Embed Size (px)
Citation preview

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
Pedro Manuel Vilaça da Silva
Dissertação de Mestrado
Orientador na FEUP: Prof. Dr. Rui Jorge de Lemos Neto
Orientador no INEGI: Eng. João Paulo Geraldes Touro Pereira
Mestrado Integrado em Engenharia Mecânica
Faculdade de Engenharia da Universidade do Porto
março de 2017

ii

iii
Aos meus pais, Manuel e Arminda,
às minhas irmãs Dete e Carolina,
à Catarina.

iv
v
Resumo
O crescente número de especificações no desenvolvimento de determinados produtos tem vindo
a resultar na necessidade de produção de séries cada vez mais curtas, o que se traduz num
aumento considerável da quantidade de modelos e moldes a desenvolver, principalmente nas
indústrias cerâmicas e de fundição. Deste modo, torna-se imperativo a criação de um processo
de fabrico que possa ser mais flexível, rápido e menos dispendioso.
Dada a vontade de resolver o problema descrito anteriormente, foi estabelecida uma parceria
entre o INEGI, a FERESPE e a CEI by Zipor para a criação do projeto inovador ADIMAQ
(Fabrico ADItivo por extrusão e MAQuinagem), onde esta dissertação fica inserida. O objetivo
deste projeto consiste na criação de um equipamento híbrido que combine as tecnologias de
Fabrico Aditivo (FA) por extrusão e de Fabrico Subtrativo (FS) por maquinagem de 5-eixos.
Apesar de no projeto constar a deposição de outros materiais (areias e resinas
termoendurecíveis), o trabalho aqui apresentado tem como principal objetivo o
desenvolvimento de um sistema de extrusão de pastas de gesso. Convém salientar que os
produtos só se encontram concluídos após o processo de FS o que não é o foco desta tese. A
“impressão” obtida através do módulo FA garante apenas uma pré-forma do objeto.
As indústrias que mais despertam interesse e onde se poderá vir a aplicar esta solução
tecnológica alternativa são as indústrias de fundição e cerâmica. A fundição logo à partida pelas
diminuições significativas de custos com a possibilidade da utilização de moldes em gesso para
calcação de areia em produção de pequenas séries ou mesmo de peças unitárias. E na indústria
cerâmica para a criação de moldes de vazamento de barbotinas (processo Slip Casting) ou
injeção de pastas cerâmicas para processamento de componentes sanitários.
No início deste trabalho é feito um estudo bibliográfico sobre o gesso e suas propriedades, sobre
as tecnologias de fabrico aditivo existentes e um estudo de mercado sobre tecnologias de
mistura e bombagem de materiais viscosos.
Posteriormente é contextualizado o projeto e explicados os motivos que levam a apostar no
desenvolvimento de um dispositivo de extrusão de gesso como dispositivo alternativo à
produção de meios de produção e apresentados os ensaios realizados ao longo do trabalho.
Por último, são propostas duas soluções para o desenvolvimento de um sistema de extrusão de
pastas de gesso para fabrico aditivo e algumas simulações efetuadas com os sistemas.
As duas soluções sugeridas neste trabalho têm por base o princípio de funcionamento do
equipamento adquirido pelo INEGI, por ser um tipo de equipamento com boa capacidade de
reposta nas aplicações em que tem vindo a ser usado nas últimas décadas.
Palavras-Chave:
Fabrico Aditivo
Impressão 3D
Tecnologia Híbrida
Deposição de material
Gesso
Pequenas Séries
Flexibilidade de Produção
Grandes Componentes

vi

vii
Development of an extrusion system for plaster pastes for additive manufacturing
Abstract
The increasing number of specifications in the development of certain products results in the
need of smaller production series, which translates into a considerable rise of the amount of
models and molds developed, mainly in ceramics and foundry industries. Thus, the creation of
a flexible, faster and less expensive fabrication process becomes imperative. As a mean to solve
the problem above, a partnership between INEGI, FERESPE and CEI by Zipor was made,
resulting in the rise of an innovator project (ADIMAQ), where this dissertation is included.
The main goal consists in developing a hybrid equipment able to combine the Additive
Manufacturing by extrusion technologies with Subtractive manufacturing by machining of 5
axes.
Although the project includes deposition by sands and thermosetting resins, the work presented
here focus on the development of an extrusion system of plaster pastes.
Notice that the products are only concluded after the SM project which is not the focus of this
dissertation. Moreover, the printing obtained by the AM module only assure a preform of an
object.
As said before, the industries where this alternative solution could be useful and applied are the
foundry and ceramics industries. For the first, due to the significant cost reduction allowing the
use of plaster patterns for sand pressing in the production of small series or unique parts. For
the latter allows the creation of slip casting injection molds or injection of ceramic pastes for
the processing of sanitary ceramics.
In the beginning, it will be presented a bibliographic study taking into account the plaster and
its properties as well as the existing additive manufacturing technologies. Additionally, a
market study about mixing and pumping technologies for viscous materials is included. Then,
there is a project contextualization where the reasons that led to the development of an
alternative dispositive of plaster extrusion are explained followed by a presentation of the tests
performed. Finally, two solutions are proposed for the development of the referred system and
some simulations were carried out with the systems.
Both solutions proposed in this work are based on the operation principle of the acquired
equipment by INEGI since it is an equipament with great response capacity to the applications
in which it has been used in the past decades.
Keywords:
Additive Manufacturing
3D Printting
Hybrid Technologies
Material deposition
Gypsum / Plaster
Short series
Production Flexibility
Big components

viii

ix
Agradecimentos
Em primeiro lugar quero agradecer ao Professor Doutor Rui Neto pelo apoio e orientação
prestada no desenvolvimento deste trabalho, pelos conselhos e pela partilha de conhecimento.
Ao Engenheiro João Paulo, meu orientador no INEGI, pelos seus comentários e opiniões que
ajudaram a conceber as soluções apresentadas neste trabalho e também por me ter apresentado
o Engenheiro Jorge Teixeira, ao qual também direciono os meus agradecimentos, por me ter
auxiliado no desenho de uma das soluções do trabalho.
A todos os colaboradores do INEGI, que fui conhecendo e que, de uma ou outra forma,
contribuíram para o sucesso deste projeto, nomeadamente à Margarida Machado, André
Cavaleiro, Armanda Marques e ao Sr. Fernando. Um agradecimento especial ao Rui Soares,
Luís Moreira e ao Engenheiro Bártolo Paiva, José Teixeira e ao Carlos Rocha por toda a ajuda
e companheirismo demonstrado.
Aos docentes de Mecânica dos Fluidos do Departamento de Engenharia mecânica que me
auxiliaram em determinado ponto deste trabalho, especialmente ao Professor Fernando Pinho
e ao Professor Álvaro Rodrigues.
E porque os últimos são sempre os primeiros, queria agradecer a todos os amigos que fiz nestes
fantásticos cinco anos pelo companheirismo e amizade, por me acompanharem dentro e fora
das salas de aula: ao Coelho, ao Chico, ao Hugo e ao Mankind pela animação garantida, ao Zé
e ao Sérgio porque a minha vida não era a mesma se não soubesse tanto de aviões, às Marias e
à Catarina G. que são a prova que também existem boas engenheiras, ao Rui e ao Roberto pelas
gargalhadas contagiantes e a todos os outros que foram passando pela BatCave.
Sem esquecer de agradecer aos amigos da Z que continuaram sempre presentes. Em particular,
ao Eduardo e ao Miguel por me terem ajudado a chegar até à FEUP, ao Pedro pelas conversas,
ao Rafa e ao Diogo que foram uma boa surpresa. À Mariana pelos crepes que me alegraram as
tardes de estudo. Por último, aos meus amigos Luís Vieira e Jorge Gonçalves pelas inúmeras
tardes/dias/semanas de estudo e de trabalho.
Um agradecimento sentido aos meus pais, Arminda Sá e Manuel Silva, pelo apoio constante e
por me terem conduzido até esta meta. Às minhas irmãs Carolina e Bernardete e aos meus
cunhados Hilário e José Carlos por me terem encorajado e motivado a percorrer este caminho.
Obrigada também aos meus sobrinhos Afonso, Diogo e Eduardo pela alegria proporcionada
nestes últimos anos.
Por fim, gostaria de agradecer à Catarina pelo carinho e apoio demonstrado ao longo destes
anos e em especial pela compreensão e ajuda nestes últimos meses.
Esta dissertação foi desenvolvida no âmbito do projeto ADIMAQ – Fabrico ADItivo por extrusão
e MAQuinagem para produção híbrida de modelos, moldes e moldações de grandes dimensões,
Projeto em Co-Promoção (SI I&DT) com a referência POCI-01-0247-FEDER-003433
cofinanciado pelo Programa Operacional Competitividade e Internacionalização (COMPETE
2020) através do Fundo Europeu de Desenvolvimento Regional. (FEDER)
x

xi
Índice de Conteúdos
1. Introdução .............................................................................................................................. 1
1.1 Enquadramento ...................................................................................................................... 1
1.2 Motivação ............................................................................................................................... 1
1.3 Objetivos ................................................................................................................................ 2
1.4 Apresentação das empresas inseridas no Projeto ADIMAQ .................................................. 2
1.5 Estruturas da dissertação ....................................................................................................... 4
2. Estado da Arte ........................................................................................................................ 5
2.1 Contextualização .................................................................................................................... 5
2.2 Introdução Histórica e Propriedades do Gesso ...................................................................... 6
2.2.1 Tipos de Gesso .................................................................................................................. 8
2.2.2 Desidratação e Reidratação do gesso ............................................................................... 9
2.2.3 Microestrutura do gesso e ligações mecânicas ............................................................... 11
2.2.4 Viscosidade ..................................................................................................................... 12
2.3 Fabrico Aditivo ..................................................................................................................... 13
2.3.1 Processos de Fabrico Aditivo .......................................................................................... 14
2.3.2 Obtenção de materiais cerâmicos através de processos AM .......................................... 15
2.3.3 Processos de FA de grandes dimensões aplicado em polímeros e metais ..................... 17
2.3.4 Processos de extrusão de argamassas de grandes dimensões ...................................... 18
2.3.5 Propriedades mecânicas ................................................................................................. 21
2.3.6 Aplicações espaciais........................................................................................................ 22
2.3.7 Aplicações domésticas .................................................................................................... 22
2.4 Equipamentos Híbridos ........................................................................................................ 23
2.5 Sistemas de Mistura ............................................................................................................. 24
2.5.1 Sistemas de mistura Contínuos ....................................................................................... 24
2.6 Sistemas de Bombagem ...................................................................................................... 26
2.6.1 Bombas de cavidade progressiva .................................................................................... 26
2.6.2 Bombas Peristálticas ....................................................................................................... 26
2.6.3 Bombas de Parafuso – tipo Arquimedes.......................................................................... 27
xii
3. Projeto ADIMAQ ...................................................................................................................29
3.1 Fabrico Aditivo com pastas de Gesso .................................................................................. 30
3.1.1 Aplicações ........................................................................................................................ 30
3.1.2 Vantagens / Desvantagens .............................................................................................. 30
3.2 Ensaios realizados ............................................................................................................... 31
3.2.1 Equipamento de testes – extrusora de êmbolo ................................................................ 31
3.2.2 Máquina Turbosol-Giotto .................................................................................................. 35
4. Sistemas de extrusão de pastas de gesso ...........................................................................39
4.1 Requisitos ............................................................................................................................. 39
4.2 Especificações...................................................................................................................... 40
4.3 Solução I – Adaptação da Máquina GIOTTO – TURBOSOL ............................................... 41
4.4 Solução II – Novo Conceito .................................................................................................. 45
5. Simulações do sistema de extrusão no SolidWorks ............................................................47
5.1 Configuração das simulações .............................................................................................. 47
5.2 Condições de fronteira e volume de controlo ....................................................................... 51
5.3 Simulações de teste ............................................................................................................. 52
5.4 Simulações com pasta de gesso .......................................................................................... 53
6. Conclusões e perspetivas de trabalho futuro .......................................................................55
6.1 Conclusões ........................................................................................................................... 55
6.2 Trabalhos Futuros ................................................................................................................ 57
Referências ................................................................................................................................59
ANEXO A - Estimativa da Potência necessária para o motor do misturador da solução II ......63
ANEXO B: Desenho conjunto do sistema de saída da solução I ......................................65
ANEXO C: Desenho conjunto da bomba da solução I ......................................................66
ANEXO D: Desenho conjunto da cabeça extrusora da solução I ......................................67
ANEXO E: Desenho conjunto da solução II .......................................................................68
ANEXO F: Resultados da simulação do sistema de extrução para uma estimativa de caudal de
4,5 L/min – 12.4rad/s ............................................................................................................69

xiii
Lista de Siglas, Símbolos e Abreviaturas
3D – Três Dimensões / Tridimensional
ADIMAQ - Fabrico ADItivo por extrusão e MAQuinagem para produção
híbrida de modelos, moldes e moldações de grandes dimensões.
AM – Additive Manufacturing
ASTM – American Society for Testing and Materials
BAAM – Big Area Additive Manufacturing
CAD – Computer Aided Design
CAE – Computer Aided Engineering
CC – Contour Crafting
CEI – Companhia de Equipamentos Industriais, Lda.
DAAAM – Danube Adria Association for Automation & Manufacturing
EFF – Extrusion Freeforming
FA – Fabrico aditivo
FDC – Fused Deposition of Ceramics
FERESPE – Fundição de Ferro e Aço, Lda.
GE – General Electrics
LOM – Laminated Object Manufacturing
NASA – National Aeronautics and Space Administration
ORNL – Oak Ridge National Laboratory
POSTECH - Pohang University of Science and Technology
PU – Poliuretano
RC – Robocasting
SDM – Shaped Deposition Manufacturing
SL – Stereolithography
SLS – Selective Laser Sintering

xiv
xv
Índice de Figuras
Figura 1 – a) Sarcófago egípcio de Ankh-f-n-khonsu revestido com gesso (CARR 2015) e b)
Conjunto das Pirâmides de Giza no Egipto (Liberato 2006) com gesso utilizado como ligante.
.................................................................................................................................................... 6
Figura 2 – a) A Última Ceia (Ricordo 2012) e b) Teto da Capela Sistina (Coutinho 2010) ...... 6
Figura 3 – Exemplos de aplicações gesso na construção civil: a) revestimento de paredes
(Nakamura 2014), b) edificação de divisões / isolante térmico (Carlos 2010), c) elemento
decorativo (teto) (schartzhaupt 2016). ........................................................................................ 7
Figura 4 - Etapas de obtenção de uma caneca cerâmica através do processo de Slip Casting: a)
criação de um modelo, b) e c) produção do molde, d) vazamento da porcelana, e) produto pronto
para secagem (Rice 2013)........................................................................................................... 7
Figura 5 - Basilique du Sacré-Cœur, em Montmartre, Paris (HD 2016) ................................... 9
Figura 6 - Microestrutura típica dos gessos α e β hemihidratados (Caetano 2016) ................. 11
Figura 7 - Ilustração da zona de água confinada (Caetano 2016) ............................................ 12
Figura 8 - Aplicação para tratamento de fraturas com recurso a impressão 3D (Kim e Jeong
2015) ......................................................................................................................................... 13
Figura 9 - Impressora HP com tecnologia Multi Jet Fusion apresentada em 2014 (Hewlett-
Packard 2015). .......................................................................................................................... 14
Figura 10 - Classificação dos processos de SFF segundo o estado do material (Tay, Evans, e
Edirisinghe 2003). .................................................................................................................... 14
Figura 11 - Exemplo de reprodução de uma peça recorrendo ao Robocasting (Cesarano, Baer,
e Calvert 1997). ........................................................................................................................ 16
Figura 12 - Réplica do modelo Shelby Cobra da Ford, obtido através do processso BAAM
(Ponticel 2015) ......................................................................................................................... 17
Figura 13 – a) Motor Rolls-Royce Trent XWB-97 que contém uma peça de Titânio com 1,5m
de diâmetro obtida através de tecnologia de fabrico aditivo (QCS 2015) e b) componente
estrutural do Airbus A350 que “voou” a primeira vez em junho de 2014 (Holly B. 2016) ..... 17
Figura 14 – a) Conceito de impressão e b) casa obtida com base na tecnologia CC
(CHINADAILY 2016) ............................................................................................................. 18
Figura 15 - Construção de suite de luxo no Hotel Lewis Grand, recorrendo a tecnologia 3D
(Rudenko 2015). ....................................................................................................................... 18
Figura 16 -Cabeça Extrusora CC com espátula de topo e lateral regulável (Khoshnevis et al.
2001) ......................................................................................................................................... 19
Figura 17 - a) Máquina originalmente desenvolvida para avaliação do conceito, b) Máquina
após alterações que permitiram a produção de peças concavas e convexas (Figura c)
(Khoshnevis et al. 2001) ........................................................................................................... 19
Figura 18 - Imagens da cabeça extrusora após processo de otimização, e peças por ela obtidas
(Khoshnevis 2004) .................................................................................................................... 19
Figura 19 – Conceito de construção de telhados baseado em métodos ancestrais (à direita)
(Khoshnevis 2004) .................................................................................................................... 20
xvi
Figura 20 – Sistema de deposição de cimento com sistema de melhoramento do contorno
(Nylund et al. 2015). ................................................................................................................ 20
Figura 21 - Curva Força-Deslocamento de pasta com e sem reforço de fibra de carbono.
(Allameh 2015) ........................................................................................................................ 21
Figura 22 - Efeito do reforço da fibra de carbono na curva de Carga-Deslocamento (Allameh
2015) ........................................................................................................................................ 21
Figura 23 - Cabeças de deposição de polímeros, gesso e cimento, pela ordem respetiva (Allameh
2015). ....................................................................................................................................... 21
Figura 24 - Conceito de equipamento para construção na Lua com base na tecnologia CC
(Rosenfield 2014). .................................................................................................................... 22
Figura 25 - Impressora 3D da empresa portuguesa Bee Very Creative (BEEVERYCreative
2014). ....................................................................................................................................... 22
Figura 26 - Ferramenta AMBIT desenvolvida pela Hybrid Manufacturing Technologies (HMT
2013) ........................................................................................................................................ 23
Figura 27 – Máquinas híbridas Lasertec 65 da DMG (DMG 2016) e Lumex Avance-25 (MC
2016) da Matsuura. .................................................................................................................. 23
Figura 28 - Sistemas de mistura manuais da Unitec - (UNITEC 2016) .................................. 24
Figura 29 - Sistemas de mistura contínua da Wuxi (Wuxi 2016) ............................................ 25
Figura 30 - Extrusora/Misturadora Sigma Mixer da S.F. engineering Works (SF 2008) ........ 25
Figura 31 - Equipamentos de mistura Schugi® Flexomix da empresa Hosokawa Micron
(HOSOKAWA 2008) ............................................................................................................... 25
Figura 32 - Bomba de cavidade progressiva com estator deformável (TecamySer 2016). ..... 26
Figura 33 - Bomba peristáltica ALH da Albin Pump (pump 2016) ......................................... 27
Figura 34 – a) Imagem ilustrativa do sistema de parafuso desenvolvido por Arquimedes de
Siracusa (Wiener 2007), b) Bomba de parafuso utilizada na transferência de água (Babcock
2015). ....................................................................................................................................... 27
Figura 35 - Placas extrudidas manualmente sem e com processo de calcamento ................... 31
Figura 36 - Equipamento de extrusão montado no protótipo................................................... 33
Figura 37 – Peças obtidas com recurso à máquina, de forma totalmente automatizada. ......... 34
Figura 38 – Imagens de peças cortadas: peça depositada livremente (à esquerda) e calcada (à
direita). ..................................................................................................................................... 34
Figura 39 - Comparação entre peça depositada antes e depois de maquinar. .......................... 34
Figura 40 - Máquina de Estuque trifásica GIOTTO, da TURBOSOL (TURBOSOL 2016). .. 35
Figura 41 - Remoção dos blocos dos recipientes e registos efetuados. ................................... 37
Figura 42 - Blocos de gesso maquinados. a) Qágua = 300 L/h e b) 600 L/h ........................... 37
Figura 43 - Maquinação interior do estator da bomba de cavidade progressiva da máquina
Turbosol ................................................................................................................................... 38
Figura 44 - Reservatório de materiais em pó e sistema de bombagem da máquina Turbosol
(TURBOSOL 2016) ................................................................................................................. 41
Figura 45 -Zona de Mistura da máquina e duas das hélices possíveis de escolher (TURBOSOL
2016). ....................................................................................................................................... 41
xvii
Figura 46 - Sistema de extrusão da máquina TURBOSOL (TURBOSOL 2016)- ................... 42
Figura 47 - Solução para a saída do material do misturador – VER ANEXO B. .................... 42
Figura 48- Solução para bombagem desde a saída do misturador até à cabeça extrusora – VER
ANEXO C ................................................................................................................................ 43
Figura 49 - Cabeça de extrusão concebida na solução I – VER ANEXO D ............................ 43
Figura 50 - Sequência de posicionamento dos diferentes elementos da primeira solução ....... 44
Figura 51 – Conceito apresentado na Solução II – VER ANEXO E ....................................... 45
Figura 52 – Vistas de corte da a) zona de extrusão b) zona de mistura da solução II. ............. 46
Figura 53 – Quadro resumo das dimensões do dispositivo de medição (ThermoFisher 2015) 50
Figura 54 - Tabela do SolidWorks onde são caracterizadas as condições de deslizamento. .... 50
Figura 55 – a) Condições de fronteira do volume de controlo e b) Volume do fuso ............... 51
Figura 56 – Gráfico do caudal obtido nas simulações em função da velocidade de rotação
induzida no fuso ....................................................................................................................... 54
xviii
Índice de Tabelas
Tabela 1 - Resumo das propriedades dos tipos de sulfato de Cálcio (Caetano 2016). .............. 8
Tabela 2 - Quantidade calor libertada durante o processo de reidratação (Caetano 2016) ...... 10
Tabela 3 - Categorias de processos AM segundo a norma F2792-12a da ASTM ................... 15
Tabela 4 - Área de secção do êmbolo e dos bicos de extrusão ................................................ 33
Tabela 5 - Velocidade de deposição em função do bico de extrusão utilizado. ...................... 33
Tabela 7 - Parâmetros reológicos para diferentes modelos de escoamento de fluidos não-
newtonianos (Papo 1988) ......................................................................................................... 47
Tabela 8 - Valores estimados da velocidade a impor aofuso para um determinal caudal ....... 52
Tabela 9 - Resultados das simulações de teste: Água (ρ = 1000 kg/m3) ................................. 52
Tabela 10 - Resultados das simulações de teste: “Slurry” (ρ = 1647,2 kg/m3) ....................... 52
Tabela 11 – Resultados das simulações para pasta de gesso (ρ = 2600 kg/m3) ....................... 53
Tabela 12 - Resultados das simulações para pasta de gesso com pressão atmosférica à entrada
da bomba .................................................................................................................................. 53
Tabela 13 - Caudais obtidos para diferentes velocidades de rotação do fuso .......................... 54

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
1
1. Introdução
1.1 Enquadramento
A dissertação aqui presente, denominada “Desenvolvimento de um sistema de extrusão de
pastas de gesso para fabrico aditivo” está agregada ao projeto ADIMAQ (Fabrico ADItivo por
extrusão e MAQuinagem para produção híbrida de modelos, moldes e moldações de grandes
dimensões) fruto do consórcio entre as empresas CEI by Zipor e FERESPE e o instituto de
interface INEGI, no qual esta tese foi realizada – Departamento de Desenvolvimento de
Produtos e Sistemas.
Nas solicitações de mercado atuais é cada vez mais comum a produção de séries curtas ou até
mesmo de peças únicas, com cada vez maior número de especificações o que se torna bastante
dispendioso para qualquer indústria de fundição ou cerâmica, uma vez que implica custos nas
ferramentas (moldes/modelos) que são difíceis de amortizar. Torna-se assim necessária a
exploração de soluções de produção alternativas que priorem pela flexibilidade, rapidez e baixo
custo.
O projeto ADIMAQ consiste em desenvolver um equipamento híbrido que combine as
tecnologias de fabrico aditivo (FA) e de fabrico subtrativo (FS) por maquinagem 5 eixos, capaz
de fabricar meios de produção e modelos em diferentes materiais.
Os materiais alvos de estudo no ADIMAQ correspondem às principais matérias-primas dos
moldes/moldações/modelos das indústrias que utilizam materiais metálicos fundidos, materiais
cerâmicos e materiais compósitos, nomeadamente areia de sílica, gesso e resinas
termoendurecíveis.
Dada a envergadura deste subsistema, torna-se essencial desenvolver com especial cuidado e
máximo detalhe cada elemento do equipamento. Assim, o trabalho desenvolvido ao longo desta
tese será relevante para a concretização do projeto ADIMAQ, visto que nele é projetado e
desenvolvido um dos elementos essenciais: o módulo do processo aditivo FA para gesso.
Ao longo deste trabalho serão recolhidos e analisados os requisitos que permitirão explorar um
conjunto de conceitos até chegar a uma solução materializável.
1.2 Motivação
Esta dissertação foi realizada para a obtenção do grau de Mestre em Engenharia Mecânica pela
Faculdade de Engenharia da Universidade do Porto, no ramo de especialização de Produção,
Conceção e Fabrico.
O projeto ADIMAQ procura dar resposta às necessidades industriais acima descritas (secção
1.1) e inovar face às tecnologias de fabrico atualmente disponíveis no mercado para a produção
de moldes, moldações e modelos em materiais não metálicos (em particular gesso, areia e resina
termoendurecível). A motivação do projeto passa por obter eficiências acrescidas em termos de
custo, utilização de matérias-primas e exploração de geometrias.
Em relação a esta dissertação, a motivação reincide no auxílio ao sucesso do projeto ADIMAQ
onde ela está associada, conforme descrito no Enquadramento (secção 1.1).

