Embed Size (px)
Citation preview

1
UNIVERSIDADE FEDERAL DO PARÁ
CAMPUS UNIVERSITÁRIO DE MARABÁ FACULDADE DE ENGENHARIA DE MATERIAIS
DELIANE LIMA MARINHO
ESTUDO DA FORMAÇÃO DE TRINCAS INTERNAS NO AÇO SI-1024 LAMINADOS NA SINOBRAS
MARABÁ 2009
2
DELIANE LIMA MARINHO
ESTUDO DA FORMAÇÃO DE TRINCAS INTERNAS NO AÇO SI-1024 LAMINADOS NA SINOBRAS
Trabalho de Conclusão de Curso apresentado para obtenção do grau de Bacharel em Engenharia de Materiais da Universidade Federal do Pará Orientador: Prof.° Clesianu Rodrigues de Lima.
MARABÁ 2009

3
DELIANE LIMA MARINHO
ESTUDO DA FORMAÇÃO DE TRINCAS INTERNAS NO AÇO SI-1024 EM BARRAS LAMINADAS NA SINOBRAS
Trabalho de Conclusão de Curso apresentado para obtenção do grau de Bacharel em Engenharia de Materiais da Universidade Federal do Pará Orientador: Clesianu Rodrigues de Lima
Defendido e aprovado em: _____/_____/_____ Banca examinadora: ______________________________________ – Orientador Prof. M.Sc. Clesianu Rodrigues de Lima Universidade Federal do Pará ______________________________________ Prof. M.Sc Alacid do Socorro Siqueira Neves Universidade Federal do Pará ______________________________________ Prof. Dr. Reginaldo Sabóia de Paiva Universidade Federal do Pará

4
DEDICATÓRIA
À Domingos, Perpétua e Glauber.

5
AGRADECIMENTOS
A Deus todo poderoso que permitiu finalizar esta etapa de trabalho. Aos meus pais, Domingos e Perpétua, que são o meu refúgio para recarregar minhas forças, sem esta base nada seria possível. Ao Glauber por estar sempre presente na minha vida, apoiando os meus passos para que pudéssemos caminhar juntos. A empresa SINOBRAS pela grande oportunidade. A Diretoria de Sustentabilidade da SINOBRAS, em especial os senhores Clayton Labes e Marco Nascentes, pelo apoio e confiança depositada Eline pela parceria de sempre. As Ninjas pelo apoio. Ao Professor Clesianu que aceitou orientar o trabalho, com muita compreensão e dedicação. Aos professores Alacid e Reginaldo Sabóia, os quais tenho profunda admiração, pelo o apoio durante o período acadêmico, sempre dispostos a ajudar contribuindo para a minha formação. A UFPA e todos aqueles que contribuíram para a realização deste trabalho.
6
SUMÁRIO RESUMO................................................................................................................... 9 ABSTRACT........................................... ....................................................................10 LISTA DE FIGURAS .................................. ..............................................................11 LISTA DE TABELAS .................................. .............................................................13 1 INTRODUÇÃO.....................................................................................................14 2 OBJETIVO......................................... ..................................................................18 2.1 OBJETIVO GERAL..............................................................................................18 2.2 OBJETIVO ESPECÍFICO........................ ..........................................................18 3 REVISÃO BIBLIOGRÁFICA................................................................................19 3.1 FLUXO DE PRODUÇÃO DO AÇO......................................................................19 3.1.1 Produção de Ferro-Gusa..................................................................................19 3.1.2 Refino do Aço...................................................................................................22 a) Processo Lins Donawitz-LD ..................................................................................25 b) Processo Forno Elétrico a Arco-FEA ....................................................................26 c) Refino Secundário.................................................................................................30 d) Lingotamento Contínuo-LC ..................................................................................31 3.2 PROCESSO PRODUTIVO DA SINOBRAS.........................................................36 3.2.1 Processo de Produção de Ferro-Gusa- Redução ............................................37 3.2.2 Processo de Produção do Aço-Refino .............................................................38 3.2.3 Lingotamento Contínuo ....................................................................................39 3.3 DEFEITOS EM TARUGOS..................................................................................41 3.3.1 Defeitos de Forma............................................................................................41 3.3.2 Defeitos Superficiais.........................................................................................44 3.3.3 Defeitos Internos ..............................................................................................51

7
3.3.4 Efeito do Hidrogênio sobre o aço .....................................................................56 3.3.5 Estudo da Problemática ...................................................................................59 4 MATERIAIS E MÉTODOS.............................. .....................................................61 4.1 Coleta de Amostras.............................................................................................61 4.1.1 Preparação das Amostras para Análise de Composição Química ...................63 4.1.2 Preparação das Amostras para Análise Metalográfica.....................................65 5 RESULTADOS E DISCUSSÕES.........................................................................72 5.1 ANÁLISE DE COMPOSIÇÃO QUÍMICA..............................................................72 5.2 ANÁLISE METLOGRÁFICA................................................................................73 6 CONCLUSÃO ........................................ ................................................................77 7 SUGESTÕES PARA TRABALHOS FUTUROS ................. ...................................78

8
RESUMO
O presente trabalho apresenta um estudo acerca dos principais defeitos decorrentes
do processo de fabricação do aço, bem como, um levantamento dos parâmetros que
contribuem no processo de formação das imperfeições causadas ao longo do
processo de produção. Em uma proposta de intensificar os levantamentos, buscou-
se aprimorar, através de um estudo de caso, em aço baixo carbono, SI-1024, que
apresentou uma problemática na empresa Sinobras. Foi observado a ocorrência de
um produto apresentando alta incidência de trincas em tarugo, provocando a ruptura
da seção transversal no processo dinâmico de fabricação, na operação da
laminação. Foi traçado um levantamento de informações, buscando identificar os
fatores que contribuíram para o ocorrido através de análises químicas e
metalográficas. Se buscou atentar para as interferências em função de gases
aprisionados na estrutura, através das principais fontes de Hidrogênio nas matérias
primas molhadas além do excesso de Hidrogênio disperso no ambiente, em virtude
da umidade relativa do ar referente ao período do ocorrido. O estudo abrange o
resultado da ação tomada pela empresa para solucionar esta problemática, através
da substituição do Hidrogênio pelo gás Argônio para fazer o processo de
homogeneização do aço, obtendo um resultado positivo sendo capaz de garantir em
termos comparativos com aço apresentando imperfeições a isenção das trincas
formadas no produto, que permitiram ser concluídos através da comprovação dos
resultados da análise de metalografia e composição química das amostras.
Palavras chave: Defeitos no aço, processo de solidificação, trincas internas.

9
ABSTRACT
This paper presents a study on the main defects resulting from manufacturing
process of steel and a survey of the parameters input into the formation of
imperfections caused during the manufacturing process. In a proposal to strengthen
the surveys aimed to improve, through a case study in low carbon steel, SI-1024,
which presented a problem in the company Sinobras. We observed the occurrence of
a product with high incidence of cracks in billet, causing the rupture of the cross
section in the dynamic process of manufacture, the operation of the mill. Was traced
survey information, seeking to identify the factors that contributed to the incident
through chemical analysis and metallographic. We tried to pay attention to the
interference due to gases trapped in the structure, via the main sources of hydrogen
in the raw wet well over Hydrogen dispersed in the environment because of the
relative humidity for the period of the incident. The study covers the result of action
taken by the company to solve this problem by replacing the hydrogen by argon gas
to the process of homogenization of the steel, giving a positive result being capable
of in comparison with steel imperfections showing the exemption of cracks formed in
the product, which allowed to be completed by showing the results of the analysis of
metallography and chemical composition of samples.
Keywords: Defects in the steel, the solidification process, broken inside.

10
LISTA DE FIGURAS
FIGURA 01 – Maior ponte do mundo com de 550 metros de arco, China........14 FIGURA 02 - Aplicação de aços em diversos setores industriais......................15 FIGURA 03 – Principais produtos de aço utilizados na construção civil...........16 FIGURA 04 – Minério de ferro pelotas de ferro.................................................20 FIGURA 05– Representação esquemática de um alto forno mostrando...........21 FIGURA 06– Imagem esquemática alto forno interna......................................22 FIGURA 07 – Visão esquemática do convertedor LD.......................................25 FIGURA 08 – Representação esquemática de um forno elétrico......................27 FIGURA 09 – Pátio de estocagem de Sucata leve e cestão de suacta.............28 FIGURA 10 – Imagem ilustrativa de um Forno Panela......................................30 FIGURA 11 – Diagrama básico de um sistema de L.C......................................32 FIGURA 12 – Imagem de um sistema composto pela panela e distribuidor......33 FIGURA 13 – Imagem esquemática e foto do lingotamento Contínuo..............34 FIGURA 14 – Imagem esquemática do aço líquido sendo lingotado................34 FIGURA 15 – Imagem de uma de tarugo analisando a macroestrutra..............35 FIGURA 16 – Imagem mostrando o complexo industrial da Sinobras...............36 FIGURA 17 – Imagem do Alto Forno, Sinobras.................................................37 FIGURA 18 – Fluxo de produção do ferro gusa ma empresa Sinobras.............37 FIGURA 19 – Processo de Refino aço no FEA..................................................38 FIGURA 20 – Processo no lingotamento contínuo............................................39 FIGURA 21 – imagem esquemática do mecanismo da barra falsa...................40 FIGURA 22 – Imagem do corte do tarugo no Oxi corte, Sinobras.....................40 FIGURA 23 – Face de um tarugo apresentando romboidade...........................42
11
FIGURA 24 – Imagem de uma bolacha de tarugo apresentando distorção e defeito interno na área central..................................................42 FIGURA 25 – Seqüência da solidificação do tarugo provocando distorção na aresta, ocasionando romboidade........................................ ..43 FIGURA 26 – Defeito de forma ocasionados pelo processo abaulamento....43
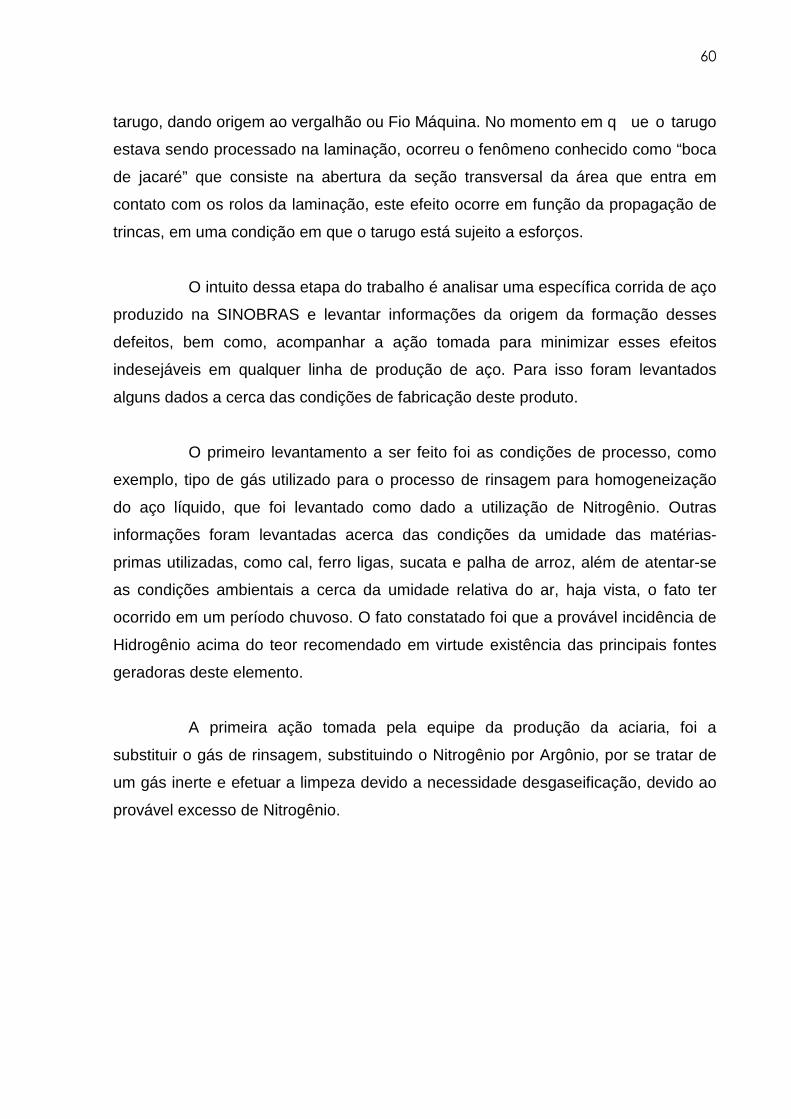
FIGURA 27 – Imagem mostrando tarugo com o defeito de forma empeno, a seta indica a curva que faz na extremidade...........................44 FIGURA 28 – A figura apresenta os principais defeitos superficiais................45 FIGURA 29 – Imagem de uma trinca superficial longitudinal............................46 FIGURA 30 – Trinca transversal na face de um tarugo.....................................47 FIGURA 31 – Amostra de tarugo apresentando porosidade superficial............48 FIGURA 32 – Tarugo apresentando defeito superficial Pele Dupla...................49 FIGURA 33 – Imagens de tarugos apresentando incrustação de escória.........50 FIGURA 34– Imagem esquemática apresentando o mecanismo de formação de gotas frias.................................................................................51 FIGURA 35 – Imagem apresentando o defeito de gota fria...............................51 FIGURA 36 – Imagem mostrando amostra com incidência de Blowhole..........53 FIGURA 37 – Tarugo apresentando trinca interna, indicada pelas setas..........54 FIGURA 38 – Imagem mostrando mecanismo da formação de segregação, em (a) esquema da formação da formação de defeito interno, em (b) amostra apresentando a segregação central...................56 FIGURA 39 – Diagrama de solubilidade de Hidrogênio em relação a temperatura e fase..................................................................57 FIGURA 40 – Imagem de fissura causada pela ação do Hidrogênio...............59 FIGURA 41 – Retirada de amostras no pátio de estoque de tarugos..............62 FIGURA 42- Imagem esquemática de um tarugo mostrando a área da retirada da amostra, indicado pelo tracejado...............................62 FIGURA 43 - Imagem esquemática de um tarugo apresentando trincas, mostrando os pontos de análise química e microestrutural..............................63
12
FIGURA 44 - Imagem esquemática do aço homogeneizado com Argônio, apresentando discretas inclusões e porosidades..........64 FIGURA 45- Imagem mostrando equipamento e processo de análise química no espectrômetro de raios-X............................................64 FIGURA 46 - Amostra de tarugo,para análise metalográfica ...........................66
FIGURA 47 - Máquina de corte utilizada na preparação das amostras lllllllllllllllll llllllllllllllllllllllllllldo Laboratório Metalográfico da SINOBRAS...............................67
FIGURA 48 - Produtos utilizados no processo de embutimento a frio lllllllllllllllllllllllllllllllllno Laboratório Metalográfico da SINOBRAS..........................68
FIGURA 49- Imagem da lixadeira e politriz, Arotec modelo Aropol 2V.............69
FIGURA 50- Sequência de lixas e posicionamentos das amostras..................69
FIGURA 51 - Imagem do microscópio trilocular utilizado para analisar.............71
FIGURA 52- Micrografia amostra 1-N, em (a) aumento de 200x,apresenta trincas se propagando. em (b) aumento de 50X, apresenta nitidamente propagação de trincas, ataque nital 3%.............................................................73
FIGURA 53- Micrografia da amostra 1-N, em (a) aumento de 100x, apresenta trincas se propagando. em (b) aumento de 50X, apresenta nitidamente propagação de trincas, ambas na área central do tarugo, ataque nital 3%......74
FIGURA 54-Micrografia sem ataque, em aumento de 50X , em (a) e (b) incidência de trincas..........................................................................................75
FIGURA 55- Micrografia da amostra 2-Ar sem ataque químico, em (a) aumento de 50X e (b) microestrutura com aumento de 100X, ambas mostram a incidência baixa de porosidade e inclusões e ausência de trincas....................75

13
LISTA DE TABELAS
Tabela 1 - Relação dos fornos mais utilizados no brasil e suas respectivas cargas
aplicadas....................................................................................................................24
Tabela 2 - Gases dissolvidos e contaminantes em função do equipamento e carga
utilizada......................................................................................................................29
Tabela 3 - Dados de processo da Aciaria Sinobras...................................................39
Tabela 4 - Mecanismos de interação do Hidrogênio no aço.....................................58
Tabela 5 - Faixa de composição química do aço SI-1024 especificada pela empresa
Sinobras.....................................................................................................................59
Tabela 6 - Tabela de nomenclatura de amostras.......................................................65
Tabela 7 - Dados referentes a máquina de corte.......................................................67
Tabela 8 - Constituintes químicos dos produtos utilizados no embutimento, resina e
catalisador..................................................................................................................68
Tabela 9 - Resultados das análises de composição química do aço SI-1024 em peso
(%)..............................................................................................................................72
Tabela 10 - Composição química aço SI-1024, especificada....................................72
14
1 INTRODUÇÃO
No contexto mundial, o aço se apresenta como a liga metálica mais
utilizada, pois a vasta variedade de emprego e seu baixo custo possibilitam seu uso
em uma gama de aplicações, desde minúsculas peças para engrenagens de
relógios, molas de expansão das veias cardíacas, até grandes estruturas como
edifícios, navios e pontes, como mostram as Figuras 1 e 2. A produção do aço é
uma atividade de grande potencial para geração de mão-de-obra qualificada, pela
elevada utilização de matérias-primas e insumos, como: minérios, refratários, gases
industriais e sucatas. Além da geração de várias indústrias para o fornecimento de
equipamentos ou componentes, como: máquinas, caldeiras, sensores, motores.
Incluindo também o seguimento de serviços, destacando-se a manutenção
mecânica, elétrica e instrumentação (RIZZO, 2005).
Figura 1- A maior ponte do mundo com de 550 metros de arco, Shanghai, China (RIZZO,2005).

