Embed Size (px)
Citation preview
Aula 07: Processos Especiais de Fundição
01. Moldes Cerâmicos e Processo Shaw.
02. Preenchimento a baixa pressão contra a gravidade.
03. Solidificação Unidirecional
04. Crescimento de Monocristais
05. Fundição Centrífuga
06. Fundição Contínua
07. Squezee Casting
08. Reofundição
Disciplina: Projeto de Ferramentais I
• Moldes Cerâmicos
• Processos que utilizam modelos permanentes e materiais cerâmicos com composições e granulometrias controladas na forma de uma lama cerâmica usando ligantes especiais.
• Processo Shaw
• Processo especial de moldagem que usa Moldes Cerâmicos Sólidos obtidos a partir da mistura de refratários com composição e granulométrica adequadas aglomerado usando ligantes especiais.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
Processo Shaw
Principais Características:
• Excelente Acabamento Superficial
• Altíssima Precisão Dimensional
Aplicações:• Peças e componentes com grande precisão de detalhes.
• Exemplo: moldes/matrizes para injeção de solados de calçados.
Componentes:
Refratário : mulita ou zirconita
Ligante: silicato de etila ou sílica gel
Agente Gelificante
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran

Processo Shaw
Seqüência de operações do processo com molde totalmente cerâmico
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
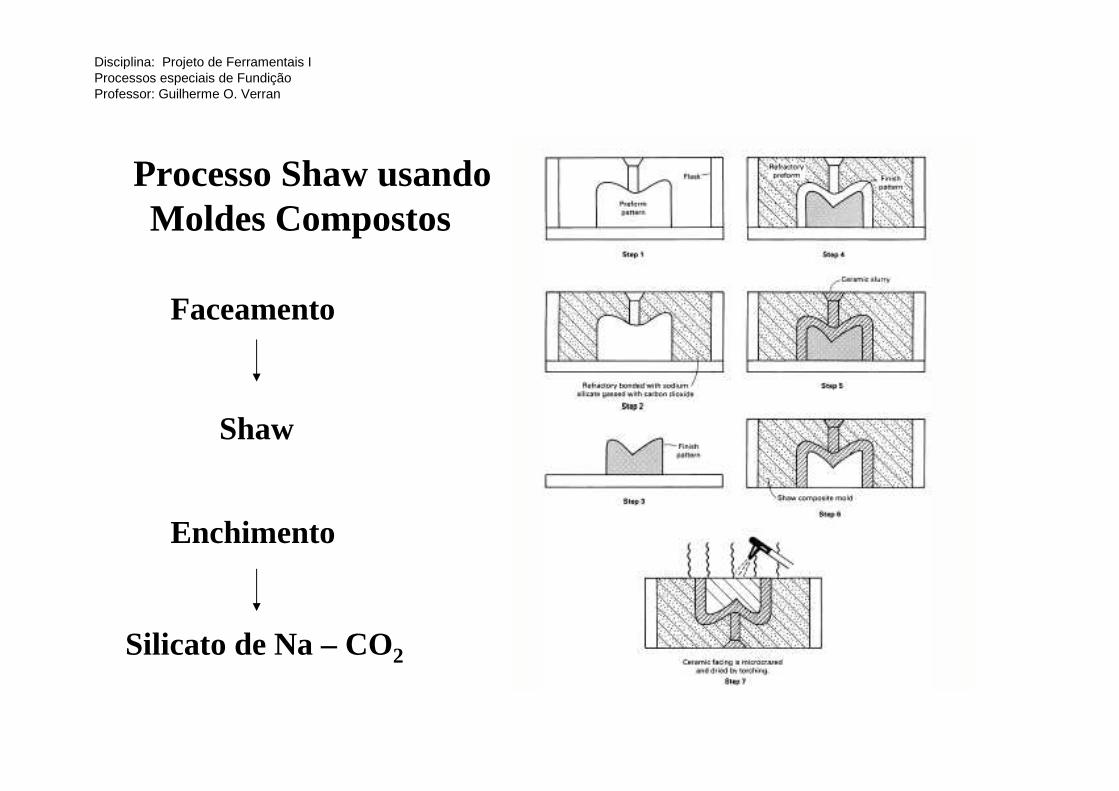
Processo Shaw usandoMoldes Compostos
Faceamento
Shaw
Enchimento
Silicato de Na – CO2
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran

Preenchimento a Baixa Pressaocontra a Gravidade
• Preenchimento a baixa pressao contra a gravidade de metais fundidos ao ar -CLA
• Preenchimento a baixa pressao contra a gravidade de metais fundidos sob vacuo -CLV
• Preenchimento com valvula de fechamento - CV
• Preenchimento a baixa pressao contra a gravidade de metais fundidos ao ar usando moldes de areia -CLAS
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
Preenchimento a baixa pressao contra a gravidade de metais fundidos ao ar -CLA
Principais Características:
• Aplicável para todos os metais e ligas fundíveis ao ar (atmosfera normal).
• Economia relacionada com a possibilidade de obtenção de diversas pecas por molde.
• Alto rendimento metálico
• Baixo índice de defeitos (inclusões metálicas)
• Permite a obtenção de grandes lotes de pecas com paredes finas (0,75mm) a baixos custos de fabricação.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
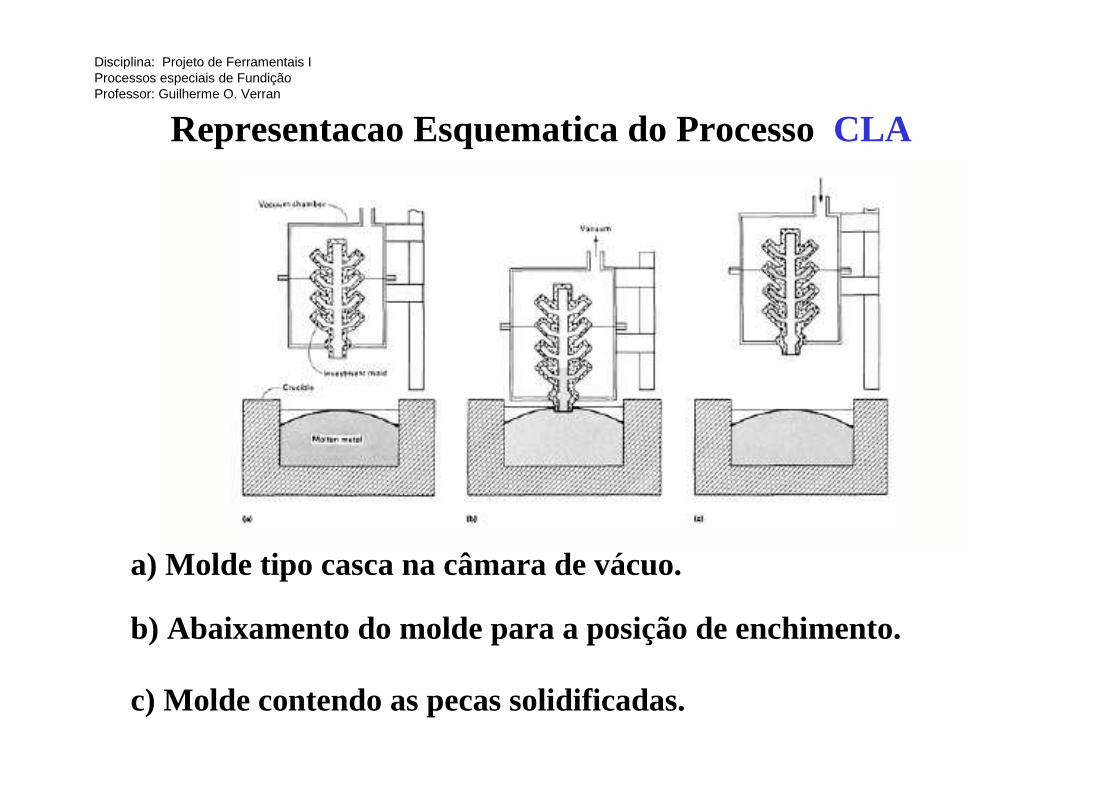
Representacao Esquematica do ProcessoCLA
a) Molde tipo casca na câmara de vácuo.
b) Abaixamento do molde para a posição de enchimento.
c) Molde contendo as pecas solidificadas.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran

Preenchimento a baixa pressao contra a gravidade de metais fundidos ao ar -CLA
Aplicações:
• Obtenção de pecas e componentes usando os mais diversos
tipos de ligas, para as industrias automotiva, metal–mecânica,
sistemas de transmissão, câmaras de combustão a diesel, etc..
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
Preenchimento a baixa pressao contra a gravidade de metais fundidos sob vacuo -CLV
• Utilizado para ligas que contenham elementos reativos (superligas, ligas Al-Li, ligas a base de Ti) aplicando as vantagens inerentes ao processo CLA.
• Habilidade para preenchimento de seções finas.
• Obtenção de pecas livres de inclusões de óxidos.
