Embed Size (px)
Citation preview

Djeison Rangel Berger
DETERMINAÇÃO DOS MELHORES PARÂMETROS DE PROCESSO PARA A SOLDAGEM ROBOTIZADA DO AÇO
LNE 700
Horizontina
2012

Djeison Rangel Berger
DETERMINAÇÃO DOS MELHORES PARÂMETROS DE PROCESSO
PARA A SOLDAGEM ROBOTIZADA DO AÇO LNE 700
Trabalho Final de Curso apresentado como requisito parcial para a obtenção do título de Bacharel em Engenharia Mecânica, pelo Curso de Engenharia Mecânica da Faculdade Horizontina.
ORIENTADOR: Valtair de Jesus Alves, Mestre. CO-ORIENTADOR: Richard Thomas Lermen, Doutor.
Horizontina 2012

FAHOR - FACULDADE HORIZONTINA CURSO DE ENGENHARIA MECÂNICA
A Comissão Examinadora, abaixo assinada, aprova a monografia:
“Determinação dos melhores parâmetros de processo para a soldagem robotizada do aço LNE 700”
Elaborada por:
Djeison Rangel Berger
Como requisito parcial para a obtenção do grau de Bacharel em
Engenharia Mecânica
Aprovado em: 25/10/2012 Pela Comissão Examinadora
________________________________________________________ Prof. Me. Valtair de Jesus Alves
Presidente da Comissão Examinadora Orientador
_______________________________________________________ Prof. Dr. Richard Thomas Lermen FAHOR – Faculdade Horizontina
Co-orientador
______________________________________________________ Prof. Me. Anderson Dal Molin
FAHOR – Faculdade Horizontina
______________________________________________________ Prof. Me. Anderson Dal Molin
Coordenador do Curso de Engenharia Mecânica - FAHOR
Horizontina 2012

0
AGRADECIMENTOS
Este trabalho não poderia ser concluído sem a ajuda de diversas pessoas, as quais presto minha sincera homenagem:
À minha família que me apoiou durante esta caminhada e a minha namorada Jaqueline Turra.
Aos professores que me ajudaram durante a graduação, em especial aos professores Valtair de J. Alves e Richard T. Lermen, pela orientação, oportunidade, e dedicação durante a realização do trabalho.
À empresa John Deere Brasil por permitir a realização dos testes práticos.
Aos colegas da John Deere Brasil Gerson Kuhn e Renan Perinazzo que prestaram grande suporte durante a realização deste trabalho.
Aos meus colegas que me acompanharam nestes cinco anos de estudos, em especial aos colegas Matias Dembogurski, Edinei J. Kraemer e Gabriel V. Vintacort.

1
“A mente que se abre a uma nova ideia jamais
voltará ao seu tamanho original”.
Albert Einstein

2
RESUMO
A soldagem MAG (Metal Active Gas) robotizada é um processo que
apresenta características que a torna vantajosa para a soldagem de aços, principalmente no que diz respeito à qualidade da soldagem. A soldagem MAG robotizada é diretamente influenciada pelos parâmetros utilizados no processo, os quais devem ser adequados ao tipo de material que está sendo soldado. Desta forma, os critérios de qualidade da soldagem MAG robotizada devem ser avaliados para que se consiga determinar se o processo está dentro dos padrões de qualidade exigidos, assim como determinar a influência de cada parâmetro de soldagem sobre os critérios de qualidade observados, buscando atingir uma condição ótima para o processo. Desta forma, visando determinar a melhor configuração dos parâmetros de processo (tensão, velocidade de soldagem e velocidade de alimentação do arame), sendo que estes afetam diretamente os critérios de qualidade da junta soldada (dureza, zona afetada pelo calor (ZAC), convexidade, garganta teórica e pernas), vários experimentos de soldagem em aço de alta resistência denominado LNE 700 utilizando o processo de soldagem MAG robotizado foram realizados. O projeto de experimento e a análise estatística dos resultados fundamentaram-se na metodologia Taguchi, visando avaliar a resposta e a variabilidade de acordo com a combinação de fatores utilizados. A análise dos resultados permitiu identificar, para a maioria dos critérios de qualidade analisados, os fatores de maior influência e a melhor combinação dos mesmos para determinar uma ótima condição para a soldagem do aço de alta resistência LNE 700. Também, a influência dos parâmetros de soldagem sobre os critérios de qualidade foi determinada, além de identificar os critérios de qualidade mais afetados pela variação na configuração dos parâmetros utilizados.
Palavras-chave:
Aços de alta resistência - soldagem MAG robotizada - critérios de qualidade.

ABSTRACT
The MAG (Metal Active Gas) robotic welding is a process that has
characteristics that makes it advantageous to steels welding, especially regarding the welding quality. The MAG robotic welding is directly influenced by the parameters used in the process, which should be adjusted to the type of material being welded. Thus, the quality criteria to MAG robotic welding should be evaluated to determine if the process is within the required quality standards, as well as determine the influence of each welding parameter on the quality criteria observed, seeking to achieve an optimum condition to the process. Thus, to determine the best configuration of the process parameters (voltage, welding speed and wire speed), seeing that these factors affect directly the quality criteria of the welding join (hardness, heat affected zone (HAZ), convexity, throat and legs), many welding experiments on high strength steel denominate LNE 700 using MAG robotic welding process were made. The experiment design and statistical analysis to the results were based on the Taguchi method, to evaluate the response and variability according to the factors combination used. The results identified for most of the quality criteria analyzed, the factors most influential and the best combination of them to determine an optimal condition to weld the high strength steel LNE 700. Also, the influence of welding parameters on the quality criteria was determined, in addition identifying the quality criteria most affected by changing the parameters configuration.
Keywords:
High strength steels - MAG robotic welding - quality criteria.

1
LISTA DE FIGURAS
Figura 1: Processo de soldagem MAG. Fonte: Barbosa, 2007. ................................................. 6 Figura 2: Perfis de solda não aceitáveis. Fonte: Adaptado de Modenesi, 2001. .....................12 Figura 3: Energia de soldagem em função da espessura de um aço com 700 MPa de limite
de resistência ao escoamento. Fonte: Adaptado de SSAB, 2004. ...................................13 Figura 4: Diagrama esquemático das zonas e subzonas afetadas pelo calor. Fonte:
Adaptado de Arcelormitta, 2010. ..........................................................................................15 Figura 5: Perfil de microdureza para um aço 700 MPa de limite de resistência ao
escoamento. Fonte: Adaptado de SSAB, 2004. .................................................................15 Figura 6: Dispositivo para posicionamento das chapas. Fonte: Alves, 2009. ..........................19 Figura 7: (a) Robô Yaskama MA 1900 e (b) fonte Auto-Axcess 450. .......................................20 Figura 8: Critérios de qualidade avaliados...................................................................................21 Figura 9. Posição da tocha de soldagem em relação ao eixo do cordão de solda. Fonte:
Adaptado de Alves, 2009. .....................................................................................................23 Figura 10: Especificações para medição de dureza. ..................................................................24 Figura 11: Perfil de microdureza dos corpos de prova CP1, CP2 e CP3. ................................25 Figura 12: Perfil de microdureza dos corpos de prova CP4, CP5 e CP6. ................................26 Figura 13: Perfil de microdureza dos corpos de prova CP7, CP8 e CP9. ................................26 Figura 14: Energia de soldagem em cada corpo de prova. .......................................................27 Figura 15: (a) Macrografia da junta soldada (b) microestrutura do metal de adição (c)
microestrutura da zona de crescimento de grão (d) microestrutura da zona de refino de grão (e) microestrutura do metal de base. ..........................................................................28
Figura 16: Área da ZAC em função da tensão. ...........................................................................29 Figura 17: Área da ZAC em função da velocidade de soldagem. .............................................30 Figura 18: Área da ZAC em função da velocidade do arame. ...................................................30 Figura 19: Razão S/N da área da ZAC para os fatores analisados. .........................................31 Figura 20: Validação da zona afetada pelo calor. .......................................................................32 Figura 21: Mensuração da convexidade. .....................................................................................32 Figura 22: Convexidade em função da tensão. ...........................................................................34 Figura 23: Convexidade em função da velocidade de soldagem. .............................................34 Figura 24: Convexidade em função da velocidade do arame. ...................................................35 Figura 25: Razão S/N da largura da convexidade para os fatores analisados. .......................36 Figura 26: Validação da convexidade. .........................................................................................36 Figura 27: (a) Mensuração da garganta teórica (b) e mensuração de pernas. ........................37

