Embed Size (px)
Citation preview

3115
DETERMINAÇÃO DA JANELA DE PROCESSO DE UM FERRO FUNDIDO
NODULAR AUSTEMPERADO (ADI) SEM ADIÇÃO DE ELEMENTOS DE LIGA ATRAVÉS DE ENSAIOS MECÂNICOS E METALOGRÁFICOS
Marcos E. Balzer1 e C. A. S. Oliveira2 1Sociedade Educacional de Santa Catarina (SOCIESC) – Tratamento Térmico, Joinville/SC, Brasil,
89201-972. Fone(0xx47) 461-0185, Fax (0xx47) 4610135 [email protected]
2 Universidade Federal de Santa Catarina, Campus Universitário - Trindade – LabConf, Florianópolis/SC, Brasil, 88049900. Fone (0xx48) 331 7713
O presente trabalho apresenta a influência do tempo de austêmpera na microestrutura e nas propriedades mecânicas de um ferro fundido nodular austemperado sem adição de elementos de liga. A temperatura de austêmpera foi de 370ºC e os tempos no patamar isotérmico (austêmpera) variaram de 3 a 225 minutos. Os resultados dos ensaios de tração e dureza evidenciaram que para uma faixa de tempo entre 15 e 180 minutos se obtém os maiores valores de resistência mecânica. As micrografias obtidas por microscopia eletrônica de varredura mostraram que para tempos curtos de austêmpera (3 a 15 minutos) já existe formação de ferrita acicular nucleada a partir dos contornos de grão da austenita e dos nódulos de grafita. Em tempos intermediários (15 a 180 minutos) observou-se a predominância de estrutura ausferrítica, e para tempos longos (acima de 180 minutos) observou-se uma estrutura mais refinada, indicando uma possível formação de carbonetos. Nas análises de fratura observou-se comportamento frágil e dúctil- frágil para tempos muito curtos e muito longos de austêmpera, respectivamente. Para tempos intermediários (entre 15 e 180 minutos) observou-se a predominância de comportamento dúctil. Palavras-chave: Austêmpera, Ferro Fundido Nodular, Ferrita Acicular, Austenita Retida de Alto Carbono. INTRODUÇÃO
O desenvolvimento do ADI (Austempered Ductile Iron) é uma das maiores realizações em tecnologia de ferro fundido nodular(1). O tratamento térmico de austêmpera possibilita que esse material retenha austenita de alto carbono e ferrita acicular na temperatura ambiente possibilitando a combinação de uma série de propriedades mecânicas dentre as quais se destacam a resistência à tração, tenacidade e resistência a abrasão(1,20).
É importante não confundir os mecanismos de austêmpera dos aços e dos ferros fundidos.
Nos aços, a reação de austêmpera ocorre em apenas uma etapa, ou seja, a austenita transforma -se em ferrita e carbonetos precipitados (bainita)(2). Já nos ferros fundidos nodulares a reação de austêmpera ocorre em dois estágios. No primeiro estágio a austenita se transforma em ferrita acicular e austenita retida de alto carbono, por nucleação e crescimento a partir dos nódulos de grafita e dos contornos de grão da austenita. No segundo estágio, a austenita retida de alto carbono transforma-se em bainita (2,3).
Durante a formação de ferrita acicular ocorre o particionamento do carbono da ferrita que
difunde-se para a austenita por diferença de solubilidade dos dois microconstituintes. A tendência a
3116
formação de carbonetos nesta etapa (como ocorre nos aços) é inibida pela ação do silício que aumenta a difusividade do carbono para o interior da austenita(2,4,10).
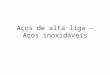
O tratamento térmico de austêmpera para ferros fundidos nodulares é mostrado na Figura 1.
Primeiramente, o material é aquecido e mantido em temperatura de austenitização (825 a 950ºC) durante um tempo suficiente para saturar a austenita de carbono. Em seguida faz-se um resfriamento rápido até a temperatura de austêmpera (230 a 400ºC) e permanece por um tempo suficiente para que ocorra formação da ferrita acicular e austenita retida de alto carbono sem a precipitação de carbonetos. A seguir resfria-se o material ao ar até a temperatura ambiente (1,5,6,9).
