Embed Size (px)
Citation preview
CURSO DE BACHARELADO EM ENGENHARIA DE CONTROLE E AUTOMAÇÃO
JULIANA KARL ARAUJO
MARCELLA GAZZONI GOMES
DESENVOLVIMENTO DE UM SIMULADOR DE VASO SEPARADOR BIFÁSICO, ÓLEO E
GÁS, APLICANDO A TÉCNICA DE SIMULAÇÃO HARDWARE IN THE LOOP
CAMPOS DOS GOYTACAZES, RJ
2017

JULIANA KARL ARAUJO
MARCELLA GAZZONI GOMES
DESENVOLVIMENTO DE UM SIMULADOR DE VASO SEPARADOR BIFÁSICO, ÓLEO E
GÁS, APLICANDO A TÉCNICA DE SIMULAÇÃO HARDWARE IN THE LOOP
Trabalho de conclusão de curso apresentado ao
Instituto Federal de Educação, ciência e tecnologia
Fluminense como requisito parcial para conclusão do
curso de Bacharelado em Engenharia de Controle e
Automação.
Orientador: Adelson Siqueira Carvalho
CAMPOS DOS GOYTACAZES, RJ
2017
JULIANA KARL ARAUJO
MARCELLA GAZZONI GOMES
DESENVOLVIMENTO DE UM SIMULADOR DE VASO SEPARADOR BIFÁSICO, ÓLEO E
GÁS, APLICANDO A TÉCNICA DE SIMULAÇÃO HARDWARE IN THE LOOP
Trabalho de conclusão de curso apresentado ao
Instituto Federal de Educação, ciência e tecnologia
Fluminense como requisito parcial para conclusão do
curso de Bacharelado em Engenharia de Controle e
Automação.
Orientador: Adelson Siqueira Carvalho
Aprovada em
Banca Avaliadora:
______________________________________________________________________
Doutor Adelson Siqueira Carvalho
Instituto Federal de Educação Ciência e Tecnologia Fluminense
______________________________________________________________________
Doutor William da Silva Vianna
Instituto Federal de Educação Ciência e Tecnologia Fluminense
______________________________________________________________________
Mestre Felipe Nunes Radtke
Instituto Federal de Educação Ciência e Tecnologia Fluminense
AGRADECIMENTOS
Agradecemos primeiramente aos nossos familiares e amigos pelo apoio, incentivo e
paciência durante toda a nossa jornada acadêmica.
Ao Instituto Federal de Educação, Ciência e Tecnologia Fluminense e aos professores do
curso de Engenharia de Controle e Automação pelo conhecimento transferido ao longo dos anos.
Por fim, a todos aqueles que contribuíram de alguma forma para a realização deste
trabalho.

Acredite em si próprio e chegará um dia em
que os outros não terão outra escolha senão acreditar
com você.
Cynthia Kersey
DEDICATÓRIA
Dedico este trabalho aos meus pais e aos
meus irmãos que sempre me apoiaram e me
incentivaram, aos amigos feitos durante o curso e
aos professores que contribuíram imensamente para
minha formação.
Por: Juliana Karl Araujo
Dedico essa monografia aos meus pais e
amigos, pelo incentivo e paciência em todos os
momentos.
Por: Marcella Gazzoni Gomes

RESUMO
O interesse em simulação de processos tem crescido bastante à medida que os estudos
nessa área e a criação de novos softwares permitem o desenvolvimento de simuladores cada vez
mais fiéis aos sistemas reais. O uso de simuladores permite não só o treinamento de estudante e
profissionais, como também acesso a dados e informações relevantes ao processo que permitem
otimizar o sistema. Neste trabalho será apresentado o desenvolvimento de um simulador de um
vaso separador bifásico aplicando-se a técnica de simulação hardware in the loop. O software de
simulação dinâmica Matlab® foi utilizado para representar o modelo matemático do sistema
simulado, no software InduSoft® foram desenvolvidas as telas de supervisão e o controlador
lógico programável ILC 150 ETH foi utilizado para desenvolver toda a lógica de controle do
processo. A comunicação entre os softwares e o CLP é realizada por meio de protocolo OPC, no
qual o CLP atua como servidor e os softwares Matlab® e InduSoft® como clientes. Também
foram desenvolvidas páginas web para que o controle e monitoramento do vaso separador
pudessem ser realizados remotamente. Os resultados obtidos após a sintonia dos controladores
foram considerados satisfatórios, apresentando uma oscilação em torno do set point de
aproximadamente 2% para o nível e de 5% para a pressão.
Palavras chave: simulador industrial, software de supervisão, simulação matemática dinâmica,
vaso separador bifásico, controlador PID.

ABSTRACT
The interest in process simulation has grown considerably as studies in this area and the
creation of new software allows the development of simulators increasingly faithful to real
systems. The use of simulators allows not only training of students and professionals, but also
access to data and information relevant to the process that allows optimizing the system. In this
work the development of a biphasic separator vessel simulator will be presented applying the
hardware in the loop simulation technique. The Matlab® dynamic simulation software was used
to represent the mathematical model of the simulated system, in the InduSoft® software the
supervisory screens were developed and the ILC 150 ETH programmable logic controller was
used to develop all process control logic. Communication between the software and the PLC is
performed through the OPC protocol, in which the PLC acts as the server and the Matlab® and
InduSoft® software as the clients. Web pages have also been developed so that the control and
monitoring of the separator vessel can be performed remotely. The results obtained after the
tuning of the controllers were considered satisfactory, presenting an oscillation around the set
point of approximately 2% for the level and 5% for the pressure.
Keywords: industrial simulator, supervision software, dynamic math simulation, two-phase
separator vessel, PID controller.
SUMÁRIO
1- INTRODUÇÃO .......................................................................................................................................13
1.1 - Apresentação ....................................................................................................................................13
1.2 - Objetivos ..........................................................................................................................................14
1.2.1 - Objetivo Geral ...........................................................................................................................14
1.2.2 - Objetivos Específicos ................................................................................................................14
1.3 - Justificativa ......................................................................................................................................15
1.4 - Organização e Disposição dos Capítulos .........................................................................................16
2 – Fundamentação Teórica .........................................................................................................................17
2.1 - Cadeia Produtiva do Petróleo ...........................................................................................................17
2.2 - Processamento Primário do Petróleo ...............................................................................................18
2.3 - Vasos Separadores ...........................................................................................................................19
2.4 - Simulação Hardware in the Loop ....................................................................................................21
2.5 - Softwares de Supervisão ..................................................................................................................23
2.6 - Software de Simulação Matemática .................................................................................................24
2.7 - Controladores Lógicos Programáveis ..............................................................................................25
2.8 -Protocolo de Comunicação OPC ......................................................................................................26
2.9 - Sistema Cliente Servidor ..................................................................................................................27
2.10 - Sistema Web Server .......................................................................................................................28
2.11 - Teoria do Controle .........................................................................................................................29
2.12 - Controlador PID .............................................................................................................................29
2.13 - Estratégias de Controle ..................................................................................................................31
2.13.1 - Controle Antecipativo .............................................................................................................31
2.13.2 - Controle Feedback ..................................................................................................................31
2.13.3 - Controle Cascata .....................................................................................................................32
3 - METODOLOGIA ...................................................................................................................................33
3.1 - Modelo Matemático .........................................................................................................................34
3.2 - Proteções e Intertravamentos do Sistema de Separação Bifásica ....................................................38
3.3 - Descritivo do Sistema Supervisório .................................................................................................40
3.3.1 - Tela Inicial ................................................................................................................................40
3.3.2 - Tela Principal ............................................................................................................................41
3.3.3 - Tela de Alarmes ........................................................................................................................42
3.3.4 - Tela Tendência ..........................................................................................................................43
3.4 - Representação da Modelagem Matemática ......................................................................................44
3.4.1- Controle de Nível .......................................................................................................................45
3.4.2 - Controle de Pressão.......................................................................................................................48
3.5 - Representação da Programação no Controlador ..............................................................................52
3.6 - Sistema de Comunicação entre Servidor – Clientes OPC ................................................................56
3.7 - Descritivo da Disponibilização do Sistema Supervisório para Acesso Remoto ..............................57
4 – RESULTADOS E DISCUSSÃO ...........................................................................................................58
5 - CONCLUSÕES ......................................................................................................................................62
6 – SUGESTÕES PARA TRABALHOS FUTUROS .................................................................................63
REFERÊNCIA BIBLIOGRÁFICA .............................................................................................................64
APÊNDICE I - CONFIGURANDO AX OPC-SERVER ............................................................................66
LISTA DE FIGURAS
Figura 1 - Cadeia produtiva do petróleo ........................................................................................ 17
Figura 2 - Fluxograma do processamento primário de petróleo .................................................... 19
Figura 3 - Esquema de um separador bifásico ............................................................................... 20
Figura 4 - Esquema de um separador bifásico ............................................................................... 21
Figura 5 - Representação do conceito Hardware in the Loop ....................................................... 22
Figura 6 - Exemplo de aplicação utilizando o Indusoft Web Studio ............................................. 24
Figura 7 - Exemplo de utilização do Simulink para implementação de estratégia de controle em
cascata ............................................................................................................................................ 25
Figura 8 - Controlador Phoenix modelo ILC 150 ETH ................................................................. 26
Figura 9 - Esquema de comunicação cliente/servidor OPC .......................................................... 28
Figura 10 - Representação de um sistema dinâmico ..................................................................... 29

Figura 11 - Representação da ação de um controlador PID .......................................................... 30
Figura 12 - Exemplo de aplicação da estratégia Feedforward....................................................... 31
Figura 13 - Exemplo de aplicação da estratégia Feedback ............................................................ 32
Figura 14 - Esquema da estratégia de controle Cascata ................................................................ 32
Figura 15 - Interconexão das funções de transferência do separador bifásico .............................. 38
Figura 16 - Shutdown valve (SDV) ............................................................................................... 39
Figura 17 - Blow down valve (BDV) ............................................................................................ 39
Figura 18 - Tela inicial do sistema supervisório............................................................................ 41
Figura 19 - Tela principal do sistema supervisório ....................................................................... 42
Figura 20 - Tela de alarmes do sistema supervisório .................................................................... 43
Figura 21 - Tela de gráficos de tendência do sistema supervisório ............................................... 44
Figura 22 - Interligação entre os sistemas de controle de nível e pressão ..................................... 45
Figura 23 - Subsistema de controle de nível no vaso separador V-101 ........................................ 46
Figura 24 - Funções de transferência que descrevem o nível no vaso V-101 ............................... 47
Figura 25 - Condição inicial do nível ............................................................................................ 47
Figura 26 - Valor da vazão de óleo simulada ................................................................................ 48
Figura 27 - Subsistema de controle de pressão.............................................................................. 49
Figura 28 - Funções de transferência que descrevem a pressão no vaso V-101 ........................... 50
Figura 29 - Condição inicial da pressão ........................................................................................ 51
Figura 30 - Representação de despressurização do sistema em caso de evento de Shut Down .... 51
Figura 31 - Valor da vazão de gás ................................................................................................. 52
Figura 32 - Conversão dos parâmetros do PID.............................................................................. 53
Figura 33 - Evento Shut Down ...................................................................................................... 53
Figura 34 - Intertravamentos de nível e pressão ............................................................................ 54
Figura 35 - Alarmes ....................................................................................................................... 54
Figura 36 - Programação completa feita no PC WORX EXPRESS ............................................. 55
Figura 37 - Esquema gráfico mostrando o fluxo de informação entre servidor e clientes ............ 56
Figura 38 - Visualização do sistema supervisório através do Internet Explorer ........................... 57
Figura 39 - Resposta do sistema de nível para um setpoint de 50% ............................................. 58
Figura 40 - Zoom da resposta do sistema de nível para um setpoint de 50% ............................... 58
Figura 41 - Resposta do sistema a um step de 10% no valor do nível .......................................... 59
Figura 42 - Resposta do sistema a um setpoint de 10 bar (33.3%)................................................ 59
Figura 43 - Zoom da resposta do sistema a um setpoint de 10 bar (33.3%).................................. 60
Figura 44 - Resposta do sistema a um step na pressão .................................................................. 60
Figura 45 - Relação entras as oscilações de pressão e nível .......................................................... 61
Figura 46 - Tela de tendência do supervisório .............................................................................. 61
LISTA DE EQUAÇÕES
Equação 1 - Representação de um controlador PID ...................................................................... 30
Equação 2 – Nível do vaso (hl)/Vazão de entrada de óleo (Li) ..................................................... 36
Equação 3 - Nível do vaso (hl)/Pressão (P) ................................................................................... 37
Equação 4 – Pressão (P)/Vazão de entrada de gás (Gi) ................................................................. 37
Equação 5 – Pressão (P)/Nível do vaso (hl) .................................................................................. 37
Equação 6 – Pressão (P)/Temperatura (T) ..................................................................................... 37
Equação 7 - Nível do vaso (hl)/Posição da válvula de nível (vl) .................................................. 37
Equação 8 – Pressão (P)/Vazão de entrada de óleo (Li)................................................................ 37
Equação 9 – Pressão (P)/Posição da válvula de nível (vl) ............................................................. 37
Equação 10 – Pressão (P)/Posição da válvula de gás (vg) ............................................................ 38
LISTA DE TABELAS
Tabela 1 - Lista de tags .................................................................................................................. 34
Tabela 2 - Nomenclaturas .............................................................................................................. 35

13
1- INTRODUÇÃO
1.1 - Apresentação
O petróleo extraído dos poços de exploração chega à superfície misturado com água, gás e
impurezas. Para que seja preparado para comercialização é preciso que o mesmo passe por
diversas etapas de tratamento. A primeira dessas etapas é chamada de processamento primário de
petróleo e é nessa etapa que é efetuada a separação água/gás/óleo. Em equipamentos
denominados vasos separadores bifásicos, o gás é inicialmente separado da parte líquida por ação
da gravidade e é esse o tipo de separador que será tratado neste trabalho.
Simuladores podem ser utilizados nessa e em diversas outras etapas do tratamento do
petróleo com o objetivo de auxiliar no completo entendimento dos processos, na implementação
de novos métodos e novos equipamentos, sintonia e configuração de controladores e na tomada
de decisões por parte dos engenheiros.
Indústrias petroquímicas em geral, trabalham com processos complexos e de alta
periculosidade, além de utilizarem equipamentos de muito alto custo. Dessa forma, a ocorrência
de erros operacionais podem provocar a interrupção da produção e danificar equipamentos
causando elevadas perdas financeiras e colocando em risco a segurança do processo e de pessoas.
O uso de simuladores no treinamento dos operadores dos processos permite simular
situações anormais de operação sem colocar em risco as pessoas e a integridade dos
equipamentos, contribuindo significativamente na capacitação dos operadores no sentido de
evitar ao máximo paradas na produção e situações de risco. Caso não seja possível evitá-las, os
mesmos devem estar preparados para agir com rapidez para que o processo volte a operar em
condições normais de operação. Dessa forma é possível evitar perdas econômicas e a ocorrência
de acidentes.
Tomando como base a atribuição feita pelas empresas de importância alta ou média para
as atividades inovativas, a aquisição de máquinas e equipamentos continua sendo a mais
relevante para a Indústria (75,9%), seguida de treinamento (59,7%) e aquisição de software
(31,6%). (ONIRIA, 2015)

14
Para um treinamento ser eficaz, e capacitar os colaboradores das indústrias
que estão entrando no mercado e os que já estão atuando, e a principal forma de
realizar esse treinamento é através da utilização de soluções de simulação virtual. O
simulador garante mais eficácia e aprendizado aos profissionais, pois é feito de forma
prática e muito próximo a realidade, o que permite a pessoa aprender ou aprimorar o
funcionamento do equipamento em seu trabalho de modo completo, desde a
montagem, desmontagem e manuseio. (ONIRIA, 2015)
Grandes empresas tem utilizado cada vez mais simuladores para o treinamento de seus
funcionários. A Petrobrás, por exemplo, utiliza o simulador SIGNOS 2 para treinamento de
operação de guindaste em plataformas de petróleo e o simulador Multi Purpose Maritme
Simulator (MPMS) que reproduz a sala de controle de lastro de uma plataforma.
Dentro deste tema, este trabalho monográfico desenvolve um simulador de um vaso
separador bifásico, utilizando os softwares Matlab® e InduSoft®, tendo como base o modelo
matemático apresentado no livro “Modelagem e Controle na Produção de Petróleo - Aplicações
em MATLAB” dos autores Giovani Cavalcanti Nunes, José Luiz de Medeiros e Ofélia de
Queiroz Fernandes Araújo.
1.2 – Objetivos
1.2.1 - Objetivo Geral
Desenvolvimento de um simulador de um vaso separador bifásico através da integração
do software de supervisão de processos InduSoft, do software de simulação matemática dinâmica
Matlab e do controlador lógico programável ILC 150 ETH.
1.2.2 - Objetivos Específicos
• Integrar os softwares Matlab e InduSoft e o CLP utilizando protocolo de comunicação
OPC;
• Simular a lógica de operação de um vaso separador bifásico utilizando os softwares
acima;
• Desenvolver a lógica de controle do processo utilizando o CLP;
• Elaboração de páginas web para que a simulação possa ser acessada remotamente;
15
• Descrever os resultados obtidos pelo modelo desenvolvido.
1.3 - Justificativa
A falha humana é uma das causas dos erros operacionais, que podem resultar na
interrupção da produção, causar danos ao patrimônio e até mesmo acidentes graves.
Indústrias do ramo petroquímico e também de diversas outras áreas têm utilizado
simuladores como forma de aprimorar o treinamento de seus funcionários, fazendo com que os
mesmo adquiram um maior conhecimento do processo produtivo com o qual trabalham e
diminuindo os riscos de acidentes.
O uso de simuladores permite que os profissionais em treinamento simulem atitudes que
devem ser tomadas em situações anormais de funcionamento da planta sem colocar em risco as
pessoas ou parar o processo produtivo.
Essa experiência faz com que eles se sintam mais confiantes quando enfrentam esse tipo
de situação na vida real. Como mostrado por Lucci (2002):
Os usuários de simulações dizem que o processo de treinamento permite que todos
possam aprender com os seus próprios erros, pois o uso de simuladores promove um
aprendizado mais seguro e menos oneroso para as pessoas e para as organizações. As
simulações permitem às pessoas aprenderem melhor sobre os sistemas com os quais
trabalham e a manuseá-los com menor risco. Geralmente, um indivíduo levaria alguns
dias, meses ou anos para experimentar as mesmas sensações de aprendizado que o
simulador é capaz de lhe proporcionar por estágio do programa de treinamento.
Além disso, a prática é imprescindível para o desenvolvimento do poder crítico do
engenheiro e a habilidade de juntar conhecimentos adquiridos previamente em diferentes
disciplinas em situações reais, como pode ser visto no trecho de Pekelman, Mello Jr.(2004):
Se o engenheiro deve ser capaz de aplicar a ciência e a tecnologia, que se entenda,
neste artigo, como aplicação, a adaptação dos conhecimentos científicos e
tecnológicos às necessidades humanas, nada mais justo, que no seu período de
ensino no curso de Engenharia, lhe seja proporcionado a possibilidade de se deparar
16
e manipular as principais tecnologias básicas em condições próximas, simuladas, às
do mundo real, ou melhor, profissional.
1.4 - Organização e Disposição dos Capítulos
A seguir será apontada uma sucinta descrição de como o conteúdo deste trabalho foi
organizado.
Capítulo 1: introdução ao tema, objetivos e justificativa do trabalho.
Capítulo 2: embasamento teórico necessário para a compreensão do trabalho monográfico
e descrição dos softwares e hardware utilizados.
Capítulo 3: desenvolvimento do simulador, elaboração das telas de supervisão,
programação do clp e integração dos softwares e hardware.
Capítulo 4: apresentação dos resultados obtidos no projeto.
Capítulo 5: conclusões finais.
Capítulo 6: sugestões para trabalhos futuros.
17
2 – Fundamentação Teórica
2.1 - Cadeia Produtiva do Petróleo
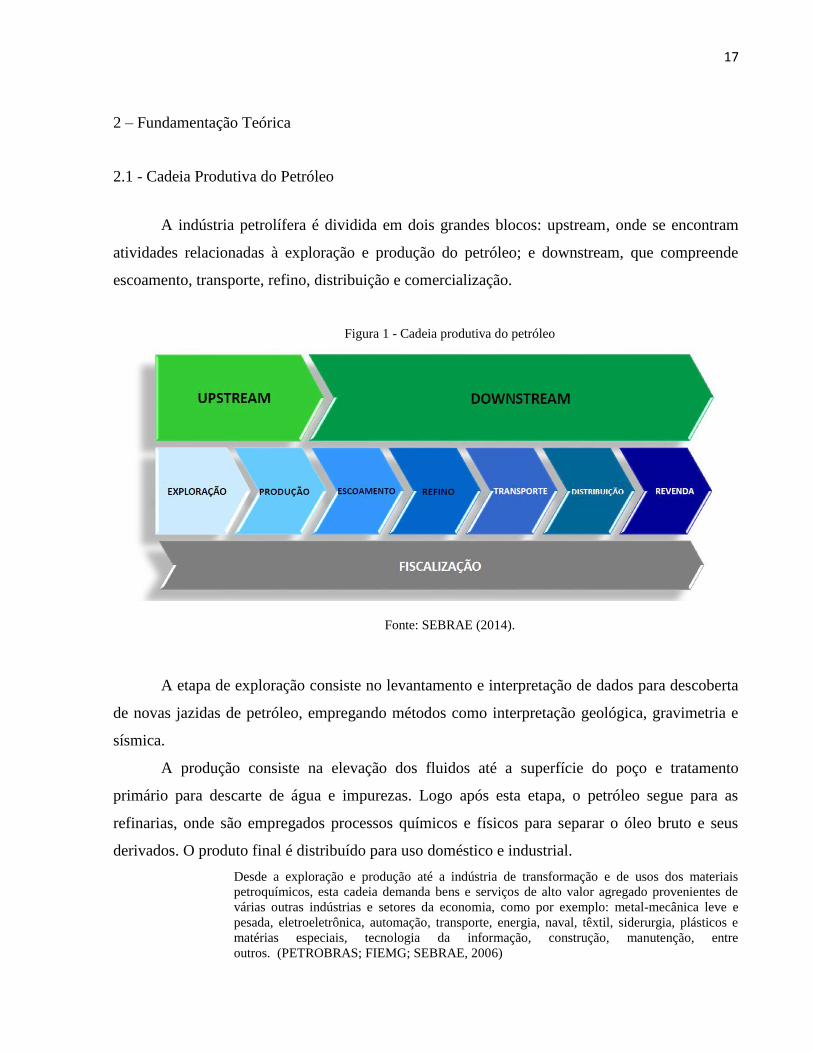
A indústria petrolífera é dividida em dois grandes blocos: upstream, onde se encontram
atividades relacionadas à exploração e produção do petróleo; e downstream, que compreende
escoamento, transporte, refino, distribuição e comercialização.
Figura 1 - Cadeia produtiva do petróleo
Fonte: SEBRAE (2014).
A etapa de exploração consiste no levantamento e interpretação de dados para descoberta
de novas jazidas de petróleo, empregando métodos como interpretação geológica, gravimetria e
sísmica.
A produção consiste na elevação dos fluidos até a superfície do poço e tratamento
primário para descarte de água e impurezas. Logo após esta etapa, o petróleo segue para as
refinarias, onde são empregados processos químicos e físicos para separar o óleo bruto e seus
derivados. O produto final é distribuído para uso doméstico e industrial.
Desde a exploração e produção até a indústria de transformação e de usos dos materiais
petroquímicos, esta cadeia demanda bens e serviços de alto valor agregado provenientes de
várias outras indústrias e setores da economia, como por exemplo: metal-mecânica leve e
pesada, eletroeletrônica, automação, transporte, energia, naval, têxtil, siderurgia, plásticos e
matérias especiais, tecnologia da informação, construção, manutenção, entre
outros. (PETROBRAS; FIEMG; SEBRAE, 2006)

18
O simulador desenvolvido neste trabalho representa a fase de processamento primário de
petróleo, que consiste na primeira etapa da fase de produção. Esta etapa é realizada ainda nas
plataformas de petróleo, logo após sair do reservatório e alcançar a superfície e será explicada
mais detalhadamente no próximo tópico.
2.2 - Processamento Primário do Petróleo
Como dito anteriormente, o petróleo de diferentes poços chega à superfície juntamente
com água, gás e impurezas. Torna-se necessária a separação desses elementos, já que o interesse
econômico é apenas pelo óleo e gás separadamente e a presença de água nas tubulações pode
comprometer certas operações, gerar problemas de incrustação e corrosão nos oleodutos de
exportação e acelerar o processo de formação de hidratos sólidos que bloqueiam a passagem de
gás nos gasodutos. A essa separação óleo/gás/água dá-se o nome de processamento primário de
petróleo.
O processo de separação da água e gás é consideravelmente simples já que a diferença de
densidade entre eles é grande. Sendo assim, é realizada somente uma fragmentação inicial
seguido de um baixo tempo de separação. A separação da água e do óleo, entretanto, é um pouco
mais complexa, pois embora os mesmos sejam imiscíveis, eles chegam ao separador sobre a
forma de emulsão devido à agitação a que são submetidos nas tubulações de produção.
A figura 2 apresenta um esquema simplificado das principais etapas do processamento
primário de petróleo. No final do processo, têm-se os fluxos separados de óleo, gás e da água
tratada.