15
A flexibilidade que o aço desempenha nas construções metálicas,
facilita sua destinação em diversas estruturas dando maior ênfase nas habitações
através dos aços destinados à construção civil.
(a) (b)
(c)
(d)
Figura 2-Aplicação de aços em diversos setores industriais. (a) Bobinas de aço, (b) calota de carro, (c) navio todo construído em aço e (d) carro feito em aço inox (SOARES,2006).
A produção brasileira de aço bruto e a respectiva proporção em relação à
produção mundial mostraram uma evolução relevante, desde o início da
industrialização no período de 1940 a 2004. Mostrando um crescimento de 3,1%
revelando um considerável avanço perante o contexto mundial, apresentando um
crescimento considerável, entre os anos 1940 e 2004, evoluindo de 141 200
toneladas por ano para 32.900.000 (SOARES, 2006).
O processo de produção de aço vem se aprimorando a cada dia, quer seja
em virtude das exigências impostas pelo mercado, ou até mesmo pelo
aperfeiçoamento no padrão de qualidade do produto e redução nos custos de
produção dos bens gerados no processo. Nesse sentido, há vários segmentos que
podem ser melhorados para aprimorar este processo, resultando em um produto
16
com menor índice de defeitos, como inclusões metálicas, trincas internas e
superficiais, entre outras imperfeições que afetam as condições microestruturais,
afetando diretamente as propriedades mecânicas, deixando o produto final
vulnerável ao alto índice de falhas no seu emprego (FACO, 2005).
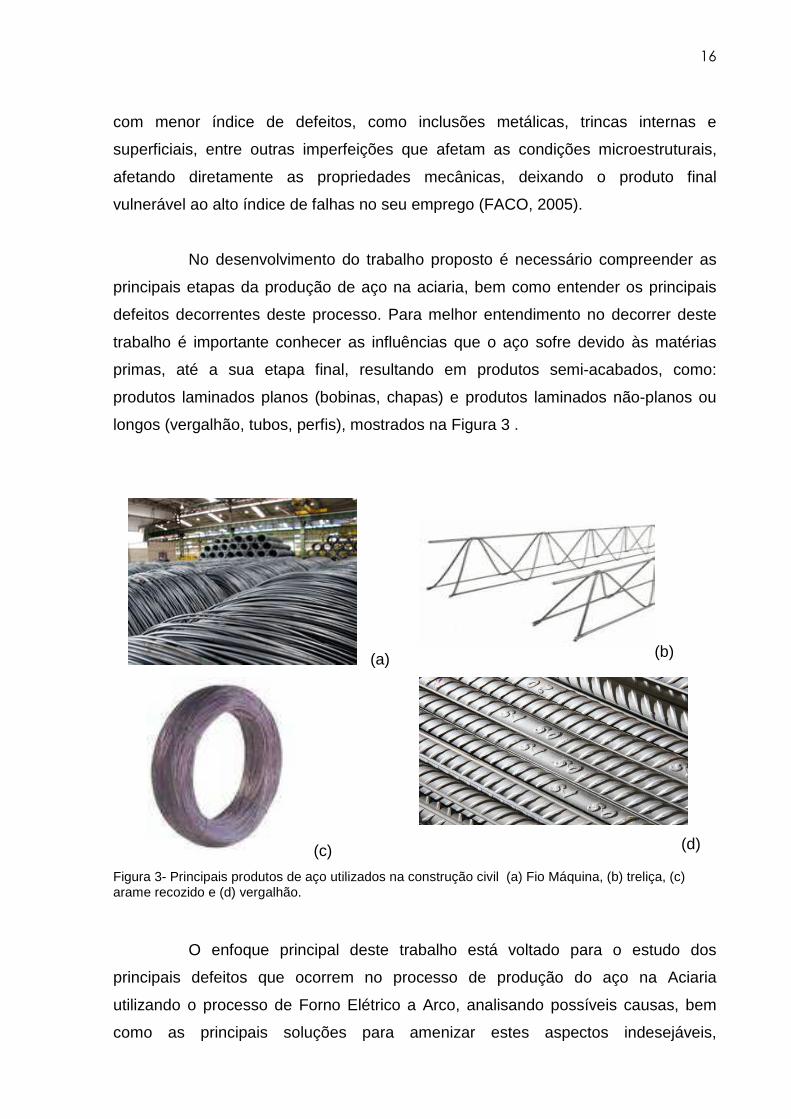
No desenvolvimento do trabalho proposto é necessário compreender as
principais etapas da produção de aço na aciaria, bem como entender os principais
defeitos decorrentes deste processo. Para melhor entendimento no decorrer deste
trabalho é importante conhecer as influências que o aço sofre devido às matérias
primas, até a sua etapa final, resultando em produtos semi-acabados, como:
produtos laminados planos (bobinas, chapas) e produtos laminados não-planos ou
longos (vergalhão, tubos, perfis), mostrados na Figura 3 .
(a) (b)
(c)
(d)
Figura 3- Principais produtos de aço utilizados na construção civil (a) Fio Máquina, (b) treliça, (c) arame recozido e (d) vergalhão.
O enfoque principal deste trabalho está voltado para o estudo dos
principais defeitos que ocorrem no processo de produção do aço na Aciaria
utilizando o processo de Forno Elétrico a Arco, analisando possíveis causas, bem
como as principais soluções para amenizar estes aspectos indesejáveis,

17
aprofundando esse estudo em uma análise de caso, através de uma problemática
ocorrida na empresa SINOBRAS- Siderúrgica Norte do Brasil, empresa atuante na
verticalização do aço, situada na cidade de Marabá, com foco na produção de
produtos semi-acabados não planos, os principais produtos gerados na linha de
produção da SINOBRAS são: vergalhões para construção civil e Fio Máquina.
18
2 OBJETIVO
2.1 OBJETIVO GERAL
Realizar um estudo acerca dos principais defeitos decorrentes do
processo de fabricação de aço baixo carbono, buscando identificar os principais
parâmetros que interferem para promover a origem desses defeitos.
2.2 OBJETIVO ESPECÍFICO
Promover o aprofundamento do estudo desses defeitos através da análise
de uma problemática ocorrida na empresa Sinobras, em um estudo de caso
referente a trincas internas. Identificando os fatores que contribuíram para o ocorrido
através de análises químicas e metalográficas.

19
3 REVISÃO BIBLIOGRÁFICA
3.1 FLUXO DE PRODUÇÃO DO AÇO
Existem três rotas tecnológicas alternativas para a produção de aços, as
chamadas: Usinas Integradas, Usinas Semi-Integradas e Usinas Não-Integradas. As
Usinas-Integradas são usinas de grande porte e necessitam de grandes
investimentos, e atuam nas três etapas do processo produtivo: Redução, Refino e
Laminação. A classificação adotada para as Usinas Semi-Integradas são definidas
como aquelas que possuem apenas os processos de Refino e Laminação, utilizando
a sucata ferrosa como matéria-prima e utilizam a eletricidade como maior fonte de
energia. As Usinas Não-Integradas são aquelas que operam exclusivamente em
uma única parte do processo, podendo ser apenas, redução ou laminação
(GONÇALVES, 2005).
O processo de obtenção do aço através da Usina-Integrada ocorre em
função de uma série de operações e transformações metalúrgicas, iniciando com a
preparação de matéria-prima para produção de ferro-gusa, em seguida vem a
produção de aço, Lingotamento e Laminação.
3.1.1 Produção de Ferro-Gusa
O ferro-gusa é a forma intermediária pela qual passa praticamente todo o
ferro usado na produção primária do aço, pode-se definir o gusa pela sua
composição química através das faixas dos principais elementos químicos em sua
composição que são o Carbono, Silício, Enxofre, Fósforo e Manganês, nas
seguintes faixas: C entre 3,5% e 4,5% , Si entre 0,3% e 2,0%, S entre 0,001 e
0,1%, P entre 0,05% e 2% e Mn entre 0,5% e 2,0% (SILVA, 2006).
20
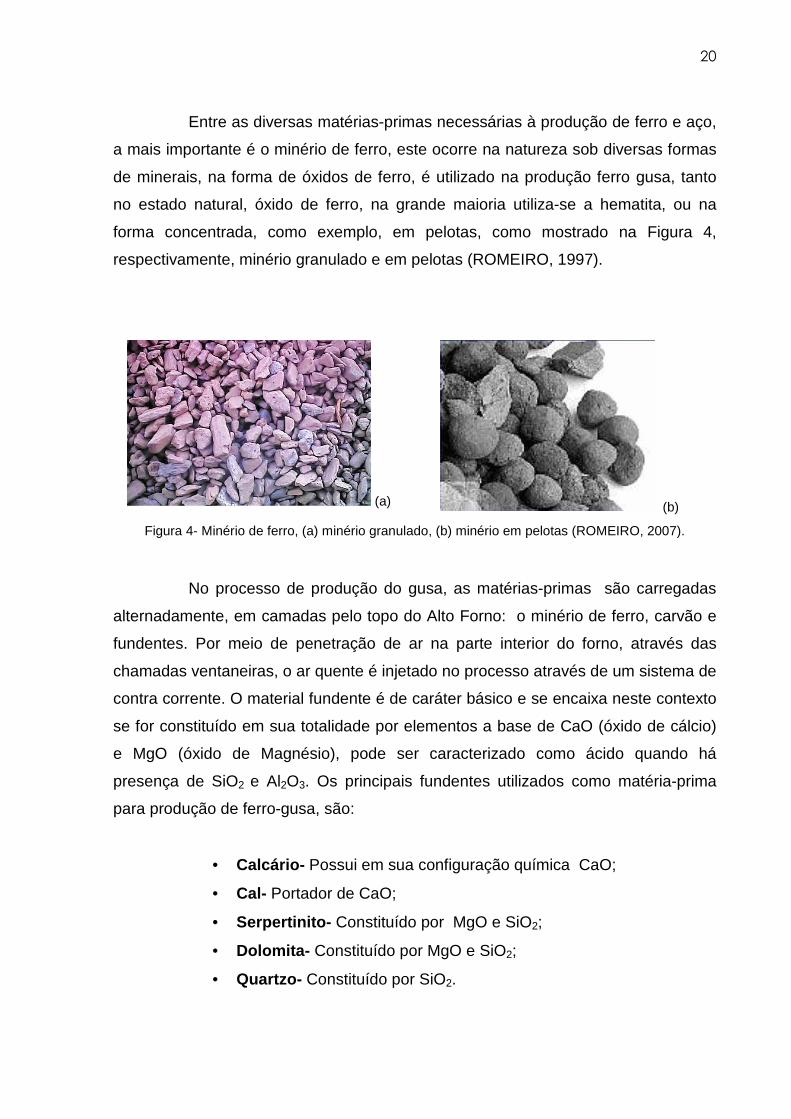
Entre as diversas matérias-primas necessárias à produção de ferro e aço,
a mais importante é o minério de ferro, este ocorre na natureza sob diversas formas
de minerais, na forma de óxidos de ferro, é utilizado na produção ferro gusa, tanto
no estado natural, óxido de ferro, na grande maioria utiliza-se a hematita, ou na
forma concentrada, como exemplo, em pelotas, como mostrado na Figura 4,
respectivamente, minério granulado e em pelotas (ROMEIRO, 1997).
(a) (b)
Figura 4- Minério de ferro, (a) minério granulado, (b) minério em pelotas (ROMEIRO, 2007).
No processo de produção do gusa, as matérias-primas são carregadas
alternadamente, em camadas pelo topo do Alto Forno: o minério de ferro, carvão e
fundentes. Por meio de penetração de ar na parte interior do forno, através das
chamadas ventaneiras, o ar quente é injetado no processo através de um sistema de
contra corrente. O material fundente é de caráter básico e se encaixa neste contexto
se for constituído em sua totalidade por elementos a base de CaO (óxido de cálcio)
e MgO (óxido de Magnésio), pode ser caracterizado como ácido quando há
presença de SiO2 e Al2O3. Os principais fundentes utilizados como matéria-prima
para produção de ferro-gusa, são:
• Calcário- Possui em sua configuração química CaO;
• Cal- Portador de CaO;
• Serpertinito- Constituído por MgO e SiO2;
• Dolomita- Constituído por MgO e SiO2;
• Quartzo- Constituído por SiO2.

21
Devido a necessidade de reaproveitar os sub produtos gerados pelos
insumos no processo de redução do ferro, como finos de carvão e minério,
desenvolveu-se o processo de sinterização que consiste em uma mistura
homogênea de finos de minério de ferro, os chamados Sinter Feed, com finos de
carvão vegetal ou mineral e ainda finos de fundentes, misturados a uma temperatura
controlada entre 1250°C e 1350°C, sujeito a condiçõ es suficientes que permita que a
umidade evapore e as partículas se unam por caldeamento, através de uma fusão
parcial do tipo redutora-oxidante, obtendo como produto um material resistente e
poroso, denominado Sínter (RIZZO,2005).
O Alto-Forno trata-se de um complexo reator químico que envolve três
fazes em contra corrente: gás, sólido e líquido. Sendo que a fase a sólida é uma
mistura dos insumos necessários à redução e estes possuem características físicas
e químicas como pode ser observado na Figura 5, mostrando a esquemática no alto
forno, indicando o fluxo do processo dentro do reator (RIZZO, 2005).
Figura 5- Representação esquemática simplificada do processo de produção do ferro gusa (Fonte: RIZZO, 2005).
22
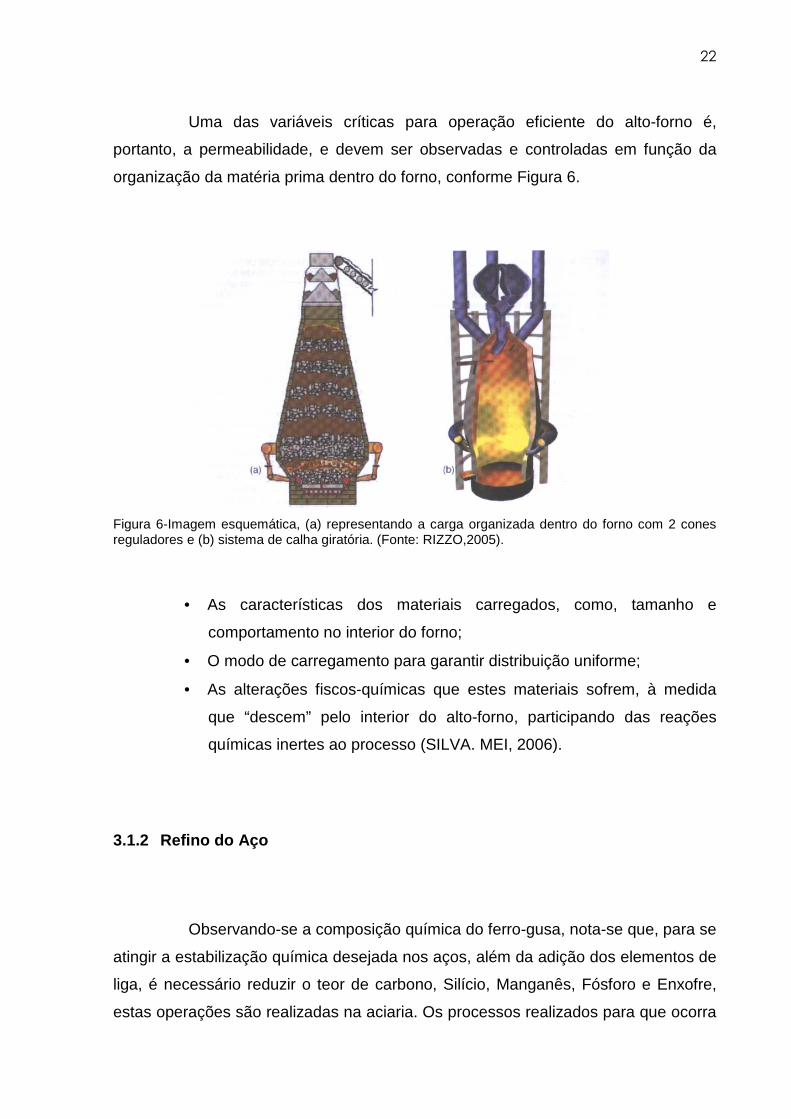
Uma das variáveis críticas para operação eficiente do alto-forno é,
portanto, a permeabilidade, e devem ser observadas e controladas em função da
organização da matéria prima dentro do forno, conforme Figura 6.
Figura 6-Imagem esquemática, (a) representando a carga organizada dentro do forno com 2 cones reguladores e (b) sistema de calha giratória. (Fonte: RIZZO,2005).
• As características dos materiais carregados, como, tamanho e
comportamento no interior do forno;
• O modo de carregamento para garantir distribuição uniforme;
• As alterações fiscos-químicas que estes materiais sofrem, à medida
que “descem” pelo interior do alto-forno, participando das reações
químicas inertes ao processo (SILVA. MEI, 2006).
3.1.2 Refino do Aço
Observando-se a composição química do ferro-gusa, nota-se que, para se
atingir a estabilização química desejada nos aços, além da adição dos elementos de
liga, é necessário reduzir o teor de carbono, Silício, Manganês, Fósforo e Enxofre,
estas operações são realizadas na aciaria. Os processos realizados para que ocorra

