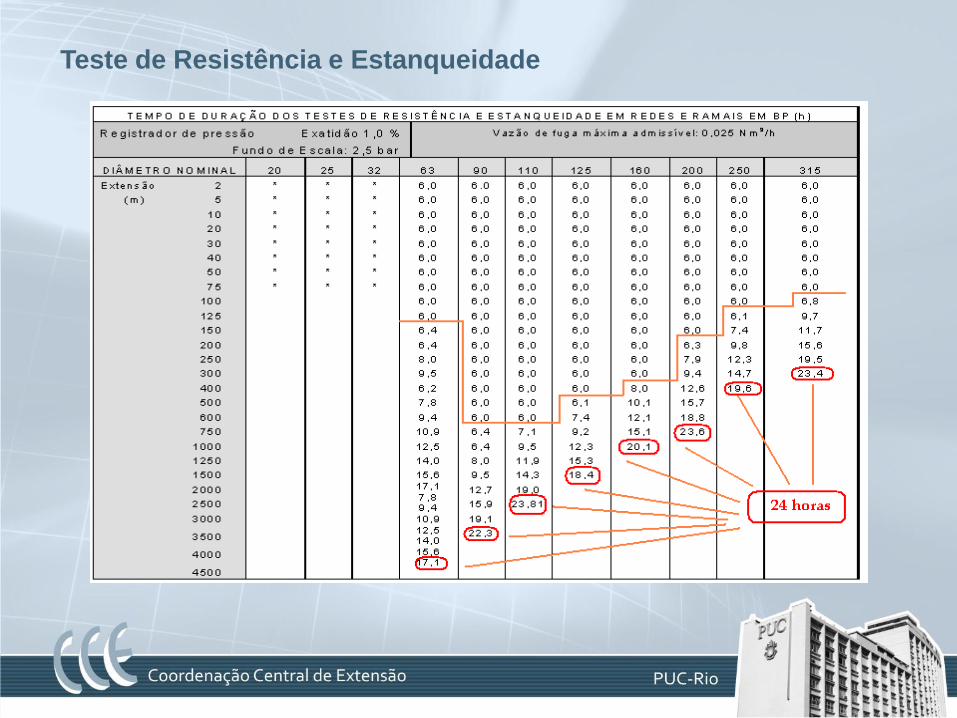
• Tabela BP
Teste de Resistência e Estanqueidade

Devem ser testados sempre:
• Nova canalização ( rede e ramais)
• Novos ramais sobre rede existente
• Renovação de canalização existente (trecho de redes e ramais)
Execução
1) Instalar Instrumentos de medição;
2) Verificar todo o trecho a ser testado – correr a rede;
3) Fechar válvulas que isolam ERM, EM, etc.(instalações);
4) Pressurizar a canalização;
5) Comparar pressão do manômetro (aferido) com a do registrador;
6) Aguardar a estabilização da pressão (± 1 hora);
7) Fechar a tomada para isolamento durante o teste;
8) Testar as válvulas intermediárias – solução formadora de bolha;
9) Verificar possível queda de Temperatura;
10) Conclusão da instalação do teste;
11) Lacrar o instrumento de medição.
Execução do teste :
ETAPAS

A furação do tê de serviço só pode ser feita após aprovação dos testes.
Fazer verificação visual na sela do tê de serviço com solução de água e
sabão, e ápós isto, lavar o local com água limpa em abundância.
Nenhum ramal pode ser comissionado sem que seja realizado o teste conjunto
em todos os pontos de seus componentes.
Execução :
RAMAIS NOVOS SOBRE REDE EXISTENTE

Análise da Carta Gráfica (ver slaide 14)
• Após a realização do teste, a mesma deve ser analisada pela supervisão e
comparada com o plano de teste, validando ou não assim as informações
contidas.
• O resultado do teste é correto quando o valor inicial de pressão se mantiver
constante em relação ao valor final, após cumprido o tempo calculado para o
teste, desde que tenham sido atendidas todas as exigências referente a
meios materiais e instrumentos e métodos construtivos.
Validação dos dados obtidos no Teste Conjunto