LISTA DE TABELAS
Tabela 1 : Temperatura de pré-aquecimento recomendado por percentual de carbono
equivalente. ............................................................................................................................. 5 Tabela 2 : Perfis de filete de solda desejáveis e aceitáveis. ......................................................14 Tabela 3 : Composição química do aço LNE 700. ......................................................................18 Tabela 4 : Características mecânicas do aço LNE 700. .............................................................19 Tabela 5 : Composição química e características mecânicas do arame OK AristorodTM 79. .20 Tabela 6 : Parâmetros do processo e respectivos níveis utilizados nos corpos de prova. .....22 Tabela 7 : Matriz experimental com a ordem de realização dos corpos de prova e
respectivos níveis. .................................................................................................................22 Tabela 8 : Valores encontrados para os critérios analisados. ...................................................25 Tabela 9 : Análise de variância para a zona afetada pelo calor. ...............................................29 Tabela 10 : Análise de variância para a convexidade. ...............................................................33

SUMÁRIO
1. INTRODUÇÃO .......................................................................................................................................... 1
2 REVISÃO DA LITERATURA .................................................................................................................... 3 2.1 AÇOS DE ALTA RESISTÊNCIA ............................................................................................................ 3 2.1.1 SOLDAGEM DOS AÇOS COM 700 MPA DE RESISTÊNCIA AO ESCOAMENTO .............................................. 3 2.2 PROCESSO DE SOLDAGEM MAG ...................................................................................................... 5 2.2.1 GÁS DE PROTEÇÃO ................................................................................................................................ 7 2.2.2 MODOS DE TRANSFERÊNCIA DO METAL DE SOLDA .................................................................................. 7 2.2.3 PARÂMETROS OPERACIONAIS DE SOLDAGEM ......................................................................................... 8 2.2.4 SOLDAGEM MAG ROBOTIZADA .............................................................................................................10 2.2.5 DESCONTINUIDADES EM JUNTAS SOLDADAS ..........................................................................................10 2.3 ENERGIA DE SOLDAGEM ...................................................................................................................12 2.4 CRITÉRIOS DE QUALIDADE PARA SOLDAGEM MAG ....................................................................13 2.4.1 GEOMETRIA DO CORDÃO DE SOLDA .......................................................................................................13 2.4.2 ZONA AFETADA PELO CALOR E DUREZA .................................................................................................14 2.5 METODOLOGIA TAGUCHI ..................................................................................................................16 3 METODOLOGIA .......................................................................................................................................18 3.1 MATERIAIS E EQUIPAMENTOS ..........................................................................................................18 3.2 MÉTODOS E TÉCNICAS .......................................................................................................................21 4 APRESENTAÇÃO E ANÁLISE DOS RESULTADOS.............................................................................25 4.1 PERFIL DE MICRODUREZA ................................................................................................................25 4.2 ZONA AFETADA PELO CALOR ...........................................................................................................27 4.3 CONVEXIDADE .....................................................................................................................................32 4.4 GARGANTA TEÓRICA E PERNAS ......................................................................................................37 5 CONSIDERAÇÕES FINAIS ......................................................................................................................38
6 SUGESTÕES PARA TRABALHOS FUTUROS .......................................................................................40
REFERÊNCIAS BIBLIOGRÁFICAS ..........................................................................................................41

1
1. INTRODUÇÃO
A constante busca por maior competitividade, traduzida em maior
produtividade, qualidade e redução de custos na produção de produtos, remete
investimentos cada vez mais representativos por parte das indústrias,
principalmente, na automação de processos, podendo-se destacar neste contexto a
soldagem MAG robotizada.
Historicamente, acrescenta-se que a soldagem MAG robotizada é sinônimo
de maior confiabilidade, pois há maior controle sobre os parâmetros de processo.
Em geral, a soldagem MAG robotizada pode ser empregada na soldagem de
diversos tipos de materiais, inclusive em aços de alta resistência. Porém, torna-se
necessário o estudo da soldagem MAG robotizada sobre estes aços quando
parâmetros de processo essenciais para a sua execução são desconhecidos.
Para tanto, existe o problema para realizar a soldagem MAG robotizada do
aço LNE (limite neutro elástico) 700, pois não são conhecidos os parâmetros de
processo como tensão, corrente, velocidade de soldagem e velocidade de
alimentação do arame que devem ser utilizados para produzir juntas soldadas
isentas de descontinuidades.
Segundo Freire Jr. (1998) nos aços de alta resistência há um aumento no
percentual de elementos de liga que podem proporcionar microconstituintes frágeis
que, por sua vez, contribuem para a ocorrência de descontinuidades na soldagem.
Ainda, a dificuldade para soldagem dos aços de alta resistência é agravada
pela baixa utilização de robôs na soldagem MAG robotizada, pois segundo
Bracarense e Felizardo (2008), apenas oito mil robôs estão instalados na indústria
brasileira assim limitando os conhecimentos da soldagem MAG robotizada para
estes aços.
O conhecimento dos parâmetros de processo para a soldagem do aço de
alta resistência LNE 700, por parte de seus executores, se faz necessário, pois
quando a soldagem for realizada, descontinuidades não serão admissíveis.
Assim, pode-se destacar o problema de pesquisa através da seguinte
pergunta: Quais são os melhores parâmetros para a soldagem do aço de alta
resistência LNE 700?
Neste contexto, este trabalho tem por objetivo determinar os melhores
parâmetros de processo e o efeito dos mesmos sobre os critérios de qualidade para

2
a soldagem robotizada do aço de alta resistência LNE 700, tendo ainda os seguintes
objetivos específicos:
- Realizar soldas de filete, juntas tipo “T” em chapas do aço LNE 700;
- Analisar a dureza da junta soldada através de perfil de microdureza;
- Analisar a influência dos parâmetros de processo sobre zona afetada pelo
calor (ZAC) através da metodologia Taguchi;
- Analisar como os parâmetros de processo influenciam nas características
geométricas (convexidade, garganta teórica e pernas) através da metodologia
Taguchi.
Realizar a soldagem MAG robotizada sobre o aço de alta resistência LNE
700 é importante, pois trata-se de um aço novo no mercado, e são poucos os
estudos mostrando o comportamento do mesmo sobre processos de soldagem.
O aço LNE 700 desempenhará funções estruturais em novos equipamentos,
sendo estas estruturas unidas através do processo de soldagem. Estes novos
equipamentos serão constantemente submetidos a grandes esforços mecânicos,
perante isso as juntas soldadas deverão garantir que descontinuidades não venham
a surgir e comprometer o desempenho do equipamento.
Assim, a determinação dos melhores parâmetros de processo permitirá
avaliar a influência de cada parâmetro sobre critérios de qualidade, vindo a
determinar uma ótima condição para o processo, visto que a soldagem é um dos
processos de fabricação mais complexos e quaisquer variações nos parâmetros
poderá refletir grandes alterações nas juntas soldadas.

3
2 REVISÃO DA LITERATURA
Este referencial teórico consiste em descrever a fundamentação referente a
soldagem MAG robotizada de materiais de alta resistência mecânica.
2.1 AÇOS DE ALTA RESISTÊNCIA
Os aços com 700 MPa de resistência ao escoamento são caracterizados por
oferecerem grande capacidade de conformação além de apresentarem grande
absorção de energia, melhorando a resistência ao impacto. Devido a estas
características são classificados como aços AHSS (Advanced High Strength Steel),
ou seja, aços avançados com alta resistência (KRÍZ; ZAJÍCEK, 2011).
Já a composição do aço de alta resistência é basicamente carbono com 0,1
% e manganês com 1,5 %, porém podem ser adicionados refinadores de grãos de
forma individual ou combinada como titânio, vanádio e nióbio (SSAB, 2009).
As características, principalmente de elevada resistência, nestes aços é
obtida através de um processo especial de laminação a quente controlada, tendo
sua microestrutura microligada com nióbio. Ligas com nióbio fornecem refinamento
de grão e endurecimento por precipitação, fazendo com que retarde o movimento de
discordância. Também são adicionados outros elementos microligantes, tais como
vanádio e titânio para os níveis mais elevados de propriedades mecânicas (KRÍZ;
ZAJÍCEK, 2011).
2.1.1 Soldagem dos aços com 700 MPa de resistência ao escoamento
A soldagem pode ser considerada como um dos processos de fabricação
que mais necessita de estudos e testes devido a sua complexidade, principalmente
quando pretende-se soldar aços com características de resistência mecânica
elevada. Sendo assim, conhecer as características de soldabilidade destes aços
torna-se importante para determinar as melhores condições de soldagem, assim
evitando descontinuidades na junta soldada (KRÍZ; ZAJÍCEK, 2011).
A norma regente DIN EN 10149-2 (2009) descreve características de
propriedades mecânicas para produtos planos ou soldáveis, laminados a quente e
aços de alta resistência para conformação a frio, na qual aços com resistência ao
escoamento de 700 MPa estão inseridos.
Em relação a preparação da matéria prima para a soldagem, pode-se utilizar
processos de corte térmico (gás, plasma ou corte a LASER), porém estes processos