23
a remoção destes elementos são processados em um meio básico, devido ao fato
de os elementos Enxofre e Fósforo necessitarem de condições especiais para que
sejam removidos, sendo apenas o processo em que há Cal-CaO, considerado um
dos óxidos básicos mais comuns, a cal é adicionada ao sistema para formar um
sistema básico (SILVA e MEI, 2006).
O princípio químico utilizado no refino de ferro gusa para obtenção do aço
é a oxidação. Desta forma, todos os processos da aciaria envolvem meios de
introduzir quantidades controladas de Oxigênio no metal com a finalidade de refinar.
Há uma quantidade de Oxigênio que se combina com alguns elementos
indesejáveis, com exceção do Enxofre, pois neste caso as condições oxidantes, não
são favoráveis para que ocorra a remoção. Para que ocorra a redução deste
elemento é preciso atingir os parâmetros necessários, que são: o teor da basicidade
da escória e temperatura do processo. Parte do Oxigênio pode ligar-se as moléculas
de Ferro (SILVA e MEI, 2006).
O processo de fabricação do aço pode ser subdividido em duas etapas:
refino primário e secundário. No primeiro, o objetivo principal é garantir apenas a
transformação do ferro gusa em aço, através da redução do teor de Carbono através
da injeção de Oxigênio, paralelo ao processo de fusão da sucata de aço, com o
mínimo de contaminação e no menor tempo, aumentando assim a produtividade na
Aciaria. Esta etapa pode ser realizada nas usinas siderúrgicas que possuem aciaria
com processo essencialmente em Convertedores a Oxigênio ou em Fornos Elétricos
a Arco, nesse último os estudos serão mais aprofundados (MASUEIRO, 2004).
Os principais insumos utilizados para a produção de aço empregando o
processo de redução a Forno Elétrico a Arco-FEA, em Convertedores ou mesmo no
refino secundário, são subdivididos nas seguintes categorias:
• Carga Metálica;
• Gases Industriais;
• Fundentes e ou refrigerantes;
• Ferro-ligas e ligas nobres;
24
• Desoxidantes;
• Adições Complementares (recarburante, aquecimento, isolamento
térmico/químico e eliminação de gases.
A Carga Metálica utilizada na elaboração do aço nos Fornos Elétricos a
Arco-FEA ou em Converterdores é constituído basicamente de sucata de aço e
produtos pré-reduzidos, o mais utilizado, como dito acima, é o ferro gusa, que
apresenta grandes vantagens quando utilizado líquido. O gusa utilizado na fase
líquida é extremamente viável, pois além de potencializar o tempo para redução do
aço, por aproveitar a energia térmica do gusa liquido, ainda reduz bruscamente o
consumo de energia elétrica, quando utilizado o FEA. A utilização de ferro-gusa
líquido em aciaria elétricas ocorre no caso da empresa contar com um alto forno
dentro da usina, ou próximo da área industrial, caso contrário torna-se inviável, pois
dificulta a transferência de calor sensível e latente para a carga metálica (RIZZO,
2005).
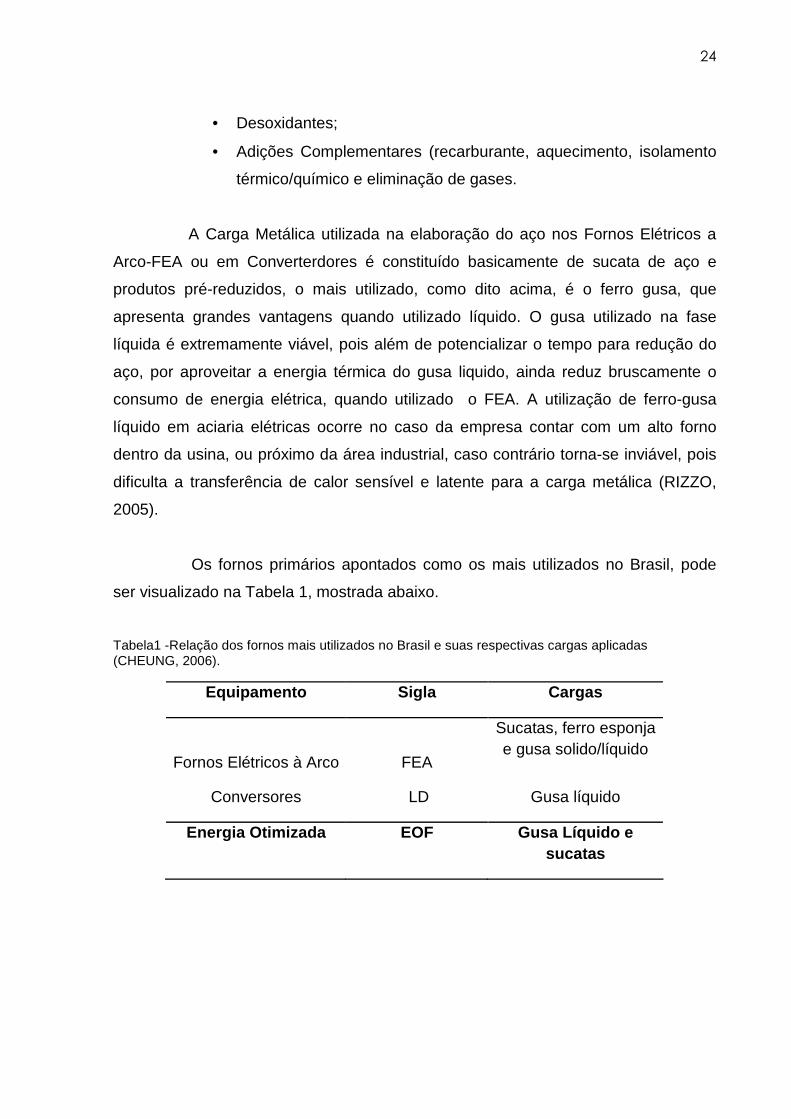
Os fornos primários apontados como os mais utilizados no Brasil, pode
ser visualizado na Tabela 1, mostrada abaixo.
Tabela1 -Relação dos fornos mais utilizados no Brasil e suas respectivas cargas aplicadas (CHEUNG, 2006).
Equipamento Sigla Cargas
Fornos Elétricos à Arco
FEA
Sucatas, ferro esponja e gusa solido/líquido
Conversores LD Gusa líquido
Energia Otimizada EOF Gusa Líquido e sucatas
25
a) Processo Lins Donawitz-LD
A obtenção de aço utilizando o processo LD (Lins Donawitz) cuja
denominação é oriunda das iniciais de duas cidades austríacas “Linz” e “Donawitz”,
onde surgiram as primeiras experiências sobre esse processo no ano de 1949. Este
processo possui como principal característica a carga metálica, pois é composta em
seu maior percentual de gusa líquido (em torno de 80%) e o restante de sucata. Este
processo é responsável por cerca 60% (540 milhões ton/ano) da produção de aço
líquido mundial, a tecnologia continua a ser a mais importante rota para a produção
de aço, particularmente, chapas de aço de alta qualidade (GONÇALVES, 2005).
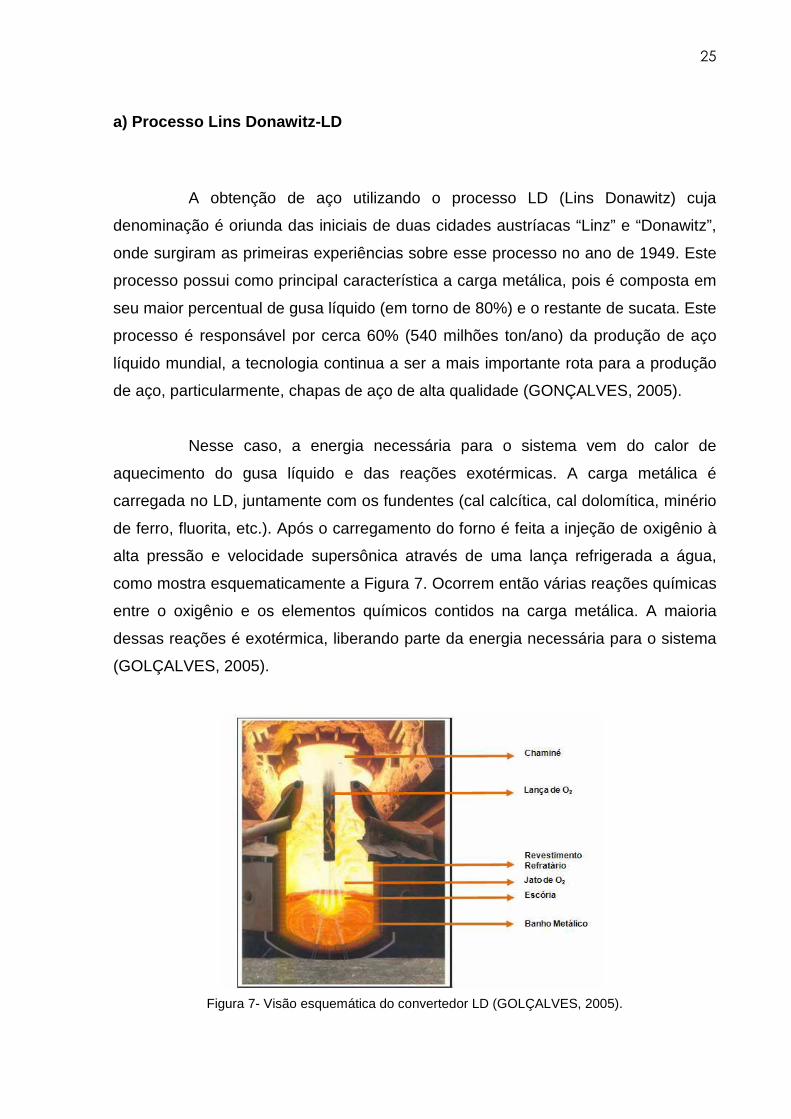
Nesse caso, a energia necessária para o sistema vem do calor de
aquecimento do gusa líquido e das reações exotérmicas. A carga metálica é
carregada no LD, juntamente com os fundentes (cal calcítica, cal dolomítica, minério
de ferro, fluorita, etc.). Após o carregamento do forno é feita a injeção de oxigênio à
alta pressão e velocidade supersônica através de uma lança refrigerada a água,
como mostra esquematicamente a Figura 7. Ocorrem então várias reações químicas
entre o oxigênio e os elementos químicos contidos na carga metálica. A maioria
dessas reações é exotérmica, liberando parte da energia necessária para o sistema
(GOLÇALVES, 2005).
Figura 7- Visão esquemática do convertedor LD (GOLÇALVES, 2005).
26
b) Processo Forno Elétrico a Arco-FEA
O FEA-Forno Elétrico a Arco é um dos instrumentos mais versáteis para a
produção do aço, um dos motivos é a utilização de uma quantidade elevada de
sucata no processo, podendo obter um reaproveitamento de até 100% desta
matéria-prima metálica (RIZZO, 2005).
As principais vantagens deste tipo de equipamentos são:
• Alta eficiência energética;
• Permite a elaboração de qualquer tipo de aço, em função do controle do aquecimento independente das reações química;
• Pode ser operado com 100% da carga metálica.
A fusão da carga ocorre em função da formação do arco voltaico, que é
gerado devido a passagem de corrente elétrica através do plasma (ar ionizado), este
separa os dois pontos onde o arco é formado, sendo que dos dois pontos, um é o
eletrodo e o outro ponto é o material que é aquecido, e deve ser necessariamente
um condutor de eletricidade, permitindo a que a transferência de calor ocorra
diretamente para a carga. A corrente elétrica também flui através da carga metálica
gerando um aquecimento adicional devido à resistência à passagem elétrica,
embora seja bem menor que o promovido pelo arco. A temperatura do arco
corresponde a temperatura de ebulição do material que o eletrodo é constituído, em
geral utilizam-se eletrodos de carbono que atinge aproximadamente 3500°C, ver
Figura 8 (RIZZO, 2005).
Os fornos elétricos de fusão são abastecidos através de cestões, os quais
além da sucata, utilizam os seguintes insumos:
• Ferro Gusa: É utilizado até 30% de carga fria de ferro gusa, esta
carga tem papel fundamental para elevar o teor de Carbono no

27
banho pelo fato de sua composição ser conhecida, evita a
contaminação com elementos químicos residuais;
• Cal: São utilizados cerca de 40kg a cada tonelada de aço
processada, este insumo possui função fundamental na formação
de escória capturando as impurezas maléficas ao aço, existentes
no banho, garante o controle da basicidade no forno, protegendo
assim a camada de revestimento de refratários do forno.
• Injeção de gases: A injeção de gases como Nitrogênio e Argônio
para promover a homogeneização dentro do forno.
Figura 8 - Representação esquemática de um forno elétrico (RIZZO, 2005)
Após o processo de fabricação do aço nos fornos de redução FEA e LD,
tem-se um processo denominado Refino Secundário ou Metalurgia Secundária, que
consiste em um procedimento de ajustes de: composição química, temperatura e
limpidez do aço. Os principais objetivos desta etapa do processo são:
• Redução do tempo na elaboração do aço;
• Sincronismo do forno de fusão com o lingotamento contínuo;
• Controle de temperatura do aço líquido;

28
• Ajuste de composição química através da redução de teores de
Carbono, Enxofre e Fósforo;
• Adição de elementos de ligas;
• Ajuste químico da escória;
• Aumento da limpidez através da injeção de gases para
homogeneização;
• Alteração da composição química para controlar inclusões e efeitos
na micro e macroestrutura.
Devido a obsolescência de material ferroso, ocasionando a geração de
sucata ferrosa, principal matéria-prima utilizada nos fornos elétricos de fusão FEA e
responde por parte importante do custo final do produto vendido, chegando a ser
relevante no domínio dos custos em sucata podendo significar a diferença entre
lucro e prejuízo. O tipo e tamanho da sucata é um fator importante na produtividade
dos fornos, assim objetiva-se utilizar sucatas mais limpas e mais densas, a Figura 9
mostra a imagem de um pátio de estocagem de sucata leve, no entanto existe uma
variação, segundo “Soares, 2006” de sucatas estão classificadas da seguinte forma:
• Sucata Tesourada;
• Sucata Especial;
• Sucata Pesada;
• Pacote de Latinha;
Figura 9- Pátio de estocagem de Sucata leve (a) cestão carregado de sucata (b) (SINOBRAS,2008).
29
Outro aspecto importante é que os equipamentos que utilizam o gusa,
seja ele líquido ou sólido apresentam menores valores de contaminantes Cobre,
Cromo, Níquel e estanho. Os contaminantes citados podem ocasionar defeitos
comprometendo a qualidade do aço lingotado, as principais conseqüências que
esses elementos podem causar são as trincas superficiais e subsuperficiais. Esta
passagem rápida pelas matérias-primas com as quais o aço é produzido, envolve
também os gases dissolvidos no aço, como o caso do Nitrogênio e Hidrogênio, pois
os fornos que operam nas condições citadas acima apresentam menores teores
desses gases (ZANONI, 2004).
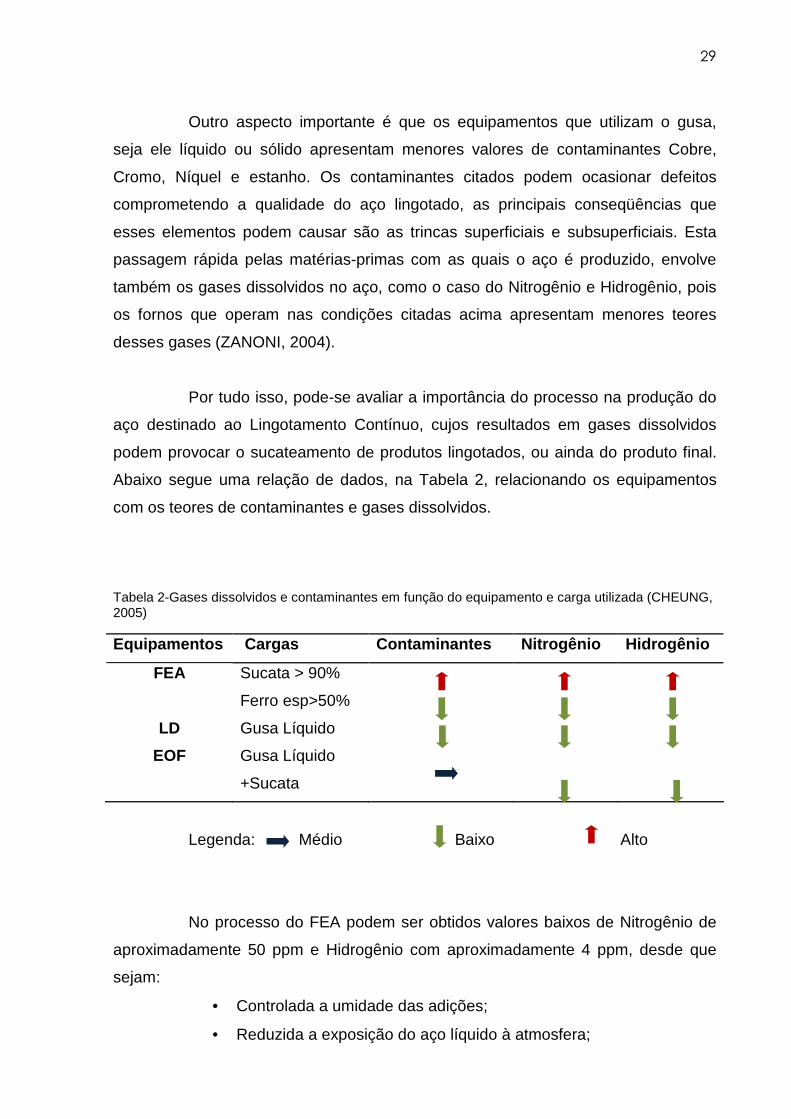
Por tudo isso, pode-se avaliar a importância do processo na produção do
aço destinado ao Lingotamento Contínuo, cujos resultados em gases dissolvidos
podem provocar o sucateamento de produtos lingotados, ou ainda do produto final.
Abaixo segue uma relação de dados, na Tabela 2, relacionando os equipamentos
com os teores de contaminantes e gases dissolvidos.
Tabela 2-Gases dissolvidos e contaminantes em função do equipamento e carga utilizada (CHEUNG, 2005)
Equipamentos Cargas Contaminantes Nitrogênio Hidr ogênio
Sucata > 90% FEA
Ferro esp>50%
LD Gusa Líquido
EOF Gusa Líquido
+Sucata
Legenda: Médio Baixo Alto
No processo do FEA podem ser obtidos valores baixos de Nitrogênio de
aproximadamente 50 ppm e Hidrogênio com aproximadamente 4 ppm, desde que
sejam:
• Controlada a umidade das adições;
• Reduzida a exposição do aço líquido à atmosfera;
30
• Controlado o sopro de Oxigênio e os teores de Carbono do banho
durante as fases líquidas;
• Utilizadas técnicas de escória espumante.
c) Refino Secundário
Outra etapa extremamente importante é o Refino Secundário, após o
forno primário vazar o aço líquido bruto na panela, é caminhado posteriormente ao
Forno Panela, este equipamento consiste na mesma técnica do Forno Elétrico a
Arco, porém a carga utilizada é aço líquido contido na panela, esta operação
compreende:
• Adequação da composição química, iniciada na maioria das vezes
durante o vazamento do forno primário e complementada na
estação do forno panela;
• Homogeneização e adequação da temperatura do aço contido na
panela;
• Controle de morfologia de inclusões não metálicas;
• Adequação dos níveis de elementos críticos, como Enxofre e
Alumínio.
Figura10- Imagem ilustrativa de um Forno Panela (CAPELLARI, 2006).

31
O Forno Panela não possibilita a redução dos níveis de gases existentes
no aço líquido (Nitrogênio e Hidrogênio) pelo contrário, aumenta-os sendo
necessária a instalação de equipamentos adicionais, denominados
desgaseificadores. Abaixo temos uma foto ilustrativa do Forno Panela, mostrado na
Figura 10.
No Forno Panela são retiradas amostras e enviadas ao laboratório
químico para análise. A amostra tem sua superfície lixada para torná-la plana, e é
colocada em um Espectrômetro de Emissão Ótico. Este aparelho, acoplado a um
computador, analisa a amostra e determina a composição química simultânea de, no
mínimo, 14 elementos. Do recebimento de cada amostra até a saída do resultado
final da análise são gastos 3 minutos. Através de meio eletrônico o laboratório
notifica os resultados da análise para o forno, onde os técnicos processam os
ajustes necessários na composição química. Novas amostras podem ser enviadas
para análise química até a obtenção de produto que obedeça às especificações
químicas estabelecidas (CAPELLARI, 2006).
Subseqüente a etapa de refino secundário, tem-se a etapa de
Lingotamento Contínuo, que consiste em um processo pelo qual o aço fundido é
solidificado em um produto semi-acabado, tarugo, perfis ou placas para subseqüente
laminação (MORAIS, 2006).
d) Lingotamento Contínuo-LC
O processo de lingotamento contínuo se tornou a rota de produção em massa
de aços no mundo. Os benefícios de alta produtividade, alto rendimento em aço,
baixo custo e economia de energia que o processo proporciona em relação ao
processo de lingotamento convencional, impulsionaram sua participação na
produção de aço bruto para mais de 85% da produção mundial, sendo que no Brasil
esta participação está acima de 90%. A cada dia novas tecnologias são
incorporadas ao processo no sentido de aumentar ainda mais os seus benefícios. As
técnicas de enfornamento a quente e laminação direta estão dentro dos objetivos de

32
todas as usinas. Para alcançar tais objetivos é fundamental a redução da ocorrência
de defeitos superficiais, especialmente a ocorrência de trincas (SILVA, 2005).
No passado, para efetuar de forma controlada a solidificação, o aço produzido
na aciaria era vertido em moldes metálicos conhecidos como lingoteiras. O metal
permanecia em repouso até que atingisse a solidificação total ou superficial. O
suficiente para que posso ser removido do molde. Este processo ainda é utilizado
em determinados tipos de metais ou situações específicas de uma empresa, este
processo é conhecido como Lingotamento Convencional. (RIZZO, 2005)
Visando o aumento da produtividade aliado a necessidade a redução de
custos tendo como conseqüência a reprodutividade dos itens de controle de
processo, o aço passou a ser para um distribuidor revestido de material refratário e
deste para um molde de cobre refrigerado a água, no qual o aço9 inicia sua
solidificação, concluída através do resfriamento direto da sua superfície com água. A
seguir, ocorre o corte em comprimentos pré-determinados, desta forma é possível
lingotar várias corridas interruptamente, derivando daí o termo Lingotamento
Contínuo, a partir deste processo são produzidos vários semi-produtos como:
placas, blocos e tarugos. (RIZZO, 2005)
Figura 11- Diagrama básico de um sistema de L.C. para materiais ferrosos e suas respectivas regiões (BORDIN, 2001).

33
Como ilustrado na Figura 11 o Lingotamento Contínuo pode ser dividido
em oito seções: Panela, distribuidor, molde (resfriamento primário), câmara de spray
(resfriamento secundário), extração e desempeno, máquinas de corte, barra falsa e
sistema de transferência de tarugos.
Os produtos do lingotamento contínuo tem atualmente qualidade
superficial indiscutivelmente superior aos do processo convencional. Por este motivo
prestam-se de modo especial à técnica de enfornamento a quente ou laminação
direta, o que tem sido um atrativo a mais para este processo. O nível de defeitos
internos, embora de maior relevo, pode ser adequado com a utilização dos recursos
disponíveis para seu controle. Entretanto cabe salientar, que o lingotamento
contínuo exige um processo de aciaria diferenciado, muito mais restritivo que o
convencional (TACONI, 2007).
Os produtos do LC podem ser tarugos, blocos ou placas, em função das
dimensões e forma da seção do aço lingotado vide Figura 12, sendo as formas mais
usadas o quadrado, o retângulo e o redondo. O aço vazado da panela cai no
distribuidor que tem como principais funções permitir o controle da vazão do aço
para o molde pois a pressão ferrostática é bastante diminuída em relação à pressão
o jato da panela e é permitir a flotação de impurezas que tenha sido arrastadas
(CHEUNG, 2006).
Figura 12-Imagem ilustrativa de um sistema composto pela panela e distribuidor.

