Embed Size (px)
Citation preview
Rede Temática em Engenharia de Materiais
UFOP - CETEC - UEMG Pós-Graduação em Engenharia de Materiais
Dissertação de Mestrado
""" EEESSSTTTAAAMMMPPPAAABBBIIILLLIIIDDDAAADDDEEE DDDEEE
CCCHHHAAAPPPAAASSS FFFIIINNNAAASSS LLLAAAMMMIIINNNAAADDDAAASSS AAA
QQQUUUEEENNNTTTEEE """
Autor: Cristiano Roosevelt Cerceau
Orientador: Fernando Gabriel da Silva Araujo
Co-Orientadores: André Barros Cota
Anderson Peter Morelato
ABRIL 2004
UFOP - CETEC - UEMG

2
AGRADECIMENTOS
Agradeço à Companhia Siderúrgica de Tubarão – CST – pela oportunidade e
suporte para a realização deste Mestrado.
Agradeço também aos colegas de serviço da Assistência Técnica, pelo apoio
e amizade.
À REDEMAT, ao Orientador Fernando Gabriel, e aos Co-Orientadores
Anderson Morelato e André Cota pela colaboração técnica.
À minha família e amigos que torceram por mim.
E a todos,
Muito Obrigado.

3
ÍNDICE
" ESTAMPABILIDADE DE CHAPAS FINAS LAMINADAS A QUENTE " .................. 1
AGRADECIMENTOS..................................... ......................................................... 2
ÍNDICE .................................................................................................................... 3
RESUMO ................................................................................................................ 6
ABSTRACT .......................................... .................................................................. 7
Lista de Figuras ............................................................................................... 8
Lista de Tabelas ............................................................................................ 11
1. INTRODUÇÃO .................................................................................................. 12
2. REVISÃO BIBLIOGRÁFICA ..................................... ........................................ 14
2.1. Estampagem ................................. .............................................................. 14
2.1.1. Descrição do Processo de Estampagem ................................................. 14
2.1.2. Estampagem profunda ............................................................................ 19
2.1.3. Defeitos oriundos da conformação .......................................................... 21
2.2 Materiais especiais para estampagem ......... ............................................. 23
2.2.1. Aços Livres de Intersticiais (IF)................................................................ 23
2.2.1.1. Aços Livres de Intersticiais de Alta Resistência (IF HS) ................... 25
2.2.2. Aços “Endurecíveis na Pintura” (Bake Hardening) .................................. 26
2.2.3. Aços “Bifásicos” (Dual Phase) e Aços Endurecíveis por Transformação -
TRIP .................................................................................................................. 27
2.3. Ensaios de Embutimento ....................... ..................................................... 28
2.3.1. Ensaio Swift: Estampagem profunda ....................................................... 28
2.3.2. Ensaio Erichsen....................................................................................... 31
2.3.3. Ensaio Fukui – Teste Combinado ............................................................ 32
2.4. Ensaio de Tração ............................. ............................................................ 34
2.4.1. Tensão e Deformação ............................................................................. 34
2.4.2. Encruamento ........................................................................................... 38
2.4.3. Coeficientes de Anisotropia ..................................................................... 40
2.4.4. Envelhecimento ....................................................................................... 41

4
2.5. Curva Limite de Conformabilidade ............. ................................................ 43
2.5.1. Método Nakazima .................................................................................... 43
2.6. Principais diferenças físicas entre laminados a quente e laminados a frio
.............................................................................................................................. 48
2.6.1. Qualidade Superficial .............................................................................. 48
2.6.2. Controle de Espessura e Forma .............................................................. 49
2.6.3. Propriedades Mecânicas ......................................................................... 49
2.7. Laminados a quente de baixa espessura em subst ituição a laminados a
frio .............................................. .......................................................................... 51
2.7.1. Áreas potenciais para utilização de laminados a quente finos ................ 52
Tubos ............................................................................................................. 52
Construção Civil ............................................................................................. 54
Setor Automotivo ........................................................................................... 54
Utensílios ....................................................................................................... 59
Eletrodomésticos ........................................................................................... 60
Substrato para revestimento .......................................................................... 61
Laminado a quente como matéria-prima para redução a frio ........................ 61
3. PROCEDIMENTO EXPERIMENTAL ........................................................................... 63
3.1. Metodologia .................................. ................................................................ 63
3.2. Materiais .................................... ................................................................... 63
3.3. Ensaios de Tração e Dureza ................... .................................................... 65
3.4. Ensaio Curva Limite de Conformabilidade à Estr icção Máxima .............. 67
3.4.1. Dimensões das amostras ........................................................................ 67
3.4.2. Marcação da grade .................................................................................. 68
3.4.3. Ensaios de Conformação das Chapas .................................................... 69
3.4.4. Obtenção da curva limite de conformação à estricção máxima............... 72
3.5. Metalografia ................................. ................................................................. 74
4. RESULTADOS E DISCUSSÃO ................................................................................. 75
4.1. Metalografia ................................. ................................................................. 75
4.2. Ensaios de tração e de dureza Rockwell b ..... ........................................... 84

5
4.2. Coeficientes de Anisotropia das Chapas LQ e LF .................................... 89
4.3. Comparações das Propriedades Mecânicas das Cha pas LQ e LF para
cada Espessura .................................... ............................................................... 91
4.5. Curva Limite de Conformabilidade à Estricção Máxima .......................... 92
4.5.1. Curvas Limites de Conformabilidade à Estricção Máxima ....................... 92
4.5.2. Comparação das CLC’s à Estricção Máxima entre os Laminados a
Quente e a Frio ................................................................................................. 97
5. CONCLUSÕES .................................................................................................... 100
6. BIBLIOGRAFIA ................................................................................................... 103
Anexo A: propriedades mecânicas à tração em cp’s nas direções transversal,
longitudinal e diagonal, com respeito à direção de laminação ..................... 105
6
RESUMO
Chapas finas laminadas a quente do aço SAE1006, nas espessuras nominais de
1,2; 1,5 e 1,8mm, produzidas no laminador de tiras a quente da Companhia
Siderúrgica de Tubarão, CST, tiveram suas características e propriedades
comparadas a chapas laminadas a frio, do mesmo aço e com as mesmas
espessuras nominais, estas adquiridas no mercado. Foram investigadas as
microestruturas das chapas nas três espessuras, por microscopia óptica e por
microscopia eletrônica de varredura, com determinação dos tamanhos médios de
grão. As chapas foram submetidas a ensaios de dureza Rockwell B e a ensaios de
tração, com corpos de prova retirados nas direções paralela, transversal e diagonal,
com respeito ao sentido de laminação, para a determinação dos limites de
escoamento e resistência, dos alongamentos uniforme e total e do coeficiente de
encruamento. Os resultados de deformação a 15% nos ensaios de tração foram
usados para calcular os coeficientes de anisotropia de Lankford, normal e planar das
chapas laminadas a quente e laminadas a frio, nas três espessuras. Para todas as
chapas, foram preparadas amostras de 200mm de comprimento, com larguras
variando de 40 a 200mm, em intervalos de 20mm, com as quais foram realizados
ensaios de curva limite de conformabilidade, CLC, pelo método Nakazima, em
prensa Erichsen. Foi demonstrado que as chapas finas laminadas a quente
apresentam maior estampabilidade que as chapas laminadas a frio, sendo as
demais propriedades mecânicas testadas praticamente equivalentes.

7
ABSTRACT
Thin gauge SAE 1006 steel hot rolled strips, with the nominal thicknesses of 1.2, 1.5
and 1.8mm, produced in the hot strip mill of Companhia Siderúrgica de Tubarão,
CST, had their characteristics and properties compared to cold rolled strips. Their
microstructures were investigated by light and electron microscopies, for the
calculation of their average grain sizes. Tensile and Rockwell b hardness tests were
performed in all strips, from samples machined in the parallel, transverse and
diagonal directions, with respect to the milling direction, for the determination of the
yield strength, tensile strength, uniform and total elongations, and strain-hardening
exponent. The results of the tensile tests at 15% elongation were used in the
calculation of the Lankford, normal and planar anisotropy coeficients, of the hot- and
cold-rolled strips, in all of the three nominal thicknesses. Samples with 200mm length
and width varying from 40 to 200mm, in intervals of 20mm, from all strips, were
pressed in an Erichsen machine, according to the Nakazima method, to determine
their forming limit curves, FLC. The hot-rolled strips showed better forming behaviour
than the cold-rolled strips, all the other mechanical properties tested showed to be
similar.

8
LISTA DE FIGURAS
Figura 1. 1. Laminador de tiras a quente da CST ................................................................................ 13
Figura 2. 1. Processo de estampagem ................................................................................................. 14
Figura 2. 2. Esquema mostrando a parte encruada da chapa, que transmite esforços às partes externas. ..................................................................................................................................... 17
Figura 2. 3. Classificação dos modos de conformação ........................................................................ 18
Figura 2. 4. Estampagem profunda ....................................................................................................... 19
Figura 2. 5. Exemplos de modos de deformação e fraturas típicas associadas ................................... 21
Figura 2. 6. Ensaio de estampagem profunda – Ensaio Swift .............................................................. 29
Figura 2. 7. Tipos de deformação que ocorrem na estampagem profunda. ......................................... 30
Figura 2. 8. Esboço do ensaio de embutimento Erichsen ..................................................................... 31
Figura 2. 9. Esquema do ensaio Fukui. ................................................................................................. 33
Figura 2. 10. Curva do ensaio (tração) [USIMINAS, 2001]. .................................................................. 35
Figura 2.11. Curva de ensaio de tração apresentando limite de escoamento definido [USIMINAS, 2001]. ................................................................................................................................ 37
Figura 2. 12. Direções para o cálculo do coeficiente de anisotropia. ................................................... 41
Figura 2. 13. Efeito do coeficiente de anisotropia planar no orelhamento. ........................................... 41
Figura 2. 14. Curva de tração para material com escoamento definido. .............................................. 42
Figura 2. 15. Limite de escoamento descontínuo em aço em que ocorreu envelhecimento. ............... 42
Figura 2. 16. Ilustração das etapas do método Nakazima para levantamento da CLC [ARC] ............. 44
Figura 2. 17. Regiões da Curva Limite de Conformabilidade. .............................................................. 46
Figura 2. 18. Exemplo prático de Curva Limite de Conformabilidade, CLC. [CamSys] Figura extraída da Internet de uma empresa especializada no levantamento da CLC. .................................. 47
Figura 2. 19. Diferencial de preços entre laminados a quente e laminados a frio nos EUA (1990 - 1198)- Dados gerais - incluindo espessuras acima de 2.0mm [CRU, 1998] ............................ 51
Figura 2. 20. Distribuição por espessura no mercado de tubos na Europa em 1998 [CRU, 1998] ...................................................................................................................................................... 53
Figura 2. 21. Percentagem da distribuição de espessura de chapa no mercado de construção dos EUA no ano de 1988 [CRU, 1998] ............................................................................... 54
Figura 2. 22. Percentagem da distribuição de espessura de material em partes estruturais [CRU, 1998] ........................................................................................................................................... 55
Figura 2. 23. Distribuição de peso na espessura do material em partes estruturais [CRU, 1998] ...................................................................................................................................................... 56
Figura 2. 24. Percentagem da distribuição de espessuras de chapas no mercado de utensílios, em 1997 [CRU, 1998]. ......................................................................................................... 60
Figura 3. 1. Posições de retirada dos CP’s de tração, com respeito ao sentido de laminação das chapas. ........................................................................................................................................... 65
Figura 3. 2. Geometria dos CP’s de tração ........................................................................................... 66
Figura 3. 3. Decapagem do LQ ............................................................................................................. 69
Figura 3. 4. Máquina Erichsen. ............................................................................................................. 70
Figura 3. 5. Conformação da chapa no CP de 40mm ........................................................................... 71
Figura 3. 6. Conjunto de amostras de CLC, da chapa laminada a quente com espessura de 1,5mm, submetidas a ensaios de conformação em máquina Erichsen, com 200mm de comprimento e larguras de 40, 60, 80, 100, 120, 140, 160, 180 e 200mm. Carga no prensa

9
chapas de 150kN e velocidade do punção de 21mm/min, até a estricção. .......................................... 72
Figura 3. 7. Marcação dos pontos que delimitam a região de maior estricção encontrada na deformação. ........................................................................................................................................... 73
Figura 4. 1. (a) Microestrutura da chapa LQ, na espessura de 1,8mm. Microscópio óptico, 100X, nital 2% por 15s. (b) Micrografia da seção reta da chapa LQ, mostrando camada oxidada de 8,65µm. MEV, 5.000X. ........................................................................................................ 76
Figura 4. 2. (a) Microestrutura da chapa LQ, na espessura de 1,5mm. Microscópio óptico, 100X, nital 2% por 15s. (b) Micrografia da seção reta da chapa LQ, mostrando camada oxidada de 4,11µm. MEV, 5.000X. ........................................................................................................ 77
Figura 4. 3. (a) Microestrutura da chapa LQ, na espessura de 1,2mm. Microscópio óptico, 100X, nital 2% por 15s. (b) Micrografia da seção reta da chapa LQ, mostrando camada oxidada de 4,78µm. MEV, 5.000X. ........................................................................................................ 78
Figura 4. 4. Tamanho de grão do LQ nas espessuras de 1,2; 1,5 e 1,8mm. ....................................... 79
Figura 4. 5. (a) Microestrutura da chapa LF, na espessura de 1,8mm. Microscópio óptico, 100X, nital 2% por 15s. (b) Micrografia da seção reta da chapa LF, mostrando camada oxidada de 3,07µm. MEV, 5.000X. ........................................................................................................ 80
Figura 4. 6. (a) Microestrutura da chapa LF, na espessura de 1,5mm. Microscópio óptico, 100X, nital 2% por 15s. (b) Micrografia da seção reta da chapa LF, mostrando camada oxidada de 613,26nm. MEV, 5.000X. .................................................................................................... 81
Figura 4. 7. (a) Microestrutura da chapa LF, na espessura de 1,2mm. Microscópio óptico, 100X, nital 2% por 15s. (b) Micrografia da seção reta da chapa LF, mostrando camada oxidada de 674,59nm. MEV, 5.000X. .................................................................................................... 82
Figura 4. 8. Tamanho de grão do LF nas espessuras de 1,2; 1,5 e 1,8mm. ........................................ 83
Figura 4. 9. Dureza Rockwell b, para chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5 e 1,8mm. Média da dureza feita nos corpos de prova dos ensaios de tração nas direções longitudinal, transversal e diagonal de laminação. ............................................................................................................................................. 85
Figura 4. 10. Limite de escoamento médio para chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5; e 1,8mm. Média de nove ensaios de tração, sendo três em cada uma nas direções longitudinal, transversal e diagonal de laminação. .......................................................................................................................... 86
Figura 4. 11. Limite de resistência médio para chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5 e 1,8mm. Média de nove ensaios de tração, sendo três em cada uma nas direções longitudinal, transversal e diagonal de laminação. .......................................................................................................................... 86
Figura 4. 12. Alongamento uniforme médio para chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5 e 1,8mm. Média de nove ensaios de tração, sendo três em cada uma nas direções longitudinal, transversal e diagonal de laminação. .......................................................................................................................... 87
Figura 4. 13. Alongamento total médio para chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5 e 1,8mm. Média de nove ensaios de tração, sendo três em cada uma nas direções longitudinal, transversal e diagonal de laminação. ........................................................................................................................................ 88
Figura 4. 14. Coeficiente de encruamento médio para chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5 e 1,8mm. Média de nove ensaios de tração, sendo três em cada uma nas direções longitudinal, transversal e diagonal de laminação. .......................................................................................................................... 88
Figura 4. 15. Coeficiente de anisotropia normal para chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5 e 1,8mm. Resultado obtido de nove ensaios de tração, sendo três em cada uma nas direções longitudinal, transversal e diagonal de laminação. .................................................................................................... 89
Figura 4. 16. Coeficiente de anisotropia planar para chapas do aço SAE 1006 laminadas a
10
quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5 e 1,8mm. Resultado obtido de nove ensaios de tração, sendo três em cada uma nas direções longitudinal, transversal e diagonal de laminação. .................................................................................................... 90
Figura 4. 17. Gráfico comparativo das propriedades mecânicas do LQ e LF na espessura de 1,2mm. ................................................................................................................................................... 91
Figura 4. 18. Gráfico comparativo das propriedades mecânicas do LQ e LF na espessura de 1,5mm. ................................................................................................................................................... 91
Figura 4. 19. Gráfico comparativo das propriedades mecânicas do LQ e LF na espessura de 1,8mm. ................................................................................................................................................... 92
Figura 4. 20. CLC à Estricção Máxima para o LF na espessura 1,2mm. ............................................. 93
Figura 4. 21. CLC à Estricção Máxima para o LQ na espessura 1,2mm. ............................................. 94
Figura 4. 22. CLC à Estricção Máxima para o LF na espessura 1,5mm. ............................................. 95
Figura 4. 23. CLC à Estricção Máxima para o LQ na espessura 1,5mm. ............................................ 95
Figura 4. 24. CLC à Estricção Máxima para o LF na espessura 1,8mm .............................................. 96
Figura 4. 25. CLC à Estricção Máxima para o LQ na espessura 1,8mm .............................................. 96
Figura 4. 26. Valores máximos dos pares de deformação e1 e e2 obtidos nas CLC’s à estricção máxima, para as chapas LQ e LF, na espessura 1,2mm. ..................................................... 97
Figura 4. 27. Valores máximos dos pares de deformação e1 e e2 obtidos nas CLC’s à estricção máxima, para as chapas LQ e LF, na espessura 1,5mm. ..................................................... 98
Figura 4. 28. Valores máximos dos pares de deformação e1 e e2 obtidos nas CLC’s à estricção máxima, para as chapas LQ e LF, na espessura 1,8mm. ..................................................... 98
Figura 4. 29. Deformação máxima em espessura antes da falha para a deformação e2 de 0,05% nas espessuras 1,2; 1,5 e 1,8mm. ............................................................................................. 99
Figura A. 1. Limite de escoamento para chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5; e 1,8mm. Média de três ensaios de tração, nas direções transversal (a), longitudinal (b) e diagonal de laminação (c). ........................... 105
Figura A. 2. Limite de resistência para chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5; e 1,8mm. Média de três ensaios de tração, nas direções transversal (a), longitudinal (b) e diagonal de laminação (c). ........................... 106
Figura A. 3. Alongamento uniforme para chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5; e 1,8mm. Média de três ensaios de tração, nas direções transversal (a), longitudinal (b) e diagonal de laminação (c). ...................... 107
Figura A. 4. Alongamento total para chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5; e 1,8mm. Média de três ensaios de tração, nas direções transversal (a), longitudinal (b) e diagonal de laminação (c). ........................... 108
Figura A. 5. Coeficiente de encruamento para chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5; e 1,8mm. Média de três ensaios de tração, nas direções transversal (a), longitudinal (b) e diagonal de laminação (c). ........ 109

11
LISTA DE TABELAS
Tabela II. 1. Composições típicas de aços IF em pecentagem peso ( wt%) ........................................ 24
Tabela II. 2. Composição química de um aço (IF HS) em pecentagem peso (wt%) ............................ 25
Tabela II. 3. Composições químicas de aços BH em percentagem peso (wt%) ................................. 26
Tabela II. 4 Chapas de aço usadas no setor de tubos [CRU, 1998] ..................................................... 53
Tabela II. 5 Chapas de aço finas usadas no setor automotivo dos EUA, Europa, Japão, em 1997 [CRU, 1998]. ................................................................................................................................. 58
Tabela II. 6 Previsão de chapas de aço finas usadas no setor automotivo nos EUA, Europa e Japão, em 2002 [CRU, 1998]. ............................................................................................................ 58
Tabela II. 7 Previsão de chapas de aço finas usadas no setor automotivo nos EUA, Europa e Japão, em 2007 [CRU, 1998]. ............................................................................................................ 59
Tabela II. 8 Quantidade de Laminado a quente utilizado com substrato em chapas revestidas nos EUA, Europa, Japão, em 1997 [CRU, 1998]. ............................................................... 61
Tabela III. 1. Espessuras nominais e reais das chapas LQ e LF, utilizadas para realização dos ensaios mecânicos (tração e Curva Limite de Conformabilidade à Estricção Máxima - CLC à Estricção Máxima) ...................................................................................................................... 63
Tabela III. 2. Composições químicas dos elementos minoritários, em porcentagem em peso, da faixa de especificação do aço SAE 1006 e real das chapas LQ nas espessuras nominais de 1,2, 1,5 e 1,8mm. .............................................................................................................................. 64
Tabela III. 3.Composições químicas dos elementos minoritários, em porcentagem em peso, da faixa de especificação do aço SAE 1006 e real das chapas LF nas espessuras nominais de 1,2, 1,5 e 1,8mm. .............................................................................................................................. 64
Tabela III. 4. Dimensões das amostras LQ e LF para ensaio da CLC à estricção máxima. ................ 67
Tabela V. 1. Tabela comparativa das propriedades mecânicas, conformabilidade e camada de oxidação do aço SAE 1006 LQ e LF. ............................................................................................. 102