• Permite produzir pecas com grandes áreas e pequenas espessuras (geometria tipo placa) sem a ocorrência de oxidação superficial inerente aos processos convencionais.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
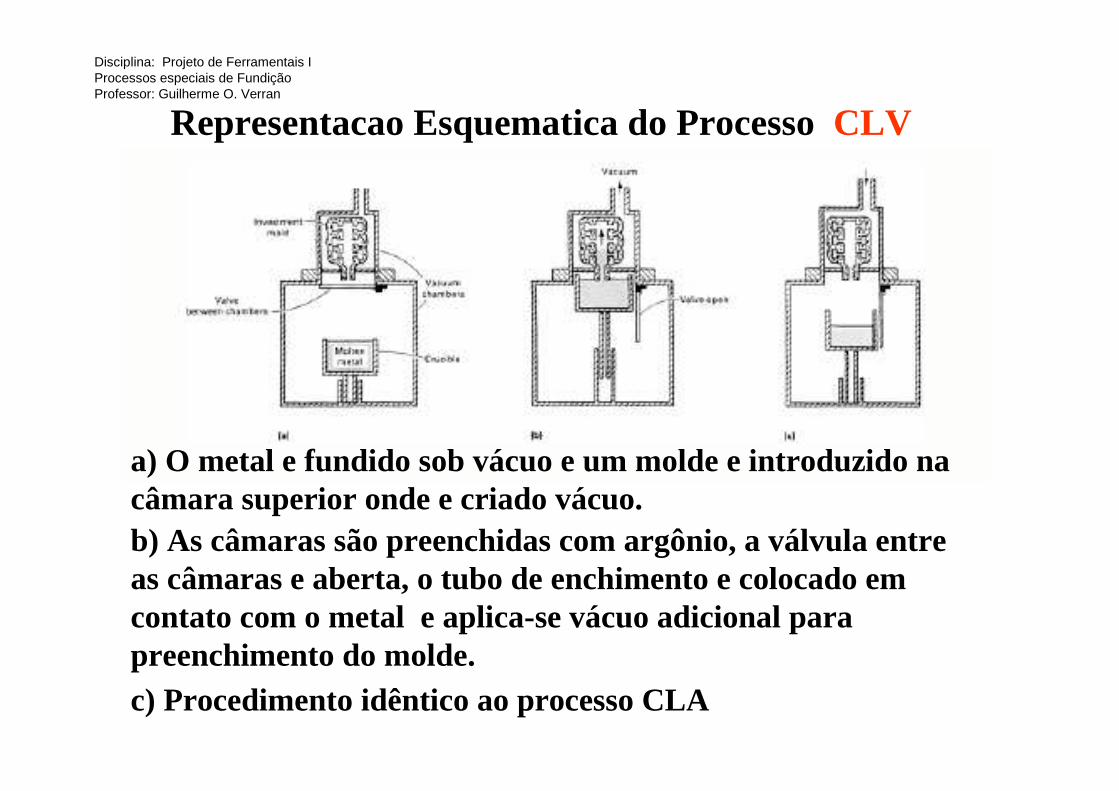
Representacao Esquematica do ProcessoCLV
a) O metal e fundido sob vácuo e um molde e introduzido na câmara superior onde e criado vácuo.b) As câmaras são preenchidas com argônio, a válvula entre as câmaras e aberta, o tubo de enchimento e colocado em contato com o metal e aplica-se vácuo adicional para preenchimento do molde.c) Procedimento idêntico ao processo CLA
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran

Preenchimento com valvula de fechamento-Processo CV
Principais Características:
• Usado para pecas mais robustas que não solidificam com a rapidez requerida pelos processos CLA e CLV.
• Utiliza um tubo de enchimento flexível, o qual e fechado por meio de uma válvula de retenção quando o molde esta cheio.
• Proporciona um bom preenchimento de pecas com seções finas, garantindo a obtenção de um metal isento de óxidos.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
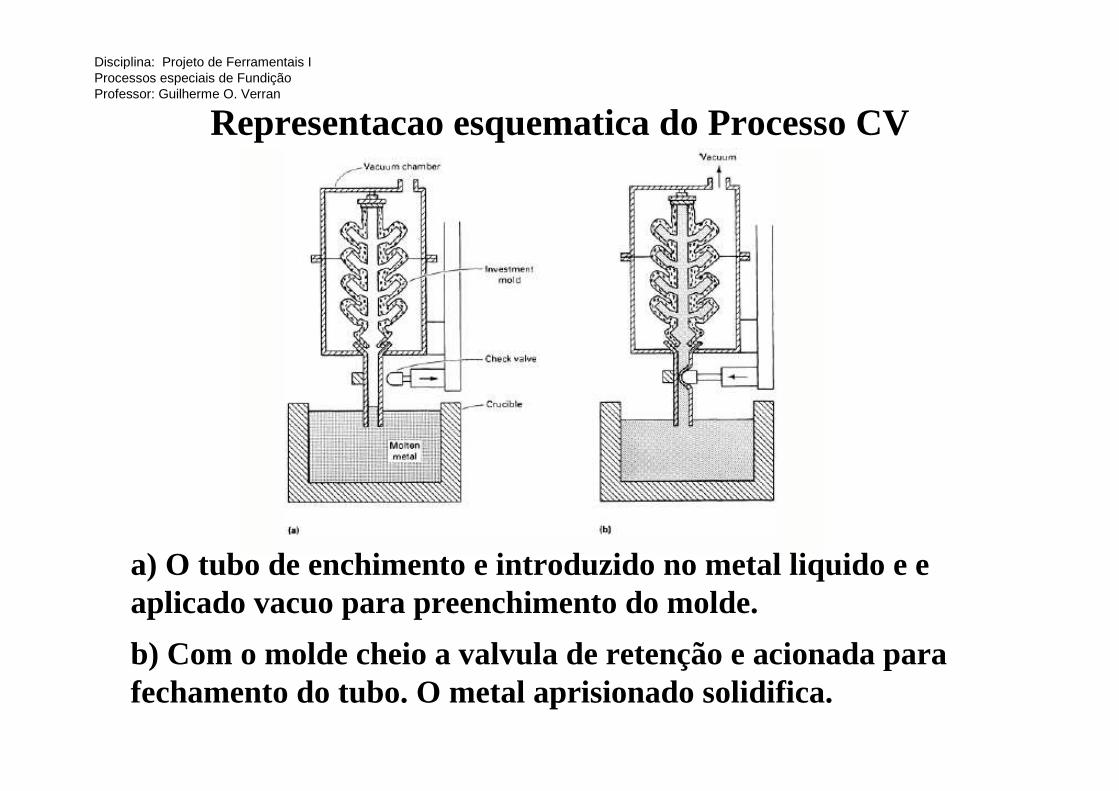
Representacao esquematica do Processo CV
a) O tubo de enchimento e introduzido no metal liquidoe e aplicado vacuo para preenchimento do molde.
b) Com o molde cheio a valvula de retenção e acionada parafechamento do tubo. O metal aprisionado solidifica.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
Preenchimento com valvula de fechamento-Processo CV
Aplicações:
• Aplicado para todos os tipos de métodos de moldagem.
• Asas de mísseis, corpos de válvulas, articulações e outras pecas grandes com variações de espessuras.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
Preenchimento a baixa pressao contra a gravidade de metais fundidos ao ar usando moldes de areia -CLAS
• Usado para moldes de areia.
• Próprio para obtenção de peças finas usando baixo vácuo.
• Possibilita a produção de peças com níveis de inclusões muito baixos quando comparados com os encontrados em pecas fundidas por gravidade.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
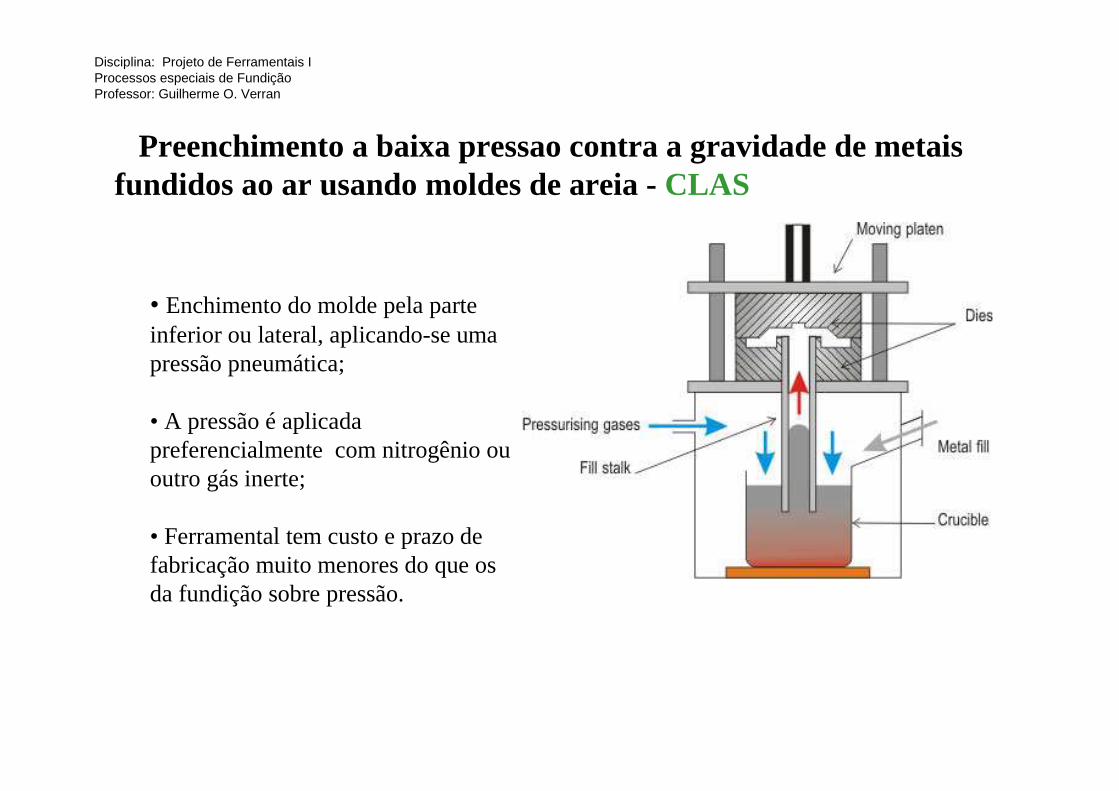
• Enchimento do molde pela parte inferior ou lateral, aplicando-se uma pressão pneumática;
• A pressão é aplicada preferencialmente com nitrogênio ou outro gás inerte;
• Ferramental tem custo e prazo de fabricação muito menores do que os da fundição sobre pressão.
