Embed Size (px)
DESCRIPTION
passo a passo como confecionar um torninho paralelo
Citation preview

8
CAPÍTULO 1
1.1 Introdução
Ao longo do curso de engenharia, desafios serão propostos para execução prática e teórica dos alunos, visando melhorias e aperfeiçoamento na técnica da pesquisa e desenvolvimento de um projeto.
O torno em paralelo foi o desafio proposto para o quarto semestre de engenharia e visa aprimorar o conhecimento na área de materiais, processos de fabricação e montagem de uma máquina que embora simples, possui diversas peculiaridades.
Ao longo do projeto pudemos escolher materiais para confecção do trabalho, recebemos medidas que precisaram ser ajustadas para melhor funcionamento do produto final, fizemos cálculos provenientes de aulas para que pudéssemos mostrar não apenas na prática, mas o funcionamento real na teoria também. O torno em paralelo precisou ser adaptado para ser perfeito, com a mescla de materiais como aço carbono, alumínio, diferentes tipos de parafusos e roscas, tudo em seu devido lugar exerceu uma função e ao final o resultado foi o esperado.
O aparelho em si, remete à uma morsa, onde podemos pressionar um objeto para que ele possa ser cortado, lixado ou até mesmo perfurado de forma precisa, ao estar fixado com certa pressão, e isso é feito pelo custo de uma rosca que muito bem elaborada, pôde se tornar peça fundamental para o bom funcionamento do projeto.

9
1.2 Embasamento teórico
1.2.1 Torno
O torno já era usado pelos assírios, romanos e no Egito Antigo. Várias outras ferramentas também datam dessa antiguidade como a fresadora, a furadeira, a aplainadora, a retificadora, as máquinas CNC e o próprio torno moderno. Nessa máquina, pode ser confeccionada qualquer tipo de peça e componente mecânico, em qualquer forma geométrica. É no torno que se produz o maior número de obras em comparação com outras ferramentas. Essa eficiência faz dele fundamental para a civilização moderna. Antigamente, os objetos fabricados pelos tornos eram rodas, partes de bombas de água, cadeiras, mesas e utensílios domésticos. Naquela época, a madeira era mais usada que os metais, devido à facilidade de obtenção. Durante a Idade Média os tornos de vara foram muito utilizados. Era de fácil de montagem, permitindo aos artesões se deslocarem facilmente para lugares onde houvesse a matéria prima necessária para trabalharem.
Abaixo conseguimos identificar três tipos de tornos usados inicialmente pelo homem em momentos distintos. Primeiro vemos um torno de Arco, muito utilizado no antigo Império Romano, Ao centro vemos um torno de Vara, usado de forma mais expressiva na idade média. O terceiro exemplar se trata de um torno de Fuso, que foi utilizado a partir de 1600, tendo uma aplicação mais eficiente do que a de seus antecessores.
fonte: www.cimm.com.br/portal/noticia/exibir_noticia/5621-o-bom-e-velho-torno

10
No final do século 15, Leonardo da Vinci desenhou um torno que já utilizava uma roda. Mas esta era somente para inércia.
A necessidade por uma velocidade contínua de rotação fez com que fossem criados os Tornos de Fuso. Esses tornos necessitavam de duas pessoas para serem utilizados. As vezes mais, dependendo do tamanho do fuso.
Enquanto um servo girava a roda, o artesão utilizava suas ferramentas para dar forma ao material. Esse torno permitia que objetos maiores e com materiais mais duros fossem trabalhados.
Com o aparecimento das máquinas a vapor, no século 18, Henry Moudslay era um engenheiro e inventor inglês, criou o torno a vapor. A invenção diminui a quantidade e especialização da mão de obra. As máquinas de Moudslay podiam ser operadas por apenas uma pessoa.
Em 1906, as polias do torno já eram movimentadas por motor, e em 1925 o motor já é elétrico. Em 1960 surge o torno automático e já em 1978, o torno de CNC.
O torno de CNC substituiu os mecanismos usados para mover o cursor por microprocessadores. O uso de um painel permite que vários movimentos sejam programados e armazenados permitindo a rápida troca de programa.

11
1.2.2 Fresadora
As fresadoras são máquinas de movimento contínuo, destinadas a usinagem de materiais, onde se removem os cavacos por meio de uma ferramenta de corte chamada fresa, a operação de retirada de cavacos é chamada de fresamento. Desde que apareceram até hoje, tem apresentado uma evolução construtiva notável que permite uma faixa muito ampla de operações.
As fresadoras, para alcançar o maior rendimento, devem ter uma arquitetura que as torne sólidas, porque o mandril porta fresa é submetido a esforços notáveis de torção, pois a ferramenta ataca, com suas arestas cortantes, um amplo arco de material na superfície das peças. Tais esforços variam também com a intensidade, segundo uma frequência que pode redundar em vibrações danosas para a máquina, se esta não for suficientemente robusta.
. Uma das principais características da fresadora é a realização de uma grande variedade de trabalhos tridimensionais. O corte pode ser realizado em superfícies situadas em planos paralelos, perpendiculares, ou formando ângulos diversos: construir ranhuras circulares, elípticas, fresagem em formas esféricas, côncavas e convexas, com rapidez e precisão.
Fonte:http://pinto-teixeira.webnode.com/album/galeria-defotos/fresadora-universal-arno-usada-193190z0-jpg1/

12
Algumas das características que podem nos dar ideia da máquina estão citadas abaixo:
Comprimento e largura da mesa; Giro da mesa em ambos os sentidos; Máximo deslocamento longitudinal da mesa; Máximo deslocamento transversal da mesa; Máximo deslocamento vertical do suporte da mesa; Máxima altura da superfície da mesa em relação ao eixo principal; Maiores e menores números de RPM do eixo principal; Avanços da mesa em mm/minuto; Velocidade e potencia do motor; Peso que a maquina suporta sobre a mesa.
Estas características são as que permitem identificar a máquina nos catálogos comerciais, onde são explicadas com detalhes. A operação de fresamento se diferencia onde a ferramenta gira, proporcionando o corte. A mesa, na qual a peça é fixada, pode controlar os movimentos de avanço deixando a peça de acordo com o projeto

13
CAPÍTULO 2
2.1 Materiais e Design
O elemento químico Alumínio, apresenta-se em condições ambientes como um metal sólido, de baixa densidade, macio e extremamente resistente. Quando impuro possui um aspecto cinza prateado e fosco, o que se deve a uma fina camada de óxidos que rapidamente se forma em sua superfície quando exposto ao ar. Sua densidade é aproximadamente um terço da do aço. É um metal extremamente maleável (só perde para o ouro na capacidade de formar lâminas) e dúctil, apresentando também uma grande resistência à corrosão, devido mais uma vez à sua camada protetora de óxido. É altamente resistente ao calor, tendo sua aplicação comum em panelas de cozinha. A história do alumínio é muito vasta, tendo raízes na Roma antiga, quando se empregava a pedra-ume como mordente em tinturarias, que se tratava de um sal duplo de alumínio e potássio. O isolamento inaugural do alumínio é atribuído a Friedrich Wöhler, o que teria ocorrido em 1827. O nome alumínio foi atribuído a Humphrey Davy em 1827.
O alumínio é um metal encontrado em abundância na crosta terrestre, aproximadamente 8%, mas raramente é encontrado em sua forma livre. Suas atuais aplicações industriais são recentes, sendo produzido em escala industrial e difundido no mundo todo somente a partir do final do século XIX. Quando descoberto constatou-se que a sua separação das rochas que o continha era dispendiosa e complexa. Assim, durante algum tempo, fora considerado um metal precioso, chegando a ser considerado mais valioso do que o ouro ou qualquer outro metal. Conta-nos a história que a nobreza alimentavam-se com talheres de alumínio, enquanto que talheres de prata eram utilizados pelos serviçais.
Com o avanço dos processos industriais de obtenção, os preços foram baixando, até que em 1889 houve uma queda ainda mais pronunciada, o que se deu devido à descoberta anterior de um método relativamente simples de extração do metal. Hoje, um dos fatores que promovem a sua utilização e estabilidade de seu valor econômico é a sua reciclagem.
Em relação ao seu processo de obtenção, várias etapas foram incorporados aos métodos tradicionais. Henri Deville, em 1859, promoveu melhorias no processo de obtenção do alumínio quando substituiu o potássio por sódio e o cloreto de simples por duplo. Posteriormente, ainda mais se avançou na extração deste metal a partir de seu mineral. Com o processo Bayer, descoberto ainda no mesmo ano, permitiu a obtenção e difusão do alumínio para uma diversidade maior de aplicações sequer imaginadas na época. Entretanto, a obtenção do alumínio a partir de sua reciclagem, a partir da década de 1960, se generalizou em muitos países, por razões econômicas e ambientais.
No fim, ao usar o alumínio como componente principal na construção do corpo do projeto, o mesmo ficou com a seguinte forma:

14
Figura 2.1: Vista completa da peça, mostrando sua parte frontal, superior e lateral esquerda.
Figura 2.2: Acima conseguimos observar com detalhes a parte de baixo do torno paralelo montado.

15
2.2 Orçamento
Ao iniciar o projeto, tem-se em mente o menor custo possível com materiais, para otimização do processo e custo benefício do mesmo. Ao escolher o alumínio como material de maior quantidade, o mesmo foi submetido à testes para obtenção do resultado de resistência e maleabilidade do metal, que foi de mais fácil confecção e deu um acabamento mais refinado ao produto final.
Abaixo vemos o custo não apenas do alumínio mas de todos os componentes do projeto, que tiveram pesquisas de preço feitas em diversas lojas de departamento e com fornecedores dos metais empregados, para que no final, pudesse ser feita a escolha do que tivesse melhor qualidade e menor custo.
Material Aplicação Custo
Alumínio quadrado 50 mm x 50mm x 180mm
Confecção de manípulo móvel e fixo
R$ 22,50
Eixo em aço inóx ø10 mm x 105 mm Confecção de eixo do manípulo R$ 2,50Chapa aço carbono 46 mm x 6 mm x
140 mmConfecção da chapa guia e
corrediça R$ 3,00Eixo em aço carbono ø20 mm x 145
mm Confecção de fuso R$ 2,80Parafusos m4 x 12 mm e pino mm x
40mmFixação chapa guia e mordente
móvel R$ 0,55
Total :R$
31,35

16
2.3 Procedimentos de Montagem

17
CAPÍTULO 3
3.1 Cálculos
Os cálculos estão divididos pelas operações das fichas de processos de cada
peça. Os dados obtidos para a realização dos cálculos estão relacionados aos
dados experimentais, dados de equipamentos e ferramentas, usados para
usinagem dos materiais, por meio de pesquisas sobre especificação técnica de
cada item. As operações que possuem as mesmas informações, estão
apresentadas somente em um cálculo, sendo mostrado os números de todas
operações que estão relacionadas.
Peça: Parafuso (8)
Dimensão bruta: Ø 20 x 145 mm
Material: Aço carbono 1010/20
Operação 1
Cortar peça no comprimento de 134mm.
Velocidade de corte (V c) = 54 m/min
Força específica de corte (K c) = 1500 N /mm2
Tempo de operação (t c): 139 s = 2,32 min
V f=¿ I ftc
→ V f=202,32 → V f=8,62mm/min
n=¿ V c∗1000π∗d
→ n=¿ 54∗10003,14∗20 → n=860 RPM
f=¿ V f
n → f=¿
8,62860 → f=0,01mm/rot
F c=¿ a p∗f∗K c → F c=¿ 1∗0,01∗1500 → F c=15N

18
Pc=F c∗V c
60000 → Pc=¿ 15∗5460000 → Pc=0,01 kW
Q=ap∗f∗V c → Q=1∗0,01∗54 → Q=0,54 cm3/min
Operação 2
Prender peça com 82 mm para fora da placa, facear comprimento em desbaste
de 134 mm para 133,5 mm.
Velocidade de Corte (V c): 200 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,15 mm/rot
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 20 mm
n=¿ V c∗1000π∗d
→ n=¿ 200∗10003,14∗20 → n=3184 RPM , nmax=1860 RPM
V f=¿ f∗n → V f=¿ 0,15∗1860 → V f=¿ 279mm/min
t c=¿ I fV f
→ t c=¿ 20279 → t c=0,07min ¿4 s
F c=¿ a p∗f∗K c → F c=0,5∗0,15∗1500 → F c=112,5N
Pc=F c∗V c
60000 → Pc=¿ 112,5∗20060000 → Pc=0,375 kW
Q=ap∗f∗V c → Q=0,5∗0,15∗200 → Q=15 cm3/min
Operação 3
Facear comprimento em acabamento de 133,5 mm para 133 mm.

