Embed Size (px)
Citation preview

CONCEPÇÃO DE SKID PARA VEÍCULO SUBMARINO OPERADO
REMOTAMENTE
Rônei Ferreira Silva
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica da
Universidade Federal do Estado do Rio de
Janeiro, como parte dos requisitos necessários
à obtenção do titulo de Engenheiro.
Orientador: Vitor Ferreira Romano
Rio de Janeiro
Março/2015

i
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
CONCEPÇÃO DE SKID PARA VEÍCULO SUBMARINO OPERADO
REMOTAMENTE
Rônei Ferreira Silva
PROJETO DE GRADUAÇÃO SUBMETIDA AO CORPO DOCENTE DO CURSO DE
ENGENHARIA MECÂNICA DA ESCOLA POLITECNICA DA UNIVERSIDADE
FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSARIOS
PARA A OBTENÇÃO DO GRAU DE ENGENHEIRO MECÂNICO
Aprovado por:
_____________________________________________________
Prof. Dott. Ric. Vitor Ferreira Romano
_____________________________________________________
Prof. Dr. -Ing. Fernando Augusto de Noronha Castro Pinto
_____________________________________________________
Prof. D. Sc. Flávio de Marco Filho
_____________________________________________________
RIO DE JANEIRO, RJ – BRASIL
MARÇO 2015

ii
Silva, Rônei Ferreira
Concepção de Skid para Veículo Submarino Operado
Remotamente/ Rônei Ferreira Silva – Rio de Janeiro – UFRJ/
Escola Politécnica, 2014.
X, 88 p.: il.; 29.7 cm.
Orientador: Prof. Vitor Ferreira Romano
Projeto de Graduação – UFRJ/ Escola Politécnica/ Curso de
Engenharia Mecânica, 2014.
Referências Bibliográficas: p. 86-88.
1.ROV. 2. Skid. 3. Tarefas de Intervenção. 4. Desenho
Técnico. 5.Simulação. I. Romano, Vitor Ferreira. II
Universidade Federal do Rio de Janeiro, Escola Politécnica,
Curso de Engenharia Mecânica. III. Titulo.

iii
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte dos
Requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
CONCEPÇÃO DE SKID PARA VEÍCULO SUBMARINO OPERADO
REMOTAMENTE
Rônei Ferreira Silva
Março/2015
Orientador: Vitor Ferreira Romano
Curso: Engenharia Mecânica
O presente trabalho consiste na concepção de um skid para tarefas de intervenção
submarina com um Veículo Submarino Operado Remotamente ( VSOR ) em atividades
offshore de produção extração de petróleo e gás. No trabalho é apresentada inicialmente a
necessidade de um mecanismo para tais operações submarinas. Em seguida é apresentado
o VSOR que possui o objetivo de executar tais tarefas neste ambiente de trabalho devido às
limitações que o ambiente proporciona. Analisado os tipos de Skids e equipamentos para as
intervenções necessárias foi criado o desenho do protótipo do Skid e demostrado o método
de fabricação minimizando-se o peso do protótipo, analisando as dimensões e os materiais
utilizados e mantendo o protótipo adequado para as operações. Em seguida foram feitas as
analises dos esforços que serão exercidos no modelo, analisando as possíveis tensões
exercidas para cada condição de operação. Foram feitos também as simulações para as
situações de operação e analisadas as deformações e tensões exercidas. Por fim se tem a
conclusão e a documentação técnica dos componentes com a sua determinada sequência de
montagem e os desenho de peças.
Palavras-Chaves: skid, intervenção submarina, VSOR, atividade offshore

iv
Abstract of Undergraduate Project presented to the POLI / UFRJ as a partial fulfillment of
the requirements for the Degree of Engineer
CONCEPTION OF SKID FOR REMOTELY OPERATED VEHICLE
Rônei Ferreira Silva
MARCH/2015
Advisor: Vitor Ferreira Romano
Course: Mechanical Engineer
This paper consists in the conception of skid for subsea tasks of interventions with a
Remotely Operated Vehicle (ROV) in activities offshore of production and extraction of
oil and gas. In the paper is presented initially a necessity of a tool for such subsea task.
Then is presented the ROV which has the objective to do this task in this work
environment because of the limitations that the situation imposes. Analyzed the types of
skids and equipment for interventions, it was created the drawing of the prototype of the
skid and demonstrate the fabrication method minimizing the weight of the prototype ,
analyzing the dimensions and the materials utilized for guarantee a minimum weight of
the prototype and keeping the prototype well in form for the operations. Furthermore was
made also the analyze of the stress and strain in the model for the conditions of operations.
It was made also the simulations for the operations situations and was analyzed the strain
and stress of the model. Finally has the conclusion and the technical documentation of the
components with your sequence assembly and the drawings of the design parts.
Key Words: skid, subsea interventions, ROV, offshore activities

v
SUMÁRIO
1. INTRODUÇÃO ............................................................................................................................. 1
1.1. Motivação ................................................................................................................................ 1
1.2. Veículo Submarino Operado Remotamente (VSOR)............................................................. 2
1.3. Tipos de Intervenção ............................................................................................................... 4
1.4. Tipos de Ferramentas de Intervenção ..................................................................................... 5
1.5. SKIDS ..................................................................................................................................... 7
1.6. RSV ( ROV Support Vessel ) ................................................................................................. 8
2. VEÍCULOS SUBMERSIVEIS OPERADOS REMOTAMENTE (VSOR) .............................. 9
2.1. Aspectos Gerais ...................................................................................................................... 9
2.2. Estruturas do VSOR ............................................................................................................. 11
2.2.1. SUBSEA....................................................................................................................... 13
2.2.2. OCEANEERING .......................................................................................................... 14
2.2.3. SUB-ATLANTIC .......................................................................................................... 15
2.2.4. DEEP OCEAN .......................................................................................................... 16
2.3. Equipamentos Submarinos .................................................................................................... 16
2.3.1. Árvore de Natal Molhada (ANM) ................................................................................ 16
2.3.2. Manifolds ....................................................................................................................... 17
2.3.3. Dutos Submarinos ........................................................................................................ 18
3. EQUIPAMENTOS DE INTERVENÇÃO ............................................................................... 20
3.1. Manipulador para Operação Direta ...................................................................................... 20
3.2. Manipulador Held Tooling ................................................................................................ 21
3.3. Intervenções do VSOR com Tool Deployment Unit (TDU) ............................................. 21
3.4. Dual Downline Interventions (CCO) ................................................................................ 24
4. SKIDS ....................................................................................................................................... 25
4.1. Sistema de Ferramentas de Skids .......................................................................................... 25
4.2. Skids Manipuladores ......................................................................................................... 25
4.3. Injection Fluid Skid .............................................................................................................. 26
4.4. Pipeline Survey Skid .......................................................................................................... 27
4.5. Cable Cuter Skid .................................................................................................................. 27
4.6. Cp Probes ............................................................................................................................. 28
4.7. Cleaning Brush ...................................................................................................................... 28
4.8. Water Jet Skid....................................................................................................................... 29
4.9. Skid de Docagem ............................................................................................................... 30

vi
5. CONCEPÇÕES DE PROJETO E MODELO ............................................................................... 31
5.1. Concepção do Modelo .......................................................................................................... 33
5.2. Material ................................................................................................................................ 37
5.2.1. Propriedades do Alumínio ............................................................................................. 39
5.2.2. Definição do Material .................................................................................................... 40
5.2.3. Materiais das Partes Estruturais e os Equipamentos ..................................................... 40
5.3. Estruturas Metálicas ............................................................................................................. 41
5.3.1. Base ............................................................................................................................. 41
5.3.2. Perfil Lateral .................................................................................................................. 42
5.3.3. Conjunto dos Flutuadores .................................................................................................... 44
5.4. Flutuadores ........................................................................................................................... 45
5.5. Interface do VSOR-Skid ...................................................................................................... 49
5.6. Mesa de Apoio ..................................................................................................................... 50
5.7. Equipamentos de Intervenção .............................................................................................. 52
5.7.1. Ferramentas de Torque .................................................................................................. 52
5.7.2. Interfaces de Força ........................................................................................................ 54
5.7.2. API 17D ........................................................................................................................ 54
5.7.3. Hot-Stab ........................................................................................................................ 55
5.7.4. Mecanismos de Acoplamento de Docagem .................................................................. 56
6. CONDIÇÕES DE TRABALHO ............................................................................................... 57
6.1. Operação .............................................................................................................................. 57
6.2. Simulação dos Esforços das Operações .............................................................................. 58
6.3. Condições de operação ...................................................................................................... 59
6.4. Esforço devido ao posicionamento no convés .................................................................. 60
6.5. Esforço devido à instalação do VSOR .............................................................................. 60
6.6. Esforço Devido a Etapa de Lancamento ao Mar ............................................................... 61
6.7. Esforços Devido a Realização de Docagem ...................................................................... 61
7. SIMULAÇÕES ........................................................................................................................ 63
7.1. Modelos Estruturais do Skid .............................................................................................. 63
7.2. Simulação dos Esforços devido a Realização do Içamento................................................. 63
7.2.1. Deformação .................................................................................................................. 64
7.2.2. Tensão .......................................................................................................................... 66
7.3. Simulação dos Esforços devido ao Posicionamento no Convés ........................................... 69
7.3.1. Impacto vertical ............................................................................................................. 69
vii
7.3.2. Deformação ................................................................................................................... 69
7.3.3. Tensão ........................................................................................................................... 71
7.3.4. Simulação dos Esforços ao Processo de Pouso sobre a Mesa de Apoio ...................... 72
7.3.5. Deformação .................................................................................................................. 73
7.3.6. Tensão .......................................................................................................................... 74
7.4. Simulação dos Esforços devido ao Processo de Docagem ................................................... 76
7.4.1. Impacto Horizontal ....................................................................................................... 76
7.4.2. Deformação .................................................................................................................. 76
7.4.3. Tensão .......................................................................................................................... 77
8. SEQUÊNCIA DE OPERAÇÃO ................................................................................................... 80
8.1. Posicionamento da Mesa de Apoio no Convés ................................................................. 81
8.2. Posicionamento do Skid na Mesa de Apoio ......................................................................... 81
8.3. Instalação do VSOR e Acessórios no Skid ........................................................................... 82
8.4. Içamento do Conjunto para o Mar ........................................................................................ 82
9. CONCLUSÕES ............................................................................................................................. 84
10. REFERÊNCIAS BIBLIOGRÁFICAS ...................................................................................... 86
10.1. Livros, Apostilas e Sites .................................................................................................... 86
10.2. Normas Técnicas .............................................................................................................. 88
ANEXO A – MEMORIAS DE CALCULOS ....................................................................................... 89
ANEXO B – TABELAS ....................................................................................................................... 96
ANEXO C – DOCUMENTAÇÃO TECNICA .................................................................................. 109
viii
ÍNDICE DE FIGURAS
Figura 1. 1. Equipamentos Submarinos [2] ................................................................................ 2
Figura 1. 2 . SEATIGER VSOR [11] ......................................................................................... 3
Figura 1. 3. The New Pantner XT [20] ....................................................................................... 4
Figura 1. 4. Realização de uma intervenção do VSOR [2] ........................................................ 5
Figura 1. 5. Padronização de Veículos para Tarefas [13] ........................................................... 6
Figura 1. 6. Embarcação de RSV DSND Surveyor [21] .......................................................... 8
Figura 2. 1. Curv II [13] .......................................................................................................... 11
Figura 2. 2. Triton XLX 150 HP [10] ....................................................................................... 13
Figura 2. 3. Maximum 270 HP [20] ......................................................................................... 14
Figura 2. 4. Comanche [6] ........................................................................................................ 15
Figura 2. 5. L4N [18] ................................................................................................................ 16
Figura 2. 6. Árvore de Natal Molhada [2] ................................................................................ 17
Figura 2. 7. Manifold [2] .......................................................................................................... 18
Figura 2. 8. Inspeção de duto rígido através do VSOR Trender [2] ......................................... 18
Figura 2. 9. Duto Rígido [2] ..................................................................................................... 19
Figura 2. 10. Duto Flexível [2] ................................................................................................. 19
Figura 3. 1. Braço manipulador Titan 4 [13] ............................................................................ 20
Figura 3. 2. (a) Garra Curvada ( Manipulador Schilling Conan ). (b) Garra Paralela (
Manipulador Sea Botix) [13] .................................................................................................... 21
Figura 3. 3. Configuração de tarefas de intervenção (a) com manipuladores (b) com duplo-
ponto ferramenta de docagem (TDU), (c) Com underslug tool skid [22] ................................ 22
Figura 3. 4. Tool Deployment Unit [22] ................................................................................... 23
Figura 3. 5 .(a) Único Ponto de Docagem (b) Duplo Ponto de Docagem [13] ....................... 23
Figura 3. 6. Remotely Operated Tooling [13] .......................................................................... 24
Figura 4. 1. Skid Manipulador [13]........................................................................................... 25
Figura 4. 2. Injection Fluid Skid [12] ....................................................................................... 26
Figura 4. 3. Surveillance skid [13] ............................................................................................ 27
Figura 4. 4. Cable Cutter Skid [13] .......................................................................................... 28
Figura 4. 5. Cp Probes [13] ...................................................................................................... 28
Figura 4. 6. Cleaning Brush Skid [13] ...................................................................................... 29
Figura 4. 7. Water Jet Skid [13] ................................................................................................ 30
Figura 4. 8. Skid para Docagem [13] ........................................................................................ 30
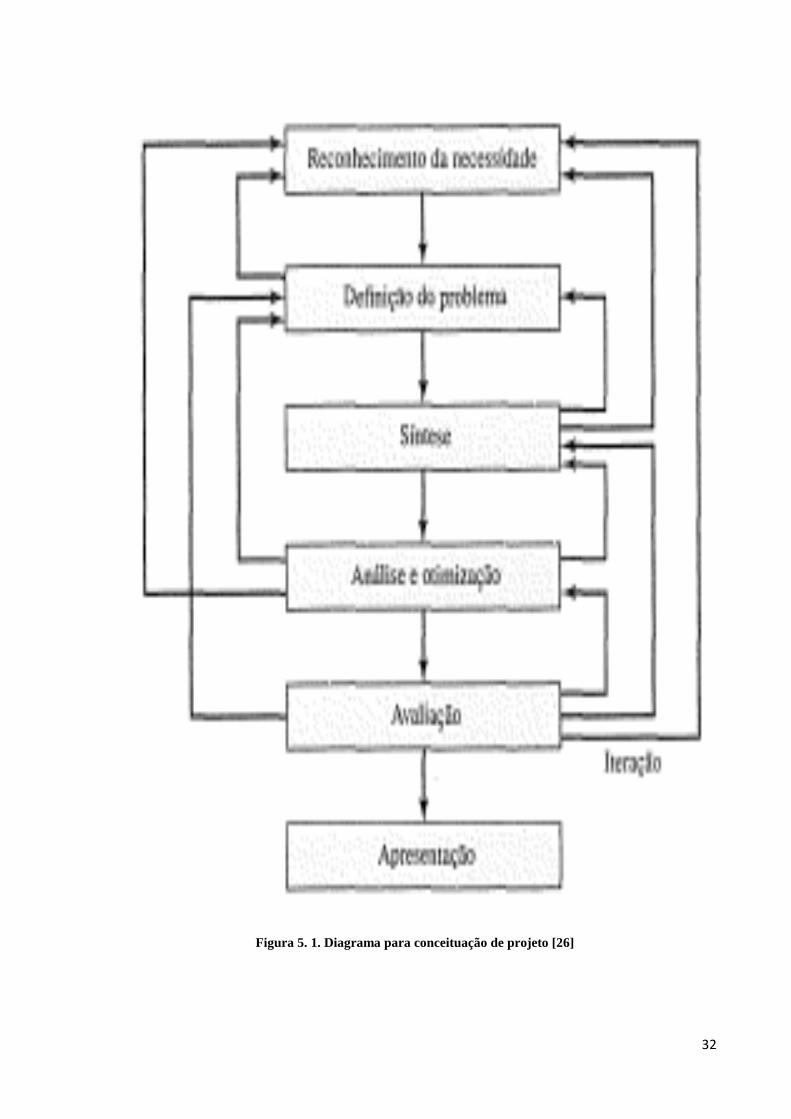
Figura 5. 1. Diagrama para conceituação de projeto [26] ........................................................ 32
Figura 5. 2. Componentes do Skid ............................................................................................ 34
Figura 5. 3. Vista Frontal .......................................................................................................... 35

ix
Figura 5. 4. Vista Superior........................................................................................................ 36
Figura 5. 5. Vista Lateral do Skid ............................................................................................. 37
Figura 5. 6. Estrutura do Skid ................................................................................................... 38
Figura 5. 7. Conjunto Lateral ................................................................................................... 43
Figura 5. 8. Base Estrutural ...................................................................................................... 43
Figura 5. 9. Estrutura dos Flutuadores ...................................................................................... 44
Figura 5. 10. Espuma sintética [15] ......................................................................................... 46
Figura 5. 11. Flutuador [15]..................................................................................................... 47
Figura 5. 12. Estrutura dos Flutuadores ................................................................................... 48
Figura 5. 13. Bloco Flutuador dentro da viga .......................................................................... 49
Figura 5. 14. Olhal de Suspensão [19]..................................................................................... 49
Figura 5. 15. Estrutura do Skid de Docagem ........................................................................... 50
Figura 5. 16. Mesa de Alumínio ............................................................................................... 51
Figura 5. 17. Skid apoiados na mesa de alumínio .................................................................... 51
Figura 5. 18. Skid Apoiado Vista Frontal ................................................................................ 52
Figura 5. 19. Classes de ferramentas de torque [22] ............................................................... 53
Figura 5. 20. Ferramenta de Torque classe 1-2 [13] ................................................................ 53
Figura 5. 21. Atuadores de força linear [13]............................................................................ 54
Figura 5. 22. API 17D [13] ...................................................................................................... 55
Figura 5. 23. Hot-Stab [13] ...................................................................................................... 55
Figura 5. 24. Mecanismo de Docagem [3] .............................................................................. 56
Figura 7. 1. Malha da Estrutura ................................................................................................ 64
Figura 7. 2. Condições da Simulação de Içamento.................................................................. 64
Figura 7. 3. Deformação da estrutura ....................................................................................... 65
Figura 7. 4. Pontos de deformação na Estrutura ...................................................................... 66
Figura 7. 5. Tensão na estrutura .............................................................................................. 67
Figura 7. 6. Pontos de tensão na Estrutura .............................................................................. 68
Figura 7. 7. Condições da simulação do peso do VSOR no skid ............................................ 69
Figura 7. 8. Deformação da estrutura ....................................................................................... 70
Figura 7. 9. Pontos de Deformação ......................................................................................... 70
Figura 7. 10. Tensão na Estrutura ............................................................................................ 71
Figura 7. 11. Pontos de Tensão na Estrutura ........................................................................... 72
Figura 7. 12. Condições de simulação ...................................................................................... 73
Figura 7. 13. Deformação da Estrutura.................................................................................... 73
Figura 7. 14. Analise das deformações ..................................................................................... 74
Figura 7. 15. Tensões na Estrutura ........................................................................................... 75
Figura 7. 16. Analise das Tensões ........................................................................................... 75
Figura 7. 17. Condições da 4º Simulação ................................................................................ 76
Figura 7. 18. Deformação da Estrutura.................................................................................... 77
Figura 7. 19. Deformações devido a docagem ......................................................................... 77
Figura 7. 20. Tensões na Estrutura .......................................................................................... 78
Figura 7. 21. Avaliação das Tensões devido a docagem .......................................................... 78

x
Figura 8. 1. Modelo de VSOR Comanche ............................................................................... 80
Figura 8. 2. Mesa de Apoio no Convés ................................................................................... 81
Figura 8. 3. Skid posicionado na mesa de apoio ...................................................................... 81
Figura 8. 4. VSOR instalado ao Skid ....................................................................................... 82
Figura 8. 5. Içamento do Skid-VSOR ...................................................................................... 83
INDICE DE TABELAS
Tabela 1. 1. VSOR SUBSEA[10] ............................................................................................. 13
Tabela 1. 2. VSOR Oceaneering [20] ....................................................................................... 14
Tabela 1. 3. VSOR Sub-Atlantic [6] ........................................................................................ 15
Tabela 1. 4. L4N [18] ............................................................................................................... 16
Tabela 5. 1. VSOR SUB-ATLANTIC [5 e 6] .......................................................................... 33
Tabela 5. 2. Legendas dos itens detalhados na figura 4.1 ........................................................ 34
Tabela 5. 3. Propriedades do Alumínio [8] .............................................................................. 39
Tabela 5. 4. Especificações dos materiais das partes estruturais ............................................. 41
Tabela 5. 5. Forças dos Flutuadores ........................................................................................ 47
Tabela 5. 6. Dados do bloco flutuador fabricado .................................................................... 47
Tabela 5. 7. Força das Espumas nas Vigas Transversais......................................................... 48
Tabela 5. 8. Dados do bloco flutuador na viga ........................................................................ 49
Tabela 6. 1. Condições de operação ........................................................................................ 59
Tabela 6. 2. Características do Modelo ................................................................................... 59
Tabela 6. 3. Esforço devido ao posicionamento no convés ..................................................... 60
Tabela 6. 4. Esforço devido a instalação no mar ..................................................................... 61
Tabela 6. 5. Cargas de docagem[22] ....................................................................................... 61
Tabela 6. 6. Esforços devido a realização de docagem ........................................................... 62
Tabela 7. 1. Análise das Forças da Simulação do Içamento.................................................... 68
Tabela 7. 2. Analise das Forças 2º Simulação ......................................................................... 72
Tabela 7. 3. Analise dos resultados da 3º Simulação .............................................................. 75
Tabela 7. 4. Analise das Forças 4º Simulação ......................................................................... 79

1
1. INTRODUÇÃO
1.1. Motivação
Uma das fontes de energia combustíveis mais utilizadas hoje em dia é o petróleo e
seus derivados. Com alto valor energético, é atualmente utilizado em vários ambientes,
desde a indústria, o transporte na própria área de extração e produção. Vários produtos
também são fabricados deste combustível como os polímeros plásticos, óleo diesel e
gasolina, é um produto bastante valorizado, sendo fonte de renda para muitos países.
O mundo hoje é altamente dependente de tal fonte, com a descoberta da camada pré-
sal uma porta se abre economicamente para o Brasil, onde é necessário um alto
investimento para se ter capacidade de exploração e produção desta camada. A camada
pré-sal, recentemente descoberta, se encontra a uma profundidade de 5000 a 7000 m
abaixo do oceano [1], o que necessita de alto investimento em novas tecnologias
capazes de operar a tal profundidade.
Assim, na indústria da extração e produção de petróleo e gás ocorre-se a
necessidade de pesquisa e estudo de novas tecnologias que capacitam à descoberta de
novos poços, cada vez mais localizados em maiores profundidades. Fato que vem
direcionando cada vez mais o desenvolvimento de tecnologias capazes de explorar tais
ambientes. Ocorrendo desta forma um avanço tecnológico para a diminuição das
barreiras tecnológicas, a fim de encurtar as distancias entre as reservas petrolíferas e as
plataformas de produção.
Nestes ambientes offshore existem vários equipamentos utilizados entre estes, os
manifolds, ANM (Árvore de Natal Molhada) e dutos que conectam estes dois, estes são
equipamentos utilizados na área de exploração. A ANM é um conjunto de válvulas
conectadas aos poços e possuem a função da extração e injeção. Já os manifolds
possuem a função de unir as linhas dos vários poços de produção simultaneamente e
conduzi-las para a UEP (Unidade de Exploração e Produção). Na figura 1.1 é possível
analisar as ANM conectadas a dois manifolds.

2
Figura 1. 1. Equipamentos Submarinos [2]
1.2. Veículo Submarino Operado Remotamente (VSOR)
O VSOR (Veículo Submarino Operado Remotamente) é um equipamento
submarino muito utilizado em operações submarinas, é controlado remotamente através
de um piloto em um ambiente controlado. Este possibilita o alcance a ambientes
inóspitos, possuindo como principal função a tarefa de executar operações submarinas,
como a observação remota do fundo do mar, das estruturas submarinas, à pesquisas
arqueológicas e também em auxilio a mergulhadores. Ao VSOR podem ser acoplados
vários tipos de ferramentas que são determinadas para certo tipo de tarefa. Tais
equipamentos incluem manipuladores com garras, propulsores, acumuladores
hidráulicos, atuadores hidráulicos, entre outros. Na seguinte figura é demostrado uma
classe de intervenção de VSOR com manipuladores, o SEATIGER VSOR.

3
Figura 1. 2 . SEATIGER VSOR [11]
Muito utilizado em operações em águas profundas e em ambientes de águas
contaminadas, situações que limitam bastante as operações por mergulhadores e
submarinos tripulados, sendo assim necessário o uso do VSOR. As operações são de
períodos prologados sendo necessária uma alimentação hidráulica ou elétrica dos
equipamentos localizados a bordo do VSOR. Além também da necessidade de se ter
materiais que resistam a altas pressões e baixas temperaturas.
Como já dito, tem principal finalidade no apoio de operações na área petrolífera,
porém não é exclusivo a essa área, sendo também utilizado em busca de destroços e
pesquisas arqueológicas. Na indústria do petróleo este é utilizado em tarefas de
intervenção; posicionamento, inspeção, e acompanhamento de trabalhos de
mergulhadores.
Os seus movimentos são controlados remotamente em um ambiente localizado
numa região diferente da de operação, por pilotos qualificados. E a energia utilizada
pode ser composta abordo (em forma de bateria ou um motor elétrico) ou localizada em
outro ambiente (onde a energia é transportada por um cordão umbilical) como mostrada
pela figura 1.3. Ou numa forma hibrida, (onde a bateria é alimentada por uma fonte
elétrica que vem do cordão umbilical).

4
Figura 1. 3. The New Pantner XT [20]
1.3. Tipos de Intervenção
Os tipos de intervenção submarina variam os tipos de equipamento que tem que ser
utilizados para as tarefas. Para cada tipo de operação são utilizadas ferramentas
especificas para a tarefa, essas ferramentas podem vir a ser inseridas no VSOR, ou
acopladas a estes, a exemplo dos TDU’s, garras manipuladoras, garras Held Tolling,
ROT’s e Skids. Nas operações submarinas vários tipos de intervenção podem ocorrer
desde a uma simples checagem dos equipamentos, troca de válvulas, transporte de
equipamentos, desobstrução dos equipamentos a animais ou detritos que possam ficar
presos nos equipamentos, entre outras. Os tipos de intervenção que ocorrem em
operações submarinas são classificados abaixo [13].
Visualização de Dutos de instalação, de cordões umbilicais e linhas de
fluxo.
Visualização de equipamentos submarinos.
Suporte para operações de perfurações.
Instalação de cabeça de poço e de válvulas de árvores molhadas.
Inspeção, reparo, e manutenção de instalações submarinas.
Instalação e aquisição de tubulações submarinas.
Transporte e pouso de válvulas de árvores molhadas e outros equipamentos

5
Figura 1. 4. Realização de uma intervenção do VSOR [2]
1.4. Tipos de Ferramentas de Intervenção
Assim que a área de exploração de petróleo e seus equipamentos de produção
começaram a se tornar padronizados, duas principais organizações tomaram liderança
em definir estes padrões, a American Petroleum Institute (API) e a International
Organization for Standardization (ISO) [22]. A padronização destes poços possibilitou
que todos os fabricantes de equipamentos submarinos pudessem construir para uma
interface comum.
Os tipos de equipamentos variam com os tipos de intervenção, como definido
anteriormente, o VSOR pode ser usado para tarefas de operações de aberturas de
válvulas, funções hidráulicas, e outras tarefas em geral. Podem também carregar
equipamentos com o objetivo de executar tarefas especificas, como colocar conexões
em linhas de fluxo, cortes de cordões umbilicais, substituição ou manutenção de
tubulações rígidas, e substituição de equipamentos, os VSOR’s são essencialmente
configurados para tarefas de intervenção de cinco formas em geral, que são
demonstrados na figura abaixo.

6
Figura 1. 5. Padronização de Veículos para Tarefas [13]
Para operações onde é necessaria a manipulação de algumas estruturas são
utilizadas as garras manipuladoras, que permitem uma intervenção direta no
equipamento. Podem ser utilizadas também garras held tooling onde uma garra é
responsavél pela execução da tarefa e a outra se fixa ao equipamento de intervenção
garantindo uma fixação do VSOR para a operação.
O TDU não é apenas um equipamento de intervenção, mas sim uma unidade
separada do VSOR, podendo ser incluido um pacote hidraulico e ferramentas de
intervenção.
(a) Manipulação Direta
(b) Manipulador Held Tooling
(c) TDU (Tool Deployment Unit)
(d) Remotely Operated Tooling
(ROT)
(e) Equipamentos em Skids
7
O ROT ou CCO (Remotely operated tool ou Dual Down Line Component Changed
Out ) é utilizado para operações onde o peso dos equipamentos necessários irá exceder o
payload do VSOR dificultando a navegação, então os equipamentos de intervenção
estão inseridos no ROT e no VSOR possuindo a tarefa de posição deste equipamento na
interface de intervenção.
Por fim têm-se os equipamentos que serão estudados neste trabalho, os skids. Os
skids são estruturas que possuem a função de conter estes equipamentos de intervenção,
mas como uma unidade separada do VSOR e acoplada a este. Geralmente são
localizados na parte inferior do VSOR e tem a bordo equipamentos de intervenção de
pequeno à médio porte, apresentado um próprio conjunto de flutuadores para poder
manter o peso neutro de forma que a estrutura do skid não irá afetar nas propriedades de
navegação do VSOR.
1.5. SKIDS
Os skids são estruturas adicionadas ao VSOR, funcionando como pacotes de
intervenção e possuem equipamentos para uma determinada tarefa de intervenção. Os
skids possuem variados tipos de equipamento que vão desde equipamentos para
docagem, cortador de cordões umbilicais, equipamentos para abertura de válvulas, entre
outros. [13]
Um dos exemplos de skid mais comum é o que utiliza a fonte hidráulica do VSOR
como principal fonte de energia, como os que utilizam água ou ar a alta pressão para
limpeza de equipamentos submarinos. Outro tipo de skid bastante utilizado é o que
possui a função de transportar o sistema hidráulico ou elétrico do sistema. Existe
também o skid com a função de estabilização e fixação, possuindo dois dispositivos de
docagem em suas extremidades que são acoplados a região de interface, viabilizando a
sua fixação. Por sua vez o skid está acoplado e fixado ao VSOR.
Neste trabalho irá ser estudada a proposta de um skid de docagem, para operações
de VSOR de classe media e o estudo dos equipamentos de intervenção necessários,
respeitando os critérios normalizados de flutuabilidade, estabilidade e fixação do skid.

8
1.6. RSV ( ROV Support Vessel )
Embarcação de apoio especializada para operações de VSOR, em operação de
içamento e recuperação. São navios especiais utilizados para tarefas de mergulho e
utilização de veículos remotos. Possuem o objetivo de apoio nas tarefas de lançamento e
recuperação dos VSOR’s, em operações de ancoragem, conexão e desconexão de linhas
e equipamentos. São equipados em sua embarcação o Launch and Recovery System
(LARS), Tether Management System (TMS) , e os VSOR’s.
Os LARS e TMS são utilizados em conjunto nas etapas de içamento, lançamento e
recuperação do VSOR. O LARS é um guindaste que pode ser manual, hidráulico ou
elétrico, com um sistema de fornecimento do cordão umbilical, no lançamento é
fornecido o cordão umbilical para o sistema VSOR e TMS. Quando submerso, para a
navegação do VSOR o cabo é fornecido pelo TMS.
Figura 1. 6. Embarcação de RSV DSND Surveyor [21]
9
2. VEÍCULO SUBMARINO OPERADO REMOTAMENTE
(VSOR)
2.1. Aspectos Gerais
A primeira descrição de um Submarino foi datada em 1578, onde William
Bourne escreveu sobre um barco que possuía um sistema mecânico simples que
permitia variar o peso total, possibilitando assim que o mesmo ficasse submerso. Um
histórico do desenvolvimento dos primeiros submersíveis foi apresentado por Harris
(1997), onde é apresentada a linha de tempo como surgiu os primeiros submersíveis que
deram origem aos presentes VSOR’s, abaixo é apresentado um histórico dos primeiros
submersíveis inventados [13].
1623 – o holandês Cornelis Van Drebbel construiu dois submarinos que eram
movidos a remo, e realizavam buscas e resgastes em obras no leito do mar.
1776 - David Bushnell construiu o submersível chamado “tartaruga”, que por se
assemelhar a uma tartaruga, flutuava verticalmente na água. Seu sistema de
propulsão era constituído por duas hélices, uma horizontal e uma vertical, ambos
também movidos a manivela.
1856 - o Submarino Ictinel, projetado pelo espanhol Narciso Monturiol, tinha a
capacidade de permanecer submersível por duas horas.
1886 - um oficial naval espanhol projetou um barco propulsionado por dois motores
de aproximadamente 22.000 W usando energia armazenada em dois acumuladores.
1887 - o Submarino Gymnote ou “Enguia” tinha baterias elétricas que permitiam
uma velocidade máxima teórica de 3,3 m/s. O Gymnote dependia das baterias
acumuladoras, que eram carregadas por um gerador em terra ou um em outro navio.
1896 - foi construído o Submarino Narwal, composto por dois sistemas de
propulsão, uma maquina de vapor de 164 KW para navegação de superfície e um
motor elétrico de 60 KW para a navegação submersa, a máquina a vapor podia girar
um dínamo, dando a este equipamento um alcance efetivo que ultrapassou em muito
o de todas as outras embarcações elétricas já construídas. Em seguida, a Holland
Boat Company também construiu um Submarino que se chamou Holland. O projeto
de Holland apresentava um sistema duplo de propulsão, com um motor a gasolina de
33 KW.