• Condições de Aceitação dos Dados
• Para que o teste seja tido como correto ainda que a pressão não tenha se
mantido constante durante o teste, deve ser considerado que:
1) O trecho testado encontra-se enterrado;
2) O lacre do equipamento que efetuou o registro impresso deve ser removido
pelo responsável da obra;
3) Foi utilizado instrumento gráfico com controle e registro de temperatura;
4) A variação ocorrida de pressão acompanha a a variação considerável de
temperatura ocorrida entre o inicio e o fim do teste.
Validação dos dados obtidos no Teste Conjunto

Condições de Aceitação dos Dados:
• Também para que o teste seja tido como correto ainda que a pressão não
tenha se mantido constante durante o teste, deve-se corrigir os dados
pela fórmula:
Pf = Pi x (273 + Tf)
(273 + Ti)
Nota: 0°Celcius = 273°Kelvin
• Pi = Pressão inicial (bar);
• Pf = Pressão final (bar);
• Ti = Temperatura Inicial (ºC);
• Tf = Temperatura Final (°C).
Validação dos dados obtidos no Teste Conjunto

Condições de Aceitação dos Dados
• Caso tenha ocorrido a alteração de pressão e temperatura durante o
teste tornando assim impossível determinar com clareza se o teste é
correto, deve ser executado um novo teste com a duração entre 1,5 a 2
vezes do tempo de duração do teste anterior, a fim de comprovar a
qualidade do teste realizado. Recomenda-se que esse teste seja realizado
em horário de pouca flutuação de temperatura ambiente.
Validação dos dados obtidos no Teste Conjunto

Localização de Escapamentos
Se foi registrada uma diminuição progressiva de pressão de teste ao
longo do tempo, e se ficar comprovado que essa redução não está
relacionada com variações de temperatura do fluido, podemos dizer que o
teste foi insatisfatório e deve-se proceder com a procura de possiveis
vazamentos , da seguinte forma:
Localização de Possíveis Escapamentos
a) Verificar se todos os pontos de pressão foram bem fechados abrindos as
caixas de ferro fundido (tampões, niples etc)
b) Conferir se há vazamento nos equipamentos de teste
c) Cuidado com a montagem do mangote flexível e as conexões.
Validação dos dados obtidos no Teste Conjunto

Localização de Possíveis Escapamentos
c) Caso continue o vazamento debe-se despressurizar a linha e dividir a
canalização ao meio, colocar as tomadas de teste nas extremidades e
fazer teste de estanqueidade de cada trecho com pressão não superior a
20 mbar, controlada por manômetro de coluna d’água. Nesse caso não se
utiliza plano de teste.
d) Normalmente será encontrado vazamento em um dos dois lados, exceto
quando há mais de um vazamento.
e) De forma alternativa, pode ser introduzido na canalização o gás inerte
Hexafluoreto de enxofre (SF6) e acompanhar por deteçção com
equipamento adequado.
f) Após identificação e correção das falhas, deve-se proceder o teste com o
mesmo critério já definido anteriormente.
Validação dos dados obtidos no Teste Conjunto

Localização de Possíveis Escapamentos
g) Deve-se concluir que uma nova canalização é estanque quando, após a
análise das áreas tratadas com a solução tensoativa em todas as uniões e
soldas, não ocorrer formação de bolhas em nenhuma delas. Em caso de
dúvidas, refazer a união ou solda e repetir o teste.
Validação dos dados obtidos no Teste Conjunto

Considerações Gerais
PURGA: Ato que serve para separar e eliminar o fluido existente na
construção ( ar ou nitrogênio) numa tubulação para introdução de outro fluido
(gás natural) para uso definitivo, provocando o inicio da operação da linha
pelo do controle da velocidade na introdução do fluido definitivo sem deixar
formar uma mistura explosiva.
A operação inversa também ocorre, quando realizada intervenções em linhas
já em carga, sendo necessário purgar antes e depois da intervenção.
Purga e Colocação em Serviço