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
2
1.3 Objetivos
O objetivo central do projeto ADIMAQ como já evidenciado na secção 1.1, consiste no
desenvolvimento de um equipamento de processamento híbrido que combina as tecnologias de
fabrico aditivo (FA) por extrusão e fabrico subtrativo (FS) por maquinagem capaz de fabricar
meios de produção (moldes, moldações e ferramentas) e modelos em diferentes materiais, de
forma a que existam vantagens económicas na utilização de recursos e produção de geometrias
complexas em conformidade com a motivação do projeto (secção 1.2).
No decorrer desta dissertação pretende-se projetar e desenvolver um dos elementos
fundamentais do equipamento: o módulo de fabrico aditivo (FA) para gesso que permitirá a
impressão de produtos através da extrusão de pastas de gesso.
O módulo FA deverá cumprir um conjunto de requisitos estruturais, funcionais, de segurança e
até de design para que possa ser convenientemente construído e operável. Entre estes destacar-
se-á a capacidade de extrudir pastas de gesso de forma controlada (caudal e velocidade) fazendo
alterar a área do orifício de deposição e a velocidade de rotação da bomba.
1.4 Apresentação das empresas inseridas no Projeto ADIMAQ
INEGI - Instituto de Ciência e Inovação em Engenharia Mecânica e Engenharia Industrial
Fundado em 1986 e sediado no campus da Faculdade de Engenharia da Universidade do Porto
(FEUP), o INEGI nasceu no seio dos atuais Departamentos de Engenharia Mecânica (DEMec)
e de Engenharia e Gestão Industrial (DEGI) da FEUP. Apresenta-se como um Instituto de novas
tecnologias que auxilia na interface Universidade-Indústria. A sua atividade foca-se no
desenvolvimento de investigação e inovação ao nível tecnológico para transferência para o
tecido industrial.
Juridicamente, o INEGI é classificado como uma Associação Privada sem Fins Lucrativos e
detém o estatuto de “Utilidade Pública”. Atualmente é composto por um total de 200
colaboradores que contribuem ativamente para o desenvolvimento da indústria e economia
através da inovação científica e tecnológica. Por outro lado, o INEGI promove o
desenvolvimento pessoal e profissional dos seus colaboradores assim como o enriquecimento
do ensino superior.
Ao nível da gestão organizacional encontra-se subdividido em duas comissões: a comissão
executiva (gestão) e a comissão científica (suporte à gestão da atividade de investigação). A sua
atividade centra-se em três grandes ramificações: Investigação, Inovação e Transferência de
Tecnologia e por fim, Consultoria e Serviços. A investigação é suportada por um conjunto de
unidades especializadas consoante a área científica e tecnológica. Transversal a estas, funciona
a atividade de IDI e Consultoria cujo foco é o desenvolvimento de soluções para empresas.
Esta estrutura torna possível a integração de conhecimentos e competências multidisciplinares
essenciais para a concretização de projetos de desenvolvimento e inovação com elevada
complexidade tecnológica.
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
3
Na base da investigação levada a cabo nesta instituição estão diferentes subunidades agrupadas
em grandes unidades com financiamento plurianual da Fundação para a Ciência e Tecnologia
(FCT) – a Unidade de Novas Tecnologias e Processos Avançados de Produção e a Unidade de
Mecânica Experimental e Novos Materiais.
Além disto, o INEGI é uma Unidade de Investigação do Laboratório Associado de Energia,
Transportes e Aeronáutica (LAETA), que agrega também o Instituto de Engenharia Mecânica
- Polo IST, o Instituto de Engenharia Mecânica - Polo FEUP, o Centro de Ciência e Tecnologia
em Aeronáutica e Espaciais do IST e o Laboratório de Aeronáutica Industrial da Universidade
de Coimbra. Adicionalmente, o Instituto mantém também relações privilegiadas com outras
Unidades de Investigação nomeadamente o CESA – Centro de Estudos de Energia Eólica e
Escoamentos Atmosféricos e o CEFT – Centro de Estudos de Fenómenos de Transporte, ambos,
formalmente sediados na FEUP.
Mantém ainda relações de cooperação com outras entidades do Sistema Nacional e Europeu de
Inovação como meio de potenciar o seu impacto.
FERESPE- Fundação de Ferro e Aço, Lda.
Quando iniciou a sua atividade, em 1981, o seu principal objetivo era a produção de Ferros de
Alta liga por ser um nicho de mercado em Portugal. No entanto, com o passar dos anos, e uma
vez que este nicho não era suficiente para a dinâmica dos seus 78 colaboradores aumentou a
sua abrangência passando a produzir também Aços de Alta, Média e Baixa liga. Uma década
depois desta mudança, destaca-se como fundição de aços inoxidáveis super-duplex e super-
austeníticos.
O seu nicho de mercado atual caracteriza-se por pequenas e médias séries com exigências de
prazos de entrega curtos e elevados padrões de qualidade. A capacidade de venda de peças
fundidas ferrosas é de 1.100 Ton/ano sendo a maioria para exportação (85%).
As aspirações da empresa levam a que se envolva frequentemente em projetos de investigação
e desenvolvimento em diferentes áreas através de parcerias com Universidades, Centros de
Investigação, Centros Tecnológicos e outras empresas tanto a nível nacional como
internacional.
A FERESPE encontra-se dividida em quatro grandes áreas de trabalho: 1) Engenharia e Projeto;
2) Execução de moldes; 3) Moldação e Fundição e 4) Acabamentos. Em relação à primeira, a
empresa aposta na combinação da experiência humana com a tecnologia. A moldação pode ser
mecânica ou manual, para dimensões de peça até 900x900x600mm e 1200x1200x800mm,
respetivamente. Por fim, os acabamentos das peças fundidas são feitos com recurso a diversos
equipamentos. Nalguns casos, tal como para a execução de moldes, a empresa recorre à
subcontratação.
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
4
CEI by Zipor - Centro de Equipamentos Industriais
A CEI foi fundada em 1995 e é uma empresa europeia, líder em soluções de corte, para a
indústria do calçado e de rochas ornamentais.
A sua estratégia passa por apostar em tecnologias transversais a vários sectores industriais
promovendo a diversificação da sua atividade. Em linha com esta estratégia, tem vindo a
desenvolver uma gama completa de produtos através de soluções que satisfazem diferentes
sectores industriais tais como tecnologia de corte por jato de água, fresagem, tecnologia a laser,
corte por jato de água e tecnologia robótica. Os sectores industriais das rochas ornamentais,
calçado, automóvel, aeronáutica, metalomecânica são alguns exemplos.
Desde o seu início que aposta no desenvolvimento de know-how tendo-se tornado uma marca
com reconhecimento internacional pela excelência em tecnologias jato de água, CNC,
CAD/CAM, laser e robótica que possibilitam a criação e fabrico, em Portugal, de equipamentos
de alta tecnologia. Prova do seu reconhecimento internacional é, em 2004, ser marca de 2000
equipamentos instalados em 56 países.
A CEI conta com vários prémios a nível de inovação tecnológica destacando-se, sobretudo, na
área do calçado.
1.5 Estruturas da dissertação
Esta dissertação está dividida em 6 capítulos:
1. Este primeiro capítulo introdutório serve para fazer o enquadramento na matéria em
estudo e apresentar a motivação e objetivos do trabalho
2. No segundo capítulo é exposto o estado da arte. É realizada uma introdução histórica e
são apresentadas algumas propriedades do gesso, bem como o conceito de fabrico
aditivo, alguns processos e equipamentos disponíveis no mercado. É ainda feita
referência à existência de equipamentos híbridos, sistemas de bombagem e de mistura.
3. O capítulo 3 introduz o propósito desta dissertação e explica em que contexto está
inserido, nomeadamente na utilização de gesso para fabrico aditivo.
4. No capítulo 4 são apresentadas as soluções propostas para o desenvolvimento de um
sistema de extrusão de pastas de gesso para fabrico aditivo.
5. No capítulo 5 são apresentados resultados de simulações do sistema de extrusão das
soluções propostas, bem como as considerações feitas para as realizar.
6. As conclusões e sugestões de trabalhos futuros constituem o capítulo 6.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
5
2. Estado da Arte
2.1 Contextualização
Nos dias de hoje, dada a frequência com que são aumentadas as especificações dos produtos
em séries cada vez mais curtas, torna-se necessário explorar tecnologias de produção
alternativas de forma a possibilitar diminuição de custos, tempo de produção e exploração de
geometrias. As tecnologias de Fabrico Aditivo vêm tentar dar resposta a estas solicitações a
médio e longo prazo nas mais diversas áreas (INEGI 2015).
Nas indústrias cerâmicas, de fundição e de compósitos é comum recorrerem-se a meios de
produção, como moldes e/ou modelos, maquinados em resinas, cujo custo de fabrico é bastante
elevado, devido ao preço das resinas utilizadas (cerca de 15 a 20 €/kg) e ao grande desperdício
de matéria-prima durante a maquinagem. Portanto, torna-se também importante a exploração
de novos materiais, que possam desempenhar as mesmas funções, com custos inferiores, como
é o caso do gesso (0.10€-0.50€/kg) – objeto de estudo nesta tese.
A dimensão deste problema acentua-se quando as peças que se desejam fabricar possuem
elevadas dimensões/volume ou quando são utilizados para produzir séries curtas ou peças
únicas. Para além do incremento de custos em matéria-prima, existe um aumento no intervalo
de tempo de maquinagem para o desbaste de grandes quantidades de material o que implica
necessariamente mais despesas em ferramentas dadas as características abrasivas dos materiais.
Tendo em conta o conjunto de problemas apresentados têm vindo a desenvolver-se e a ser
testadas tecnologias de fabrico aditivo, com vista a melhorar a produção nos sectores industriais
referidos. Uma das soluções com maior potencial na atualidade passa pela utilização de
processos de extrusão de material, pois dada a sua versatilidade, tornam possível a criação de
uma pré-forma da peça pretendida que é concluída com a precisão necessária após processo
subtrativo (INEGI 2015). É por este motivo que, ao longo deste trabalho, irá surgir diversas
vezes a designação de tecnologia híbrida, que se refere a esta combinação dos processos de
adição (FA) e subtração de material (FS).
As vantagens de obter peças através da extrusão de material são principalmente a rapidez de
deposição de material - que pode ser controlada; a liberdade para explorar geometrias e o baixo
custo proveniente do desperdício reduzido de material e dos baixos consumos de energia
(elementos de controlo e bombagem), quando comparados com outros processos aditivos (com
recurso a laser por exemplo).
Reunida esta informação, torna-se aliciante colocar como hipótese a obtenção de meios de
produção para as indústrias acima referidas, através da extrusão de pastas de gesso. Por um
lado, por ser um processo de fabrico aditivo com diversas vantagens (acima enunciadas) e por
outro, por utilizar um material já conhecido nesses sectores, com propriedades interessantes e
a um custo muito apelativo.
Assim, este capítulo começa por expor um estudo bibliográfico sobre o gesso, nomeadamente sobre
a sua proveniência, utilização e aplicação. De seguida, são apresentados os conceitos de fabrico
aditivo, quais os materiais e processos utilizados e as ofertas de mercado disponíveis, dando especial
destaque aos materiais cerâmicos e aos processos de extrusão.
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
6
2.2 Introdução Histórica e Propriedades do Gesso
Essencialmente constituído por sulfato de cálcio, o gesso é um mineral natural de cor branca e
baixa dureza (nível 2 na escala de Mohs) que quando em contacto com água endurece, formando
um sólido hidrato cristalino (Pfafflin e Ziegler 2006; Infopédia 2003-2016).
Na natureza, pode ser encontrado em massas foliáceas, em regiões vulcânicas e também como
constituinte da anidrite, da calcite, da pirite e do quartzo (Infopédia 2003-2016). A existência de
gesso em massas foliáceas deve-se à sedimentação de rochas bastante macias e com impurezas em
mares rasos que evaporaram há vários milhões de anos, mais concretamente, durante o último
período da era Paleozoica (Caetano 2016).
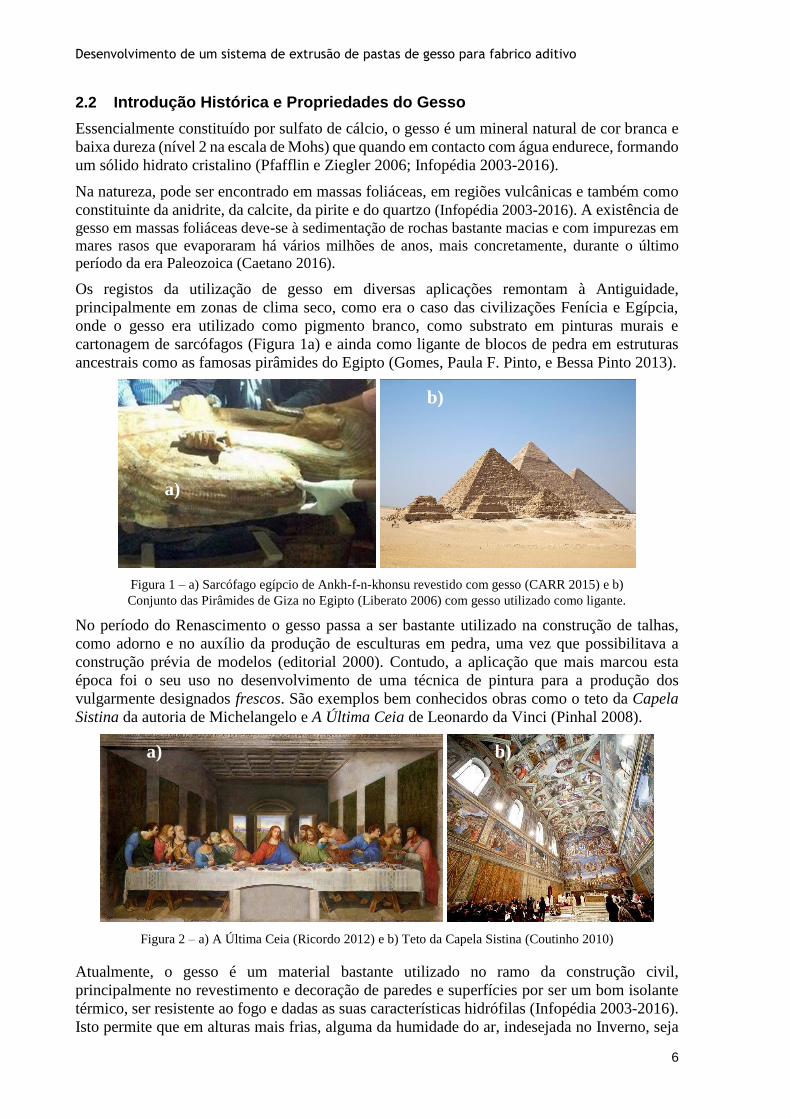
Os registos da utilização de gesso em diversas aplicações remontam à Antiguidade,
principalmente em zonas de clima seco, como era o caso das civilizações Fenícia e Egípcia,
onde o gesso era utilizado como pigmento branco, como substrato em pinturas murais e
cartonagem de sarcófagos (Figura 1a) e ainda como ligante de blocos de pedra em estruturas
ancestrais como as famosas pirâmides do Egipto (Gomes, Paula F. Pinto, e Bessa Pinto 2013).
Figura 1 – a) Sarcófago egípcio de Ankh-f-n-khonsu revestido com gesso (CARR 2015) e b)
Conjunto das Pirâmides de Giza no Egipto (Liberato 2006) com gesso utilizado como ligante.
No período do Renascimento o gesso passa a ser bastante utilizado na construção de talhas,
como adorno e no auxílio da produção de esculturas em pedra, uma vez que possibilitava a
construção prévia de modelos (editorial 2000). Contudo, a aplicação que mais marcou esta
época foi o seu uso no desenvolvimento de uma técnica de pintura para a produção dos
vulgarmente designados frescos. São exemplos bem conhecidos obras como o teto da Capela
Sistina da autoria de Michelangelo e A Última Ceia de Leonardo da Vinci (Pinhal 2008).
Figura 2 – a) A Última Ceia (Ricordo 2012) e b) Teto da Capela Sistina (Coutinho 2010)
Atualmente, o gesso é um material bastante utilizado no ramo da construção civil,
principalmente no revestimento e decoração de paredes e superfícies por ser um bom isolante
térmico, ser resistente ao fogo e dadas as suas características hidrófilas (Infopédia 2003-2016).
Isto permite que em alturas mais frias, alguma da humidade do ar, indesejada no Inverno, seja
a)
b)
a) b)
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
7
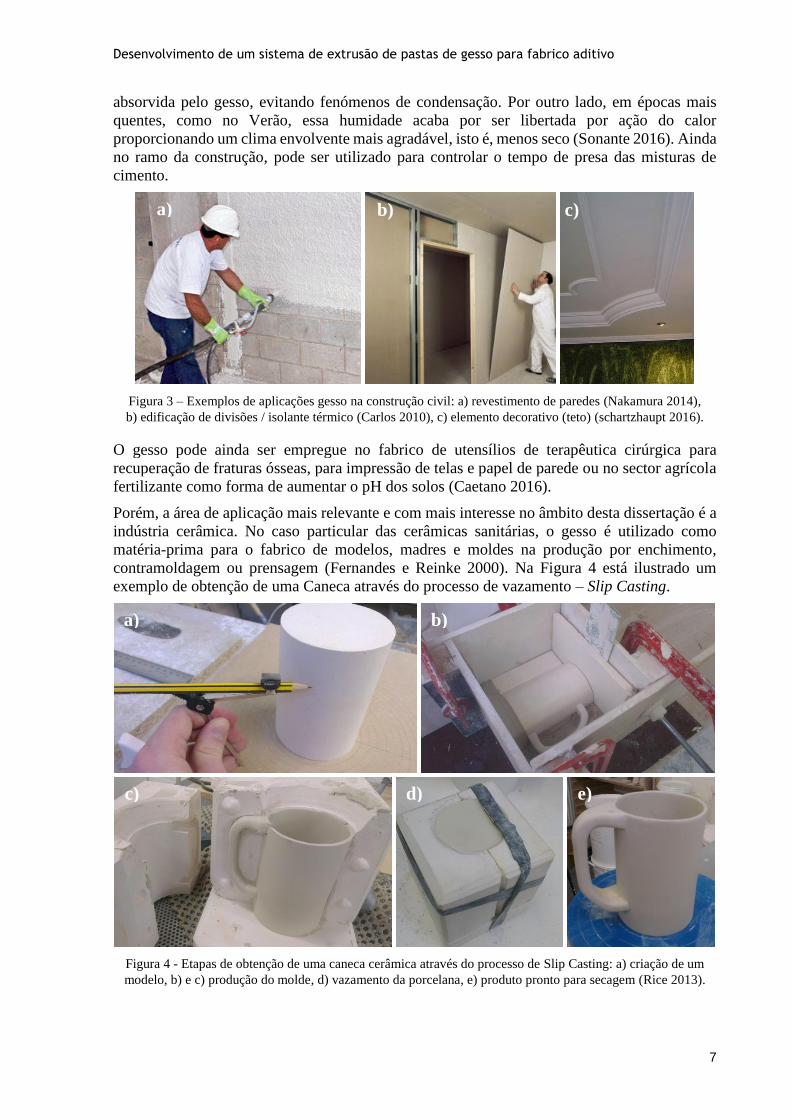
absorvida pelo gesso, evitando fenómenos de condensação. Por outro lado, em épocas mais
quentes, como no Verão, essa humidade acaba por ser libertada por ação do calor
proporcionando um clima envolvente mais agradável, isto é, menos seco (Sonante 2016). Ainda
no ramo da construção, pode ser utilizado para controlar o tempo de presa das misturas de
cimento.
Figura 3 – Exemplos de aplicações gesso na construção civil: a) revestimento de paredes (Nakamura 2014),
b) edificação de divisões / isolante térmico (Carlos 2010), c) elemento decorativo (teto) (schartzhaupt 2016).
O gesso pode ainda ser empregue no fabrico de utensílios de terapêutica cirúrgica para
recuperação de fraturas ósseas, para impressão de telas e papel de parede ou no sector agrícola
fertilizante como forma de aumentar o pH dos solos (Caetano 2016).
Porém, a área de aplicação mais relevante e com mais interesse no âmbito desta dissertação é a
indústria cerâmica. No caso particular das cerâmicas sanitárias, o gesso é utilizado como
matéria-prima para o fabrico de modelos, madres e moldes na produção por enchimento,
contramoldagem ou prensagem (Fernandes e Reinke 2000). Na Figura 4 está ilustrado um
exemplo de obtenção de uma Caneca através do processo de vazamento – Slip Casting.
Figura 4 - Etapas de obtenção de uma caneca cerâmica através do processo de Slip Casting: a) criação de um
modelo, b) e c) produção do molde, d) vazamento da porcelana, e) produto pronto para secagem (Rice 2013).
a) b) c)
a) b)
c) d) e)

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
8
2.2.1 Tipos de Gesso
O termo gesso é utilizado muitas vezes para se referir de forma genérica a um conjunto de
ligantes obtidos da pedra de gesso. No entanto, estes ligantes podem ser mais ou menos
hidratados ou anidros. As suas constituições dependem das temperaturas atingidas durante a
cozedura da pedra de gesso (CaSO4∙2H2O) (Gomes, Paula F. Pinto, e Bessa Pinto 2013):
o Para temperaturas entre 125ºC e 180ºC obtém-se sulfato de cálcio hemihidratado, por
vezes, também designado como gesso de Paris devido à forte exploração de uma jazida
de pedra de gesso de grandes dimensões em Montmartre, Paris. Atualmente, próximo
do local da jazida, encontra-se a Basilique du Sacré-Cœur, construída com
mármore travertino que apresenta características semelhantes a este tipo de gesso, caso
da cor, conforme se pode observar na Figura 5.
o No caso de temperaturas superiores a 180ºC ocorre a desidratação total da gipsite
originado diferentes formas de anidrita (CaSO4):
Calcinações a temperaturas compreendidas entre 180ºC e 250ºC originam a anidrite
solúvel (anidrite III), CaSO4 (sulfato de cálcio anidro), um produto ávido de água,
motivo pelo qual é utilizada como acelerador do tempo de presa.
A calcinação sob temperaturas compreendidas entre 300ºC e 700ºC dão origem à
anidrite II, um sulfato de cálcio totalmente desidratado, por isso designado como
anidrite insolúvel, que só faz presa na presença de adjuvantes especiais.
Finalmente, se a temperatura for de 900ºC a 1000ºC forma-se o gesso hidráulico
que, tal como a anidrite insolúvel, também necessita de um acelerador de presa.
Tabela 1 - Resumo das propriedades dos tipos de sulfato de Cálcio (Caetano 2016).
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
9
Como podemos observar na Tabela 1, existe uma diferenciação do gesso hemihidratado em α e
β. Os dois tipos distinguem-se essencialmente devido ao tipo de processo utilizado para a sua
produção.
É de notar, que a classificação de estabilidade termodinâmica, apresentada na Tabela 1, refere-se a
condições de presença de vapor de água na sala de observação. Na ausência de vapor de água, com
temperaturas abaixo dos 46ºC, apenas o gesso hidratado permanece estável e acima dessa
temperatura, a anidrite insolúvel (Caetano 2016).
Figura 5 - Basilique du Sacré-Cœur, em Montmartre, Paris (HD 2016)
Em termos de preocupações ambientais e de segurança do meio envolvente, deverá-se-á ter
apenas em conta que, quer na produção de gesso, quer na sua utilização depois de calcinado
poderá ser levantado algum pó que não deve ser inalado (Pfafflin e Ziegler 2006).
2.2.2 Desidratação e Reidratação do gesso
Os moldes e moldações cerâmicas são produzidos através de gesso hemihidratado. A equação
(1) descreve a reação de desidratação do sulfato de cálcio hidratado com o fornecimento de
calor. A remoção de água de cristalização é da ordem dos 75% (Caetano 2016).
𝐶𝑎𝑆𝑂4 ∙ 2𝐻2𝑂 + 𝐶𝑎𝑙𝑜𝑟 → 𝐶𝑎𝑆𝑂4 ∙1
2𝐻2𝑂 +
3
2𝐻2𝑂 (1)
Se ao produto da reação anterior (gesso hemihidratado) se continuar a fornecer calor, este
passará a anidrite solúvel e posteriormente a anidrite insolúvel:
𝐻𝑖𝑑𝑟𝑎𝑡𝑎𝑑𝑜 → 𝐻𝑒𝑚𝑖ℎ 𝑖𝑑𝑟𝑎𝑡𝑎𝑑𝑜 → 𝐴𝑛𝑖𝑑𝑟𝑖𝑡𝑒 𝑆𝑜𝑙ú𝑣𝑒𝑙 → 𝐴𝑛𝑖𝑑𝑟𝑖𝑡𝑒 𝐼𝑛𝑠𝑜𝑙ú𝑣𝑒𝑙
125ºC e 180ºC → 180ºC e 250ºC → 300ºC e 700ºC