Preenchimento a baixa pressao contra a gravidade de metaisfundidos ao ar usando moldes de areia -CLAS
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran

Solidificação Unidirecional
• Processo que envolve a obtenção de estruturas solidificadas unidirecionalmente resultando em uma estrutura colunar.
• Adequado para a obtenção de pecas fundidas nas quais as tensõessão primariamente unidirecionais ao longo de uma determinada direção.
• Exemplo – Palhetas de Turbinas.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran

Solidificação Unidirecional
Palhetas de Turbina com paredes finas solidificada unidirecionalmente.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
Solidificação Unidirecional
Estrutura Colunar
Controle rigoroso do processo
Fornos Especiais Projeto Diferenciado do Molde
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
Solidificação Unidirecional
Controle do Fluxo de Calor
Extração violenta de calor a partir de uma extremidade da peca
Criação de um intenso Gradiente Térmico entre T liquidus e Tsolidus da liga, que se desloca
ao longo de toda a peça
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
Solidificação Unidirecional
Procedimento para Controle do Fluxo de Calor
• Moldes de paredes finas ⇒⇒⇒⇒ moldes tipo casca cerâmica (fundição de precisão), aquecido a uma T >>>> T liquidus.
• Resfriador (refrigerado a água) na base do molde.
• Vazamento do metal liquido ⇒⇒⇒⇒ o molde e resfriado a partir da extremidade resfriada através do deslocamento progressivo do mesmo dentro do forno.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
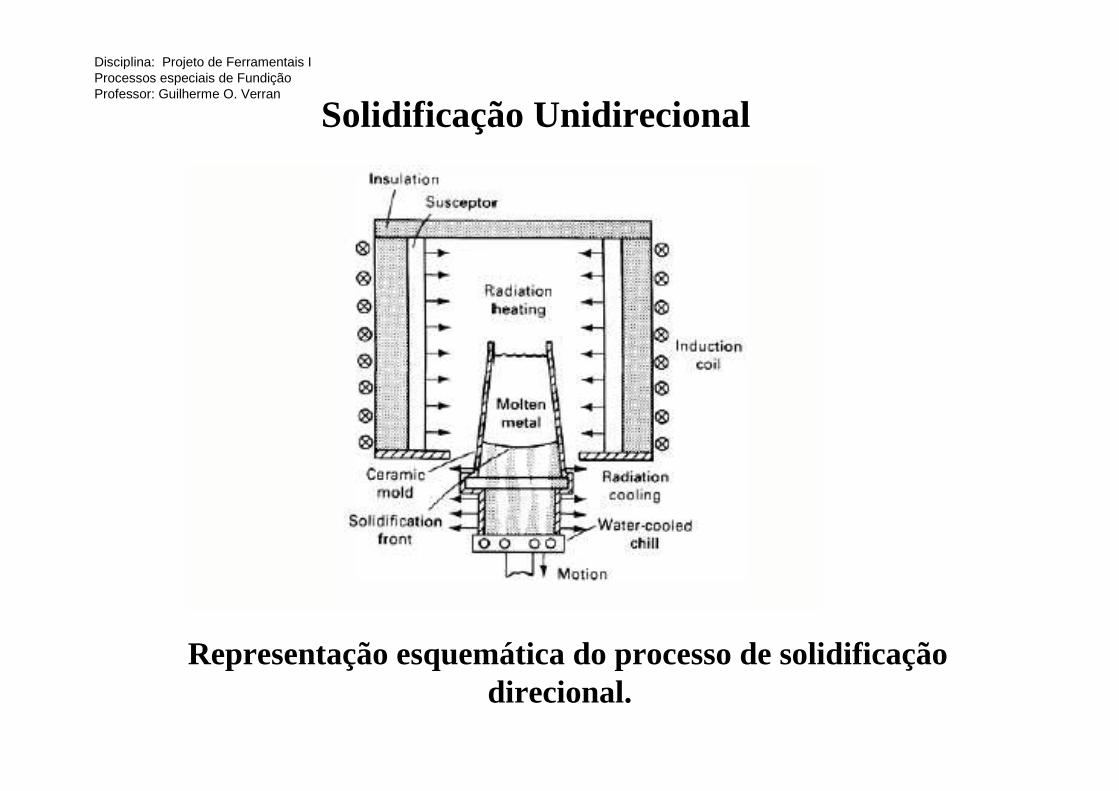
Solidificação Unidirecional
Representação esquemática do processo de solidificação direcional.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
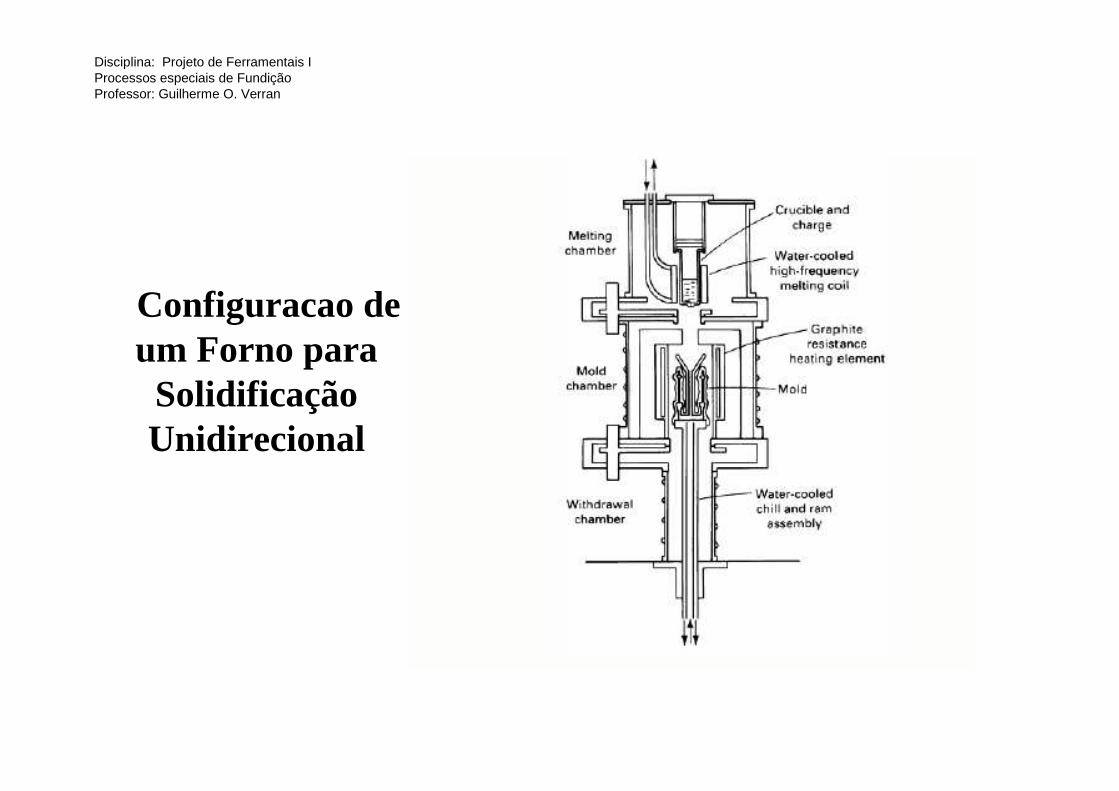
Configuracao de um Forno paraSolidificação Unidirecional
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
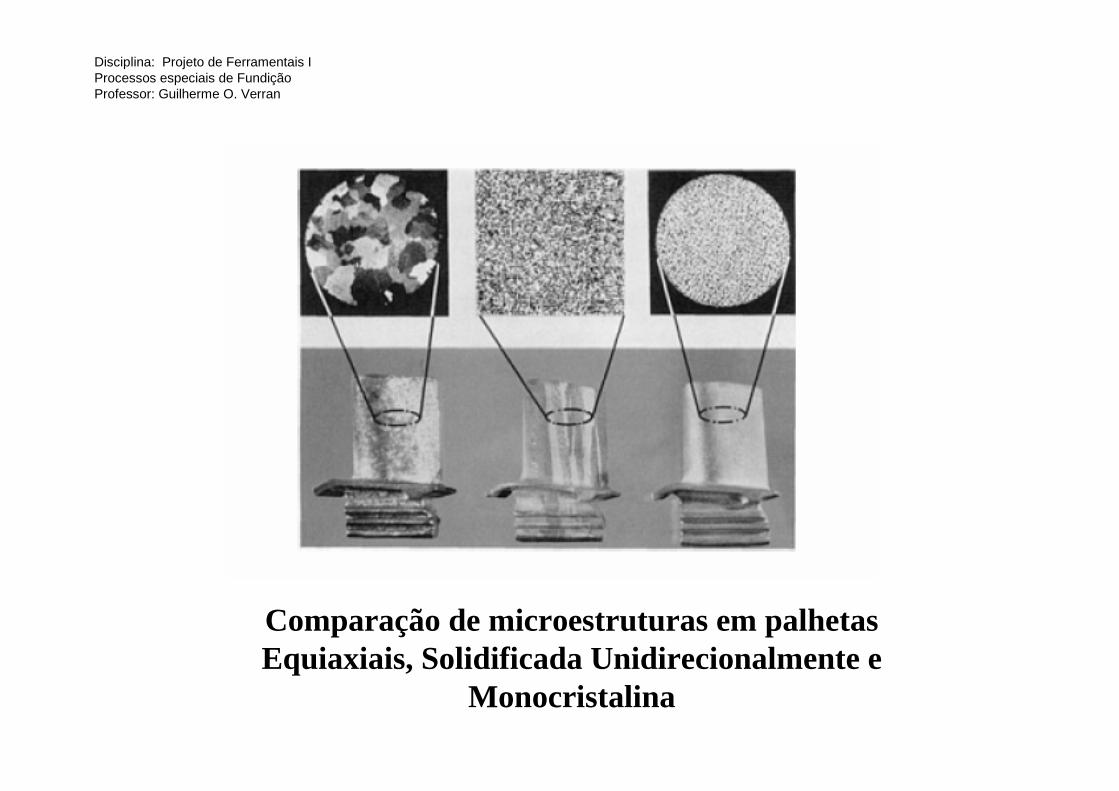
Comparação de microestruturas em palhetas Equiaxiais, Solidificada Unidirecionalmente e
Monocristalina
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
Obtenção de Monocristais
• Monocristais são produzidos usando técnicas similares as usadas para a produção de pecas solidificadas unidirecionalmente, com uma importante diferença.