19
Velocidade de Corte (V c): 300 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,1 mm/rot
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 20 mm
n=¿ V c∗1000π∗d
→ n=¿ 300∗10003,14∗20 → n=4777 RPM , nmax=1860 RPM
V f=¿ f∗n → V f=¿ 0,1∗1860 → V f=186mm /min
t c=¿ I fV f
→ t c=¿ 20186 → t c=0,11min ¿6 s
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗1500 → F c=75N
Pc=F c∗V c
60000 → Pc=¿ 75∗30060000 → Pc=0,375 kW
Q=ap∗f∗V c → Q=0,5∗0,1∗300 → Q=15 cm3/min
Operação 4
Tornear Ø 20 mm em desbaste para Ø18,5 mm, usinando comprimento 75 mm.
Velocidade de Corte (V c): 200 m/min
Profundidade (a p): 1 mm
Avanço (f ): 0,15 mm/rot
Força específica de corte (K c) = 1500 N /mm2
Repetição de operação (ro) = 2
Percurso da usinagem (I f ): 75 mm
n=¿ V c∗1000π∗d
→ n=¿ 200∗10003,14∗18,5 → n=3443RPM , nmax=1860 RPM

20
V f=¿ f∗n → V f=¿ 0,15∗1860 → V f=¿ 279mm/min
t c=¿ I fV f
→ t c=75279 → t c=0,27min ¿16 s * ro=16∗2=32 s
F c=¿ a p∗f∗K c → F c=1∗0,15∗1500 → F c=225N
Pc=F c∗V c
60000 → Pc=¿ 225∗20060000 → Pc=0,75kW
Q=ap∗f∗V c → Q=1∗0,15∗200 → Q=30 cm3/min
Operação 5
Tornear diâmetro em acabamento para Ø 18 mm.
Velocidade de Corte (V c): 300 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,1 mm/rot
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 75 mm
n=¿ V c∗1000π∗d
→ n=¿ 300∗10003,14∗18 → n=5307RPM , nmax=1860 RPM
V f=¿ f∗n → V f=¿ 0,1∗1860 → V f=186mm /min
t c=¿ I fV f
→ t c=¿ 75186 → t c=0,4min ¿24 s
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗1500 → F c=75N
Pc=F c∗V c
60000 → Pc=¿ 75∗30060000 → Pc=0,375 kW
Q=ap∗f∗V c → Q=0,5∗0,1∗300 → Q=15 cm3/min
Operação 6

21
Sangrar Ø 18 mm para Ø 13 mm nos comprimentos 24 x 27 mm.
Velocidade de Corte (V c): 10 m/min
Profundidade (a p): 2 mm
Tempo de operação (t c): 115 s = 1,92 min
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 2,5 mm
n=¿ V c∗1000π∗d
→ n=¿ 10∗10003,14∗13 → n=245RPM , nmax=230 RPM
V f=¿ I ftc
→ V f=2,51,92 → V f=1,30mm/min
f=V f
n → f=¿ 1,30245 → f=0,005mm /min
F c=¿ a p∗f∗K c → F c=2∗0,005∗1500 → F c=15N
Pc=F c∗V c
60000 → Pc=¿ 15∗1060000 → Pc=0,0025kW
Q=ap∗f∗V c → Q=2∗0,005∗10 → Q=0,1cm3/min
Operação 7
Soltar peça e inverter o lado de usinagem, prender com 111 mm para fora da
placa, facear comprimento em desbaste de 133 mm para 132,5 mm.
Velocidade de Corte (V c): 200 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,15 mm/rot
Força específica de corte (K c) = 1500 N /mm2

22
Percurso da usinagem (I f ): 18 mm
n=¿ V c∗1000π∗d
→ n=¿ 200∗10003,14∗18 → n=3538RPM , nmax=1860 RPM
V f=¿ f∗n → V f=¿ 0,15∗1860 → V f=¿ 279mm/min
t c=¿ I fV f
→ t c=¿ 18279 → t c=0,064min ¿4 s
F c=¿ a p∗f∗K c → F c=0,5∗0,15∗1500 → F c=112,5N
Pc=F c∗V c
60000 → Pc=¿ 112,5∗20060000 → Pc=0,375 kW
Q=ap∗f∗V c → Q=0,5∗0,15∗200 → Q=15 cm3/min
Operação 8
Facear comprimento 132,5 mm em acabamento para 132 mm.
Velocidade de Corte (V c): 300 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,1 mm/rot
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 18 mm
n=¿ V c∗1000π∗d
→ n=¿ 300∗10003,14∗18 → n=5307RPM , nmax=1860 RPM
V f=¿ f∗n → V f=¿ 0,1∗1860 → V f=186mm /min
t c=¿ I fV f
→ t c=¿ 18186 → t c=0,1min ¿6 s
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗1500 → F c=75N
Pc=F c∗V c
60000 → Pc=¿ 75∗30060000 → Pc=0,375 kW

23
Q=ap∗f∗V c → Q=0,5∗0,1∗300 → Q=15 cm3/min
Operação 9
Tornear em desbaste Ø 20 mm para Ø 16,5 mm x 105 mm.
Velocidade de Corte (V c): 200 m/min
Profundidade (a p): 1 mm
Avanço (f ): 0,15 mm/rot
Força específica de corte (K c) = 1500 N /mm2
Repetição de operação (ro) = 4
Percurso da usinagem (I f ): 105 mm
n=¿ V c∗1000π∗d
→ n=¿ 200∗10003,14∗20 → n=3184 RPM , nmax=1860 RPM
V f=¿ f∗n → V f=¿ 0,15∗1860 → V f=¿ 279mm/min
t c=¿ I fV f
→ t c=105279 → t c=0,37min ¿22 s * ro=22∗4=88 s
F c=¿ a p∗f∗K c → F c=1∗0,15∗1500 → F c=225N
Pc=F c∗V c
60000 → Pc=¿ 225∗20060000 → Pc=0,75kW
Q=ap∗f∗V c → Q=1∗0,15∗200 → Q=30 cm3/min
Operação 10
Tornear Ø 16,5 mm x 105 mm em acabamento para Ø 16 mm x 105 mm.
Velocidade de Corte (V c): 300 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,1 mm/rot

24
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 105 mm
n=¿ V c∗1000π∗d
→ n=¿ 300∗10003,14∗16,5 → n=5790RPM , nmax=1860 RPM
V f=¿ f∗n → V f=¿ 0,1∗1860 → V f=186mm /min
t c=¿ I fV f
→ t c=¿ 105186 → t c=0,56min¿33 s
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗1500 → F c=75N
Pc=F c∗V c
60000 → Pc=¿ 75∗30060000 → Pc=0,375 kW
Q=ap∗f∗V c → Q=0,5∗0,1∗300 → Q=15 cm3/min
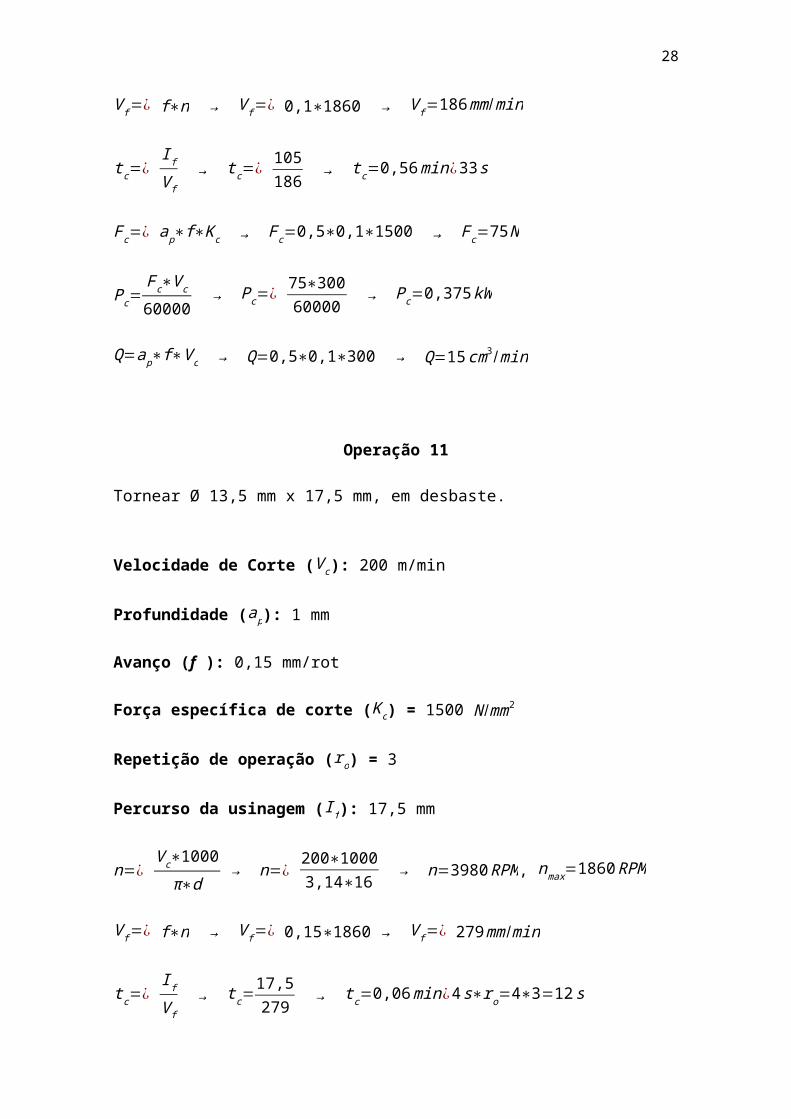
Operação 11
Tornear Ø 13,5 mm x 17,5 mm, em desbaste.
Velocidade de Corte (V c): 200 m/min
Profundidade (a p): 1 mm
Avanço (f ): 0,15 mm/rot
Força específica de corte (K c) = 1500 N /mm2
Repetição de operação (ro) = 3
Percurso da usinagem (I f ): 17,5 mm
n=¿ V c∗1000π∗d
→ n=¿ 200∗10003,14∗16 → n=3980RPM , nmax=1860 RPM
V f=¿ f∗n → V f=¿ 0,15∗1860 → V f=¿ 279mm/min

