Embed Size (px)
Citation preview
8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 1/17
UNIVERSIDADE FEDERAL DE MINAS GERAISDepartamento de Engenharia Metalúrgica e de Materiais
Soldagem I
Descontinuidades e Inspeção em Juntas Soldas
Prof. Paulo J. Modenesi
Belo Horizonte, julho de 2008
8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 2/17
Descontinuidades em Juntas Soldadas - 1
DESCONTINUIDADES E INSPEÇÃO EM JUNTAS SOLDADAS
1. Descontinuidades - Introdução:
Designa-se, como descontinuidade, a qualquer interrupção da estrutura típica (ou esperada) deuma junta solda. Neste sentido, o termo descontinuidade pode abranger uma falta dehomogeneidade de características físicas, mecânicas ou metalúrgicas do material ou da solda. Aexistência de descontinuidades em uma junta não significa necessariamente que a mesma sejadefeituosa ou inadequada para o uso a que se presta. Esta condição depende da aplicação a quese destina o componente e é, em geral, caracterizada pela comparação das dimensões ou daquantidade das descontinuidades encontradas ou do valor das propriedades medidas com níveisestabelecidos em um código, projeto ou contrato pertinente. Assim, considera-se uma juntasoldada contém defeitos quando esta apresenta descontinuidades ou valores de propriedades(que, nesta situação, são considerados como defeitos) que não atendam ao exigido, por exemplo,
por um dado código. Juntas defeituosas precisam, em geral, ser reparadas ou, mesmo,substituídas. Existem quatro tipos gerais de descontinuidades: (a) dimensionais, (b) estruturais,(c) relacionadas com propriedades indesejáveis da região da solda e (d) com as propriedades dometal de base.
2. Descontinuidades Dimensionais
Para a fabricação de uma estrutura soldada, é necessário que tanto a estrutura como as suassoldas tenham dimensões e formas similares (dentro das tolerâncias exigidas) às indicadas emdesenhos, projetos ou contratos. Uma junta que não atenda a esta exigência pode ser consideradadefeituosa, sendo necessária a sua correção antes da aceitação final da estrutura. As principais
descontinuidades estruturais são:
2.1. Distorção:
É a mudança de forma da peça soldada devido às deformações térmicas do material durante asoldagem. A distorção e suas características já foram discutidas em outra parte deste curso. Emlinhas gerais, problemas de distorção são controlados ou corrigidos por medidas como: (1)projeto cuidadoso da peça ou estrutura, (2) planejamento da sequência da deposição das soldas,(3) projeto adequado do chanfro, (4) adoção de técnicas especiais para a deposição da solda, (5)desempeno, com ou sem a aplicação de calor, da junta soldada e (6) remoção e correção de
soldas problemáticas. A forma usada de correção depende do código ou especificaçãoconsiderados, de acordo entre o fabricante e cliente ou, mesmo, dos equipamentos disponíveis.
2.2. Preparação Incorreta da Junta:
Inclui a falha em se produzir um chanfro com as dimensões ou forma especificadas, porexemplo, em um desenho e adequadas para a espessura do material e para processo eprocedimento de soldagem a serem usados. Uma falha deste tipo pode aumentar a tendência paraa formação de descontinuidades estruturais (item 2) na solda, devendo, idealmente ser corrigidaantes da soldagem.

8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 3/17
Descontinuidades em Juntas Soldadas - 2
2.3. Dimensão Incorreta da Solda:
As dimensões (figura 1) de uma solda são especificadas para atender algum requisito como umnível de resistência mecânica adequado. Soldas com dimensões fora do especificado podem serconsideradas como defeituosas uma vez que deixam de atender a estes requisitos ou, no caso de
soldas, cujas dimensões ficam maiores que as especificadas, levam ao desperdício de material ouaumentam a chance de distorção e outros problemas. As dimensões de uma solda podem serverificadas por meio de gabaritos (ver item 7.1).
p1
p2
g p1
p2
(a) (b)
Figura 1 – Perfis adequados de soldas de filete e suas dimensões: p1 e p2 – pernas e g – garganta.Cordão côncavo (a) e convexo (b).
2.4. Perfil Incorreto da Solda:
O perfil de uma solda é importante. Do ponto de vista mecânico, variações geométricas bruscas
agem como concentradores de tensão, facilitando o aparecimento de trincas, por exemplo, porfadiga. O perfil do cordão pode também ser considerado como inadequado quando (i) facilitar oaprisionamento escória entre passes de soldagem, (ii) levar ao acúmulo de resíduos e, assim,prejudicar a resistência à corrosão da estrutura ou (iii) fazer com que a solda tenha, em algunslocais, dimensões incorretas. Esta forma de descontinuidade está, em geral, associada comproblemas operacionais (manipulação incorreta do eletrodo, parâmetros incorretos de soldagem,instabilidade do processo, etc). A figura 2 ilustra exemplos de perfis inadequados de soldas.
Gargantainsuficiente
Convexidadeexcessiva
Mordedura Dobra Pernainsuficiente
Falta depenetração
Figura 2 - Exemplos de perfis inadequados de soldas de filete.
8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 4/17
Descontinuidades em Juntas Soldadas - 3
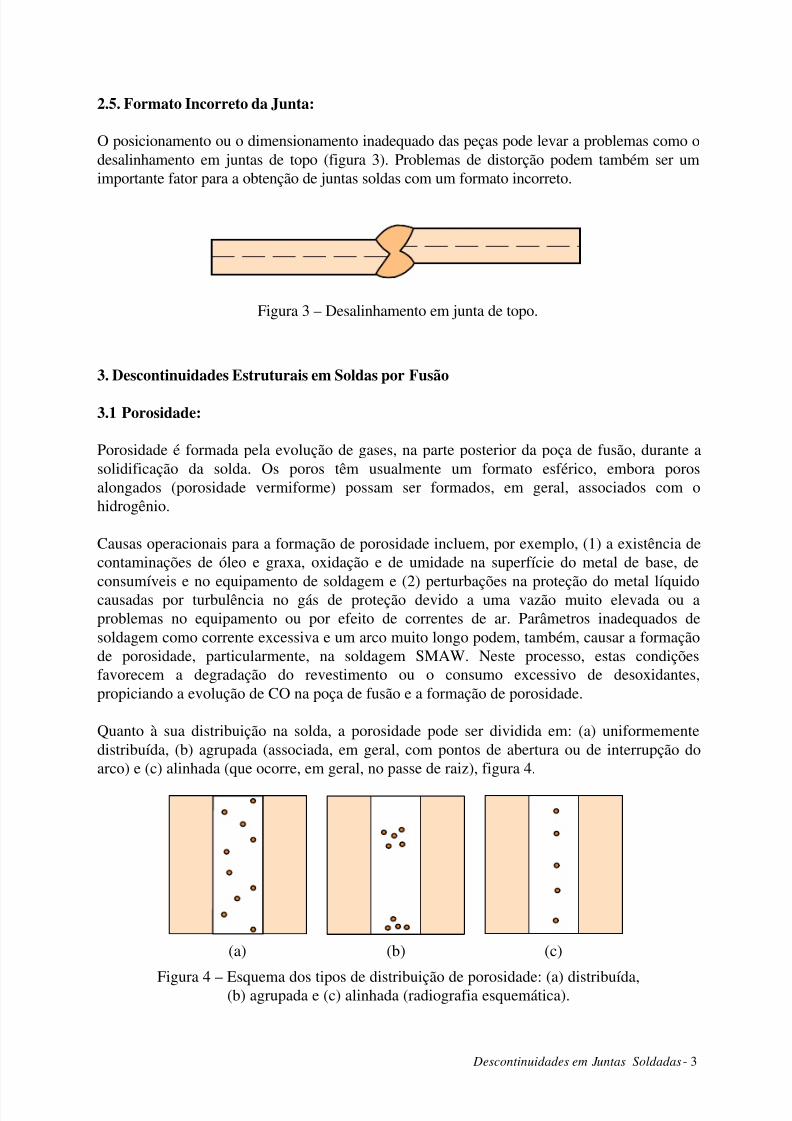
2.5. Formato Incorreto da Junta:
O posicionamento ou o dimensionamento inadequado das peças pode levar a problemas como odesalinhamento em juntas de topo (figura 3). Problemas de distorção podem também ser umimportante fator para a obtenção de juntas soldas com um formato incorreto.
