Embed Size (px)
Citation preview

__________________________________________________________________________________
Fatec Garça
Curso de Tecnologia em Mecatrônica Industrial
DANILO CORREIA MORENO
A MECATRÔNICA COMO BASE DA AUTOMAÇÃO INDUSTRIAL
GARÇA
2012

__________________________________________________________________________________
Fatec Garça
Curso de Tecnologia em Mecatrônica Industrial
DANILO CORREIA MORENO
A MECATRÔNICA COMO BASE DA AUTOMAÇÃO INDUSTRIAL
Trabalho de Conclusão de Curso apresentado à
Faculdade de Tecnologia de Garça – FATEC,
como requisito para conclusão do Curso de
Tecnologia em Mecatrônica Industrial.
_____________________________________
Orientador: Prof. Dr. José Arnaldo Duarte
FATEC Garça
___________________________________
Prof. Dr. Ulysses de Barros Fernandes
FATEC Garça
_____________________________________
Prof. Grad. Laerte Edson Nunes
FATEC Garça
Data da Aprovação: 03/12/2012
GARÇA
2012

A MECATRÔNICA COMO BASE DA AUTOMAÇÃO INDUSTRIAL
Danilo Correia Moreno Curso de Tecnologia em Mecatrônica Industrial – Fatec-Garça
ABSTRACT
With the increasing demand in industrial production, there was the necessity of automating
manufacturing processes. To meet this need, developed sophisticated automation systems that
were named Robotics. This article is supposed to explain how robotics was formed and which
elements comprise its base. The research aims to demonstrate a robotics application in
industrial process which already existed, through a prototype development using an
automated drilling machine bench. In this article, each component that forms the automation
basis such as sensors, actuators and programmable logic controller (PLC), were described.
Keywords: Industrial Robotics. Automated Drilling Machine. PLC.
RESUMO
Com o aumento da demanda na produção industrial, surgiu a necessidade de automatizar os
processos de fabricação. Para suprir essa necessidade, desenvolveram sistemas sofisticados de
automação que receberam o nome Mecatrônica. Através do artigo será explicado como a
mecatrônica é formada e quais elementos compõem sua base. A pesquisa objetiva demonstrar
uma aplicação da mecatrônica em um dos processos industriais já existentes, por meio de um
protótipo, com base em uma furadeira de bancada automatizada. Descreveu-se, também, neste
artigo, os componente básicos de automação, utilizados no desenvolvimento do protótipo,
como sensores, atuadores e controlador lógico programável (CLP).
Palavras-Chave: Mecatrônica Industrial. Furadeira Automatizada. CLP.

1 INTRODUÇÃO
Atualmente o mundo está passando por um processo de evolução tecnológica, e cada
vez mais está se tornando comum encontrarmos processos mecatrônicos presentes em nossas
vidas. Seja desde uma máquina de lavar roupa até uma linha totalmente automatizada na
fabricação de carros.
A mecatrônica surgiu devido à grande necessidade do aumento de produção nas
indústrias. Engenheiros e tecnólogos perceberam que para aumentar significativamente e com
eficácia a produção, era preciso criar sistemas de automação utilizando sensores, atuadores e
circuitos controladores. O resultado é o sistema mecatrônico. Com isso, foi possível aumentar
e produção e reduzir o tempo.
A base da mecatrônica é formada pela integração de três áreas da engenharia:
mecânica, elétrica/eletrônica e ciência da computação.
“No Japão, a combinação bem sucedida de Mecânica, Eletrônica e Processamento
Digital, em produtos de consumo recebeu o cognome de Mecatrônica no final da década de
70” (ADAMOWSKI e FURUKAWA, 2001, p. 8).
Cetinkunt (2008) define mecatrônica como a integração sinergética de três áreas
distintas e tradicionais da engenharia. São elas: Engenharia mecânica, Engenharia Elétrica ou
Eletrônica e Ciência da Computação.
Na figura 1, pode-se visualizar as áreas que formam a mecatrônica.
Figura 1 – Diagrama da Mecatrônica.
Fonte: Adamowski e Furukawa (2001).