Mistura Explosiva:
Na indústria de petróleo e gás temos gases inflamáveis, (como o hidrogênio,
metano, gás natural, GLP, entre outros) que quando combinados com o ar em
determinadas faixas de concentração, formam uma mistura explosiva. Estas
faixas de concentração são geralmente muito baixas (a do metano vai de 5 a
15%), e como conseqüência, se nestas condições houver o aparecimento de
uma chama aberta ou uma centelha provocada pela operação de um
equipamento elétrico, haverá uma explosão.
Considerações Gerais

Exceto nos casos de renovações de redes existentes com extensão inferior a
12 m, a purga e colocação em carga é realizada após o teste conjunto de
resistência e estanqueidade concluido com resultado satisfatório.
Quando a colocação em carga não ocorrer imediatamente a conclusão do
teste em conjunto, a canalização ou ramal deve ser mantido com o fuido a
pressão de no mínimo 0,5 bar, para detectar possíveis danos produzidos por
terceiros após a conclusão do teste.
Deve-se reunir os documentos que integram a solicitação de purga e
colocação em carga à Concessionária, além do croquis ou projeto de
construção, também o relatório de furação ( plano de furos) quando a obra for
realizada por perfuração dirigida.
Considerações Gerais

• Analisador de umidade
• Explosímetro
Meios Materiais
Antes de realizar a purga da linha, e feita a verificação através do analisador de
umidade se a tubulação não apresenta condições de umidade dentro dos
padrões previstos para o material da tubulação:
Aço: o teste de resistência e estanqueidade é realizado por método
hidrostático, sendo necessário aplicar processo de secagem após o teste.
Polietileno: o teste de resistência e estanqueidade é utiliza somente o método
pneumático, fixando para esse tipo de material um padrão de umidade ZERO
no interior da tubulação.
Análise da Umidade
Se as condições de limpeza e umidade não foram preservadas durante a
construção da rede, será lido pelo instrumento um valor em partícula por milhão
(ppm) diferente de zero, o que comprova a falha de procedimento na construção
da linha.
Para tal condição, dever adota as seguintes medidas:
1. Relatório de Não Conformidade (RNC)
2. Plano de Limpeza/ secagem
Análise da Umidade

O Plano de Limpeza/secagem da tubulação deve contemplar:
• O trecho a ser limpo e/ ou desumidificado
• O método a ser utilizado
• Os cuidados e a sequência a ser utilizados
• Analise de risco
• Interferências com redes e ramais existentes
• Métodos de Isolamento quanto às derivações para evitar a contaminação
• Ações adotadas para retirade de válvulas e equipamentos dos trechos para
a limpeza/ desumidificação
Análise da Umidade

Métodos de Limpeza/ desumidificação recomendados:
• Sopro de ar comprimido ou nitrogênio
• Passagem de PIG de espuma
Secagem por sopro com ar comprimido ou nitrogênio
Utiliza-se ventar a tubulação com o fluido adequado, de forma a aplicar na
entrada da linha e garantindo que o trajeto do fluido percorra todos os trechos
a serem limpos, de maneira que a saída do ar seja na extremidade final da
linha.
O critério de escolha do fluido a ser utilizado é definido pelo diâmetro, sendo
que para grandes diâmetros (maiores ou iguais a 90 mm) o fluido
recomendado é o nitrogênio. O risco de explosão será reduzido quando o ar
ou os gases inflamáveis de um recipiente (neste caso o cilindro) forem
deslocados pelo nitrogênio inerte e seco.
Análise da Umidade

Passagem de PIG de espuma
O material deve atender a características:
• Espuma de baixa densidade:32 kg/m3
• Diâmetro compativel com o diâmetro da tubulação
• Coloração clara
• Aplicação por ar seco
Análise da Umidade