10
1906 - é lançado o U-Boat, com um motor Koting a querosene, que tinha um
desempenho melhor que o motor à gasolina de Holland. A grande desvantagem era
que soltava densas nuvens de fumaça, sinalizando a todos sua localização.
Em 1904, as principais linhas tecnológicas mais utilizadas nos submersíveis já
estavam definidas. Os três grandes marcos na historia dos submersíveis foram: a
bateria acumuladora elétrica, o motor elétrico e o motor diesel que com a fonte
propulsora iam ser com o tempo aprimorado.
Em 1954 é lançado o primeiro submarino movido á energia nuclear, o Nautilus. O
reator gerava vapor que propulsionava os dois eixos propulsor.
Para Veículos Tripulados, existem exemplos de pequenos submarinos tripulados que
atingem profundidades superiores a 6000 m. Em 1960, o Batiscafo Trieste de projeto
suíço atingiu uma profundidade acima de 10000 m na fossa oceânica de Mariana
levando dois tripulantes. Marca apenas repetida em 1995 com o Submarino não
tripulado Kaiko de fabricação japonês; entretanto, este equipamento foi perdido durante
uma operação em 2003.
Na área dos Veículos Não-Tripulados se têm pequenos VSOR’s utilizados em
pesquisas, dotados de sistemas de foto-filmagem e braços mecânicos, capazes de
recolher amostras e efetuar pequenos consertos em estruturas subaquáticas. No decorrer
de anos surgiram inúmeros submarinos que proporcionaram não apenas que o homem
alcançasse cada vez maiores profundidades, mas que varias áreas da Tecnologia que
fossem beneficiadas com inovações advindas do desenvolvimento destes equipamentos
submersíveis.
O primeiro passo para se fazer as descobertas tecnológicas foi a necessidade que a
Marinha tinha na época de se recuperar torpedos perdidos no fundo do mar.
Substituindo um sistema que essencialmente manipulava o torpedo, a Marinha
desenvolveu um sistema manobrável de câmera debaixo da água.
O primeiro VSOR foi desenvolvido por Dimitri Rebikoff –The POODLE- em 1953
[13], porém este foi utilizado apenas para pesquisa arqueológica e teve pouco impacto
na historia dos VSOR. Outro desenvolvimento foi o VSOR denominado XN-3,
11
certificado em Pasadena, Califórnia, em 1961. Este design se tornou o Cable-Controlled
Underwater Research Vehicle (CURV) [13].
Figura 2. 1. Curv II [13]
Esta versão é seguida pelo Eletric SNOOPY [13], que estende o alcance do veículo,
resultando no primeiro veículo totalmente elétrico. Sonares e outros sensores são
adicionados ocasionando os primeiros veículos VSOR’s a serem construídos
2.2. Estruturas do VSOR
Os VSOR’s podem ser classificados em vários grupos que vão desde tamanho,
potência, tipos de tarefa, métodos de navegação, e tipo de distribuição de energia. São
tele operados e podem ter cordões umbilicais que fornecem a fonte elétrica para o
VSOR, ou esta pode está embarcada ao próprio veículo. Abaixo os VSOR’s são
classificados de acordo com seus tamanhos e capacidades de operação definidas.
Classe de Observação – Estes veículos são geralmente pequenos, são Micro–VSOR
que possuem massa de 100 kg. São geralmente pequenos, possuem fonte de energia
elétrica alimentada a corrente continua com cordões umbilicais. Estes veículos são
limitados a operações de profundidade de 300 metros.
Classes de Tamanho Médio – Estes veículos tem massa de 100 kg à 1000 kg. São
classificados como uma classe que trabalha a maiores profundidades de operação, são
alimentados com corrente alternada possuem componentes e materiais capazes de
resistir a maiores pressões e cordões umbilicais de maiores extensões. Possuem o pacote

12
de energia hidráulica para operações dos manipuladores e pequenos pacotes de
ferramentas. Este tipos de veículo pode ser classificados como “light work class”,pois
podem operar em tarefas de intervenção com capacidade levemente reduzida em
comparação com o work class. Estes veículos necessitam de um sistema de lançamento
e recuperação, Launch and Recovery System (LARS), e também uma grade submersa,
ou com um sistema de fornecimento de cordão umbilical para a operação, Tether
Management System (TMS)[13].
Classe de Trabalho – São veículos que operam a altas voltagens, alimentados por
uma fonte de corrente alternada. A energia fornecida é transformada em energia
mecânica (hidráulica) para locomoção do veículo, através dos propulsores, e também
para manipulação das ferramentas.
A diferença entre o VSOR de observação e o de tamanho médio é o tipo de energia
transmitida, onde na classe de observação é elétrica e na classe de tamanho médio é a
hidráulica. Em geral o VSOR de tamanho médio alcança maiores profundidades de
operação.
A diferença entre o VSOR de tamanho médio e o de classe de trabalho é o tamanho
do pacote de trabalho hidráulico e da potência de operação dos manipuladores e
equipamentos. Tanto o de classe media quanto o de trabalho podem operar a altas
profundidades, porém o de classe de trabalho pode operar com tarefas mais pesadas. Os
VSORs são separados pelas classes, que podem ser cinco dentre as definidas abaixo
[13].
a- Classe 1 – VSOR’s para observação.
b- Classe 2 – VSOR’s com opção de Payload.
c- Classe 3 – Veículos de classe de intervenção.
d- Classe 4 – Rebocado e superfície rastejante.
e- Classe 5 - Veículos em desenvolvimento
Podem ser qualificados também pela característica do trabalho. O VSOR deverá ter
capacidade de levar ferramentas em sua estrutura, e suportar 300 kg de carga (lift
capacity). Em relação às cargas a serem operadas podem ser classificadas em:

13
a- Capacidade média de trabalho- Medium duty work class
b- Capacidade pesada de trabalho- Heavy duty work class
c- Capacidade ultra-pesada de trabalho- Ultra heavy duty work class
No mercado existem quatro principais empresas fornecedoras de VSOR; a
SUBSEA, a Sub-Atlantic, a Deep-Ocean, a Oceaneering. A seguir são listados as
características técnicas de alguns VSOR’s das maiores fabricantes no mercado
2.2.1. SUBSEA
A seguir é apresentado o VSOR da fabricante SUBSEA, o Triton XLX 150 HP, e o
Triton XLX 200 HP.
Figura 2. 2. Triton XLX 150 HP [10]
VSOR
Classe Pesada
Dimensões
C x l x h [mm]
Massa [kg] Profundidade [m] Payload [kg]
XLX 150 HP 3605 x 1905 x 2136 5310 400 250
XLX 200 HP 3605 x 1905 x 2333 5662 3000 250
Tabela 1. 1. VSOR SUBSEA [10]
14
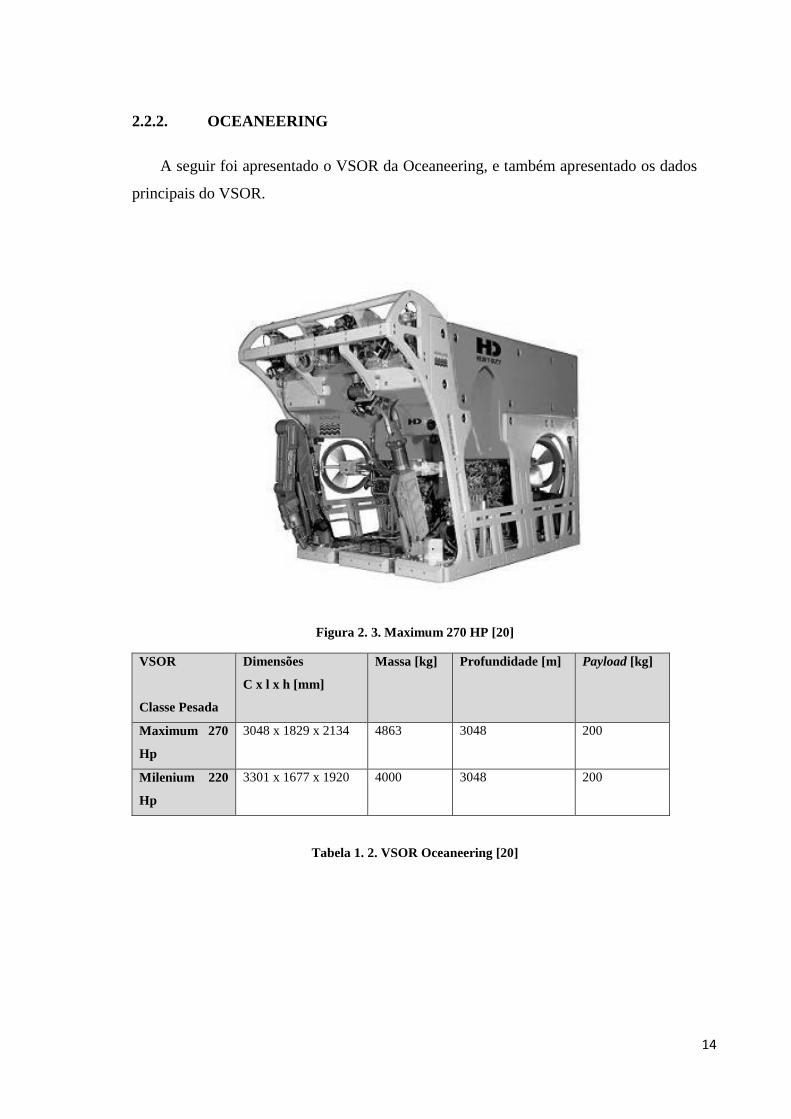
2.2.2. OCEANEERING
A seguir foi apresentado o VSOR da Oceaneering, e também apresentado os dados
principais do VSOR.
Figura 2. 3. Maximum 270 HP [20]
VSOR
Classe Pesada
Dimensões
C x l x h [mm]
Massa [kg] Profundidade [m] Payload [kg]
Maximum 270
Hp
3048 x 1829 x 2134 4863 3048 200
Milenium 220
Hp
3301 x 1677 x 1920 4000 3048 200
Tabela 1. 2. VSOR Oceaneering [20]

15
2.2.3. SUB-ATLANTIC
A seguir é apresentado os VSOR’s da Sub-Atlantic, e apresentado também os dados
principais do veículos.
Figura 2. 4. Comanche [6]
VSOR
Classe media
Dimensões
C x l x h [mm]
Massa [kg] Profundidade [m] Payload [kg]
Comanche 1300x2100x1250 1130 2000 285
Tomawahk 1210x1860x1200 1075 2000 175
Tabela 1. 3. VSOR Sub-Atlantic [6]
16
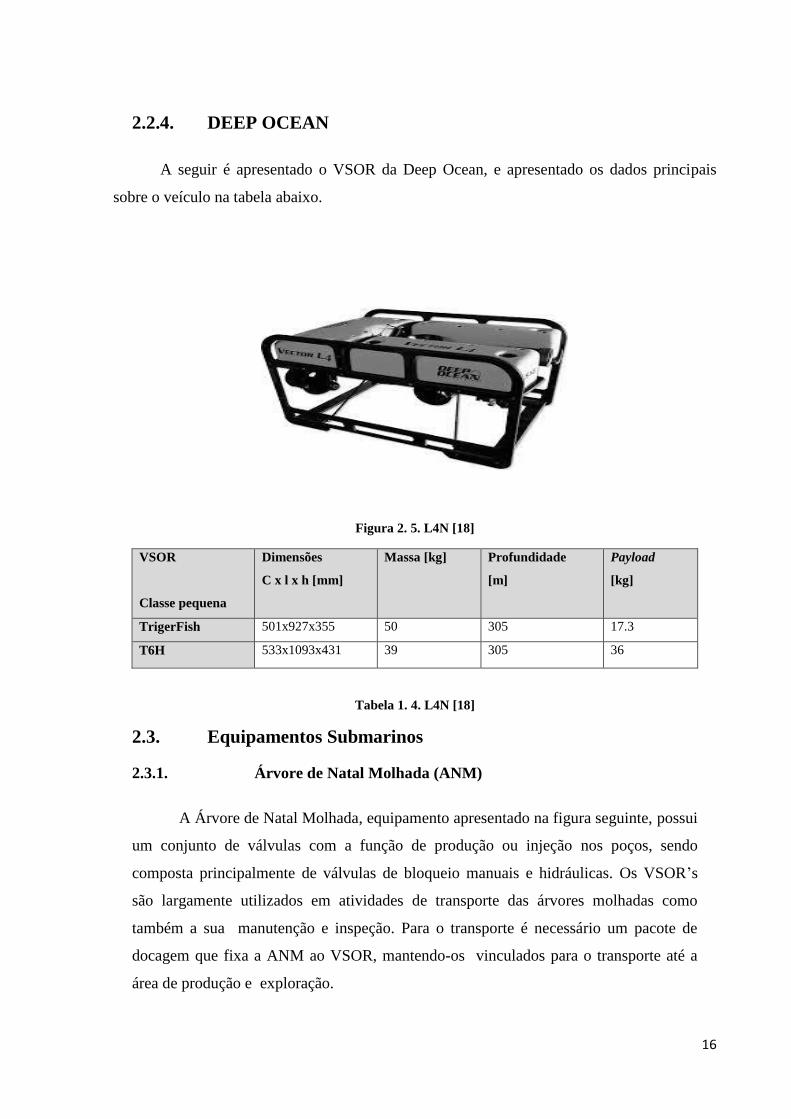
2.2.4. DEEP OCEAN
A seguir é apresentado o VSOR da Deep Ocean, e apresentado os dados principais
sobre o veículo na tabela abaixo.
Figura 2. 5. L4N [18]
VSOR
Classe pequena
Dimensões
C x l x h [mm]
Massa [kg] Profundidade
[m]
Payload
[kg]
TrigerFish 501x927x355 50 305 17.3
T6H 533x1093x431 39 305 36
Tabela 1. 4. L4N [18]
2.3. Equipamentos Submarinos
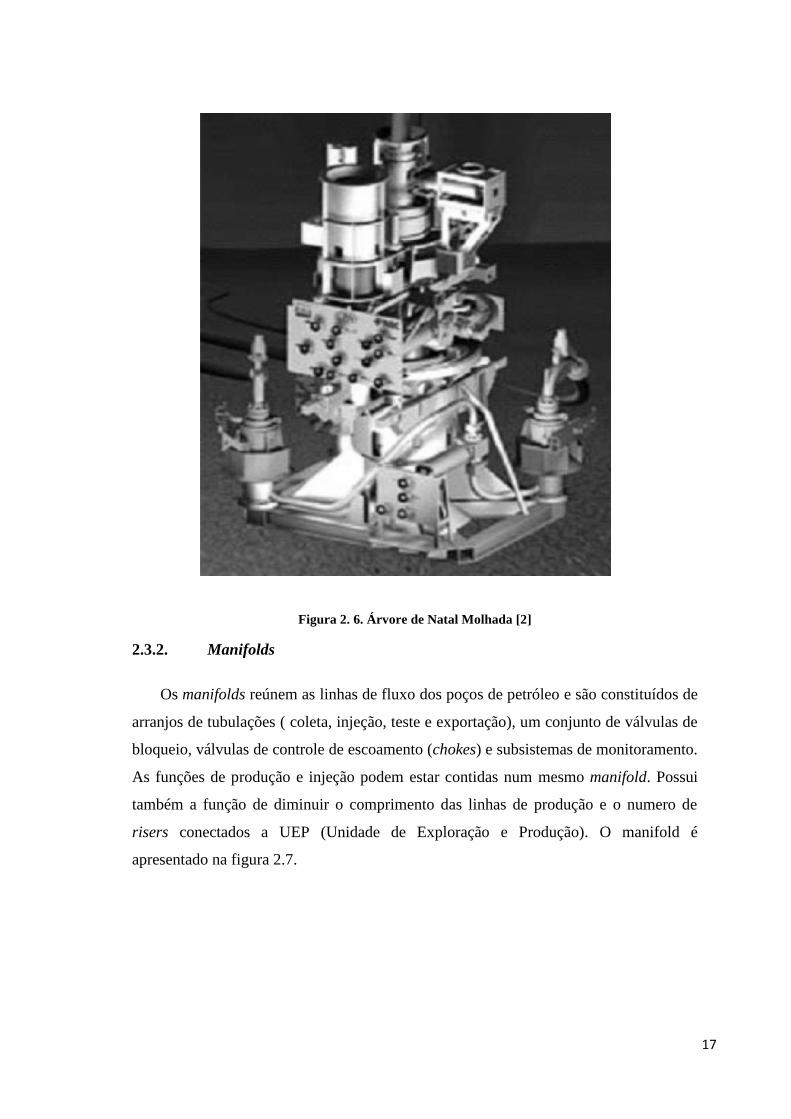
2.3.1. Árvore de Natal Molhada (ANM)
A Árvore de Natal Molhada, equipamento apresentado na figura seguinte, possui
um conjunto de válvulas com a função de produção ou injeção nos poços, sendo
composta principalmente de válvulas de bloqueio manuais e hidráulicas. Os VSOR’s
são largamente utilizados em atividades de transporte das árvores molhadas como
também a sua manutenção e inspeção. Para o transporte é necessário um pacote de
docagem que fixa a ANM ao VSOR, mantendo-os vinculados para o transporte até a
área de produção e exploração.
17
Figura 2. 6. Árvore de Natal Molhada [2]
2.3.2. Manifolds
Os manifolds reúnem as linhas de fluxo dos poços de petróleo e são constituídos de
arranjos de tubulações ( coleta, injeção, teste e exportação), um conjunto de válvulas de
bloqueio, válvulas de controle de escoamento (chokes) e subsistemas de monitoramento.
As funções de produção e injeção podem estar contidas num mesmo manifold. Possui
também a função de diminuir o comprimento das linhas de produção e o numero de
risers conectados a UEP (Unidade de Exploração e Produção). O manifold é
apresentado na figura 2.7.

18
Figura 2. 7. Manifold [2]
2.3.3. Dutos Submarinos
São responsáveis pela movimentação dos fluidos produzidos e injetados. Na
produção ocorre o fluxo de óleo e gás da ANM ou do manifold para a UEP. Na injeção
se tem o fluxo de líquidos e gás da UEP para o manifold ou para a ANM. Os dutos são
também utilizados para o escoamento dos fluidos processados pela UEP, podendo ser
classificados em dutos rígidos e flexíveis. A seguir é apresentado um VSOR de inspeção
de tubulações rígidas.
Figura 2. 8. Inspeção de duto rígido através do VSOR Trender [2]

19
Dutos Rígidos - As linhas rígidas são constituídas por tubos de aço carbono, e
dependendo do fluido utilizado podem ser de ligas especiais, inibindo a corrosão,
abrasão ou erosão. Na figura 2.9 é apresentado um duto rígido.
Figura 2. 9. Duto Rígido [2]
Dutos Flexíveis- As linhas flexíveis são constituídas por camadas diferentes,
que têm funções distintas na sua operação e podem ser descritas da parte interna para a
parte externa. Os dutos flexíveis que são ligados até a UEP são chamados de risers, que
se qualificam como um trecho suspenso dos dutos com a função de conduzir fluidos
oriundos dos poços até a UEP. Na figura 2.10 é apresentado o duto flexível.
Figura 2. 10. Duto Flexível [2]

20
3. EQUIPAMENTOS DE INTERVENÇÃO
3.1. Manipulador para Operação Direta
Na robótica existem vários equipamentos que auxiliam na execução de tarefas, são
equipamentos desenvolvidos para ambientes onde a operação do ser humano é
dificultada. São utilizados para tarefas de manipulação de objetos, possuem vários graus
de liberdade, são manipuladas automaticamente ou programadas.
Um manipulador mecânico é composto de um conjunto de elos conectados com
articulações, sendo que o primeiro corpo é denominado base e o ultimo denominado
efetuador, no caso podendo ser uma garra. As juntas aderem os graus de liberdade ao
mecanismo, estas podem ser prismáticas ou de rotação. O grau de liberdade de um robô
pode ser definido como o numero de variáveis independentes da posição que precisam
ser especificadas para a localização das partes do manipulador. [23]
Figura 3. 1. Braço manipulador Titan 4 [13]
O braço é conectado ao VSOR e quanto mais graus de liberdade o braço tiver mais
versátil ele será. No final do braço existe a garra que pode ter três dedos ou dois,
permitindo segurar e operar objetos ou membros estruturais, com o objetivo de
transporte ou fixação do VSOR a uma interface de intervenção.
21
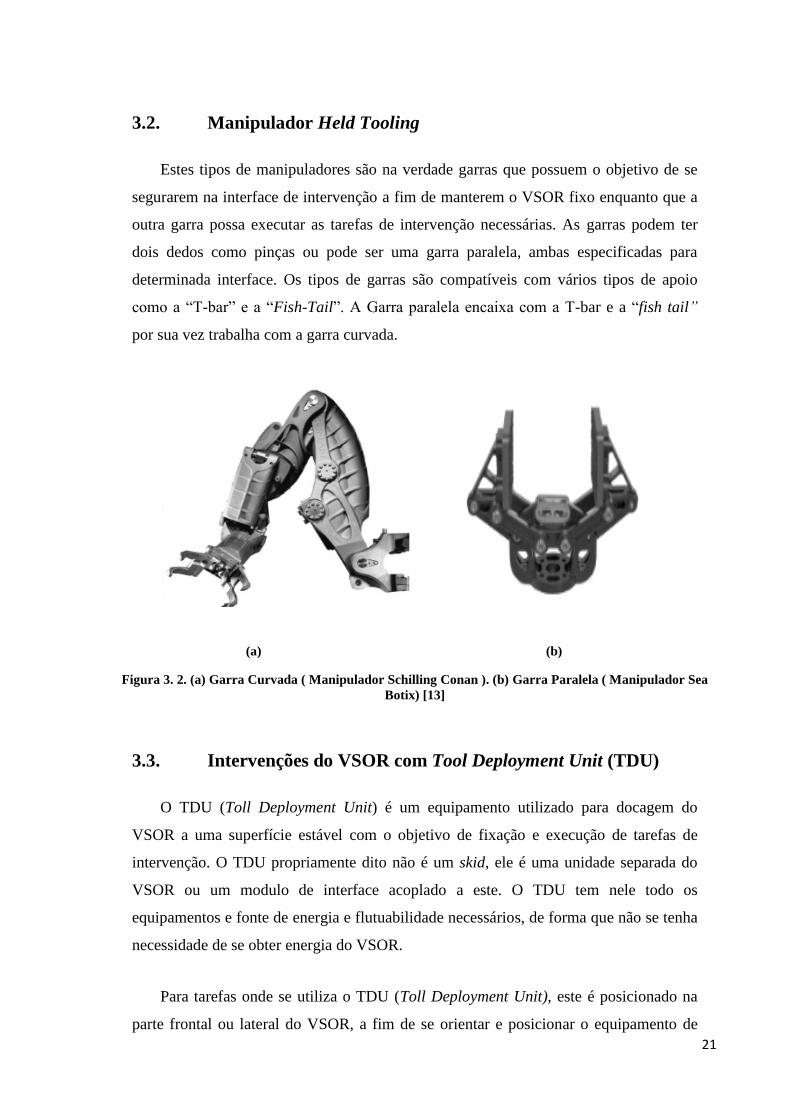
3.2. Manipulador Held Tooling
Estes tipos de manipuladores são na verdade garras que possuem o objetivo de se
segurarem na interface de intervenção a fim de manterem o VSOR fixo enquanto que a
outra garra possa executar as tarefas de intervenção necessárias. As garras podem ter
dois dedos como pinças ou pode ser uma garra paralela, ambas especificadas para
determinada interface. Os tipos de garras são compatíveis com vários tipos de apoio
como a “T-bar” e a “Fish-Tail”. A Garra paralela encaixa com a T-bar e a “fish tail”
por sua vez trabalha com a garra curvada.
(a) (b)
Figura 3. 2. (a) Garra Curvada ( Manipulador Schilling Conan ). (b) Garra Paralela ( Manipulador Sea
Botix) [13]
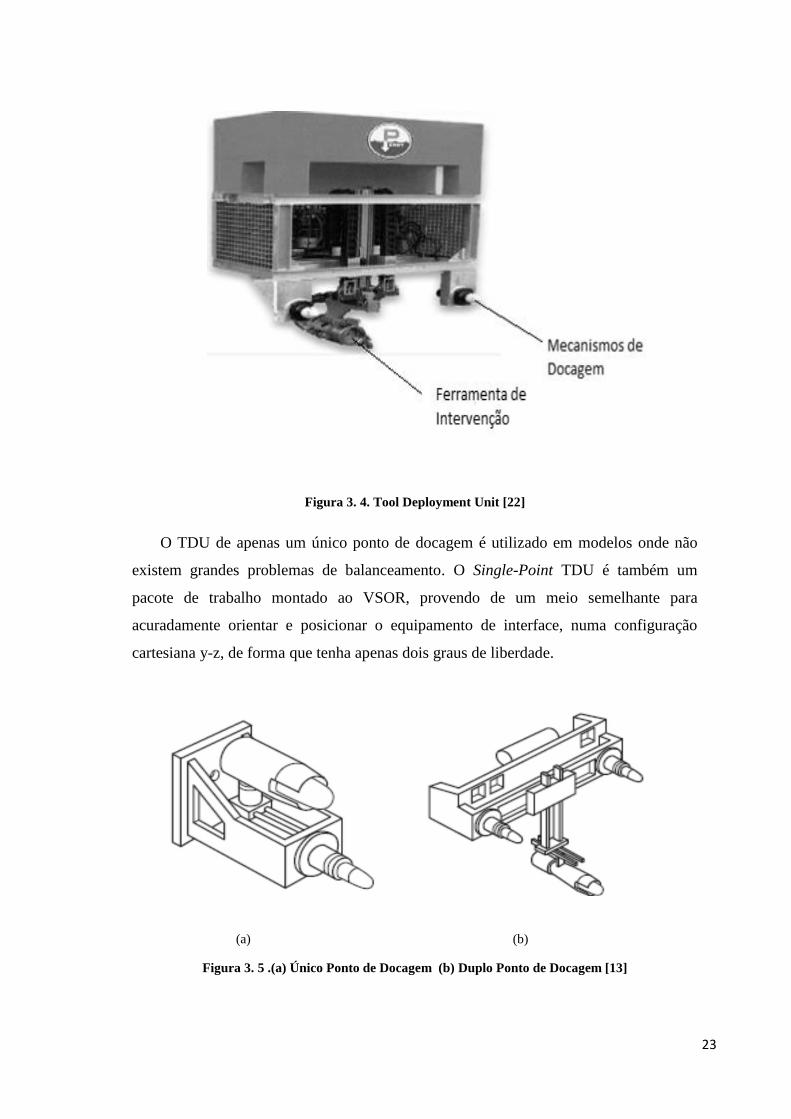
3.3. Intervenções do VSOR com Tool Deployment Unit (TDU)
O TDU (Toll Deployment Unit) é um equipamento utilizado para docagem do
VSOR a uma superfície estável com o objetivo de fixação e execução de tarefas de
intervenção. O TDU propriamente dito não é um skid, ele é uma unidade separada do
VSOR ou um modulo de interface acoplado a este. O TDU tem nele todo os
equipamentos e fonte de energia e flutuabilidade necessários, de forma que não se tenha
necessidade de se obter energia do VSOR.
Para tarefas onde se utiliza o TDU (Toll Deployment Unit), este é posicionado na
parte frontal ou lateral do VSOR, a fim de se orientar e posicionar o equipamento de

22
intervenção na interface. Inserido no TDU se tem a ferramenta de intervenção, cujo
numero de graus de liberdade depende da complexidade da tarefa. Na seguinte figura é
apresentado os equipamentos de intervenção inseridos ao TDU.
(a) (b) (c)
Figura 3. 3. Configuração de tarefas de intervenção (a) com manipuladores (b) com duplo-ponto
ferramenta de docagem (TDU), (c) Com underslug tool skid [22]
Pode ser composto de três graus de liberdade, dependendo da complexidade da
tarefa. O TDU é usado em combinação com dois mecanismos de encaixe que
estabilizam ele e o VSOR, que por sua vez está conectado ao TDU. O TDU é
posicionado entre o veículo e a interface, de forma que a ferramenta possa ser
especificamente designada para certa tarefa. O TDU tem sua própria flutuação, e pode
ser substituída ou complementar ao veículo. [22]
23
Figura 3. 4. Tool Deployment Unit [22]
O TDU de apenas um único ponto de docagem é utilizado em modelos onde não
existem grandes problemas de balanceamento. O Single-Point TDU é também um
pacote de trabalho montado ao VSOR, provendo de um meio semelhante para
acuradamente orientar e posicionar o equipamento de interface, numa configuração
cartesiana y-z, de forma que tenha apenas dois graus de liberdade.
(a) (b)
Figura 3. 5 .(a) Único Ponto de Docagem (b) Duplo Ponto de Docagem [13]
24
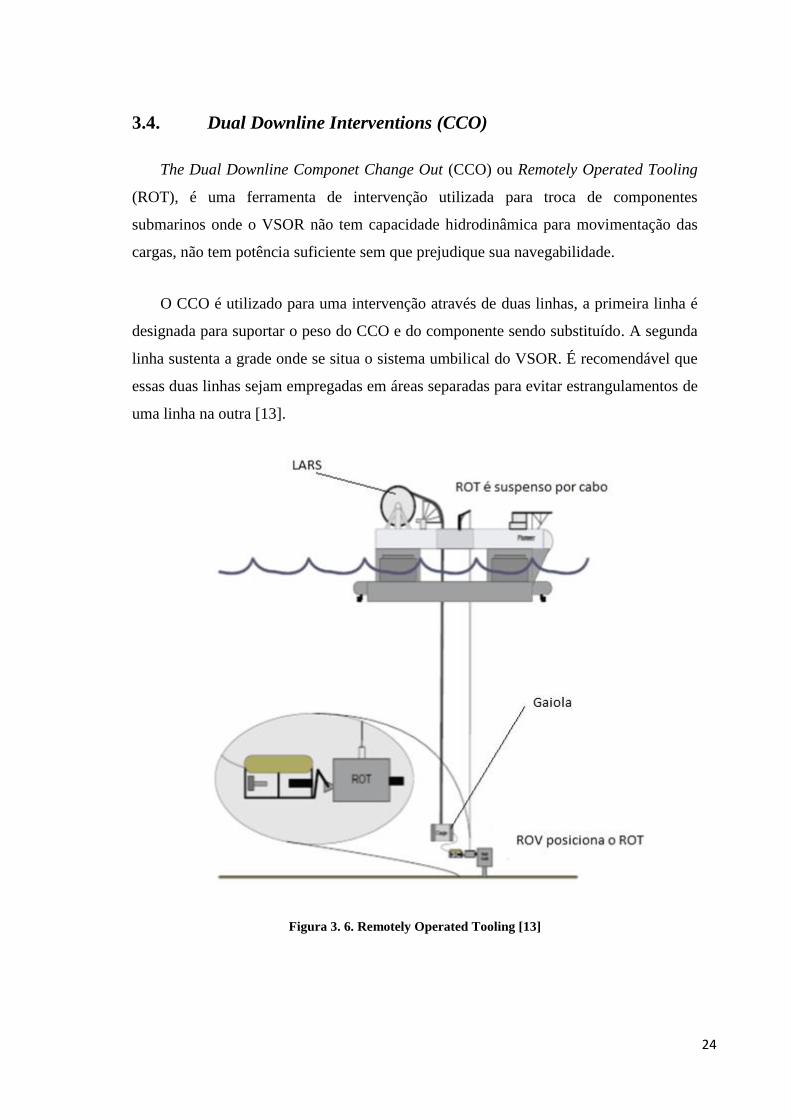
3.4. Dual Downline Interventions (CCO)
The Dual Downline Componet Change Out (CCO) ou Remotely Operated Tooling
(ROT), é uma ferramenta de intervenção utilizada para troca de componentes
submarinos onde o VSOR não tem capacidade hidrodinâmica para movimentação das
cargas, não tem potência suficiente sem que prejudique sua navegabilidade.
O CCO é utilizado para uma intervenção através de duas linhas, a primeira linha é
designada para suportar o peso do CCO e do componente sendo substituído. A segunda
linha sustenta a grade onde se situa o sistema umbilical do VSOR. É recomendável que
essas duas linhas sejam empregadas em áreas separadas para evitar estrangulamentos de
uma linha na outra [13].
Figura 3. 6. Remotely Operated Tooling [13]
25
4. SKIDS
4.1. Sistema de Ferramentas de Skids
Os Skids são equipamentos acoplados ao VSOR e nele são inseridos equipamentos
de intervenção. Estes equipamentos possuem funções que variam para cada tipo de
tarefa a ser executada. Os skid são padronizados para o tipo de classe do VSOR, pois
dependem do tamanho, podem ser da classe de observação ou da classe de trabalho. A
unidade de potência hidráulica pode ser integrada ao skid, ou pode ser inserido ao
próprio VSOR, e desta fonte hidráulica o skid irá operar as tarefas.
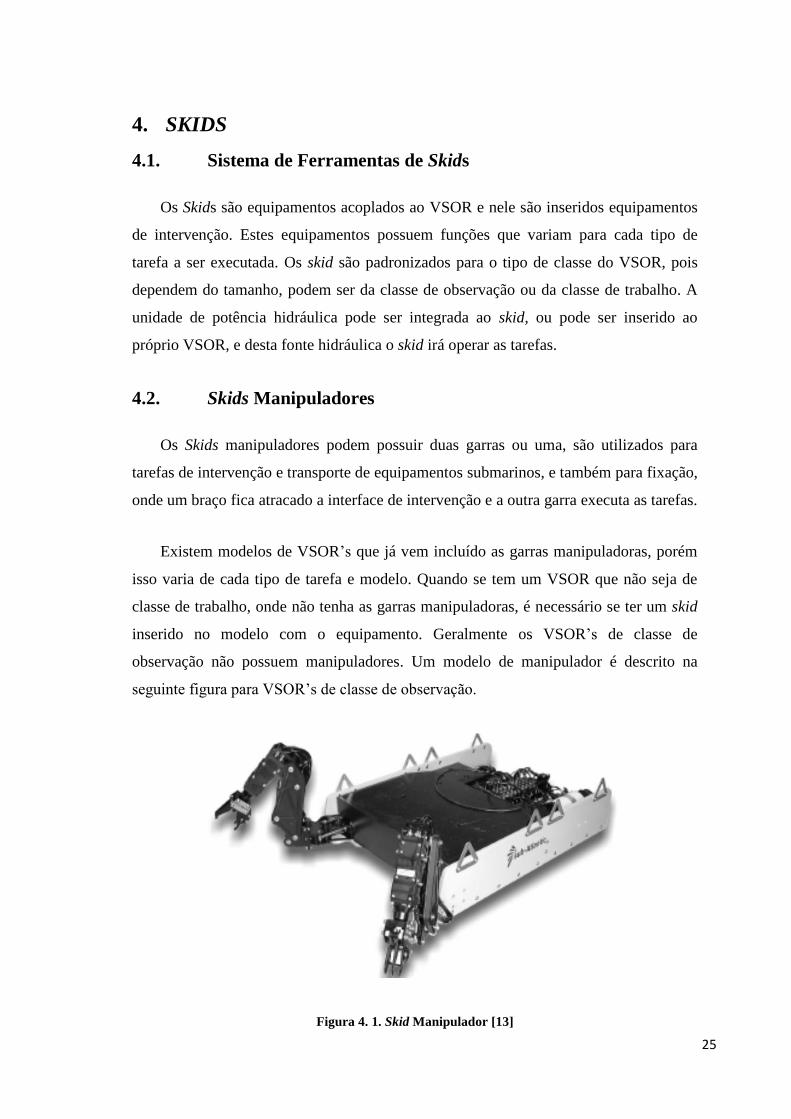
4.2. Skids Manipuladores
Os Skids manipuladores podem possuir duas garras ou uma, são utilizados para
tarefas de intervenção e transporte de equipamentos submarinos, e também para fixação,
onde um braço fica atracado a interface de intervenção e a outra garra executa as tarefas.
Existem modelos de VSOR’s que já vem incluído as garras manipuladoras, porém
isso varia de cada tipo de tarefa e modelo. Quando se tem um VSOR que não seja de
classe de trabalho, onde não tenha as garras manipuladoras, é necessário se ter um skid
inserido no modelo com o equipamento. Geralmente os VSOR’s de classe de
observação não possuem manipuladores. Um modelo de manipulador é descrito na
seguinte figura para VSOR’s de classe de observação.
Figura 4. 1. Skid Manipulador [13]

26
4.3. Injection Fluid Skid
Possuem a função de acomodar o pacote hidráulico do sistema, caso não tenha um
já instalado ao VSOR. A fonte hidráulica e elétrica pode ser inserida no skid, ou pode
ser obtida através do cordão umbilical onde existe uma fonte de energia hidráulica para
o VSOR.
Fonte Elétrica ou Hidráulica- Para operações com os manipuladores pode ser
utilizada uma fonte elétrica ou hidráulica, a fonte elétrica é utilizada quando necessita
de menor força dos manipuladores, é utilizada para VSOR’s menores, de classe de
observação. Já a fonte hidráulica é utilizada para VSOR de classe de trabalho onde têm-
se necessidade de maior potência e força para realização de tarefas mais pesadas. A
maioria dos VSOR’s utilizam a fonte hidráulica como energia principal de operação,
pois possibilitam maiores potencias para operarem a altas pressões.
O skid com o pacote hidráulico adicional é utilizado, esse skid é demonstrado na
figura 4.2, quando se tem um VSOR de classe de observação em que os manipuladores
têm um pacote elétrico e é necessária a utilização de maior potencia, de forma que se
tem um skid onde são inseridos os acumuladores hidráulicos, motor hidráulico e os
pacotes de válvulas.
Figura 4. 2. Injection Fluid Skid [12]

27
4.4. Pipeline Survey Skid
Este modelo é utilizado em operações de inspeção e visualização de equipamentos
submarinos, onde é utilizado um conjunto de equipamentos de câmeras e iluminação.
Com um braço manipulador permitindo maior visibilidade da interface de trabalho. São
utilizados em VSOR’s de classe de observação e utilizam de atuadores elétricos para o
sistema de câmeras e iluminação e os manipuladores que ao invés de garras possuem
um sistema de câmeras e iluminação.
Figura 4. 3. Surveillance skid [13]
4.5. Cable Cuter Skid
Utilizados para tarefas de cortes de cabos, em situações onde se encontram cordões
umbilicais presos ou restringidos, e em tarefas de recuperação, e cortes de cabos de aço .
É acoplado a um sistema hidráulico e possuem pressões do sistema hidráulico para cada
tipo de corte, quanto mais resistente o material a ser cortado maiores as pressões de
tarefa. Para maiores dimensões e materias mais resistentes, maiores pressões do atuador
hidráulico serão necessarios para o corte.