25
t c=¿ I fV f
→ t c=17,5279 → t c=0,06min ¿4 s∗ro=4∗3=12 s
F c=¿ a p∗f∗K c → F c=1∗0,15∗1500 → F c=225N
Pc=F c∗V c
60000 → Pc=¿ 225∗20060000 → Pc=0,75kW
Q=ap∗f∗V c → Q=1∗0,15∗200 → Q=30 cm3/min
Operação 12
Tornear Ø 13,5 mm x 17,5 mm em acabamento para Ø 13 mm x 18 mm.
Velocidade de Corte (V c): 300 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,1 mm/rot
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 18 mm
n=¿ V c∗1000π∗d
→ n=¿ 300∗10003,14∗13,5 → n=7077RPM , nmax=1860 RPM
V f=¿ f∗n → V f=¿ 0,1∗1860 → V f=186mm /min
t c=¿ I fV f
→ t c=¿ 18186 → t c=0,1min¿6 s
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗1500 → F c=75N
Pc=F c∗V c
60000 → Pc=¿ 75∗30060000 → Pc=0,375 kW
Q=ap∗f∗V c → Q=0,5∗0,1∗300 → Q=15 cm3/min
Operação 13
Inclinar carro longitudinal á 58° 23', tornear superfície cônica de 4 mm de
comprimento.

26
Velocidade de Corte (V c): 300 m/min
Profundidade (a p): 0,5 mm
Tempo de operação (t c): 50 s = 0,83 min
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 18 mm
n=¿ V c∗1000π∗d
→ n=¿ 300∗10003,14∗13 → n=7349RPM , nmax=1860 RPM
V f=¿ I ftc
→ V f=¿ 180,83 → V f=21,7mm /min
f=¿ V f
n → f=¿
21,71860 → f=0,01mm/rot
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗1500 → F c=75N
Pc=F c∗V c
60000 → Pc=¿ 75∗30060000 → Pc=0,375 kW
Q=ap∗f∗V c → Q=0,5∗0,1∗300 → Q=15 cm3/min
tgθ = Co
Ca → tgθ=
6,54 → tgθ=1,625 → θ=tg−11,625 → θ=58,39° →
θ=58° 29 '
Operação 14
Sangrar R2 mm no comprimento de 9 mm x 13 mm.
Velocidade de Corte (V c): 10 m/min
Profundidade (a p): 2 mm
Tempo de operação (t c): 45 s = 0,75 min
Força específica de corte (K c) = 1500 N /mm2

27
Percurso da usinagem (I f ): 2 mm
n=¿ V c∗1000π∗d
→ n=¿ 10∗10003,14∗13 → n=245RPM , nmax=230 RPM
V f=¿ I ftc
→ V f=¿ 20,75 → V f=2,67mm /min
f=¿ V f
n → f=¿
2,67230 → f=0,01mm/rot
F c=¿ a p∗f∗K c → F c=2∗0,002∗1500 → Fc=6N
Pc=F c∗V c
60000 → Pc=¿ 6∗1060000 → Pc=0,001kW
Q=ap∗f∗V c → Q=2∗0,002∗10 → Q=0,04 cm3/min
Operação 15
Tornear rosca triangular M18 x 2 mm.
Velocidade de Corte (V c): 10 m/min
Profundidade (a p): 0,1 mm
Avanço (f ): 2 mm/rot
Força específica de corte (K c) = 2200 N /mm2
Repetição de operação (ro) = 20
Percurso da usinagem (I f ): 87 mm
n=¿ V c∗1000π∗d
→ n=¿ 10∗10003,14∗13 → n=245RPM , nmax=230 RPM
V f=¿ f∗n → V f=¿ 2∗230 → V f=460mm/min
t c=¿ I fV f
→ t c=¿ 87460 → t c=0,19min¿11s∗r o=11∗20=228 s
F c=¿ a p∗f∗K c → F c=0,1∗2∗2200 → F c=440 N
28
Pc=F c∗V c
60000 → Pc=¿ 440∗1060000 → Pc=0,073 kW
Q=ap∗f∗V c → Q=0,1∗2∗10 → Q=2cm3/min
Operação 16
Puncionar e furar nas coordenas 9 mm x 13,5 mm em relação a extremidade
arredondada.
Velocidade de Corte (V c): 10 m/min
Profundidade (a p): 2 mm
Tempo de operação (t c): 30 s = 0,5 min
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 18 mm
n=¿ V c∗1000π∗d
→ n=¿ 10∗10003,14∗4 → n=796RPM , nmax=780 RPM
V f=¿ I ftc
→ V f=¿ 180,5 → V f=36mm /min
f=¿ V f
n → f=¿
36780 → f=0,046mm /rot
F c=¿ a p∗f∗K c → F c=2∗0,046∗1500 → F c=138N
Pc=F c∗V c
60000 → Pc=¿ 138∗1060000 → Pc=0,023 kW
Q=ap∗f∗V c → Q=2∗0,046∗10 → Q=0,92cm3/min
Operação 17
Fazer furo guia passante.
Velocidade de Corte (V c): 10 m/min

29
Profundidade (a p): 3,25 mm
Tempo de operação (t c): 30 s = 0,5 min
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 18 mm
n=¿ V c∗1000π∗d
→ n=¿ 10∗10003,14∗6,5 → n=490 RPM , nmax=450RPM
V f=¿ I ftc
→ V f=¿ 180,5 → V f=36mm /min
f=¿ V f
n → f=¿
36450 → f=0,08mm /rot
F c=¿ a p∗f∗K c → F c=3,25∗0,08∗1500 → F c=390N
Pc=F c∗V c
60000 → Pc=¿ 390∗1060000 → Pc=0,065 kW
Q=ap∗f∗V c → Q=3,25∗0,046∗10 → Q=1,5cm3/min
Operação 18
Furo final passante.
Velocidade de Corte (V c): 10 m/min
Profundidade (a p): 4 mm
Tempo de operação (t c): 30 s = 0,5 min
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 18 mm
n=¿ V c∗1000π∗d
→ n=¿ 10∗10003,14∗8 → n=398RPM , nmax=390 RPM
V f=¿ I ftc
→ V f=¿ 180,5 → V f=36mm /min

30
f=¿ V f
n → f=¿
36390 → f=0,1mm/rot
F c=¿ a p∗f∗K c → F c=4∗0,1∗1500 → F c=600N
Pc=F c∗V c
60000 → Pc=¿ 600∗1060000 → Pc=0,1kW
Q=ap∗f∗V c → Q=4∗0,1∗10 → Q=4cm3/min
Operação 19
Limar raio de na extremidade.
Cálculo do raio na extremidade da peça.
1º traçar triângulos a partir do centro do raio , e traçar bissetriz no triângulo
isósceles.
2º separar o triângulo no qual conhecemos as medidas dos catetos( medidas
fornecidas no desenho ,sendo o cateto menor 3 mm e o cateto maior 9 mm ,
que é o raio da peça).
3º usando a função tangente podemos definir os ângulos internos do triângulo
retângulo.
9
3
tanθ=Co
Ca → tanθ=39 → tanθ=0,333 → θ=tan−10,3333 →
θ=18,435°
α=90−18,435 → α=71,565 °
θ
α

31
h ip2=CO2+Ca2 → h ip2=92+32 → h ip2=90 → h ip=√90 →
hip1=9,487
4º Como a bissetriz corta o ângulo do triângulo isósceles exatamente ao
meio,a medida do cateto menor do triângulo retângulo Maior é igual a metade
da hipotenusa do triângulo retângulo Menor , e os ângulos internos são os
mesmos nos dois triângulos retângulos ( α = β ; todo triângulo retângulo tem
180 ° internamente , sendo assim θ = γ ; ),desta forma podemos usar relação
de triângulos , ou uma função trigonométrica .
Cat A = hip1 / 2
Cat A = 4,75
4,75
hip2 (Raio)
cos β ¿Ca
hip → hip2 =
Ca
cos β → h ip2=¿
4,75cos71,565 → h ip2=15
Tempo Total: 1520 + 1482 = 3002 s = 50 min e 2 s
Peça: Mandíbula Móvel (2)
Dimensão Bruta: 35 x 50 x 50 mm
Material: Alumínio
βγ

32
Operações 1 e 3
Fresar uma das faces de 50 mm para 44,5 mm, em desbaste.
Fresar segunda face de 50 mm para 44,5 mm, em desbaste, usar face usinada
como referência para prender.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 1 mm
Avanço (f ): 0,2 mm/volta
Força específica de corte (K c) = 250 N /mm2
Repetição de operação (ro) = 6
Percurso da usinagem (I f ): 35 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,2∗2154 → V f=¿ 431mm /min
t c=¿ I fV f
→ t c=¿ 35431 → t c=0,08min¿5 s * ro=5∗6=30 s
F c=¿ a p∗f∗K c → F c=1∗0,2∗250 → F c=50N
Pc=F c∗V c
60000 → Pc=¿ 50∗46060000 → Pc=0,38kW
Q=ap∗f∗V c → Q=1∗0,2∗460 → Q=92cm3/min
Operações 2, 4, 6, 8
Finalizar face em acabamento de 44,5 mm para 44 mm.