Com a integração dessas três áreas da engenharia obteve-se o sistema mecatrônico.
Segundo Rosário (2005), basicamente no sistema mecatrônico, os sensores obtêm
informações do sistema físico que são processadas digitalmente, resultando em ações de
controle.
O sistema de controle age sobre o sistema físico por meio de atuadores, onde se tem o
conceito de sistema realimentado (Malha Fechada), como se pode ver na figura 2. Essa
estrutura pode representar sistemas com diversos níveis de complexidade.
Figura 2 – Sistema Mecatrônico.
Fonte: Rosário (2005).
Atualmente as empresas investem muito capital em automação industrial, e
praticamente todos os processos estão automatizados, mas ainda existem aqueles que são
feitos manualmente.
O artigo tem como objetivo mostrar uma das aplicações da mecatrônica realizada na
prática através de um desenvolvimento de um protótipo de uma furadeira de bancada
automatizada.
2 DESENVOLVIMENTO
2.2 Analogia: Sistema Mecatrônico e Sistema Biológico
Para Rosário (2005), os sistemas de automação industrial podem ser divididos de
acordo com vários níveis de uma organização, os quais executam funções especificas no
processo produtivo e, por consequência, estão associados a diferentes elementos. Os níveis

também apresentam diferentes requisitos tecnológicos. Os sistemas automatizados,
dependendo da necessidade de aplicação, podem formar um sistema de controle completo e
complexo. Na Figura 3 e no quadro 1, para ter uma melhor interpretação dos diversos níveis e
elementos, pode-se comparar o sistema técnico com o sistema biológico.
Figura 3 – Sistema Biológico e Sistema Mecatrônico.
Fonte: Rosário (2005).
Quadro 1 – Equivalência entre o sistema biológico e o sistema mecatrônico.
Fonte: Rosário (2005).

2.2 Descrições de Componentes
Nesse tópico será descrito os componentes utilizados na montagem do protótipo da
furadeira de bancada automatizada.
2.2.1 Sensores
Segundo Thomazini e Albuquerque (2009), sensores são dispositivos sensíveis a
alguma forma de energia do ambiente que pode ser luminosa, térmica, cinética, relacionando
informações sobre uma grandeza que precisa ser medida, como temperatura, pressão,
velocidade, corrente, aceleração, posição, etc. Um sensor nem sempre tem as características
elétricas necessárias para ser utilizado em um sistema de controle. Normalmente o sinal de
saída deve ser manipulado antes da leitura no sistema de controle.
Ainda de acordo com os mesmos autores, quando um dispositivo completo que
contem o sensor usado para transformar uma grandeza qualquer em outra que pode ser
utilizada nos dispositivos de controle é denominado transdutor.
Na figura 5 é possível visualizar alguns dos modelos de sensores industriais.
Figura 5 - Sensores Industriais.
Fonte: Fabricante SICK (2009).

Para Thomazini e Albuquerque (2009), sensores podem ser divididos em dois tipos:
sensores analógicos e sensores digitais.
Sensores analógicos podem assumir qualquer valor no seu sinal de saída ao longo do
tempo, desde que esteja dentro de suas faixas de operação.
Sensores digitais assumem apenas dois valores no seu sinal de saída ao longo do
tempo, que podem ser interpretados como zero ou um. São utilizados na detecção de
passagem de objetos, encoders na determinação de distância ou velocidade, etc.
2.2.1.1 Sensores de proximidade capacitivos
O sensor de proximidade capacitivo pode detectar objetos metálicos e não metálicos
assim como produtos dentro de recipientes não metálicos.
Segundo Daniel Thomazini e Albuquerque (2009), sensores de proximidade
capacitivos são projetados para operar gerando um campo eletrostático e detectando
mudanças nesse campo, que acontece quando um alvo se aproxima da face ativa. As partes
internas do sensor consistem em uma ponta capacitiva, um oscilador, um retificador de sinal,
um circuito de filtragem e um circuito de saída. A figura 6.5 ilustra o diagrama de blocos do
sensor de proximidade capacitivo.
Figura 6 – Sensor de proximidade Capacitivo.
Fonte: Catálogo Festo (2012).