19
Figura 2 - Fluxograma do processamento primário de petróleo
Fonte: Autor.
2.3 - Vasos Separadores
Os fluidos oriundos dos poços, ao chegarem à superfície, passam por separadores
bifásicos ou trifásicos. No separador bifásico é realizada a separação gás/líquido e no separador
trifásico ocorre a separação óleo/água/gás.
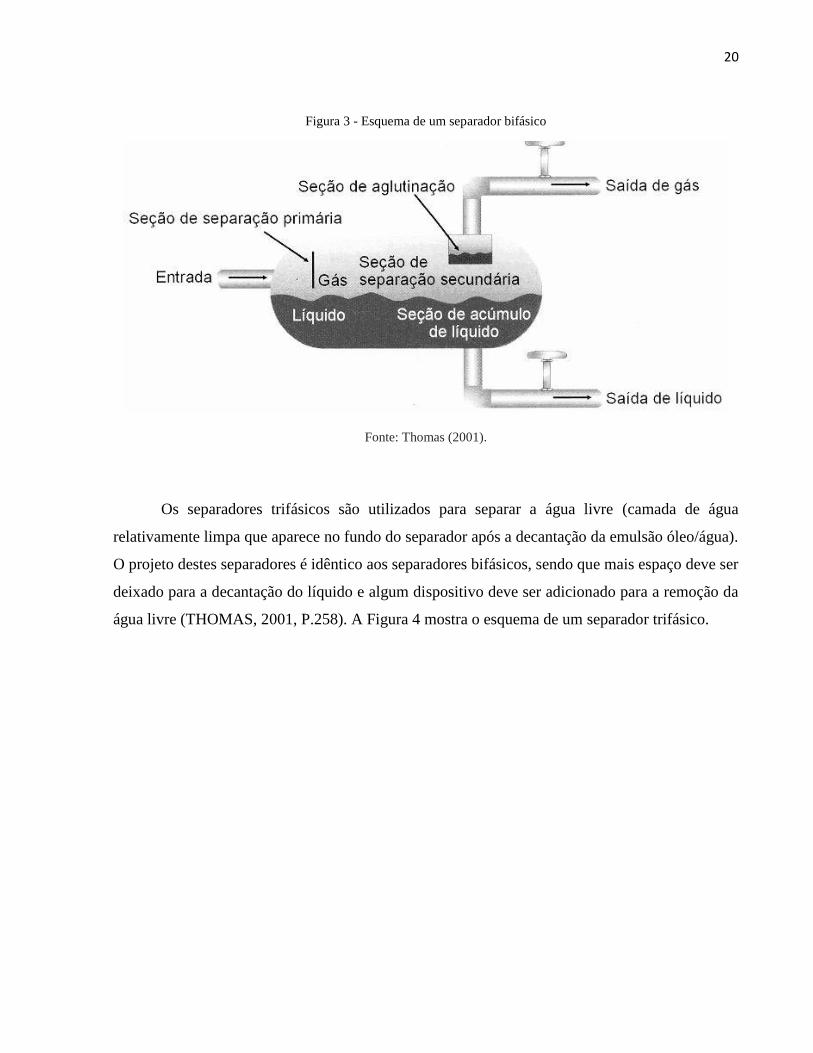
No separador bifásico, o fluido entra na seção de separação primária e choca-se com
defletores. Esse impacto provoca uma mudança brusca em sua velocidade e direção. As gotículas
de líquido são separadas do gás pela força da gravidade e se acumulam na seção de acúmulo de
líquido. O líquido permanece nesta região por um tempo suficiente para que o gás se desprenda
do líquido, flua sob os defletores de entrada e vá para a seção de separação secundária. Antes de
deixar o vaso, o gás passa pela seção de aglutinação que extrai a névoa presente no fluido. As
diferentes seções do separador bifásico podem ser vistas na figura 3 abaixo.
20
Figura 3 - Esquema de um separador bifásico
Fonte: Thomas (2001).
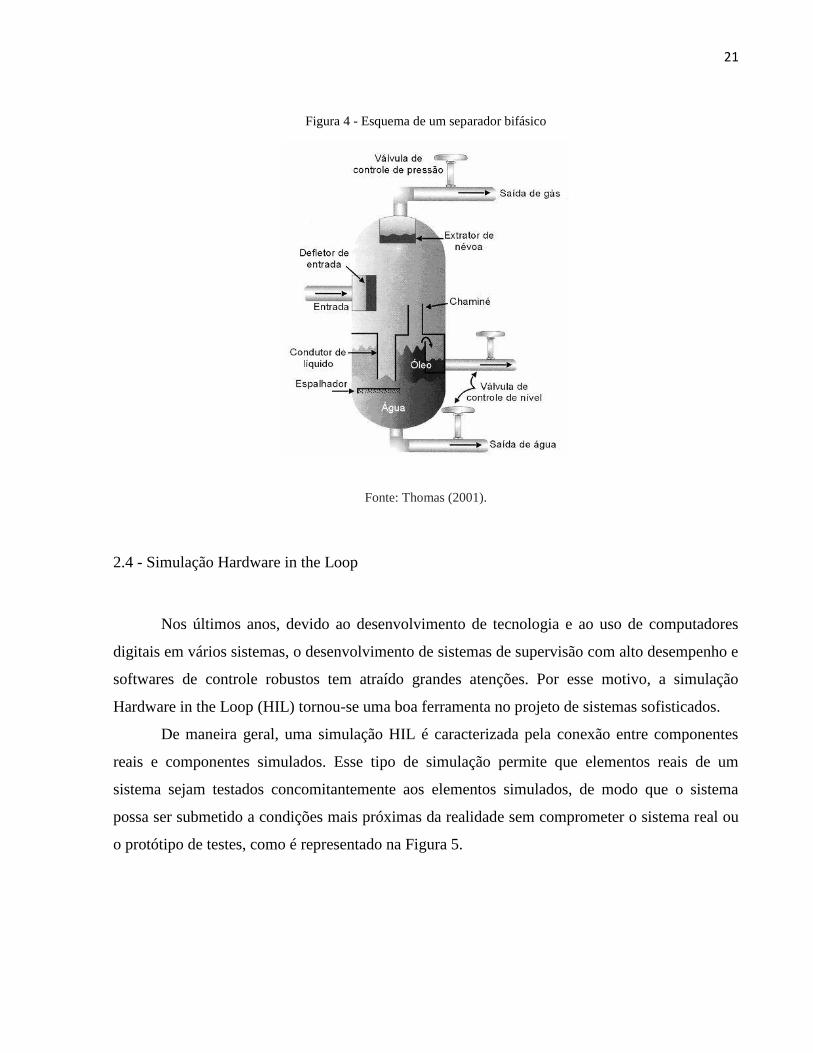
Os separadores trifásicos são utilizados para separar a água livre (camada de água
relativamente limpa que aparece no fundo do separador após a decantação da emulsão óleo/água).
O projeto destes separadores é idêntico aos separadores bifásicos, sendo que mais espaço deve ser
deixado para a decantação do líquido e algum dispositivo deve ser adicionado para a remoção da
água livre (THOMAS, 2001, P.258). A Figura 4 mostra o esquema de um separador trifásico.
21
Figura 4 - Esquema de um separador bifásico
Fonte: Thomas (2001).
2.4 - Simulação Hardware in the Loop
Nos últimos anos, devido ao desenvolvimento de tecnologia e ao uso de computadores
digitais em vários sistemas, o desenvolvimento de sistemas de supervisão com alto desempenho e
softwares de controle robustos tem atraído grandes atenções. Por esse motivo, a simulação
Hardware in the Loop (HIL) tornou-se uma boa ferramenta no projeto de sistemas sofisticados.
De maneira geral, uma simulação HIL é caracterizada pela conexão entre componentes
reais e componentes simulados. Esse tipo de simulação permite que elementos reais de um
sistema sejam testados concomitantemente aos elementos simulados, de modo que o sistema
possa ser submetido a condições mais próximas da realidade sem comprometer o sistema real ou
o protótipo de testes, como é representado na Figura 5.
22
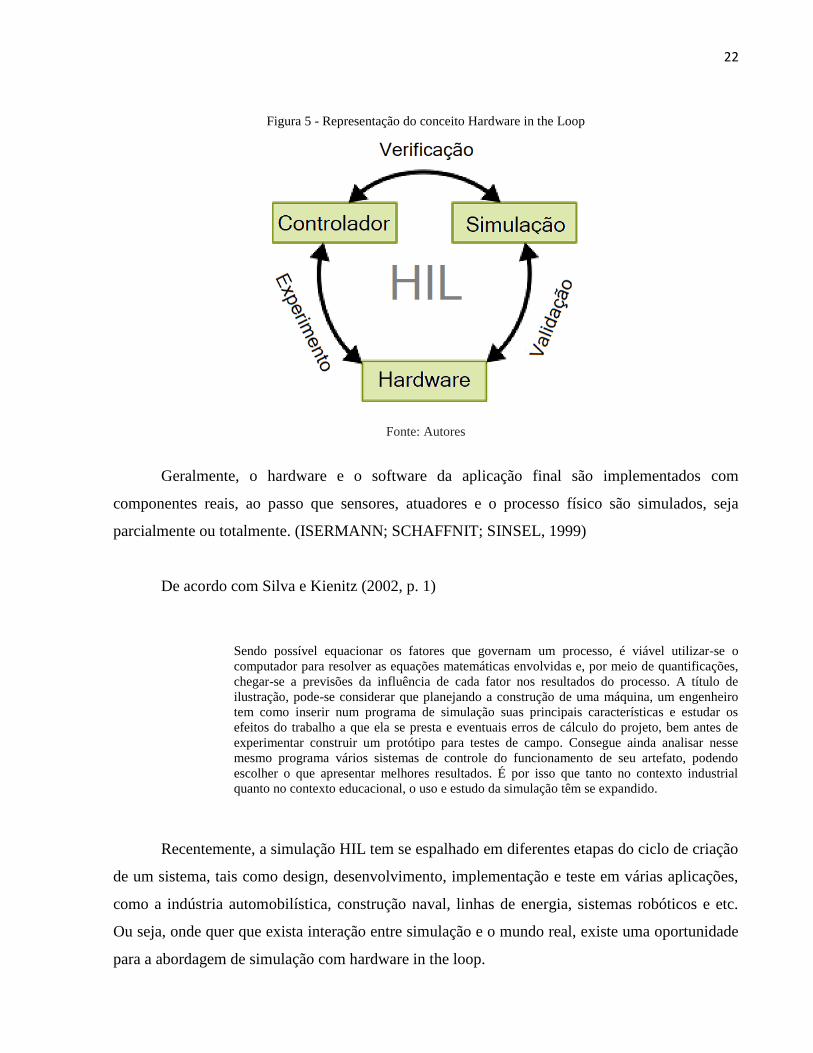
Figura 5 - Representação do conceito Hardware in the Loop
Fonte: Autores
Geralmente, o hardware e o software da aplicação final são implementados com
componentes reais, ao passo que sensores, atuadores e o processo físico são simulados, seja
parcialmente ou totalmente. (ISERMANN; SCHAFFNIT; SINSEL, 1999)
De acordo com Silva e Kienitz (2002, p. 1)
Sendo possível equacionar os fatores que governam um processo, é viável utilizar-se o
computador para resolver as equações matemáticas envolvidas e, por meio de quantificações,
chegar-se a previsões da influência de cada fator nos resultados do processo. A título de
ilustração, pode-se considerar que planejando a construção de uma máquina, um engenheiro
tem como inserir num programa de simulação suas principais características e estudar os
efeitos do trabalho a que ela se presta e eventuais erros de cálculo do projeto, bem antes de
experimentar construir um protótipo para testes de campo. Consegue ainda analisar nesse
mesmo programa vários sistemas de controle do funcionamento de seu artefato, podendo
escolher o que apresentar melhores resultados. É por isso que tanto no contexto industrial
quanto no contexto educacional, o uso e estudo da simulação têm se expandido.
Recentemente, a simulação HIL tem se espalhado em diferentes etapas do ciclo de criação
de um sistema, tais como design, desenvolvimento, implementação e teste em várias aplicações,
como a indústria automobilística, construção naval, linhas de energia, sistemas robóticos e etc.
Ou seja, onde quer que exista interação entre simulação e o mundo real, existe uma oportunidade
para a abordagem de simulação com hardware in the loop.
23
Este trabalho monográfico dependeu da utilização desse tipo de simulação para que
obtivesse resultados devido a indisponibilidade de um separador bifásico real onde pudessem ser
implementada uma estratégia de controle e acompanhar os resultados. Dessa forma, o processo
físico foi totalmente simulado, este sendo baseado no modelo matemático presente no
livro “Modelagem e Controle na Produção de Petróleo - Aplicações em MATLAB ”, como já foi
citado anteriormente, e um controlador lógico programável foi utilizado representando a parte
física da simulação HIL.
2.5 - Softwares de Supervisão
Sistemas supervisórios são sistemas configuráveis com a finalidade de supervisão ou
controle de uma planta automatizada através de uma interface amigável que representa todo o
processo. A leitura das variáveis se dá em tempo real através de equipamentos de aquisição de
dados. O CLP processa esses dados e aplica a ação de controle nos equipamentos instalados na
planta. O software de supervisão permite a visualização de todo o processo de forma centralizada
através de telas gráficas e pode enviar sinais para o CLP atuar na planta industrial.
O software utilizado para o desenvolvimento das telas de supervisão neste trabalho
monográfico foi o InduSoft Web Studio Educacional versão 8.0. Essa versão permite o uso
gratuito de todas as funcionalidades do software pelo período de seis meses.
“O InduSoft Web Studio® é uma poderosa coleção de ferramentas de automação que
possibilita o desenvolvimento de aplicações IHM, SCADA, para sistemas embedded, e para
sistemas de instrumentação.” (SCHNEIDER ELECTRIC SOFTWARE, c2016) .
O InduSoft Web Studio permite a visualização de qualquer aplicação utilizando Internet
Explorer ou intranet incluindo XML, utiliza linguagem UNICODE, permite rodar a aplicação em
plataformas diferentes da qual ela foi desenvolvida e utiliza tecnologias abertas, como ActiveX e
.NET.
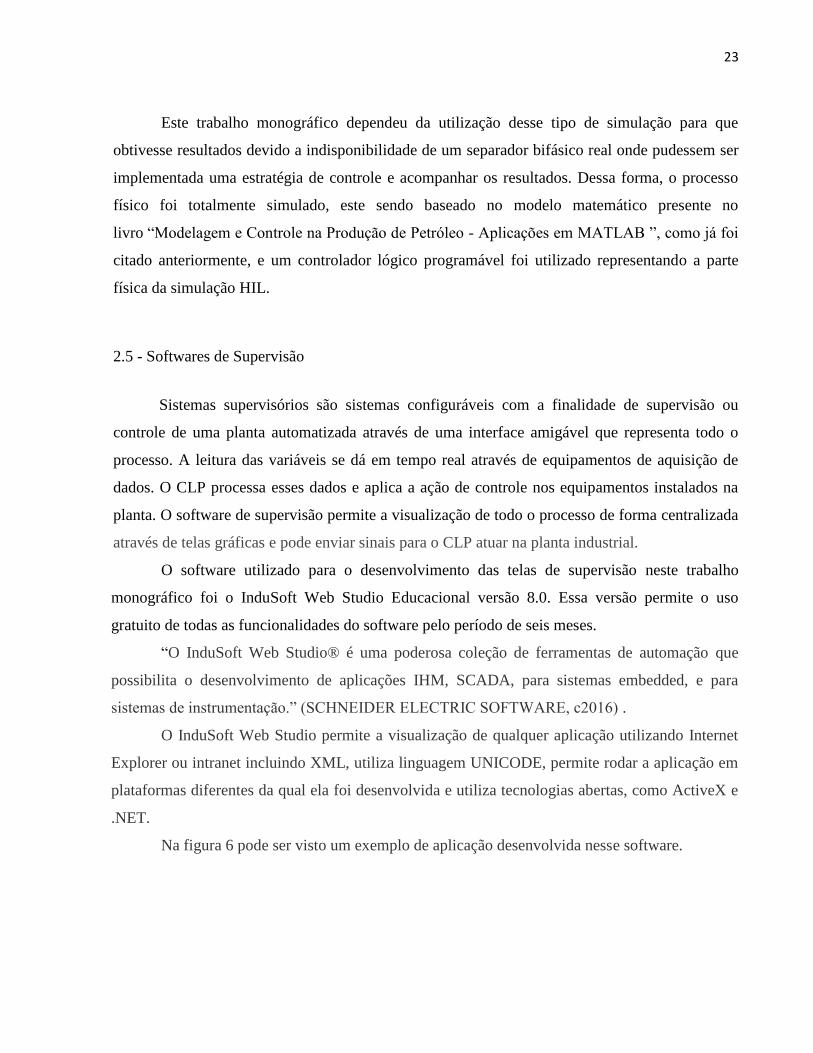
Na figura 6 pode ser visto um exemplo de aplicação desenvolvida nesse software.
24
Figura 6 - Exemplo de aplicação utilizando o Indusoft Web Studio
Fonte: Autores
2.6 - Software de Simulação Matemática
O Matlab (MatrixLaboratory) é um software de alta performance, voltado para solução
de problemas científicos e de engenharia. O Matlab proporciona um ambiente de fácil utilização
com comandos parecidos com expressões algébricas que utilizamos usualmente, ao contrário da
programação tradicional.
O software possui além de diversas extensões (toolboxes) um ambiente de simulação
baseado em diagrama de blocos chamado Simulink.
Simulink® é um ambiente de diagrama de blocos para simulação multidomínio e Design
baseado em modelos. Suporta simulação, geração automática de código, e teste e verificação
contínua de sistemas embedded.
O Simulink fornece um editor gráfico, bibliotecas personalizadas de blocos e
solucionadores para modelagem e simulação de sistemas dinâmicos. Ele é integrado ao

25
MATLAB®, permitindo a incorporação de algoritmos do MATLAB em modelos e exportação
de resultados de simulação para o MATLAB para uma análise mais aprofundada.
Figura 7 - Exemplo de utilização do Simulink para implementação de estratégia de controle em cascata
Fonte: Autores
No presente trabalho foram utilizados o Matlab 2016a e o ambiente Simulink para
representação do modelo matemático referente ao vaso separador bifásico.
2.7 - Controladores Lógicos Programáveis
Segundo a NEMA (National Electrical Manufacturers Association), os Controladores
Lógico programáveis, CLPs são aparelhos eletrônicos digitais que utilizam uma memória
programável para armazenar internamente instruções e para implementar funções específicas, tais
como lógica, sequenciamento, temporização, contagem e aritmética, controlando, por meio de
módulos de entradas e saídas, vários tipos de máquinas ou processos.
O CLP foi desenvolvido nos Estados Unidos em 1968 pela montadora de automóveis
General Motors com o intuito de substituir os relés eletromagnéticos. Os relés eletromagnéticos
frequentemente apresentavam desgastes devido ao contato repetitivo, o que ocasionava a
necessidade de manutenções periódicas. Além disso, atualizações nos sistemas de montagem
implicavam em altos gastos de tempo e dinheiro devido a necessidade de mudança de fiação e
instalação de relés.
Os Controladores Lógicos Programáveis permitem modificar a lógica do processo
facilmente devido às linguagens de programação utilizadas que são de fácil aprendizagem e
utilização. A manutenção é bem simples e permite o controle em tempo real. Além de contar com
26
sistema antirruídos eletromagnéticos e rack modulares que facilitam a mudança de configuração
de acordo com a necessidade.
O controlador programável tem sua estrutura baseada no hardware de um computador, tendo
portanto uma unidade central de processamento (UCP), interfaces de entrada e saída e
memórias. As principais diferenças em relação a um computador comum estão relacionadas a
qualidade da fonte de alimentação, que possui características ótimas de filtragem e
estabilização, interfaces de E/S imune a ruídos e um invólucro específico para aplicações
industriais. Temos também um terminal usado para programação do CLP. (VIANNA, 2000,
p.8)
O ILC 150 ETH da Phoenix Contact foi utilizado como o controlador físico desta
simulação hardware in the loop. Este CLP é um mini controlador de alta capacidade com
interface Ethernet integrada e software de programação PC WORX/ PC WORX EXPRESS. O
ILC 150 ETH permite trocar dados com os servidores OPC e comunicar com os usuários aptos a
TCP/IP.
Figura 8 - Controlador Phoenix modelo ILC 150 ETH
Fonte: Phoenix Contact (c2017)
2.8 -Protocolo de Comunicação OPC
O protocolo OPC (OLE for Process Control) surgiu para padronizar a comunicação entre
os dispositivos de chão de fábrica e os sistemas de automação. De acordo com Fonseca (2002, p.
2):
27
Basicamente, o padrão OPC estabelece as regras para que sejam desenvolvidos sistemas com
interfaces padrões para comunicação dos dispositivos de campo (CLPs, sensores, balanças,
etc.) com sistemas de monitoração, supervisão e gerenciamento (SCADA, MES, ERP, etc.).
Na comunicação OPC existem os clientes e os servidores. Segundo Ratunde, Santos e
Cruz ( [2014], p. 3)
Os produtos para monitoração de dados, como IHMs, sistemas supervisórios e etc,
normalmente são clientes OPC. Por outro lado, os produtos que fazem a comunicação direta
com os dispositivos de campo utilizando protocolos proprietários são servidores OPC. Cada
produto pode incorporar as duas funcionalidades, sendo o mais comum em aplicações
normalmente onde o cliente possa ser servidor, e não o contrário.
Os servidores OPC são responsáveis por fazer a troca de dados, leitura e escrita, entre os
clientes. O servidor AX OPC Server, disponível para o CLP da Phoenix foi, configurado para que
os softwares clientes, PC WORX EXPRESS, InduSoft e Matlab, pudessem trocar informações de
leitura e escrita entre si. No APÊNDICE I encontra-se o passo a passo para a configuração do
servidor.
2.9 - Sistema Cliente Servidor
A arquitetura cliente/servidor divide o processamento da informação em duas partes:
Os servidores, que são responsáveis pelo gerenciamento do banco de dados e os clientes, que são
softwares utilizados para acesso a dados e informações de alarmes e históricos.
Todas as máquinas em arquitetura Cliente/Servidor devem ser interligadas pela rede
utilizando o mesmo tipo de protocolo (TCP/IP). A rede funciona como meio de transporte de
dados, permitindo que os clientes enviem requisições aos servidores que processam os pedidos e
retornam as informações solicitadas para o cliente.

28
Figura 9 - Esquema de comunicação cliente/servidor OPC
Fonte: Autor
2.10 - Sistema Web Server
A configuração web server funciona de forma similar ao sistema cliente/servidor. Ambos
têm como objetivo a disponibilização de dados de um processo através da rede, diferenciando-se
apenas pelo fato de que na configuração web server o cliente não necessita ter um software
instalado na máquina. Os dados são acessados via browser de internet, através do qual é possível
visualizar as telas do processo e realizar comandos.
As telas de simulação deste trabalho foram desenvolvidas no software InduSoft Web
Studio. Essas telas foram publicadas como páginas WEB e o servidor web do Windows, IIS
(Internet Information Service), foi utilizado para acessar a aplicação através da web usando o
Internet Explorer.
O software é instalado apenas na estação servidor onde a aplicação é criada e a estação
cliente simplesmente carrega a interface gráfica do projeto. O servidor web fornece todos os
dados necessários requisitados pelo browser e qualquer máquina que possuir uma conexão ativa
com a estação servidor através do protocolo TCP/IP pode acessar a aplicação durante sua
execução.