• Necessidade de uma técnica que permita o crescimento preferencial de um grão com uma determinada direção de crescimento.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
Maior monocristal de Si produzido comercialmente no mundo atualmente, mede 8” e pesa 100 kg.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
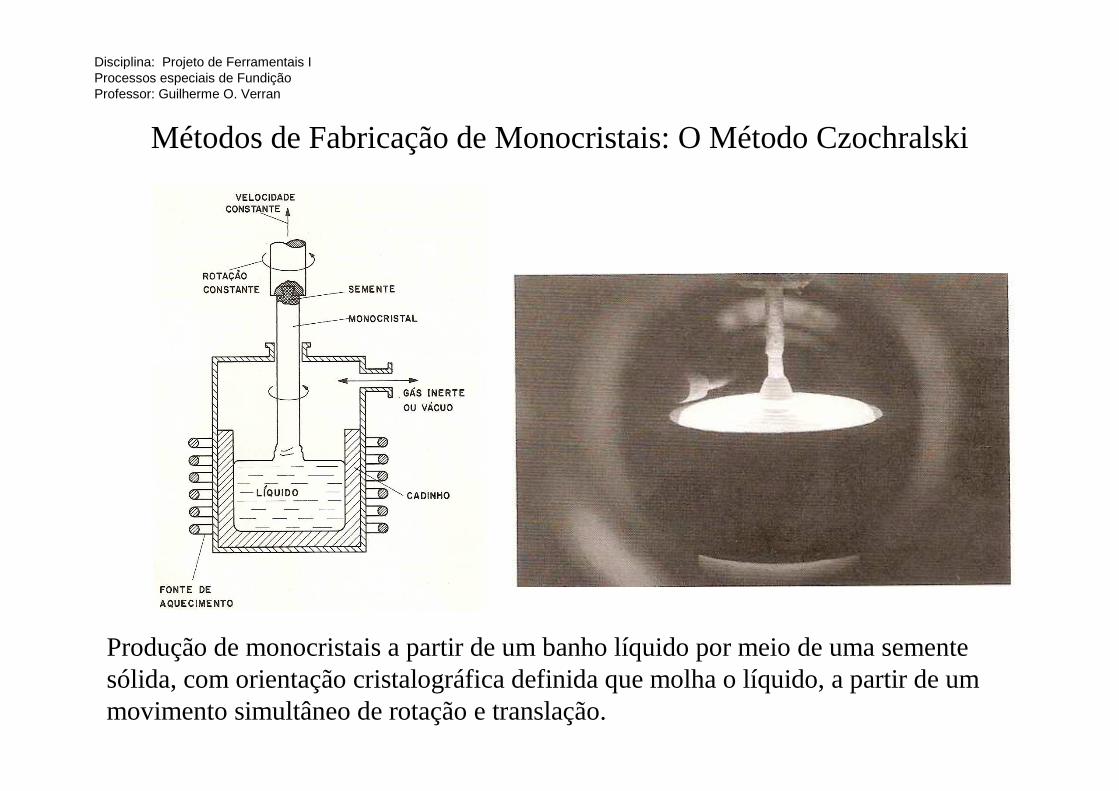
Métodos de Fabricação de Monocristais: O Método Czochralski
Produção de monocristais a partir de um banho líquido por meio de uma semente sólida, com orientação cristalográfica definida que molha o líquido, a partir de um movimento simultâneo de rotação e translação.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran

Métodos de Fabricação de Monocristais: O Método de Bridgman
Esquema de um forno de Bridgman para a produção de monocristais de Al. A semente serve de substrato de crescimento enquanto o cadinho desce contra um gradiente positivo.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
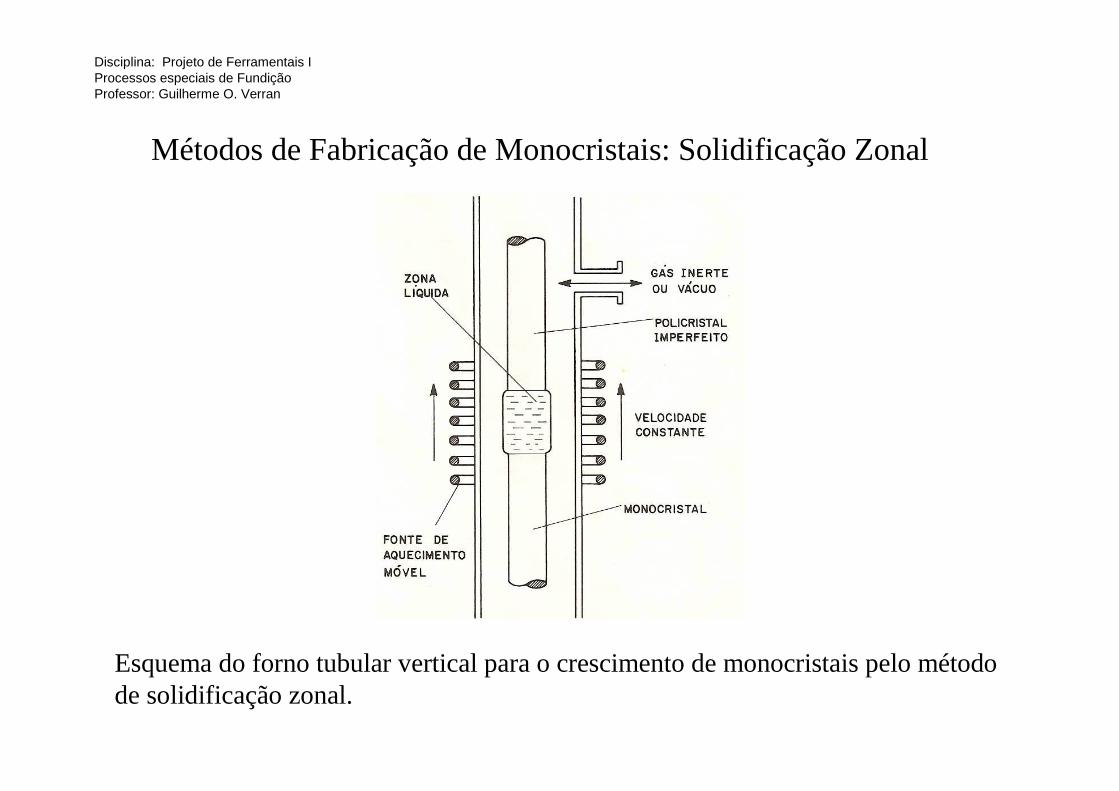
Métodos de Fabricação de Monocristais: Solidificação Zonal
Esquema do forno tubular vertical para o crescimento de monocristais pelo método de solidificação zonal.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran

Métodos de Fabricação de Monocristais: Fabricação de Palhetas (Método de Bridgman)