12
1. INTRODUÇÃO
Com a entrada em operação do Laminador de Tiras a Quente (LTQ) da Companhia
Siderúrgica de Tubarão (CST) em 2002 (Fig. 1.1), a CST inaugura uma nova era.
Com tecnologias de última geração, este será o mais moderno e versátil de sua
categoria no Brasil, tendo implicado em um investimento total de 450 milhões de
dólares.
A capacidade de produção do LTQ é de 2 milhões de toneladas por ano, com faixa
de espessura variando de 1,20mm a 16,00mm e largura de 700mm a 1880mm. As
várias tecnologias agregadas permitem laminação de tiras finas menores que
2.00mm de espessura, mantendo a estabilidade operacional.
O laminado a quente fino (com espessura inferior a 2,00mm), oferece uma boa
oportunidade à CST, quanto à possibilidade de substituição do produto laminado a
frio, pelo laminado a quente, em várias aplicações específicas. Esse nicho de
mercado abrange tubos de pequeno diâmetro, construção civil, indústria moveleira,
indústria automotiva, indústria de eletrodomésticos, etc.
Com a concepção moderna de novos laminadores de tiras a quente, muitos
problemas comuns na laminação a quente de chapas de baixa espessura, como
qualidade superficial, controle de espessura e controle de forma, estão sendo
minimizados, senão solucionados.
O objetivo do trabalho se resume em estudos de viabilidade de substituição de
laminados finos a frio por laminados finos a quente, nas espessuras nominais de 1,2;
1,5 e 1,8mm. Após a produção das tiras nas três espessuras, por laminação a frio e
por laminação a quente, os materiais serão submetidos a ensaios de tração, e a
levantamentos de suas curvas limite de conformabilidade, fazendo-se a seguir
comparação entre os mesmos e analisando a possibilidade de substituição.
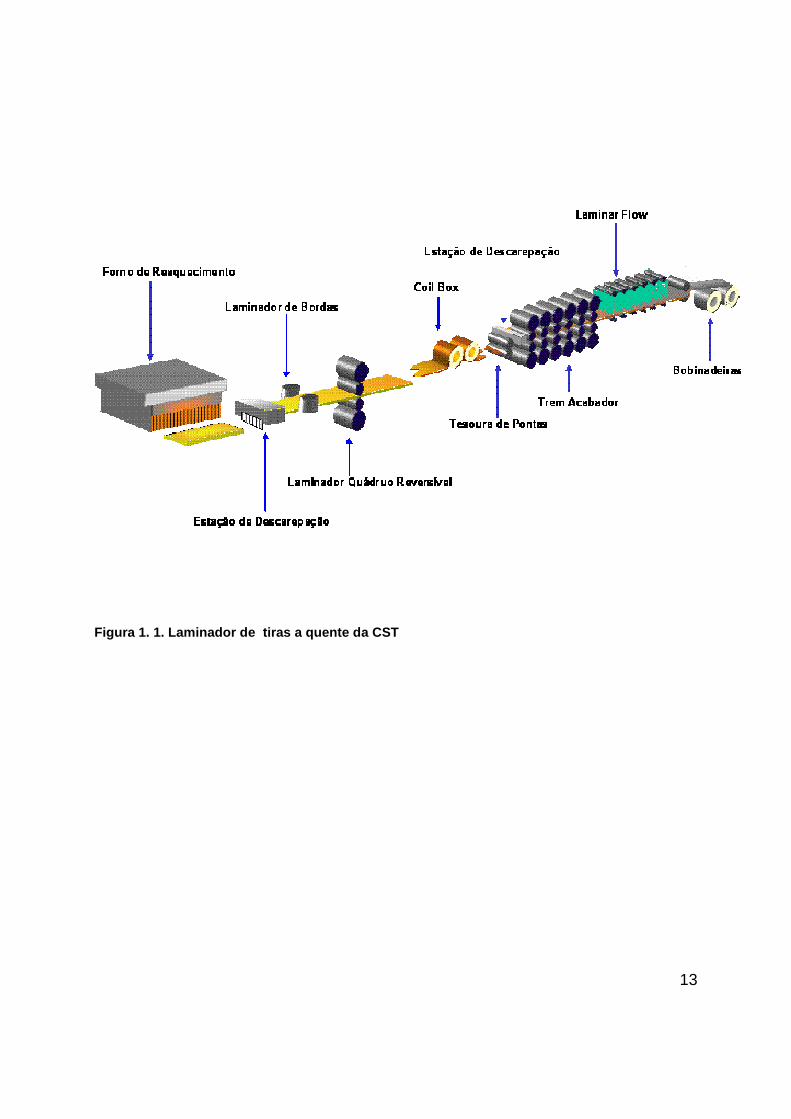
Figura 1. 1. Laminador de tiras a quente da CST
13

14
2. REVISÃO BIBLIOGRÁFICA
2.1. ESTAMPAGEM
2.1.1. DESCRIÇÃO DO PROCESSO DE ESTAMPAGEM
Basicamente, a estampagem é um processo em que uma chapa fina cortada,
chamada “esboço” (“blank”), é transformada em outro perfil através da aplicação de
uma pressão por um mandril [DIETER, 1981]. O mandril impulsiona o esboço contra
uma matriz convexa. Através do encaixe matriz / material / punção é obtido o novo
perfil (Fig. 2.1). Um outro aspecto importante do processo de estampagem é o fato
de que a espessura do material obtido é em geral a mesma da chapa utilizada, ou
seja, não há redução de espessura.
Figura 2. 1. Processo de estampagem
A maior parte da produção em massa de partes metálicas conformadas a partir de
chapas finas é feita em prensas mecânicas ou hidráulicas [DIETER, 1981]. Nas
prensas mecânicas a energia é, geralmente, armazenada em um volante e
transferida para o cursor móvel pertencente ao êmbolo da prensa. As prensas
mecânicas são geralmente de ação rápida, aplicando esforços de curta duração,
enquanto as prensas hidráulicas são geralmente de ação lenta, mas podem aplicar
15
pressões por períodos mais longos, alcançando maiores deformações.
Freqüentemente, matrizes e punções são desenhados de forma a permitir que os
estágios sucessivos de conformação da peça sejam realizados na mesma matriz, a
cada acionamento da prensa. Este procedimento é conhecido por conformação
progressiva.
As etapas da conformação progressiva podem envolver corte, furação, dobramento,
vários estágios de estampagem, etc. Cada operação dessas pode, em si mesma,
representar um processo de fabricação. Por exemplo, alguns componentes
utilizados em motores elétricos são fabricados a partir de chapas finas de aço,
apenas através do processo de corte em prensas.
Assim, a conformação por prensagem de chapas finas implica na utilização de uma
matriz, de um “antirruga” para prender a chapa e um punção que obriga a chapa a
penetrar na matriz e dar-lhe a forma adequada da peça final. É um método de
conformação que é utilizado para se obter peças de formas complicadas e
assimétricas. Conseqüentemente, as deformações e tensões que ocorrem durante o
processo são igualmente complexas e de difícil avaliação.
A conformação por prensagem é largamente utilizada na indústria automobilística
onde se necessita alta produção, baixo índice de sucatamento e rigor de dimensões
[FILHO, 1990].
Para avaliar as variáveis que influem no processo, deve-se analisar:
� as características do material;
� as condições de conformação;
� o projeto das ferramentas.
Os vários tipos de deformação são [K. PARK, 1995]:
� estampagem profunda;
� estiramento;
� combinado (estampagem + estiramento);
� dobramento.

16
Os testes de laboratório, efetuados para verificação das características de
conformabilidade do material, mostram as propriedades referentes a cada tipo de
deformação separadamente. No entanto, a conformação industrial é complexa e a
avaliação em geral deve envolver mais de um teste. Além disto, a caracterização do
material, através de testes de laboratório, não dispensa a realização de testes em
escala industrial, uma vez que as condições de conformação só poderão ser
avaliadas corretamente através de experiências reais, cujos resultados deverão ser
comparados com os de laboratório utilizando as “curvas limite de conformação”.
Um material com boas características de conformabilidade não deve romper durante
a conformação. Mas não é apenas este o único fator. Em segundo lugar vem o
conceito de rigidez de forma (ocorrência de efeito mola – “spring back”; rigidez do
produto acabado) e também a ocorrência de rugas.
Portanto, a avaliação da conformação na prensa deve ser realizada levando em
conta, não só as propriedades mecânicas, forma, rugosidade, etc, do material, mas
também as condições operacionais e de ferramentas em escala industrial.
Tipos de conformação presentes em operações de esta mpagem
Os dois tipos de conformação mais importantes durante a estampagem são o
estiramento e a estampagem profunda, podendo ocorrer ainda o dobramento,
flangeamento e a deformação combinada [RIZZO, 2000]. De maneira simplificada,
pode-se esperar que a região sob o punção sofra estiramento e as demais regiões
do “esboço” sofram estampagem profunda (ou outros tipos de conformação)
[LOUREIRO, 2000].
O estiramento pode ter um papel importante na estampagem, pois causa o
encruamento da chapa na região sob o punção elevando sua resistência mecânica.
Esta elevação na resistência permite que o material suporte com maior facilidade o
esforço de transmitir a tensão do punção para as partes mais externas da chapa (fig.
2.2), movimentando-as para o interior da matriz. Em contrapartida, este estiramento
deve ser controlado, pois causa a redução de espessura, podendo levar à
instabilidade e até mesmo à falha.

17
Esta região deve transmitir oesforço para as demais
regiões da chapa.
Figura 2. 2. Esquema mostrando a parte encruada da chapa, que transmite esforços às partes externas.
Um bom planejamento do processo de estampagem depende do componente que
será produzido. Em geral, tende-se a minimizar o estiramento, devido à redução de
espessura que provoca [LOUREIRO, 2000]. Além do projeto dos ferramentais,
algumas características operacionais, como pressão no antirruga, folga entre punção
e matriz, lubrificação, projeto da matriz, etc, podem favorecer um ou outro modo de
conformação, podendo dificultar a obtenção de determinado componente.
A seguir é feita uma descrição dos principais modos de deformação, bem como de
algumas características operacionais que facilitam a ocorrência de cada modo.
� Estampagem profunda (Fig. 2.3.a ).
Neste caso, há uma combinação de encolhimento do flange (superfície
mais externa do esboço) com dobramento, sendo caracterizada por
baixa pressão no antirruga e uso de punção de cabeça chata. Este
modo de conformação possui combinações de tensão e deformação
bem característicos.

18
� Estiramento puro (Fig. 2.3.b).
Neste modo de conformação, ocorre apenas o estiramento do flange
(redução de espessura), sendo caracterizado por elevada pressão no
antirruga e punção de cabeça hemisférica.
� Conformação combinada.
Ocorre o encolhimento do flange + dobramento + estiramento do
flange. É um caso intermediário aos itens estampagem profunda e
estiramento puro. Neste caso ocorre a redução de espessura do fundo
do copo.
� Dobramento.
Quando ocorre apenas dobramento.
� Flangeamento (Fig.2.3.c).
Quando ocorre dobramento + estiramento do flange sob estado plano
de deformação.
a) Estampagem profunda b) Estiramento c) Flangeamento
Figura 2. 3. Classificação dos modos de conformação
Estes diversos tipos de formas de conformação significam que diversas
combinações de estados de tensão estão se desenvolvendo na chapa em suas
diversas regiões.

19
2.1.2. ESTAMPAGEM PROFUNDA
A estampagem profunda é o processo de fabricação utilizado para modelar chapas
planas em artigos com forma de copo, tais como banheiras, cápsulas e para-lamas
de automóveis. Embora os fatores que controlam o processo de estampagem sejam
bastante evidentes, eles interagem de maneira tão complexa que é impossível, em
termos simples, fazer uma descrição matemática precisa.
A figura a seguir (Fig. 2.4), mostra os principais elementos envolvidos na
estampagem de um copo.
Figura 2. 4. Estampagem profunda
Na estampagem profunda de um copo, o metal é submetido a três tipos diferentes
de deformação [WOO, 1964]. O metal situado no centro do disco, sob a cabeça do
punção, é acomodado em torno do perfil do punção, assim, tem sua espessura
reduzida. Nesta região, o metal está sujeito a um estado biaxial de tração, devido a
ação do punção. O metal situado na região interna do esboço é deformado
radialmente para o interior em direção da garganta da matriz, e à medida que isto
ocorre, a circunferência externa deve decrescer continuamente desde a dimensão
do disco original, até aquela relativa à peça final. Isto significa que o metal está
submetido a uma deformação compressiva na direção circunferencial e a uma
deformação compressiva na direção radial. Sob a ação destas duas deformações

20
principais, ocorre um aumento contínuo da espessura à medida que o metal penetra
na matriz. No entanto, quando o metal ultrapassa o raio da matriz, é primeiramente
dobrado e depois endireitado, ao mesmo tempo que sofre um esforço de tração.
Este dobramento plástico sobre tração resulta numa considerável redução de
espessura, que modifica o aumento da mesma, produzido pela contração
circunferencial. Entre a zona interna tracionada e a zona externa contraída existe um
estreito anel de metal que não foi dobrado, seja sobre a matriz, seja sobre o punção.
O metal nesta região foi submetido apenas a um carregamento de tração ao longo
da operação de estampagem.
Caso a folga entre o punção e a matriz não seja suficientemente grande para
permitir o aumento de espessura a que nos referimos, o metal nestas regiões será
comprimido, ou estirado, entre a matriz e o punção, a fim de produzir uma espessura
uniforme da parede. Na estampagem profunda comercial costumam-se empregar
folgas da ordem de 10 a 20% superiores à espessura da peça metálica.
A força do punção necessária para produzir o copo é a soma da força ideal de
deformação, das forças de atrito e da força necessária para produzir a uniformização
da espessura. A força ideal de deformação aumenta continuamente com o curso,
pois a deformação é crescente, e, devido ao encruamento, a tensão plástica também
cresce. A pressão de fixação é a maior responsável pelo atrito. Este componente
atinge rapidamente um máximo e diminui com o aumento do curso, pois a área do
esboço sob o curso decresce continuamente. Quando for necessária uma força para
uniformizar a espessura, ela será solicitada ao fim do processo, depois da parede do
copo ter atingido a espessura máxima. A força necessária para dobrar e endireitar o
material é outro fator a considerar. De todo trabalho necessário para a fabricação de
um copo, 70% são gastos na deformação radial do metal, 13% para superar o atrito
e 17% no dobramento e endireitamento do material em torno do raio da matriz
[LANGE, 1985].

21
2.1.3. DEFEITOS ORIUNDOS DA CONFORMAÇÃO
Um defeito crítico apresentado por uma peça conformada é o desenvolvimento de
uma trinca que destrói sua integridade estrutural [DIETER, 1981]. A utilidade da
peça pode também ser destruída por localização de deformação (estricção), ou por
formação de ondulação e rugas em regiões de esforços compressivos. Um outro
defeito, bastante inoportuno, é a não observância das tolerâncias dimensionais, a
qual pode resultar da presença do efeito de mola.
Na estampagem profunda a carga é aplicada pelo punção no fundo do copo e então
é transmitida para as paredes laterais. Quando ocorre ruptura, esta se localiza numa
estreita banda de material, na parede do copo, imediatamente acima do raio do
punção, a qual não foi dobrada ou deformada radialmente, mas sim, submetida
essencialmente a deformação por tração. Esse anel de metal entre a parede da
matriz e o punção está sujeito, essencialmente, a um estado de deformação plana
que o alonga e reduz a espessura (Fig. 2.5.a).
Figura 2. 5. Exemplos de modos de deformação e frat uras típicas associadas
Uma vez que a redução máxima na estampagem profunda é da ordem de 50%
[DIETER, 1981], é necessário empregar operações sucessivas de estampagem caso
se queira produzir peças altas delgadas (como chapas de cartuchos e tubos

22
fechados).
No estiramento, o material do flange pára de fluir para dentro da matriz, a elevação
da carga do punção leva à redução de espessura e o material falha. Essa fratura
ocorre sempre no raio da curvatura do punção (Fig. 2.5.b).
Para minimizar esses defeitos, pode-se tanto aumentar o raio do punção (que
diminui o estreitamento), quanto diminuir a carga do punção requerida pela
operação. Se, ocorre a formação de trincas radiais nas bordas do copo, isto significa
que o metal não apresenta ductilidade suficiente para suportar a grande quantidade
de contração circunferencial que se verifica nesta região do esboço. Esse tipo de
defeito ocorre mais facilmente durante o processo de expansão sem recozimento
prévio do que na estampagem inicial.
A formação da ondulação e rugas na borda do copo é resultante das altas tensões
compressivas circunferenciais, desenvolvidas na chapa. Esse defeito pode ser
evitado através da utilização de uma pressão de fixação adequada. Como as peças
obtidas por estampagem apresentam geralmente grande área superficial, estão
sujeitas à presença de defeitos superficiais que prejudicam sua aparência. Outro
defeito superficial importante é a presença de nervuras de distenção, comumente
encontradas em aços baixo carbono. A presença desse defeito está diretamente
associada à existência do patamar de escoamento na curva tensão-deformação do
metal e com a deformação não uniforme que resulta da elongação do limite de
escoamento descontínuo. Esse defeito pode ser minimizado pela aplicação de uma
pequena deformação a frio na chapa de aço da ordem de 1,2 a 2% em espessura,
que elimina o escoamento descontínuo [DIETER, 1981].
23
2.2 MATERIAIS ESPECIAIS PARA ESTAMPAGEM
A norma ABNT 5906 – “CHAPAS de Aço Laminadas a Quente para Estampagem”,
assim como a ABNT 5915 – “Chapas de Aço Laminadas a Frio para Estampagem”
dividem os aços em três categorias básicas: aços para estampagem média (EM),
aços para estampagem profunda (EP), e aços para estampagem extra profunda
(EEP). Na norma são definidos requisitos de composição química, bem como de
propriedades mecânicas, como limite de escoamento, limite de resistência,
alongamento total e embutimento (apenas a ABNT 5915). No entanto, com a
crescente exigência feita aos materiais destinados à estampagem, há a necessidade
de desenvolvimento de novos materiais (aços) para atender as exigências do
mercado.
A indústria automobilística, por exemplo, no intuito de reduzir o peso dos
automóveis, vem exigindo a produção de componentes com resistência mecânica
cada vez maior; o que é, obviamente, deletério à estampabilidade dos aços,
dificultando a obtenção de perfis complexos. Por outro lado, o “design” dos carros
exige a produção de perfis complexos, com formas cada vez mais atraentes aos
seus consumidores. O atendimento de tais exigências só é possível através do
desenvolvimento de aços que atendam a restritos requisitos de estampabilidade e
de resistência.
Alguns aços que podemos citar como parte desses novos desenvolvimentos são:
aços livres de átomos intersticiais (“Intersticial Free” – IF), aços IF de alta resistência
(IF HS), aços “bake hardening” (BH), aços bifásicos (“dual phase” – DP), aços
endurecíveis por transformação – TRIP (“transformation induced plasticity”), etc.
2.2.1. AÇOS LIVRES DE INTERSTICIAIS (IF)
Os aços IF notabilizam-se por baixíssimos níveis de elementos intersticiais
(notadamente Carbono e Nitrogênio), o que é alcançado tanto através de técnicas
especiais na aciaria – por exemplo através de desgaseificação a vácuo a fim de

24
obter-se teores de carbono tão baixos quanto 30ppm – como pela adição de
elementos estabilizadores do carbono e nitrogênio, como alumínio, nióbio e titânio.
Esses procedimentos resultam no desenvolvimento de uma textura de
recristalização altamente favorável a operações de estampagem, como a
estampagem profunda [PEREIRA, 1999] .
Os aços IF, desgaseificados a vácuo e laminados a frio, são caracterizados por
apresentarem baixos limites de escoamento e baixa resistência a tração, altos
valores de alongamento total, de fator de encruamento e de coeficiente de
anisotropia. Além disso, por possuírem características mecânicas de excelente
estampagem profunda e de não envelhecimento, os aços IF permitiram à indústria
mecânica a confecção de peças com geometrias complexas.
Uma forma comum de se classificar os aços IF é pelos elementos químicos
utilizados na sua estabilização. Dessa forma, os aços IF podem ser subdivididos em
aços IF estabilizados ao Ti, ao Nb e ao Ti + Nb. São fornecidas algumas
composições de aços destas três classes na Tabela II.1:
Tabela II. 1. Composições típicas de aços IF em pec entagem peso ( wt%)
Aço IF estabilizado ao Ti
C Mn Si S P Al Ti N B 0,0029 0,17 0,01 0,013 0,010 0,042 0,079 0,0033 -
Aço IF estabilizado ao Nb
C Mn Si S P Al Nb N B 0,0030 0,25 0,01 0,010 0,010 0,040 0,040 0,0033 -
Aço IF estabilizado ao Ti + Nb
C Mn Si S P Al Nb N Ti 0,0030 0,25 0,01 0,010 0,010 0,042 0,040 0,0033 0,025
Cada tipo de aço IF terá características particulares e aplicações diferenciadas.
Atualmente, o aço IF estabilizado ao titânio é o mais amplamente empregado.