29
2.11 - Teoria do Controle
A Teoria do Controle é baseada no comportamento de sistemas dinâmicos. O principal
objetivo de um sistema de controle é fazer com que a saída do sistema, também conhecido como
planta, siga o valor de referência (setpoint) estipulado, podendo esse valor ser fixo ou não.
Quando a saída de um sistema não atinge espontaneamente o valor de referência, um
controlador é projetado para monitorar o valor de saída e compará-lo ao valor de referência. A
diferença entre a referência e a saída é conhecida como erro, que é valor no qual controlador se
baseia para fazer modificações no valor de saída até que se atinja o setpoint desejado.
O engenheiro responsável pelo projeto do controlador deve escolher a técnica de controle
a ser utilizada atentamente, levando em consideração a dinâmica da planta e o tipo de variável a
ser controlada, já que dependendo do comportamento do sistema, alguns controladores podem
apresentar melhor desempenho que outros.
Figura 10 - Representação de um sistema dinâmico
Fonte: Ogata, 1998, p. 54.
2.12 - Controlador PID
O controle proporcional integrativo derivativo, mais conhecido como PID, é o método de
controle mais utilizado na indústria devido a sua robustez, alta precisão e a grande variedade de
processos em malha fechada a que pode ser aplicado. O controlador utiliza da soma das ações
30
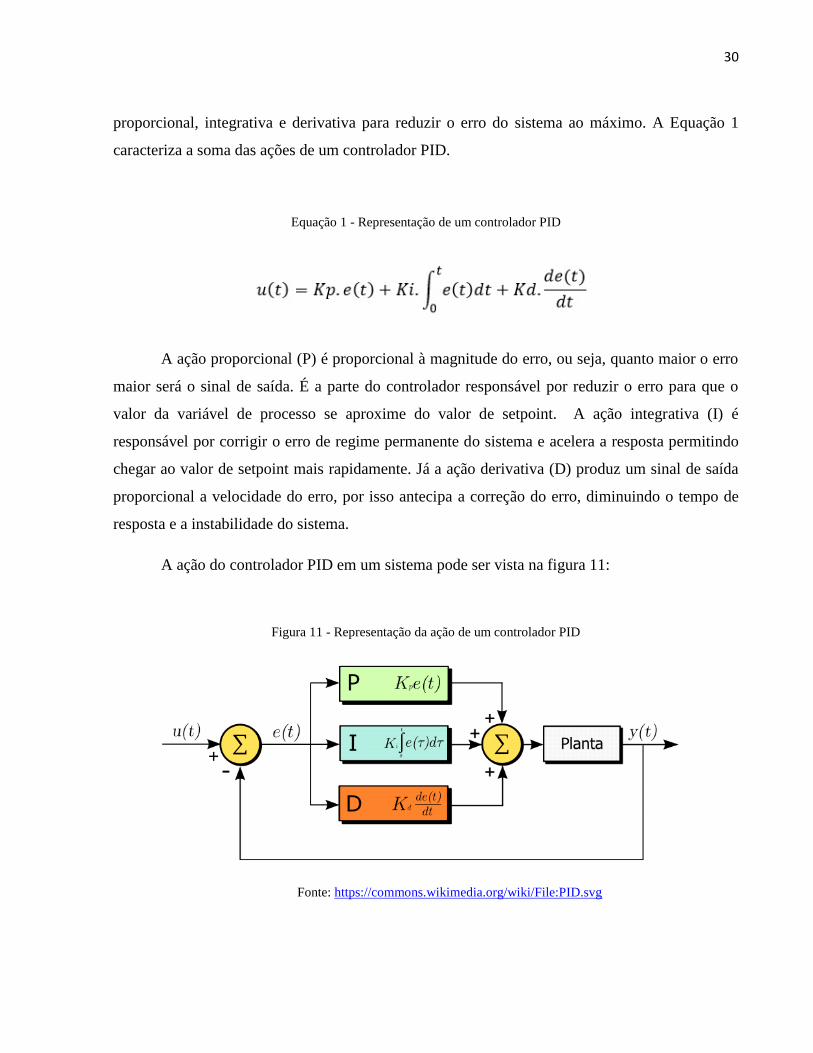
proporcional, integrativa e derivativa para reduzir o erro do sistema ao máximo. A Equação 1
caracteriza a soma das ações de um controlador PID.
Equação 1 - Representação de um controlador PID
A ação proporcional (P) é proporcional à magnitude do erro, ou seja, quanto maior o erro
maior será o sinal de saída. É a parte do controlador responsável por reduzir o erro para que o
valor da variável de processo se aproxime do valor de setpoint. A ação integrativa (I) é
responsável por corrigir o erro de regime permanente do sistema e acelera a resposta permitindo
chegar ao valor de setpoint mais rapidamente. Já a ação derivativa (D) produz um sinal de saída
proporcional a velocidade do erro, por isso antecipa a correção do erro, diminuindo o tempo de
resposta e a instabilidade do sistema.
A ação do controlador PID em um sistema pode ser vista na figura 11:
Figura 11 - Representação da ação de um controlador PID
Fonte: https://commons.wikimedia.org/wiki/File:PID.svg
31
2.13 - Estratégias de Controle
A seguir serão apresentadas algumas das diversas estratégias de controle existentes.
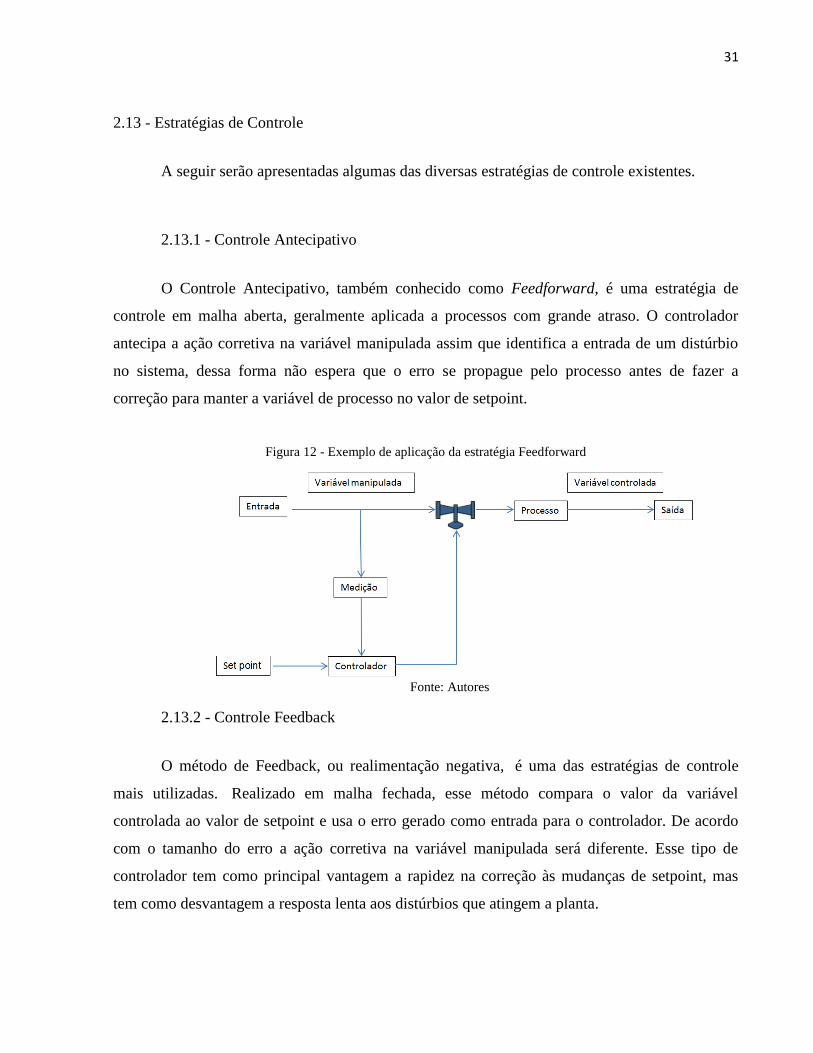
2.13.1 - Controle Antecipativo
O Controle Antecipativo, também conhecido como Feedforward, é uma estratégia de
controle em malha aberta, geralmente aplicada a processos com grande atraso. O controlador
antecipa a ação corretiva na variável manipulada assim que identifica a entrada de um distúrbio
no sistema, dessa forma não espera que o erro se propague pelo processo antes de fazer a
correção para manter a variável de processo no valor de setpoint.
Figura 12 - Exemplo de aplicação da estratégia Feedforward
Fonte: Autores
2.13.2 - Controle Feedback
O método de Feedback, ou realimentação negativa, é uma das estratégias de controle
mais utilizadas. Realizado em malha fechada, esse método compara o valor da variável
controlada ao valor de setpoint e usa o erro gerado como entrada para o controlador. De acordo
com o tamanho do erro a ação corretiva na variável manipulada será diferente. Esse tipo de
controlador tem como principal vantagem a rapidez na correção às mudanças de setpoint, mas
tem como desvantagem a resposta lenta aos distúrbios que atingem a planta.
32
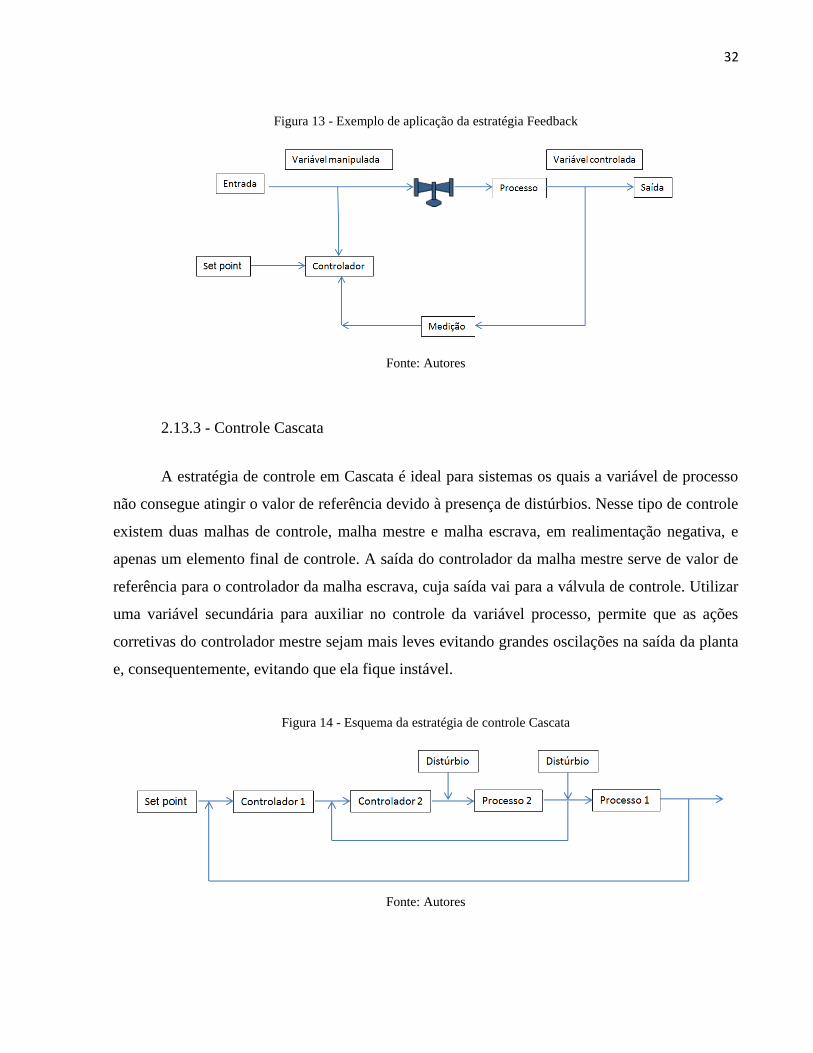
Figura 13 - Exemplo de aplicação da estratégia Feedback
Fonte: Autores
2.13.3 - Controle Cascata
A estratégia de controle em Cascata é ideal para sistemas os quais a variável de processo
não consegue atingir o valor de referência devido à presença de distúrbios. Nesse tipo de controle
existem duas malhas de controle, malha mestre e malha escrava, em realimentação negativa, e
apenas um elemento final de controle. A saída do controlador da malha mestre serve de valor de
referência para o controlador da malha escrava, cuja saída vai para a válvula de controle. Utilizar
uma variável secundária para auxiliar no controle da variável processo, permite que as ações
corretivas do controlador mestre sejam mais leves evitando grandes oscilações na saída da planta
e, consequentemente, evitando que ela fique instável.
Figura 14 - Esquema da estratégia de controle Cascata
Fonte: Autores
33
3 - METODOLOGIA
Para o desenvolvimento do simulador bifásico com a estratégia de simulação hardware in
the loop proposta foi necessária a integração entre:
(i) o modelo matemático que descreve o sistema, que foi simulado através do Matlab®;
(ii) o sistema de supervisão industrial, elaborado no InduSoft Web Studio (IWS);
(iii) e a lógica de controle do processo, implementada no CLP ILC 150 ETH.
O processo consiste de um vaso separador bifásico, uma válvula SDV-101 que libera ou
bloqueia a entrada do sistema, uma válvula BDV-101 responsável pela despressurização em caso
de emergência, transmissores de pressão, nível, vazão de gás e vazão de óleo, um controlador de
pressão (PIC-101), um controlador de nível (LIC-101), válvulas controladoras de vazão de gás
(PCV-201) e vazão de óleo (LCV-201) e chaves de pressão e nível.
No separador bifásico é realizada a primeira fase de separação do óleo e gás produzidos
pelo poço. O gás é direcionado para o vaso depurador (V-201) e o óleo para o segundo estágio de
separação (V-301). Em caso de acionamento do alarme de pressão muito alta ou alarme de nível
muito alto o sistema será despressurizado para o Flare.
A estratégia de controle utilizada foi a estratégia feedback, tanto para o sistema de
controle de nível quanto para o de pressão. As variáveis controladas são pressão e nível e as
variáveis manipuladas são a abertura da válvula de vazão de saída de óleo e a abertura da válvula
de vazão de saída de gás.
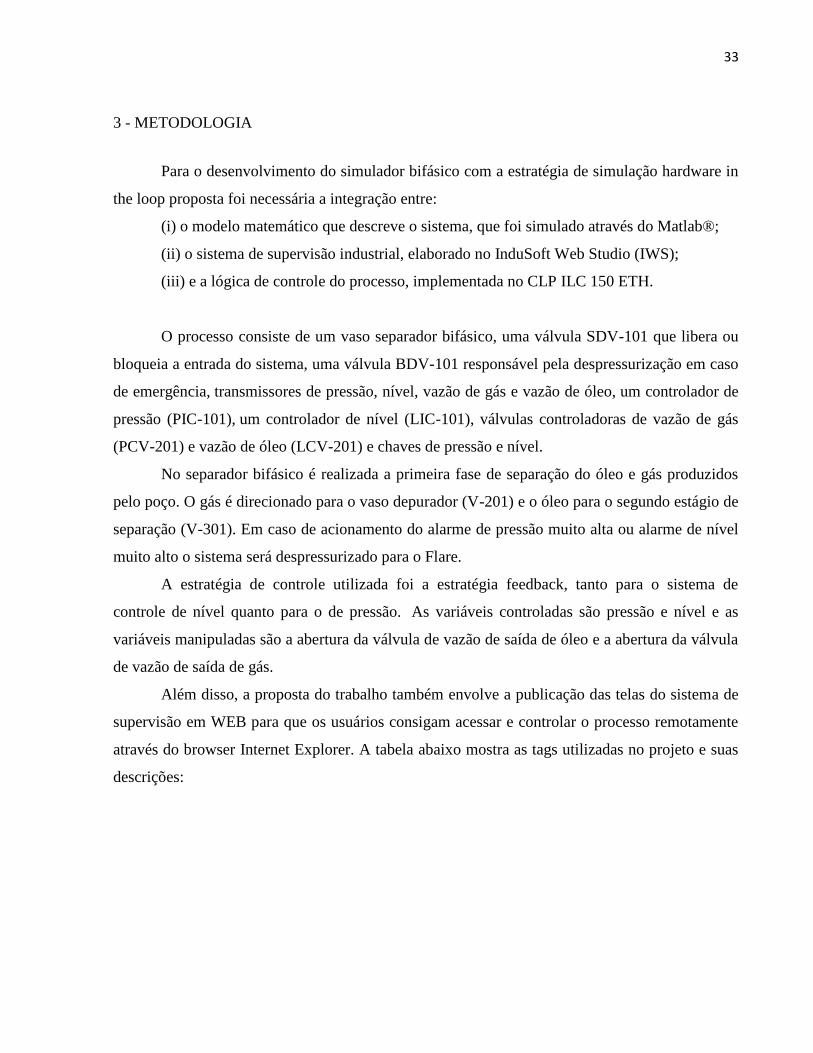
Além disso, a proposta do trabalho também envolve a publicação das telas do sistema de
supervisão em WEB para que os usuários consigam acessar e controlar o processo remotamente
através do browser Internet Explorer. A tabela abaixo mostra as tags utilizadas no projeto e suas
descrições:
34
Tabela 1 - Lista de tags
Fonte: Autores
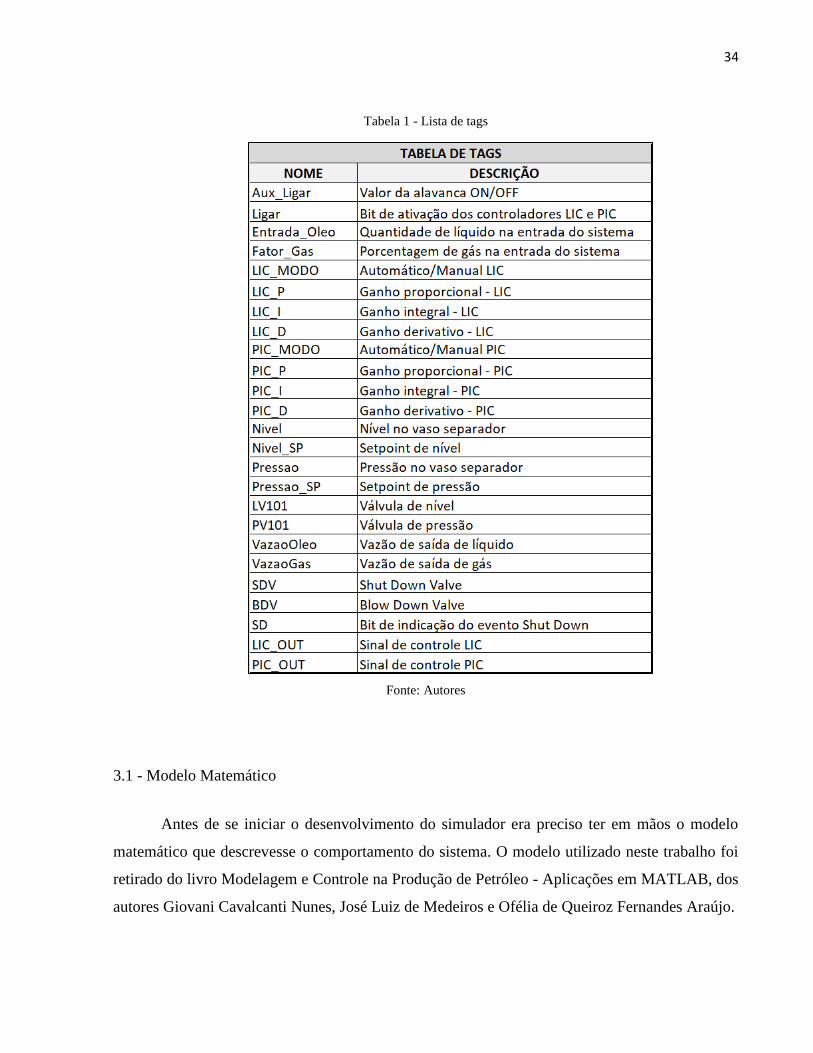
3.1 - Modelo Matemático
Antes de se iniciar o desenvolvimento do simulador era preciso ter em mãos o modelo
matemático que descrevesse o comportamento do sistema. O modelo utilizado neste trabalho foi
retirado do livro Modelagem e Controle na Produção de Petróleo - Aplicações em MATLAB, dos
autores Giovani Cavalcanti Nunes, José Luiz de Medeiros e Ofélia de Queiroz Fernandes Araújo.
35
Tabela 2 - Nomenclaturas
TABELA DE NOMENCLATURAS
C Comprimento do vaso (m)
D Diâmetro do vaso (m)
𝐶𝑉𝑀𝐴𝑋𝐺 Máximo coeficiente de vazão da válvula de gás
𝐶𝑉𝑀𝐴𝑋𝐿 Máximo coeficiente de vazão da válvula de líquido
𝑃𝐿 Pressão do líquido
𝑃𝐺 Pressão do gás
𝜌𝐿 Densidade do líquido (kg/l)
𝜌𝐻2𝑂,15,5𝑥² ℃ Densidade da água (kg/l)
g Gravidade (m/s²)
𝑉𝑇 Volume da fase aquosa + fase oleosa do vaso (m³)
𝑀𝑀𝑎𝑟 Peso molecular do ar (kg/mol)
𝑀𝑀𝐺 Peso molecular do gás (kg/mol)
𝐿𝑖𝑛 Vazão de entrada de líquido (m³/s)
𝐿𝑜𝑢𝑡 Vazão de saída de líquido (m³/s)
ℎ𝐿 Altura da fase oleosa (m)
𝐺𝑖 Vazão de entrada de gás (m³/s)
𝐺𝑜𝑢𝑡 Vazão de saída de gás (m³/s)
𝑣𝐿 Posição da válvula de líquido (%)
𝑣𝐺 Posição da válvula de gás (%)
P Pressão do vaso (bar)
𝑉𝐿 Volume do vaso (m³)
T Temperatura do vaso (K)
Fonte: Autores

36
O modelo linearizado é apresentado a seguir para o caso particular:
Considerando:
Nas condições de estado estacionário, correspondentes a:
As seguintes equações descrevem o sistema:
Equação 2 – Nível do vaso (hl)/Vazão de entrada de óleo (Li)

37
Equação 3 - Nível do vaso (hl)/Pressão (P)
Equação 4 – Pressão (P)/Vazão de entrada de gás (Gi)
Equação 5 – Pressão (P)/Nível do vaso (hl)
Equação 6 – Pressão (P)/Temperatura (T)
Equação 7 - Nível do vaso (hl)/Posição da válvula de nível (vl)
Equação 8 – Pressão (P)/Vazão de entrada de óleo (Li)
Equação 9 – Pressão (P)/Posição da válvula de nível (vl)

38
Equação 10 – Pressão (P)/Posição da válvula de gás (vg)
O modelo matemático foi programado na ferramenta Simulink do software Matlab
baseado no submodelo apresentado na figura 15. Esta figura mostra a interconexão entre as
funções de transferência relacionadas ao nível (FT hl) e as funções de transferência relacionadas
a pressão (FT P).
Figura 15 - Interconexão das funções de transferência do separador bifásico
Fonte: Modelagem e Controle na Produção de Petróleo (2010)
3.2 - Proteções e Intertravamentos do Sistema de Separação Bifásica
Nesse projeto, como complemento aos alarmes de nível e pressão alta, foram utilizadas
duas válvulas de segurança, SDV e BDV, que são responsáveis por intertravar a planta em casos
de condições anormais de operação.
A Shut Down Valve (SDV) é uma válvula de segurança, instalada na entrada do sistema,
que bloqueia a entrada automaticamente caso haja perturbações que ameacem as condições de
39
segurança da planta. Quando há uma emergência e os alarmes de nível muito alto (LAHH) ou
pressão muito alta (PAHH) atuam, ocorre o evento de shut down da planta.
Figura 16 - Shutdown valve (SDV)
Fonte: Case Study 1 – Emergency Shutdown Valves1.
O evento de shut down provoca o fechamento da SDV e a abertura da Blow Down Valve
(BDV). A abertura da BDV gera a despressurização do sistema e o envio do gás excedente para
queima.
Figura 17 - Blow down valve (BDV)
Fonte: Blow down valves2.
1 Disponível em: http://www.valvedistributors.com.au/lorem-ipsum-dolor-sit-amet-lorem-ipsum-dolor-sit-amet/.
Acessado em Fevereiro de 2017. 2 Disponível em: http://www.flosteer.com/blow_down_valves.Web. Acessado em Fevereiro de 2017.