34
Um importante parâmetro é o resfriamento, internamente os moldes são
refrigerados pela passagem, em rasgos ou furos, da água a alta pressão, as
principais funções do molde são: promover a refrigeração primária formando a
primeira pele do veio, dar forma ao produto e sustentar o veio nos estágios iniciais
de lingotamento (SOARES, 2006). Ver Figura 13.
Figura 13- Imagem esquemática e foto do lingotamento Contínuo respectivamente em (a) e (b) (SOARES, 2006).
O aço, ao cair dentro do molde, está todo líquido e entra em contato com
a parede do molde, sofrendo um resfriamento brusco, pois a água na temperatura
ambiente (25ºC), retira o calor que passa com facilidade pela parede do molde,
conforme mostra esquematicamente a Figura 14.
AÇO LÍQUIDO
CASCA
GAP OU VÃO
SOLIDIFICAÇÃO NO MO LDE ZONAS COQUILHADA E COLUNAR
Figura14- Imagem esquemática do aço líquido sendo lingotado. Em (a) o comportamento da solidificação no molde em (b) o mesmo comportamento com uma visão micro (GARCIA, 2005)
(a) (b)
(a) (b)
35
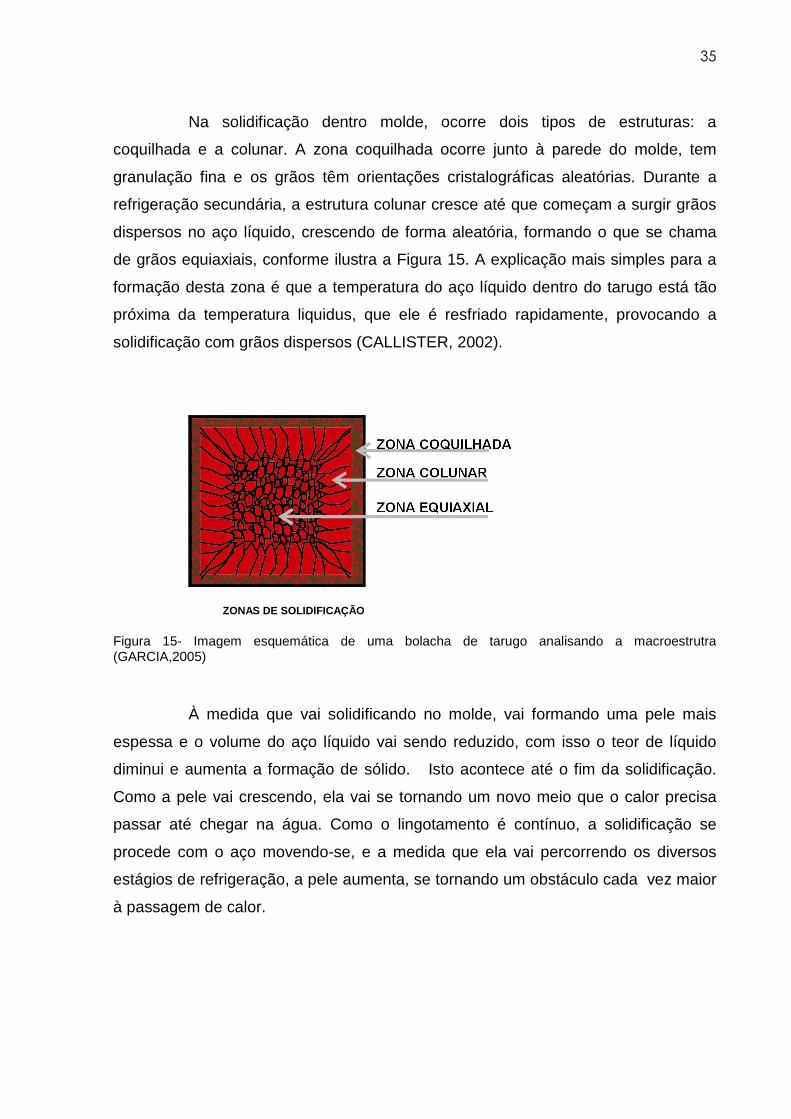
Na solidificação dentro molde, ocorre dois tipos de estruturas: a
coquilhada e a colunar. A zona coquilhada ocorre junto à parede do molde, tem
granulação fina e os grãos têm orientações cristalográficas aleatórias. Durante a
refrigeração secundária, a estrutura colunar cresce até que começam a surgir grãos
dispersos no aço líquido, crescendo de forma aleatória, formando o que se chama
de grãos equiaxiais, conforme ilustra a Figura 15. A explicação mais simples para a
formação desta zona é que a temperatura do aço líquido dentro do tarugo está tão
próxima da temperatura liquidus, que ele é resfriado rapidamente, provocando a
solidificação com grãos dispersos (CALLISTER, 2002).
Figura 15- Imagem esquemática de uma bolacha de tarugo analisando a macroestrutra (GARCIA,2005)
À medida que vai solidificando no molde, vai formando uma pele mais
espessa e o volume do aço líquido vai sendo reduzido, com isso o teor de líquido
diminui e aumenta a formação de sólido. Isto acontece até o fim da solidificação.
Como a pele vai crescendo, ela vai se tornando um novo meio que o calor precisa
passar até chegar na água. Como o lingotamento é contínuo, a solidificação se
procede com o aço movendo-se, e a medida que ela vai percorrendo os diversos
estágios de refrigeração, a pele aumenta, se tornando um obstáculo cada vez maior
à passagem de calor.
ZONAS DE SOLIDIFICAÇÃO

36
3.2 PROCESSO PRODUTIVO DA SINOBRAS
A Sinobras está localizada no distrito industrial de Marabá, atua no
beneficiamento de minério de ferro, extraído na cidade de Parauapebas,
responsável pela verticalização no ferro na região norte, ver Figura 16. A empresa
tem o foco voltado para a produção de aços aplicados na construção civil, são os
vergalhões, treliças, telas e arames.
Para esse empreendimento, a empresa possui uma usina integrada, cujo
processo siderúrgico é divido em quatro etapas, a primeira é chamada de Redução, é
realizada em Alto-Forno, onde o produto gerado é o ferro-gusa, através da redução
do minério de ferro, com a adição de fundentes e carvão e vegetal. A segunda etapa
ocorre na Aciaria, denominada Refino, utiliza o processo de redução do aço através
do Forno Elétrico a Arco-FEA, podendo atingir até 1700ºC. A terceira etapa é a
Laminação, onde ocorre a redução do tarugo à vergalhão, resultantes do esforços
mecânicos através dos rolos laminadores. A quarta e última etapa é produção de Fio
Máquina, através do processo de trefilação, que consiste na redução da área
transversal devido a uma deformação mecânica a frio.
Figura 16- Imagem mostrando o complexo industrial da empresa siderúrgica SINOBRAS.

37
3.2.1 Processo de Produção de Ferro-Gusa- Redução
SINOBRAS conta com o apoio de dois altos-fornos,com a produção
média de até 400 toneladas por dia, parte deste gusa é vazado em panelas e
destinado à produção de aço outra parte é lingotado e estocado. O processo de
obtenção de deste produto não difere do apresentado acima, ver Figura 17 e 18.
O diferencial nesta etapa de produção está na relevância da composição
química, pelo fato deste material ser matéria prima para a produção de aço, a
composição química é analisada pelo espectrômetro de raios-X.
Figura 17- Imagem do Alto Forno, Sinobras.
Figura 18-Fluxo de produção do ferro gusa ma empresa Sinobras.
38
3.2.2 Processo de Produção do Aço-Refino
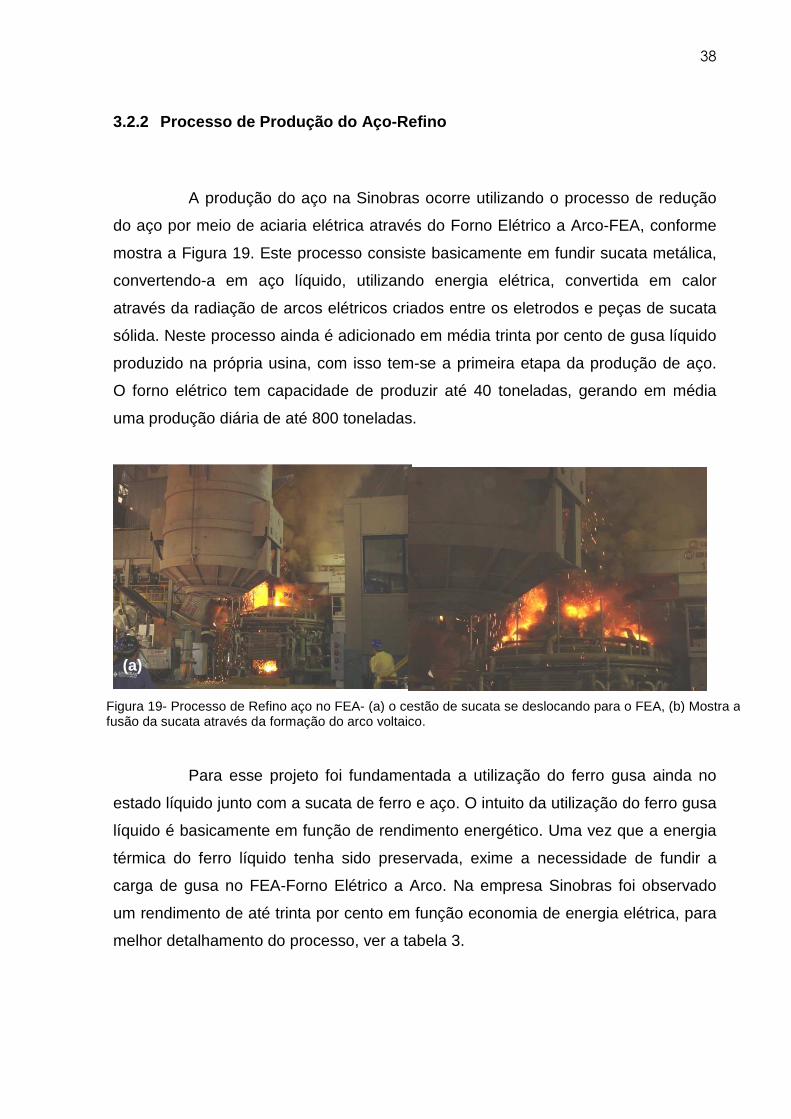
A produção do aço na Sinobras ocorre utilizando o processo de redução
do aço por meio de aciaria elétrica através do Forno Elétrico a Arco-FEA, conforme
mostra a Figura 19. Este processo consiste basicamente em fundir sucata metálica,
convertendo-a em aço líquido, utilizando energia elétrica, convertida em calor
através da radiação de arcos elétricos criados entre os eletrodos e peças de sucata
sólida. Neste processo ainda é adicionado em média trinta por cento de gusa líquido
produzido na própria usina, com isso tem-se a primeira etapa da produção de aço.
O forno elétrico tem capacidade de produzir até 40 toneladas, gerando em média
uma produção diária de até 800 toneladas.
Para esse projeto foi fundamentada a utilização do ferro gusa ainda no
estado líquido junto com a sucata de ferro e aço. O intuito da utilização do ferro gusa
líquido é basicamente em função de rendimento energético. Uma vez que a energia
térmica do ferro líquido tenha sido preservada, exime a necessidade de fundir a
carga de gusa no FEA-Forno Elétrico a Arco. Na empresa Sinobras foi observado
um rendimento de até trinta por cento em função economia de energia elétrica, para
melhor detalhamento do processo, ver a tabela 3.
Figura 19- Processo de Refino aço no FEA- (a) o cestão de sucata se deslocando para o FEA, (b) Mostra a fusão da sucata através da formação do arco voltaico.
(a) (b)

39
Tabela 3- Dados de processo da Aciaria, Sinobras.
FORNO ELÉTRICO A ARCO
Carga metálica • Utilização de 30% de ferro gusa líquido
• 70% de sucata de ferro e aço
Capacidade de Produção • 40 toneladas de aço por corrida
Tempo Médio por Corrida • 55 minutos
Potência • 36 MVA
Equipamentos auxiliares
• Manipulador de lanças
• Sistema automático de adição de ligas
3.2.3 Lingotamento Contínuo
O Lingotamento Contínuo na Sinobras é composto por um sistema de
distribuidor, que consiste em um recipiente intermediário revestido em refratário
composto por válvulas inferiores que permitem a passagem do aço, para o veio, ver
Figura 20.
Figura 10- Processo no lingotamento contínuo, (a) e (b) distribuidor vazando para o molde.
(a) (b)

40
O LC é composto por três veios, com controle automático de nível, que
permite a troca rápida para válvula no distribuidor, e utilização da barra falsa, ver
Figura.
Figura 21- Em (a) imagem esquemática do mecanismo da barra falsa, em (b) imagem do momento em que o aço esta sendo lingotado nos três veios, Sinobras.
A Figura 21 em (a) mostra o mecanismo de funcionamento da barra falsa,
que é o componente responsável pelo inicio da operação das máquinas de
lingotamento contínuo, ela tem a função fazer um fundo falso no molde para iniciar a
extração do veio até a unidade de desconexão. Em (b) temos o processo de
lingotamento nos três veios.
Figura 22- Imagem mostrando mo momento do corte do tarugo no Oxi corte, Sinobras.
(a) (b)

41
A função deste equipamento é cortar a seção lingotada (veio) em
comprimentos, a Sinobras utiliza o método de oxi corte, O corte normalmente é feito
por maçaricos que empregam uma chama feita com oxigênio/Acetileno ou
oxigênio/GLP, conforme mostra a Figura 22.
3.3 DEFEITOS EM TARUGOS
Na linha de produção de aço, os produtos fabricados pelo processo de
Lingotamento Contínuo são suscetíveis a diversos tipos de defeitos. Para melhor
compreensão, buscou-se classificar esses defeitos como:
• Defeitos de Forma;
• Defeitos Superficiais;
• Defeitos Internos.
3.3.1 Defeitos de Forma
O defeito de forma envolve as condições onde o processo de solidificação
exerce maior influência. Para isso há uma classificação interna que classifica os
defeitos de forma. São eles: Romboidade, Achatamento (abaulamento) e Empeno.
a) Romboidade
A Romboidade é um defeito originado pelo sistema de resfriamento não
adequado através da não uniformidade de solidificação no molde, causando
distorção geométrica face das extremidades do tarugo . O índice de romboidade
pode ser determinado pela diferença entre as diagonais da seção transversal do

42
tarugo, conforme Figura 23. Há um limite determinado, que varia entre 6 e 8mm,
este valor pode ser expresso em porcentagem, conforme equação na imagem
abaixo.
Figura 23- A imagem acima ilustra esquematicamente a face de um tarugo apresentando romboidade (MADIAS, 2006).
Este defeito pode levar a formação de trincas nos cantos com ângulos
obtusos ou trincas diagonais. Esta distorção no tarugo ocasionada por resfriamento
não uniforme ao longo do molde pode ser melhor visualizada na Figura 24, mostrada
abaixo.
Figura 24- Imagem de uma bolacha de tarugo apresentando distorção e defeito interno na área central.
O defeito de romboidade ocorre no momento da solidificação inicial, a
casca formada na superfície tende a se contrair, mas não pode devido à pressão de
aço líquido no seu interior, como conseqüência há uma folga de contração
considerada maior no canto, onde as forças de contração agem, estas forças de
contração tracionam a casca solidificada, deformando mais no canto, que é a zona
Romboidade em mm = D-d
Diagonal Maior = D
Diagonal Menor = d

43
mais fina, como mostra o esquema abaixo. Os pontos 1, 2, e 3 representam
sequencialmente: 1-Molde; 2- Casca solidificando; 3- Aço Líquido e 4- aço com
arranjo distorcido (CAPELLARI, 2006).
Figura 25- Seqüência da solidificação do tarugo provocando distorção na aresta, ocasionando romboidade (CAPELLARI, 2006).
b) Achatamento (Abaulamento)
Este tipo defeito envolve as condições de alinhamentos dos rolos
extratores de empeno através das distribuições de esforços aliado as condições do
perfil de resfriamento.
No ponto onde corre o fim da solidificação o aço líquido remanescente,
geralmente rico em soluto, devido ao avanço da frente de solidificação em direção
ao núcleo do tarugo sofre pressão exercida pelos rolos, nesse ponto podem ter feito
de laminação causando distorção não desejável, de acordo com a carga e
orientação do rolo, tem-se uma geometria específica, ver Figura 25 (VALADARES,
2002).
Figura 26-Defeitos de forma ocasionados pelo processo de abaulamento (VALADARES, 2002).
2
44
c) Empeno
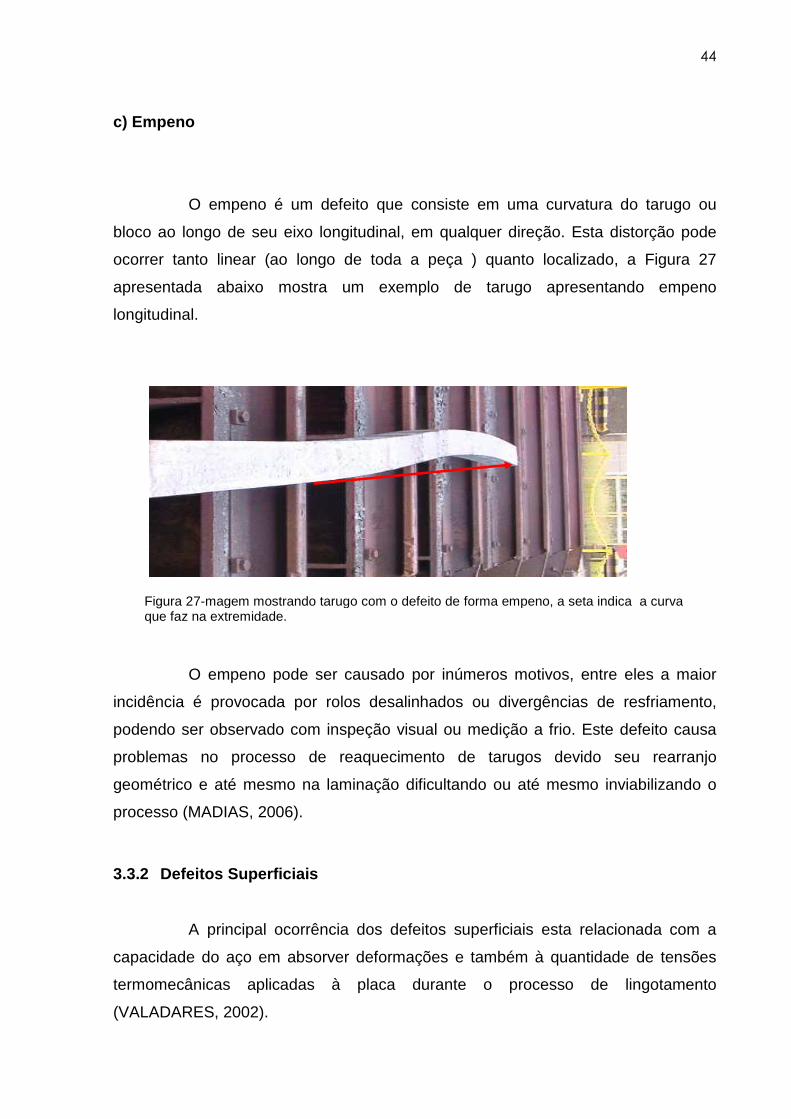
O empeno é um defeito que consiste em uma curvatura do tarugo ou
bloco ao longo de seu eixo longitudinal, em qualquer direção. Esta distorção pode
ocorrer tanto linear (ao longo de toda a peça ) quanto localizado, a Figura 27
apresentada abaixo mostra um exemplo de tarugo apresentando empeno
longitudinal.
O empeno pode ser causado por inúmeros motivos, entre eles a maior
incidência é provocada por rolos desalinhados ou divergências de resfriamento,
podendo ser observado com inspeção visual ou medição a frio. Este defeito causa
problemas no processo de reaquecimento de tarugos devido seu rearranjo
geométrico e até mesmo na laminação dificultando ou até mesmo inviabilizando o
processo (MADIAS, 2006).
3.3.2 Defeitos Superficiais
A principal ocorrência dos defeitos superficiais esta relacionada com a
capacidade do aço em absorver deformações e também à quantidade de tensões
termomecânicas aplicadas à placa durante o processo de lingotamento
(VALADARES, 2002).
Figura 27-magem mostrando tarugo com o defeito de forma empeno, a seta indica a curva que faz na extremidade.
45
Os primeiros instantes do processo de solidificação são extremamente
importantes no que se refere a qualidade superficial do produto. Este aspecto é mais
significativo ainda no que se refere a solidificação em moldes com elevadas taxas de
resfriamento como no lingotamento contínuo (CHEUNG, 2006).
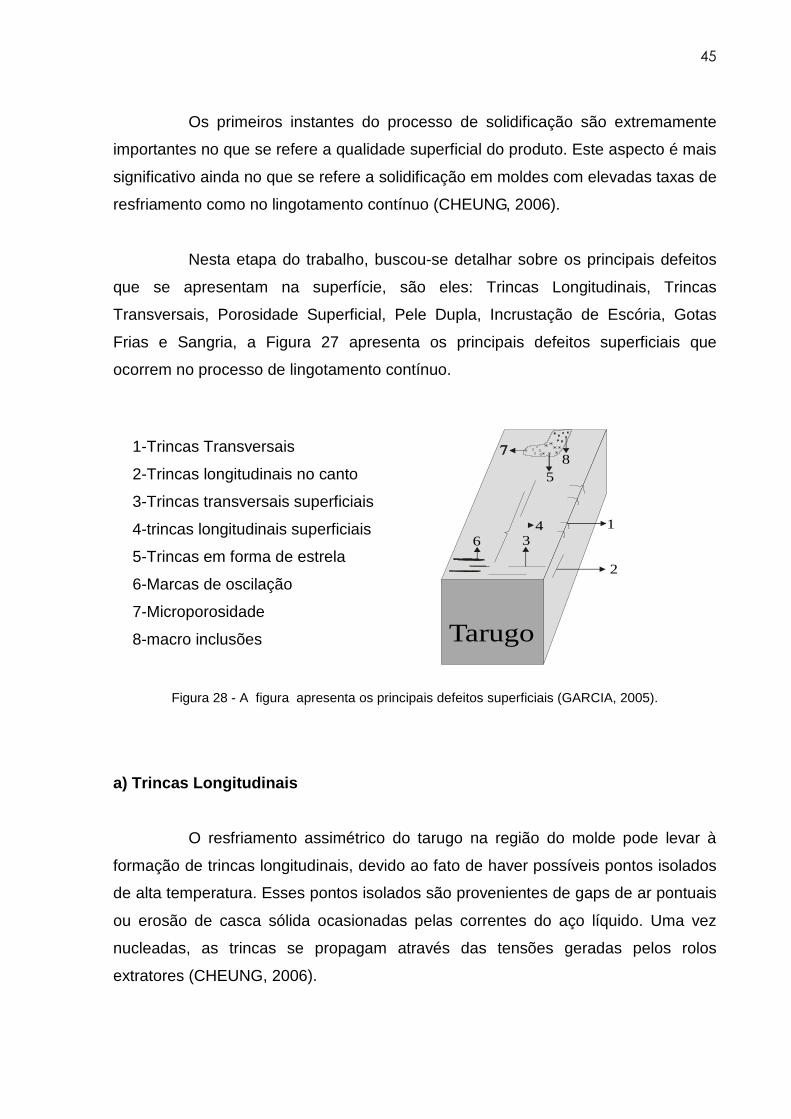
Nesta etapa do trabalho, buscou-se detalhar sobre os principais defeitos
que se apresentam na superfície, são eles: Trincas Longitudinais, Trincas
Transversais, Porosidade Superficial, Pele Dupla, Incrustação de Escória, Gotas
Frias e Sangria, a Figura 27 apresenta os principais defeitos superficiais que
ocorrem no processo de lingotamento contínuo.
Figura 28 - A figura apresenta os principais defeitos superficiais (GARCIA, 2005).
a) Trincas Longitudinais
O resfriamento assimétrico do tarugo na região do molde pode levar à
formação de trincas longitudinais, devido ao fato de haver possíveis pontos isolados
de alta temperatura. Esses pontos isolados são provenientes de gaps de ar pontuais
ou erosão de casca sólida ocasionadas pelas correntes do aço líquido. Uma vez
nucleadas, as trincas se propagam através das tensões geradas pelos rolos
extratores (CHEUNG, 2006).
1-Trincas Transversais
2-Trincas longitudinais no canto
3-Trincas transversais superficiais
4-trincas longitudinais superficiais
5-Trincas em forma de estrela
6-Marcas de oscilação
7-Microporosidade
8-macro inclusões
1
2
34
58
6
Tarugo

