Embed Size (px)
Citation preview

Scientia Iranica B (2019) 26(6), 3255{3261
Sharif University of TechnologyScientia Iranica
Transactions B: Mechanical Engineeringhttp://scientiairanica.sharif.edu
Design of conformal cooling channels by numericalmethods in a metal mold and calculation of exergydestruction in channels
A. Bolatt�urk, O. _Ipek, K. Kurtulu�s�, and M. Kan
Department of Mechanical Engineering, S�uleyman Demirel University, Isparta, Turkey.
Received 24 December 2017; received in revised form 2 July 2018; accepted 18 August 2018
KEYWORDSMetal mold;Exergy destruction;Cooling channeldesign.
Abstract. Shorter cycle times, better product quality, and less product outage can beachieved with faster cooling. However, mold cooling channels can only be made in lineardirections and limited forms via classical manufacturing methods. Therefore, they limitthe performance of mold cooling. Developed in recent years, additive manufacturingtechnologies are capable of building complex geometries and monoblock 3D products.With this technology at hand, it is possible to produce metal molds with conformalcooling channels in di�erent forms that are capable of quali�ed cooling. In this study,conformal cooling channels were designed in order to achieve optimum cooling in monoblockpermanent mold. In this study, CFD (Computational Fluid Dynamic) analyses areperformed in steady state conditions for designed conformal cooling channels and classicalcooling channel mold. Pressure drops, cooling channel outlet temperatures, and exergydestructions are calculated based on the ow velocity rate in channels. The numericalinvestigations of the cooling process have shown that approximately cooling performanceof 5% or higher can be achieved with conformal cooling channels. However, pressure drop inthe conformal cooling is observed to be higher than classical cooling channel. In addition,exergy destruction in the conformal cooling channel is approximately 12% greater thanthat in the classical cooling channel.© 2019 Sharif University of Technology. All rights reserved.
1. Introduction
Cooling process in metal molds is one of the importantfactors in the solidi�cation of liquid metal. Moldingdefects such as hot spot defects and distortion occurin the casting products when cooling is not uniform.Conversely, quali�ed and faster cooling a�ects productquality positively. With conventional manufacturingmethods, mold cooling channels can only be made inlinear directions and circular cross-sections. This limits
*. Corresponding author.E-mail address: [email protected] (K. Kurtulu�s)
doi: 10.24200/sci.2018.50090.1502
mold cooling performance [1]. There are studies in theliterature about metal molding techniques and coolingchannel design. The cooling performance of hot extru-sion dies with conformal cooling channels produced bythe additive manufacturing method was examined [2].The increase of the production speed up to 300%was observed with the conformal cooling channel moldcompared to the standard cooling channel mold. Thecycle time in molding a�ects product cost and quality.It was observed that the shorter the cycle time, thehigher the homogeneous temperature distribution and,thus, the fewer the component distortions. Therefore,better product quality was obtained in injection moldswith conformal cooling channels [3-9]. The fact thatthe cost of production is high in metal molds produced

3256 A. Bolatt�urk et al./Scientia Iranica, Transactions B: Mechanical Engineering 26 (2019) 3255{3261
with the additive manufacturing method makes itnecessary to produce the conformal cooling channeldesign with the desired performance. By using the�nite element method, the cooling performance of moldcooling channels and the solidi�cation process of liquidmetal can be simulated. Numerical studies have beeninvestigated for increasing the cooling performance bydecreasing the solidi�cation time through the confor-mal cooling channel [10-12]. A conformal coolingchannel for plastic injection mold was designed [1]. Thestudy was conducted numerically and experimentally.Numerical and experimental investigations revealed ashorter cycle time by 12.8% with conformal coolingchannels. In addition, Park and Dang [9] developedconformal cooling channel for plastic injection mold.The study results showed a 30% shorter cycle time withconformal cooling channels.