Esquemas de fornos para a produção de palhetas de turbina monocristalina: (a) Aquecimento da base por indução, com deslocamento de cadinho; (b) Aquecimento,
por resistores elétricos, de três zonas, estáticas.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran

Métodos de Fabricação de Monocristais: Fabricação de Palhetas (Método de Bridgman)
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
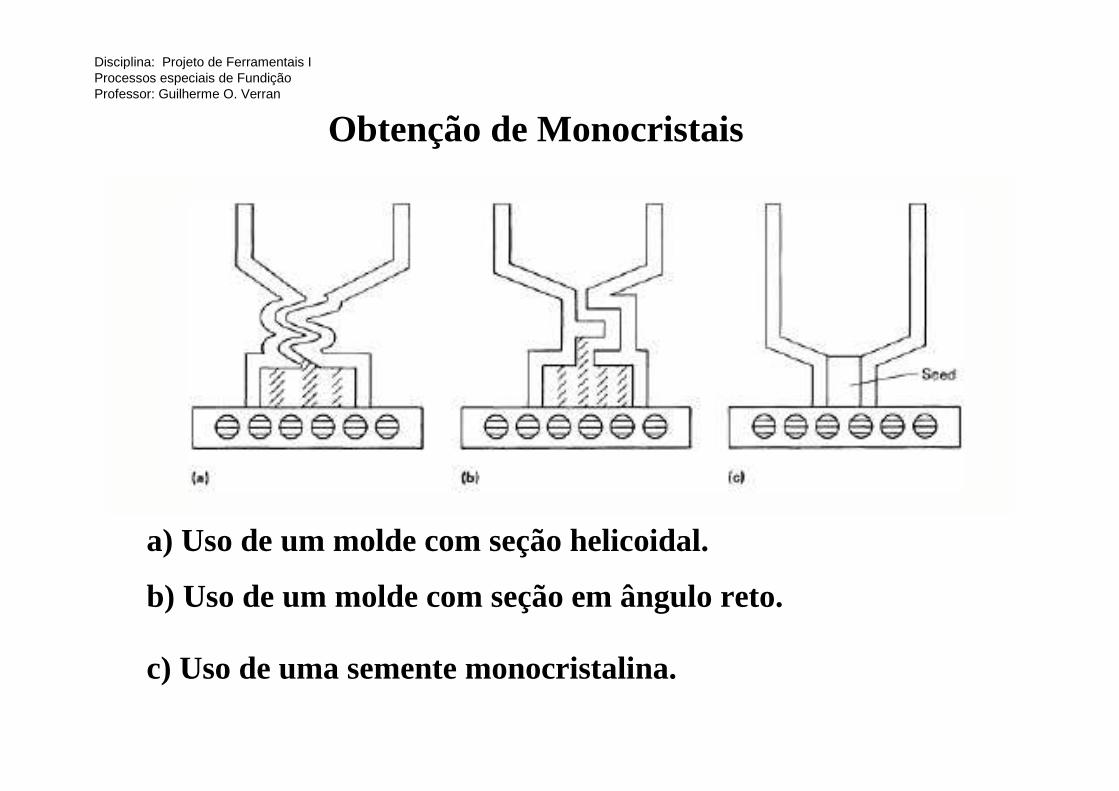
Obtenção de Monocristais
a) Uso de um molde com seção helicoidal.
b) Uso de um molde com seção em ângulo reto.
c) Uso de uma semente monocristalina.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
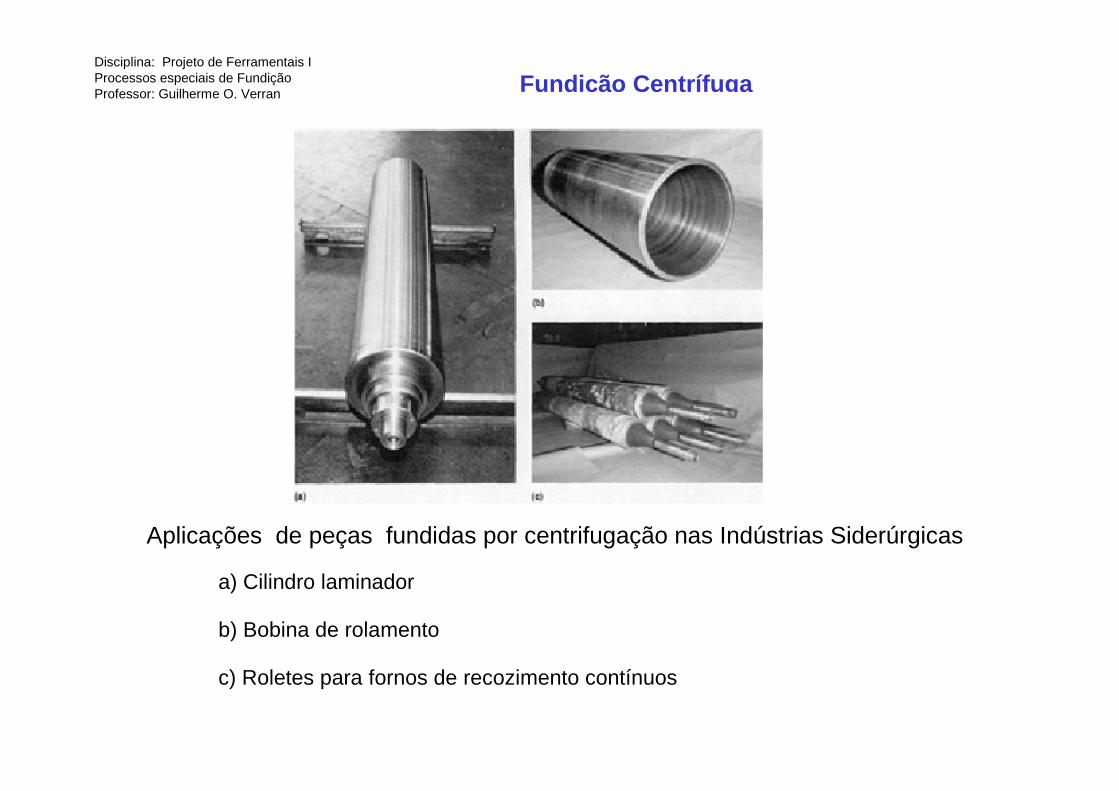
Fundição Centrífuga
Aplicações de peças fundidas por centrifugação nas Indústrias Siderúrgicas
a) Cilindro laminador
b) Bobina de rolamento
c) Roletes para fornos de recozimento contínuos
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran

Fundição Centrífuga
Aplicações de peças fundidas por centrifugação em plataformas de petróleo
a) Suportes de elevadores.
b) Tubos de sucção.
c) Buckle-crack arrestor
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
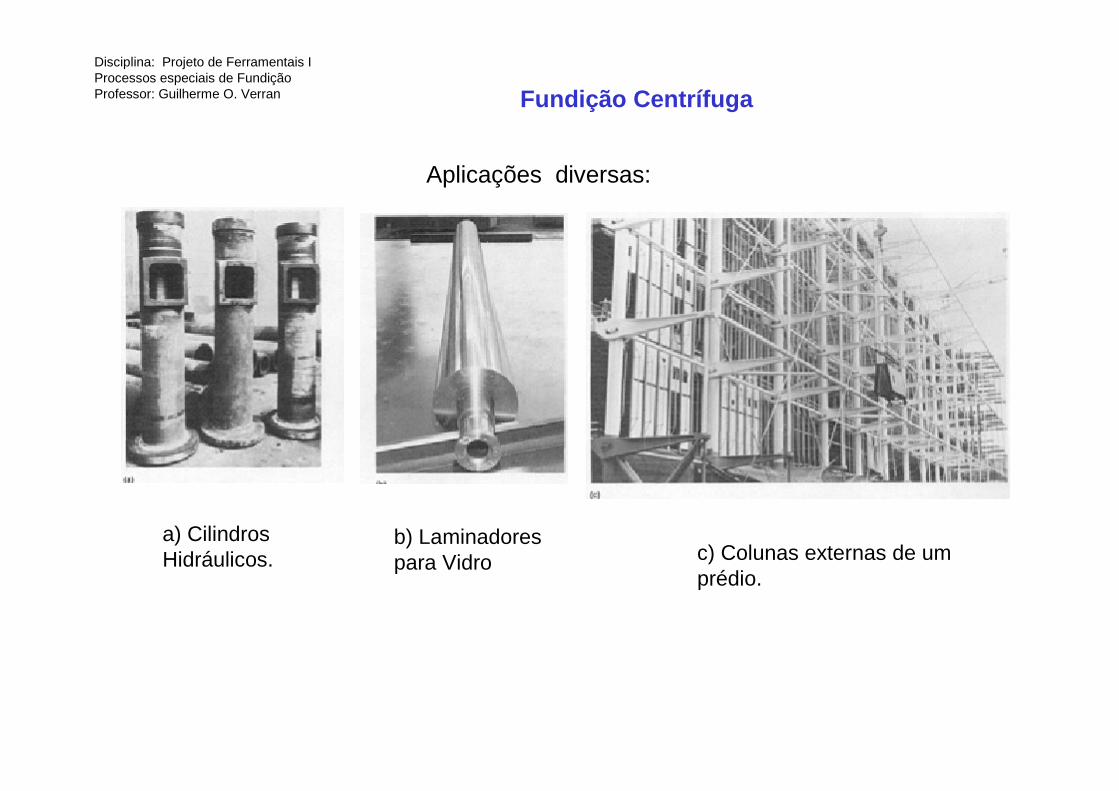
Fundição Centrífuga
Aplicações diversas:
a) Cilindros Hidráulicos.