Figura 3 – Desalinhamento em junta de topo.
3. Descontinuidades Estruturais em Soldas por Fusão
3.1 Porosidade:
Porosidade é formada pela evolução de gases, na parte posterior da poça de fusão, durante asolidificação da solda. Os poros têm usualmente um formato esférico, embora porosalongados (porosidade vermiforme) possam ser formados, em geral, associados com ohidrogênio.
Causas operacionais para a formação de porosidade incluem, por exemplo, (1) a existência decontaminações de óleo e graxa, oxidação e de umidade na superfície do metal de base, de
consumíveis e no equipamento de soldagem e (2) perturbações na proteção do metal líquidocausadas por turbulência no gás de proteção devido a uma vazão muito elevada ou aproblemas no equipamento ou por efeito de correntes de ar. Parâmetros inadequados desoldagem como corrente excessiva e um arco muito longo podem, também, causar a formaçãode porosidade, particularmente, na soldagem SMAW. Neste processo, estas condiçõesfavorecem a degradação do revestimento ou o consumo excessivo de desoxidantes,propiciando a evolução de CO na poça de fusão e a formação de porosidade.
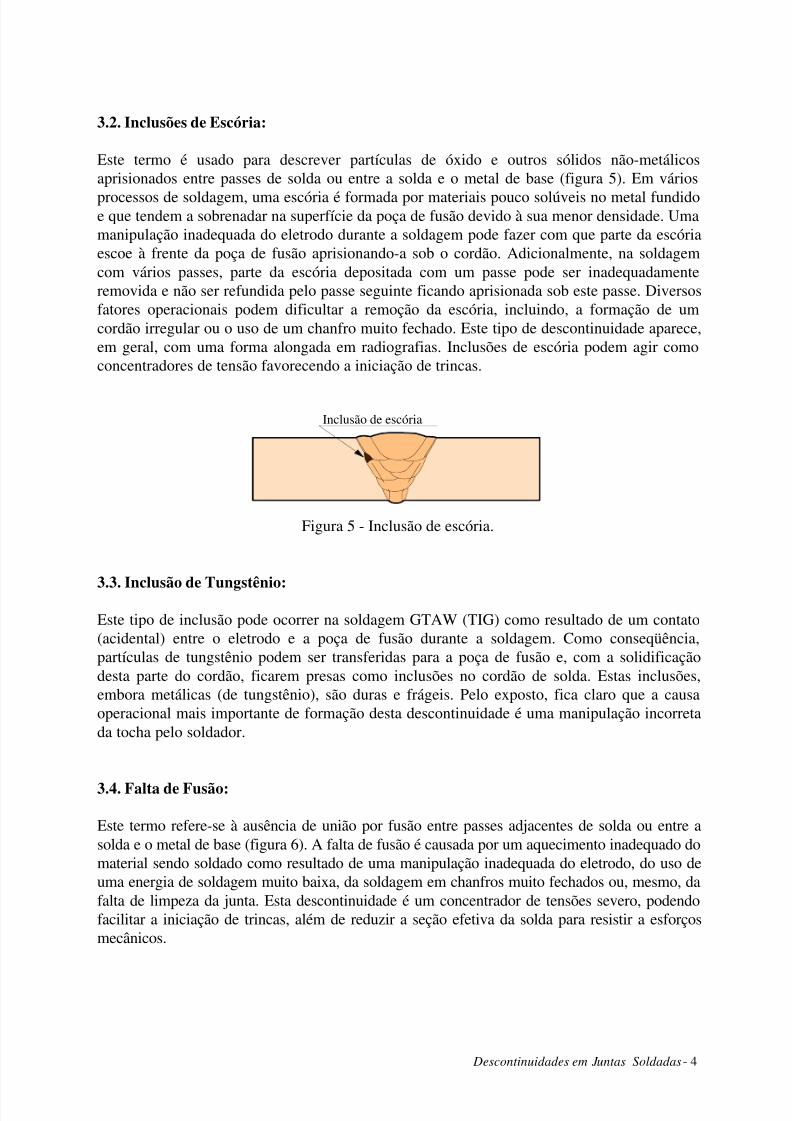
Quanto à sua distribuição na solda, a porosidade pode ser dividida em: (a) uniformementedistribuída, (b) agrupada (associada, em geral, com pontos de abertura ou de interrupção doarco) e (c) alinhada (que ocorre, em geral, no passe de raiz), figura 4.
(a) (b) (c)
Figura 4 – Esquema dos tipos de distribuição de porosidade: (a) distribuída,(b) agrupada e (c) alinhada (radiografia esquemática).
8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 5/17
Descontinuidades em Juntas Soldadas - 4
3.2. Inclusões de Escória:
Este termo é usado para descrever partículas de óxido e outros sólidos não-metálicosaprisionados entre passes de solda ou entre a solda e o metal de base (figura 5). Em vários
processos de soldagem, uma escória é formada por materiais pouco solúveis no metal fundidoe que tendem a sobrenadar na superfície da poça de fusão devido à sua menor densidade. Umamanipulação inadequada do eletrodo durante a soldagem pode fazer com que parte da escóriaescoe à frente da poça de fusão aprisionando-a sob o cordão. Adicionalmente, na soldagemcom vários passes, parte da escória depositada com um passe pode ser inadequadamenteremovida e não ser refundida pelo passe seguinte ficando aprisionada sob este passe. Diversosfatores operacionais podem dificultar a remoção da escória, incluindo, a formação de umcordão irregular ou o uso de um chanfro muito fechado. Este tipo de descontinuidade aparece,em geral, com uma forma alongada em radiografias. Inclusões de escória podem agir comoconcentradores de tensão favorecendo a iniciação de trincas.
Inclusão de escória
Figura 5 - Inclusão de escória.
3.3. Inclusão de Tungstênio: Este tipo de inclusão pode ocorrer na soldagem GTAW (TIG) como resultado de um contato(acidental) entre o eletrodo e a poça de fusão durante a soldagem. Como conseqüência,partículas de tungstênio podem ser transferidas para a poça de fusão e, com a solidificaçãodesta parte do cordão, ficarem presas como inclusões no cordão de solda. Estas inclusões,embora metálicas (de tungstênio), são duras e frágeis. Pelo exposto, fica claro que a causaoperacional mais importante de formação desta descontinuidade é uma manipulação incorretada tocha pelo soldador.
3.4. Falta de Fusão:
Este termo refere-se à ausência de união por fusão entre passes adjacentes de solda ou entre asolda e o metal de base (figura 6). A falta de fusão é causada por um aquecimento inadequado domaterial sendo soldado como resultado de uma manipulação inadequada do eletrodo, do uso deuma energia de soldagem muito baixa, da soldagem em chanfros muito fechados ou, mesmo, dafalta de limpeza da junta. Esta descontinuidade é um concentrador de tensões severo, podendofacilitar a iniciação de trincas, além de reduzir a seção efetiva da solda para resistir a esforçosmecânicos.
