Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA QUÍMICA
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA QUÍMICA
DISSERTAÇÃO DE MESTRADO
EFEITO DE VARIÁVEIS DE PROCESSO NO TEMPO
DE FERMENTAÇÃO DA CERVEJA E NA
CONCENTRAÇÃO DAS DICETONAS VICINAIS
TOTAIS (TVDK)
Claudio Dantas de Medeiros
Orientadora: Profª Drª Márcia Regina da S. Pedrini
Natal/RN
Setembro/2010

Claudio Dantas de Medeiros
EFEITO DE VARIÁVEIS DE PROCESSO NO TEMPO DE
FERMENTAÇÃO DA CERVEJA E NA CONCENTRAÇÃO DAS
DICETONAS VICINAIS TOTAIS (TVDK)
Dissertação de Mestrado apresentada ao Programa
de Pós-Graduação em Engenharia Química, sob a
orientação da Profª. Drª. Márcia Regina da Silva
Pedrini.
Natal/RN
Setembro/2010

Catalogação da Publicação na Fonte.
UFRN / CT / PPGEQ
Biblioteca Setorial “Professor Horácio Nicolas Solimo”.
Medeiros, Claudio Dantas de.
Efeito de variáveis de processo no tempo de fermentação da cerveja e na
concentração das dicetonas vicinais totais (TVDK) / Claudio Dantas de Medeiros. -
Natal, 2010.
74 f.: il.
Orientadora: Márcia Regina da S. Pedrini.
Dissertação (Mestrado) - Universidade Federal do Rio Grande do Norte. Centro
de Tecnologia. Departamento de Engenharia Química. Programa de Pós-
Graduação em Engenharia Química.
1. Cerveja – Fermentação - Dissertação. 2. Dicetonas vicinais (VDK) -
Dissertação. 3. Levedura – Acidificação - Dissertação. I. Pedrini, Márcia Regina da
S. II. Universidade Federal do Rio Grande do Norte. III. Título.
RN/UF/BSEQ CDU 663.4 (043.3)


MEDEIROS, Claudio Dantas – Efeito de variáveis de processo no tempo de fermentação e
na concentração das dicetonas vicinais totais. Dissertação de Mestrado, UFRN, Programa de
Pós-Graduação em Engenharia Química.
Orientação: Profª. Drª. Márcia Regina da Silva Pedrini.
___________________________________________________________________________
RESUMO: Dentre os principais desafios que se apresentam no mercado industrial de
produção de cerveja nos dias atuais, podemos citar o abastecimento do mercado com o menor
custo possível e com qualidade, visando garantir as expectativas dos clientes e consumidores.
A etapa de fermentação da cerveja representa aproximadamente 70% de todo o tempo
necessário para sua produção, tendo uma obrigatoriedade de rigorosos controles de processo,
para não se tornar gargalo da produção de cerveja. Essa etapa é responsável pela formação de
uma série de subprodutos, os quais, ao mesmo tempo em que são determinantes da
composição do buquê de aromas existentes na cerveja, se produzidos em maior quantidade,
podem passar para o produto final sabor e odor desagradáveis. Dentre esses subprodutos, as
dicetonas vicinais totais constituem o principal componente, uma vez que, além de serem
limitantes quanto à trasfega do produto para as etapas subsequentes, possuem um baixo limiar
de percepção pelo consumidor e passam sabor e odor desagradáveis. Devido à instabilidade
da qualidade das matérias primas principais e dos controles de processo durante a
fermentação, o desenvolvimento de formas alternativas de produção de cerveja com impactos
positivos no tempo total de fermentação e na qualidade do produto final, é um grande desafio
dentro das cervejarias. Neste trabalho, foi realizada uma acidificação prévia do fermento
pastoso, utilizando-se, para isso, ácido fosfórico, grau alimentício e reduzindo-se o pH do
fermento de aproximadamente 5,30 para 2,20. Além disso, com intuito de minimizar os
valores máximos encontrados de dicetonas totais no tanque fermentador, foram alteradas
duas variáveis de entrada: a curva de temperatura e a multiplicação celular. Obtiveram-se,
como melhores resultados, o tempo total de fermentação de 151 horas e concentração de
dicetonas totais de 0,08 ppm. Desta forma, foi confirmado que a acidificação prévia do
fermento, bem como o controle de temperatura e multiplicação celular no processo
fermentativo, aumentam a performance do processo através da redução das dicetonas totais e
conseqüentemente, a redução do tempo total de fermentação com concentração de dicetonas
abaixo do valor esperado (Max: 0,10 ppm).
Palavras chave: cerveja, dicetonas, levedura, fermentação.

ABSTRACT
MEDEIROS, Claudio Dantas – Effect of process variables in fermentation time and in total
vicinal diketones concentration. Mastering Dissertation, UFRN, Chemical Engineering
Graduation Program.
Orientation: Dr. Márcia Regina da Silva Pedrini.
___________________________________________________________________________
ABSTRACT: Among the main challenges in the beer industrial production is the market
supply at the lowest cost and high quality, in order to ensure the expectations of customers
and. consumers The beer fermentation stage represents approximately 70% of the whole time
necessary to its production, having a obligatoriness of strict process controls to avoid
becoming bottleneck in beer production. This stage is responsible for the formation of a
series of subproducts, which are responsible for the composition of aroma/bouquet existing
in beer and some of these subproducts, if produced in larger quantities, they will confer
unpleasant taste and odor to the final product. Among the subproducts formed during the
fermentation stage, total vicinal diketones is the main component, since it is limiting for
product transfusion to the subsequent steps, besides having a low perception threshold by the
consumer and giving undesirable taste and odor. Due to the instability of main raw materials
quality and also process controls during fermentation, the development of alternative forms
of beer production without impacting on total fermentation time and final product quality is a
great challenge to breweries. In this work, a prior acidification of the pasty yeast was carried
out, utilizing for that phosphoric acid, food grade, reducing yeast pH of about 5.30 to 2.20
and altering its characteristic from flocculent to pulverulent during beer fermentation. An
increase of six times was observed in amount of yeast cells in suspension in the second
fermentation stage regarding to fermentations by yeast with no prior acidification. With
alteration on two input variables, temperature curve and cell multiplication, which goal was
to minimize the maximum values for diketones detected in the fermenter tank, a reduction
was obtained from peak of formed diacetyl and consequently contributed to reduction in
fermentation time and total process time. Several experiments were performed with those
process changes in order to verify the influence on the total fermentation time and total
vicinal diketones concentration at the end of fermentation. This experiment reached as the
best production result a total fermentation time of 151 hours and total vicinal diketone
concentration of 0.08 ppm. The mass of yeast in suspension in the second phase of
fermentation increased from 2.45 x 106 to 16.38 x 106 cells/mL of yeast, which fact is key
to a greater efficiency in reducing total vicinal diketones existing in the medium, confirming
that the prior yeast acidification, as well as the control of temperature and yeast cell
multiplication in fermentative process enhances the performance of diketones reduction and
consequently reduce the total fermentation time with diketones concentration below the
expected value (Max: 0.10 ppm).
Keywords: beer, diketones, yeast, fermentation.

A minhas Filhas (Yasmin e Giulia) e Esposa (Fabiana)
e a toda a minha Família e Amigos, pessoas que me
deram apoio integral nos momentos difíceis.
Por todo amor e compreensão.
DEDICO.

Agradecimentos
A Deus, fonte de vida, pelas bênçãos a mim concedidas e pela oportunidade de viver.
À minha mãe e meu pai, que tanto vibraram durante toda esta jornada, pelo exemplo,
amor e apoio incondicional na minha formação acadêmica.
Aos meus colegas de Faculdade, que tantas vezes me ajudaram com orientação,
incentivo e uma palavra amiga e de carinho. Em especial a Klismeryane Costa, que sempre
me cobrou a conclusão do material, me puxando e ajudando através de orientação acadêmica,
com o objetivo de me fazer concluir minha Pós-Graduação.
Aos amigos do trabalho, com quem pude compartilhar toda a execução do Projeto.
Aos operadores de produção, técnicos químicos do Laboratório de Cerveja e em especial aos
amigos Emanuell Rodrigo e Nanci Dias, pelo apoio incondicional durante a etapa prática na
execução do Projeto em campo.
Ao meu amigo e gerente Luiz Gustavo, pela pronta flexibilização do horário de
trabalho, visando a facilitar minhas idas às aulas e a execução das práticas dentro da planta de
produção da unidade. Minha eterna gratidão por tal demonstração de sensibilidade e
compreensão, sem o quê, não teria sido possível iniciar tal etapa da minha formação
acadêmica.
À minha Orientadora, Márcia Regina da S. Pedrini, pela orientação, serenidade e,
principalmente, pela confiança que depositou em mim para a realização deste trabalho,Você
confiou e me conduziu para o sucesso. Nunca irei esquecer o que você fez por mim, muito
obrigado.
Não poderia esquecer as pessoas mais importantes e que estiveram ao meu lado em
todos os momentos. Minhas filhas Yasmin e Giulia e em especial a minha esposa Fabiana pela
compreensão dos meus momentos de ausência do seio da nossa família para me dedicar a
escrever este documento, por ter cuidado muito bem das nossas filhas enquanto eu me
dedicava a conclusão da minha pós graduação. A vocês a base sólida que me fez perder noites
e noites de sono e tenham certeza que um dia seremos todos recompensados por este esforço.
Amo vocês!
SUMÁRIO
1. Introdução Geral ..................................................................................................................... 2 2. Revisão bibliográfica .............................................................................................................. 6
2.1. Cerveja ............................................................................................................................ 6 2.1.1. Matérias Primas ........................................................................................................ 6
2.1.1.1 Água cervejeira ............................................................................................................................ 7 2.1.1.2 Malte da Cevada ........................................................................................................................... 8 2.1.1.3 Adjuntos não malteados ............................................................................................................... 9 2.1.1.4 Lúpulo ........................................................................................................................................ 12
2.2. Processo de fabricação de cerveja ................................................................................. 14
2.2.1 Elaboração do mosto (sala de brassagem) ............................................................. 14 2.2.1.1 Cozimento do adjunto ................................................................................................................. 14 2.2.1.2 Mostura ....................................................................................................................................... 15 2.2.1.3 Filtração do mosto ....................................................................................................................... 16 2.2.1.4 Cozimento do mosto................................................................................................................... 16 2.2.1.5 Resfriamento do mosto................................................................................................................ 17
2.2.2. Fermentação da cerveja .......................................................................................... 18 2.2.2.1 Levedura ...................................................................................................................................... 18 2.2.2.2 Efeito da Acidificação da levedura/fermento .............................................................................. 20 2.2.2.1 Efeito do aumento da concentração de fermento e da temperatura ............................................. 21 2.2.2.1 Fermentação ................................................................................................................................ 22
2.2.3. Maturação ............................................................................................................... 26 2.2.4. Filtração da cerveja ................................................................................................. 27
2.2.5. Envasamento da cerveja ........................................................................................ 27 2.3. Diacetil .......................................................................................................................... 27
2.3.1 pH. ........................................................................................................................... 31 2.3.2 Alfa amino nitrogênio (FAN) .................................................................................. 31 2.3.3 Fermento .................................................................................................................. 31 2.3.4 Contaminação microbiológica ................................................................................ 32
3. Metodologia experimental .................................................................................................... 34 3.1 Levedura e meio de cultivo ........................................................................................... 34 3.2 Determinação da concentração de células e viabilidade ............................................... 34 3.3 Fermentador ................................................................................................................... 35 3.4 Aeração .......................................................................................................................... 35
3.5 Controle da temperatura ................................................................................................ 35 3.6 Determinação do pH ...................................................................................................... 36
3.7 Análise de dicetonas totais .............................................................................................. 36 3.8 Lavagem ácida do fermento .......................................................................................... 36 3.9 Alterações na concentração de fermento e efeito da temperatura ................................. 38
4. Resultados e discussão ......................................................................................................... 41 4.1 Acidificação da levedura ................................................................................................ 41
4.2 Aumento da quantidade de células vivas de fermento adicionados................................ 45 4.3 - Temperatura de fermentação ........................................................................................ 47
5. Conclusão ............................................................................................................................. 53 6. Referências bibliográficas .................................................................................................... 55 Anexos ...................................................................................................................................... 59

ÍNDICE DE FIGURA
Figura 2. 1 Planta do processo de fabricação de cerveja. Fonte: Antunes, 2003. ....................... 6
Figura 2. 2. Representação da cevada de (A) duas e (B) seis fileiras. Fonte: Tschope, 2001. ... 9 Figura 2. 3 Tipos de adjuntos e seus locais de utilização. ........................................................ 10 Figura 2. 4. Efeito do percentual (%) de adjunto adicionado ao mosto x Concentração de
diacetil. Fonte: Brites et al., 2000. ............................................................................................ 12 Figura 2. 5. Plantação de lúpulo, corredor de uma plantação de lúpulo e a flor do lúpulo
respectivamente. Fonte: www.cervesia.com.br ........................................................................ 13 Figura 2. 6. Imagem de células de levedura do tipo Saccharomyces cerevisae, utilizadas no
processo de fermentação da cerveja. Fonte: Brites et al., 2000................................................ 19 Figura 2. 7. Representação esquemática da multiplicação celular através de um processo
chamado “gemulação” ou “brotamento”. Fonte: Kunze, 1999. ............................................... 21 Figura 2. 8. Fases do metabolismo de uma levedura durante a fermentação cervejeira. ......... 22 Figura 2. 9. Consumo de substrato pela levedura em função do tempo. Fonte: Brites et al.,
2000. ......................................................................................................................................... 25
Figura 2. 10. Curvas de temperatura, consumo de substrato e formação e redução das
Dicetonas Vicinais. Fonte: Vogel & Todaro,1997. ................................................................... 26 Figura 2. 11. Representação do metabolimo da levedura cervejeira e os principais compostos
químicos formados e consumidos na rota metabólica das Dicetonas Vicinais. Fonte: Vogel &
Tadaro (1997). .......................................................................................................................... 29 Figura 2. 12. Principais compostos químicos envolvidos na formação e redução das Dicetonas
Vicinais através de uma célula de levedura. Fonte: Brites et al. (2000). .................................. 30 Figura 2. 13. Síntese do aminoácido valina pela célula de levedura e sua consequente
formação e redução do diacetil. Fonte: Stwart & Russel (2005). ............................................. 30
Figura 2. 14. Consumo de substrato pela levedura, formação e redução do precusor do diacetil
(Alfa-acetolactato) e do Diacetial ao longo de uma fermentação cervejeira. Brites et al.,
(2000). ...................................................................................................................................... 31
Figura 3. 1. Representação esquemática do processo de acidificação do fermento no tanque de
armazenamento e posterior dosagem no mosto cervejeiro. ...................................................... 38
Figura 4. 1. Curva de formação e redução das dicetonas vicinais durante uma fermentação
cervejeira, antes da acidificação do fermento e após esta, com efeito do sulfato de zinco na
solução ácida............................................................................................................................. 42 Figura 4. 2. Curva de formação e redução das dicetonas vicinais durante uma fermentação
cervejeira, antes da acidificação do fermento e após esta, com efeito do sulfato de zinco na
solução ácida............................................................................................................................. 43
Figura 4. 3.Resultados de pH do fermento pastoso sem acidificação e com acidificação e
quantidade de células em suspensão no final da fermentação, com fermentações que utilizam
levedura sem acidificação e com acidificação prévia. .............................................................. 44 Figura 4. 4. Resultados de pH do fermento pastoso durante a coleta no tanque fermentador e
viabilidade do fermento coletado sem acidificação e com acidificação prévia da levedura. ... 45 Figura 4. 5. Resultados de performance de fermentação cervejeira com efeito do crescimento
celular do fermento, baseados no binômio aumento da concentração celular do fermento e
redução da aeração do fermento/mosto cervejeiro. .................................................................. 46 Figura 4. 6. Resultados de crescimento celular do fermento, horas de aeração do mosto
cervejeiro e vitalidade do fermento. ......................................................................................... 47 Figura 4. 7. Resultados da curva de formação e redução das dicetonas totais, após alteração na

curva de temperatura de fermentação. ...................................................................................... 48 Figura 4. 8. Resultados da curva de formação e redução das dicetonas totais, antes e após a
alteração na curva de temperatura da fermentação. .................................................................. 49
Figura 4. 9. Resultados da curva de formação e redução das dicetonas totais e tempo total de
fermentação, analisando-se cada variável isoladamente. ......................................................... 50 Figura 4. 10. Resultados do tempo total de redução das dicetonas totais, antes e após das
alterações de processo propostas no trabalho ........................................................................... 51 Figura 4. 11. Resultados do tempo total de fermentação, antes e após das alterações de
processo propostas no trabalho estas. ....................................................................................... 51