b) Laminadores para Vidro c) Colunas externas de um
prédio.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
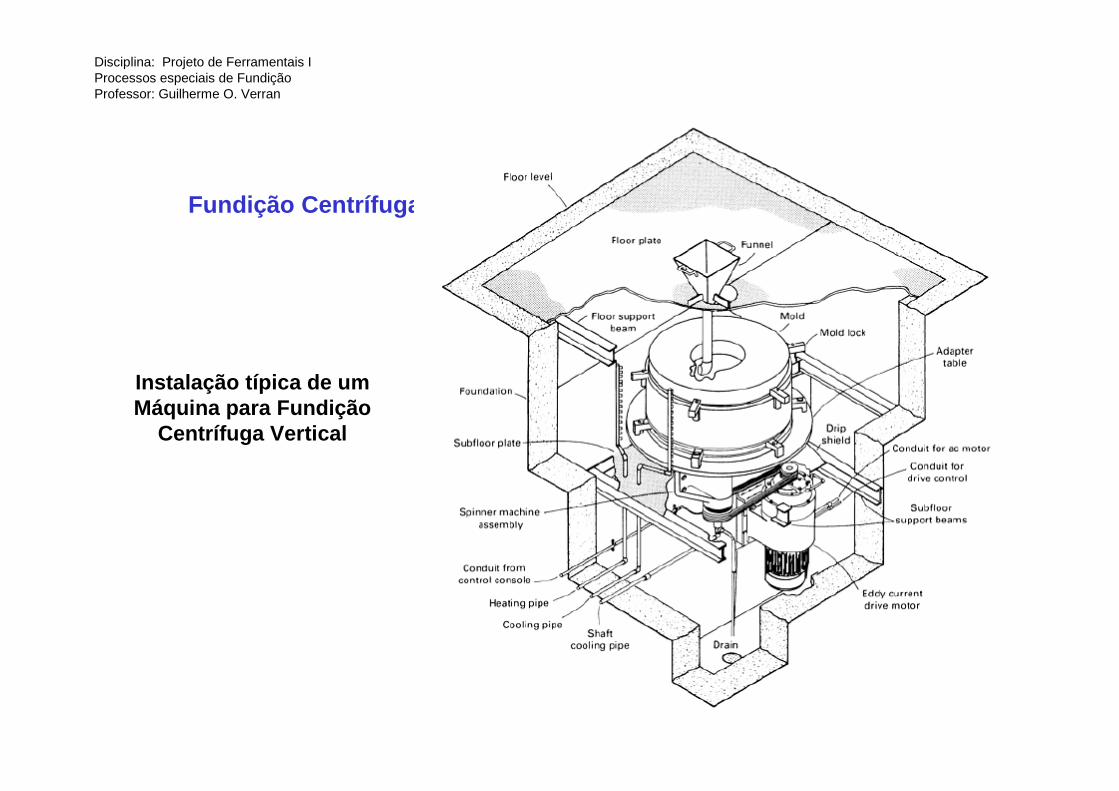
Fundição Centrífuga
Instalação típica de um Máquina para Fundição
Centrífuga Vertical
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
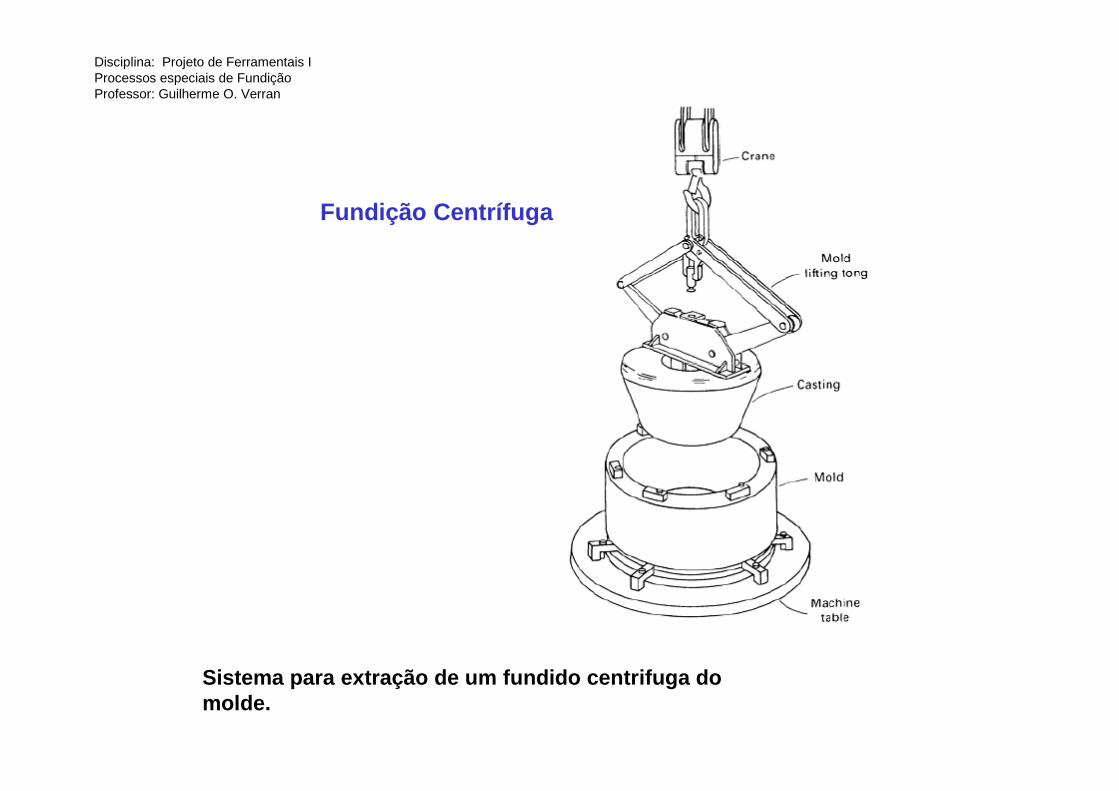
Fundição Centrífuga
Sistema para extração de um fundido centrifuga do molde.