8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 6/17
Descontinuidades em Juntas Soldadas - 5
Falta de fusão
Figura 6 - Falta de fusão.
3.5. Falta de Penetração:
O termo refere-se à falha em se fundir e encher completamente a raiz da junta (figura 2 e 7). A
falta de penetração é causada por diversos fatores, destacando-se a manipulação incorreta doeletrodo, um projeto inadequado da junta (ângulo de chanfro ou abertura da raiz pequenos) ou,alternativamente, a escolha de um eletrodo muito grande para um dado chanfro (em ambos oscasos, torna-se difícil, ou impossível, direcionar o arco para a raiz da junta) e o uso de uma baixaenergia de soldagem. Falta de penetração causa uma redução da seção útil da solda além de serum concentrador de tensões. Deve-se ressaltar que, frequentemente, juntas são especificadaspara terem penetração parcial. Nesses casos, a falta de penetração, desde que mantida nos limitesespecificados, não é considerada como um defeito de soldagem.
Falta de
Penetração
Figura 7 - Falta de penetracão.
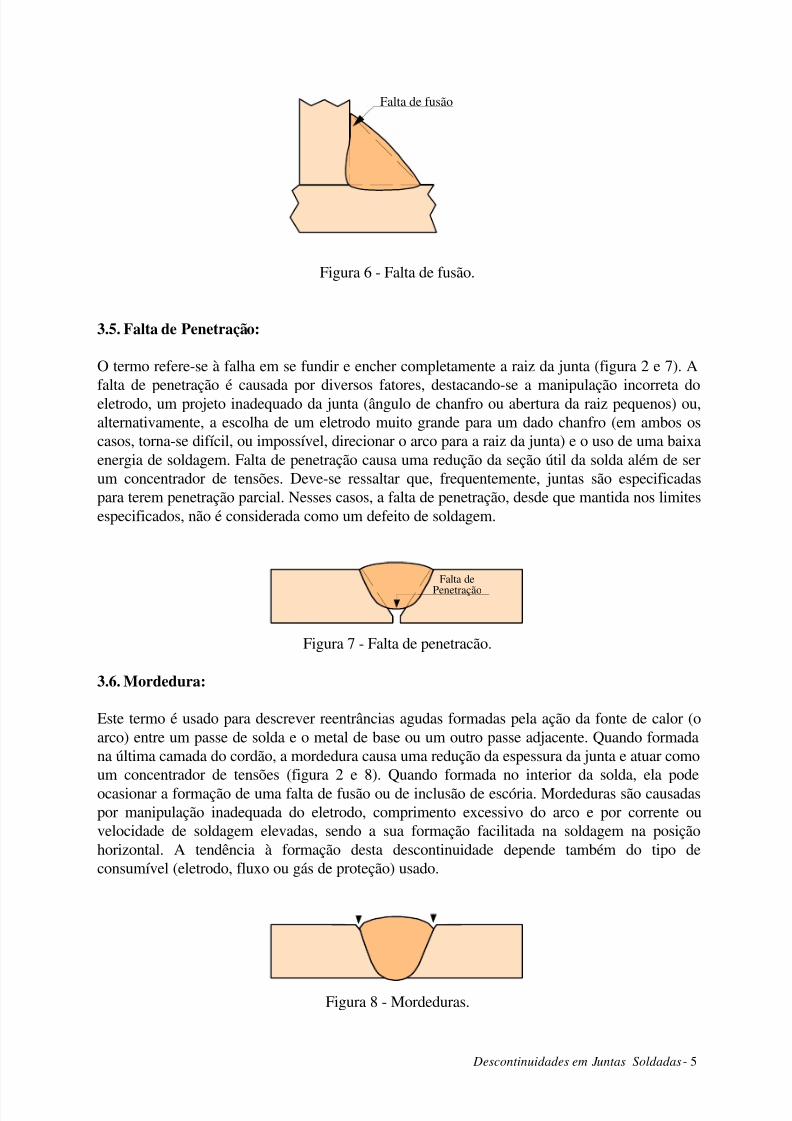
3.6. Mordedura:
Este termo é usado para descrever reentrâncias agudas formadas pela ação da fonte de calor (oarco) entre um passe de solda e o metal de base ou um outro passe adjacente. Quando formadana última camada do cordão, a mordedura causa uma redução da espessura da junta e atuar comoum concentrador de tensões (figura 2 e 8). Quando formada no interior da solda, ela podeocasionar a formação de uma falta de fusão ou de inclusão de escória. Mordeduras são causadaspor manipulação inadequada do eletrodo, comprimento excessivo do arco e por corrente ouvelocidade de soldagem elevadas, sendo a sua formação facilitada na soldagem na posiçãohorizontal. A tendência à formação desta descontinuidade depende também do tipo deconsumível (eletrodo, fluxo ou gás de proteção) usado.
Figura 8 - Mordeduras.
8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 7/17
Descontinuidades em Juntas Soldadas - 6
3.7. Trincas:
São consideradas, em quase todos os casos, como as descontinuidades mais graves em uma juntasoldada por serem fortes concentradores de tensão. Trincas resultam da atuação de tensões de
tração (tensões transientes, residuais ou externas) sobre um material incapaz de resistir a elas,em geral, devido a algum problema de fragilização. Elas podem se formar durante, logo após asoldagem, em outras operações de fabricação subsequentes à soldagem ou durante o uso doequipamento ou estrutura soldada. A figura 9 mostra uma trinca formada durante a solidificaçãoda poça de fusão de um cordão de solda.
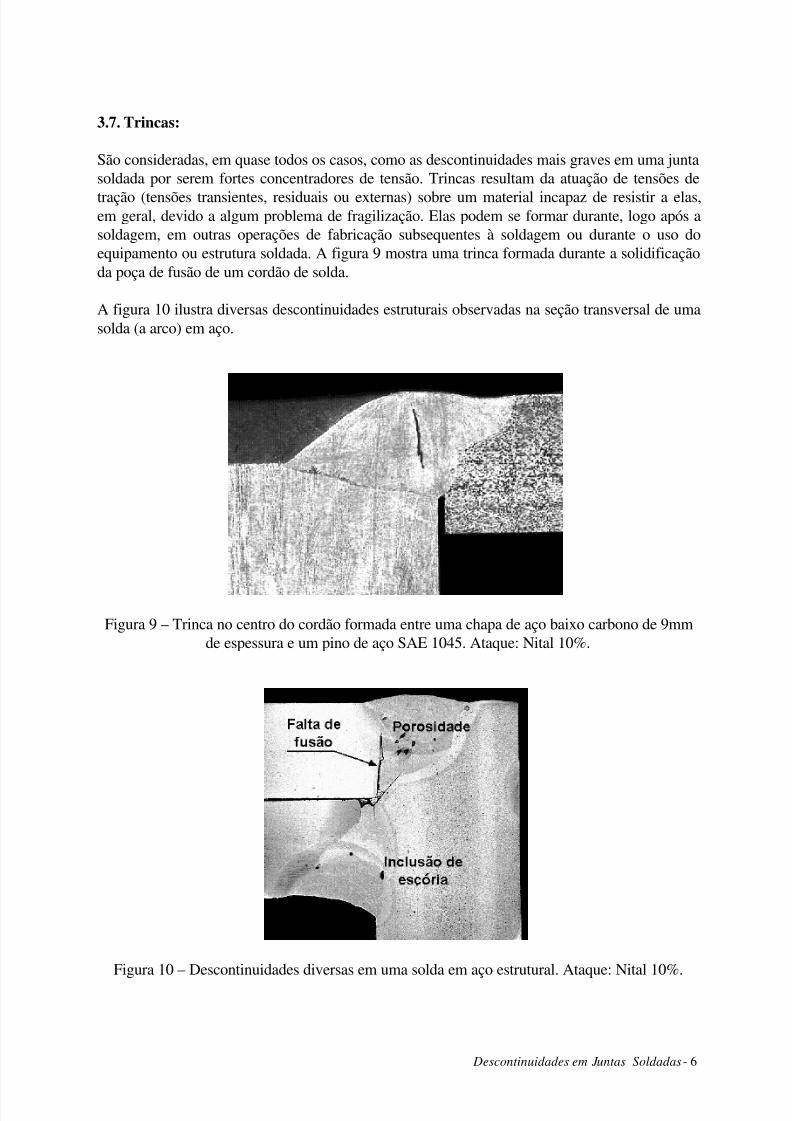
A figura 10 ilustra diversas descontinuidades estruturais observadas na seção transversal de umasolda (a arco) em aço.