ÍNDICE DE TABELAS
Tabela 2. 1. Composição química de diversos adjuntos (cereais) utilizados na fabricação de
cerveja. Fonte: Tschope, 2001. ................................................................................................. 11 Tabela 2. 2 Classes de aminoácidos e seus respectivos componentes. Fonte: (Stanbury,
Whitaker; Hall,1995). ............................................................................................................... 12 Tabela 2. 3. Composição química do lúpulo e os respectivos percentuais de cada componente.
Fonte: Kunze,1999. .................................................................................................................. 14 Tabela 2. 4. Objetivos desejados durante um processo de clarificação de cerveja. .................. 16

Capítulo 1
Introdução Geral

Introdução Geral
Claudio Dantas de Medeiros, Setembro/2010
2
1. Introdução Geral
A cerveja é uma bebida apreciada desde os tempos das civilizações antigas,
caracterizando-se pela simplicidade da fórmula e pela complexidade do preparo. Por
definição, a cerveja é um extrato de malte de cevada, fervido, lupulado, resfriado e
fermentado, que contém uma pequena quantidade de álcool, gás carbônico e açúcares não-
fermentecíveis. É considerado um alimento quase completo, pois sua composição engloba
compostos como: proteínas, aminoácidos, carboidratos (glucose, maltose, dextrinas etc),
elementos minerais diversos (cálcio, fósforo, enxofre, etc), álcool, anidrido carbônico e
grande parte das vitaminas do complexo B (Tschope, 2001).
Na indústria cervejeira, o processo produtivo divide-se basicamente em quatro etapas
distintas, que são: elaboração do mosto, fermentação, maturação, filtração e envase. Os
tempos gastos em cada etapa são, respectivamente, 9, 192, 48 e 15 horas para um produto
tradicional tipo pilsen (Banforth, 2003). Em termos de produtividade, a fermentação da
cerveja é a etapa mais crítica, sendo caracterizada como o gargalo da produção em uma
cervejaria (Tschope, 2001).
Na etapa da fermentação do mosto, a principal reação da transformação é a
conversão dos açúcares (substrato) em etanol e CO2; todavia, essa reação não é única. A
cerveja é, na verdade, um coquetel de substâncias químicas que, somadas, dão as
características sensoriais aos produtos. Os principais subprodutos do processo de fermentação
da cerveja são: dicetonas vicinais, álcoois superiores, aldeídos, ésteres e ácidos carboxílicos.
A formação desses subprodutos é dependente da levedura utilizada, como também das
condições nas quais a fermentação é conduzida, em especial temperatura e pressão (Banforth,
2003).
Entre os subprodutos citados acima, as dicetonas vicinais (VDK) são as mais críticas,
devido ao seu baixo limiar de percepção (na faixa de 0,10 ppm). Os principais representantes
deste grupo são o diacetil (Butanodiona) e a 2,3 Pentanodiona (Vogel & Todato, 1997).
O tempo total de fermentação possui elevada importância no processo como um
todo, pois, se bem gerenciada essa etapa, pode-se reduzir custo, garantindo-se menos gastos

Introdução Geral
Claudio Dantas de Medeiros, Setembro/2010
3
com energia elétrica para fins de circulação de etanol nas camisas dos tanques de fermentação
e ar comprimido, para abertura e fechamento das válvulas de frio dos tanques de fermentação.
A qualidade do gerenciamento dessa etapa terá também impacto positivo na
qualidade do produto final, uma vez que as dicetonas vicinais, se não forem reduzidas a
limiares abaixo de 0,10 ppm, serão facilmente percebidas pelo consumidor, através de um
odor e sabor típicos indesejáveis (Vogel & Todaro, 1997).
Os processos tradicionais utilizados atualmente, em geral, são totalmente dependentes
das características físico-químicas do malte adquirido pela cervejaria, o qual, por sua vez, está
na dependência da qualidade da cevada desde o plantio até sua colheita.
Tais processos demandam grandes cuidados nas cervejarias a fim de que se possa vir a
minimizar o tempo gasto na etapa de fermentação, caso contrário ter-se-á como resultado
altos custos, com a utilização de enzimas artificiais, e perda de mercado, devido ao aumento
considerável do tempo total de processo, uma vez que as industrias trabalham com baixo
capital, empregado na forma de produto acabado em seus armazéns.
A implantação de processos eficientes e de baixo custo relacionados à redução dos
teores de dicetonas vicinais (VDK) na indústria cervejeira é uma ferramenta muito útil que
permitirá ao mesmo tempo garantir atendimento do mercado, com menor custo e sem impacto
negativo na qualidade sensorial do produto acabado.
Diante disso, torna-se necessário um estudo de alternativas técnicas para a redução do
tempo de fermentação, pelo controle da formação e redução de dicetonas vicinais na etapa de
fermentação da cerveja, que deve ser simplificado ao máximo, reduzindo, assim, gastos com
operação e manutenção e potencializando sua eficiência
Com o objetivo de atendimento de mercado, redução de custo e manutenção da
qualidade final do produto acabado, este trabalho propõe uma redução no tempo de
fermentação de uma cerveja tipo pilsen, atuando especificamente nos itens que interferem na
formação e redução das dicetonas vicinais (VDK), além de apresentar o estudo da influência
de três variáveis no processo de fermentação da cerveja, avaliando o desempenho de cada
ação na curva de formação e redução das dicetonas vicinais. A redução do tempo total de

Introdução Geral
Claudio Dantas de Medeiros, Setembro/2010
4
fermentação constitui o objetivo principal.
Acidificação prévia do fermento cervejeiro, aumento da concentração de células de
fermento dosadas no fermentador e alteração na curva de temperatura da fermentação serão as
variáveis a ser estudadas.
Capítulo 2
Revisão Bibliográfica

6
Cláudio Dantas de Medeiros – Setembro/2010
2. Revisão bibliográfica
2.1. Cerveja
A cerveja é uma bebida carbonatada, obtida pela fermentação alcoólica do mosto de
malte de cevada com outros cereais malteados (ou não) e água potável, por ação de levedura
cervejeira e pela adição de lúpulo. Qualquer variação nesses ingredientes e/ou processos gera
diferentes tipos de cerveja, tão complexa e especial é a sua produção (Tschope, 2001).
A planta de um processo de fabricação de cerveja é composta de três setores bem
distintos: sala de brassagem ou fabricação do mosto, adegas de fermentação e maturação e
filtração da cerveja.
A sala de brassagem é constituída de diversas tinas ou panelas, que servem para
cozinhar o mosto. As adegas de fermentação são compostas pelos tanques de fermentação e
maturação, tanques de armazenamento de fermento e estação de estabilização da cerveja, que
compreende geralmente uma centrífuga de alta rotação. A filtração dessa bebida prevê filtro,
sistema de carbonatação da cerveja e tanques de pressão de armazenamento da cerveja
filtrada. Toda essa estrutura está representada na Figura 2.1, onde pode ser visualizado o
processo de fabricação de cerveja.
Figura 2. 1 Planta do processo de fabricação de cerveja. Fonte: Antunes, 2003.
2.1.1. Matérias Primas
As matérias primas devem se enquadrar em critérios rígidos de qualidade, para
garantir um produto final dentro dos padrões exigidos pelo consumidor.

7
Cláudio Dantas de Medeiros – Setembro/2010
A elaboração do mosto é o primeiro passo do processo de fabricação de cervejas,
utilizando-se, para tal, como matérias primas, a água, o malte da cevada, adjuntos não
malteados e lúpulo.
2.1.1.1 Água cervejeira
A água cervejeira é utilizada para o condicionamento (pré-umidificação) do malte,
preparando-o para a moagem completa, através de moinho de rolos ou moinho martelo,
preservando, porém, seus constituintes, principalmente os amidos e proteínas expostos para
ação das enzimas e conversão em açúcar menores (glicose, maltose, maltotriose e dextrinas).
Tal tipo de água é utilizado também na etapa de brassagem, principalmente na
diluição com as matérias primas sólidas, na lavagem do bagaço do malte, após a filtração do
mosto primário, na trasfega de produtos em elaboração, na rinsagem final e na lavagem de
garrafas, barris e latas (Tschope, 2001).
As águas naturais originam-se de diferentes formações geológicas e dificilmente
satisfazem aos requisitos necessários para a água de cervejaria, tornando-se necessário algum
tipo de tratamento. Dependendo da fonte de abastecimento, a água deve ser submetida a um
tratamento completo (se originada de rios ou lagos) ou a um tratamento parcial (se originada
de poços artesianos, fontes naturais, etc). Para atender às necessidades específicas da
produção de mosto/cerveja, a água cervejeira deverá possuir as qualidades pertinentes a uma
água potável e ter uma concentração balanceada de sais minerais dissolvidos, basicamente
cálcio, magnésio e carbonatos ácidos (Banforth, 2003).
A seguir, são apresentados, segundo Kunze (1999), os efeitos que alguns dos
principais íons presentes na água cervejeira causam na levedura, por ocasião da etapa da
fermentação.
Ca++ O cálcio estimula o metabolismo da levedura.
Mg++ O magnésio é co-fator de diversas enzimas durante a fermentação.
Na+ O sódio participa do metabolismo das células de levedura, na manutenção do
transporte do potássio.
K+ O potássio está inteiramente ligado como fonte energética no crescimento da
levedura e na velocidade fermentativa.
Fe++
ou Fe+++
O ferro abaixo de 1,0 mg/l favorece uma fermentação deficiente, por
8
Cláudio Dantas de Medeiros – Setembro/2010
inibição enzimática do metabolismo respiratório da levedura. Acima de 1,0 mg/l, favorece a
degeneração da levedura e enfraquece a fermentação após algumas gerações.
Mn++
Quando em teores abaixo de 0,2 mg/l, tem sua importância como co-fator
enzimático para o metabolismo da levedura, estimulando a propagação celular.
Zn++
O zinco, em quantidades acima de 0,15 mg/l no mosto final, além de contribuir
positivamente na propagação da levedura, atua como co-fator enzimático de enzimas de
respiração, fermentação e síntese de ácidos graxos. Em excesso, pode causar intoxicação da
levedura.
NO3- O nitrato, entre concentrações de 50 a 100 mg/l, provoca uma inibição na
propagação de leveduras, dependendo do teor total de sais na água. Elevadas concentrações
dessa substância contribuem para diminuir a atividade fermentativa. Durante a fermentação,
as enzimas "redutases" reduzem o nitrato para nitrito, sendo este último o mais prejudicial,
pois é veneno para a levedura, com redução da atividade fermentativa e redução do grau de
fermentação.
2.1.1.2 Malte da Cevada
Segundo Banforth (2003), a cevada é a matéria prima principal para a fabricação da
cerveja. Várias razões indicam a cevada como o melhor cereal a ser utilizado no
processamento de elaboração do malte e da cerveja, devido ao alto teor de amido que a cevada
possui. A permanência da parte externa da casca da cevada no grão, após a debulhagem
(extração dos grãos ou sementes durante a colheita), forma uma camada filtrante no processo
de clarificação. E mais, a importância de tal cereal nesse processamento deve-se também ao
fato de ele ter presente em sua composição um teor de proteína numa proporção ideal em
relação ao amido e agentes importantes, como as enzimas, ou outros que se formarão durante
a malteação.
Quanto ao tamanho dos grãos e consequentemente à quantidade de componentes
presentes nestes, as cevadas podem ser classificadas como de 2 fileiras, de 4 fileiras e de 6
fileiras (Figura 2.2). O número contido na classificação mostra o número de grãos existentes
em uma mesma espiga. A forma primitiva da cevada é a de seis fileiras. Porém, tal tipo de
cevada não é considerado o mais apropriado para a malteação, pois, por possuir muitos grãos
na mesma espiga, não se desenvolve. Através de cruzamentos, foi criada a cevada de duas
fileiras, que contém grãos maiores e mais densos (com mais material interno) (Banforth,
2003, Tschope, 2001).

9
Cláudio Dantas de Medeiros – Setembro/2010
Figura 2. 2. Representação da cevada de (A) duas e (B) seis fileiras. Fonte: Tschope, 2001.
Estruturalmente um grão de cevada divide-se em três partes principais: germem ou
embrião, endosperma e casca ou envoltório, possuindo a seguinte distribuição: 55-65% de
amido, 10% de substâncias não proteicas (carboidratos, hemicelulose e substância gomosas)
9,5-11,5% de proteínas, 3,5-7,0% de celulose, 2,5-3,5% de substâncias minerais e 2,0-3,0% de
substâncias graxas, lipídeos (Banforth, 2003).
O malte é resultante do processo artificial e controlado da germinação da cevada
cervejeira. O processo de malteação é dividido em três etapas, quais sejam: maceração,
germinação e secagem. A qualidade do malte é julgada pelas suas especificações e por seu
rendimento durante o processo de fabricação de cerveja (Yamauchi et al., 1995).
Na composição base seca do malte, a proteína possui elevada relevância para o
metabolismo da levedura na fermentação da cerveja. A levedura necessita, para sua nutrição,
de subprodutos de decomposição da proteína de baixo peso molecular - os aminoácidos
(especialmente a valina). A carência de valina no meio irá obrigar a levedura a sintetizá-la e,
nessa rota metabólica, a levedura excreta, para o meio, uma maior concentração de
precursores do diacetil, elevando, assim, o pico de diacetil, na primeira fase de fermentação
(Brites et al., 2000). Proteína em excesso nunca é recomendado, razão pela qual, escolhem-se
tipos de cevada com baixo teor de proteína (valores de 9 a 11%), pois a maior parte das
proteínas do grão da cevada não é solubilizada durante o processo na maltaria e na cervejaria
(Yamauchi et al., 1995).
2.1.1.3 Adjuntos não malteados
Adjuntos são todos os materiais ricos em carboidratos, com composição e
propriedades adequadas, para complementar de forma benéfica e rentável a principal matéria
prima empregada na elaboração de cervejas, o malte de cevada, mantendo um padrão de
B A

10
Cláudio Dantas de Medeiros – Setembro/2010
qualidade adequado. Sua utilização está baseada principalmente em aspectos econômicos
(Tschope, 2001).
No processo de elaboração de cervejas, podem ser empregados todos os cereais que
têm em sua composição substâncias ricas em amido. Quanto maior o percentual (%) de amido
que o grão de cereal possuir, maior será a produtividade do processo de fabricação do mosto,
pois os cereais passam por um tratamento térmico na sala de brassagem, objetivando a
degradação do amido em açúcares menores (glicose, maltose, maltotriose e dextrinas), para
posterior ação da levedura na fermentação da cerveja (Tschope, 2001).
Os adjuntos podem ser do tipo sólido, que geralmente necessitam de tratamento
(degradação do amido em açúcares menores, como glicose, maltose e maltotriose) na sala de
brassagem, ou do tipo líquido, que não necessitam de tratamento na referida sala, pois já estão
na forma de açúcares fementecíveis (máximo de 03 unidades de glicose), prontos para a ação
da levedura cervejeira. Os adjuntos são adicionados ao mosto na etapa de fervura (etapa
final), com o objetivo de favorecer sua completa solubilização. Podem-se citar os cereais
arroz, gritz de milho, cevada, sorgo, mandioca e aveia como exemplo dos principais tipos de
adjuntos sólidos utilizados, e açúcar cristal, xarope de high maltose e extratos de cereais de
adjuntos líquidos (Figura 2.3).
Figura 2. 3 Tipos de adjuntos e seus locais de utilização.
Os principais fatores determinantes da aceitabilidade de um adjunto cervejeiro que
possua elevada qualidade para a produção de cerveja são os seus componentes químicos,
como amido, proteínas, sais minerais e lipidios, com o objetivo de produzir um mosto que
tenha a composição desejada de carboidratos em solução para obtermos uma boa fermentação
(Briggs et al., 2000). Na Tabela 2.1, encontra-se a composição química de adjuntos
cervejeiros.