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
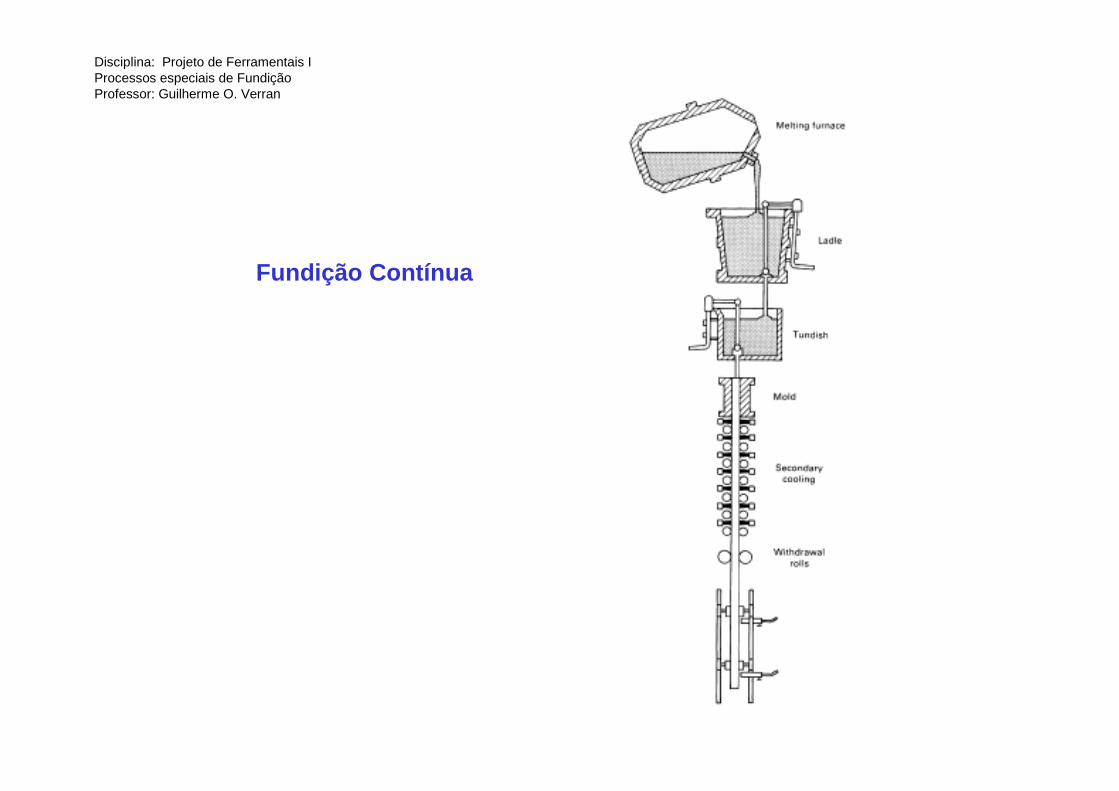
Fundição Contínua
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
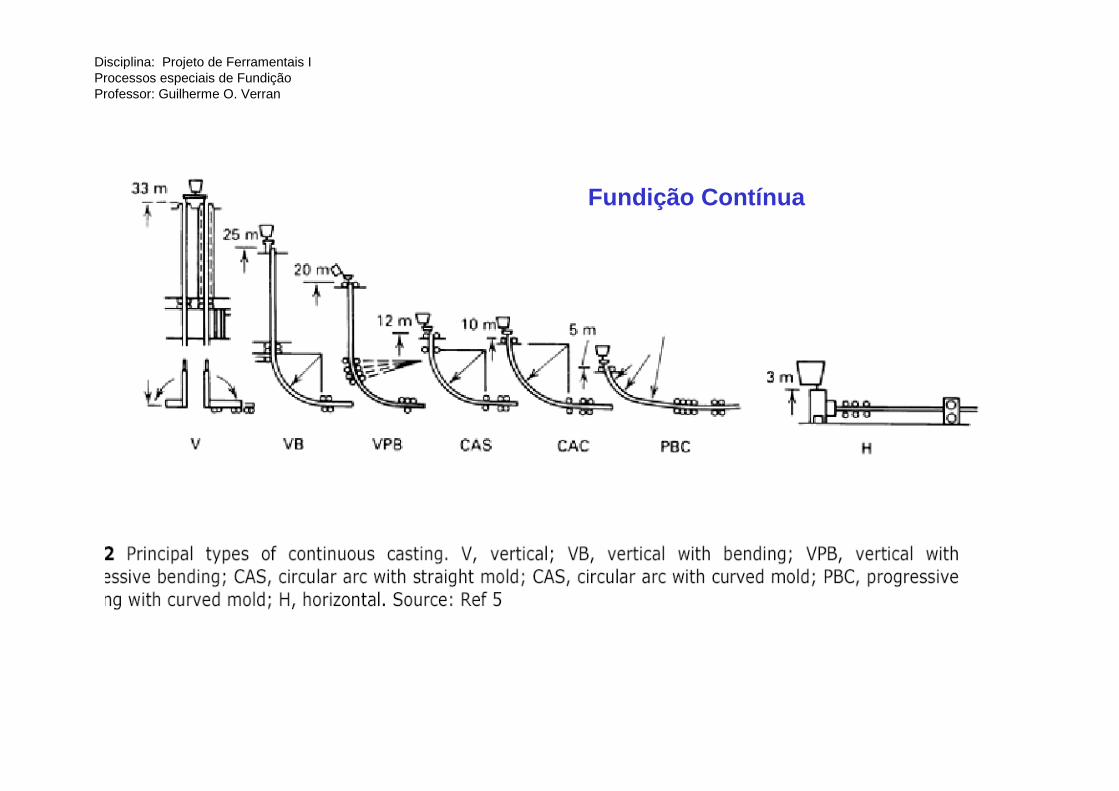
Fundição Contínua
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
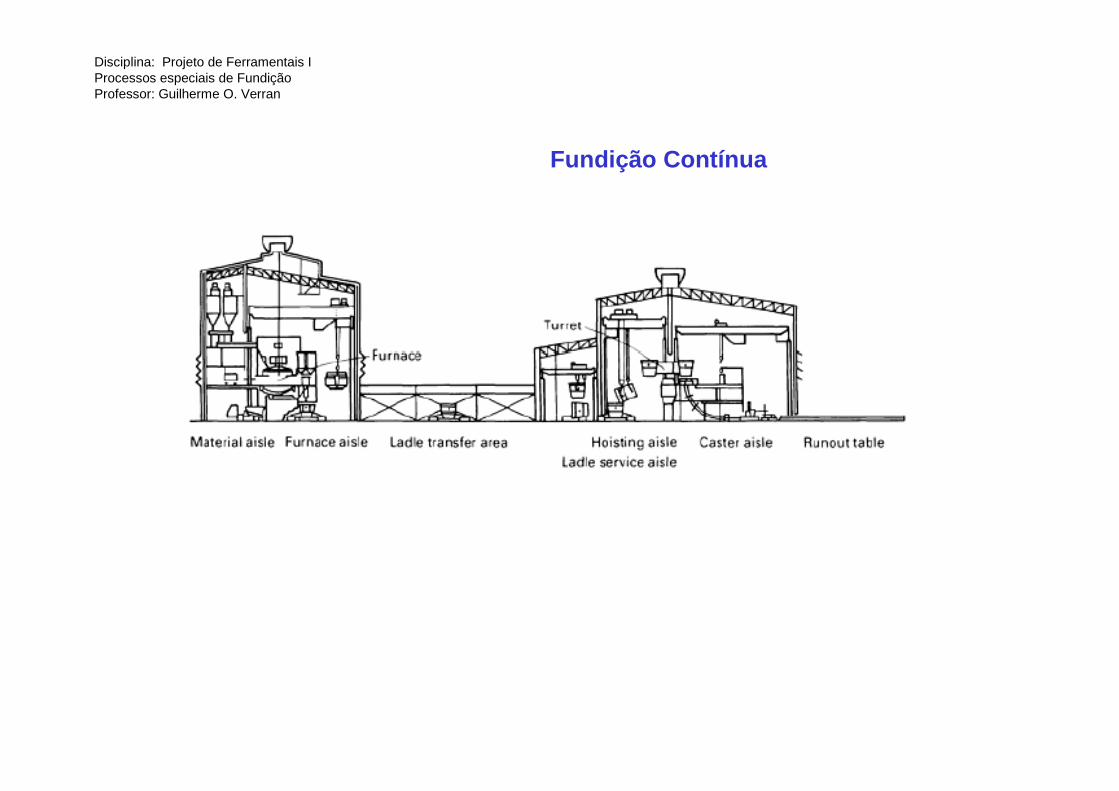
Fundição Contínua
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
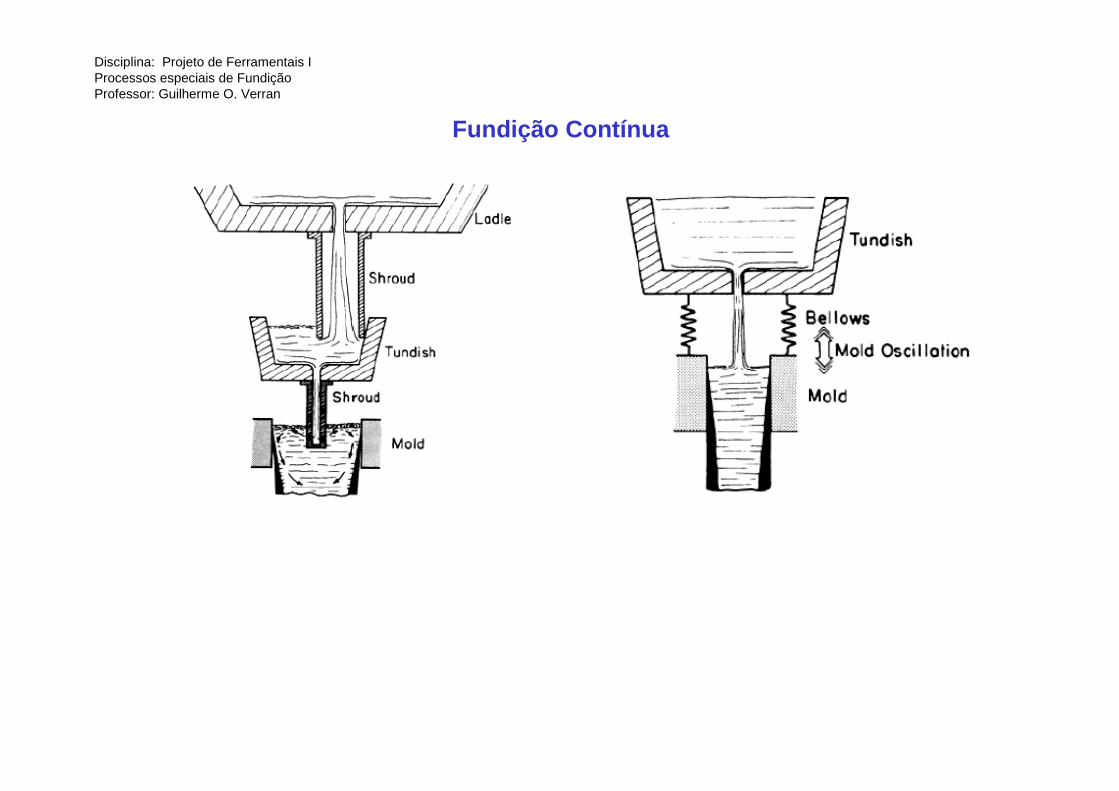
Fundição Contínua
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
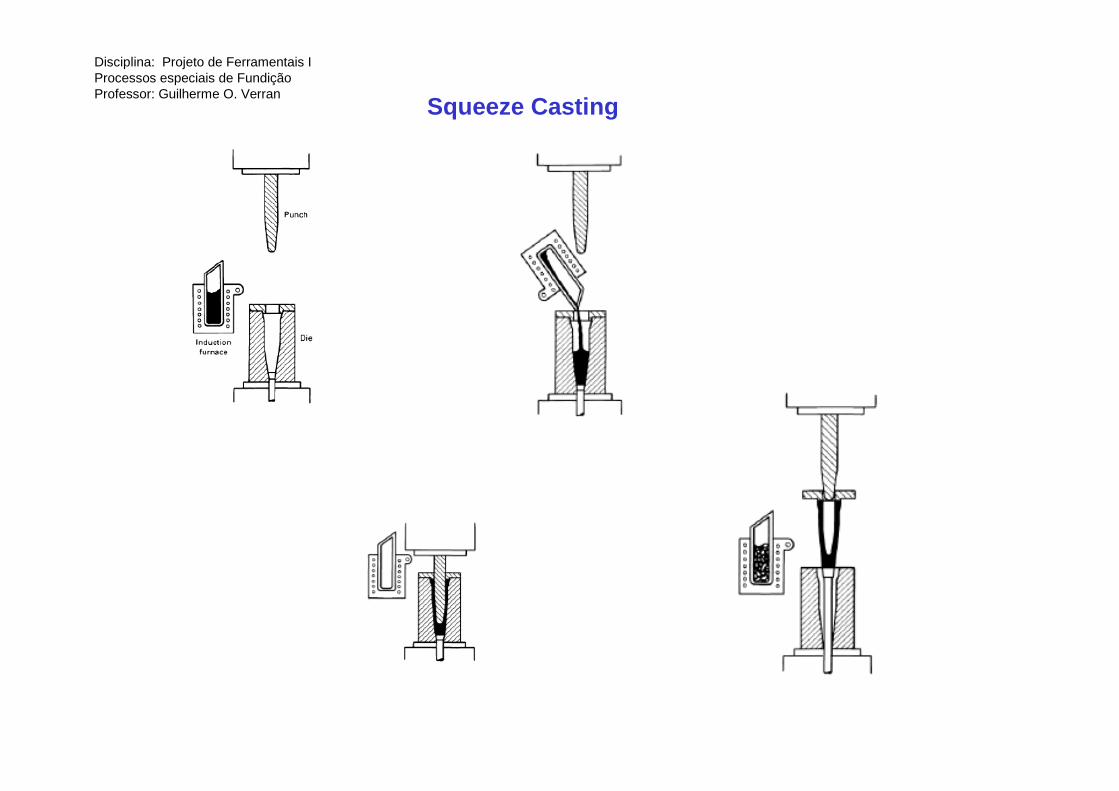
Squeeze Casting
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