4
produzem uma pequena camada de óxido, o qual deve ser removida antes da
soldagem. Da mesma forma, não há restrições quanto ao método de soldagem
escolhido, podendo ser utilizado à soldagem MAG (metal active gas), TIG (tungsten
inert gas) bem como a soldagem a arco submerso (SSAB, 2009).
Kríz e Zajícek (2011) comentam que para uma melhor qualidade na junta
soldada é indicado o pré-aquecimento a, aproximadamente, 80° C, porém nenhuma
descontinuidade na soldagem do material irá ocorrer se este pré-aquecimento não
for realizado.
Para a soldagem de aços de alta resistência, é importante garantir baixa
energia de soldagem e que o nível de hidrogênio na junta soldada seja mínimo, visto
que altos níveis de hidrogênio poderão formar trincas. Portanto, a determinação de
consumíveis de baixo hidrogênio, secagem adequada dos consumíveis e boa
limpeza da junta durante o processo irá reduzir a possibilidade destes
descontinuidades. Da mesma forma é importante que o metal de base e o metal de
adição tenham características de resistência ao escoamento semelhante para
assegurar resistência adequada a junta soldada (MODENESI, 2008).
Outro aspecto que deve-se levar em consideração para ao soldagem de
aços com características mecânicas elevadas é o carbono equivalente, pois o
carbono é o elemento que possui influência na temperabilidade e na dureza final da
junta soldada.
Através do carbono equivalente é possível relacionar a composição química
de determinado aço com a tendência do mesmo apresentar estruturas frágeis
(ESAB, 2004).
Para evitar que o carbono gere estruturas frágeis é recomendado o pré-
aquecimento do metal de base, sendo que quanto maior for o teor de carbono do
metal de base, maior será a temperatura de pré-aquecimento recomendada para o
mesmo (ESAB, 2004). Desta forma, a AWS D1.1 (2004) sugere para o cálculo de
carbono equivalente a Equação 1:
(1)
Onde:
CE: Carbono equivalente
15)(
5)(
6)( CuNiVMoCrSiMnCCE

5
C: Carbono
Mn: Manganês
Si: Silício
Cr: Cromo
Mo: Molibdênio
V: Vanádio
Ni: Níquel
Cu: Cromo
Com o resultado de carbono equivalente do material é possível verificar a
necessidade de realizar o pré-aquecimento do mesmo antes de executar o processo
de soldagem. A temperatura de pré-aquecimento varia de acordo com o percentual
de carbono equivalente identificado no material, sendo que as temperaturas
recomendadas são ilustradas na Tabela 1 (ESAB, 2004).
Tabela 1 :
Temperatura de pré-aquecimento recomendado por percentual de carbono equivalente.
Carbono equivalente (%) Temperatura de pré-aquecimento recomendada
< 0,30 opcional 0,31 - 0,45 100° C - 200° C 0,45 - 0,60 200° C - 250° C
> 0,60 250° C - 300° C Aços ferramenta, aços mola, aços de composição
desconhecida. 300° C
Fonte: Adaptado de ESAB, 2004.
Ainda, Modenesi (2008) comenta que é importante seguir recomendações
de normas de soldagem para que soldas adequadas, de acordo com os requisitos
de qualidade, possam ser obtidas.
2.2 PROCESSO DE SOLDAGEM MAG
O processo MAG é um dos processos de soldagem mais utilizados nas
indústrias, pois apresenta alta produtividade, confiabilidade das soldas produzidas e
baixo custo de produção (LIAO; CHEN, 1998).

6
Neste processo, a soldagem usa o calor do arco elétrico entre um eletrodo
sem revestimento que, por sua vez, é alimentado de maneira contínua ao metal de
base. O grande calor produzido neste processo funde o final do eletrodo e a
superfície do metal de base, assim vindo a formar a solda (BARBOSA, 2007). A
Figura 1 ilustra esquematicamente o processo de soldagem MAG.`
Figura 1: Processo de soldagem MAG. Fonte: Barbosa, 2007.
A proteção do arco e da poça de fusão no processo MAG ocorre através de
um gás ativo. O gás comumente utilizado é CO2 puro ou misturas Ar + CO2 ou ainda
Ar + CO2 + O2 que reage metalurgicamente com a gota e a poça de fusão (QUITES,
2002).
O processo de soldagem MAG, para Barbosa (2007), é um processo versátil
que apresenta as seguintes vantagens:
- Processo semiautomático, podendo ser automatizado;
- Maior percentual de deposição em relação à soldagem com eletrodo
revestido;
- Menores quantidades de gás e fumaça na soldagem;
- Pode ser aplicado para diversos tipos de materiais e espessuras;
- Não à necessidade de remoção de escória;
- Vasta capacidade de aplicação;
- A soldagem pode ser executada em diversas posições.
O mesmo autor descreve que há desvantagens na soldagem MAG, sendo a
sensibilidade à variação dos parâmetros de operação do arco de soldagem uma das
principais. Esta limitação tem influência direta na qualidade da junta soldada. Além
desta, outras desvantagens são:

7
- Equipamento com maior custo;
- Maior manutenção dos equipamentos;
- Menor variedade de consumíveis;
- Maior tempo de resfriamento devido à ausência de escória, o que aumenta
a possibilidade de ocorrência de descontinuidades.
2.2.1 Gás de proteção Para Alves (2009), o gás de proteção tem como função primária a proteção
da poça de fusão. O gás ainda possui responsabilidade na abertura e estabilidade
do arco elétrico, além de possuir influência na transferência do metal de adição
durante a soldagem.
O gás é um fator importante e tem influência na determinação da qualidade
da junta soldada e na produtividade do processo. Os gases mais utilizados para
proteção são, hélio, dióxido de carbono, argônio, oxigênio, hidrogênio e nitrogênio.
Contudo os três gases, oxigênio, hidrogênio e nitrogênio, são usados em proporções
relativamente pequenas em misturas, sobretudo a base de argônio (AWS, 1991).
No processo de soldagem MAG a adição de gases ativos aos gases inertes
visa proporcionar melhor estabilidade do arco elétrico. A adição de pequenos teores
de gases ativos tem as seguintes funções (BRANDI, 2004):
- Mudar o contorno do cordão na secção transversal;
- Reduzir respingos e mordedura;
- Aumentar a penetração.
2.2.2 Modos de transferência do metal de solda Os processos de soldagem robotizados requerem sistemas com controle e
resposta dinâmica, assim ter o conhecimento dos modos de transferência do metal
de solda é importante.
Segundo Brandi (2004) existem quatro formas básicas de transferência de
metal de adição do eletrodo para a peça: transferência por curto-circuito,
transferência globular, transferência por pulverização e transferência por arco
pulsado.
A transferência por curto-circuito ocorre para menores valores de corrente
que a transferência globular e para qualquer tipo de gás de proteção utilizado
durante o processo de soldagem. O curto-circuito é formado, quando a gota que se

8
forma na ponta do eletrodo sem revestimento toca a poça de fusão. A gota é puxada
para a poça de fusão pela tensão superficial desta, assim permitindo a soldagem em
todas as posições. É aconselhado para a soldagem de chapas finas, pois a
quantidade de calor é menor que a da transferência globular. Porém, neste processo
não há uma grande penetração e existem problemas de instabilidade do arco e
respingos (BRANDI, 2004).
Na transferência globular os níveis de tensão são mais elevados que no
curto-circuito. Neste tipo de transferência, as gotas de metal fundido são transferidas
para a poça de fusão principalmente pela força gravitacional, desta forma limitando
este processo de soldagem somente na posição plana. Neste tipo de transferência é
comum a ocorrência de respingos, falta de fusão e penetração (QUITES, 2002).
A transferência por pulverização ocorre para maiores densidades de
corrente e quando utilizado argônio ou misturas de argônio como gás de proteção.
Esta transferência ocorre quando a gota formada na ponta do eletrodo sem
revestimento possui o diâmetro menor que o próprio eletrodo e desta forma é
axialmente direcionado. A quantidade de calor transferida para a peça neste
processo é elevada, sendo aconselhado para a soldagem de chapas grossas
(BRANDI, 2004).
Na transferência por arco elétrico pulsado, o equipamento de soldagem gera
dois níveis de corrente. Na primeira, a corrente de base é baixa e não ocorre há
transferência, mas somente inicia a fusão do arame. Na segunda, a corrente de pico
é superior à corrente de transição globular/pulverização, gerando a transferência de
uma única gota. Assim é possível obter uma transferência com certas características
de pulverização, porém com uma corrente média menor. Este processo permite a
soldagem de chapas finas e em todas as posições (BRANDI, 2004).
2.2.3 Parâmetros operacionais de soldagem Os parâmetros operacionais de soldagem MAG podem influenciar nos
resultados finais da soldagem. Desta forma, conhecer os parâmetros é fundamental
para que os resultados esperados no processo de soldagem de aços de alta
resistência possam ser atendidos. Os principais parâmetros operacionais de
soldagem MAG são: tensão – voltagem, velocidade de soldagem e velocidade de
alimentação do arame.