11
Cláudio Dantas de Medeiros – Setembro/2010
O arroz e o milho introduzem pouca ou nenhuma proteína solúvel no mosto. Outros
adjuntos, porém, tais como o trigo e a cevada, não malteados, introduzem proteína solúvel no
mosto. Isso se torna aceitável desde que essas proteínas não interfiram na estabilidade
coloidal da cerveja, mas favoreçam os componentes nutrientes (Briggs et al., 2000).
Os constituintes minerais introduzidos no mosto podem igualmente ser importantes,
favorecendo a propagação e poder de fermentação da levedura.
Tabela 2. 1. Composição química de diversos adjuntos (cereais) utilizados na fabricação de
cerveja. Fonte: Tschope, 2001.
Cereal Celulose
(Fibras)
Amido Lipidios Outros não
nitrogenados
Proteínas Cinzas
Cevada 3,5 a 7,0% 55 a 65 2 a 3 10 9,5 a 11,5 2,5 a 3,5
Trigo 2,9 76 2 2,8 14,5 2,2
Centeio 2,4 74 2 5,8 13,5 2,4
Aveia 12,4 61 6,1 2,4 13,4 3,5
Milho 4,2 70 5,8 7,6 11,6 1,2
Sorgo 2,3 70,7 3 --- 10,9 2,1
Arroz 2,3 81 0,5 --- 9 0,4
O limite máximo do uso de adjuntos ficaria então determinado pela capacidade do
malte de cevada de prover nutrientes suficientes para a levedura, para a produção de álcool,
para a propagação dessa levedura e para a obtenção do sabor desejado da cerveja. Se for
diminuído excessivamente o conteúdo do malte de cevada, pode-se vir a ter uma insuficiência
de nitrogênio, o qual é nutriente da levedura.
Quanto maior a proporção de adjunto no mosto cervejeiro, mais escassa será a
concentração de aminoácidos (valina e isoleucina, por exemplo) para a levedura, ocasionando
diversos problemas para a etapa de fermentação. Com a carência de aminoácido no meio, a
levedura irá sintetizar a valina e isoleucina, o que acarretará uma redução da propagação do
fermento e uma formação excessiva de dicetonas vicinais. Durante a síntese pela levedura
destes aminoácidos, dá-se à formação do diacetil e do 2,3 pentanodiona (Boulton et al., 2001).
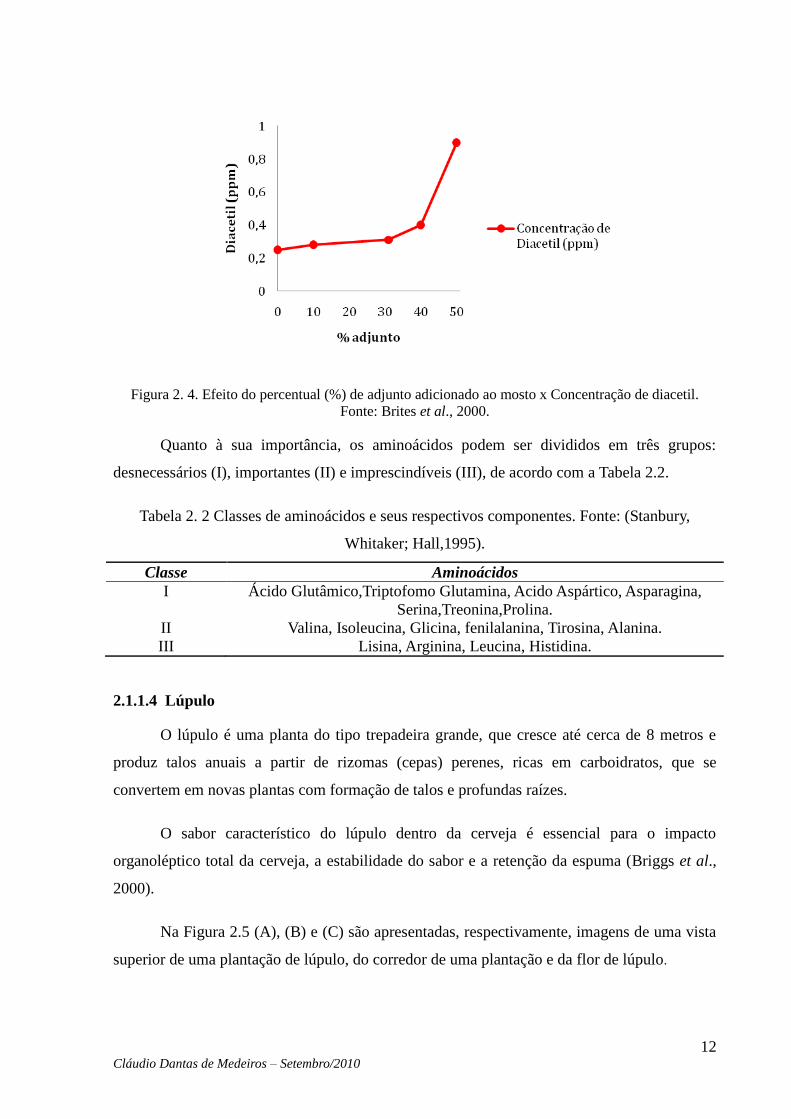
A Figura 2.4 mostra a relação entre a percentagem de adjunto no mosto cervejeiro e a
formação de diacetil no processo de fermentação. Quanto maior a percentagem de adjunto,
maior a formação de diacetil. Esse efeito ocorre devido à escassez de proteínas de baixo peso
molecular (aminoácidos) no meio, obrigando a levedura a sintetizar seu próprio aminoácido e,
por consequência de suas rotas metabólicas, excretar para o meio o diacetil.
12
Cláudio Dantas de Medeiros – Setembro/2010
Figura 2. 4. Efeito do percentual (%) de adjunto adicionado ao mosto x Concentração de diacetil.
Fonte: Brites et al., 2000.
Quanto à sua importância, os aminoácidos podem ser divididos em três grupos:
desnecessários (I), importantes (II) e imprescindíveis (III), de acordo com a Tabela 2.2.
Tabela 2. 2 Classes de aminoácidos e seus respectivos componentes. Fonte: (Stanbury,
Whitaker; Hall,1995).
Classe Aminoácidos
I Ácido Glutâmico,Triptofomo Glutamina, Acido Aspártico, Asparagina,
Serina,Treonina,Prolina.
II Valina, Isoleucina, Glicina, fenilalanina, Tirosina, Alanina.
III Lisina, Arginina, Leucina, Histidina.
2.1.1.4 Lúpulo
O lúpulo é uma planta do tipo trepadeira grande, que cresce até cerca de 8 metros e
produz talos anuais a partir de rizomas (cepas) perenes, ricas em carboidratos, que se
convertem em novas plantas com formação de talos e profundas raízes.
O sabor característico do lúpulo dentro da cerveja é essencial para o impacto
organoléptico total da cerveja, a estabilidade do sabor e a retenção da espuma (Briggs et al.,
2000).
Na Figura 2.5 (A), (B) e (C) são apresentadas, respectivamente, imagens de uma vista
superior de uma plantação de lúpulo, do corredor de uma plantação e da flor de lúpulo.

13
Cláudio Dantas de Medeiros – Setembro/2010
Vista superior (A) Corredor de uma plantação (B) Flor de lúpulo (C)
Figura 2. 5. Plantação de lúpulo, corredor de uma plantação de lúpulo e a flor do lúpulo
respectivamente. Fonte: www.cervesia.com.br
O lúpulo, quando no momento de sua colheita, apresenta um teor de água de
aproximadamente 80% (Briggs et al., 2000), sendo inviável o seu armazenamento imediato,
pois perderia sua qualidade muito rapidamente, além de estar susceptível a contaminação
microbiológica. Devido a isso, o lúpulo deve ser secado numa estufa específica, com
temperatura em torno de 50 ºC, reduzindo-se o seu teor de umidade para aproximadamente
10-12% (Briggs et al., 2000).
Após a secagem, estocam-se os cachos de cones por um curto tempo, antes do início
do processo de beneficiamento, quando será armazenado na forma de extrato de lúpulo ou
peletizado (pó de lúpulo prensado), por roletes especiais, através de uma matriz perfurada. O
produto obtido é embalado em saco aluminizado, em atmosfera de nitrogênio, N2 ou gás
carbônico, CO2.
O lúpulo tem como função principal, no processo de fabricação da cerveja, inserir
características de aroma e amargor, oriundas dos óleos essenciais e das substâncias amargas
respectivamente (Kunze, 1999).
Essa planta possui como principais componentes os óleos essenciais, as substâncias
tânicas e as substâncias amargas, que, juntos, representam aproximadamente 35%. O restante
dos componentes são: proteínas, celulose, substâncias minerais, etc, sendo que, para o
processo cervejeiro, essas substâncias não têm grande importância, com exceção da proteína,
que tem influência sobre as características da espuma da cerveja (Tschope, 2001). Na Tabela
2.3, encontra-se a composição química do lúpulo.

14
Cláudio Dantas de Medeiros – Setembro/2010
Tabela 2. 3. Composição química do lúpulo e os respectivos percentuais de cada componente.
Fonte: Kunze,1999.
Composição Percentual
Teor de umidade 10 a 12%
Resinas totais / substâncias amargas 12 a 22%
Óleos essenciais 0,5 a 2%
Lipídios e ceras 3%
Proteínas 13 a 18%
Substâncias amargas / Polifenóis 4 a 14%
Carbohidratos / Açúcares 2 a 4%
Aminoácidos 0,1 a 0,2
Celulose 10 a 17%
Substâncias minerais 7 a 10%
2.2. Processo de fabricação de cerveja
Este tópico tem por objetivo apresentar e descrever todas as etapas do processo de
fabricação de cerveja.
2.2.1 Elaboração do mosto (sala de brassagem)
A elaboração do mosto é a primeira etapa do processo de fabricação de cerveja e se
divide nas etapas de cozimento do adjunto, mosturação, filtração do mosto, cozimento e
resfriamento do mosto.
2.2.1.1 Cozimento do adjunto
O cozimento do adjunto é a primeira etapa na elaboração do mosto. Possui
importância na ação física de solubilização (fervura) do amido de milho/arroz para posterior
degradação enzimática.
O adjunto sólido (adjunto não malteado) não é submetido a nenhum processo de
malteação para solubilização, dissolução e produção de enzimas. Por isso, para que se proceda
à utilização de adjunto sólido, devem-se observar algumas particularidades, visando a um
maior rendimento na dissolução do amido em açúcares de cadeia menor (dextrinas e
maltotriose).
Como o amido do arroz ou milho é de difícil desintegração, há a necessidade de uma
intensa fervura, para submeter a massa de amido a uma ação física. Essa fervura poderá ser
procedida com ou sem contra pressão, com uma duração de 20 a 40 minutos (Banforth, 2003).

15
Cláudio Dantas de Medeiros – Setembro/2010
Usualmente não se ultrapassa 35% da quantidade total de adjunto sólido, visto que
uma quantidade excessiva desse tipo de adjunto dilui a quantidade de aminoácidos (oriundos
exclusivamente do malte) presentes no mosto, podendo levar à escassez de nutrientes para a
levedura, uma vez que os aminoácidos participam ativamente da rota metabólica da formação
do diacetil na primeira fase de fermentação (Stanbury; Whitaker; Hall,1995). Vale ressaltar,
então, que a contribuição do adjunto sólido ao mosto é basicamente para a formação de
açúcares.
2.2.1.2 Mostura
O objetivo da mostura é fundamentalmente decompor o amido em açúcares
fermentescíveis (glicose, maltose e maltotriose) e não-fermentescíveis (dextrinas), e realizar a
degradação de proteínas em cadeias menores, proteínas de alto e médio peso molecular,
importantes para a formação da espuma e de aminoácidos decisivos para a levedura
cervejeira, inclusive para a formação ou consumo das dicetonas totais pela própria levedura
(Kunze, 1999)
O amido é um carboidrato de fórmula geral (C6 H10 O5)n, constituído de moléculas de
glicose, C6 H10 O6. Não é uma substância homogênea, mas constituída de duas substâncias,
amilose e amilopectina, que se diferenciam na maneira pela qual as moléculas de glicose se
unem umas às outras. A amilose possui uma estrutura com cerca de 60 unidades a 2 mil
moléculas de glicose, com ligações ou combinações nas posições 1 e 4, formando cadeias sem
ramificações, e a amilopectina é caracterizada por uma estrutura em cadeia ramificada
(arbustiforme), com cerca de 6 unidades a 37 mil moléculas de glicose (Kunze, 1999).
Após a execução da mistura da moagem com a água, portanto após iniciada a mostura,
desenvolvem-se três fases:
2.2.1.2.1 Entumescimento ou inchação
Essa fase caracteriza-se por armazenar água no interior dos grãos de amido, fazendo-
os aumentar de tamanho, o que conduz a um rompimento na substância do envoltório.
2.2.1.2.2 Gelatina ou gomagem
Nessa fase, os fragmentos de amido transformam-se numa massa leitosa e pastosa
(viscosa), chamada "goma"

16
Cláudio Dantas de Medeiros – Setembro/2010
2.2.1.2.3 Sacarificação (liquefação)
Em tal fase, processa-se a sacarificação do amido gelatinizado pela ação das amilases
(ação enzimática).
2.2.1.3 Filtração do mosto
A filtração do mosto também é conhecida como a etapa de clarificação do mosto. A
função primordial do processo de clarificação consiste na separação das substâncias tornadas
solúveis na operação de mosturação daquelas remanescentes insolúveis. Tal separação
subdivide-se em duas fases: 1ª fase: Obtenção do mosto primário. 2ª fase: Retirada do extrato
residual no bagaço de malte, com utilização de água secundária de lavagem.
Na Tabela 2.4, são apresentados os objetivos a serem alcançados durante o processo
de clarificação, bem como algumas razões que justificam sua importância na produção da
cerveja.
Tabela 2. 4. Objetivos desejados durante um processo de clarificação de cerveja.
Objetivos Justificativas
Permitir sequências de brassagem mais rápidas ou curtas.
Duração: Abaixo de 3 horas.
Capacidade da Sala de Brassagem.
Obtenção total em extrato. Custos de produção.
Mostos clarificados. Estabilidade no paladar e perdas de
substâncias amargas.
Curta duração do contato da água com o bagaço. Cores mais claras.
Pequena absorção de oxigênio. Pureza do paladar.
2.2.1.4 Cozimento do mosto
O cozimento do mosto é a última etapa dentro de sua fabricação. O mosto que foi
filtrado na etapa anterior é submetido a uma fervura por um tempo determinado, visando
atingir os seguintes objetivos: evaporação da água excedente, coagulação das proteínas,
transferência dos componentes amargos do lúpulo para o mosto, esterilização do mosto,
inativação das enzimas e eliminação de substâncias voláteis prejudiciais à cerveja (Tschope,
2001).

17
Cláudio Dantas de Medeiros – Setembro/2010
Outro fato importante para se ressaltar é que o processo de fervura estabiliza o mosto e
a futura cerveja em quatro aspectos, quais sejam: o biológico, pois a fervura esteriliza o
mosto; o bioquímico, pois a fervura destrói as enzimas remanescentes da etapa de
mosturação; o coloidal, pois na fervura ocorre a precipitação de material proteico; e o
sensorial (aroma e paladar), devido ser na fervura que ocorre a volatilização de compostos
indesejáveis quanto ao aroma e devido ser aí que são adicionados os componentes ativos dos
lúpulos (Briggs et al., 2000).
A fervura é normalmente realizada "aberta", isto é, à pressão ambiente, em caldeira de
aço inox, equipada com serpentinas e camisas de aquecimento. Existem caldeiras que operam
com aparelhos de cocção externos, instalados a seu lado. Esses aparelhos são sistemas de
aquecimento, tubulares ou por placas. Nesse tipo de operação, o volume total da caldeira
circula através do sistema várias vezes por hora.
2.2.1.5 Resfriamento do mosto
Encerrada a fervura do mosto, o líquido está pronto para ser enviado à fermentação.
Para iniciar esse processo, fazem-se necessários a dosagem da levedura e evidentemente o
resfriamento do mosto, pois a levedura morre a uma temperatura de cerca de 40°C. A
temperatura final do resfriamento depende do tipo de cerveja a se produzir, embora, em geral,
resfrie-se o mosto de 100°C para 10°C. Nesse momento, após ser-lhe adicionado levedura,
envia-se-o para o tanque fermentador.
Por a levedura necessitar de oxigênio para que possa se multiplicar, o mosto tem de ser
convenientemente aerado (Stwart & Russel, 2005). Por outro lado, o mosto quente apresenta
em suspensão todo o material proteico que precipitou durante a fervura e que deve ser
eliminado. Assim, para assegurar as condições microbiológicas do processo, torna-se
necessário cumprir as seguintes etapas operacionais:
2.2.1.5.1 Trasfega do mosto pronto
O bombeamento do mosto fervente da caldeira de fervura para um recipiente
intermediário, whirlpool, por exemplo, denomina-se “trasfega do mosto pronto”. Essa
operação não deverá ter uma duração maior do que 20 minutos.
18
Cláudio Dantas de Medeiros – Setembro/2010
2.2.1.5.2 Remoção do trub quente
O trub quente é constituído de substâncias que se precipitaram durante a fervura do
mosto e se impregnaram de componentes amargos. A quantidade e a composição do trub
quente são, em primeira instância, dependentes da variedade da cevada, da malteação e das
etapas operacionais da elaboração do mosto.
2.2.1.5.3 Resfriamento do mosto
Após a eliminação ou remoção do trub quente, o mosto resfriado apresenta uma
temperatura de início de fermentação, dependente do tipo de cerveja, mas girando
aproximadamente nos 10 °C.
2.2.1.5.4 Aeração
O ar (oxigênio) é dosado no mosto, logo após o resfriador de placas, porque a levedura
necessita de O2, para sua propagação. São necessários cerca de 6 a 8 mg O2/l. A quantidade de
ar a ser dosada é de 3 a 10 l/hl de mosto, dependendo das instalações (tubulação, distâncias,
etc) (Stwart & Russel, 2005).
2.2.1.5.5 Remoção do trub frio
Trub frio é aquele que se precipita a uma temperatura abaixo de 80ºC e se diferencia,
consideravelmente, do trub quente, por sua origem (Brites et al., 2000). Enquanto este se
forma pela precipitação das proteínas coaguladas durante a fervura do mosto, o trub frio
origina-se de um abaixamento da temperatura do mosto e de uma reação entre os polifenóis e
os produtos de decomposição das proteínas de alto peso molecular ainda existentes.
2.2.2. Fermentação da cerveja
É o processo de transformação de açúcares em álcoois, CO2, ácidos orgânicos,
cetonas, ésteres e calor, através da ação de leveduras. Ao lado da fabricação do mosto, a
fermentação é uma das fases que influencia de maneira direta na qualidade da cerveja.
2.2.2.1 Levedura
A levedura é o único organismo vivo que consegue alternar entre a respiração e
fermentação. Apesar da presença de oxigênio, a levedura irá sempre tomar o caminho da
fermentação para consumir a glicose (Stwart & Russel, 2005).