Figura 9 – Trinca no centro do cordão formada entre uma chapa de aço baixo carbono de 9mmde espessura e um pino de aço SAE 1045. Ataque: Nital 10%.
Figura 10 – Descontinuidades diversas em uma solda em aço estrutural. Ataque: Nital 10%.
8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 8/17
Descontinuidades em Juntas Soldadas - 7
4. Propriedades Inadequadas
Soldas depositadas em uma peça ou estrutura devem possuir propriedades (mecânicas, químicas,etc.) adequadas para a aplicação pretendida. Estas propriedades são, em geral, especificadas emnormas, especificações, projeto ou em contrato e verificadas em testes de qualificação ou em
amostras retiradas de um lote da produção. Propriedades mecânicas frequentemente avaliadasincluem o limite de resistência à tração, limite de escoamento, dutilidade e tenacidade do metalde base e da junta soldada. Propriedades ou características químicas de interesse podem incluir acomposição química e a resistência a diferentes tipos de corrosão.
5. Descontinuidades em Outros Tipos de Solda
Diferentes processos de soldagem podem gerar descontinuidades diferentes das usualmenteconsideradas para soldas por fusão. Em processos de soldagem de resistência por ponto e
costura, aspectos importantes para a qualidade da solda incluem:• Aparência superficial (profundidade de penetração do eletrodo nas peças, fusão dasuperfície, formato irregular da solda, deposição de material do eletrodo nas peças, trincas ecavidades).
• Dimensões da solda.• Resistência e dutilidade da junta.• Descontinuidades internas (trincas, porosidade, cavidades de contração, etc.).• Separação das peças e expulsão de metal fundido.• Variabilidade das características de um conjunto de soldas (por exemplo, como resultado do
desgaste dos eletrodos).
Em processos de soldagem de resistência de topo, por centelhamento e outros processos noestado sólido, algumas descontinuidades comuns são:• Desalinhamento.• Rebarba excessiva ou insuficiente.• Falta de união na linha da solda.• Trincas.• Oxidação dos contornos de grão.• Descarbonetação.• Vazios.• Inclusões.• Mudança na linhas de fluxo do material.
Descontinuidades comuns em juntas brasadas incluem:• Falta de enchimento da junta pelo metal de brasagem.• Aprisionamento de fluxo.• Erosão do metal base.• Trincas.• Aparência superficial anadequada.• Variação dimensional.
Como já discutido, dependendo da exigência da aplicação específicas, diferentes dasdescontinuidades listadas, com diferentes graus de severidade podem ser, ou não, aceitáveis.
8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 9/17
Descontinuidades em Juntas Soldadas - 8
6. Inspeção de Juntas Soldadas:
A inspeção de um conjunto soldado envolve atividades relacionadas com o processo e osequipamentos de soldagem, o procedimento de soldagem, a sua especificação e qualificação, a
qualificação do soldador ou operador, a metalurgia da soldagem, métodos de avaliaçãodimensional, visual e não destrutiva, diferentes tipos de testes destrutivos, particularmenteensaios mecânicos, juntamente com o conhecimento de desenhos e diferentes normas eespecificações. Os responsáveis pela inspeção estão, em geral, ligados ao contratante do serviçoou a uma organização independente, embora o executor possa ter seus inspetores para o seucontrole interno. A inspeção pode ocorrer em diferentes momentos de um processo defabricação. A extensão e requisitos associados com esta variam bastante em função do tipo deatividade considerada, exigências de contrato e normas e diversos outros fatores.
De uma forma geral, a inspeção pode envolver aspectos como:
a. Inspeção antes da soldagem:• Procedimentos e qualificações.• Planos de fabricação e testes.• Especificação e qualidade do metal base.• Equipamentos de soldagem e auxiliares.• Consumíveis de soldagem.• Projeto e preparação das juntas.
b. Inspeção durante a soldagem:• Controle da montagem e ajuste das peças• Qualidade das soldas de ponteamento• Controle da distorção.• Conformidade com procedimentos de soldagem e planos de fabricação.• Controle da temperatura de pré-aquecimento e entre passes e métodos de medição.• Manuseio e controle dos consumíveis de soldagem.• Qualificação dos soldadores para as operações executadas.• Limpeza entre passes e limpeza final da junta.• Inspeção não destrutiva (exame visual e, caso necessário, outros).
c. Inspeção após a soldagem:• Conformidade com desenhos e especificações.• Limpeza.• Inspeção não destrutiva.• Inspeção destrutiva (por exemplo, ensaios mecânicos, em amostras).• Ensaios de operação.• Controle de reparos• Controle de tratamento térmico após a soldagem e de outras operações.• Documentação das atividades de fabricação e inspeção.