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
10
A quantidade de calor necessário (em J/mol ou kJ/g) para passar o hidratado para qualquer uma
das outras fases está representada na Tabela 2 (Caetano 2016).
Tabela 2 - Quantidade calor necessária para desidratação do hidratado (Caetano 2016).
Na indústria de fundição, são utilizadas duas espécies de gesso: o cinzento, utilizado em
processos de fundição, que é menos puro e mais barato que o branco utilizado para fazer moldes.
O gesso branco pode dividir-se em dois tipos consoante o processo de calcinação utilizado: o
α-hemihidratado (α-HH) e o β-hemihidratado (β-HH). O primeiro é obtido em autoclave sob
pressão (aproximadamente 8 bar) e a temperaturas na ordem dos 170ºC, enquanto que, o
segundo resulta da calcinação do gesso a cerca de 120ºC, à pressão atmosférica (Nunes 1999).
O resultado dos dois processos de calcinação confere propriedades físicas diferentes aos
hemihidratados α e β sem se observarem variações na composição química e mineralógica. A resistência mecânica e a resistência ao desgaste são superiores no α-HH, enquanto o β-HH apresenta
maior capacidade de absorção de água.
No processo inverso, nas mais diversas aplicações já referidas, uma vez feita a mistura de gesso
com água é gerada uma pasta que faz presa rapidamente devido à sua hidratação. Em poucos
minutos inicia-se uma reação química exotérmica que origina novamente sulfato de cálcio bi-
hidratado, conforme traduz a equação (2):
𝐶𝑎𝑆𝑂4 ∙1
2𝐻2𝑂 +
3
2𝐻2𝑂 → 𝐶𝑎𝑆𝑂4 ∙ 2𝐻2𝑂 + 𝐶𝑎𝑙𝑜𝑟 (2)
Tabela 2 - Quantidade calor libertada durante o processo de reidratação (Caetano 2016)

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
11
O tempo de endurecimento, usualmente, anda na ordem dos 20 minutos. Contudo esse tempo
pode ser prolongado para várias horas com a adição de retardadores de presa à mistura, ou
reduzido (valores abaixo dos 3 minutos) na presença de aceleradores (Caetano 2016).
De acordo com a NP321 (IPQ 2012), os tempos de presa do gesso são determinados com base
num método calorimétrico baseado na evolução da temperatura da pasta de gesso após a sua
mistura com água. Alguns conceitos relacionados com a presa segundo a NP321 são:
i) Princípio de presa – Instante em que se inicia a subida de temperatura;
ii) Fim de presa – Instante em que a pasta de gesso atinge a temperatura máxima;
iii) Tempo de presa – Intervalo de tempo que decorre entre o início e o fim de presa.
O gesso hidratado, fruto da pasta de gesso, forma-se através da destruição da estrutura do gesso
hemihidratado dando-se o crescimento de cristais de hidratado de estrutura acicular e tamanho
bem maior do que os do hemihidratado. O crescimento dos cristais de sulfato de cálcio hidratado
torna a barbotina sucessivamente mais viscosa até endurecer completamente.
A Teoria de Le Chatelier, a primeira a explicar a presa do gesso, defende que esta se produz
devido à diferença de solubilidade entre os gessos hemihidratado (6 a 10 g/dm3) e hidratado (2
g/dm3). À medida que o gesso vai solidificando os cristais em forma de agulha cruzam-se em
todas as direções produzindo uma rede tridimensional que confere resistência mecânica às
moldações (Nunes 1999)
2.2.3 Microestrutura do gesso e ligações mecânicas
A formação dos cristais do gesso α hemihidratado evolui gradualmente originando uma estrutura
mais consistente e homogénea, com maior grau de interligação dos cristais. No caso do gesso β hemihidratado, os cristais desenvolvem-se mais rapidamente no começo da hidratação, originando
a formação de agulhas mais curtas e fraturadas, e assim uma estrutura empilhada e por isso menos
homogénea, conforme se pode verificar na Figura 6 (Caetano 2016).
Figura 6 - Microestrutura típica dos gessos α e β hemihidratados (Caetano 2016)
A resistência mecânica do gesso hidratado é proporcionada pelas forças de interação
intercristalinas, que se decompõem em duas forças: a força de “Van der Waals” e as Ligações
de Hidrogénio. Dado que as forças de “Van der Waals” são de natureza elétrica, acabam por
ser mais fracas do que as ligações de hidrogénio, uma vez que estas últimas têm alta constante
dielétrica proveniente da água presente na superfície dos cristais. Por isso, tudo leva a crer que
são as ligações de hidrogénio que garantem a junção dos cristais no contacto direto das suas
superfícies.
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
12
No entanto, para além destas forças de adesão do contacto direto, existe também a contribuição
de forças de adesão resultante de finíssimas camadas de água que se enclausuram entre as
superfícies dos cristais. Este fenómeno designado por água confinada (“confined water”),
contribui para a resistência mecânica do hidratado. A Figura 7 esquematiza de forma simples a
zona onde se situa a água confinada entre os cristais (Caetano 2016).
Figura 7 - Ilustração da zona de água confinada (Caetano 2016)
2.2.4 Viscosidade
Segundo a lei da viscosidade formulada por Isaac Newton a tensão externa de um fluido a que
este é submetido está diretamente relacionado com a sua viscosidade e taxa de deformação. Ou
seja, qualquer escoamento só é travado quando o líquido nele contido não tem capacidade de
se deformar ou encontra alguma barreira física. Esta propriedade está presente tanto nos
líquidos como nos gases, muito embora seja mais percetível nos líquidos.
𝐹𝑥 = 𝜇𝑑𝑣
𝑑𝑦 (3)
A reologia é o estudo da deformação e escoamento da matéria, que abrange o escoamento
plástico de sólidos e o escoamento de líquidos viscoelásticos (Infopédia 2003b). A
caracterização reológica dos fluidos determina assim a taxa de deformação do material com o
tempo. Segundo o Sistema Internacional de Unidades (SI), a viscosidade, que representa a taxa de
tensões de corte, tem como unidades Pa.s, o que pode ser facilmente observado pela análise
dimensional da equação (3), tendo em conta que a tensão de corte é expressa em Pascal (Pa) e a
taxa de deformação naturalmente em s-1.
Assim, quanto menor for a viscosidade de um fluido, menor será a tensão necessária para o
submeter a uma certa taxa de corte constante. Isto é verdade para a água, mas o mesmo não
acontece em materiais viscosos como resinas, mel ou o material em estudo (gesso antes de
presar) onde a tensão necessária para uma mesma taxa de corte será forçosamente superior.
De modo a tornar possível a realização de simulações de escoamento de pasta de gesso levadas
a cabo neste trabalho foi necessário realizar um estudo preliminar sobre a mecânica dos fluídos,
mais precisamente sobre fluídos não-newtonianos uma vez que a pasta de gesso tem um
comportamento pseudoplástico. Neste sentido, foram pesquisados e consultados um conjunto
de artigos científicos assim como docentes desta área no departamento de Engenharia Mecânica
da Faculdade de Engenharia da Universidade do Porto que vão ser referenciados
posteriormente.
Foi ainda necessário aceder a um conjunto de valores de viscosidades experimentais, de várias
formulações de gesso, medidas pelo aluno Daniel Esperança Caetano na sua tese de mestrado
tendo a mesma servido de base para a fase inicial da tese aqui apresentada de modo a dar
continuidade ao projeto onde as duas estão inseridas.
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
13
2.3 Fabrico Aditivo
Additive Manufacturing – AM é o termo inglês utilizado para descrever as tecnologias com as
quais se produzem objetos 3D (tridimensionais) através da adição de material camada-a-camada
(AMazing 2016). A lista de materiais utilizados em tecnologias de fabrico aditivo é muito
diversificada: começando pelos termoplásticos - que provavelmente são dos materiais cujas
tecnologias são amplamente mais conhecidas, passando pelas ligas metálicas, pelas argamassas
e outros materiais cerâmicos. No entanto esta lista tende a aumentar, estudos realizados
recentemente na Pohang University of Science and Technology (Kundu et al. 2015)
possibilitaram a obtenção de tecidos humanos recorrendo a AM e ainda na área do bioprinting
a organização MaRS Innovations afirmou ser possível imprimir folículos capilares (Caffrey e
Wohlers 2015).
De uma maneira geral todas as tecnologias AM requerem a utilização de computadores para a
modelação 3D da peça (CAD), elementos de controlo e matéria-prima apropriada. Uma vez
obtido o desenho CAD e devidamente convertido num ficheiro CAE, o equipamento AM lê a
informação e inicia a deposição do material, camada a camada, até que fique concluído o fabrico
do objeto 3D (AMazing 2016).
Numa fase inicial o fabrico aditivo era somente utilizado como Rapid Prototyping, isto é, para
pré-produção de modelos possibilitando o estudo e visualização na fase de desenvolvimento de
produtos. Muito embora, exista referência (Cawley 1999) de que, o conceito de obtenção de
objetos por camadas já seria utilizado em aplicações militares em 1915. Um relatório da
Gettysburg National Military Park Comission descreve a construção de um modelo de campo
de batalha à escala, que consistia num mapa topográfico de relevo, criado por diferentes
camadas de pranchas de madeira.
Com o desenvolvimento da tecnologia computacional, o estudo dos materiais e consequente
ampliação do conhecimento sobre o seu processamento foi possível conceber tecnologias de
fabrico aditivo capazes de fabricar produtos acabados ou semiacabados em várias indústrias, na
medicina e até na moda.
O termo AM engloba várias tecnologias e está associado a vários conceitos e terminologias,
entre as quais a Impressão 3D. Apesar de, por vezes, ser usado como sinónimo de Additive
Manufacturing, convenciona-se a utilização do termo 3D Printing para equipamentos desktop,
ou seja, principalmente para utilização doméstica e em pequenos escritórios ou ateliers tendo
em conta o seu baixo custo e/ou capacidade (ASTM 2012). Em engenharia, Additive
Manufacturing faz referência a tecnologias ou aplicações para a indústria que auxiliem na
produção de peças ou produtos.
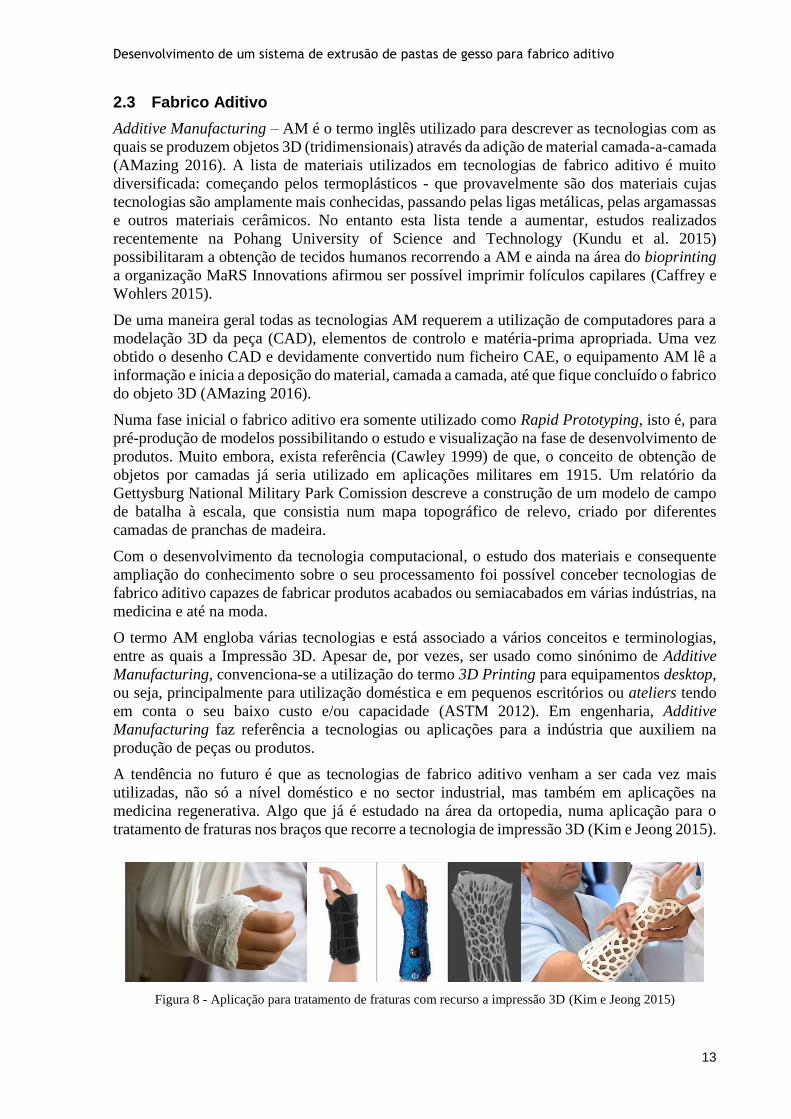
A tendência no futuro é que as tecnologias de fabrico aditivo venham a ser cada vez mais
utilizadas, não só a nível doméstico e no sector industrial, mas também em aplicações na
medicina regenerativa. Algo que já é estudado na área da ortopedia, numa aplicação para o
tratamento de fraturas nos braços que recorre a tecnologia de impressão 3D (Kim e Jeong 2015).
Figura 8 - Aplicação para tratamento de fraturas com recurso a impressão 3D (Kim e Jeong 2015)
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
14
2.3.1 Processos de Fabrico Aditivo
A indústria de fabrico aditivo encontra-se atualmente em grande expansão. Com a expiração de
patentes que se tem verificado ultimamente as tenologias e produtos e têm-se tornado cada vez
mais acessíveis e económicos. Por esse motivo é visível o aumento explosivo de investimentos,
que levam à emergência de novas tecnologias, materiais e mercados capazes de cumprir os
requisitos de qualidade, preço e performance exigidos.
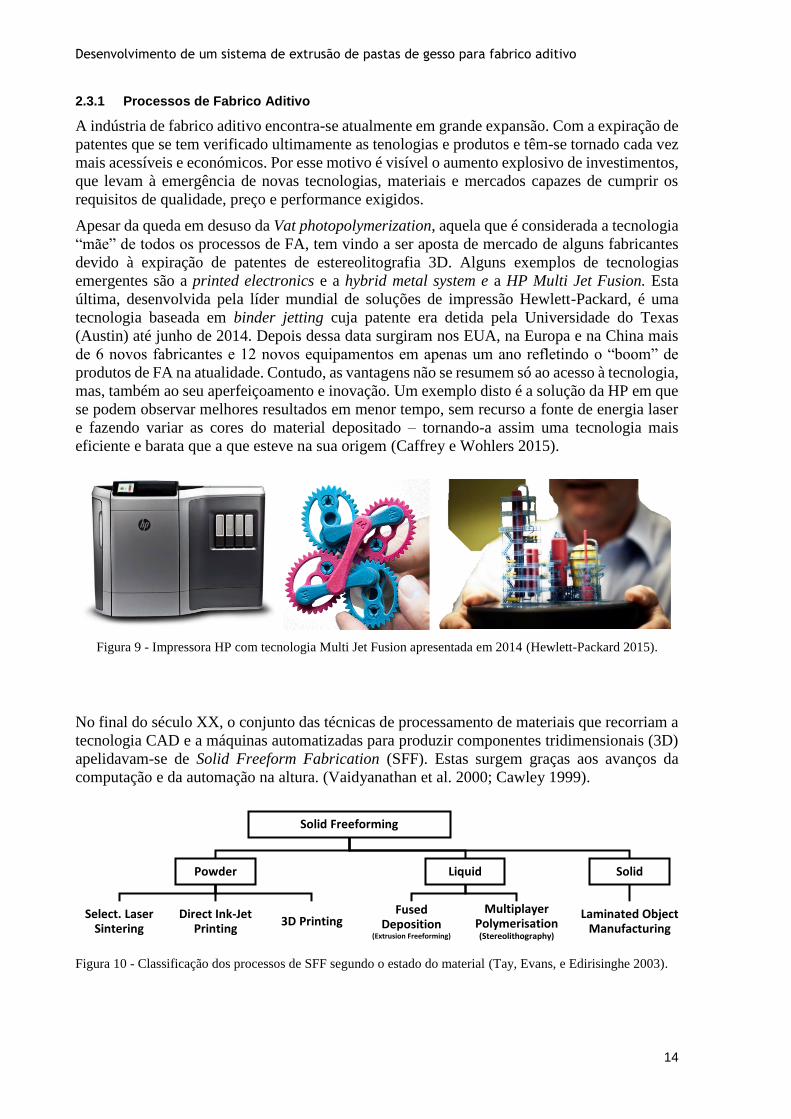
Apesar da queda em desuso da Vat photopolymerization, aquela que é considerada a tecnologia
“mãe” de todos os processos de FA, tem vindo a ser aposta de mercado de alguns fabricantes
devido à expiração de patentes de estereolitografia 3D. Alguns exemplos de tecnologias
emergentes são a printed electronics e a hybrid metal system e a HP Multi Jet Fusion. Esta
última, desenvolvida pela líder mundial de soluções de impressão Hewlett-Packard, é uma
tecnologia baseada em binder jetting cuja patente era detida pela Universidade do Texas
(Austin) até junho de 2014. Depois dessa data surgiram nos EUA, na Europa e na China mais
de 6 novos fabricantes e 12 novos equipamentos em apenas um ano refletindo o “boom” de
produtos de FA na atualidade. Contudo, as vantagens não se resumem só ao acesso à tecnologia,
mas, também ao seu aperfeiçoamento e inovação. Um exemplo disto é a solução da HP em que
se podem observar melhores resultados em menor tempo, sem recurso a fonte de energia laser
e fazendo variar as cores do material depositado – tornando-a assim uma tecnologia mais
eficiente e barata que a que esteve na sua origem (Caffrey e Wohlers 2015).
Figura 9 - Impressora HP com tecnologia Multi Jet Fusion apresentada em 2014 (Hewlett-Packard 2015).
No final do século XX, o conjunto das técnicas de processamento de materiais que recorriam a
tecnologia CAD e a máquinas automatizadas para produzir componentes tridimensionais (3D)
apelidavam-se de Solid Freeform Fabrication (SFF). Estas surgem graças aos avanços da
computação e da automação na altura. (Vaidyanathan et al. 2000; Cawley 1999).
Figura 10 - Classificação dos processos de SFF segundo o estado do material (Tay, Evans, e Edirisinghe 2003).
Solid Freeforming
Powder
Select. Laser Sintering
Direct Ink-Jet Printing
3D Printing
Liquid
Fused Deposition
(Extrusion Freeforming)
Multiplayer Polymerisation (Stereolithography)
Solid
Laminated Object Manufacturing