19
Cláudio Dantas de Medeiros – Setembro/2010
A levedura é um microrganismo unicelular (Figura 2.6) responsável, na cervejaria,
pela fermentação alcoólica, que obtém a sua energia na presença de oxigênio (aeróbio)
durante a fase de respiração e, na ausência de oxigênio (anaeróbio), durante a fase de
fermentação.
Figura 2. 6. Imagem de células de levedura do tipo Saccharomyces cerevisae, utilizadas no processo
de fermentação da cerveja. Fonte: Brites et al., 2000.
A levedura possui duas formas de obtenção de energia, pela rota respiratória ou pela
rota fermentativa/anaeróbia (Stwart & Russel, 2005):
A rota respiratória acontece quando em presença de O2 no meio. Nesta rota predomina
em relação à rota fermentativa, já que o processo de obtenção de energia via respiração é mais
fácil que via fermentação. A fase respiratória ocorre nas primeiras horas de fermentação,
sendo caracterizada pela intensa multiplicação celular, formação de membrana, pouca
formação de espuma e reduzida queda de substrato.
A rota fermentativa inicia-se à medida que o oxigênio é consumido na respiração. A
levedura busca uma rota alternativa para obter energia, qual seja, a respiração. A rota
fermentativa ou fase anaeróbia de fermentação é caracterizada pela intensa queda de
substrato, liberação de calor e formação de espuma.
A ordem de utilização desses açúcares pela levedura obedece à seguinte sequência,
tanto pela levedura de alta como de baixa fermentação: glicose > frutose > maltose >
maltotriose (Bergen, 2006).
A fermentação da maltose só ocorre quando o teor de glicose está em níveis bem
baixos. Concentrações elevadas de açúcar podem prejudicar a levedura em decorrência da
elevada pressão osmótica, bem como provocar fenômenos de repressão catabólica, que podem

20
Cláudio Dantas de Medeiros – Setembro/2010
influenciar na geração de novas leveduras e interferir no perfil de formação/geração de
subprodutos (Bergen, 2006).
2.2.2.2 Efeito da Acidificação da levedura/fermento
Desde meados de 1870, sabe-se que o tratamento de culturas de leveduras, com
bitartarato de potássio e etanol, permite eliminar a presença de bactérias, que, de uma forma
geral, preferem meio alcalino para seu desenvolvimento. Hoje, o tratamento de leveduras por
soluções ácidas ainda é utilizado em virtude de sua eficiência, embora também, possam ser
utilizadas soluções de persulfato de amônia e ácido fosfórico (Swindell et al., 1996).
O tratamento com soluções ácidas é eficiente, porque, durante a lavagem com esse
tipo de solução, as leveduras permanecem numa solução agressiva, com pequena
disponibilidade de nutrientes: carbono e nitrogênio. Devido ao seu tamanho, as leveduras
conseguem acumular, durante o processo fermentativo, uma maior quantidade de reservas, na
forma de glicogênio, sendo essa reserva mobilizada, durante a lavagem, para sua
sobrevivência (Patino; Edelen; Miller, 1993). Como as bactérias acumulam uma quantidade
muito menor de reserva, estas tendem a morrer durante o tratamento, enquanto as leveduras
permanecem ativas.
A lavagem por uma solução ácida, então, permite a eliminação de bactérias que
possam estar contaminando uma cultura de leveduras. Esse tipo de lavagem, porém, apresenta
um significativo efeito na aparência do fermento pastoso, que comumente é marcado pela
redução da viscosidade. Isto está correlacionado à defloculação do fermento (Patino; Edelen;
Miller, 1993). É esperada, então, uma melhora da performance de fermentação, aumentando-
se a velocidade de reabsorção das dicetonas contidas no meio, reduzindo-se o tempo total de
fermentação e buscando-se conter menores teores de acetaldeídos.
Nos processos convencionais de fermentação com levedura sem lavagem ácida, tem-se
a existência de duas fases de fermentação, com temperaturas distintas de 10 e 15 oC
respectivamente (Kunze, 1999). Na primeira fase de fermentação, é onde a levedura excreta
para o meio o diacetil, reabsorvendo-o na segunda fase. Por qualquer falha de temperatura
nessa fase, a curva de redução de substrato fermentecível pela levedura ficará mais agressiva,
levando parte das células a decantar e reduzir drasticamente a população de levedura em
suspensão na segunda fase de fermentação, que é o momento em que a levedura irá reabsorver
o diacetil do meio até limiares abaixo de 0,10 ppm (Vogel & Todaro, 1997).

21
Cláudio Dantas de Medeiros – Setembro/2010
2.2.2.1 Efeito do aumento da concentração de fermento e da temperatura
O metabolismo da levedura pode ser tanto aeróbio quanto anaeróbio. No caso de
aeróbio, necessita-se de oxigênio e os produtos finais são gás carbônico e água. Este processo
é chamado de “respiração”. O processo respiratório apresenta elevado rendimento energético -
cerca de dezoito vezes maior que a fermentação alcóolica, o que determina que uma levedura
que consuma glicose por via respiratória obterá muito mais energia em relação a outra que a
esteja consumindo por via fermentativa.
Quando a levedura utiliza a respiração, ela obtém alta concentração de energia e a
energia liberada é utilizada na formação de produtos celulares. A célula então cresce até
atingir um tamanho ótimo e, então, se reproduz (Figura 2.7). Por este motivo é que se aera o
tanque logo no início da fermentação, ou seja, maior produção de leveduras e aceleração do
processo fermentativo. Porém, toda vez que a levedura se reproduz, há liberação para o meio
de precursores de dicetonas, contribuindo assim para um maior pico de dicetonas na primeira
fase de fermentação, o que dificulta a sua curva de redução na segunda fase desse processo
(Stanbury; Whitaker; Hall, 1995).
Figura 2. 7. Representação esquemática da multiplicação celular através de um processo chamado
“gemulação” ou “brotamento”. Fonte: Kunze, 1999.
O processo de multiplicação celular pode ser explicado pelas seguintes etapas:
1 - Célula mãe adulta inicia o processo de formação do gêmula ou broto;
2 - Síntese de material genético, DNA para a célula filha;
3 e 4 – Divisão do núcleo e crescimento da célula filha com mesma característica genética da
célula mãe;
5 – Início da divisão das células mãe e filha;
6 – Célula filha atinge fase adulta.
O tempo total de duplicação dura em torno de 3 horas. Ao longo do ciclo de vida, uma
1 2 3
4 5
6

22
Cláudio Dantas de Medeiros – Setembro/2010
célula mãe produz cerca de 20 a 30 células filhas (Kunze, 1999).
O efeito da temperatura sobre o metabolismo da levedura é intenso, pois, quanto maior
a temperatura, mais elevado estará o metabolismo e, consequentemente, mais intensamente a
levedura estará formando dicetonas na primeira fase de fermentação.
A fermentação cervejeira se divide em duas fases (Figura 2.8). Na fase aeróbica, a
multiplicação celular e formação das dicetonas vicinais. Já na fase anaeróbica, há redução das
dicetonas vicinais produzidas na primeira fase pela ação da própria levedura (Kunze, 1999).
Figura 2. 8. Fases do metabolismo de uma levedura durante a fermentação cervejeira.
Fonte: Briggs et al., 2000.
2.2.2.1 Fermentação
A fermentação é a principal etapa dentro do processo de produção de cerveja. É
durante essa etapa que ocorre a transformação do mosto (concentrado de açúcares
provenientes do malte e dos adjuntos) em cerveja. Nessa etapa, forma-se também a maioria
dos compostos responsáveis pelo aroma e paladar da cerveja (Brites et al., 2000).
Equação Química :
C6H12O6 (glicose) -> C2H5OH (etanol) + CO2 + CALOR + subprodutos
A fermentação de uma cerveja cumpre várias etapas, em que se dão distintas reações,
dentre as quais destacam-se:
2.2.2.1.1 Recebimento do Mosto Aerado
O mosto é um líquido extremamente rico em nutrientes. Entre estes destacam-se os
açúcares, os lipídeos, as proteínas/aminoácidos, bem como os sais minerais, os metais, etc. Os
açúcares dos mais variados tipos são os principais nutrientes do mosto, pois são eles que dão
origem ao álcool e ao gás carbônico (CO2).
As proteínas têm grande influência no paladar e na espuma da cerveja (Kunze, 1999).
23
Cláudio Dantas de Medeiros – Setembro/2010
Os aminoácidos e lipídeos são fundamentais na multiplicação celular, pois constituem a
membrana celular. Entre os aminoácidos, a valina tem papel fundamental na formação do
diacetil (Brites et al., 2000).
Quanto aos sais minerais, pode-se, dentre eles, destacar o cálcio, que, assim como
outros sais, tem influência no paladar e uma participação fundamental no processo de
floculação do fermento. O zinco que também está presente em baixíssimas quantidades
(micronutriente) tem forte influência na multiplicação celular (Brites et al., 2000).
Os metais normalmente funcionam como catalisadores (facilitadores) de algumas
reações. O excesso ou a baixa quantidade de qualquer um desses nutrientes no mosto pode
interferir em todas as reações, impactando o paladar e o aroma da cerveja. A aeração do mosto
e do fermento é de extrema importância no bom andamento de uma fermentação.
É importante observar as condições das juntas e da vela sinterizada, antes de se iniciar
a aeração do mosto, bem como a pressão de ar, para que esteja constante em 3 kgf/cm2, a fim
de assegurar uma homogeneidade durante todo o processo. Além da necessidade de se
realizarem as medições de teor de oxigênio, é fundamental que se observe visualmente como
está a aeração. Deve-se evitar um tempo muito prolongado entre o primeiro e o último
cozimentos adicionados. O mosto frio antes da adição do fermento é o meio ideal para
bactérias e leveduras selvagens. Portanto, nessa etapa é fundamental que a assepsia seja feita
com extremo rigor.
2.2.2.1.2 Dosagem do Fermento
A dosagem de fermento varia de acordo com o tipo de cerveja que se quer e também
com a concentração do mosto, ou seja, quanto mais concentrado for o extrato deste, maior
deverá ser a dosagem do fermento.
Nas cervejas pilsen, a dosagem de fermento gira em torno de 10 a 40 milhões de
células por ml de mosto (Vogel & Todaro, 1997). Ao longo da fermentação, a população de
células de fermento chega a quintuplicar (5x maior).
A aeração do fermento tem como função preparar esse ingrediente para a fermentação,
ou seja, a célula sai da inércia em que ela estava na tina de fermento gelada para iniciar as
reações.

24
Cláudio Dantas de Medeiros – Setembro/2010
2.2.2.1.3 Retirada do Trub Frio
O trub frio é formado de pequenas partículas que se tornam insolúveis somente a
temperaturas abaixo de 70º C. É formado principalmente por partículas de proteína,
polifenóis, lipídios, resinas de lúpulo e metais (Brites et al., 2000). Esse trub frio se forma
imediatamente após o resfriamento. Para a sua retirada, deve-se aguardar apenas o tempo
necessário para sua decantação (em torno de 10 h).
2.2.2.1.4 Inicio da Fermentação (Multiplicação Celular)
Ocorre a fase de adaptação do fermento. Nas primeiras 12 a 18 horas, o fermento
apenas se duplica, o CO2 está no início de sua formação e nessa fase não se tem ainda a
formação de espuma (Vogel & Todaro, 1997).
Em 24 horas, a temperatura aumenta ainda devagar (cerca de 0,5 a 1 C), a atenuação
do extrato é de apenas 0,4 a 0,8 % e o pH cai em torno de 0,25 a 0,30 décimos (Vogel &
Todaro, 1997).
2.2.2.1.5 Kraüsen Baixo (Formação de Álcool e Gás Carbônico)
Nessa fase, a fermentação é intensificada, havendo uma pequena formação de espuma
e uma maior formação de CO2. Em tal fase, que dura cerca de 2 dias, ocorre a precipitação das
resinas de lúpulo e componentes do trub (proteínas) e o fermento triplica (fase aeróbia).
Quanto à atenuação do extrato, esta se dá, na referida fase, em 24 horas, sendo de 0,8 a
1,0 P. A temperatura, por sua vez, aumenta na faixa de 1,5 a 2,0 C e o pH cai em torno de
0,6 a 0,8 décimos (Stanbury; Whitaker; Hall, 1995).
2.2.2.1.6 Kraüsen Alto (Formação e Redução do Diacetil)
O processo de fermentação, nessa etapa, tem início no 3 e 4 dias e dura cerca de 3
dias, dependendo das temperaturas. É quando a fermentação é mais intensa, a atenuação do
extrato em 24 horas é de 1 a 2 %, a temperatura aumenta em 3 a 5 C no máximo, o pH atinge
seu limite em torno de 4,0 a 4,4, o CO2 está em sua formação máxima e o kräusen (camada de
espuma) atinge alturas de até 30 cm e toma coloração marrom(Vesely et al., 2004).
Nessa fase também ocorre, com a máxima intensidade, a precipitação das partículas
insolúveis - como ligações de taninos e proteínas -, além das resinas de lúpulo (Stanbury;
Whitaker; Hall, 1995).

25
Cláudio Dantas de Medeiros – Setembro/2010
2.2.2.1.7 Coleta do Fermento
A camada de espuma começa a cair, formando uma película espessa, que não deve ser
rompida. A atenuação do extrato em 24 horas é de 0,2 a 0,3 % e o pH permanece inalterado
(Emest et al., 1980). A Figura 2.9 mostra a relação entre o consumo de substrato pela
levedura, com o intervalo de tempo, explicitando as etapas que estão ocorrendo em cada
momento da fermentação.
Figura 2. 9. Consumo de substrato pela levedura em função do tempo. Fonte: Brites et al., 2000.
Conforme Yamauchi et al, (1995), a temperatura é um dos itens mais importantes a ser
controlado durante o manejo de uma fermentação de cerveja. Tal controle se processa em 3
momentos distintos, que são enchimento do tanque fermentador, primeira fase de fermentação
e segunda fase de fermentação
Durante o enchimento do tanque fermentador o controle se dá durante o enchimento e
ao final deste. Nessa etapa, trabalha-se com temperatura mais baixa, visando a não acelerar o
metabolismo da levedura e, com isso, não aumentar a concentração de dicetonas no meio.
Na primeira fase de fermentação, no início, a temperatura é mais fria, a fim de se
garantir uma maior solubilidade de O2 na cerveja (uma vez que, durante o resfriamento, o
mosto está sendo aerado), evitar espumamento no tanque fermentador e uma pequena redução
no metabolismo da levedura e segurar a formação de dicetonas, tendo um menor pico de
concentração de dicetonas no meio .
Já na segunda fase de fermentação, a temperatura deve ser mais quente, com a

26
Cláudio Dantas de Medeiros – Setembro/2010
finalidade de transformar os precursores em diacetil e pentanodiona e acelerar a
redução/reabsorção do diacetil e pentanodiona, para posterior transformação em acetoina e 2,3
butanodiol e redução do substrato contido no meio, transformando-os em CO2, álcool e sub
produtos.
A Figura 2.10 ilustra uma curva tradicional de fermentação de cerveja, contendo a
curva de temperatura, consumo de substrato pela levedura e formação e redução das dicetonas
vicinais.
Figura 2. 10. Curvas de temperatura, consumo de substrato e formação e redução das Dicetonas
Vicinais. Fonte: Vogel & Todaro,1997.
2.2.3. Maturação
A maturação também é conhecida como fermentação secundária ou etapa de
clarificação da cerveja. É durante esse processo que se depositam as substâncias formadoras
de turvação, como células de levedura não retiradas no tanque de fermentação e/ou na
centrífuga, subprodutos de decomposição de proteínas, polifenóis / taninos, trub entre outros
(Speers, 1999a).
A clarificação da cerveja depende de alguns fatores: tamanho, tipo e quantidade das
substâncias formadoras de turvação (proteínas e polifenóis); temperatura de maturação -
quanto mais baixa melhor a clarificação (-2 a 0ºC), pois favorece a decantação das substâncias
formadoras de turvação; tempo de maturação - quanto maior for esse tempo, melhor será a
clarificação (mín. 3 dias) da cerveja; relação altura/diâmetro do tanque, ou área de clarificação
quanto mais baixo e mais largo o tanque, melhor a clarificação (Speers, 1999a).