8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 10/17
Descontinuidades em Juntas Soldadas - 9
7. Ensaios Não Destrutivos:
São ensaios realizados em peças que não interferem ou prejudicam o uso ou processamentoposterior das mesmas. Existe um grande número de métodos de ensaio não destrutivo (END),vários dos quais têm aplicação na inspeção de juntas e equipamentos soldados. Em geral, um
END não mede diretamente a propriedade de interesse, sendo o valor desta obtido por algumacorrelação entre essa e a propriedade realmente medida. Assim, por exemplo, na inspeção porultra-som, usualmente se mede a intensidade e tempo de retorno da onda sonora refletida peladescontinuidade, sendo esta informação usada para localizar e dimensionar a descontinuidade.Assim, a confiabilidade de um END depende da unicidade e precisão da correlação entre apropriedade medida e a de interesse. Os tipos de END mais usados na inspeção de juntassoldadas são:
7.1. Inspeção Visual:
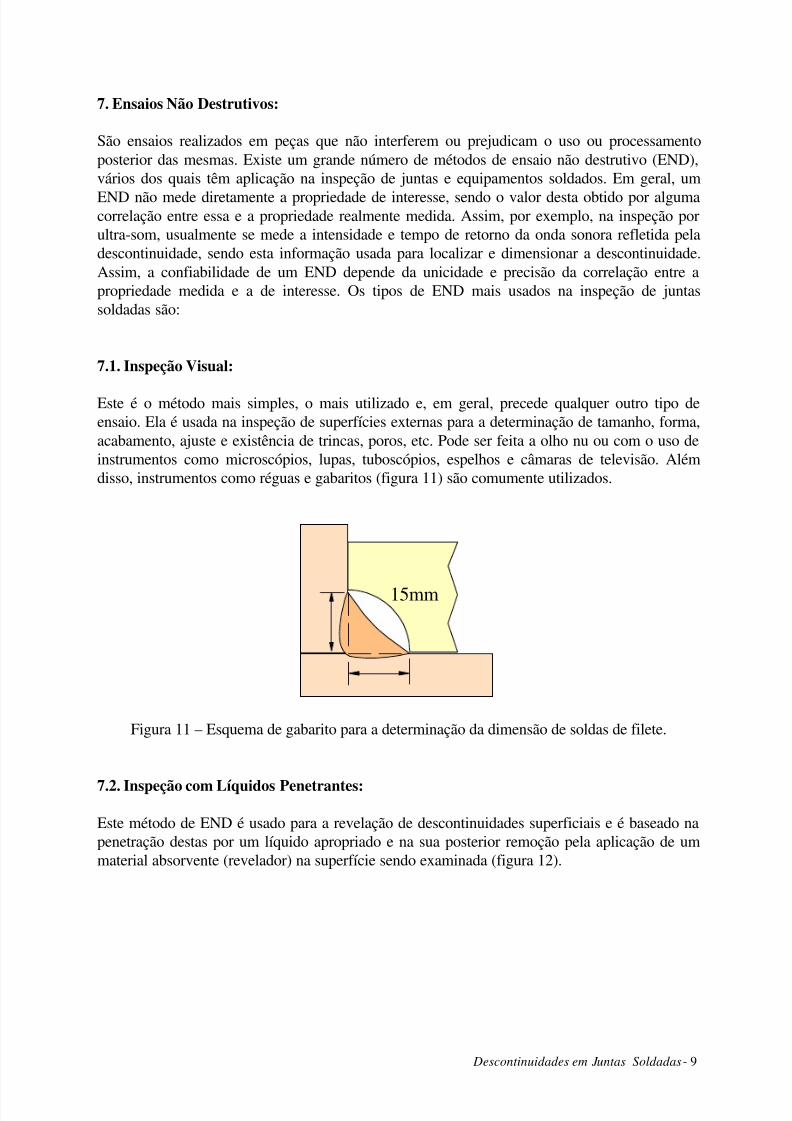
Este é o método mais simples, o mais utilizado e, em geral, precede qualquer outro tipo deensaio. Ela é usada na inspeção de superfícies externas para a determinação de tamanho, forma,acabamento, ajuste e existência de trincas, poros, etc. Pode ser feita a olho nu ou com o uso deinstrumentos como microscópios, lupas, tuboscópios, espelhos e câmaras de televisão. Alémdisso, instrumentos como réguas e gabaritos (figura 11) são comumente utilizados.
15mm
Figura 11 – Esquema de gabarito para a determinação da dimensão de soldas de filete.
7.2. Inspeção com Líquidos Penetrantes:
Este método de END é usado para a revelação de descontinuidades superficiais e é baseado napenetração destas por um líquido apropriado e na sua posterior remoção pela aplicação de ummaterial absorvente (revelador) na superfície sendo examinada (figura 12).
8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 11/17
Descontinuidades em Juntas Soldadas - 10
(a) (b) (c)
(d) (e) (f)
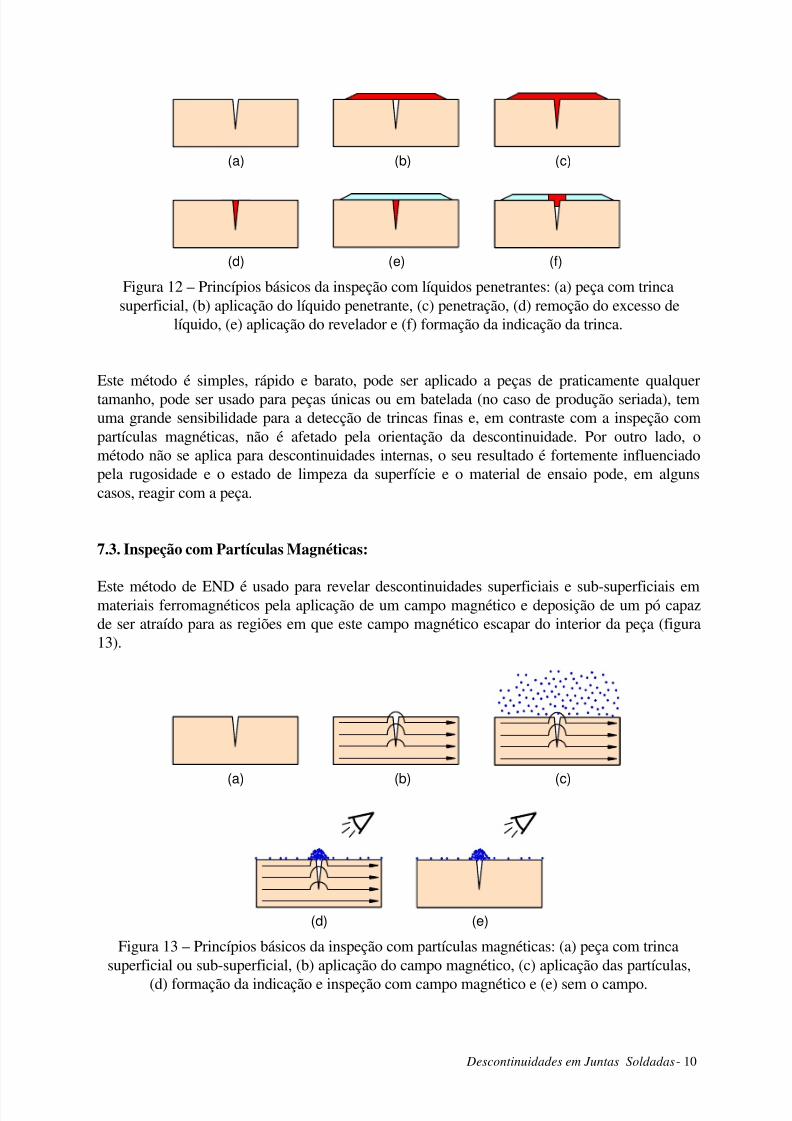
Figura 12 – Princípios básicos da inspeção com líquidos penetrantes: (a) peça com trincasuperficial, (b) aplicação do líquido penetrante, (c) penetração, (d) remoção do excesso de
líquido, (e) aplicação do revelador e (f) formação da indicação da trinca.
Este método é simples, rápido e barato, pode ser aplicado a peças de praticamente qualquertamanho, pode ser usado para peças únicas ou em batelada (no caso de produção seriada), temuma grande sensibilidade para a detecção de trincas finas e, em contraste com a inspeção compartículas magnéticas, não é afetado pela orientação da descontinuidade. Por outro lado, ométodo não se aplica para descontinuidades internas, o seu resultado é fortemente influenciadopela rugosidade e o estado de limpeza da superfície e o material de ensaio pode, em algunscasos, reagir com a peça.
7.3. Inspeção com Partículas Magnéticas:
Este método de END é usado para revelar descontinuidades superficiais e sub-superficiais emmateriais ferromagnéticos pela aplicação de um campo magnético e deposição de um pó capazde ser atraído para as regiões em que este campo magnético escapar do interior da peça (figura13).
(a) (b) (c)
(d) (e)
Figura 13 – Princípios básicos da inspeção com partículas magnéticas: (a) peça com trincasuperficial ou sub-superficial, (b) aplicação do campo magnético, (c) aplicação das partículas,
(d) formação da indicação e inspeção com campo magnético e (e) sem o campo.