9
A tensão de soldagem possui grande efeito sobre o resultado da junta
soldada. Dentre os parâmetros mais influentes no processo de soldagem, pode-se
destacar a tensão, visto que esta pode afetar o modo de transferência metálica e a
geometria do cordão de solda. Além disso, baixas tensões irão produzir baixos
comprimentos de arco e vice-versa. A tensão também possui influência da
composição e do diâmetro do eletrodo (NILO Jr., 2003).
O produto entre a tensão e corrente que da resultado a potência do arco
elétrico, é responsável pela largura do cordão de solda. Na corrente constante, com
o aumento da tensão do arco elétrico, será obtida maior largura e menor altura do
cordão, maior distribuição do metal de adição depositado no metal de base e menor
penetração. Ainda, caso tensões elevadas forem utilizadas, outros tipos de
descontinuidades podem ser identificados, tais como excesso de respingos,
mordeduras e porosidade (BRANDI, 2004).
A velocidade de soldagem é expressa pela taxa, na qual ocorre o
deslocamento do arco elétrico ao longo da junta e este, por sua vez, influencia na
temperatura gerada na peça, assim mantendo todos os outros parâmetros
constantes. Quanto maior for a velocidade de soldagem, menor será a quantidade
de calor gerado na peça (NILO Jr., 2003).
Para o mesmo autor o controle da velocidade de soldagem é considerado
parâmetro importante para realização de um bom cordão de solda, pois pode-se
controlar o tamanho do cordão e a penetração. Quando determinada velocidade de
soldagem muito alta, há grandes probabilidades de ocorrer mordeduras, porosidades
e trincas. Por outro lado, determinar velocidade de soldagem muito baixa, poderá
gerar maior custo da operação e, contudo, pode causar alterações na estrutura do
material devido à concentração térmica.
A velocidade de alimentação do arame está diretamente ligada ao fluxo de
corrente elétrica, portanto, é considerada uma variável importante ao processo
(NILO Jr., 2003).
Há uma relação direta entre a velocidade alimentação do arame e a corrente
elétrica de soldagem e, em contrapartida, uma relação inversa destas com o
comprimento do arco elétrico. Assim, altas velocidades de alimentação do arame
podem resultar em altas correntes de soldagem, o que pode gerar mordeduras e
deformação no metal de base. Já baixas velocidades do arame podem acarretar
falta de fusão, penetração e formatos irregulares na geometria do cordão de solda.

10
Desta forma, determinar o parâmetro de velocidade de alimentação do arame é
indispensável para boas características geométricas e ausência de
descontinuidades (NILO Jr., 2003).
2.2.4 Soldagem MAG robotizada
Para a AWS (2001) a soldagem robotizada é definida como a soldagem
realizada com robô ou manipulador, o qual executa operações de soldagem, após
receber determinada programação, sem a necessidade de ajuste ou controle do
operador.
Na indústria, o processo de soldagem MAG com eletrodo sólido, contínuo,
sob proteção gasosa é o mais utilizado na soldagem robotizada. Neste processo, o
metal de base e o metal de adição são aquecidos através do arco elétrico, cujo
fornecimento é de forma contínua, fundindo-os e assim distribuindo o metal de solda
através da tocha pelo manipulador sobre a junta a ser soldada (BARROS, 2006).
O mesmo autor comenta que para este processo de soldagem, é necessária
uma fonte de energia de soldagem com tensão constante, alimentador de arame
conectado a uma fonte para controle de velocidade do arame, uma tocha e um
sistema de fornecimento de gás de proteção.
Segundo Alves (2009), o crescimento da automatização da robótica esta
ligado a vários fatores, tais como:
- Padrões inaceitáveis de qualidade: Para maior confiança nos produtos,
tolerâncias mais apertadas são requeridas nos projetos. Com a automação
consegue-se assegurar maior nível de qualidade e por consequência a diminuir
custos com retrabalho ou até mesmo com rejeições;
- Controle de processo: é necessário monitorar os robôs, pois fornecem
muitos recursos até mesmo para prevenir erros antes que eles aconteçam.
2.2.5 Descontinuidades em juntas soldadas Descontinuidade, para Modenesi (2001), pode ser entendida como qualquer
interrupção da estrutura de uma junta soldada. Desta forma, a falta de
homogeneidade de características metalúrgicas do material ou da solda pode ser
considerada descontinuidade em juntas soldadas. Assim, a descontinuidade pode
ser entendida como o não atendimento de uma exigência de qualidade, conforme
listado:

11
- Trincas induzidas pelo hidrogênio: As trincas podem ser formadas por
diversos fatores, sendo um delas devido a presença de hidrogênio dissolvido no
metal fundido. Este tipo de trinca normalmente ocorre quando o material está
próximo a temperatura ambiente, principalmente na ZAC. Após a sua formação, a
mesma tende a crescer de forma lenta e descontínua. Estas trincas podem ser
superficiais, longitudinais ou transversais (FILHO, 2008);
- Contaminação do metal de solda por hidrogênio: Ocorre da dissociação no
arco elétrico das moléculas de gás hidrogênio, onde são introduzidas na junta
soldada a partir do ar atmosférico ou até mesmo por outras fontes de contaminação.
Devido à elevada solubilidade gasosa do aço no estado líquido o hidrogênio é
absorvido pela poça de fusão, permanecendo no metal de solda, após a solidificação
(FILHO, 2008);
- Falta de fusão: Trata-se da ausência de união por fusão entre o metal de
adição e o metal de base. As causas para este tipo de descontinuidade pode ser o
aquecimento inadequado do metal de base, manipulação incorreta do metal de
adição, uso de baixa energia de soldagem ou até mesmo falta de limpeza da junta. A
fala de fusão é um concentrador de tensões, podendo gerar trincas e reduzir a seção
efetiva da solda, facilitando a quebra por esforços mecânicos. Uma das causas para
sua ocorrência é a utilização de velocidade de soldagem elevada (MODENESI,
2001);
- Falta de penetração: Trata-se da falha em se fundir e encher
completamente a raiz da junta. A falta de penetração pode causar uma redução da
seção útil da solda comprometendo a mesma quando exposta à esforços mecânicos,
e, também pode ser um concentrador de tensões. Pode ser causada por diversos
fatores, dentre eles a energia de soldagem muito baixa e a manipulação incorreta do
eletrodo (MODENESI, 2001);
- Mordedura: São pequenas reentrâncias agudas formadas pela ação do alto
calor gerado pelo arco elétrico entre o passe de solda e o metal de base. A
presença de mordedura irá gerar um enfraquecimento da junta soldada devido à
criação de uma redução da seção resistente. Uma das causas desta
descontinuidade pode ser a velocidade de soldagem muito alta (MODENESI, 2001);
- Porosidade: É formada pelo aprisionamento dos gases, na parte posterior
da poça de fusão durante a solidificação da solda. Normalmente os poros possuem
formato esférico, em geral, associados com hidrogênio. Pode ocorrer devido a

12
diversos fatores, dentre eles a parâmetros inadequados e problemas no
equipamento de soldagem (MODENESI, 2001);
- Alterações na geometria do cordão de solda: Agem como concentradores
de tensão, facilitando a ocorrência de trincas. Esta descontinuidade está associada
geralmente a problemas operacionais, tais como instabilidade do processo e
utilização de parâmetros incorretos (MODENESI, 2001). A Figura 2 ilustra os
principais tipos de perfis de solda não aceitável.
Figura 2: Perfis de solda não aceitáveis. Fonte: Adaptado de Modenesi, 2001.
2.3 ENERGIA DE SOLDAGEM
Segundo AWS D1.1 (2004), a energia de soldagem é descrita como a
quantidade de energia imposta por determinada unidade de comprimento do cordão
de solda pelo deslocamento de uma fonte de calor, sendo a energia de soldagem
dada pela Equação 2:
vIUE (2)
Onde:
E: Energia de soldagem (J/mm)
: Rendimento do arco
U: Tensão de soldagem (V)
I: Corrente de soldagem (A)
v: Velocidade de soldagem (mm/s)
Energia de soldagem baixa é benéfica quando a soldagem for aplicada em
aços com 700 MPa de resistência ao escoamento para garantir que as propriedades
mecânicas não sejam comprometidas.(SSAB, 2004).

13
Neste sentido, a SSAB (2004) aconselha que aços de alta resistência com
características de escoamento de 700 MPa e espessura de 4,5 mm apresentem
energia de soldagem de aproximadamente 0,5 kJ/mm, conforme ilustrado através da
Figura 3.
Figura 3: Energia de soldagem em função da espessura de um aço com 700 MPa de limite
de resistência ao escoamento. Fonte: Adaptado de SSAB, 2004.
2.4 CRITÉRIOS DE QUALIDADE PARA SOLDAGEM MAG
As soldas realizadas através do processo MAG apresentam algumas
características inerentes ao processo, cujos parâmetros de processo influenciam
diretamente nos critérios para validar a qualidade da junta soldada. Para tanto, nesta
seção foram descritos os critérios de qualidade avaliados para a soldagem do aço de
alta resistência LNE 700.
2.4.1 Geometria do cordão de solda
A geometria do cordão de solda pode apresentar efeito considerável no
desempenho da junta soldada, podendo ficar abaixo de sua resistência e
comprometer a qualidade da soldagem (ALVES, 2009).
A norma AWS D1.1 (2004) especifica que a geometria do cordão de solda
para a soldagem MAG, compreendido pelas pernas e convexidade deve atender
quanto aos critérios descritos através do Tabela 2.