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
15
Mais recentemente, surgiu a norma americana F2792-12a da ASTM, que convencionou que os
processos AM estão divididos em 7 categorias, com o objetivo de diferenciar e agrupar as
tecnologias de fabrico aditivo atuais e futuras de forma clara (ASTM 2012):
Tabela 3 - Categorias de processos AM segundo a norma F2792-12a da ASTM
categoria Descrição dos processos contidos nas categorias:
binder jetting um agente ligante é depositado de forma a juntar partículas de
materiais em pó de forma conveniente.
directed energy
deposition
é utilizada energia térmica para fundir e unir materiais
simultaneamente à medida que são depositados.
material extrusion deposição de material realizada através de um bocal ou orifício.
material jetting processo AM que consiste na deposição de gotículas de material.
powder bed fusion recorre a energia térmica para fundir e ligar material em pó.
sheet lamination processo AM onde se unem folhas de material para obter objetos.
vat
photopolymerization
um foto-polímero líquido contido num recipiente é curado
seletivamente por polimerização com recurso à luz de um laser.
2.3.2 Obtenção de materiais cerâmicos através de processos AM
O processamento de materiais cerâmicos pode ser conseguido recorrendo diferentes
tecnologias, tais como: estereolitografia de suspensões cerâmicas, sinterização seletiva a laser
de recipientes com misturas de ligante / pó, impressão seletiva por jato de tinta, fabricação de
objetos laminados com recurso a fitas cerâmicas verdes e por fim, extrusão controlada por
computador com solidificação do filamento, promovida por arrefecimento, congelamento ou
secagem posterior do mesmo (Cawley 1999).
Usualmente, a produção de peças cerâmicas de precisão é feita com recurso a sistemas de
fotopolimerização (Lithoz® e 3DCeram®) ou a processos de binder jetting (ExOne®,
Voxeljet® e 3D Systems®) para usos mais correntes (Caffrey e Wohlers 2015). Contudo, os
primeiros registos de utilização das técnicas SFF, surgem nos finais da década de 90, em
processos como: 3-D Printing® do Instituto de Tecnologia de Massachusetts, Laminated Object
Manufacturing (LOM) da Lone Peak Engineering, Shape Deposition Manufacturing (SDM)
das universidades de Stanford e Carnegie Mellon e Fused Deposition of Ceramics (FDC) da
Universidade de Rutgers (Vaidyanathan et al. 2000).
A principal vantagem da aplicação das técnicas de SFF nos cerâmicos está na facilidade em se
conseguirem materializar formas mais arrojadas. Além do uso para a obtenção de peças esta
técnicas podem ser úteis para criação de amostras com vista ao estudo científico.
A Extrusion Freeforming (EFF) e a Fused Deposition of Ceramics (FDC) são técnicas de
extrusão (SFF) baseadas na tecnologia análoga para plásticos (FDM), capazes de fabricar
formas cerâmicas complexas com boas propriedades mecânicas, igual microestrutura e
apresentando boas tolerâncias geométricas. Outra das vantagens do processo EFF é que pode
ser aplicando utilizando softwares CAD standard tais como o SolidWorks ou o Surfcam para
desenhar os modelos (Vaidyanathan et al. 2000).
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
16
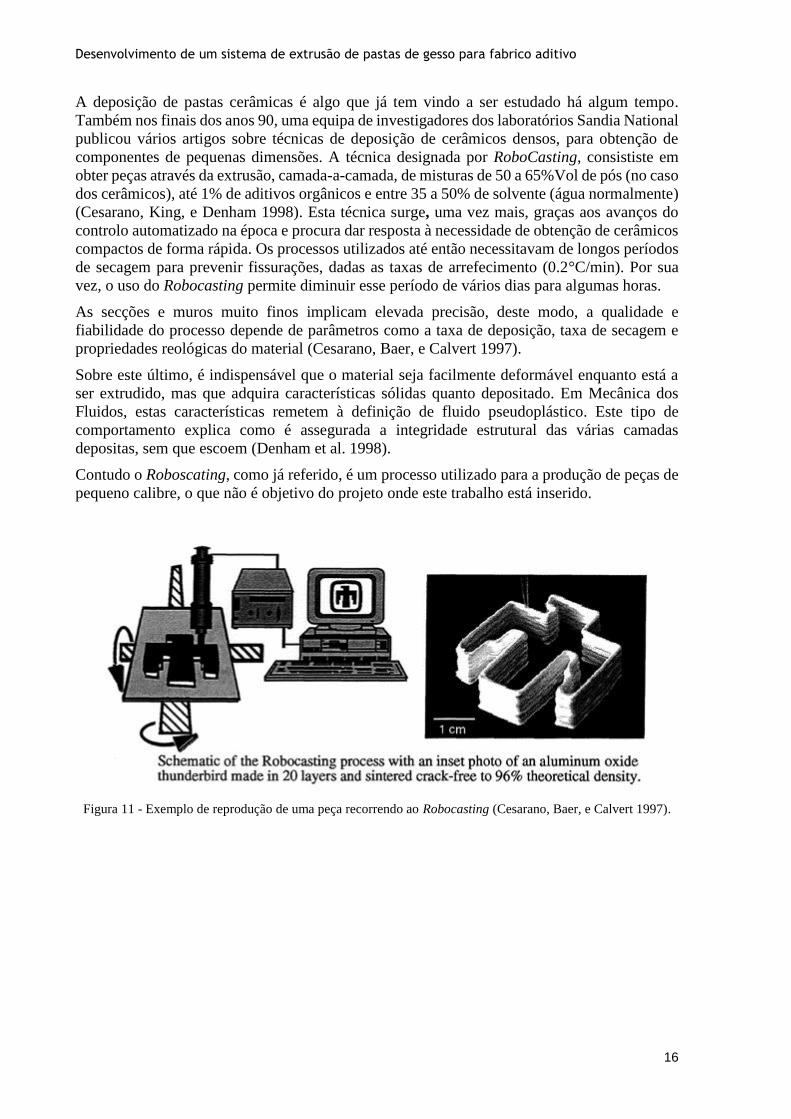
A deposição de pastas cerâmicas é algo que já tem vindo a ser estudado há algum tempo.
Também nos finais dos anos 90, uma equipa de investigadores dos laboratórios Sandia National
publicou vários artigos sobre técnicas de deposição de cerâmicos densos, para obtenção de
componentes de pequenas dimensões. A técnica designada por RoboCasting, consististe em
obter peças através da extrusão, camada-a-camada, de misturas de 50 a 65%Vol de pós (no caso
dos cerâmicos), até 1% de aditivos orgânicos e entre 35 a 50% de solvente (água normalmente)
(Cesarano, King, e Denham 1998). Esta técnica surge, uma vez mais, graças aos avanços do
controlo automatizado na época e procura dar resposta à necessidade de obtenção de cerâmicos
compactos de forma rápida. Os processos utilizados até então necessitavam de longos períodos
de secagem para prevenir fissurações, dadas as taxas de arrefecimento (0.2°C/min). Por sua
vez, o uso do Robocasting permite diminuir esse período de vários dias para algumas horas.
As secções e muros muito finos implicam elevada precisão, deste modo, a qualidade e
fiabilidade do processo depende de parâmetros como a taxa de deposição, taxa de secagem e
propriedades reológicas do material (Cesarano, Baer, e Calvert 1997).
Sobre este último, é indispensável que o material seja facilmente deformável enquanto está a
ser extrudido, mas que adquira características sólidas quanto depositado. Em Mecânica dos
Fluidos, estas características remetem à definição de fluido pseudoplástico. Este tipo de
comportamento explica como é assegurada a integridade estrutural das várias camadas
depositas, sem que escoem (Denham et al. 1998).
Contudo o Roboscating, como já referido, é um processo utilizado para a produção de peças de
pequeno calibre, o que não é objetivo do projeto onde este trabalho está inserido.
Figura 11 - Exemplo de reprodução de uma peça recorrendo ao Robocasting (Cesarano, Baer, e Calvert 1997).
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
17
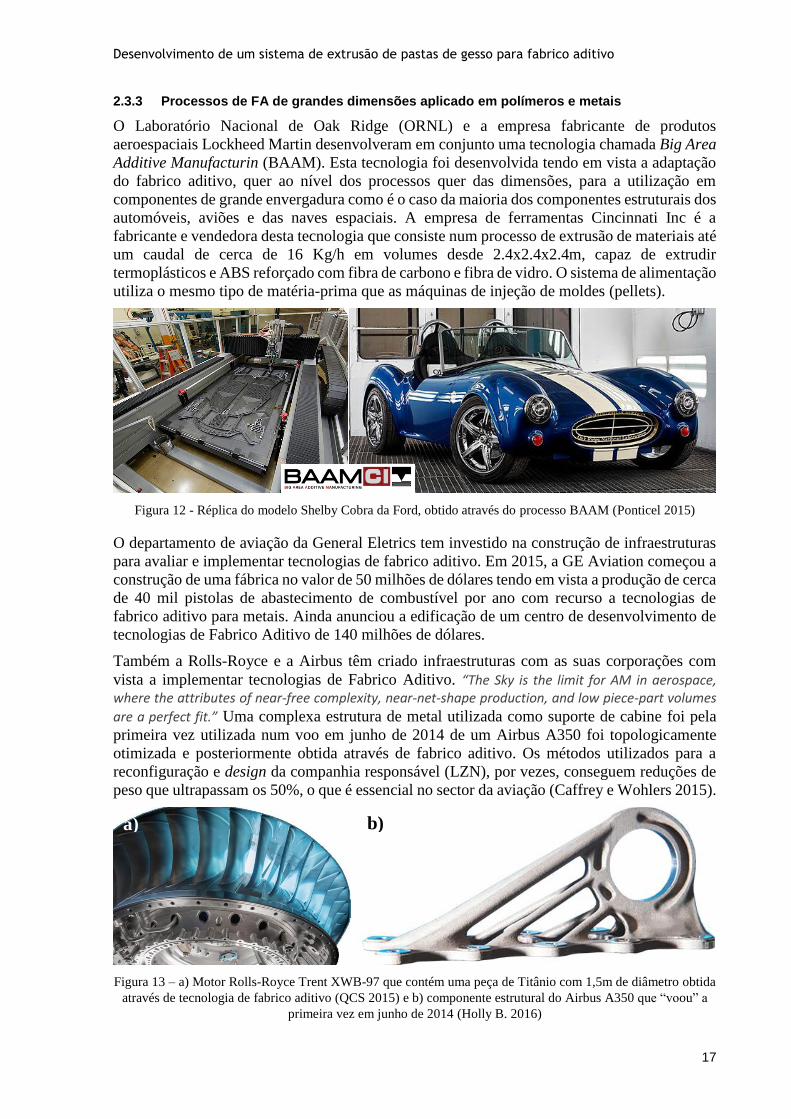
2.3.3 Processos de FA de grandes dimensões aplicado em polímeros e metais
O Laboratório Nacional de Oak Ridge (ORNL) e a empresa fabricante de produtos
aeroespaciais Lockheed Martin desenvolveram em conjunto uma tecnologia chamada Big Area
Additive Manufacturin (BAAM). Esta tecnologia foi desenvolvida tendo em vista a adaptação
do fabrico aditivo, quer ao nível dos processos quer das dimensões, para a utilização em
componentes de grande envergadura como é o caso da maioria dos componentes estruturais dos
automóveis, aviões e das naves espaciais. A empresa de ferramentas Cincinnati Inc é a
fabricante e vendedora desta tecnologia que consiste num processo de extrusão de materiais até
um caudal de cerca de 16 Kg/h em volumes desde 2.4x2.4x2.4m, capaz de extrudir
termoplásticos e ABS reforçado com fibra de carbono e fibra de vidro. O sistema de alimentação
utiliza o mesmo tipo de matéria-prima que as máquinas de injeção de moldes (pellets).
Figura 12 - Réplica do modelo Shelby Cobra da Ford, obtido através do processo BAAM (Ponticel 2015)
O departamento de aviação da General Eletrics tem investido na construção de infraestruturas
para avaliar e implementar tecnologias de fabrico aditivo. Em 2015, a GE Aviation começou a
construção de uma fábrica no valor de 50 milhões de dólares tendo em vista a produção de cerca
de 40 mil pistolas de abastecimento de combustível por ano com recurso a tecnologias de
fabrico aditivo para metais. Ainda anunciou a edificação de um centro de desenvolvimento de
tecnologias de Fabrico Aditivo de 140 milhões de dólares.
Também a Rolls-Royce e a Airbus têm criado infraestruturas com as suas corporações com
vista a implementar tecnologias de Fabrico Aditivo. “The Sky is the limit for AM in aerospace, where the attributes of near-free complexity, near-net-shape production, and low piece-part volumes
are a perfect fit.” Uma complexa estrutura de metal utilizada como suporte de cabine foi pela
primeira vez utilizada num voo em junho de 2014 de um Airbus A350 foi topologicamente
otimizada e posteriormente obtida através de fabrico aditivo. Os métodos utilizados para a
reconfiguração e design da companhia responsável (LZN), por vezes, conseguem reduções de
peso que ultrapassam os 50%, o que é essencial no sector da aviação (Caffrey e Wohlers 2015).
Figura 13 – a) Motor Rolls-Royce Trent XWB-97 que contém uma peça de Titânio com 1,5m de diâmetro obtida
através de tecnologia de fabrico aditivo (QCS 2015) e b) componente estrutural do Airbus A350 que “voou” a
primeira vez em junho de 2014 (Holly B. 2016)
a) b)

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
18
2.3.4 Processos de extrusão de argamassas de grandes dimensões
Dentro dos processos de fabrico aditivo de extrusão de grandes volumes destaca-se o processo
Contour Crafting, desenvolvido e patenteado pela Universidade da Califórnia do Sul. Esta
tecnologia recorre às capacidades de controlo computacionais para produzir peças de material
extrudido com faces planas recorrendo a espátulas (Kwon et al. 2002).
Comparado com outros processos de FA, o CC destaca-se pela obtenção de superfícies suaves
e precisas, pela velocidade do processo e pela vasta gama de materiais utilizados: desde os
termoplásticos passando pelos materiais de construção, onde capta algum interesse, e ainda
alguns materiais cerâmicos. Outra vantagem associada ao CC reside na inexistência de limites
dimensionais, o que promove o aparecimento de soluções conceptuais em aplicações de grande
escala, como é exemplo a da Figura 14 a), onde se ilustra a “impressão 3D” de uma casa. Mas
conforme se pode ver na Figura 14b) e Figura 15 graças a tecnologias assentes no princípio de
funcionamento do CC, foi já construída uma casa (em apenas 45 dias) no distrito chinês de
Tongzhou, perto de Pequim e uma suite de luxo no Lewis Grand Hotel situado nas Filipinas.
Figura 14 – a) Conceito de impressão e b) casa obtida com base na tecnologia CC (CHINADAILY 2016)
Figura 15 - Construção de suite de luxo no Hotel Lewis Grand, recorrendo a tecnologia 3D (Rudenko 2015).
Contudo, é visível um acabamento superficial descuidado nos processos de edificação
utilizados nos exemplos das figuras acima. Isto implica trabalho adicional de remoção de
material até chegar a um resultando semelhante ao do lado direito da Figura 15. No entanto,
dada a qualidade superficial exigida nas indústrias de moldação, será sempre necessário recorrer
a processos de maquinagem, o que irá eliminar as saliências provenientes do processo aditivo.
É neste tipo de soluções que se enquadra o projeto ADIMAQ no qual esta tese está inserida.
Por outro lado, no ramo da construção civil, em que a precisão dimensional é grosseira, a
possibilidade de uma “impressão” de superfícies planas suaves parece mais útil. É aqui que o
processo CC através da combinação de diferentes espátulas e bicos extrusores consegue
resultados mais satisfatórios.
a) b)
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
19
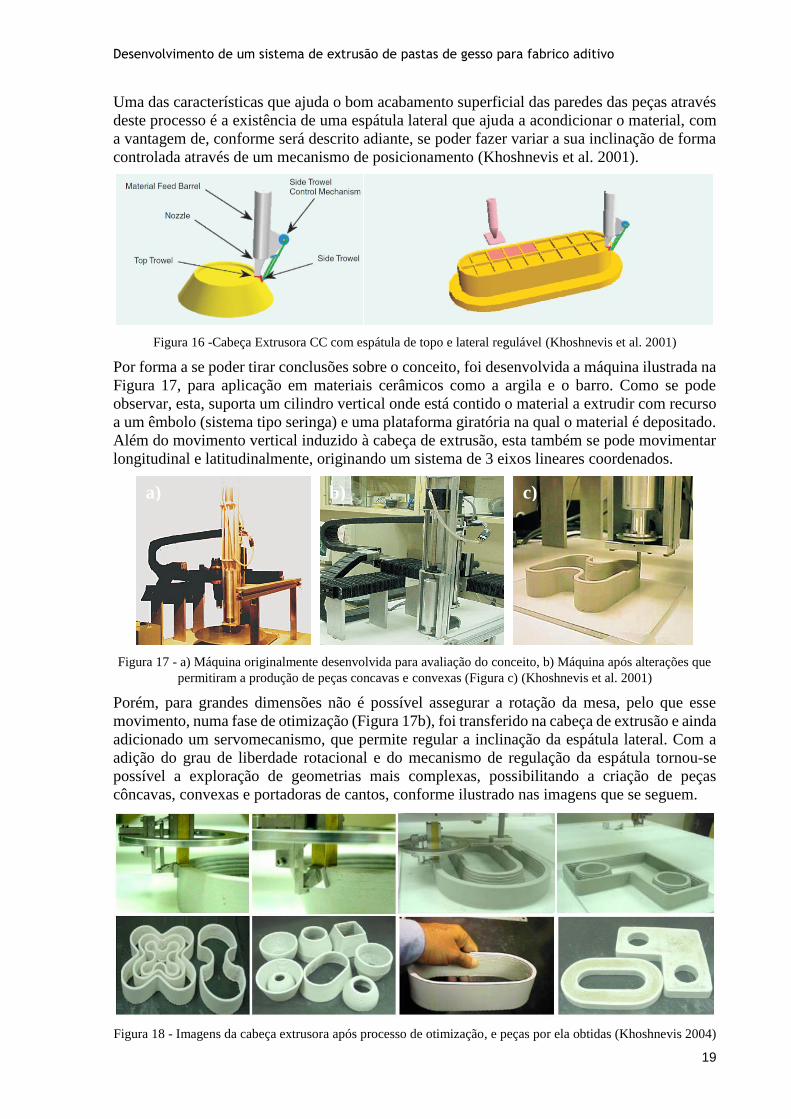
Uma das características que ajuda o bom acabamento superficial das paredes das peças através
deste processo é a existência de uma espátula lateral que ajuda a acondicionar o material, com
a vantagem de, conforme será descrito adiante, se poder fazer variar a sua inclinação de forma
controlada através de um mecanismo de posicionamento (Khoshnevis et al. 2001).
Figura 16 -Cabeça Extrusora CC com espátula de topo e lateral regulável (Khoshnevis et al. 2001)
Por forma a se poder tirar conclusões sobre o conceito, foi desenvolvida a máquina ilustrada na
Figura 17, para aplicação em materiais cerâmicos como a argila e o barro. Como se pode
observar, esta, suporta um cilindro vertical onde está contido o material a extrudir com recurso
a um êmbolo (sistema tipo seringa) e uma plataforma giratória na qual o material é depositado.
Além do movimento vertical induzido à cabeça de extrusão, esta também se pode movimentar
longitudinal e latitudinalmente, originando um sistema de 3 eixos lineares coordenados.
Figura 17 - a) Máquina originalmente desenvolvida para avaliação do conceito, b) Máquina após alterações que
permitiram a produção de peças concavas e convexas (Figura c) (Khoshnevis et al. 2001)
Porém, para grandes dimensões não é possível assegurar a rotação da mesa, pelo que esse
movimento, numa fase de otimização (Figura 17b), foi transferido na cabeça de extrusão e ainda
adicionado um servomecanismo, que permite regular a inclinação da espátula lateral. Com a
adição do grau de liberdade rotacional e do mecanismo de regulação da espátula tornou-se
possível a exploração de geometrias mais complexas, possibilitando a criação de peças
côncavas, convexas e portadoras de cantos, conforme ilustrado nas imagens que se seguem.
Figura 18 - Imagens da cabeça extrusora após processo de otimização, e peças por ela obtidas (Khoshnevis 2004)
a) b) c)

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
20
O CC pode ser visto como chave para a produção de forma rápida, de modelos para moldes de
fundição de grandes dimensões, nomeadamente na área náutica e aeroespacial. Uma lâmina de
uma turbina, por exemplo, que envolva dimensões de 8x8x5 polegadas pode ser produzida em
menos de 30 minutos, em vez das 7 horas que demora através de FDM (Kwon et al. 2002).
A introdução de movimentos numa máquina deste tipo promove uma maior liberdade para
criação de formas. Assim, poderá ter interesse adicionar movimentos de rotação da cabeça nos
restantes eixos coordenados no ramo da construção cívil, de forma a também se conseguirem
construir telhados de casas através desta tecnologia baseada em métodos de construção
ancestrais, utilizando apenas tijolos e substrato.
Figura 19 – Conceito de construção de telhados baseado em métodos ancestrais (à direita) (Khoshnevis 2004)
Esta tecnologia tem servido de inspiração no desenvolvimento e melhoramento de outros
sistemas como é o caso do projeto apresentado na 10th International DAAAM Baltic
Conference, por um grupo de investigadores finlandeses, que implementaram um sistema de
contorno numa impressora 3D de cimento (Nylund et al. 2015). O objetivo deste trabalho
passava por melhorar a qualidade superficial e dar liberdade de forma na produção de peças, e
introduzir ainda a possibilidade de produzir paredes inclinadas. A diferença de resultados obtida
é percetível quando comparados dois pedaços de dimensões semelhantes extrudidos com o
equipamento original e adaptado com o sistema CC.
Figura 20 – Sistema de deposição de cimento com sistema de melhoramento do contorno (Nylund et al. 2015).

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
21
2.3.5 Propriedades mecânicas
Ao nível conceptual não restam dúvidas que existe uma vasta oferta de soluções materializáveis.
O passo seguinte é compreender se o mesmo é verdade ao nível funcional. Serão as
propriedades mecânicas das peças produzidas, suficientemente boas para o papel que
desempenham? O desenvolvimento de uma impressora 3D de materiais compósitos na
Universidade de Kentucky do Norte poderá ajudar a responder a dúvidas como esta. Assente
no princípio de criação de estruturas robustas e inspiradas na natureza, o fabrico de peças
compósitas com recurso a impressoras 3D tem revelado dados satisfatórios.
Figura 21 - Curva Força-Deslocamento de pasta com
e sem reforço de fibra de carbono. (Allameh 2015)
Figura 22 - Efeito do reforço da fibra de carbono na
curva de Carga-Deslocamento (Allameh 2015)
Saliente-se que quando se usa a denominação de compósitos, geralmente, o termo remete a
peças poliméricas reforçadas com fibras. No entanto, no caso particular do estudo acima
referido é colocada a hipótese de combinar materiais cerâmicos com polímeros, colmatando,
por exemplo, a sua falta de rigidez. Ainda no mesmo estudo, é referido o papel decisivo que as
técnicas de deposição nos cerâmicos podem ter nas propriedades conferidas às peças, e que,
portanto, devem ser estudados os métodos e condições de deposição, tais como caudais e
orientações do escoamento.
Figura 23 - Cabeças de deposição de polímeros, gesso e cimento, pela ordem respetiva (Allameh 2015).
No caso da deposição de materias cerâmicos, por exemplo, é utilizado um componente idêntico
a um “balão” para empurrar o cimento ou o barro através do orífico, no fundo da cabeça
extrusora. Inicialmente vazio, o “balão” vai sendo enchido de água, de forma controlada através
de uma válvula solenóide, até esgotar o material presente na cabeça (Allameh 2015).
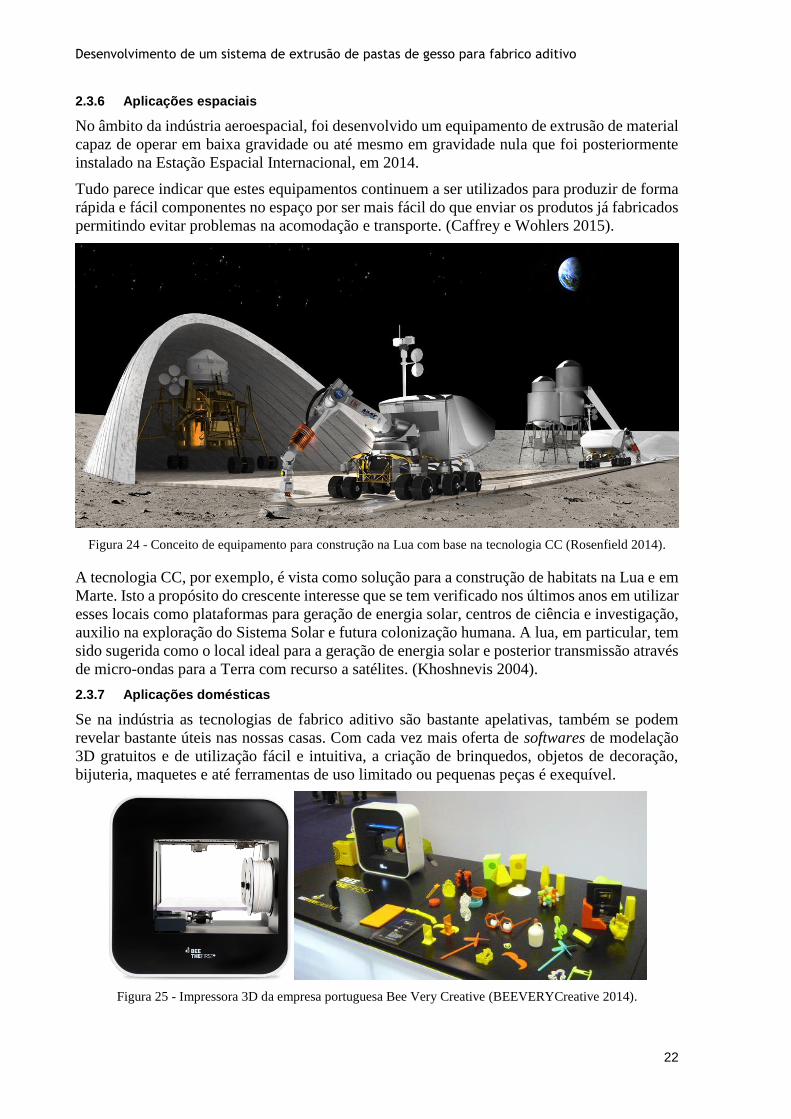
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
22
2.3.6 Aplicações espaciais
No âmbito da indústria aeroespacial, foi desenvolvido um equipamento de extrusão de material
capaz de operar em baixa gravidade ou até mesmo em gravidade nula que foi posteriormente
instalado na Estação Espacial Internacional, em 2014.
Tudo parece indicar que estes equipamentos continuem a ser utilizados para produzir de forma
rápida e fácil componentes no espaço por ser mais fácil do que enviar os produtos já fabricados
permitindo evitar problemas na acomodação e transporte. (Caffrey e Wohlers 2015).
Figura 24 - Conceito de equipamento para construção na Lua com base na tecnologia CC (Rosenfield 2014).
A tecnologia CC, por exemplo, é vista como solução para a construção de habitats na Lua e em
Marte. Isto a propósito do crescente interesse que se tem verificado nos últimos anos em utilizar
esses locais como plataformas para geração de energia solar, centros de ciência e investigação,
auxilio na exploração do Sistema Solar e futura colonização humana. A lua, em particular, tem
sido sugerida como o local ideal para a geração de energia solar e posterior transmissão através
de micro-ondas para a Terra com recurso a satélites. (Khoshnevis 2004).
2.3.7 Aplicações domésticas
Se na indústria as tecnologias de fabrico aditivo são bastante apelativas, também se podem
revelar bastante úteis nas nossas casas. Com cada vez mais oferta de softwares de modelação
3D gratuitos e de utilização fácil e intuitiva, a criação de brinquedos, objetos de decoração,
bijuteria, maquetes e até ferramentas de uso limitado ou pequenas peças é exequível.
Figura 25 - Impressora 3D da empresa portuguesa Bee Very Creative (BEEVERYCreative 2014).