8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 12/17
Descontinuidades em Juntas Soldadas - 11
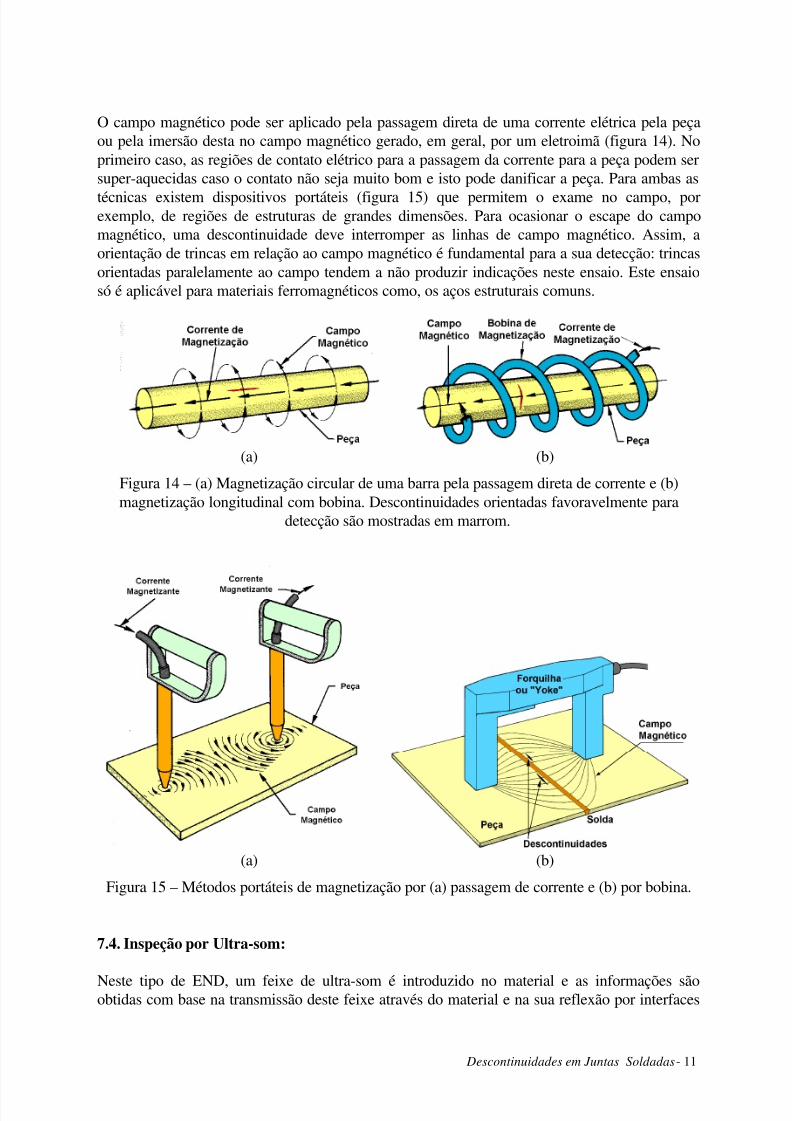
O campo magnético pode ser aplicado pela passagem direta de uma corrente elétrica pela peçaou pela imersão desta no campo magnético gerado, em geral, por um eletroimã (figura 14). Noprimeiro caso, as regiões de contato elétrico para a passagem da corrente para a peça podem sersuper-aquecidas caso o contato não seja muito bom e isto pode danificar a peça. Para ambas as
técnicas existem dispositivos portáteis (figura 15) que permitem o exame no campo, porexemplo, de regiões de estruturas de grandes dimensões. Para ocasionar o escape do campomagnético, uma descontinuidade deve interromper as linhas de campo magnético. Assim, aorientação de trincas em relação ao campo magnético é fundamental para a sua detecção: trincasorientadas paralelamente ao campo tendem a não produzir indicações neste ensaio. Este ensaiosó é aplicável para materiais ferromagnéticos como, os aços estruturais comuns.
(a) (b)
Figura 14 – (a) Magnetização circular de uma barra pela passagem direta de corrente e (b)magnetização longitudinal com bobina. Descontinuidades orientadas favoravelmente para
detecção são mostradas em marrom.
(a) (b)
Figura 15 – Métodos portáteis de magnetização por (a) passagem de corrente e (b) por bobina.
7.4. Inspeção por Ultra-som:
Neste tipo de END, um feixe de ultra-som é introduzido no material e as informações sãoobtidas com base na transmissão deste feixe através do material e na sua reflexão por interfaces
8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 13/17
Descontinuidades em Juntas Soldadas - 12
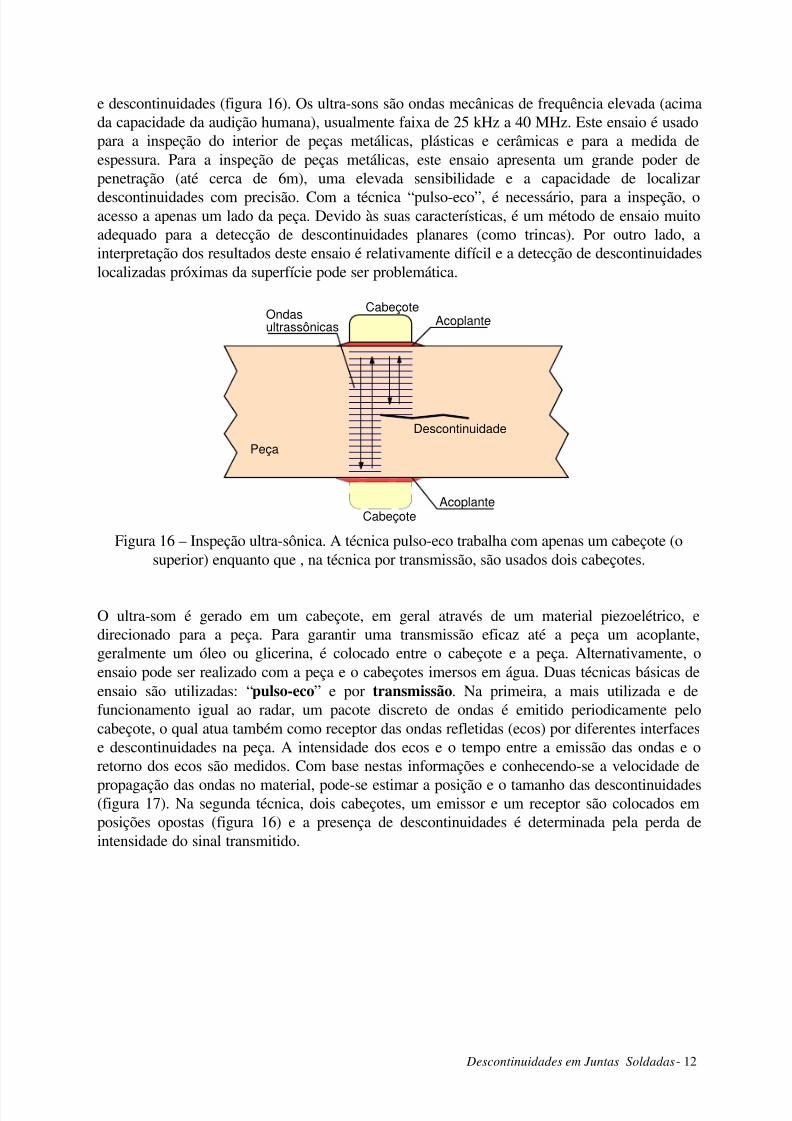
e descontinuidades (figura 16). Os ultra-sons são ondas mecânicas de frequência elevada (acimada capacidade da audição humana), usualmente faixa de 25 kHz a 40 MHz. Este ensaio é usadopara a inspeção do interior de peças metálicas, plásticas e cerâmicas e para a medida deespessura. Para a inspeção de peças metálicas, este ensaio apresenta um grande poder depenetração (até cerca de 6m), uma elevada sensibilidade e a capacidade de localizar
descontinuidades com precisão. Com a técnica “pulso-eco”, é necessário, para a inspeção, oacesso a apenas um lado da peça. Devido às suas características, é um método de ensaio muitoadequado para a detecção de descontinuidades planares (como trincas). Por outro lado, ainterpretação dos resultados deste ensaio é relativamente difícil e a detecção de descontinuidadeslocalizadas próximas da superfície pode ser problemática.