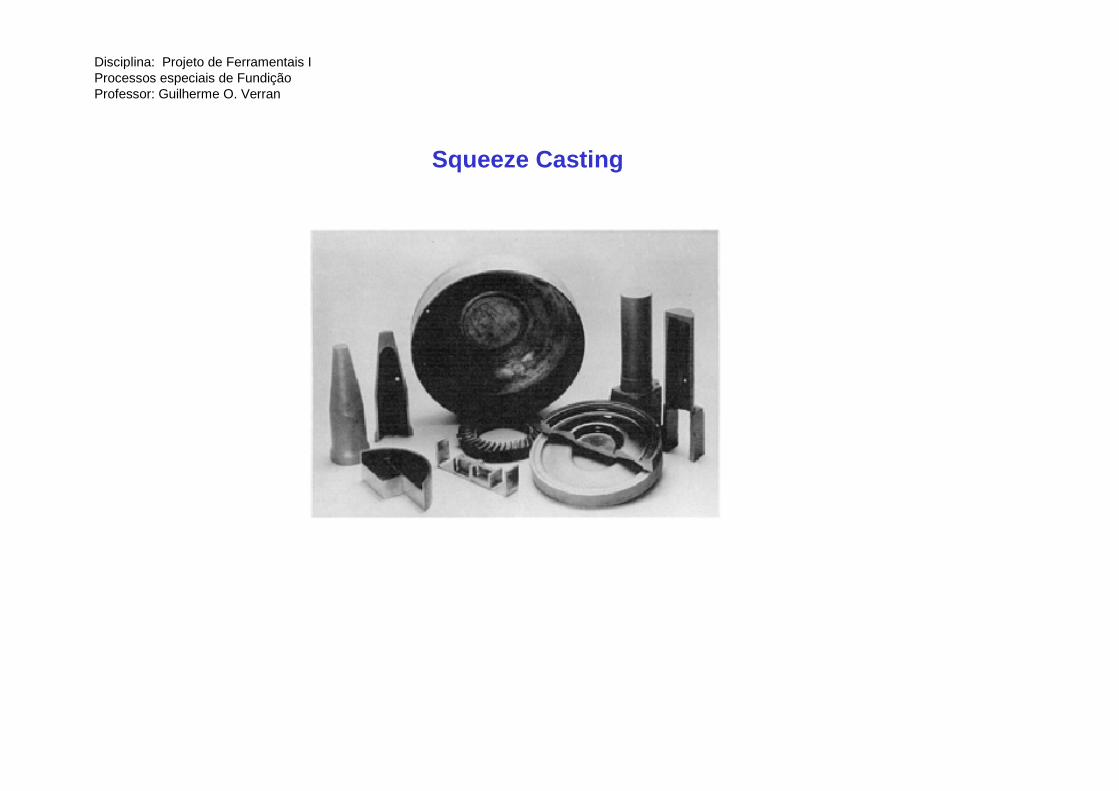
Squeeze Casting
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
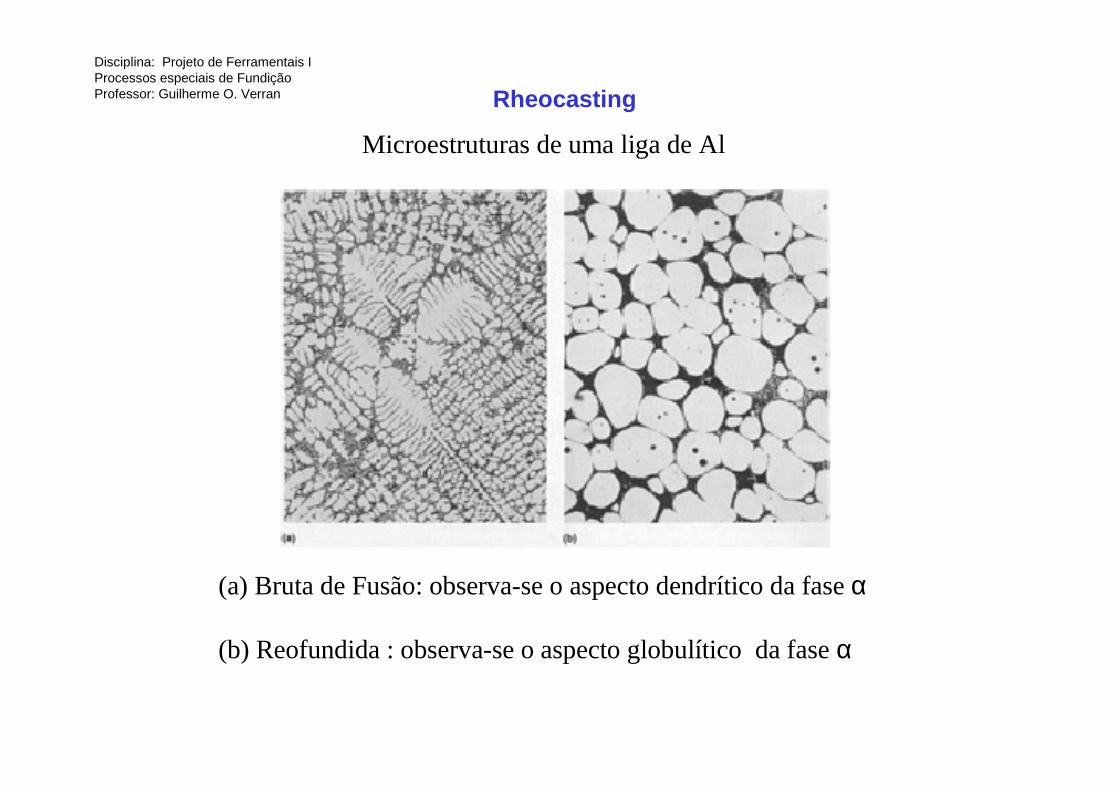
Rheocasting
(a) Bruta de Fusão: observa-se o aspecto dendrítico da fase α
Microestruturas de uma liga de Al
(b) Reofundida : observa-se o aspecto globulítico da fase α
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
Rheocasting
Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran
RheocastingDisciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran

Disciplina: Projeto de Ferramentais IProcessos especiais de FundiçãoProfessor: Guilherme O. Verran