Friction losses, heat transfer due to temperaturedi�erence, and rapid expansion and compression arecauses of the loss of exergy in a system [13-15]. Themolten metal heat is transferred through the coolingchannels. The heat transfer between the molten metaland the cooling channels is similar to the workingprinciple of heat exchangers. There are many studiesin the literature about the loss of exergy in heatexchangers. However, studies on loss of exergy in metalmold cooling channels are very few in literature. Inorder to determine the optimum working conditionsof the heat exchangers or thermodynamic cycles andreduce exergy destruction, the parameters such as uidvelocity, pressure drop, and temperature distributionwere examined by researchers. They emphasized thatthe exergy destruction was reduced by improving theseparameters [16-19].
With the additive manufacturing technology de-veloped in recent years, products can be manufacturedin complex geometries and compact structures. In thisstudy, cooling channels in a metal mold are designedin di�erent geometries that cannot be produced byconventional manufacturing methods. Two di�erentconformal cooling channel molds are designed and com-pared with standard cooling channel mold numericallyin the steady state conditions. Heat transfer rates,exergy destructions, and pressure drops at di�erent ow rates are calculated for each channel.
2. Numerical modelling and mathematicalmethod
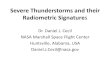
In this study, a permanent mold (Figure 1) is modeledfor gravity die casting. The mold casting geometryis an exhaust valve of a gasoline internal combustionengine. The hydrodynamic and thermal behavior ofthe mold cooling channels is investigated numerically.The mold with a conformal cooling channel will beproduced by the SLM (Selective Laser Melting) method
Figure 1. The solid model of metal mold symmetry part.
from stainless steel 316 L powder. Nitriding will beapplied to prevent molten aluminum damaging themold surface [20]. Mold consists of two symmetryparts and simulations are conducted on a symmetricalpart.
2.1. Mathematical modelIn the present work, exergy destructions in the coolingchannels are calculated by assuming the melt temper-ature at 973 K [21]. The theoretical value, _QAl, is cal-culated, assuming that the molten metal Al-A413 hascooled from 973 K to 623 K in 50 seconds. Predictedcycle time is 50 seconds for the selected casting piecebased on industrial experience. _QAl can be written asin Eq. (1). By using this value, the heat ux, which isin contact with mold surface, was calculated.
_QAl = QAl=dt: (1)
The heat in the solidi�cation of molten metal is the sumof sensible and latent heat represented as in Eq. (2):
QAl = Qsensible +Qlatent: (2)
In this study, LH = 500000 J/kg is assumed, and sensi-ble and latent heat can be written as in Eqs. (3) and (4):
Qsensible = mAl:cAl:�T; (3)
Qlatent = mAl:LH: (4)
The heat transferred to the cooling channel isrepresented as in Eq. (5):
_Qchannel = _moil:cp:(Toutlet � Tinlet): (5)

A. Bolatt�urk et al./Scientia Iranica, Transactions B: Mechanical Engineering 26 (2019) 3255{3261 3257
Figure 2. The assumptions in the mold cooling channelsof heat transfer mechanism.
Here, the mass ow rate depends on the velocityin thehydraulic diameters of the designed coolingchannels. The mass ow rate is given as follows:
_moil = �oil:V:Ac: (6)
Hydraulic diameter in rectangular, triangular, or anypro�le channels is given as follows:
Dh =4AcPw
; (7)
where Ac is the cross-sectional area, and Pw is thewetted perimeter.
Figure 2 shows the heat transfer mechanismwith certain assumptions concerning the mold coolingchannels. The cooling channel is a steady- ow processsince there is no change in time and cooling oil inlettemperature is 573 K [22]. Entropy generation can bewritten as in Eq. (8):X _QAl
Tk+X
_moil;inletsinlet
�X _moil;outletsoutlet+ _Sgen=dSCV =dt; (8)
where Tk (973 K) is the source temperature of the heatgiven to the cooling channel by the aluminum melt,and _m is the mass ow rate (kg/s) of cooling oil. Theright side of Eq. (8) is zero because of the steady- owprocess. The entropy change in the cooling channel isobtained as follows:
sin � sout = cp;oil ln(Tin=Tout): (9)
Exergy destruction of the system is given in Eq. (10),
and T0 is the ambient temperature and assumed to be300 K.