Ondasultrassônicas
CabeçoteAcoplante
CabeçoteAcoplante
Peça
Descontinuidade
Figura 16 – Inspeção ultra-sônica. A técnica pulso-eco trabalha com apenas um cabeçote (osuperior) enquanto que , na técnica por transmissão, são usados dois cabeçotes.
O ultra-som é gerado em um cabeçote, em geral através de um material piezoelétrico, edirecionado para a peça. Para garantir uma transmissão eficaz até a peça um acoplante,geralmente um óleo ou glicerina, é colocado entre o cabeçote e a peça. Alternativamente, oensaio pode ser realizado com a peça e o cabeçotes imersos em água. Duas técnicas básicas deensaio são utilizadas: “pulso-eco” e por transmissão. Na primeira, a mais utilizada e defuncionamento igual ao radar, um pacote discreto de ondas é emitido periodicamente pelocabeçote, o qual atua também como receptor das ondas refletidas (ecos) por diferentes interfacese descontinuidades na peça. A intensidade dos ecos e o tempo entre a emissão das ondas e oretorno dos ecos são medidos. Com base nestas informações e conhecendo-se a velocidade de
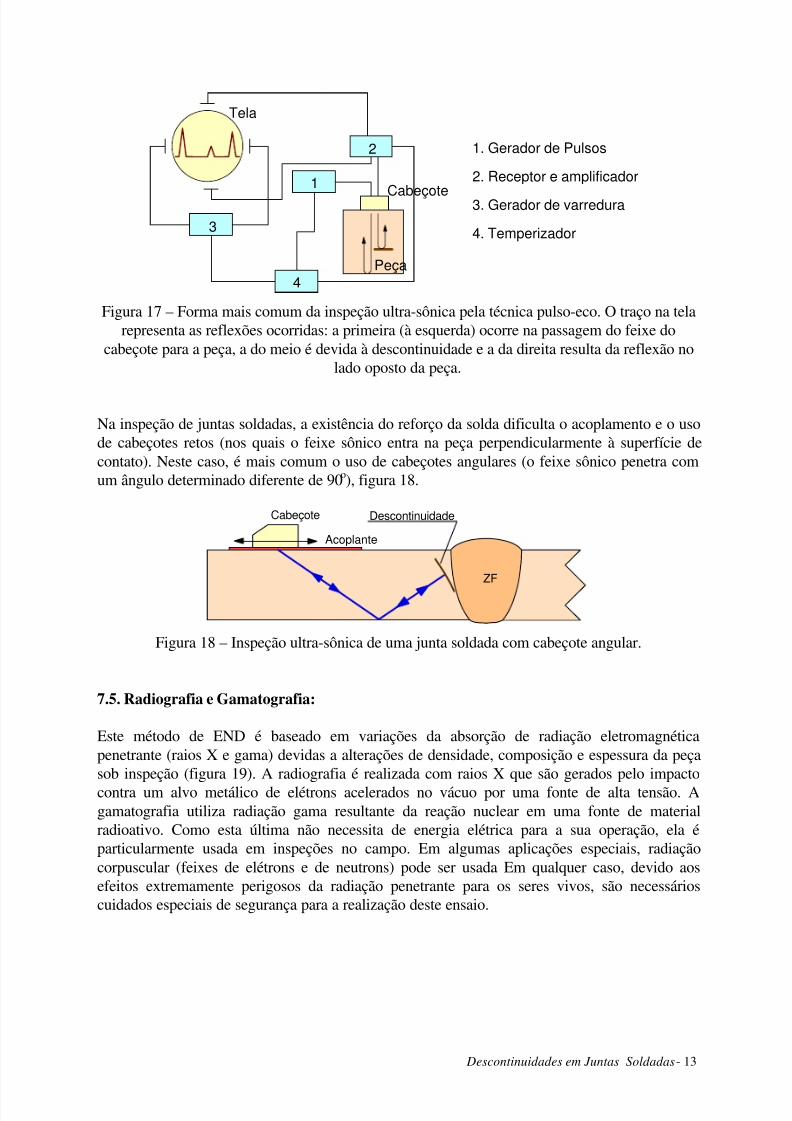
propagação das ondas no material, pode-se estimar a posição e o tamanho das descontinuidades(figura 17). Na segunda técnica, dois cabeçotes, um emissor e um receptor são colocados emposições opostas (figura 16) e a presença de descontinuidades é determinada pela perda deintensidade do sinal transmitido.
8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 14/17
Descontinuidades em Juntas Soldadas - 13
Tela
1
4
3
2
Peça
Cabeçote
1. Gerador de Pulsos
2. Receptor e amplificador
3. Gerador de varredura
4. Temperizador
Figura 17 – Forma mais comum da inspeção ultra-sônica pela técnica pulso-eco. O traço na telarepresenta as reflexões ocorridas: a primeira (à esquerda) ocorre na passagem do feixe do
cabeçote para a peça, a do meio é devida à descontinuidade e a da direita resulta da reflexão nolado oposto da peça.
Na inspeção de juntas soldadas, a existência do reforço da solda dificulta o acoplamento e o usode cabeçotes retos (nos quais o feixe sônico entra na peça perpendicularmente à superfície decontato). Neste caso, é mais comum o uso de cabeçotes angulares (o feixe sônico penetra comum ângulo determinado diferente de 90o), figura 18.
Descontinuidade
ZF
Cabeçote
Acoplante
Figura 18 – Inspeção ultra-sônica de uma junta soldada com cabeçote angular.