28
Figura 4. 4. Cable Cutter Skid [13]
4.6. Cp Probes
Cp probes, Cathodic Potencial Sensors, são usados para medir o potencial catódico
(que é capacidade de se oxidar do material) das estruturas submarinas. Para se medir o
potencial catódico da estrutura o mecanismo é acoplado à estrutura de forma que se
tenha um contato elétrico total com a superfície, assim o potencial elétrico é medido
através da corrente gerada [13].
Figura 4. 5. Cp Probes [13]
4.7. Cleaning Brush
Energia fornecida por um motor elétrico, este acessório é ideal para limpeza dos
equipamentos, antes de serem feitas as medidas de potencial catódico. É mais utilizado
em pequenas estruturas. É utilizado para remover sujeiras submarinas que geralmente se
acumulam em estruturas submarinas, marine growth. A ferramenta possui uma escova
integrada a um sistema de injeção de fluidos que podem ser utilizados ou não.
29
Figura 4. 6. Cleaning Brush Skid [13]
4.8. Water Jet Skid
Skid de aspersão de água, alimentado por uma bomba hidráulica e um acumulador.
Utilizado para limpezas de estruturas submarinas através do jato de ar ou água
pressurizada.
Pode ser utilizado um sistema de aspersão de ar também, sistema que gera
cavitação. A limpeza com cavitação utiliza uma pressão mais baixa de operação e
permite a limpeza eficiente das estruturas. A vantagem de se utilizar esse sistema é que
se eliminam os riscos que se tem ao operar com água a elevadas pressões. Isso ocorre,
pois a força que o ar faz quando entra em contato com a água é menor que a que a água
faz, devido a diferença de densidades, de forma que se necessita de maior pressão para
romper as forças de resistência.

30
Figura 4. 7. Water Jet Skid [13]
4.9. Skid de Docagem
O skid de docagem é utilizado em skids de classe de trabalho, onde se tem como
objetivo se manter o VSOR fixo para executar as tarefas de intervenção necessarias. Em
VSOR’s que não possuem skids se tem os manipuladores com a função de manter o
VSOR fixo e estabilizado. A estrutura é acoplada ao VSOR pelos quatros olhais, dispõe
no componente um flutuador para-se manter um peso neutro a estrutura do skid.
Figura 4. 8. Skid para Docagem [13]
31
5. CONCEPÇÕES DE PROJETO E MODELO
O conceito de projeto se inicia na identificação de uma necessidade e de
decisões para a resolução do problema proposto. Após um conjunto de interações que
envolvem a melhoria do projeto, o projeto é determinado com um plano para satisfazer
tais necessidades.
Nos processos de definição de um projeto mecânico é definido o reconhecimento
da necessidade, a definição do projeto, analise do projeto para as condições de operação,
a avaliação dos resultados e a decisão da necessidade de uma reavaliação do projeto. E
finalmente depois de todas as interações necessárias e for definido que não é necessário
mas nenhuma reavaliação, é definido o projeto finalizado. Sempre tendo em busca a
melhoria das características principais do projeto. A seguir é demosntrada as etapas de
definição de um projeto mecânico.
32
Figura 5. 1. Diagrama para conceituação de projeto [26]
33
5.1. Concepção do Modelo
Em ambientes de intervenção é necessário se ter um ambiente controlado para
executar as tarefas, sendo necessária a fixação do conjunto. O objetivo deste trabalho
como já especificado, é desenvolver o conceito de um skid de docagem, que possa
resistir às condições de operação de intervenção e docagem, dentro do limite de
operação dos materiais utilizados, o material deve resistir às condições de esforços
devido a operação de fixação e intervenção.
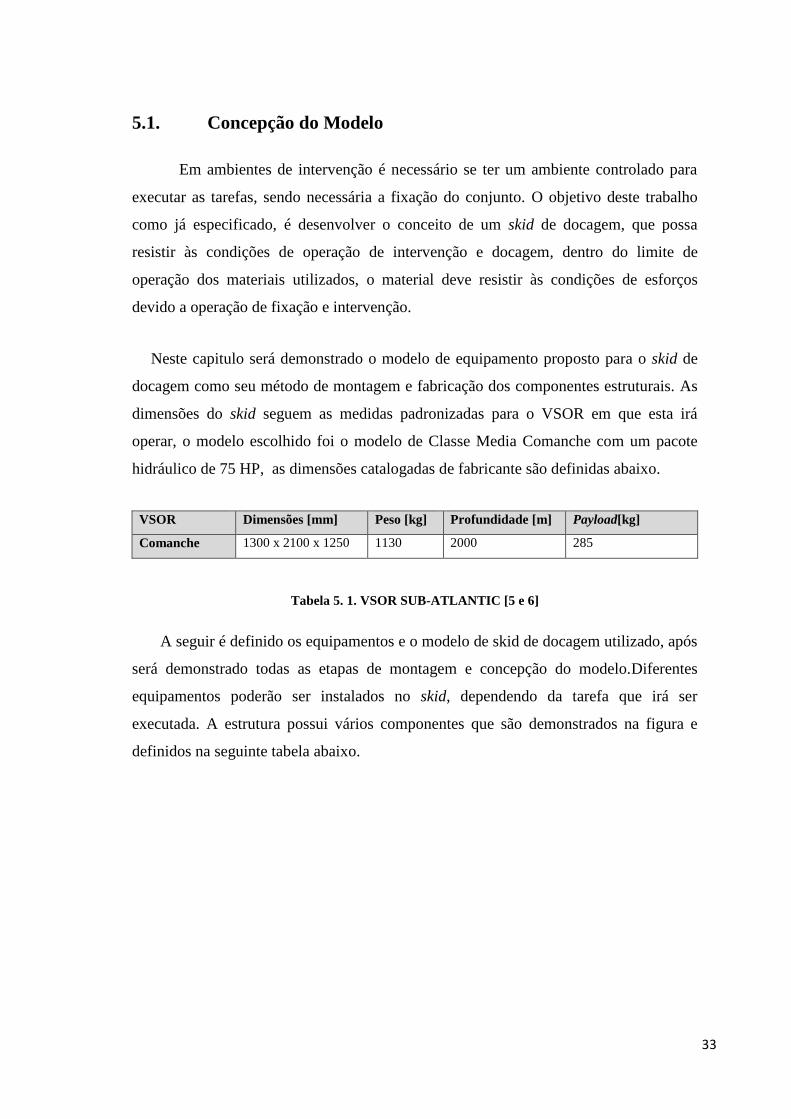
Neste capitulo será demonstrado o modelo de equipamento proposto para o skid de
docagem como seu método de montagem e fabricação dos componentes estruturais. As
dimensões do skid seguem as medidas padronizadas para o VSOR em que esta irá
operar, o modelo escolhido foi o modelo de Classe Media Comanche com um pacote
hidráulico de 75 HP, as dimensões catalogadas de fabricante são definidas abaixo.
VSOR Dimensões [mm] Peso [kg] Profundidade [m] Payload[kg]
Comanche 1300 x 2100 x 1250 1130 2000 285
Tabela 5. 1. VSOR SUB-ATLANTIC [5 e 6]
A seguir é definido os equipamentos e o modelo de skid de docagem utilizado, após
será demonstrado todas as etapas de montagem e concepção do modelo.Diferentes
equipamentos poderão ser instalados no skid, dependendo da tarefa que irá ser
executada. A estrutura possui vários componentes que são demonstrados na figura e
definidos na seguinte tabela abaixo.

34
Figura 5. 2. Componentes do Skid
Legenda Designação
1 Viga Transversal
2 Viga Longitudinal
3 Viga Retangular Conjunto do Flutuador
4 Viga U do Conjunto do Flutuador
5 Olhal
6 Pino dos Olhais
7 Viga U do Conjunto Lateral
8 Flutuador Central
9 Viga Retangular Lateral
10 Viga U Lateral do Flutuador
11 Suporte do Conjunto do Flutuador
12 Placa para soldagem
13 Flutuador das vigas transversais
14 Suporte para Docagem
15 Equipamento de Docagem
Tabela 5. 2. Legendas dos itens detalhados na figura 4.1

35
A altura mínima do skid catalogada tem que ser de 300 mm [22], sendo um valor
padronizado. O modelo desenvolvido possui 317 mm de altura, valor permissível de
acordo com a padronização. Para um VSOR classe media temos a dimensão de 1300
mm para largura, valor encontrado em modelos de classe media. O olhal possui modelo
vindo de fabricante que pode ser encontrado no anexo [B.6], porém estas dimensões
podem variar de projeto para projeto.
Figura 5. 3. Vista Frontal
A estrutura apresenta comprimento de dimensão de 2100 mm, também de acordo
com as medidas de VSOR’s encontrados no mercado. Na parte central do skid se
encontra a estrutura que armazena os flutuadores, que são materiais de baixa massa
especifica feitos de espuma sintética. Os mecanismos de docagem são catalogados para
interfaces com 1050 mm de distância entre ambos.

36
Figura 5. 4. Vista Superior
A estrutura possui uma massa de 240 kg, ao total junto com equipamentos de
intervenção, porém a estrutura na água tem seu peso reduzido devido ao empuxo,
conceito apresentado no próximo tópico. Com um payload mínimo de 50 kg para
equipamentos de intervenção e pacotes hidráulicos ou elétricos. Os flutuadores devem
exercer força suficiente para garantir flutuação do modelo, aderindo ao conjunto peso
neutro embaixo da água.
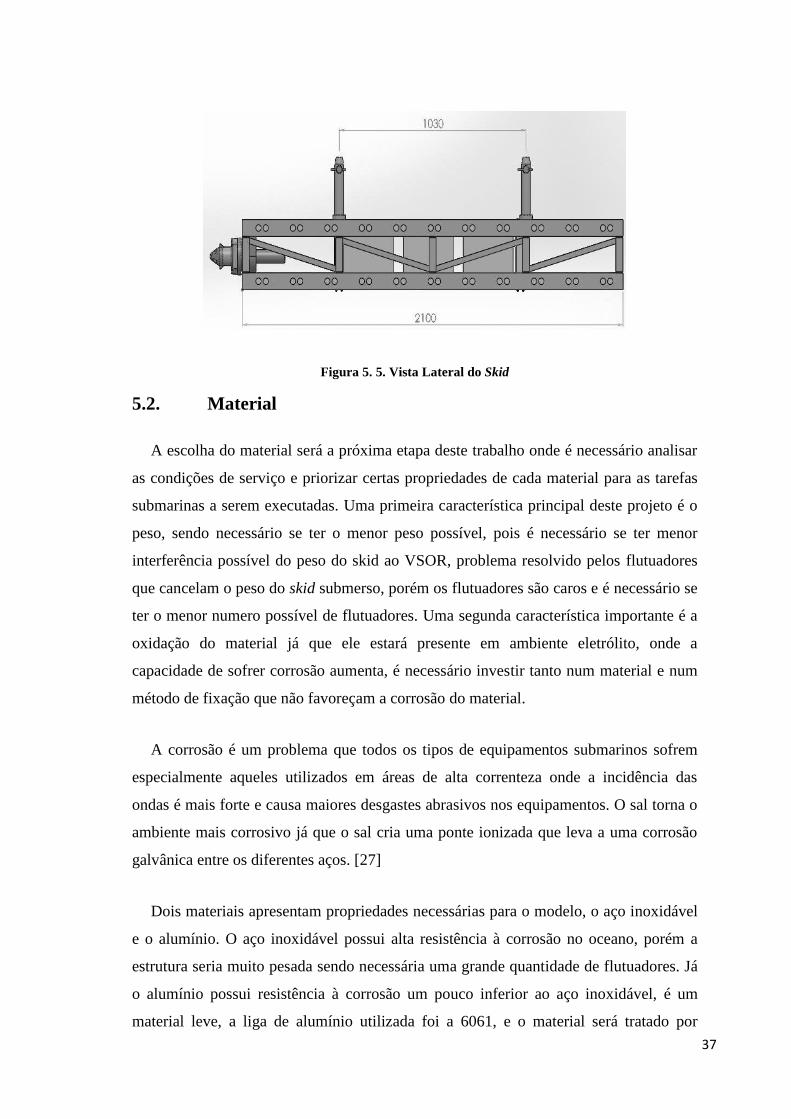
Na vista lateral pode-se ver que o skid possui um maior alcance devido ao
mecanismo de docagem, apresentando comprimento total de 2276 mm, e as distancias
entre os olhais também são variáveis de acordo com o modelo do VSOR.
37
Figura 5. 5. Vista Lateral do Skid
5.2. Material
A escolha do material será a próxima etapa deste trabalho onde é necessário analisar
as condições de serviço e priorizar certas propriedades de cada material para as tarefas
submarinas a serem executadas. Uma primeira característica principal deste projeto é o
peso, sendo necessário se ter o menor peso possível, pois é necessário se ter menor
interferência possível do peso do skid ao VSOR, problema resolvido pelos flutuadores
que cancelam o peso do skid submerso, porém os flutuadores são caros e é necessário se
ter o menor numero possível de flutuadores. Uma segunda característica importante é a
oxidação do material já que ele estará presente em ambiente eletrólito, onde a
capacidade de sofrer corrosão aumenta, é necessário investir tanto num material e num
método de fixação que não favoreçam a corrosão do material.
A corrosão é um problema que todos os tipos de equipamentos submarinos sofrem
especialmente aqueles utilizados em áreas de alta correnteza onde a incidência das
ondas é mais forte e causa maiores desgastes abrasivos nos equipamentos. O sal torna o
ambiente mais corrosivo já que o sal cria uma ponte ionizada que leva a uma corrosão
galvânica entre os diferentes aços. [27]
Dois materiais apresentam propriedades necessárias para o modelo, o aço inoxidável
e o alumínio. O aço inoxidável possui alta resistência à corrosão no oceano, porém a
estrutura seria muito pesada sendo necessária uma grande quantidade de flutuadores. Já
o alumínio possui resistência à corrosão um pouco inferior ao aço inoxidável, é um
material leve, a liga de alumínio utilizada foi a 6061, e o material será tratado por
38
solubilização processo de endurecimento da estrutura (T6), material bastante utilizado
na indústria naval, o Alumínio 6061 T6. Para melhorar as propriedades de resistência a
corrosão o material será revestido por uma pintura epóxi, que aderirá melhores
características de resistência a corrosão ao material.
Para fixação com outros elementos o alumínio pode ficar vulnerável a corrosão
galvânica, pois apresenta um baixo potencial na serie galvânica, de forma que sofra
corrosão quando conectados a outros metais. Por essas características o alumínio foi
escolhido como material para os perfis de viga.
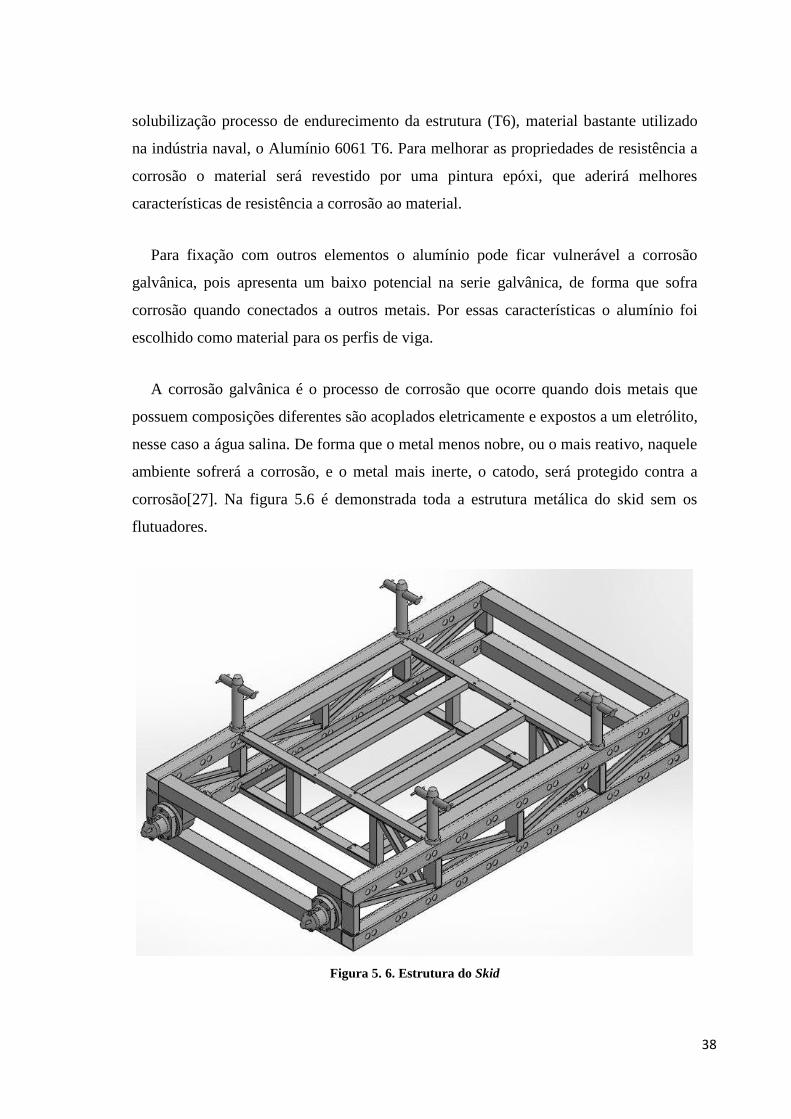
A corrosão galvânica é o processo de corrosão que ocorre quando dois metais que
possuem composições diferentes são acoplados eletricamente e expostos a um eletrólito,
nesse caso a água salina. De forma que o metal menos nobre, ou o mais reativo, naquele
ambiente sofrerá a corrosão, e o metal mais inerte, o catodo, será protegido contra a
corrosão[27]. Na figura 5.6 é demonstrada toda a estrutura metálica do skid sem os
flutuadores.
Figura 5. 6. Estrutura do Skid
39
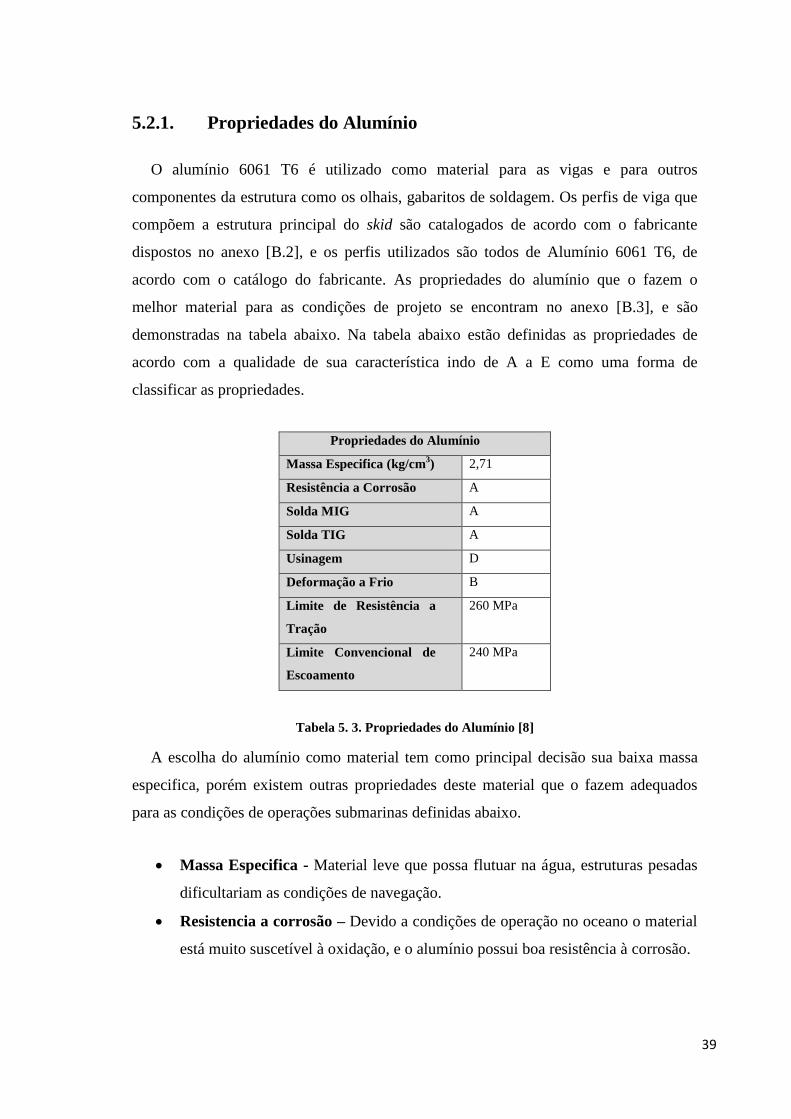
5.2.1. Propriedades do Alumínio
O alumínio 6061 T6 é utilizado como material para as vigas e para outros
componentes da estrutura como os olhais, gabaritos de soldagem. Os perfis de viga que
compõem a estrutura principal do skid são catalogados de acordo com o fabricante
dispostos no anexo [B.2], e os perfis utilizados são todos de Alumínio 6061 T6, de
acordo com o catálogo do fabricante. As propriedades do alumínio que o fazem o
melhor material para as condições de projeto se encontram no anexo [B.3], e são
demonstradas na tabela abaixo. Na tabela abaixo estão definidas as propriedades de
acordo com a qualidade de sua característica indo de A a E como uma forma de
classificar as propriedades.
Propriedades do Alumínio
Massa Especifica (kg/cm3) 2,71
Resistência a Corrosão A
Solda MIG A
Solda TIG A
Usinagem D
Deformação a Frio B
Limite de Resistência a
Tração
260 MPa
Limite Convencional de
Escoamento
240 MPa
Tabela 5. 3. Propriedades do Alumínio [8]
A escolha do alumínio como material tem como principal decisão sua baixa massa
especifica, porém existem outras propriedades deste material que o fazem adequados
para as condições de operações submarinas definidas abaixo.
Massa Especifica - Material leve que possa flutuar na água, estruturas pesadas
dificultariam as condições de navegação.
Resistencia a corrosão – Devido a condições de operação no oceano o material
está muito suscetível à oxidação, e o alumínio possui boa resistência à corrosão.
40
Solda MIG/TIG- Como o material estará no oceano às condições para ocorrer
uma corrosão galvânica com estruturas aparafusadas aumenta, de forma que é
preferível uma solda ao invés de tais juntas.
Usinagem- Muitos materiais são de catálogo de forma que não se tem
necessidade de se usinar os materiais. Porém o material possui boa usinabilidade
para algumas peças que se tenha necessidade de se usinar.
Deformação a Frio – Não será necessário processo de deformação a frio para
melhorar as propriedades do material, pois o material será tratado por
envelhecimento (T6). Envelhecimento é um tratamento térmico que se baseia no
processo de endurecimento do material através da precipitação de partículas que
aderem uma maior dureza ao material, símbolo T6 , que significa o tratamento
térmico de solubilização e precipitado artificialmente.[27]
Limite de resistência à tração e escoamento- O material possui boa resistência
a tração e escoamento, fator que será testado para as condições de esforços.
5.2.2. Definição do Material
Desta forma, para a escolha do alumínio foram analisadas três propriedades
principais, a massa especifica a resistência à corrosão e a soldabilidade. O aço
inoxidável possui boa resistência à corrosão, porém é um material muito pesado, o que
prejudicaria a navegação, e caso seja aparafusado, e não soldado com outro material
com propriedades diferentes poderá sofrer corrosão galvânica.
O alumínio utilizado tem boa resistência à corrosão, e para evitar a corrosão
galvânica ao invés de juntas aparafusadas foram usadas às juntas soldadas. O tipo de
solda escolhida foi à soldagem TIG/MIG por terem boa compatibilidade para soldas de
alumínio. Combinadas também por um tratamento de envelhecimento caracterizado por
T6, a estrutura estará protegida para eventuais corrosões.
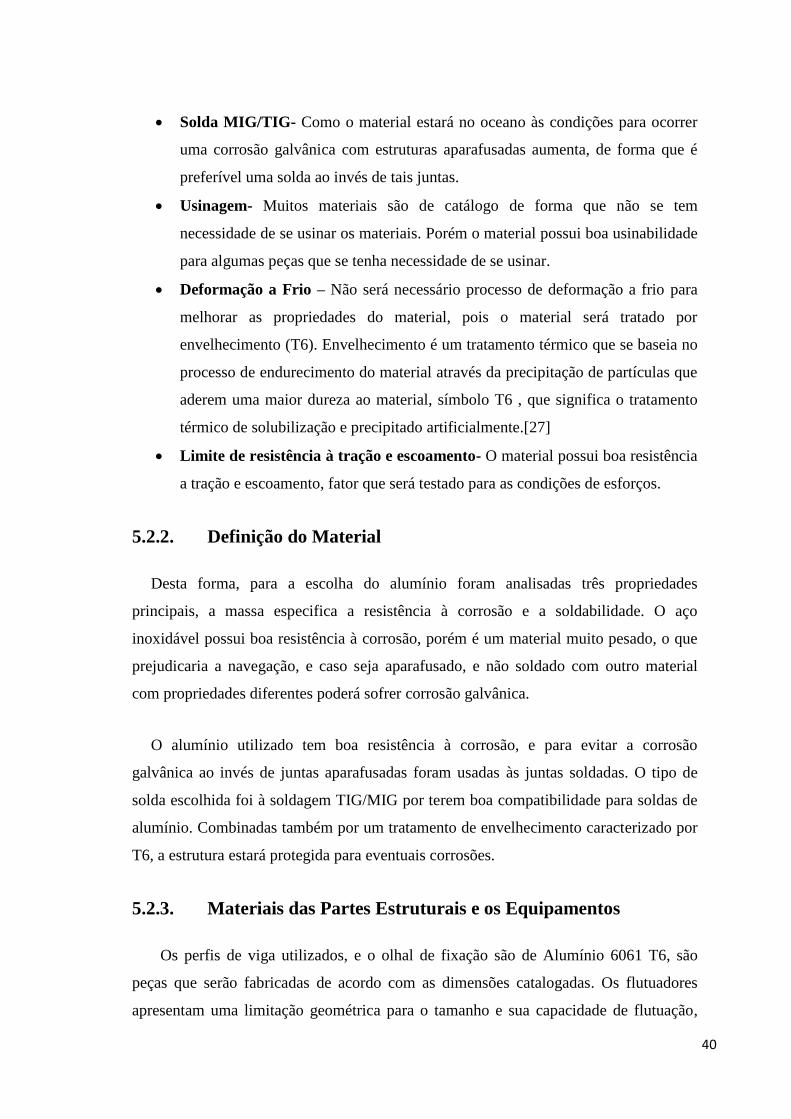
5.2.3. Materiais das Partes Estruturais e os Equipamentos
Os perfis de viga utilizados, e o olhal de fixação são de Alumínio 6061 T6, são
peças que serão fabricadas de acordo com as dimensões catalogadas. Os flutuadores
apresentam uma limitação geométrica para o tamanho e sua capacidade de flutuação,

41
dessa forma estes terão dimensões fabricadas, já que o fabricante tem a flexibilidade de
produzir de acordo com o pedido do cliente, o material escolhido para o flutuador foi o
SF 3000, o material do fabricante se encontra no anexo [B.4], a espuma sintética
escolhida é um material com baixa densidade. Os materiais utilizados estão
demonstrados na tabela abaixo.
Componente Tipo de Material
Vigas 76,20 x76,2 x 3,17 mm Alumínio 6061 T6
Vigas 76,20 x 38.10 x2,00 mm Alumínio 6061 T6
Flutuadores Espuma Sintetica SF 3000
Olhal de Fixação Alumínio 6061 T6
Suporte de Docagem Alumínio 6061 T6
Tabela 5. 4. Especificações dos materiais das partes estruturais
5.3. Estruturas Metálicas
5.3.1. Base
Para o comprimento da estrutura, onde será soldado o conjunto lateral, será
utilizado um perfil quadrado de 76,2 x 76,2 x 3,17, com um comprimento de 2100 mm.
Onde para se diminuir o peso, porém prezando ainda pela boa resistência da estrutura
serão feitos furos de diâmetro de 30 mm, num total de 30 furos.
Os furos possuem principal objetivo de se diminuir o peso da estrutura, porém é
necessário se ter cuidado com a concentração de tensões que estes podem ocasionar na
viga. Como no perfil de viga menores tensões irão ser exercidas devido ao conjunto
lateral, de forma a ser optado pela redução da massa visto que as tensões de flexão não
serão tão severas.
E para a largura será utilizada uma viga quadrada de mesmo comprimento de
perfil, 76,2 x 76,2 x 3,17 , com comprimento de 1300 mm. Nessa estrutura não serão
utilizados furos devido a um maior esforço na região, de forma a prezar mais as
possíveis concentrações de tensões, optando por uma maior resistência do material, do

42
que prezando pela diminuição do seu peso, pois os furos poderiam aumentar a
concentração de tensões na viga.
5.3.2. Perfil Lateral
A estrutura metálica pode ser soldada ou aparafusada. A principal vantagem das
estruturas aparafusadas é a facilidade de substituir as peças, porém para as estruturas de
perfil quadrado ocorrerá o problema de se ter pequenas espessuras de vigas a serem
aparafusadas e fixadas internamente, de forma que as tensões serão altas, optando pelas
soldas. Além de problemas de galvanização para estruturas aparafusadas, onde nestas
estruturas ocorreria a corrosão dos parafusos e o alumínio. Sendo que o parafuso
preferencialmente seria de aço que seria corroído pelo alumínio que está mais inferior
na serie galvânica, sendo um metal mais ativo.
Dessa forma, para evitar a corrosão das vigas com os parafusos, foram optadas pela
soldagem das estruturas, o conjunto lateral irá ser soldadas na parte inferior e superior a
vigas transversais. A solda escolhida é a TIG ou MIG devido à ótima qualidade que
ambos os processos fornecem para soldas em alumínio. A soldagem TIG é um processo
de soldagem a arco elétrico de CA, induzida por um eletrodo de Tugstênio (Tungsten
Inert Gas), não consumível, envolvido por um gás inerte de proteção.
Outro problema das estruturas fixadas por parafusos são as tensões que podem
ocorrer por fadiga. A soldagem é um dos métodos mais comuns de fixação, e a fixação
por parafusos possui bastantes limitações e outros processos como junta colada são
bastante incomuns e ainda recentes e desconhecidos. Porém um grande problema da
soldagem ocorre pelo fato de serem permanentes e acumularem muitas tensões residuais
em ambientes onde ocorrem dilatações térmicas, como no caso de oceano em grandes
profundidades. Problemas resolvidos pelo tratamento térmico de endurecimento da
estrutura e técnicas de soldagem que evitarão este tipo de acumulo de tensão.
No conjunto lateral foi usado um perfil retangular de 50.8x 76.20 x 3.17, o perfil de
alumínio possui comprimento de 154 mm. Os perfis retangulares são utilizados como
apoio para os esforços axiais na estrutura, essas vigas irão ser soldadas a perfis de viga
U e a vigas transversais.

43
Na estrutura lateral o perfil U de viga possui perfil de 25,4 x 50.8 x 3.17 , com um
comprimento da estrutura de 362 mm. Os perfis são angulados com 45º nas bordas para
a solda transversal da estrutura, e o conjunto é disposto de uma forma simétrica de
forma a melhorar a resistência da estrutura a esforços de variadas direções. Por sua vez
ao conjunto é soldado a viga transversal, formando o conjunto lateral da estrutura do
skid, as vigas transversais são soldadas nas extremidades inferior e superior do conjunto.
Figura 5. 7. Conjunto Lateral
Para construir a base principal do skid, irá ser soldada ao conjunto lateral quatro
vigas longitudinais, e ao final destas irá ser soldado mais outro conjunto lateral, desta
forma tem-se a base estrutural do skid.
(a) (b)
Figura 5. 8. Base Estrutural
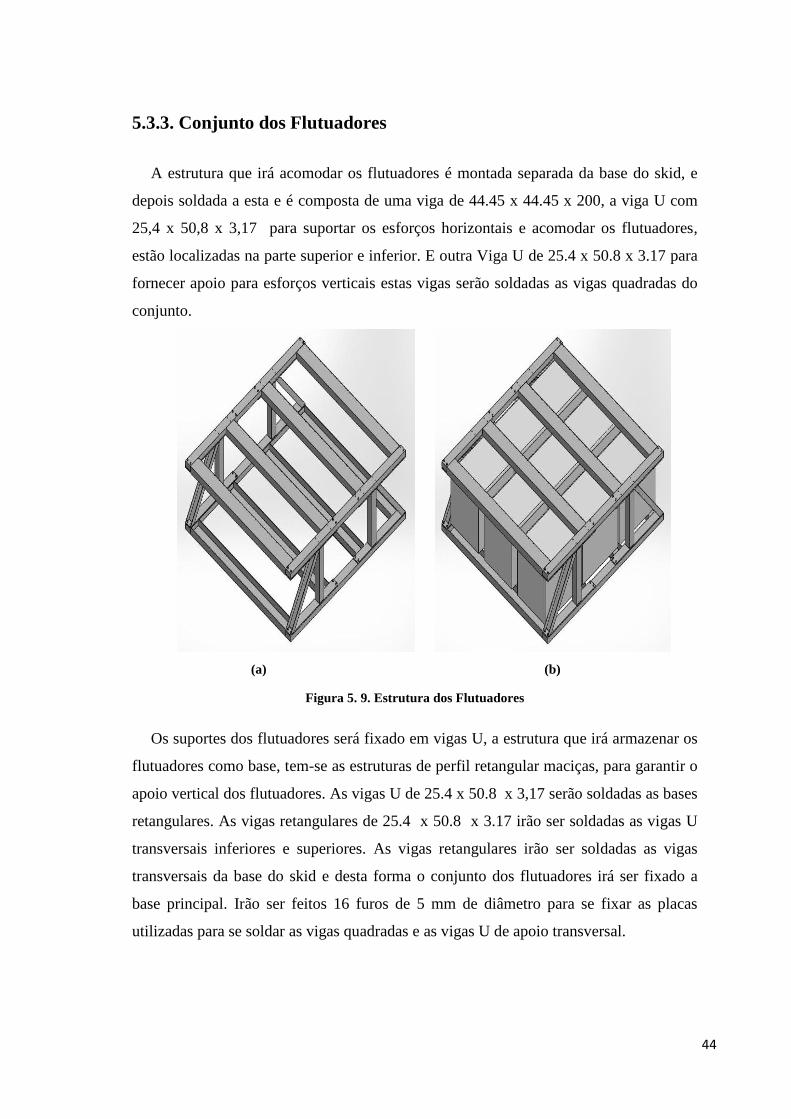
44
5.3.3. Conjunto dos Flutuadores
A estrutura que irá acomodar os flutuadores é montada separada da base do skid, e
depois soldada a esta e é composta de uma viga de 44.45 x 44.45 x 200, a viga U com
25,4 x 50,8 x 3,17 para suportar os esforços horizontais e acomodar os flutuadores,
estão localizadas na parte superior e inferior. E outra Viga U de 25.4 x 50.8 x 3.17 para
fornecer apoio para esforços verticais estas vigas serão soldadas as vigas quadradas do
conjunto.
(a) (b)
Figura 5. 9. Estrutura dos Flutuadores
Os suportes dos flutuadores será fixado em vigas U, a estrutura que irá armazenar os
flutuadores como base, tem-se as estruturas de perfil retangular maciças, para garantir o
apoio vertical dos flutuadores. As vigas U de 25.4 x 50.8 x 3,17 serão soldadas as bases
retangulares. As vigas retangulares de 25.4 x 50.8 x 3.17 irão ser soldadas as vigas U
transversais inferiores e superiores. As vigas retangulares irão ser soldadas as vigas
transversais da base do skid e desta forma o conjunto dos flutuadores irá ser fixado a
base principal. Irão ser feitos 16 furos de 5 mm de diâmetro para se fixar as placas
utilizadas para se soldar as vigas quadradas e as vigas U de apoio transversal.
45
5.4. Flutuadores
O veículo tem que ter um peso molhado neutro de forma que as únicas forças
atuantes no VSOR são as forças de operação, quando o veículo estiver operando não
pode se ter forças adicionais ao VSOR. Dessa forma é necessário adicionar um payload,
que irá acrescentar um empuxo adicional oferecido pelo bloco flutuador para poder
adicionar mais ferramentas ao VSOR, de forma que o veículo não afunde. O payload é
muito importante, pois a adição de ferramentas pode prejudicar a flutuabilidade do
veículo e prejudicar a qualidade de navegação. Sem o payload, o peso do veículo se
tornaria neutro dessa forma qualquer peça adicionada ao veículo faria o veículo afundar
sendo assim usado para caso em que o umbilical possa vir a partir, pois desta forma a
estrutura iria voltar a superfície devido a força dos flutuadores.
Os flutuadores trabalham no conceito do empuxo, todo material submerso na água
apresenta uma força contraria ao peso que é denominada empuxo, quanto menor a
massa especifica do material maior a força de empuxo, ou seja, quanto mais leve o
material maior a tendência a flutuar e quanto mais pesado o material maior tendência a
afundar, pois apresenta menor empuxo [17]. Isso ocorre, pois as forças de pressão
hidrostática crescem de cima pra baixo, ou seja, nas superfícies mais profundas se tem
maior pressão de forma que se gera uma força resultante orientada pra cima.
Para aderir flutuabilidade ao skid é utilizada uma espuma sintética, utilizada para
profundidades de 3000 m. Normalmente a espuma sintética pode ser facilmente
customizada pelo fabricante de acordo com as medidas exigidas pelo cliente. Na
seguinte tabela, tem-se uma relação do material utilizado para a espuma sintética, as
propriedades geométricas são flexíveis, porém o mais importante são as propriedades
físicas do material, como a massa especifica, designadas do fabricante no anexo [B.4].
O alumínio possui densidade de 2700 kg / m3. O peso do objeto na água é igual a
0.63 % do peso da estrutura no ar. De forma que o peso total da estrutura 130 kg no ar,
submerso a estrutura tem um peso de 78 kg. Isso ocorre devido ao empuxo do próprio
material.
𝑃𝑜𝑏𝑗𝑒𝑡𝑜 𝑎𝑔𝑢𝑎 =𝑑𝑜𝑏𝑗𝑒𝑡𝑜−𝑑𝑎𝑔𝑢𝑎
𝑑𝑜𝑏𝑗𝑒𝑡𝑜 𝑥 𝑃𝑜𝑏𝑗𝑒𝑡𝑜 𝑎𝑟 (1)