Na ausência de um alvo, o oscilador está inativo. Quando o alvo se aproxima, ele
aumenta a capacitância do circuito com a ponta de compensação. Quando a capacitância
atinge um valor determinado, o oscilador é ativado, o que faz ligar o circuito de saída e faz
com que ele comute seu estado (aberto para fechado ou vice-versa).
Figura 6.5 – Diagrama de blocos.
Fonte: Thomazini e Albuquerque (2009).
Dados técnicos segundo catálogo Festo:
Distancia de sensorização: 50 mm;
Tensão de alimentação: 10 a 30 Vcc;
Frequência máxima: 100 Hz;
Sinal de saída: 24 Vcc PNP;
LED indicador de operação;
Cabo elétrico equipado com pinos do tipo banana de 4 mm;
o Pino vermelho: positivo;
o Pino azul: negativo;
o Pino preto: saída PNP (0);
o Pino verde: saída NPN (1).
2.2.1.2 Sensores de proximidade magnéticos
Segundo Hermini [s.d.], sensores de proximidade magnéticos são constituídos
basicamente de duas laminas de contato elétrico no interior de uma ampola preenchida com
gás inerte. Estas lâminas se unem quando colocadas na presença de um campo magnético. A
figura 8 ilustra um modelo de sensor de proximidade magnético.

Figura 8 - Sensor de proximidade Magnético com cinta de fixação.
Fonte: Catálogo Festo (2012).
Normalmente são instalados no lado externo do cilindro, cujo embolo é provido de
uma cinta magnética. Com a aproximação do anel magnético, fecha-se contato que vai
produzir uma corrente elétrica de saída.
Dados técnicos segundo catálogo Festo:
Sensorização de êmbolos magnéticos de cilindros, sem contato físico;
Contato tipo reed switch;
Tensão de comutação: de 12 a 27 Vcc;
Intensidade de corrente máxima: 500 mA;
Frequência máxima: 800 Hz;
Sinal de saída: de 12 a 27 Vcc PNP;
LED indicador de operação;
Cinta para fixação no corpo de cilindros com êmbolo magnético;
Cabo elétrico equipado com pinos do tipo banana de 4 mm;
o Pino vermelho: positivo;
o Pino azul: negativo;
o Pino preto: saída PNP .
2.2.2 Atuadores Pneumáticos

Segundo Fialho (2010), atuadores pneumáticos são elementos mecânicos que por meio
de movimentos lineares ou rotativos, transformam a energia cinética gerada pelo ar
pressurizado e que está em expansão em energia mecânica, produzindo trabalho.
Atuadores com movimentos lineares produzem trabalhos pelos cilindros de simples e
dupla ação.
Os atuadores de dupla ação realizam trabalho recebendo ar comprimido em ambos os
lados. Desta forma realizam trabalho nos dois sentidos, tanto no avanço quanto no retorno. A
figura 11 ilustra um modelo de atuador pneumático de dupla ação.
Figura 11 - Atuador pneumático de dupla ação.
Fonte: Catálogo Festo (2012).
Dados técnicos segundo catálogo Festo:
Avanço e retorno pneumáticos;
Êmbolo magnético para detecção por sensores sem contato físico;
Amortecimento regulável nas posições finais de curso;
Dimensões:
o Diâmetro do êmbolo: 20 mm;
o Diâmetro da haste: 8 mm;
o Curso: 100 mm;
Pressão máxima de trabalho: 10 bar.
2.2.3 Válvulas

Válvulas são elementos que tem por função orientar fluxos de ar, bloquear e controlar
a intensidade de vazão ou pressão.
Existem vários tipos de válvulas. Será focado somente na válvula de controle
direcional, devido ao fato que este modelo de válvula é utilizado no protótipo.
Segundo Silva (2006), as válvulas de controle direcionais pneumáticas têm a função de
definir o caminho que o fluxo de ar deve seguir. Por distribuir o ar aos elementos de trabalho,
são conhecidas também como válvulas de distribuição. Constituem os instrumentos de
comando de um circuito. Também são utilizadas em tamanhos menores como emissoras ou
receptoras de sinais para o comando das válvulas principais do sistema, e ainda em funções de
tratamento de sinais. Duas das principais características que possibilitam sua classificação são
o número de vias e o número de posições, definidos a seguir:
Vias: Denominamos assim o número de bocais de conexão do elemento de
distribuição. Pode-se ter válvula de 2, 3, 4, 5 ou mais vias. Não é possível um número de vias
inferior a dois.
Posições: refere-se ao número de posições estáveis do elemento de distribuição. As
válvulas mais comuns possuem 2 ou 3 posições, apesar de alguns modelos particulares
possuírem mais. Não é possível um número de posições inferior a dois. As válvulas
direcionais são definidas conforme o número de vias e o número de posições.
Há vários modos de fazer o acionamento de uma válvula. Podem ser acionadas:
manualmente, mecanicamente ou através de sinais elétricos.
2.2.3.1. Eletroválvula direcional 5/2 vias
A eletroválvula direcional possui cinco orifícios de conexão e duas posições de
comando. A diferença em relação à 4/2 vias é que possuem dois escapes que correspondem
um para cada utilização. Isto possibilita entre outras coisas, controlar a velocidade de avanço
e retorno de um cilindro de maneira independente.
Nas eletroválvulas, o sinal que origina a comutação é de natureza elétrica, excitando
um solenóide que por ação magnética provoca o deslocamento de um núcleo móvel interno
que habilita ou não a passagem do fluido.
Na figura 12 é possível visualizar uma eletroválvula de 5/2 vias.