46
As trincas longitudinais superficiais na direção axial do tarugo podem ser
observadas na face, ou nos raios de canto e nas suas proximidades, essas trincas
estão na face próximas ao canto estão sempre associadas com depressões no
plano longitudinal (VALADARES, 2002).
A conicidade do próprio molde é útil na prevenção das trincas
longitudinais. Esse tipo de defeito pode ser classificado como contínua ou
descontínua. As principais causas são: temperatura excessiva no lingotamento ou
deslocamento prematuro da pele do tarugo (fina camada solidificada) (SANTOS,
2006).
Figura 29- Imagem de uma trinca superficial longitudinal (SANTOS, 2006).
Nesse tipo de defeito, apresentado na Figura 29, ocorre quando o tarugo
é submetido ao processo de redução de diâmetro (laminação), as trincas são
oxidadas pelo ar, não permitindo que sejam coalescidas na laminação, e se
propagam com a aplicação de esforços mecânicos (GORNI, 1998).
A composição química é um dos principais fatores que contribuem na
formação deste tipo de trinca, entre os elementos causadores mais comuns estão:
Manganês, Nióbio, Vanádio, Alumínio, Enxofre e Fósforo. Os outros indícios
causadores são: Variação no lingotamento, temperatura de lingotamento elevada,
condições do molde, refrigeração inadequada, perda da conicidade, desgaste,
distorção, entres outros (CAPELLARI, 2006).

47
b) Trinca Transversal
As trincas transversais são sempre devidas ao agarramento no molde
gerado por uma lubrificação desigual ( que causa a falta de contato do lubrificante
com a parede do molde), variação de oscilação ou conicidade excessiva: resultando
em uma pele fina que também pode produzir extravazamento ou ruptura. Altas taxas
de resfriamento no molde ou no sistema de resfriamento secundário também são
responsáveis pelas trincas transversais. Trincas de canto transversais podem
também ser causadas pelo desempeno em temperaturas muito baixas
(VALADARES, 2002).
As trincas transversais concentram-se normalmente nos raios de canto de
blocos e tarugos produzidos por lingotamento contínuo, mas também podem
aparecer na região central da face. Essas trincas geralmente estão localizadas no
fundo das marcas de oscilação, mostrado na Figura 30.
Figura 30- Trinca transversal na face de um tarugo (SANTOS, 2006).
Quando as trincas se encontram apenas nos cantos ou as faces
correspondentes ao raio interno, é provável que tenham sido geradas por esforços
de tração no endireitamento. Este fator se potencializa com o aumento de elementos
de liga como Alumínio, Vanádio, Nióbio entre outros. Estes elementos precipitam no
contorno de grão em temperaturas variando de 800 a 900 °C, fragilizando a
estrutura. Com isso é necessário que estes materiais passem pelo endireitador a
48
uma temperatura maior que a anterior citada para evitar a potencialização destes
defeitos (GARCIA, 2005)
c) Porosidade Superficial-Pinhole
A porosidade superficial consiste em defeitos superficiais abertos
originados pelo desprendimento de gás do aço, estes defeitos são normalmente
conhecidos como bolhas, “pin-holes” defeitos grosseiros, sub-superficiais formado
pelo aprisionamento de gás de forma tubular são chamados bolhas tubulares
(GARCIA, 2005).
O pinhole pode acarretar em defeitos superficiais críticos no produto
acabado, produto que sofreu processo de laminação, caso ocorra uma penetração
considerável ou acúmulo em uma determinada região.
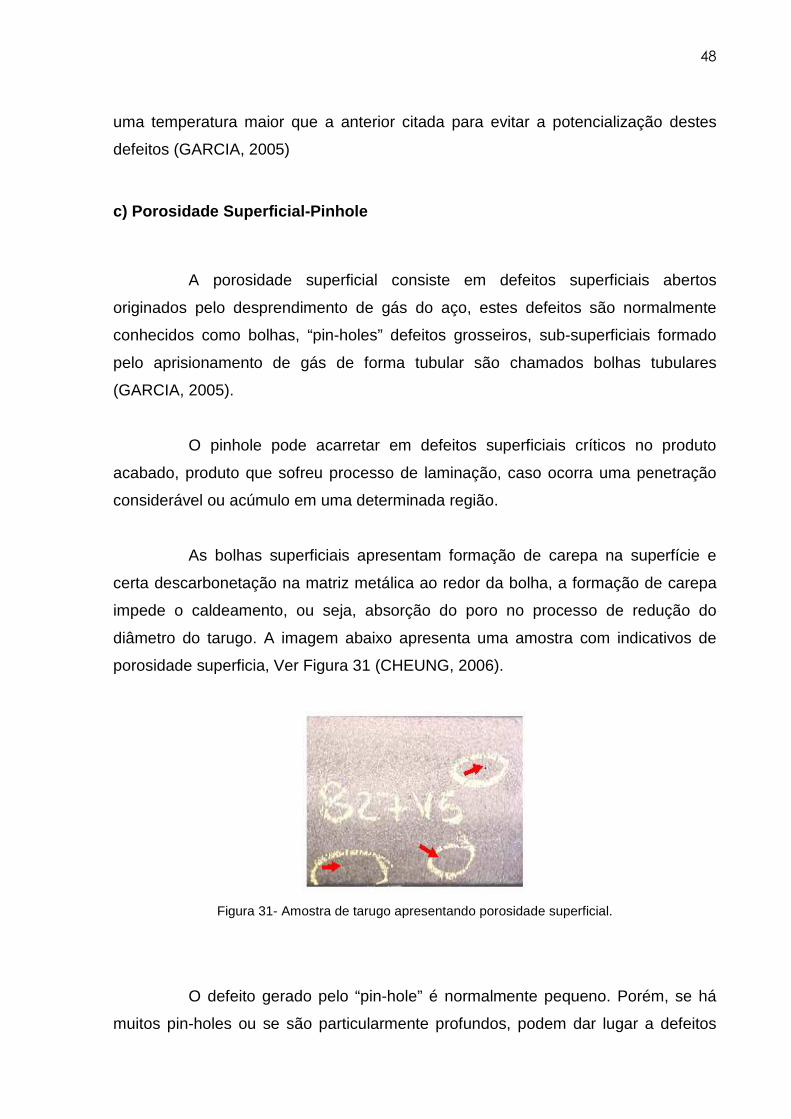
As bolhas superficiais apresentam formação de carepa na superfície e
certa descarbonetação na matriz metálica ao redor da bolha, a formação de carepa
impede o caldeamento, ou seja, absorção do poro no processo de redução do
diâmetro do tarugo. A imagem abaixo apresenta uma amostra com indicativos de
porosidade superficia, Ver Figura 31 (CHEUNG, 2006).
Figura 31- Amostra de tarugo apresentando porosidade superficial.
O defeito gerado pelo “pin-hole” é normalmente pequeno. Porém, se há
muitos pin-holes ou se são particularmente profundos, podem dar lugar a defeitos

49
indesejáveis. O tempo de permanência e a temperatura no forno de preaquecimento
caso o tarugo tenha pin-holes também podem agravar a situação.
d) Pele Dupla
O efeito de Pele Dupla é ocasionado pela falta de lubrificação localizada
ou generalizada, que provoca o colamento da superfície solidificada do veio contra o
molde, sem chegar a produzir perfuração.
Este defeito origina a formação de escamas superficiais durante a
laminação a quente. Observando-se o fenômeno que ocorre ao longo do tarugo, pelo
seu aspecto como mostra a Figura 32, é fácil sugerir e imaginar a formação de
escamas durante a laminação, com a incorporação da carepa existente no degrau
(MORAIS,2006).
Figura 32- Tarugo apresentando defeito superficial Pele Dupla (MORAIS, 2006).
e) Incrustação de Escória
A incrustação de escória é um tipo de defeito superficial que implica na
maioria das vezes a necessidade de recondicionamento posterior da peça que
muitas vezes chega ao esmerilhamento total do tarugo.

50
A escória é produzida a partir da reoxidação do aço formada no momento
do lingotamento contínuo. Os óxidos formados neste processo vão se acumulando
na superfície e são arrastados sobre o veio, dando origem ao defeito da incrustação
de escória, a sequência de imagens abaixo, ver Figura 33, demonstram os defeitos
no tarugo.
Figura 33- Imagens de tarugos apresentando incrustação de escória (MORAIS, 2006).
Um fator que contribui para incidência deste defeito é o teor de Carbono,
devido a oxidação deste elemento de forma preferencial, tendo um efeito protetor, ao
prevenir a oxidação dos outros elementos. Desta forma, sugere-se que os aços de
baixo carbono, admitam uma maior tendência em formar escória no molde (FACO,
2005).
f) Gotas Frias
A gota fria é formada por pequenas quantidades de aço líquido que se
solidificam sobre a superfície do tarugo após a formação de sua pele, essas gotas
frias são aglomerados de respingos encontrados na superfície, principalmente nos
cantos. Um defeito pontual pode esconder uma quantidade enorme de respingos
aglomerados no interior do tarugo, a Figura 34 sugere o mecanismo de formação
deste tipo de defeito.

51
Figura 34- Imagem esquemática apresentando o mecanismo de formação de gotas frias (GARCIA, 2005).
O processo de geração de defeitos ocorrem a partir da formação de
respingos de aço, em função de um jato não uniforme, o acúmulo destes respingos
em formas de gostas aderem à parede do molde, preferencialmente nos cantos. Em
um dado momento, devido ao próprio peso ou por elevação do nível de aço, as
gotas acumuladas desprendem-se do molde e são incorporadas ao aço que está
solidificando. A alta temperatura provoca uma reação no lubrificante do molde,
ocasionado na formação de gases H2 e CO, ocasionado porosidades pontuais,
conforme mostra a Figura 35.
Figura 25- Imagem apresentando o defeito de gota fria (SANTOS, 2006).
3.3.3 Defeitos Internos
52
Em função das características de refrigeração, diferentes tipos de defeitos
internos podem surgir na forma de trincas e fendas internas, as quais podem atuar
como critério de desclassificação do produto lingotado.
Para concluir nosso breve estudo sobre defeitos em produtos lingotados
continuamente, discutiremos os defeito internos, onde defeitos como porosidade
interna, macroinclusões, trincas intermediarias, segregação e porosidade central
serão descritos.
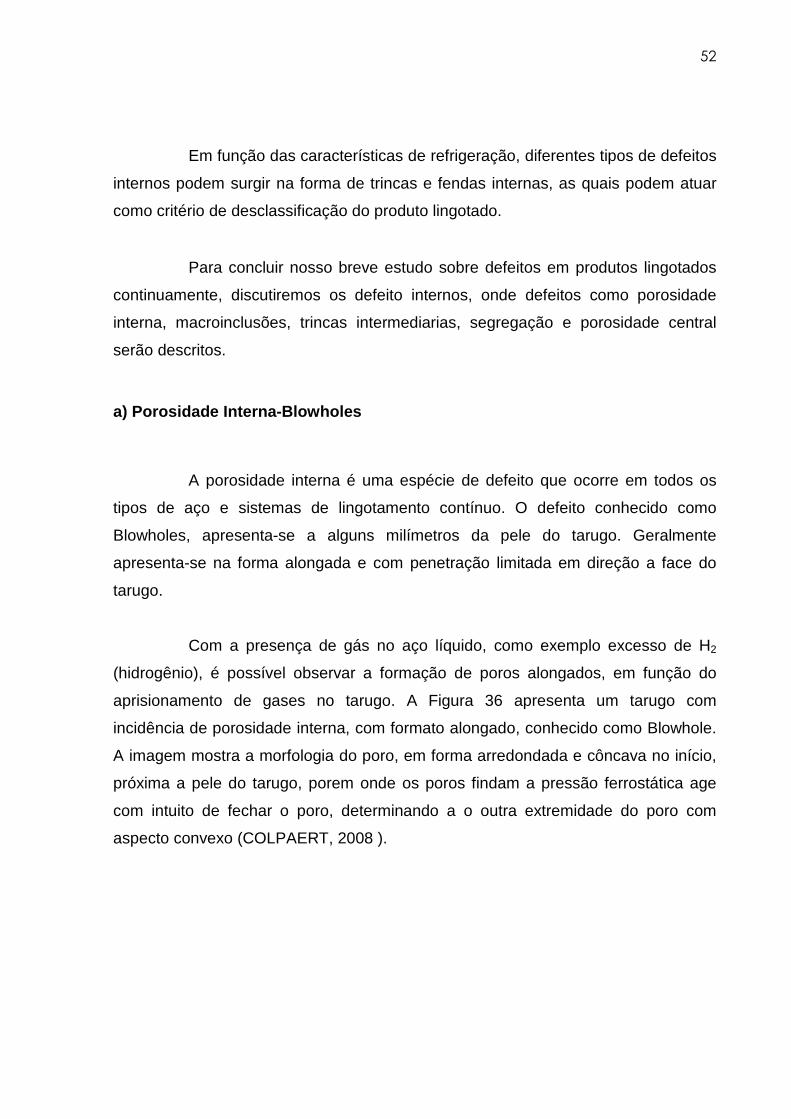
a) Porosidade Interna-Blowholes
A porosidade interna é uma espécie de defeito que ocorre em todos os
tipos de aço e sistemas de lingotamento contínuo. O defeito conhecido como
Blowholes, apresenta-se a alguns milímetros da pele do tarugo. Geralmente
apresenta-se na forma alongada e com penetração limitada em direção a face do
tarugo.
Com a presença de gás no aço líquido, como exemplo excesso de H2
(hidrogênio), é possível observar a formação de poros alongados, em função do
aprisionamento de gases no tarugo. A Figura 36 apresenta um tarugo com
incidência de porosidade interna, com formato alongado, conhecido como Blowhole.
A imagem mostra a morfologia do poro, em forma arredondada e côncava no início,
próxima a pele do tarugo, porem onde os poros findam a pressão ferrostática age
com intuito de fechar o poro, determinando a o outra extremidade do poro com
aspecto convexo (COLPAERT, 2008 ).
53
Figura 36- Imagem mostrando amostra com incidência de Blowhole (SANTOS, 2006).
Existem vários modelos baseados na físico-quimica que permitem
avaliar as condições que permitem avaliar as condições para evitar a formação de
poros durante o lingotamento. Estes modelos se baseiam no postulado que a
formação de poros durante a solidificação do aço, sendo considerado uma
conseqüência da micro segregação durante a solidificação dendrítica do aço líquido
e a interação de soluto no líquido interdendrítico enriquecido por impureza.
Os solutos dissolvidos no aço líquido que contribuem para à formação de
poros são, para o caso de aços lingotados sem injeção de Argônio, são o
Hidrogênio, Nitrogênio, e Monóxido de Carbono. Quando a soma das pressões
parciais de equilíbrio destes solutos no líquido intedendrítico supera a pressão
externa nesse ponto, gerando então bolhas de gás, resultando na expulsão
interdendrítico e na formação de poros que logo ficam aprisionados e crescem
dentro da rede dendrítica (MADIAS, 2006).
O modelo pode ser descrito, pela seguinte equação:
rPPCONH fsppp /222 σ++>++
Onde:
Ps – Pressão atmosférica sobre a superfície do aço liquido;
Pf - Pressão ferrostática na localização do poro;
δ - Tensão superficial do aço liquido em contato com a bolha de gás de
raio r.
54
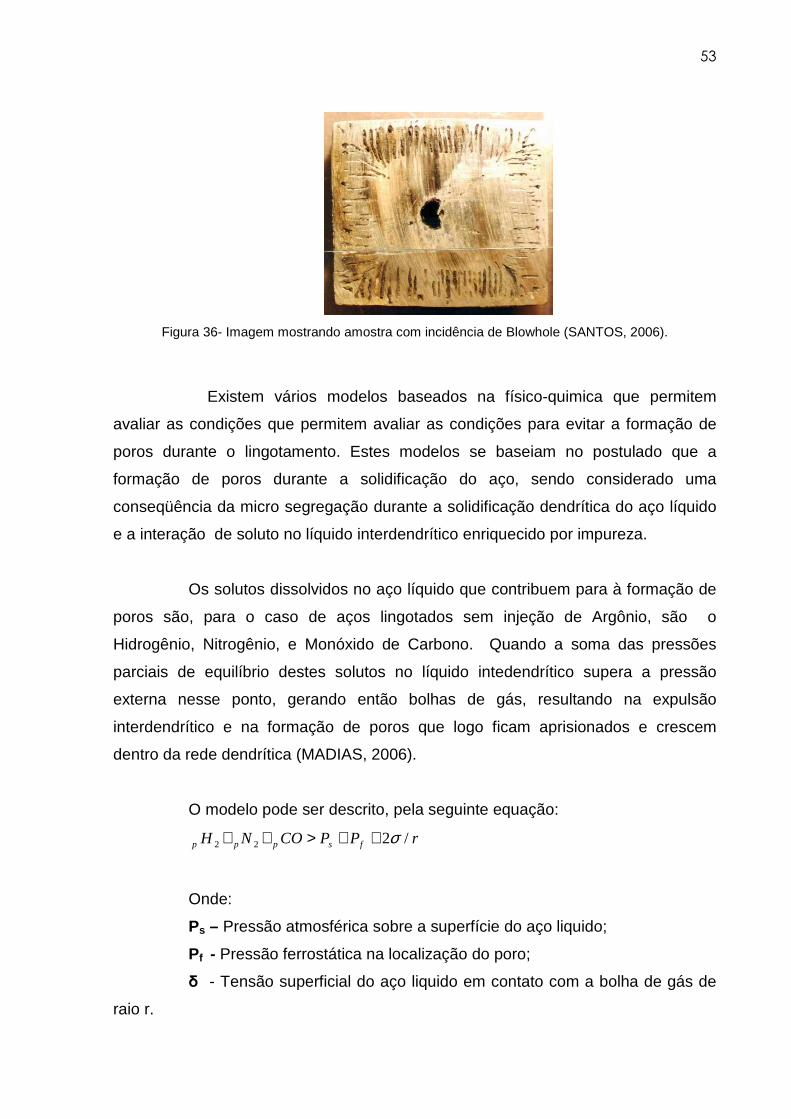
b) Trincas Internas
A formação de trincas internas devido a tensões geradas no processo de
solidificação é um fenômeno comum no lingotamento contínuo. Durante o processo
a camada solidificada fica submetida a tensões excessivas que tendem a provocar a
separação das dentritas. As trincas internas iniciam sua formação na frente de
solidificação em regiões de concentração de soluto formando trincas lineares, ver
Figura 37.
Figura 37-Tarugo apresentando trinca interna, indicada pelas setas.
Muitos estudos foram levantados, visando determinar as faixas de
temperatura de fragilização do aço. Os efeitos negativos da segregação tem como
conseqüência além do aparecimento de trincas internas uma heterogeneidade dos
elementos de liga no aço que prejudicam as propriedades finais do produto. A área
da trinca é normalmente rica em elementos de liga com alta tendência a segregar-se
como S,P e C.
Além do efeito dos elementos de liga, a tenacidade é também afetada
pela morfologia da estrutura solidificada. Grandes grãos colunares são frágeis, a
estrutura equiaxial é mais tenaz que a estrutura dendrítica. Por isso, deve-se evitar
altas temperaturas de lingotamento. Em relação a estrutura de solidificação, pode-
se evitar a formação de grão colunares, deve-se observar o perfeito funcionamento
do agitador eletromagnético que permite reduzir a estrutura colunar, reduzindo
também o número de trincas internas.