46
2700−1030 𝑥 𝑃𝑜𝑏𝑗𝑒𝑡𝑜 𝑎𝑟
2700= 0.63 𝑃 𝑜𝑏𝑗𝑒𝑡𝑜 𝑎𝑟 (2)
Figura 5. 10. Espuma sintética [15]
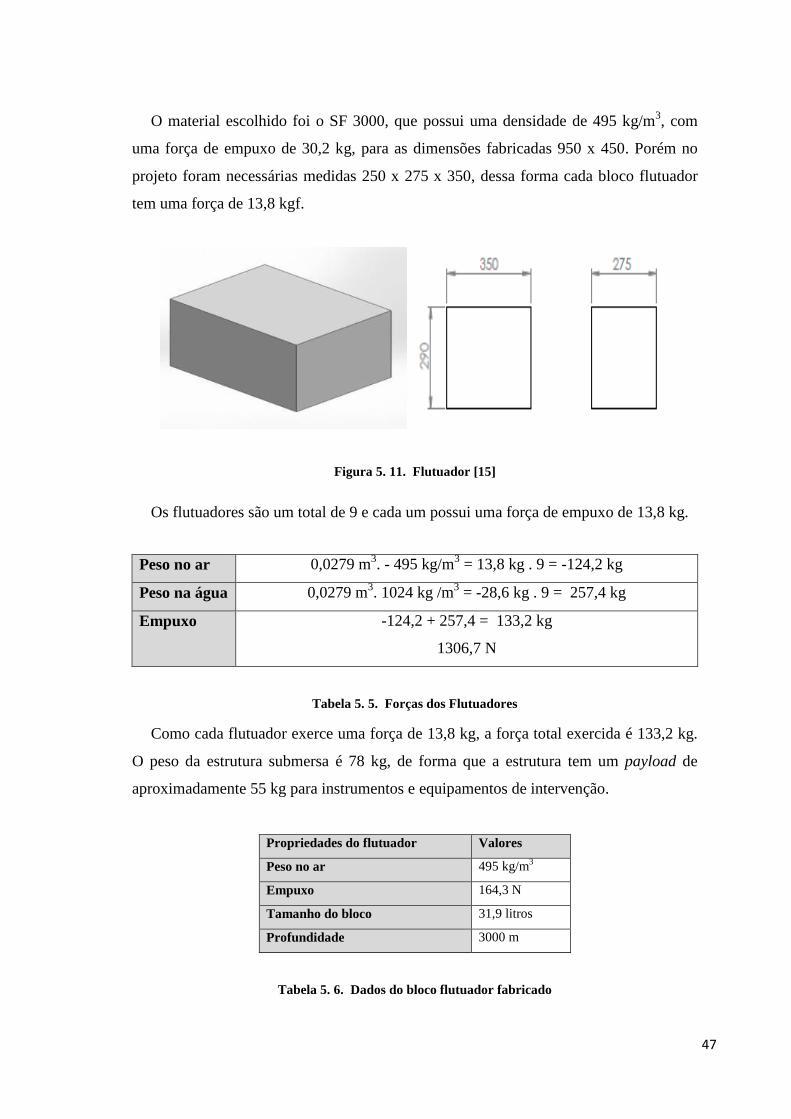
47
O material escolhido foi o SF 3000, que possui uma densidade de 495 kg/m3, com
uma força de empuxo de 30,2 kg, para as dimensões fabricadas 950 x 450. Porém no
projeto foram necessárias medidas 250 x 275 x 350, dessa forma cada bloco flutuador
tem uma força de 13,8 kgf.
Figura 5. 11. Flutuador [15]
Os flutuadores são um total de 9 e cada um possui uma força de empuxo de 13,8 kg.
Peso no ar 0,0279 m3. - 495 kg/m
3 = 13,8 kg . 9 = -124,2 kg
Peso na água 0,0279 m3. 1024 kg /m
3 = -28,6 kg . 9 = 257,4 kg
Empuxo -124,2 + 257,4 = 133,2 kg
1306,7 N
Tabela 5. 5. Forças dos Flutuadores
Como cada flutuador exerce uma força de 13,8 kg, a força total exercida é 133,2 kg.
O peso da estrutura submersa é 78 kg, de forma que a estrutura tem um payload de
aproximadamente 55 kg para instrumentos e equipamentos de intervenção.
Propriedades do flutuador Valores
Peso no ar 495 kg/m3
Empuxo 164,3 N
Tamanho do bloco 31,9 litros
Profundidade 3000 m
Tabela 5. 6. Dados do bloco flutuador fabricado
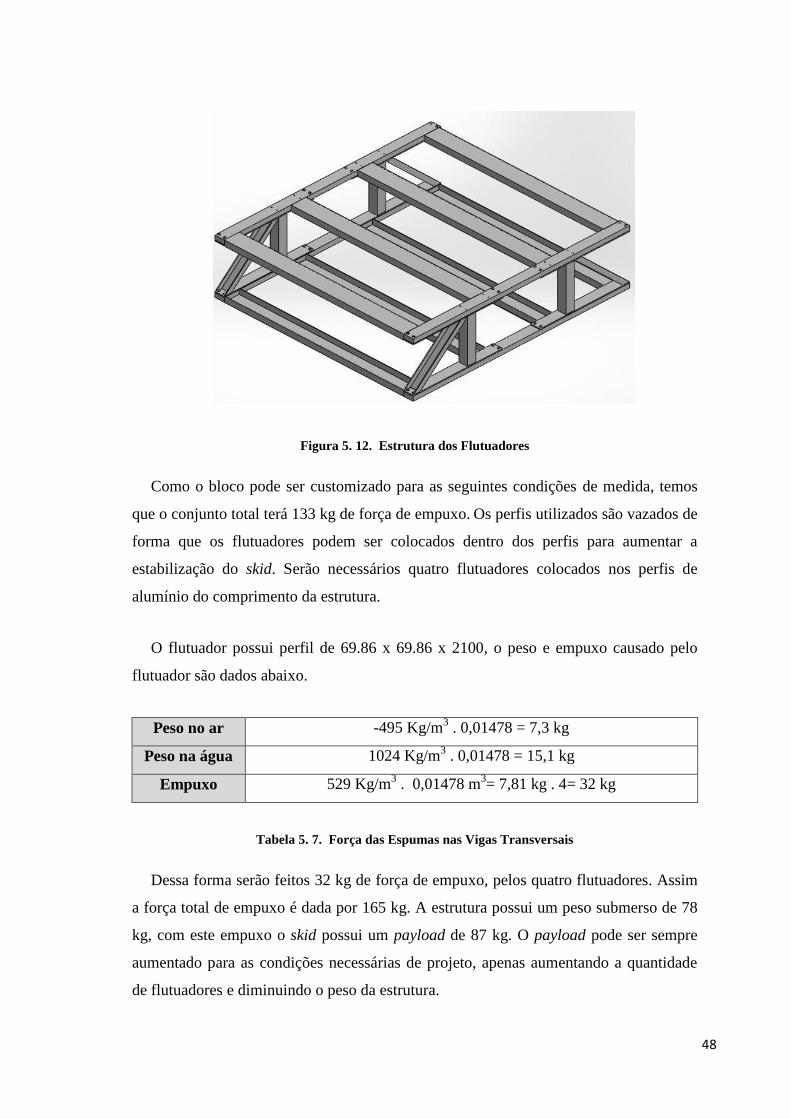
48
Figura 5. 12. Estrutura dos Flutuadores
Como o bloco pode ser customizado para as seguintes condições de medida, temos
que o conjunto total terá 133 kg de força de empuxo. Os perfis utilizados são vazados de
forma que os flutuadores podem ser colocados dentro dos perfis para aumentar a
estabilização do skid. Serão necessários quatro flutuadores colocados nos perfis de
alumínio do comprimento da estrutura.
O flutuador possui perfil de 69.86 x 69.86 x 2100, o peso e empuxo causado pelo
flutuador são dados abaixo.
Peso no ar -495 Kg/m3 . 0,01478 = 7,3 kg
Peso na água 1024 Kg/m3 . 0,01478 = 15,1 kg
Empuxo 529 Kg/m3 . 0,01478 m
3= 7,81 kg . 4= 32 kg
Tabela 5. 7. Força das Espumas nas Vigas Transversais
Dessa forma serão feitos 32 kg de força de empuxo, pelos quatro flutuadores. Assim
a força total de empuxo é dada por 165 kg. A estrutura possui um peso submerso de 78
kg, com este empuxo o skid possui um payload de 87 kg. O payload pode ser sempre
aumentado para as condições necessárias de projeto, apenas aumentando a quantidade
de flutuadores e diminuindo o peso da estrutura.
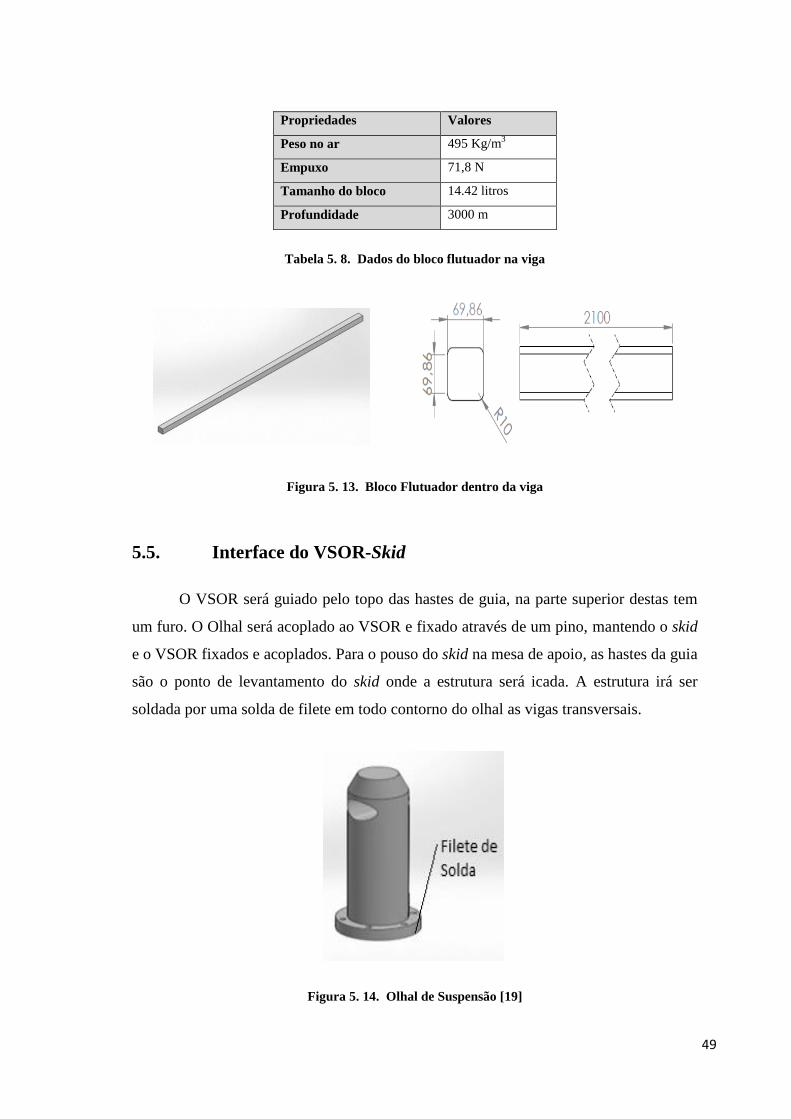
49
Propriedades Valores
Peso no ar 495 Kg/m3
Empuxo 71,8 N
Tamanho do bloco 14.42 litros
Profundidade 3000 m
Tabela 5. 8. Dados do bloco flutuador na viga
Figura 5. 13. Bloco Flutuador dentro da viga
5.5. Interface do VSOR-Skid
O VSOR será guiado pelo topo das hastes de guia, na parte superior destas tem
um furo. O Olhal será acoplado ao VSOR e fixado através de um pino, mantendo o skid
e o VSOR fixados e acoplados. Para o pouso do skid na mesa de apoio, as hastes da guia
são o ponto de levantamento do skid onde a estrutura será icada. A estrutura irá ser
soldada por uma solda de filete em todo contorno do olhal as vigas transversais.
Figura 5. 14. Olhal de Suspensão [19]

50
Para os apoios do mecanismo de docagem tem-se um anteparo de aluminio com um
furo para acoplar a estrutura de docagem. Tanto este apoio quanto os equipamentos de
docagem serão postos nas extremidades do skid. A estrutura do VSOR possui um
tamanho de 1300 x 2100 x 316. Um espaço de 316 mm é adicionado para se ter espaço
para acoplar a ferramenta de docagem. O skid também terá na parte inferior a
ferramenta necessária para a intervenção, onde poderá ter equipamentos de intervenção
instalados no skid.
Figura 5. 15. Estrutura do Skid de Docagem
5.6. Mesa de Apoio
A mesa de apoio terá a função de apoiar o skid, e para preparação do skid, com a
colocação de ferramentas, ou até a manutenção do skid, é o local onde o skid será
posicionado quando não estiver sendo utilizado, e a plataforma de instalação do VSOR.
A estrutura utilizada é uma mesa de alumínio com uma superfície superior de borracha
apenas com o proposito de proteção e conservação das ambas as estruturas. Será
composta por bases de três vigas transversais soldadas. As duas bases irão ser ligadas
por uma Viga Circular de 73.6 mm de diâmetro e fixadas por pinos a gabaritos
circulares, que por sua vez são soldados as vigas. A borracha escolhida foi a EPDM
(Etileno-Propileno–Dieno), material resistente a corrosão e com boa resistência
mecânica também [7].

51
Figura 5. 16. Mesa de Alumínio
A estrutura será composta de vigas com perfil quadrado de 101.6 x 101.6 x 2 mm, as
vigas irão ser soldadas colocada uma em cima da outra. O gabarito para se soldarem as
estruturas de perfil circular irão ser soldadas as vigas inferiores. O perfil circular será
fixado no gabarito através de um pino. E na superfície superior será colocada à borracha
para proteger a mesa e o skid, a borracha será unida a estrutura metálica através de uma
cola especial para borrachas.
Figura 5. 17. Skid apoiados na mesa de alumínio
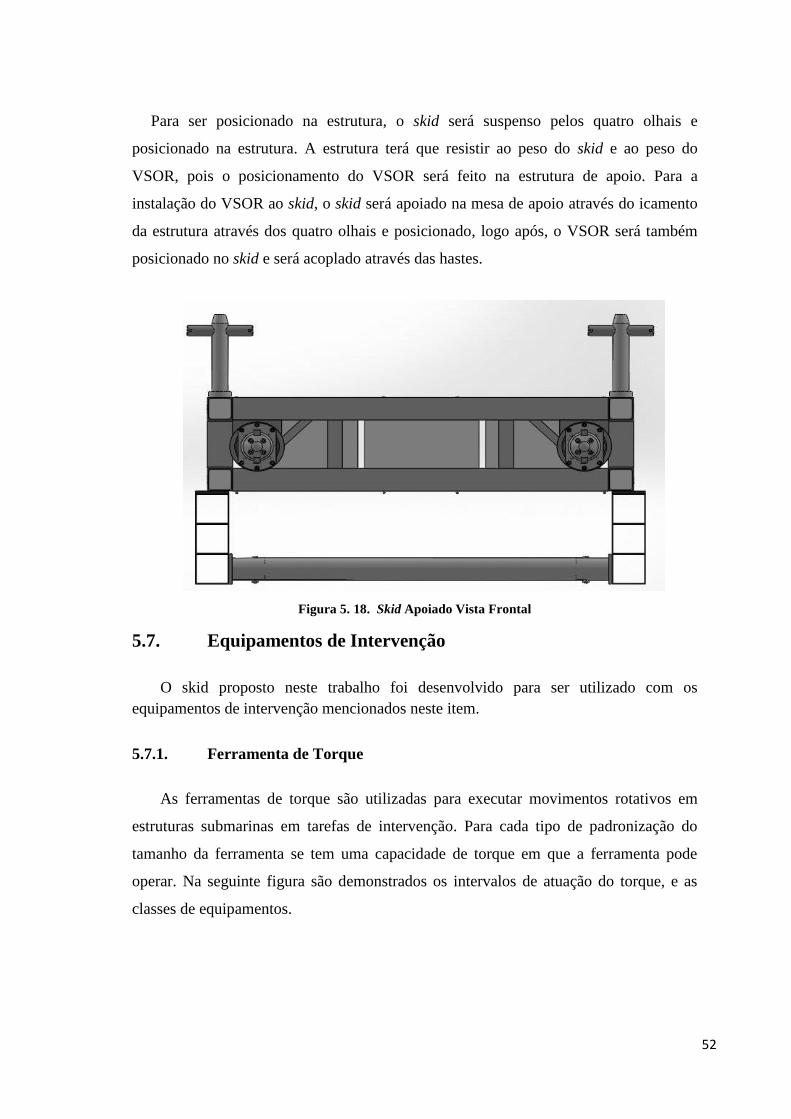
52
Para ser posicionado na estrutura, o skid será suspenso pelos quatro olhais e
posicionado na estrutura. A estrutura terá que resistir ao peso do skid e ao peso do
VSOR, pois o posicionamento do VSOR será feito na estrutura de apoio. Para a
instalação do VSOR ao skid, o skid será apoiado na mesa de apoio através do icamento
da estrutura através dos quatro olhais e posicionado, logo após, o VSOR será também
posicionado no skid e será acoplado através das hastes.
Figura 5. 18. Skid Apoiado Vista Frontal
5.7. Equipamentos de Intervenção
O skid proposto neste trabalho foi desenvolvido para ser utilizado com os
equipamentos de intervenção mencionados neste item.
5.7.1. Ferramenta de Torque
As ferramentas de torque são utilizadas para executar movimentos rotativos em
estruturas submarinas em tarefas de intervenção. Para cada tipo de padronização do
tamanho da ferramenta se tem uma capacidade de torque em que a ferramenta pode
operar. Na seguinte figura são demonstrados os intervalos de atuação do torque, e as
classes de equipamentos.

53
Figura 5. 19. Classes de ferramentas de torque [22]
As intervenções de torque em geral são as que mais ocorrem entre todas outras. O
padrão da ferramenta é o que determina a interface de intervenção, variando de acordo
com a quantidade de torque necessário para cada tarefa.
Esta ferramenta fornece um torque para atuações em válvulas, e grampos. A
ferramenta consiste de um motor hidráulico acoplado, e uma caixa de engrenagem [22].
O controle hidráulico é ativado do próprio VSOR ou numa interface separada,
dependendo se o componente hidráulico está inserido no VSOR ou podendo estar no
skid.
O Low e Medium Torque Tool fornece um torque de 70 N.m (Low Torque Tool) e
de 450 a 2040 N.m (Medium Torque Tool) [22]. A interface de torque padrão é usada
para operações em VSOR’s e equipamentos submarinos através da ação rotativa. A
ferramenta de torque de classe 1-2 é demonstrada na seguinte figura.
Figura 5. 20. Ferramenta de Torque classe 1-2 [13]
Esta interface não tem um cabo guia de orientação de forma a manter o
equilíbrio enquanto estiver operando, de forma que o torque geraria um torque no
VSOR, dessa forma esta ferramenta tem que operar com um único ou duplo ponto de
docagem que gera um posicionamento fixo para operação.

54
5.7.2. Interfaces de Força
É utilizado para operações de retirada de válvulas hidráulicas permitindo ao
VSOR a abertura e o fechamento de emergência. Esta aplicação é utilizada incorporada
como parte da atuação da válvula e podendo operar sobre baixa pressão [22].
Figura 5. 21. Atuadores de força linear [13]
O VSOR montado é apresentado para interface ao longo do eixo numa orientação
que permite ele ser envolvido nas ranhuras do flange. A ferramenta é rotacionada 45 °,
no sentido horário, para prender na parte traseira do flange. Uma vez nessa posição o
atuador é ativado. A ferramenta agora pode ser deixada pelo VSOR se for requerido,
deixando preso na interface, segurando a posição empurrada.
O dispositivo pode ser operado por um manipulador ou por um TDU. É
importante checar a válvula no TDU para garantir que existem folgas suficientes para
sua atuação, e subsequentemente remoção. [22]
5.7.2. API 17D
Mecanismo rotativo para docagem de equipamentos, e atuação em válvulas.
Possui o objetivo de gerar um torque para acoplamento de docagem na ferramenta de
interface. Tanto quanto os mecanismos de torque, estas ferramentas também são
utilizadas para aderir torque, para varias situações, mas principalmente para situações de
docagem. A ferramenta API 17D é demonstrada na figura 5.22.

55
Figura 5. 22. API 17D [13]
5.7.3. Hot-Stab
Operar em válvulas uma por uma pode ser uma tarefa demandante e exaustiva, o
hot-stab, demonstrado na figura 5.23, possui a função de introduzir fluido pressurizado
para uma instalação submarina, através de um numero de inputs, os inputs enviam
fluido pressurizado para abrir ou fechar as válvulas integradas, para as válvulas das
instalações submarinas. A vantagem do hot-stab é que este possibilita a operação de
varias válvulas ao mesmo tempo.
Figura 5. 23. Hot-Stab [13]

56
5.7.4. Mecanismos de Acoplamento de Docagem
Mecanismo para acoplamento do skid, este é fixado na estrutura do skid nas suas
extremidades, possuí o objetivo de fixar a estrutura do skid numa superfície de interface
de intervenção. Este mecanismo possui o objetivo de se acoplar a estrutura de interface,
onde se tem inserido nesta uma ferramenta de acoplamento. Funciona a base de um
atuador hidráulico, o qual se tem uma força para atracar o mecanismo. O atuador
hidráulico também possui a função de diminuir a pressão no acoplamento com a
interface para o processo de desacoplamento da estrutura. As molas são utilizadas para
caso se tenha falha do sistema hidráulico. As dimensões do mecanismo de docagem são
encontradas no anexo [B.5], disponibilizadas pela Perry.
Figura 5. 24. Mecanismo de Docagem [3]
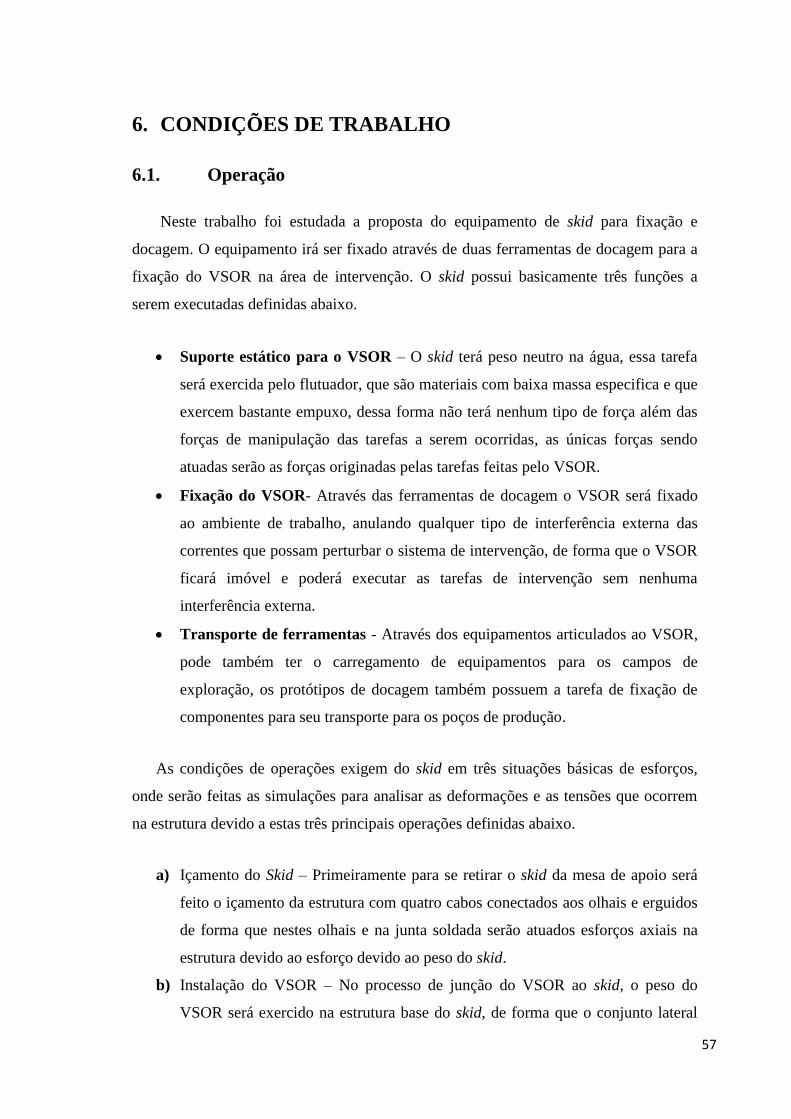
57
6. CONDIÇÕES DE TRABALHO
6.1. Operação
Neste trabalho foi estudada a proposta do equipamento de skid para fixação e
docagem. O equipamento irá ser fixado através de duas ferramentas de docagem para a
fixação do VSOR na área de intervenção. O skid possui basicamente três funções a
serem executadas definidas abaixo.
Suporte estático para o VSOR – O skid terá peso neutro na água, essa tarefa
será exercida pelo flutuador, que são materiais com baixa massa especifica e que
exercem bastante empuxo, dessa forma não terá nenhum tipo de força além das
forças de manipulação das tarefas a serem ocorridas, as únicas forças sendo
atuadas serão as forças originadas pelas tarefas feitas pelo VSOR.
Fixação do VSOR- Através das ferramentas de docagem o VSOR será fixado
ao ambiente de trabalho, anulando qualquer tipo de interferência externa das
correntes que possam perturbar o sistema de intervenção, de forma que o VSOR
ficará imóvel e poderá executar as tarefas de intervenção sem nenhuma
interferência externa.
Transporte de ferramentas - Através dos equipamentos articulados ao VSOR,
pode também ter o carregamento de equipamentos para os campos de
exploração, os protótipos de docagem também possuem a tarefa de fixação de
componentes para seu transporte para os poços de produção.
As condições de operações exigem do skid em três situações básicas de esforços,
onde serão feitas as simulações para analisar as deformações e as tensões que ocorrem
na estrutura devido a estas três principais operações definidas abaixo.
a) Içamento do Skid – Primeiramente para se retirar o skid da mesa de apoio será
feito o içamento da estrutura com quatro cabos conectados aos olhais e erguidos
de forma que nestes olhais e na junta soldada serão atuados esforços axiais na
estrutura devido ao esforço devido ao peso do skid.
b) Instalação do VSOR – No processo de junção do VSOR ao skid, o peso do
VSOR será exercido na estrutura base do skid, de forma que o conjunto lateral
58
sofrerá esforços axial de compressão e as vigas de largura sofrerão flexão devido
a carga do peso distribuído na base principal. Este de longe será o maior esforço
que ocorrerá na estrutura sendo então essa simulação que delimitará o esforço
máximo permitido na estrutura.
c) Docagem – O processo de docagem exercerá na estrutura esforços de torção,
forças horizontais e verticais, apresentam o conjunto de esforços mais
complexos porém não são tão intensos de forma que ainda assim apresentam
pouca chance de atingir tensões criticas para os materiais utilizados.
6.2. Simulação dos Esforços das Operações
As simulações para os tipos de esforços que o skid sofrerá são analisadas no
programa Ansys Workbench, onde o modelo do protótipo é importado do programa
SolidWorks. O desenho foi importado do SolidWorks e foram simulados as forças na
estrutura principal do Skid, para analisar as tensões e deformações que ocorrem para as
principais tarefas de execução.
O modelo básico utilizado nos elementos é um elemento triangular compostos de 3
nós para cada malha. Para pode se refinar a malha poderia aumentar a quantidade de nós
utilizados, onde em cada aresta se teria mais nós e melhorando a precisão dos
resultados. Para os esforços foi optado por uma malha mais grosseira devido à baixa
quantidade de forças atuando no modelo.
A quantidade de nós utilizada é 207031 e possuem 85338 elementos triangulares, a
malha possui três nós por elemento e para cada simulação foram definidas as interfaces
fixas e as interfaces onde serão atuadas as forças para cada tarefa.
Foi adotado um coeficiente de segurança igual a 2, assim todos os resultados
calculados tem suas forças duplicadas para os esforços que realmente são exercidos.
Dessa forma caso a tensão calculada estiver próximo ao limite de escoamento ou a
resistência mecânica do material, a operação ainda estará no limite de segurança.

59
6.3. Condições de operação
De acordo com [19], as especificações de operações para a docagem e tarefas de
intervenção são as seguintes definidas na tabela abaixo.
Condições de operação
Resistência do material 265 MPa
Velocidade de Docagem 0,25 m/s
Corrente Lateral 2,5 m/s
Profundidade 2000 m
Peso no Mar Peso Neutro
Tabela 6. 1. Condições de operação
Considera-se que os esforços devido às correntezas são analisados e também a
colisão de materiais que podem perturbar o sistema e causar esforços nos equipamentos
da docagem. As principais estruturas e suas determinadas massas são importantes para
se analisar os esforços gerados nos processos de instalação.
Estrutura do Skid
Conjunto Material Massa
VSOR-Classe Media ........................... 1130 kg
Estrutura Metálica Alumínio 6061 T6 130 kg
Flutuadores Espuma sintética SF 3000 124 kg
Suporte de Docagem Aço Inoxidável 24.9 kg
Mecanismos de
Docagem
Aço Inoxidável , Alumínio ,
Copolímero Acetal, Bronze
9.6 kg
Olhal de Fixação Alumínio 6061 T6 5.6 kg
Tabela 6. 2. Características do Modelo

60
6.4. Esforço devido ao posicionamento no convés
Içado através de quatro olhais. O skid é icado, atraves de manilhas que serão
inseridas nos furos dos olhais, e a estrutura é erguida. Os quatros olhais estão dispostos
simetricamente , e alinhados com as vigas retangulares do conjunto lateral. Os esforços
serão apenas gerados nos conjuntos laterais, visto que estas são mais resistentes, e estão
dispostas de maneira para aguentar os maiores esforços nas operações.
O peso do skid com os flutuadores é 254 kg, de forma que a força de içamento
em cada olhal será dividida por quatro. Para um coficiente de segurança igual a 2 a
força simulada será 508 kgf, divida pelos quatro olhais se tem 127 kgf em cada olhal.
Situação Operacional Modelo Simulação
Skid sem contato com o
solo
Sem contato com o solo,
apenas o peso do skid sendo
exercido nos quatro olhais-
127 kgf em y.
1°
Tabela 6. 3. Esforço devido ao posicionamento no convés
6.5. Esforço devido à instalação do VSOR
Se baseia no calculo dos esforços ao aplicar a força do peso do VSOR
distribuido na estrutura do skid. O VSOR será posicionado em cima da estrutura do skid,
de forma que se terão esforços de flexão e esforços axiais nas vigas. Também são
analisados os esforços na mesa de apoio onde será posicionado todo o conjunto Skid-
VSOR.
Os esforços simulados irão ser executados na base da estrutura, onde para o
modelo escolhido se tem 1130 kgf de força. Como a simulação tem um coficiente de
segurança igual a 2 , a força simulada será 2260 kgf na base da estrutura.