40
A representação da implementação do evento de Shut Down para esse sistema será visto
mais adiante.
3.3 - Descritivo do Sistema Supervisório
O software de supervisão InduSoft® foi utilizado para o desenvolvimento das interfaces
gráficas do simulador. As telas de comandos foram criadas a partir de uma biblioteca de gráficos
de equipamentos, tubulações e instrumentos, disponíveis no próprio programa e a partir de
elementos criados pelos próprios autores desta monografia.
As telas foram criadas com o intuito de facilitar a visualização das variáveis do processo e
a interação usuário/sistema. O sistema supervisório do simulador foi dividido em 4 telas
principais: Inicial, Principal, Alarmes e Tendência.
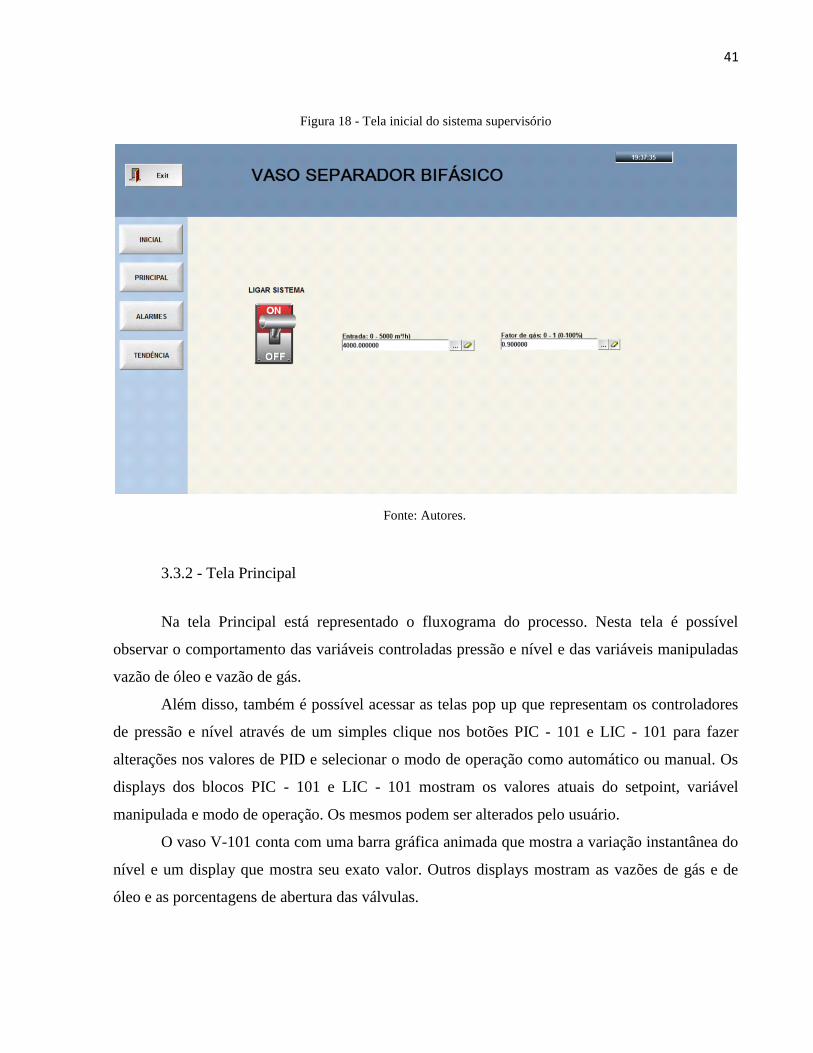
3.3.1 - Tela Inicial
Na tela inicial, o operador insere os dados desejados de entrada do sistema e inicia o
processo. Nela existem três botões. Um dos botões constitui-se de uma alavanca que altera o
valor discreto do tag ligar, permitindo ligar ou desligar todo o sistema. Os outros dois são botões
do tipo set, que permitem estabelecer valores para os tags Entrada_Oleo e Fator_Gas.
41
Figura 18 - Tela inicial do sistema supervisório
Fonte: Autores.
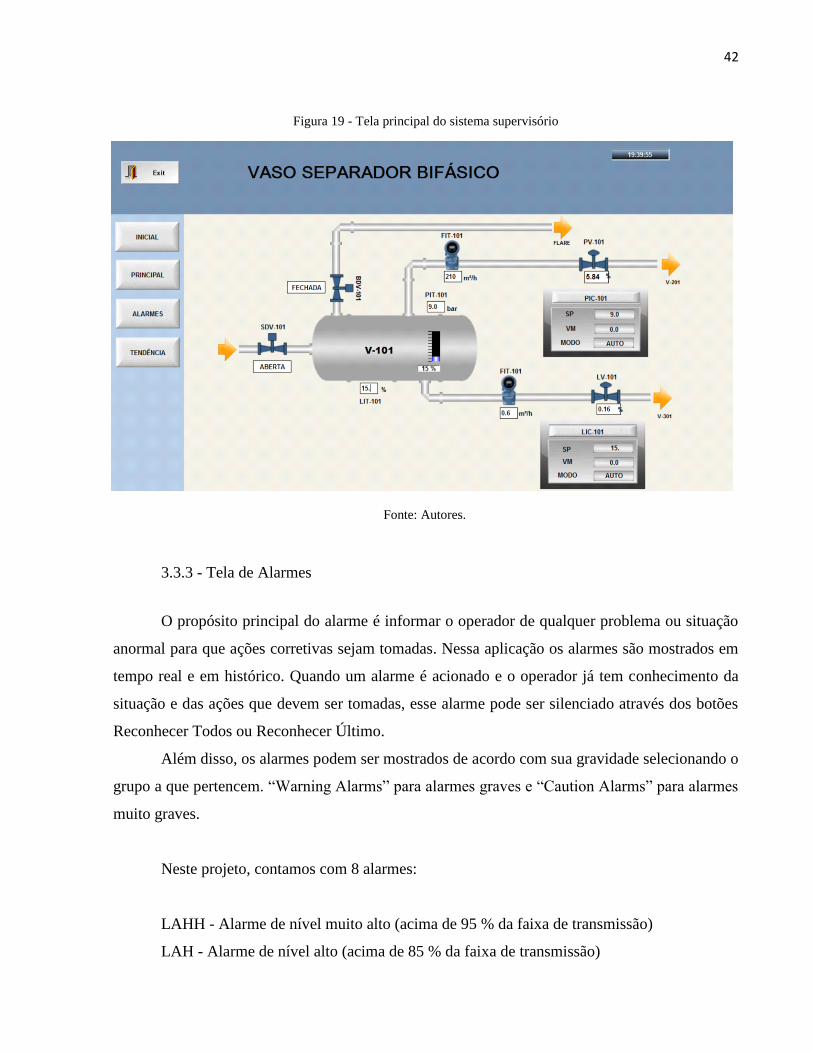
3.3.2 - Tela Principal
Na tela Principal está representado o fluxograma do processo. Nesta tela é possível
observar o comportamento das variáveis controladas pressão e nível e das variáveis manipuladas
vazão de óleo e vazão de gás.
Além disso, também é possível acessar as telas pop up que representam os controladores
de pressão e nível através de um simples clique nos botões PIC - 101 e LIC - 101 para fazer
alterações nos valores de PID e selecionar o modo de operação como automático ou manual. Os
displays dos blocos PIC - 101 e LIC - 101 mostram os valores atuais do setpoint, variável
manipulada e modo de operação. Os mesmos podem ser alterados pelo usuário.
O vaso V-101 conta com uma barra gráfica animada que mostra a variação instantânea do
nível e um display que mostra seu exato valor. Outros displays mostram as vazões de gás e de
óleo e as porcentagens de abertura das válvulas.
42
Figura 19 - Tela principal do sistema supervisório
Fonte: Autores.
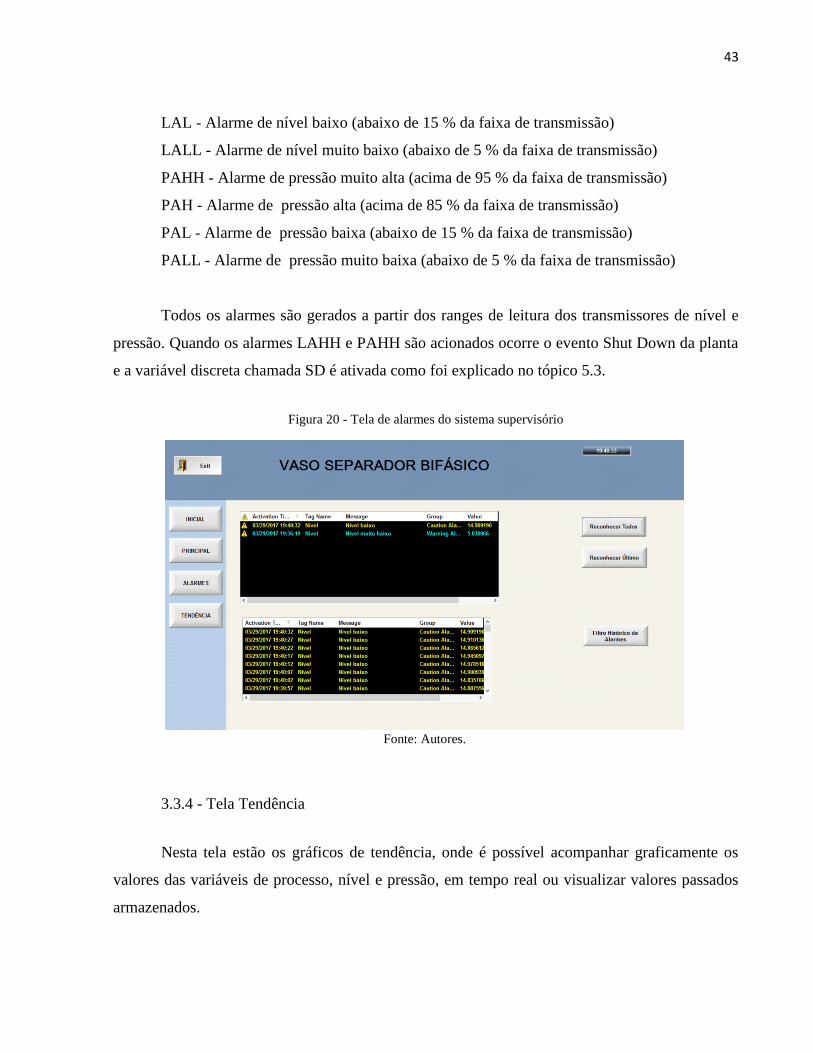
3.3.3 - Tela de Alarmes
O propósito principal do alarme é informar o operador de qualquer problema ou situação
anormal para que ações corretivas sejam tomadas. Nessa aplicação os alarmes são mostrados em
tempo real e em histórico. Quando um alarme é acionado e o operador já tem conhecimento da
situação e das ações que devem ser tomadas, esse alarme pode ser silenciado através dos botões
Reconhecer Todos ou Reconhecer Último.
Além disso, os alarmes podem ser mostrados de acordo com sua gravidade selecionando o
grupo a que pertencem. “Warning Alarms” para alarmes graves e “Caution Alarms” para alarmes
muito graves.
Neste projeto, contamos com 8 alarmes:
LAHH - Alarme de nível muito alto (acima de 95 % da faixa de transmissão)
LAH - Alarme de nível alto (acima de 85 % da faixa de transmissão)
43
LAL - Alarme de nível baixo (abaixo de 15 % da faixa de transmissão)
LALL - Alarme de nível muito baixo (abaixo de 5 % da faixa de transmissão)
PAHH - Alarme de pressão muito alta (acima de 95 % da faixa de transmissão)
PAH - Alarme de pressão alta (acima de 85 % da faixa de transmissão)
PAL - Alarme de pressão baixa (abaixo de 15 % da faixa de transmissão)
PALL - Alarme de pressão muito baixa (abaixo de 5 % da faixa de transmissão)
Todos os alarmes são gerados a partir dos ranges de leitura dos transmissores de nível e
pressão. Quando os alarmes LAHH e PAHH são acionados ocorre o evento Shut Down da planta
e a variável discreta chamada SD é ativada como foi explicado no tópico 5.3.
Figura 20 - Tela de alarmes do sistema supervisório
Fonte: Autores.
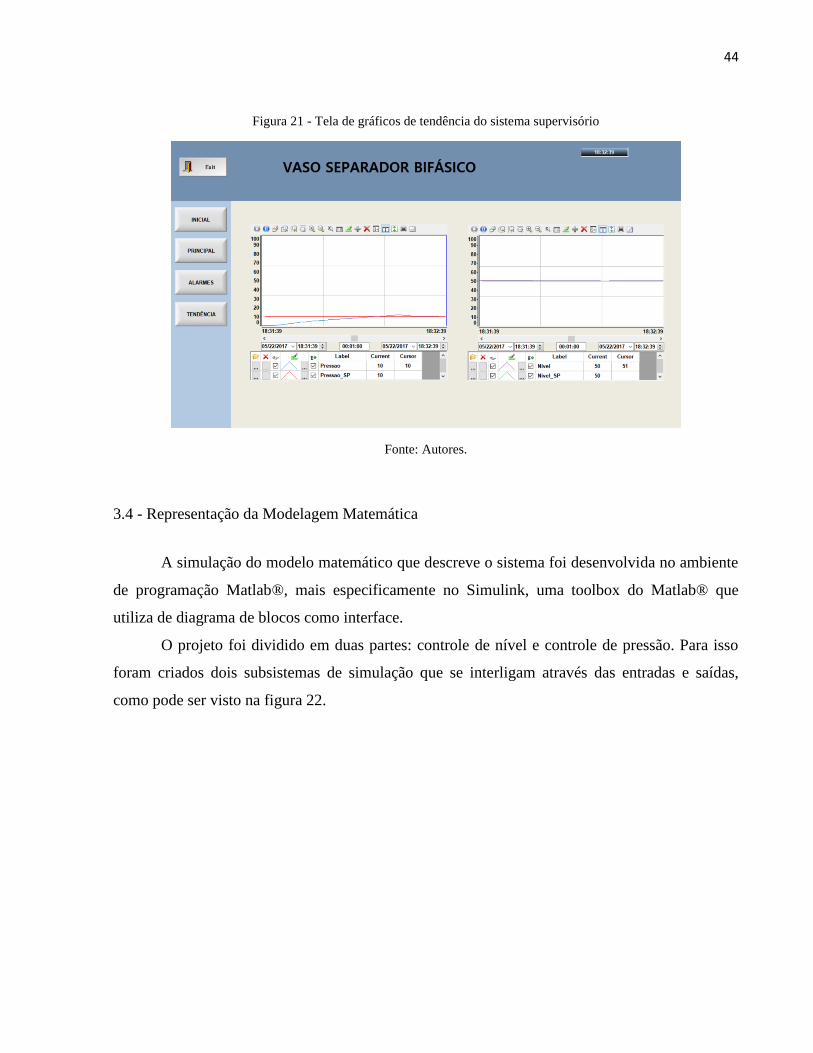
3.3.4 - Tela Tendência
Nesta tela estão os gráficos de tendência, onde é possível acompanhar graficamente os
valores das variáveis de processo, nível e pressão, em tempo real ou visualizar valores passados
armazenados.
44
Figura 21 - Tela de gráficos de tendência do sistema supervisório
Fonte: Autores.
3.4 - Representação da Modelagem Matemática
A simulação do modelo matemático que descreve o sistema foi desenvolvida no ambiente
de programação Matlab®, mais especificamente no Simulink, uma toolbox do Matlab® que
utiliza de diagrama de blocos como interface.
O projeto foi dividido em duas partes: controle de nível e controle de pressão. Para isso
foram criados dois subsistemas de simulação que se interligam através das entradas e saídas,
como pode ser visto na figura 22.
45
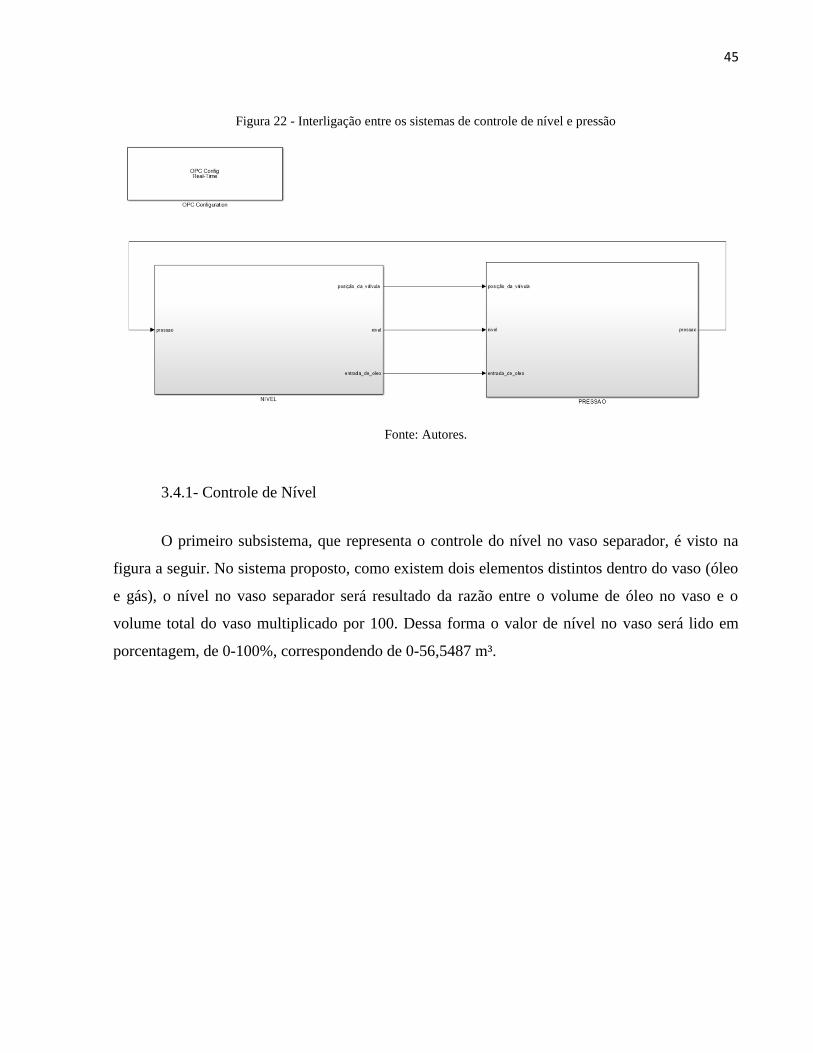
Figura 22 - Interligação entre os sistemas de controle de nível e pressão
Fonte: Autores.
3.4.1- Controle de Nível
O primeiro subsistema, que representa o controle do nível no vaso separador, é visto na
figura a seguir. No sistema proposto, como existem dois elementos distintos dentro do vaso (óleo
e gás), o nível no vaso separador será resultado da razão entre o volume de óleo no vaso e o
volume total do vaso multiplicado por 100. Dessa forma o valor de nível no vaso será lido em
porcentagem, de 0-100%, correspondendo de 0-56,5487 m³.
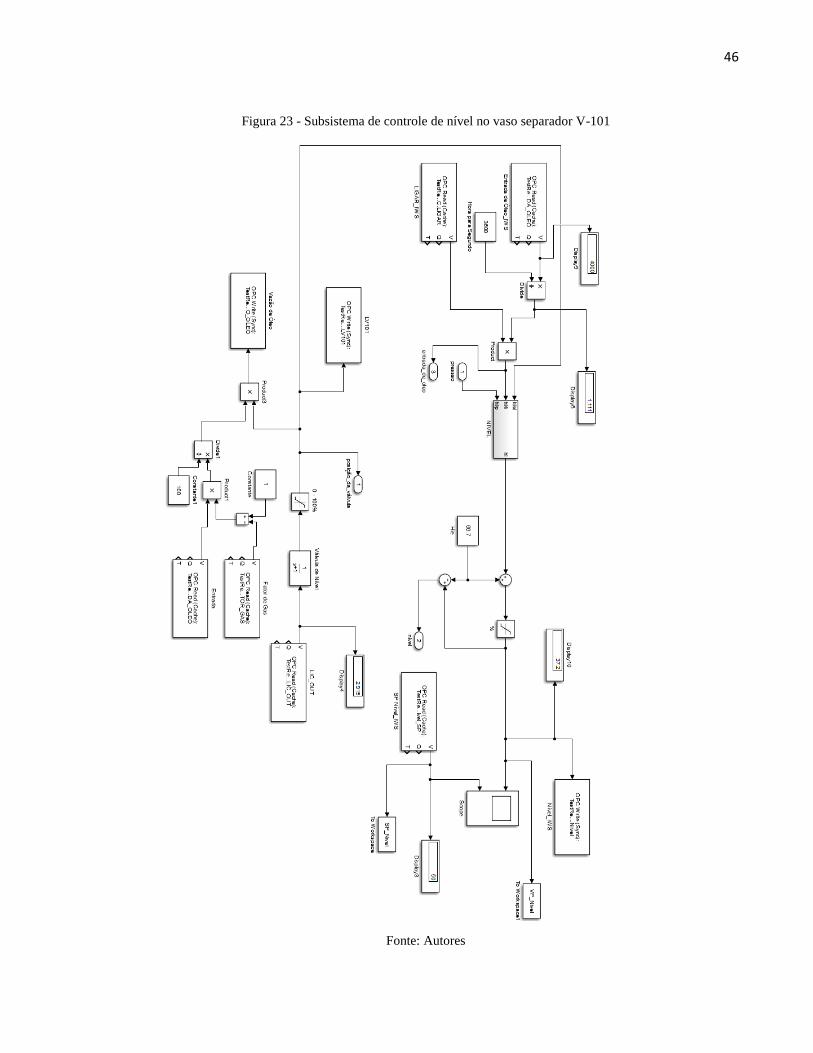
46
Figura 23 - Subsistema de controle de nível no vaso separador V-101
Fonte: Autores

47
Através do supervisório o comando de Ligar é dado pelo operador que também define o
valor de entrada. Para melhor visualização o valor de entrada é dado em m³/h, por isso é
necessário dividir este valor por 3600 para conversão para m³/s já que esta foi a unidade utilizada
para modelar as funções de transferência. O nível no vaso é representado por três funções de
transferência e suas condições iniciais (Figura 24), que somadas resultam no valor do nível.
Essas funções descrevem o nível a partir da abertura da válvula de controle de nível (xl), a
entrada de óleo no sistema (Li) e a pressão no vaso (P) e estão contidas no bloco FT Nível. O
valor de pressão no vaso é lido diretamente da saída do sistema de controle de pressão, que será
visto mais adiante.
Figura 24 - Funções de transferência que descrevem o nível no vaso V-101
Fonte: Autores
Na figura 25 é representada a implementação da condição do nível em estado estacionário
que foi definida pela bibliografia consultada.
Figura 25 - Condição inicial do nível
Fonte: Autores
48
Após ser calculado, o nível é enviado para indicação no supervisório e como entrada no
CLP através do bloco de escrita OPC do Simulink. Os valores de ganho proporcional, derivativo
e integral e o setpoint de nível são inseridos pelo operador no supervisório e lidos pelo CLP.
O valor da variável manipulada, representada pela abertura da válvula de controle, é então
lido pelo sistema e dependendo do modo de operação que foi setado no supervisório, como
automático ou manual, o valor de abertura da válvula LIC-101 corresponderá ao valor de saída do
controlador ou ao valor de abertura da válvula inserido pelo operador, respectivamente.
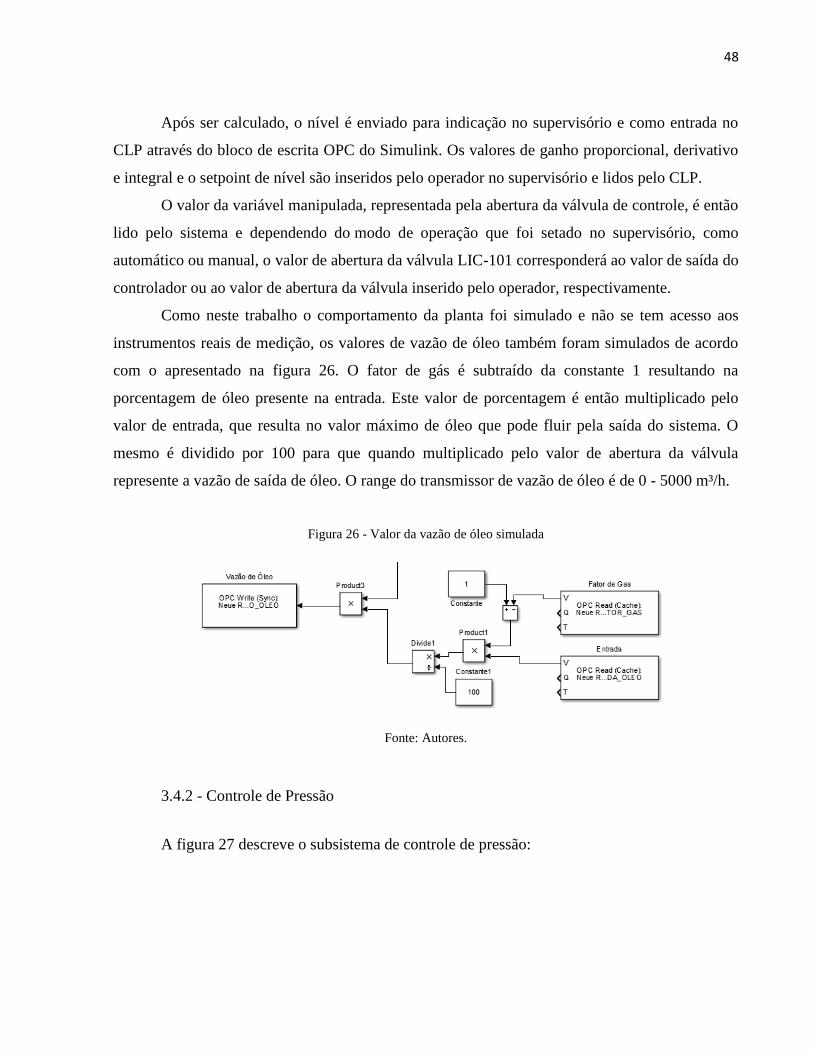
Como neste trabalho o comportamento da planta foi simulado e não se tem acesso aos
instrumentos reais de medição, os valores de vazão de óleo também foram simulados de acordo
com o apresentado na figura 26. O fator de gás é subtraído da constante 1 resultando na
porcentagem de óleo presente na entrada. Este valor de porcentagem é então multiplicado pelo
valor de entrada, que resulta no valor máximo de óleo que pode fluir pela saída do sistema. O
mesmo é dividido por 100 para que quando multiplicado pelo valor de abertura da válvula
represente a vazão de saída de óleo. O range do transmissor de vazão de óleo é de 0 - 5000 m³/h.
Figura 26 - Valor da vazão de óleo simulada
Fonte: Autores.
3.4.2 - Controle de Pressão
A figura 27 descreve o subsistema de controle de pressão:

49
Figura 27 - Subsistema de controle de pressão
Fonte: Autores.
50
Como foi visto na figura 22, os dois subsistemas têm os seus valores de entrada e saída
interligados. No caso do subsistema de controle de pressão, seis valores distintos servem como
entrada para as seis funções de transferência que descrevem a pressão dentro do vaso separador,
sendo três desses valores de entrada provenientes do subsistema de nível. Nesse trabalho, o range
de pressão considerado foi de 0-30 bar (0-100%).
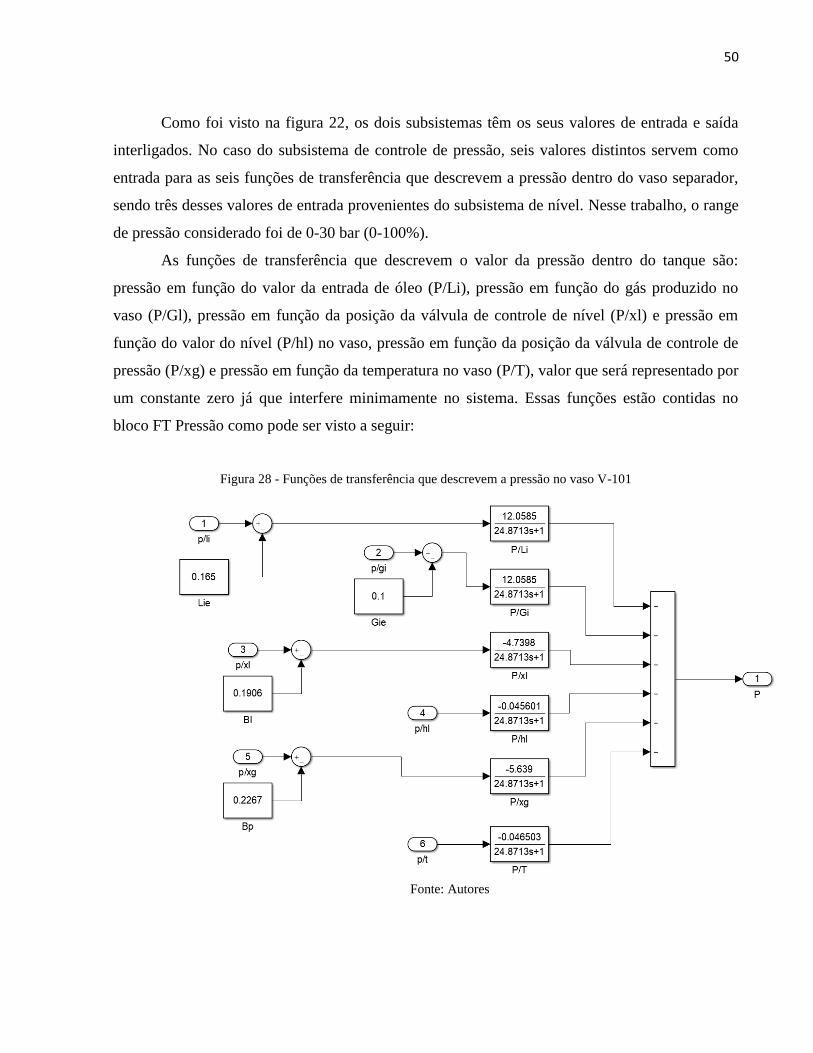
As funções de transferência que descrevem o valor da pressão dentro do tanque são:
pressão em função do valor da entrada de óleo (P/Li), pressão em função do gás produzido no
vaso (P/Gl), pressão em função da posição da válvula de controle de nível (P/xl) e pressão em
função do valor do nível (P/hl) no vaso, pressão em função da posição da válvula de controle de
pressão (P/xg) e pressão em função da temperatura no vaso (P/T), valor que será representado por
um constante zero já que interfere minimamente no sistema. Essas funções estão contidas no
bloco FT Pressão como pode ser visto a seguir:
Figura 28 - Funções de transferência que descrevem a pressão no vaso V-101
Fonte: Autores
51
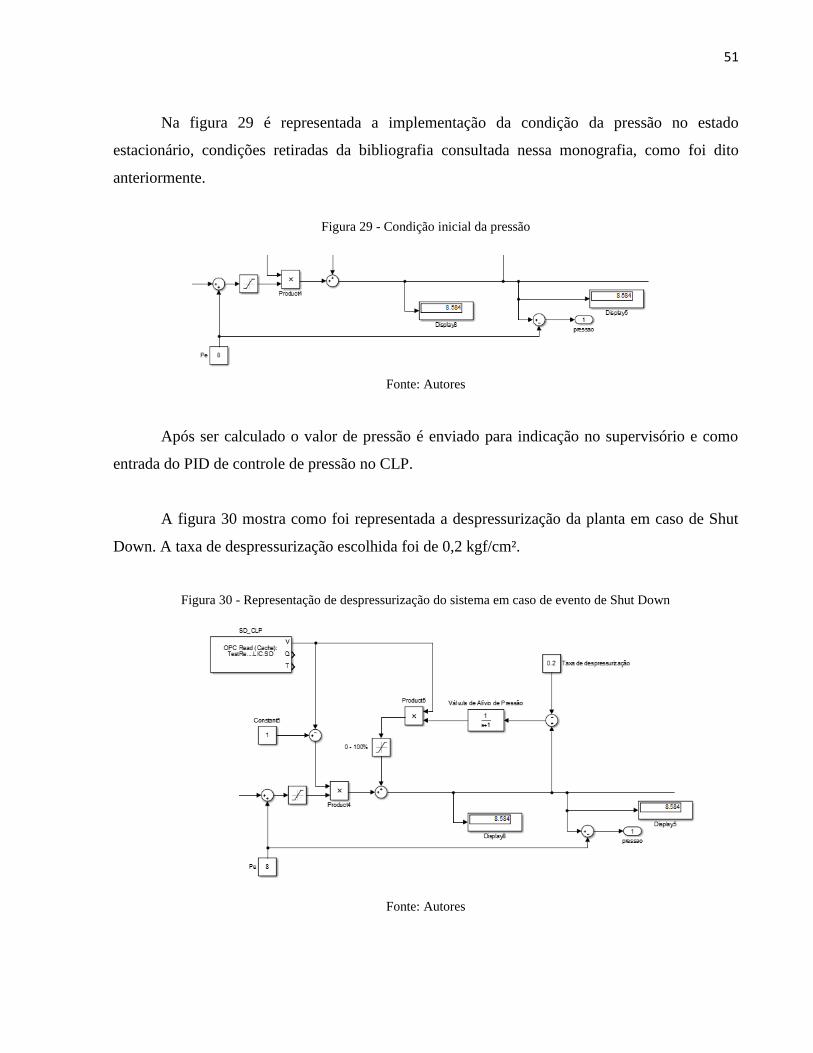
Na figura 29 é representada a implementação da condição da pressão no estado
estacionário, condições retiradas da bibliografia consultada nessa monografia, como foi dito
anteriormente.
Figura 29 - Condição inicial da pressão
Fonte: Autores
Após ser calculado o valor de pressão é enviado para indicação no supervisório e como
entrada do PID de controle de pressão no CLP.
A figura 30 mostra como foi representada a despressurização da planta em caso de Shut
Down. A taxa de despressurização escolhida foi de 0,2 kgf/cm².
Figura 30 - Representação de despressurização do sistema em caso de evento de Shut Down
Fonte: Autores

52
Caso o controlador esteja setado como modo automático, a saída do controlador, que se
refere a abertura da válvula de controle de pressão, passará pela função de transferência que
descreve o posicionador da válvula e esse valor será enviado para indicação no supervisório
através do bloco OPC Write. Por outro lado, se o controlador estiver em modo manual, a variável
manipulada receberá o valor inserido pelo operador através do supervisório.
Assim como foi feito para o subsistema de nível, o valor da vazão de gás no subsistema
de pressão também foi simulado devido a falta de instrumentos reais. Foi utilizada a mesma linha
de raciocínio, porém o fator de gás é multiplicado diretamente pela entrada sem a necessidade da
subtração por 1. O range do transmissor de vazão de gás é de 0 - 5000 m³/h.
Figura 31 - Valor da vazão de gás
Fonte: Autores
3.5 - Representação da Programação no Controlador
No software de programação da Phoenix, PC WORX EXPRESS, foi implementada a
lógica de controle do simulador. Foram utilizados dois blocos de função FPID existentes no
programa para fazer o controle do nível do óleo (LIC) e da pressão do gás (PIC) no separador
bifásico.
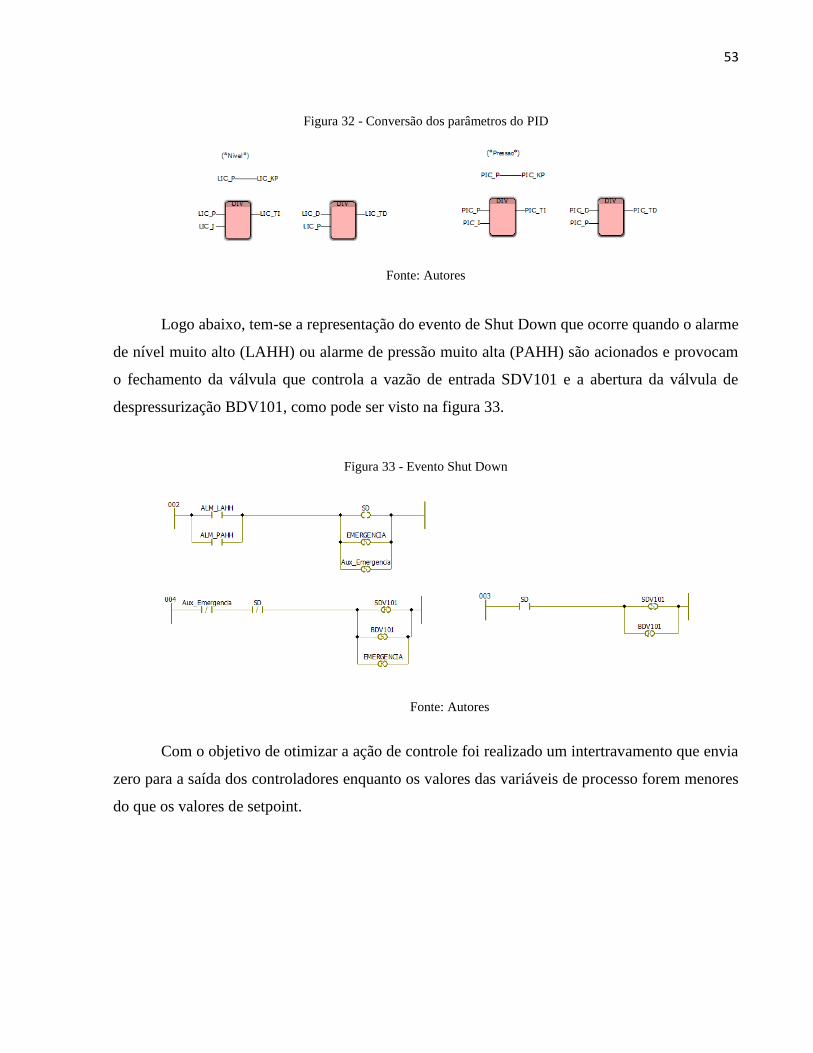
Os controladores FPID utilizam como parâmetros valores de Kp, Ti e Td. Como as
entradas dos parâmetros dadas pelo operador no InduSoft Web Studio são Kp, Ki e Kd, foram
necessários 4 blocos de divisão para fazer a conversão dos valores (Figura 32).
53
Figura 32 - Conversão dos parâmetros do PID
Fonte: Autores
Logo abaixo, tem-se a representação do evento de Shut Down que ocorre quando o alarme
de nível muito alto (LAHH) ou alarme de pressão muito alta (PAHH) são acionados e provocam
o fechamento da válvula que controla a vazão de entrada SDV101 e a abertura da válvula de
despressurização BDV101, como pode ser visto na figura 33.
Figura 33 - Evento Shut Down
Fonte: Autores
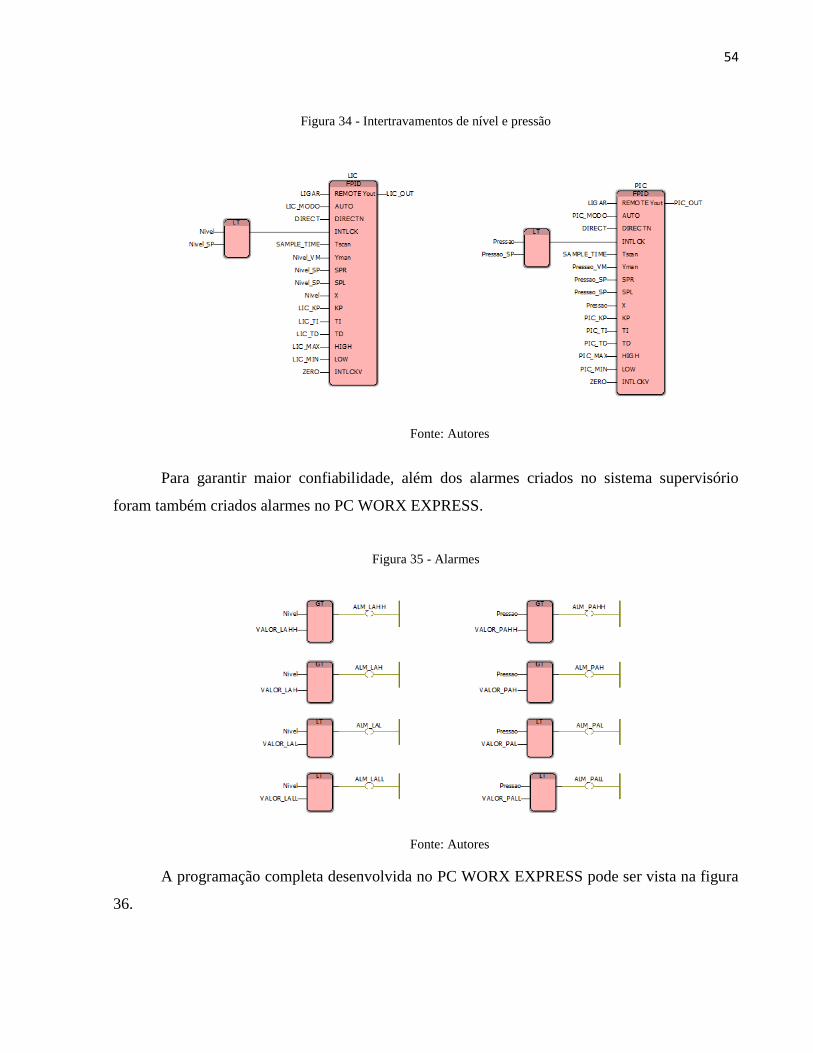
Com o objetivo de otimizar a ação de controle foi realizado um intertravamento que envia
zero para a saída dos controladores enquanto os valores das variáveis de processo forem menores
do que os valores de setpoint.
54
Figura 34 - Intertravamentos de nível e pressão
Fonte: Autores
Para garantir maior confiabilidade, além dos alarmes criados no sistema supervisório
foram também criados alarmes no PC WORX EXPRESS.
Figura 35 - Alarmes
Fonte: Autores
A programação completa desenvolvida no PC WORX EXPRESS pode ser vista na figura
36.

55
Figura 36 - Programação completa feita no PC WORX EXPRESS
Fonte: Autores
56
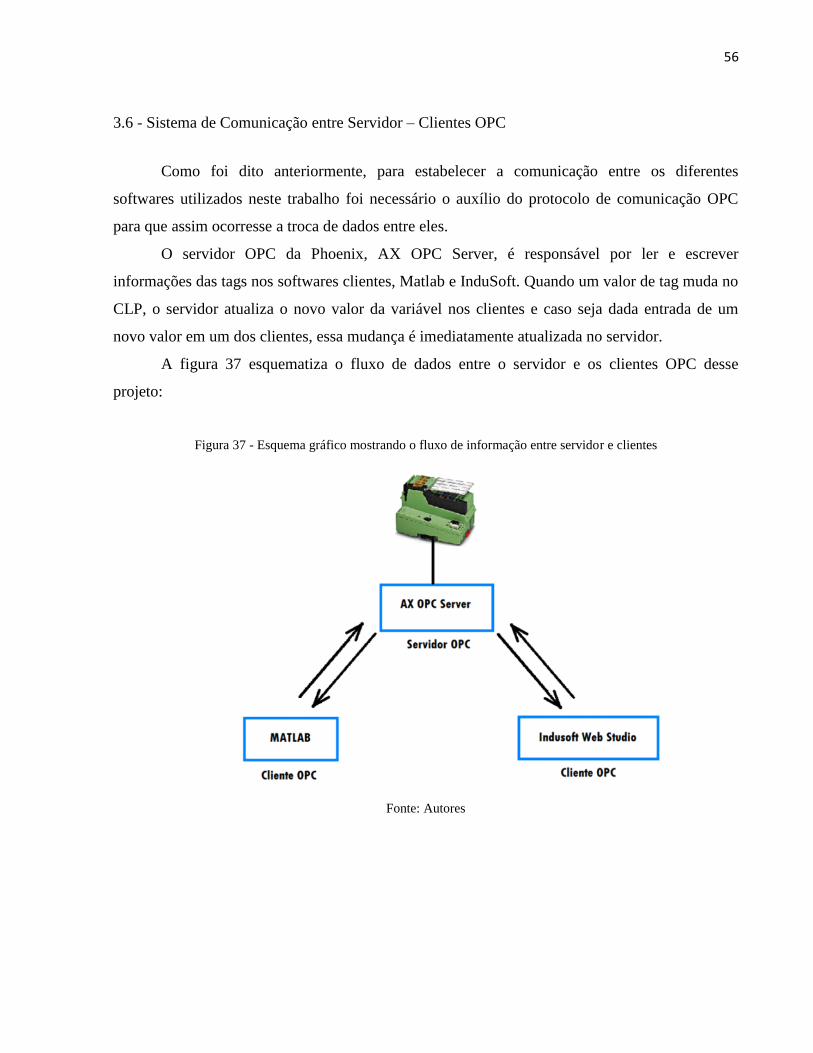
3.6 - Sistema de Comunicação entre Servidor – Clientes OPC
Como foi dito anteriormente, para estabelecer a comunicação entre os diferentes
softwares utilizados neste trabalho foi necessário o auxílio do protocolo de comunicação OPC
para que assim ocorresse a troca de dados entre eles.
O servidor OPC da Phoenix, AX OPC Server, é responsável por ler e escrever
informações das tags nos softwares clientes, Matlab e InduSoft. Quando um valor de tag muda no
CLP, o servidor atualiza o novo valor da variável nos clientes e caso seja dada entrada de um
novo valor em um dos clientes, essa mudança é imediatamente atualizada no servidor.
A figura 37 esquematiza o fluxo de dados entre o servidor e os clientes OPC desse
projeto:
Figura 37 - Esquema gráfico mostrando o fluxo de informação entre servidor e clientes
Fonte: Autores