Figura 12 - Eletroválvula direcional de 5/2 vias.
Fonte: Catálogo Festo (2012).
Dados técnicos segundo catálogo Festo:
5 vias de trabalho;
2 posições de comando;
Acionamento por duplo servocomando, elétrico por solenóides de 24 Vcc e pilotos;
Possibilidade de acionamento manual de emergência;
LEDs indicadores de operação;
Cabos elétricos equipados com pinos do tipo banana de 4 mm;
Pressão de operação: de 1,5 a 8 bar;
Vazão nominal: 500 lpm;
Conexões de engate rápido tipo quick star, para tubos flexíveis com diâmetro externo
de 4 mm;
Equipada com silenciadores nos pórticos de exaustão para a atmosfera.
2.2.4 Controlador Lógico Programável (CLP)
O CLP é considerado um computador industrial.
Segundo Fialho (2010), o controlador lógico programável (CLP) ou Programmable
Logic Controller (PLC), são pequenos dispositivos eletrônicos que controlam máquinas e
processos.
Para Rosário (2005), o CLP ou Controlador Programável (CP), é um dispositivo físico,
eletrônico, que possui uma memória interna programável capaz de armazenar sequências de
instruções lógicas binárias, alem de outros comandos.
Ainda segundo o mesmo autor, o CLP possui dispositivo para se conectar com
equipamentos externos, o que possibilita o recebimento ou o envio de variáveis de entrada e
variáveis de saída.
Variáveis de entrada são sinais externos recebidos pelo CLP. Esses sinais podem ser
fornecidos por sensores, chaves, botoeiras e outros.
Variáveis de saída são os dispositivos que o CLP controla. Esses dispositivos podem
ser partida de motores, válvulas solenóides, lâmpadas e sinais para outros CLPs.
2.2.4.1 Estrutura
Segundo Fialho (2010), todo CLP consiste em:
Entradas
Saídas
Unidade Central de Processamento ou Central Processing Unit (CPU)
Memória
Fonte
Dispositivo de programação
Interface de programação
As entradas são responsáveis por conectar dispositivos de campo ao CLP. As entradas
podem ser sensores, botões, chaves, dentre outros. Os pontos de entrada podem ser analógicos
(mais de um estado) ou digitais (ligado ou desligado).
As saídas são responsáveis por conectar o CLP aos dispositivos de campo. Esses
dispositivos podem ser solenóides, relés, contadores, partida de motores, lâmpadas etc.
A unidade central de processamento (CPU) é responsável por receber os dados de
entrada e realizar as operações lógicas baseada no programa armazenado e consequentemente
atualizar as saídas.
A memória é um espaço físico que armazena dados com informações. A CPU
manipula esses dados utilizando dígitos binários, os bits.
O dispositivo de programação é por onde o CLP será conectado temporariamente para
introduzir o programa aplicativo gerado pelo usuário e que irá atender suas necessidades de
comando.