25
2.2.1.1. AÇOS LIVRES DE INTERSTICIAIS DE ALTA RESISTÊNCIA (IF HS)
Para fazer frente à competição com outros materiais, tem havido uma pressão do
mercado para diminuir o peso dos componentes estampados sem perda da
resistência dos mesmos (especialmente pela indústria automobilística). Por este
motivo, os aços IF têm evoluído para aços com maior resistência mecânica
[RABELO, 2000].
Tradicionalmente, a elevação da resistência mecânica é feita por um dos seguintes
mecanismos de endurecimento: solução sólida, segunda fase, redução do tamanho
de grão, endurecimento por precipitação e por trabalho a frio. Sendo a grande
maioria destes mecanismos deletérios à estampabilidade dos aços. Aços IF de alta
resistência (IF HS) têm sido produzidos através da adição de fósforo aos aços, um
elemento de menor custo que o manganês e o titânio. O fósforo é adicionado aos
aços IF com o intuito de causar o endurecimento por solução sólida substitucional,
que não leva à redução da estampabilidade dos aços.
Entretanto, o fósforo tem uma grande desvantagem, que é a fragilização durante o
trabalho a frio. Devido à segregação de parte deste fósforo adicionado aos
contornos de grão, o fósforo causa fragilização destes contornos, tornando o aço
susceptível à fratura frágil. Isto tem sido contornado através da adição de boro, ou
através da utilização de aços IF estabilizados ao Ti + Nb. Esses elementos, B e Nb,
tendem a se segregar no contorno de grão de maneira preferencial ao fósforo,
reduzindo a fragilização causada pelo mesmo.
Esses aços têm como grande diferencial, a possibilidade de redução de espessura
dos componentes, sem perda de resistência, o que mantém o potencial de utilização
do aço, especialmente na indústria automotiva. Uma composição química típica de
um aço IFHS é mostrada na tabela II.2.
Tabela II. 2. Composição química de um aço (IF HS) em pecentagem peso (wt%)
C Mn P S Al Ti Nb N B
0,0035 0,41 0,047 0,007 0,042 0,041 0,012 0,0042 0,0012

26
2.2.2. AÇOS “E NDURECÍVEIS NA PINTURA” (BAKE HARDENING)
Os aços “bake hardening”ou “BH” são fruto de uma proposta inteligente, de produzir
a elevação das propriedades mecânicas do material quando o produto já foi
conformado. Isto ocorre na etapa de cura da pintura, onde o componente é exposto
a temperaturas relativamente elevadas por um tempo suficiente para que ocorra o
envelhecimento do aço [RABELO, 2000].
Esses aços são desenvolvidos através de pequenos ajustes de composição química,
apresentando teores elevados de fósforo, e através do controle do nível de carbono
em solução sólida na laminação a frio, a fim de que, após a estampagem da peça e
durante o processo de cura de pintura, tenha-se a precipitação/segregação dos
átomos de carbono (envelhecimento), visando maximizar a elevação do limite de
escoamento, provocando aumento da resistência da peça. Assim, tem-se um
material de baixo limite de escoamento durante a etapa de estampagem e um
componente com propriedades mecânicas otimizadas após a pintura [ABM, 2002].
Os níveis mínimos de elevação da tensão ou limite de escoamento que causam
algum benefício são de 30 a 40N/mm2. Sabe-se, por exemplo, que uma elevação de
40N/mm2 no limite de escoamento poderia compensar uma redução de 0,1mm na
espessura de uma chapa, mantendo a mesma resistência a indentação. Essa
elevação pode também estar associada à presença de nitrogênio mantido em
solução sólida. Resultados mais expressivos de efeito BH ocorrem para aços com
níveis de carbono livre em solução de 5 a 20ppm. Portanto, este efeito resulta de um
controle rigoroso da composição química e do processamento, para garantir este
nível de carbono livre em solução. Composições químicas típicas de um aço BH são
mostradas na tabela II.3.
Tabela II. 3. Composições químicas de aços BH em p ercentagem peso (wt%)
C Mn P S Al Ti Nb N B
0,0108 0,22 0,042 0,013 0,029 0,003 0,001 0,0035 -
0,0115 0,18 0,052 0,013 0,023 0,003 0,001 0,0032 -

27
2.2.3. AÇOS “B IFÁSICOS” (DUAL PHASE) E AÇOS ENDURECÍVEIS POR
TRANSFORMAÇÃO - TRIP
Esses aços desenvolvem elevadas resistências mecânicas devido à presença de
produtos de transformação tais como martensita, bainita e austenita retida na
microestrutura. Quando esses produtos estão distribuídos em uma matriz ferrítica
em proporções de até 20%, pode-se obter interessantes combinações de resistência
e ductilidade. Esses aços apresentam limites de resistência na faixa entre 500 e
650N/mm2 [LLEWELLYN, 1998].
Os aços “dual phase” possuem microestrutura formada de ferrita e martensita (até
20%), possuem escoamento contínuo e elevado encruamento. No entanto,
apresentam baixa relação tensão de escoamento/limite de resistência.
Os aços TRIP, por sua vez, apresentam uma microestrutura contendo austenita
retida, que ao ser deformada transforma-se em martensita, o que promove
elevadíssimo encruamento e, por conseqüência, elevada conformabilidade. Além de
boa conformabilidade, devido a presença de fases muito resistentes, apresentam
limites de resistência de até 800N/mm2.

28
2.3. ENSAIOS DE EMBUTIMENTO
O ensaio de embutimento tem como objetivo avaliar a estampabilidade de chapas
e/ou tiras, relacionando características mecânicas e estruturais da peça com as
máximas deformações possíveis de serem realizadas sem que ocorra ruptura.
Existem diversos tipos de ensaio para essa forma de avaliação [GARCIA, 1999],
alguns dos quais são relacionados abaixo.
� Ensaio Swift: consiste na deformação de um disco metálico (blank), preso em
uma matriz, com um punção na forma cilíndrica. Nesse caso, o resultado é
obtido por meio da relação entre o diâmetro máximo do disco e o diâmetro do
punção que provoca a ruptura da peça. Desse modo, esse método de ensaio
exige a utilização de diversos corpos de prova, sendo muito utilizado para
análise de casos de estampagem profunda (deep drawing).
� Ensaio Erichsen: consiste na deformação de uma tira metálica (blank-corpo
de prova) presa em uma matriz com um punção de forma esférica. Mede-se a
máxima penetração do punção para a qual não tenha ocorrido a ruptura da
tira.
� Ensaio Olsen: é semelhante ao ensaio Erichsen, com algumas alterações na
dimensão do equipamento.
� Ensaio Fukui: este tipo de ensaio consiste em conformar um disco metálico
como um cone com vértice esférico. Exige a utilização de diversos corpos de
prova, e é usado também para análise de estampagem profunda.
2.3.1. ENSAIO SWIFT: ESTAMPAGEM PROFUNDA
Na estampagem profunda, um disco metálico (blank) é colocado sobre uma matriz e
é comprimido para o seu interior através de um punção, geralmente de forma
cilíndrica [GARCIA, 1999]. O objetivo da análise da estampagem profunda é

29
determinar as relações geométricas entre o máximo diâmetro do disco e o mínimo
diâmetro do punção, possíveis para se conformar um copo cilíndrico sem que
ocorram ruptura ou falhas superficiais. A Fig.2.6 mostra um esboço do ensaio de
Swift [GARCIA, 1999].
Figura 2. 6. Ensaio de estampagem profunda – Ensaio Swift
Ao longo do processo de estampagem, o blank é submetido a diferentes tipos de
conformação, até atingir a forma final.
Para maiores informações a respeito de estampagem profunda vide item 2.1.2.
A seguir tem-se a fig. 2.7 com os tipos de deformação que ocorrem na estampagem
profunda.

30
Figura 2. 7. Tipos de deformação que ocorrem na est ampagem profunda.

31
2.3.2. ENSAIO ERICHSEN
O ensaio Erichsen é um ensaio de padronização européia para a avaliação da
ductilidade de chapas metálicas. O ensaio Erichsen consiste em um punção de
cabeça esférica que avança sobre uma fina chapa metálica (blank), presa em um
sistema que aplica uma sobrepressão. O ensaio envolve estiramento biaxial, e o
resultado é dado pelo avanço do punção sobre o metal até o instante em que ocorre
a fratura. Os resultados podem variar com a velocidade de avanço do punção, a
lubrificação do equipamento e do blank e, principalmente, em razão dos critérios
para a determinação do fim de teste (início da fratura) [GARCIA,1999].
Os blanks utilizados no ensaio podem ser circulares ou retangulares, e o mínimo
comprimento ou diâmetro deve ser de 90mm, e a espessura nominal da chapa deve
estar entre 0,2 e 2,0mm. A parte esférica do punção deve ter dureza de 62 HRc, e a
superfície da matriz (do topo até a base) deve ter dureza superior ou igual a 56 HRc.
Na (Fig. 2.8) tem-se o esboço do ensaio de embutimento Erichsen.
Figura 2. 8. Esboço do ensaio de embutimento Erichs en
A velocidade de avanço do punção deve estar entre 0,08 e 0,40mm/s, e próximo a
ruptura a velocidade pode ser reduzida para se obter maior precisão. Em geral,
devido à dispersão dos resultados, deve se ensaiar pelo menos seis chapas e
indicar a média dos valores de avanço do punção.
32
No relatório do ensaio devem ser registradas as seguintes informações:
• tipo de material;
• espessura do blank;
• método da determinação de fim de ensaio;
• número de elementos de ensaio;
• tipo de lubrificante utilizado;
• valor médio e desvio-padrão dos resultados obtidos;
• valor médio da carga máxima atingida nos ensaios;
• método de avanço do punção (constante ou proporcional);
• variação da força do punção (se for um parâmetro conhecido).
2.3.3. ENSAIO FUKUI – TESTE COMBINADO
Nos testes combinados procura-se simular operações em que ocorram estampagem
e estiramento simultaneamente. Existem inúmeros tipos dos quais o mais conhecido
é o Ensaio Fukui ou CCV (“Conical Cup Value”), utilizando punção de cabeça
esférica [WOO, 1964].
Nesse teste, a matriz é cônica na parte de apoio do esboço, conforme figura 2.9,
sendo que o esboço é simplesmente apoiado, sem uso de antirruga. Quando o
punção desce, o esboço adquire formato cônico, sendo após isso deformado em
formato cilíndrico através da cavidade da matriz até iniciar-se a fratura.
A forma final do corpo de prova está mostrada na parte inferior da figura 2.9.

33
Figura 2. 9. Esquema do ensaio Fukui.
O valor medido pelo ensaio é o “valor de CCV” que é igual à soma do diâmetro
máximo Dm (mostrado na figura) e o diâmetro mínimo (na direção circunferencial da
parte mais larga do corpo de prova).
O valor de CCV tem o inconveniente de ser dimensional (mm) e de depender do
diâmetro inicial do esboço. Por isso, esse diâmetro é padronizado por faixa de
espessuras, assim como o conjunto punção e matriz, tornando-se difícil a
comparação de valores referentes a faixas de espessuras diferentes. O
posicionamento do corpo de prova na matriz influi notavelmente nos resultados.

34
2.4. ENSAIO DE TRAÇÃO
O ensaio de tração é o mais utilizado dos ensaios mecânicos, por sua facilidade de
execução, reprodutividade e também pelas informações que são fornecidas a
respeito da resistência dos materiais ensaiados. Esse ensaio consiste na aplicação
de uma força em um corpo de prova padronizado, que tende a alongá-lo no sentido
axial. Esta força é aplicada por meio de uma máquina que mede a força e a
deformação ao longo do ensaio.
As deformações produzidas no corpo de prova, CP, são uniformemente distribuídas,
ou seja, praticamente iguais ao longo da seção menor do corpo de prova (parte útil).
Isto ocorre até que seja atingida uma carga máxima; a partir daí forma-se um
“pescoço” (estricção) nesta parte do CP e as deformações tornam-se diferentes em
cada ponto do corpo de prova. O ensaio completo prossegue até depois que se
forma esta estricção, com a ruptura do material. A ruptura sempre se dá na região
estreita do CP, a menos que um defeito interno do material, fora desta região,
promova a formação de trincas.
Os CP’s para o ensaio de tração podem ser de seções retangulares ou cilíndricas,
dependendo da forma e tamanho do produto do qual foi retirado. A parte útil do CP é
a região onde são feitas as medidas das propriedades mecânicas desejadas, e a
cabeça é a parte destinada apenas à fixação na máquina do ensaio, podendo ou
não ser rosqueada conforme o tipo de garras do equipamento. A transição entre as
cabeças do corpo de prova e a parte útil é sempre feita de forma gradual, com um
formato circular ou elíptico, para que a concentração de tensões se minimize.
2.4.1. TENSÃO E DEFORMAÇÃO
Define-se como tensão a força aplicada em um corpo de prova dividida pela área da
seção transversal. A tensão e deformação convencionais levam em consideração a
área inicial do CP.
A
FT = (Eq. 2.1)

35
Onde:
T = Tensão (kgf/mm2)
F = Força aplicada (kgf)
A = Área transversal inicial do CP (mm2)
Deformação convencional é definida como sendo o comprimento final do CP menos
o comprimento inicial dividido pelo comprimento inicial.
0
0
L
LLe
−= (Eq. 2.2)
Onde:
L = Comprimento final do CP
L0 = Comprimento inicial do CP
A determinação da carga e deformação possibilita a construção de um gráfico
denominado curva do ensaio de tração (fig.2.10).
Figura 2. 10. Curva do ensaio (tração) [USIMINAS, 2 001].

36
O limite de escoamento, LE, é a tensão onde ocorre a transição do regime elástico
para o regime plástico. Ou seja, é o ponto onde a deformação obtida pela aplicação
de uma carga começa a ficar permanente. Para aplicações estruturais, desde que as
cargas sejam estáticas, as tensões de trabalho são geralmente baseadas no valor
do limite de escoamento. Além disso, no caso de materiais onde a deformação
plástica é desejável, por exemplo em materiais destinados à conformação mecânica,
o limite de escoamento define o ponto a partir do qual se inicia a deformação
plástica.
Existem basicamente dois tipos de limite escoamento:
� Definido;
� Indefinido.
O limite de escoamento definido caracteriza-se por um patamar entre o regime
elástico e plástico. Nessa região do ensaio a carga permanece praticamente
constante e o material continua a se deformar até que o regime plástico seja atingido
(fig. 2.11).
Na curva do ensaio de tração, o limite de escoamento definido é usualmente medido
em um dos seguintes pontos:
� Limite superior: corresponde ao ponto de maior carga registrada no patamar;
� Limite inferior: corresponde ao ponto de menor carga registrada no patamar;
� Patamar de escoamento: corresponde ao ponto da carga do patamar;
Esses três pontos podem se confundir na curva. Porém há sempre a presença de
um patamar (carga constante).

37
Figura 2.11. Curva de ensaio de tração apresentando limite de escoamento definido [USIMINAS, 2001].
O limite de escoamento indefinido caracteriza-se por uma transição suave entre os
regimes elástico e plástico, e não é possível determinar com precisão o ponto onde
o material passa de um regime a outro. Dessa forma, foram padronizados os pontos
onde o limite de escoamento indefinido deve ser medido, sendo que dois métodos
são mais usuais, como descrito abaixo:
1. No primeiro método, toma-se uma determinada deformação (usualmente
0,5%) e traça-se uma reta vertical neste ponto. O limite de escoamento é
então medido na interseção desta reta com a curva do ensaio.
2. No segundo método, toma-se no eixo de deformação um determinado valor
(geralmente 0,2%) e traça-se a partir deste ponto uma reta paralela à parte
elástica da curva. O limite de escoamento é então medido na interseção desta
reta com a curva do ensaio.
A partir do momento que se atinge o limite de escoamento o ensaio prossegue até a
ruptura do material. No entanto, em determinado ponto inicia-se a formação da
estricção no corpo de prova. O limite de resistência é a tensão máxima aplicada
antes do início da estricção. Em uma curva de tensão x deformação convencional, é
a maior tensão obtida no ensaio. Portanto, para obter o LR divide-se a maior carga
obtida pela área inicial do corpo de prova.

38
O alongamento percentual e a redução de área são medidas da ductilidade do
material. O alongamento percentual é definido como a diferença percentual entre o
comprimento final, na fratura, e o comprimento inicial útil do CP.
0
0100%L
LLE f −
= (Eq. 2.3)
Onde:
L0 = comprimento inicial do CP;
Lf = comprimento do CP na fratura.
A redução de área é definida como a diferença percentual entre a área transversal
inicial e a área transversal final do CP dividido pela área transversal inicial.
0
0100A
AARA f−
= (Eq. 2.4)
Onde:
A0= área transversal inicial do CP;
Af= área transversal final do CP (na fratura).
2.4.2. ENCRUAMENTO
A necessidade de aumentar-se a tensão para dar continuidade à deformação
plástica do material decorre de um fenômeno denominado encruamento. A partir da
região de escoamento, o material entra no campo de deformações permanentes,
onde ocorre endurecimento por deformação a frio. Esse fenômeno resulta da
interação entre discordâncias com obstáculos, como solutos, contornos de grãos,
etc, que impedem sua livre movimentação.
A partir da curva “tensão x deformação” pode traçar a curva tensão x deformação
“verdadeiras”, ou seja, traçar a “curva de fluxo”. Nesse caso, a tensão é calculada
dividindo-se a carga instantânea pela área instantânea, e não pela área inicial.

39
A tensão verdadeira fica expressa pela equação abaixo.
iA
F=σ (Eq. 2.5)
Onde:
σ = tensão verdadeira;
F = carga instantânea aplicada;
Ai = área instantânea da secção reta do CP.
A deformação verdadeira é dada pela equação 2.6.
0
lnL
Li=ε (Eq. 2.6)
Onde:
ε = deformação verdadeira;
Li = comprimento instantâneo;
L0 = comprimento inicial.
Para alguns metais e ligas, a curva de fluxo pode ser aproximada pela seguinte
equação de Holloman, abaixo.
nK εσ = (Eq. 2.7)
Onde:
n = coeficiente de encruamento;
K = coeficiente de resistência do material.
O coeficiente de encruamento é uma importante característica do material, pois
significa o quanto o material aumenta sua resistência através de deformação
plástica.

40
2.4.3. COEFICIENTES DE ANISOTROPIA
O coeficiente de anisotropia é uma propriedade mecânica importante na definição de
limites de estampagem. A anisotropia é caracterizada pela existência de uma
orientação preferencial de certos planos cristalográficos de cada cristal com relação
a uma certa direção. Esta orientação preferencial é causada pelas operações de
conformação anteriores, podendo ser mantida e até mesmo ampliada pelas
operações de recozimento. Chapas metálicas que apresentam anisotropia sofrem
deformações diferentes em cada direção.
Uma medida da anisotropia de chapas finas é o coeficiente anisotropia de Lankford,
r, que é definido na equação 2.8.
)/ln(
)/ln(
0
0
3
2arg
tt
wwr
espessura
ural ===εε
εε
(Eq. 2.8)
Sendo os valores das deformações na largura (w) e na espessura (t) obtidos através
do ensaio de tração e até 18% de deformação de um corpo de prova retirado de
uma chapa cortada.
Um alto valor de r significa que a chapa oferece grande resistência à deformação ao
longo da espessura, enquanto valores baixos significam que a chapa tem maior
tendência a deformar-se na espessura. Dado que na estampagem é desejável que a
espessura final seja a mesma da chapa inicial, um alto valor de r será favorável.
Como o coeficiente de Lankford de chapas laminadas varia com a direção em que é
realizado o teste, é comum expressar o coeficiente de anisotropia como um valor
médio dos parâmetros r obtidos em diferentes direções. Uma definição usual é o
coeficiente de anisotropia normal médio, mostrado na equação 2.9.
4
2 90450 rrrr
++=
(Eq. 2.9)

41
Onde os valores são obtidos segundo a figura abaixo, onde “0°” é a direção de
laminação:
Figura 2. 12. Direções para o cálculo do coeficient e de anisotropia.
É também definido o coeficiente de anisotropia planar, na equação 2.10.
2
2 90450 rrrr
+−=∆ (Eq. 2.10)
O coeficiente de anisotropia planar está relacionado à formação de “orelhas” nas
peças estampadas, conforme pode ser visto na figura 2.13.
Figura 2. 13. Efeito do coeficiente de anisotropia planar no orelhamento.
2.4.4. ENVELHECIMENTO
A presença do escoamento definido é característica dos aços baixo carbono. Este
tipo de escoamento causa nos aços estampados um defeito muito característico,
que são as bandas de deslizamento ou bandas de Lüders. A causa do escoamento
definido é a presença de átomos de soluto (C e N em solução sólida intersticial) que
dificultam a movimentação das discordâncias, causando um escoamento não
homogêneo no início da deformação plástica.

42
F
δ1,5-3%
Patamar de Escoamento
Figura 2. 14. Curva de tração para material com esc oamento definido.
Fica claro ao observarmos a figura 2.14 que este defeito é próprio dos aços quando
submetidos a pequenas deformações. Assim, é comum após o recozimento dos
aços destinados a estampagem a aplicação de um passe de laminação (laminação
de encruamento ou “temper mill”) normalmente da ordem de 1,5 a 3% para evitar
este patamar e como conseqüência, evitar o defeito citado anteriormente durante a
operação de estampagem.
No entanto, com o passar do tempo, e sob a ação da temperatura, este patamar
volta a existir no aço devido ao retorno dos átomos de carbono ao aprisionamento
das deslocações, como mostrado na figura 2.15. Este fenômeno é denominado
envelhecimento e é deletério à estampabilidade dos aços.
F
δ
Após a ação do tempo eda temperatura há a elevação dolimite de escoamento e retorno dopatamar.
Figura 2. 15. Limite de escoamento descontínuo em a ço em que ocorreu envelhecimento.