55
c) Macroinclusões
As macroinclusões e microinclusões são geradas em todas as etapas do
processo de elaboração do aço (forno, panela, distribuidor, molde). As
macroinclusões que se encontram finalmente no tarugo formam-se geralmente nas
duas últimas etapas mencionadas ( distribuidor, molde ).
O grau de deterioração de qualidade causado pelas inclusões varia a
prática de desoxidação da aciaria e com o tipo de aço. As fontes de inclusões são:
arraste de escória do convertedor, oxidação secundária provocada por contato com
o ar, e contaminação por erosão do refratário ou pelo o pó do molde.
Em muitos produtos longos de aço ao carbono a existência de
macroinclusões / microinclusões não apresentam um problema, como no caso de
vergalhões. Porém, para barras trefiladas, barras para molas, fio-máquina destinado
a trefilaria, as macroinclusões podem originar defeitos.
d) Segregação central
De forma geral, a segregação consiste em uma distribuição não uniforme
dos elementos de liga, ou microfases de metais e ligas. A segregação central é
baseada em uma formulação teórica para tentar explicar o mecanismo de formação
da segregação e os padrões de contração observados no lingotamento contínuo. Os
dois elementos que segregam são Enxofre e Carbono, associados com efeitos de
concentração local de Fósforo e Manganês, além de traços de outros elementos
também importantes.
Há uma teoria que consiste na divisão do tarugo em cinco partes que são
analisadas individualmente, conforme mostra a Figura 38. No primeiro instante
existe um crescimento uniforme da zona colunar que segue perpendicular à direção

56
de extração de calor. Na segunda etapa observa-se a ocorrência de formação de
dendritas colunar que tendem a crescer rapidamente e com comportamento instável
devido as correntes convectivas de calor. No terceiro ponto, as dendritas
apresentam um crescimento acentuado formando uma espécie de ponte na seção
transversal do tarugo, isolando bolsas de aço líquido. No quarto instante a
solidificação se encerra enquanto uma cavidade interna de contração pode ser
formada.
Figura 38- Imagem mostrando mecanismo da formação de segregação, em (a) esquema da formação da formação de defeito interno, em (b) amostra apresentando a segregação central (CAPELLARI, 2006).
A segregação ocorre de maneira intermitente ao longo do comprimento
dos tarugos de lingotamento contínuo. O grau de segregação do lingotamento
contínuo é muito dependente do tipo de prática operacional da aciaria, mas o
lingotamento deve garantir a homogeneidade de propriedades do aço e a queda da
estrutura bruta de solidificação. Garantidos estes dois últimos itens, o perfeito
controle das variáveis de processo na fabricação do aço é o fator predominante.
3.3.4 Efeito do Hidrogênio sobre o aço
Existem diversas teorias acerca da influência do Hidrogênio nas
propriedades mecânicas dos aços, há vários parâmetros que potencializam a ação
deste elemento, são eles: tempo, temperatura, velocidade de difusão do hidrogênio,
a presença de outros gases ou líquido, composição química, microestrura e estados
(a) (b)
57
de tensões que o material será submetido. A realização de um estudo dos
mecanismos de fragilização associados ao hidrogênio no aço permite analisar a
influência das variáveis operacionais, bem como estudar modificações que permitam
diminuir a incidência na formação de defeitos.
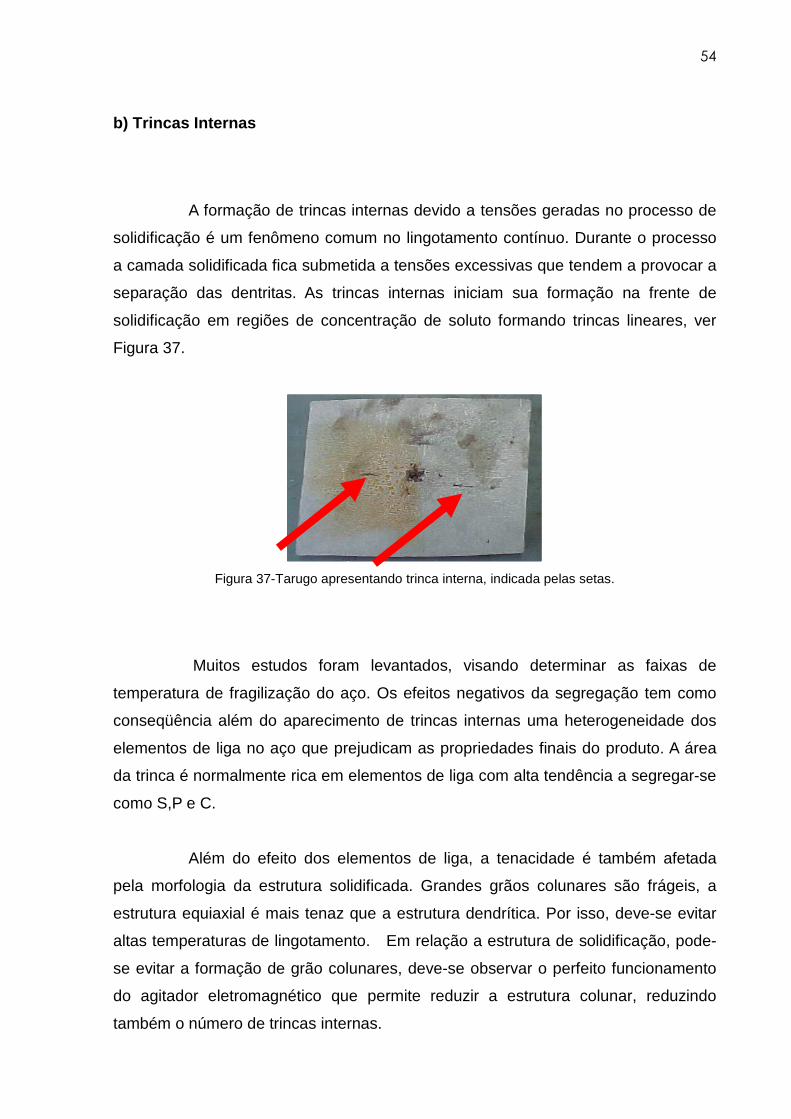
A presença do Hidrogênio no aço em grandes concentrações possui
grande influência nas propriedades mecânicas afetando a resistência a tração
comprometendo a ductilidade potencializando assim a formação e propagação de
trincas e fraturas. Este comprometimento no comportamento mecânico do material é
ocasionado devido a formação de poros, trincas e flocos. O hidrogênio dissolvido
em altas temperaturas reage de maneira previsível, pelo fato de o mesmo formar
moléculas gasosas que não podem escapar difusão, como mostra a Figura 39. A
pressão gerada pelo gás aprisionado podem atingir valor aproximados a 14 MPa,
gerando tensões internas e em conseqüência, geração o propagação de fissuras.
Figura 39- Diagrama de solubilidade de Hidrogênio em relação a temperatura e fase (CAPELLARI, 2006).
Relacionando a interação do hidrogênio com o Fe, implica em levantar
conceitos de solubilidade e difusão do mesmo no aço. De forma geral, o Hidrogênio
entra no aço no processo de produção através da dissociação da umidade presente
ADSORÇÃO DE HIDROGÊNIO X TEMPERATURA
58
nas principais matérias-primas, sucata, ferro-ligas, pós fluxantes, cal e na própria
atmosfera. Na Figura 36 apresenta-se um diagrama referente a solubilidade do
hidrogênio no ferro, baseado nele, pode-se notar que solubilidade decai no processo
de solidificação, podendo ser removido pela formação de monóxido de carbono (CO)
na formação de Carbono no processo de fabricação do aço, é válido ressaltar que a
estabilidade do Hidrogênio aumenta com a diminuição da concentração de Oxigênio
presente.
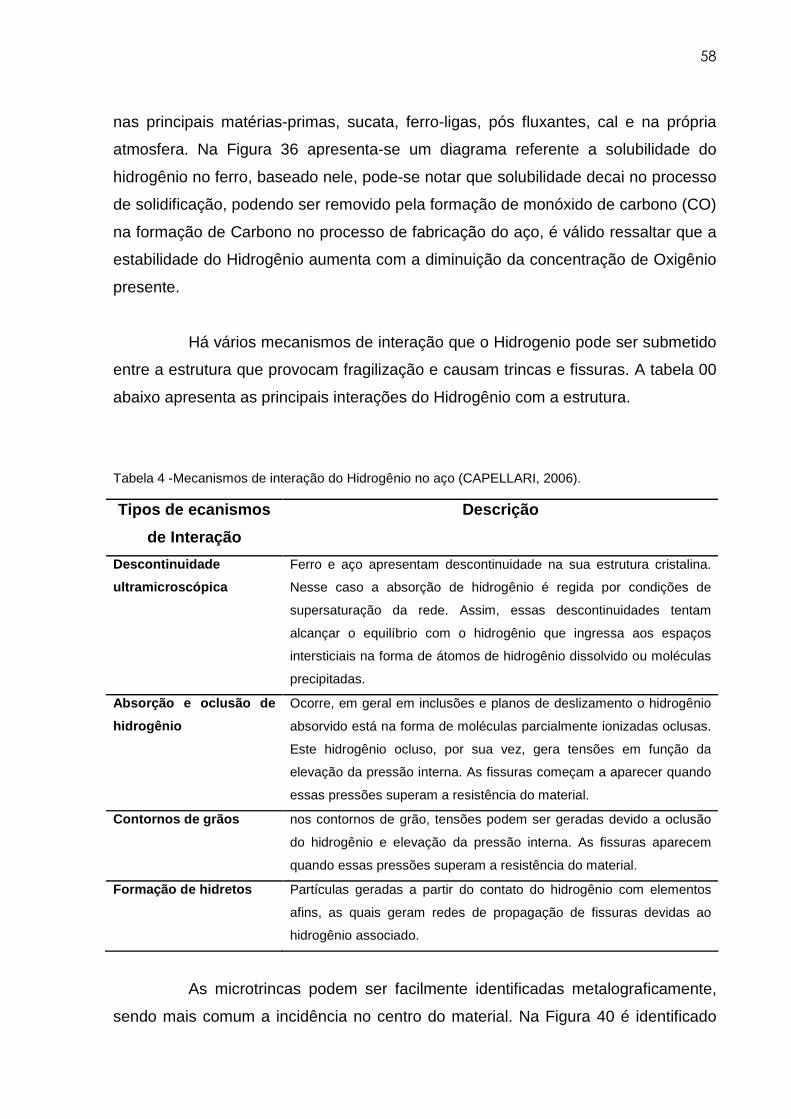
Há vários mecanismos de interação que o Hidrogenio pode ser submetido
entre a estrutura que provocam fragilização e causam trincas e fissuras. A tabela 00
abaixo apresenta as principais interações do Hidrogênio com a estrutura.
Tabela 4 -Mecanismos de interação do Hidrogênio no aço (CAPELLARI, 2006).
Tipos de ecanismos
de Interação
Descrição
Descontinuidade
ultramicroscópica
Ferro e aço apresentam descontinuidade na sua estrutura cristalina.
Nesse caso a absorção de hidrogênio é regida por condições de
supersaturação da rede. Assim, essas descontinuidades tentam
alcançar o equilíbrio com o hidrogênio que ingressa aos espaços
intersticiais na forma de átomos de hidrogênio dissolvido ou moléculas
precipitadas.
Absorção e oclusão de
hidrogênio
Ocorre, em geral em inclusões e planos de deslizamento o hidrogênio
absorvido está na forma de moléculas parcialmente ionizadas oclusas.
Este hidrogênio ocluso, por sua vez, gera tensões em função da
elevação da pressão interna. As fissuras começam a aparecer quando
essas pressões superam a resistência do material.
Contornos de grãos nos contornos de grão, tensões podem ser geradas devido a oclusão
do hidrogênio e elevação da pressão interna. As fissuras aparecem
quando essas pressões superam a resistência do material.
Formação de hidretos Partículas geradas a partir do contato do hidrogênio com elementos
afins, as quais geram redes de propagação de fissuras devidas ao
hidrogênio associado.
As microtrincas podem ser facilmente identificadas metalograficamente,
sendo mais comum a incidência no centro do material. Na Figura 40 é identificado

59
um exemplo de fissura típica da ação da fragilização causada pelo hidrogênio, nota-
se a propagação da fissura.
3.3.5 Estudo da Problemática
O processo de produção de aço da Sinobras, não está isento das
possíveis incidências de defeitos provenientes do processo de fabricação, com isso
buscou-se complementar o estudo desse trabalho, através do levantamento de um
estudo de caso de uma campanha de aço SI-1024, ver Tabela 6, que apresentou
grande incidência de defeitos internos acarretando no comprometimento dos
processos posteriores a fabricação de aço, processo de laminação.
Tabela 5 - Faixa de composição química do aço SI-1024 especificada pela empresa, Sinobras.
Aço Composição Química SI-1024
C Si Mn S P Cu Ni Cr Sn Nb Mo V N
Min 0,22 0,15 0,60 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 Max 0,28 0,30 0,90 0,05 0,05 0,40 0,30 0,30 0,15 0,01 0,05 0,01 0,015
O produto desta campanha apresentou defeitos internos em grande
quantidade de forma que o produto não apresentou capacidade de passar pelo
processo de laminação, que é a etapa em que ocorre a redução do diâmetro do
Figura 40-Imagem de fissura causada pela ação do Hidrogênio (CAPELLARI, 2006).
60
tarugo, dando origem ao vergalhão ou Fio Máquina. No momento em q ue o tarugo
estava sendo processado na laminação, ocorreu o fenômeno conhecido como “boca
de jacaré” que consiste na abertura da seção transversal da área que entra em
contato com os rolos da laminação, este efeito ocorre em função da propagação de
trincas, em uma condição em que o tarugo está sujeito a esforços.
O intuito dessa etapa do trabalho é analisar uma específica corrida de aço
produzido na SINOBRAS e levantar informações da origem da formação desses
defeitos, bem como, acompanhar a ação tomada para minimizar esses efeitos
indesejáveis em qualquer linha de produção de aço. Para isso foram levantados
alguns dados a cerca das condições de fabricação deste produto.
O primeiro levantamento a ser feito foi as condições de processo, como
exemplo, tipo de gás utilizado para o processo de rinsagem para homogeneização
do aço líquido, que foi levantado como dado a utilização de Nitrogênio. Outras
informações foram levantadas acerca das condições da umidade das matérias-
primas utilizadas, como cal, ferro ligas, sucata e palha de arroz, além de atentar-se
as condições ambientais a cerca da umidade relativa do ar, haja vista, o fato ter
ocorrido em um período chuvoso. O fato constatado foi que a provável incidência de
Hidrogênio acima do teor recomendado em virtude existência das principais fontes
geradoras deste elemento.
A primeira ação tomada pela equipe da produção da aciaria, foi a
substituir o gás de rinsagem, substituindo o Nitrogênio por Argônio, por se tratar de
um gás inerte e efetuar a limpeza devido a necessidade desgaseificação, devido ao
provável excesso de Nitrogênio.