57
3.7 - Descritivo da Disponibilização do Sistema Supervisório para Acesso Remoto
Depois de criado o sistema supervisório, o mesmo foi disponibilizado para que outros
usuários acessassem o projeto utilizando um cliente web. Foi utilizado o servidor web IIS
(Internet Information Service), do sistema operacional Windows. Páginas WEB das telas do
projeto foram criadas e as mesmas se tornaram disponíveis para acesso remoto através do
browser Internet Explorer.
O passo a passo deste processo é mostrado no Anexo 2 deste trabalho. A Figura 38 mostra
como o projeto é visualizado pelo usuário através do Internet Explorer.
Figura 38 - Visualização do sistema supervisório através do Internet Explorer
Fonte: Autores.
58
4 – RESULTADOS E DISCUSSÃO
Considerando que a planta utilizada representa um processo real, o processo de sintonia
dos controladores torna-se mais trabalhoso. Nesses termos os resultados obtidos para nível e
pressão foram satisfatórios.
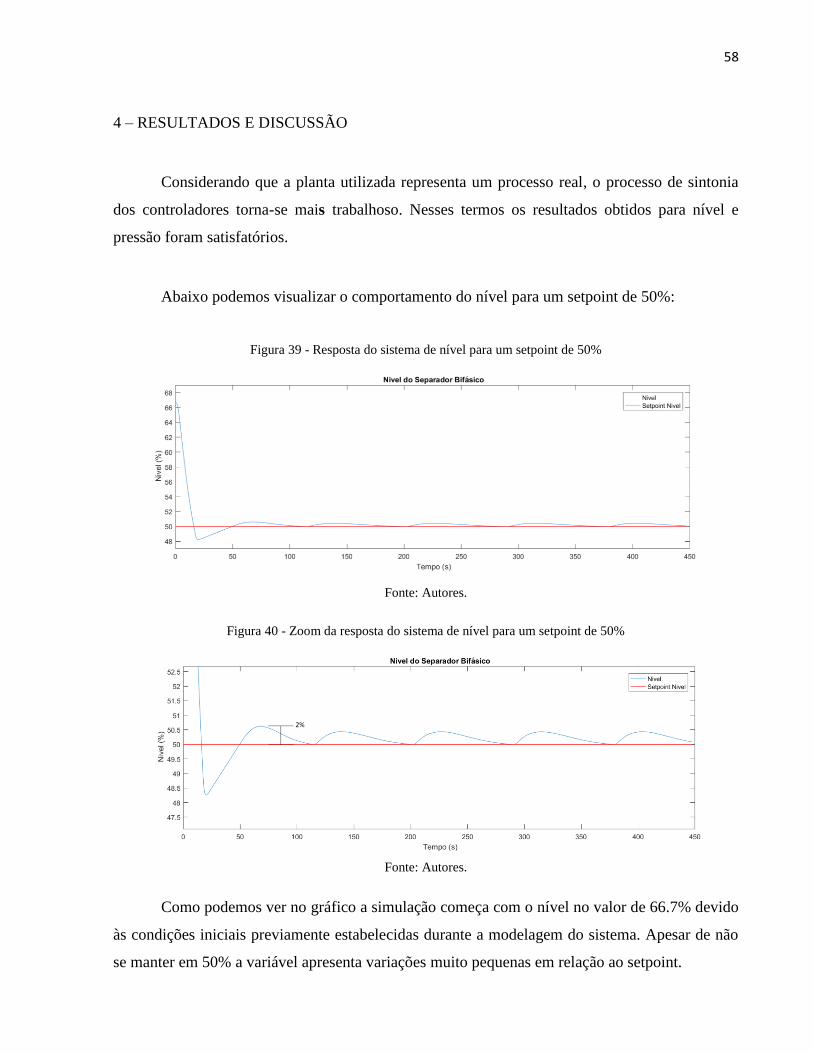
Abaixo podemos visualizar o comportamento do nível para um setpoint de 50%:
Figura 39 - Resposta do sistema de nível para um setpoint de 50%
Fonte: Autores.
Figura 40 - Zoom da resposta do sistema de nível para um setpoint de 50%
Fonte: Autores.
Como podemos ver no gráfico a simulação começa com o nível no valor de 66.7% devido
às condições iniciais previamente estabelecidas durante a modelagem do sistema. Apesar de não
se manter em 50% a variável apresenta variações muito pequenas em relação ao setpoint.
59
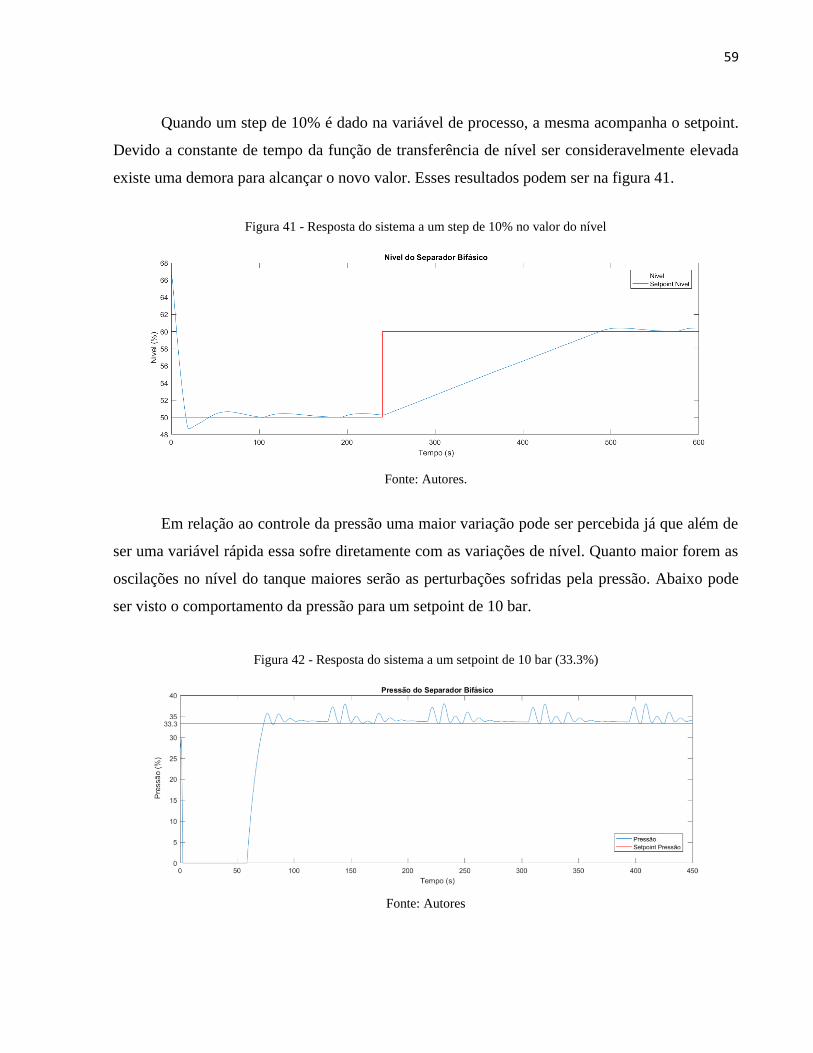
Quando um step de 10% é dado na variável de processo, a mesma acompanha o setpoint.
Devido a constante de tempo da função de transferência de nível ser consideravelmente elevada
existe uma demora para alcançar o novo valor. Esses resultados podem ser na figura 41.
Figura 41 - Resposta do sistema a um step de 10% no valor do nível
Fonte: Autores.
Em relação ao controle da pressão uma maior variação pode ser percebida já que além de
ser uma variável rápida essa sofre diretamente com as variações de nível. Quanto maior forem as
oscilações no nível do tanque maiores serão as perturbações sofridas pela pressão. Abaixo pode
ser visto o comportamento da pressão para um setpoint de 10 bar.
Figura 42 - Resposta do sistema a um setpoint de 10 bar (33.3%)
Fonte: Autores
60
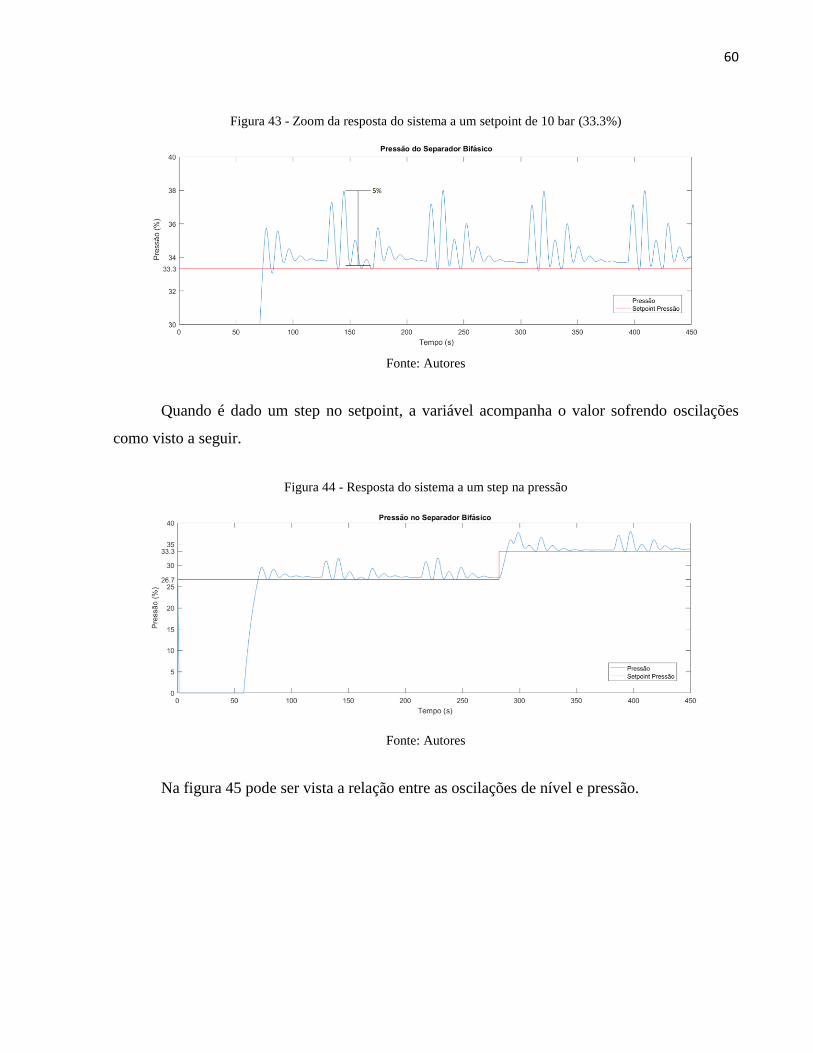
Figura 43 - Zoom da resposta do sistema a um setpoint de 10 bar (33.3%)
Fonte: Autores
Quando é dado um step no setpoint, a variável acompanha o valor sofrendo oscilações
como visto a seguir.
Figura 44 - Resposta do sistema a um step na pressão
Fonte: Autores
Na figura 45 pode ser vista a relação entre as oscilações de nível e pressão.

61
Figura 45 - Relação entras as oscilações de pressão e nível
Fonte: Autores
As variações de nível e pressão também podem ser acompanhadas nos gráficos de
tendência presentes no sistema supervisório. Na figura 46 é mostrada a tela tendência
desenvolvida no Indusoft.
Figura 46 - Tela de tendência do supervisório
Fonte: Autores
62
5 - CONCLUSÕES
O simulador desenvolvido neste trabalho pode possibilitar realizar com eficiência
treinamentos e testes de procedimentos praticados em plantas reais devido à utilização de um
modelo matemático real e do método de simulação hardware in the loop que permite manter
requisitos de confiabilidade mesmo para sistemas mais complexos, proporcionando uma melhor
validação do sistema de controle.
O controle implementado apresentou um erro de aproximadamente 2% para a malha de
nível e aproximadamente 5% para a malha de pressão. Valores estes que podem ser considerados
aceitáveis para um processo industrial.
O protocolo de comunicação OPC, largamente utilizado na indústria, mostrou-se eficiente
para promover a interface entre os softwares Matlab/Simulink®, InduSoft Web Studio® e o PC
WORX EXPRESS.
63
6 – SUGESTÕES PARA TRABALHOS FUTUROS
Propõe-se, para trabalhos futuros, a utilização de dados de entrada obtidos de um sistema
real visando maior fidelidade ao processo.
Também se sugere o refino do método na sintonia dos controladores, testando a influência
do sistema de controle de nível no sistema de controle pressão e vice e versa. Além da inclusão
do estágio de separação água/óleo com implementação das etapas operacionais de desidratação e
dessalgação.

64
REFERÊNCIA BIBLIOGRÁFICA
Blow down Valves. Disponível em: http://www.flosteer.com/blow_down_valves.htm. Acesso
em: 22 Fev. 2017.
Case Study 1 – Emergency shutdown valves. Disponível
em:http://www.valvedistributors.com.au/lorem-ipsum-dolor-sit-amet-lorem-ipsum-dolor-sit-
amet/. Acesso em: 22 Fev. 2017.
CASTRO, A.M.G.de. Cadeia produtiva: Marco conceitual para apoiar a prospecção
tecnológica. XXII Simpósio de Gestão e Inovação Tecnológica - FEA-USP, Salvador, 2002.
FONSECA, M. O. Comunicação OPC – Uma abordagem prática. VI Seminário de
Automação de Processos, Associação Brasileira de Metalurgia e Materiais, Vitória – ES, 2002.
ISERMANN, R.; SCHAFFNIT, J.; SINSEL, S. Hardware-in-the-Loop simulation for the
design and testing of engine-control systems. Control Engineering Practice, Elsevier, v. 7, n. 5,
p. 643–653, 1999.
LUCCI, R. M. Uma experiência com treinamento utilizando simuladores. Administração
Online, v. 3, n. 3, jul./ago./set. 2002. Disponível em: <
http://www.fecap.br/adm_online/art33/regis.htm>. Acesso em: 21 Fev. 2017.
NUNES, G. C.; MEDEIROS, J. L.; ARAÚJO, O. Q. F. Modelagem e controle na produção de
petróleo – aplicações em MATLAB, São Paulo, 2010.
OGATA, K. Engenharia de controle moderno. Tradução Bernardo Severo. Rio de Janeiro:
LTC – Livros Técnicos e Científicos Editora S.A., 2000. 813 p.
ONIRIA. Treinamento é o fator de inovação mais importante para 75,9% das empresas,
2015. Disponível em:< https://oniria.com.br/treinamento-e-o-fator-de-inovacao-mais-importante-
para-759-das-empresas/>. Acesso em: 6 de jul. 2017.
PEKELMAN, H.; MELO JR., A. G. A importância dos laboratórios no ensino de engenharia
mecânica. Congresso Brasileiro de Ensino de Engenharia, Brasília, 2004.
PETROBRAS; SEBRAE; FIEMG. Diagnóstico da cadeia produtiva de petróleo e gás em
Minas Gerais. Belo Horizonte, 2006. 148 p.
PHOENIX CONTACT. Disponível em:
<https://www.phoenixcontact.com/online/portal/br?uri=pxc-oc-
itemdetail:pid=2985330#Entradas/sa%C3%ADdasdiretas>. Acesso em: 23 Jan. 2017.
RATUNDE, A. C.; SANTOS, M. C.; CRUZ, O. Y. O padrão de comunicação OPC e suas
características. Goiás: PUC, [2014].

65
SCHNEIDER ELECTRIC SOFTWARE. InduSoft Web Studio. Disponível em:
<http://www.InduSoft.com/br/Produtos-e-Downloads/IHM-Software/InduSoft-Web-Studio>.
Acesso em: 19 Fev. 2017.
SEBRAE. PETRÓLEO E GÁS: Informações para empresas fornecedoras de bens e serviços.
Programa petróleo e gás, Nov. 2014. Disponível em: <
https://www.sebrae.com.br/Sebrae/Portal%20Sebrae/Anexos/Informacoes%20sobre%20a%20Ca
deia%20Produtiva%20do%20Petroleo.pdf>. Acesso em: 16 Fev. 2017.
SILVA, J. R. O. ; KIENITZ, K. H. Simulação “hardware in the loop” (HIL) usando
hardware computacional na configuração mestre-escravo. VIII Encontro de Iniciação
Científica e Pós-Graduação do ITA, São José dos Campos-SP, 2002.
SOUZA, I. P.; RISON, M. M. Simulador de vaso separador bifásico, óleo e gás, com
Aplicação para World Wide Web. Campos dos Goytacazes-RJ: IFF, [2013].
TANNUS FILGUEIRAS, N. G. Modelagem e Controle de um processo de separação óleo e
água. Universidade Federal do Rio de Janeiro. Rio de Janeiro, RJ, 2005.
THOMAS, J. E. Fundamentos de engenharia de petróleo. 1ed, Rio de Janeiro-RJ: Interciência,
Petrobras, 2001.
VIANNA, W.S. Controlador lógico programável: a educação tecnológica do ano 2000.
Campos dos Goytacazes: CEFET, 2000. 73 p. Apostila.

66
APÊNDICE I - CONFIGURANDO AX OPC-SERVER
Como foi dito anteriormente, para que ocorra a comunicação entre os diferentes softwares
utilizados neste trabalho, é necessário o uso de um servidor OPC que fará a troca de informações
entre os softwares de controle, simulação e supervisão.
O servidor AX OPC-Server da Phoenix foi o escolhido, fazendo dos softwares PC WORX
EXPRESS, InduSoft e Matlab seus clientes OPC.
• A seguir o passo a passo de configuração do servidor OPC.
1- Energize o CLP e conecte-o a rede Ethernet.
2- Conecte seu computador a mesma rede Ethernet. Certifique-se que ambos, computador e CLP,
estão conectados à mesma rede.
3- Abra o programa OPC Configurator.
67
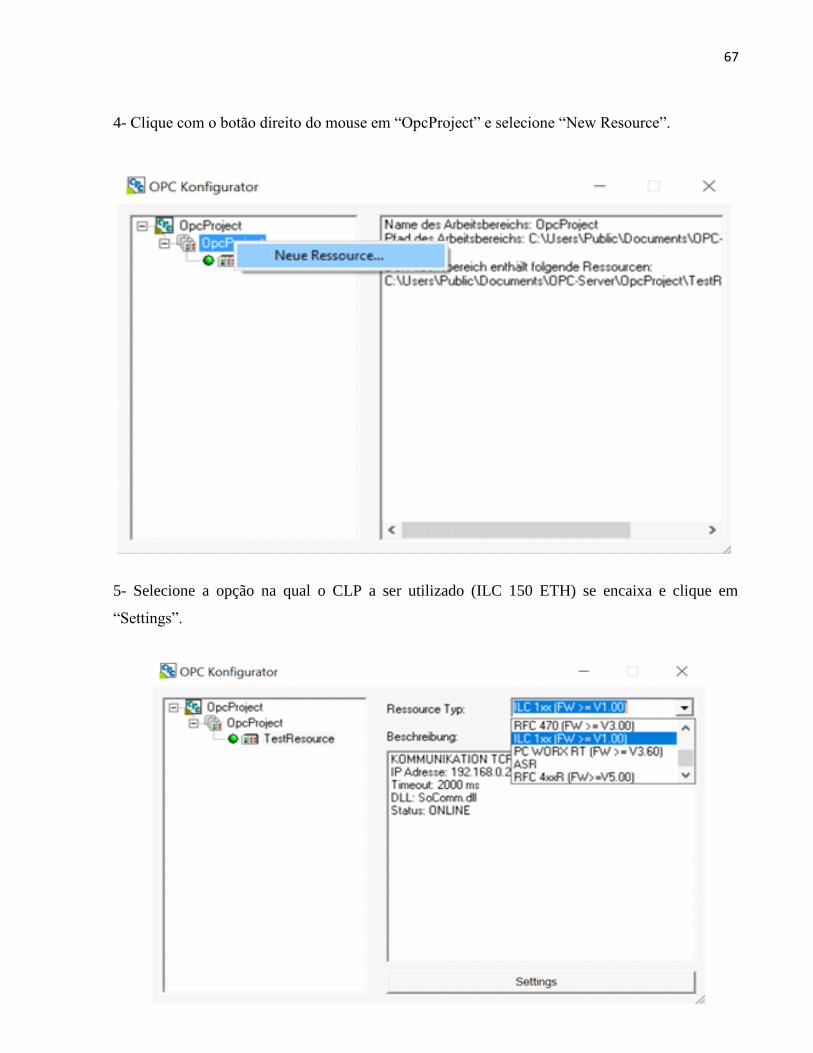
4- Clique com o botão direito do mouse em “OpcProject” e selecione “New Resource”.
5- Selecione a opção na qual o CLP a ser utilizado (ILC 150 ETH) se encaixa e clique em
“Settings”.
68
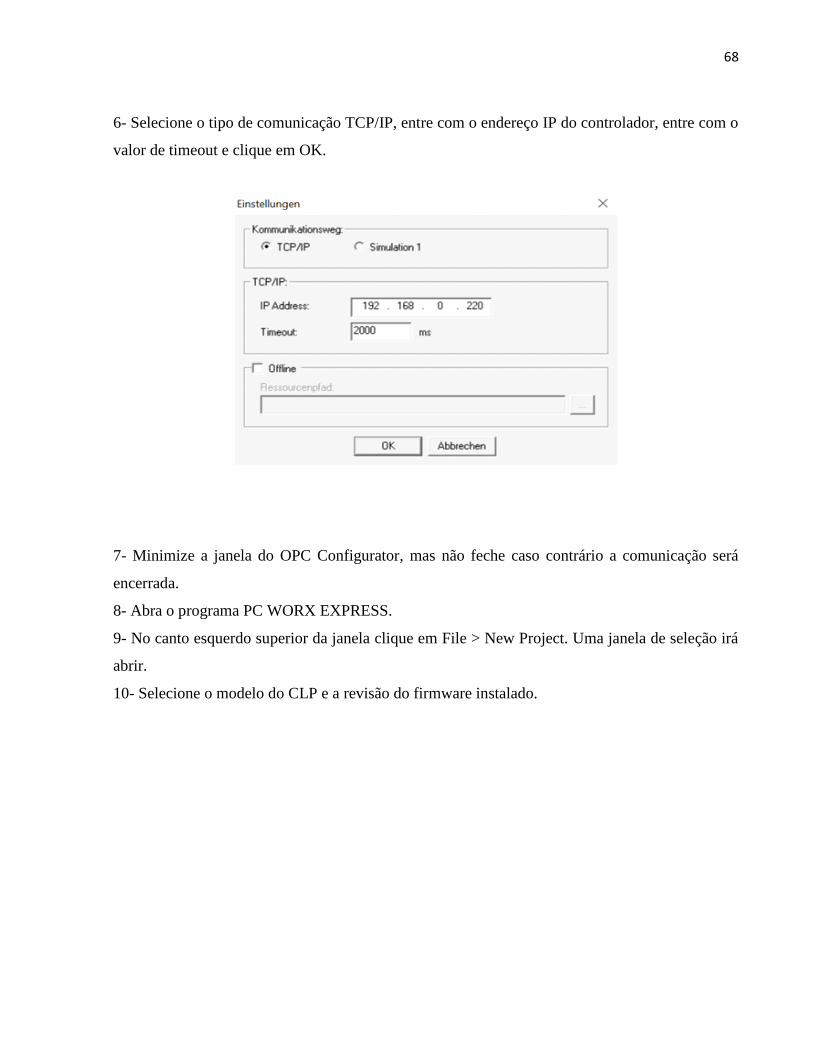
6- Selecione o tipo de comunicação TCP/IP, entre com o endereço IP do controlador, entre com o
valor de timeout e clique em OK.
7- Minimize a janela do OPC Configurator, mas não feche caso contrário a comunicação será
encerrada.
8- Abra o programa PC WORX EXPRESS.
9- No canto esquerdo superior da janela clique em File > New Project. Uma janela de seleção irá
abrir.
10- Selecione o modelo do CLP e a revisão do firmware instalado.