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
23
2.4 Equipamentos Híbridos
No final de 2011, a empresa japonesa Matsuura apresentou peças de metal produzidas numa
máquina que recorria à tecnologia de powder bed fusion para o levantamento da peça,
intercalada com maquinagem CNC periódica para produzir zonas detalhadas e precisas. Dois
anos mais tarde a Hybrid Manufacturing Technologies apresenta a ferramenta inovadora
AMBIT. Uma ferramenta capaz de se adaptar facilmente a qualquer centro de maquinagem
CNC e o possibilitar a deposição de metal, com recurso a pós metálicos e fontes laser.
Apesar de remeter ao nome da empresa que desenvolveu a AMBIT, é comum utilizar-se a
designação de equipamento/processo híbrido quando são combinadas as tecnologias de fabrico
aditivo e de fabrico subtrativo.
Figura 26 - Ferramenta AMBIT desenvolvida pela Hybrid Manufacturing Technologies (HMT 2013)
O conceito de equipamento híbrido depressa foi adotado por outros fabricantes, caso da DMG
Mori Seiki que apresentou a sua máquina híbrida Lasertec 65 na EuroMold 2013. Desde então,
vários foram os fabricantes a anunciar projetos de equipamentos de fabrico aditivo híbrido
sendo a Mazak, Fonon Technologies, Sodick, Hurco e Hermle alguns dos primeiros a
demonstrar interesse (Caffrey e Wohlers 2015).
Figura 27 – Máquinas híbridas Lasertec 65 da DMG (DMG 2016) e Lumex Avance-25 (MC 2016) da Matsuura.
O trabalho aqui apresentado pretende utilizar a extrusão de pastas como método de fabrico
aditivo. Uma vez que no mercado atual não é conhecido nenhum equipamento híbrido para
processamento de materiais cerâmicos, será necessária a implementação de um período de
secagem, prevendo-se que o processo de remoção de material seja completamente realizado
após o processo aditivo. Ao passo que, no caso dos equipamentos utilizados nos metais é
possível a intercalação dos dois processos.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
24
2.5 Sistemas de Mistura
Qualquer processo de extrusão de pastas cerâmicas requer uma mistura homogénea prévia dos
diferentes constituintes da formulação. Os sistemas utilizados para este fim podem ser mais ou
menos elaborados dependendo das necessidades.
No caso das pastas de gesso, à semelhança do que acontece em aplicações do ramo da
construção civil, o tipo de solução mais utilizada consiste em efetuar a mistura do gesso em pó
e aditivos sólidos, se for o caso, com água num recipiente com recurso a misturadoras idênticas
às representadas na Figura 28. Conforme pode ser consultado no catálogo do fabricante
(UNITEC 2016), de forma a garantir uma boa mistura, a geometria das hélices e a potência da
misturadora variam conforme o volume em causa.
Figura 28 - Sistemas de mistura manuais da Unitec - (UNITEC 2016)
Apesar de se conseguirem produzir misturas uniformes, existe um grande entrave, sobretudo na
extrusão de peças de grandes dimensões. Sempre que acaba o material na máquina extrusora é
necessário preparar uma nova mistura. Uma vez que peças de grandes dimensões implicam
grandes volumes de material, irão existir vários e longos períodos de paragem para preparação
e transbordo de mistura para o depósito da cabeça de extrusão.
2.5.1 Sistemas de mistura Contínuos
Atualmente encontram-se já disponíveis no mercado alguns sistemas de mistura contínuos,
alguns dos quais baseados em máquinas como as descritas anteriormente, mas com um furo no
fundo dos reservatórios de mistura e sistema de bombagem para escoar o material, outros com
elementos de mistura e extrusão agregados e outros sistemas mais elaborados, concebidos para
necessidades especiais. Em comum têm a possibilidade de serem alimentados, realizarem os
doseamentos e mistura dos diferentes materiais e as disponibilizarem sem efetuar paragens.
Os sistemas de mistura da fabricante chinesa Wuxi têm um princípio de funcionamento
semelhante ao das máquinas de mistura já referidas. A mistura é feita num reservatório fechado
com recurso a hélices de geometria variável, no entanto, existem tanques que canalizam a
matéria-prima até ao reservatório de mistura, e na sua parte inferior existe uma válvula por onde
sai o material. O reservatório de mistura pode ter uma capacidade que varia entre os 5 e os 650
litros. Este equipamento é ainda portador de um sistema de criação de vácuo para aumentar a
eficiência da mistura, eliminando bolhas de ar.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
25
Figura 29 - Sistemas de mistura contínua da Wuxi (Wuxi 2016)
Outro tipo de conceito é o apresentado pelo fabricante S.F. Engineering Works na máquina
extrusora/misturadora Sigma Mixer indicada para materiais viscosos. Numa zona mais
volumosa do depósito é realizada a mistura com recurso a duas hélices em “Z” de eixos
paralelos e no fundo do reservatório existe um fuso que roda, de forma independente,
canalizando a mistura para o exterior da máquina. O reservatório onde é feita a mistura pode
variar entre os 30 e os 300 litros.
Figura 30 - Extrusora/Misturadora Sigma Mixer da S.F. Engineering Works (SF 2008)
Como último exemplo, são ilustradas as misturadoras verticais Schugi® Flexomix da empresa
inglesa Hosokawa Micron. Estas máquinas, apesar de terem um princípio de funcionamento
idêntico ao do primeiro exemplo de misturadores contínuos, têm a particularidade de serem
especialmente concebidas para efetuar misturas de líquidos e pós densos.
As diferentes máquinas existentes são portadoras de hélices com desenhos estudados para
melhor se adequarem às diferentes misturas para cada aplicação. É possível selecionar uma
máquina entre 6 tamanhos disponíveis e com capacidades variáveis.
Figura 31 - Equipamentos de mistura Schugi® Flexomix da empresa Hosokawa Micron (HOSOKAWA 2008)

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
26
2.6 Sistemas de Bombagem
Na escolha de uma bomba para determinada aplicação é de suma importância considerar-se os
meios a serem bombeados. Por exemplo, fluídos com baixa viscosidade podem ser bombeados
por bombas pequenas em alta rotação enquanto que, fluídos altamente viscosos ou com alta
percentagem de abrasivos exigem bombas maiores e rotações mais baixas.
2.6.1 Bombas de cavidade progressiva
As bombas de cavidade progressiva são aplicadas em diversas indústrias: petrolífera, química
e petroquímica, vinícola, de frutas e conservas, gelatinas, saboarias, curtumes, agricultura,
pecuária entre outras. Este tipo de bombas é ideal para bombeamento de fluidos de elevada
viscosidade, não-newtonianos pseudoplásticos e fluídos abrasivos, com conteúdos sólidos
altamente fibrosos ou grande quantidade de sólidos suspensos (Weatherford 2008).
O seu princípio de funcionamento consiste em fazer rodar um fuso helicoidal dentro de uma
cavidade polimérica roscada. À medida que o parafuso vai rodando é criado um efeito de sucção
que promove o escoamento do material até à saída da bomba. A cavidade pode ser rígida ou
flexível sendo que no primeiro caso o fuso roda com uma determinada excentricidade e no
segundo, a cavidade (normalmente feita em borracha) é continuamente deformada.
As principais vantagens desta solução é a sua resistência à abrasão e corrosão, a emissão de
baixos níveis de ruído e, por fim, o baixo consumo de energia.
Figura 32 - Bomba de cavidade progressiva com estator deformável (TecamySer 2016).
2.6.2 Bombas Peristálticas
Este tipo de bombas são uma solução tipicamente utilizada no tratamento de águas,
processamento de minerais, barbotinas cerâmicas (enchimento de moldes), na indústria
química, alimentar e de papel e ainda na agricultura. Todas estas aplicações remetem para o
processamento de materiais com elevados valores de viscosidade.
O seu princípio de funcionamento assenta na rotação de um conjunto de sapatas, normalmente
duas ou três, numa roda rotativa que, por sua vez, comprime sucessivamente uma mangueira
de borracha reforçada onde está o líquido a ser bombeado. A compressão exercida pelas sapatas
rotativas na mangueira cria uma sucção contínua à entrada da bomba, impulsionando o líquido
para a saída da bomba (pump 2015).

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
27
Segundo o fabricante Albin Pump, o modelo ALH, entre outras aplicações é indicado para
processamento de argamassas fibrosas, estuque, betão leve, e cimento para pisos.
Figura 33 - Bomba peristáltica ALH da Albin Pump (pump 2016)
2.6.3 Bombas de Parafuso – tipo Arquimedes
Uma bomba de parafuso é um equipamento que permite transferir um fluido entre dois pontos
com elevações diferentes. Muitas vezes é utilizada a designação de parafuso de
Arquimedes para se referir a este tipo de bombas porque se acredita que Arquimedes terá sido
o primeiro a materializar um equipamento deste género (Wiener 2007).
Tal como o nome indicada, esta bomba é constituída por um parafuso colocado dentro de um
tubo cilíndrico oco e à medida que o veio roda, um determinado volume de material é arrastado,
deslizando ao longo do espaço vazio entre o parafuso e o cilindro, até à saída da bomba
(Babcock 2015).
À semelhança dos outros dois tipos de bombas referidos, as aplicações das bombas de parafuso
incidem no processamento de lamas, betão e outros materiais viscosos e por isso, são
amplamente utilizadas em sistemas de esgoto e tratamento de água.
Figura 34 – a) Imagem ilustrativa do sistema de parafuso desenvolvido por Arquimedes de Siracusa
(Wiener 2007), b) Bomba de parafuso utilizada na transferência de água (Babcock 2015).
a) b)

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
28

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
29
3. Projeto ADIMAQ
O principal objetivo do projeto ADIMAQ consiste no desenvolvimento de um equipamento
híbrido que, ao combinar as tecnologias de fabrico aditivo (FA) por extrusão/deposição e
fabrico subtrativo (FS) por maquinagem, seja capaz de fabricar meios de produção (moldes,
moldações e ferramentas) e modelos em diferentes materiais com vantagens acrescidas de
custos, na utilização de matérias-primas e na exploração de geometrias (INEGI 2015).
Desta forma, os materiais alvo de estudo deste projeto correspondem às matérias-primas mais
utilizadas em moldes/moldações ou modelos nas indústrias cerâmicas de fundição e de
compósitos, nomeadamente gesso e/ou gesso aditivado, areia de sílica ligada e resina
termoendurecível. Para garantir o sucesso do projeto, é necessário compreender o
processamento destes materiais e quais os métodos de fabrico existentes e é por esse motivo
que inicialmente se realizou uma pesquisa exaustiva sobre o estado da arte e as ofertas de
mercado (secção 2.3).
Esta investigação rigorosa do estado da arte permitiu avaliar o avanço científico e tecnológico
do projeto ADIMAQ e classificá-lo como internacionalmente inovador. Este projeto potencia
a obtenção de um novo equipamento, único, mas de aplicação multissetorial, com vista ao
aumento da eficiência e modernização dos processos de fabrico convencionas.
Areia
Relativamente à utilização da areia, atualmente não é conhecido nenhum processo/equipamento
de fabrico aditivo de areia que utilize como princípio base a técnica de deposição de material.
Em termos de maquinagem de areia, após uma pesquisa na literatura por parte do INEGI,
verificou-se que são escassas e pouco flexíveis as ofertas comerciais existentes em contexto
internacional orientadas para este material (areia de sílica ligada).
Resinas Termoendurecíveis
Na produção de componentes em material compósito são normalmente utilizados moldes em:
i) polímeros reforçados com fibras de vidro ou fibra de carbono; ii) metais; iii) resinas
termoendurecíveis. A alternativa iii) é a mais utilizada em produções unitárias e/ou pequenas
séries, bem como na etapa de desenvolvimento de produto (fabrico de protótipos). A produção
de moldes de grandes dimensões em resinas termoendurecíveis é feita vulgarmente por
maquinagem, mas pode também ser realizada por fabrico aditivo. Apesar de ser relativamente
fácil encontrar equipamentos de fabrico aditivo de resinas termoendurecíveis, a maioria destes
equipamentos apresenta limitações ao nível das dimensões. Quanto à maquinagem, também é
um domínio que está consideravelmente estudado e para o qual se comercializam soluções.
Cerâmicas
No que diz respeito à utilização de gesso para a produção de moldes, conhecem-se apenas
equipamentos com base em técnicas de binder jetting ou fotopolimerização, utilizadas em
aplicações dentárias, ou seja, de pequenas dimensões. Tanto quanto se pode apurar não existe
nenhum equipamento de deposição especialmente concebido para extrudir gesso.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
30
3.1 Fabrico Aditivo com pastas de Gesso
Como já foi referido nos capítulos introdutórios, são cada vez mais o número de especificações
dos produtos em séries cada vez mais curtas. Os processos de fabrico aditivo procuram dar
resposta a essas necessidades através da obtenção de geometrias complexas sem comprometer
o custo e o tempo de produção.
Nas indústrias cerâmicas, de fundição e de compósitos é comum recorrerem-se a meios de
produção, como moldes e/ou modelos, maquinados em resinas. Portanto, torna-se também
importante a exploração de novos materiais, que possam desempenhar as mesmas funções, com
custos inferiores, como é o caso do gesso – objeto de estudo nesta tese.
3.1.1 Aplicações
O fabrico aditivo com pastas de gesso é visto como uma alternativa à utilização de resinas
termoendurecíveis na produção de moldes/moldações nas indústrias de compósitos, dada a
diferença acentuada de custos. O custo de fabrico atual é bastante elevado devido ao preço das
resinas utilizadas (15 a 20 €/kg) e ao grande desperdício de matéria-prima durante a
maquinagem.
Na fundição em areia, o fabrico de moldes em gesso pode ser interessante para produção de
séries pequenas ou unitárias, com a desvantagem de se desgastar mais rapidamente que um
molde em alumínio ou resina termoendurecível. No entanto, irá compensar face ao custo dos
moldes metálicos normalmente utilizados na produção de séries elevadas.
Na indústria cerâmica, a produção de moldes em gesso não é novidade apesar dos métodos
atuais não permitirem grande liberdade de obtenção de geometria.
Posto isto, torna-se aliciante colocar como hipótese a obtenção de meios de produção para as
indústrias acima referidas, através da extrusão de pastas de gesso. Por um lado, por ser um
processo de fabrico aditivo com diversas vantagens (abaixo enunciadas) e por outro, por ser um
material com propriedades interessantes a um custo muito apelativo (até 0,50€/kg).
3.1.2 Vantagens / Desvantagens
As principais vantagens de obter peças através da extrusão de gesso são a capacidade de
resposta às solicitações de mercado, especialmente em pequenas séries e grandes componentes,
a liberdade para explorar geometrias, o baixo custo do material e os consumos de energia
reduzidos quando comparados com outros processos de obtenção de moldes ou moldações,
como a fundição seguida de maquinagem.
As desvantagens da utilização de formulações de gesso prendem-se com a eventual existência
de porosidades nas peças extrudidas e com as suas propriedades mecânicas. A existência de
porosidades no interior da peça pode dar origem a pequenas cavidades nas superfícies depois
de maquinadas, algo que é indesejado na obtenção de moldes ou moldações.
Quanto às propriedades mecânicas, os fatores mais preocupantes são a resistência ao desgaste
durante as diversas utilizações e a fragilidade da peça.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
31
3.2 Ensaios realizados
3.2.1 Equipamento de testes – extrusora de êmbolo
Numa fase inicial do projeto foi adquirido um equipamento, utilizado na indústria de
processamento de carnes, com a intenção de se realizarem testes de deposição de pastas.
O princípio de funcionamento do equipamento em causa consiste na extrusão do material
colocado no seu reservatório, através de um orifício, recorrendo a um êmbolo acionado por um
sistema de roda cremalheira que, por sua vez, está ligado a um motoredutor.
Para que fosse possível depositar as pastas ao longo de um determinado contorno para a
produção de peças de teste, o equipamento foi colocado num sistema equipado com uma base
capaz de se mover longitudinal e transversalmente de forma manual.
Os testes realizados tiveram como objetivo estabelecer estratégias, que pudessem ser
posteriormente aplicadas ao equipamento a ser desenvolvido neste projeto, tais como:
Estabelecer metodologias de deposição que minimizem a presença de vazios;
Definir estratégias de construção de camadas (e.g., em cada camada depositar em
primeiro lugar os contornos da peça e posteriormente proceder ao preenchimento dos
espaços internos ao contorno);
Estudar a relação entre as dimensões de cada deposição da mesma camada e o diâmetro
da fieira de extrusão bem como o caudal de material a ser extrudido (o que condiciona
o diâmetro dos cordões depositados e consequentemente a distância mínima entre
cordões da mesma camada).
A título exemplificativo, na Figura 35 são demonstrados os resultados das deposições efetuadas
com o equipamento. A peça obtida do lado esquerdo foi depositada livremente enquanto que,
na peça do lado direito, foi sendo calcada com o bico de extrusão à medida que ia sendo
depositada (INEGI 2016).
Figura 35 - Placas extrudidas manualmente sem e com processo de calcamento

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
32
Entretanto, no decorrer do projeto, foi possível colocar o equipamento no sistema laboratorial
físico e realizar ensaios de deposição de forma totalmente automatizada.
Para estimar quais as velocidades de avanço adequadas a induzir no sistema, foram realizados
cálculos breves para obter a velocidade de saída no orifício de extrusão. Se a velocidade de
avanço do sistema for superior à velocidade de extrusão serão produzidos cordões finos e se,
pelo contrário, a velocidade de avanço for inferior, então irão resultar cordões volumosos.
Para que fosse possível determinar a velocidade de avanço do êmbolo foi necessário, primeiro,
conhecer a distância percorrida pela cremalheira em cada rotação do pinhão, através da seguinte
relação:
𝑒 = 𝜋 × 𝑑0,𝑝𝑖𝑛ℎã𝑜 , 𝑐𝑜𝑚 𝑒 = 𝑒𝑠𝑝𝑎ç𝑜 𝑝𝑒𝑟𝑐𝑜𝑟𝑟𝑖𝑑𝑜 𝑝𝑜𝑟 𝑟𝑜𝑡𝑎çã𝑜 𝑑𝑜 𝑝𝑖𝑛ℎã𝑜
Roda-Cremalheira
nº dentes pinhão Z1 10 nº dentes cremalheira Z2 70
ângulo de pressão real α0 [°] 20 ângulo de inclinação primitiva β0 [°] 0
módulo normal mn [mm] 2,00
diâmetro primitivo do pinhão d0,pinhão [mm] 20,00 raio de cabeça do pinhão ra1 22,00 raio de base do pinhão rb1 18,79 raio de pé do pinhão 17,50
espaço percorrido numa rotação e [mm] 62,83
Obtido este valor e sabendo qual a velocidade de rotação induzida no motor, é possível
determinar qual a velocidade de avanço da cremalheira/êmbolo:
𝑣ê𝑚𝑏𝑜𝑙𝑜 = 𝑒 ×𝑛𝑟𝑒𝑑𝑢𝑡𝑜𝑟60
(4)
Se considerarmos a utilização do motor a 50Hz, a velocidade de rotação do motor é de 1 335
r.p.m. originando uma velocidade de rotação do pinhão de 3.34 r.p.m., que origina uma
velocidade de 3.50 mm/s na cremalheira.
Motor Redutor acoplado
ao motor Redutor interno
(da máquina) Roda-Cremalheira
P Nominal 114 W
Torque 0,81 N.m 26,0 N.m 101,9 N.m 9,99 N
Velocidade 1 335 r.p.m 13,35 r.pm 3,34 r.p.m 3,50 mm/s
Por fim, recorrendo ao princípio de conservação da massa, pode ser calculado o valor da
velocidade de extrusão através da área da secção do bico de extrusão utilizado e da área da
secção do êmbolo (138,93 cm2):
�̇�1 = �̇�2 ↔ 𝜌1 ∙ 𝑄1 = 𝜌2 ∙ 𝑄2 , 𝜌1 = 𝜌2 = 𝜌 (5)
𝜌 ∙ 𝑣1 ∙ 𝐴1 = 𝜌 ∙ 𝑣2 ∙ 𝐴2 ↔ 𝑣1 ∙ 𝐴1 = 𝑣2 ∙ 𝐴2 ↔ 𝑣2 =𝑣1∙𝐴1
𝐴2 (6)

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
33
Tabela 4 - Área de secção do êmbolo e dos bicos de extrusão
êmbolo bicos de extrusão
Ø [mm] 133 4 - 30
A [cm2] 138,93 0,13 – 7,07
Na Tabela 5 podemos observar os valores da velocidade de extrusão estimados para a utilização
de bicos de extrusão com diferentes áreas de secção e a mesma velocidade de rotação do motor
(1 335 r.p.m.) que promove um caudal de 4.86 L/min.
Tabela 5 - Velocidade de deposição em função do bico de extrusão utilizado.
Ø [mm] A [cm2] v [mm/s] Q [L/min]
4,0 0,13 3863,97
4,86
8,00 0,50 965,99
16,00 2,01 241,50
24,00 4,52 107,33
30,00 7,07 68,69
Conforme se pode verificar, à medida que se diminui a secção do bico, a velocidade de extrusão
aumenta. Tendo em conta que não são concebíveis valores de velocidade superiores a 25-30 cm
por segundo, prevê-se que será necessário reduzir a velocidade do motor. Esta redução da
velocidade pode ser obtida com recurso a um variador de frequência, quando for necessário
obter cordões mais finos.
Figura 36 - Equipamento de extrusão montado no protótipo.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
34
Na Figura 37 ilustram-se duas peças obtidas no equipamento automatizado. Uma vez mais, foi
testada a deposição livre (à esquerda) e com calcamento da pasta (à direita).
Figura 37 – Peças obtidas com recurso à máquina, de forma totalmente automatizada.
Entre outros fatores de deposição, tais como a orientação dos cordões nas diferentes camadas,
foi também testada a deposição de peças com recurso a calcamento para averiguar se a
porosidade no seu interior era eliminada ou pelo menos reduzida. Conforme se pode observar
na Figura 38, na peça que foi calcada verificam-se menor quantidade de poros do que na peça
depositada livremente.
Figura 38 – Imagens de peças cortadas: peça depositada livremente (à esquerda) e calcada (à direita).
Sendo foco deste projeto as tecnologias híbridas, após o processo aditivo, foram também
realizados processos de remoção de material por maquinagem. A Figura 39 ilustra uma peça
depositada e outra meia maquinada depois de depositada com uma pré-forma.
Figura 39 - Comparação entre peça depositada antes e depois de maquinar.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
35
3.2.2 Máquina Turbosol-Giotto
A primeira solução que será apresentada nesta dissertação passa, não pelo desenvolvimento,
mas pela adaptação de um sistema de mistura e bombeamento de materiais de estuque já
existente no mercado e que tem sido utilizado em grande escala na indústria da construção civil.
Com este fim, foi adquirida, pelo INEGI, uma máquina de estuque GIOTTO para dosagem,
mistura, bombeamento e projeção de gessos e argamassas sobre paredes e tetos do fabricante
italiano TURBOSOL, ilustrada na Figura 40.
Figura 40 - Máquina de Estuque trifásica GIOTTO, da TURBOSOL (TURBOSOL 2016).
A possibilidade de uso desta solução deve-se, sobretudo, ao facto do conceito e princípio de
funcionamento do referido equipamento ser utilizado, já há várias décadas, no âmbito das suas
aplicações e apresentar resultados satisfatórios e com fiabilidade. No entanto, é de realçar que
a máquina original, conforme adquirida, não está preparada para ser utilizada nas aplicações
aqui pretendidas pelo que é necessária uma alteração ao nível construtivo, de modo a que sejam
cumpridos os requisitos e especificações exigidas (secção 4.1 e 4.2).
Ainda assim, de forma a perceber a eficiência do sistema foram realizados ensaios de extrusão
de pastas de gesso recorrendo à configuração original da máquina.
Antes da realização desta dissertação já tinham sido realizados alguns ensaios que não
obtiveram o sucesso desejado. A razão é não terem sido utilizados aditivos retardadores e,
portanto, ter ocorrido uma presa rápida da mistura ainda dentro do sistema, provocando a
danificação das mangueiras.
Por este motivo, foram posteriormente estudadas novas formulações de gesso que garantissem
um tempo de presa suficientemente elevado, para utilizar o equipamento sem restrições. No
decorrer desta dissertação foram realizados novos ensaios com essas formulações.
Visto que o equipamento adquirido foi projetado para operar a caudais superiores aos
pretendidos, o objetivo principal dos novos ensaios era testar até que valor seria possível reduzir
o caudal de entrada de água assegurando a mistura e extrusão das pastas.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
36
Com o objetivo de averiguar a capacidade de extrusão do equipamento, foram depositadas para
cinco recipientes pastas da mesma formulação de gesso (Sival 60+7%PVA+0,03%PR), com
diferentes caudais de entrada de água (entre 600 e 200 L/h – o equivalente a 10 e 3.33 L/min)
e ainda, feita a deposição de uma pasta de outra formulação de gesso para um sexto recipiente.
No conjunto de figuras abaixo é possível visualizar o aspeto superficial dos blocos, após ter
passado algumas horas da sua deposição.
10 L/min 8,33 L/min 6,67 L/min
5 L/min 3,33 L/min 5 L/min
O que se pode concluir é que, à medida que se vai reduzindo o caudal de água de entrada,
consegue-se reduzir o caudal de extrusão mas a viscosidade da pasta aumenta levando ao
comprometimento da eficiência da mistura. Um dos efeitos do aumento da viscosidade pode
ser observado nas figuras anteriores, em que se nota uma superfície menos lisa à medida que se
diminui o caudal dado que o material tem mais dificuldade em se nivelar e homogeneizar. Por
outro lado, também é possível observar que a cor da superfície tende a ficar mais clara com a
diminuição de caudal, o que se traduz numa redução da homogeneidade da mistura

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
37
Depois de passado o tempo de presa do gesso os blocos foram removidos dos recipientes,
pesados e devidamente identificados para, posteriormente, passarem ao processo de secagem
onde será removida a água do seu interior.
Figura 41 - Remoção dos blocos dos recipientes e registos efetuados.
Depois do período de secagem foram maquinados dois dos blocos nas oficinas do INEGI.
Contudo, como é percetível nas fotografias abaixo, verificou-se a existência de algumas
cavidades superficiais consequência da existência de porosidades na altura da deposição. Essas
cavidades existem em maior número no bloco 4 (do lado esquerdo da imagem) do que no bloco
1, visto que, a pasta do bloco 1 foi obtida com maior entrada de caudal de água (10 L/min) na
misturadora do que a pasta do bloco 4 (5 L/min).
Figura 42 - Blocos de gesso maquinados. a) Qágua = 300 L/h e b) 600 L/h
a) b)