14
Tabela 2 :
Perfis de filete de solda desejáveis e aceitáveis.
(A) Perfis de solda de filete desejáveis (B) Perfis de solda de filete aceitáveis
Nota 1: A convexidade “C” e, a largura da face do cordão “L” não deve exceder os valores:
Largura da face do cordão de solda (L) Máxima convexidade permitida (C) L < 8mm 2 mm
L< 8 mm até L < 25 mm 3 mm L 25 mm 5 mm
Fonte: Adaptado de AWS D1.1 2004.
Além de cuidados com a geometria do cordão de solda, outras
descontinuidades devem ser evitadas ou minimizadas, sendo elas: trincas,
mordedura, falta de fusão, falta de penetração e porosidade.
2.4.2 Zona afetada pelo calor e dureza Durante o processo de união, metal base deve ser aquecido até o ponto de
fusão e então resfriado novamente de forma rápida sobre condições e restrições
impostas pela geometria da junta. Neste processo a microestrutura e propriedades
do metal na região da ZAC são alteradas, criando diferentes zonas e subzonas. A
Figura 4 apresenta um diagrama esquemático das zonas e subzonas afetadas pelo
calor de uma liga 0,15% C (ARCELORMITTA, 2010).
Durante a soldagem dos aços de alta resistência são formadas regiões na
ZAC de baixa dureza devido às alterações na microestrutura. A dureza e a largura
das regiões da ZAC são determinadas, principalmente, pela espessura do metal de
base, temperatura de trabalho e energia de soldagem (SSAB, 2004).

15
Figura 4: Diagrama esquemático das zonas e subzonas afetadas pelo calor. Fonte:
Adaptado de Arcelormitta, 2010.
A largura da ZAC irá aumentar e a dureza irá cair, quando a soldagem for
realizada com energias de soldagem elevadas. Normalmente, a descontinuidade irá
ocorrer nas zonas de menor dureza da ZAC, pois nestas zonas a resistência da junta
soldada será menor que o metal de base. A Figura 5 apresenta a curva típica de
dureza para um aço de alta resistência com 700 MPa de limite de resistência ao
escoamento, sendo o centro do cordão de solda a 10 mm (SSAB, 2004).
Figura 5: Perfil de microdureza para um aço 700 MPa de limite de resistência ao
escoamento. Fonte: Adaptado de SSAB, 2004.

16
A AWS D1.1 (2004) comenta que a dureza da junta soldada dependerá de
certo número de fatores, tais como, tipo de aço, nível de hidrogênio e condições de
trabalho. Neste sentido, testes laboratoriais com soldas de filete mostraram que não
irá ocorrer trincas na ZAC caso a dureza de um aço com características de 700 MPa
for inferior a 400 Vickers.
2.5 METODOLOGIA TAGUCHI
O método Taguchi é compreendido por testes ou experiências onde são
efetuadas alterações deliberadas nas variáveis de entrada de um determinado
processo de modo a identificar justificativas para as variáveis de saída (MOITA,
2007).
Moita (2007) descreve que Taguchi é uma excelente ferramenta, pois trata-
se de um método de design – projeto de experiências de fatoriais fracionados, onde
somente é executada certa fração do total de combinações das variáveis de entrada.
Para isso, utilizam-se matrizes compostas por vetores ortogonais que definem os
testes ou experimentos a serem realizados. A determinação da matriz mais
apropriada é realizada a partir do número de fatores que desejam ser controladas e
seus respectivos níveis (MOITA, 2007).
Button (2005) comenta que esta metodologia propõe analisar a resposta
média para um determinado conjunto de fatores selecionados e em seguida avaliar a
variabilidade através da razão sinal-ruído (S/N), sendo o ruído descrito por Taguchi
como as causas que interferem na variabilidade das funções do produto. Três razões
sinal-ruído são empregadas:
- Menor é melhor – busca minimizar a resposta, sendo esta condição
expressa pela Equação 3.
)1
log(.10=1=
2n
iiy
nSN (3)
SN = Transformação Sinal/Ruído medido em decibéis (dB);
= Número de estudos/observações;
yi2 = I-néssima resposta observada para cada experimento.

17
- Maior e melhor – busca maximizar a resposta, sendo esta condição
expressa pela Equação 4.
)11
log(.10=1=
2
n
i iynSN (4)
SN = Transformação Sinal/Ruído medido em decibéis (dB);
= Número de estudos/observações;
yi2 = I-néssima resposta observada para cada experimento.
- Nominal é melhor – busca reduzir a variabilidade em torno de um valor
nominal, sendo esta condição expressa pela Equação 5.
)log(.10= 2
2
Sy
SN (5)
SN = Transformação Sinal/Ruído medido em decibéis (dB);
y-2 = Valor médio ao quadrado;
S2 = Variância das respostas obervadas para cada experimento
A análise de variância, aplicada sobre os resultados dos testes permite
estabelecer os fatores com maior influência na redução da variação bem como
ajustar a média da variável a ser controlada. Também é possível identificar os níveis
que proporcionam os melhores resultados para a qualidade do produto (MOITA,
2007).

18
3 METODOLOGIA
Nesta seção serão descritos os materiais e equipamentos além dos métodos
e técnicas utilizadas para realização deste trabalho.
3.1 MATERIAIS E EQUIPAMENTOS
Os corpos de prova utilizados para análise foram produzidos na empresa
John Deere Brasil, a qual disponibilizou os materiais e equipamentos necessários
para a realização deste trabalho.
O material escolhido para produção das amostras é do tipo aço de alta
resistência LNE 700, obtido através do processo de laminação a quente com
espessura de 4,5 mm.
As amostras foram produzidas com as dimensões de 50 x 100 x 4,5 mm
através de corte a LASER. A composição química do material foi obtida através de
verificação por espectrômetro de massa e pode ser observado através da Tabela 3.
Tabela 3 :
Composição química do aço LNE 700.
Elementos Químicos C Si Mn P S Al Cu Nb V Ti
% 0,1 0,03 1,53 0,02 0,003 0,058 0,02 0,04 0,007 0,108
Elementos Químicos Cr Ni Mo Sn N B Ca Sb Pb CE
% 0,43 0,02 0,02 0,002 0,0037 0,0001 0,0012 0,01 0,003 0,45
Já as características mecânicas do aço LNE 700 foram obtidas através de
informações fornecidas pelo fabricante (USIMINAS, 2011) e são apresentadas na
Tabela 4.

19
Tabela 4 :
Características mecânicas do aço LNE 700.
Tipo de aço Limite de
escoamento (MPa)
Limite de resistência à tração (MPa)
Limite de alongamento
(%)
LNE 700 735 810 18
Fonte: Adaptado de Usiminas, 2011.
Para o posicionamento e fixação das chapas durante o processo de
soldagem, foi utilizado o dispositivo conforme ilustrado na Figura 6.
Figura 6: Dispositivo para posicionamento das chapas. Fonte: Alves, 2009.
A soldagem foi realizada com robô Yaskama modelo MA 1900 com seis
graus de liberdade, conforme Figura 7 (a). O gás de proteção utilizado foi uma
mistura composta por 82% Ar e 18% CO2. A fonte de soldagem utilizada foi Auto-
Axcess 450 inversora totalmente digitalizada e controlada por microprocessadores,
com capacidade de soldagem em curto-circuito, arco elétrico pulsado e aerossol,
com saída de corrente de até 450 A, conforme pode ser verificado na Figura 7 (b).

20
Figura 7: (a) Robô Yaskama MA 1900 e (b) fonte Auto-Axcess 450.
O metal de adição utilizado foi arame maciço da marca ESAB modelo OK
AristorodTM 79 com diâmetro de 1,00 mm, tendo a composição química ilustrada
através da Tabela 5.
Tabela 5 :
Composição química e características mecânicas do arame OK AristorodTM 79.
Elementos Químicos C Si Mn Cr Ni Mo
% 0,1 0,8 1,9 0,4 2,1 0,6
Características Mecânicas
Limite de escoamento (MPa)
Limite de resistência à tração
(MPa)
Limite de alongamento
(%)
OK AristorodTM 79 850 890 18
Fonte: Adaptado de ESAB, 2010.
Para preparar os corpos de prova e para realizar a análise de microdureza
das juntas soldadas utilizou-se os seguintes equipamentos:
- Máquina de corte modelo Discoton-2;
- Máquina de polimento modelo Ecomet-4;
- Microscópio Olympus BX51M com amplificação de até 1000 vezes;

21
- Microdurômetro modelo Shimadzu com capacidade de carga de 0,015 a
1000g.
3.2 MÉTODOS E TÉCNICAS
Através do embasamento teórico desenvolveu-se o projeto de experimento,
sendo que foram verificados os critérios de qualidade: Microdureza, ZAC,
convexidade, garganta teórica e pernas, conforme ilustrado através da Figura 8.
Figura 8: Critérios de qualidade avaliados.
Através da revisão da literatura foram definidos os parâmetros de processo
com maior influência nos critérios citados, os quais são frequentemente ajustados de
acordo com o tipo de material a ser soldado. Os seguintes parâmetros de processo
foram utilizados: tensão, velocidade de soldagem e velocidade de alimentação do
arame.
Três níveis foram determinados para cada parâmetro. Os níveis foram
escolhidos previamente através de testes de soldagem. Inicialmente, os testes foram
realizados sobre chapas de aço 1020, sendo que após definido certos parâmetros
foram realizados sobre chapas do aço LNE 700.
A Tabela 6 apresenta as variáveis de entrada (parâmetros de processo),
com os seus respectivos níveis, utilizadas no processamento dos corpos de prova.