A fonte é quem fornece a energia aos elementos internos do CLP, e converte a tensão
de entrada a uma forma que o CLP possa utilizar. Também tem a função de proteger os
elementos do CLP contra picos de tensão.
A interface de programação fica na parte frontal do CLP e possui uma série de luzes
indicadoras que fornecem informações, como: alimentação, operação, falha e estado de
entradas e saídas (E/S).
2.2.4.2 Funcionamento
Segundo Rosário (2005), o principio de funcionamento do CLP é realizado através da
execução de um programa desenvolvido pelo fabricante (Firmware) dentro da CPU. Esse
programa fica fazendo leituras das variáveis de entrada e comparando as informações obtidas
com o programa desenvolvido pelo usuário. Dependendo do resultado da comparação, o CLP
faz ou não intervenções na variável de saída.
2.2.4.3 Linguagem de programação
Segundo Fialho (2010), a linguagem programação estabelece regras para combinar as
instruções ou comandos que o usuário desenvolveu para fazer com que o CLP execute
determinadas ações.
Para Rosário (2005), existem três linguagens de programação mais utilizadas. São
elas:
Diagramas de contato (Ladder);
Diagramas de blocos funcionais;
Lista de instruções.
Os diagramas de contatos são similares aos esquemas elétricos de relés.
Os diagramas de blocos funcionais são representados normalmente por Sequential
Function Charts (SFC), também denominados como Grafcet.
A lista de instrução é uma programação diretamente apoiada nas funções lógicas
binárias similares aos esquemas elétricos de circuitos digitais (AND, OR, NOT, XOR etc.) e
que é semelhante aos programas escritos em linguagem Assembler.

2.2.4.4 Vantagens
Segundo Fialho (2010), os CLPs possibilitaram diminuir os custos de materiais, de
mão de obra, de instalações e localização de falhas devido a redução de fiação e aos erros
associados. Ocupam menos espaço que os contadores e outros dispositivos de controle usados
anteriormente. Possuem maior flexibilidade para trocas de sistemas de controles por serem
programados.
Ainda segundo o mesmo autor, CLPs são ideais para controlar máquinas e processos
discretos independentes.
2.2.4.5 Modelos
Atualmente existe uma grande variedade de modelos e fabricantes de CLPs. A grande
diferença entre um modelo e outro é o número de entradas e o número de saídas.
A figura 13 ilustra o modelo de CLP Standart do fabricante Festo que será utilizado no
protótipo.
Figura 13 – CLP Standart Festo.
Fonte: Catálogo Festo (2012).
Dados técnicos do CLP Standart do fabricante Festo, segundo o próprio fabricante:
24 entradas digitais de 24 Vcc;
16 saídas digitais a relê, protegidas contra curto circuito;
256 contadores crescentes e decrescentes (0 a 65535);

256 temporizadores (0 a 655 segundos) com precisão de 0,01 s;
256 registradores;
160000 flags (10000 flags words);
Capacidade de memória de 256 Kb;
Proteção contra inversão de polaridade de alimentação;
LEDs indicadores de operação;
Software de programação por diagrama de contatos (ladder);
Interface serial (padrão RS232c) interligada ao PC por meio de cabo PS1-SM14;
Memória Flash RAM para armazenamento de programas.
2.4 Protótipo
O protótipo desenvolvido é uma automação de um processo industrial, a furadeira de
bancada.
Os princípios da mecatrônica foram utilizados para desenvolver a furadeira de bancada
automatizada, como pode ser visualizado na figura 14.
Sua base de automação será através de 3 atuadores pneumáticas, sensores e um
controlador lógico programável (CLP).
Figura 14 – Furadeira de bancada automatizada.
Fonte: O Autor (2012).