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
38
Atendendo aos fracos resultados obtidos para caudais mais reduzidos, considerou-se a hipótese
de alterar a arquitetura da bomba utilizada no equipamento. Uma vez que a bomba utilizada é
de cavidade progressiva, esta não efetua uma extrusão completamente uniforme, isto é, o
material sai da bomba em pulsos.
Recorreu-se a um torno mecânico existente nas oficinas do DeMec para remover a cavidade
roscada da bomba e transformá-la numa superfície cilíndrica para se testar a existência ou não
de diferenças na deposição do material. Como as formulações utilizadas necessitam de ser
previamente misturadas com os aditivos mas estas formulações foram quase esgotadas nos
ensaios referidos anteriormente, foi montada novamente a bomba “maquinada” no equipamento
e apenas se ensaiou se este funcionava e se se notava alguma diferença na extrusão de material.
Em suma, o equipamento depois de sofrer uma pequena adaptação funcionou e permitiu reduzir
o caudal de entrada de água até aos 3.33 L/min. No entanto, apesar de inferiores foram ainda
observados alguns pulsos durante a extrusão.
Figura 43 - Maquinação interior do estator da bomba de cavidade progressiva da máquina Turbosol

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
39
4. Sistemas de extrusão de pastas de gesso
No desenvolvimento de qualquer produto/equipamento é necessário reunir um conjunto de
requisitos e especificações que permitam conceber diversos conceitos que quando devidamente
estudados e ponderados possam ir de encontro a uma solução.
4.1 Requisitos
Os requisitos correspondem às exigências do utilizador para um determinado produto. De uma
maneira geral, neste caso, os requisitos irão indicar as necessidades do equipamento,
procurando responder a perguntas como: “O que é desejado?” e “Para fazer o quê?”.
Neste contexto, foram reunidos nos cinco pontos que se seguem, os requisitos que descrevem
o que se pretende do equipamento a desenvolver:
Funcionais:
Dispositivo capaz de fazer misturas de gesso com água com dosagens controladas.
Capacidade de extrudir material de forma contínua no processo de deposição.
Capacidade de bombagem da mistura numa distância entre 5 a 10 metros.
Controlo automatizado: alimentação, deposição e regulação de caudal.
Manutenção:
De fácil manutenção e limpeza, recorrendo ao conceito de “engates rápidos”.
Elementos de montagem e desmontagem simples para o caso de avaria.
Design:
Procurar solução com design apelativo, apesar de não ser um fator de grande relevância.
Design construtivo funcional com vista a facilitar o acesso a locais de manutenção.
Segurança:
Resistência mecânica – estrutura dimensionada de forma a suportar as cargas
necessárias.
Assegurar a não autodestruição do equipamento - segurança intrínseca do sistema.
Não causar dano nas peças a produzir nem aos funcionários – segurança do meio
envolvente.
Eficiência Energética
Elevado nível de eficiência energética e de consumo de matéria-prima.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
40
4.2 Especificações
As especificações conferem uma descrição mais detalhada e exaustiva daquilo que se quer
conceber, daí aparecerem após reunidos todos os requisitos. Neste ponto torna-se importante,
conforme o termo indica, especificar aquilo que se pretende. De forma análoga ao que foi
exposto nos requisitos aqui também se pode exemplificar com a procura de resposta a estas
perguntas: “Quanto?”, “Como?”, “Em que condições?”.
Atendendo aos requisitos do sistema, e procurando responder às perguntas anteriormente
referidas, foram reúnidos um conjunto de especificações com vista ao auxílio do
desenvolvimento do sistema de extrusão:
Cabeça de extrusão
Dimensões
o Comprimento – 300mm
o Largura – 300mm
o Altura – cerca de 1000mm (1 metro)
o Peso do conjunto (sistema + motores + material contido no seu interior) <70 Kg
Velocidade de extrusão
o A velocidade de extrusão não deve ultrapassar os 300mm/s
Caudal
o O caudal está relacionado com a velocidade e, portanto, depende da secção do
bico de extrusão. O caudal de extrusão não deve promover uma velocidade
superior à requerida – deve rondar os 5L/min.
Potências dos motores de acionamento:
o A potência necessária para cada equipamento irá depender da velocidade das
hélices, no caso da mistura, e do caudal de extrusão, no caso da bomba. Para a
misturadora estima-se que seja necessária uma potência entre os 2 e os 2,5kW e
uma velocidade de mistura de 1500 r.p.m. (VER ANEXO A)
o Para o sistema de extrusão o estudo não foi muito conclusivo. Contudo com
velocidades de rotação bastante inferiores (158 r.p.m para obter o caudal
máximo de 5L/min) estima-se que a potência seja bastante inferior à da
misturadora.
Misturas
Estado das matérias-primas:
o Gesso: sólido (em pó)
o Água: líquido
o Aditivos: Sólidos ou Líquidos - idealmente sólidos pré-misturados com o gesso
- formulações sólidas (semelhante aos sacos de cimento na construção civil).
Relação Gesso/Água
o Gesso α aditivado - 2.20 kg/L – 2.30 kg/L
o Gesso β aditivado - 1.60 kg/L – 1.75 kg/L
o Gesso β não aditivado - 1.25 kg/L – 1,40 kg/L

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
41
4.3 Solução I – Adaptação da Máquina GIOTTO – TURBOSOL
Conforme já referido anteriormente, esta solução passa pela adaptação de um equipamento
industrial já existente no mercado. Apesar de ser utilizado em aplicações nada relacionadas com
additive manufacturing, o seu princípio de funcionamento baseia-se em três necessidades:
dosagem, mistura e bombeamento de materiais com propriedades idênticas às formulações de
gesso que se desejam aplicar no âmbito deste projeto.
Assim, o primeiro passo consistiu em conhecer detalhadamente o funcionamento da máquina:
como são inseridos os materiais, como são doseados e misturados e finalmente como são
bombeados. Findo isto e atendendo às especificações e requisitos do projeto, concluiu-se que o
sistema pode ser aproveitado, mas tem de ser repensado.
De salientar que o sistema de bombagem deste equipamento permite bombear material até 10m
de distância com uma mangueira hidráulica de 20mm de diâmetro.
Alimentação e doseamento
Na parte traseira da máquina está localizado o reservatório para materiais ou misturas em pó,
onde é acionada, a velocidade constante, uma turbina com pás radias para transportar o material
até à zona de mistura. Por sua vez, a água é inserida na zona de mistura na frente da máquina
com recurso a um sistema de bombagem, cujo caudal pode ser regulado num rotâmetro –
permitindo o doseamento de kg de mistura por litro de água. Além da entrada de água, existe
uma outra entrada para a eventual adição de aditivos líquidos. No caso de aditivos sólidos, estes
terão de ser previamente misturados com o material em pó.
Figura 44 - Reservatório de materiais em pó e sistema de bombagem da máquina Turbosol (TURBOSOL 2016)
Mistura
O módulo misturador consiste num elemento de geometria cilíndrica convergente. No seu
interior contém uma hélice que pode ter diferentes geometrias e cuja rotação assegura a mistura.
O material em pó é inserido na zona superior do misturador, local onde vai sendo misturado e
compactado até à zona inferior onde é inserida e misturada a água.
Figura 45 -Zona de Mistura da máquina e duas das hélices possíveis de escolher (TURBOSOL 2016).
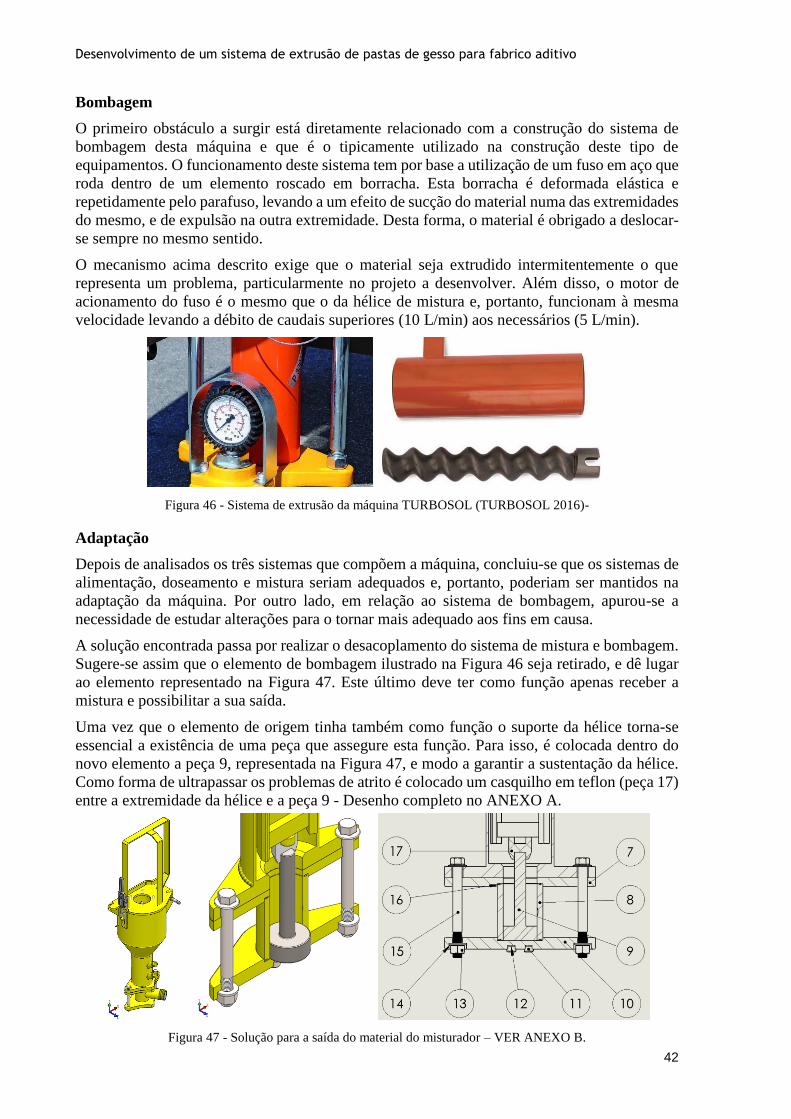
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
42
Bombagem
O primeiro obstáculo a surgir está diretamente relacionado com a construção do sistema de
bombagem desta máquina e que é o tipicamente utilizado na construção deste tipo de
equipamentos. O funcionamento deste sistema tem por base a utilização de um fuso em aço que
roda dentro de um elemento roscado em borracha. Esta borracha é deformada elástica e
repetidamente pelo parafuso, levando a um efeito de sucção do material numa das extremidades
do mesmo, e de expulsão na outra extremidade. Desta forma, o material é obrigado a deslocar-
se sempre no mesmo sentido.
O mecanismo acima descrito exige que o material seja extrudido intermitentemente o que
representa um problema, particularmente no projeto a desenvolver. Além disso, o motor de
acionamento do fuso é o mesmo que o da hélice de mistura e, portanto, funcionam à mesma
velocidade levando a débito de caudais superiores (10 L/min) aos necessários (5 L/min).
Figura 46 - Sistema de extrusão da máquina TURBOSOL (TURBOSOL 2016)-
Adaptação
Depois de analisados os três sistemas que compõem a máquina, concluiu-se que os sistemas de
alimentação, doseamento e mistura seriam adequados e, portanto, poderiam ser mantidos na
adaptação da máquina. Por outro lado, em relação ao sistema de bombagem, apurou-se a
necessidade de estudar alterações para o tornar mais adequado aos fins em causa.
A solução encontrada passa por realizar o desacoplamento do sistema de mistura e bombagem.
Sugere-se assim que o elemento de bombagem ilustrado na Figura 46 seja retirado, e dê lugar
ao elemento representado na Figura 47. Este último deve ter como função apenas receber a
mistura e possibilitar a sua saída.
Uma vez que o elemento de origem tinha também como função o suporte da hélice torna-se
essencial a existência de uma peça que assegure esta função. Para isso, é colocada dentro do
novo elemento a peça 9, representada na Figura 47, e modo a garantir a sustentação da hélice.
Como forma de ultrapassar os problemas de atrito é colocado um casquilho em teflon (peça 17)
entre a extremidade da hélice e a peça 9 - Desenho completo no ANEXO A.
Figura 47 - Solução para a saída do material do misturador – VER ANEXO B.
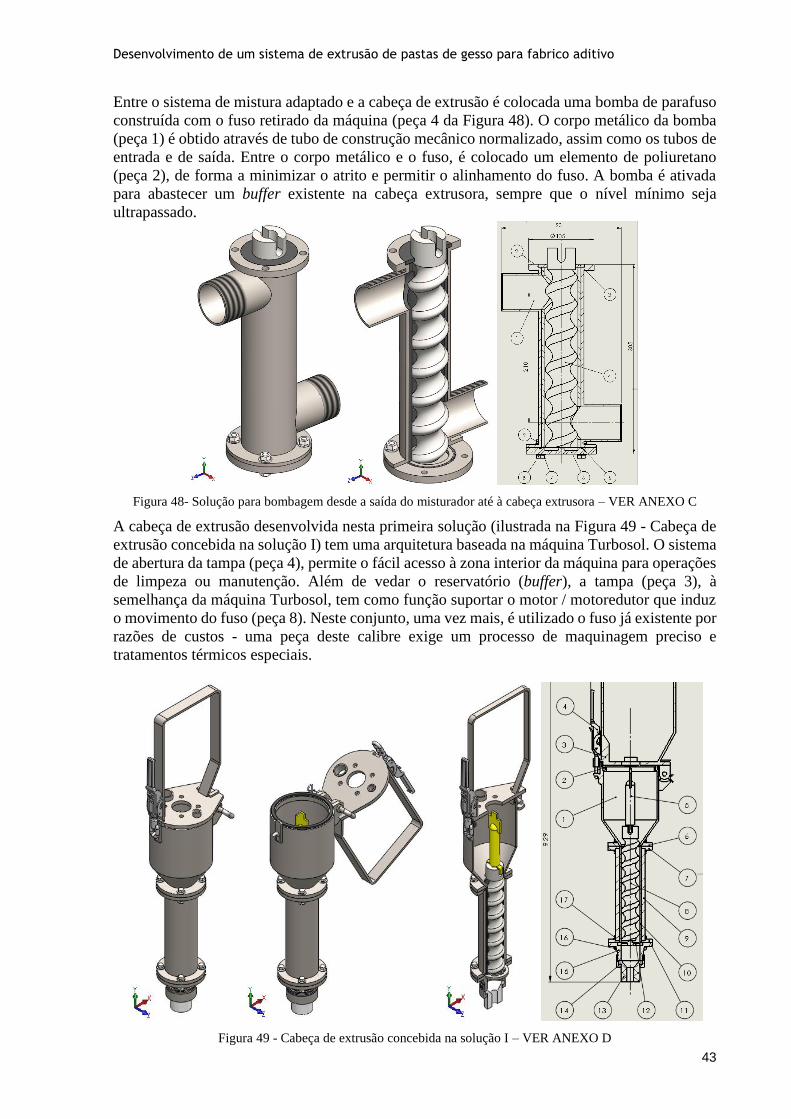
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
43
Entre o sistema de mistura adaptado e a cabeça de extrusão é colocada uma bomba de parafuso
construída com o fuso retirado da máquina (peça 4 da Figura 48). O corpo metálico da bomba
(peça 1) é obtido através de tubo de construção mecânico normalizado, assim como os tubos de
entrada e de saída. Entre o corpo metálico e o fuso, é colocado um elemento de poliuretano
(peça 2), de forma a minimizar o atrito e permitir o alinhamento do fuso. A bomba é ativada
para abastecer um buffer existente na cabeça extrusora, sempre que o nível mínimo seja
ultrapassado.
Figura 48- Solução para bombagem desde a saída do misturador até à cabeça extrusora – VER ANEXO C
A cabeça de extrusão desenvolvida nesta primeira solução (ilustrada na Figura 49 - Cabeça de
extrusão concebida na solução I) tem uma arquitetura baseada na máquina Turbosol. O sistema
de abertura da tampa (peça 4), permite o fácil acesso à zona interior da máquina para operações
de limpeza ou manutenção. Além de vedar o reservatório (buffer), a tampa (peça 3), à
semelhança da máquina Turbosol, tem como função suportar o motor / motoredutor que induz
o movimento do fuso (peça 8). Neste conjunto, uma vez mais, é utilizado o fuso já existente por
razões de custos - uma peça deste calibre exige um processo de maquinagem preciso e
tratamentos térmicos especiais.
Figura 49 - Cabeça de extrusão concebida na solução I – VER ANEXO D
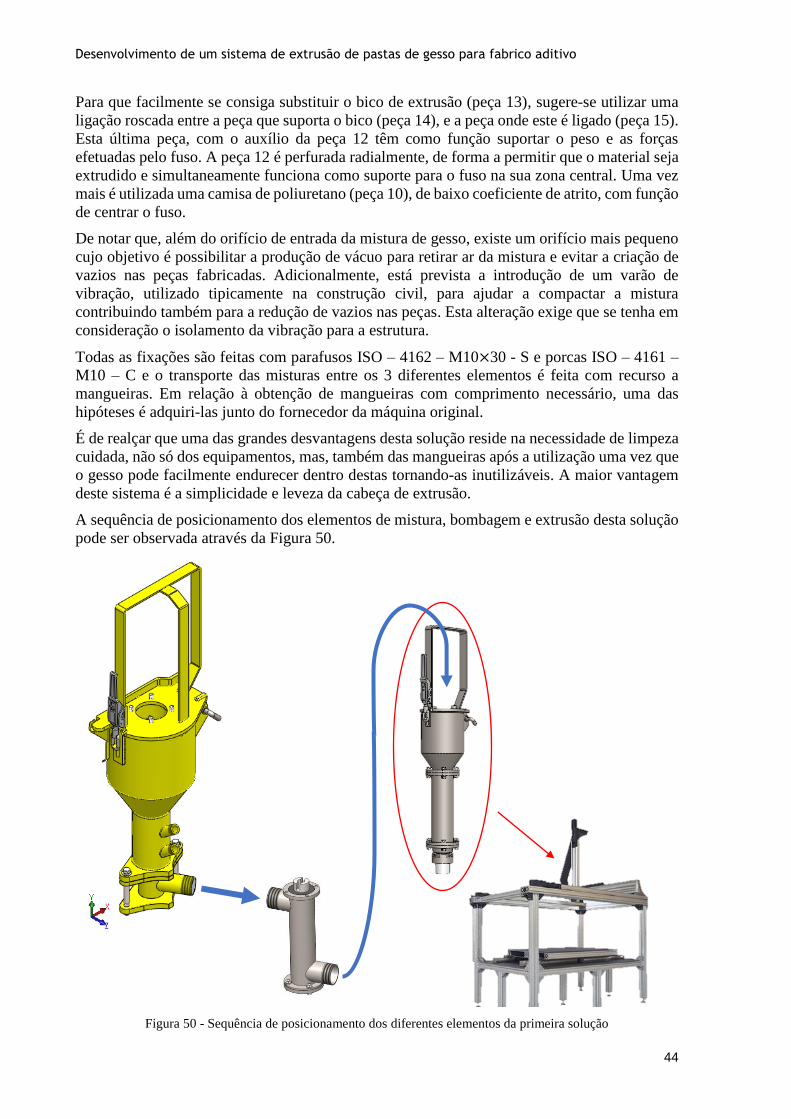
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
44
Para que facilmente se consiga substituir o bico de extrusão (peça 13), sugere-se utilizar uma
ligação roscada entre a peça que suporta o bico (peça 14), e a peça onde este é ligado (peça 15).
Esta última peça, com o auxílio da peça 12 têm como função suportar o peso e as forças
efetuadas pelo fuso. A peça 12 é perfurada radialmente, de forma a permitir que o material seja
extrudido e simultaneamente funciona como suporte para o fuso na sua zona central. Uma vez
mais é utilizada uma camisa de poliuretano (peça 10), de baixo coeficiente de atrito, com função
de centrar o fuso.
De notar que, além do orifício de entrada da mistura de gesso, existe um orifício mais pequeno
cujo objetivo é possibilitar a produção de vácuo para retirar ar da mistura e evitar a criação de
vazios nas peças fabricadas. Adicionalmente, está prevista a introdução de um varão de
vibração, utilizado tipicamente na construção civil, para ajudar a compactar a mistura
contribuindo também para a redução de vazios nas peças. Esta alteração exige que se tenha em
consideração o isolamento da vibração para a estrutura.
Todas as fixações são feitas com parafusos ISO – 4162 – M10×30 - S e porcas ISO – 4161 –
M10 – C e o transporte das misturas entre os 3 diferentes elementos é feita com recurso a
mangueiras. Em relação à obtenção de mangueiras com comprimento necessário, uma das
hipóteses é adquiri-las junto do fornecedor da máquina original.
É de realçar que uma das grandes desvantagens desta solução reside na necessidade de limpeza
cuidada, não só dos equipamentos, mas, também das mangueiras após a utilização uma vez que
o gesso pode facilmente endurecer dentro destas tornando-as inutilizáveis. A maior vantagem
deste sistema é a simplicidade e leveza da cabeça de extrusão.
A sequência de posicionamento dos elementos de mistura, bombagem e extrusão desta solução
pode ser observada através da Figura 50.
Figura 50 - Sequência de posicionamento dos diferentes elementos da primeira solução
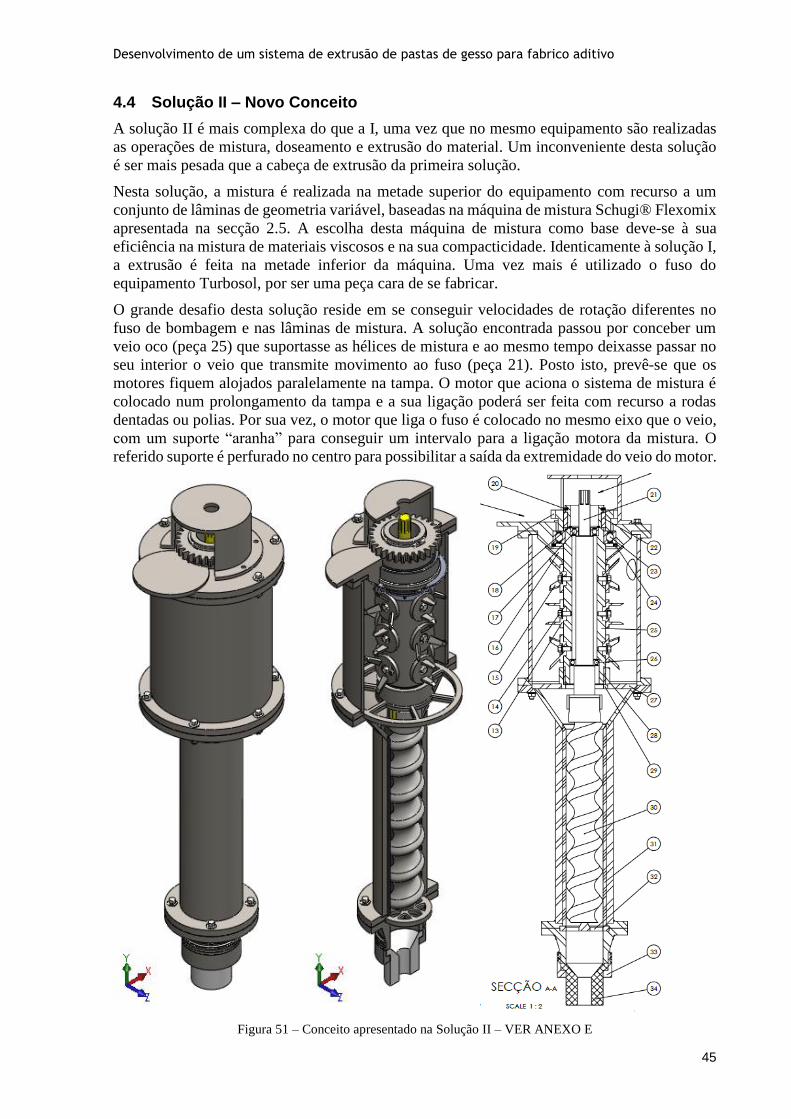
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
45
4.4 Solução II – Novo Conceito
A solução II é mais complexa do que a I, uma vez que no mesmo equipamento são realizadas
as operações de mistura, doseamento e extrusão do material. Um inconveniente desta solução
é ser mais pesada que a cabeça de extrusão da primeira solução.
Nesta solução, a mistura é realizada na metade superior do equipamento com recurso a um
conjunto de lâminas de geometria variável, baseadas na máquina de mistura Schugi® Flexomix
apresentada na secção 2.5. A escolha desta máquina de mistura como base deve-se à sua
eficiência na mistura de materiais viscosos e na sua compacticidade. Identicamente à solução I,
a extrusão é feita na metade inferior da máquina. Uma vez mais é utilizado o fuso do
equipamento Turbosol, por ser uma peça cara de se fabricar.
O grande desafio desta solução reside em se conseguir velocidades de rotação diferentes no
fuso de bombagem e nas lâminas de mistura. A solução encontrada passou por conceber um
veio oco (peça 25) que suportasse as hélices de mistura e ao mesmo tempo deixasse passar no
seu interior o veio que transmite movimento ao fuso (peça 21). Posto isto, prevê-se que os
motores fiquem alojados paralelamente na tampa. O motor que aciona o sistema de mistura é
colocado num prolongamento da tampa e a sua ligação poderá ser feita com recurso a rodas
dentadas ou polias. Por sua vez, o motor que liga o fuso é colocado no mesmo eixo que o veio,
com um suporte “aranha” para conseguir um intervalo para a ligação motora da mistura. O
referido suporte é perfurado no centro para possibilitar a saída da extremidade do veio do motor.
Figura 51 – Conceito apresentado na Solução II – VER ANEXO E