22
Tabela 6 :
Parâmetros do processo e respectivos níveis utilizados nos corpos de prova.
No Fator Unidade Notação Nível Valor
1 Tensão Volt V 1 23,5 2 26,5 3 30
2 Corrente Amperes A 1 2 3
220 228 250
3 Velocidade de soldagem Milímetro por segundo mm/s
1 8,33 2 9,16 3 10
4 Velocidade do arame Metros por minuto m/min. 1 12,6 2 14,2 3 16
A matriz experimental foi definida pelo número de parâmetros de processo e
seus respectivos níveis, conforme Tabela 7. Portanto, tendo três parâmetros com
três níveis cada, utilizou-se uma matriz L9 que proporcionou uma interação entre os
parâmetros e os respectivos níveis, permitindo uma análise consistente dos critérios
de qualidade.
Tabela 7 :
Matriz experimental com a ordem de realização dos corpos de prova e respectivos níveis.
Ordem Tensão (V) Corrente (A) Velocidade de soldagem (mm/s)
Velocidade do arame (m/min)
1 1 1 1 1 2 1 1 2 2 3 1 1 3 3 4 2 2 1 2 5 2 2 2 3 6 2 2 3 1 7 3 3 1 3 8 3 3 2 1 9 3 3 3 2
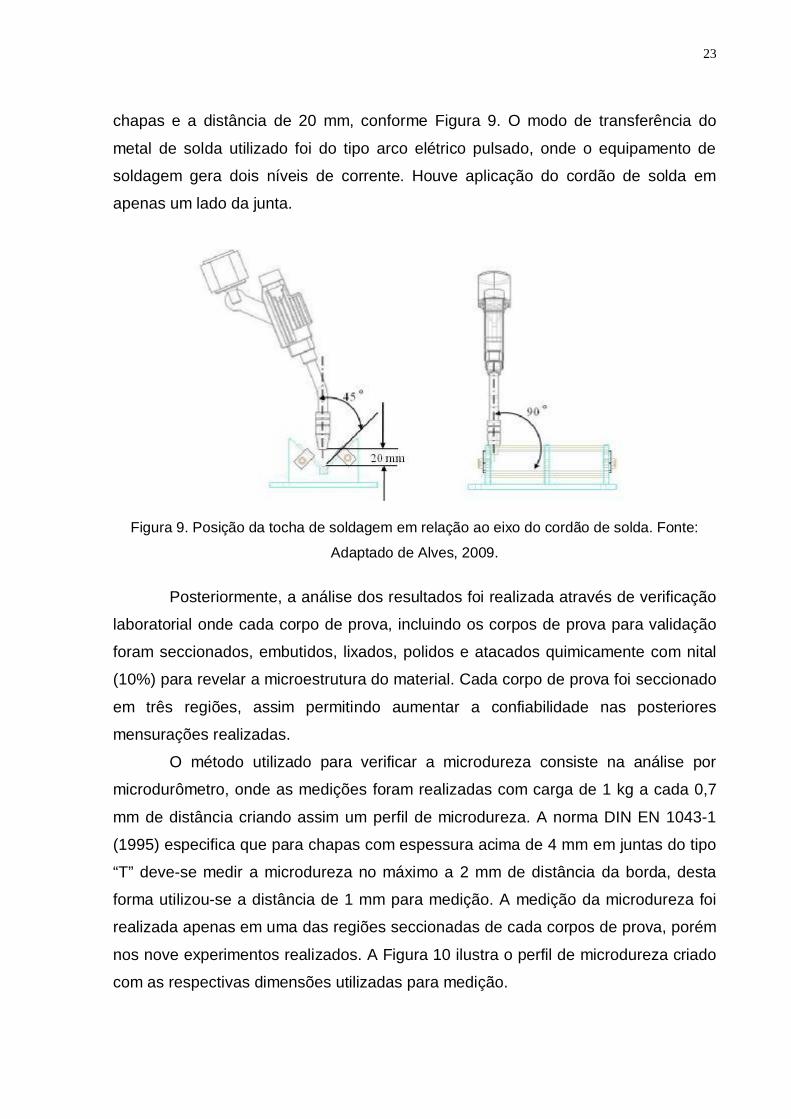
Inicialmente, houve a limpeza das chapas onde foi realizada a remoção do
óxido gerado no processo de corte a LASER. As chapas foram posicionadas no
dispositivo formando uma junta em “T”, sendo que os cordões de solda foram
realizados em posição plana, com a tocha do robô posicionada a 45° entre as duas
23
chapas e a distância de 20 mm, conforme Figura 9. O modo de transferência do
metal de solda utilizado foi do tipo arco elétrico pulsado, onde o equipamento de
soldagem gera dois níveis de corrente. Houve aplicação do cordão de solda em
apenas um lado da junta.
Figura 9. Posição da tocha de soldagem em relação ao eixo do cordão de solda. Fonte:
Adaptado de Alves, 2009.
Posteriormente, a análise dos resultados foi realizada através de verificação
laboratorial onde cada corpo de prova, incluindo os corpos de prova para validação
foram seccionados, embutidos, lixados, polidos e atacados quimicamente com nital
(10%) para revelar a microestrutura do material. Cada corpo de prova foi seccionado
em três regiões, assim permitindo aumentar a confiabilidade nas posteriores
mensurações realizadas.
O método utilizado para verificar a microdureza consiste na análise por
microdurômetro, onde as medições foram realizadas com carga de 1 kg a cada 0,7
mm de distância criando assim um perfil de microdureza. A norma DIN EN 1043-1
(1995) especifica que para chapas com espessura acima de 4 mm em juntas do tipo
“T” deve-se medir a microdureza no máximo a 2 mm de distância da borda, desta
forma utilizou-se a distância de 1 mm para medição. A medição da microdureza foi
realizada apenas em uma das regiões seccionadas de cada corpos de prova, porém
nos nove experimentos realizados. A Figura 10 ilustra o perfil de microdureza criado
com as respectivas dimensões utilizadas para medição.

24
Figura 10: Especificações para medição de dureza.
A análise da ZAC e geometria consistem na captura de uma imagem
ampliada da região da junta soldada com o auxílio de um microscópio.
As medições foram realizada com o auxílio do software Image J. Para os
valores obtios nas três regiões de cada corpo de prova calculou-se a média.

25
4 APRESENTAÇÃO E ANÁLISE DOS RESULTADOS
A Tabela 8 apresenta as médias das variáveis de saída (respostas)
encontradas experimentalmente.
Tabela 8 :
Valores encontrados para os critérios analisados.
Ordem Zona afetada pelo calor (mm²)
Convexidade (mm)
Garganta teórica (mm)
Perna 1 (mm)
Perna 2 (mm)
1 28,55 1,28 3,60 5,35 4,87 2 24,20 1,27 3,58 5,24 4,92 3 28,24 1,54 3,52 5,04 4,91 4 45,31 0,91 4,06 5,68 5,80 5 39,13 1,13 3,91 5,47 5,61 6 27,88 0,50 3,56 4,95 5,15 7 69,65 0,39 4,68 7,19 6,19 8 51,25 0,57 3,86 5,31 5,69 9 50,86 0.39 4,03 5,91 5,50
No que se refere a demais descontinuidades de soldagem descritos por
porosidade, trincas, mordedura, penetração e fusão, todos os corpos de prova
atenderam, visto que não foram identificadas descontinuidades destas origens.
4.1 PERFIL DE MICRODUREZA
O perfil de microdureza realizado em cada corpo de prova mostrou dureza
média de 270 Vickers para o metal de base e 255 Vickers para a ZAC. Estes valores
condizem com o padrão de dureza para o tipo de material analisado, conforme as
ilustrações das Figuras 11, 12 e 13.
Figura 11: Perfil de microdureza dos corpos de prova CP1, CP2 e CP3.