2.4.1 Características
Devido o protótipo ser apenas para simulação, optou-se por usar a tecnologia
pneumática. E como a furadeira utilizada tem objetivo didático, a peça foi projetada com um
material de baixa resistência.
Como a força de trabalho realizada é mínima, já que a resistência do material da peça
é baixa, a pressão adotada para o sistema pneumático é de 5 bar, assim preservando os
equipamentos utilizados e conservando a vida útil dos mesmos. Por esse motivo, a furação foi
realizada em movimento contínuo. Ressalvando que em peças com maior resistência, a
furação é feita ciclos.
A velocidade e o tempo de operação do protótipo são dependentes do ajuste das
válvulas reguladoras de fluxo unidirecionais. Com maior fluxo de ar, a velocidade aumenta e
o tempo diminui.
2.4.1 Funcionamento:
Pressionando o botão “liga”, o sistema ficará esperando a informação ser enviada pelo
sensor de proximidade capacitivo. O sensor de proximidade capacitivo é responsável pela
verificação de presença de peças no armazém.
Se houver peça, o sensor de proximidade capacitivo irá enviar a informação para o
CLP.
O CLP recebendo essa informação, ele irá processá-la e enviará um sinal de saída para
a eletroválvula pneumática 1, fazendo com que ela libere o fluxo de ar comprimido para o
avanço do atuador 1. O atuador 1 é responsável por levar a peça para a posição de furação.
O atuador 1 chegando a seu fim de curso, o CLP interpreta que a peça está na posição
correta e que pode começar o ciclo de furação. Deste modo, o CLP envia um sinal para a
furadeira fazendo que ela ligue, e ao mesmo tempo envia um sinal para a eletroválvula
pneumática 2, fazendo com que ela libere o fluxo de ar comprimido para o avanço do atuador
2. O atuador 2 está acoplado na furadeira, e tem por função fazê-la subir e descer.
Quando o atuador 2 chega a seu fim de curso, o CLP envia um sinal para a
eletroválvula pneumática 2, fazendo com que ela libere o fluxo de ar comprimido para o
retorno do atuador 2.
O atuador 2 estando em sua posição de retorno, o CLP para de enviar sinal para a
furadeira e a mesma desliga. Simultaneamente o CLP envia um sinal para a eletroválvula

pneumática 1, fazendo com que ela libere o fluxo de ar comprimido para o retorno do atuador
1. Quando o atuador 1 retorna, o CLP envia um sinal para a eletroválvula pneumática 3, a
fazendo-a liberar o fluxo de ar comprimido para o avanço do atuador 3. O atuador 3 tem por
função retirar a peça da posição de furação.
O atuador 3 estando completamente avançado, o CLP envia um sinal para a
eletroválvula pneumática 3, fazendo que ela libere o fluxo de ar comprimido para o retorno do
atuador 3. O mesmo estando na posição de retorno o ciclo começa outra vez.
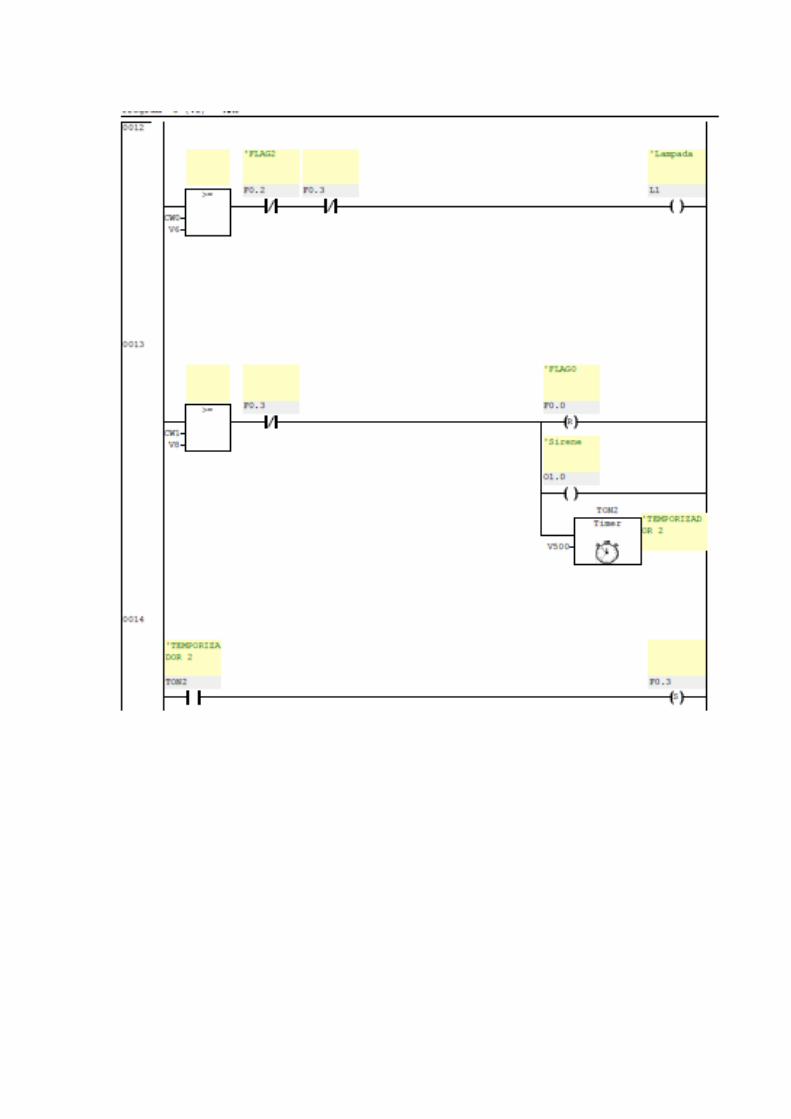
O protótipo foi programado para repetir o ciclo oito vezes, sendo que na sexta vez uma
lâmpada acende no painel indicando que o processo está perto de finalizar. Na ultima vez soa
uma sirene durante cinco segundo avisado que o processo finalizou e que as peças prontas
precisam ser retiradas e que novas peças precisam ser depositadas no armazém.
O processo apenas irá reiniciar se for pressionado o botão “liga”, mesmo havendo
peças no armazém.
Se o botão “parada de ciclo” for pressionado, o sistema irá finalizar o ciclo que estiver
acontecendo e deixará o processo em “stand by”. O processo só irá continuar se for
pressionado o botão “liga”.
Pressionando o botão “emergência”, o sistema irá parar todas as operações que estiver
acontecendo. Por motivos de segurança o sistema somente reiniciará quando o botão de
“emergência” for destravado e pressionado o botão “liga”.
Nas figuras 15 e 16, será possível visualizar os componentes mencionados acima.
Figura 15 – Protótipo
Fonte: O Autor (2012).