43
É muito comum nas normas (ex. ABNT 5906 - “Chapas de Aço Laminadas a Quente
para Estampagem”) a definição de um tempo útil de utilização dos aços destinados a
estampagem. Assim, o fornecedor deve garantir que durante aquele tempo
estipulado pela norma o material não sofrerá envelhecimento, ou numa
especificação mais severa, que o aço não sofrerá envelhecimento em tempo algum.
2.5. CURVA LIMITE DE CONFORMABILIDADE
A avaliação da conformabilidade de um determinado material é bastante difícil,
devido à complexidade das deformações introduzidas durante o processo. Dentre os
métodos utilizados para avaliar o desempenho das chapas metálicas na
conformação, a Curva Limite de Conformabilidade (CLC) é o mais adequado,
permitindo definir a capacidade máxima de deformação do material, quando
submetido a processos de conformação por estiramento, estampagem e/ou tração.
Nesse método de avaliação, condições críticas de estampagem em diferentes
situações são representadas num mesmo gráfico, de forma a permitir uma
comparação direta dos limites de conformabilidade.
Existem basicamente dois métodos para traçar a CLC. Um desenvolvido pelo IRSID
(“Institut de Recherches de la Sidérurgie”) que utiliza corpos de prova de tração com
entalhe e ensaios de embutimento conhecidos, por exemplo o CCV, Erichsen e
Swift. O outro método bastante utilizado, é o método desenvolvido por K. Nakazima
[NAKAZIMA, 1971], que utiliza apenas ensaios de embutimento.
2.5.1. MÉTODO NAKAZIMA
Para levantar a CLC pelo método Nakazima deve-se cortar as chapas do material
nos formatos adequados, imprimir em cada chapa uma rede de círculos ou
quadrados de dimensões conhecidas, deformar as chapas até a fratura ou até a
estricção de acordo com a CLC que se deseja levantar (CLC à fratura ou CLC à
estricção), medir as deformações máximas obtidas e traçar um gráfico com os
pontos obtidos, colocando-se na ordenada o valor da deformação principal e1

44
(maior deformação no plano da chapa), e na abscissa o valor e2 (deformação
perpendicular neste plano da chapa) (Fig. 2.16). [KEELER, 1965]
O “Método Nakazima” utiliza apenas uma ferramenta, consistindo de um punção de
diâmetro igual a 100mm, hemisférico, que age contra uma matriz de diâmetro igual a
106mm. São deformados vários corpos de prova, com com comprimento fixo,
normalmente, de 180 ou 200mm, e largura variando de 40 a 200mm, em intervalos
de 10 em 10mm ou 20 em 20mm. As dimensões variadas proporcionam diversas
condições de atrito.
Figura 2. 16. Ilustração das etapas do método Nakaz ima para levantamento da CLC [ARC]
Cortar chapas
(blanks)
Realizar a
marcação
Realizar a deformação das chapas
e medir as deformações principais
Traçar CLC

45
O número de corpos de prova é elevado e é comum realizar-se uma ou duas
repetições, o que dobra ou triplica o número de corpos de prova. Isso resulta em um
grande número de ensaios, para que seja obtida uma CLC.
O método utilizado para a marcação da rede de círculos ou quadrados deve aliar a
rapidez a exatidão, além de não exercer influência na concentração de tensões
sobre a chapa. Existem três métodos disponíveis, a fotolitografia, o silk-screen e o
método eletrolítico. O método eletrolítico consiste na utilização de um “stencil”
especial no qual está impresso em baixo relevo o modelo da rede que se quer
gravar. Através de um eletrólito que embebe o stencil e a superfície da chapa e a
aplicação de uma corrente elétrica (AC ou DC), o modelo pode ser gravado em
baixo relevo e/ou pode depositar sais do eletrólito sobre a peça. Este método é
rápido (cerca de 30 segundos para cada gravação) e bastante preciso.
Para a deformação das chapas, utiliza-se uma prensa onde elas são devidamente
posicionadas e, através do movimento de um punção, são deformadas até a fratura,
ou estricção, de acordo com a CLC que se deseja levantar. As deformações são
medidas com base nas alterações das dimensões de cada divisão da malha, com
respeito às suas dimensões iniciais.
Uma vez obtidos os valores de deformação, traça-se num mesmo gráfico todos eles
e obtém-se a Curva Limite de Conformabilidade, que demarca os maiores valores do
par de deformação e1xe2, através da interpolação desses pontos.
46
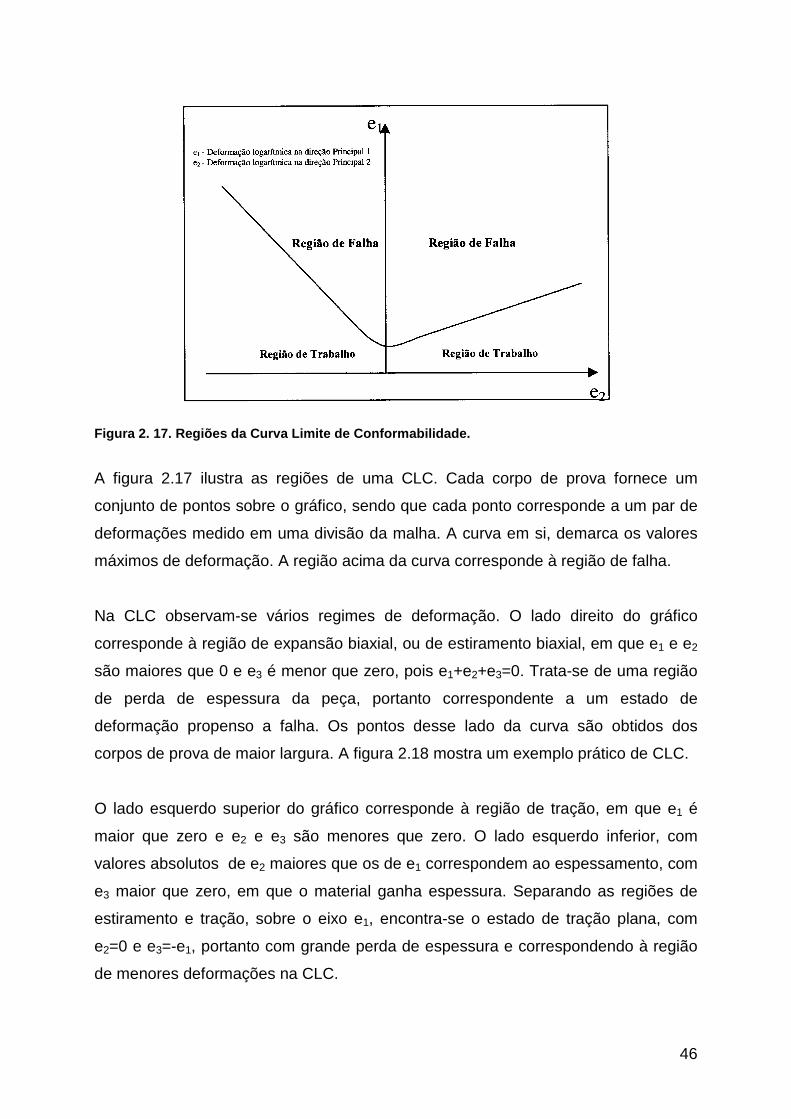
Figura 2. 17. Regiões da Curva Limite de Conformabi lidade.
A figura 2.17 ilustra as regiões de uma CLC. Cada corpo de prova fornece um
conjunto de pontos sobre o gráfico, sendo que cada ponto corresponde a um par de
deformações medido em uma divisão da malha. A curva em si, demarca os valores
máximos de deformação. A região acima da curva corresponde à região de falha.
Na CLC observam-se vários regimes de deformação. O lado direito do gráfico
corresponde à região de expansão biaxial, ou de estiramento biaxial, em que e1 e e2
são maiores que 0 e e3 é menor que zero, pois e1+e2+e3=0. Trata-se de uma região
de perda de espessura da peça, portanto correspondente a um estado de
deformação propenso a falha. Os pontos desse lado da curva são obtidos dos
corpos de prova de maior largura. A figura 2.18 mostra um exemplo prático de CLC.
O lado esquerdo superior do gráfico corresponde à região de tração, em que e1 é
maior que zero e e2 e e3 são menores que zero. O lado esquerdo inferior, com
valores absolutos de e2 maiores que os de e1 correspondem ao espessamento, com
e3 maior que zero, em que o material ganha espessura. Separando as regiões de
estiramento e tração, sobre o eixo e1, encontra-se o estado de tração plana, com
e2=0 e e3=-e1, portanto com grande perda de espessura e correspondendo à região
de menores deformações na CLC.

47
A análise das deformações através da CLC é um valioso instrumento para o
desenvolvimento de matrizes de estampagem e para a seleção de materiais
adequados. A análise da CLC permite o diagnóstico de problemas ou de regiões que
podem tornar-se problema na conformação de peças.
A CLC pode também ser utilizada como uma ferramenta para o controle de
processos, podendo ser realizadas análises periódicas dentro de uma planta de
produção para verificar se as condições de lubrificação continuam as mesmas, se o
material continua respondendo da mesma forma, etc. As curvas limite de
conformação podem ser utilizadas para a determinação da melhor solução do ponto
de vista econômico para as variáveis de produção, tais como: pressão, material,
lubrificante, etc.
Como limitação, quando uma peça é produzida em vários estágios, a CLC só é
aplicável para o último estágio anterior à análise. Além disso, a análise da produção
de peças através da CLC não consegue diferenciar variáveis do material com as de
processo, avaliando o processo como um todo. Assim, não é possível saber de
antemão se a causa de um problema é uma mudança nas características do
material ou uma mudança nas condições operacionais.
Figura 2. 18. Exemplo prático de Curva Limite de Co nformabilidade, CLC. [CamSys] Figura extraída da Internet de uma empresa especializada n o levantamento da CLC.

48
2.6. PRINCIPAIS DIFERENÇAS FÍSICAS ENTRE LAMINADOS A QUEN TE
E LAMINADOS A FRIO
Levando-se em consideração pesquisas feitas às indústrias, as três principais
diferenças físicas entre laminados a quente e laminados a frio são [CRU, 1998]:
1. Qualidade superficial;
2. Controle de espessura e forma;
3. Propriedades mecânicas;
Estas diferenças físicas ajudam a explicar porque várias aplicações são mais ou
menos vulneráveis à substituição de laminados a frio por laminados a quente finos.
Em alguns casos, bobinas laminadas a quente podem ser um produto, mas é melhor
considerar uma situação mais prática, na qual o laminado a quente é decapado e
encruado, melhorando algumas características do material, mas em contrapartida
aumentando os custos de produção.
2.6.1. QUALIDADE SUPERFICIAL
A qualidade superficial é provavelmente o maior problema associado ao laminado a
quente fino. A qualidade superficial de bobinas laminadas a quente não é
normalmente comparável com a obtida de laminados a frio. Os defeitos superficiais,
e uma aparência visual mais pobre são sempre mais aparentes em laminados a
quente.
A superfície laminada a quente carregará as imperfeições superficiais dos cilindros
do laminador, as quais pioram devido a condições severas de altas temperaturas e
tensões. Problemas nos cilindros do laminador a quente podem causar defeitos
superficiais como marcas de cilindros. Estes problemas superficiais, se não tão
severos, podem ser posteriormente eliminados na laminação a frio.
Em contraste, uma boa qualidade superficial de acabamento pode ser alcançada na
laminação a frio dando-se uma atenção especial às superfícies dos cilindros de
trabalho. Os cilindros dos laminadores a frio têm a abilidade de conceder superfícies

49
finais claras ou brilhantes. Ao contrário, é difícil conceder boas características
superficiais aos aços laminados a quente, melhorando um pouco estas
características quando este é submetido ao laminador de encruamento “hot skin
pass”, o qual promove uma superfície mais lisa, plana e melhora a textura superficial
com o objetivo de enquadrar às especificações das aplicações finais.
2.6.2. CONTROLE DE ESPESSURA E FORMA
Há algumas aplicações de laminados a quente onde qualidade superficial pode não
ser crítica. Entretanto, o controle de espessura e forma (planicidade) é muito
importante do ponto de vista da seleção de laminados a quente finos.
Atuais laminadores de tiras a quente apresentam as tecnologias de laminação mais
avançadas. Grandes precisões dimensionais podem ser obtidas utilizando o “roll
bending” como principal equipamento para controle de forma, desde que não haja
contração após a laminação devido ao resfriamento. Múltiplos sensores monitorando
o processo, aliados ao sofisticado sistema automático de controle de processo são
usados para controle de forma e espessura. É importante ressaltar que há uma
maior probabilidade de erros para laminados a quente abaixo de 2.0mm.
O controle de forma e espessura pode ser mais cuidadosamente controlado durante
a operação de laminação a frio, usando o mesmo padrão de controle de processo e
automação. As tolerâncias padrão são maiores para laminados a quente quando
comparados a laminados a frio. Como exemplo, a prática de tolerância padrão é
para ¾ da ASTM para laminados a quente e ½ para laminados a frio.
2.6.3. PROPRIEDADES MECÂNICAS
As propriedades mecânicas são determinadas pela combinação da composição
química do aço líquido com o processo de conformação, gerando resistência e
ductilidade para as aplicações finais.

50
Propriedades mecânicas são importantes parâmetros na escolha entre laminados a
quente e laminados a frio. A deformação é muito importante quando a chapa de aço
é submetida a operações que envolvem dobramento ou estampagem. Outra
propriedade relevante é a resistência, principalmente quando se promove a
diminuição da espessura com o intuito de se conseguir aços mais leves.
O laminado a quente é trabalhado com temperaturas acima da temperatura de
recristalização, enquanto o laminado a frio trabalhado abaixo desta temperatura.
Após a laminação a frio, a estrutura do grão está em alto estado de deformação de
alongamento e o aço não é normalmente usado nesta condição, sendo necessário o
tratamento de recozimento, com o objetivo de diminuir seu limite de escoamento.
Isto torna possível dar ao aço as propriedades metalúrgicas exatas solicitadas pelo
cliente, incluindo ductilidade, porém onera o processo e o produto.
Como regra geral, na prática comercial a qualidade "estampagem" é fornecida como
laminado a quente, assim como a qualidade "estampagem profunda", dependendo
da aplicação solicitada; já a qualidade "estampagem extra profunda" é normalmente
fornecida como laminado a frio.

51
2.7. LAMINADOS A QUENTE DE BAIXA ESPESSURA EM
SUBSTITUIÇÃO A LAMINADOS A FRIO
O maior determinante no futuro de laminados a quente de baixa espessura é se o
consumidor pode usá-lo em seus produtos e reduzir custos. Apesar das diferenças
físicas como a qualidade superficial, o controle de espessura e forma, o uso dos
laminados finos a quente dependerá largamente no diferencial de preço entre
laminado fino a quente e laminado a frio equivalente [CRU, 1998].
Levantamentos com os centros de serviços e de aplicações finais indicam que a
diferença de preço entre laminados a quente finos e laminados a frio deve ser de
pelo menos US$20/tonelada para incentivar a substituição. Estima-se que os custos
de produção total de 1mm laminado a quente (decapado e encruado) são US$
37/tonelada a menos que o custo de produção de 1mm laminado a frio no grau
comercial. Adquirindo qualidade superficial e níveis de tolerância aceitáveis, o
laminado a quente fino deve oferecer incentivos suficientes para a substituição de
laminados a frio [CRU, 1998].
Diferencial de Preços entre Laminados a Quente e Laminados a Frio nos EUA (1990-
1998)
366310 320
378420
380 370 390340
500445 450
560 548520 520 520
460
0
200
400
600
90 91 92 93 94 95 96 97 98
Ano
Pre
ços
($/t)
Laminado a Quente Laminado a Frio
Figura 2. 19. Diferencial de preços entre laminados a quente e laminados a frio nos EUA (1990 - 1198)- Dados gerais - incluindo espessuras acima de 2.0mm [CRU, 1998]

52
O gráfico da figura 2.19 mostra que a diferença média de preço entre laminado a
quente e laminado a frio está em $138,00/tonelada, no mercado dos EUA.
2.7.1. ÁREAS POTENCIAIS PARA UTILIZAÇÃO DE LAMINADOS A QUEN TE FINOS
Serão listados a seguir alguns setores os quais já utilizam e têm potencial para
crescimento na utilização de laminados a quente de baixa espessura.
TUBOS
O mercado de tubos soldados é provavelmente o maior mercado para laminados a
quente finos até o momento. A razão principal da popularidade da utilização de
laminados a quente finos para tubos é que a qualidade superficial utilizada é muitas
vezes não crítica para a aplicação, pois tubos tendem a ser usados em áreas onde
não se tem grandes restrições estéticas, uma vez que na maioria das vezes
encontram-se em áreas não vistas.
Ao mesmo tempo, no caso de produtos pintados, uma micro-superfície grosseira é
de suma importância para a aderência do revestimento aplicado, o que favorece o
laminado a quente quando comparado com a superfície mais lisa do laminado a frio.
Outra razão para a laminação a quente ser extensamente usada é que os
fabricantes de tubos normalmente compram as bobinas pretas ou não decapadas,
pois a aplicação do revestimento é muitas vezes feita depois que o tubo é
deformado e soldado.
As características de deformabilidade e soldabilidade são dois dos mais importantes
atributos das chapas usadas na fabricação de tubos e essas boas propriedades do
laminado a quente favorecem as suas aplicações no ramo.
A tabela II.4 mostra as quantidades de chapas de aço usadas no setor de tubos nos
EUA, Europa e Japão, confirmando uma preponderância dos laminados a quente
sobre os laminados a frio no mercado de fabricação de tubos.

53
Tabela II. 4 Chapas de aço usadas no setor de tubos [CRU, 1998]
Chapas de aço usadas no setor de tubos nos EUA, Europa e Japão, em 1997
(consumo x103t)
USA Europa Japão
Bobinas laminadas a quente e chapas (1) 5.594 10.097 3.057
Bobinas laminadas a frio e chapas 997 1133 315
Chapas revestidas 150 354 175
Consumo total de chapas 6.741 11.584 3.347
Nota: (1) Números da Europa incluem chapas acima de 3mm.
Como pode ser visto no gráfico da figura 2.20, a grande maioria dos laminados a
quente utilizados no mercado de tubos na Europa apresenta-se na espessura acima
de 2mm, abaixo de 2mm nas aplicações para tubos é estimado ser de 22%, dando
uma quantidade aproximada de 2.222 milhões de toneladas. No mercado Americano
na faixa abaixo de 2mm este valor é de 17% do mercado total. Isto é equivalente a
aproximadamente 1 milhão de toneladas no mercado.
Distribuição por Espessura do Mercado de Tubos na Europa
0
10
20
30
40
50
60
70
80
<0.8 0.8<1.2 1.2<2.0 >=2.0
Espessura (mm)
Per
cent
agem
(%)
Laminado a Quente Laminado a Frio Figura 2. 20. Distribuição por espessura no mercado de tubos na Europa em 1998 [CRU, 1998]

54
CONSTRUÇÃO CIVIL
No gráfico a seguir, tem-se a percentagem da distribuição de espessura de chapa de
aço no mercado de construção dos EUA.
Percentagem da Distribição de Espessura de Chapa no Mercado de Construção dos EUA
05
1015202530354045
<0.8 0.8<1.2 1.2<2.0 >2.0
Espessura (mm)
% d
e C
hapa
s no
Mer
cado
de
Con
stru
ção
(%)
Chapas Revestidas Laminado a Frio Laminado a Quente
Figura 2. 21. Percentagem da distribuição de espess ura de chapa no mercado de construção dos EUA no ano de 1988 [CRU, 1998]
SETOR AUTOMOTIVO
Uma tendência para materiais mais leves e finos com alta resistência é evidente na
indústria automobilística, os quais trazem oportunidades de aumento na utilização de
laminados a quente finos. Mas há um limite e redução de espessura de laminados a
quente, devido aos pré-requisitos de alta qualidade superficial de acabamento e
estreitas tolerâncias na estampagem.
Esta tendência para utilização de materiais mais finos na indústria automobilística,
implicando na redução de peso, ocorre desde a crise do petróleo em 1970 e 1980. A
redução de peso é a melhor maneira de se atingir economia de combustível. Abriu-
se, assim, a concorrência a materiais mais leves como alumínio ou compósitos. Em
resposta, em 1990 foi criado um consórcio com 35 produtores de aço internacionais,
dando origem o Ultra Light Steel Autobody (ULSAB) para reduzir o peso de aço em
estruturas automotivas, mantendo-se a alta resistência do aço [CRU, 1998].