26
Figura 12: Perfil de microdureza dos corpos de prova CP4, CP5 e CP6.
Foi possível perceber que a dureza sofreu variações principalmente, na
ZAC, pois a dureza diminuiu, confirmando assim os dados levantados na revisão da
literatura deste trabalho. Também tensões maiores resultaram em maiores regiões
com menor dureza, situação esta que pode ser verificada através dos corpos de
prova (CP) ilustrados na Figura 13. .
Figura 13: Perfil de microdureza dos corpos de prova CP7, CP8 e CP9.
A utilização de metal de adição com características de resistência ao
escoamento similar ao metal de base proporcionou um perfil de microdureza
constante sem grandes variações.

27
Os diversos parâmetros de processo utilizados proporcionaram que cada
corpo de prova apresentasse valor de energia de soldagem diferente. Energias de
soldagem mais elevadas resultaram menor dureza na área da ZAC.
Foi possível analisar, desconsiderando o rendimento do arco elétrico, que
três pequenas retas foram formadas, isso principalmente devido a utilização de três
diferentes tensões para os corpos de prova, conforme pode ser verificado através da
Figura 14.
Figura 14: Energia de soldagem em cada corpo de prova.
O corpo de prova CP1 apresentou a energia de soldagem mais favorável,
conforme recomendado pela revisão da literatura, porém não foram identificadas
descontinuidades decorrentes de energias de soldagem tanto maiores quanto
menores ao recomentado pera a soldagem do aço com característica de 700 MPa
de limite de resistência ao escoamento.
4.2 ZONA AFETADA PELO CALOR
Ao analisar a ZAC, percebe-se, que a influência térmica do processo de
soldagem no material é significativa. Esta influência pode ser percebida na ZAC
devido a mudança na microestrutura do material, visto que, em casos onde o
parâmetro de processo tensão foi maior, a largura da ZAC aumentou, formando
zonas termicamente afetadas, as quais podem ser verificadas na Figura 15.

28
Figura 15: (a) Macrografia da junta soldada (b) microestrutura do metal de adição (c)
microestrutura da zona de crescimento de grão (d) microestrutura da zona de refino de grão
(e) microestrutura do metal de base.
Com nível de confiabilidade de 95%, pode-se dizer que os três fatores
analisados tiveram influência significativa sobre as dimensões da ZAC, pois, o valor
de probabilidade P foi menor que 0,05. Da mesma forma, as variáveis que tiveram
maior influência sobre a ZAC são determinadas pelos valores de F, ou seja, quanto
maior o valor de F maior será a influência do mesmo sobre o critério da ZAC. Assim,

29
os fatores de maior influência respectivamente foram tensão, velocidade de
soldagem e velocidade de alimentação do arame (Tabela 9).
Tabela 9 :
Análise de variância para a zona afetada pelo calor.
Fonte Soma dos Quadrados
Grau de Liberdade
Médias dos Quadrados Valor de F Valor de P
Tensão 189,4450 2 94,72252 409,1171 0,000000 Velocidade de soldagem 27,1017 2 13,55087 58,5277 0,000000
Velocidade do arame 15,2130 2 7,60650 32,8533 0,000000 Resíduo 4,6306 20 0,23153 **** ****
Para uma melhor análise dos efeitos dos parâmetros de processo sobre a
ZAC foram plotados gráficos, os quais permitiram visualizar a influência destes
parâmetros sobre o efeito do critério analisado.
A Figura 16 apresenta a área média da ZAC em função da tensão. O
tamanho da ZAC teve significativo aumento quando houve o aumento da tensão.
Figura 16: Área da ZAC em função da tensão.
A área da ZAC em função da velocidade de soldagem mostrou que, em
média, a área da ZAC diminuiu com o aumento da velocidade de soldagem,
conforme pode ser verificado através da Figura 17. Assim, para menor ZAC, a
velocidade de soldagem 10 mm/s apresenta melhores resultados.

30
Figura 17: Área da ZAC em função da velocidade de soldagem.
Já a relação da área da ZAC em função da velocidade do arame mostrou
menor influência dentre os três parâmetros de processo variados, conforme Figura
18. A área da ZAC aumentou com o aumento da velocidade do arame. Para tanto,
menores áreas de ZAC serão obtidas quando utilizado velocidade do arame 12,6
m/min.
Figura 18: Área da ZAC em função da velocidade do arame.

31
Com a razão sinal-ruído para a área da ZAC, pode-se afirmar com
confiabilidade de 95% que os três parâmetros de processo (tensão, a velocidade de
soldagem e a velocidade de alimentação do arame) são fatores de influência para a
área da ZAC, sendo para isso a razão S/N menor é melhor, conforme pode ser
verificado através da Figura 19. A maior qualidade no resultado da soldagem
perante a área da ZAC será obtida através da tensão 23,5 V, velocidade de
soldagem 10 mm/s e velocidade do arame 12,6 m/min forem escolhidas.
Figura 19: Razão S/N da área da ZAC para os fatores analisados.
O novo corpo de prova para validação com os parâmetros de processo
tensão 23,5 V, velocidade de soldagem 10 mm/s e velocidade do arame 12,6 m/min
mostrou menor área de ZAC, tendo o valor de 22 mm², conforme pode ser verificado
através da Figura 20.

32
Figura 20: Validação da zona afetada pelo calor.
A realização do corpo de prova para validação, proporcionou a comprovação
da relação expressa pela razão sinal ruído tendo a condição menor é melhor.
4.3 CONVEXIDADE
A Figura 21 ilustra a mensuração do critério de qualidade convexidade sobre
uma junta soldada. A convexidade sofreu significativas variações, apresentando
valores entre 0,39 a 1,54 mm, conforme pode ser verificado através da Tabela 4
Figura 21: Mensuração da convexidade.

33
A análise de variância mostrou resultado com nível de confiabilidade de 95%
para o fator tensão e velocidade de soldagem sobre a convexidade. Através desta
análise, observou-se que o valor de probabilidade P foi menor que 0,05 e,
consequentemente, pode-se dizer que estas variáveis tiveram influência significativa
sobre a convexidade. Da mesma forma, as variáveis que tiveram maior influência
sobre a convexidade são determinadas pelos valores de F, ou seja, quanto maior o
valor de F maior será a influência do mesmo sobre o critério da convexidade. Assim,
os fatores de maior influência respectivamente foram tensão, velocidade de
soldagem e velocidade de alimentação do arame, conforme pode ser verificado
através da Tabela 10.
Tabela 10 :
Análise de variância para a convexidade.
Fonte Soma dos Quadrados
Grau de Liberdade
Médias dos Quadrados Valor de F Valor de P
Tensão 434,3106 2 217,1553 63,10567 0,000000 Velocidade de soldagem 37,9313 2 18,9657 5,51145 0,012402
Velocidade do arame 14,4389 2 7,2195 2,09798 0,148892 Resíduo 68,8227 20 3,4411 **** ****
Para uma melhor análise dos efeitos dos parâmetros de processo sobre a
convexidade foram plotados gráficos, os quais permitiram visualizar a influência
destes parâmetros sobre o efeito do critério analisado.
A Figura 22 apresenta os resultados de convexidade em função da tensão.
Percebe-se considerável influência da tensão sobre os resultados de convexidade. A
convexidade, em média, sofreu significativa redução com o aumento da tensão.
Assim, a tensão 30 V apresenta melhores resultados para menor convexidade.

34
Figura 22: Convexidade em função da tensão.
A convexidade em função da velocidade de soldagem mostrou influência,
porém de forma menos significativa, conforme Figura 23. Os valores mostram que,
melhores resultados para a convexidade serão obtidos quanto utilizada velocidade
de soldagem de 10 mm/s.
Figura 23: Convexidade em função da velocidade de soldagem.
Através da análise da convexidade em função da velocidade de alimentação
do arame é possível verificar que a relação é menos determinante para resultados

35
de convexidade, conforme pode ser verificado através da Figura 24. Em média, a
convexidade aumentou quando houve aumento da velocidade de alimentação do
arame e corrente. Ainda, para melhores resultados de convexidade é aconselhável a
utilização de velocidade de alimentação do arame 12,6 m/min.
Figura 24: Convexidade em função da velocidade do arame.
Com a razão sinal-ruído para a convexidade, pode-se afirmar com
confiabilidade de 95% que a tensão e a velocidade de soldagem são os fatores de
maior influência para a convexidade, sendo para isso a razão S/N menor é melhor,
conforme Figura 25. A maior qualidade no resultado da soldagem perante a
convexidade será obtida através da tensão 30 V, velocidade de soldagem 10 mm/s e
velocidade de alimentação do arame 12,6 m/min.

36
Figura 25: Razão S/N da largura da convexidade para os fatores analisados.
O novo corpo de prova para validação da convexidade através da utilização
dos parâmetros tensão 30 V, velocidade de soldagem 10 mm/s e velocidade de
alimentação do arame 12,6 m/min. mostrou valor de 0,38 mm, conforme Figura 26.
Figura 26: Validação da convexidade.
A realização do corpo de prova para validação mostrou pequena
convexidade, proporcionando a comprovação da relação expressa pela razão sinal
ruído tendo a condição menor é melhor.