Atuador 1: responsável por empurrar a peça até a posição de furação;
Atuador 2: acoplado a furadeira;
Atuador 3: remove a peça da posição de furação.
Figura 16 – Protótipo.
Fonte: O Autor (2012).
Eletroválvula 1 : comanda o avanço e retorno do atuador 1;
Eletroválvula 2 : comanda o avanço e retorno do atuador 2;
Eletroválvula 3 : comanda o avanço e retorno do atuador 3.
A figura 17 ilustra a furadeira utilizada no protótipo.
Figura 17 – Furadeira didática.
Fonte: O Autor (2012).
Eletroválvula 1
Eletroválvula 2
Eletroválvula 3

Dados técnicos da furadeira didática:
Rotação: 10000 rpm
Tensão de alimentação: 6 Vcc
2.4.2 Programação
A programação do CLP foi feita através do software de plataforma FST 4.1 do
fabricante FESTO. A Faculdade de Tecnologia de Garça tem esse software e disponibiliza
para o uso de alunos.
A linguagem pela qual se optou para fazer a lógica de programação foi a linguagem
Ladder. A escolha dessa linguagem foi devido a facilidade em programar e porque segundo
Rosário (2005), essa linguagem está presente em praticamente todos CLPs disponíveis no
mercado.
Na figura 18 se pode visualizar a tela principal do software FST 4.1
Figura 18 – Software FST 4.1
Fonte: O Autor (2012).

No software é feita toda a lógica de programação. Depois que a lógica está finalizada é
feito o download para o CLP.
A lógica de programação do CLP que está sendo usado no protótipo segue em
apêndice .
A figura 19 ilustra a forma de como o software FST 4.1 interpreta a relação de saídas e
entradas que estão sendo utilizadas no CLP.
Figura 19 – Relação de saídas e entradas utilizadas do CLP.
Fonte: O Autor (2012).
Saidas (O):
O0.0: eletroválvula 1 – solenóide de avanço;
O0.1: eletroválvula 1 – solenóide de retorno;
O0.2: eletroválvula 2 – solenóide de avanço;
O0.3: eletroválvula 2 – solenóide de retorno;
O0.4: eletroválvula 3 – solenóide de avanço;
O0.5: eletroválvula 3 – solenóide de retorno;
O0.6: furadeira didática.