Figura 1: Esquema mostrando o ciclo térmico de austêmpera para um ADI (1).
A medida que aumenta-se o tempo de austêmpera aumenta-se o teor de austenita retida de alto carbono até um determinado patamar quando então cessa o primeiro estágio da reação. Após um determinado tempo inicia-se a segunda etapa da reação através da formação de carbonetos pela liberação de carbono da austenita. O tempo entre o primeiro e o segundo estágio é chamado de “janela de processo” (6,7).
Durante as etapas de austenitização e austêmpera ocorre a difusão de carbono pela
austenita. É, portanto fundamental que o ferro fundido tenha condições metalúrgicas favoráveis a esse mecanismo. Os procedimentos, durante a fundição, para obter um ADI são os mesmos que se devem ter para obter um ferro nodular de qualidade, ou seja, é necessário uma ampla distribuição e uma alta contagem de nódulos de grafita, assim como um baixo nível de segregação dos elementos de liga(1,7,8).
Existem várias normas que especificam o ADI de acordo com as propriedades mecânicas.
No Brasil a norma mais aceita é a ASTM 897M (1990) conforme a Tabela I.
Tabela I: Classes do ADI segundo ASTM 897M (1990) Propriedades mínimas especificadas Dureza Classe
LR (MPa) LE (Mpa) A (%) I (J) (HB) 1 850 550 10 100 269 – 321 2 1050 700 7 80 302 – 363 3 1200 850 4 60 341 – 444 4 1400 1100 1 35 388 – 477 5 1600 1300 - - 444 - 555
De modo geral, as classes do ADI são alcançadas de acordo com as temperaturas de
austêmpera empregadas. Temperaturas altas (em torno dos 400ºC) provocarão o aparecimento de ausferrita grosseira, com aproximadamente 60% de ferrita acicular e 40% de austenita retida de
TEMPO
TEMPERATURA
PERLITA
FERRITA e AUSTENITA
BAINITA

3117
alto carbono, como conseqüências obtêm-se altos valores de alongamento (acima de 10%) e limite de resistência em torno de 850 MPa. Temperaturas baixas (em torno de 250ºC) provocarão aparecimento de ausferrita refinada, com aproximadamente 85% de ferrita acicular e 15% de austenita retida de alto carbono, como conseqüência obtém-se baixos valores de alongamento (abaixo de 2%) e limite de resistência em torno de 1600 MPa(1,8).
O objetivo deste trabalho é verificar através de ensaios de tração, dureza e microscopia
eletrônica de varredura os tempos de austêmpera onde está situada a “janela de processo” de um ADI sem adição de elementos de liga. PROCEDIMENTO EXPERIMENTAL
Primeiramente foram moldados blocos em Y de 25 mm de espessura de acordo com a norma ABNT-MBR-6916. A fusão foi realizada em forno elétrico a indução de média freqüência com capacidade para 300 Kg de material. A análise da composição final da liga foi realizada por espectrômetro de emissão ótica a partir de moedas coquilhadas. Os resultados são apresentados na Tabela II.
Tabela II: Composição química obtida.
Elemento C Si Mn M g P S Teor (%) 4,4 2,39 0,11 0,05 0,061 0,012
Os corpos de prova de tração foram usinados a partir dos blocos Y de acordo com a norma DIN 50 125.
Os tratamentos térmicos de austêmpera nos corpos de prova foram realizados da seguinte forma: Pré-aquecimento a 450ºC durante 1hora em forno tipo câmara aberto; austenitização a 890ºC durante 1 hora e 25 minutos em forno de banho de sais neutro; transferência para forno de austêmpera em banho de sais a 370º C. Inicialmente, os corpos de prova foram retirados do banho de austêmpera a cada três minutos até completar 15 minutos, e a seguir foram retirados a cada 15 minutos até completar 225 minutos. Foram utilizados três corpos de prova por condição.