27
Cláudio Dantas de Medeiros – Setembro/2010
2.2.4. Filtração da cerveja
Após o término da operação de "maturação", as substâncias em suspensão, que foram
formadas durante as etapas anteriores do processamento da cerveja, estarão amplamente
sedimentadas.
O remanescente (em suspensão) causador de turvação deverá ser eliminado durante a
filtração da cerveja, visando a garantir o padrão de qualidade. A cerveja é classificada,
basicamente, pelos seguintes fatores: cor agradável, equivalente ao tipo e qualidade da
cerveja; paladar puro, uniforme e refinado; aspecto límpido no copo; apresentação de alto
brilho e durabilidade longa (Speers,1999.b).
2.2.5. Envasamento da cerveja
O envasamento da cerveja consiste de um complexo de máquinas e equipamentos que
serão responsáveis pelo acondicionamento do produto em determinada embalagem,
garantindo o mínimo teor de oxigênio (O2) possível, no produto envasado, evitando, assim,
perda de gás carbônico (CO2) e contaminação microbiológica do produto durante o envase.
O contato do oxigênio (O2) com o produto dá início ao processo de oxidação com as
seguintes consequências para o produto: alterações no paladar. turvações nítidas; modificação
da coloração e condições favoráveis ao crescimento de microorganismos (Galatto, 2008).
O CO2, proveniente da fase de maturação da cerveja, deverá ser mantido durante o
processo de envasamento, pois representa a conservação da espuma e do paladar. O poder de
retenção do gás é tanto maior quanto mais baixa for a temperatura (Galatto, 2008).
A cerveja, assim como os refrigerantes, constitui um meio nutritivo favorável ao
crescimento de microrganismo, o que é extremamente prejudicial para a qualidade do
produto, contribuindo para a deteriorização do paladar.
2.3. Diacetil
O termo “dicetonas vicinais” engloba a soma das dicetonas 2,3-butanodiona (diacetil)
e 2,3-pentanodiona. O diacetil e a pentanodiona, presentes nos produtos secundários do
metabolismo fermentativo da levedura cervejeira, formam-se através da oxidação das
moléculas de 2-acetolactato e 2-acetohidroxibutirato, respectivamente (Kunze, 1999).

28
Cláudio Dantas de Medeiros – Setembro/2010
Na cerveja, em função do pH, tempo e temperatura, o 2-acetolactato é oxidado a
diacetil. O diacetil formado é novamente assimilado pela levedura e reduzido para acetoína e
2,3-butanodiol.
A reação de oxidação do 2-acetolactato para diacetil deve ocorrer antes da perda do
poder de redução deste pelo fermento, caso contrário, o 2-acetolactato presente na cerveja
filtrada reagirá com o oxigênio absorvido durante a filtração e o engarrafamento, vindo a
formar diacetil que não será mais reduzido face a ausência de fermento. Além disto, as
dicetonas vicinais podem aparecer como produtos do metabolismo de certas bactérias
prejudiciais à cerveja, notadamente “Pediococcus damnosus” (Yamauchi et al., 1995).
O diacetil possui um limite de perceptibilidade relativamente baixo (0,10 mg/L), mas
apresenta influência fortemente negativa sobre o aroma da cerveja. Ele é também um dos
principais parâmetros para designar o estágio de maturação da cerveja. A pentanodiona
apresenta limite de perceptibilidade bem elevado (0,60 - 0,90 mg/L), não influenciando,
assim, tão negativamente o aroma da cerveja quanto o diacetil (Vogel & Todaro, 1997).
A determinação do acetolactato durante o processo de maturação nos dá indicação da
quantidade de diacetil que a cerveja poderá apresentar depois de pronta. Também, através da
dosagem de 2-acetolactato, pode-se verificar se o processo fermentativo foi completo e prever
quanto de diacetil estará presente após o seu envelhecimento.
As dicetonas são formadas durante o processo de fermentação e sua formação está
relacionada ao consumo de aminoácidos pela levedura. Em condições normais, a curva da
concentração de dicetonas na cerveja tem forma de parábola com cavidade voltada para baixo,
ou seja, atinge-se um ponto de concentração máxima desses subprodutos na cerveja, depois,
seu nível decresce, fruto de sua reabsorção pela levedura.
A produção e redução das dicetonas vicinais são as principais causas de tempos
elevados na etapa de fermentação e consequente aumento no tempo total do processo, uma
vez que não se pode passar o produto para a etapa seguinte sem a completa redução das
dicetonas, devido esse subproduto da fermentação ser considerado crítico, pois, conforme
citado anteriormente, possui baixo limiar de percepção e prejudica a qualidade sensorial da
cerveja (Brites et al., 2000).
Durante a primeira fase de fermentação do mosto cervejeiro, a levedura excreta para o

29
Cláudio Dantas de Medeiros – Setembro/2010
meio precursores do diacetil, como, por exemplo, o alfa-acetolactato. Esse processo
bioquímico ocorre durante as vias de formação da valina e da isoleucina, que são aminoácidos
fundamentais para o metabolismo da levedura. Na segunda fase de fermentação, esse diacetil
formado é reabsorvido pelas células ativas da levedura e sintetizado por ela própria em
acetoina e 2,3 butanodiol, que não interferem no sabor da cerveja, durante as etapas
subsequentes (Boulton et al., 2001). Tal processo está representado pelas Figuras 2.11 e 2.12.
Figura 2. 11. Representação do metabolimo da levedura cervejeira e os principais compostos químicos
formados e consumidos na rota metabólica das Dicetonas Vicinais. Fonte: Vogel & Tadaro (1997).
A Figura 2.12 mostra em esquema a célula de fermento em meio de mosto cervejeiro,
esquematizando os principais produtos envolvidos na rota metabólica de formação e redução
das
30
Cláudio Dantas de Medeiros – Setembro/2010
dicetonas vicinais.
Figura 2. 12. Principais compostos químicos envolvidos na formação e redução das Dicetonas Vicinais
através de uma célula de levedura. Fonte: Brites et al. (2000).
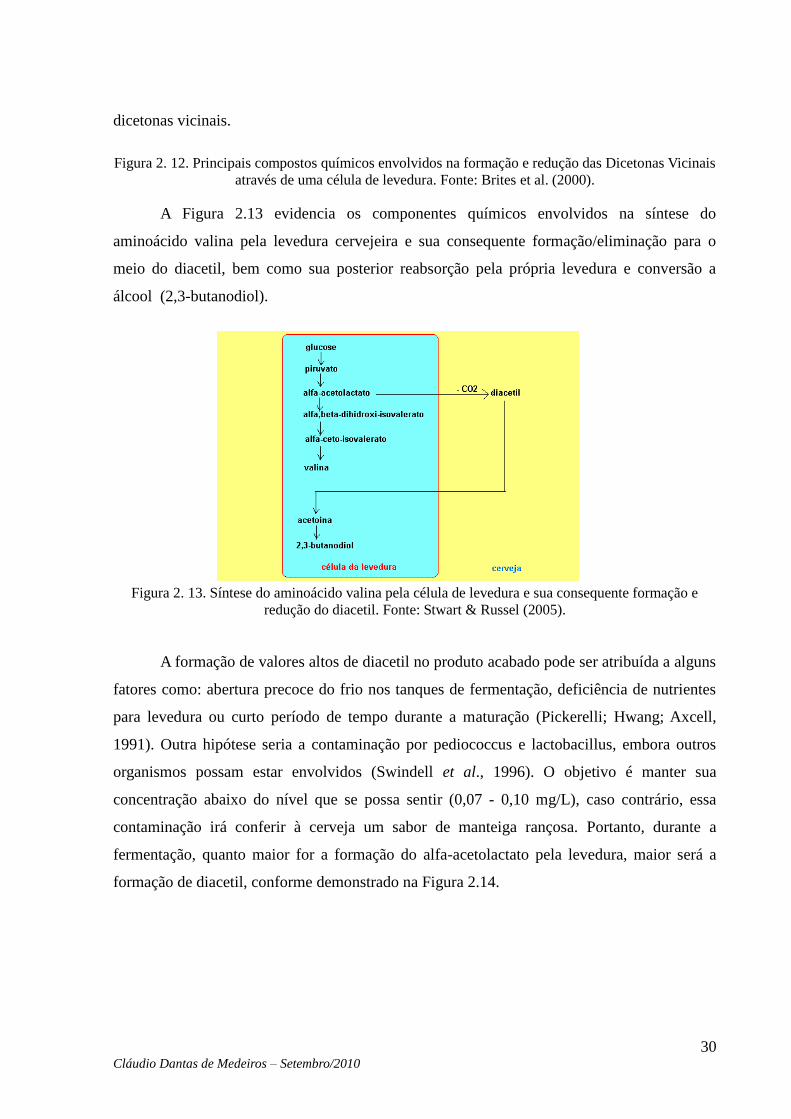
A Figura 2.13 evidencia os componentes químicos envolvidos na síntese do
aminoácido valina pela levedura cervejeira e sua consequente formação/eliminação para o
meio do diacetil, bem como sua posterior reabsorção pela própria levedura e conversão a
álcool (2,3-butanodiol).
Figura 2. 13. Síntese do aminoácido valina pela célula de levedura e sua consequente formação e
redução do diacetil. Fonte: Stwart & Russel (2005).
A formação de valores altos de diacetil no produto acabado pode ser atribuída a alguns
fatores como: abertura precoce do frio nos tanques de fermentação, deficiência de nutrientes
para levedura ou curto período de tempo durante a maturação (Pickerelli; Hwang; Axcell,
1991). Outra hipótese seria a contaminação por pediococcus e lactobacillus, embora outros
organismos possam estar envolvidos (Swindell et al., 1996). O objetivo é manter sua
concentração abaixo do nível que se possa sentir (0,07 - 0,10 mg/L), caso contrário, essa
contaminação irá conferir à cerveja um sabor de manteiga rançosa. Portanto, durante a
fermentação, quanto maior for a formação do alfa-acetolactato pela levedura, maior será a
formação de diacetil, conforme demonstrado na Figura 2.14.

31
Cláudio Dantas de Medeiros – Setembro/2010
Figura 2. 14. Consumo de substrato pela levedura, formação e redução do precusor do diacetil (Alfa-
acetolactato) e do Diacetial ao longo de uma fermentação cervejeira. Brites et al., (2000).
Alguns fatores que interferem diretamente na formação e redução do diacetil são
apresentados a seguir:
2.3.1 pH.
Quanto menor o pH, mais a levedura transformará acetolactato em diacetil. O
consumo de 50% do substrato e pH de final de fermentação abaixo de 4,4 são fatores
importantes para a redução do diacetil na segunda fase de fermentação (Mcaig & Bendiak,
2000).
2.3.2 Alfa amino nitrogênio (FAN)
Altas concentrações de FAN indicam boa concentração de valina e isoleucina e
consequente redução na formação de diacetil, na primeira fase de fermentação (Cyr et al.,
2007).
2.3.3 Fermento
Fermento debilitado não consegue reduzir todo o diacetil ao final da fermentação,
gerando tempos totais de fermentação elevados (Stwart & Russell, 2005).
ºPlato
0
4
8
12
0 5 10 15 20
0
0,4
0,8
1,2
1,6
Tempo (dias)
Conc. (mg/l) Extrato
Alfa-Acetolactato
Diacetil

32
Cláudio Dantas de Medeiros – Setembro/2010
2.3.4 Contaminação microbiológica
O efeito do diacetil produzido por contaminação microbiológica (Lactobacilus e
Pediococus) é facilmente percebido, pois, além do aroma e paladar típicos do diacetil, é
percebido claramente um paladar ácido no final da degustação (Bergen, 2006).

Capítulo 3
Metodologia experimental

Metodologia Experimental
34
Cláudio Dantas de Medeiros – Setembro/2010
3. Metodologia experimental
Este capítulo tem por objetivo apresentar e descrever todos os materiais e métodos que
foram utilizados durante este trabalho.
3.1 Levedura e meio de cultivo
O fermento ou levedura utilizado neste trabalho é originário de inoculações ocorridas
em laboratório com cultura pura (as cepas de culturas puras são conservadas, em tubos de
ensaio que contêm meio de cultura inclinado, imersas em óleo de parafina) e, após coletado
do fermentador, é enviado às unidades em bombonas de plástico de capacidade de 40 kg,
chegando na unidade sob a forma de fermento pastoso para ainda passar por outro processo de
inoculação. O tipo de microorganismo utilizado neste trabalho foi a Saccharomyces cerevisae,
sendo utilizados fermentos até a quarta geração.
No laboratório responsável pelas inoculações, as células mães são armazenadas em
condições rigorosas de temperatura e assepsia. A partir dessas células, é propagado o fermento
suficiente para suprir as necessidades de todas as unidades produtoras de cerveja. A qualidade
dessas propagações é de extrema importância, pois qualquer falha estaria afetando a qualidade
do produto.
Quando o fermento “R” (“R” vem de Reinheit, que significa “puro”, em alemão)
chega na unidade, deve ser propagado o mais rápido possível. Essa propagação, na
experiência em foco, foi realizada com todo o cuidado asséptico, pois é esse fermento que
dará origem às demais gerações. Este foi inoculado em meio de mosto cervejeiro, líquido
extremamente rico em nutrientes, dentre os quais podemos destacar os açúcares, os lipídeos,
as proteínas/aminoácidos, os sais minerais, os metais, etc. O mosto foi resfriado até
temperaturas de 10 C e só então inoculado (injeção do fermento pastoso), com intensa
aeração por cerca de 2 a 4 horas contínuas. A aeração se dá com ar comprimido estéril, isento
de umidade e a uma pressão de 3 kgf / cm2.
3.2 Determinação da concentração de células e viabilidade
O fermento coletado do fermentador, após inoculado, está na forma de fermento
Metodologia Experimental
35
Cláudio Dantas de Medeiros – Setembro/2010
pastoso. A concentração de células existentes nesse fermento pastoso por mL de solução foi
determinada utilizando-se o equipamento Cell Counter Hook e Tuccker, modelo 871.
O termo viabilidade expressa o percentual de células vivas com potencial reprodutivo
e estado fisiológico adequado para o processo fermentativo. A determinação da viabilidade foi
realizada através de uma avaliação microscópica qualitativa do estado fisiológico da levedura
de cultivo, através da reação de coloração do glicogênio com o reagente lugol,visto em um
microscópio óptico. Sua dosagem foi checada através de um medidor mássico da Endres
Hauser contido na linha de dosagem do fermento.
3.3 Fermentador
Foram utilizados, como reatores para fermentar o mosto cervejeiro, tanques com
formato cilindro cônico em aço Inox 316, completamente revestidos com isolamento térmico,
contendo 4 zonas (camisas) de circulação de solução alcoólica para controle de temperatura
tipo, sendo uma no cone e as outras distribuídas equidistantemente ao longo do tanque.
Esse tanque, do fornecedor Codistil, possui 35 metros de altura e tem capacidade
nominal para armazenar 4000 hL de cerveja. Cada tanque possui 1válvula com atuador
pneumático na linha de solução alcoólica e 3 sensores de temperatura do tipo PT-100.
3.4 Aeração
A aeração do fermento ocorreu em dois momentos distintos, no tanque de
armazenamento e na linha de resfriamento de mosto. Em ambos os casos, foi utilizado ar
comprimido estéril, isento de umidade e a uma pressão de 3 Kgf / cm2. Para facilitar a
dissolução do gás no líquido foram utilizadas, nas linhas de fermento e no mosto frio, velas
sinterizadas em aço Inox e com abertura de partículas da ordem de 3 a 5 m.
3.5 Controle da temperatura
O tanque de armazenamento de fermento possui 2 zonas (camisas) de circulação de
solução alcoólica para controle de temperatura, sendo uma no cone do tanque e a outra no
corpo do próprio tanque. Na linha de solução alcoólica que avança sobre o tanque, têm-se 1
válvula com atuador pneumático da Festo e 1 sensor de temperatura do tipo PT-100.