O0.7: lâmpada
O1.0: sirene
Entradas (I)
I0.0: botão “liga”;
I0.1: botão “emergência”;
I0.2: botão “parada de ciclo”;
I0.3: sensor magnético do início do curso do atuador 1;
I0.4: sensor magnético do fim de curso do atuador 1;
I0.5: sensor magnético do início do curso do atuador 2;
I0.6: sensor magnético do fim de curso do atuador 2;
I0.7: sensor magnético do início do curso do atuador 3;
I1.0: sensor magnético do fim de curso do atuador 3;
I1.1: sensor de proximidade capacitivo.
2.4.3 Dados técnicos do protótipo:
Estrutura: madeira e aço;
Tensão de alimentação: 24 Vcc, exceto a furadeira que utiliza 6 Vcc;
Pressão de trabalho: 5 bar;
Componentes elétricos:
o 1 fonte de tensão estabilizada: 110/220Vcc para 24Vcc e 10A na saída;
o 1 CLP Standart da Festo com 24 entradas e 16 saídas;
o 1 furadeira didática;
o 3 eletrovávulas bidirecionais;
o 6 sensores magnéticos;
o 1 sensor de proximidade capacitivo;
o 1 lâmpada;
o 1 sirene;
o 2 botões tipo “push button” com contato NA;
o 1 botão tipo cogumelo com trava e contato NA.
Componentes pneumáticos:

o 3 atuadores de dupla ação;
o 1 unidade de conservação;
o 1 bloco de distribuição;
o 6 válvulas reguladoras de fluxo unidirecional.
3 CONSIDERAÇÕES FINAIS
O objetivo de automatizar uma furadeira de bancada, proposto por esse trabalho, foi
alcançado a nível satisfatório. O protótipo funciona, considerando os seus limites de
simulação, atendendo os requisitos de uma automação industrial através dos principais
elementos que a compõe.
Ressalvando que o protótipo foi projetado para fazer simulações. Caso seja implantado
em uma indústria, dependendo do tipo de material a ser furado, será necessário fazer
alterações mecânicas e lógicas. Se o material for muito resistente e precisar de uma força
acima da máxima fornecida pela tecnologia pneumática, haverá a necessidade de substituir o
sistema pneumático pelo sistema hidráulico, onde se obtêm um elevado nível de força.
REFERÊNCIAS
ADAMOWSKI, Julio Cezar; FURUKAWA, Celso Massatoshi. Mecatrônica: Uma
Abordagem Voltada à Automação Industrial. Revista Mecatrônica Atual n. 1, out./nov. 2001.
Disponível em: < http://w3.ufsm.br/fuentes/index_arquivos/Meca.pdf>. Acesso em: 15 set.
2012.
CATÁLOGO FESTO. Catálogo de Componentes Pneumáticos e Elétricos. Disponível em:
<http://Www.Festo-
didactic.Com/Download.Php?Name=Cat%C3%A1logo%20bancada%20de%20pneum%C3%
A1tica%20nacional.Pdf&C_Id=1100&File=Cat_Logo_De_Componentes_Pneum_Ticos_E_E
l_Tricos_Festo.Pdf>. Acesso em: 23 set. 2012.
CETINKUNT, Sabri. Mecatrônica. Rio de Janeiro: LTC. 2008.
FIALHO, Arivelto Bustamante. Automação Pneumática: Projetos, Dimensionamentos e
Análise de Circuitos. 6. ed. São Paulo: Érica. 2010.

HERMINI, Helder Anibal. Instalações Industriais. Disponível em:
<http://www.google.com.br/url?sa=t&rct=j&q=&esrc=s&source=web&cd=9&ved=0CGgQFj
AI&url=http%3A%2F%2Fwww.fem.unicamp.br%2F~hermini%2FES724%2FAula06.ppt&ei
=uTemUL-IDYzo8QSMhICIDg&usg=AFQjCNFkDL-2-LtP_0owFCCh-dMqTqh-
fg&sig2=MSELx5I6lvrEPKhBctYH8A&cad=rja>. Acesso em : 05 out. 2012.
ROSÁRIO, João Maurício. Princípios da Mecatrônica. São Paulo: Pearson/ Prentice Hall.
2005.
SICK, fabricante de sensores industriais. Disponível em:
<http://www.similar.ind.br/site/produtos.php?view=Sick&go=prod>. Acesso em: 30 set.
2012.
SILVA, Clodoaldo. Pneumática Aplicada. Disponivel em:
<http://www.clubedaeletronica.com.br/pneumatica/PDF/Pneumatica%20aplicada.pdf>.
Acesso em: 12 out. 2012.
THOMAZINI, Daniel; ALBUQUERQUE, Pedro Urbano Braga de. Sensores Industriais:
Fundamentos e Aplicações. 6. ed. São Paulo: Érica. 2009.

APÊNDICE
Programação do CLP feita em linguagem Ladder.