33
Acabar face de 40,5 mm para 40 mm.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,1 mm/volta
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 35 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,1∗2154 → V f=¿ 215,4mm /min
t c=¿ I fV f
→ t c=¿ 35215,4 → t c=0,162min ¿10 s
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗250 → F c=25N
Pc=F c∗V c
60000 → Pc=¿ 25∗46060000 → Pc=0,19 kW
Q=ap∗f∗V c → Q=0,5∗0,1∗460 → Q=23cm3/min
Operações 5 e 7
Fresar face de 44 mm em desbaste para 40,5 mm, com referência para prender
a segunda face usinada.
Fresar ultima face bruta com 44 mm para 40,5 mm em desbaste.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 1 mm
Avanço (f ): 0,2 mm/volta
Força específica de corte (K c) = 250 N /mm2

34
Repetição de operação (ro) = 4
Percurso da usinagem (I f ): 35 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,2∗2154 → V f=¿ 431mm /min
t c=¿ I fV f
→ t c=¿ 35431 → t c=0,08min¿5 s * ro=5∗4=20 s
F c=¿ a p∗f∗K c → F c=1∗0,2∗250 → F c=50N
Pc=F c∗V c
60000 → Pc=¿ 50∗46060000 → Pc=0,38kW
Q=ap∗f∗V c → Q=1∗0,2∗460 → Q=92cm3/min
Operação 9
Fresar topo de 35 mm para 29 mm, em esquadro e desbaste.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 1 mm
Avanço (f ): 0,2 mm/volta
Força específica de corte (K c) = 250 N /mm2
Repetição de operação (ro) = 6
Percurso da usinagem (I f ): 40 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,2∗2154 → V f=¿ 431mm /min
t c=¿ I fV f
→ t c=¿ 40431 → t c=0,09min ¿6 s * ro=6∗4=24 s

35
F c=¿ a p∗f∗K c → F c=1∗0,2∗250 → F c=50N
Pc=F c∗V c
60000 → Pc=¿ 50∗46060000 → Pc=0,38kW
Q=ap∗f∗V c → Q=1∗0,2∗460 → Q=92cm3/min
Operações 10, 12 e 14
Fresar topo em acabamento de 29 mm para 28,5 mm.
Acabar topo de 26,5 mm para 26 mm.
Acabar profundidade do rebaixo de 12 mm x 13,5 mm para 12 x 14 mm.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,1 mm/volta
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 40 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,1∗2154 → V f=¿ 215,4mm /min
t c=¿ I fV f
→ t c=¿ 40215,4 → t c=0,19min ¿12 s
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗250 → F c=25N
Pc=F c∗V c
60000 → Pc=¿ 25∗46060000 → Pc=0,19 kW
Q=ap∗f∗V c → Q=0,5∗0,1∗460 → Q=23cm3/min

36
Operação 11
Fresar o outro lado do topo em desbaste de 28,5 mm para 26,5 mm.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 1 mm
Avanço (f ): 0,2 mm/volta
Força específica de corte (K c) = 250 N /mm2
Repetição de operação (ro) = 2
Percurso da usinagem (I f ): 40 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,2∗2154 → V f=¿ 431mm /min
t c=¿ I fV f
→ t c=¿ 40431 → t c=0,09min ¿6 s * ro=6∗2=12 s
F c=¿ a p∗f∗K c → F c=1∗0,2∗250 → F c=50N
Pc=F c∗V c
60000 → Pc=¿ 50∗46060000 → Pc=0,38kW
Q=ap∗f∗V c → Q=1∗0,2∗460 → Q=92cm3/min
Operação 13
Fresar um lado do rebaixo com 12 mm x 13,5 mm em desbaste.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 1 mm
Avanço (f ): 0,2 mm/volta

37
Força específica de corte (K c) = 250 N /mm2
Repetição de operação (ro) = 14
Percurso da usinagem (I f ): 40 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,2∗2154 → V f=¿ 431mm /min
t c=¿ I fV f
→ t c=¿ 40431 → t c=0,09min ¿6 s * ro=6∗14=84 s
F c=¿ a p∗f∗K c → F c=1∗0,2∗250 → F c=50N
Pc=F c∗V c
60000 → Pc=¿ 50∗46060000 → Pc=0,38kW
Q=ap∗f∗V c → Q=1∗0,2∗460 → Q=92cm3/min
Operação 15
Fresar em desbaste lateral do rebaixo de 12 mm x 14 mm para 12,8 mm para
14 mm.
Velocidade de Corte (V c): 100 m/min
Profundidade (a p): 0,3 mm
Avanço por dente (f z): 0,063 mm/dente
Numero de dentes da fresa(Z): 2
Força específica de corte (K c) = 250 N /mm2
Repetição de operação (ro) = 3
Percurso da usinagem (I f ): 40 mm
n=¿ V c∗1000π∗d
→ n=¿ 100∗10003,14∗10 → n=3184 RPM

38
f=f z∗Z → f=0,063∗2 → f=0,13mm /volta
V f=¿ f z∗Z∗n → V f=¿ 0,063∗2∗3184→ V f=¿ 401mm /min
t c=¿ I fV f
→ t c=¿ 40401 → t c=0,1min ¿6 s * ro=6∗3=18 s
F c=¿ a p∗f∗K c → F c=0,3∗0,13∗250 → F c=9,75 N
Pc=F c∗V c
60000 → Pc=¿ 9,75∗10060000 → Pc=0,016 kW
Q=ap∗f∗V c → Q=0,3∗0,13∗100 → Q=3,9cm3/min
Operação 16
Fresar em acabamento lateral do rebaixo de 12,8 mm x 14 mm para 13 mm x
14 mm.
Velocidade de Corte (V c): 100 m/min
Profundidade (a p): 0,2 mm
Avanço por dente (f z): 0,063 mm/dente
Numero de dentes da fresa(Z): 2
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 40 mm
n=¿ V c∗1000π∗d
→ n=¿ 100∗10003,14∗10 → n=3184 RPM
f=f z∗Z → f=0,063∗2 → f=0,13mm /volta
V f=¿ f z∗Z∗n → V f=¿ 0,063∗2∗3184→ V f=¿ 401mm /min
t c=¿ I fV f
→ t c=¿ 40401 → t c=0,1min ¿6 s
F c=¿ a p∗f∗K c → F c=0,2∗0,13∗250 → F c=6,5N

39
Pc=F c∗V c
60000 → Pc=¿ 6,5∗10060000 → Pc=0,011 kW
Q=ap∗f∗V c → Q=0,2∗0,13∗100 → Q=2,6cm3 /min
Operação 18
Fresar rebaixo do topo com 2 mm x 13,5 mm, em desbaste.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 1 mm
Avanço (f ): 0,2 mm/volta
Força específica de corte (K c) = 250 N /mm2
Repetição de operação (ro) = 14
Percurso da usinagem (I f ): 35 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,2∗2154 → V f=¿ 431mm /min
t c=¿ I fV f
→ t c=¿ 35431 → t c=0,08min¿5 s * ro=5∗14=70 s
F c=¿ a p∗f∗K c → F c=1∗0,2∗250 → F c=50N
Pc=F c∗V c
60000 → Pc=¿ 50∗46060000 → Pc=0,38kW
Q=ap∗f∗V c → Q=1∗0,2∗460 → Q=92cm3/min
Operação 19

40
Finalizar profundidade em acabamento de 2 mm x 13,5 mm para 2 mm x 14
mm.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,1 mm/volta
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 35 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,1∗2154 → V f=¿ 215,4mm /min
t c=¿ I fV f
→ t c=¿ 35215,4 → t c=0,162min ¿10 s
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗250 → F c=25N
Pc=F c∗V c
60000 → Pc=¿ 25∗46060000 → Pc=0,19 kW
Q=ap∗f∗V c → Q=0,5∗0,1∗460 → Q=23cm3/min
Operação 20
Fresar lateral do rebaixo em desbaste de 2 mm x 14 mm para 2,8 mm x 14
mm.
Velocidade de Corte (V c): 100 m/min
Profundidade (a p): 0,3 mm
Avanço por dente (f z): 0,063 mm/dente
Numero de dentes da fresa(Z): 2

41
Força específica de corte (K c) = 250 N /mm2
Repetição de operação (ro) = 3
Percurso da usinagem (I f ): 35 mm
n=¿ V c∗1000π∗d
→ n=¿ 100∗10003,14∗10 → n=3184 RPM
f=f z∗Z → f=0,063∗2 → f=0,13mm /volta
V f=¿ f z∗Z∗n → V f=¿ 0,063∗2∗3184→ V f=¿ 401mm /min
t c=¿ I fV f
→ t c=¿ 35401 → t c=0,087min ¿5 s * ro=5∗3=15 s
F c=¿ a p∗f∗K c → F c=0,3∗0,13∗250 → F c=9,75 N
Pc=F c∗V c
60000 → Pc=¿ 9,75∗10060000 → Pc=0,016 kW
Q=ap∗f∗V c → Q=0,3∗0,13∗100 → Q=3,9cm3/min
Operação 21
Acabar lateral do rebaixo de 2,8 mm x 14 mm para 3 mm x 14 mm.
Velocidade de Corte (V c): 100 m/min
Profundidade (a p): 0,2 mm
Avanço por dente (f z): 0,063 mm/dente
Numero de dentes da fresa(Z): 2
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 35 mm
n=¿ V c∗1000π∗d
→ n=¿ 100∗10003,14∗10 → n=3184 RPM
f=f z∗Z → f=0,063∗2 → f=0,13mm /volta

42
V f=¿ f z∗Z∗n → V f=¿ 0,063∗2∗3184→ V f=¿ 401mm /min
t c=¿ I fV f
→ t c=¿ 35401 → t c=0,087min ¿5 s
F c=¿ a p∗f∗K c → F c=0,2∗0,13∗250 → F c=6,5N
Pc=F c∗V c
60000 → Pc=¿ 6,5∗10060000 → Pc=0,011 kW
Q=ap∗f∗V c → Q=0,2∗0,13∗100 → Q=2,6cm3 /min
Operação 23
Furar em coordenada da face 7 mm x 13 mm, controlar profundidade, alocação
do pino.
Velocidade de Corte (V c): 50 m/min
Profundidade (a p): 2 mm
Tempo de operação (t c): 50 s = 0,83 min
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 40 mm
n=¿ V c∗1000π∗d
→ n=¿ 50∗10003,14∗4 → n=3980RPM
V f=¿ I ftc
→ V f=¿ 400,83 → V f=48,2mm /min
f=¿ V f
n → f=¿
48,23980 → f=0,012mm/rot

43
F c=¿ a p∗f∗K c → F c=2∗0,012∗250 → F c=6N
Pc=F c∗V c
60000 → Pc=¿ 6∗5060000 → Pc=0,005 kW
Q=ap∗f∗V c → Q=2∗0,012∗50 → Q=1,2 cm3/min
Operação 24
Furar no centro da face em coordenada de 13 mm x 20 mm.
Velocidade de Corte (V c): 50 m/min
Profundidade (a p): 2 mm
Tempo de operação (t c): 8 s = 0,13 min
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 4 mm
n=¿ V c∗1000π∗d
→ n=¿ 50∗10003,14∗4 → n=3980RPM
V f=¿ I ftc
→ V f=¿ 40,13 → V f=30,8mm /min
f=¿ V f
n → f=¿
30,83980 → f=0,008mm /rot
F c=¿ a p∗f∗K c → F c=2∗0,008∗250 → F c=4N
Pc=F c∗V c
60000 → Pc=¿ 4∗5060000 → Pc=0,003 kW
Q=ap∗f∗V c → Q=2∗0,008∗50 → Q=8cm3 /min
Operação 25
Fazer furo guia controlando a profundidade.
Velocidade de Corte (V c): 50 m/min

44
Profundidade (a p): 3,25 mm
Tempo de operação (t c): 38 s = 0,63 min
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 18 mm
n=¿ V c∗1000π∗d
→ n=¿ 50∗10003,14∗6,5 → n=2450RPM
V f=¿ I ftc
→ V f=¿ 180,63 → V f=28,6mm /min
f=¿ V f
n → f=¿
28,62450 → f=0,012mm/rot
F c=¿ a p∗f∗K c → F c=3,25∗0,012∗250 → F c=9,75N
Pc=F c∗V c
60000 → Pc=¿ 9,75∗5060000 → Pc=0,008kW
Q=ap∗f∗V c → Q=3,25∗0,012∗50 → Q=1,95cm3/min
Operação 26
Fazer furo guia controlando a profundidade.
Velocidade de Corte (V c): 50 m/min
Profundidade (a p): 6,5 mm
Tempo de operação (t c): 47 s = 0,78 min
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 18 mm
n=¿ V c∗1000π∗d
→ n=¿ 50∗10003,14∗13 → n=1225RPM