55
Obviamente, o principal incentivo da substituição de laminados a frio por laminados
finos a quente, além das características citadas acima, é a redução de custos.
As quatro maiores áreas com tendências a esta substituição na indústria
automobilística são:
� Partes estruturais
� Componentes externos (capus e rodas)
� Componentes internos (estrutura para assentos, partes de cinto de
segurança)
� Peça de chassis (eixo, transmissão, suspensão)
� Partes estruturais
Representa a carcaça estrutural, painel, porta, etc. O material dominante usado é
chapa de aço estampado, contando com cerca de 75% do peso total de chapa de
aço utilizado em um veículo.
Os gráficos das figuras 2.22 e 2.23, mostram as percentagens e pesos da
distribuição por espessura de material utilizado nas partes estruturais.
Percentagem da Distribuição de Espessura de Materia l em Partes Estruturais
05
10152025303540
<0.8 0.8<1.2 1.2<2.0 >=2.0
Espessura do Material (mm)
% d
e P
arte
s es
trut
urai
s
Revestido Laminado a Quente Laminado a Frio
Figura 2. 22. Percentagem da distribuição de espess ura de material em partes estruturais [CRU, 1998]

56
Distribuição de Peso na Espessura do Material em P artes Estruturais (Peso Total 473 Kg)
0
40
80
120
160
200
<0.8 0.8<1.2 1.2<2.0 >=2.0
Espessura do Material (mm)
Pes
o(K
g) e
m P
arte
s E
stru
tura
is
Revestido Laminado a Quente Laminado a Frio
Figura 2. 23. Distribuição de peso na espessura do material em partes estruturais [CRU, 1998]
Analisando os gráficos podemos retirar algumas conclusões:
� Aproximadamente 95% do peso em partes estruturais é abaixo de
2.0mm.
� Aproximadamente 65% do peso em partes estruturais é abaixo de
1.2mm.
� Aproximadamente 29% do peso em partes estruturais está entre 1.2
– 2.0mm.
� Aproximadamente 90% do peso de partes estruturais é chapa
revestida.
� Somente 2% do peso em partes estruturais é laminado a quente.
Componentes externos
Quantidades consideráveis de aços laminados a quente são usados nas aplicações
da parte externa de veículos, como rodas e capus. Estes aços têm como
concorrente as rodas de alumínio (liga de magnésio), mas são mais caras e mais
susceptíveis a danos.
Componentes internos
Estruturas de assentos são os maiores consumidores de laminados a quente e a frio

57
em componentes internos. As espessuras usadas estão na faixa de 1.5mm, onde
laminados a quente finos competem com laminados a frio. Entretanto, tolerâncias e
estampabilidade são importantes como critério de escolha.
Peças para chassis
Peças para chassis incluem peças como eixo para rodas, para-choques, sistema de
suspensão, etc. Alguns estudos feitos (CRU) assumem que a média do uso de
laminado a quente fino utilizado em peças para chassis é de 5 Kg, com tendência de
chegar a 10 Kg.
Algumas Previsões:
Em consulta a clientes de aplicações finais da indústria automobilística, estes
mostraram positivos com relação ao uso de laminados a quente de baixa espessura
[CRU, 1998].
As tabelas II.5, II.6 e II.7 a seguir, mostram as estimativas do consumo de laminados
a quente finos no mercado automobilístico dos USA, Europa e Japão para 1997,
2002, 2007. O consumo é esperado dobrar nestes três países em 2002, com
tendência de crescimento para 2007.

58
Tabela II. 5 Chapas de aço finas usadas no setor au tomotivo dos EUA, Europa, Japão, em 1997 [CRU, 1998].
Chapas de aço finas usadas no setor automotivo nos EUA, Europa e Japão ( 1997)
Laminados a quente finos
utilizados (x103t) Peso no automóvel (Kg)
USA Europa Japão USA Europa Japão
Partes estruturais 29,9 70,1 147,5 506 473 440
Componentes externos
� Rodas 20,4 28,5 18,5 67,5 67,5 67,5
� capus 12,1 16,9 10,9 20 20 20
Componentes internos
� Assento 145,4 203,2 131,7 80 80 80
Peças de chassis 60,5 84,6 54,8 5 5 5
Consumo Total 268,5 403,5 363,6
Tabela II. 6 Previsão de chapas de aço finas usadas no setor automotivo nos EUA, Europa e Japão, em 2002 [CRU, 1998].
Previsão de chapas de aço finas usadas no setor automotivo nos EUA, Europa e
Japão ( 2002)
Laminados a quente finos
utilizados (x103t) Peso no automóvel (Kg)
USA Europa Japão USA Europa Japão
Partes estruturais 130,4 163,1 244,1 440 440 440
Componentes externos
� Rodas 36,4 35,5 23,0 60 60 60
� Capus 12,1 16,9 10,9 20 20 20
Componentes internos
� Assento 212,1 237,0 192,1 70 70 70
Peças de chassis 90,8 84,6 82,3 7,5 5,0 7,5
Consumo Total 481,8 537,3 532,6

59
Tabela II. 7 Previsão de chapas de aço finas usadas no setor automotivo nos EUA, Europa e Japão, em 2007 [CRU, 1998].
Previsão de chapas de aço fino usadas no setor automotivo nos EUA, Europa e
Japão ( 2007)
Laminados a quente fino
utilizado (x103t) Peso no automóvel (Kg)
USA Europa Japão USA Europa Japão
Partes estruturais 391,1 474,4 560,4 440 440 440
Componentes
externos
� Rodas 83,3 42,3 90,5 55 50 55
� Capus 10,9 3,0 9,8 18 18 18
Componentes
internos
� Assento 363,5 269,2 329,2 60 53 60
Peças de chassis 121,2 169,34 109,7 10 10 10
Consumo Total 970,1 958,4 1.099,9
UTENSÍLIOS
Esta é uma aplicação final que inclui mobílias e outros produtos metálicos utilizados
na indústria e em domicílios. Este setor possui um grande número de aplicações,
onde laminados a quente finos podem substituir laminados a frio. Os seguintes
utensílios têm já sido parcialmente substituídos, ou já se identificado como potencial
para substituição:
� Caixas elétricas (incluindo chaves disjuntoras e transformadores);
� Armários (doméstico);
� Prateleiras (doméstico, industrial);
� Caixas de ferramentas;
� Mobílias;
� Bancos em estádios, portas, etc.
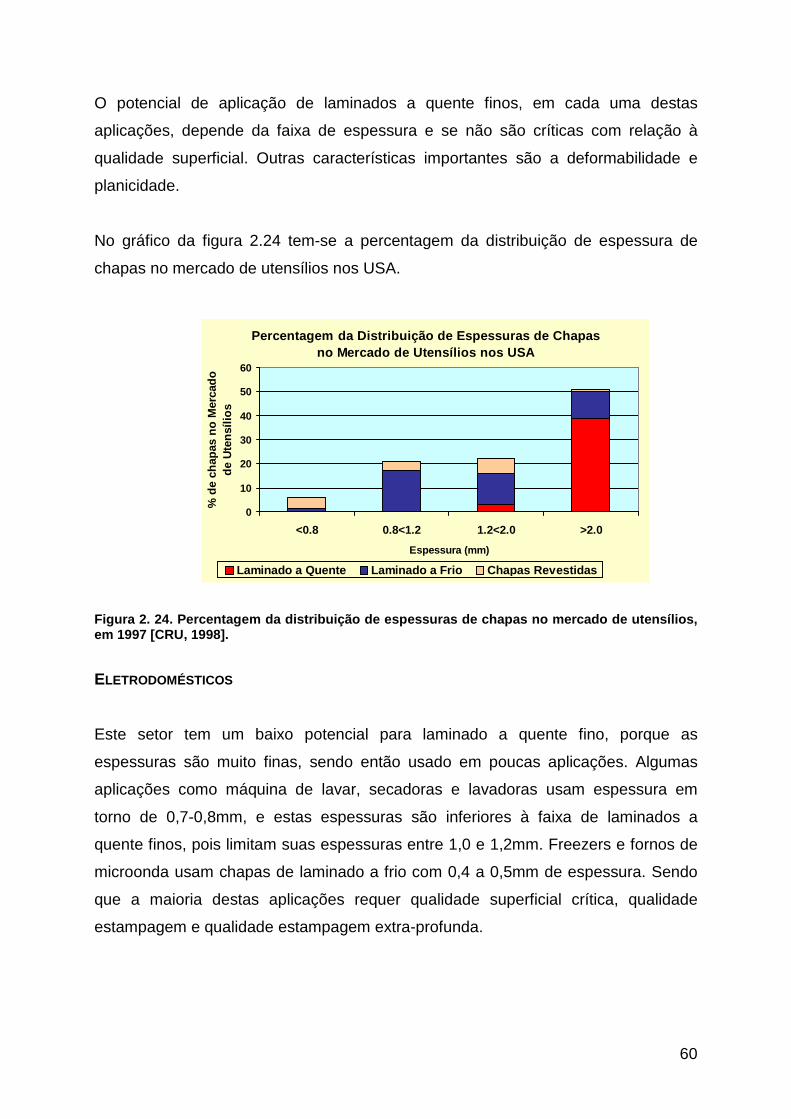
60
O potencial de aplicação de laminados a quente finos, em cada uma destas
aplicações, depende da faixa de espessura e se não são críticas com relação à
qualidade superficial. Outras características importantes são a deformabilidade e
planicidade.
No gráfico da figura 2.24 tem-se a percentagem da distribuição de espessura de
chapas no mercado de utensílios nos USA.
Percentagem da Distribuição de Espessuras de Chapas no Mercado de Utensílios nos USA
0
10
20
30
40
50
60
<0.8 0.8<1.2 1.2<2.0 >2.0
Espessura (mm)
% d
e ch
apas
no
Mer
cado
de
Ute
nsíli
os
Laminado a Quente Laminado a Frio Chapas Revestidas
Figura 2. 24. Percentagem da distribuição de espess uras de chapas no mercado de utensílios, em 1997 [CRU, 1998].
ELETRODOMÉSTICOS
Este setor tem um baixo potencial para laminado a quente fino, porque as
espessuras são muito finas, sendo então usado em poucas aplicações. Algumas
aplicações como máquina de lavar, secadoras e lavadoras usam espessura em
torno de 0,7-0,8mm, e estas espessuras são inferiores à faixa de laminados a
quente finos, pois limitam suas espessuras entre 1,0 e 1,2mm. Freezers e fornos de
microonda usam chapas de laminado a frio com 0,4 a 0,5mm de espessura. Sendo
que a maioria destas aplicações requer qualidade superficial crítica, qualidade
estampagem e qualidade estampagem extra-profunda.

61
SUBSTRATO PARA REVESTIMENTO
Do ponto de vista das aplicações, não importa se a chapa revestida provém de
laminado a quente ou laminado a frio, ela deverá conter as especificações técnicas
requeridas para a aplicação. Somente pequenas quantidades de laminados a quente
são revestidas, sendo que a grande maioria de laminado a frio é revestida abaixo de
2mm. Na tabela II.8 tem-se a quantidade de laminado a quente, utilizado como
substrato em chapas revestidas:
Tabela II. 8 Quantidade de Laminado a quente utiliz ado com substrato em chapas revestidas nos EUA, Europa, Japão, em 1997 [CRU, 1998].
Quantidade de laminado a quente utilizado como subs trato em chapas
revestidas nos USA, Europa, Japão, em 1997 (x10 3 t)
>=2mm <2mm Total
USA 500 100 600
Europa 500 100 600
Japão 300 60 360
LAMINADO A QUENTE COMO MATÉRIA -PRIMA PARA REDUÇÃO A FRIO
A redução a frio de laminado a quente não é uma aplicação final, mas representa uma
possível saída para a produção de laminado a quente fino. Do ponto de vista
estatístico, não é incluído na análise de potencial aplicação para laminados a quente
finos, mas precisa ser contabilizado, para estimar a produção total destes.
A maioria dos laminadores a frio usa como faixa de espessura de entrada, acima de
2mm. Entretanto, há alguns casos em que é apropriado usar laminados a quente com
espessuras de entrada menores que 2mm. Há duas razões principais para isto:
� Primeiramente, a quantidade máxima de redução a frio, ao qual o material
pode ser submetido, é cerca de 80%. Para reduções acima de 80% na
laminação a frio, o material precisa ser recozido, antes que sofra reduções
posteriores. Portanto, para espessuras muito finas laminadas a frio, é muitas

62
vezes mais econômico, usar laminados a quente finos (abaixo de 2mm), como
espessura de entrada no laminador a frio. Este laminado a quente fino seria
usualmente para bobinas laminadas a frio com espessura final abaixo de
0,4mm (pelo menos 80% da redução de 2mm), como materiais para tin-plate
e chapas elétricas silicosas.
� O laminado a quente fino pode também ser usado para reduzir o número de
passes em laminadores reversíveis, qualquer que seja a espessura final de
redução a frio. Por exemplo, se um laminador reversível pode reduzir o
número de passes de 6 para 3, isto pode reduzir o tempo gasto no laminador
pela metade, e aumentar a sua produtividade. A vantagem dependerá
largamente da redução que necessita, dos custos nos estágios da laminação
a frio devido ao número da redução de passes, contra os custos adicionais de
se ter uma matéria-prima laminada a quente fina.
CRU estima que entre 2-6% de laminado a frio é produzido utilizando laminado a
quente fino. Embora seja uma proporção relativamente pequena da produção de
laminado a frio, conta-se como uma significante parte da produção total de laminado
a quente fino. Assim, qualquer aumento neste setor direcionado para a produção de
laminado a frio, terá um impacto positivo para a produção de laminado a quente de
baixa espessura [CRU, 1998].

63
3. PROCEDIMENTO EXPERIMENTAL
3.1. METODOLOGIA
Foram analisadas amostras de chapas finas laminadas a quente e chapas finas
laminadas a frio, aqui chamadas LQ e LF, respectivamente, do aço SAE 1006, para
aplicação comercial. Foram selecionadas três espessuras nominais para
comparação do comportamento mecânico das chapas LQ e LF.
3.2. MATERIAIS
A tabela III.1 abaixo, mostra as espessuras nominais e reais das chapas utilizadas.
No presente trabalho, as chapas são designadas levando em consideração as
espessuras nominais.
Tabela III. 1. Espessuras nominais e reais das chap as LQ e LF, utilizadas para realização dos ensaios mecânicos (tração e Curva Limite de Conform abilidade à Estricção Máxima - CLC à Estricção Máxima)
Espessura Nominal (mm) Espessura Real (mm)
LQ LF LQ LF
1,2 1,2 1,21 1,21
1,5 1,5 1,53 1,50
1,8 1,8 1,84 1,88
As composições químicas da faixa de trabalho selecionadas e reais das chapas LQ
e LF encontram-se nas tabelas III.2 e III.3 respectivamente:

64
Tabela III. 2. Composições químicas dos elementos m inoritários, em porcentagem em peso, da faixa de especificação do aço SAE 1006 e real das c hapas LQ nas espessuras nominais de 1,2, 1,5 e 1,8mm.
Aço SAE 1006
Composição Especificação Composição química medida no LQ
Elemento mín. máx. 1.2mm 1.5mm 1.8mm
C 0.020 0.060 0.053 0.060 0.038 Si - 0.020 0.007 0.004 0.004 Mn 0.19 0.30 0.24 0.25 0.25 P - 0.030 0.013 0.017 0.014 S - 0.015 0.009 0.007 0.006 Al 0.020 0.080 0.034 0.053 0.044 Cu - 0.08 0.019 0.032 0.009 Ni - 0.05 0.007 0.011 0.003 Cr - 0.05 0.013 0.017 0.007 Mo - 0.060 0.002 0.002 0.001 V - 0.005 0.001 0 0
Nb - 0.003 0.001 0.001 0
Tabela III. 3.Composições químicas dos elementos mi noritários, em porcentagem em peso, da faixa de especificação do aço SAE 1006 e real das c hapas LF nas espessuras nominais de 1,2, 1,5 e 1,8mm.
Aço SAE 1006
Composição Especificação Composição química medida no LF
Elemento mín. máx. 1.2mm 1.5mm 1.8mm
C 0.020 0.060 0.035 0.024 0.035 Si - 0.020 0.010 0.013 0.011 Mn 0.19 0.30 0.23 0.19 0.25 P - 0.030 0.018 0.027 0.013 S - 0.015 0.009 0.008 0.014 Al 0.020 0.080 0.043 0.039 0.076 Cu - 0.08 0 0.021 0 Ni - 0.05 0 0.02 0 Cr - 0.05 0 0.029 0 Mo - 0.060 0 0.007 0 V - 0.005 0 0 0
Nb - 0.003 0 0 0

65
3.3. ENSAIOS DE TRAÇÃO E DUREZA
Foram realizados ensaios de tração em todas as amostras LQ e LF nas espessuras
nominais 1,2; 1,5 e 1,8mm, com o objetivo de determinar as propriedades mecânicas
do material, como limite de escoamento, limite de resistência, alongamento total,
alongamento uniforme, coeficiente de encruamento, coeficiente de anisotropia
normal e coeficiente de anisotropia planar. Simultaneamente, foi realizado o ensaio
de dureza Rockwell b (HRb) nas amostras de tração.
A figura 3.1 mostra as posições de extração dos CP’s para a determinação do
coeficiente de anisotropia.
420mm
90°
0°45°
Sentido de Laminação
Figura 3. 1. Posições de retirada dos CP’s de traçã o, com respeito ao sentido de laminação das chapas.
Onde foi calculado o coeficiente de anisotropia de Lankford, de acordo com a
equação:
r = ε largura / ε espessura => r = ln (w/w0)/ln (t/t0)
Sendo os valores das deformações na largura (w) e na espessura (t) obtidas através
do ensaio de tração a 15% de deformação do CP.
Como o coeficiente de Lankford de chapas laminadas varia com a direção em que é
realizado o teste, é comum expressar o coeficiente de anisotropia como um valor

66
médio dos parâmetros r obtidos em diferentes direções. Uma definição usual é o
coeficiente de anisotropia normal (rN), que é obtido da seguinte forma:
r = (r0 + 2r45 + r90)/4
e o coeficiente de anisotropia planar, como segue:
∆r = (r0 - 2r45 + r90)/2
A geometria dos CP’s de tração utilizada na preparação é mostrada na figura 3.2
abaixo:
Amostra de tração (ASTM E8)
(Valores em milímetros)
G = 50,0 ± 0,1 W = 12,5 ± 0,2 T = espessura do material R ≥ 12,5
L ≥ 200 A ≥ 57 B ≥ 50 C ≅ 20
Figura 3. 2. Geometria dos CP’s de tração
Todos os ensaios foram realizados com réplica e tréplica em uma máquina de tração
eletromecânica, da marca Instron, no centro de pesquisa da Acesita.

67
3.4. ENSAIO CURVA LIMITE DE CONFORMABILIDADE À ESTRICÇÃO
MÁXIMA
A CLC à Estricção Máxima foi utilizada para avaliar a capacidade de uma chapa
metálica a ser deformada durante um processo de fabricação. Estas curvas são
determinadas em um processo no qual a chapa é submetida a diferentes
solicitações de embutimento profundo até o estiramento biaxial.
O procedimento para o levantamento da CLC à estricção máxima foi realizado como
segue.
3.4.1. DIMENSÕES DAS AMOSTRAS
Para a determinação das CLC’s à Estricção Máxima foi utilizado o ensaio Nakazima,
no qual é utilizado um punção hemisférico, uma matriz e um prendedor de chapas
(prensa-chapas). Para cada material (espessura), o ensaio foi realizado em 9
dimensões de corpos de prova, com comprimento de 200mm e larguras que
variaram de 40 a 200mm em intervalos de 20mm. A tabela III.4 mostra as dimensões
das amostras para a realização dos ensaios.
Tabela III. 4. Dimensões das amostras LQ e LF para ensaio da CLC à estricção máxima.
Dimensões das amostras para ensaio da curva limite de conformabilidade (CLC)
Chapas Laminadas a Quente
N° de
Amostras
Espessura 1,2mm Espessura 1,5mm Espessura 1,8mm
Largura X Comp. (mm) Largura X Comp. (mm) Largura X Comp. (mm)
3 40 x 200 40 x 200 40 x 200 3 60 x 200 60 x 200 60 x 200 3 80 x 200 80 x 200 80 x 200 3 100 x 200 100 x 200 100 x 200 3 120 x 200 120 x 200 120 x 200 3 140 x 200 140 x 200 140 x 200 3 160 x 200 160 x 200 160 x 200 3 180 x 200 180 x 200 180 x 200 3 200 x 200 200 x 200 200 x 200
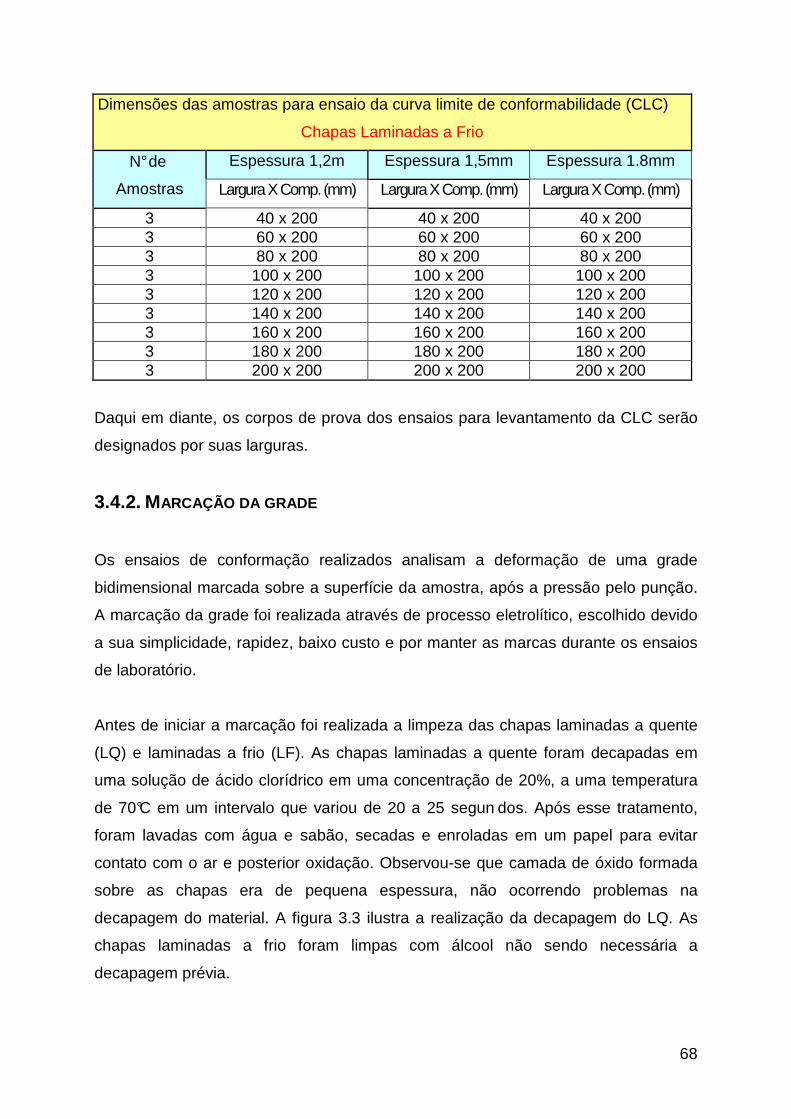
68
Dimensões das amostras para ensaio da curva limite de conformabilidade (CLC)
Chapas Laminadas a Frio
N° de
Amostras
Espessura 1,2m Espessura 1,5mm Espessura 1.8mm
Largura X Comp. (mm) Largura X Comp. (mm) Largura X Comp. (mm)
3 40 x 200 40 x 200 40 x 200 3 60 x 200 60 x 200 60 x 200 3 80 x 200 80 x 200 80 x 200 3 100 x 200 100 x 200 100 x 200 3 120 x 200 120 x 200 120 x 200 3 140 x 200 140 x 200 140 x 200 3 160 x 200 160 x 200 160 x 200 3 180 x 200 180 x 200 180 x 200 3 200 x 200 200 x 200 200 x 200
Daqui em diante, os corpos de prova dos ensaios para levantamento da CLC serão
designados por suas larguras.
3.4.2. MARCAÇÃO DA GRADE
Os ensaios de conformação realizados analisam a deformação de uma grade
bidimensional marcada sobre a superfície da amostra, após a pressão pelo punção.
A marcação da grade foi realizada através de processo eletrolítico, escolhido devido
a sua simplicidade, rapidez, baixo custo e por manter as marcas durante os ensaios
de laboratório.
Antes de iniciar a marcação foi realizada a limpeza das chapas laminadas a quente
(LQ) e laminadas a frio (LF). As chapas laminadas a quente foram decapadas em
uma solução de ácido clorídrico em uma concentração de 20%, a uma temperatura
de 70°C em um intervalo que variou de 20 a 25 segun dos. Após esse tratamento,
foram lavadas com água e sabão, secadas e enroladas em um papel para evitar
contato com o ar e posterior oxidação. Observou-se que camada de óxido formada
sobre as chapas era de pequena espessura, não ocorrendo problemas na
decapagem do material. A figura 3.3 ilustra a realização da decapagem do LQ. As
chapas laminadas a frio foram limpas com álcool não sendo necessária a
decapagem prévia.