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
46
No que diz respeito ao sistema de extrusão, este é muito idêntico ao idealizado para a cabeça
de extrusão da solução I. Na parte inferior são utilizadas as mesmas peças que na solução I: o
fuso da máquina Turbosol (peça 30), os bicos de extrusão, suportados por um elemento roscado
(peça 33) à flange inferior, a peça 32 para suportar o peso do fuso e a camisa em poliuretano
(peça 31) que ajuda a centrar o fuso e evita contacto aço-aço. As diferenças residem, sobretudo,
em algumas dimensões e na flange superior que recebe uma peça (27) que suporta o alojamento
(29) de um casquilho polimérico (28) que, por sua vez, auxilia a centragem do veio de mistura.
O uso do referido casquilho para este fim foi recomendado pela empresa igus® para aplicar no
seio de materiais viscosos, quando solicitada sobre a hipótese de aplicar um dos seus rolamentos
de corpo poliméricos e esferas em aço.
Figura 52 – Vistas de corte da a) zona de extrusão b) zona de mistura da solução II.
A sustentação do conjunto das 12 lâminas de mistura (6 peças 13 e 15) fixadas ao veio oco (25)
por parafusos ISO 4162 - M6×12×12-C, (14) é feita por meio de um anel elástico (24) aplicado
junto de um rolamento 6011-2rs (23) que suporta cargas radiais e axiais.
Para conseguir o movimento relativo entre os dois veios são colocados dois rolamentos no
interior do veio oco, um mais acima (6203-2rsr), próximo da zona onde são transferidos os
binários dos motores e outro mais abaixo (61905-2rsr), próximo do casquilho polimérico.
Na solução ilustrada, é utilizada uma roda dentada (peça 19) para transferir o movimento do
motor para o veio de mistura sendo a sua fixação ao veio executada com recurso a duas chavetas
ISO 2491 10×6-22-A diametralmente opostas (peça 22).
Apesar da robustez do equipamento, segundo o SolidWorks o peso do conjunto ilustrado é de
quase 30Kg, embora falte contabilizar o peso dos motores e do material nele contido, quando
em funcionamento.
a) b)

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
47
5. Simulações do sistema de extrusão no SolidWorks
A análise de escoamentos de qualquer fluido não-newtoniano é uma tarefa deveras complicada.
Contudo, quando assumidas algumas simplificações, tais como, desprezar o efeito de
compressibilidade, assumir escoamentos monofásicos, isotérmicos e laminares, torna-se
possível realizar modelações em elementos-finitos e as suas respetivas análises (Khoshnevis et
al. 2001).
A realização de simulações é uma ferramenta imprescindível para compreender e projetar o
funcionamento de sistemas. No caso deste trabalho, a simulação permitiu verificar as condições
necessárias para a extrusão dos caudais de pasta de gesso desejados.
5.1 Configuração das simulações
Como forma de poder verificar o funcionamento do sistema de bombagem concebido para
ambas as soluções, recorreu-se ao add-in FlowSimulation oferecido pelo SolidWorks para
simulação de escoamentos.
Visto que na lista de fluidos para simulação de escoamento do software não está presente
especificamente nenhuma pasta de gesso usou-se numa fase inicial, a seleção da opção “slurry”
dentro do grupo de fluidos não-newtonianos. Posteriormente, para simular escoamentos em
condições mais próximas da realidade foram utilizadas as propriedades reológicas de misturas
de gesso usadas em Papo (1988) uma vez que são semelhantes às que serão processadas no
âmbito deste trabalho. As referidas propriedades reológicas permitiram adicionar materiais
definidos pelo utilizador no software - “pasta de gesso”.
O artigo consultado, apresentava valores experimentais para vários modelos reológicos de
misturas com água e percentagens de 34 a 43,7% de gesso. Dos modelos listados no artigo,
apenas é possível introduzir um fluido não-newtoniano no SolidWorks com recurso aos modelos
de Carreau, Herschel-Bulkley e Power-law (Ostwald-de Waele).
Tabela 6 - Parâmetros reológicos para diferentes modelos de escoamento de fluidos não-newtonianos (Papo 1988)
No entanto, sendo a pasta de gesso um fluido pseudoplástico é indispensável selecionar um
modelo que tenha como parâmetro a tensão de corte. Observando a Tabela 6 verificamos que
apenas os modelos de Bingham ou de Herschel-Bulkley (H-B) contém esse parâmetro. Como
o SolidWorks não permite caracterizar um fluido com o modelo de Bingam foi utilizado o

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
48
modelo de Herschel-Bulkley para realizar as simulações com os parâmetros correspondentes a
41% de volume de gesso.
Ainda relativamente à configuração da simulação, o SolidWorks permite inserir condições de
escorregamento na parede através do preenchimento dos valores de duas constantes, C1 e C2,
e da tensão de corte do fluido não-newtoniano numa tabela. Para obter estes valores, foi
necessário estudar e compreender para que servem e de que forma se podem obter. Em relação
ao valor da tensão de corte (𝜏0), este pode ser obtido diretamente a partir da Tabela 6.
Num primeiro momento, recorreu-se ao menu “Ajuda” do software, que permitiu concluir que
as constantes C1 e C2 são utilizadas no cálculo da velocidade nas paredes quando esta é
diferente de zero, i.e., quando a tensão de corte admissível do material é ultrapassada - condição
de deslizamento, própria de fluidos não-newtonianos. No entanto, era requerido pelo software
a especificação dos valores das constantes pelo utilizador.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
49
Assim, recorreu-se à secção 2.3 do artigo Papo (1988) onde são apresentadas as expressões de
cada modelo que permitem calcular a tensão de corte em função do shear rate (�̇�) e que é dado
pela equação:
�̇� =𝑣
ℎ, 𝑜𝑛𝑑𝑒 𝑣 é 𝑎 𝑣𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑𝑒 𝑙𝑖𝑛𝑒𝑎𝑟 𝑒 ℎ é 𝑎 𝑒𝑠𝑝𝑒𝑠𝑠𝑢𝑟𝑎 𝑜𝑛𝑑𝑒 𝑠𝑒 𝑑á 𝑜 𝑒𝑠𝑐𝑜𝑎𝑚𝑒𝑛𝑡𝑜 (7)
Depois da análise atenta das expressões em causa, chegou-se à conclusão que quando
convenientemente arranjadas, podem originar uma expressão idêntica à apresentada no
software. Deste modo, começando pela expressão original do modelo Herschel-Bulkley:
𝜏 = 𝜏0 + 𝐾�̇�𝑛 (8)
Fazendo os devidos ajustes,
𝜏 − 𝜏0 = 𝐾�̇�𝑛 ↔ (𝜏 − 𝜏0)
1𝑛 = 𝐾
1𝑛 ∙ �̇� ↔ �̇� =
1
𝐾1𝑛
(𝜏 − 𝜏0)1𝑛 (9)
e substituindo o shear rate (�̇�) pela equação 7, obtém-se:
𝑣 =ℎ
𝐾1𝑛
(𝜏 − 𝜏0)1𝑛 (10)
Quando se compara a expressão resultante com a expressão ilustrada do SolidWorks:
𝑣 = 𝐶1(𝜏−𝜏0)𝐶2 (11)
facilmente se identifica o que são as constantes C1 e C2 e como podem ser calculadas:
{
𝐶1 =
ℎ
𝐾1𝑛
(12)
𝐶2 =1
𝑛 (13)
Os valores de 𝐾 e 𝑛, à semelhança de 𝜏0, são obtidos diretamente da tabela. Por definição, o ℎ
é o valor da altura/espessura onde se dá um determinado escoamento e por esse motivo, pode
ser facilmente obtido sabendo as condições em que foram feitos os ensaios do artigo.
No artigo é dito que os ensaios são realizados num viscosímetro Rotovisco-Haake, com o
dispositivo de medição MV1. Este tipo de dispositivo, tem como princípio de funcionamento
fazer rodar um cilindro dentro de um reservatório cilíndrico subentendendo-se que a altura será
equivalente à diferença entre o raio do reservatório e o raio do cilindro de medição dado que é
nesse intervalo que se dá o escoamento.
Consultando o catálogo online deste equipamento (ThermoFisher 2015), pode facilmente ser
encontrado o valor desse intervalo (0.96mm) conforme ilustrado na Figura 53.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
50
Figura 53 – Quadro resumo das dimensões do dispositivo de medição (ThermoFisher 2015)
Com este último dado é finalmente possível calcular os valores das constantes C1 e C2 e
introduzi-las no software.
{
𝐶1 =
0.00096
2.221
0.545
𝐶2 =1
0.545
↔ {𝐶1 = 0.000222
𝐶2 = 1.83486
Figura 54 - Tabela do SolidWorks onde são caracterizadas as condições de deslizamento.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
51
5.2 Condições de fronteira e volume de controlo
Configurados todos os parâmetros da simulação, resta definir os volumes de controlo e as
condições de fronteira para se conseguirem efetuar as simulações e obter resultados.
Como as duas soluções apresentadas têm arquiteturas do sistema de bombagem muito idênticas,
foi selecionado como volume de controlo a zona de bombagem de um dos sistemas e impostas
3 condições de fronteira:
Pressão atmosférica na saída do bico de extrusão
Pressão Total de metro coluna de mistura recorrendo à expressão 𝑝 = 𝑝𝑎𝑡𝑚 + 𝜌𝑔ℎ
E movimento de rotação do fuso com uma determinada velocidade.
Figura 55 – a) Condições de fronteira do volume de controlo e b) Volume do fuso
Para saber qual a velocidade que deve ser imposta no fuso para obter um determinado caudal,
foi necessário efetuar algumas medições do sistema de bombagem.
Segundo o princípio de funcionamento das bombas de parafuso, por cada volta completa do
fuso é extrudida uma determinada quantidade de material, ou seja, para calcular o número de
rotações necessárias basta dividir o volume de material desejado pela sua quantidade.
Através do volume do fuso e do cilindro onde ele está inserido é possível determinar a
quantidade que é extrudida por cada volta. A diferença entre os dois volumes permite obter o
volume de material contido no sistema de bombagem, que dividido pelo número de passos do
fuso resulta na quantidade obtida por rotação.
O volume do fuso foi medido pelo princípio de Arquimedes e confirmado na sua modelação
3D, chegando-se à conclusão que é de cerca de 0.343 dm3.
A camisa polimérica onde é inserido têm um raio interior de 52mm e uma altura de 286mm
resultando num volume de 0.607 dm3 (𝜋 × 0.262 × 2.86 dm3).
Fazendo a diferença dos dois volumes e dividindo por 7 (número de passos do fuso):
𝑉𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙/𝑟𝑜𝑡𝑎çã𝑜 =𝑉𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜 − 𝑉𝑓𝑢𝑠𝑜
7= 0.264 dm3 = 0.038 𝐿𝑡/𝑟𝑜𝑡𝑎çã𝑜
a) b)

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
52
Obtido este valor é possível estimar qual a velocidade necessária a induzir ao fuso para se
conseguir extrudir um determinado caudal, conforme é exemplificado com alguns valores na
Tabela 7:
Tabela 7 - Valores estimados da velocidade a impor ao fuso para um determinado caudal
Caudal pretendido – Q Velocidade de rotação Velocidade angular – ω
1.5 L/min 1.5
0.038≈ 40 𝑟. 𝑝.𝑚. 40 ×
2𝜋
60≈ 4.2 𝑟𝑎𝑑/𝑠
3 L/min 3
0.038≈ 79 𝑟. 𝑝.𝑚. 79 ×
2𝜋
60≈ 8.3 𝑟𝑎𝑑/𝑠
4.5 L/min 4.5
0.038≈ 118 𝑟. 𝑝.𝑚. 118 ×
2𝜋
60≈ 12.4 𝑟𝑎𝑑/𝑠
5.3 Simulações de teste
Antes de se ter conseguido as propriedades necessárias para criação do gesso como material na
base de dados do SolidWorks e dos parâmetros de deslizamento foram realizadas um conjunto
de simulações com água e o fluido não newtoniano “slurry”, predefinido pelo software. Estas
simulações serviram apenas como teste e permitiram verificar os efeitos da viscosidade do
material.
Tabela 8 - Resultados das simulações de teste: Água (ρ = 1000 kg/m3)
Contabilizado o efeito da gravidade?
Condições de Fronteira Resultados
P bomba [Pa] velocidade Q [m3/s] Q [L/min] Vy [m/s]
entrada saída r.p.m rad/s
Não 101325 P atm
102698,4 (0,200
m.c. água) 118 12,4
2,79E-04 16,73 0,904
Sim 4,77E-04 28,60 1,545
Gravidade + Rotação* 4,77E-04 28,61 1,546
*assinalado no software a existência de elementos em rotação.
Tabela 9 - Resultados das simulações de teste: “Slurry” (ρ = 1647,2 kg/m3)
Contabilizado o efeito da gravidade?
Condições de Fronteira Resultados
P bomba [Pa] velocidade Q [m3/s] Q [L/min] Vy [m/s]
entrada saída r.p.m rad/s
Não 101325 P atm
103587,3 (0,200
m.c. slurry) 118 12,4
1,36E-04 8,14 0,440
Sim 3,25E-04 19,52 1,050
Gravidade + Rotação* 3,27E-04 19,62 1,060
*assinalado no software a existência de elementos em rotação.
Com base nos resultados observáveis nas tabelas 9 e 10 podemos concluir que:
A viscosidade da pasta (slurry) leva a que os valores de caudal e velocidade sejam
inferiores aos da água, para a mesma velocidade de rotação.
Os caudais obtidos têm valor superior ao valor esperado de 4.5 L/min porque, uma vez
que os fluidos têm baixa viscosidade em comparação com pastas cerâmicas (inclusive
a pasta predefinida do SolidWorks), escorregam facilmente através do sistema de
bombagem. Isto é igualmente verdade mesmo se o sistema de bombagem estiver parado
por causa do efeito de diferença de pressão e/ou de gravidade.
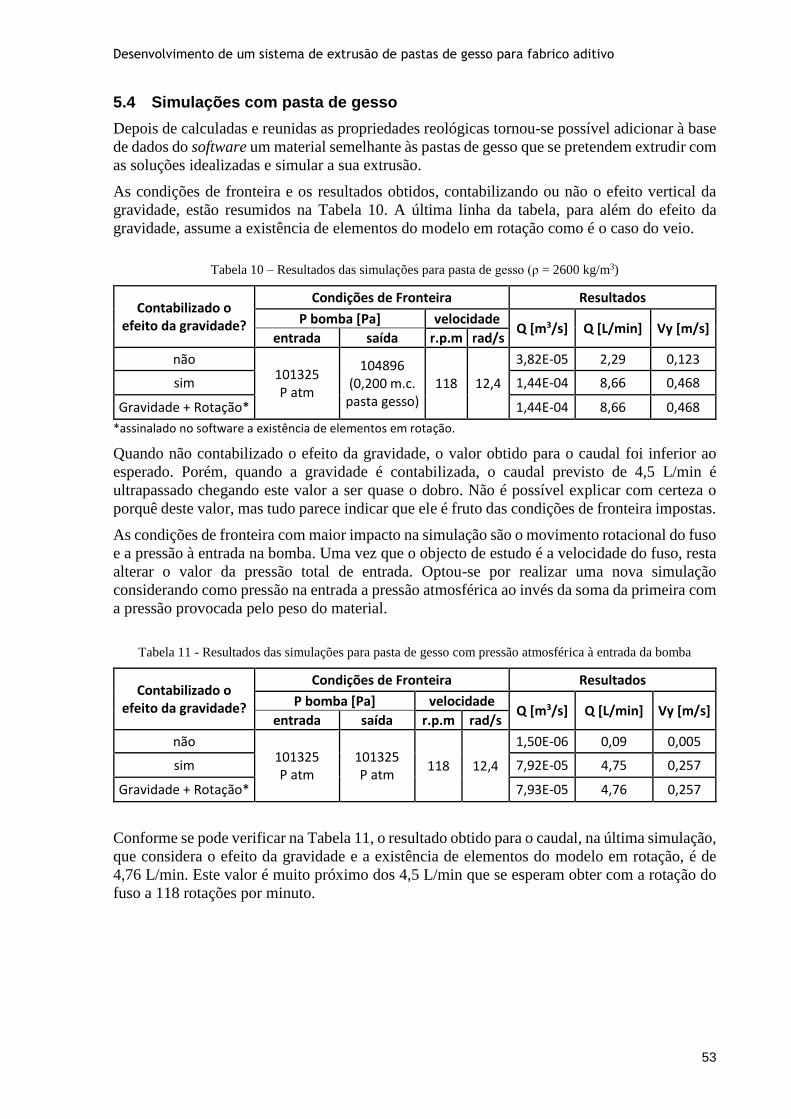
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
53
5.4 Simulações com pasta de gesso
Depois de calculadas e reunidas as propriedades reológicas tornou-se possível adicionar à base
de dados do software um material semelhante às pastas de gesso que se pretendem extrudir com
as soluções idealizadas e simular a sua extrusão.
As condições de fronteira e os resultados obtidos, contabilizando ou não o efeito vertical da
gravidade, estão resumidos na Tabela 10. A última linha da tabela, para além do efeito da
gravidade, assume a existência de elementos do modelo em rotação como é o caso do veio.
Tabela 10 – Resultados das simulações para pasta de gesso (ρ = 2600 kg/m3)
Contabilizado o efeito da gravidade?
Condições de Fronteira Resultados
P bomba [Pa] velocidade Q [m3/s] Q [L/min] Vy [m/s]
entrada saída r.p.m rad/s
não 101325 P atm
104896 (0,200 m.c.
pasta gesso) 118 12,4
3,82E-05 2,29 0,123
sim 1,44E-04 8,66 0,468
Gravidade + Rotação* 1,44E-04 8,66 0,468
*assinalado no software a existência de elementos em rotação.
Quando não contabilizado o efeito da gravidade, o valor obtido para o caudal foi inferior ao
esperado. Porém, quando a gravidade é contabilizada, o caudal previsto de 4,5 L/min é
ultrapassado chegando este valor a ser quase o dobro. Não é possível explicar com certeza o
porquê deste valor, mas tudo parece indicar que ele é fruto das condições de fronteira impostas.
As condições de fronteira com maior impacto na simulação são o movimento rotacional do fuso
e a pressão à entrada na bomba. Uma vez que o objecto de estudo é a velocidade do fuso, resta
alterar o valor da pressão total de entrada. Optou-se por realizar uma nova simulação
considerando como pressão na entrada a pressão atmosférica ao invés da soma da primeira com
a pressão provocada pelo peso do material.
Tabela 11 - Resultados das simulações para pasta de gesso com pressão atmosférica à entrada da bomba
Contabilizado o efeito da gravidade?
Condições de Fronteira Resultados
P bomba [Pa] velocidade Q [m3/s] Q [L/min] Vy [m/s]
entrada saída r.p.m rad/s
não 101325 P atm
101325 P atm
118 12,4
1,50E-06 0,09 0,005
sim 7,92E-05 4,75 0,257
Gravidade + Rotação* 7,93E-05 4,76 0,257
Conforme se pode verificar na Tabela 11, o resultado obtido para o caudal, na última simulação,
que considera o efeito da gravidade e a existência de elementos do modelo em rotação, é de
4,76 L/min. Este valor é muito próximo dos 4,5 L/min que se esperam obter com a rotação do
fuso a 118 rotações por minuto.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
54
Tendo em consideração as aplicações em que é esperado utilizar as soluções propostas, será
necessária a diminuição ou o aumento do caudal ou velocidade de deposição em algumas vezes.
Assim é relevante e interessante observar os resultados das simulações usando diferentes
velocidades de rotação, permitindo traçar uma curva de caudal debitado em função da
velocidade de rotação do fuso.
Todas as simulações foram feitas contabilizando o efeito de gravidade e de rotação de elementos
do modelo e assumindo pressão atmosférica à entrada da bomba, por ter sido a simulação em
que se obteve um resultado mais próximo do esperado.
Tabela 12 - Caudais obtidos para diferentes velocidades de rotação do fuso
Condições de Fronteira Objetivo Resultados
P atm. [Pa]
P Total [Pa] velocidade
Q [L/min] Q [m3/s] Q [L/min] Vy [m/s] r.p.m rad/s
101325 104896
(0,200 m.c. pasta de gesso)
0 0 0 6,67E-07 0,04 0,002
13 1,38 0,5 1,77E-05 1,06 0,057
26 2,76 1 2,88E-05 1,73 0,094
79 8,27 3 6,02E-05 3,61 0,195
158 16,5 6 9,63E-05 5,78 0,312
316 33,1 12 1,54E-04 9,23 0,499
Com os resultados obtidos nas simulações resumidas na Tabela 12 foi possível esboçar o gráfico
que se segue:
Figura 56 – Gráfico do caudal obtido nas simulações em função da velocidade de rotação induzida no fuso
No gráfico acima podemos observar que a linha de tendência com maior coeficiente de
correlação (R=0.9957) é polinomial de grau 2, ou seja, representa a equação de uma parábola.
Isto acontece porque a arquitetura do sistema de extrusão é mais adequada para debitar
determinados caudais. Para caudais muito pequenos a bomba tem tendência a extrudir mais
material do que o necessário e para caudais elevados as perdas de carga vão-se acentuando e a
bomba não consegue debitar a quantidade de material pretendida.
y = -5E-05x2 + 0,0429x + 0,3846R² = 0,9957
0
1
2
3
4
5
6
7
8
9
10
0 50 100 150 200 250 300 350
Cau
dal
Vo
lúm
ico
Q [
L/m
in]
velocidade de rotação do fuso n [r.p.m.]
Caudal volúmico em função da velociade de rotação
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
55
6. Conclusões e perspetivas de trabalho futuro
6.1 Conclusões
1. O fabrico aditivo (FA) permite fabricar objetos a partir dos mais diversos materiais, de
forma completamente automatizada. Contudo ainda existem problemas a ultrapassar tais
como: baixas velocidades de fabrico, baixa precisão dimensional, acabamentos
superficiais fracos, propriedades mecânicas baixas e custos elevados.
2. Os processos híbridos, nos quais se maquinam as peças numa fase final ou durante o
processo, permitem aumentar a cadência e assegurar a precisão, detalhe e qualidade
superficial desejada sendo isto uma enorme vantagem face ao custo e aos problemas
enumerados em 1.
3. O gesso β, α+β ou uma combinação destes materiais com aditivos permite obter peças
de grandes dimensões em tempos reduzidos e a preços económicos, o que é francamente
inovador nas tecnologias onde este trabalho está inserido. No entanto, fica por
demonstrar a sua aplicação nas indústrias de fundição, cerâmica e compósitos.
4. O equipamento da Turbosol demonstrou ser capaz de bombear e misturar as
formulações de teste razovelmente bem nos ensaios realizados no INEGI. O mesmo
pode ser constatado pelas suas aplicações na construção civil há décadas. Porém, os
caudais de extrusão mínimos obtidos superam (cerca de 10L/min) os valores desejados
(5L/min). No entanto, verificou-se que ao tentar baixar o caudal de saída, fazendo
diminuir o caudal de entrada de água, resultavam misturas porosas – falta de tempo de
mistura – o que sugeriu, que nessas circunstâncias a velocidade do misturador deveria
ser superior, e /ou que o material devia estar mais tempo a misturar antes de ser
extrudido.
5. A solução ao problema referido no ponto anterior, passou por desacoplar no
equipamento adquirido e testado, a componente de mistura do elemento de bombagem
com o objetivo de ser possível realizar misturas mais eficientes (rápidas) com saídas de
material (caudais) baixos (velocidade de rotação do fuso inferior à do misturador).
6. As soluções apresentadas baseiam-se no conceito e aproveitamento de componentes do
equipamento Turbosol, de fácil obtenção junto do fornecedor do equipamento,
nomeadamente das hélices de mistura e elemento de bombagem (conjunto fuso + estator
<100€), hélice (<100 €), muito mais económico que qualquer solução criada de raiz.
Estes factos são válidos para a construção e manutenção (desgaste dos elementos).