Métodos de Limpeza/ desumidificação recomendados:
Passagem de PIG de Espuma
Utiliza-se ventar a tubulação com o fluido adequado, de forma a aplicar na
entrada da linha e garantindo que o trajeto do fluido percorra todos os trechos a
serem limpos, de maneira que a saída do ar seja na extremidade final da linha.
O critério de escolha do fluido a ser utilizado é definido pelo diâmetro, sendo
que para grandes diâmetros (maiores ou iguais a 90 mm) o fluido recomendado
é o nitrogênio. O risco de explosão será reduzido quando o ar ou os gases
inflamáveis do cilindro forem deslocados pelo nitrogênio inerte e seco.
Análise da Umidade

Passagem de PIG de espuma
Aplicação deve atender:
• Pressão de aplicação do PIG não deve exceder a pressão de teste do
trecho;
• Controle rígido de lançamento e recebimento, garantindo a saída de todo
pig introduzido.
• Avaliar a coloração do PIG e retirar uma parte do mesmo em dois pontos
opostos. É necessário torcer a parte retirada do pig para verificar se está
seca. Quando as partes cortadas não apresentarem qualquer residuo de
água, ou ao prensar o pig sob duas placas de madeira, de modo a reduzir
seu tamanho original em 60 % não debe aparecer qualquer sinal de
umidade entre as placas.
Análise da Umidade

Avaliação dos resultados
Na prática, a portaria 104 da ANP determina que o limite aceitável máximo de
umidade na distribuição do gás natural fornecido pela Petrobrás é de
aproximadamente 140 ppmv (ponto de orvalho cerca de -45º C).
Análise da Umidade
Montagem da torre de escape
Utilizar um tubo metálico em aço galvanizado com diâmetro minimo de 2
polegadas (50 mm) colocado na posição vertical, com comprimento de no
mínimo 2 m acima do nível do solo, posicionado em área livre, na vertical e o
mais afastado do ponto de entrada do gás.
Deve estar conectado a uma mangueira flexivel com reforço metálico também
conectada ao ponto de purga( tomada no final/ na válvula de final de linha/ou
ramal mais proximo ao final da linha).
Purga

Recomendações
Verificar desobstrução da boca do tubo metálico
Não realizar a purga através do PE, nem no interior da vala, nem através de
derivações em carga ou acessórios, nem afrouxando as uniões mecânicas para
produzir vazamentos
Purga

Despressurização de rede/ramais
• Uma vez instalada a torre de escape, deve-se despressurizar a linha.
• No caso de ramais sobre rede existente, a purga é feita juntamente com a da
instalação receptora, ou durante a colocação em serviço do conjunto de
regulagem (para redes em MPB); antecede também antes a retirada da
tomada utilizada para o teste e antes de perfurar o tubo para passagem de
gás no ramal, o ramal deve ser despressurizado lentamente pela tomada de
testes
• As ultimas conexões mecânicas entre a linha nova e a existente devem ser
feitas após a despressurização através de um jogo de porta-flanges.
Purga
Em Prolongamentos e Renovações de Canalizações
Nesse caso, o fechamento da linha (união) deve ser feito sempre por soldagem
e nunca por jogo de porta-flanges, uma vez que este sistema de união debe ser
utilizado exclusivamente para transitar do polietileno para outros materiais (
ferro fundido ou aço).
Purga

Aterramento Elétrico
Visa evitar o acúmulo de eletricidade estática na tubulação, o que pode ocorrer
durante a colocação em serviço.
Utiliza-se uma tira de algodão umedecida, aplicada em espiral sobre o tubo de
PE, na qual uma das extremidades deve estar em contato com o solo.
Durante a operação, deve ser assegurado que a tira permanecerá úmida.
Purga

Embolo de gás Inerte: Caso seja o recomendavel, pode ser utilizado um
embolo separador entre o gás e o ar. O volume deve ser calculado em função
do diâmetro. Requer um venteio na extremidade final da tubulação.
Volume Mínimo de gás Inerte por cada 100 m de tubulação
Diâmetro nominal (mm)
Volume mínimo de gás inerte (m3/100m)
100 1,3
150 3,0
200 5,0
250 8,0
315 12,0
Purga