69
11- A tela inicial do seu novo projeto irá abrir.
12- No canto direito superior, clique no ícone “Bus Configurator Workspace”
70
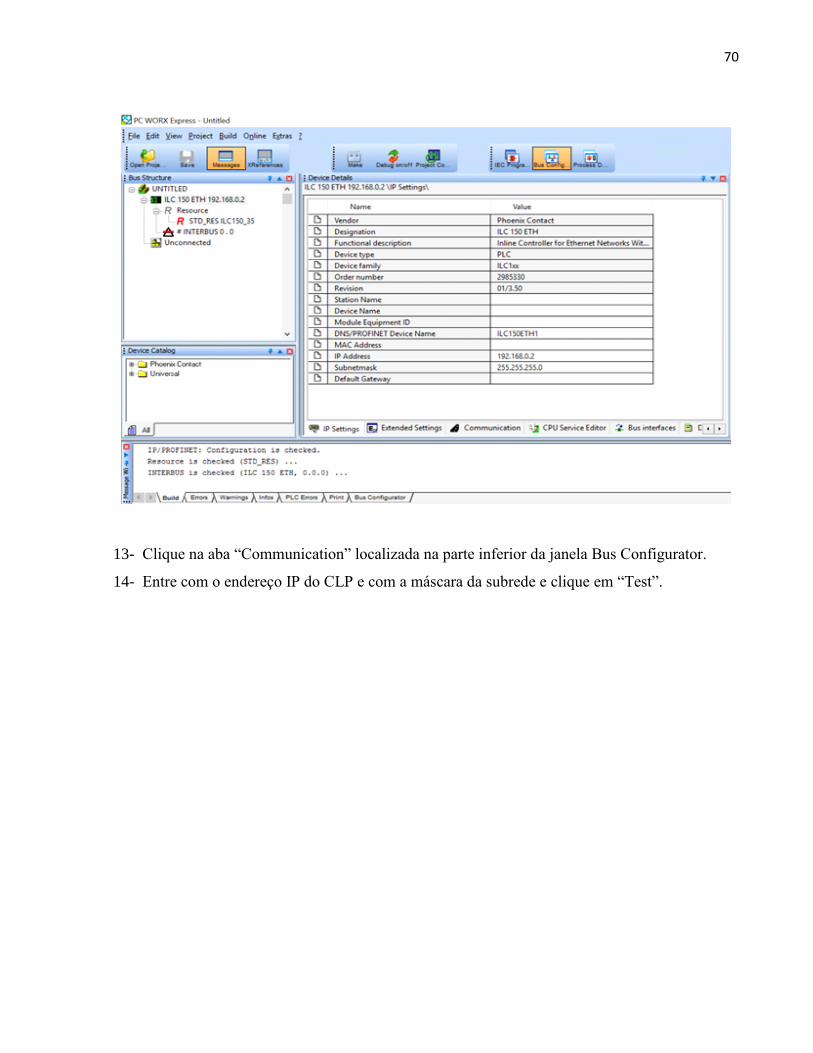
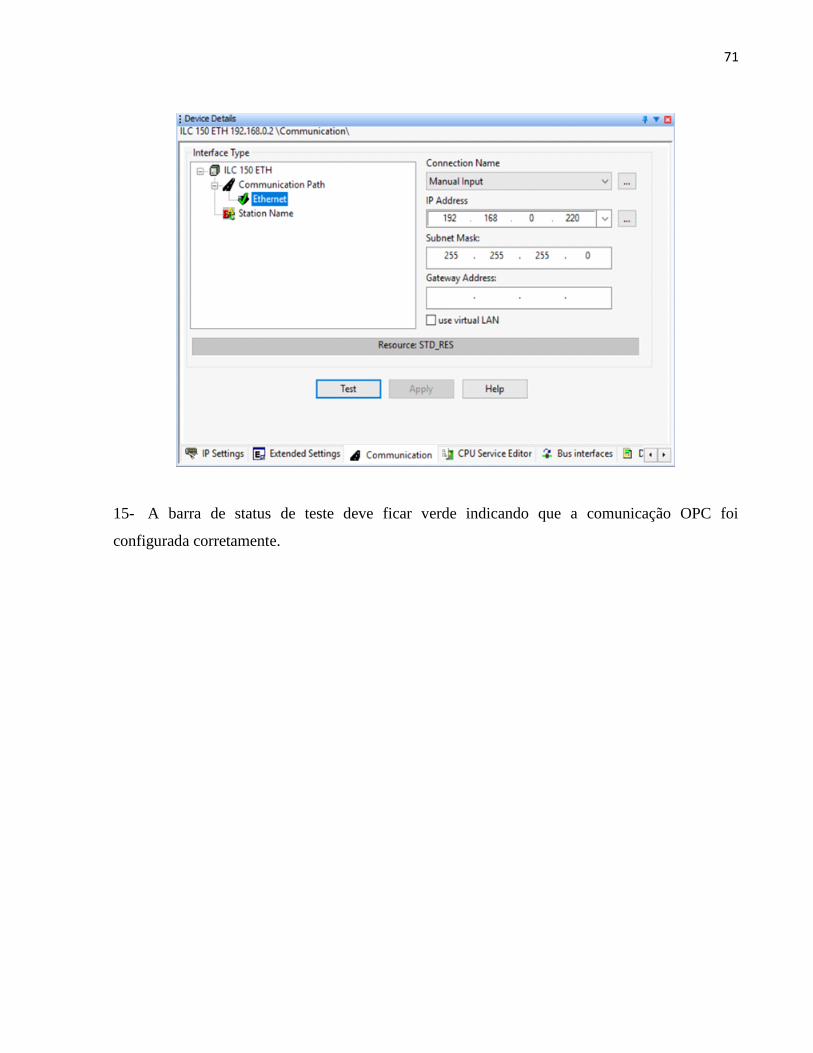
13- Clique na aba “Communication” localizada na parte inferior da janela Bus Configurator.
14- Entre com o endereço IP do CLP e com a máscara da subrede e clique em “Test”.
71
15- A barra de status de teste deve ficar verde indicando que a comunicação OPC foi
configurada corretamente.
72
APÊNDICE II - TUTORIAL WEB THIN CLIENT
Nesse tutorial será explicado passo a passo como permitir que outros usuários acessem
seu projeto utilizando um cliente web .
O servidor web IIS (Internet Information Service), servidor do sistema operacional Windows,
será utilizado para acessar a aplicação através da web. Inicialmente serão publicadas páginas
WEB e então elas poderão ser acessadas utilizando Internet Explorer.
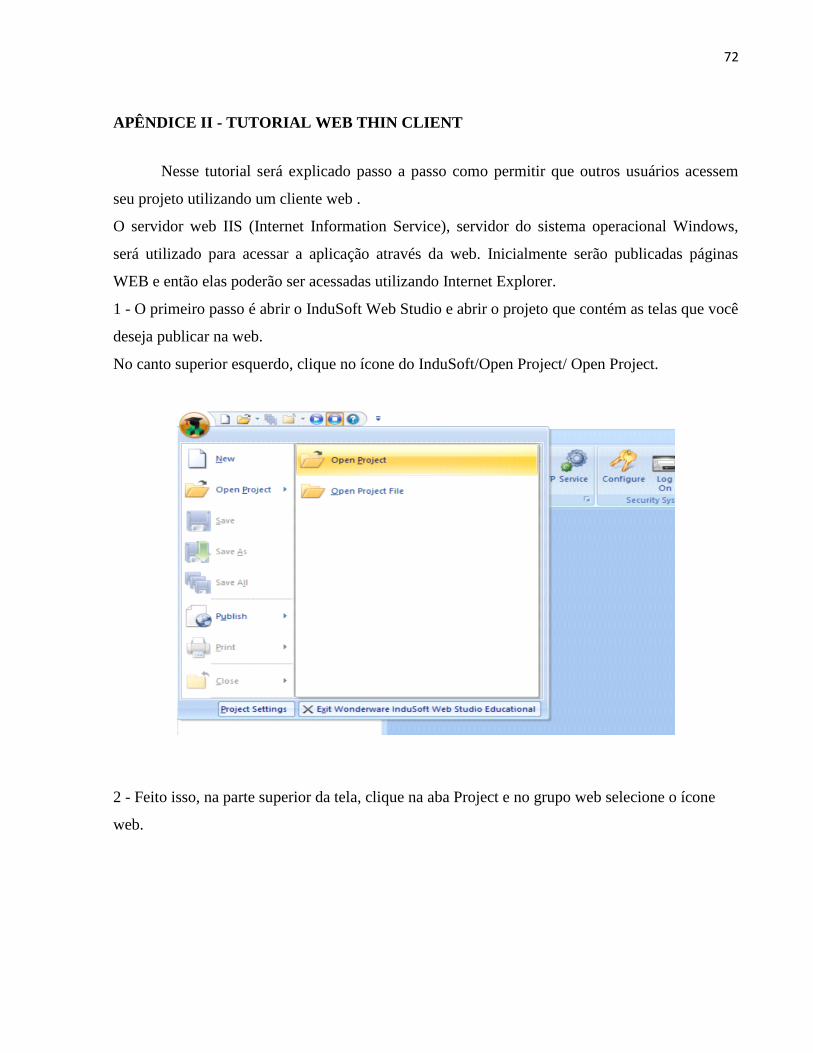
1 - O primeiro passo é abrir o InduSoft Web Studio e abrir o projeto que contém as telas que você
deseja publicar na web.
No canto superior esquerdo, clique no ícone do InduSoft/Open Project/ Open Project.
2 - Feito isso, na parte superior da tela, clique na aba Project e no grupo web selecione o ícone
web.

73
A seguinte tela de configuração será aberta:
Selecione a opção “Auto Screen Scaling” e clique em OK.
3 - Para criar as páginas WEB, feche as telas do projeto que estiverem abertas e no canto superior
esquerdo clique no ícone do InduSoft, selecione Publish e então Save All as WEB.
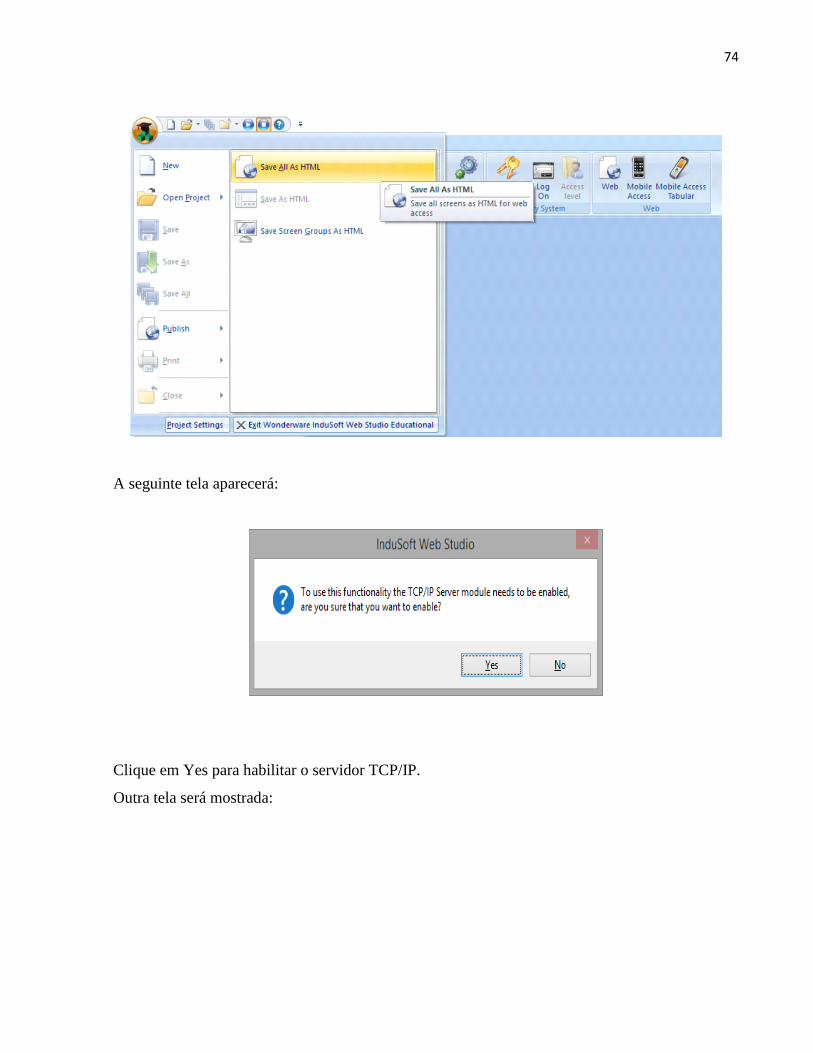
74
A seguinte tela aparecerá:
Clique em Yes para habilitar o servidor TCP/IP.
Outra tela será mostrada:

75
Clique em OK.
4 – Em seguida, precisamos instalar o servidor web IIS.
Os seguintes passos precisam ser seguidos:
4.1 - Abrir o painel de controle/ programas/ programas e recursos/ ativar ou desativar recursos
do
Windows (canto superior esquerdo).
4.2 – Selecione Serviços de Informações da Internet e clique no ícone “+” para expandir.
4.3 – Selecione Ferramentas de Gerenciamento da Web e novamente no ícone “+”.
4.4 – Selecione Console de Gerenciamento do IIS.
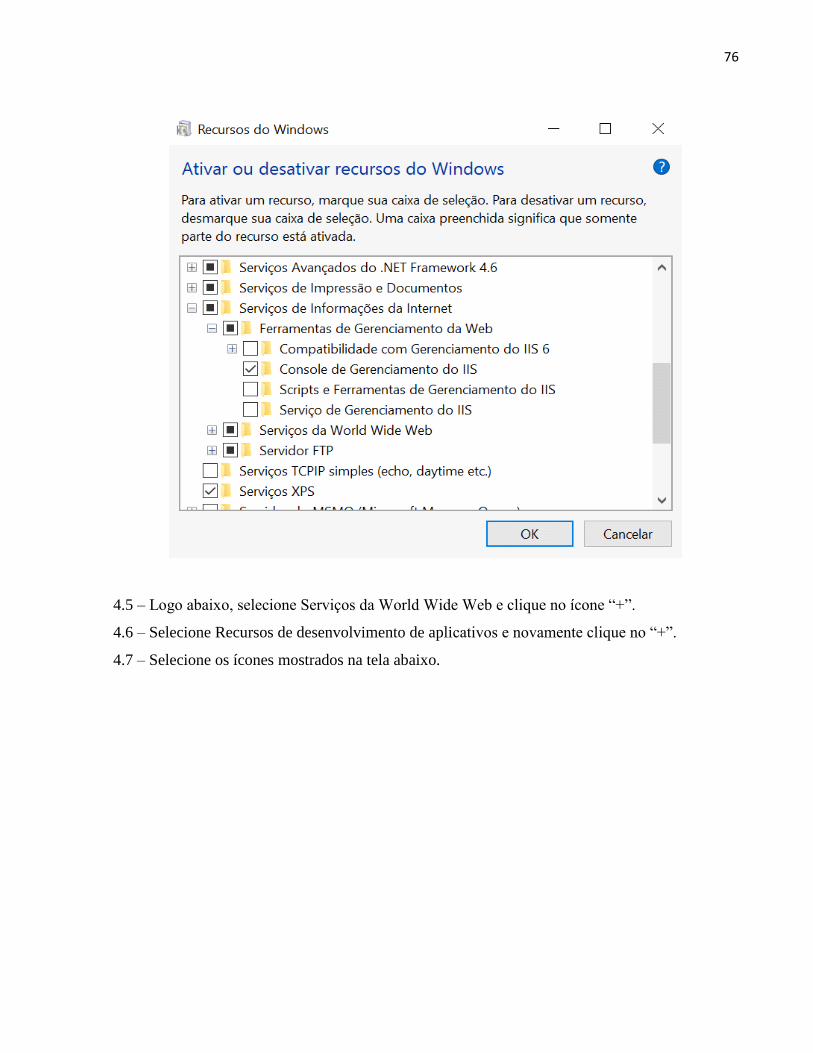
76
4.5 – Logo abaixo, selecione Serviços da World Wide Web e clique no ícone “+”.
4.6 – Selecione Recursos de desenvolvimento de aplicativos e novamente clique no “+”.
4.7 – Selecione os ícones mostrados na tela abaixo.
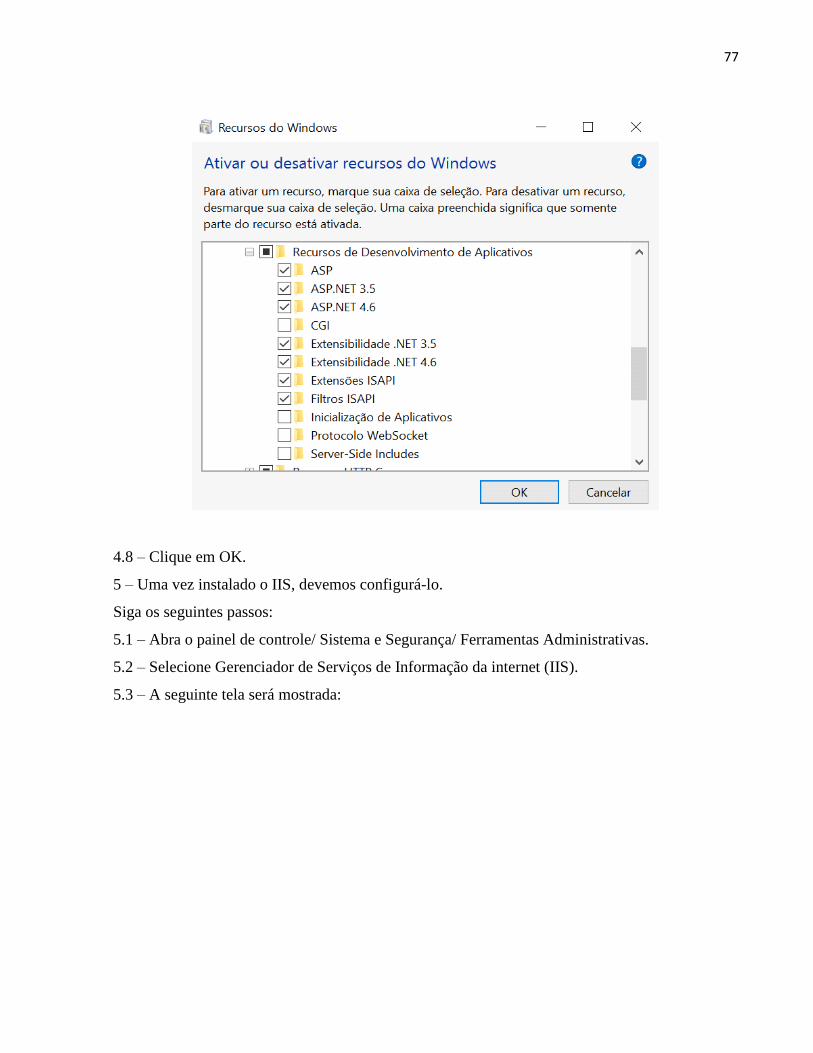
77
4.8 – Clique em OK.
5 – Uma vez instalado o IIS, devemos configurá-lo.
Siga os seguintes passos:
5.1 – Abra o painel de controle/ Sistema e Segurança/ Ferramentas Administrativas.
5.2 – Selecione Gerenciador de Serviços de Informação da internet (IIS).
5.3 – A seguinte tela será mostrada:
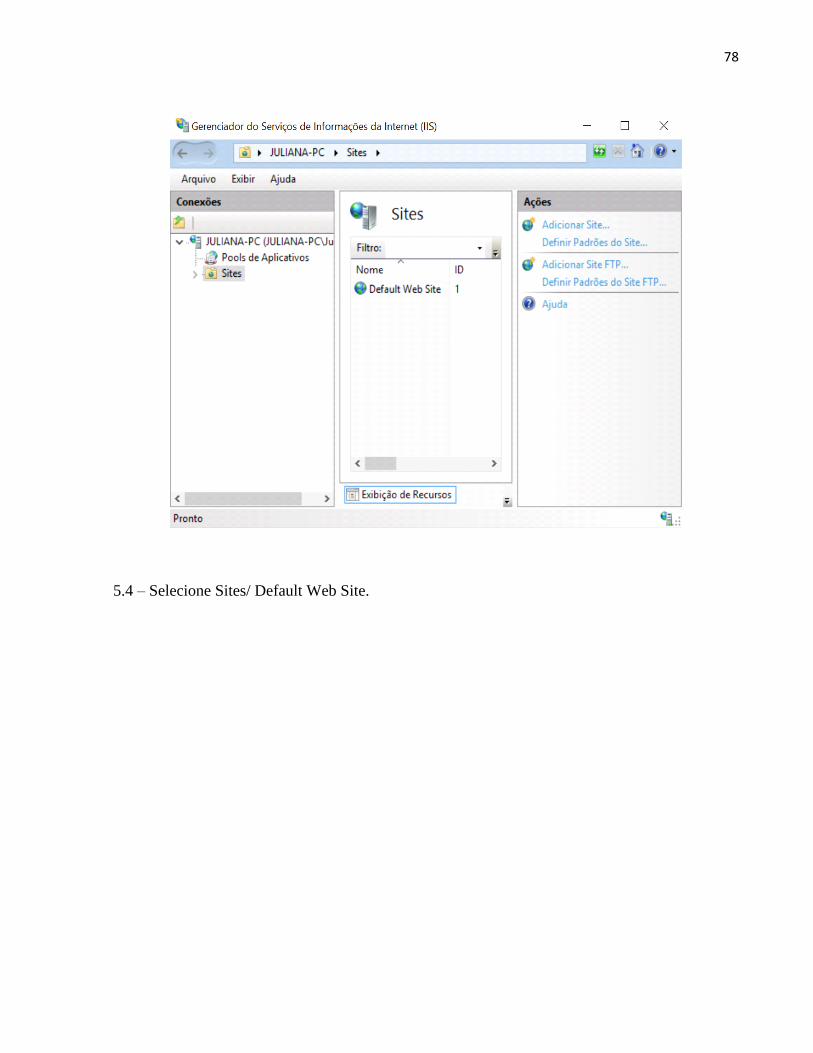
78
5.4 – Selecione Sites/ Default Web Site.
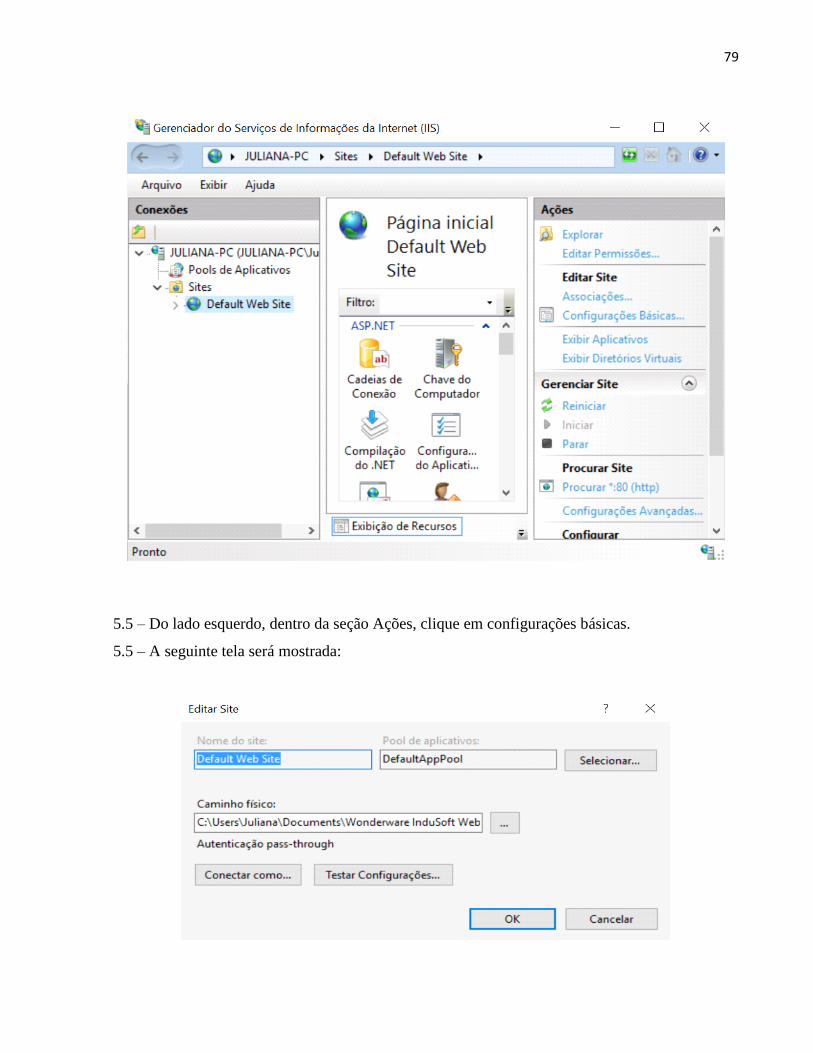
79
5.5 – Do lado esquerdo, dentro da seção Ações, clique em configurações básicas.
5.5 – A seguinte tela será mostrada:

80
5.6 – No campo caminho físico insira o caminho do local onde o projeto foi salvo.
* Esse caminho pode ser encontrado digitando “ getapppath() ” na seção Database Spy no canto
inferior esquerdo no InduSoft Web Studio
5.6 – Clique em OK.
6 – Configurando MIME Types
Ainda no Gerenciador de Serviços de Informações da Internet siga os seguintes passos:
6.1 – No centro da página, na seção IIS, selecione Tipos de MIME.

81
6.2 – No canto superior direito clique em Adicionar.

82
6.3 – A seguinte tela será mostrada:
6.3 – Adicione a extensão .app com o tipo MIME application/InduSoft como mostrado na figura
acima.
6.4 – Faça o mesmo para as seguintes extensões:
· .app
· .bin
· .csv
· .gis
· .Web
· .ico
· .ini
· .lst
· .rtgis
· .scc
· .scr
· .sg
· .stmp
· .tra
· .trn
· .txt

83
6.5 – Clique novamente em Default Web Site e no canto inferior direito clique em Iniciar ou
Reiniciar se já estiver iniciado.
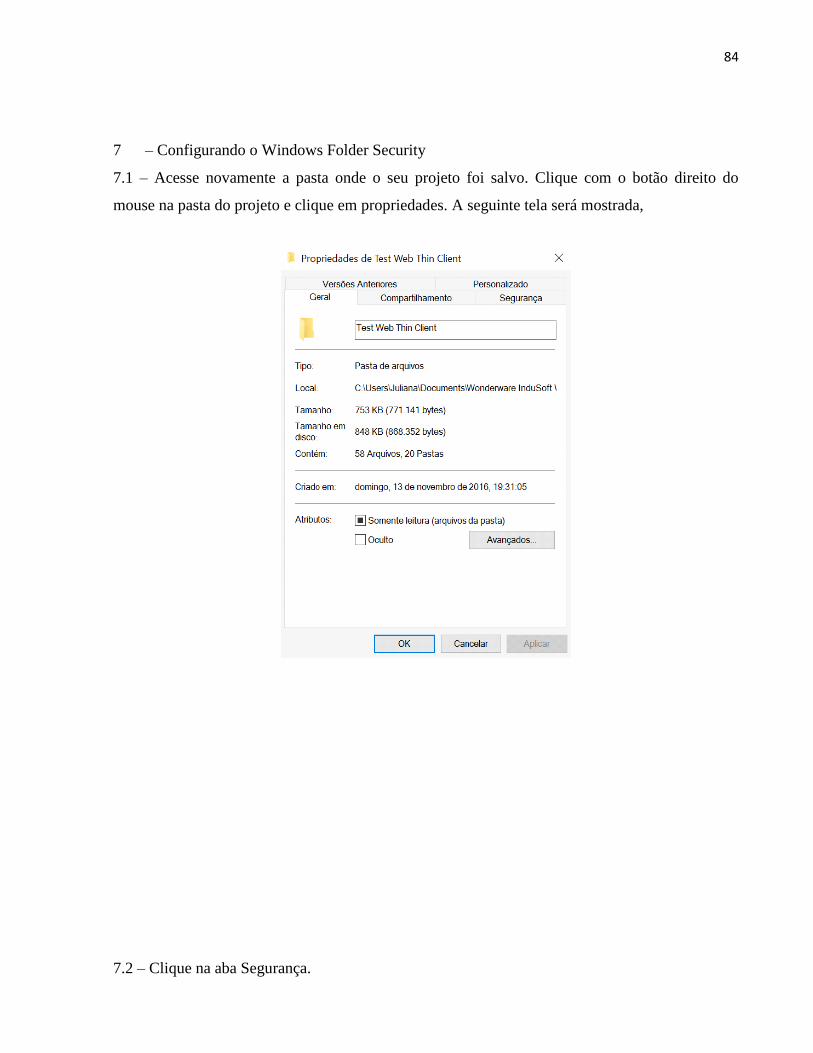
84
7 – Configurando o Windows Folder Security
7.1 – Acesse novamente a pasta onde o seu projeto foi salvo. Clique com o botão direito do
mouse na pasta do projeto e clique em propriedades. A seguinte tela será mostrada,
7.2 – Clique na aba Segurança.