45
V f=¿ I ftc
→ V f=¿ 180,78 → V f=23,1mm/min
f=¿ V f
n → f=¿
23,11225 → f=0,02mm/rot
F c=¿ a p∗f∗K c → F c=6,5∗0,02∗250 → F c=32,5N
Pc=F c∗V c
60000 → Pc=¿ 32,5∗5060000 → Pc=0,027 kW
Q=ap∗f∗V c → Q=6,5∗0,02∗50 → Q=6,5cm3/min
Operação 27
Furar centro do topo com rebaixo em coordenada de 13 mm x 20 mm,
controlando profundidade.
Velocidade de Corte (V c): 50 m/min
Profundidade (a p): 1,85 mm
Tempo de operação (t c): 34 s = 0,56 min
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 13 mm
n=¿ V c∗1000π∗d
→ n=¿ 50∗10003,14∗3,7 → n=4303 RPM , nmax=4000RPM
V f=¿ I ftc
→ V f=¿ 130,56 → V f=23,2mm/min
f=¿ V f
n → f=¿
23,24000 → f=0,006mm /rot
F c=¿ a p∗f∗K c → F c=1,85∗0,006∗250 → F c=2,78N
Pc=F c∗V c
60000 → Pc=¿ 2,78∗5060000 → Pc=0,002kW

46
Q=ap∗f∗V c → Q=1,85∗0,006∗50 → Q=0,56 cm3/min
Operação 28
Abrir rosca interna no furo de Ø 3,7 mm.
Velocidade de Corte (V c): 12,6 m/min
Profundidade (a p): 2 mm
Tempo de operação (t c): 348 s
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 13 mm
Repetição de operação (ro) = 3 (são 3 tipos de machos)
n=¿ V c∗1000π∗d
→ n=¿ 12,6∗10003,14∗4 → n=1003RPM , nmax=960 RPM
t c=348r o
→ t c=3483 → t c=116 s=1,93min
V f=¿ I ftc
→ V f=¿ 131,93 → V f=6,73mm /min
f=¿ V f
n → f=¿
6,73960 → f=0,007mm /rot
F c=¿ a p∗f∗K c → F c=2∗0,007∗250 → F c=3,5N
Pc=F c∗V c
60000 → Pc=¿ 3,5∗12,660000 → Pc=0,0007 kW
Q=ap∗f∗V c → Q=2∗0,007∗12,6 → Q=0,17 cm3 /min
Tempo Total: 2570 + 1165 = 2440 s = 1 h 2 min e 15 s
Peça: Mandíbula Fixa (7)
Dimensão Bruta: 50 x 50 x 140 mm

47
Material: Alumínio
Operações 1 e 3
Fresar uma das faces de 50 mm para 44,5 mm, em desbaste.
Fresar segunda face de 50 mm para 44,5 mm, em desbaste, usar face usinada
como referência para prender.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 1 mm
Avanço (f ): 0,2 mm/volta
Força específica de corte (K c) = 250 N /mm2
Repetição de operação (ro) = 6
Percurso da usinagem (I f ): 140 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,2∗2154 → V f=¿ 431mm /min
t c=¿ I fV f
→ t c=¿ 140431 → t c=0,32min¿19 s * ro=19∗6=115 s
F c=¿ a p∗f∗K c → F c=1∗0,2∗250 → F c=50N
Pc=F c∗V c
60000 → Pc=¿ 50∗46060000 → Pc=0,38kW
Q=ap∗f∗V c → Q=1∗0,2∗460 → Q=92cm3/min
Operações 2, 4, 6 e 8
Finalizar face em acabamento de 44,5 mm para 44 mm.

48
Acabar face de 40,5 mm para 40 mm.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,1 mm/volta
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 140 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,1∗2154 → V f=¿ 215,4mm /min
t c=¿ I fV f
→ t c=¿ 140215,4 → t c=0,65min ¿39 s
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗250 → F c=25N
Pc=F c∗V c
60000 → Pc=¿ 25∗46060000 → Pc=0,19 kW
Q=ap∗f∗V c → Q=0,5∗0,1∗460 → Q=23cm3/min
Operações 5 e 7
Fresar face de 44 mm em desbaste para 40,5 mm, com referência para prender
a segunda face usinada.
Fresar ultima face bruta com 44 mm para 40,5 mm em desbaste.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 1 mm
Avanço (f ): 0,2 mm/volta

49
Força específica de corte (K c) = 250 N /mm2
Repetição de operação (ro) = 4
Percurso da usinagem (I f ): 140 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,2∗2154 → V f=¿ 431mm /min
t c=¿ I fV f
→ t c=¿ 140431 → t c=0,32min¿19 s * ro=19∗4=76 s
F c=¿ a p∗f∗K c → F c=1∗0,2∗250 → F c=50N
Pc=F c∗V c
60000 → Pc=¿ 50∗46060000 → Pc=0,38kW
Q=ap∗f∗V c → Q=1∗0,2∗460 → Q=92cm3/min
Operação 9
Fresar topo de 140 mm para 135,5 mm, em esquadro e desbaste.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 1 mm
Avanço (f ): 0,2 mm/volta
Força específica de corte (K c) = 250 N /mm2
Repetição de operação (ro) = 6
Percurso da usinagem (I f ): 40 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,2∗2154 → V f=¿ 431mm /min

50
t c=¿ I fV f
→ t c=¿ 40431 → t c=0,09min¿6 s * ro=6∗6=36s
F c=¿ a p∗f∗K c → F c=1∗0,2∗250 → F c=50N
Pc=F c∗V c
60000 → Pc=¿ 50∗46060000 → Pc=0,38kW
Q=ap∗f∗V c → Q=1∗0,2∗460 → Q=92cm3/min
Operações 10 e 12
Fresar topo em acabamento de 135,5 mm para 135 mm.
Finalizar topo em acabamento de 130,5 mm para 130 mm.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,1 mm/volta
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 40 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,1∗2154 → V f=¿ 215,4mm /min
t c=¿ I fV f
→ t c=¿ 40215,4 → t c=0,19min ¿12 s
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗250 → F c=25N
Pc=F c∗V c
60000 → Pc=¿ 25∗46060000 → Pc=0,19 kW
Q=ap∗f∗V c → Q=0,5∗0,1∗460 → Q=23cm3/min

51
Operação 11
Fresar o outro lado do topo em desbaste de 135 mm para 130,5 mm.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 1 mm
Avanço (f ): 0,2 mm/volta
Força específica de corte (K c) = 250 N /mm2
Repetição de operação (ro) = 5
Percurso da usinagem (I f ): 40 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,2∗2154 → V f=¿ 431mm /min
t c=¿ I fV f
→ t c=¿ 40431 → t c=0,09min ¿6 s * ro=6∗5=30 s
F c=¿ a p∗f∗K c → F c=1∗0,2∗250 → F c=50N
Pc=F c∗V c
60000 → Pc=¿ 50∗46060000 → Pc=0,38kW
Q=ap∗f∗V c → Q=1∗0,2∗460 → Q=92cm3/min
Operação 13
Iniciar usinagem do rebaixo central em desbaste, para 14,5 mm x 89 mm.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 1 mm
Avanço (f ): 0,2 mm/volta
Força específica de corte (K c) = 250 N /mm2

52
Repetição de operação (ro) = 15
Percurso da usinagem (I f ): 129 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,2∗2154 → V f=¿ 431mm /min
t c=¿ I fV f
→ t c=¿ 129431 → t c=0,3min¿18 s * ro=18∗15=270 s
F c=¿ a p∗f∗K c → F c=1∗0,2∗250 → F c=50N
Pc=F c∗V c
60000 → Pc=¿ 50∗46060000 → Pc=0,38kW
Q=ap∗f∗V c → Q=1∗0,2∗460 → Q=92cm3/min
Operação 14
Fresar profundidade em acabamento de 14,5 mm x 89 mm, para
14 mm x 89 mm.
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,1 mm/volta
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 129 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,1∗2154 → V f=¿ 215,4mm /min
t c=¿ I fV f
→ t c=¿ 129215,4 → t c=0,6min ¿36 s

53
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗250 → F c=25N
Pc=F c∗V c
60000 → Pc=¿ 25∗46060000 → Pc=0,19 kW
Q=ap∗f∗V c → Q=0,5∗0,1∗460 → Q=23cm3/min
Operações 15 e 17
Fresar em desbaste lateral do rebaixo de 14 mm x 89 mm para 14 mm x 89,3
mm.
Fresar em desbaste a outra lateral do rebaixo, de 14 mm x 89,5 mm para 14
mm x 89,8 mm.
Velocidade de Corte (V c): 100 m/min
Profundidade (a p): 0,3 mm
Avanço por dente (f z): 0,063 mm/dente
Numero de dentes da fresa(Z): 2
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 40 mm
n=¿ V c∗1000π∗d
→ n=¿ 100∗10003,14∗10 → n=3184 RPM
f=f z∗Z → f=0,063∗2 → f=0,13mm /volta
V f=¿ f z∗Z∗n → V f=¿ 0,063∗2∗3184→ V f=¿ 401mm /min
t c=¿ I fV f
→ t c=¿ 40401 → t c=0,1min¿6 s
F c=¿ a p∗f∗K c → F c=0,3∗0,13∗250 → F c=9,75 N
Pc=F c∗V c
60000 → Pc=¿ 9,75∗10060000 → Pc=0,016 kW
Q=ap∗f∗V c → Q=0,3∗0,13∗100 → Q=3,9cm3/min

54
Operações 16 e 18
Fresar em acabamento a lateral desbastada, de 14 mm x 89,3 mm para 14 mm
x 89,5 mm.
Terminar lateral em acabamento, de 14 mm x 89,8 mm para 14 mm x 90 mm.
Velocidade de Corte (V c): 100 m/min
Profundidade (a p): 0,2 mm
Avanço por dente (f z): 0,063 mm/dente
Numero de dentes da fresa(Z): 2
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 40 mm
n=¿ V c∗1000π∗d
→ n=¿ 100∗10003,14∗10 → n=3184 RPM
f=f z∗Z → f=0,063∗2 → f=0,13mm /volta
V f=¿ f z∗Z∗n → V f=¿ 0,063∗2∗3184→ V f=¿ 401mm /min
t c=¿ I fV f
→ t c=¿ 40401 → t c=0,1min¿6 s
F c=¿ a p∗f∗K c → F c=0,3∗0,13∗250 → F c=9,75 N
Pc=F c∗V c
60000 → Pc=¿ 9,75∗10060000 → Pc=0,016 kW
Q=ap∗f∗V c → Q=0,3∗0,13∗100 → Q=3,9cm3/min

55
Operação 19
Fresar rasgo oblongo passante na parte rebaixada, nos comprimentos de 28
mm x 102 mm, fazer raio R7 nas extremidades.
Velocidade de Corte (V c): 100 m/min
Profundidade (a p): 0,8 mm
Avanço por dente (f z): 0,08 mm/dente
Numero de dentes da fresa(Z): 2
Força específica de corte (K c) = 250 N /mm2
Repetição de operação (ro) = 18
Percurso da usinagem (I f ): 74 mm
n=¿ V c∗1000π∗d
→ n=¿ 100∗10003,14∗14 → n=2274 RPM
f=f z∗Z → f=0,08∗2 → f=0,16mm /volta
V f=¿ f z∗Z∗n → V f=¿ 0,08∗2∗2274→ V f=¿ 364mm /min
t c=¿ I fV f
→ t c=¿ 74364 → t c=0,2min¿12 s * ro=12∗18=216 s
F c=¿ a p∗f∗K c → F c=0,8∗0,16∗250 → F c=32N
Pc=F c∗V c
60000 → Pc=¿ 32∗10060000 → Pc=0,053 kW
Q=ap∗f∗V c → Q=0,8∗0,16∗100 → Q=12,8cm3/min
Operação 20
Fresar rebaixo em ângulo, inclinar peça com 62° 21', nas medidas de 11
mm x 21 mm.