Metodologia Experimental
36
Cláudio Dantas de Medeiros – Setembro/2010
Todo o controle de temperatura, tanto do tanque de armazenamento de fermento quanto
do tanque fermentador, é feito via um CLP da marca Allen Bradley, contrologix versão 5. As
informações são monitoradas através de um monitor de 21 polegadas.
3.6 Determinação do pH
Realizaram-se diversas análises de pH no fermento pastoso e na cerveja quando em
fermentação. Para uma completa realização da análise foi utilizado um pHmetro da metler,
um béquer de 100 mL para homogeneizar a amostra e fazer a leitura após completa imersão
do eletrodo.
3.7 Análise de dicetonas totais
Extraíram-se as dicetonas vicinais totais através de destilação. A reação entre o
destilado e a ortofenilenodiamina fornece um composto, cuja absorbância medida a 335
nm é proporcional à concentração de dicetonas vicinais (livres / totais).
Foi utilizado o método espectrofotométrico, que emprega uma destilação de
cerveja não descarbonatada, tratada a 70 °C, sob condições controladas para obter em 5 –
10 minutos o destilado contendo dicetonas vicinais totais, conforme procedimento
detalhado no Anexo I. O desenvolvimento da coloração é obtido através da reação com
ortofenilenodiamina para obtenção da 2,3 – dimetilquinoxalina, cuja absorbância medida a
335 nm é proporcional à concentração de dicetonas vicinais. Nas condições do método, a
pentanodiona também reage a 2-3, mas com menor sensibilidade.
3.8 Lavagem ácida do fermento
Uma solução de ácido fosfórico - grau alimentício - e sulfato de zinco heptahidratado -
grau alimentício - foi adicionada ao fermento pastoso, tendo sido agitada com injeção de ar
comprimido estéril e isento de óleo e umidade a uma pressão de 3 Kgf/cm2 por 2 a 4 horas,
após o quê, o fermento foi dosado na linha de mosto. A quantidade de fermento a ser lavada
foi calculada levando-se em conta a dosagem total do tanque de fermentação. Por ocasião da
lavagem ácida do fermento, foi dosado somente o sulfato de zinco no fermento (co-fator
enzimático durante a fermentação da cerveja).

Metodologia Experimental
37
Cláudio Dantas de Medeiros – Setembro/2010
A solução ácida foi preparada diluindo-se ácido fosfórico em água gelada (3 + 1ºC) em
uma relação tal que a solução ficou com 17 + 1% de ácido fosfórico. A cada preparo de
solução certificava-se se a solução estava dentro da concentração desejada. Caso não o
estivesse, era adicionada água ou ácido, de acordo com o valor encontrado.
A quantidade de ácido fosfórico foi dosada para que o pH da solução de fermento
pastoso ficasse em 2,3 + 0,1. Essa determinação foi realizada através da titulação de uma
massa de fermento conhecida. Titulou-se 200 g de fermento pastoso homogeneizado
previamente com a solução de ácido fosfórico (17 + 1%), com um agitador magnético e um
sensor de pH. Interrompeu-se a titulação quando o pH atingiu 2,4, anotando-se, então, o valor
gasto da solução de ácido fosfórico. O valor necessário para toda a massa de fermento a ser
dosada foi calculada.
Volume adição solução de ácido = (Volume da solução de ácido gasto na titulação x
Massa fermento a ser dosada) / Massa exata da amostra titulada).
O Sulfato de Zinco Heptahidratado foi utilizado como padrão nas unidades para
fornecimento de íons Zinco para o fermento. A quantidade a ser dosada foi:
Massa (g) = (Volume de mosto frio tanque (hL) x 0,22)
Quando ainda houve a utilização do sal sulfato de zinco heptahidratado, o cálculo da
dosagem foi realizado de forma que a adição desse reagente proporcionasse uma dosagem de
0,500 mg/l de íons de Zn2+
. A dosagem de sulfato de zinco foi realizada na solução ácida antes
da mistura com o fermento ou durante a mistura em forma sólida.
Tanto o fermento quanto a solução ácida estavam com temperatura de 3 + 1 °C antes
da mistura e a homogenização foi realizada através de injeção de ar comprimido estéril isento
de óleo e umidade e a uma pressão de 3 Kgf/cm2 por 2 a 4 horas, durante todo o período de
tratamento. O pH da solução foi controlado dentro da faixa compreendida entre 2,2 a 2,4 e a
leitura desse valor foi realizada entre 5 e 10 minutos após a homogeneização da mistura. O
tempo de contato dessa solução não ultrapassou 4 horas. Essa solução de fermento com ácido
foi imediatamente dosada, cumprindo o tempo mínimo de contato e sem nenhuma tentativa de
neutralização.

Metodologia Experimental
38
Cláudio Dantas de Medeiros – Setembro/2010
4 : BOMBA DE DOSAGEM DE SOLUÇÃO ÁCIDA
5 E 6 : BOMBAS
8 : WHIRLPOOL
7 : RESFRIADOR DE MOSTO (TROCADOR DE CALOR)
LEGENDA:
1 : BOMBONA DE SOLUÇÃO ÁCIDA
2 : TANQUE DE ARMAZENAMENTO DE FERMENTO
3 : TANQUE FERMENTADOR
TA
2
WHIRLPOOL
8
FO
3
AERAÇÃO
MOSTO QUENTE
MOSTO FRIO
FERMENTO1
4 5
6
7
Figura 3. 1. Representação esquemática do processo de acidificação do fermento no tanque de
armazenamento e posterior dosagem no mosto cervejeiro.
3.9 Alterações na concentração de fermento e efeito da temperatura
O mosto cervejeiro foi resfriado e, antes de entrar no tanque fermentador, o
fermento/levedura foi dosado, com a respectiva aeração (injeção de O2 na solução), para que
pudesse dar início à fermentação dos açúcares contidos no meio. Foi feita uma alteração na
quantidade de fermento dosada, passando de 1,1 milhões de células/mL/ P de mosto para 1,6
milhões de células/mL/ P de mosto. Além disso, foi alterada a quantidade total de aeração do
mosto, passando de 75% para 55% do volume total do tanque. Essas duas alterações tiveram
o objetivo de reduzir a quantidade de vezes em que a levedura iria se multiplicar durante a
fermentação, para valores de aproximadamente 2 vezes. Para a realização dessas
modificações, foi necessária apenas a utilização de planilha eletrônica (Anexo 2), para cálculo
da massa do fermento dosado pelo volume de mosto resfriado.
Foram utilizadas 3 faixas de temperaturas diferentes, necessárias para controlar os
processos nas etapas de resfriamento do mosto, quais sejam, na primeira e segunda fases de
fermentação, cujos resultados foram respectivamente 9 °C, de 10 a 11 °C e de 14,5 a 15,5 °C.
Foram definidas temperaturas bem distintas devido aos objetivos e ao fato de a complexidade
de cada etapa desta ser diferente.
Desenvolveu-se o estudo das variáveis, em escala de laboratório, inicialmente apenas
para definição de estequiometrias e posteriormente em escala industrial, utilizando-se tanques
fermentadores testes, para desenvolvimento da pesquisa e análise dos resultados. A
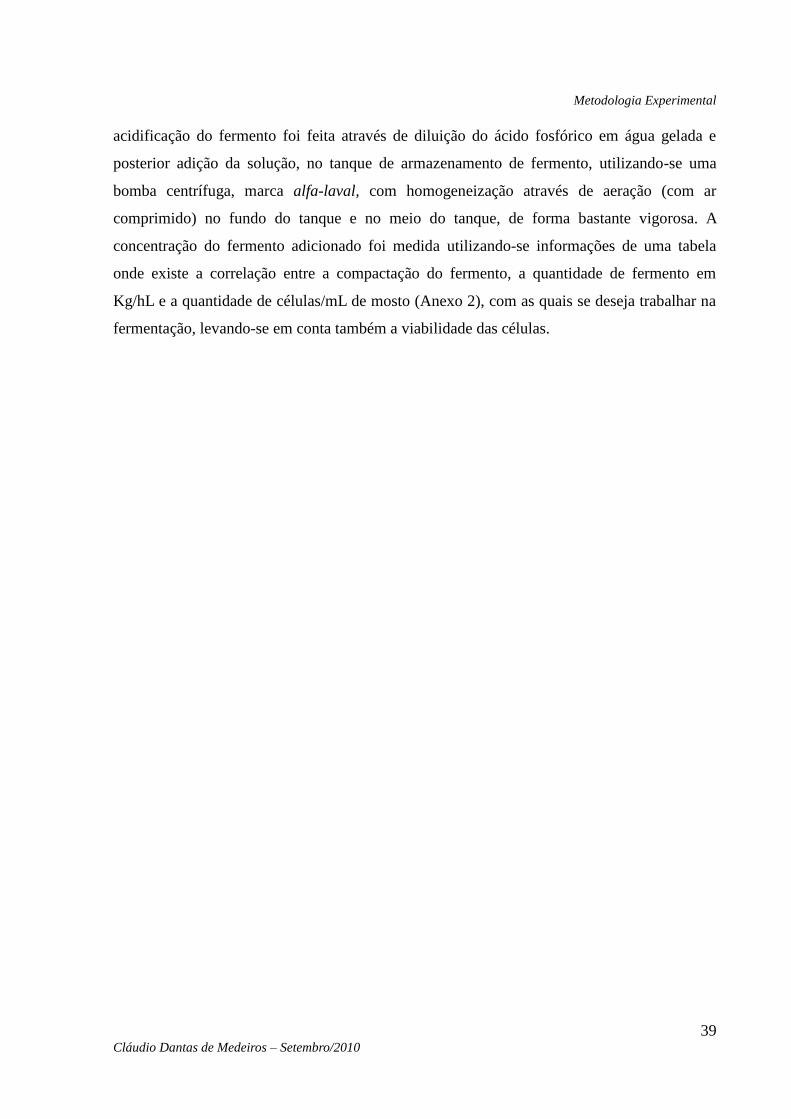
Metodologia Experimental
39
Cláudio Dantas de Medeiros – Setembro/2010
acidificação do fermento foi feita através de diluição do ácido fosfórico em água gelada e
posterior adição da solução, no tanque de armazenamento de fermento, utilizando-se uma
bomba centrífuga, marca alfa-laval, com homogeneização através de aeração (com ar
comprimido) no fundo do tanque e no meio do tanque, de forma bastante vigorosa. A
concentração do fermento adicionado foi medida utilizando-se informações de uma tabela
onde existe a correlação entre a compactação do fermento, a quantidade de fermento em
Kg/hL e a quantidade de células/mL de mosto (Anexo 2), com as quais se deseja trabalhar na
fermentação, levando-se em conta também a viabilidade das células.

Metodologia Experimental
40
Cláudio Dantas de Medeiros – Setembro/2010
Capítulo 4
Resultados e discussão

Resultados e discussão
Claudio Dantas de Medeiros Setembro/2010
41
4. Resultados e discussão
O presente capítulo mostra os resultados de uma fermentação cervejeira, com ênfase
na formação e redução das dicetonas vicinais e no tempo total de fermentação obtido após
acidificação da levedura, aumento da concentração de células de fermento dosado e controle
da curva de temperatura durante toda a fermentação.
4.1 Acidificação da levedura
A lavagem ácida da levedura cervejeira possui o objetivo de baixar o pH do fermento
pastoso, com a intenção de reduzir a viscosidade, e isto está correlacionado à defloculação do
fermento, que tem se atribuído uma melhora da performance de fermentação(Bergen, 2006).
A quantidade de fermento a ser utilizada na lavagem deve ser calculada para garantir
que esse ingrediente seja utilizado imediatamente após o tempo de incubação com o ácido. O
fermento que não for utilizado após a lavagem ácida não pode mais vir a sê-lo para novas
dosagens, pois o tempo de contato é muito importante nesse processo, autolisando as células e
prejudicando fermentações futuras (Yamauchi et al, 1995).
Embora tenha sido utilizado sulfato de zinco no fermento, durante o processo de
acidificação, constatou-se que sua dosagem daquele elemento apresentaria melhores
resultados de fermentação quando utilizado antes ou após a solução ácida. Quando adicionado
junto com a solução ácida, o sulfato de zinco apresentou baixa performance.
A Figura 4.1 representa um teste preliminar dentro da planta onde foram
desenvolvidos todos os experimentos, utilizando-se fermento previamente acidificado.
Observou-se o comportamento da formação e redução das dicetonas vicinais e do
tempo total de fermentação, antes da acidificação do fermento e após esta. Obteve-se uma
redução no tempo total de fermentação de aproximadamente 2 dias (de 266 horas para 217
horas). Nesse teste inicial, o sulfato de zinco, que serve de co-fator enzimático (Kunze, 1999)
na fermentação, estava sendo diluido em conjunto com a solução ácida.
Observou-se também uma redução mais acelerada no diacetil, devido ao aumento de
células pulverulentas (células em suspensão) no final de fermentação, tendo assim mais

Resultados e discussão
Claudio Dantas de Medeiros Setembro/2010
42
células distribuídas no tanque, consumindo o diacetil formado. Percebeu-se que o pico de
formação das dicetonas ainda estava elevado, o que significaria mais tempo gasto para a
redução na segunda fase de fermentação.
0
0,5
1
1,5
2
2,5
0 31 60 91 121
152
182
213
244
Tempo (Horas)
Co
nce
ntr
ação
(PP
M)
Valor Esperado: Máx 0,10 ppm
Acidificação
Antes
Figura 4. 1. Curva de formação e redução das dicetonas vicinais durante uma fermentação
cervejeira, antes da acidificação do fermento e após esta, com efeito do sulfato de zinco na solução
ácida.
A Figura 4.2 representa uma fermentação em que a levedura utilizada foi acidificada
sem a presença do sulfato de zinco na mesma solução, durante o preparo. Observa-se uma
redução no tempo total de fermentação, no experimento em que o sulfato de zinco foi
adicionado separadamente da solução ácida, durante a acidificação do fermento.
Quando se preparou a solução ácida com o sulfato de zinco juntos, houve uma reação
química precipitando o zinco e deixando o fermento pastoso, com um percentual reduzido de
zinco. Isso piorou o desempenho da fermentação, uma vez que a levedura cervejeira utiliza o
zinco como co-fator enzimático em diversas rotas metabólicas (Yamauchi et al,1995). Se há
ausência desse componente, ter-se-á um elevado tempo total de fermentação, elevando,
consequentemente, o tempo total para a formação e redução das dicetonas vicinais totais. A
redução proporcionada foi de 22 horas no tempo total de fermentação, de 217 para 195 horas.

Resultados e discussão
Claudio Dantas de Medeiros Setembro/2010
43
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
0 31 60 91 121
152
182
213
Tempo (Horas)
Co
nce
ntr
ação
(PP
M)
Valor Esperado: Máx 0,10 ppm
Zn Isolado
Acidificação
Figura 4. 2. Curva de formação e redução das dicetonas vicinais durante uma fermentação
cervejeira, antes da acidificação do fermento e após esta, com efeito do sulfato de zinco na solução
ácida.
A Figura 4.3 representa os resultados da influência do pH do fermento pastoso e da
quantidade de células de fermento em suspensão, no final da fermentação, a partir de
fermentações que utilizaram levedura acidificada e das que não o fizeram assim.
Observa-se ainda na Figura 4.3 a média dos resultados de uma série de fermentações,
tanto para pH quanto para quantidade de células em suspensão no final de fermentação. Tais
resultados estão baseados em duas condições bem distintas: uma que utiliza levedura
tradicional, sem acidificação, e outra que utiliza levedura com prévia acidificação.
Este gráfico representa bem um dos objetivos principais de se acidificar a levedura
cervejeira, que é alterar uma característica marcante da célula, passando-a de floculenta para
pulverulenta, ou seja, o tanque fermentador estaria com um maior número de células de
fermento em suspensão no final da fermentação com consequentemente uma redução mais
eficiente das dicetonas, reduzindo, assim, o tempo total do processo fermentativo.
Observa-se, portanto, que o pH do fermento pastoso medido após acidificação reduz-
se de 5,22 para 2,35, e a quantidade de células em suspensão no final da fermentação no
tanque fermentador aumenta de 2,45 x 106 para 16,38 x 10
6 células/mL de fermento. O
resultado representa um aumento de aproximadamente 85% na quantidade de células de
fermento em suspensão, contribuindo consideravelmente para um aumento na velocidade de
consumo das dicetonas vicinais totais.