69
Figura 3. 3. Decapagem do LQ
Em seguida, cada CP foi colocado em cima de uma superfície metálica ligada ao
pólo negativo de uma fonte, afixando-se uma tela com malha de 5x5mm sobre o CP.
Um rolo metálico revestido com um feltro, embebido na solução eletrolítica, e ligado
ao pólo positivo da fonte, foi passado com pressão e velocidade uniforme sobre a
tela (estêncil), para a marcação da grade em toda a superfície do CP. Por fim, as
chapas foram lavadas com água e sabão para retirar o excesso do ácido.
Finalmente, foi aplicado um neutralizador. As amostras foram então secas e
revestidas por uma fina camada de óleo, para evitar oxidação.
3.4.3. ENSAIOS DE CONFORMAÇÃO DAS CHAPAS
O equipamento utilizado para a conformação das chapas foi a máquina ERICHSEN
(figura 3.4). A curva levantada é a Curva Limite de Conformabilidade à Estricção
Máxima.
O equipamento é composto de uma matriz, com um punção hemisférico de diâmetro
de 100mm, posicionado na parte inferior da máquina e, na parte superior, um
prensa-chapas. O punção é lubrificado em toda a sua superfície, com a função de
diminuir o atrito, facilitar o escoamento e distribuir mais uniformemente a
deformação. O lubrificante utilizado foi o Molycote.

70
Figura 3. 4. Máquina Erichsen.
O corpo de prova, após a retirada do excesso de óleo, é posicionado no centro da
máquina, distante do punção cerca de 40mm. Na parte superior da máquina tem-se
o cabeçote (prensa-chapa), que aplica uma carga de 150kN.
A força aplicada no prensa-chapas evita qualquer es coamento de material do
flange para a parte central do CP, que está sendo deformado durante o ensaio.
Após o início da operação, o sistema punção-chapa vai de encontro ao prensa-
chapa e quando estes se encontram dá-se início à deformação do material.
A velocidade do punção foi de 21mm por minuto e a carga aplicada é diretamente
proporcional à resistência do material e à geometria dos CP’s, ou seja, para larguras
menores cargas menores e assim sucessivamente.

71
Durante o início da estricção em um ponto qualquer, ocorre uma apreciável
diminuição da força aplicada, o que serve de indicativo para determinar o fim do
processo. Na figura 3.5 tem-se a conformação na máquina Erichsen do CP de
40mm.
Figura 3. 5. Conformação da chapa no CP de 40mm
Após a estampagem das chapas, é feita uma análise dos pontos (quadrados), onde
ocorreu a estricção do material e marcado um retângulo nesta região crítica, para
servir de base a análises posteriores.
O ensaio foi trabalhado com detector de trinca zerado, ou seja, o mais sensível
possível, de maneira que, a qualquer sinal de estricção ou trinca há
descarregamento e pára a deformação do material.
Para os CP’s intermediários (60, 80, 100, 120mm de largura), foram adicionadas
chapas de alumínio aos pontos de contato do prensa-chapas, para evitar
rompimento precoce dos CP’s, pois estas geometrias são críticas, havendo grande
probabilidade de rompimento dos CP’s antes da detecção do ponto de estricção e
conseqüente perda dos mesmos. A figura 3.6 mostra um conjunto de amostras de
CLC ensaiadas na espessura de 1,5mm LQ.

72
Figura 3. 6. Conjunto de amostras de CLC, da chapa laminada a quente com espessura de 1,5mm, submetidas a ensaios de conformação em máqui na Erichsen, com 200mm de comprimento e larguras de 40, 60, 80, 100, 120, 140 , 160, 180 e 200mm. Carga no prensa chapas de 150kN e velocidade do punção de 21mm/min, até a estricção.
3.4.4. OBTENÇÃO DA CURVA LIMITE DE CONFORMAÇÃO À ESTRICÇÃO MÁXIMA
Após a deformação do material, com detecção de seu ponto de estricção, é feita a
escolha da área a ser analisada, envolvendo a região central de estricção, e
realizada a marcação de quatro pontos delimitando-a. Os pontos de delimitação da
análise formam um retângulo de seis divisões da malha na direção transversal ao
máximo alongamento, por 5 divisões da malha na direção paralela ao máximo
alongamento, como mostrado na figura 3.7.
A superfície de deformação é analisada por um software, com base na imagem
tridimensional da amostra ensaiada, ou seja, com base em fotografias do corpo de
prova obtidas de diferentes ângulos. Para tanto, são feitas no mínimo duas fotos, em
diferentes ângulos, capturando a imagem do CP e de um padrão cúbico, utilizado

73
para malhas de 5mm (Fig. 3.7). O posicionamento do padrão deve ser de maneira
tal que pelo menos duas faces deste sejam fotografadas em conjunto com a imagem
da área a ser analisada. Deve-se tomar o cuidado de não alterar o posicionamento
do padrão e do CP entre as fotos.
De posse das fotografias, estas são transferidas para o computador e editadas para
o cálculo das deformações e1 e e2. Para cada uma das nove chapas com larguras
diferentes, foram analisados os retângulos marcados, delimitando as divisões de
malha onde foram detectadas as estricções do material. Em cada um desses
quadrados foram calculados os pares de deformação em comprimeno e largura (e1 e
e2) e transportados a um gráfico, obtendo-se a CLC à estricção máxima do material.
Figura 3. 7. Marcação dos pontos que delimitam a re gião de maior estricção encontrada na deformação.

74
3.5. METALOGRAFIA
Foram separadas amostras finas de LQ e LF do aço SAE 1006 nas espessuras
nominais de 1,2; 1,5 e 1,8mm, com o objetivo de determinar metalograficamente a
microestrutura, tamanho de grão e espessura de carepa das amostras.
Além de análises das superfícies, foram realizados cortes nas seções transversal e
longitudinal das amostras, que propiciaram o levantamento das propriedades citadas
acima. As amostras foram embutidas em baquelite e polidas nas lixas abrasivas com
granulometrias de #220, #320, #400, #600, #800, #1000, #1200, seguido de
polimento com pasta de diamante de 6, 3 e 1µm. A microestrutura foi revelada com
ataque de Nital a 2%. A realização da análise do tamanho de grão foi de acordo com
a Norma ASTM E 45-81. O método utilizado envolve a comparação dos tamanhos
de grão dos materiais com padrões definidos (grades) podendo ser na forma de
transparências ou reticulados para microscópios. Preferencialmente aplicável a
estrutura com grãos equiaxiais.

75
4. RESULTADOS E DISCUSSÃO
4.1. METALOGRAFIA
Foram realizados ensaios metalográficos onde foram obtidos tamanhos médios de
grão, microestrutura e espessura de carepa das amostras de chapas do aço SAE
1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2;
1,5; e 1,8mm. Os resultados são mostrados nas figuras 4.1 a 4.6.
A figura 4.1 mostra micrografias da chapa LQ, com espessura de 1,8mm. A figura
4.1a revela que a chapa laminada a quente apresenta microestrutura constituída de
grãos ferríticos equiaxiais, com tamanho médio de 23µm (ASTM n° 7,5). A figura
4.1b mostra a camada superficial na seção reta da chapa LQ, revelando uma
espessura oxidada de, aproximadamente, 8,65µm.
A figura 4.2 mostra micrografias da chapa LQ, com espessura de 1,5mm. A figura
4.2a revela que a chapa laminada a quente apresenta microestrutura constituída de
grãos ferríticos equiaxiais, com tamanho médio de 16µm (ASTM n° 8,5). A figura
4.2b mostra a camada superficial na seção reta da chapa LQ, revelando uma
espessura oxidada de, aproximadamente, 4,11µm.
A figura 4.3 mostra micrografias da chapa LQ, com espessura de 1,2mm. A figura
4.3a revela que a chapa laminada a quente apresenta microestrutura constituída de
grãos ferríticos equiaxiais, com tamanho médio de 13µm (ASTM n° 9). A figura 4.3b
mostra a espessura de carepa na seção reta da chapa LQ, revelando uma
espessura oxidada de, aproximadamente, 4,78µm.

76
(a)
(b)
Figura 4. 1. (a) Microestrutura da chapa LQ, na esp essura de 1,8mm. Microscópio óptico, 100X, nital 2% por 15s. (b) Micrografia da seção reta da chapa LQ, mostrando camada oxidada de 8,65µm. MEV, 5.000X.

77
(a)
(b)
Figura 4. 2. (a) Microestrutura da chapa LQ, na esp essura de 1,5mm. Microscópio óptico, 100X, nital 2% por 15s. (b) Micrografia da seção reta da chapa LQ, mostrando camada oxidada de 4,11µm. MEV, 5.000X.
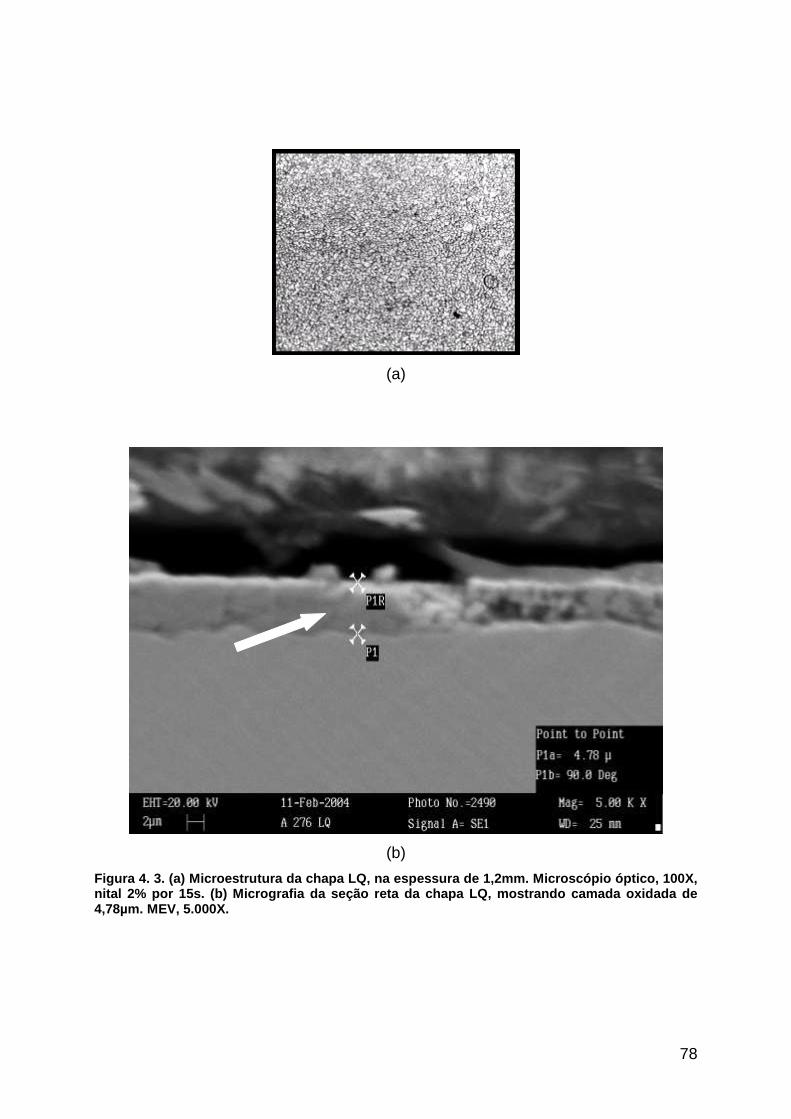
78
(a)
(b)
Figura 4. 3. (a) Microestrutura da chapa LQ, na esp essura de 1,2mm. Microscópio óptico, 100X, nital 2% por 15s. (b) Micrografia da seção reta da chapa LQ, mostrando camada oxidada de 4,78µm. MEV, 5.000X.

79
TAMANHO DE GRÃO - LQ
0
5
10
15
20
25
0,9 1,2 1,5 1,8 2,1
Espessura (mm)
dg (µ
m)
LQ
Figura 4. 4. Tamanho de grão do LQ nas espessuras d e 1,2; 1,5 e 1,8mm.
A figura 4.4 mostra a evolução do tamanho de grão das chapas laminadas a quente
com a redução. Observa-se o refinamento da estrutura, com o tamanho médio de
grão passando de 23µm na espessura de 1,8mm, para 13µm na espessura de
1,2mm. Isto revela que os passes de acabamento do LQ são executados em
temperatura alta o suficiente para eliminar o alongamento dos grãos, porém
permitindo ainda o desejável refinamento da estrutura. As amostras foram retiradas
no laminador de tiras a quente da CST, com uma temperatura mínima de
acabamento em torno de 860°C.
A figura 4.5 mostra micrografias da chapa LF, com espessura de 1,8mm. A figura
4.5a revela que a chapa laminada a frio apresenta microestrutura constituída de
grãos ferríticos equiaxiais, com tamanho médio de 23µm (ASTM n° 7,5). A figura
4.5b mostra a camada superficial na seção reta da chapa LF, revelando uma
espessura oxidada de, aproximadamente, 3,07µm.
A figura 4.6 mostra micrografias da chapa LF, com espessura de 1,5mm. A figura
4.6a revela que a chapa laminada a frio apresenta microestrutura constituída de
grãos ferríticos alongados, com tamanho médio de 19µm (ASTM n° 8,0). A figura
4.6b mostra a camada superficial na seção reta da chapa LF, revelando uma
espessura oxidada de, aproximadamente, 613,26nm.

80
A figura 4.7 mostra micrografias da chapa LF, com espessura de 1,2mm. A figura
4.7a revela que a chapa laminada a frio apresenta microestrutura constituída de
grãos ferríticos equiaxiais, ligeiramente alongados no sentido de laminação, com
tamanho médio de 16µm (ASTM n° 8,5). A figura 4.7b mostra a camada supe rficial
na seção reta da chapa LF, revelando uma espessura oxidada de 674,59nm.
(a)
(b)
Figura 4. 5. (a) Microestrutura da chapa LF, na esp essura de 1,8mm. Microscópio óptico, 100X, nital 2% por 15s. (b) Micrografia da seção reta da chapa LF, mostrando camada oxidada de 3,07µm. MEV, 5.000X.
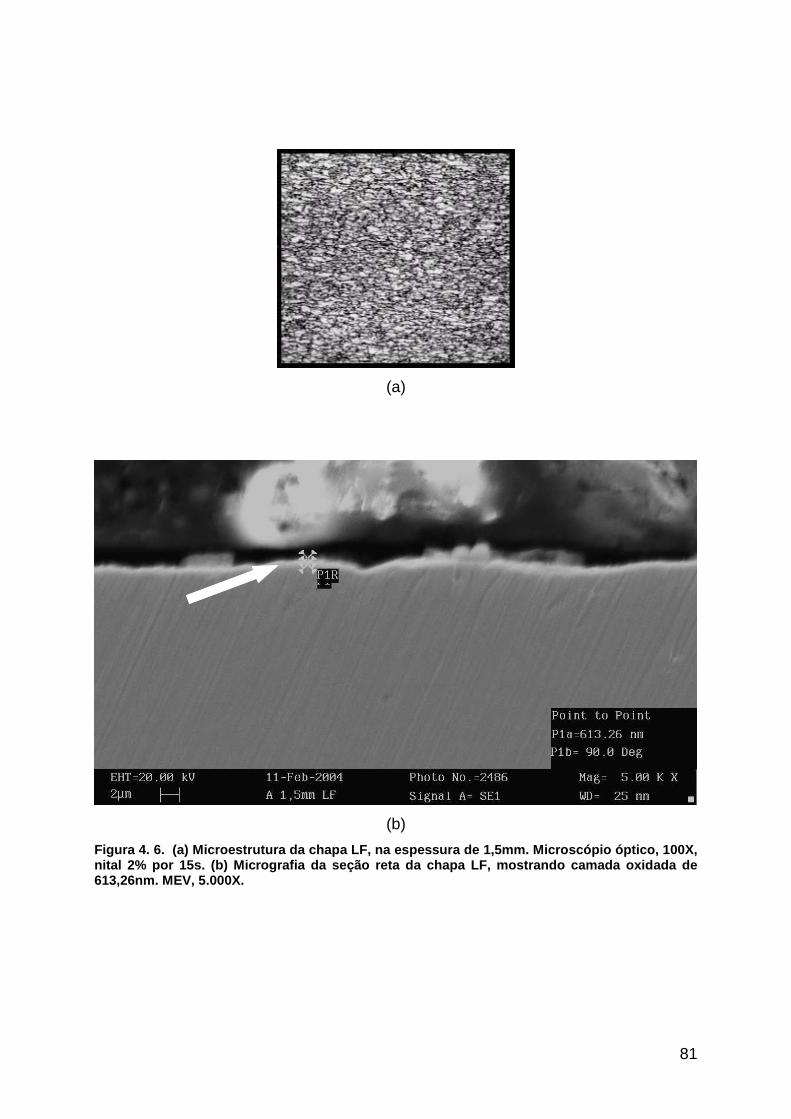
81
(a)
(b)
Figura 4. 6. (a) Microestrutura da chapa LF, na es pessura de 1,5mm. Microscópio óptico, 100X, nital 2% por 15s. (b) Micrografia da seção reta da chapa LF, mostrando camada oxidada de 613,26nm. MEV, 5.000X.

82
(a)
(b)
Figura 4. 7. (a) Microestrutura da chapa LF, na es pessura de 1,2mm. Microscópio óptico, 100X, nital 2% por 15s. (b) Micrografia da seção reta da chapa LF, mostrando camada oxidada de 674,59nm. MEV, 5.000X.

83
TAMANHO DE GRÃO - LF
0
5
10
15
20
25
0,9 1,2 1,5 1,8 2,1
Espessura (mm)
dg (µ
m)
LF
Figura 4. 8. Tamanho de grão do LF nas espessuras d e 1,2; 1,5 e 1,8mm.
A figura 4.8 mostra a evolução do tamanho de grão das chapas laminadas a frio com
a redução. Observa-se o refinamento da estrutura, com o tamanho médio de grão
passando de 23µm na espessura de 1,8mm, para 16µm na espessura de 1,2mm. É
observado um refinamento da estrutura menos acentuado do que no LQ. Isto revela
que as chapas LF foram submetidas a tratamentos térmicos de recozimento em
temperaturas altas o suficiente para promover o crescimento de grãos e, nos casos
das espessuras 1,2 e 1,8mm, suficientes ainda para reduzir drasticamente o
alongamento dos grãos na direção de laminação.