56
Velocidade de Corte (V c): 460 m/min
Profundidade (a p): 1 mm
Avanço (f ): 0,15 mm/volta
Força específica de corte (K c) = 250 N /mm2
Repetição de operação (ro) = 21
Percurso da usinagem (I f ): 23,7 mm
n=¿ V c∗1000π∗d
→ n=¿ 460∗10003,14∗68 → n=2154 RPM
V f=¿ f∗n → V f=¿ 0,15∗2154 → V f=¿ 323mm/min
t c=¿ I fV f
→ t c=¿ 23,7323 → t c=0,073min ¿5 s * ro=5∗21=105 s
F c=¿ a p∗f∗K c → F c=1∗0,15∗250 → F c=37,5N
Pc=F c∗V c
60000 → Pc=¿ 37,5∗46060000 → Pc=0,29 kW
Q=ap∗f∗V c → Q=1∗0,15∗460 → Q=69cm3/min
tgθ = Co
Ca → tgθ=
2111 → tgθ=1,909 → θ=tg−11,909 → θ=62,35° →
θ=62° 21 '
Operação 21
Abrir furo de centro para encaixe da peça parafuso(8), no topo da peça, nas
medidas de 20 mm x 27 mm.
Velocidade de Corte (V c): 50 m/min
Profundidade (a p): 2 mm
Tempo de operação (t c): 42 s = 0,7 min

57
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 20 mm
n=¿ V c∗1000π∗d
→ n=¿ 50∗10003,14∗4 → n=3980RPM
V f=¿ I ftc
→ V f=¿ 200,7 → V f=28,6mm /min
f=¿ V f
n → f=¿
28,63980 → f=0,007mm /rot
F c=¿ a p∗f∗K c → F c=2∗0,007∗250 → F c=3,5N
Pc=F c∗V c
60000 → Pc=¿ 3,5∗5060000 → Pc=0,003 kW
Q=ap∗f∗V c → Q=2∗0,007∗50 → Q=0,7cm3/min
Operação 22
Fazer furo passante.
Velocidade de Corte (V c): 50 m/min
Profundidade (a p): 3,25 mm
Tempo de operação (t c): 47 s = 0,78 min
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 20 mm
n=¿ V c∗1000π∗d
→ n=¿ 50∗10003,14∗6,5 → n=2450RPM
V f=¿ I ftc
→ V f=¿ 200,78 → V f=25,6mm /min
f=¿ V f
n → f=¿
25,62450 → f=0,01mm/rot

58
F c=¿ a p∗f∗K c → F c=3,25∗0,01∗250 → F c=8,1N
Pc=F c∗V c
60000 → Pc=¿ 8,1∗5060000 → Pc=0,007 kW
Q=ap∗f∗V c → Q=3,25∗0,01∗50 → Q=1,62 cm3/min
Operação 23
Aumentar furo para realizar o furo final.
Velocidade de Corte (V c): 50 m/min
Profundidade (a p): 6,5 mm
Tempo de operação (t c): 53 s = 0,88 min
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 20 mm
n=¿ V c∗1000π∗d
→ n=¿ 50∗10003,14∗13 → n=1224 RPM
V f=¿ I ftc
→ V f=¿ 200,88 → V f=22,7mm /min
f=¿ V f
n → f=¿
22,71224 → f=0,02mm/rot
F c=¿ a p∗f∗K c → F c=6,5∗0,02∗250 → F c=32,5N
Pc=F c∗V c
60000 → Pc=¿ 32,5∗5060000 → Pc=0,027 kW
Q=ap∗f∗V c → Q=6,5∗0,02∗50 → Q=6,5cm3/min

59
Operação 24
Realizar furo final.
Velocidade de Corte (V c): 50 m/min
Profundidade (a p): 8,5 mm
Tempo de operação (t c): 57 s = 0,95 min
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 20 mm
n=¿ V c∗1000π∗d
→ n=¿ 50∗10003,14∗17 → n=936 RPM
V f=¿ I ftc
→ V f=¿ 200,95 → V f=21mm/m∈¿
f=¿ V f
n → f=¿
21936 → f=0,02mm/rot
F c=¿ a p∗f∗K c → F c=8,5∗0,02∗250 → F c=42,5N
Pc=F c∗V c
60000 → Pc=¿ 42,5∗5060000 → Pc=0,035 kW
Q=ap∗f∗V c → Q=8,5∗0,02∗50 → Q=8,5cm3 /min
Operação 25
Furar em coordenada na parte inferior para alocação dos parafusos, medidas 5
mm x 9,5 mm, 5 mm x 46,5 mm, 5 mm x 83,5 mm, 5 mm x 120,5 mm,
controlando profundidade.
Velocidade de Corte (V c): 50 m/min
Profundidade (a p): 1,85 mm
Tempo de operação (t c): 304 s

60
Força específica de corte (K c) = 250 N /mm2
Repetição de operação (ro) = 8 (quantidade de furos)
Percurso da usinagem (I f ): 13 mm
n=¿ V c∗1000π∗d
→ n=¿ 50∗10003,14∗3,7 → n=4303 RPM , nmax=4000RPM
t c=304ro
→ t c=3048 → t c=38 s=0,63min
V f=¿ I ftc
→ V f=¿ 130,63 → V f=20,7mm /min
f=¿ V f
n → f=¿
20,74000 → f=0,005mm /rot
F c=¿ a p∗f∗K c → F c=1,85∗0,005∗250 → F c=2,31N
Pc=F c∗V c
60000 → Pc=¿ 2,31∗5060000 → Pc=0,002kW
Q=ap∗f∗V c → Q=1,85∗0,005∗50 → Q=0,46 cm3/min
Operação 26
Fazer rosca interna no furo de Ø 17,7 mm.
Velocidade de Corte (V c): 17,6 m/min
Profundidade (a p): 9 mm
Tempo de operação (t c): 447 s
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 20 mm
Repetição de operação (ro) = 3 (são 3 tipos de machos)
n=¿ V c∗1000π∗d
→ n=¿ 17,6∗10003,14∗18 → n=311RPM

61
t c=447ro
→ t c=4473 → t c=149 s=2,48min
V f=¿ I ftc
→ V f=¿ 202,48 → V f=8,06mm /min
f=¿ V f
n → f=¿
8,06311 → f=0,026mm /rot
F c=¿ a p∗f∗K c → F c=9∗0,026∗250 → Fc=58,5N
Pc=F c∗V c
60000 → Pc=¿ 58,5∗17,660000 → Pc=0,017 kW
Q=ap∗f∗V c → Q=9∗0,026∗17,6 → Q=4,12 cm3 /min
Operação 27
Fazer rosca interna nos furos de Ø 3,7 mm, para alocação dos parafusos.
Velocidade de Corte (V c): 12,6 m/min
Profundidade (a p): 2 mm
Tempo de operação (t c): 1728 s
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 13 mm
Repetição de operação (ro) = 24 (são 3 tipos de machos e 8 furos)
n=¿ V c∗1000π∗d
→ n=¿ 12,6∗10003,14∗4 → n=1003RPM , nmax=960 RPM
t c=1728r o
→ t c=172824 → t c=72 s=1,2min
V f=¿ I ftc
→ V f=¿ 131,2 → V f=10,83mm/min

62
f=¿ V f
n → f=¿
10,83960 → f=0,01mm/rot
F c=¿ a p∗f∗K c → F c=2∗0,01∗250 → F c=5N
Pc=F c∗V c
60000 → Pc=¿ 5∗12,660000 → Pc=0,001 kW
Q=ap∗f∗V c → Q=2∗0,01∗12,6 → Q=0,25 cm3 /min
Tempo Total: 4405 + 3957 = 8362 s = 2 h 19 min e 22 s
Peça: Chapa de Guia (6)
Dimensão Bruta: 6 x 43 x 132 mm
Material: Aço carbono 1010/20
Operações 1 e 3
Fresar um lado das bordas em desbaste de 43 mm para 42 mm.
Desbastar o outro lado da borda de 41,5 mm para 40,5 mm.
Velocidade de Corte (V c): 140 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,2 mm/volta
Força específica de corte (K c) = 1500 N /mm2
Repetição de operação (ro) = 2

63
Percurso da usinagem (I f ): 132 mm
n=¿ V c∗1000π∗d
→ n=¿ 140∗10003,14∗68 → n=655RPM
V f=¿ f∗n → V f=¿ 0,2∗655 → V f=¿ 131mm/min
t c=¿ I fV f
→ t c=132131 → t c=1min¿60 s * ro=60∗2=120 s
F c=¿ a p∗f∗K c → F c=0,5∗0,2∗1500 → F c=150N
Pc=F c∗V c
60000 → Pc=¿ 150∗14060000 → Pc=0,35 kW
Q=ap∗f∗V c → Q=0,5∗0,2∗140 → Q=14 cm3/min
Operações 2, 4, 6 e 8
Fresar borda em acabamento de 42 mm para 41,5 mm.
Acabar borda de 40,5 mm para 40 mm.
Fresar face em acabamento de 5,5 mm para 5 mm.
Finalizar face em acabamento de 4,5 mm para 4 mm.
Velocidade de Corte (V c): 140 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,1 mm/volta
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 132 mm

64
n=¿ V c∗1000π∗d
→ n=¿ 140∗10003,14∗68 → n=655RPM
V f=¿ f∗n → V f=¿ 0,1∗655 → V f=¿ 65,5mm/min
t c=¿ I fV f
→ t c=13265,5 → t c=2,01min¿121 s
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗1500 → F c=75N
Pc=F c∗V c
60000 → Pc=¿ 75∗14060000 → Pc=0,175 kW
Q=ap∗f∗V c → Q=0,5∗0,1∗140 → Q=7 cm3 /min
Operações 5 e 7
Fresar um lado das faces em desbaste de 6 mm para 5,5 mm.
Desbastar outro lado da face de 5 mm para 4,5 mm.
Velocidade de Corte (V c): 140 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,2 mm/volta
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 132 mm
n=¿ V c∗1000π∗d
→ n=¿ 140∗10003,14∗68 → n=655RPM