61
Situação Operacional Modelo Simulação
Conjunto VSOR Skid Peso do VSOR na direção –y
distribuido na estrutura (1130
kg) -1130 kgf.
CS= 2 , -2260 kgf
26.683 N
2°
Tabela 6. 4. Esforço devido a instalação no mar
6.6. Esforço Devido a Etapa de Lancamento ao Mar
O conjunto Skid-VSOR é posicionado pelo guindaste da embarcação e
movimentado até o posicionamento em relação ao mar. O vinculo entre o guindaste e o
conjunto é feito pelo olhal superior do VSOR. De forma que o fator limitante de carga é
a carga nominal que o VSOR pode suspender. Os valores medios são acima de 3000 kg
[19], como a massa do Skid é 254 kg, esse limite não será atingido.
6.7. Esforços Devido a Realização de Docagem
Para a análise da situação de esforco vai ser aplicado uma força de propulsão do
proprio VSOR de forma a se ter a docagem nos pontos determinados. Para uma
velocidade de docagem de 0,25 m/s, tem-se uma desaceleração de 0,1 s. Com uma
corrente de 2,5 m/s lateral devido as correntezas [22]. Os esforços devido ao docagem
estão definidos na seguinte Tabela 6. 5 [22], as forças em cada prototipo de docagem e
os momentos para a operação de docagem .
Mx 1570 N.m Fx 3800 N
My 6080 N.m Fy 980 N
Mz - Fz 5060 N
Tabela 6. 5. Cargas de docagem[22]
As duas situações são consideradas na situação de docagem onde o esforço de
impacto é avaliado como uma força na direção x.
62
Situação Operacional Modelo Simulação
Conjunto VSOR Skid Docagem a uma velocidade de
0.25 m/s, exercendo os seguintes
esforços nos pontos de docagem
no skid
4°
Tabela 6. 6. Esforços devido a realização de docagem
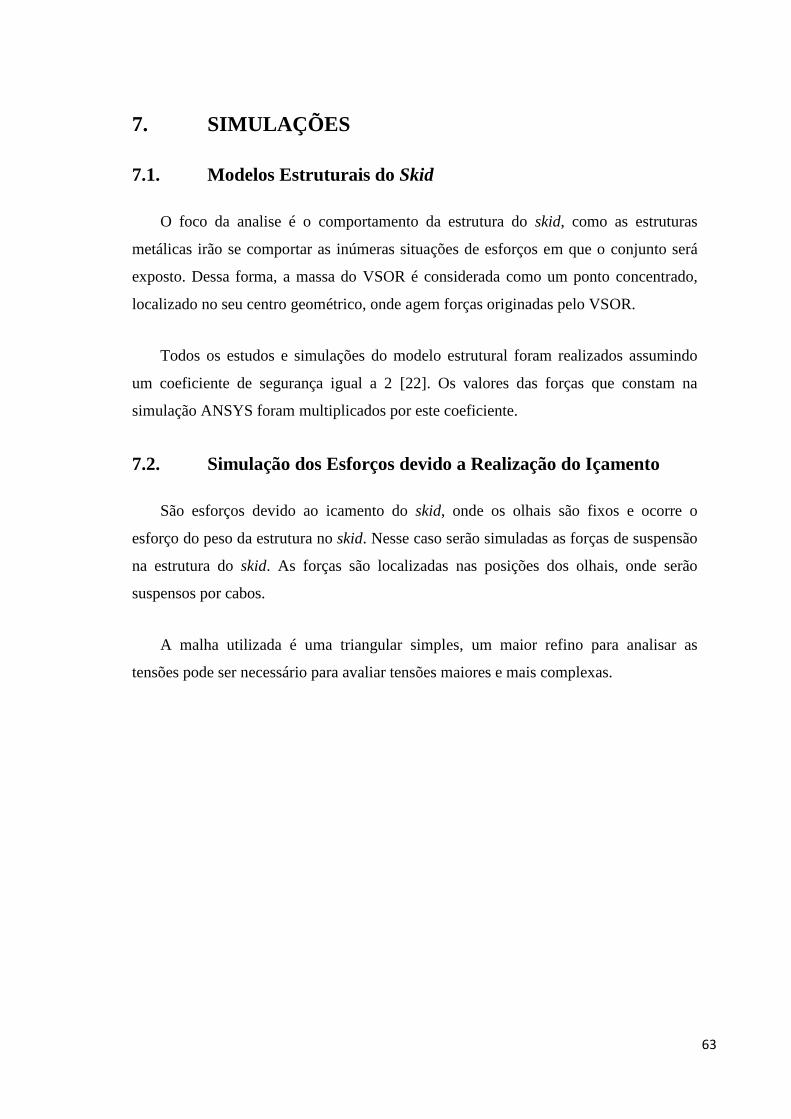
63
7. SIMULAÇÕES
7.1. Modelos Estruturais do Skid
O foco da analise é o comportamento da estrutura do skid, como as estruturas
metálicas irão se comportar as inúmeras situações de esforços em que o conjunto será
exposto. Dessa forma, a massa do VSOR é considerada como um ponto concentrado,
localizado no seu centro geométrico, onde agem forças originadas pelo VSOR.
Todos os estudos e simulações do modelo estrutural foram realizados assumindo
um coeficiente de segurança igual a 2 [22]. Os valores das forças que constam na
simulação ANSYS foram multiplicados por este coeficiente.
7.2. Simulação dos Esforços devido a Realização do Içamento
São esforços devido ao icamento do skid, onde os olhais são fixos e ocorre o
esforço do peso da estrutura no skid. Nesse caso serão simuladas as forças de suspensão
na estrutura do skid. As forças são localizadas nas posições dos olhais, onde serão
suspensos por cabos.
A malha utilizada é uma triangular simples, um maior refino para analisar as
tensões pode ser necessário para avaliar tensões maiores e mais complexas.
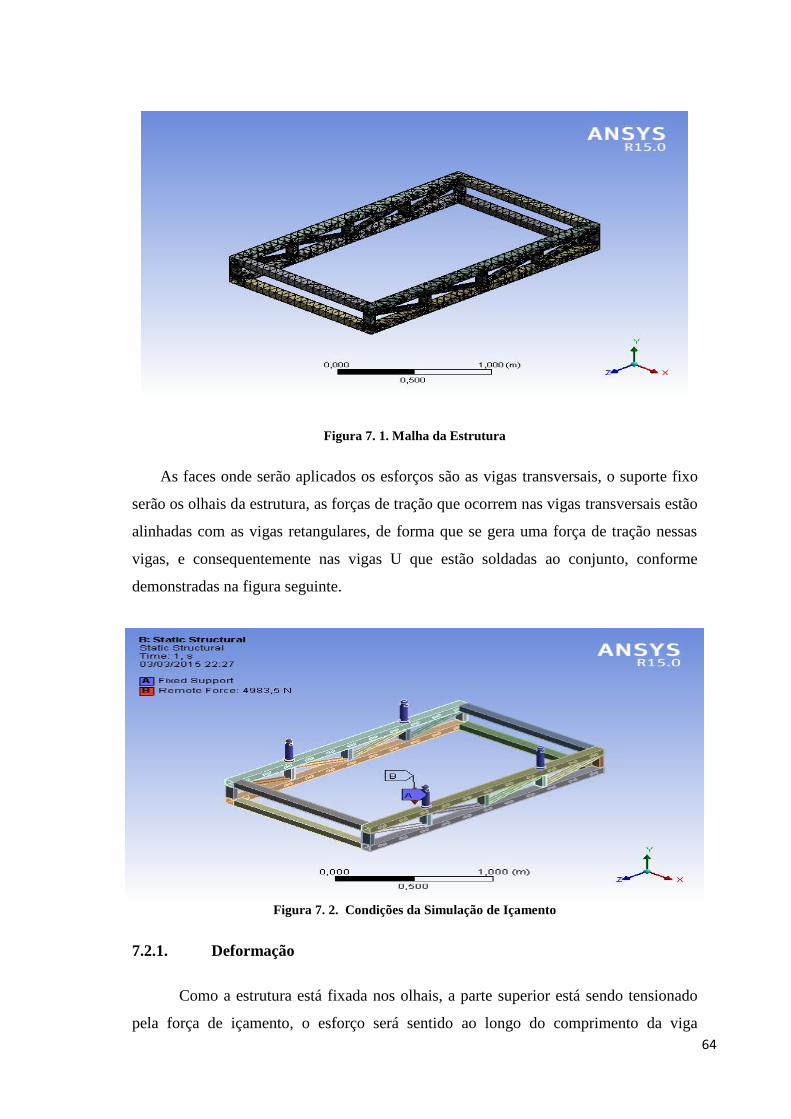
64
Figura 7. 1. Malha da Estrutura
As faces onde serão aplicados os esforços são as vigas transversais, o suporte fixo
serão os olhais da estrutura, as forças de tração que ocorrem nas vigas transversais estão
alinhadas com as vigas retangulares, de forma que se gera uma força de tração nessas
vigas, e consequentemente nas vigas U que estão soldadas ao conjunto, conforme
demonstradas na figura seguinte.
Figura 7. 2. Condições da Simulação de Içamento
7.2.1. Deformação
Como a estrutura está fixada nos olhais, a parte superior está sendo tensionado
pela força de içamento, o esforço será sentido ao longo do comprimento da viga

65
transversal, tendo maiores deformações nos olhais. As vigas retangulares foram
dispostas alinhadas com os olhais para ter maior resistência nesses pontos, de forma que
além da tensão de flexão na viga transversal se terá tensão axial na viga retangular
também.
Figura 7. 3. Deformação da estrutura
Analisando os pontos tem as deformações que são maiores nos pontos dos olhais
visto que a força está sendo exercida nestes, estas apresentam uma deformação de 0,001
mm, e nas vigas retangulares tem-se uma deformação de 0.0005 mm, no comprimento
da viga transversal se tem 0,0003 mm e 0,0002 mm, todas as deformações muito baixas
e desprezíveis, logo são aceitas para operação. As maiores deformações ocorrem nas
vigas longitudinais apresentado uma maior tensão de flexão na viga.

66
Figura 7. 4. Pontos de deformação na Estrutura
7.2.2. Tensão
As tensões apresentam maiores módulos nas posições dos olhais, se tendo a
força axial nos olhais, e nas vigas retangulares. As maiores tensões axiais ocorrem na
viga retangular, estas estão sendo tracionados pelos olhais, os olhais por apresentarem
estrutura maciça são mais resistentes às tensões axiais, porem os perfis retangulares
apresentam pequena espessura e apresentam maiores tensões na estrutura.
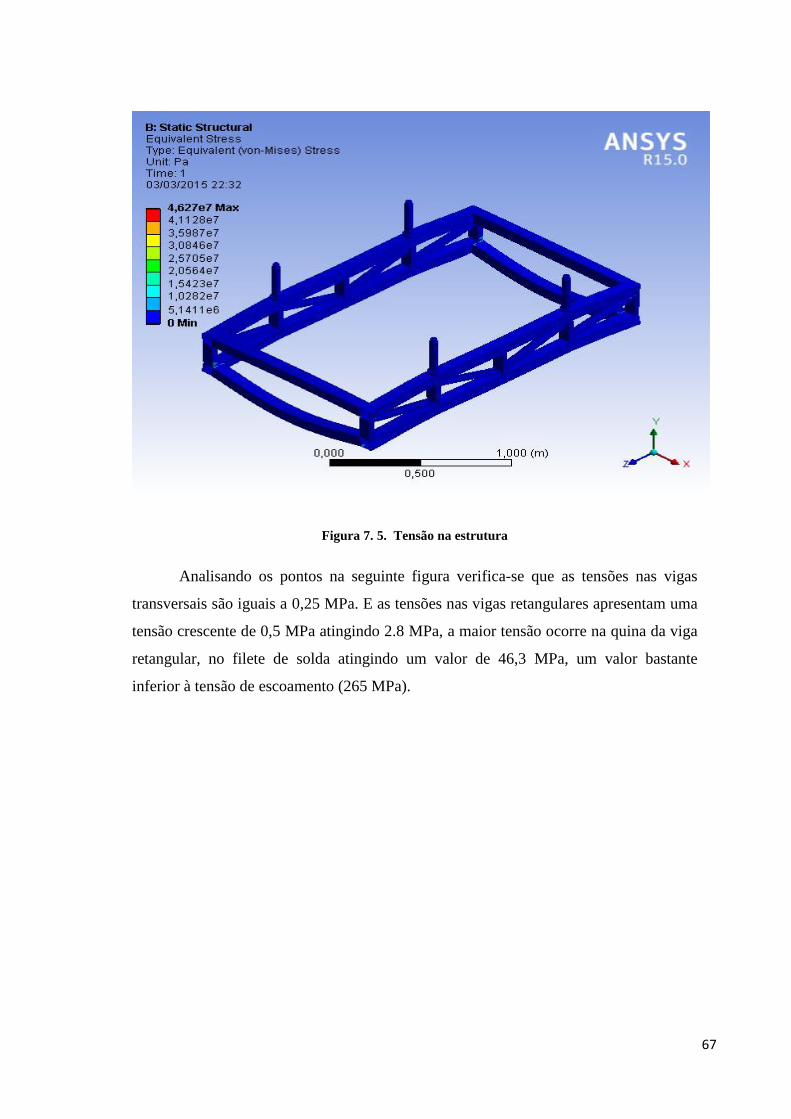
67
Figura 7. 5. Tensão na estrutura
Analisando os pontos na seguinte figura verifica-se que as tensões nas vigas
transversais são iguais a 0,25 MPa. E as tensões nas vigas retangulares apresentam uma
tensão crescente de 0,5 MPa atingindo 2.8 MPa, a maior tensão ocorre na quina da viga
retangular, no filete de solda atingindo um valor de 46,3 MPa, um valor bastante
inferior à tensão de escoamento (265 MPa).
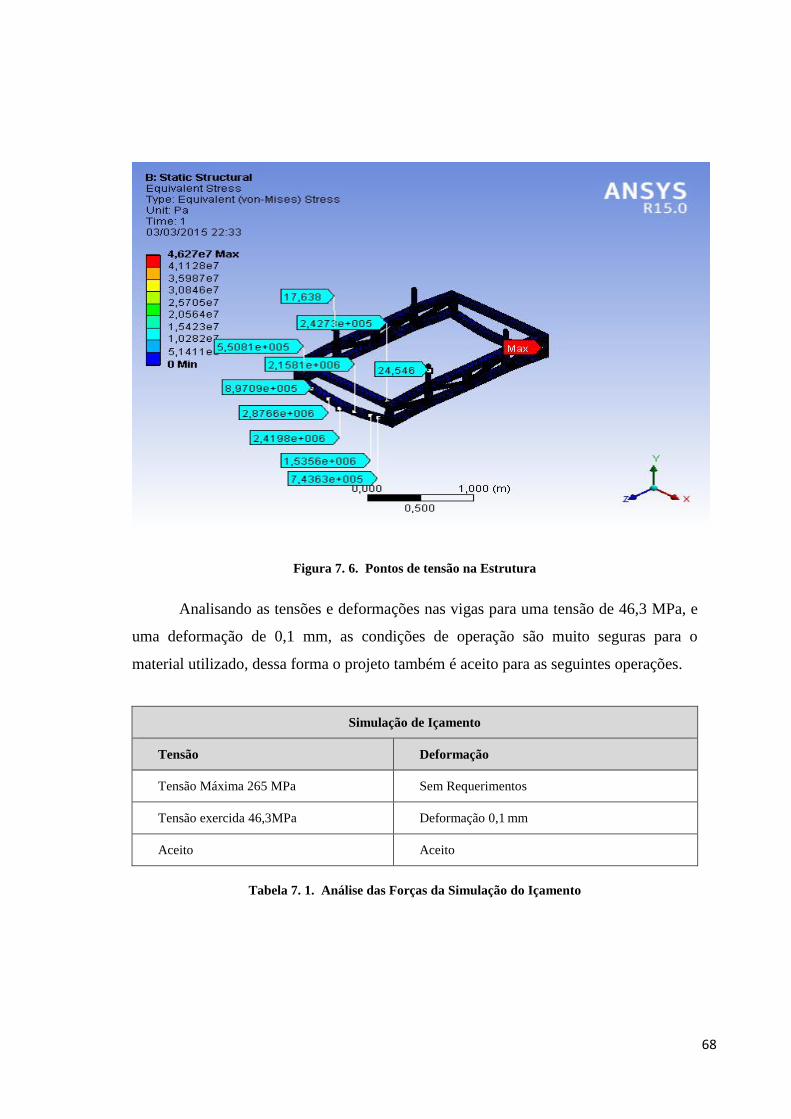
68
Figura 7. 6. Pontos de tensão na Estrutura
Analisando as tensões e deformações nas vigas para uma tensão de 46,3 MPa, e
uma deformação de 0,1 mm, as condições de operação são muito seguras para o
material utilizado, dessa forma o projeto também é aceito para as seguintes operações.
Simulação de Içamento
Tensão Deformação
Tensão Máxima 265 MPa Sem Requerimentos
Tensão exercida 46,3MPa Deformação 0,1 mm
Aceito Aceito
Tabela 7. 1. Análise das Forças da Simulação do Içamento
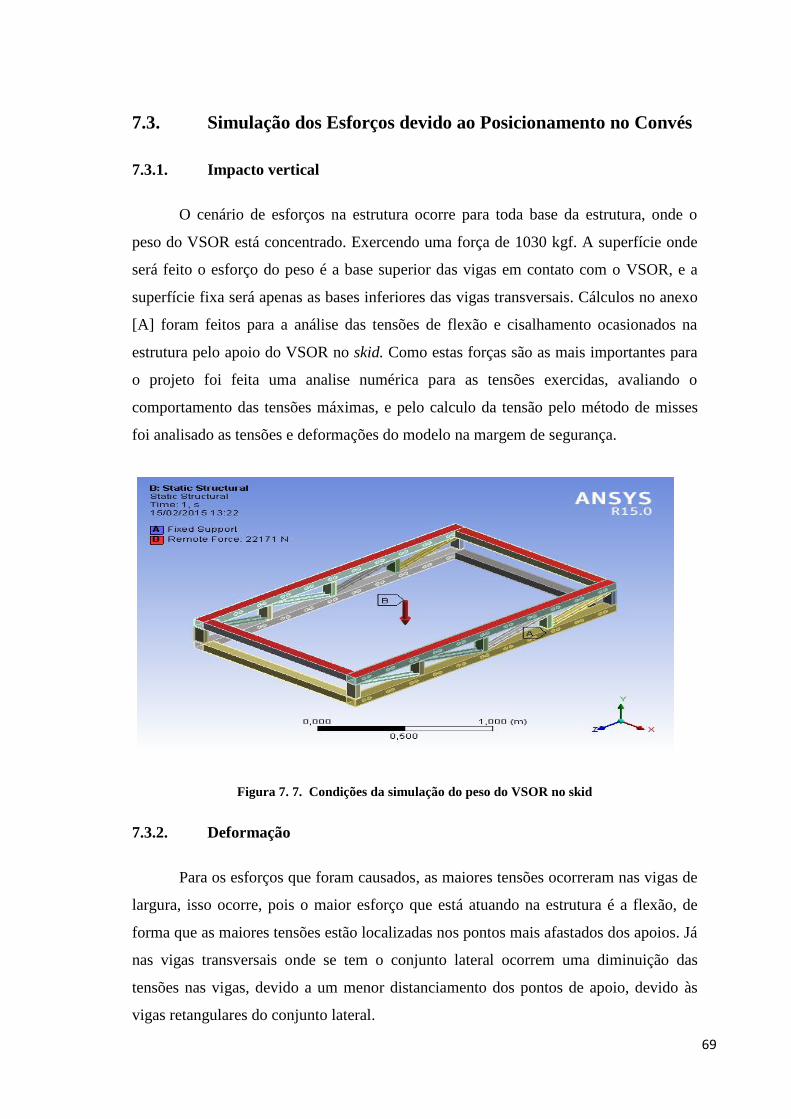
69
7.3. Simulação dos Esforços devido ao Posicionamento no Convés
7.3.1. Impacto vertical
O cenário de esforços na estrutura ocorre para toda base da estrutura, onde o
peso do VSOR está concentrado. Exercendo uma força de 1030 kgf. A superfície onde
será feito o esforço do peso é a base superior das vigas em contato com o VSOR, e a
superfície fixa será apenas as bases inferiores das vigas transversais. Cálculos no anexo
[A] foram feitos para a análise das tensões de flexão e cisalhamento ocasionados na
estrutura pelo apoio do VSOR no skid. Como estas forças são as mais importantes para
o projeto foi feita uma analise numérica para as tensões exercidas, avaliando o
comportamento das tensões máximas, e pelo calculo da tensão pelo método de misses
foi analisado as tensões e deformações do modelo na margem de segurança.
Figura 7. 7. Condições da simulação do peso do VSOR no skid
7.3.2. Deformação
Para os esforços que foram causados, as maiores tensões ocorreram nas vigas de
largura, isso ocorre, pois o maior esforço que está atuando na estrutura é a flexão, de
forma que as maiores tensões estão localizadas nos pontos mais afastados dos apoios. Já
nas vigas transversais onde se tem o conjunto lateral ocorrem uma diminuição das
tensões nas vigas, devido a um menor distanciamento dos pontos de apoio, devido às
vigas retangulares do conjunto lateral.
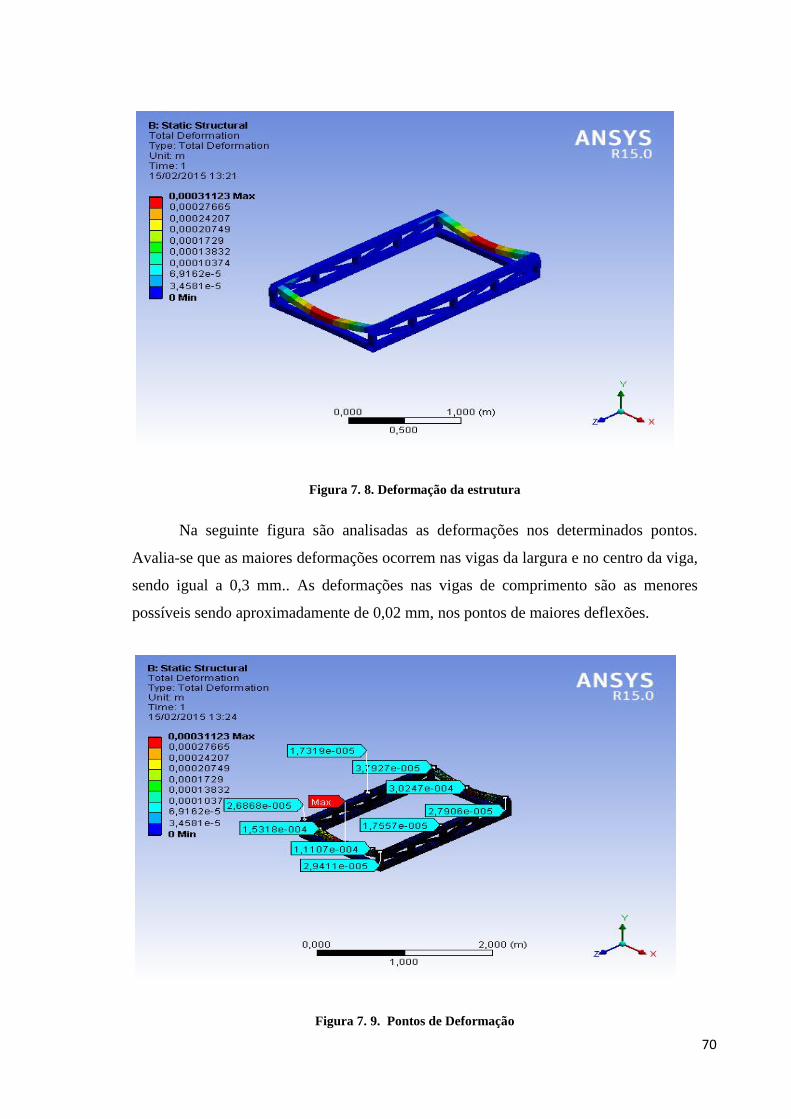
70
Figura 7. 8. Deformação da estrutura
Na seguinte figura são analisadas as deformações nos determinados pontos.
Avalia-se que as maiores deformações ocorrem nas vigas da largura e no centro da viga,
sendo igual a 0,3 mm.. As deformações nas vigas de comprimento são as menores
possíveis sendo aproximadamente de 0,02 mm, nos pontos de maiores deflexões.
Figura 7. 9. Pontos de Deformação

71
7.3.3. Tensão
No caso das tensões, as maiores tensões não ocorrerem no centro das vigas
de largura, e sim nas vigas U onde ocorre o apoio das vigas.
Figura 7. 10. Tensão na Estrutura
Analisando os seguintes pontos na figura 7.11, é possível analisar que a tensão
na viga de largura, é 20 MPa valor inferior ao limite de escoamento do alumínio, 265
MPa. A maior tensão que se tem é 65 MPa e ocorre na borda da viga de largura.

72
Figura 7. 11. Pontos de Tensão na Estrutura
Analisando as tensões e deformações, as maiores tensões para um Coeficiente de
segurança 2, tem-se uma tensão de 65 MPa, muito inferior a tensão de escoamento do
material. E a deformação é de 0,3 mm, também pequena em comparação as dimensões
gerais dos equipamentos, dessa forma o projeto também é aceito para os esforços do
peso do VSOR.
2º Simulação
Tensão Deformação
Tensão Máxima 265 MPa Sem Requerimentos
Tensão exercida 65,28 MPa Deformação: 0.3 mm
Aceito Aceito
Tabela 7. 2. Analise das Forças da Simulação de Apoio do VSOR
7.3.4. Simulação dos Esforços ao Processo de Pouso sobre a Mesa de Apoio
O processo de montagem do VSOR e o skid ocorrem em cima da mesa de apoio de
forma que é importante se avaliar as tensões que ocorrem na estrutura, pois são as maiores
forças que ocorrem no processo de instalação. O peso do VSOR mais o peso do skid , com
gravidade igual 9,81 e coeficiente de segurança igual a 2 tem-se uma força de 26.683 N.
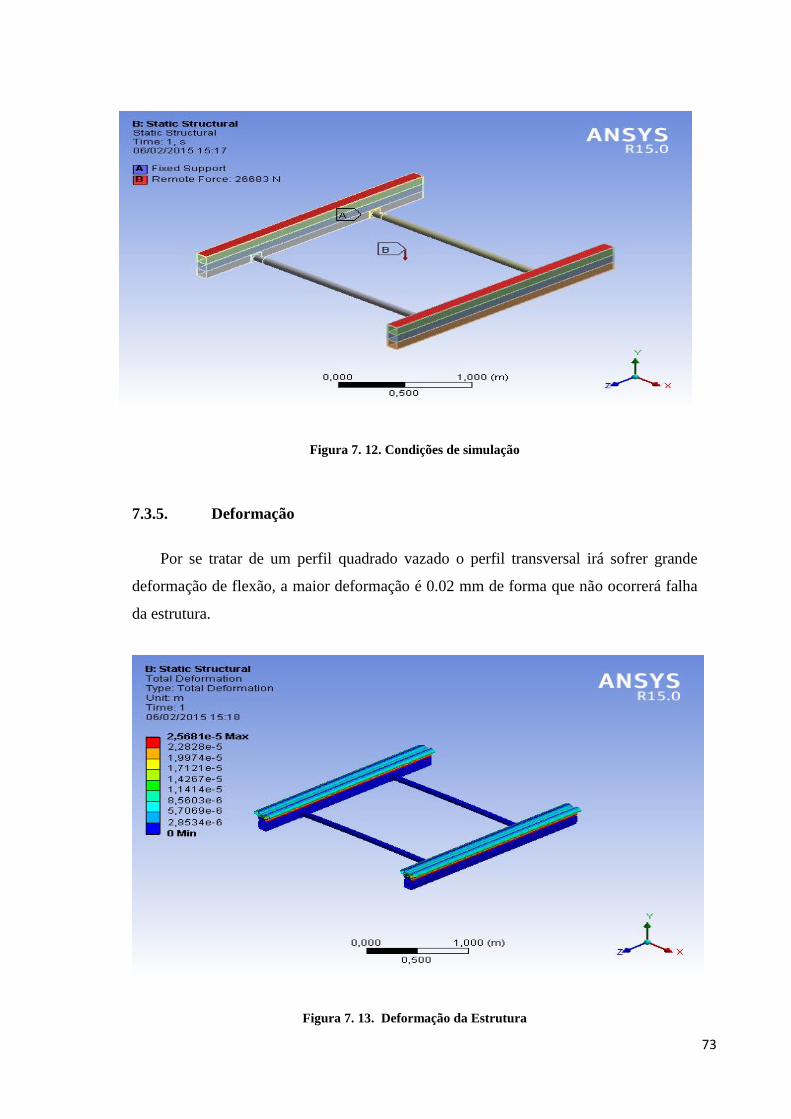
73
Figura 7. 12. Condições de simulação
7.3.5. Deformação
Por se tratar de um perfil quadrado vazado o perfil transversal irá sofrer grande
deformação de flexão, a maior deformação é 0.02 mm de forma que não ocorrerá falha
da estrutura.
Figura 7. 13. Deformação da Estrutura
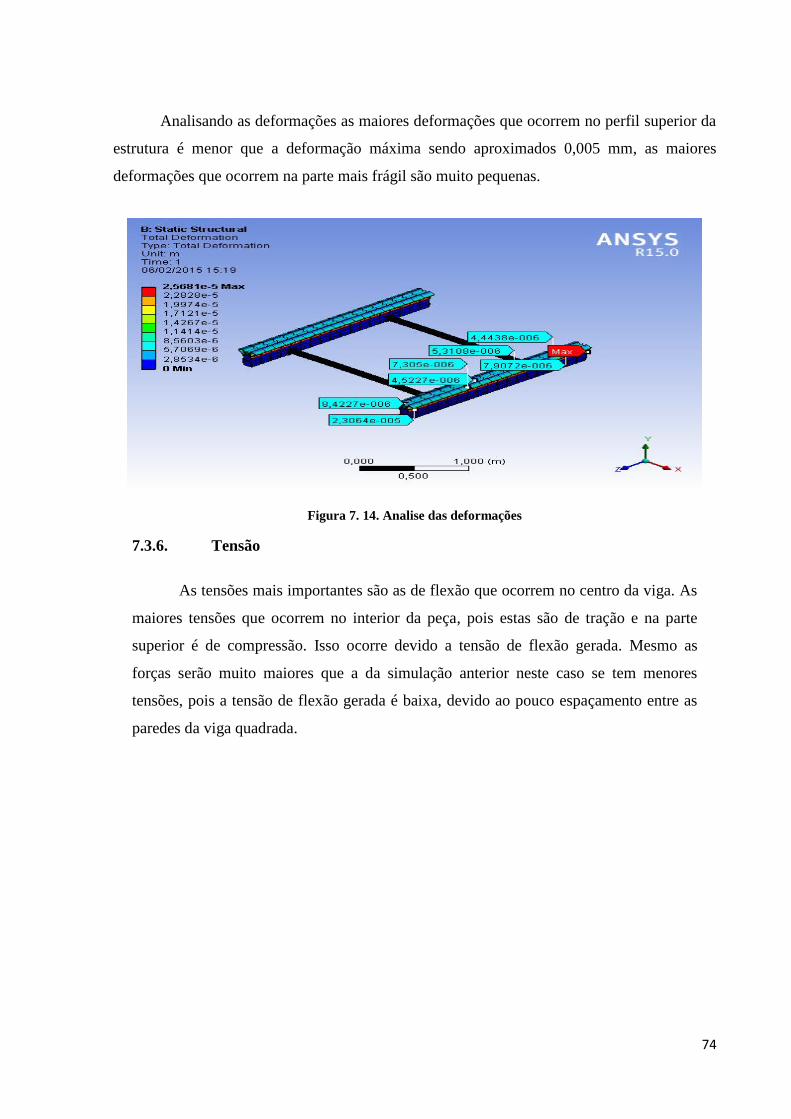
74
Analisando as deformações as maiores deformações que ocorrem no perfil superior da
estrutura é menor que a deformação máxima sendo aproximados 0,005 mm, as maiores
deformações que ocorrem na parte mais frágil são muito pequenas.
Figura 7. 14. Analise das deformações
7.3.6. Tensão
As tensões mais importantes são as de flexão que ocorrem no centro da viga. As
maiores tensões que ocorrem no interior da peça, pois estas são de tração e na parte
superior é de compressão. Isso ocorre devido a tensão de flexão gerada. Mesmo as
forças serão muito maiores que a da simulação anterior neste caso se tem menores
tensões, pois a tensão de flexão gerada é baixa, devido ao pouco espaçamento entre as
paredes da viga quadrada.
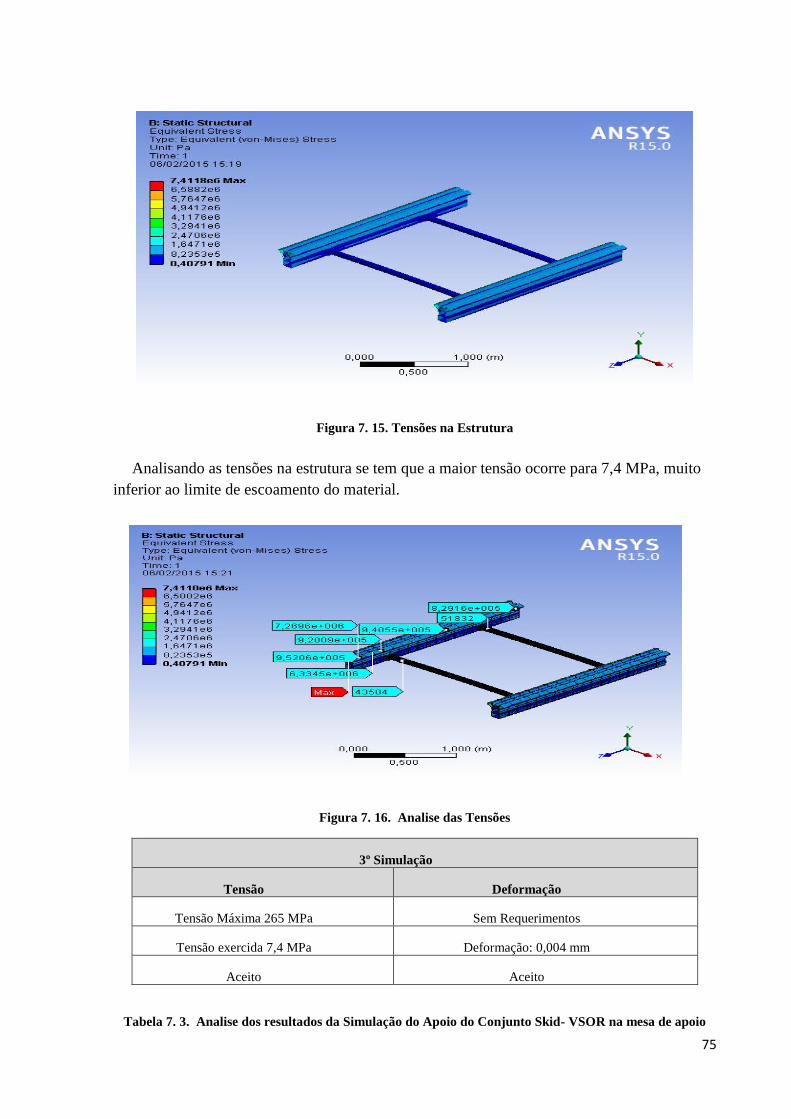
75
Figura 7. 15. Tensões na Estrutura
Analisando as tensões na estrutura se tem que a maior tensão ocorre para 7,4 MPa, muito
inferior ao limite de escoamento do material.
Figura 7. 16. Analise das Tensões
3º Simulação
Tensão Deformação
Tensão Máxima 265 MPa Sem Requerimentos
Tensão exercida 7,4 MPa Deformação: 0,004 mm
Aceito Aceito
Tabela 7. 3. Analise dos resultados da Simulação do Apoio do Conjunto Skid- VSOR na mesa de apoio

76
7.4. Simulação dos Esforços devido ao Processo de Docagem
7.4.1. Impacto Horizontal
Nesta simulação ocorrem as forças de impacto devido à docagem, onde ocorrem
esforços de impacto na parte frontal da superfície e momentos aplicados nos
equipamentos de docagem.
Figura 7. 17. Condições da 4º Simulação
7.4.2. Deformação
Neste caso as principais estruturas que estão sofrendo deformação são as vigas de
largura frontais, as deformações na viga são pequenas 0.6 mm, e se situam no centro das
vigas, observa-se que a viga inferior sofre uma maior deformação que a superior devido
às características dos esforços nos equipamentos de docagem.
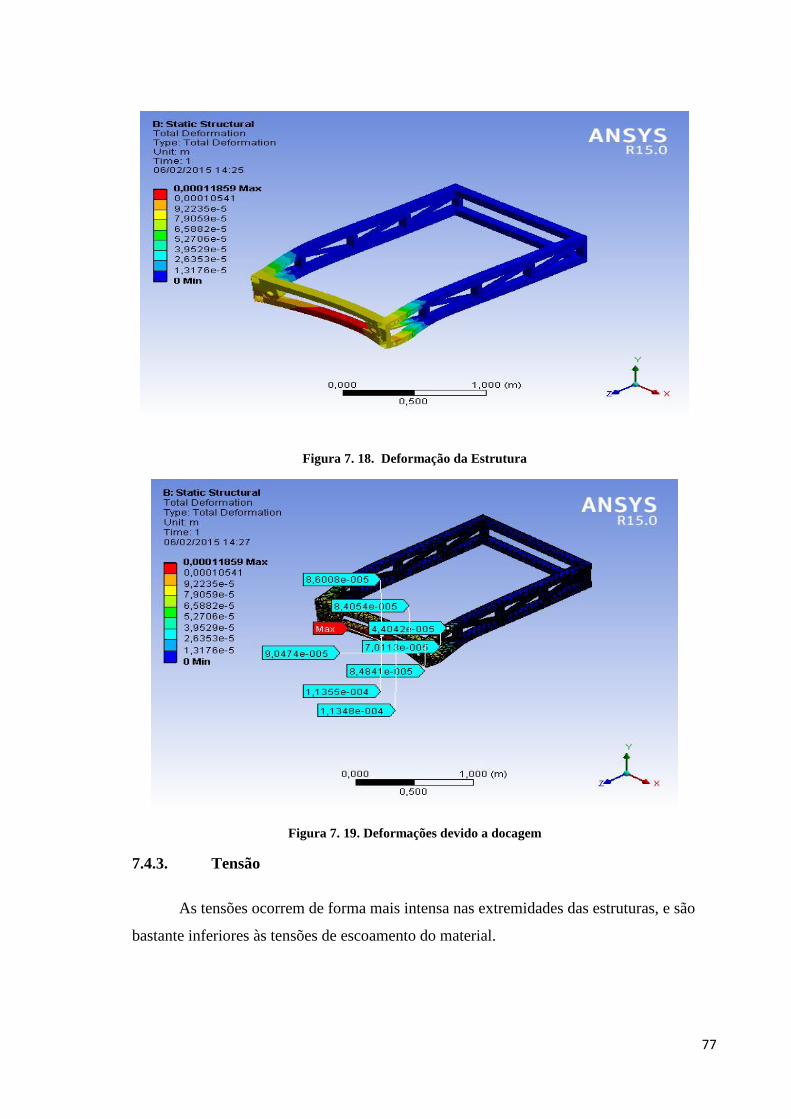
77
Figura 7. 18. Deformação da Estrutura
Figura 7. 19. Deformações devido a docagem
7.4.3. Tensão
As tensões ocorrem de forma mais intensa nas extremidades das estruturas, e são
bastante inferiores às tensões de escoamento do material.

78
Figura 7. 20. Tensões na Estrutura
Figura 7. 21. Avaliação das Tensões devido a docagem
Analisando as tensões e deformações, para esses esforços se tem uma tensão de
72,8 MPa, e a deformação máxima causada foi de 0.1 mm, que também é desprezível.
Para essa estrutura os esforços de docagem são muito pequenos e não provocaram
nenhum tipo de deformação ou tensão que possa se ter a fratura do material, também
sendo aceito os resultados para a operação de docagem.