_Edes = T0 _Sgen: (10)
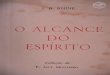
2.2. Numerical modelingComputational domains of the analyzed cooling chan-nels (Standard Channel (SC), Curved Channel (CC),and Spherical Fin Channel (SFC)) are designed (Fig-ure 3). The tetrahedral mesh structure is provided forCFD analysis. Mesh parameters that are used in thesimulation process are given in Table 1. For designedmodels, there are 1.023.000, 1.148.000, and 1.356.000mesh elements in SC, CC, and SFC, respectively, ascan be seen in Table 1. Hydraulic diameters andhydraulic diameter cross-sectional areas of the designedcooling channels are shown in Table 2. For each coolingchannel, the channel exit temperatures and pressuredrops are calculated by changing the cooling oil velocityof the hydraulic cross-sectional areas to 0.2-2 m/srange [23].
Analyses are performed using ANSYS-FLUENT16.1 software [24]. In Figure 4, the boundary conditionsare depicted. The numerical modeling parameters usedin solutions are presented in Table 3. The heat transferoil speci�cations of \Petro-therm" brand name are usedas refrigerant in the cooling channels. The thermalproperties of heat transfer oil used in numerical analysisare shown in Table 4. Mold material GGG 50 ductilecast iron is used for SC mold material in the analysis.For CC and SFC, the thermal properties of moldstainless steel 316 L are applied in the analysis. Thethermal properties of mold materials used in numericalanalysis are presented in Table 5.
Table 1. Mesh parameters used in simulations.
SC CC SFC
Mesh element number 1023000 1148000 1356000
Aspect ratio 1.841 1.8468 1.8646
Jakobian ratio 1.0132 1.0 1.0
Skewness 0.23437 0.22976 0.23697
Figure 3. Computational domains of the analyzed cooling channels.

3258 A. Bolatt�urk et al./Scientia Iranica, Transactions B: Mechanical Engineering 26 (2019) 3255{3261
Table 2. Hydraulic diameters and hydraulic diameter cross-sectional areas of the designed cooling channels.
Coolingchannel
Hydraulicciameter (m)
Hydraulic diametercross-sectional area
(m2)Standard Channel (SC) 0.01 0.00007854Curled Channel (CC) 0.009437 0.00003848Spherical Fin Channel (SFC) 0.015 0.00096
Table 3. Numerical modeling parameters used in solutions.
Simulation condition Steady-stateSolver type Pressure basedMesh structure TetrahedralTurbulence model RNG-enhanced wall treatment stand. k � " Turbulance ModelWall-turbulence interaction Standard wall-functionSpeed-pressure interaction Simple algorithmDecomposition method Second order upwind
Table 4. Thermal properties of heat transfer oil used in numerical analysis.
Temperature(K)
Density(kg/m3)
Speci�cheat (J/kgK)
Thermalconductivity
(W/mK)
Temperature(K)
Viscosity(kg/ms)
288 869 1890 0.143 313 3:07� 10�3
311 855 1970 0.142 373 4:8735� 10�4
533 714 2690 0.13 598 4:753� 10�5
559 679 2880 0.128 { {
Figure 4. Boundary conditions used for the analyzedmold con�guration.
3. Numerical results
3.1. Validation of numerical analysisIn this study, a permanent mold is modeled for gravitydie casting. The study has not been conducted
experimentally; however, it is not possible to �ndstudies with a similar geometry like this study in theliterature. Therefore, the validation of the numericalresults was performed by Imran et al. [23]. Theypracticed similar methods and boundary conditions inthis study. Experiments were conducted to determinethe e�ect of water mass ow rate and heat loadon thermal and hydraulic performances of the heatexchanger. Considering the full geometry of the heatexchanger (con�guration a), all presumptions, andboundary conditions of the system, the modeling andsimulation of that experimental study were conducted.The comparison was carried out at the base platetemperature and pressure drop of the channels. InFigure 5, the results of di�erent mass ow rates ofworking uid for the study of Imran et al. [23] and thecurrent study are compared to base temperature. Thedeviation between the numerical and the experimentalresults is found 10%. Figure 6 demonstrates thecomparison of numerical and experimental results ofthe pressure drop for di�erent mass ow rates ofthe working uid. The di�erence between numericaland experimental results is observed to be 8%. Thedi�erence between the pressure drop of the currentresearch and the study of Imran et al. [23] is observed

A. Bolatt�urk et al./Scientia Iranica, Transactions B: Mechanical Engineering 26 (2019) 3255{3261 3259
Table 5. Thermal properties of mold materials used in numerical analysis.