61
4 MATERIAIS E MÉTODOS
Para realização desta etapa do trabalho foi necessário coletar amostras
do aço produzido na SINOBRAS no processo de lingotamento contínuo na
fabricação de tarugos, com intuito de avaliar e determinar a origem dos defeitos
internos que propagaram na área da laminação.
O estudo seguiu uma linha de trabalho conforme será apresentado
adiante, iniciada pela coleta de amostras de aço de uma campanha específica que
apresentou defeitos internos e uma corrida produzida em condições diferente, em
relação ao método de rinsagem. Uma vez concluída a coleta de amostras
determinou-se uma sistemática para buscar critérios para localização de pontos de
amostragem que apresentassem resultados significativos. As amostras foram
devidamente preparadas no laboratório metalográfico e microscopia ótica da
empresa SINOBRAS.
4.1 Coleta de Amostras
As amostras de tarugo do aço SI-1024 foram coletadas para realização de
análises de composição química e análise metalográfica, pelo fato das análises
químicas não interferirem nas condições microestruturais, optou-se por utilizar as
mesmas amostras em ambos os casos. Neste caso inicialmente foram coletadas
amostras do material que estava no estoque aguardando, para posteriormente ser
levado ao forno de reaquecimento para seguir para o processo de laminação, como
mostra a Figura 41.
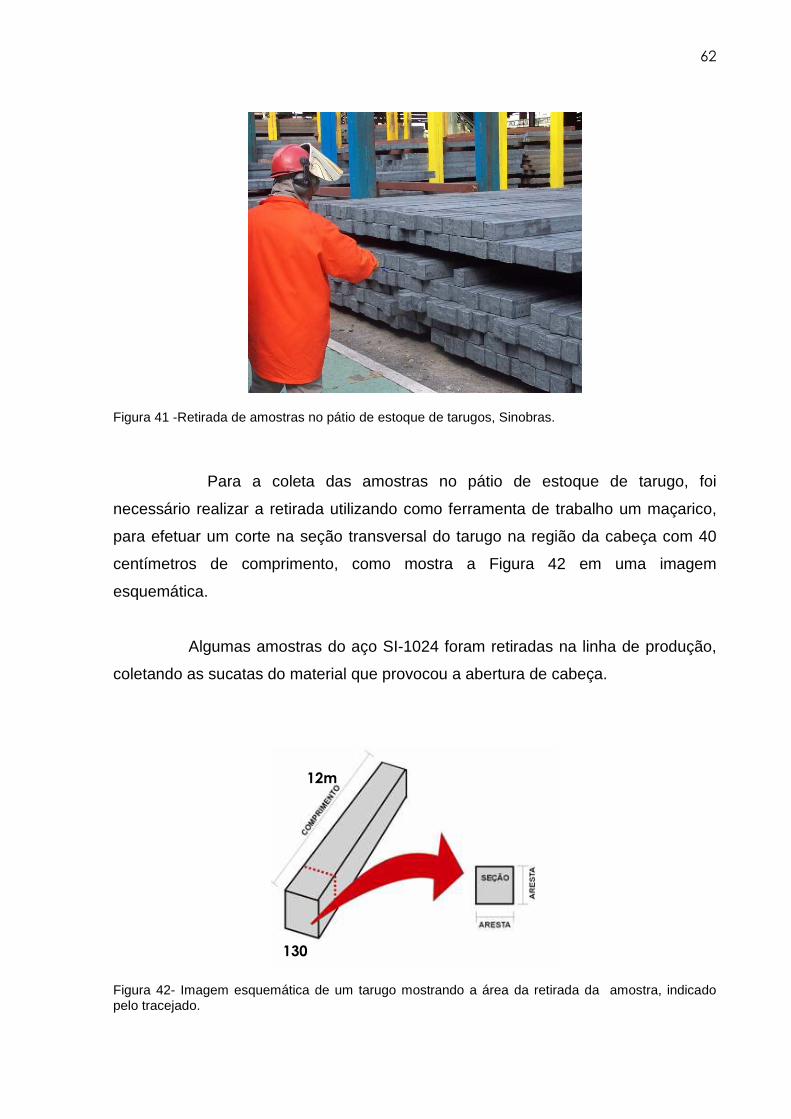
62
Figura 41 -Retirada de amostras no pátio de estoque de tarugos, Sinobras.
Para a coleta das amostras no pátio de estoque de tarugo, foi
necessário realizar a retirada utilizando como ferramenta de trabalho um maçarico,
para efetuar um corte na seção transversal do tarugo na região da cabeça com 40
centímetros de comprimento, como mostra a Figura 42 em uma imagem
esquemática.
Algumas amostras do aço SI-1024 foram retiradas na linha de produção,
coletando as sucatas do material que provocou a abertura de cabeça.
Figura 42- Imagem esquemática de um tarugo mostrando a área da retirada da amostra, indicado pelo tracejado.
130
12m
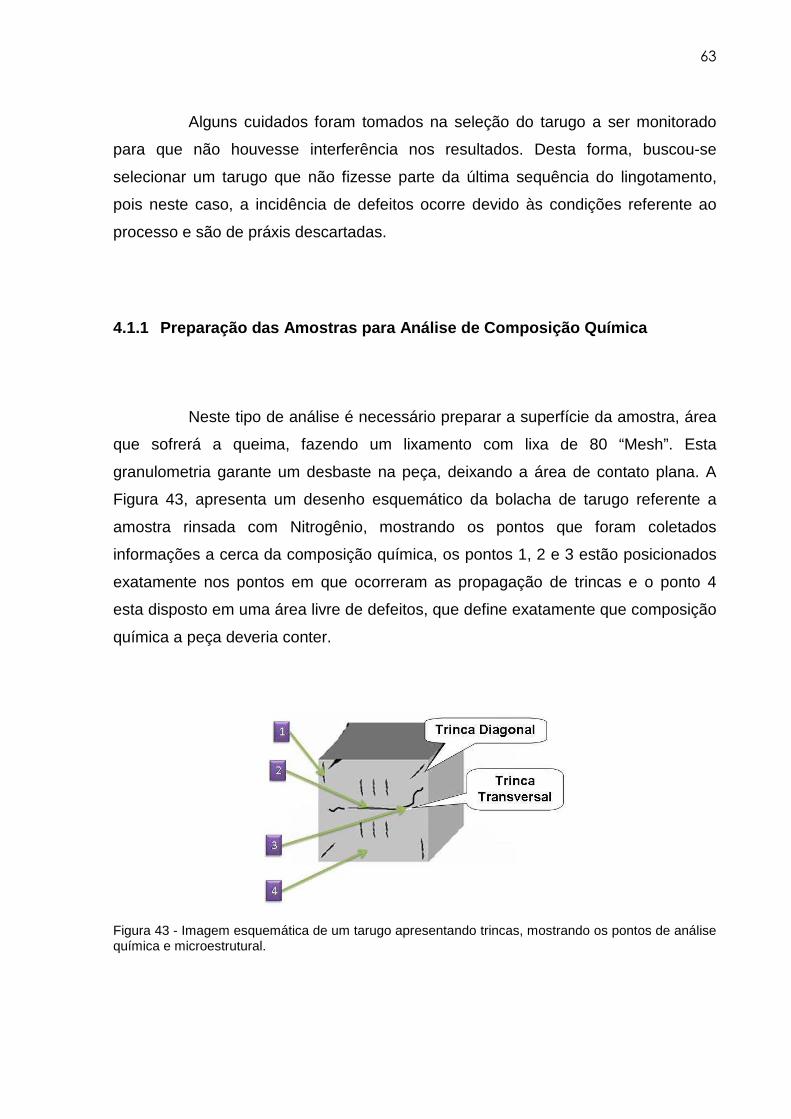
63
Alguns cuidados foram tomados na seleção do tarugo a ser monitorado
para que não houvesse interferência nos resultados. Desta forma, buscou-se
selecionar um tarugo que não fizesse parte da última sequência do lingotamento,
pois neste caso, a incidência de defeitos ocorre devido às condições referente ao
processo e são de práxis descartadas.
4.1.1 Preparação das Amostras para Análise de Compo sição Química
Neste tipo de análise é necessário preparar a superfície da amostra, área
que sofrerá a queima, fazendo um lixamento com lixa de 80 “Mesh”. Esta
granulometria garante um desbaste na peça, deixando a área de contato plana. A
Figura 43, apresenta um desenho esquemático da bolacha de tarugo referente a
amostra rinsada com Nitrogênio, mostrando os pontos que foram coletados
informações a cerca da composição química, os pontos 1, 2 e 3 estão posicionados
exatamente nos pontos em que ocorreram as propagação de trincas e o ponto 4
esta disposto em uma área livre de defeitos, que define exatamente que composição
química a peça deveria conter.
Figura 43 - Imagem esquemática de um tarugo apresentando trincas, mostrando os pontos de análise química e microestrutural.

64
Análogo a situação acima, realizou-se análise de composição química na
amostra do aço SI-1024 rinsada com Argônio, para fins comparativos. A Figura 44
esquematicamente mostrada abaixo, demonstra grosso modo o aspecto interno que
o tarugo deve apresentar.
Figura 44 - Imagem esquemática do aço homogeneizado com Argônio, apresentando discretas inclusões e porosidades.
A análise de composição química foi realizada utilizando o equipamento
de espectrômetro de raios-X do fabricante ARL 3460, modelo Metals Analyzer,
Optical Emission. Em essência esta técnica consiste em iluminar-se a amostra com
raios X e coletar os fotoelétrons por ela emitidos em um analisador de elétrons
capaz de resolver os elétrons coletados em função das respectivas energias
cinéticas (velocidades) que possuam e então contá-los. A resposta a esta análise é
dada em forma de um gráfico de contagem de elétrons onde espectros permitem
identificar quantitativamente todos os elementos químicos na superfície da amostra.
A Figura 45, mostra o procedimento.
Figura 45- Imagem mostrando equipamento e processo de análise química no espectrômetro de raios-X.
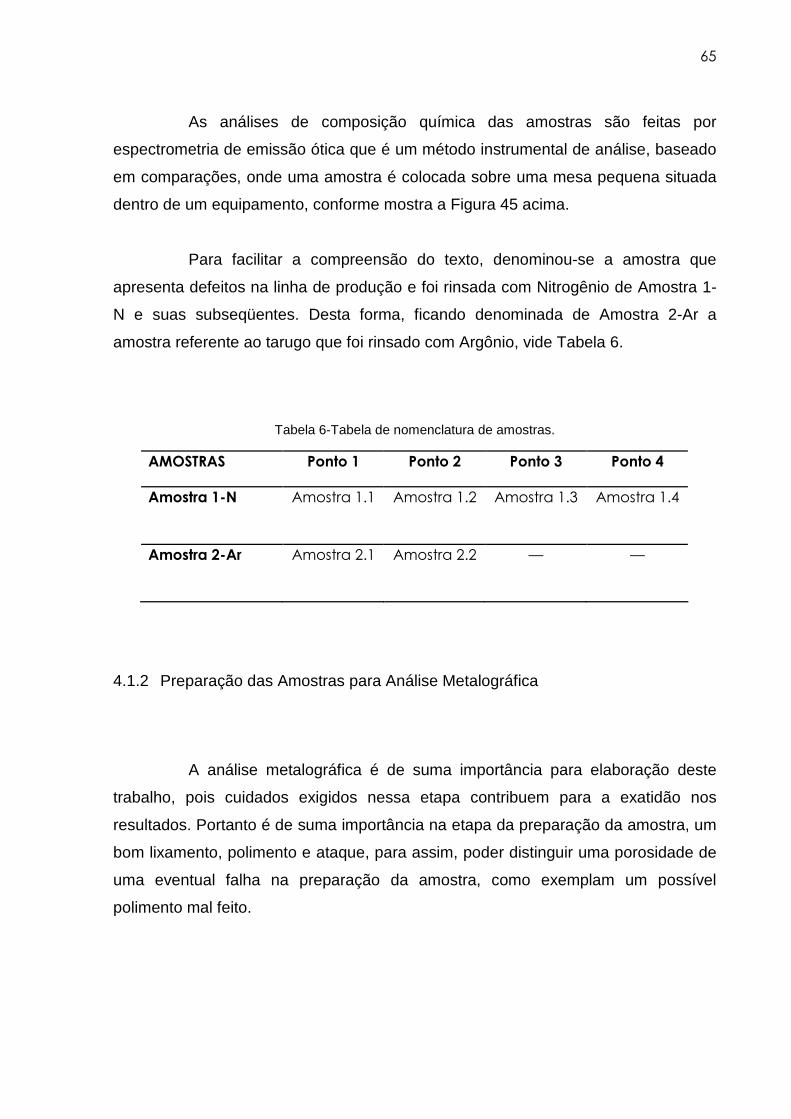
65
As análises de composição química das amostras são feitas por
espectrometria de emissão ótica que é um método instrumental de análise, baseado
em comparações, onde uma amostra é colocada sobre uma mesa pequena situada
dentro de um equipamento, conforme mostra a Figura 45 acima.
Para facilitar a compreensão do texto, denominou-se a amostra que
apresenta defeitos na linha de produção e foi rinsada com Nitrogênio de Amostra 1-
N e suas subseqüentes. Desta forma, ficando denominada de Amostra 2-Ar a
amostra referente ao tarugo que foi rinsado com Argônio, vide Tabela 6.
Tabela 6-Tabela de nomenclatura de amostras.
AMOSTRAS Ponto 1 Ponto 2 Ponto 3 Ponto 4
Amostra 1-N Amostra 1.1 Amostra 1.2 Amostra 1.3 Amostra 1.4
Amostra 2-Ar Amostra 2.1 Amostra 2.2 — —
4.1.2 Preparação das Amostras para Análise Metalográfica
A análise metalográfica é de suma importância para elaboração deste
trabalho, pois cuidados exigidos nessa etapa contribuem para a exatidão nos
resultados. Portanto é de suma importância na etapa da preparação da amostra, um
bom lixamento, polimento e ataque, para assim, poder distinguir uma porosidade de
uma eventual falha na preparação da amostra, como exemplam um possível
polimento mal feito.

66
4.1.2.1 Corte das Amostras
Nessa etapa a atenção inicial foi destinada a seguir as normas de
seguranças, para evitar que partículas da amostra se desprendessem ao longo da
atividade de corte.
Foi efetuado o corte na tranversal do tarugo na serra fita, retirando uma
bolacha de aproximadamente 20mm e após isso na mesma amostra cortou-se em
quatro partes a área transversa.
No laboratório metalográfico, efetuou-se os demais fracionamentos das
amostras. Para realizar os cortes nas amostras foi utilizado disco de corte de carbeto
de silício, a Amostra1-N foi cortada na seção transversal e longitudinal, conforme os
pontos indicados na figura abaixo, Figura 46. Para a Amostra 2-Ar , foram coletados
dados apenas dos pontos 1 e 2.
Figura 46 - Perfil da amostra de tarugo, indicando os pontos retirados para análise metalográfica da Amostra 1.
A máquina utilizada para o corte é um modelo fabricado pela Arotec,
Figura 47 e os dados referentes ao equipamento estão dispostos na Tabela 07
mostrados abaixo.

67
Figura 47-Máquina de corte utilizada na preparação das amostras do Laboratório Metalográfico da SINOBRAS.
A tabela abaixo relaciona os principais dados acerca do equipamento de
corte.
Tabela 7 -Dados referentes a máquina de corte.
Parâmetro Valor
Rotação de Corte 3400 rpm(máx)
Rotação Usada 3200rpm
Disco de Corte Carbeto de Silício
Refrigeração de corte Óleo Solúvel
Capacidade de Corte 40mm
4.1.2.2 Embutimento das Amostras
O embutimento consiste em circundar a amostra com um material
adequado, formando um corpo único, este processo é necessário quando trata-se de
amostras pequenas e morfologia irregular, Figura 48. As amostras analisadas
apresentam 10mm de largura por 16 mm de comprimento. Com a amostra embutida
facilita as séries seqüentes da preparação de amostras, lixamento, polimento, bem
como o trabalho de observação no microscópio, facilitando o ajuste do foco mais
estável.

68
Figura 48 - Produtos utilizados no processo de embutimento a frio no Laboratório Metalográfico da SINOBRAS.
O processo de embutimento foi realizado a frio, utilizando resina sintética
de polimerização rápida a operação de embutimento a frio , a reação e
polimerização é de caráter exotérmico, atingindo temperaturas entre 50 e 120° C,
vide tabela abaixo. A solução pastosa formada pelo catalizador e pela resina, são
dispostas em um molde de silicone fabricados pela Arotec, até atingirem o tempo de
cura. Este processo de embutimento a frio, leva um tempo de cura de
aproximadamente 5 minutos.
Tabela 8-Constituintes químicos dos produtos utilizados no embutimento, resina e catalisador.
4.1.2.3 Lixamento e Polimento das Amostras
O fato da perfeição requerida a cada etapa da preparação de amostras no
acabamento da superfície, coloca o lixamento como uma das etapas que exigem
maior cautela, pois se trata da preparação da área de análise microestrutural, destas
Resina Catalisador
Monomero Metil Metacrilato CAF 80626 Metacrilato de Metila Ester

69
forma, é necessário eliminar todas imperfeições superficiais, como riscos e marcas
mais profundas. Para este processo é utilizado a lixadeira e politriz de fabricação
Arotec, vide Figura 49.
Figura 49- Imagem da lixadeira e politriz, Arotec modelo Aropol 2V.
Após a etapa de embutimento as amostras passam por um processo de
lixamento iniciando pelo desbaste com a lixa de 100 ”Mesh”, seguindo uma
sequência para o trabalho metalográfico com aços de 200, 400, 600, 800 e 1200,
alternando a direção a 90° a cada mudança de lixa, para obter uma superfície com
menos riscos vide Figura 50. Para se conseguir um lixamento eficaz é necessário o
uso adequado da técnica de lixamento, pois de acordo com a natureza da amostra,
a pressão de trabalho e a velocidade de lixamento, surgem deformações plásticas
em toda a superfície por amassamento e aumento de temperatura.
Dire
ção
do L
ixam
ento
Figura 50- Sequência de lixas e posicionamentos das amostras.

70
Durante o processo de lixamento é importante ter uma irrigação
abundante com água, para que os rejeitos deste processo, como: partículas
abrasivas que desprendem da lixa e partículas do material lixado sejam levadas pela
água, impedindo assim a impregnações destas partículas na superfície da amostras,
evitando riscos na face de análise, após esta etapa de lixamento é importante lavar
a amostra com água e álcool e secá-la com secador, para evitar oxidação da
mesma.
Para etapa de polimento foi realizado um polimento mecânico, ou seja,
aquele que utiliza um equipamento, que neste caso foi a polirtriz de fabricação da
Arotec. O material utilizado como abrasivo, foi a alumina, em uma sequência 3
etapas, iniciando com a alumina de 1µ, 0,3 µ e 0,05 µ, para cada polimento tem-se
um pano próprio para evitar contaminações, ou que abrasivo risca a peça. O pano
utilizado foi o de veludo, com água irrigando, em todo o processo. Esta sequência
permite um polimento uniforme fazendo com que potencialize as etapas seqüentes.
4.1.2.4 Ataque químico das amostras
O ataque químico foi destinado para visualização microestutural, desta
forma, foram usadas soluções alcoólicas de ácidos, optou-se por usar Nital 3% pelo
método de imersão na placa de pétri, para revelar a estrutura, para observação dos
contornos, em busca de algum indício de segregação na área da trinca. A amostra
foi atacada com nital, lavada com álcool e rapidamente jateada com ar quente do
secador, para evitar que a solução ácida continuasse a atacar a amostra, podendo
até queimar a peça. Algumas amostras retornaram ao polimento e não foram
atacadas para visualizar possíveis inclusões, porosidade ou até mesmo
segregações.