37
4.4 GARGANTA TEÓRICA E PERNAS
A análise da garganta teórica revelou que os valores encontrados ficaram
entre 3,52 a 4,68 mm, conforme pode ser verificado através da Figura 27 (a). Estes
valores condizem com resultados aceitáveis para a soldagem realizada.
A análise das pernas mostrou que a perna 1 teve valores entre 4,95 a 7,19
mm, já a perna 2 resultou valores entre 4,87 a 6,19 mm e pode ser verificado através
da Figura 27 (b). Todos os valores representaram tamanhos de pernas aceitáveis.
Figura 27: (a) Mensuração da garganta teórica (b) e mensuração de pernas.
Contudo, a análise de variância sobre a garganta teórica e pernas mostrou
que o valor de probabilidade P foi maior que 0,05 apresentando valores médios de
0,25, assim expressando baixa confiabilidade nos resultados. Quanto a influência
das variáveis nestas dimensões nada pode-se afirmar.

38
5 CONSIDERAÇÕES FINAIS
De acordo com a caracterização da soldagem MAG robotizada do aço de
alta resistência LNE 700, as seguintes conclusões podem ser retiradas:
Foi realizada a soldagem de filete, junta tipo “T” em chapas do LNE 700
através da soldagem MAG robotizada.
Os melhores parâmetros para soldagem do aço de alta resistência LNE 700,
atendendo cada critério de qualidade ZAC e convexidade, foram determinados. O
método Taguchi mostrou ser uma importante ferramenta para o projeto de
experimento bem como para a análise estatística voltada à validação de um
processo produtivo, principalmente quando há um grande número de variáveis
envolvidas e qualquer modificação nos fatores de entrada geram consideráveis
alterações nos resultados finais da junta soldada.
As análises realizadas comprovaram a influência dos parâmetros de
processo na qualidade da soldagem MAG robotizada do aço de alta resistência LNE
700, ainda que em alguns casos as diferenças encontradas em função dos níveis
foram de certa forma sutis.
O perfil de microdureza apresentou valores que condizem com o tipo de
material estudado. A utilização de metal de adição com características de resistência
ao escoamento semelhante ao metal de base proporcionaram pouca variação, em
média na dureza da junta soldada. Os diferentes parâmetros de processo utilizados
proporcionaram variações no tamanho da região de menor dureza da ZAC, sendo
perceptível que maiores tensões proporcionaram maiores áreas de menor dureza.
Os valores de energia de soldagem em cada corpo de prova foram diferentes, porém
não foram identificadas descontinuidades decorrentes destas diferentes energias de
soldagem.
Os três parâmetros de processo (tensão, velocidade de soldagem e
velocidade do arame) apresentaram influência significativa, com intervalo de
confiança de 95% sobre o resultado da ZAC.
Foi possível detectar uma forte relação da convexidade com a tensão, onde
uma maior tensão resultou em menor convexidade da junta soldada. Dentre os três
parâmetros de processo (tensão, velocidade de soldagem e velocidade do arame),
a tensão e a velocidade de soldagem apresentaram influência significativa, com
intervalo de confiança de 95% sobre os resultados.

39
A garganta teórica e as pernas apresentaram resultados aceitáveis quanto
aos seus valores. Os critérios de qualidade garganta teórica e pernas são menos
vulneráveis a estarem em desacordo com as especificações quando comparados
com os critérios ZAC e convexidade.

40
6 SUGESTÕES PARA TRABALHOS FUTUROS
Com base nos resultados obtidos e visando a continuidade da pesquisa,
apresentam-se as seguintes propostas de trabalhos futuros:
1) Aplicar a proposta de experimentos apresentada neste trabalho utilizando
outras configurações para a soldagem MAG robotizada, sendo uma delas a variação
na composição de gás;
2) Analisar o comportamento dos critérios de qualidade descritos neste
trabalho através de novos experimentos com o mesmo aço, porém com espessuras
diferentes;
3) Estudar o comportamento da soldagem do aço LNE 700 com relação a
outros critérios de qualidade, tais como resistência a tração e fadiga.

41
REFERÊNCIAS BIBLIOGRÁFICAS
ALVES, V. J. Desenvolvimento de envelopes operacionais para processo MIG/MAG robotizado com diferentes gases de proteção. 2009. Dissertação (Mestrado em Engenharia Mecânica / Minas, Metalúrgica e Materiais) - Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e de Materiais, Universidade Federal do Rio Grande do Sul, Porto Alegre, 2009. ARCELORMITTAL. Welding – Steel Solution. 2010. AWS. Welding Handbook. v. 2: Welding Process, 7 ed. International Standard Book Number. 07842b5 0014731-3. American Welding Society. 550 N. W. LeJeune Rd., P. O. Box 351040, Miami, FL 33135, 1991. ______. Welding Handbook v. 1: Welding Science & Technology. 9 ed. International Standard Book Number. 08456b6 0016831-2. American Welding Society. 550N. W. LeJeune Rd., P. O. Box 351040, Miami, FL 33135, 2001. ______. AWS D1.1/D1.1M. Structural Welding Code – Steel, 2004. BARBOSA, R. P. Tecnologia Mecânica: metalurgia da soldagem, soldabilidade dos materiais. Minas Gerais: Editado pelo autor, 2007. BARROS, M. R. A. Estudo da automação de células de manufatura para montagens e soldagem industrial de carrocerias automotivas, 2006. Dissertação (Mestrado em Engenharia Automotiva) – Escola Politécnica da Universidade de São Paulo, São Paulo, 2006. BRACARENSE, A. Q.; FELIZARDO, I. Soldagem robotizada, 2008. BRANDI, S. D. Processo MIG/MAG. In: BRANDI, S. D.; WAINER E.; MELLO, F. D. H. Soldagem: Processos e metalurgia. 4 ed. São Paulo: Edgard Blucher LTDA, 2004. p. 99-132. BUTTON, Sérgio T. Metodologia para planejamento experimental e análise de resultados. Programa de pós-graduação em Engenharia Mecânica – Universidade Estadual de Campinas, Campinas, 2005. DIN EN 1043-1. Hardness testing of welds in metallic materials, 1995. DIN EN 10149-2. Hot-rolled flat products made of high yield strength steels for cold forming – Part 2: Delivery conditions for thermo mechanically rolled steels, 2009. ESAB. Soldagem MIG/MAG. São Paulo: ESAB Soldagem e Corte, 2004. (Relatório técnico de soldagem) ______. OK AristoRodTM Welders love it and so do robots. Göteborg: ESAB Wires to Weld wih Robots, 2010. (Relatório técnico de especificações de arames). FREIRE Jr., R. C. S. Influência dos parâmetros de soldagem na formação de trincas a frio em juntas soldadas de aços ARBL. 1998. Monografia (Bacharelado em Engenharia Mecânica) – Centro de Ciências E Tecnologia, Universidade Federal da Paraíba, Paraíba, 1998.

42
FILHO, C. A. Metalurgia da soldagem. Belém: Editado pelo autor, 2008. KRÍZ, A; ZAJÍCEK, M. Impact of welding process on mechanical properties of domex 700MS steel and comparison of weded joint of S355NJ structural steel. Trabalho apresentado no Metal 2011, Brno, 2011. LIAO. M. T.; CHEN, W. J. The effect of shielding gas compositions on the microstruture and mechanical properies of stainless steel weldments. Materials chemistry and physics, Huwei: Elsevier. v. 55, p. 145-151, mar. 1998. MODENESI, P. J. Soldagem I: Descontinuidades e inspeção em juntas soldadas. Belo Horizonte: Editado pelo autor, 2001. ______. Soldabilidade de algumas ligas metálicas. Universidade Federal de Minas Gerais – Departamento de Engenharia Metalúrgica e de Materiais, Belo Horizonte: Editado pelo autor, 2008. MOITA, N. F. V. C. Implementação do método Taguchi e análise de experiências na fase de testes de moldes para injeção de plásticos. Dissertação (Mestrado em Engenharia Mecânica) – Instituto Superior Técnico, Universidade Técnica, Lisboa, 2007. NILO Jr., L. P. N. Otimização de um processo de solda MIG/MAG para aplicação na indústria automobilística através da utilização da técnica do projeto e análise de experimentos. 2003. Dissertação (Mestrado em Engenharia de Produção) – Programa de Pós-Graduação em Engenharia de Produção, Universidade Federal de Itajubá, Itajubá, 2003. QUITES, A. M. Introdução à soldagem a arco voltaico. Florianópolis: Soldasoft, 2002. SSAB. Sheet Steel Joining Handbook. Joining of high strength steels, New York: Tunnplat AB, 2004. ______. Welding of Domex and Docol advanced high strength steels. Stockholm: SSAB, 2009. USIMINAS. Certificado de inspeção. São Paulo, 2011. (Homologação do aço LNE 700).





