Mold type Mold material Density(kg/m3)
Speci�cheat (J/kgK)
Thermalconductivity
(W/mK)
SCGGG 50 ductilecast iron
7200 500 35.2
CC and SFC Stainless steel 316 L 7990 550 16.3
Figure 5. Comparison of Imran et al. [23] and thecurrent study results for base temperature.
Figure 6. Comparison of Imran et al. [23] and thecurrent study results for pressure drop.
to be of almost the same value. It is observed that thereis consistency between numerical and experimentaldata.
3.2. Numerical simulations resultsIn Figure 7(a), the comparison of heat transfer rateand pressure drops of SC, CC, and SFC based on owrates is presented. SFC transfers more heat than CCand SC. As the uid velocity increases, there is nosigni�cant change in the amount of heat transferredin the SFC, while there is a decrease in SC and CC. Asthe velocity increases, the pressure drop is around 1-4kPa in SC. In SFC, this value is up to approximately50 kPa.
Exergy destruction is calculated using the En-gineering Equation Solver (EES) software [25]. InFigure 7(b), the comparison of channel outlet temper-atures and exergy losses of SC, CC, and SFC based on ow rates is presented. For SC, the exergy destructionincreases up to 0.6 m/s in value and, then, decreasesas the speed increases. The outlet temperature of thecooling oil decreases from 625 K to 580 K as the velocityincreases. Exergy destruction increases up to 1 m/s forCC and, then, decreases. Exergy destruction changesbetween 0.286-0.332 kW and is similar to SC. Theoutlet temperature of the cooling oil decreases from680 K to 582 K as the velocity increases. The exergydestruction for SFC uctuates around 0.37 kW. As thespeed increases, a signi�cant change in the destructionof the exergy for this channel does not occur. Theoutlet temperature of the cooling oil decreases from577.5 K to 573.5 K as the velocity increases. Thedi�erence between the inlet temperature and the outlettemperature of the cooling channel is 4 K, which is ina small temperature range.
4. Conclusion
In the present work, CFD analyses were performedin the steady state conditions for designed coolingchannels and classical cooling channel mold. Pressuredrops, cooling channel outlet temperatures, and exergydestructions were calculated based on the ow velocityrate in channels. Numerical analysis investigationsrevealed that, for a 1-m/s reference velocity, theheat transfer rate in SFC was 5% higher than SC.Accordingly, heat transfer rate increased as the cycletime decreased. These results are in accordance withexisting literature [1-9]. For 1 m/s velocity rate, theSC and SFC required pump power of 0.157 W and11.7 W, respectively. On the other hand, a higher heattransfer rate of 40 W was obtained by SFC. However,as the ow rate in hydraulic diameters increased, thepressure drop was observed to be enormous in thischannel. As the ow rate decreased in SC and CC,the temperature di�erence between Toutlet and Tinletwas higher than that in SFC. Numerical calculationsshowed that the exergy destruction in the SFC occurredalmost constantly with small uctuations and was12% higher than the SC. The decrease of the exergy

3260 A. Bolatt�urk et al./Scientia Iranica, Transactions B: Mechanical Engineering 26 (2019) 3255{3261
Figure 7. (a) Comparison of heat transfer rate and pressure drops of SC, CC, and SFC based on ow rates. (b)Comparison of channel outlet temperatures and exergy losses of SC, CC, and SFC based on ow rates.
destruction could improve the e�ciency and increasethe cooling channel heat transfer rate. The design ofthe cooling channel can be developed in future studies.
