Embed Size (px)
Citation preview

Centro de Formação Profissional de Évora
Curso de Técnico de Maquinação CNC
UFCD [5825] – Acabamento de Superfícies
Relatório de Análise de Acabamento Superficial
Luís Miguel Lopes Romudas
Data: 28.03.2012
Centro de Formação Profissional de Évora
UFCD [5825] – Acabamento de Superfícies
Relatório de Análise de Acabamento Superficial
Descrição: Aferição do grau de acabamento de uma peça maquinada
Material: Alumínio
Fabrico: Corte mecânico, fresagem, furação e polimento manual com lixa
1 – Descrição do Processo
O fabrico desta peça, posição 2 do conjunto Vaivém (ver anexo), iniciou-se por
corte mecânico de uma barra de alumínio, seguindo-se o desbaste por fresagem,
execução dos furos e caixas constantes do projecto (ver anexo) e posterior
polimento com lixa fina. De início a porção de material a ser maquinada
apresentava rugosidade variável, desde os defeitos macrométricos de 1ª e 2ª
ordem, ou seja, de forma e ondulação, resultantes do corte por serrote mecânico,
a defeito micrométricos de 3ª e 4ª ordem devido ao estado em bruto proveniente
do fornecedor. Depois da maquinação necessária à partida – fresagem e furação –
decidiu-se executar um polimento manual com lixa fina a fim de obter na
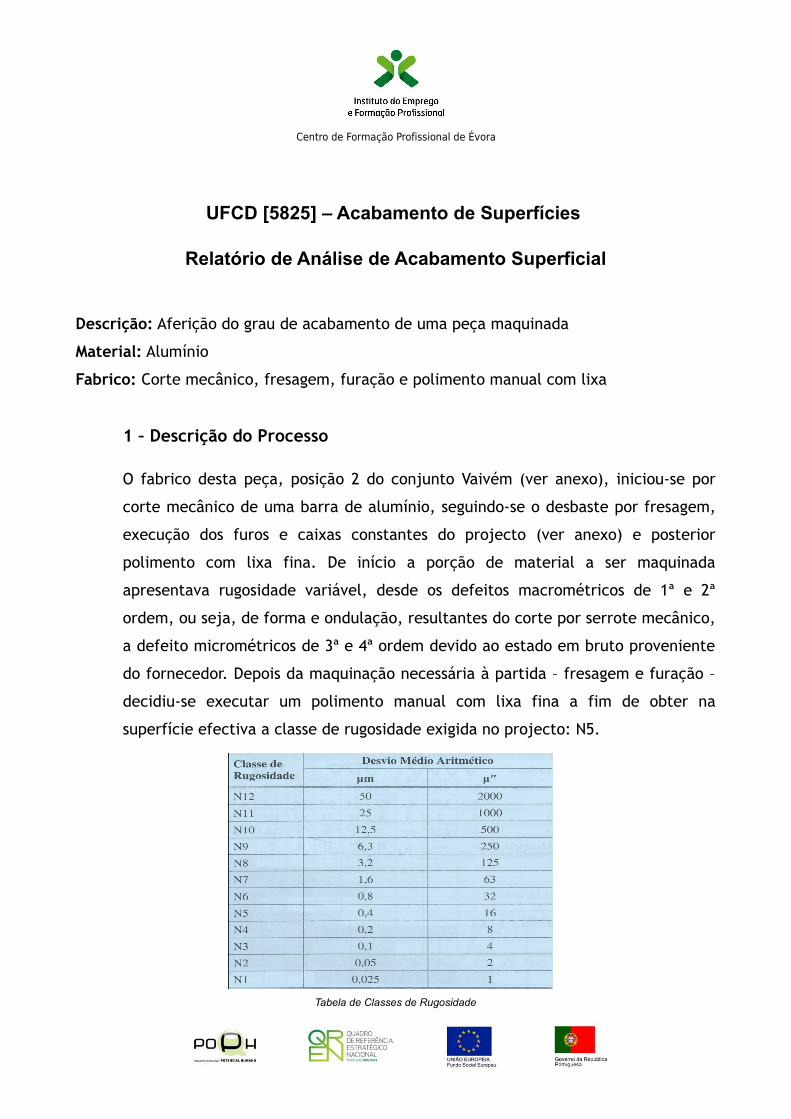
superfície efectiva a classe de rugosidade exigida no projecto: N5.
Tabela de Classes de Rugosidade

Centro de Formação Profissional de Évora
Através de comparação táctil e visual com amostras aferidas, concluiu-se que
rugosidade da peça estaria em consonância com o valor requerido no projecto e
portanto esse parâmetro havia sido conseguido. Todavia, ao analisar a peça com o
rugosímetro, também aferido e calibrado segundo as normas vigentes, e com os
cuidados de estabilidade necessários a uma boa medição, chegou-se à conclusão
final que a rugosidade presente não respeitava o valor exigido, detectando-se
antes uma rugosidade de classe N6, ao invés da N5 projectada.
Análise Rugosímetro: rugosidade média parcial, rugosidade média da amostra e representação gráfica do perfil real.
Valores obtidos com um cut-off de 4 mm:
Ra (rugosidade média parcial) Rz (rugosidade média total)
Antes da Maquinação 0.381 µm 3.253 µm
Depois da Maquinação 1.083 µm 5.798 µm
2 - Conclusão
Comparando o valor de Ra com a tabela apresentada na página anterior percebe-
se que além da peça não possuir o valor de rugosidade requerido pelo projecto,
situando-se antes na classe N6 (de 0.8 a 1.6 µm), fica bem mais perto da classe N7
do que da exigida N5, já que apresenta 1.083 µm de rugosidade média.
Sendo a peça em causa um componente sujeito a uma constante fricção, pois faz
parte de uma guia onde desliza outra peça, talvez fosse aconselhável mais um
polimento, com borracha abrasiva ou lixa fina, a fim de se eliminar as

Centro de Formação Profissional de Évora
irregularidades e por conseguinte os efeitos da fricção, conferindo à superfície
efectiva a classe de rugosidade pretendida.
Conclui-se também, através da comparação dos valores de Ra e Rz antes e depois
da peça ser maquinada que o acabamento conferido pelo processo de fabrico
(extrusão) apresenta níveis de rugosidade muito abaixo dos apresentados após
maquinação, evidenciando uma das diferenças entre processos de fabrico sem
arranque de apara e os processos de fabrico com arranque de apara.

Centro de Formação Profissional de Évora
3 – Anexos: Projecção Isométrica de Conjunto Vaivém

Centro de Formação Profissional de Évora
3 – Anexos: Projecto de Componente Posição 2

Centro de Formação Profissional de Évora
3 – Anexos: Fotografias de material por maquinar e maquinado
Material por maquinar
Material maquinado e acabado (peça analisada)






















![Aplicação do tolerânciamento na preparação de trabalho ... · P [Habilitações Académicas] Aplicação do toleranciamento na preparação de trabalho para fabrico em maquinação](https://img.document.onl/doc/110x75/5f7bde7952fa0453da0bc6bb/aplicao-do-tolernciamento-na-preparao-de-trabalho-p-habilitaes.jpg)
![Aplicação de Metodologias Lean em Ambiente Simulado · PDF fileTécnico de Maquinação CNC UFCD [5793] Critério de Excelência Aeronáutica - Lean Aplicação de Metodologias Lean](https://img.document.onl/doc/110x75/5a9dcf4d7f8b9a0d5a8c6fbc/aplicao-de-metodologias-lean-em-ambiente-simulado-de-maquinao-cnc-ufcd-5793-critrio.jpg)