7.5. Radiografia e Gamatografia:
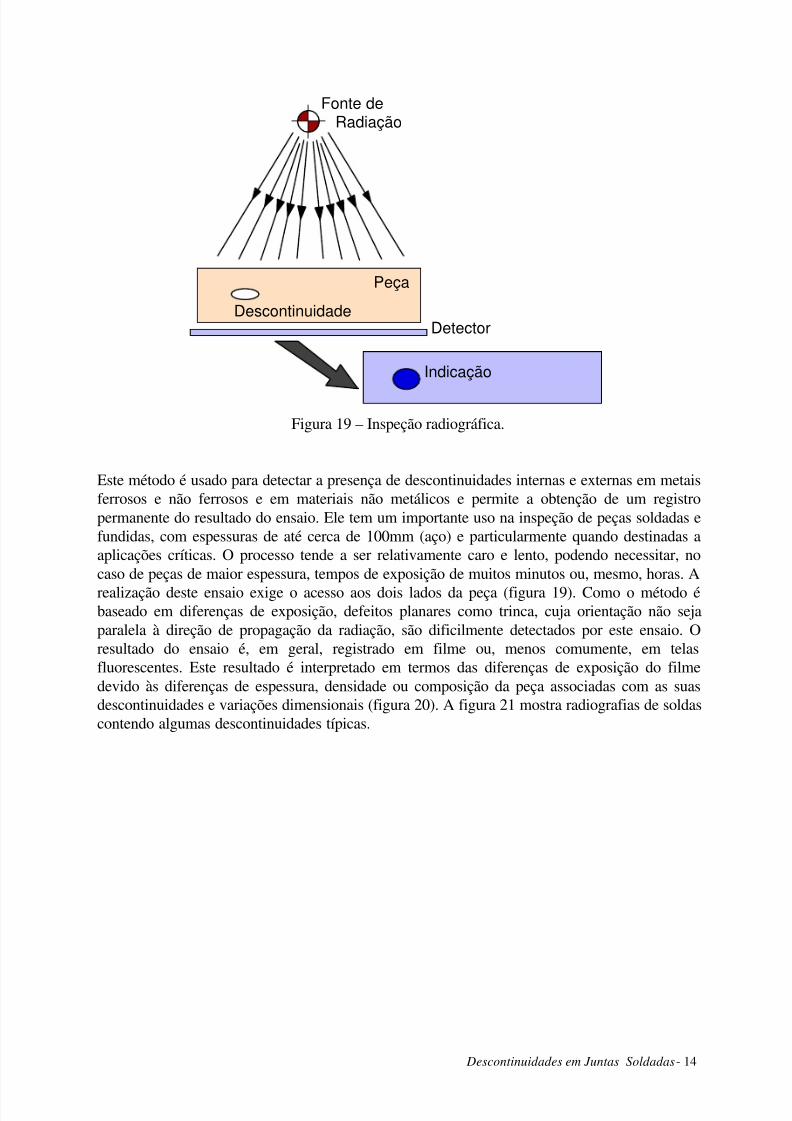
Este método de END é baseado em variações da absorção de radiação eletromagnéticapenetrante (raios X e gama) devidas a alterações de densidade, composição e espessura da peçasob inspeção (figura 19). A radiografia é realizada com raios X que são gerados pelo impactocontra um alvo metálico de elétrons acelerados no vácuo por uma fonte de alta tensão. Agamatografia utiliza radiação gama resultante da reação nuclear em uma fonte de materialradioativo. Como esta última não necessita de energia elétrica para a sua operação, ela éparticularmente usada em inspeções no campo. Em algumas aplicações especiais, radiaçãocorpuscular (feixes de elétrons e de neutrons) pode ser usada Em qualquer caso, devido aosefeitos extremamente perigosos da radiação penetrante para os seres vivos, são necessárioscuidados especiais de segurança para a realização deste ensaio.
8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 15/17
Descontinuidades em Juntas Soldadas - 14
Fonte deRadiação
Peça
DescontinuidadeDetector
Indicação
Figura 19 – Inspeção radiográfica.
Este método é usado para detectar a presença de descontinuidades internas e externas em metaisferrosos e não ferrosos e em materiais não metálicos e permite a obtenção de um registropermanente do resultado do ensaio. Ele tem um importante uso na inspeção de peças soldadas efundidas, com espessuras de até cerca de 100mm (aço) e particularmente quando destinadas aaplicações críticas. O processo tende a ser relativamente caro e lento, podendo necessitar, nocaso de peças de maior espessura, tempos de exposição de muitos minutos ou, mesmo, horas. A
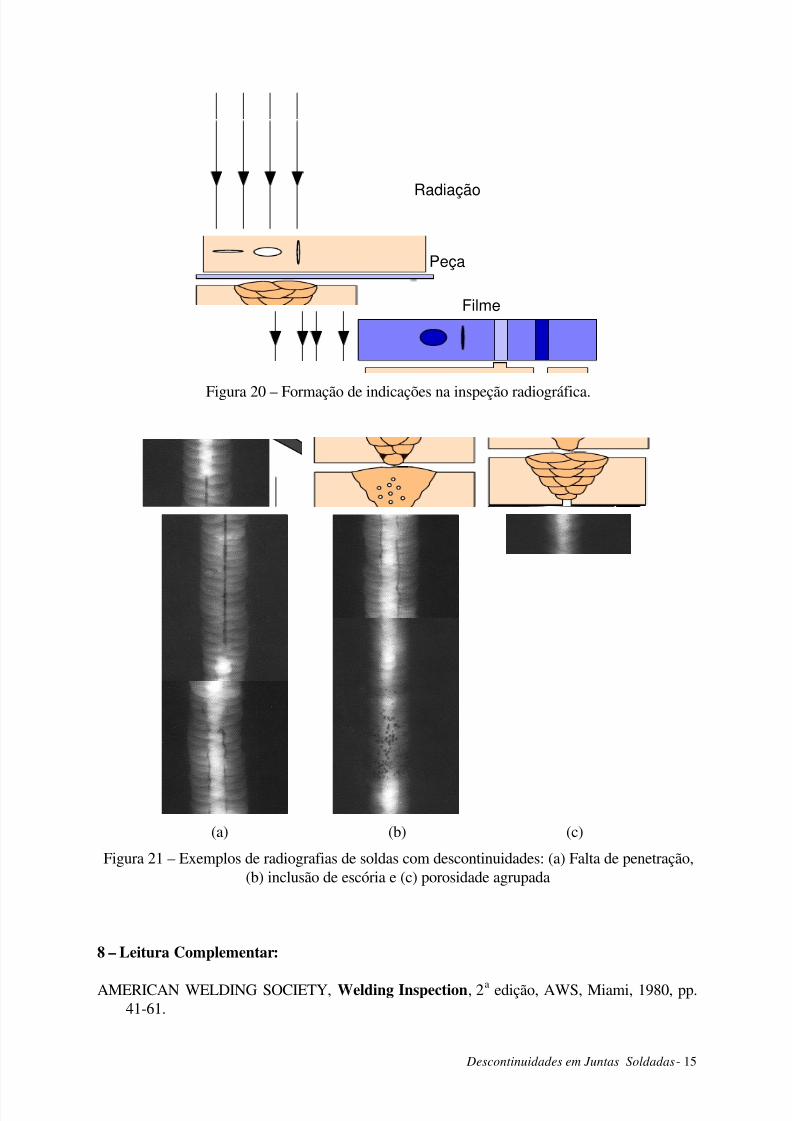
realização deste ensaio exige o acesso aos dois lados da peça (figura 19). Como o método ébaseado em diferenças de exposição, defeitos planares como trinca, cuja orientação não sejaparalela à direção de propagação da radiação, são dificilmente detectados por este ensaio. Oresultado do ensaio é, em geral, registrado em filme ou, menos comumente, em telasfluorescentes. Este resultado é interpretado em termos das diferenças de exposição do filmedevido às diferenças de espessura, densidade ou composição da peça associadas com as suasdescontinuidades e variações dimensionais (figura 20). A figura 21 mostra radiografias de soldascontendo algumas descontinuidades típicas.
8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 16/17
Descontinuidades em Juntas Soldadas - 15
Peça
Filme
Radiação
Figura 20 – Formação de indicações na inspeção radiográfica.
(a) (b) (c)
Figura 21 – Exemplos de radiografias de soldas com descontinuidades: (a) Falta de penetração,(b) inclusão de escória e (c) porosidade agrupada
8 – Leitura Complementar:
AMERICAN WELDING SOCIETY, Welding Inspection, 2a edição, AWS, Miami, 1980, pp.41-61.

8/3/2019 descontinuidades e inspeção em juntas soldas
http://slidepdf.com/reader/full/descontinuidades-e-inspecao-em-juntas-soldas 17/17
D i id d J S ld d 16
AMERICAN WELDING SOCIETY, Welding Handbook, 8a edição, Vol. 1, AWS, Miami,1987, pp. 349-409 e 465-517.
OKUMURA, T., TANIGUCHI, C. Engenharia de Soldagem e Aplicações, LTC – LivrosTécnicos e Científicos Editora S.A., Rio de Janeiro, 1982, p. 262-265.
WAINER, E. et al. Soldagem – Processos e Metalurgia, Editora Edgard Blücher Ltda., São
Paulo, 1992, p. 462-479.