Acknowledgment
The �nancial supports for this research, from theScienti�c Research Projects O�ce (BAP) of S�uleymanDemirel University (Project No: FDK-2018-5597),Turkey.
References
1. Hsu, F.H., Wang, K., Huang, C.T., and Chang, R.Y.\Investigation on conformal cooling system design ininjection molding", Advances in Production Engineer-ing & Management, 8(2), pp. 107-115 (2013).
2. H�olker, R. Haase, M. Khalifa, N.B., and Takkaya, A.E. \Hot extrusion dies with conformal cooling channelsproduced by additive manufacturing", Aluminum TwoThousand World Congress and International Confer-ence on Extrusion and Benchmark ICEB, pp. 4838-4846 (2015).
3. Sachs, E., Wylonis, E. Allen, S. Cima, M., and Guo,H. \Production of injection moulding tooling withconformal cooling channels using the three dimensionalprinting process", Polymer Engineering and Science,40(5), pp. 1237-1247 (2000).
4. Eimsa-ard, K. and Wannisorn, K. \Conformal bub-bler cooling for molds by metal deposition process",Computer-Aided Design, 69, pp. 126-133 (2015).
5. Wang, Y., Yu, K.M., and Wang, C.C.L. \Spiraland conformal cooling in plastic injection molding",Computer-Aided Design, 63, pp. 1-11 (2015).
6. Vojnov�a, E. \The bene�ts of a conforming coolingsystems the molds in injection moulding process",Procedia Engineering, 149, pp. 535-543 (2016).
7. Venkatesh, G.Y., Ravi, K., and Raghavendra, G.\Comparison of straight line to conformal coolingchannel in injection molding", Materials Today: Pro-ceedings, 4(2), pp. 1167-1173 (2017).
8. Jahan, A.S. and Mounayri, H. \Optimal conformalcooling channels in 3D printed dies for plastic injectionmolding", Procedia Manufacturing, 5, pp. 888-900(2016).
9. Park, H. and Dang, X.P. \Development of a smart plas-tic injection mold with conformal cooling channels",Procedia Manufacturing, 10, pp. 48-59 (2017).
10. Wang, G., Zhao, G., Li, H., and Guan, Y. \Multi-objective optimization design of the heating/coolingchannels of the steam-heating rapid thermal responsemold using particle swarm optimization", Int. J. ofThermal Science, 50, pp. 790-802 (2011).
11. Franke, M.M., Hilbinger, R.M., Lohm�uller, A., andSinger, R.F. \The e�ect of liquid metal cooling onthermal gradients in directional solidi�cation of superalloys: Thermal analysis", Journal of Material Pro-cessing Technology, 213, pp. 2081-2088 (2013).
12. Furumoto, T., Ueda, T., Amino, T., Ksunoki, D.,Hosokowa, A., and Tanaka, T. \Finishing perfor-mance of cooling channel with face protuberanceinside the molding die", Journal of Material Pro-cessing Technology, 212, pp. 2154-2160 (2012). DOI:10.1016/j.jmatprotec.2012.05.016
13. Khairul, M.A., Alim, M.A., Mahbubul, I.M., Saidur,R., Hepbasli, A., and Hossain, A. \Heat transferperformance and exergy analyses of a corrugated plateheat exchanger using metal oxide nano uids", Inter-national Communications in Heat and Mass Transfer,50, pp. 8-14 (2014).
14. Dizaji, H.S., Jafarmadar, S., and Asaadi, S. \Ex-perimental exergy analysis for shell and tube heatexchanger made of corrugated shell and corrugatedtube", Experimental Thermal and Fluid Science, 81,pp. 475-481 (2017).

A. Bolatt�urk et al./Scientia Iranica, Transactions B: Mechanical Engineering 26 (2019) 3255{3261 3261
15. Ipek, O., Kan, M., and Gurel, B. \Examination ofdi�erent heat exchangers and the thermal activities ofdi�erent designs", Acta Physica Polonica A, 132(3),pp. 580-583 (2017).