Resultados e discussão
Claudio Dantas de Medeiros Setembro/2010
44
0
1
2
3
4
5
6
Sem acidificação Com acidificação
pH
0
2
4
6
8
10
12
14
16
18
Célu
las
em
su
sp
en
sã
o
pH
Células em suspensão
x 106
Figura 4. 3.Resultados de pH do fermento pastoso sem acidificação e com acidificação e quantidade
de células em suspensão no final da fermentação, com fermentações que utilizam levedura sem
acidificação e com acidificação prévia.
A Figura 4.4 representa os resultados de pH do fermento pastoso durante a coleta no
tanque fermentador e sua viabilidade (porcentagem de células vivas), a partir de fermentações
que utilizam levedura acidificada e das que não fazem assim.
Observa-se o resultado médio de pH do fermento pastoso durante a coleta no tanque
fermentador de uma série de fermentações cervejeiras. Tal resultado está baseado em duas
condições bem distintas: a que utiliza levedura tradicional, sem acidificação, e outra que
utiliza levedura com acidificação prévia.
Uma das grandes preocupações quando se acidifica a levedura é com a viabilidade das
células de fermento ali presentes, ou seja, com a autólise da levedura. Esta não é aceitável
para o processo de fabricação de cerveja, pois a célula de fermento libera para o meio
substâncias graxas e enzimas proteases que reduziriam consideravelmente uma das principais
características do produto que é a espuma, no seu vigor, consistência e estabilidade (Vogel &
Tadaro, 1997). Um dos principais itens de controle para analisar se existe fermento autolisado
em um reator é o pH do meio, pois as células de fermento quando sofrem autólise excretam
para o meio substâncias que aumentam o pH da solução.

Resultados e discussão
Claudio Dantas de Medeiros Setembro/2010
45
Observou-se que o pH do fermento pastoso coletado sofre uma mínima alteração, sem
ou com acidificação, aumentando aproximadamente 5%, em média, o que não resulta em
efeito colateral para a qualidade do produto final. O mesmo acontece com o percentual de
células vivas de fermento na massa de fermento pastoso coletada, mesmo aumentando 2,1% a
quantidade de células mortas presentes na massa total de levedura coletada. Em resumo, não
houve um aumento signficativo do pH do fermento (mesmo com um aumento de células de
levedura autolisadas) e da quantidade de células mortas (vitalidade), não afetando assim, a
operação de acidificação do fermento.
92
93
94
95
96
97
98
99
100
Sem acidificação Com acidificação
Vit
ali
da
de (
%)
4,4
4,45
4,5
4,55
4,6
4,65
4,7
4,75
4,8
4,85
4,9
pH Vitalidade
pH recolha
Figura 4. 4. Resultados de pH do fermento pastoso durante a coleta no tanque fermentador e
viabilidade do fermento coletado sem acidificação e com acidificação prévia da levedura.
4.2 Aumento da quantidade de células vivas de fermento adicionados
O aumento da quantidade de células vivas de leveduras adicionadas no fermentador,
aliado a alterações na aeração da levedura, possui uma enorme relevância, pois reduz-se o
pico de formação das dicetonas totais na primeira fase de fermentação, uma vez que, na fase
de multiplicação celular, a célula sintetiza o aminoácido valina e, conseqüentemente, libera
para o meio o precursor do diacetil (Vogel, & Tadaro1997).
A Figura 4.5 representa o desempenho de duas fermentações com diferentes
quantidades de células de levedura adicionadas no fermentador. O objetivo foi manter a

Resultados e discussão
Claudio Dantas de Medeiros Setembro/2010
46
mesma massa de fermento na condução da fermentação, embora reduzindo o crescimento
celular durante a fermentação, o que provocou alterações em duas variáveis: aumento da
quantidade de células vivas adicionadas que passou de 1,0 milhões de cel/mL/ºP para 1,5
milhões de cel/mL/ºP, e redução na aeração durante o resfriamento do mosto, que passou de
10 para 8 horas.
Observa-se claramente, na Figura 4.5, a formação de um menor pico de dicetonas
totais na fermentação em que o crescimento celular foi reduzido (alterando a quantidade de
células dosadas e aeração do mosto) e também em que ocrreu um menor tempo total de
fermentação.
O crescimento celular, por consequência, reduziu-se de 3,0+0,3 multiplicação
celular/fermentação para 2,3+0,3 multiplicação celular/fermentação, levando um menor
tempo na rota metabólica para síntese da valina pela levedura (Boulton et al, 2001). Reduziu-
se 11 horas no tempo total de fermentação com esta ação, saindo de 195 para 174 horas.
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
0 14 28 42 56 70 84 98 112
126
140
154
168
182
196
Tempo (Horas)
Con
cent
raçã
o (P
PM
)
Valor Esperado: Máx 0,10 ppm
Nº celulas
Zn Isolado
.
Figura 4. 5. Resultados de performance de fermentação cervejeira com efeito do crescimento celular
do fermento, baseados no binômio aumento da concentração celular do fermento e redução da aeração
do fermento/mosto cervejeiro.
A Figura 4.6 representa os resultados de crescimento celular, horas de aeração do
mosto e viabilidade do fermento de uma série de fermentações com duas características
diferentes quanto à quantidade de células de fermento dosadas no fermentador.
Observou-se como resultados, após as alterações, uma redução de 33,8% do
crescimento celular, que passou de 3,07 para 2,03 multiplicações celular por fermentação.
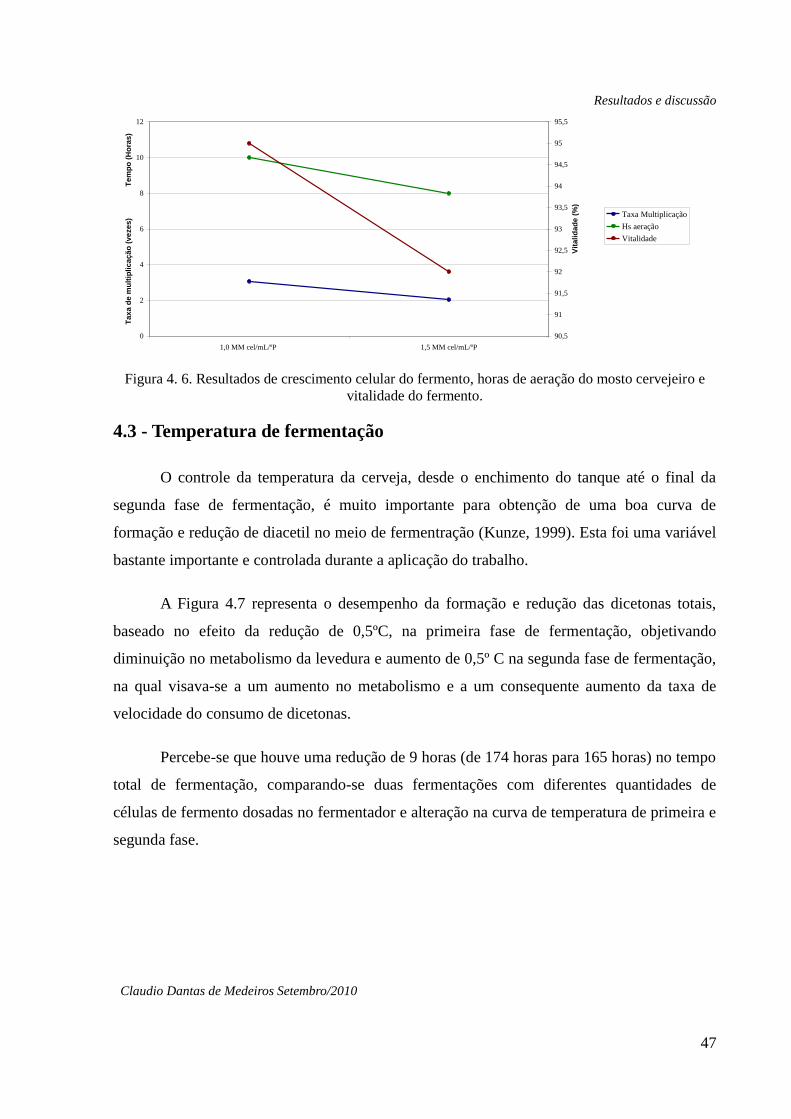
Resultados e discussão
Claudio Dantas de Medeiros Setembro/2010
47
0
2
4
6
8
10
12
1,0 MM cel/mL/ºP 1,5 MM cel/mL/ºP
Tax
a d
e m
ult
ipli
ca
çã
o (
ve
ze
s)
T
em
po
(H
ora
s)
90,5
91
91,5
92
92,5
93
93,5
94
94,5
95
95,5
Vit
ali
da
de (
%)
Taxa Multiplicação
Hs aeração
Vitalidade
Figura 4. 6. Resultados de crescimento celular do fermento, horas de aeração do mosto cervejeiro e
vitalidade do fermento.
4.3 - Temperatura de fermentação
O controle da temperatura da cerveja, desde o enchimento do tanque até o final da
segunda fase de fermentação, é muito importante para obtenção de uma boa curva de
formação e redução de diacetil no meio de fermentração (Kunze, 1999). Esta foi uma variável
bastante importante e controlada durante a aplicação do trabalho.
A Figura 4.7 representa o desempenho da formação e redução das dicetonas totais,
baseado no efeito da redução de 0,5ºC, na primeira fase de fermentação, objetivando
diminuição no metabolismo da levedura e aumento de 0,5º C na segunda fase de fermentação,
na qual visava-se a um aumento no metabolismo e a um consequente aumento da taxa de
velocidade do consumo de dicetonas.
Percebe-se que houve uma redução de 9 horas (de 174 horas para 165 horas) no tempo
total de fermentação, comparando-se duas fermentações com diferentes quantidades de
células de fermento dosadas no fermentador e alteração na curva de temperatura de primeira e
segunda fase.

Resultados e discussão
Claudio Dantas de Medeiros Setembro/2010
48
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 14 28 42 56 70 84 98 112
126
140
154
168
Tempo (Horas)
Co
nc
en
tra
çã
o (
PP
M)
Valor Esperado: Máx 0,10 ppm
Temperatura
Nº celulas
Figura 4. 7. Resultados da curva de formação e redução das dicetonas totais, após alteração na curva
de temperatura de fermentação.
A Figura 4.8 representa o desempenho da formação e redução das dicetonas com duas
curvas de temperaturas diferentes, uma antes das alterações e outra após estas. Observa-se
claramente uma redução no tempo total de fermentação e um alcance dos valores alvo de
dicetonas totais (máx 0,10 ppm).

Resultados e discussão
Claudio Dantas de Medeiros Setembro/2010
49
5,00
7,00
9,00
11,00
13,00
15,00
17,00
0 7
14
21
28
35
42
49
56
63
70
77
84
91
98
10
5
11
2
11
9
12
6
13
3
14
0
14
7
15
4
16
1
16
8
17
5
18
2
18
9
19
6
Tempo (Horas)
Co
nc
en
tra
çã
o (
PP
M)
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
Tem
pera
tura
(ºC
)
Temp Antes
Temp Depois
Dicet Antes
Dicet Depois
Valor Esperado: Máx 0,10 ppm
Figura 4. 8. Resultados da curva de formação e redução das dicetonas totais, antes e após a alteração
na curva de temperatura da fermentação.
A Figura 4.9 representa a curva de formação e redução das dicetonas totais e o tempo
total de fermentação, analisando todas as variáveis de processo que foram alteradas na
condução do trabalho experimental.
Foi obtida, após a aplicação de todas as variáveis, uma considerável redução no tempo
total de fermentação: redução de 101 horas (4,21 dias) desde o início do trabalho até o último
teste realizado, que contemplava o conjunto de alterações citadas ao longo do trabalho.

Resultados e discussão
Claudio Dantas de Medeiros Setembro/2010
50
0
0,5
1
1,5
2
2,5
0
31
60
91
121
152
182
213
244
Tempo (Horas)
Co
nc
en
tra
çã
o (
PP
M)
Valor Esperado: Máx 0,10 ppm
Temperatura
Nº celulas
Antes
Acidificação
Zn Isolado
Figura 4. 9. Resultados da curva de formação e redução das dicetonas totais e tempo total de
fermentação, analisando-se cada variável isoladamente.
A Figura 4.10 representa a linha do tempo, onde é evidenciado o momento exato (data)
de aplicação das 3 variáveis de processo (lavagem ácida, aumento da concentração de
fermento e mudança na temperatura de fermentação), em função da redução das dicetonas
totais.
Foi observada uma brusca redução dos valores finais de dicetonas totais quando se
iniciou a utilização do fermento previamente acidificado. Com o aumento da concentração de
fermento dosado no fermentador e mudança nas temperaturas de fermentação, a concentração
final de dicetonas no meio se manteve estável para 100% dos resultados abaixo dos valores de
especificação.

Resultados e discussão
Claudio Dantas de Medeiros Setembro/2010
51
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0,2
0,22
01
/12
/20
08
02
/12
/20
08
04
/12
/20
08
05
/12
/20
08
06
/12
/20
08
07
/12
/20
08
08
/12
/20
08
11
/12
/20
08
12
/12
/20
08
13
/12
/20
08
14
/12
/20
08
15
/12
/20
08
17
/12
/20
08
18
/12
/20
08
19
/12
/20
08
20
/12
/20
08
23
/12
/20
08
24
/12
/20
08
26
/12
/20
08
27
/12
/20
08
28
/12
/20
08
31
/12
/20
08
02
/01
/20
09
03
/01
/20
09
04
/01
/20
09
06
/01
/20
09
07
/01
/20
09
09
/01
/20
09
10
/01
/20
09
12
/01
/20
09
13
/01
/20
09
14
/01
/20
09
16
/01
/20
09
17
/01
/20
09
18
/01
/20
09
21
/01
/20
09
22
/01
/20
09
23
/01
/20
09
29
/01
/20
09
01
/02
/20
09
02
/02
/20
09
05
/02
/20
09
06
/02
/20
09
Data (dia)
Co
nc
en
tra
çã
o (
PP
M)
Dicetonas
Valor Esperado: Máx 0,10 ppm
Linear (Dicetonas)
Inicio lavagem ácidaAumento nº células
Alteração curva
de temperatura
Figura 4. 10. Resultados do tempo total de redução das dicetonas totais, antes e após das alterações de
processo propostas no trabalho
A Figura 4.11 representa a linha do tempo, onde é evidenciado o momento exato (data)
de aplicação das 3 variáveis de processo (lavagem ácida, aumento da concentração de
fermento e mudança nas temperatura de fermentação), em função do tempo total de
fermentação.
Mesmo tendo sido observada uma brusca redução no tempo total de fermentação,
quando se iniciou a utilização do fermento previamente acidificado, ainda não foram atingidos
os valores de especificação. Com o aumento da concentração de fermento dosado no
fermentador e mudança nas temperaturas de fermentação, o tempo total de fermentação
atingiu o valor de especificação, mantendo-se estável.
140
165
190
215
240
265
290
315
340
365
390
01/1
2/20
08
02/1
2/20
08
04/1
2/20
08
05/1
2/20
08
06/1
2/20
08
07/1
2/20
08
08/1
2/20
08
11/1
2/20
08
12/1
2/20
08
13/1
2/20
08
14/1
2/20
08
15/1
2/20
08
17/1
2/20
08
18/1
2/20
08
19/1
2/20
08
20/1
2/20
08
23/1
2/20
08
24/1
2/20
08
26/1
2/20
08
27/1
2/20
08
28/1
2/20
08
31/1
2/20
08
02/0
1/20
09
03/0
1/20
09
04/0
1/20
09
06/0
1/20
09
07/0
1/20
09
09/0
1/20
09
10/0
1/20
09
12/0
1/20
09
13/0
1/20
09
14/0
1/20
09
16/0
1/20
09
17/0
1/20
09
18/0
1/20
09
21/0
1/20
09
22/0
1/20
09
23/0
1/20
09
29/0
1/20
09
01/0
2/20
09
02/0
2/20
09
05/0
2/20
09
06/0
2/20
09
Data (dia)
Tem
po
(H
ora
s)
Tempo de Fermentação
Valor Esperado: Máx 0,10 ppm
Linear (Tempo de Fermentação)
Inicio lavagem ácida Aumento nº células
Alteração curva
de temperatura
Figura 4. 11. Resultados do tempo total de fermentação, antes e após das alterações de processo
propostas no trabalho estas.