A seguir foi realizado ensaio de tração a temperatura ambiente em máquina universal de
ensaios conforme a norma NBR 5152 e o ensaio de dureza Brinell segundo a norma NM 187-1:99.
A análise microestrutural, por microscópio eletrônico de varredura (MEV), foi realizada de modo a evidenciar as diferentes etapas da reação de austêmpera. As fraturas obtidas nos corpos de prova de tração foram analisadas por MEV.
RESULTADOS E DISCUSSÃO
Os resultados dos ensaios mecânicos são apresentados na Tabela III e representados graficamente na figura 2. Observou-se para tempos curtos de austêmpera (até o intervalo 12 minutos) menores valores de limite de escoamento (de 581 a 740 MPa), Figura 2(a), e limite de resistência (de 775 – 1002 MPa), Figura 2(b). Devido ao pequeno tempo de austêmpera a formação de ferrita acicular é interrompida e parte da austenita que permanece, durante o resfriamento, se transforma em martensita. Esta martensita é responsável pela fragilização parcial do material, conforme pode ser evidenciado pelo valor do alongamento, Figura 2(c). A fratura da amostra com 3 minutos de austêmpera, figura 3(d), também evidencia alguns planos de clivagem, característicos de fratura frágil.

3118
Tabela III: Resultados dos ensaios de tração e dureza
Tempo (min) LR (MPa) LE (MPa) Alongamento (%) Dureza (HB) 3 927 740 1,15 307 6 1046 717 3,05 304 9 1002 745 4,35 306
12 775,5 581 5,7 298 15 1088 890 8,35 303 30 1160 919 8,25 261 45 1022 873 5,6 247 60 1033 864 7,65 238 75 1092 933 8,05 252 90 1089,5 948 7,3 257 105 1126 979 5,9 276 120 1119 962 6,1 285 135 1099 926 8,6 266 150 1098 924 8,45 285 165 1107 943 7,95 285 180 1082,5 907 6,65 285 195 1074,5 878 8,2 276 210 1052,5 874 4,6 266 225 1084,5 948 4,05 261
Figura 2: Representação gráfica dos resultados obtidos no ensaio de tração. (a) limite de escoamento; (b) Limite de resistência; (c) alongamento
Limite de Escoamento
0
500
1000
1500
Tempo em minutos
Limite de Resistência (Mpa)
0
500
1000
1500
Tempo em minutos
Alongamento
02468
10
Tempo em minutos
(a) (b)

3119
Os valores de limite de resistência, limite de escoamento e dureza mostrados respectivamente na Figura II (b) e (a) e na tabela III não evidenciaram o início do segundo estágio da reação de austêmpera. Porém analisando os valores de alongamento na Figura II (c) e Tabela III pode-se observar uma tendência a queda após o intervalo de tempo entre 180 e 195 minutos, indicando uma possível formação de carbonetos neste intervalo.
Comparando-se as micrografias da figura 3 (b) e (c) observa-se que para tempos mais
longos de austêmpera (225 minutos) a microestrutura se apresenta mais refinada. Segundo Baumer e Guedes (5) não é possível evidenciar, por microscopia eletrônica de varredura, a diferença entre uma estrutura mista ferrítica-bainítica de uma estrutura totalmente ausferrítica, porém o refino da microestrutura é uma evidência de que o segundo estágio da reação já iniciou.
Observando a Figura 3 (e) e (f) notou-se que a fratura para 150 minutos de austêmpera
apresenta-se com aspecto dúctil. Já para tempo de 225 minutos a fratura apresenta um aspecto misto, ou seja, parcialmente dúctil, o que serve como mais uma evidência de que para esse tempo de austêmpera já iniciou-se o segundo estágio da reação.