71
4.1.2.5 Observação das Amostras ao Microscópio Ótico
A análise metalográfica para o estudo de microestruturas é utilizada para
compreender de que forma as estruturaras do material analisado, para propor
algumas correlações com o problema apresentado no processo, seria uma visão
micro para compreender o que ocorre no macro. Para fazer essa análise utilizou-se
um microscópio trilocular da marca Olympus modelo BX 41M Figura 50, utilizando a
sequência de lentes objetivas, 50X, 100X, 200X, 500X e 1000X. O processo de
captura de imagens foi auxiliado pelo software MotiCam.
Figura 50 - Imagem do microscópio trilocular utilizado para analisar as amostras.
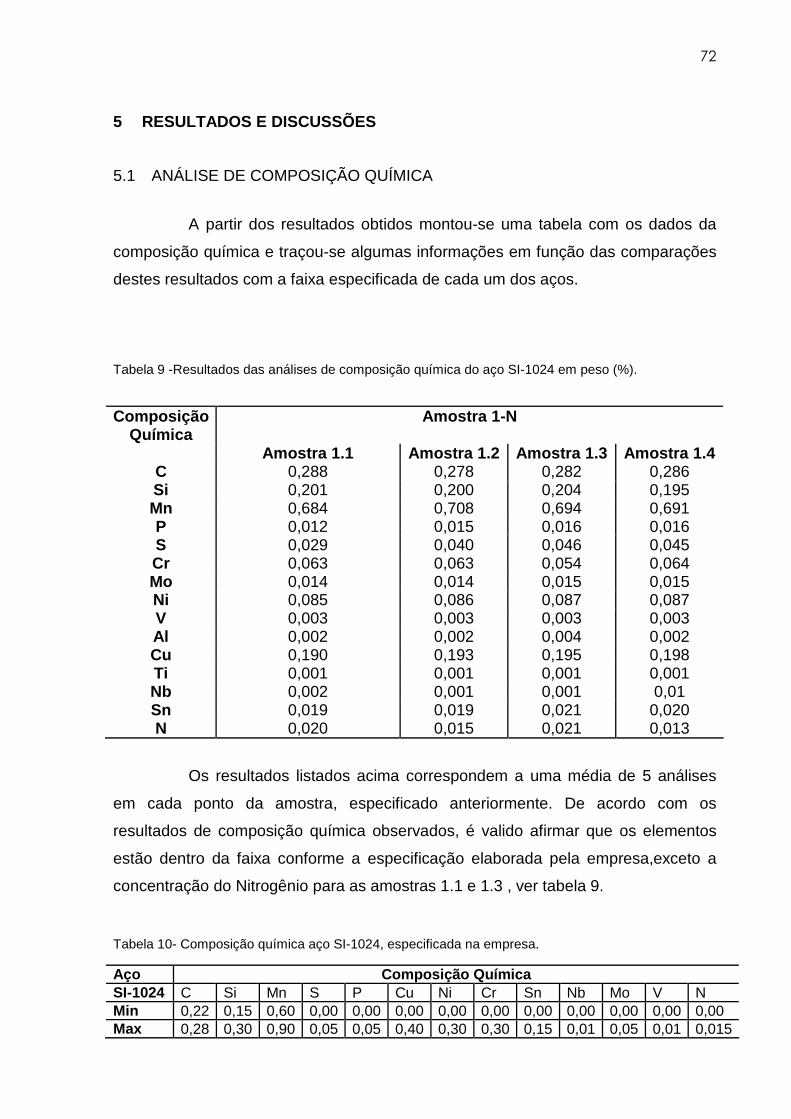
72
5 RESULTADOS E DISCUSSÕES
5.1 ANÁLISE DE COMPOSIÇÃO QUÍMICA
A partir dos resultados obtidos montou-se uma tabela com os dados da
composição química e traçou-se algumas informações em função das comparações
destes resultados com a faixa especificada de cada um dos aços.
Tabela 9 -Resultados das análises de composição química do aço SI-1024 em peso (%).
Os resultados listados acima correspondem a uma média de 5 análises
em cada ponto da amostra, especificado anteriormente. De acordo com os
resultados de composição química observados, é valido afirmar que os elementos
estão dentro da faixa conforme a especificação elaborada pela empresa,exceto a
concentração do Nitrogênio para as amostras 1.1 e 1.3 , ver tabela 9.
Tabela 10- Composição química aço SI-1024, especificada na empresa.
Aço Composição Química SI-1024 C Si Mn S P Cu Ni Cr Sn Nb Mo V N Min 0,22 0,15 0,60 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 Max 0,28 0,30 0,90 0,05 0,05 0,40 0,30 0,30 0,15 0,01 0,05 0,01 0,015
Composição Química
Amostra 1-N
Amostra 1.1 Amostra 1.2 Amostra 1.3 Amostra 1.4 C 0,288 0,278 0,282 0,286 Si 0,201 0,200 0,204 0,195 Mn 0,684 0,708 0,694 0,691 P 0,012 0,015 0,016 0,016 S 0,029 0,040 0,046 0,045 Cr 0,063 0,063 0,054 0,064 Mo 0,014 0,014 0,015 0,015 Ni 0,085 0,086 0,087 0,087 V 0,003 0,003 0,003 0,003 Al 0,002 0,002 0,004 0,002 Cu 0,190 0,193 0,195 0,198 Ti 0,001 0,001 0,001 0,001 Nb 0,002 0,001 0,001 0,01 Sn 0,019 0,019 0,021 0,020 N 0,020 0,015 0,021 0,013

73
A tabela abaixo 10 , relaciona os valores da composição química para a
amostra em cujo processo foi utilizado Argônio para rinsagem. Nota-se que os
elementos encontram-se dentro da faixa especificada, mencionada acima, inclusive
o teor de Nitrogênio em todos os pontos analisados.
Tabela 13- Resultados das análises de composição química
Composição Química
Amostra 2-Ar
Amostra 1.1 Amostra 1.2 C 0,265 0,272 Si 0,205 0,243 Mn 0,710 0,785 P 0,015 0,016 S 0,042 0,046 Cr 0,063 0,064 Mo 0,015 0,015 Ni 0,087 0,088 V 0,003 0,032 Al 0,001 0,002 Cu 0,198 0,201 Ti 0,001 0,001 Nb 0,0015 0,001 Sn 0,020 0,020 N 0,013 0,015
5.2 ANÁLISE METALOGRÁFICA
Os resultados das microestruturas são apresentados a seguir, as
amostras referentes ao aço SI-1024, a Amostra1- N e Amostra 2-Ar.
Figura 51- Micrografia amostra 1-N, em (a) aumento de 200x, apresenta trincas se propagando. em (b) aumento de 50X, apresenta nitidamente propagação de trincas, ataque nital 3%.
200X 50X
(a) (b)
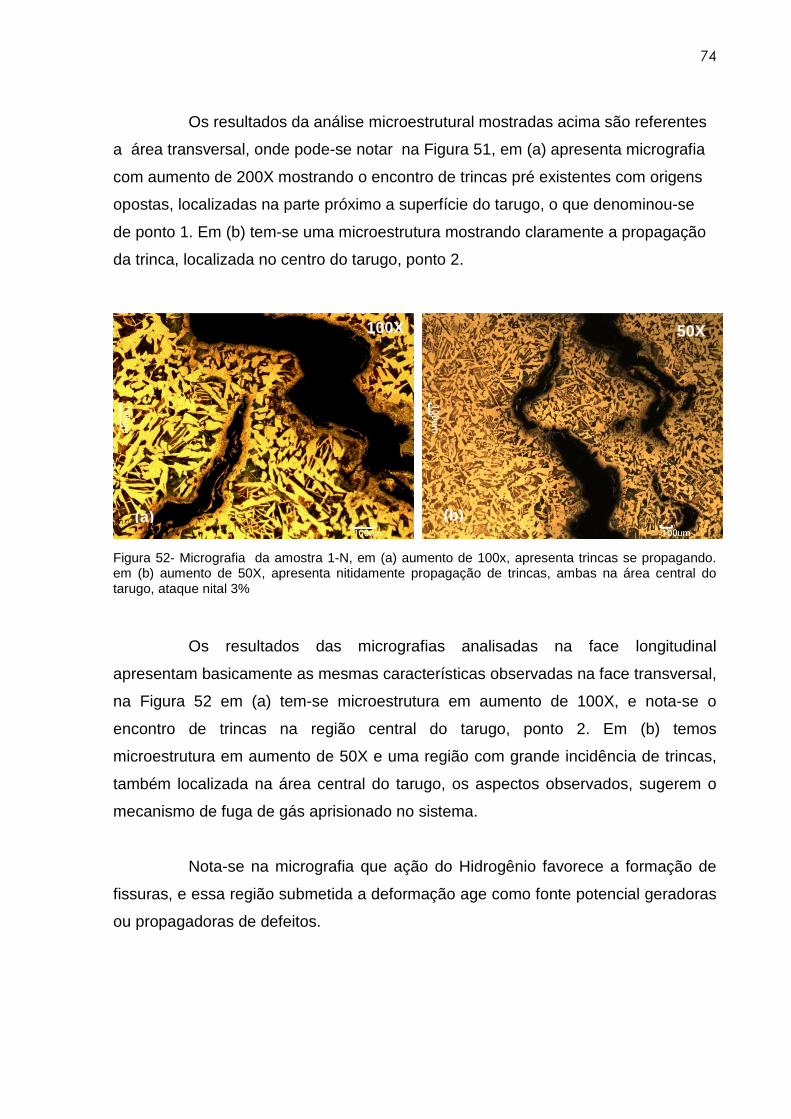
74
Os resultados da análise microestrutural mostradas acima são referentes
a área transversal, onde pode-se notar na Figura 51, em (a) apresenta micrografia
com aumento de 200X mostrando o encontro de trincas pré existentes com origens
opostas, localizadas na parte próximo a superfície do tarugo, o que denominou-se
de ponto 1. Em (b) tem-se uma microestrutura mostrando claramente a propagação
da trinca, localizada no centro do tarugo, ponto 2.
Figura 52- Micrografia da amostra 1-N, em (a) aumento de 100x, apresenta trincas se propagando. em (b) aumento de 50X, apresenta nitidamente propagação de trincas, ambas na área central do tarugo, ataque nital 3%
Os resultados das micrografias analisadas na face longitudinal
apresentam basicamente as mesmas características observadas na face transversal,
na Figura 52 em (a) tem-se microestrutura em aumento de 100X, e nota-se o
encontro de trincas na região central do tarugo, ponto 2. Em (b) temos
microestrutura em aumento de 50X e uma região com grande incidência de trincas,
também localizada na área central do tarugo, os aspectos observados, sugerem o
mecanismo de fuga de gás aprisionado no sistema.
Nota-se na micrografia que ação do Hidrogênio favorece a formação de
fissuras, e essa região submetida a deformação age como fonte potencial geradoras
ou propagadoras de defeitos.
100X 50X
(a) (b)
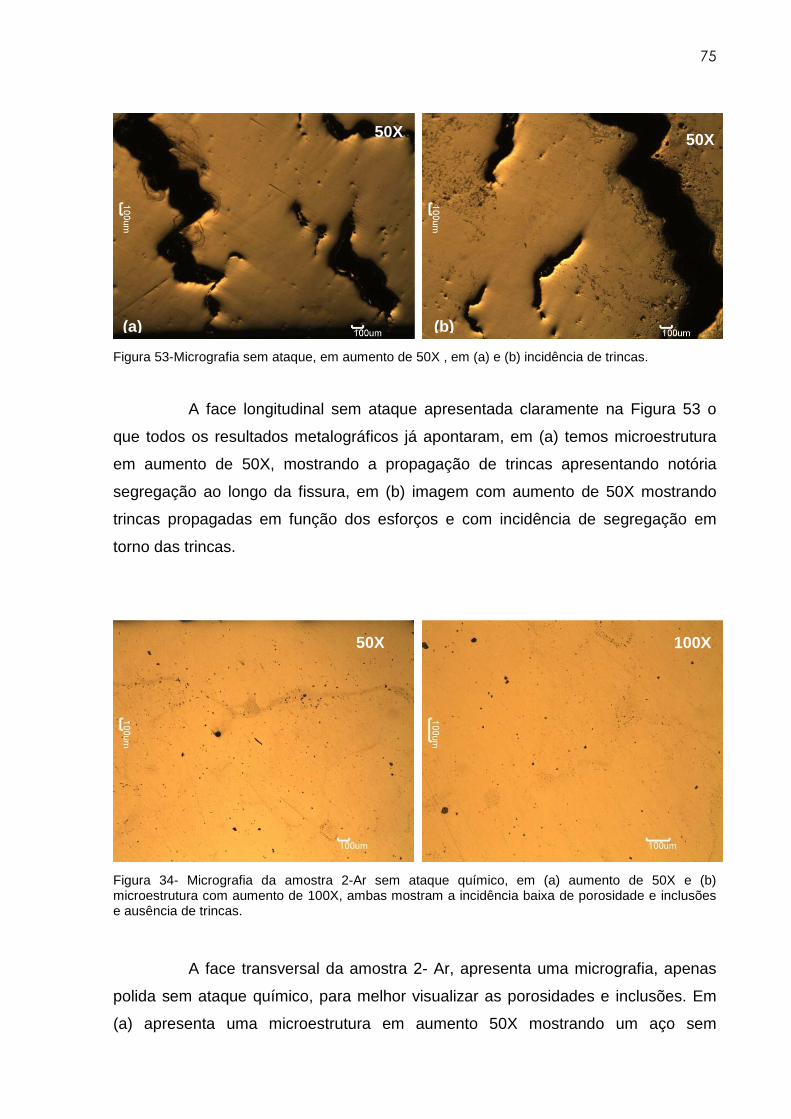
75
Figura 53-Micrografia sem ataque, em aumento de 50X , em (a) e (b) incidência de trincas.
A face longitudinal sem ataque apresentada claramente na Figura 53 o
que todos os resultados metalográficos já apontaram, em (a) temos microestrutura
em aumento de 50X, mostrando a propagação de trincas apresentando notória
segregação ao longo da fissura, em (b) imagem com aumento de 50X mostrando
trincas propagadas em função dos esforços e com incidência de segregação em
torno das trincas.
Figura 34- Micrografia da amostra 2-Ar sem ataque químico, em (a) aumento de 50X e (b) microestrutura com aumento de 100X, ambas mostram a incidência baixa de porosidade e inclusões e ausência de trincas.
A face transversal da amostra 2- Ar, apresenta uma micrografia, apenas
polida sem ataque químico, para melhor visualizar as porosidades e inclusões. Em
(a) apresenta uma microestrutura em aumento 50X mostrando um aço sem
50X 50X
50X 100X
(a) (b)

76
incidência alguma de trinca podendo perceber aceitáveis concentração de
porosidade e pontuais segregações. Em (b) mostra micrografia em aumento de
100X.
Pode-se perceber que a utilização do gás Argônio no processo de
homogeneização do aço, tem um efeito significativo em relação a qualidade interna
do produto.

77
6 CONCLUSÃO
Os resultados obtidos neste trabalho permitem concluir que:
• O estudo dos principais defeitos decorrentes do processo da fabricação
de aço mostra claramente a importância do controle do processo de
solidificação ao longo da dinâmica dos mecanismos do Lingotamento
Contínuo, em virtude das condições de resfriamento, relacionando com
composição química.
• Os resultados das análises químicas do aço SI-1024 para as amostras
sujeitas ao processo de desgaseificação utilizando Nitrogênio e Argônio,
apontam que a influência da utilização do gás Argônio em casos onde o
Hidrogênio encontra-se em teores elevados é capaz de estabilizar o teor
de Nitrogênio evitando assim a incidência de trincas. É válido ressaltar que
o aprisionamento de Hidrogênio na estrutura pode provocar propagação
de trincas no momento em que ocorre o processo dinâmico de produção,
laminação, onde são submetidos a esforços mecânicos, devido ao
aumento da pressão interna e liberação de gás, as trincas podem originar-
se nesta etapa.
• Através das micrografias, pode-se notar claramente a incidência de trincas
originadas em direções opostas que sugerem um mecanismo de
picotamento ao longo as seção transversal, causando o rompimento
quando submetido a esforço mecânico, o fenômeno conhecido como
“boca de jacaré”.
• Ao longo do trabalho pode-se perceber que o efeito do Hidrogênio na
estrutura do tarugo é extremamente nocivo no que diz respeito ao
comprometimento do produto final, em função da formação de defeitos
internos e ainda na influência na propriedade mecânica do aço,
promovendo a transição do comportamento dúctil para frágil.
78
7 SUGESTÕES PARA TRABALHOS FUTUROS
O presente trabalho poderá ser complementado através dos seguintes
estudos e análises:
• Aprofundar as análises morfológicas, através da utilização de um
equipamento mais preciso como o MEV, traçando um estudo acerca das
trincas evidenciadas nas amostras referente ao aço SI-1024 cujo
processo de homogeneização ocorreu utilizando Nitrogênio, para
evidenciar com maior precisão os aspectos morfológicos e aspectos que
contribuíram para o efeito deste fenômeno, tais como: segregações,
inclusões e formação de elementos fragilizantes.
• Intensificar as análises de composição química dos gases inerentes do
processo, que não são possíveis identificar pelo espectrômetro de raios-X,
como o Oxigênio e ainda obter resultados mais precisos acerca do teor de
Hidrogênio, pois o espectrômetro se limita a expressar resultados
indicativos. O ideal seria a utilização de um LECO, equipamento capaz de
expressar resultados precisos de gases presentes na amostra.
• Repetir as análises metalográficas para as amostras do aço SI-1024 que
sofreu processo de homogeneização utilizando o gás Argônio, retirando
amostras após ter passado pelo processo de laminação nas primeiras
etapas de desbaste, para evidenciar o efeito do Hidrogênio na formação
de trincas em função de esforços mecânicos.
• Aprofundar o estudo nos defeitos decorrentes do processo de fabricação
de aço dando ênfase aos mecanismos de formação, bem como os
principais parâmetros que interferem na potencialização dos efeitos
negativos ao produto.

79
REFERÊNCIAS
BORDIN, Fernanda. Modelamento Matemático do Escoamento do Aço num Distribuidor de Lingotamento Contínuo . 2001. Tese (Mestrado em Engenharia). Escola de Engenharia, Universidade Federal do Rio Grande do Sul, Porto Alegre, 2001. CAPPELLARI, Alexander. Estudo da Formação de trincas internas centrais em barras laminadas em aço SAE 1141 . 2006. Tese (Mestrado em Engenharia). Escola de Engenharia, Universidade Federal do Rio Grande do Sul, 2006. CHEUNG, Noé. Lingotamento Contínuo de Aços. São Paulo, Associação Brasileira de Metalurgia e Materiais, 2006. 320 p.
COLPAERT. Hubertus . Metalografia dos Produtos Siderúrgicos Comuns.
Revisão Técnica André Luiz V. da Costa e Silva. 4º edição. São Paulo: Editora
Bluncher, 2008.
FACO, Rubens José. Levantamentos das Inclusões nos Principais Grupos A ços
Produzidos em Aciaria do Tipo LD. Tese de Mestrado. Escola Politécnica de São
Paulo. Departamento de Engenharia Metalúrgica e Materiais, 2007.
GARCIA, Amauri. Parâmetros Térmicos, Macroestrutura e Microestrutu ra na
Solidificação Direcional na liga Al-20% Sn. Tecnologia em Metalurgia e Materiais,
São Paulo,2008.
GONÇALVES, Wanderlei Miguel. Adequação do Processo de Fabricação do Aço
LD, utilizando Ferro-Gusa líquido com baixo teor de Silício . 2005. Tese
(Mestrado em Engenharia Metalúrgica e de Minas). Escola de Engenharia,
Universidade de Minas Gerais, Minas Gerais, 2005.
MADIAS, Jorge. Lingotamento Contínuo de Blocos e Tarugos. São Paulo,
Associação Brasileira de Metalurgia e Materiais, 2006.

80
MASUEIRO, Angela Borges. Estabilização e viabilidade técnica da utlização de
escórias de aciaria elétrica . Ambiente Construído, Porto Alegre, 2004.
MORAIS, Alexandre de Aparecida. Estudo Fenomenológico do Mecanismo de
obstrução do fluxo de Aço do distribuidor para o mo lde no início do
lingotamento contínuo de placas. 2006. Tese (Mestrado em Engenharia de
Materiais e Metalurgia). REDEMAT (Rede Temática em Engenharia de Materiais) –
Universidade Federal de Ouro Preto, Minas Gerais, 2006.
RIZZO, Ernandes Marcos da Silveira. Introdução aos Processos Siderúrgicos.
São Paulo, Associação Brasileira de Materiais, 2005.149 p.
SILVA, André Luiz V. da Costa,; MEI Paulo Roberto. Aços e Ligas Especiais .
Editora Edgard Blücher, 2ª edição. São Paulo, 2006, p. 443 – 446.
SILVA, André Luiz V. Da Costa e. Cálculos de equilíbrio em Aciaria através da
Termodinâmica Computacional . Tecnologia em Metalurgia e Materiais, v.3,
n.1,p.45-52, São Paulo, 2006.
SOARES, Rodrigo Belloc. Perfil Inclusionário durante a fabricação de Aços
Clean Steel . XXXVII Seminário de Aciaria Internacional, Porto Alegre, 2006.
TACONI, Leonardo Leonel. Análise Térmica do Molde de Lingotamento Contínuo
de Tarugos . 2007. Tese (Mestrado em Engenharia de Materiais). REDEMAT -
Rede Temática em Engenharia de Materiais) – Universidade Federal de Ouro Preto,
Minas Gerais, 2007.
VALADARES, Claudio A. Goulart. Análise do Mecanismo e das principais causas
de ocorrência de trincas longitudinais em placas de lingotamento contínuo .
XXXIII Seminário de Fusão, Refino e Solidificação dos Metais, Santos-SP, 2002.
ZANONI, Cícero. Análise Exergértica de um Forno Elétrico a Arco . 2004. Tese
(Mestrado Engenharia Elétrica). Faculdade de Engenharia, Pontifícia Universidade
Católica do Rio Grande do Sul, Porto Alegre, 2004.



















![1 Tabela de Ministérios - DGO · o ] . } d o } K î ì í ó 1 1 Tabela de Ministérios 2 Tabela de Programas 3 Tabela de Medidas 4 Tabela de Classificação Funcional](https://img.document.onl/doc/110x75/5c12b6ca09d3f23b188b9b6d/1-tabela-de-ministerios-dgo-o-d-o-k-i-i-i-o-1-1-tabela-de-ministerios.jpg)