85
7.3 – Clique em editar.
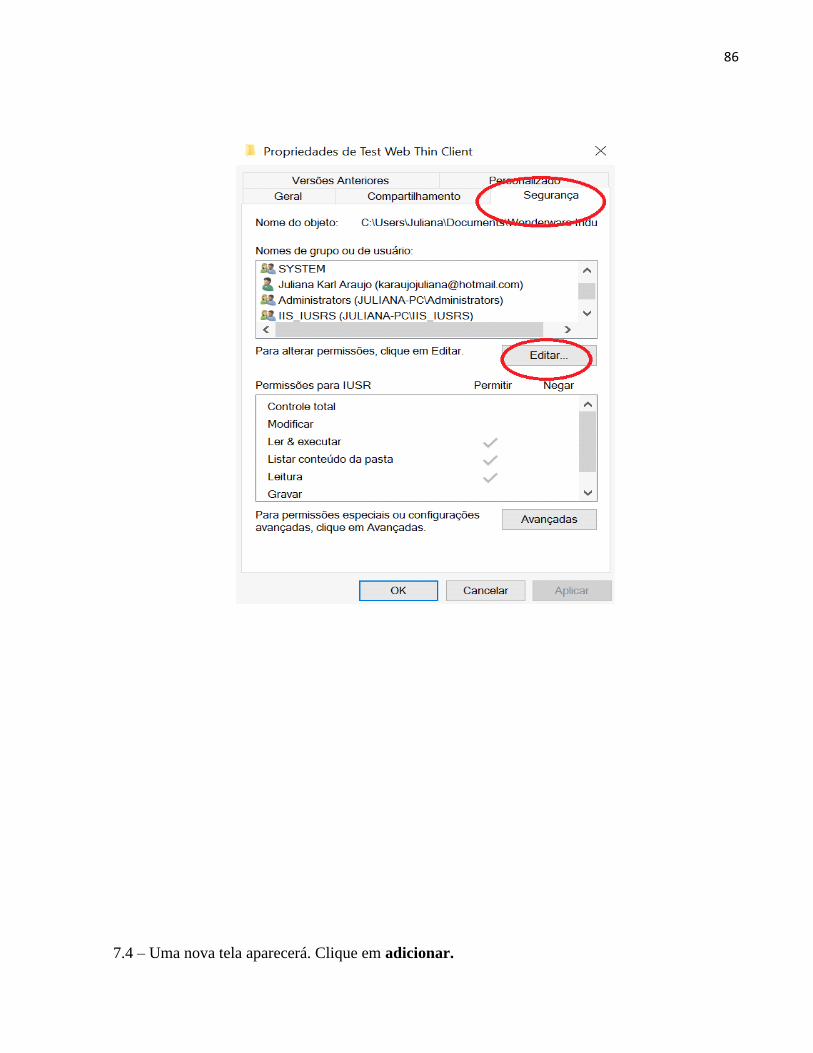
86
7.4 – Uma nova tela aparecerá. Clique em adicionar.

87
7.5 – No campo Digite os nomes dos objetos a serem selecionados digite IUSR e IIS_IUSRS
separando-os com ponto e vírgula como mostrado abaixo.
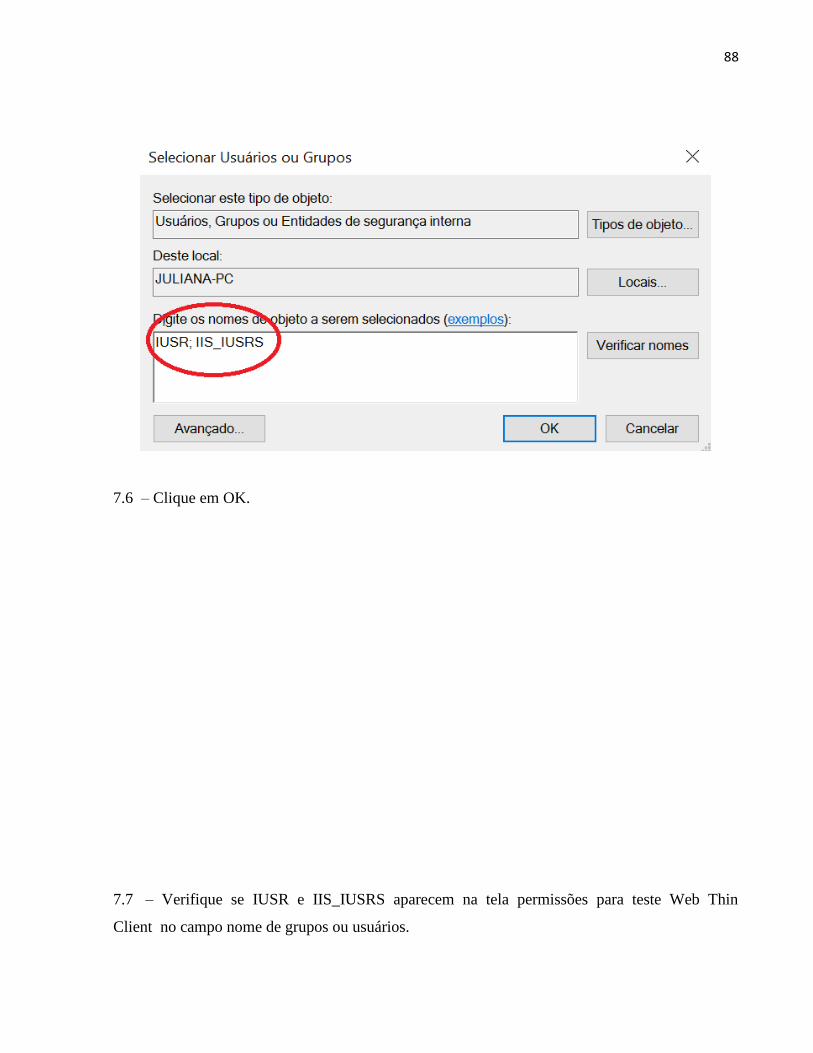
88
7.6 – Clique em OK.
7.7 – Verifique se IUSR e IIS_IUSRS aparecem na tela permissões para teste Web Thin
Client no campo nome de grupos ou usuários.
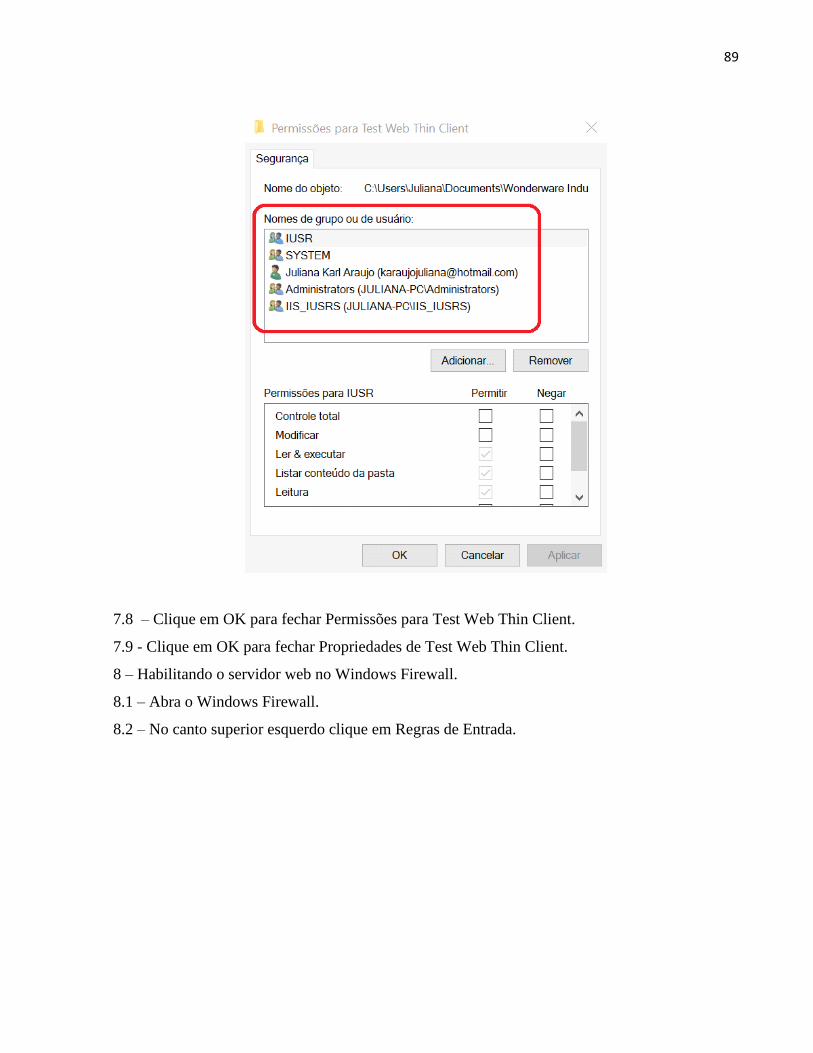
89
7.8 – Clique em OK para fechar Permissões para Test Web Thin Client.
7.9 - Clique em OK para fechar Propriedades de Test Web Thin Client.
8 – Habilitando o servidor web no Windows Firewall.
8.1 – Abra o Windows Firewall.
8.2 – No canto superior esquerdo clique em Regras de Entrada.
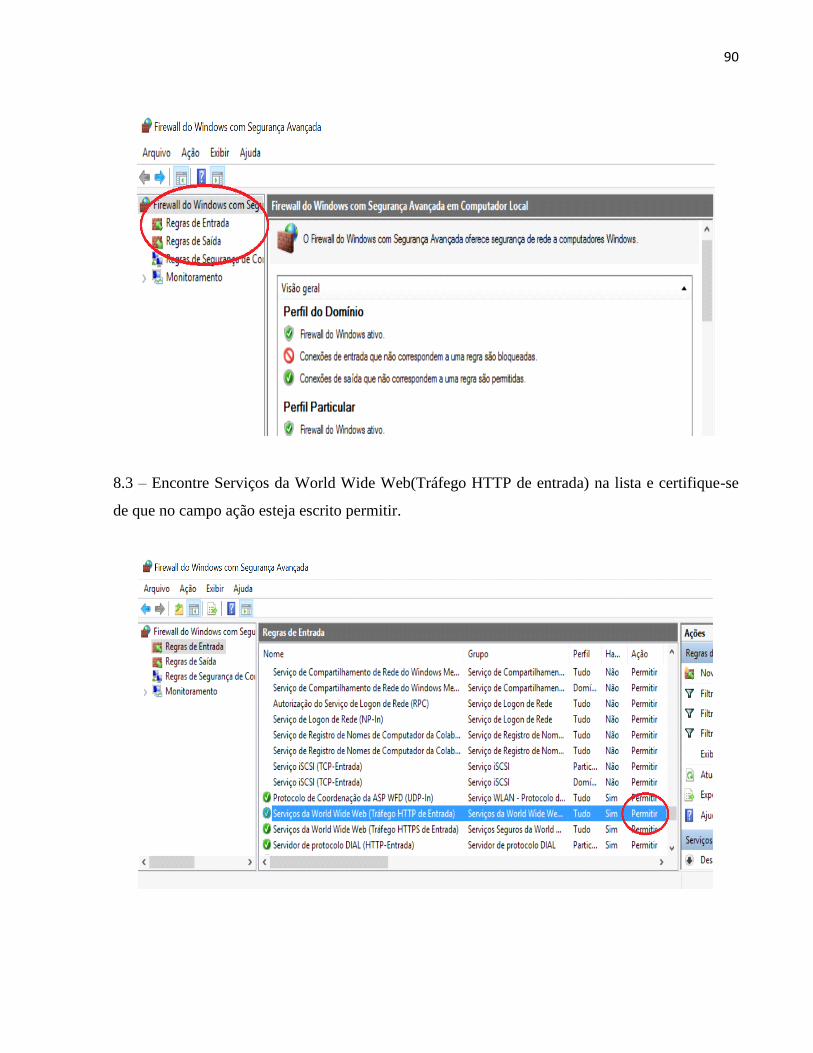
90
8.3 – Encontre Serviços da World Wide Web(Tráfego HTTP de entrada) na lista e certifique-se
de que no campo ação esteja escrito permitir.
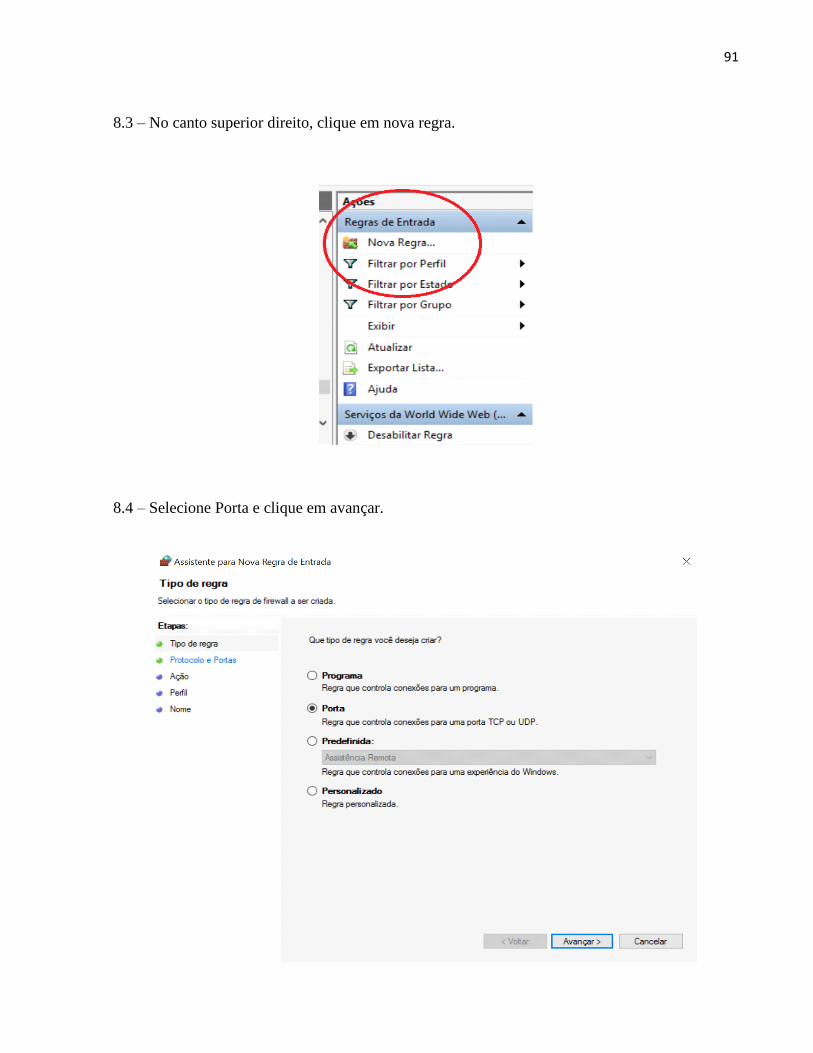
91
8.3 – No canto superior direito, clique em nova regra.
8.4 – Selecione Porta e clique em avançar.
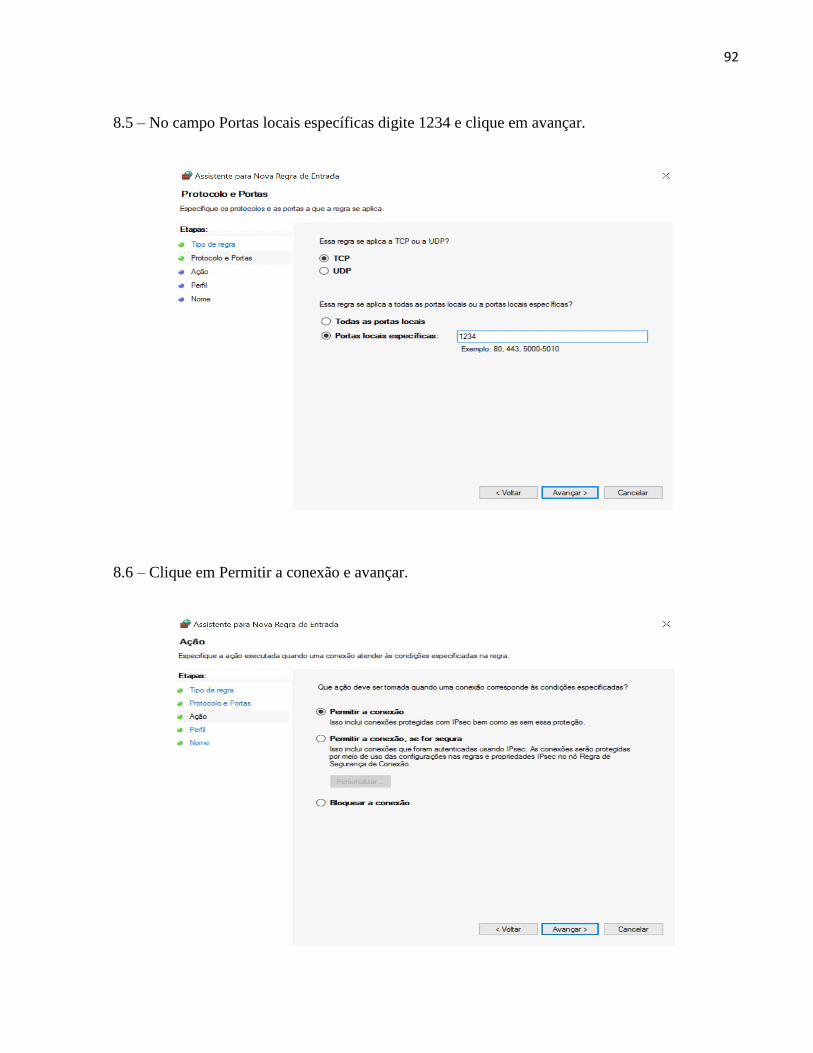
92
8.5 – No campo Portas locais específicas digite 1234 e clique em avançar.
8.6 – Clique em Permitir a conexão e avançar.

93
8.7 – Certifique-se de que todos os quadradinhos estejam selecionados na tela seguinte e clique
Avançar.
8.8 – No campo nome digite InduSoft TCP Server e clique em concluir.
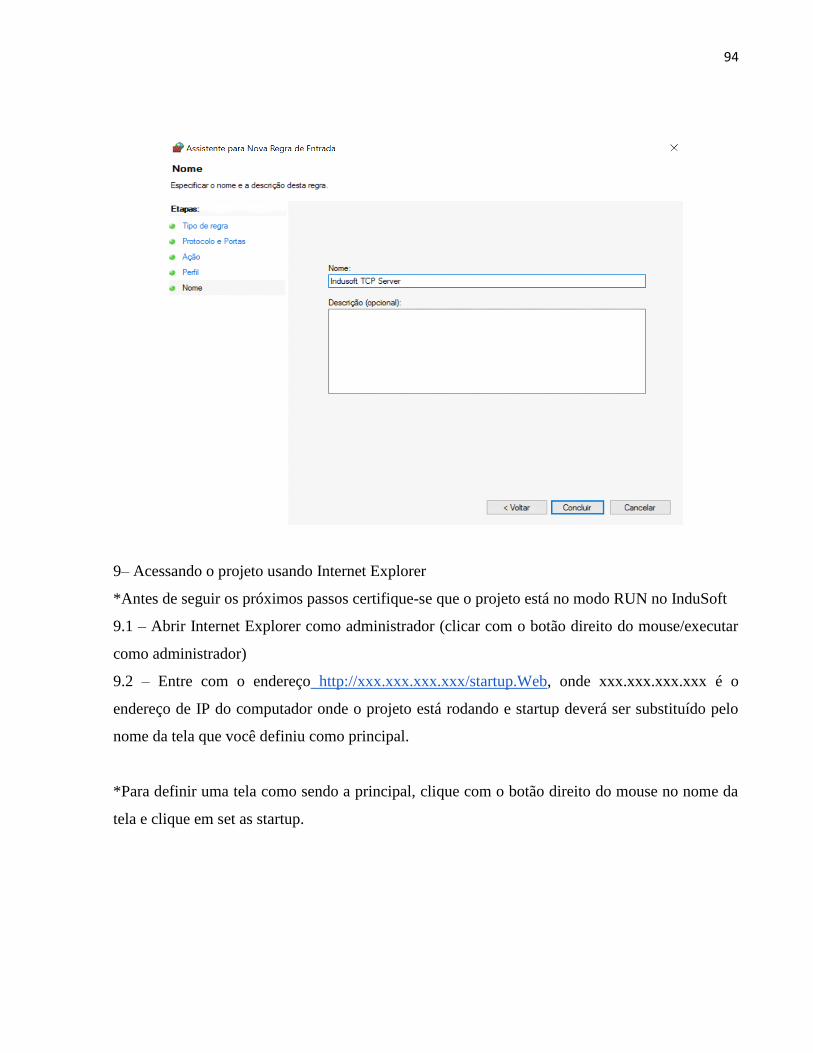
94
9– Acessando o projeto usando Internet Explorer
*Antes de seguir os próximos passos certifique-se que o projeto está no modo RUN no InduSoft
9.1 – Abrir Internet Explorer como administrador (clicar com o botão direito do mouse/executar
como administrador)
9.2 – Entre com o endereço http://xxx.xxx.xxx.xxx/startup.Web, onde xxx.xxx.xxx.xxx é o
endereço de IP do computador onde o projeto está rodando e startup deverá ser substituído pelo
nome da tela que você definiu como principal.
*Para definir uma tela como sendo a principal, clique com o botão direito do mouse no nome da
tela e clique em set as startup.
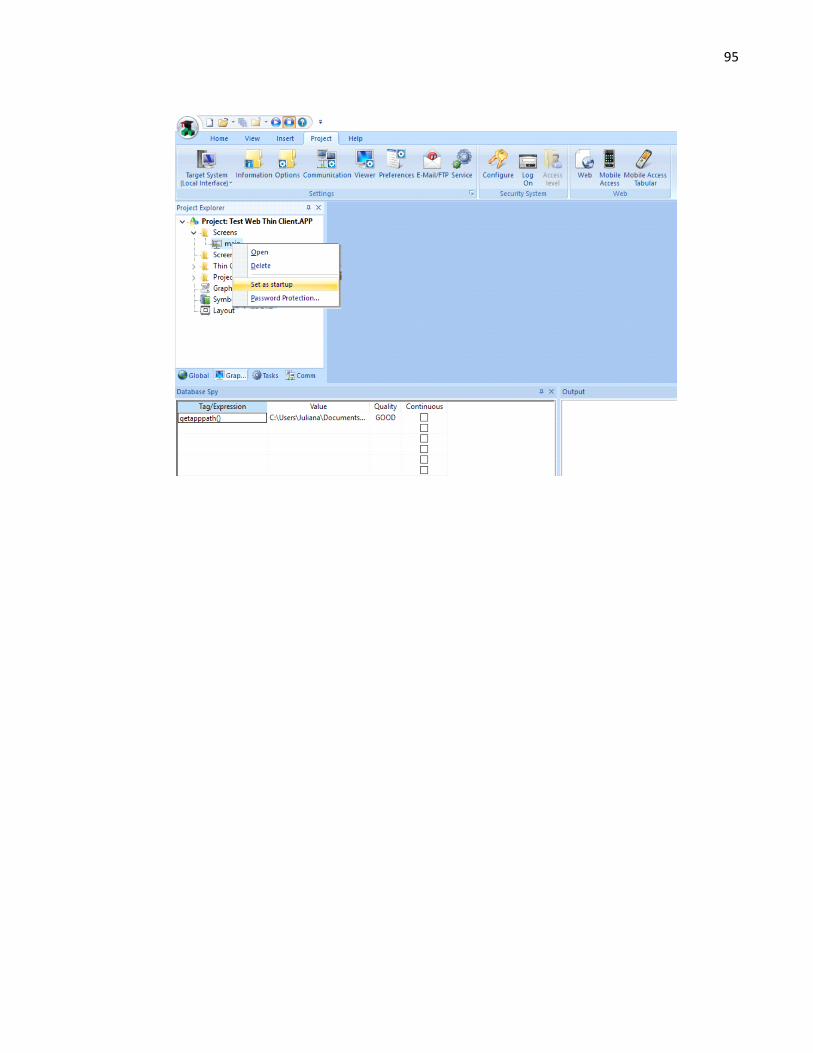
95

96
9.3 – Depois que todos os arquivos forem baixados, o projeto será aberto no browser.





