79
4º Simulação
Tensão Deformação
Tensão Máxima 265 MPa Sem Requerimentos
Tensão exercida 72,8 MPa Deformação: 0,12 mm
Aceito Aceito
Tabela 7. 4. Analise das Forças de Docagem

80
8. SEQUÊNCIA DE OPERAÇÃO
As etapas de montagem do conjunto no convés serão feitas pelo içamento do
conjunto pelos equipamentos de guindaste de LARS, disponíveis no RST. Cabos serão
conectados nos olhais do VSOR e do Skid, e serão erguidos e acoplados devidamente.
Um pequeno modelo com as dimensões do Comanche é exemplificado abaixo
demonstrando as etapas de instalação do conjunto.
Figura 8. 1. Modelo de VSOR Comanche

81
8.1. Posicionamento da Mesa de Apoio no Convés
A mesa de apoio será posicionada no convés de forma simples pelo içamento das
superfícies cilíndricas. E apoiada na área de trabalho no convés, onde será feita a
instalação do conjunto.
Figura 8. 2. Mesa de Apoio no Convés
8.2. Posicionamento do Skid na Mesa de Apoio
É feito o transporte do skid do local de montagem para o convés onde a mesa de
apoio está posicionada, o skid é içado por cabos nos quatro olhais e posicionado em
cima da mesa de apoio e apoiado.
Figura 8. 3. Skid posicionado na mesa de apoio
Convés
Convés

82
8.3. Instalação do VSOR e Acessórios no Skid
Em seguida é feito o acoplamento do VSOR ao skid, este é preso com pinos no
olhal de forma que o VSOR e o skid estejam fixados.
Figura 8. 4. VSOR instalado ao Skid
8.4. Içamento do Conjunto para o Mar
Em seguida o VSOR é içado pelos quatro olhais por cabos, pelo guindaste LARS e
içado ao mar.
Convés

83
Figura 8. 5. Içamento do Skid-VSOR
Convés

84
9. CONCLUSÕES
No seguinte projeto foram analisados os tipos de submersíveis para tarefas de
intervenção e a suas características geométricas necessárias. Foram analisados os tipos
de skids e suas funções e definido o modelo do trabalho, o Skid de Docagem. O skid de
docagem possui a finalidade de fixação do VSOR na interface de intervenção com o
objetivo de se ter uma interface de intervenção estável e fixa.
Após definido o modelo foi definido o material e o processo de montagem. Foi
visto que o melhor modelo para estrutura seria a junção soldada de alumínio, pois a
união parafusada traria muitos problemas de fixação e também a corrosão galvânica
para as condições de operação ao mar.
Todas as estruturas soldadas de alumínio evitam a ocorrência da corrosão
galvânica, o material escolhido foi tratado termicamente com o processo de
endurecimento por solubilização do alumínio. A soldagem dos perfis de alumínio foi
executada pela operação de TIG, operação muito boa para soldagem de alumínio. O
material de alumínio também apresenta como uma propriedade importante baixa massa
especifica que é um objetivo principal do projeto se ter o menor peso possível da
estrutura para não prejudicar a navegação do VSOR.
Em seguida, foram analisadas as três situações de esforços em que será exercido o
modelo. Para as três situações de esforços na estrutura teria a solicitação de esforço de
içamento do skid pelos quatro olhais disposto, e em seguida ao seu posicionamento teria
os esforços do VSOR sobre o skid, também foram analisadas os esforços na mesa de
apoio pois o processo de instalação do VSOR no skid ocorrerá na mesa de apoio. Em
seguida teria a solicitação operacional de esforços da docagem. Todas as condições de
operação para o material escolhido e um coeficiente de segurança definido foram
aceitas.
Para analise dos resultados foi verificado as tensões e as deformações ocorridas em
cada tipo de esforço. As deformações não tem certo limite permissível, mas sim um
bom senso da analise da deformação geométrica em relação ao tamanho da estrutura. As
tensões tinham como limite o limite de resistência e escoamento do material.

85
Para todos os caso as tensões máximas permissíveis foram atendidas para um
coeficiente de segurança 2, dessa forma não ocorrendo escoamento do material. Para
todas as situações operacionais as condições de deformação foram razoáveis, atingindo
o maior valor de 0,3 mm. As maiores tensões ocorreram no teste de acoplamento do
VSOR e o skid, a mesa de apoio sofreu 65,2 MPa de esforço para um coeficiente de
segurança igual a 2, e no processo de docagem com 75,4 MPa, de forma que para a
tensão de escoamento de 265 MPa, o material ainda está na margem de segurança do
projeto.
Os flutuadores foram utilizados para aderir ao conjunto um payload de 80 kg, de
forma que a estrutura tenha 23 kg negativos de peso dentro da água, ou seja uma força
orientada pra cima, força que irá ser vencida tranquilamente pelas forças propulsoras
disponíveis, 900 kg.
A estrutura do skid pode operar em inúmeras diferentes tarefas de intervenção, com
a inserção de equipamentos de intervenção necessários para o tipo de tarefa. O modelo
foi fabricado com medidas próprias para operação com VSOR de classe media de
intervenção, porém as medidas podem ser padronizadas para os outros tipos de VSOR’s.
Para estudo de futuras propostas pode ser analisada a inserção de equipamentos de
intervenção e um sistema hidráulico ou elétrico próprio para o skid. Para execução de
tarefas em conjunto com o sistema de fixação e docagem.

86
10. REFERÊNCIAS BIBLIOGRÁFICAS
10.1. Livros, Apostilas e Sites
[1] APOLO11.COM. Disponível em:<
http://www.apolo11.com/curiosidades.php?posic=dat_20080903-102131.inc > Acesso
em 20 de Fevereiro de 2015.
[2] BIRAL, GUILHERME ZOGAIB, Apostila de Equipamentos submarinos, Univen
Faculdade de Nova Venecia, 2008.
[3] CATALAGO EQUIPAMENTO DE DOCAGEM. Disponível em:< http://www.f-e-
t.com/images/uploads/A001-350-002_iss_9_Docking_latch.pdf > Acesso em 20 de
Fevereiro de 2015.
[4] CATALAGO FLANGE. Disponível em : <
http://www.reflan.com.br/catalago_tecnico_flanges.php > Acesso em 20 de Fevereiro
de 2015.
[5] CATALOGO COMANCHE. Disponível em:
<http://www.irov.it/download/prodotti/ROV_Comanche_25_Feb_2008.pdf> Acesso
em 20 de Fevereiro de 2015.
[6] CATALOGO COMANCHE. Disponível em:<http://www.f-e-
t.com/our_products_technologies/subsea-solutions/rovs-observation/comanche/>
Acesso em 20 de Fevereiro de 2015.
[7] CATALOGO ELASTOMERO. Disponível em: <
http://www.jiorings.com/downloads/CATALOGO_ELASTOMEROS_XS.pdf >
Acesso em 20 de Fevereiro de 2015.
[8] CATALOGO PERFIL. Disponível em:
<http://www.asaaluminio.com.br/site/br/down/catalogos/perfisgerais.pdf > Acesso em
20 de Fevereiro de 2015.
[9] CATALOGO PINO. Disponível em:< http://sidertecnica.com.br/produtos/pino-trava/
> Acesso em 20 de Fevereiro de 2015.
[10] CATALOGO ROV TRITON XLX. Disponível em: <http://www.f-e-
t.com/our_products_technologies/subsea-solutions/rovs-work-class/triton-xlx-heavy-
duty-work-class-rov/> Acesso em 20 de Fevereiro de 2015.
[11] CATALOGO SEATIGER. Disponível em:
<http://www.seaeye.com/pdfs/Seaeye_Tiger_and_Lynx.pdf> Acesso em 20 de
Fevereiro de 2015.
[12] CATALOGO SKID PACOTE HIDRAULICO. Disponível em: < http://www.f-e-
t.com/images/uploads/A001-350-098_iss_3.pdf> Acesso em 20 de Fevereiro de 2015.
87
[13] CHRIST, ROBERT. D, The ROV Manual- A User Guide for Remotely Operated
Vehicles, 2º Edição, Elsevier, 2014.
[14] CURSO UNISANTA, Disponível em :<
http://cursos.unisanta.br/mecanica/ciclo6/criterios-resistencia.pdf > Acesso em 20 de
Fevereiro de 2015.
[15] DIABGROUP. Disponível em:
<https://www.google.com.br/?gfe_rd=cr&ei=ds67VOSgF-
Kp8wfCuoDoCA#q=syntatic+foam+select+guide> Acesso em 20 de Fevereiro de
2015.
[16] FILHO, ARMANDO CARLOS PINHA, Desenho Técnico para Engenharia Mecânica,
2011.
[17] FOX, ROBERT W., MCDONALD, ALAN T., Introdução a Mecânica dos Fluidos, 5º
Edição, LTC, 1998.
[18] MODELO ROV. Disponível em: < http://www.deepocean.com/lionfish-l4n.php>
Acesso em 20 de Fevereiro de 2015.
[19] NØSTERBØ, MAGNUS, ROV INTERVENTION TOOL SKID (RITS), NTNU
Trondhem, 2014. Disponível em: < http://www.diva-
portal.org/smash/get/diva2:745622/FULLTEXT01.pdf > Acesso em 20 de Fevereiro
de 2015. .
[20] OCEANEERING. Disponível em:<http://www.oceaneering.com/> Acesso em 20 de
Fevereiro de 2015.
[21] PETROLEOETC. Disponível em: <http://www.petroleoetc.com.br/fique-
sabendo/operacoes-com-barcos-dsv-e-rsv/> Acesso em 20 de Fevereiro de 2015. .
[22] PETROLEUM AND NATURAL GAS INDUSTRIES- DESIGN AND OPERATION
OF SUBSEA PRODUCTION SYSTEMS PART 8 : REMOTELY OPERATED
VEHICLE (ROV) INTERFACES ON SUBSEA PRODUCTION SYSTEMS, ISO
13628 - 8, 2002.
[23] PROF. VITOR FERREIRA ROMANO, Notas de Aula Automação e Robótica , 2012.
[24] ROMANO, VITOR FERREIRA, Design of a Lifting Skid for Underwater Robot,
COBEM, 2009. Disponível em:< http://www.abcm.org.br/pt/wp-
content/anais/cobem/2009/pdf/COB09-2835.pdf > Acesso em 20 de Fevereiro de
2015.
[25] SABINO, AIRES GOMES, Simbologia da Soldagem, 2010.
[26] SHIGLEY, JOSEPH E., Projeto de Engenharia Mecânica, Edição 7º, Bookman, 2005.

88
[27] WILLIAM D. CALLISTER, JR, Ciência e Engenharia de Materiais, 5º Edição, LTC,
1999.
10.2. Normas Técnicas
NBR 10067 - Princípios gerais de representação em desenho técnico.
NBR 10126 – Contagem em Desenho Técnico
NBR 10068 – Folha de desenho – Leiaute e dimensão
NBR 7165 – Símbolos Gráficos de Solda
NBR 13273 - Desenho Técnico – Referência a itens
NBR 13272 – Desenho Técnico – Elaboração da lista de itens
NBR 12298 – Representação de corte em desenho técnico

89
ANEXO A – MEMORIAS DE CALCULOS
E= 70 Gpa (Modulo de Elasticidade)
ρ =2700 kg /m3 (Massa especifica)
c= 2100 mm (Comprimento Largura)
l= 1300 mm (Comprimento Transversal)
Mc=7.193 Kg/mm (Massa por Comprimento)
Ml=4.741 Kg/mm (Massa por Largura)
Ix= 8.31 . e5 (Momento de Inercia)
A =75.6 mm (Perfil Quadrado)
T = 3.17 mm (Espessura)
I = 22 . e9 (Momento de Inércia)
Esco = 265 e6 Pa (Tensão de Escoamento)
P =1130 kgf (Peso)
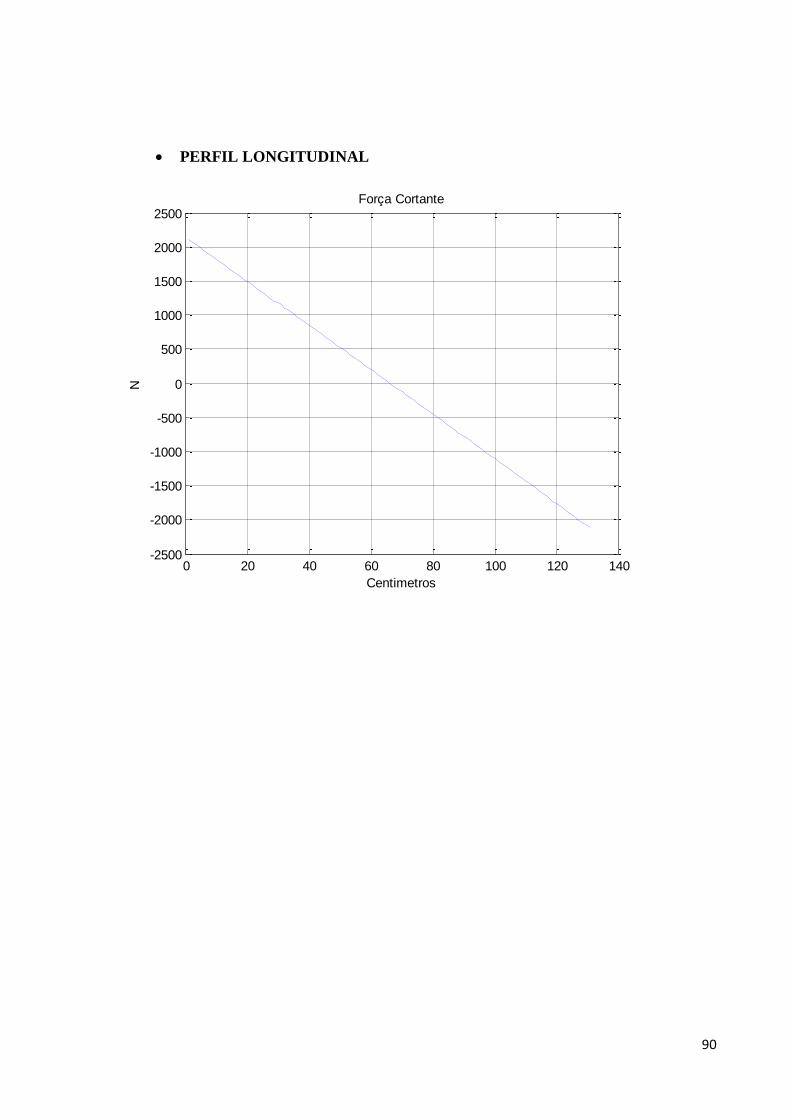
90
PERFIL LONGITUDINAL
0 20 40 60 80 100 120 140-2500
-2000
-1500
-1000
-500
0
500
1000
1500
2000
2500Força Cortante
Centimetros
N
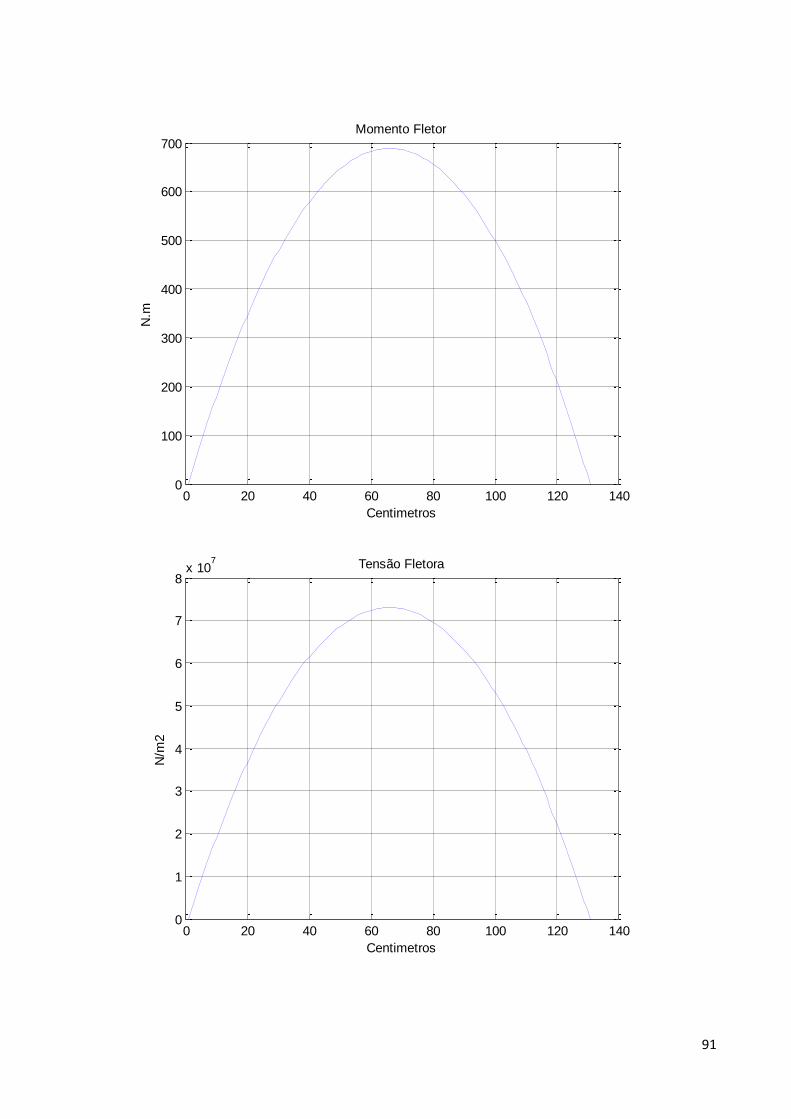
91
0 20 40 60 80 100 120 1400
100
200
300
400
500
600
700Momento Fletor
Centimetros
N.m
0 20 40 60 80 100 120 1400
1
2
3
4
5
6
7
8x 10
7 Tensão Fletora
Centimetros
N/m
2

92
o Tensão de Misses
𝜎𝑚𝑖𝑠𝑠𝑒𝑠 = √𝜎2 + 3𝜏2
σmisses = √732 + 3(0)2
𝜎𝑚𝑖𝑠𝑠𝑒𝑠 = 73 𝑀𝑃𝑎
𝜎𝑒𝑠𝑐 = 265 𝑀𝑃𝑎
𝜎𝑒𝑠𝑐 > 𝜎𝑚𝑖𝑠𝑠𝑒𝑠
Aceito
0 20 40 60 80 100 120 140-2
-1.5
-1
-0.5
0
0.5
1
1.5
2x 10
5 Tensão Cisalhante
Centimetros
N/m
2
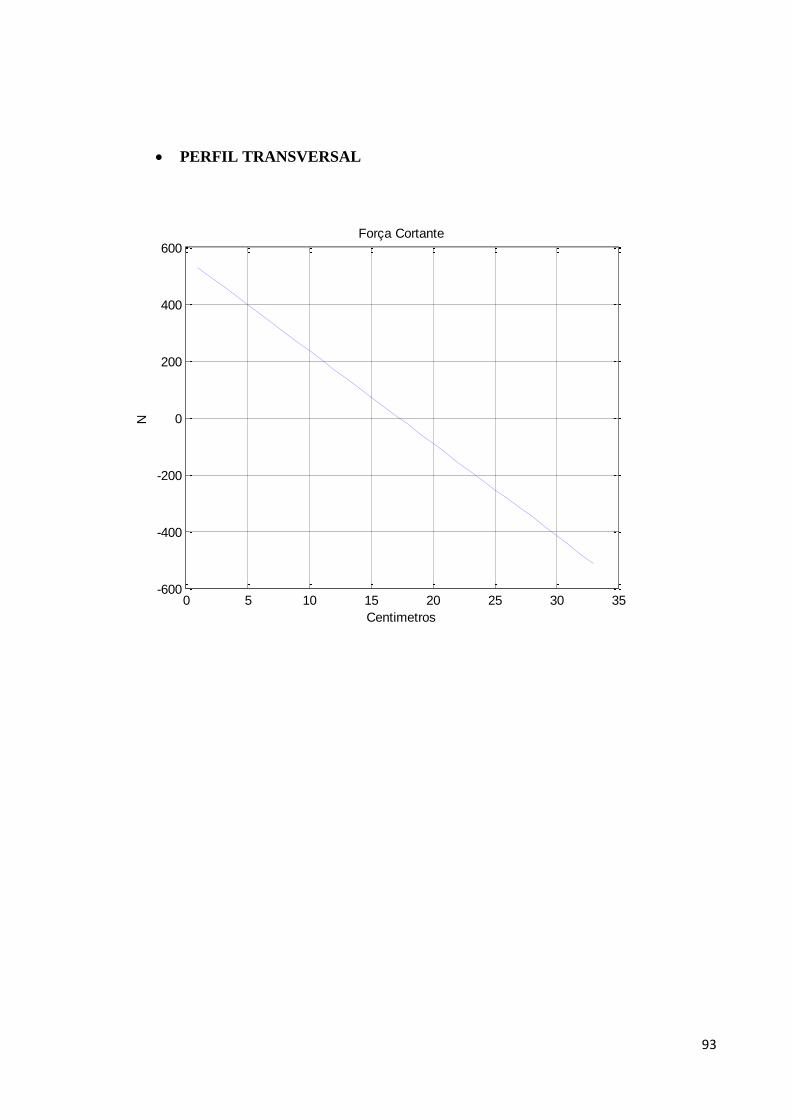
93
PERFIL TRANSVERSAL
0 5 10 15 20 25 30 35-600
-400
-200
0
200
400
600Força Cortante
Centimetros
N

94
0 5 10 15 20 25 30 350
5
10
15
20
25
30
35
40
45Momento Fletor
Centimetros
N.m
0 5 10 15 20 25 30 350
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5x 10
6 Tensão Fletora
Centimetros
N/m
2
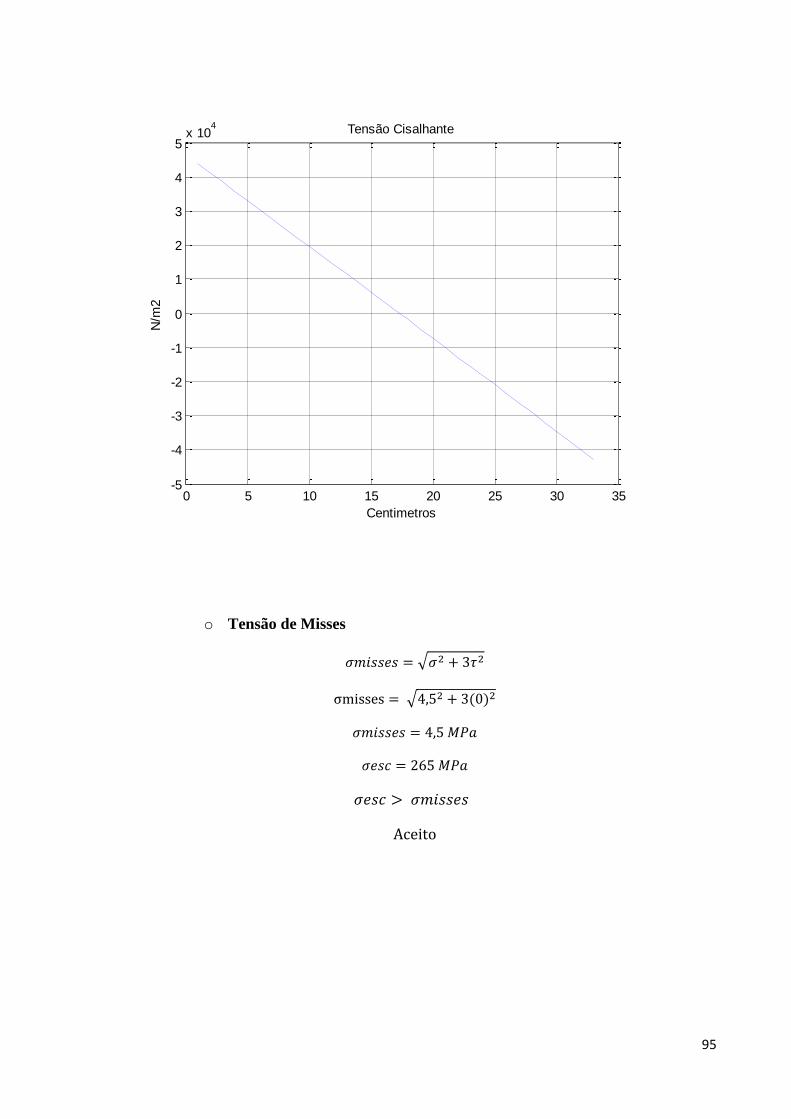
95
o Tensão de Misses
𝜎𝑚𝑖𝑠𝑠𝑒𝑠 = √𝜎2 + 3𝜏2
σmisses = √4,52 + 3(0)2
𝜎𝑚𝑖𝑠𝑠𝑒𝑠 = 4,5 𝑀𝑃𝑎
𝜎𝑒𝑠𝑐 = 265 𝑀𝑃𝑎
𝜎𝑒𝑠𝑐 > 𝜎𝑚𝑖𝑠𝑠𝑒𝑠
Aceito
0 5 10 15 20 25 30 35-5
-4
-3
-2
-1
0
1
2
3
4
5x 10
4 Tensão Cisalhante
Centimetros
N/m
2

96
ANEXO B – TABELAS
Anexo B.1 – Catalogo Pino guia 1440 e 1443 Oferecida pela SiderTécnica [7]

97
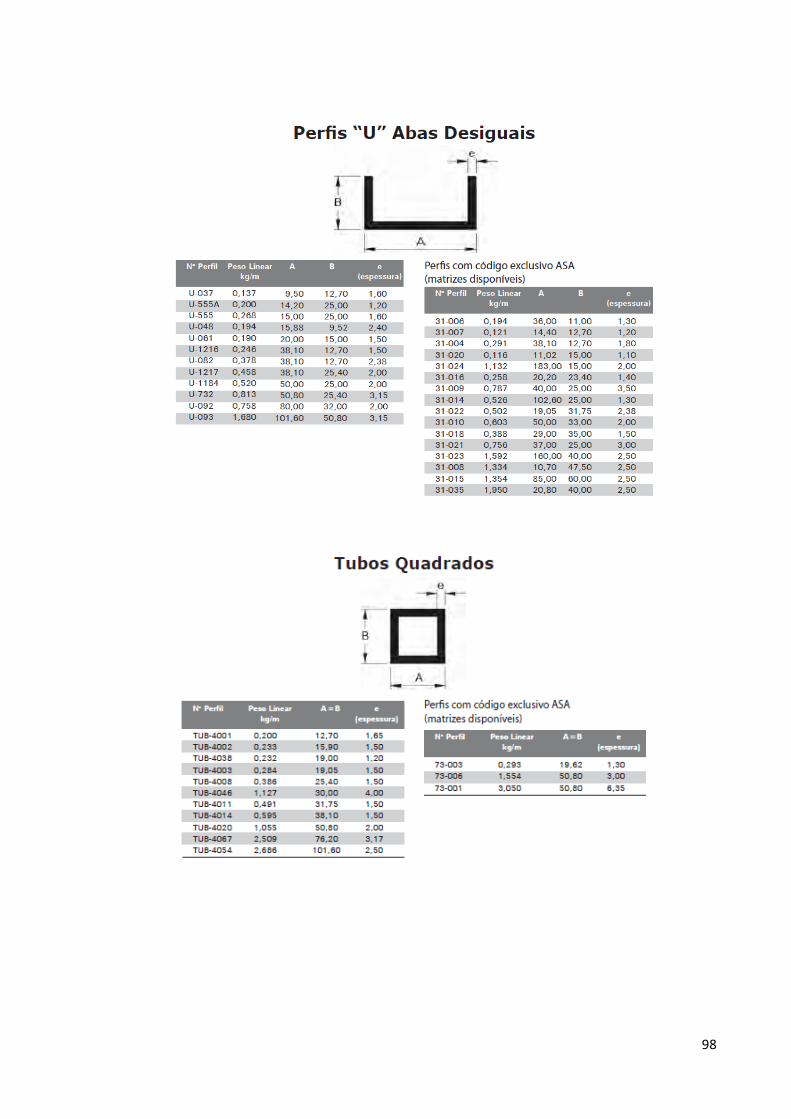
98

99
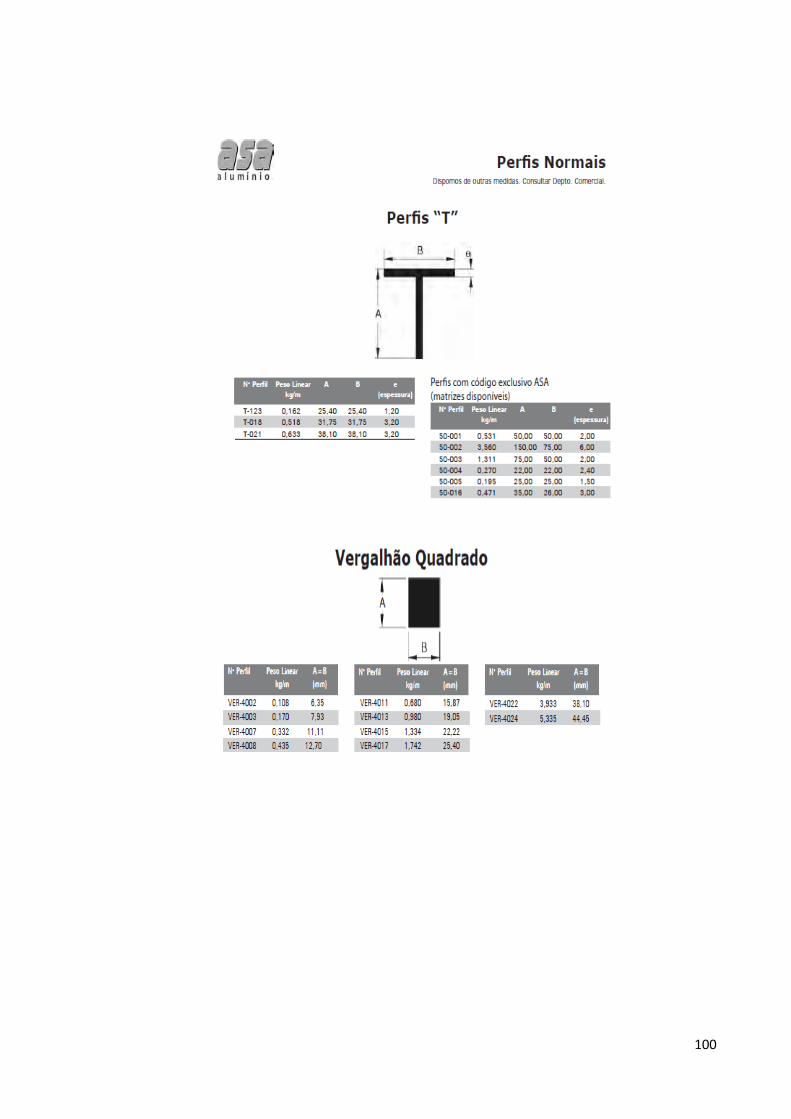
100

101

102
Anexo B.2 - Catalogo Perfil de Viga Oferecida pela AsaAlumínio [6]

103

104
Anexo B.3 – Propriedades dos Materiais fornecida pela AsaAlumínio [6]

105
Anexo B.4 – Catálogo Espuma Sintética Fornecida pela DIAB GROUP [12]
Anexo B.5 – Catálogo Equipamento de Docagem Fornecido pela Perry [2]
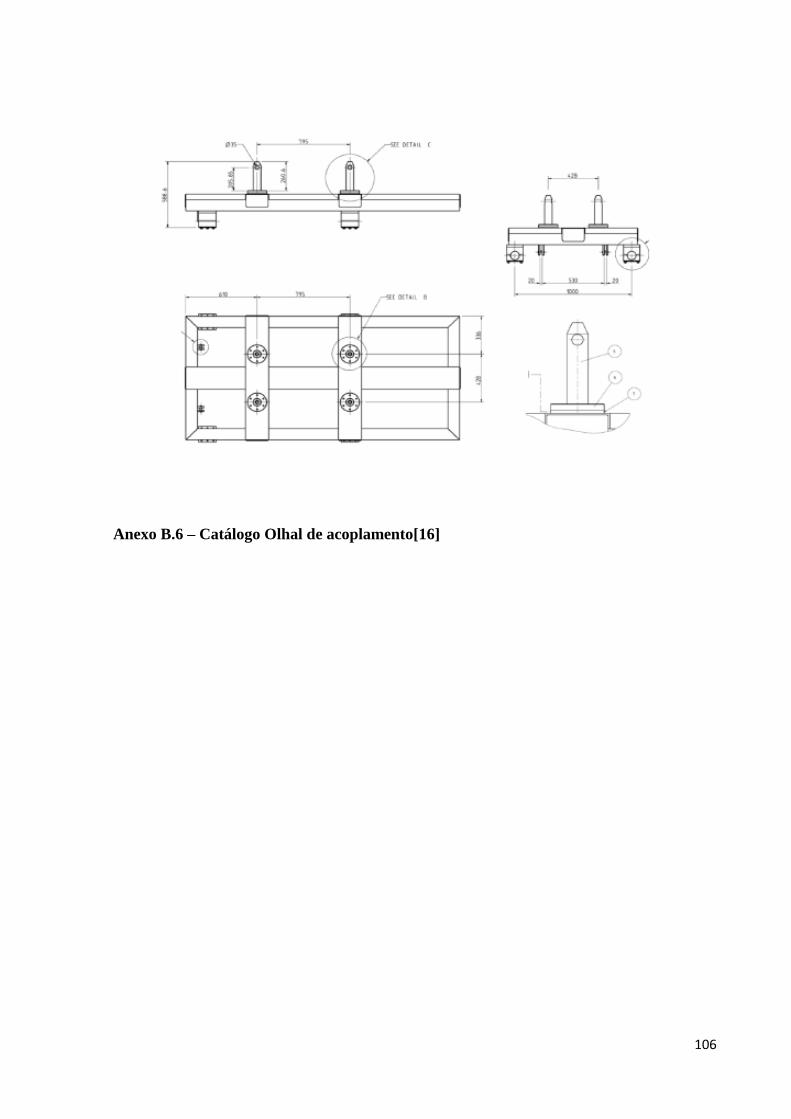
106
Anexo B.6 – Catálogo Olhal de acoplamento[16]
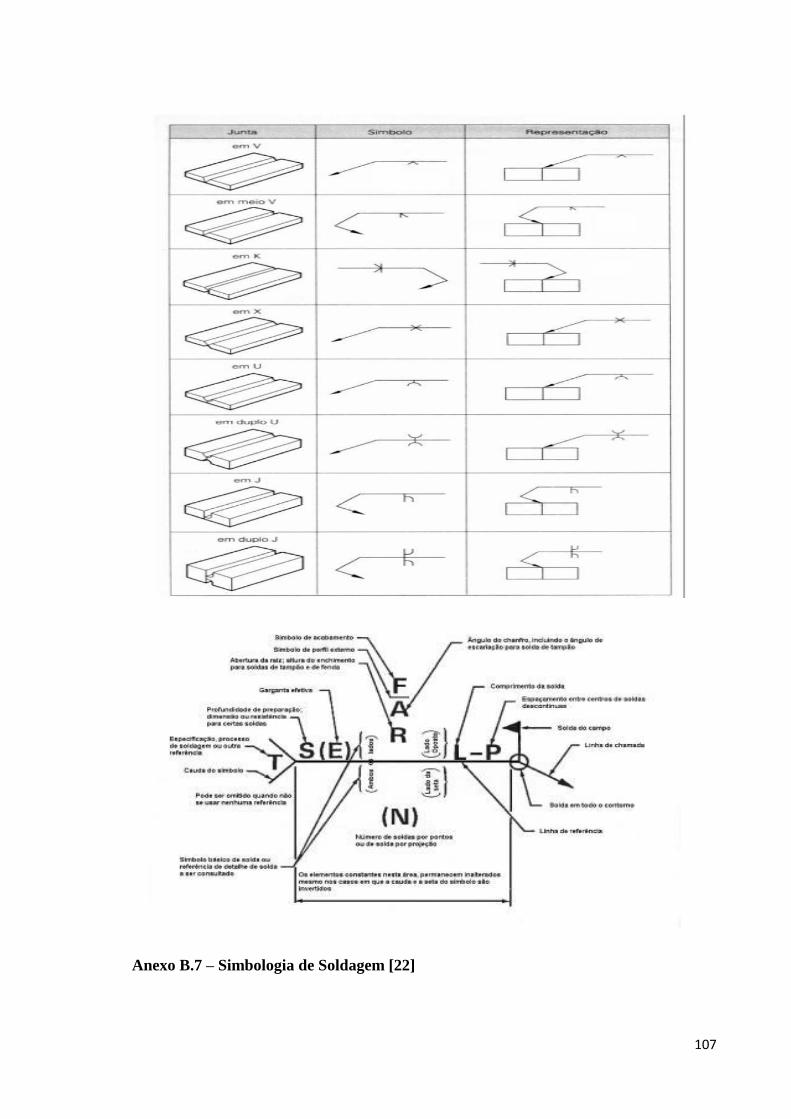
107
Anexo B.7 – Simbologia de Soldagem [22]