65
V f=¿ f∗n → V f=¿ 0,2∗655 → V f=¿ 131mm/min
t c=¿ I fV f
→ t c=132131 → t c=1min¿60 s
F c=¿ a p∗f∗K c → F c=0,5∗0,2∗1500 → F c=150N
Pc=F c∗V c
60000 → Pc=¿ 150∗14060000 → Pc=0,35 kW
Q=ap∗f∗V c → Q=0,5∗0,2∗140 → Q=14 cm3/min
Operações 9 e 11
Iniciar usinagem do topo em desbaste, de 132 mm para 131,2 mm.
Fresar outro lado do topo em desbaste de 131 mm para 130,2 mm.
Velocidade de Corte (V c): 40 m/min
Profundidade (a p): 0,3 mm
Avanço por dente (f z): 0,08 mm/dente
Numero de dentes da fresa(Z): 2
Força específica de corte (K c) = 250 N /mm2
Repetição de operação (ro) = 3
Percurso da usinagem (I f ): 40 mm
n=¿ V c∗1000π∗d
→ n=¿ 40∗10003,14∗10 → n=1273RPM
f=f z∗Z → f=0,08∗2 → f=0,16mm /volta
V f=¿ f z∗Z∗n → V f=¿ 0,08∗2∗1273→ V f=¿ 203,7mm /min
t c=¿ I fV f
→ t c=¿ 40203,7 → t c=0,2min ¿12 s * ro=12∗3=36 s
F c=¿ a p∗f∗K c → F c=0,3∗0,16∗1500 → F c=72N

66
Pc=F c∗V c
60000 → Pc=¿ 72∗4060000 → Pc=0,048 kW
Q=ap∗f∗V c → Q=0,3∗0,16∗40 → Q=1,92 cm3/min
Operações 10 e 12
Fresar topo em acabamento, de 131,2 mm para 131 mm.
Encerrar topo em acabamento de 130,2 mm para 130 mm.
Velocidade de Corte (V c): 40 m/min
Profundidade (a p): 0,2 mm
Avanço por dente (f z): 0,08 mm/dente
Numero de dentes da fresa(Z): 2
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 40 mm
n=¿ V c∗1000π∗d
→ n=¿ 40∗10003,14∗10 → n=1273RPM
f=f z∗Z → f=0,08∗2 → f=0,16mm /volta
V f=¿ f z∗Z∗n → V f=¿ 0,08∗2∗1273→ V f=¿ 203,7mm /min
t c=¿ I fV f
→ t c=¿ 40203,7 → t c=0,2min ¿12 s
F c=¿ a p∗f∗K c → F c=0,2∗0,16∗1500 → F c=48N
Pc=F c∗V c
60000 → Pc=¿ 48∗4060000 → Pc=0,032kW
Q=ap∗f∗V c → Q=0,2∗0,16∗40 → Q=1,28 cm3/min
Operação 13

67
Abrir rasgo oblongo passante, nos comprimentos de 22 mm x 106 mm, fazer
raio R9 nas extremidades.
Velocidade de Corte (V c): 40 m/min
Profundidade (a p): 0,3 mm
Avanço por dente (f z): 0,12 mm/dente
Numero de dentes da fresa(Z): 2
Força específica de corte (K c) = 1500 N /mm2
Repetição de operação (ro) = 14
Percurso da usinagem (I f ): 84 mm
n=¿ V c∗1000π∗d
→ n=¿ 40∗10003,14∗18 → n=707RPM
f=f z∗Z → f=0,12∗2 → f=0,24mm/volta
V f=¿ f z∗Z∗n → V f=¿ 0,12∗2∗707→ V f=¿ 169,7mm /min
t c=¿ I fV f
→ t c=¿ 84169,7 → t c=0,5min¿30 s * ro=30∗14=420 s
F c=¿ a p∗f∗K c → F c=0,3∗0,24∗1500 → F c=108N
Pc=F c∗V c
60000 → Pc=¿ 108∗4060000 → Pc=0,072kW
Q=ap∗f∗V c → Q=0,3∗0,24∗40 → Q=2,88 cm3/min
Operação 14
Furar em coordenada para alocação dos parafusos, medidas 5 mm x 9,5 mm, 5
mm x 46,5 mm, 5 mm x 83,5 mm, 5 mm x 120,5 mm.
Velocidade de Corte (V c): 10 m/min

68
Profundidade (a p): 2 mm
Tempo de operação (t c): 120 s
Força específica de corte (K c) = 1500 N /mm2
Repetição de operação (ro) = 8 (quantidade de furos)
Percurso da usinagem (I f ): 4 mm
n=¿ V c∗1000π∗d
→ n=¿ 10∗10003,14∗4 → n=796RPM , nmax=780 RPM
t c=1728r o
→ t c=1208 → t c=15 s=0,25min
V f=¿ I ftc
→ V f=¿ 40,25 → V f=16mm /min
f=¿ V f
n → f=¿
16780 → f=0,02mm/rot
F c=¿ a p∗f∗K c → F c=2∗0,02∗1500 → F c=60N
Pc=F c∗V c
60000 → Pc=¿ 60∗1060000 → Pc=0,001 kW
Q=ap∗f∗V c → Q=2∗0,02∗10 → Q=0,4cm3/min
Operação 15
Escarear furos coordenados.
Profundidade (a p): 6 mm
Tempo de operação (t c): 40 s
Força específica de corte (K c) = 1500 N /mm2
Repetição de operação (ro) = 8 (quantidade de furos)
Percurso da usinagem (I f ): 2 mm

69
V c=¿ π∗d∗n1000 → V c=¿
3,14∗12∗501000 → V c=1,88m /min
t c=1728r o
→ t c=408 → t c=5 s=0,083min
V f=¿ I ftc
→ V f=¿ 2
0,083 → V f=24,1mm/min
f=¿ V f
n → f=¿
24,150 → f=0,48mm /rot
F c=¿ a p∗f∗K c → F c=6∗0,48∗1500 → F c=4320N
Pc=F c∗V c
60000 → Pc=¿ 4320∗1,8860000 → Pc=0,135 kW
Q=ap∗f∗V c → Q=6∗0,48∗1,88 → Q=5,41 cm3/min
Tempo Total: 2840 + 1520 = 4360 s = 1 h 12 min e 40 s
Peça: Corrediça (3)
Dimensão Bruta: 6 x 20 x 30 mm
Material: Aço carbono 1010/20
Operações 1, 3, 5 e 7
Fresar borda em desbaste de 20 mm para 19,5 mm.
Fresar outro lado da borda em desbaste, de 19 mm para 18,5 mm.

70
Desbastar uma das faces, de 6 mm para 5,5 mm.
Desbastar a outra face, de 5 mm para 4,5 mm.
Velocidade de Corte (V c): 140 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,2 mm/volta
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 30 mm
n=¿ V c∗1000π∗d
→ n=¿ 140∗10003,14∗68 → n=655RPM
V f=¿ f∗n → V f=¿ 0,2∗655 → V f=¿ 131mm/min
t c=¿ I fV f
→ t c=30131 → t c=0,23min ¿14 s
F c=¿ a p∗f∗K c → F c=0,5∗0,2∗1500 → F c=150N
Pc=F c∗V c
60000 → Pc=¿ 150∗14060000 → Pc=0,35 kW
Q=ap∗f∗V c → Q=0,5∗0,2∗140 → Q=14 cm3/min
Operações 2, 4, 6 e 8
Acabar borda de 19,5 mm para 19 mm.
Encerrar borda em acabamento, de 18,5 mm para 18 mm.
Fresar face em acabamento de 5,5 mm para 5 mm.

71
Finalizar face em acabamento, de 4,5 mm para 4 mm.
Velocidade de Corte (V c): 140 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,1 mm/volta
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 30 mm
n=¿ V c∗1000π∗d
→ n=¿ 140∗10003,14∗68 → n=655RPM
V f=¿ f∗n → V f=¿ 0,1∗655 → V f=¿ 65,5mm/min
t c=¿ I fV f
→ t c=3065,5 → t c=0,46min ¿28 s
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗1500 → F c=75N
Pc=F c∗V c
60000 → Pc=¿ 75∗14060000 → Pc=0,175W
Q=ap∗f∗V c → Q=0,5∗0,1∗140 → Q=7 cm3 /min
Operações 9 e 11
Usinar um dos topos, da medida de 30 mm para 29,2 mm, em desbaste.
Desbastar outro lado do topo de 29 mm para 28,2 mm.

72
Velocidade de Corte (V c): 40 m/min
Profundidade (a p): 0,3 mm
Avanço por dente (f z): 0,08 mm/dente
Numero de dentes da fresa(Z): 2
Força específica de corte (K c) = 1500 N /mm2
Repetição de operação (ro) = 3
Percurso da usinagem (I f ): 30 mm
n=¿ V c∗1000π∗d
→ n=¿ 40∗10003,14∗10 → n=1273RPM
f=f z∗Z → f=0,08∗2 → f=0,16mm /volta
V f=¿ f z∗Z∗n → V f=¿ 0,08∗2∗1273→ V f=¿ 203,7mm /min
t c=¿ I fV f
→ t c=¿ 30203,7 → t c=0,15min ¿9 s * ro=9∗3=27 s
F c=¿ a p∗f∗K c → F c=0,3∗0,16∗1500 → F c=72N
Pc=F c∗V c
60000 → Pc=¿ 72∗4060000 → Pc=0,048 kW
Q=ap∗f∗V c → Q=0,3∗0,16∗40 → Q=1,92 cm3/min
Operações 10 e 12
Fresar topo em acabamento, de 29,2 mm para 29 mm.

73
Acabar topo, de 28,2 mm para 28 mm.
Velocidade de Corte (V c): 40 m/min
Profundidade (a p): 0,2 mm
Avanço por dente (f z): 0,08 mm/dente
Numero de dentes da fresa(Z): 2
Força específica de corte (K c) = 250 N /mm2
Percurso da usinagem (I f ): 30 mm
n=¿ V c∗1000π∗d
→ n=¿ 40∗10003,14∗10 → n=1273RPM
f=f z∗Z → f=0,08∗2 → f=0,16mm /volta
V f=¿ f z∗Z∗n → V f=¿ 0,08∗2∗1273→ V f=¿ 203,7mm /min
t c=¿ I fV f
→ t c=¿ 30203,7 → t c=0,15min ¿9 s
F c=¿ a p∗f∗K c → F c=0,2∗0,16∗1500 → F c=48N
Pc=F c∗V c
60000 → Pc=¿ 48∗4060000 → Pc=0,032kW
Q=ap∗f∗V c → Q=0,2∗0,16∗40 → Q=1,28 cm3/min
Operação 13
Abrir furo no centro da peça, em coordenada, nas medidas 9 mm x 14 mm.
Velocidade de Corte (V c): 10 m/min
Profundidade (a p): 2 mm
Tempo de operação (t c): 15 s = 0,25 min
Força específica de corte (K c) = 1500 N /mm2

74
Percurso da usinagem (I f ): 4 mm
n=¿ V c∗1000π∗d
→ n=¿ 10∗10003,14∗4 → n=796RPM , nmax=780 RPM
V f=¿ I ftc
→ V f=¿ 40,25 → V f=16mm /min
f=¿ V f
n → f=¿
16780 → f=0,02mm/rot
F c=¿ a p∗f∗K c → F c=2∗0,02∗1500 → F c=60N
Pc=F c∗V c
60000 → Pc=¿ 60∗1060000 → Pc=0,001 kW
Q=ap∗f∗V c → Q=2∗0,02∗10 → Q=0,4cm3/min
Operação 14
Fazer furo final passante.
Velocidade de Corte (V c): 10 m/min
Profundidade (a p): 3,5 mm
Tempo de operação (t c): 15 s = 0,25 min
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 4 mm
n=¿ V c∗1000π∗d
→ n=¿ 10∗10003,14∗7 → n=455 RPM , nmax=450RPM
V f=¿ I ftc
→ V f=¿ 40,25 → V f=16mm /min
f=¿ V f
n → f=¿
16450 → f=0,035mm /rot
F c=¿ a p∗f∗K c → F c=3,5∗0,35∗1500 → F c=1837,5N