84
4.2. ENSAIOS DE TRAÇÃO E DE DUREZA ROCKWELL B
A figura 4.9 mostra o gráfico da dureza Rockwell b, para chapas do aço SAE 1006
laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5; e
1,8mm. Os resultados apresentados são médias de 27 indentações, de maneira que
as barras de erro apresentam-se menores que os pontos designados no gráfico.
Para ambas as chapas, LQ e LF, observa-se, como ten dência geral, um ligeiro
aumento da dureza com a diminuição da espessura. Esta tendência corresponde
ao esperado em ambos os casos, estando relacionada ao refinamento da estrutura,
ou ao encruamento, no caso do LF. As observações de tendência de variação
das propriedades mecânicas, daqui por diante, serão feitas principalmente
com respeito às espessuras de 1,2 e 1,8mm, uma vez que a chapa LF de 1,5mm
apresentou maiores variações, associadas a diferent e história de
processamento.
A chapa LF de 1,5mm apresenta maior valor de dureza que as demais. Tal fato está
relacionado à sua história de processamento termomecânico, ou à sua composição,
notadamente apresentando teor de fósforo ligeiramente superior aos demais LF. A
observação das microestruturas, no item anterior, revelou que as amostras da chapa
LF de 1,5mm foram as únicas a apresentar alongamento de grãos pronunciado, o
que implica que foram recozidas em condições menos severas que as demais,
estando ainda com encruamento residual. No entanto, como o estudo trata de
comparar propriedades de chapas produzidas em escala industrial, maiores detalhes
do processamento do LF de 1,5mm não puderam ser obtidos, posto que as chapas
LF foram adquiridas no mercado.

85
DUREZA HRb
0
20
40
60
80
0,90 1,20 1,50 1,80 2,10Espessura (mm)
HR
bLQ LF
Figura 4. 9. Dureza Rockwell b, para chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5 e 1,8mm. Média da dureza feita nos corpos de prova dos ensaios de tração nas direções longitudinal, transversal e diagonal de laminação.
As figuras 4.10 a 4.14 mostram, respectivamente, os valores do limite de
escoamento, limite de resistência, alongamento uniforme, alongamento total e
coeficiente de encruamento, para chapas do aço SAE 1006 laminadas a quente, LQ,
e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5 e 1,8mm. Cada valor é uma
média de nove ensaios de tração, sendo três em corpos de prova usinados
paralelamente à direção de laminação, designados por longitudinais, L, ou pelo sub-
índice 0, referindo-se a 0° com respeito à direção de laminação; mais três
perpendiculares à direção de laminação, os transversais, T, ou 90°; e, por fim, três
diagonais, D, ou 45°. A obtenção de valores médios para as três direções nas
chapas visa buscar valores representativos na operação de estampagem, à qual os
aços em questão se destinam, posto que nesse tipo de conformação a deformação é
sempre feita sobre o plano da chapa. O apêndice A apresenta os valores das
propriedades mecânicas medidos em cada direção, separadamente.

86
LIMITE DE ESCOAMENTO
0
100
200
300
0,90 1,20 1,50 1,80 2,10Espessura (mm)
LE (M
Pa)
LQ LF
Figura 4. 10. Limite de escoamento médio para chapa s do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5; e 1,8mm. Média de nove ensaios de tração, sendo três em cada uma nas direções lon gitudinal, transversal e diagonal de laminação.
No gráfico da figura 4.10 observa-se uma suave tendência de aumento do limite de
escoamento com a diminuição da espessura. Como tratam-se de aços na mesma
faixa de composição química e tamanho de grão, os valores de limite de
escoamento do LQ e do LF são próximos. Chapas de aço SAE 1006 laminadas a
quente e laminadas a frio de mesma espessura aprese ntam limites de
escoamento equivalentes.
LIMITE DE RESISTÊNCIA
320330
340350
360370
380
0,9 1,2 1,5 1,8 2,1Espessura (mm)
LR (M
Pa)
LQ LF
Figura 4. 11. Limite de resistência médio para chap as do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5 e 1,8mm. Média de nove ensaios de tração, sendo três em cada uma nas direções lon gitudinal, transversal e diagonal de laminação.
No gráfico da figura 4.11 observa-se o aumento do limite de resistência das

87
amostras LQ e LF quando se passa da espessura de 1,8mm para as menores
espessuras. Isto é resultado da combinação do refinamento de grão com o
encruamento do material durante o prosseguimento da laminação. Foi observado um
maior valor do limite de resistência para a chapa LF de 1,5mm de espessura, que
deve estar relacionado com maior nível de encruamento residual da amostra, uma
vez que as micrografias revelaram que apenas este material apresentava grãos
ainda alongados no sentido de laminação. Excetuando-se este fato, pode-se afirmar
que os limites de resistência do aço SAE 1006 laminados a quente e laminados
a frio de mesma espessura apresentam valores simila res .
ALONGAMENTO UNIFORME
05
1015202530
0,9 1,2 1,5 1,8 2,1Espessura (mm)
eu (%
)
LQ LF
Figura 4. 12. Alongamento uniforme médio para chapa s do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5 e 1,8mm. Média de nove ensaios de tração, sendo três em cada uma nas direções lon gitudinal, transversal e diagonal de laminação.
No gráfico da figura 4.12 observa-se que o alongamento uniforme das amostras
laminadas a quente e laminadas a frio permanece pra ticamente constante, não
havendo variação com a espessura ou processamento t ermomecânico .

88
ALONGAMENTO TOTAL
0
10
20
30
40
50
0,9 1,2 1,5 1,8 2,1Espessura (mm)
e T LQ LF
Figura 4. 13. Alongamento total médio para chapas d o aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5 e 1,8mm. Média de nove ensaios de tração, sendo três em cada uma nas direções longitu dinal, transversal e diagonal de laminação.
No gráfico da figura 4.13 observa-se que o alongamento total das amostras
laminadas a quente e laminadas a frio permanece pra ticamente constante, não
havendo variação com a espessura ou processamento t ermomecânico .
Isto pode ser explicado pela semelhança das microestruturas e composição química
dos aços laminados a quente e laminados a frio nas espessuras estudadas.
COEFICIENTE DE ENCRUAMENTO
0,180,190,200,210,220,230,240,25
0,9 1,2 1,5 1,8 2,1
Espessura (mm)
n
LQ LF
Figura 4. 14. Coeficiente de encruamento médio para chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5 e 1,8mm. Média de nove ensaios de tração, sendo três em cada uma nas dire ções longitudinal, transversal e diagonal de laminação.

89
No gráfico da figura 4.14 observa-se que há tendência de aumento do coeficiente
de encruamento das amostras laminadas a quente com a diminuição da
espessura , novamente desconsiderando-se a espessura de 1,5mm, pelas suas
peculiaridades de processamento. Este fato se deve à diminuição do tamanho de
grão, que promove mais precocemente as interações de ancoramento entre
discordâncias.
Para as amostras laminadas a frio o coeficiente de encruamento diminui com a
diminuição da espessura . Este fato está relacionado com o fato de as amostras
laminadas a frio já apresentarem certo encruamento residual, proveniente do
processamento, o que revelou-se mais pronunciado que a diminuição do tamanho
de grão.
4.2. COEFICIENTES DE ANISOTROPIA DAS CHAPAS LQ E LF
As figuras 4.15 e 4.16 mostram, respectivamente, os valores do coeficiente de
anisotropia normal e do coeficiente de anisotropia planar, para chapas do aço SAE
1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2;
1,5 e 1,8mm.
COEFICIENTE DE ANISOTROPIA NORMAL
0,0
0,4
0,8
1,2
1,6
2,0
0,9 1,2 1,5 1,8 2,1Espessura (mm)
rN
LQ LF
Figura 4. 15. Coeficiente de anisotropia normal par a chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5 e 1,8mm. Resultado obtido de nove ensaios de tração, sendo três em cad a uma nas direções longitudinal, transversal e diagonal de laminação.

90
No gráfico da figura 4.15 observa-se uma tendência do aumento de coeficiente de
anisotropia normal para as amostras laminadas a quente e laminadas a frio com o
aumento da espessura do material. As amostras laminadas a frio apresentam
coeficiente de anisotropia normal superior às lamin adas a quente , o que revela
menor perda em espessura durante a tração. Isto pode ser explicado pelo fato de
que o trabalho a frio, a que foram submetidas as amostras LF, induz a formação de
textura, com alongamento de grãos na direção de laminação, além de maior
encruamento da amostra. Esta observação fica mais evidente na amostra LF de
1.5mm, que apresentou um coeficiente de anisotropia superior às demais, em razão
da maior orientação dos grãos com relação à direção de laminação, conforme
revelado pela microestrutura. A tendência de diminuição do coeficiente de
anisotropia normal com a continuação da deformação é explicada, de fato, pelo perfil
térmico do tratamento termomecânico, que reduz os efeitos de encruamento e
textura.
COEFICIENTE DE ANISOTROPIA PLANAR
-0,4
-0,2
0
0,2
0,4
0,6
0,8
0,9 1,2 1,5 1,8 2,1
Espessura (mm)
∆r LQ LF
Figura 4. 16. Coeficiente de anisotropia planar par a chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5 e 1,8mm. Resultado obtido de nove ensaios de tração, sendo três em cad a uma nas direções longitudinal, transversal e diagonal de laminação.
O gráfico da figura 4.16, mostra que o coeficiente de anisotropia planar das
amostras laminadas a quente é menor, em módulo, que para as amostras
laminadas a frio. Portanto, durante a conformação, a tendência de formação de
orelhas é mais acentuado nas chapas LF que nas LQ. Considerando-se os
valores dos desvios padrão, não foi observada uma tendência conclusiva de
variação do coeficiente de anisotropia planar com a espessura das chapas LQ ou
LF.

91
4.3. COMPARAÇÕES DAS PROPRIEDADES MECÂNICAS DAS
CHAPAS LQ E LF PARA CADA ESPESSURA
Os gráficos 4.17, 4.18 e 4.19 sumarizam de forma qualitativa as propriedades
mecânicas principais referentes às chapas do aço SAE 1006 laminadas a quente,
LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5 e 1,8mm.
PROPRIEDADES MECÂNICAS - LQ e LF - 1.2mmHRb
LE
LR
eTeU
n
rN
LQ LF
Figura 4. 17. Gráfico comparativo das propriedades mecânicas do LQ e LF na espessura de 1,2mm.
Na fig. 4.17 observa-se que as chapas laminadas a quente, na espessura de 1,2mm,
apresentam propriedades à tração equivalentes ou melhores que os das chapas
laminadas a frio, à exceção do coeficiente de anisotropia normal.
PROPRIEDADES MECÂNICAS - LQ e LF - 1.5mmHRb
LE
LR
eTeU
n
rN
LQ LF
Figura 4. 18. Gráfico comparativo das propriedades mecânicas do LQ e LF na espessura de 1,5mm.

92
Na fig. 4.18 observa-se que as chapas laminadas a quente, na espessura de 1,5mm,
apresentam propriedades à tração equivalentes ou melhores que os das chapas
laminadas a frio, à exceção do coeficiente de anisotropia normal, dureza e limite de
resistência.
PROPRIEDADES MECÂNICAS - 1.8mm - LQxLF
0
0,5
1
1,5HRb
LE
LR
eTeU
n
rN
LQ LF
Figura 4. 19. Gráfico comparativo das propriedades mecânicas do LQ e LF na espessura de 1,8mm.
Na fig. 4.19 observa-se que as chapas laminadas a quente, na espessura de 1,8mm,
apresentam propriedades à tração equivalentes ou melhores que os das chapas
laminadas a frio, à exceção dos coeficientes de anisotropia normal e de
encruamento.
4.5. CURVA LIMITE DE CONFORMABILIDADE À ESTRICÇÃO MÁXIMA
4.5.1. CURVAS LIMITES DE CONFORMABILIDADE À ESTRICÇÃO MÁXIMA
Foram obtidas as CLC’s à Estricção Máxima para as espessuras nominais 1,2; 1,5 e
1,8mm para o aço SAE 1006 LQ e LF, mostradas nas figuras 4.20, 4.21, 4.22, 4.23,
4.24 e 4.25, abaixo.
As CLC`s encontradas mostram o limite máximo de estricção do material (curva
contínua), onde acima deste ponto tem-se uma grande probabilidade de falha do
material (região de falha) e a curva inferior (curva descontínua), que o sistema

93
calcula automaticamente, correspondente a um valor 10% inferior à deformação
máxima encontrada, definindo uma região de zona crítica de estricção do material.
Cada conjunto de pontos corresponde às deformações e1 e e2 medidas em um corpo
de prova de uma largura específica.
Os pontos do lado direito da curva correspondem ao regime de expansão biaxial, em
que e1 e e2 > 0 e e3 < 0. Esta região é crítica durante a estampagem, uma vez que é
neste regime que se tem maior perda de espessura da chapa, aumentando a
probabilidade de trincas e fraturas. Sobre a ordenada encontra-se o regime de
tração plana, com e2 = 0 e e3 = -e1, também crítico durante a estampagem, porém de
menor ocorrência. Do lado esquerdo da curva encontram-se os regimes de tração
larga e tração uniaxial, em que e1 > 0 e e2 e e3 < 0.
Figura 4. 20. CLC à Estricção Máxima para o LF na e spessura 1,2mm.

94
Figura 4. 21. CLC à Estricção Máxima para o LQ na e spessura 1,2mm.
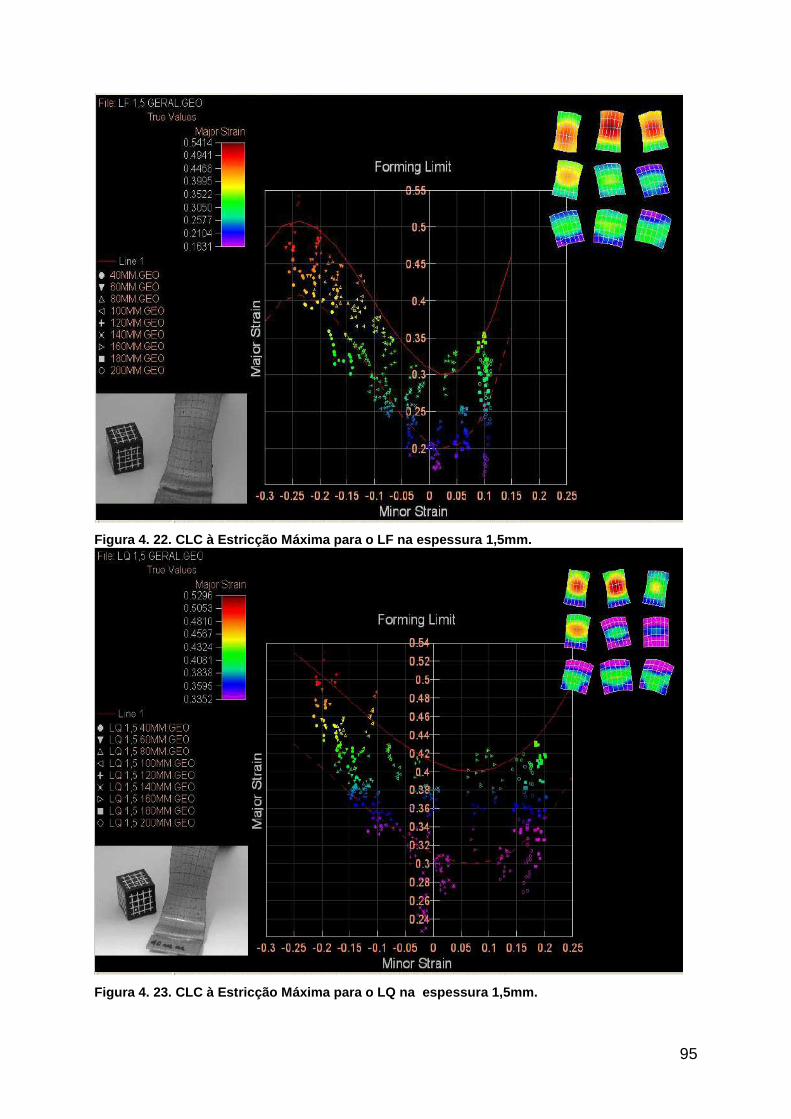
95
Figura 4. 22. CLC à Estricção Máxima para o LF na e spessura 1,5mm.
Figura 4. 23. CLC à Estricção Máxima para o LQ na espessura 1,5mm.

96
Figura 4. 24. CLC à Estricção Máxima para o LF na e spessura 1,8mm
Figura 4. 25. CLC à Estricção Máxima para o LQ na e spessura 1,8mm
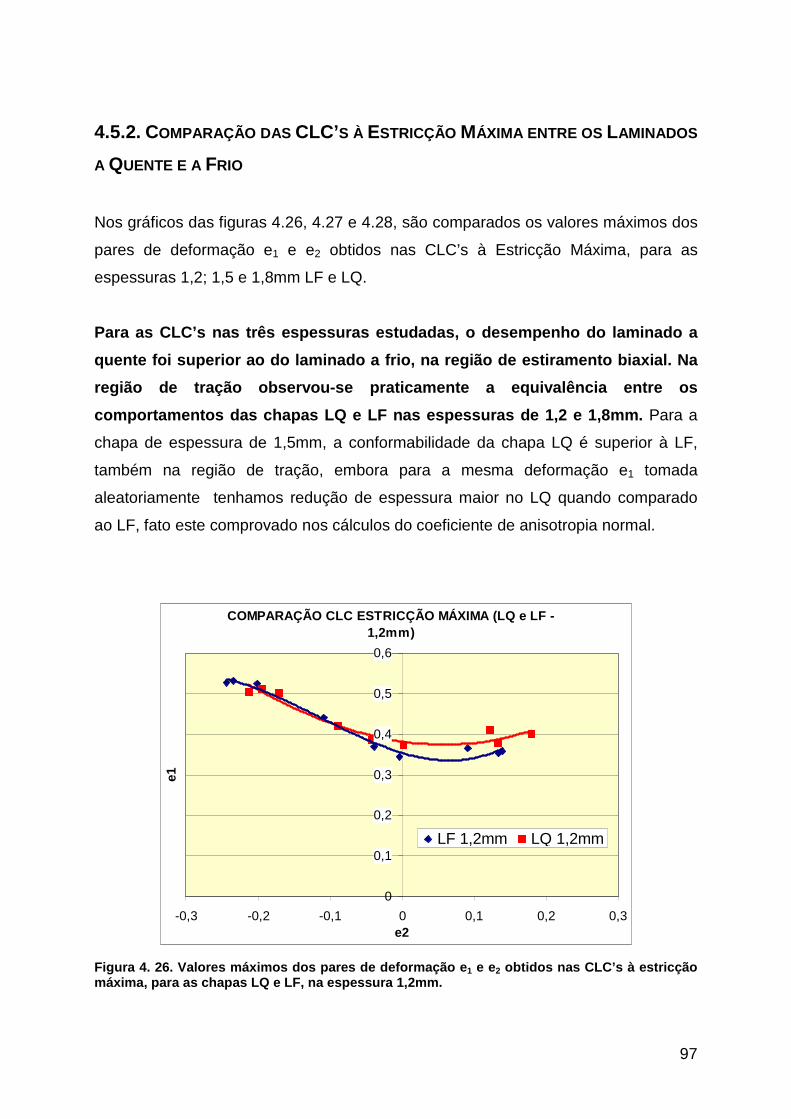
97
4.5.2. COMPARAÇÃO DAS CLC’S À ESTRICÇÃO MÁXIMA ENTRE OS LAMINADOS
A QUENTE E A FRIO
Nos gráficos das figuras 4.26, 4.27 e 4.28, são comparados os valores máximos dos
pares de deformação e1 e e2 obtidos nas CLC’s à Estricção Máxima, para as
espessuras 1,2; 1,5 e 1,8mm LF e LQ.
Para as CLC’s nas três espessuras estudadas, o dese mpenho do laminado a
quente foi superior ao do laminado a frio, na regiã o de estiramento biaxial. Na
região de tração observou-se praticamente a equival ência entre os
comportamentos das chapas LQ e LF nas espessuras de 1,2 e 1,8mm. Para a
chapa de espessura de 1,5mm, a conformabilidade da chapa LQ é superior à LF,
também na região de tração, embora para a mesma deformação e1 tomada
aleatoriamente tenhamos redução de espessura maior no LQ quando comparado
ao LF, fato este comprovado nos cálculos do coeficiente de anisotropia normal.
COMPARAÇÃO CLC ESTRICÇÃO MÁXIMA (LQ e LF - 1,2mm)
0
0,1
0,2
0,3
0,4
0,5
0,6
-0,3 -0,2 -0,1 0 0,1 0,2 0,3e2
e1
LF 1,2mm LQ 1,2mm
Figura 4. 26. Valores máximos dos pares de deformaç ão e1 e e2 obtidos nas CLC’s à estricção máxima, para as chapas LQ e LF, na espessura 1,2mm.
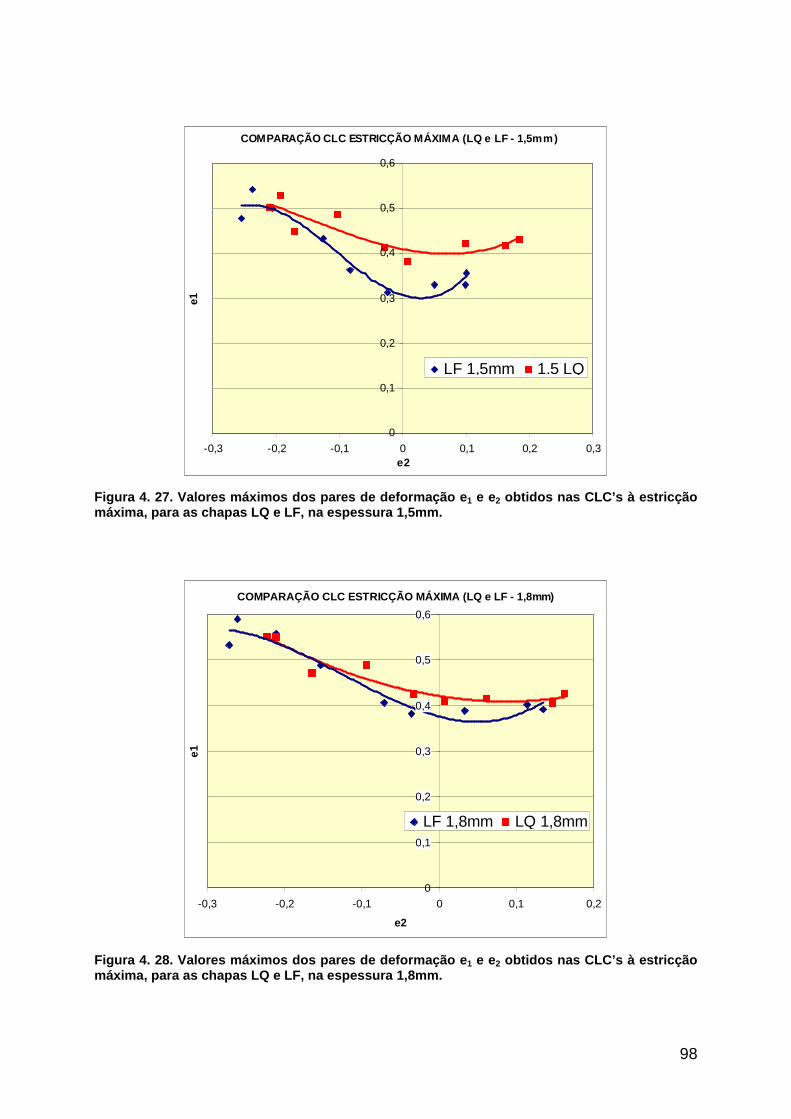
98
COMPARAÇÃO CLC ESTRICÇÃO MÁXIMA (LQ e LF - 1,5mm)
0
0,1
0,2
0,3
0,4
0,5
0,6
-0,3 -0,2 -0,1 0 0,1 0,2 0,3e2
e1
LF 1,5mm 1.5 LQ
Figura 4. 27. Valores máximos dos pares de deformaç ão e1 e e2 obtidos nas CLC’s à estricção máxima, para as chapas LQ e LF, na espessura 1,5mm.
COMPARAÇÃO CLC ESTRICÇÃO MÁXIMA (LQ e LF - 1,8mm)
0
0,1
0,2
0,3
0,4
0,5
0,6
-0,3 -0,2 -0,1 0 0,1 0,2
e2
e1
LF 1,8mm LQ 1,8mm
Figura 4. 28. Valores máximos dos pares de deformaç ão e1 e e2 obtidos nas CLC’s à estricção máxima, para as chapas LQ e LF, na espessura 1,8mm.