108
Anexo B.8 – Catálogo Fornecido pela Reflan [6]
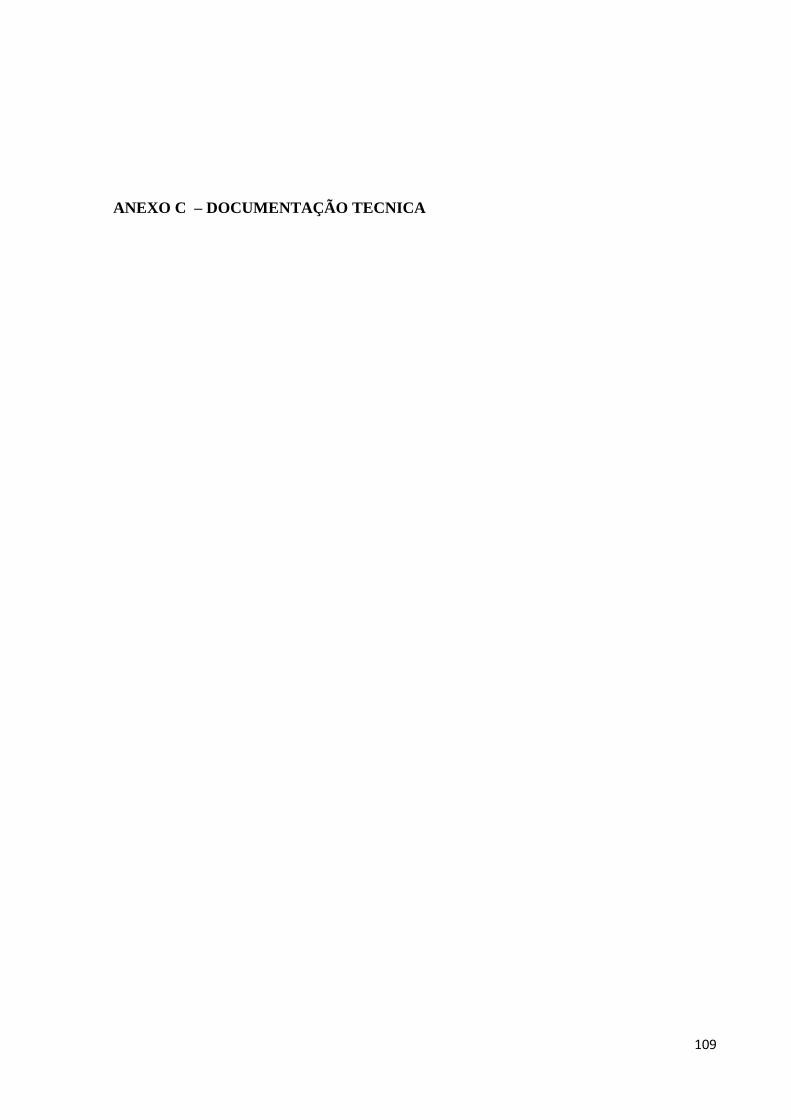
109
ANEXO C – DOCUMENTAÇÃO TECNICA

1 2211
101,6 (4 ")
10
304
,8
2300
1194,24
1.01.0 GWTA
2.52.5GWTA
230
0
100
28.1 Kg
Escala 1/50Perfis quadrados individuais soldados
Pos. Qtd. Denominação Material Dimensões
1 3 Perfil Transversal Aluminio 6061 T6 4" x 4" x 1/16"2 2 Gabarito Aluminio 6061 T6 Ø 10 x Ø 73,66
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/5Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aluminio 6061T6
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Perna da Mesa de Apoio
1 - 01 - 01- 00
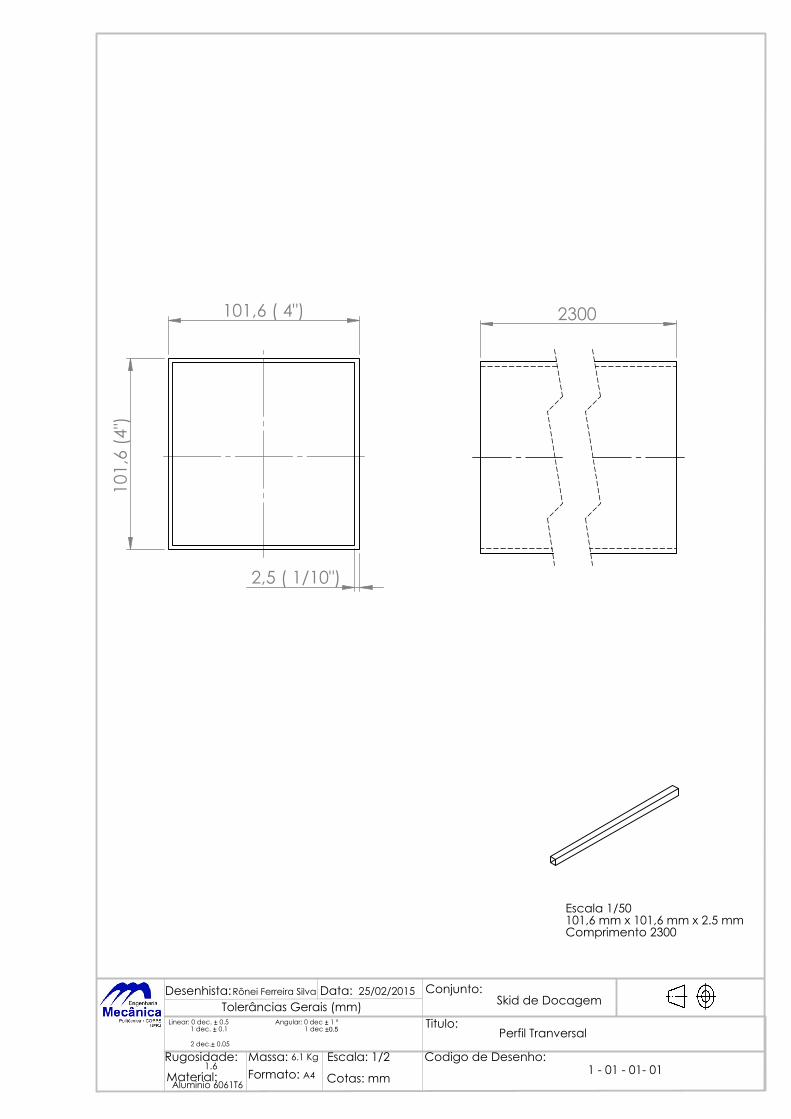
101,6 ( 4")
2,5 ( 1/10")
101
,6 (4
")
2300
6.1 Kg
Escala 1/50101,6 mm x 101,6 mm x 2.5 mmComprimento 2300
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/2Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aluminio 6061T6
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Perfil Tranversal
1 - 01 - 01- 01
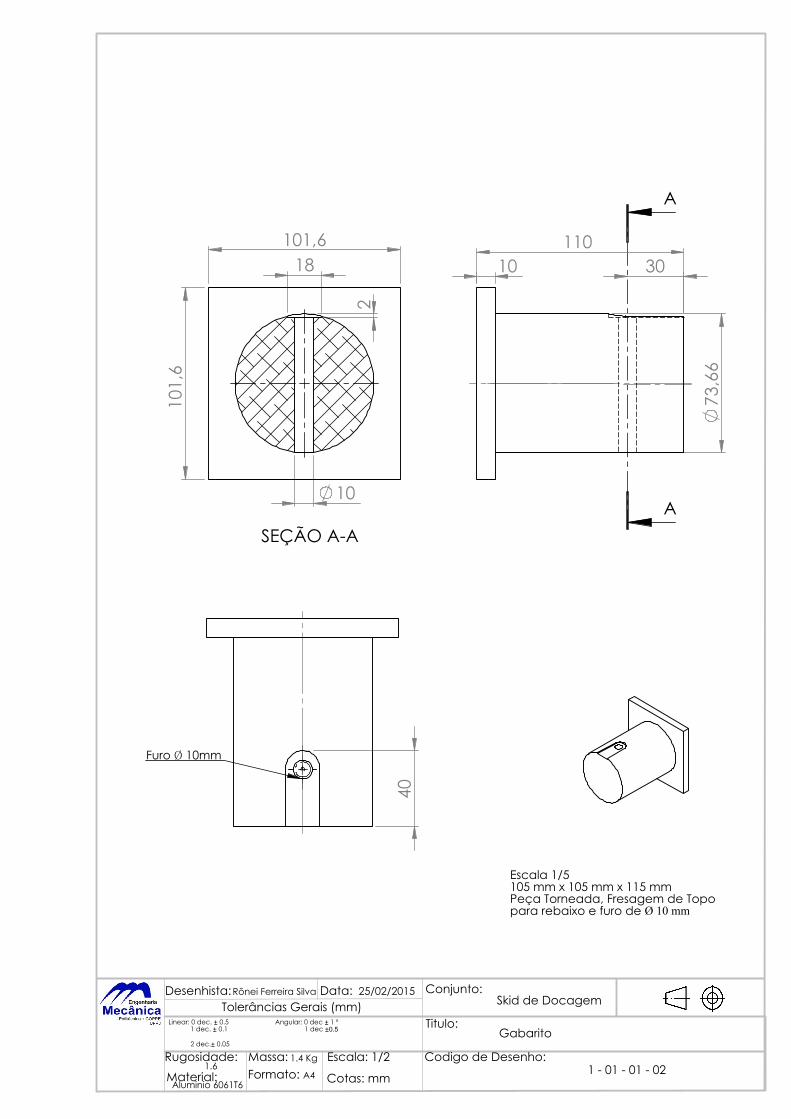
10 110
73
,66
30
A
A
Escala 1/5105 mm x 105 mm x 115 mmPeça Torneada, Fresagem de Topo para rebaixo e furo de Ø 10 mm
101,6
101
,6
18
10
2
SEÇÃO A-A
40
Furo Ø 10mm
1.4 Kg
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/2Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aluminio 6061T6
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Gabarito
1 - 01 - 01 - 02
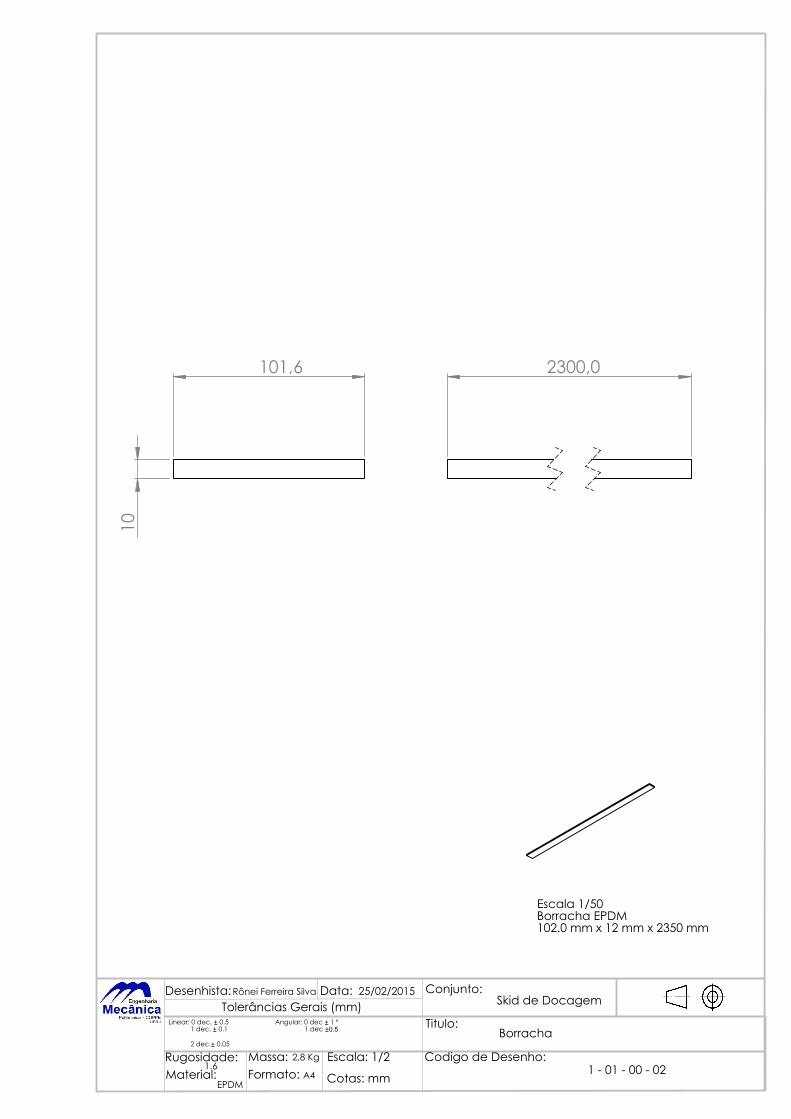
2300,0 101,6
10
Escala 1/50Borracha EPDM 102.0 mm x 12 mm x 2350 mm
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/2Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
EPDM
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Borracha
1 - 01 - 00 - 022,8 Kg
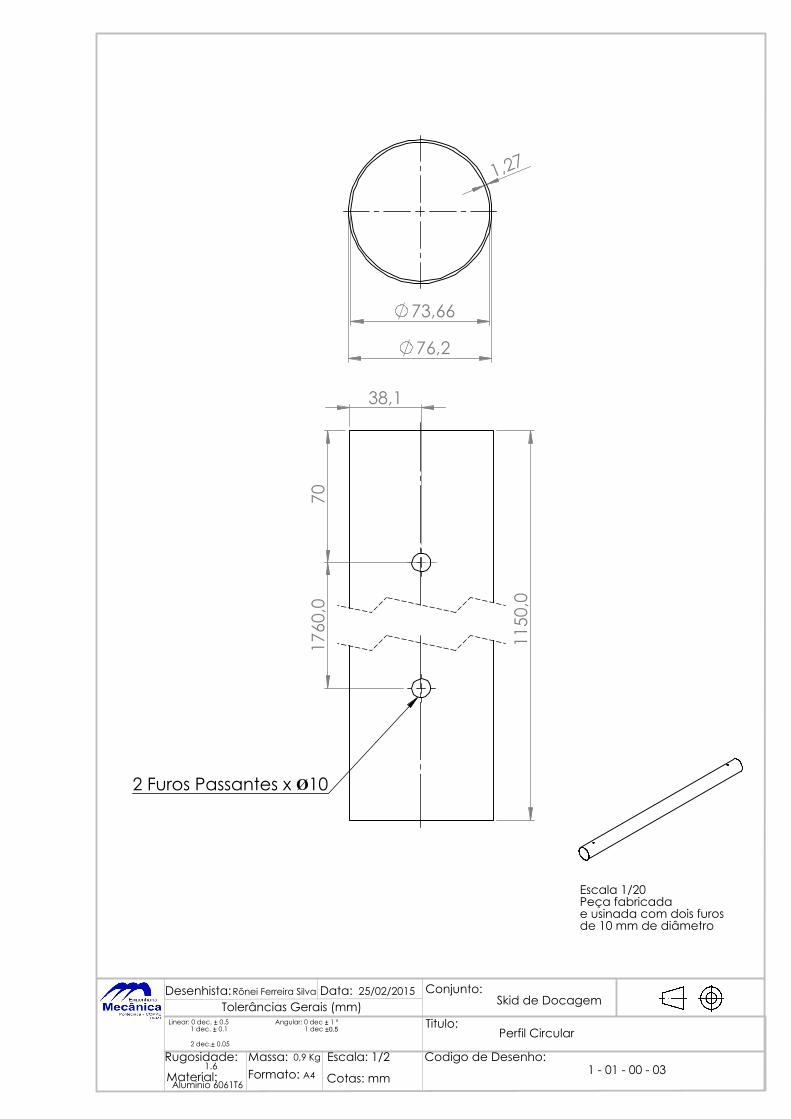
76,2
1,27
73,66
115
0,0
70
38,1
176
0,0
2 Furos Passantes x Ø10
0,9 Kg
Escala 1/20Peça fabricadae usinada com dois furos de 10 mm de diâmetro
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/2Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aluminio 6061T6
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Perfil Circular
1 - 01 - 00 - 03
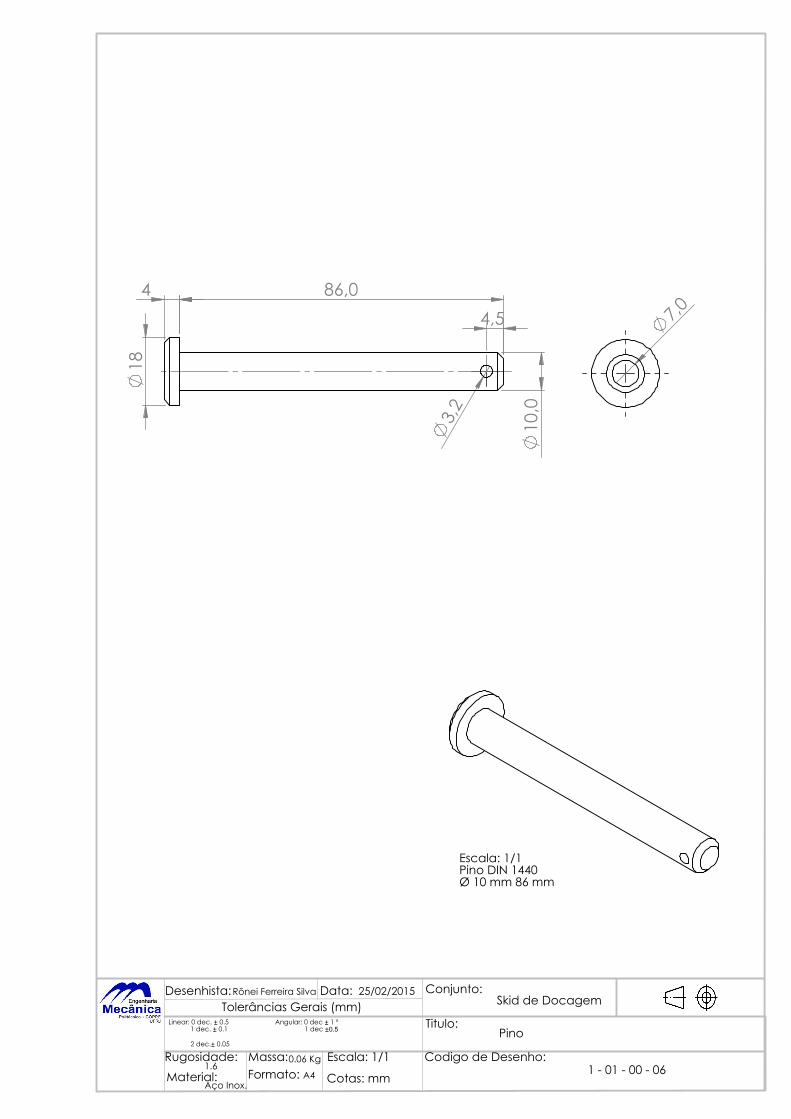
86,0 4
10
,0
18
3,
2
4,5
7,0
0.06 Kg
Escala: 1/1Pino DIN 1440 Ø 10 mm 86 mm
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/1Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aço Inox.
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Pino
1 - 01 - 00 - 06

Escala 1/2076,2 mm x 76,2 mm x 3,17 mm Comprimento 2100 mm
76,2 (3")
3,17(1/8")
2100
89,6
40
190
10x190 (1900)
30 Furos Passantes x Ø 30
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/5Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aluminio 6061T6
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa: 4,9 Kg
Skid de Docagem
Viga Transversal
1- 02 - 01 - 01
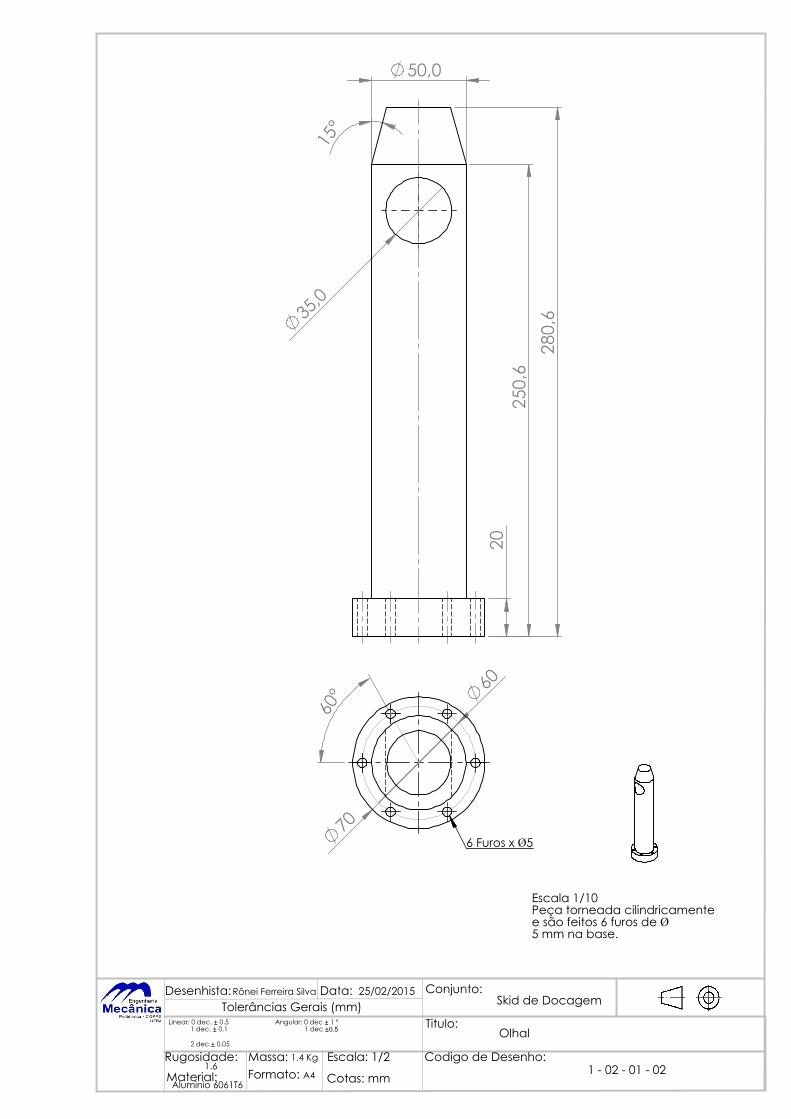
20
35
,0
50,0
250
,6 2
80,6
15°
70
60
60°
6 Furos x Ø5
1.4 Kg
Escala 1/10Peça torneada cilindricamente e são feitos 6 furos de Ø5 mm na base.
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/2Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aluminio 6061T6
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Olhal
1 - 02 - 01 - 02

50,8 (2")
25,
4 (1
")
3,17 ( 1/8")
362,6
45°
Escala 1/5 25,4 mm x 50,8mm x 3,17 mmComprimento 362,6 mmCortada com angulo de 45 º
0.26 Kg
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mmEscala: 1/2
Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aluminio 6061T6
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Viga U Lateral
1 - 02 - 01 - 03
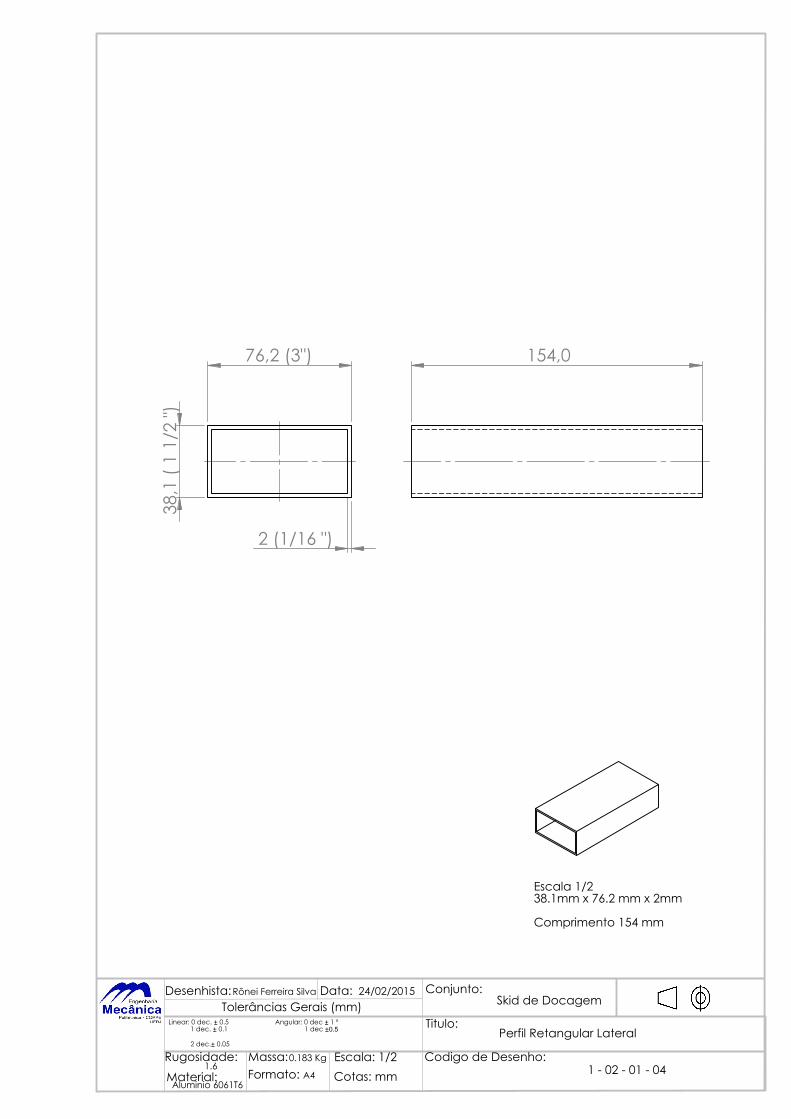
76,2 (3")
2 (1/16 ")
38,
1 ( 1
1/2
")
154,0
Escala 1/238.1mm x 76.2 mm x 2mm
Comprimento 154 mm
Desenhista:Rônei Ferreira Silva Data: 24/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mmEscala: 1/2
Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aluminio 6061T6
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Perfil Retangular Lateral
1 - 02 - 01 - 04 0.183 Kg
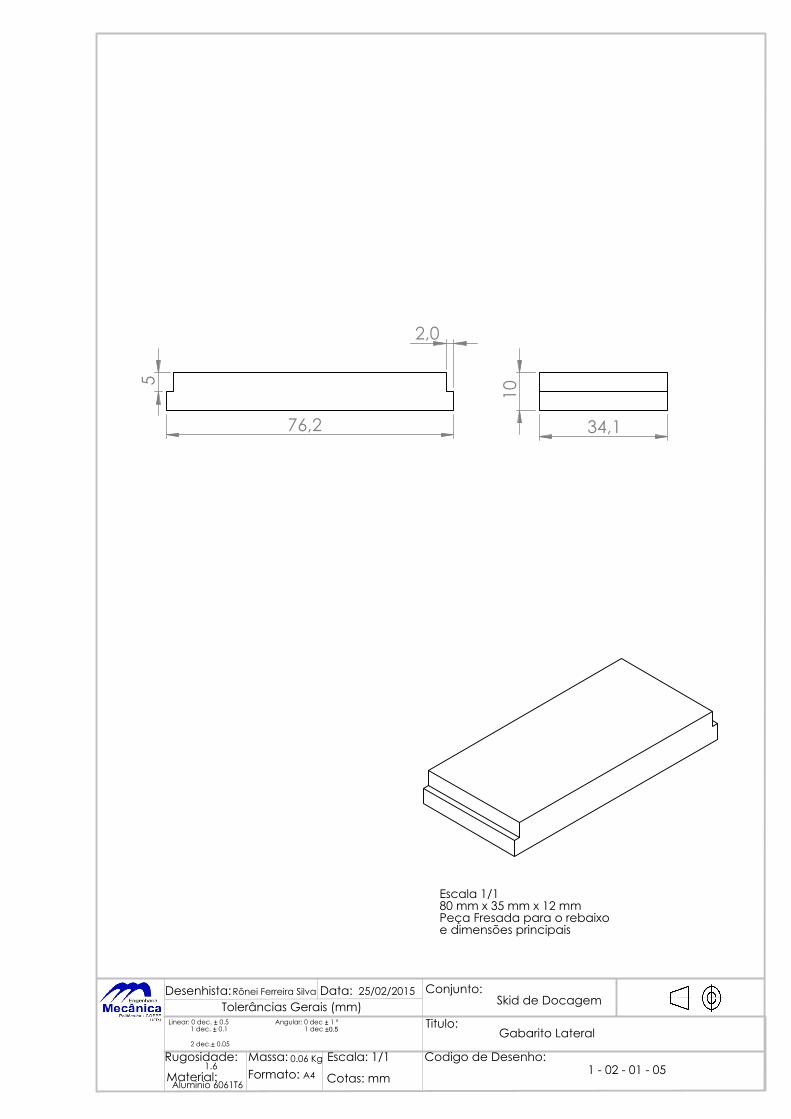
76,2
5
2,0
34,1
10
0.06 Kg
Escala 1/180 mm x 35 mm x 12 mmPeça Fresada para o rebaixo e dimensões principais
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/1Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aluminio 6061T6
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Gabarito Lateral
1 - 02 - 01 - 05
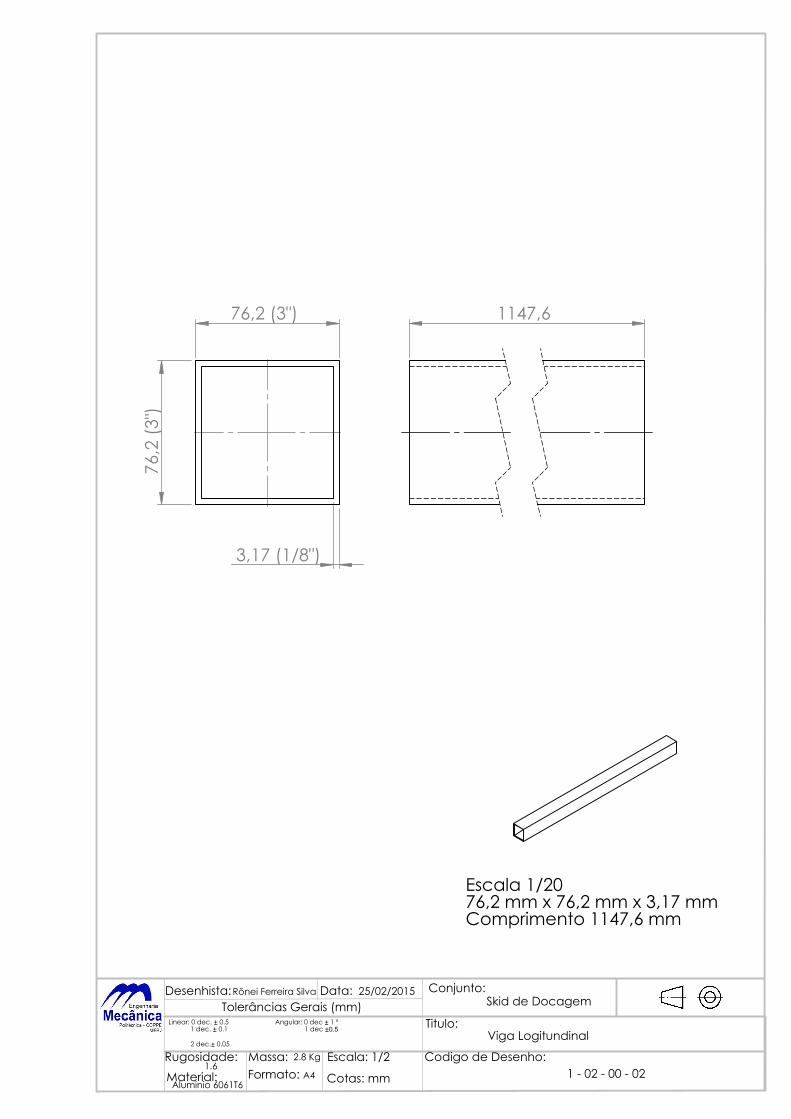
76,2 (3")
76,
2 (3
")
3,17 (1/8")
1147,6
2.8 Kg
Escala 1/2076,2 mm x 76,2 mm x 3,17 mmComprimento 1147,6 mm
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/2Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aluminio 6061T6
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Viga Logitundinal
1 - 02 - 00 - 02

31
200
10 180 35,00
45° 2 Furos x Ø8
Escala 1/5Ø 35 DIN 1440
1.5 Kg
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/2Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
SAE 1020
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Pino
1 - 02 - 00 - 03