16. Kan, M., Ipek, O., and Gurel, B. \Plate heat exchang-ers as a compact design and optimization of di�erentchannel angles", Acta Physica Polonica A, 128(2B),pp. B-49 B-52 (2015).
17. Karaail, R. and �Ozt�urk, I. T. \Thermoeconomic analy-ses of steam injected gas turbine cogeneration cycles",Acta Physica Polonica A, 128(2B), pp. B-279 B-281(2015).
18. Zehtabiyan, R.N., Damirci, D.S., Fazel, Z.M.H., andSa�ar, A.M. \Generalized heat transfer and entropygeneration of strati�ed air-water ow in entrance of amini-channel", Scientia Iranica, B, 24(5), pp. 2406-2417 (2017).
19. Nouri, B.A. and Seyyed, H.M.H. \Numerical analysisof thermally developing turbulent ow in partially�lled porous pipes", Scientia Iranica, B, 22(3), pp.835-843 (2015).
20. Altinsoy, _I., C�elebi Efe, G.F., Yener, T., �onder, K.G.,and Bindal, C. \E�ect of double stage nitriding on34CrAlNi7-10 nitriding steel", Acta Physica PolonicaA, 132, pp. 663-666 (2017).
21. Arunkumar, S., Rao, K.S., and Kumar, T.P. \Spatialvariation of heat ux at the metal-mold interface dueto mold �lling e�ects in gravity die-casting", Int. J. ofHeat and Mass Transfer, 51(11), pp. 2676-2685 (2008).
22. Hallam, C.P. and Gri�ths, W.D. \A model of theinterfacial heat-transfer coe�cient for the aluminumgravity die-casting process", Metallurgical and Materi-als Transactions B, 35(4), pp. 721-733 (2004).
23. Imran, A.A., Nabeel, S.M., and Hayder, M.J. \Numer-ical and experimental investigation of heat transfer inliquid cooling serpentine mini-channel heat sink withdi�erent new con�guration models", Thermal Scienceand Engineering Progress, 6, pp. 128-139 (2018).
24. Fluent, Version 16.1 User's Guide, Fluent Inc.,Lebanon (NH) (2016).
25. Klein, S.A. \Engineering Equation Solver (EES)",Academic Commercial V8.208.F-Chart Software,www.fChart.com (2008).
Biographies
Ali Bolatt�urk is a Professor at the Department of Me-chanical Engineering at S�uleyman Demirel University,Isparta, Turkey. He received his BSc and MSc degreesfrom Mechanical Engineering at Akdeniz University in1990 and 1992, respectively. He has been teaching sincethen. His research interests are thermodynamics, heattransfer, exergy, and exergoeconomic analysis of thethermodynamic systems.
Osman _Ipek is a Professor at the Department ofMechanical Engineering in Mechanical Engineering atS�uleyman Demirel University. He received his BScand MSc degrees from Akdeniz University, Antalya,Turkey in 1986 and 1988, respectively. His mainresearches interests focus on heat exchangers heattransfer enhancement, uid mechanics, thermodynam-ics, and energy.
Karani Kurtulu�s received his BSc and MSc degreesfrom Mechanical Engineering at S�uleyman DemirelUniversity in 2011 and 2014, respectively. He iscurrently a PhD Candidate in Mechanical Engineer-ing and a Research Assistant at S�uleyman DemirelUniversity. His research interests are heat transferenhancement, exergy and exergoeconomic analysis ofthe thermodynamic systems, Computational Fluid Dy-namics (CFD), and solidi�cation-melting analysis.
Mehmet Kan received his BSc from MechanicalEngineering at Mustafa Kemal University in 2009 andMSc degree from Mechanical Engineering at S�uleymanDemirel University in 2014. He is currently a PhDCandidate in Mechanical Engineering and a ResearchAssistant at S�uleyman Demirel University. His re-search interests include heat transfer enhancement, uid mechanics, thermodynamics, energy, Compu-tational Fluid Dynamics (CFD), and solidi�cation-melting analysis.