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
56
7. A solução I é mais económica e simples de materializar e testar. O seu funcionamento
pode ser assegurado pelo ensaio de extrusão realizado com o fuso num estator cilíndrico
- princípio do parafuso de Arquimedes - em vez da bombagem progressiva com estator
roscado – configuração inicial do sistema de bombagem. Esta solução é mais leve
porque a mistura e bombagem é feita distante (até 10 m) da cabeça de extrusão.
Peso da cabeça extrusora: 21 Kg + 1 motor + gesso
8. Nesta solução I apenas é necessário adicionar um sistema controlador para dosear água
em menores proporções relativas, o que praticamente não vai ocorrer no processo.
9. A solução II é mais complexa e mais pesada quando comparada com a primeira. Esta
exige o fabrico de componentes que não existem disponíveis no mercado. Além disso,
levanta algumas questões relacionadas com o transporte do gesso em pó até à cabeça de
extrusão, pois a forma mais expedita parece ser recorrer a sistemas pressurizados de ar
comprimido o que pode provocar a existência de partículas de ar, indesejadas, na
mistura. Por sua vez, o transporte de água até à cabeça não levanta grandes dificuldades
porque é facilmente concebível com recurso a um sistema de bombagem convencional.
Peso da cabeça extrusora: 30 Kg + 2 motores + gesso

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
57
6.2 Trabalhos Futuros
Estabelecidas as conclusões, sugerem-se alguns trabalhos passíveis de realizar num futuro
próximo, tendo em conta o contexto atual desta dissertação:
Repetir os ensaios de extrusão de pastas de gesso com o equipamento Turbosol,
recorrendo ao estator que foi maquinado (que passou a funcionar como parafuso de
Arquimedes) e testar deposições com caudais inferiores.
Realizar novos ensaios de maquinagem com as peças obtidas do ponto anterior e
averiguar se se conseguem obter peças menos porosas.
Realizar ensaios de resistência mecânica com provetes provenientes das peças depositadas
com o equipamento Turbosol.
Construir um protótipo de, pelo menos, uma das soluções com vista a testar o conceito.
Considerar a opção de inserir um controlador proporcional baseado no valor da velocidade
de saída da pasta para controlar as velocidades de avanço dos eixos X e Y da cabeça
extrusora (plano da máquina).
Repensar a forma de controlar o sistema de alimentação de água no dispositivo da solução
1, de forma coordenada com a saída de material. Isto é, que só permita alimentação de
água na mistura ao mesmo tempo que é feita a bombagem do seu interior.
Estudar uma forma de tratar as cavidades superficiais das peças maquinadas, por forma a
ultrapassar a dificuldade associada à existência de porosidades.
Estudar forma de realizar secagem da peça durante a sua deposição.
Desenvolver um sistema em que o bico de extrusão possa estar em vácuo, de forma a
eliminar parte das porosidades do gesso depositado.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
58
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
59
Referências
Allameh, S. 2015. "On the development of a 3D printer for combinatorial structural composite
research". Comunicação apresentada em ASME International Mechanical Engineering
Congress and Exposition, Proceedings (IMECE).
AMazing. 2016. "What is Additive Manufacturing?". Acedido a November 7, 2016.
http://additivemanufacturing.com/basics/.
ASTM. 2012. Standard terminology for additive manufacturing technologies : designation
F2792 - 12a. West Conshohocken, PA: ASTM International. Acedido a 10 de
Novembro de 2016.
http://web.mit.edu/2.810/www/files/readings/AdditiveManufacturingTerminology.pdf.
Babcock, Spaans. 2015. "Advantages of screw pumps".
http://www.spaansbabcock.com/products_en_applications/screw_pumps/advantages_o
f_screw_pumps.aspx.
BEEVERYCreative. 2014. https://beeverycreative.com/.
Caetano, Daniel Esperança. 2016. "Desenvolvimento de Formulações de Pastas de Gesso para
Fabrico Aditivo". Dissertação para a obtenção do grau mestre em Engenharia Mecânica,
Engenharia Mecânica, Faculdade de Engenharia da Universidade do Porto.
Caffrey, T. e T. Wohlers. 2015. "Additive manufacturing state of the industry". Manufacturing
Engineering no. 154 (5):67-78. https://www.scopus.com/inward/record.uri?eid=2-s2.0-
84930325820&partnerID=40&md5=f015d7d2234f907c4de80a56feaa717a.
Carlos, José. 2010. "Portfólio Reflexivo de Aprendizagem".
http://samuraize.site90.com/STCWORK6.html.
CARR, SIMON. 2015. "Mummy of 2,700-year-old Egyptian ‘high priest’ found in ancient
tomb". Mirror. http://www.mirror.co.uk/news/world-news/mummy-2700-year-old-
egyptian-6910153.
Cawley, James D. 1999. "Solid freeform fabrication of ceramics". Current Opinion in Solid
State and Materials Science no. 4 (5):483-489.
http://www.sciencedirect.com/science/article/pii/S1359028699000558.
Cesarano, J., T. A. Baer e P. Calvert. 1997. "Recent developments in freeform fabrication of
dense ceramics from slurry deposition". Em Solid Freeform Fabrication Proceedings,
September 1997, editado por D. L. Bourell, J. J. Beaman, R. H. Crawford, H. L. Marcus
e J. W. Barlow, 25-32. <Go to ISI>://WOS:000082420200004.
Cesarano, J., B. H. King e H. B. Denham. 1998. "Recent developments in robocasting of
ceramics and multimaterial deposition". Em Solid Freeform Fabrication Proceedings,
August, 1998, editado por H. L. Marcus, J. J. Beaman, D. L. Bourell, J. W. Barlow e R.
H. Crawford, 697-703. Austin: Univ Texas Austin. <Go to
ISI>://WOS:000082420400080.
CHINADAILY. 2016. "First 3D-printed house completed in Beijing". CHINADAILY.
http://www.chinadaily.com.cn/china/2016-07/02/content_25940126.htm.
Coutinho, Rafael. 2010. "Teto da Capela Sistina". http://cultura.culturamix.com/arte/teto-da-
capela-sistina.
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
60
Denham, H. B., J. Cesarano, B. H. King e P. Calvert. 1998. "Mechanical behavior of robocast
alumina". Em Solid Freeform Fabrication Proceedings, August, 1998, editado por H.
L. Marcus, J. J. Beaman, D. L. Bourell, J. W. Barlow e R. H. Crawford, 589-596. Austin:
Univ Texas Austin. <Go to ISI>://WOS:000082420400067.
DMG, MORI. 2016. "ALL IN 1: Laser Deposition Welding & Milling -additive Manufacturing
in Milling quality". http://en.dmgmori.com/products/lasertec/lasertec-
additivemanufacturing/lasertec-65-3d.
editorial, Equipo. 2000. Historia universal del Arte. Tomo 8. Rococó y Neoclasicismo. 24 vols.
Vol. 8. Barcelona: Espasa-Calpe, S.A.
Fernandes, Dulce Maria de Paiva e Victor Reinke. 2000. "MODELAÇÃO DE GESSO
Materiais, Ferramentas e Procedimentos". Comunicação apresentada em FESTIVAL DE
INVERNO DE ANTONINA 2000, em Antonina.
https://chrisogg.files.wordpress.com/2011/03/modelacao-de-gesso.pdf.
Gomes, Augusto;, Ana; Paula F. Pinto e João; Bessa Pinto. 2013. Gesso e Cal de Construção.
Instituto Superior Técnico.
https://fenix.tecnico.ulisboa.pt/downloadFile/3779580050974/Gesso%20e%20Cal_20
13.pdf.
HD, WideWallpapers. 2016. "Fond d'écran France Montmartre Paris Sacre Coeur".
http://fonds-ecran.widewallpapershd.info/fondecran/france-montmartre-paris-sacre-
coeur.html.
Hewlett-Packard. 2015. HP Multi Jet Fusion technology. editado por Hewlett-Packard. United
States. http://www8.hp.com/h20195/v2/GetPDF.aspx/4AA4-5472ENW.pdf.
HMT. 2013. "Hybrid Manufacturing Technologies - HMT". http://www.hybridmanutech.com/.
Holly B., Martin. 2016. "AEROSPACE METAL 3D PRINTING: MATERIALS, MACHINES
AND METHODS".
http://www.metalformingmagazine.com/magazine/article.asp?aid=11309.
HOSOKAWA, Micron B.V. 2008. "Schugi® Flexomix". http://www.hosokawa-micron-
bv.com/technologies/mixing-equipment/continuous-mixing-solutions/schugi-
flexomix-high-impact-mixer.html.
INEGI. 2015. Proposta de Candidatura - Parte B (Anexo Técnico).
———. 2016. 1º Relatório Técnico de progresso outubro 2015 – junho 2016.
Infopédia. 2003-2016. "gesso". Acedido a 20 de Dezembro de 2016.
https://www.infopedia.pt/$gesso,4.
———. 2003b. "reologia". Acedido a 20 de Dezembro de 2016.
https://www.infopedia.pt/dicionarios/lingua-portuguesa/reologia.
IPQ. 2012. Gesso. Determinação do principio de presa e do tempo de presa.: Norma NP - 321.
Instituto Português da Qualidade (IPQ).
Khoshnevis, B., R. Russell, Kwon Hongkyu e S. Bukkapatnam. 2001. "Crafting large
prototypes". IEEE Robotics & Automation Magazine no. 8 (3):33-42.
Khoshnevis, Behrokh. 2004. "Automated construction by contour crafting—related robotics
and information technologies". Automation in Construction no. 13 (1):5-19.
http://www.sciencedirect.com/science/article/pii/S0926580503000736.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
61
Kim, Huhn e Seongwon Jeong. 2015. "Case study: Hybrid model for the customized wrist
orthosis using 3D printing". Journal of Mechanical Science and Technology no. 29
(12):5151-5156. http://dx.doi.org/10.1007/s12206-015-1115-9.
Kundu, Joydip, Jin-Hyung Shim, Jinah Jang, Sung-Won Kim e Dong-Woo Cho. 2015. "An
additive manufacturing-based PCL–alginate–chondrocyte bioprinted scaffold for
cartilage tissue engineering". Journal of Tissue Engineering and Regenerative Medicine
no. 9 (11):1286-1297. http://dx.doi.org/10.1002/term.1682.
Kwon, Hongkyu, Satish Bukkapatnam, Behrokh Khoshnevis e Jason Saito. 2002. "Effects of
orifice shape in contour crafting of ceramic materials". Rapid Prototyping Journal no.
8 (3):147-160.
Liberato, Ricardo. 2006. All Giza Pyramids.
https://en.wikipedia.org/wiki/Giza_pyramid_complex#/media/File:All_Gizah_Pyrami
ds.jpg.
MC, Machinery Systems. 2016. "LUMEX AVANCE 25".
https://www.mcmachinery.com/products-and-solutions/lumex-avance/.
Nakamura, Juliana. 2014. "Aplicação mecanizada de gesso ajuda construtora a reduzir atrasos
na construção de torre residencial no Distrito Federal e a obter ganho de produtividade
em torno de 30%". Construção. http://construcaomercado.pini.com.br/negocios-
incorporacao-construcao/157/artigo319710-1.aspx.
Nunes, João Carlos. 1999. "Fabrico de peças metálicas utilizando moldações cerâmicas e
moldações em gesso". Dissertação para a obtenção do grau mestre em Engenharia
Mecânica, Engenharia Mecânica, Faculdade de Engenharia da Universidade do Porto.
Nylund, Jimmy, Alexander Järf, Kim Kekäle, Jan Rönnskog, Fahim Al-Neshawy, Panu
Kiviluoma e Petri Kuosmanen. 2015. "Implementation of a Contour Crafting System to
a 3-Dimensional Concrete Printer". Em 10th International DAAAM Baltic Conference
"INDUSTRIAL ENGINEERING",12 - 13th May 2015, Tallinn, ESTONIA, 168-173.
Tallinn University of Technology. http://innomet.ttu.ee/daaam15/.
Papo, A. 1988. "Rheological models for gypsum plaster pastes". Rheologica Acta no. 27
(3):320-325. http://dx.doi.org/10.1007/BF01329748.
Pfafflin, J.R. e E.N. Ziegler. 2006. Encyclopedia of Environmental Science and Engineering:
A-L. CRC.
Pinhal, Ângela Maria Alves. 2008. "Cor ∩ Arquitectura". PROVA FINAL DE
LICENCIATURA EM ARQUITECTURA, Arquitectura, Univesidade de Coimbra.
https://estudogeral.sib.uc.pt/bitstream/10316/3747/1/COR-ARQUITECTURA.pdf.
Ponticel, Patrick. 2015. "Shelby Cobra puts sporty face on 3-D printing technology".
http://articles.sae.org/13839/.
pump, Albin. 2015. ALBIN PUMP ALH bomba peristáltica. Montélimar, France.
———. 2016. "Hose pump - high pressure - Albin Pump". http://www.albinpump.com/hose-
pump-high-pressure-alh.
QCS. 2015. "ROLLS-ROYCE AND 3D TECHNOLOGY TO MAXIMISE RESOURCES
AND MINIMISE WASTE". http://quickcargo.com/2015/the-future-of-airfreight-is-
being-printed-in-3d/.
Rice, James. 2013. "Slip Casting". https://jamesricedesign.wordpress.com/tag/porcelain/.
Ricordo, Arcana. 2012. "L'Ultima Cena". Profezie Evangeliche, 7 de Dezembro de 2012.
http://profezieevangeliche.blogspot.pt/2012/12/lultima-cena.html.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
62
Rosenfield, Karissa. 2014. "NASA Tech Brief Awards Top Honors to Contour Crafting’s
Automated Construction Methodology". http://www.archdaily.com/554739/nasa-tech-
brief-awards-contour-crafting-s-automated-construction-methodology-top-honors.
Rudenko, Andrey. 2015. "World's First 3D Printed Hotel in the Philippines, by Andrey
Rudenko. ". Acedido a 8 de fevereiro de 2016. http://www.totalkustom.com/3d-printed-
hotel-suite.html
schartzhaupt. 2016. "Sanca de gesso – 80 modelos sensacionais com fotos".
http://www.dcorevoce.com.br/sanca-de-gesso/.
SF, Engineering Works. 2008. "SIGMA MIXER EXTRUDER / MIXTRUDER".
http://www.sfengineering.in/Mixing-Sigma-Kneader.html.
Sonante. 2016. Catálogo de apresentação: Tectos Falsos em Gesso. editado por LDA Sonante
Produtos Metálicos e Equipamentos. http://www.projectista.pt/wp-
content/uploads/2010/06/Tectos-Falsos-Gesso1.pdf.
Tay, B. Y., J. R. G. Evans e M. J. Edirisinghe. 2003. "Solid freeform fabrication of ceramics".
International Materials Reviews no. 48 (6):341-370.
http://dx.doi.org/10.1179/095066003225010263.
TecamySer. 2016. "Bomba Helicoidal de Estator Flutuante". http://tecamyser.com/pt-
pt/produtos/bombas/bombas-helicoidais/gamas/tecamyser-hidra/.
ThermoFisher. 2015. HAAKE™ RotoVisco™ 1 Rotational Rheometer. United States.
https://www.thermofisher.com/order/catalog/product/376-0001?ICID=search-product.
TURBOSOL. 2016. "Home / Products / GIOTTO ". Acedido a 7 de Outubro, 2016.
http://turbosol.it/en/Products/GIOTTO/.
UNITEC, Power Tools. 2016. "Portable Electric Hand-Held Mixing Drills".
http://www.csunitec.com/mixing-drills-mixing-stations/portable-electric-hand-held-
mixing-drills.
Vaidyanathan, R., J. Walish, J. L. Lombardi, S. Kasichainula, P. Calvert e K. C. Cooper. 2000.
"The extrusion freeforming of functional ceramic prototypes". JOM no. 52 (12):34-37.
http://dx.doi.org/10.1007/s11837-000-0066-4.
Weatherford. 2008. Manual de instalação e Manutenção - Bomba Helicoidal, Série WHT.
http://www.helifer.com.br/images/artigos/pdf/manuais/Bombas-WHT.pdf.
Wiener, Hesh. 2007. "Another Perspective". http://www.tech-
news.com/another/ap200708.html.
Wuxi, Jingpai Machinery. 2016. "Wuxi Vacuum emulsifying homogenizer, vacuum
emulsifying machine, cosmetic product mixer".
https://wxjpjx.en.alibaba.com/product/497504771-
215644457/Wuxi_Vacuum_emulsifying_homogenizer_vacuum_emulsifying_machine
_cosmetic_product_mixer.html.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
63
ANEXO A - Estimativa da Potência necessária para o motor do misturador da solução II
Propriedades da mistura
densidade ρ
[Kg/m3] 2600
viscosidade μ [Pa.s] 2,500
Dimensões do veio oco
diâmetro externo φ [mm] 60
diâmetro interno φ [mm] 50
espessura tubo et [mm] 5
altura da zona útil h [mm] 168
Diâmetro int reserv φ [mm] 150
esp entre res e tubo e [mm] 45
Material do veio oco: aço INOX
ρ ρ
[Kg/m3] 7700
m m [Kg] 1,12
I [Kg.m2] 1,54E-04
Secção de cada Hélice de 2 Lâminas (H2)
A [mm2] 271
Secção de cada Hélice de 3 Lâminas (H3)
A [mm2] 899
comp médio lâminas hl [mm] 23
com
pri
me
nto
da
hé
lice
Zona de mistura
Zona de extrusão
Zona para acoplar motor do misturador
Zona para acoplar motor da bomba

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
64
Estimativa de potência necessária
Caudal Volúmico Q [L/min] 1,5 3 4,5 6
velocidade n [r.p.m.] 1500 1500 1500 1500
velocidade angular ω [rad.s] 157,08 157,08 157,08 157,08
Potência necessária para vencer a viscosidade
Torque T [Nm] 0,25 0,25 0,25 0,25
Potência [w] 39,07 39,07 39,07 39,07
braço L [m] 0,042
Área das 6 hélices H2 A [m2] 0,0016
Área das 6 hélices H3 A [m2] 0,0054
Pressão máxima simulada P [Pa] 108907,00
vel angular calculada ω calc [rad/s] 104,72 115,19 125,66 136,14
Potência necessária [w] 769,58 846,54 923,50 1000,45
Potência TOTAL [W] 808,647 885,605 962,563 1039,521
Se necessário
Admitindo η redutor 100% e η motor 90%
e Coef.seg. 2
Potência do Motor [w] 1796,99 1968,01 2139,03 2310,05
Situação crítica

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
65
ANEXO B: Desenho conjunto do sistema de saída da solução I

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
66
ANEXO C: Desenho conjunto da bomba da solução I

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
67
ANEXO D: Desenho conjunto da cabeça extrusora da solução I
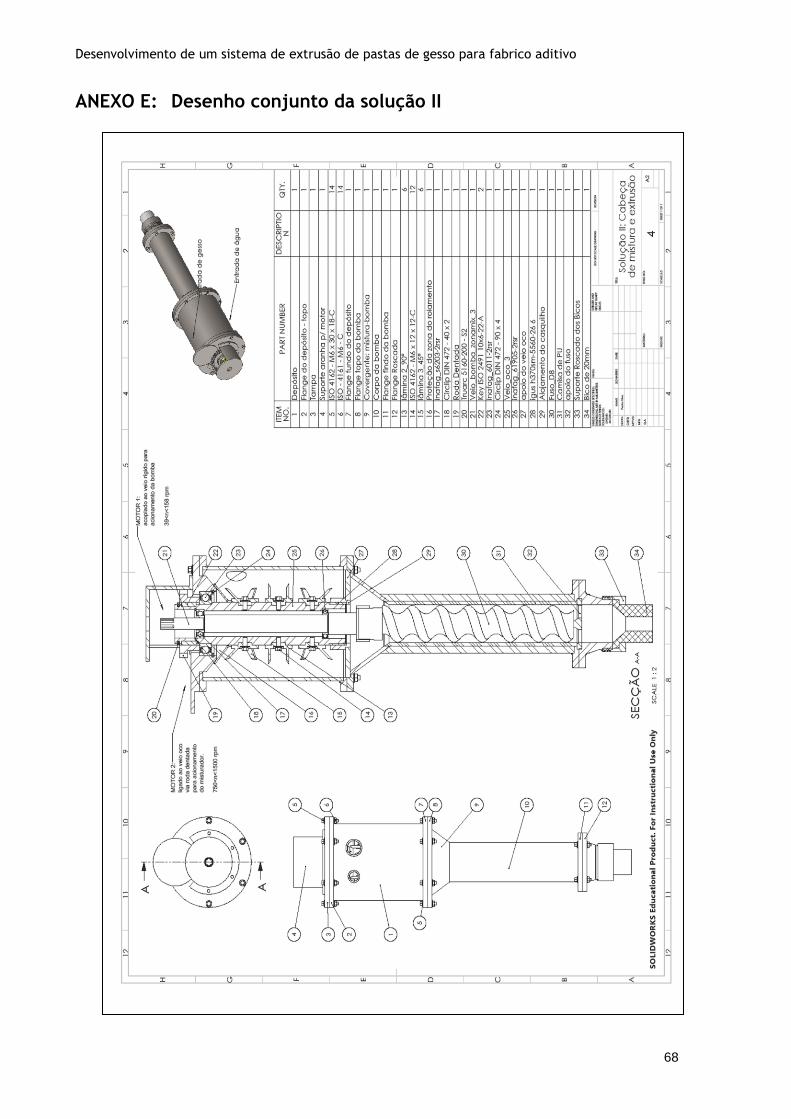
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
68
ANEXO E: Desenho conjunto da solução II

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
69
ANEXO F: Resultados da simulação do sistema de extrução para uma estimativa de caudal de 4,5 L/min – 12.4rad/s
Outp
uts
da
sim
ula
ção d
a ex
trusã
o d
e g
esso
(m
ater
ial
cria
do n
a b
ase
de
dad
os
do S
oli
dW
ork
s) f
azen
do r
odar
o f
uso
a 1
18 r
.p.m
.
(12.4
rad
/s)
com
pre
ssão
atm
osf
éric
a n
a en
trad
a e
saíd
a da
bom
ba
com
o c
ondiç
ões
de
fro
nte
ira.
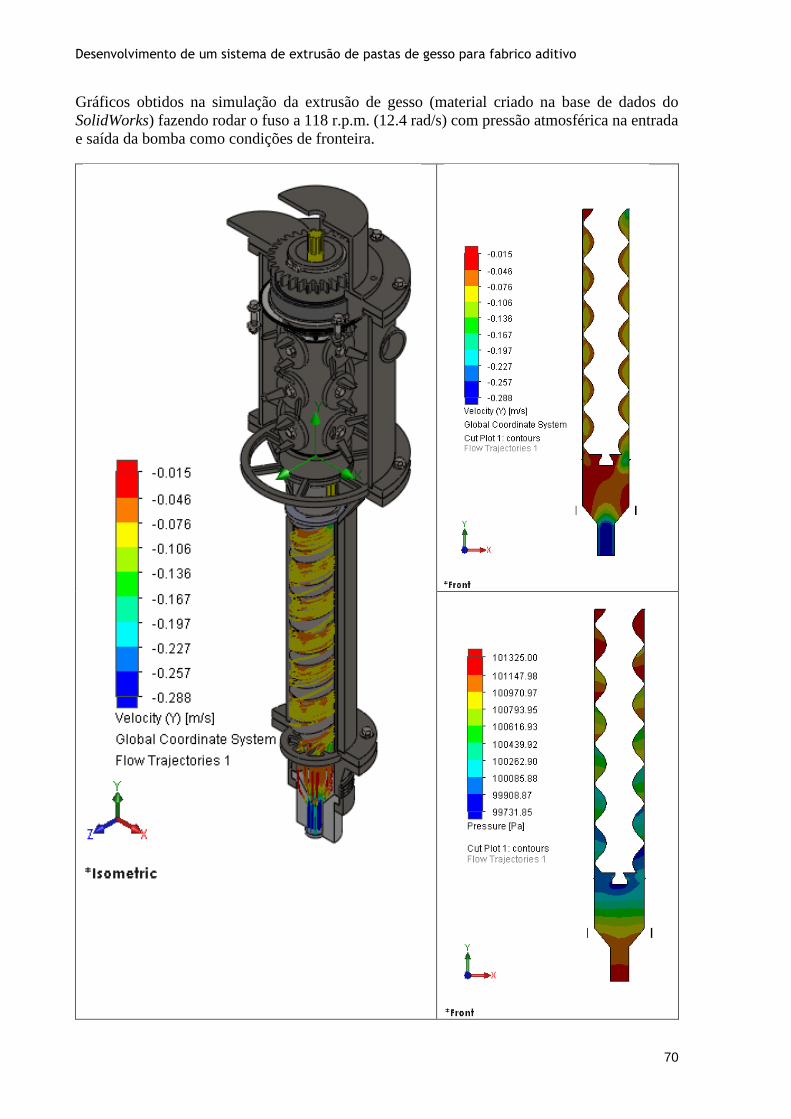
Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
70
Gráficos obtidos na simulação da extrusão de gesso (material criado na base de dados do
SolidWorks) fazendo rodar o fuso a 118 r.p.m. (12.4 rad/s) com pressão atmosférica na entrada
e saída da bomba como condições de fronteira.

Desenvolvimento de um sistema de extrusão de pastas de gesso para fabrico aditivo
71





