69,
86
69,86
R10 2100
Escala 1/2070 mm x 70 mm x 2150 mm
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mmEscala: 1/5
Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
EPDM
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Flutuador Interno Perfil Transversal
1 - 02 - 00 - 044,9Kg
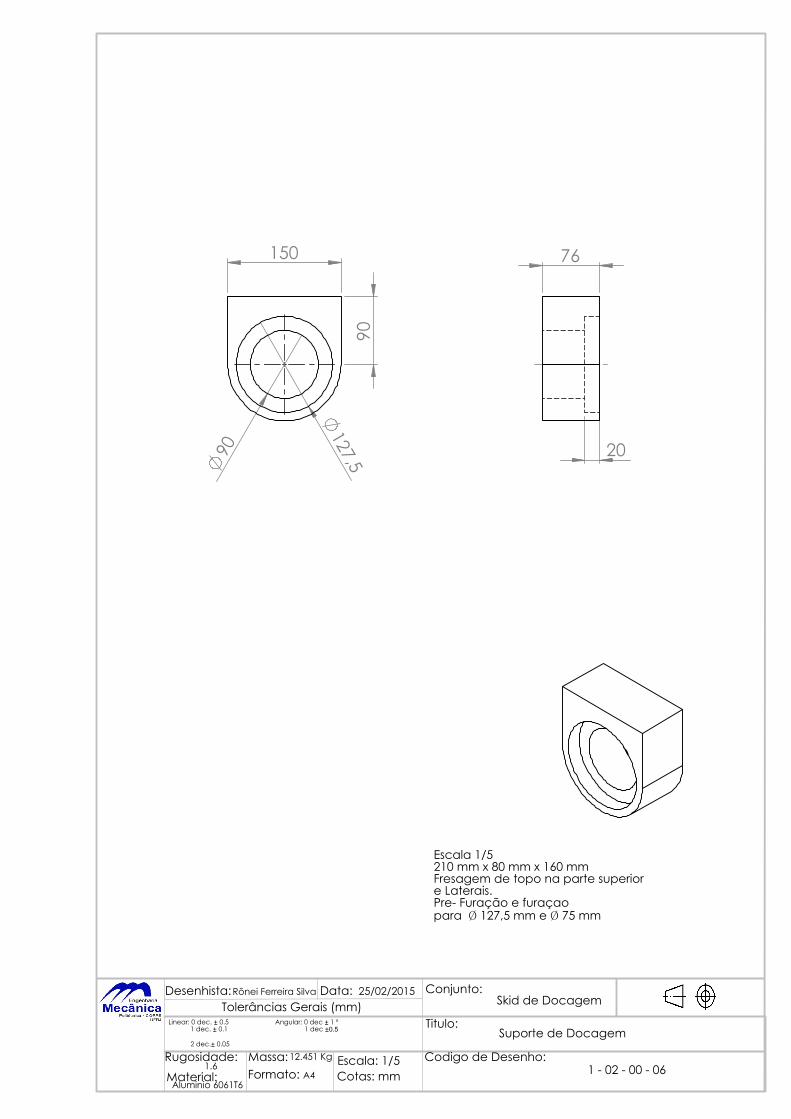
90
150
127,5
90
76
20
Escala 1/5210 mm x 80 mm x 160 mmFresagem de topo na parte superiore Laterais. Pre- Furação e furaçao para Ø 127,5 mm e Ø 75 mm
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mmEscala: 1/5
Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aluminio 6061T6
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Suporte de Docagem
1 - 02 - 00 - 0612.451 Kg
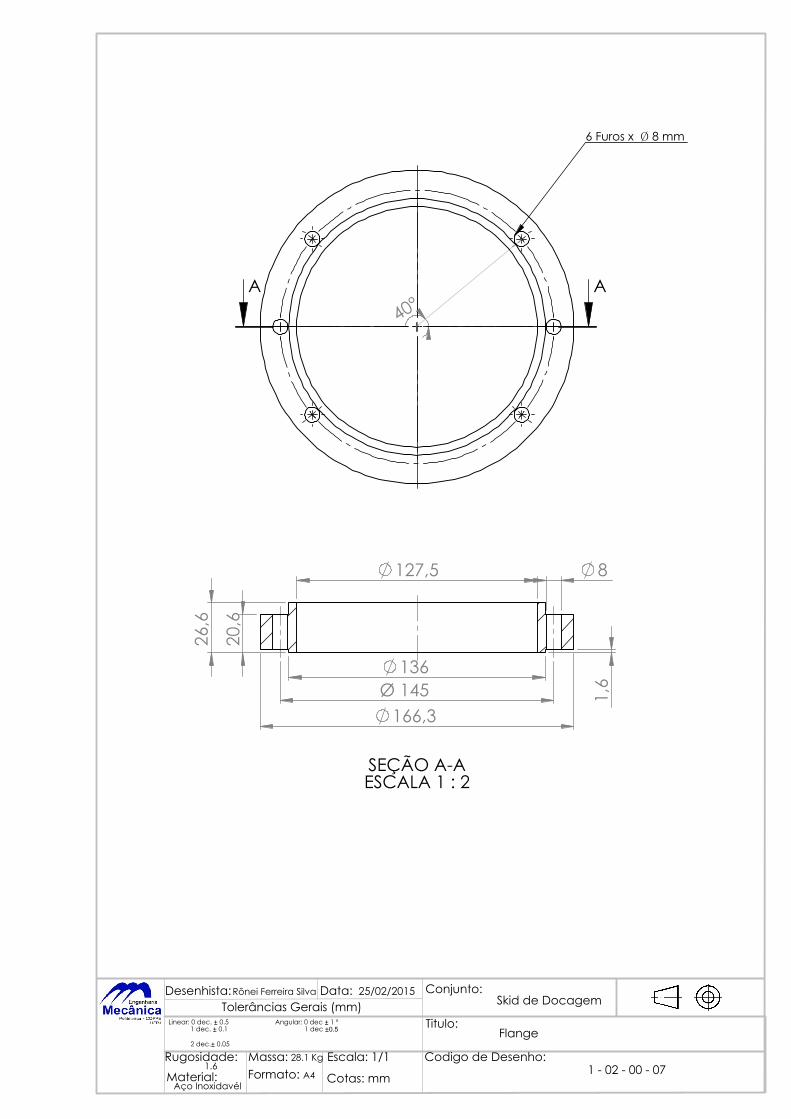
40° A A
6 Furos x Ø 8 mm
20,
6
26,
6
127,5
136
166,3 Ø 145
8 1
,6
SEÇÃO A-AESCALA 1 : 2
28.1 Kg
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/1Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aço Inoxidavél
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Flange
1 - 02 - 00 - 07
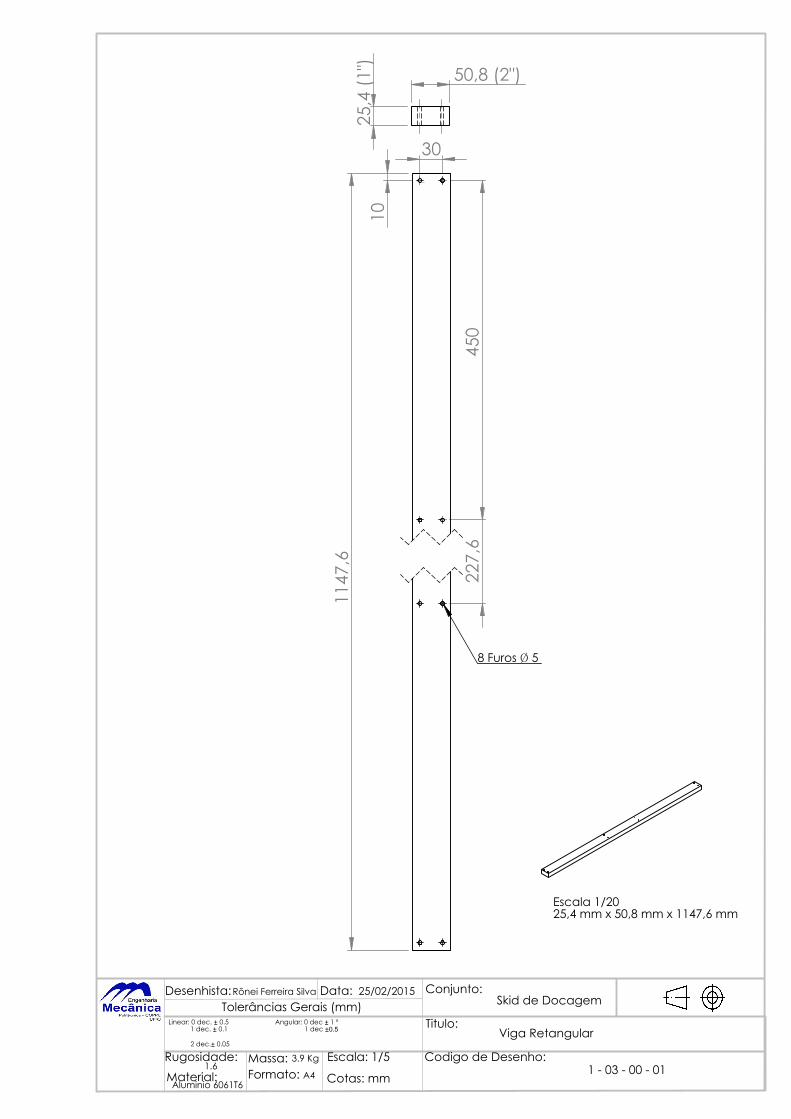
25,
4 (1
") 50,8 (2")
Escala 1/2025,4 mm x 50,8 mm x 1147,6 mm
114
7,6
10
30
450
2
27,6
8 Furos Ø 5
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/5Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aluminio 6061T6
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Viga Retangular
1 - 03 - 00 - 013.9 Kg

50,8 (2")
25,
4 (1
")
3,17 (1/16")
980,0
Escala 1/1032 mm x 90 mm x 2 mmComprimento 980 mm
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/2Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aluminio 6061T6
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Perfil U Flutuador Central
1 - 03 - 00 - 02 1.8 Kg

349,2
250
R10
275
13.6 Kg
Escala 1/10255 mm x 350 mm x 280 mm.
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/5Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
EPDM
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Flutuador Central
1 - 03 - 00 - 03
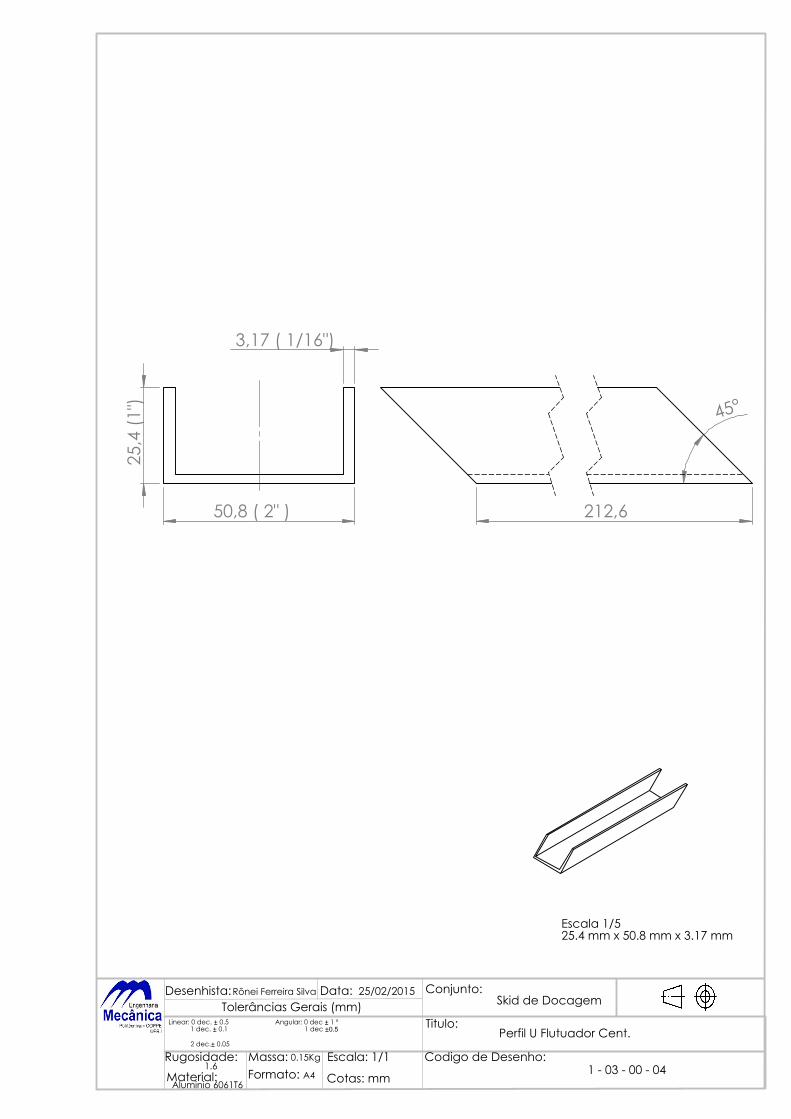
50,8 ( 2" )
25,
4 (1
")
3,17 ( 1/16")
212,6
45°
0.15Kg
Escala 1/525.4 mm x 50.8 mm x 3.17 mm
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/1Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aluminio 6061T6
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Perfil U Flutuador Cent.
1 - 03 - 00 - 04
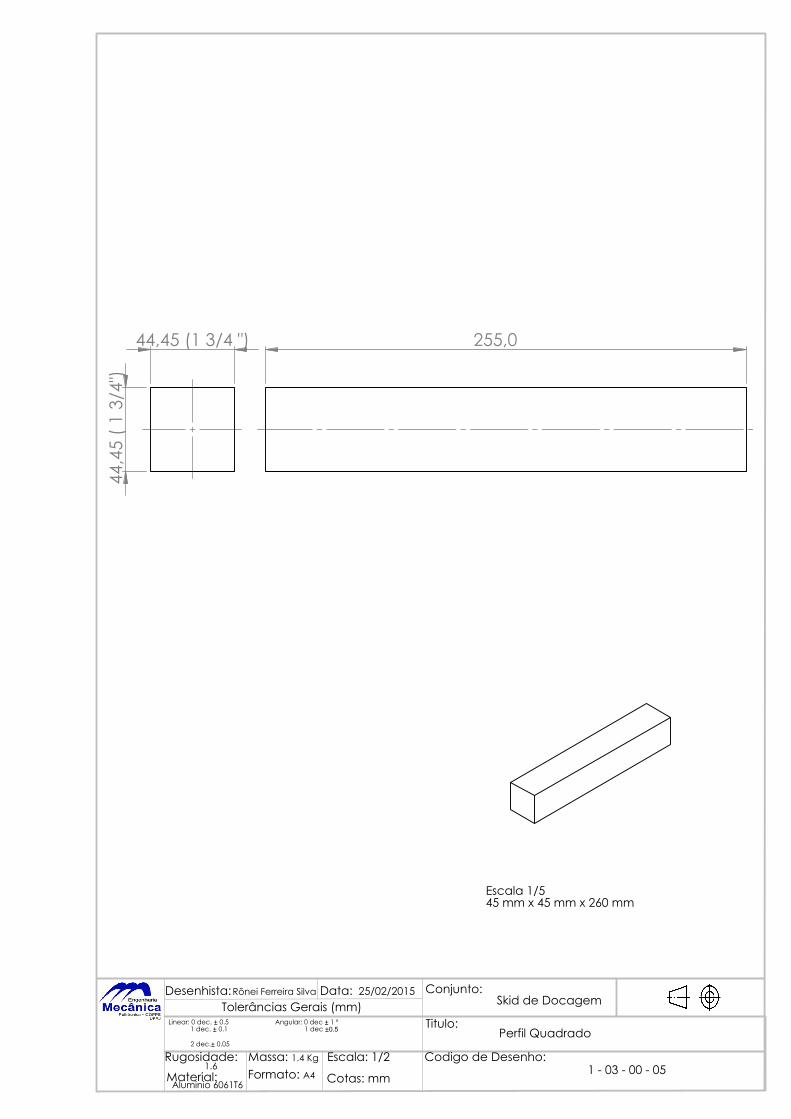
44,45 (1 3/4 ")
44,
45 (
1 3/
4")
255,0
1.4 Kg
Escala 1/545 mm x 45 mm x 260 mm
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/2Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aluminio 6061T6
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Perfil Quadrado
1 - 03 - 00 - 05

50,8
475
,0
10,4 30
455
4 Furos x Ø 5 5
0.1 Kg
Escala 1/5Chapa Usinada e com 4 furosde Ø 5 mm
Desenhista:Rônei Ferreira Silva Data: 25/02/2015
Angular: 0 dec ± 1 º 1 dec ±0.5
Cotas: mm
Escala: 1/2Formato: A4
Rugosidade: Material:
Conjunto:
Titulo:
Codigo de Desenho:1.6
Aluminio 6061T6
Tolerâncias Gerais (mm)Linear: 0 dec. ± 0.5 1 dec. ± 0.1
2 dec.± 0.05 Massa:
Skid de Docagem
Chapa Solda
1 - 03 - 00 - 06

912
,1
1373,2
210
0
1224
1050
Detalhe A
Detalhe A Escala 1: 5
3
1
2
3 2 1
2300
314
,8
316
,7
280
,6
1030,5
1,0GWTA4x
Escala 1:20
A
TÍTULO:
Skid de Docagem
Escola Politecnica de EngenhariaDepartamento de Engenheria Mecânica Graduação em Engenharia Mecânica
Escala: 1/5 Cota: mm
Massa:394,2 kg Formato: A1
Aluno: Rônei Ferreira Silva
Orientador: Vitor Ferreira RomanoProduto: Conjunto do Skid Numero: 1 - 00 - 00
Data:25/02/15
Pos. Qtd. Denominação Material Dimensão/Obs.
Tolerância
Revisão: Pagina:01/06
Linear: 0 dec. ± 0.5 1 dec. ± 0.1 2 dec.± 0.05
Angular: 0 dec ± 1 º 1 dec ±0.5°
1 1 Mesa de Apoio ........................ ...............................................
2 1 Conj. Skid ......................... ...............................................
3 1 Estr. Flutuador ......................... ..............................................

101,6
101
,6
A
A
Detalhe A
1
2
3
2300
314
,8
Detalhe BSEÇÃO A-A
ESCALA 1 : 10
5
6
Detalhe BEscala 1 : 2
B B
4
Pino Inserido atraves do cilindro e do gabarito e fixado pelo contra pino
Detalhe AEscala 1 : 2
1373,2
1170
125
6,7
SEÇÃO B-B ESCALA 1 : 2
5
Seção B - BEscala 1 : 2
Revisão: A
TÍTULO:
Skid de Docagem
Escola Politecnica de EngenhariaDepartamento de Engenheria Mecânica Graduação em Engenharia Mecânica
Escala: 1/20 Cota: mm
Massa: 50,2 kg Formato: A1
Aluno: Rônei Ferreira SilvaOrientador: Vitor Ferreira Romano
Produto: Mesa de Apoio Numero: 1 - 01 - 00 - 00
Data: 25/02/15
Pos. Qtd. Denominação Material Dimensão / Obs.
Tolerância
Pagina: 02/06
Linear: 0 dec. ± 0.5 1 dec. ± 0.1 2 dec.± 0.05
Angular: 0 dec ± 1 º 1 dec ±0.5°
1 2 Per. Mes. Ap. Aluminio 6061 T6 ......................................
2 2 Borracha EPDM 76,2 x 73,66 x 1,27
3 2 Perfil Circu. Aluminio 6061 T6 Ø 10 mm x 76,2 mm
4 4 Contra-Pino Aço Inox. Ø 3,2 mm x 20 mm
5 10 Gabarito Aluminio 6061 T6 101,6 x 101,6 x 101,6
6 4 Pino Aço Inox. Ø 10 mm x 86 mm
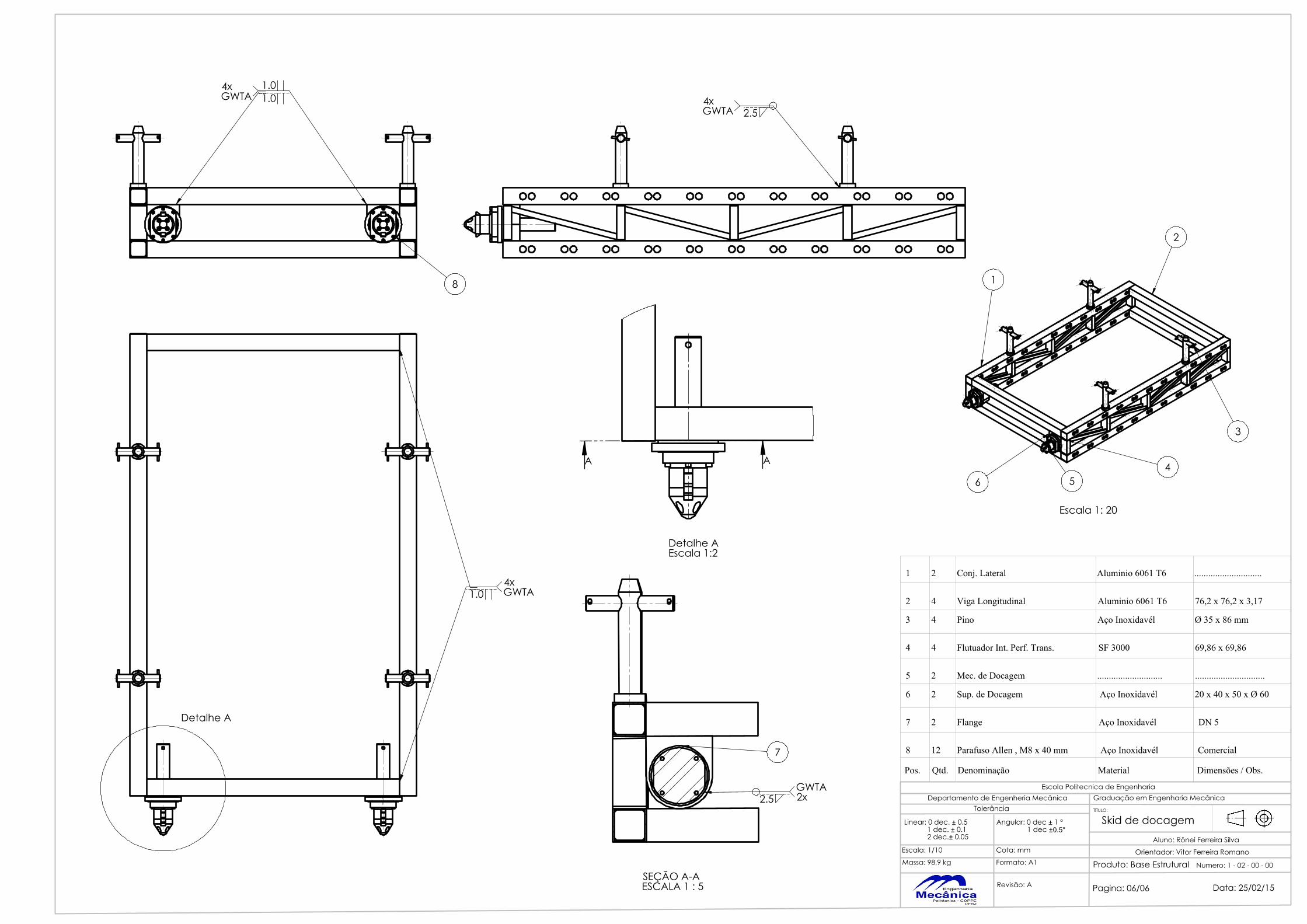
8
1.01.0
4xGWTA
Detalhe A
1.04x GWTA
2.54xGWTA
A A
Detalhe AEscala 1:2
1
2
5
3
46
SEÇÃO A-A ESCALA 1 : 5
7
2.5GWTA2x
1 2 Conj. Lateral Aluminio 6061 T6 .............................
2 4 Viga Longitudinal Aluminio 6061 T6 76,2 x 76,2 x 3,17
3 4 Pino Aço Inoxidavél Ø 35 x 86 mm
4 4 Flutuador Int. Perf. Trans. SF 3000 69,86 x 69,86
5 2 Mec. de Docagem ............................ ..............................
6 2 Sup. de Docagem Aço Inoxidavél 20 x 40 x 50 x Ø 60
7 2 Flange Aço Inoxidavél DN 5
8 12 Parafuso Allen , M8 x 40 mm Aço Inoxidavél Comercial
Escala 1: 20
TÍTULO:
Skid de docagem
Escola Politecnica de EngenhariaDepartamento de Engenheria Mecânica Graduação em Engenharia Mecânica
Escala: 1/10 Cota: mm
Massa: 98,9 kg Formato: A1
Aluno: Rônei Ferreira Silva
Orientador: Vitor Ferreira Romano
Produto: Base Estrutural
Data: 25/02/15
Pos. Qtd. Denominação Material Dimensões / Obs.
Revisão: A Pagina: 06/06
Linear: 0 dec. ± 0.5 1 dec. ± 0.1 2 dec.± 0.05
Angular: 0 dec ± 1 º 1 dec ±0.5°
Tolerância
Numero: 1 - 02 - 00 - 00
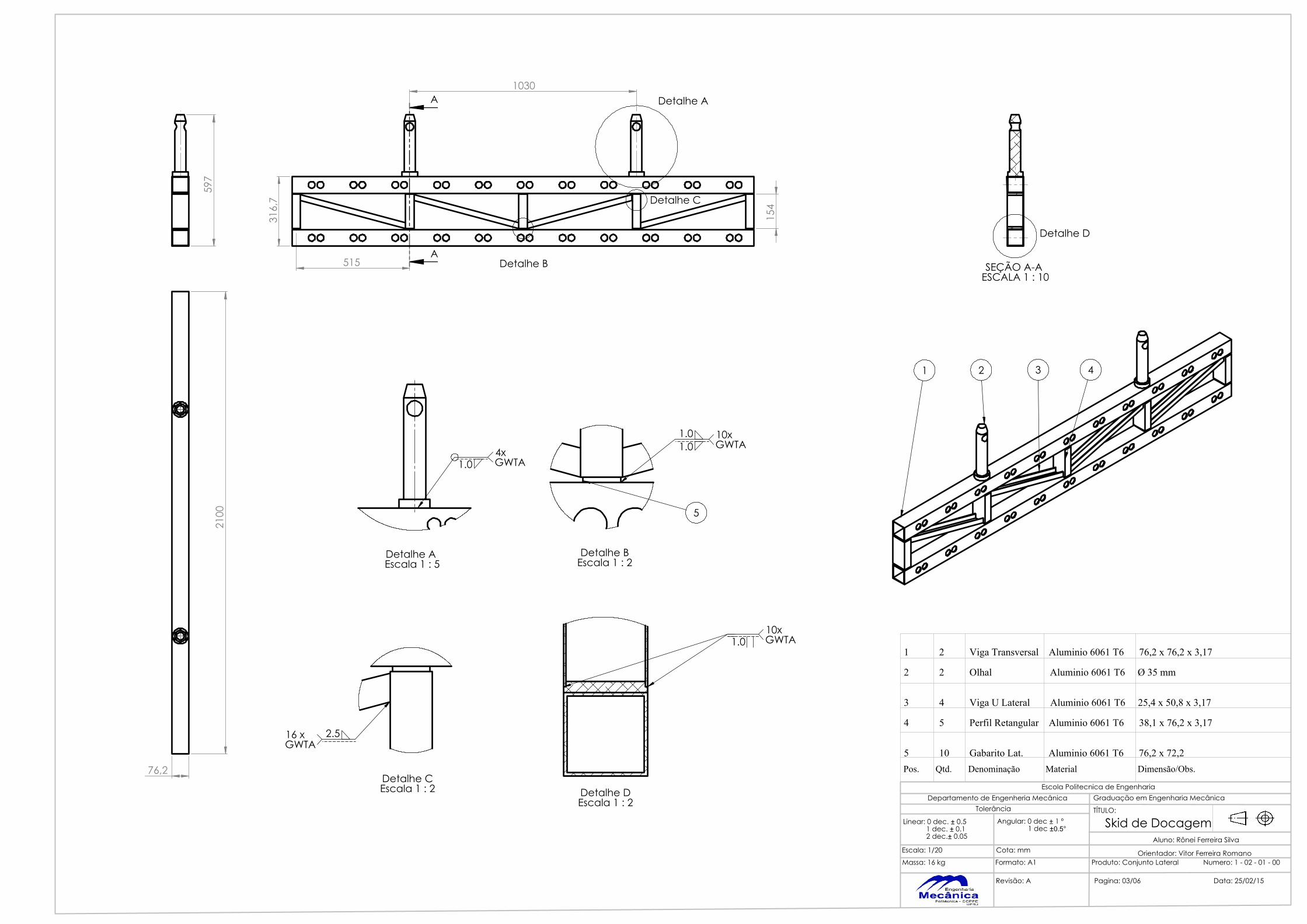
597
316
,7
154
1030
515
Detalhe A
Detalhe B
Detalhe C
A
A
210
0
76,2
1 2 3 4
Detalhe A Escala 1 : 5
1.04xGWTA
5
Detalhe BEscala 1 : 2
1.01.0
10xGWTA
Detalhe CEscala 1 : 2
2.516 xGWTA
Detalhe D
SEÇÃO A-A ESCALA 1 : 10
Detalhe DEscala 1 : 2
1.010xGWTA
TÍTULO:
Skid de Docagem
Escola Politecnica de EngenhariaDepartamento de Engenheria Mecânica Graduação em Engenharia Mecânica
Escala: 1/20 Cota: mm
Massa: 16 kg Formato: A1
Aluno: Rônei Ferreira Silva
Orientador: Vitor Ferreira RomanoProduto: Conjunto Lateral Numero: 1 - 02 - 01 - 00
Data: 25/02/15
Pos. Qtd. Denominação Material Dimensão/Obs.
Tolerância
Revisão: A Pagina: 03/06
Linear: 0 dec. ± 0.5 1 dec. ± 0.1 2 dec.± 0.05
Angular: 0 dec ± 1 º 1 dec ±0.5°
1 2 Viga Transversal Aluminio 6061 T6 76,2 x 76,2 x 3,17
2 2 Olhal Aluminio 6061 T6 Ø 35 mm
3 4 Viga U Lateral Aluminio 6061 T6 25,4 x 50,8 x 3,17
4 5 Perfil Retangular Aluminio 6061 T6 38,1 x 76,2 x 3,17
5 10 Gabarito Lat. Aluminio 6061 T6 76,2 x 72,2
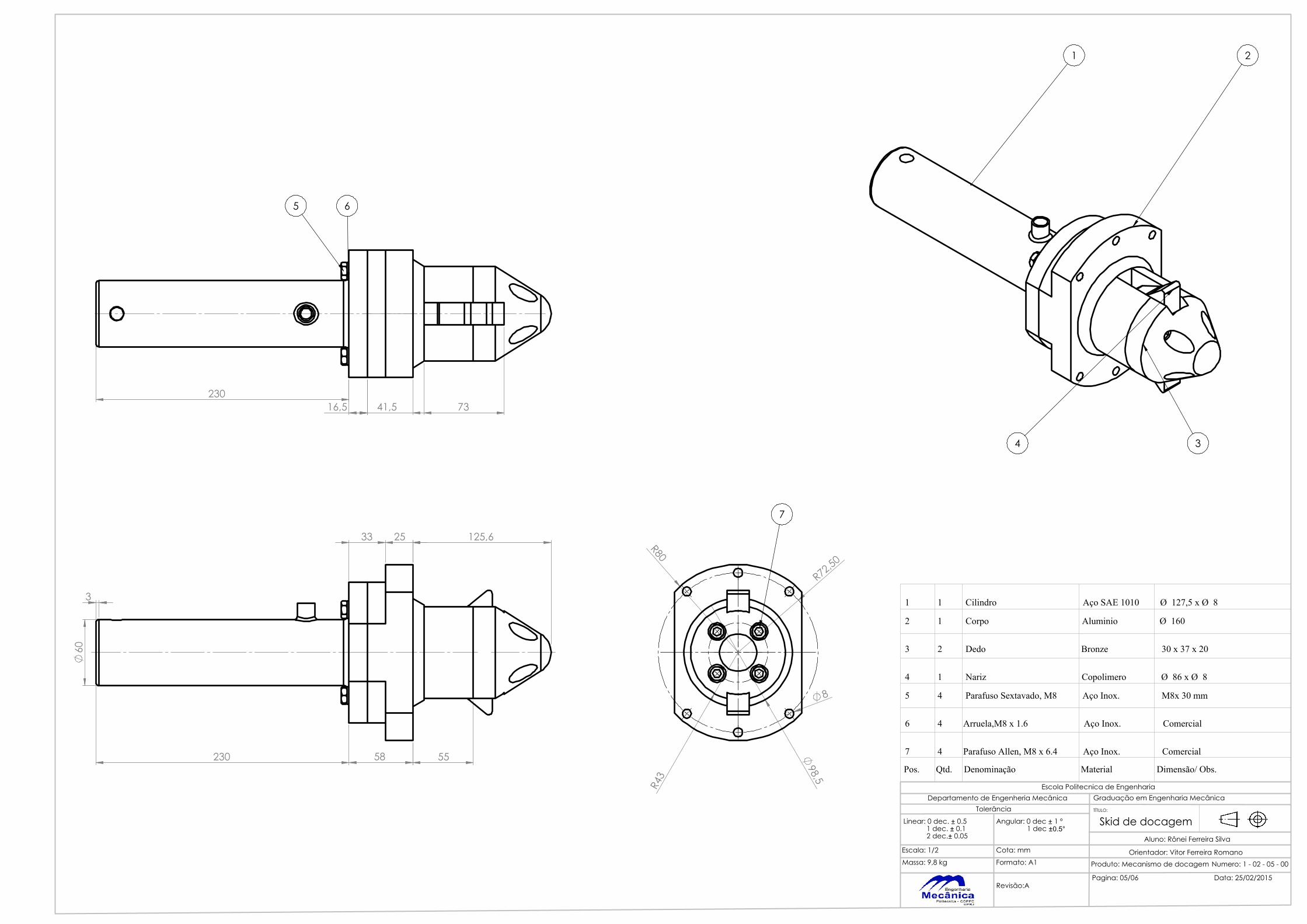
1 2
4 3
60
3
33 25
55 230 58
125,6
R43
98,5
R80
8
R72,50
7
230 16,5 41,5 73
5 6
TÍTULO:
Skid de docagem
Escola Politecnica de EngenhariaDepartamento de Engenheria Mecânica Graduação em Engenharia Mecânica
Tolerância
Escala: 1/2 Cota: mm
Massa: 9,8 kg Formato: A1
Aluno: Rônei Ferreira Silva
Orientador: Vitor Ferreira RomanoProduto: Mecanismo de docagem
Data: 25/02/2015Revisão:A
Pagina: 05/06
Linear: 0 dec. ± 0.5 1 dec. ± 0.1 2 dec.± 0.05
Angular: 0 dec ± 1 º 1 dec ±0.5°
Numero: 1 - 02 - 05 - 00
1 1 Cilindro Aço SAE 1010 Ø 127,5 x Ø 8
2 1 Corpo Aluminio Ø 160
3 2 Dedo Bronze 30 x 37 x 20
4 1 Nariz Copolimero Ø 86 x Ø 8
5 4 Parafuso Sextavado, M8 Aço Inox. M8x 30 mm
6 4 Arruela,M8 x 1.6 Aço Inox. Comercial
7 4 Parafuso Allen, M8 x 6.4 Aço Inox. Comercial
Pos. Qtd. Denominação Material Dimensão/ Obs.
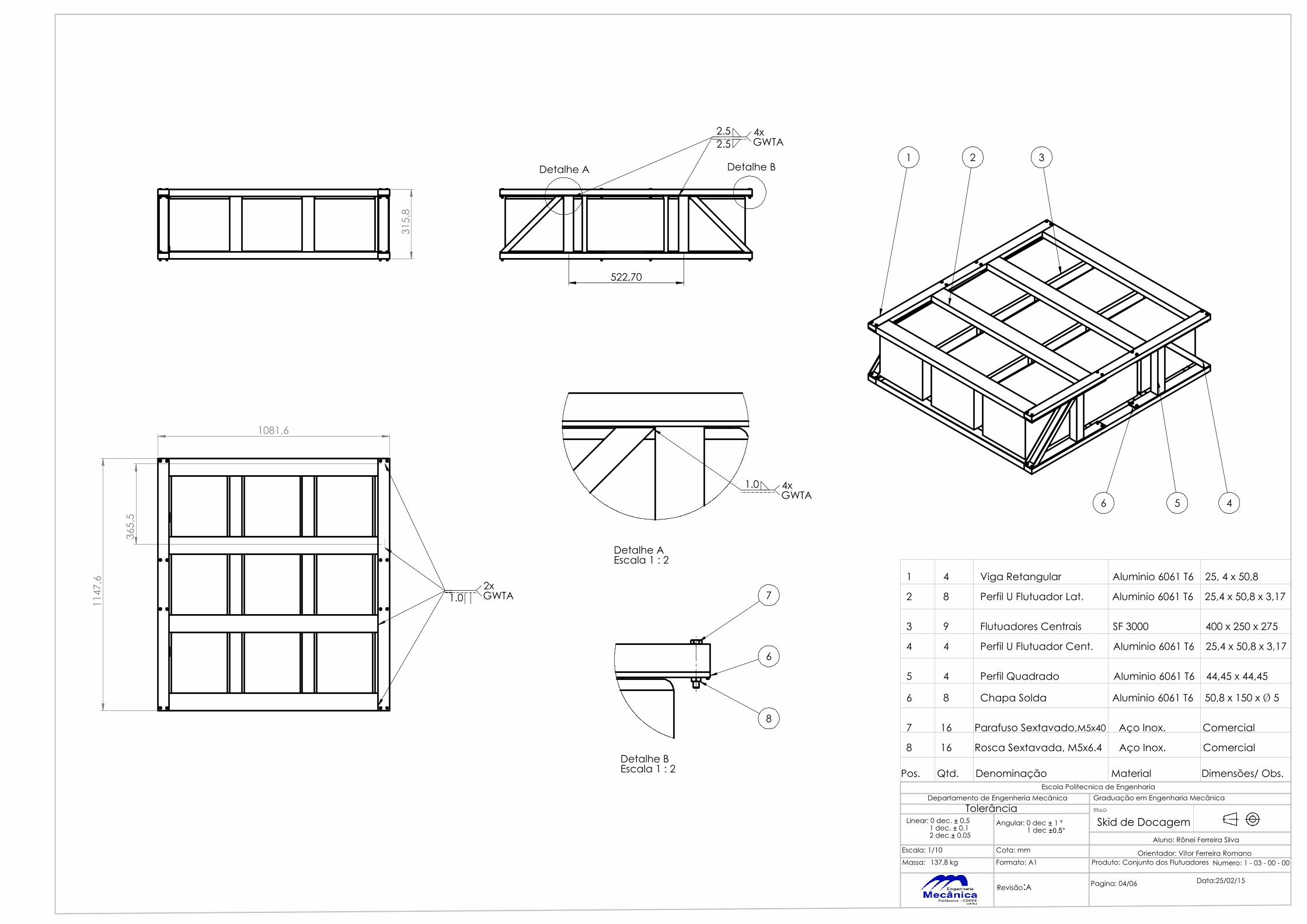
315
,8
114
7,6
1081,6
365
,5
1.02xGWTA
522,70
Detalhe BDetalhe A
2.52.5
4xGWTA
1
56 4
2 3
7
8
6
Detalhe B Escala 1 : 2
Detalhe A Escala 1 : 2
1.0 4xGWTA
1 4 Viga Retangular Aluminio 6061 T6 25, 4 x 50,8 2 8 Perfil U Flutuador Lat. Aluminio 6061 T6 25,4 x 50,8 x 3,17
3 9 Flutuadores Centrais SF 3000 400 x 250 x 275
4 4 Perfil U Flutuador Cent. Aluminio 6061 T6 25,4 x 50,8 x 3,17
5 4 Perfil Quadrado Aluminio 6061 T6 44,45 x 44,45
6 8 Chapa Solda Aluminio 6061 T6 50,8 x 150 x Ø 5
7 16 Parafuso Sextavado,M5x40 Aço Inox. Comercial
8 16 Rosca Sextavada, M5x6.4 Aço Inox. Comercial
137,8 kg
TÍTULO:
Skid de Docagem
Escola Politecnica de EngenhariaDepartamento de Engenheria Mecânica Graduação em Engenharia Mecânica
Escala: 1/10 Cota: mm
Massa: Formato: A1
Aluno: Rônei Ferreira Silva
Orientador: Vitor Ferreira RomanoProduto: Conjunto dos Flutuadores
Data:25/02/15
Pos. Qtd. Denominação Material Dimensões/ Obs.
Pagina: 04/06Revisão:A
Linear: 0 dec. ± 0.5 1 dec. ± 0.1 2 dec.± 0.05
Angular: 0 dec ± 1 º 1 dec ±0.5°
Tolerância
Numero: 1 - 03 - 00 - 00





