Capítulo 5
Conclusão

Conclusão
Claudio Dantas de Medeiros - Setembro/2010
53
5. Conclusão
As variáveis de processo alteradas na fermentação da cerveja, com o objetivo de
redução do tempo de fermentação e concentração das dicetonas vicinais totais, foram
satisfatórias.
Acidificação prévia do fermento, controle de temperatura de fermentação e aumento
da concentração das células de fermento foram satisfatórias para redução no tempo de
fermentação. Após aplicação das três variáveis de processo citadas acima, o tempo total de
fermentação foi reduzido de 266 horas para 168 horas. Este resultado mostra a viabilidade de
se produzir cerveja com tempos reduzidos de fermentação, utilizando-se técnicas para
controle da curva de formação e redução das dicetonas vicinais totais, reduzindo,
consequentemente, o tempo total de fermentação.
Observou-se que, através da acidificação prévia do fermento, foi aumentada a
concentração de leveduras em suspensão, na segunda fase de fermentação, de 2,45 x 106 para
16,38 x 106 células/mL, atendendo, assim, ao objetivo principal, que era alterar a
característica do fermento de floculenta para pulverulenta.
Com o controle da temperatura de fermentação desde o enchimento do tanque até a
segunda fase de fermentação, foi possível diminuir o pico de dicetonas totais formadas.
Observou-se, também, uma redução no pico de formação das dicetonas vicinais totais,
com a redução da taxa de multiplicação do fermento, dentro do fermentador, de 3 para 2
vezes.
A redução mais expressiva do tempo total de fermentação se deu quando se colocou
em prática no mesmo tanque fermentador as 3 variáveis de processo, já com processos
altamente controlados. Esta prática poderá ser utilizada em qualquer cervejaria que necessite
solucionar problema de qualidade (degustação do produto) e/ou atendimento da demanda do
mercado, pois com a redução no tempo total de fermentação aumenta a produtividade do
processo de fabricação de cerveja.

54
Referências
Bibliografia

Referência bibliográficas
Claudio Dantas de Medeiros - Setembro/2010
55
6. Referências bibliográficas
BANFORTH, C. Beer: Tap into the Art and Science of Brewing. 2ª Edição. Oxford University
Press, 2003. V.1.
BERGEN, B.V. Diacetyl: identification and characterisation of molecular mechanisms for
reduction in yeast and their application in a novel enzyme based assay for quantification in
fermentation systems. 2006. Doctor of Philosophy. Department of Bioresource Engineering,
McGill University. Montreal.
BOULTON, C. A.; BOX, W. G.; QUAIN, D. E.; MOUZAHN, S. W. Vicinal Diketone
Reduction as a Measure of Yeast Vitality. MBAA Technical Quarterly, v. 38, n. 2, p. 89-93,
2001.
BRIGGS, D. E.; BOULTON, C. A.; BROOKES, P.A.; STEVENS, R. Brewing Science and
practice. North America: CRC Press LLC, 2004. V1.
BRITES, A. A.; SANCHEZ, A.D.; J. DUE, HAMMOND, J. J. R. M.; MARTINS, P. A.;
SMITH, I. Fermentation & Maturation. Manual of Good Practice. European Brewry
Convention, 2000.
CARVELL. J.; BERGEN, B. V.;S HEPPARD, M. B.; JARDIM, A. Development of an
enzymatic strategy for monitoring diacetyl during beer fermentation and maturation. Dept. of
Bioresource Engineering, McGill University, Canada.
CYR, N.; BLANCHETTE, M.; PRICE, S. P.; SHEPPARD, J. D. Vicinal Diketone Production
and Amino Acid Uptake by two Active Dry Lager Yeast During Beer Fermentation, J. Am.
Soc. Brew. Chem., v. 65, n. 3, p.138-144, 2007.
EMEST, C.; CHEN, H.; JAMIESON, A. M.; GHELUWE, G. V. The Release of Fatty Acids as
a Consequence of Yeast Autolysis. ASBC Journal, v. 38, n. 1, 1980.

Referência bibliográficas
Claudio Dantas de Medeiros - Setembro/2010
56
GALATTO, M. V. Apostila: Treinamento de Packaging. 2008. Senai. Vassouras-RJ.
KUNZE, W. Technology Brewing and malting. International. Berlin: VLB, 1999. 1ª Edição.
New Jersey, U.S.A.: Noyes Publications, 1995.
MCAIG, R.; BENDIAK, D. S.; Yeast Handling Studies. II. Temperature of Storage of Pitching
Yeast. ASBC Journa,l v.43, n. 2, 2000.
NAKATANI, K.; TAKAHASHI, T.; NAGAMI, K.; KUMADA, J. Kinetic study of vicinal
diketones in brewring – Formation of total vicinal diketones. MBAA Technical Quarterly, v.
21, n. 4, 1984.
PATINO, P.; EDELEN, C.; MILLER, J. Alternative Measures of Yeast Vitality: Use of
Cumulative Acidification Power and Conductance. ASBC Journaly, v. 51, n. 3, p. 128-132,
1993.
PICKERELLI, A. T. W.; HWANG, A.; AXCELL, B. C. Impact of Yeast Handling Procedures
on Beer Flavor Development During Fermentation. ASBC Journaly, v. 49 n. 2. p 82 – 92,
1991.
SPEERS, A. Apostila: Maturation. Siebel Institute: WBA Diploma Course AME Module
2.3.1, 1999.a
SPEERS, A. Filtração e Envase da cerveja. Siebel Institute: WBA Diploma Course, 1999.b
SWINDELL, S. R.; BENSON, K. H.; GRIFFIN, H. G.; RENAUL, P. T. Genetic manipulation
of the pathway for diacetyl metabolism in lactococcus lactis. Applied and environmental
microbiology, v. 62, n. 7, p. 2641–2643,1996.
STANBURY, P. F.; WHITAKER, A.; HALL, S. J. Principles of Fermentation Technology.
Second Edition. Amsterdam, Butterworth-Heinemann, 1995.
Referência bibliográficas
Claudio Dantas de Medeiros - Setembro/2010
57
STWART, G. G.; RUSSELL. I. Manual da levedura e fermentação High Gravity. Heriot-Watt
University, Ricarton, Edinburg EH 14 4AS. Scottland, 2005.
TSCHOPE, E. C. Microcervejarias e cervejarias: a história, a arte e a tecnologia. São Paulo:
Editora Aden,?? Edição 2001.
VESELY, P.; DUNCOMBE, D.; LUSK, L.; BASAROVA, G.;SEABROOKS, J.; RYDER, D.
The Impact of Fermentation Temperature on Yeast Reductase Activity. MBAA Technical
Quarterly,v. 41,n 3, p 282 – 292, 2004.
VOGEL, H. C.; TODARO, C. L. Fermatation and Biochemical Engineering Handbook:
Principles, Process Design, and Equipment. 2ª Edição. New Jersey, U.S.A.: Noyes
Publications, 1997.
YAMAUCHI, Y.; OKAMOTO, T.; MURAYAMA, H.; KAJINO, K.; NAGARA, A.;
NOGUCHI, K. Rapid maturation of beer using an immobilized yeast bioreactor. 2. Balance
of total diacetyl reduction and regeneration. Journal of Biotechnology. v. 38, p. 109-116,
1995.

Anexos

Anexos
Claudio Dantas de Medeiros - Setembro/2010
59
Anexos
Anexo 01 -- ANÁLISE DE DICETONAS TOTAIS
1. OBJETIVO
Determinar o teor de diacetil e 2,3-pentanodiona total, em cervejas em elaboração e
pasteurizadas, através do método espectrofotométrico da ortofenilenodiamina.
3. MATERIAL NECESSÁRIO
3.1. Aparelhagem
3.1.1. Espectofotômetro UV-VIS, com cubeta de 10 mm de caminho ótico;
3.1.2. Manta de aquecimento;
3.1.3. Balança de precisão com resolução de 0,01 g;
3.1.4. Equipamento para
3.1.4.1. Balão de destilação com junta esmerilada 24/40 de 500 mL;
3.1.4.2. Condensador do tipo “Grahan” com junta superior esmerilada 24/40 com 20 cm
de comprimento;
3.1.4.3. Conexão com entrada para CO2 com juntas esmeriladas 24/40;
3.1.4.4. Conexão sem entrada para CO2; com juntas esmeriladas 24/40;
3.1.5.. Tubo graduado de 25 mL, com tampa (calibrado);
3.1.6. Bécher de 100 mL;
3.1.7. Balão volumétrico de 100 e 1000 mL;
3.1.8. Tubo de ensaio com tampa de rosca, capacidade mínima de 50 mL;
3.1.9. Garrafa biológica com boa vedação;
3.1.10. Banho de gelo;
3.1.11. Funil analítico;
3.1.12. Papel de filtro qualitativo preparado com terra infusória (leito filtrante);
3.1.13. Proveta ou Bico de papagaio de 100 mL ;
3.1.14. Cronômetro;
3.1.15. Banho termostático a 70,0 1ºC.

Anexos
Claudio Dantas de Medeiros - Setembro/2010
60
3.2 Reagentes
3.2.1. Ácido clorídrico 4N:
3.2.1.1. Adicionar 332,0 ± 5,0 mL de HCI concentrado em água destilada, completando o
volume em balão volumétrico
de 1000 mL. Armazenar em frasco de vidro por 6 meses;
3.2.2. Solução de orto-fenilenodiamina a 1% (m/v) - C6H4 (NH2)2:
3.2.2.1. Dissolver 1,00 ± 0,05 g de orto-fenilenodiamina na solução de HCl 4N e completar o
volume a 100 mL, em balão volumétrico, com a solução de ácido clorídrico 4N.
Esta solução deve ser preparada no dia do uso e guardada em local escuro.
4. EXECUÇÃO
4.1 Princípio do método
Consiste em extrair as dicetonas vicinais totais através de destilação. A reação entre o
destilado e a ortofenilenodiamina fornece um composto, cuja absorbância medida a 335
nm é proporcional à concentração de dicetonas vicinais (livres / totais).
Além do método por cromatografia gasosa, a EBC recomenda um método
espectrofotométrico que emprega uma destilação de cerveja não descarbonatada, tratada à 70°
C, sob condições controladas para obter em 5 – 10 minutos o destilado contendo dicetonas
vicinais totais. O desenvolvimento da coloração é obtido através da reação com
ortofenilenodiamina para obtenção da 2,3 – dimetilquinoxalina, cuja absorbância medida a
335 nm é proporcional à concentração de dicetonas vicinais.
Nas condições do método também reage a 2-3 pentanodiona mas com menor
sensibilidade.

Anexos
Claudio Dantas de Medeiros - Setembro/2010
61
4.2. Procedimento
4.2.2. Amostras de Fermentação / Maturação / Tanque de Pressão / Produto Acabado para
análise de Dicetonas Totais
5.2.2.1. Coletar e preparar a amostra ;
4.2.2.2. Fazer a montagem da aparelhagem para destilação
5.2.2.3.. Medir 100 mL da amostra e transferir quantitativamente para o balão de destilação. Adicionar
25 mL de água destilada. Recomenda-se o uso de 1 gota de anti-espumante ;
5.2.2.4. Destilar rapidamente, com cuidado para não ocorrer queima na lateral do balão;
5.2.2.5. Coletar o destilado em tubo graduado ou similar ao qual se adicionou, antes do início da
destilação, 1mL de água destilada;
5.2.2.6. Destilar até atingir o volume de 24,0 ± 0,5 mL e completar até o nível de 25,0 mL
com água destilada;
5.2.2.7. Homogeneizar e pipetar porções de 10 mL do destilado para 2 tubos de ensaio com
tampa de rosca (prova real e prova em branco);
5.2.2.8. Adicionar à prova real 0,5 mL da solução de orto-fenilenodiamina (recentemente
preparada) e homogeneizar;
5.2.2.9. Deixar em lugar escuro durante 35,0 ± 5,0 minutos;
5.2.2.10. Adicionar à prova real e à prova em branco, respectivamente 2,0 e 2,5 mL da
solução de ácido clorídrico 4N. Homogeneizar;
5.2.2.11. Efetuar a leitura da absorbância da prova real à 335 nm , usando a prova em branco
para “zerar” o aparelho, num período máximo de 20,0 ± 1,0 minutos.
5. RESULTADO
6.1. Cálculo:
Dicetonas Livres e/ou Totais (mg/L) = A335 x 2,4 x f

Anexos
Claudio Dantas de Medeiros - Setembro/2010
62
onde:
A = leitura correspondente à absorbância da amostra a 335 nm
f = fator determinado através da calibração do espectrofotômetro
DVP = ( DVT - DVL)
DVP = Concentração de dicetonas precursores (potenciais) na amostra, em mg/L;
DVT = Concentração de dicetonas totais na amostra, em mg/L.
DVL = Concentração de dicetonas livres na amostra, em mg/L;
Dicetonas livres e/ou totais corrigida para mosto básico 12,00 ºP
MB
DVPTLDV
TQ12)//(
Onde:
DV (L / T / P) = dicetonas vicinais (livres / totais / precursores) na amostra, para mosto
básico 12,00 ºP
DVTQ = dicetonas vicinais amostra tal qual
MB = mosto básico da amostra
Expressar os resultados em mg/L, com duas casas decimais
6. INCERTEZA
7.1. Desvio Padrão = 0,01
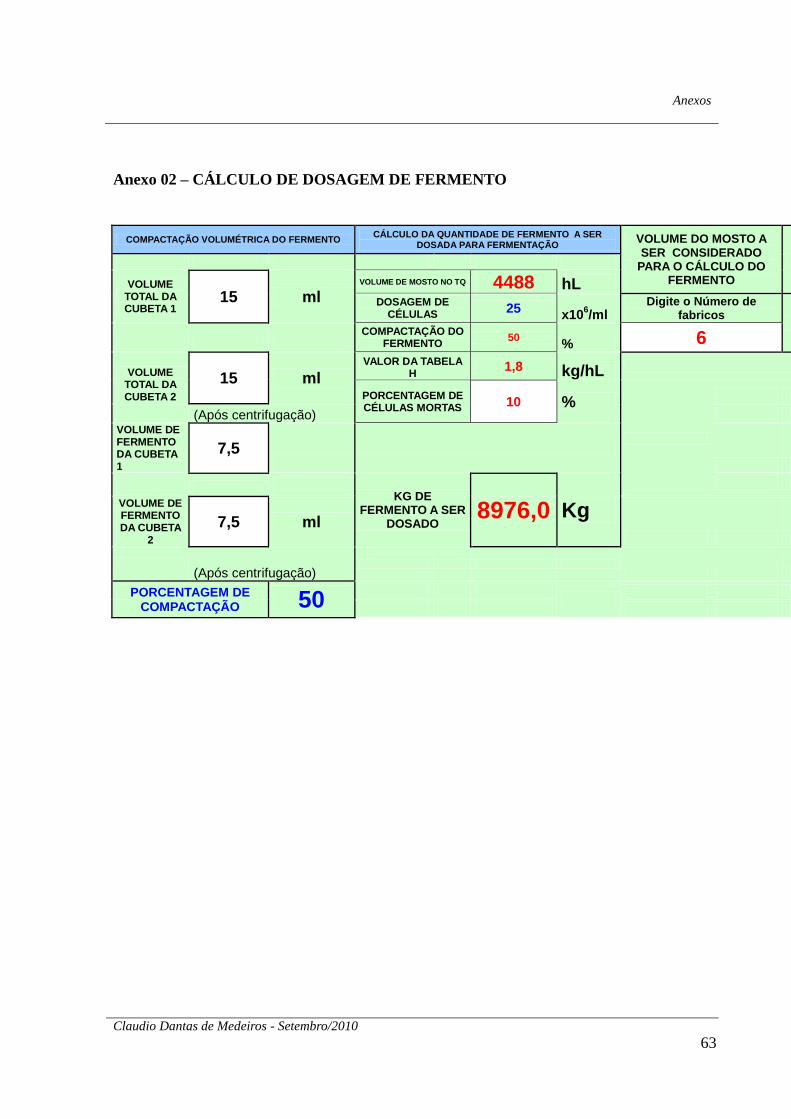
Anexos
Claudio Dantas de Medeiros - Setembro/2010
63
Anexo 02 – CÁLCULO DE DOSAGEM DE FERMENTO
COMPACTAÇÃO VOLUMÉTRICA DO FERMENTO CÁLCULO DA QUANTIDADE DE FERMENTO A SER
DOSADA PARA FERMENTAÇÃO VOLUME DO MOSTO A SER CONSIDERADO
PARA O CÁLCULO DO FERMENTO
Mosto frio (atualizar todo mês)
VOLUME TOTAL DA CUBETA 1
15 ml VOLUME DE MOSTO NO TQ 4488 hL
DOSAGEM DE CÉLULAS
25 x10
6/ml
Digite o Número de fabricos
748
COMPACTAÇÃO DO
FERMENTO 50
% 6
VOLUME TOTAL DA CUBETA 2
15 ml VALOR DA TABELA
H 1,8 kg/hL
PORCENTAGEM DE CÉLULAS MORTAS 10 %
(Após centrifugação) VOLUME DE FERMENTO DA CUBETA 1
7,5
KG DE
FERMENTO A SER DOSADO
8976,0 Kg
VOLUME DE FERMENTO DA CUBETA
2
7,5 ml
(Após centrifugação)
PORCENTAGEM DE COMPACTAÇÃO 50
20





