Mistura Gás x ar: O risco de oxidação, incêndio ou explosão será reduzido
quando o ar ou os gases inflamáveis de um recipiente (neste caso o reator)
forem deslocados pelo nitrogênio inerte e seco.
Purga

Uma vez conectada a canalização ao ponto de suprimento de gás da rede
existente, procede-se a purga deslocando o fluido de teste no interior da
canalização já à pressão atmosférica, pela pressão do gás de abastecimento,
com um a velocidade e vazão mínimas que não propiciem a mistura de ambos.
A velocidade de purga não deve ultrapassar 20 m/s, para evitar turbulências
e/ou deslocamento de poeira.
Velocidade e Vazão Mínimas para Purga
Diâmetro nominal (mm) Velocidade mínima de purga (m/s)
Vazão mínima de purga (m3/min)
0 a 150(0 a 180 para PE) 0,6 0,7
151 a 200 0,7 1,4
201 a 250 0,8 2,4
251 a 300(315 para PE) 0,9 3,9
Purga

A purga é considerada concluída quando por um explosimetro nas imediações
da extremidade do ponto de purga,for possível detectar uma concentração de
gás a partir de 85% .
Efetua-se, após isso, o fechamento ou tamponamento do ponto de purga, e
ainda , interligar o ramal com a instalação receptora.
O local da união deve ser verificado sua estanqueidade com solução tensoativa
formadora de bolhas, e depois promovida a lavagem e limpeza do mesmo .
Colocação em Serviço

As Built
Alcance
O As Built ou Conforme Construido é empregado para registrar graficamente
todo o caminhamento e detalhamento unificado, das obras de rede e ramais,
sendo:
• redes novas;
• trechos de ampliações da malha de distribuição;
• renovação de redes com materiais obsoletos;
• interligações, acréscimos de derivações;
• conexões e acessórios de rede;
• toda e qualquer operação realizada pela área de manutenção que produza
alteração topológica na rede do sistema de distribuição, independente do tipo
de gás ou regime de pressão que opere.
Para tal, são utilizados os livros de obra que servem de base para
esclarecimentos de localização, características técnicas, detalhes de
intervencões, etc.
Planos Obra Finalizada

As Built
Tópicos para discussão - Cruzamento com outros serviços

As Built
Tópicos para discussão - Proteção de tubulações
Principais NC’s detectadas
1. Cotas
2. Planta de rede
3. Levantamento do ramal
4. Planta de ramal
As Built

O livro de obra deverá ser mantido na obra, sendo atualizado diariamente ou
quando da execução dos serviços além de estar a disposição do GO para que
possam ser realizadas as anotações necessárias.
A responsabilidade pelo cumprimento do disposto acima cabe ao gestor da
obra, que por sua vez é responsável por assinar os livros de obra em
representação o GN.
A veracidade do As Built depende da forma em que os dados obtidos na obra
foram colhidos. A qualidade das informações do livro facilitará bastante a
compreensão daqueles que dependem diretamente desta informação para a
elaboração do AS Built.
Livro de Obra

Pontos destacáveis em um livro de obra:
- Confiabilidade.
- Objetividade.
- Clareza.
Livro de Obra

Folha de desenvolvimento de obra:
Esta folha é destinada para informar sobre o avanço da obra no seu dia a dia,
mediante as unidades de obra, tanto de obra mecânica quanto obra civil.
Livro de Obra

Folha de desenvolvimento de obra
Principais deficiências:
• Faltam chamadas entre as páginas do LO de acordo com o avanço da obra.
• Cotas insuficientes ou inadequadas.
• Cotas de profundidade insuficientes.
• Ausência de detalhes planimétrico ou isométrico para aclarar possíveis
dúvidas.
• Indicação insuficiente das interferências detectadas.
Livro de Obra