99
Deformação máxima em espessura antes da falha para e 2=0,05
0
5
10
15
20
25
30
35
40
0,9 1,2 1,5 1,8 2,1
Espessura (mm)
[e3
(LQ
) - e
3 (L
F)]/
e3
(LF
) (
%)
Figura 4. 29. Deformação máxima em espessura antes da falha para a deformação e 2 de 0,05% nas espessuras 1,2; 1,5 e 1,8mm.
Na Figura 4.29 tomou-se o valor de 0,05% da deformação e2 nas espessuras de
1,2; 1,5 e 1,8mm para o cálculo da diferença percentual da deformação entre LQ e
LF, no afinamento das chapas, na região de estiramento biaxial. Foi observada uma
diferença percentual entre LQ e LF, na deformação máxima em espessura, superior
a 10%. Estes valores são similares para as espessuras de 1,2 e 1,8mm. Para a
espessura de 1,5mm, como a chapa apresenta maior encruamento residual que as
demais chapas laminadas a frio, este valor é de aproximadamente de 27%. Esses
resultados mostram que as chapas laminadas a frio possuem estampabilidade
inferior às chapas laminadas a quente, ou seja, as chapas laminadas a quente
resistem a valores maiores no afinamento da chapa, antes de ocorrer a falha
do material.

100
Foi observado que, embora as chapas LF apresentem maiores valores de
coeficiente de anisotropia normal, o que deve representar menor perda de
espessura, as chapas LQ apresentam, de maneira geral, maior estampabilidade,
demonstrada pelas CLC’s. Isto revela que, embora as chapas LQ sofram maiores
reduções na espessura, para uma mesma deformação longitudinal na região de
tração das CLC’s, o início da formação de trincas ocorre para maiores níveis de
deformação. Este resultado é ainda mais pronunciado na região de estiramento
biaxial, na qual a redução em largura é impossibilitada pelo fato de a chapa ser
alongada em toda a sua área pela prensa-chapas.
5. CONCLUSÕES
As chapas LQ do aço SAE 1006, aplicação comercial, de 1,2; 1,5 e 1,8mm de
espessura, apresentaram grãos ferríticos equiaxiais , respectivamente com
tamanhos médios de 13, 16 e 23 µµµµm.
A chapa LF do aço SAE 1006, para a espessura de 1,2 mm, apresentou grãos
ferríticos equiaxiais, ligeiramente alongados no se ntido de laminação, com
tamanho médio de 16 µµµµm. A de 1,5mm de espessura apresentou grãos ferríti cos
alongados, com tamanho médio de 19 µµµµm, enquanto a de 1,8mm de espessura
apresentou grãos ferríticos equiaxiais, com tamanho médio de 23 µµµµm.
Observou-se refinamento de grão menos acentuado no LF, quando comparado
ao LQ.
Em geral, o LQ tende a ter espessura de oxidação su perior ao LF.
Para ambas as chapas, LQ e LF, observa-se, como ten dência geral, um ligeiro
aumento da dureza com a diminuição da espessura.
Chapas de aço SAE 1006 laminadas a quente e laminad as a frio de mesma
espessura apresentam limites de escoamento equivale ntes.

101
Os limites de resistência do aço SAE 1006 laminados a quente e laminados a
frio de mesma espessura apresentam valores similare s.
O alongamento uniforme das amostras laminadas a que nte e laminadas a frio
permanece praticamente constante, não havendo varia ção com a espessura ou
processamento termomecânico .
O alongamento total das amostras laminadas a quente e laminadas a frio
permanece praticamente constante, não havendo varia ção com a espessura ou
processamento termomecânico .
As amostras laminadas a frio apresentam coeficiente de anisotropia normal
superior às laminadas a quente.
O coeficiente de anisotropia planar das amostras la minadas a quente é menor,
em módulo, que para as amostras laminadas a frio. Portanto, durante a
conformação, a tendência de formação de orelhas é m ais grave nas chapas LF
que nas LQ.
Para as CLC’s nas três espessuras estudadas, o dese mpenho do laminado a
quente foi superior ao do laminado a frio, na regiã o de estiramento biaxial. Na
região de tração observou-se praticamente a equival ência entre os
comportamentos das chapas LQ e LF nas espessuras de 1,2 e 1,8mm.
As chapas laminadas a frio possuem estampabilidade inf erior às chapas
laminadas a quente, ou seja, as chapas laminadas a quente resistem a valores
maiores no afinamento da chapa, antes de ocorrer a falha do material.
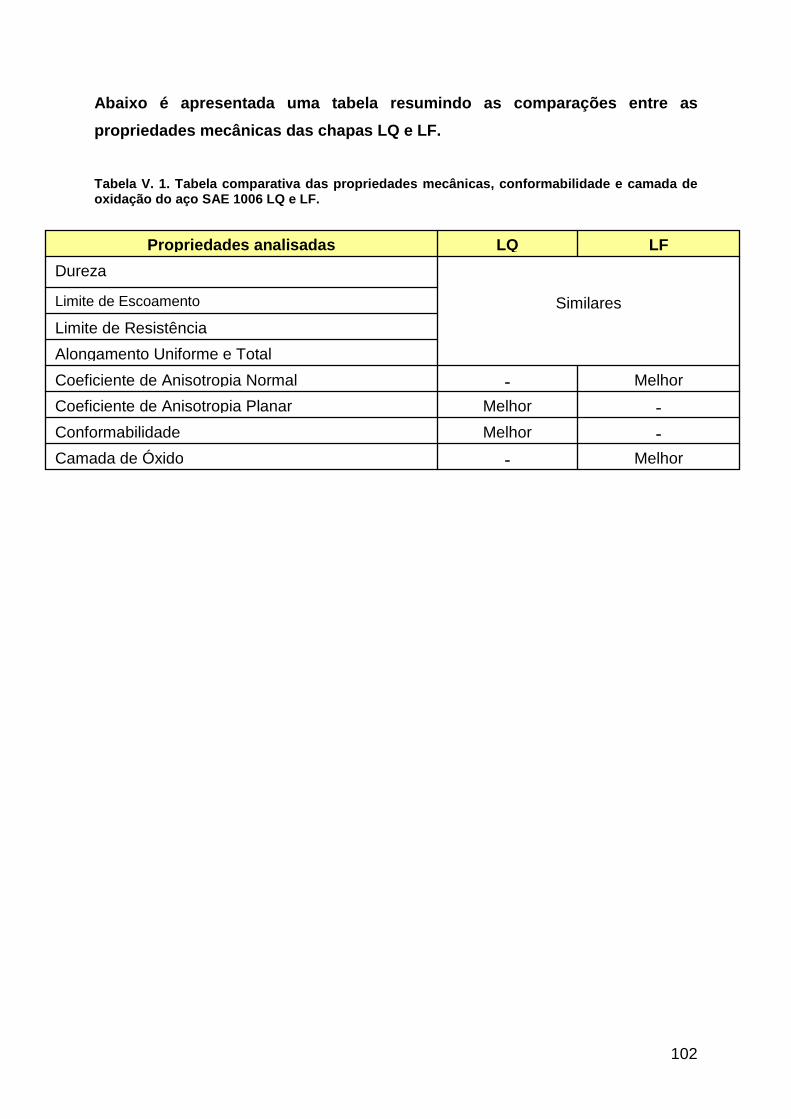
102
Abaixo é apresentada uma tabela resumindo as compar ações entre as
propriedades mecânicas das chapas LQ e LF.
Tabela V. 1. Tabela comparativa das propriedades me cânicas, conformabilidade e camada de oxidação do aço SAE 1006 LQ e LF.
Melhor - Camada de Óxido
- Melhor Conformabilidade
- Melhor Coeficiente de Anisotropia Planar
Melhor - Coeficiente de Anisotropia Normal
Alongamento Uniforme e Total
Limite de Resistência
Limite de Escoamento
Similares
Dureza
LF LQ Propriedades analisadas

103
6. BIBLIOGRAFIA
• ABM (Associação Brasileira de Metalurgia e Materiais),Fabricação e
Aplicação de Produtos Planos de Aço, São Paulo, 25 de Junho de
2002.
• ArcelorAuto; www.arcelorauto.com .
• CamSys; http: www.albany.net; camsys fld.html.
• CHUNG, S.Y. SWIFT, H.W.Cup Drawing from a Flat Blank.
Proceedings of the Institution of Mechanical Engeneering. 165v, p.198-
228. 1951
• CRU, International LTD, Thin Gauge Hot Rolled Versus Cold
Rolled,p.204, September 1998.
• DIETER, George E., Metalurgia Mecânica, Rio de Janeiro, Guanabara
Dois, p.598, 1981.
• FILHO, Paulo A. G., Estampagem, UFMG, Belo Horizonte, 1990.
• GARCIA, Amauri, SPIM, Jaime, SANTOS, Carlos. Ensaios dos
Materiais, Livros Técnicos e Científicos Editora S.A, p.179-186, 1999.
• K. PARK Y.KIM, Journal of Materials Processing Technology 51. 1995
• KEELER, S. P, Determination of Forming Limits in Automotive
Stampings. SAE National Meeting, 1965.
• LANGE, K. Handbook of Metal Forming. McGraw-Hill. 1985
• LLEWELLYN, D. T.; HUDD, R.C. Steels. Metallurgy and Applications.
Third Edition, 1998.
• LOUREIRO, Flávio Guerra. Influência de Variáveis Operacionais nas
Propriedades Mecânicas de Aço IF Ligados ao Titâneo. XXXVII
Seminário de Laminação da ABM. 2000.
• MACHADO, L.C.B. Avaliação da Estampabilidade de Aço Inoxidável.
ABNT 430. Proposta de Dissertação de Mestrado. UFMG, 1997.

104
• NAKAZIMA, K.and Kikumo, T., Trans. Iron and Steel Inst. Of Japan,
1971.
• PEREIRA, JOÃO FRANCISCO, O Desenvolvimento e a Evolução dos
Aços Intersticial Free – IF na Usiminas. 54°-Congre sso Anual da ABM.
1999
• PROVENZA, Francisco, Conformação de Elementos de Máquina,
PRO-TEC - Centro Escolar e Editorial LTDA, Rua Condessa de São
Joaquim N° 258 - São Paulo, 1977.
• RABELO, G. B.; CETLIN, P. R. Avaliação Comparativa de Aços Livres
de Intersticiais e Aços Endurecíveis por Envelhecimento na Cura da
Pintura de 220Mpa de Limite de Escoamento. XXXVII Seminário de
Laminação. Processos e Produtos Laminados e Revestidos, ABM.
2000.
• REED-HILL, Robert E., Princípios de Metalurgia Física, Rio de Janeiro,
Guanabara Dois, p.752, 1982.
• RIZZO, Ernandes. Apostila do Curso Básico para Operação e Gestão
do LTQ da CST. 2000.
• SCHAEFFER, Lírio. Conformação Mecânica. Porto Alegre. 1999.
• SOUZA, Sergio A., Ensaios Mecânicos de Materiais Metálicos, 4a
Edição, Editora Edgard Blucher LTDA, 1974.
• USIMINAS, Apostila de Ensaios Mecânicos. 2001
• USIMINAS, Estudo de Peças Críticas Através do Diagrama Limite de
Conformação. Dezembro, 1981.
• WOO, D.M. Analysis of the Cup Drawing Process. Journal of
Mechanical Engeneering Science, 6v, p.116-131. 1964.

105
ANEXO A: PROPRIEDADES MECÂNICAS À TRAÇÃO EM CP ’S NAS DIREÇÕES TRANSVERSAL ,
LONGITUDINAL E DIAGONAL , COM RESPEITO À DIREÇÃO DE LAMINAÇÃO
LIMITE DE ESCOAMENTO - TRANSVERSAL
150
200
250
300
0,9 1,2 1,5 1,8 2,1
Espessura (mm)
LE (
MP
a)
LQ LF
LIMITE DE ESCOAMENTO - LONGITUDINAL
150
200
250
300
0,9 1,2 1,5 1,8 2,1
Espessura (mm)
LE (
MP
a)
LQ LF
(a) (b)
LIMITE DE ESCOAMENTO - DIAGONAL
150
200
250
300
0,9 1,2 1,5 1,8 2,1Espessura (mm)
LE (
MP
a)
LQ LF
(c)
Figura A. 1. Limite de escoamento para chapas do aç o SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5; e 1,8mm. Média de três ensaios de tração, nas direções transversal (a), longitudinal (b) e diagonal de laminação (c).

106
LIMITE DE RESISTÊNCIA - TRANSVERSAL
300
325
350
375
400
0,9 1,2 1,5 1,8 2,1
Espessura (mm)
LR (
MP
a)
LQ LF
LIMITE DE RESISTÊNCIA - LONGITUDINAL
300
325
350
375
400
0,9 1,2 1,5 1,8 2,1
Espessura (mm)
LR (
MP
a)
LQ LF
(a) (b)
LIMITE DE RESISTÊNCIA - DIAGONAL
300
325
350
375
400
0,9 1,2 1,5 1,8 2,1
Espessura (mm)
LR (
MP
a)
LQ LF
(c)
Figura A. 2. Limite de resistência para chapas do a ço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5; e 1,8mm. Média de três ensaios de tração, nas direções transversal (a), longitudinal (b) e diagonal de laminação (c).

107
ALONGAMENTO UNIFORME-TRANSVERSAL
15
18
21
24
27
30
0,9 1,2 1,5 1,8 2,1Espessura (mm)
eU (
%)
LQ LF
ALONGAMENTO UNIFORME - LONGITUDINAL
15
18
21
24
27
30
0,9 1,2 1,5 1,8 2,1Espessura (mm)
eU (
%)
LQ LF
(a) (b)
ALONGAMENTO UNIFORME - DIAGONAL
15
18
21
24
27
30
0,9 1,2 1,5 1,8 2,1Espessura (mm)
eU (
%)
LQ LF
(c)
Figura A. 3. Alongamento uniforme para chapas do aç o SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5; e 1,8mm. Média de três ensaios de tração, nas direções transversal (a), longitudinal (b) e diagonal de laminação (c).
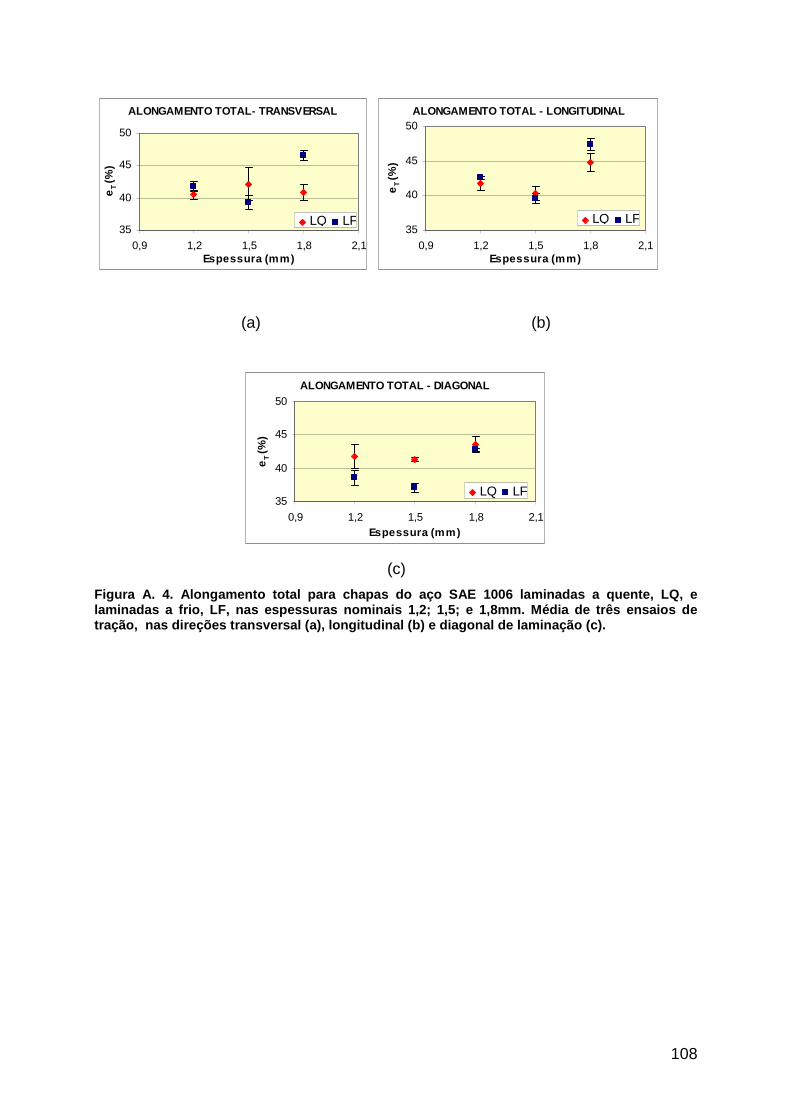
108
ALONGAMENTO TOTAL- TRANSVERSAL
35
40
45
50
0,9 1,2 1,5 1,8 2,1Espessura (mm)
eT (
%)
LQ LF
ALONGAMENTO TOTAL - LONGITUDINAL
35
40
45
50
0,9 1,2 1,5 1,8 2,1Espessura (mm)
eT (
%)
LQ LF
(a) (b)
ALONGAMENTO TOTAL - DIAGONAL
35
40
45
50
0,9 1,2 1,5 1,8 2,1Espessura (mm)
eT (
%)
LQ LF
(c)
Figura A. 4. Alongamento total para chapas do aço S AE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2; 1,5; e 1,8mm. Média de três ensaios de tração, nas direções transversal (a), longitudinal (b) e diagonal de laminação (c).

109
COEFICIENTE DE ENCRUAMENTO - TRANSVERSAL
0,15
0,18
0,21
0,24
0,27
0,9 1,2 1,5 1,8 2,1Espessura (mm)
n
LQ LF
COEFICIENTE DE ENCRUAMENTO - LONGITUDINAL
0,15
0,18
0,21
0,24
0,27
0,9 1,2 1,5 1,8 2,1Espessura (mm)
n
LQ LF
(a) (b)
COEFICIENTE DE ENCRUAMENTO - DIAGONAL
0,15
0,18
0,21
0,24
0,27
0,9 1,2 1,5 1,8 2,1 Espessura (mm)
n
LQ LF
(c)
Figura A. 5. Coeficiente de encruamento para chapas do aço SAE 1006 laminadas a quente, LQ, e laminadas a frio, LF, nas espessuras nominais 1,2 ; 1,5; e 1,8mm. Média de três ensaios de tração, nas direções transversal (a), longitudinal (b) e diagonal de laminação (c).





