Figura 3: Aspectos microestruturais e de fratura do ADI para as seguintes condições: (a) microestrutura após 3 minutos de austêmpera (MEV 1000X); (b) microestrutura após 150 minutos de austêmpera (MEV 1000X); (c) microestrutura após 225 minutos de austêmpera (MEV 1000X); (d) fratura após 3 minutos de austêmpera (MEV 500x); (e) fratura após 150 minutos de austêmpera (MEV 500X); (f) fratura após 225 minutos de austêmpera (MEV 500x) CONCLUSÕES Os resultados dos ensaios mecânicos e metalográfico mostram que para um ADI sem adição de elementos de liga o início da janela de processo se dá após o tempo de 15 minutos de austêmpera.
(a) (b) (c)
(d) (e) (f)

3120
Os resultados de dureza, limite de resistência e limite de escoamento não são suficientes para determinar o final da janela de processo de austêmpera de um ADI sem adição de elementos de liga. Já os resultados de alongamento evidenciam o final da janela de processo e início do segundo estágio da reação. O aparecimento de uma estrutura mais refinada, assim como o aspecto misto da fratura (dúctil e frágil) também são evidências de que para longos tempos de austêmpera (225 minutos) já existem precipitações de carbonetos resultantes do início do segundo estágio da reação. AGRADECIMENTOS Os autores agradecem a empresa Schulz S.A. pela realização dos ensaios mecânicos, a Universidade Federal de Santa Catarina pelas análises metalográficas, a Fundição da SOCIESC pelos materiais e equipamentos para fundição da liga, ao Laboratório de Materiais da SOCIESC pelas análises químicas e ao Tratamento Térmico da SOCIESC em especial aos colegas Luiz Fernando Bublitz, Durval Böge e Jair Petry pelo apoio técnico na realização dos tratamentos térmicos. REFERÂNCIAS BIBLIOGRÁFICAS 1. D.J. Carmo, J.F. Dias, Ferro Fundido Nodular Austemperado ADI, 2001. 2. L.C. Chang, Scripta Materialia, Vol. 39, No.1, pp. 35-38, 1998. 3. A. Trudel, M. Gagne, Canadian Metallurgical Quartely, Vol. 36, No. 5, pp. 289-298,
1997. 4. J. Tartera, M. Marsal, J. Símon, Fundición, Barcelona, Nov./Dez., 1985. 5. I. Baumer, L.C. Guedes, Metalurgia-ABM, Vol. 45, No. 383, outubro 1998. 6. J.A. Vaccari, MM/Fundição e Serviços, outubro 1990. 7. B.V. Kovacs, Modern Casting. Des Plaines, V. 80, No. 3, p. 38-41, mar. 1990 8. B.V. Kovacs, Word Conference on Austempered Ductile Iron. Des Plaines, AFS, 1991.
V.1, p.201-270, il. Chicago, 1991. 9. L.C. Guedes, W.L. Guesser, P.V.Duran, A.B.S.Santos, Metalurgia&Materiais-ABM,
Vol.49, No. 420, agosto 1993. 10. A. Kutsov, Y. Taran, K.Uzlov, A.Krimmel, M.Evsyukov, Materials
Science&Engineering A273-275 (1999) 480-484

3121
THE “WINDOW” PROCESS DETERMINATION OF AN AUSTEMPERED DUCTILE IRON WITHOUT ALLOY ADITIONS BY MICROSTRUCTURE AND
MECHANICAL TESTS
Marcos E. Balzer1 e C. A. S. Oliveira2 1Sociedade Educacional de Santa Catarina (SOCIESC) – Tratamento Térmico, Joinville/SC, Brasil,
89201-972. Fone(0xx47) 461-0185, Fax (0xx47) 4610135 [email protected]
2 Universidade Federal de Santa Catarina, Campus Universitário - Trindade – LabConf, Florianópolis/SC, Brasil, 88049900. Fone (0xx48) 331 7713
[email protected] This work aimed about the effect of austempering time on the microstructure and mechanical properties of autempered ductile iron without alloy additions. The austempering temperature was 3700 C and time was between 3 and 225 minutes. The mechanical tests and the microstructure showed the “window” process was between 15 and 180 minutes. Keywords: Austempered ductile iron, acicular ferrite, retained austenite