75
Pc=F c∗V c
60000 → Pc=¿ 1837,5∗1060000 → Pc=0,306 kW
Q=ap∗f∗V c → Q=3,5∗0,35∗10 → Q=12,25 cm3/min
Operação 15
Escarear furo, controlando profundidade.
Profundidade (a p): 6 mm
Tempo de operação (t c): 5 s = 0,083 min
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 2 mm
V c=¿ π∗d∗n1000 → V c=¿
3,14∗12∗501000 → V c=1,88m /min
V f=¿ I ftc
→ V f=¿ 2
0,083 → V f=24,1mm/min
f=¿ V f
n → f=¿
24,150 → f=0,48mm /rot
F c=¿ a p∗f∗K c → F c=6∗0,48∗1500 → F c=4320N
Pc=F c∗V c
60000 → Pc=¿ 4320∗1,8860000 → Pc=0,135 kW
Q=ap∗f∗V c → Q=6∗0,48∗1,88 → Q=5,41 cm3/min
Tempo Total: 1910 + 2975 = 4885 s = 1 h 21 min e 25 s

76
Peça: Manípulo (9)
Dimensão Bruta: Ø10 x 105 mm
Material: Aço carbono 1010/20
Operação 1
Prender peça com 70 mm de comprimento pra fora da placa, facear em
desbaste de 105 mm para 102,5 mm.
Velocidade de Corte (V c): 200 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,15 mm/rot
Força específica de corte (K c) = 1500 N /mm2
Repetição de operação (ro) = 3
Percurso da usinagem (I f ): 10 mm
n=¿ V c∗1000π∗d
→ n=¿ 200∗10003,14∗10 → n=6369RPM , nmax=1860 RPM
V f=¿ f∗n → V f=¿ 0,15∗1860 → V f=¿ 279mm/min
t c=¿ I fV f
→ t c=¿ 10279 → t c=0,036min ¿3 s * ro=3∗3=9 s
F c=¿ a p∗f∗K c → F c=0,5∗0,15∗1500 → F c=112,5N
Pc=F c∗V c
60000 → Pc=¿ 112,5∗20060000 → Pc=0,375 kW
Q=ap∗f∗V c → Q=0,5∗0,15∗200 → Q=15 cm3/min

77
Operações 2 e 6
Facear comprimento em acabamento, de 102,5 mm para 102 mm.
Finalizar comprimento em acabamento, de 100,5 mm para 100 mm.
Velocidade de Corte (V c): 300 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,1 mm/rot
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 10 mm
n=¿ V c∗1000π∗d
→ n=¿ 300∗10003,14∗10 → n=9554 RPM , nmax=1860 RPM
V f=¿ f∗n → V f=¿ 0,1∗1860 → V f=186mm /min
t c=¿ I fV f
→ t c=¿ 10186 → t c=0,053min¿4 s
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗1500 → F c=75N
Pc=F c∗V c
60000 → Pc=¿ 75∗30060000 → Pc=0,375 kW
Q=ap∗f∗V c → Q=0,5∗0,1∗300 → Q=15 cm3/min
Operação 3
Tornear em desbaste, 65 mm de comprimento, do Ø 10 mm para Ø 8,5 mm.
Velocidade de Corte (V c): 200 m/min

78
Profundidade (a p): 0,5 mm
Avanço (f ): 0,15 mm/rot
Força específica de corte (K c) = 1500 N /mm2
Repetição de operação (ro) = 2
Percurso da usinagem (I f ): 65 mm
n=¿ V c∗1000π∗d
→ n=¿ 200∗10003,14∗10 → n=6369RPM , nmax=1860 RPM
V f=¿ f∗n → V f=¿ 0,15∗1860 → V f=¿ 279mm/min
t c=¿ I fV f
→ t c=¿ 65279 → t c=0,232min¿14 s * ❑o=14∗2=28 s
F c=¿ a p∗f∗K c → F c=0,5∗0,15∗1500 → F c=112,5N
Pc=F c∗V c
60000 → Pc=¿ 112,5∗20060000 → Pc=0,375 kW
Q=ap∗f∗V c → Q=0,5∗0,15∗200 → Q=15 cm3/min
Operação 4
Tornear em acabamento Ø 8,5 mm para Ø 8 mm.
Velocidade de Corte (V c): 300 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,1 mm/rot
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 65 mm
n=¿ V c∗1000π∗d
→ n=¿ 300∗10003,14∗10 → n=9554 RPM , nmax=1860 RPM
V f=¿ f∗n → V f=¿ 0,1∗1860 → V f=186mm /min

79
t c=¿ I fV f
→ t c=¿ 65186 → t c=0,35min¿21 s
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗1500 → F c=75N
Pc=F c∗V c
60000 → Pc=¿ 75∗30060000 → Pc=0,375 kW
Q=ap∗f∗V c → Q=0,5∗0,1∗300 → Q=15 cm3/min
Operação 5
Soltar e virar peça para usinar o outro lado, facear comprimento em desbaste,
de 102 mm para 100,5 mm.
Velocidade de Corte (V c): 200 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,15 mm/rot
Força específica de corte (K c) = 1500 N /mm2
Repetição de operação (r❑) = 2
Percurso da usinagem (I f ): 10 mm
n=¿ V c∗1000π∗d
→ n=¿ 200∗10003,14∗10 → n=6369RPM , nmax=1860 RPM
V f=¿ f∗n → V f=¿ 0,15∗1860 → V f=¿ 279mm/min
t c=¿ I fV f
→ t c=¿ 10279 → t c=0,036min ¿3 s * ro=3∗2=6 s
F c=¿ a p∗f∗K c → F c=0,5∗0,15∗1500 → F c=112,5N
Pc=F c∗V c
60000 → Pc=¿ 112,5∗20060000 → Pc=0,375 kW
Q=ap∗f∗V c → Q=0,5∗0,15∗200 → Q=15 cm3/min
Operação 7

80
Tornear em desbaste, Ø 10 x 35 mm, para Ø 8,5 x 35 mm.
Velocidade de Corte (V c): 200 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,15 mm/rot
Força específica de corte (K c) = 1500 N /mm2
Repetição de operação (ro) = 2
Percurso da usinagem (I f ): 35 mm
n=¿ V c∗1000π∗d
→ n=¿ 200∗10003,14∗10 → n=6369RPM , nmax=1860 RPM
V f=¿ f∗n → V f=¿ 0,15∗1860 → V f=¿ 279mm/min
t c=¿ I fV f
→ t c=¿ 35279 → t c=0,125min ¿8 s * ro=8∗2=16 s
F c=¿ a p∗f∗K c → F c=0,5∗0,15∗1500 → F c=112,5N
Pc=F c∗V c
60000 → Pc=¿ 112,5∗20060000 → Pc=0,375 kW
Q=ap∗f∗V c → Q=0,5∗0,15∗200 → Q=15 cm3/min
Operação 8
Tornear em acabamento, Ø 8,5 mm para Ø 8 mm.
Velocidade de Corte (V c): 300 m/min
Profundidade (a p): 0,5 mm
Avanço (f ): 0,1 mm/rot
Força específica de corte (K c) = 1500 N /mm2
Percurso da usinagem (I f ): 35 mm

81
n=¿ V c∗1000π∗d
→ n=¿ 300∗10003,14∗10 → n=9554 RPM , nmax=1860 RPM
V f=¿ f∗n → V f=¿ 0,1∗1860 → V f=186mm /min
t c=¿ I fV f
→ t c=¿ 35186 → t c=0,188min¿11s
F c=¿ a p∗f∗K c → F c=0,5∗0,1∗1500 → F c=75N
Pc=F c∗V c
60000 → Pc=¿ 75∗30060000 → Pc=0,375 kW
Q=ap∗f∗V c → Q=0,5∗0,1∗300 → Q=15 cm3/min
Tempo Total: 1140 + 1300 = 2440 s = 40 min e 40 s

82
Conclusão
Ao Final do projeto, o objetivo pretendido previamente pelos alunos fora alcançado, deixando-os por dentro de todo o processo de fabricação de um torno paralelo, sua aplicação, a complexidade de cálculos e fenômenos físicos que estão envolvidos em todo este processo.
Pesquisas sendo feitas diariamente, adaptações sendo realizadas conforme necessário e tudo feito em grupo, com cronogramas apertados mas seguidos à risca, para que tudo funcionasse perfeitamente.
O aprendizado é inegavelmente o maior legado deixado pelo projeto e todos saem com um conhecimento e uma iniciativa a mais para entrar na área do fascinante mundo da mecânica.
O grupo conclui que o projeto funcionou perfeitamente e todos cumpriram com seu papel para a perfeita execução do projeto integrador do 4º semestre.
Algumas adaptações foram necessárias ao longo do projeto, como troca de materiais e adaptações de medidas, pois os aparelhos utilizados em laboratório para confeccionar as partes montáveis do torno paralelo, possuíam algumas folgas na parte de tolerância de medidas e os materiais previamente escolhidos seriam de difícil confecção.

83
Bibliografia
EPSTEIN, Lawrence M.; ROSENBERG, Jerome l.; Química Geral, (Coleção Schaum), Porto Alegre: Bookman, 2003.
JONES, Chris J.; A Química dos Elementos dos Blocos d e f, sociedade brasileira de Química, Bookman, São Paulo/SP – 2002.
MAHAN, Bruce M.; MYERS, Rollie J.; Química: um curso universitário, Ed. Edgard Blucher LTDA, São Paulo/SP – 2002.
www.cimm.com.br/portal/noticia/exibir_noticia/5621-o-bom-e-velho-torno
PALMA, Flávio, “Máquinas e Ferramentas”, SENAI-SC, Blumenau, SC, 2005.

84
Anexos
Abaixo vemos uma importante e significante parte do projeto, pois detalha todo o processo de fabricação do torno, peça a peça.
Tabela de velocidade de corte para macho
http://www.taegutec.com/Ustyles/DownloadFiles/TTAP_Portuguese.pdf

85
tabela de força especifica de corte
https://www.lojistaonline.com.br/lojas/1672/VELOCIDADE_DE_CORTE_PARA_TORNO.pdf

86
tabela de velocidade de corte para torno
https://www.lojistaonline.com.br/lojas/1672/VELOCIDADE_DE_CORTE_PARA_TORNO.pdf
velocidade de corte para brocas
https://www.lojistaonline.com.br/lojas/1672/VELOCIDADE_DE_CORTE_PARA_TORNO.pdf

87
tabela de velocidade de corte para fresas de topo
http://www.osg.com.br/v4/fotos/download/Poster_low.pdf

88
velocidade de corte para cabeçote fresador
http://www.grupoindaco.com.br/parametros/parametros.pdf