Embed Size (px)
Citation preview
i
Estudo da formação de rebarba nos
processos de fresamento e torneamento
Luiz Claudio Paganotti de Oliveira
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador:
José Luis Lopes da Silveira
Rio de Janeiro
Outubro de 2015
ii
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
TÍTULO DO PROJETO FINAL
Luiz Claudio Paganotti de Oliveira
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO
DE ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRO MECÂNICO.
Aprovado por:
________________________________________________
Prof. Jose Luís Lopes da Silveira
________________________________________________
Prof. Lavinia Maria Sanabio Alves Borges
________________________________________________
Prof. Anna Carla Monteiro de Araujo
Rio de Janeiro
Outubro de 2015

iii
Oliveira, Luiz Claudio Paganotti
Estudo da formação de rebarba nos processos de
fresamento e torneamento/ Luiz Claudio Paganotti de
Oliveira. – Rio de Janeiro: UFRJ/ Escola Politécnica,
2015.
V, 59 p.: il,; 29,7cm.
Orientador: Jose Luis Lopes da Silveira
Projeto de Graduação – UFRJ/ Escola Politécnica/
Curso de Engenharia Mecânica, 2015.
Referencias Bibliográficas: p. 51 – 52.
1. Rebarba. 2. Rebarba no torneamento 3. Rebarba no
fresamento
iv
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte
dos requisitos necessários para obtenção do grau de Engenheiro Mecânico.
Estudo da Formação de Rebarba nos Processos de Fresamento e Torneamento.
Luiz Claudio Paganotti de Oliveira
Outubro, 2015
Orientador: José Luis Lopes da Silveira
Curso: Engenharia Mecânica
Este trabalho estuda as rebarbas, suas classificações e seus métodos de
formação. Dois processos de usinagem são apresentados: um processo de torneamento
em um torno vertical CNC para desbaste e acabamento de Inconel, e o outro processo, o
fresamento de um bloco de aço 4130 em uma mandriladora CNC. Em ambos os
processos foi possível eliminar totalmente as rebarbas, evitando o retrabalho e
consequentemente diminuindo o custo de produção.
Palavras chaves : Rebarba, torneamento, fresamento.

v
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Engineer
Study of Burr Formation in Milling and Turning Processes
Luiz Claudio Paganotti de Oliveira
October / 2015
Advisor: José Luis Lopes da Silveira
Course: Mechanic Engineering
This work studies the burrs, their classifications and formations methods. Two
machining processes are presented: a turning process for roughing and finishing of
Inconel on a CNC lathe and a milling process of a 4130 steel part on a CNC boring
machine. In both cases, it was possible to eliminate the burr totally, thus avoiding the
need for rework and consequently reducing production cost.
Keywords: Burr, turning, milling.
ÍNDICE 1. Introdução ............................................................................................................................1
2. Introdução da rebarba na usinagem ....................................................................................1
3. Definições sobre rebarba .....................................................................................................3
4. Normas para a classificação de rebarba ...............................................................................4
5. Geometria da rebarba ..........................................................................................................6
6. Mecanismos de Formação de Rebarbas ...............................................................................8
6.1. Mecanismos da formação de rebarbas segundo Gillespie e Blotter (1976) ......................8
6.2. Mecanismos da Formação de Rebarbas segundo Ko e Dornfeld (1991)..........................11
7. Formação das rebarbas durante o processo de fresamento ..............................................13
8. Influência dos Parâmetros de Usinagem na Formação das Rebarbas ................................17
9. Estudo da rebarba no torneamento ...................................................................................19
9.1. Detalhamento do material e da peça bruta ....................................................................19
9.2. Equipamento ...................................................................................................................21
9.3. Desenho da peça acabada ...............................................................................................22
9.4. Fixação da peça na máquina ...........................................................................................25
9.5. Usinagem na parte interna revestida de Inconel .............................................................26
9.5.1. Percurso da ferramenta no desbaste do Inconel ..........................................................26
9.5.2. Cálculo teórico da operação de desbaste .....................................................................27
9.5.3. Desbaste do Inconel .....................................................................................................28
9.5.4. Parâmetro de corte no desbaste ..................................................................................28
9.5.5. Ferramenta utilizada no desbaste ................................................................................29
9.5.6. Parâmetro de corte para acabamento no Inconel ........................................................29
9.5.7. Cálculo teórico para o acabamento Inconel .................................................................30
9.5.8. Ferramenta para acabamento das dimensões finais do Inconel ..................................31
10. Análise sobre o processo de torneamento .......................................................................35
11. Estudo a respeito de rebarba no fresamento ...................................................................35
11.1. Detalhamento do material e da peça bruta ..................................................................36
11.2. Equipamento .................................................................................................................37
11.3. Desenho da peça ...........................................................................................................37
11.4. Fixação da peça na máquina .........................................................................................39
11.5. Processo de fresamento na pré-usinagem ....................................................................40
11.6. Percurso da ferramenta na pré-usinagem .....................................................................40
1
11.7. Pré-usinagem ................................................................................................................41
11.7.1. Fatores que influenciam o acabamento e a rebarba. .................................................42
11.7.1.1. Parâmetro de corte .................................................................................................42
11.7.1.2. Ferramenta utilizada ...............................................................................................42
11.7.1.3. Fixação da ferramenta .............................................................................................43
11.7.1.4. Sentido de corte ......................................................................................................44
12. Estudo de rebarba no processo de desbaste ....................................................................44
13. Estudo a respeito de rebarba no acabamento .................................................................45
13.1. Fatores que influenciam o acabamento e a rebarba .....................................................45
13.1.1. Parâmetro de corte ....................................................................................................46
13.1.2. Ferramenta utilizada ..................................................................................................46
14. Análise processo de fresamento. .....................................................................................48
15. Conclusão .........................................................................................................................49
BIBLIOGRAFIA .........................................................................................................................51
vii

1. Introdução
Cada vez mais os projetos têm exigido do setor de fabricação um melhor
acabamento e precisão nas peças, dentre as exigências o aspecto mais importante é a
condição nas extremidades da peça, pois as geometrias geradas por projetistas em um
sistema CAD, ou um desenho técnico, geralmente são limpas e em linha reta, mas a
geometria real das bordas de uma peça fabricada é em grande parte determinada pela
formação de rebarbas no processo de fabricação e a retirada destas, em sua maioria, é
lenta e encarece o processo.
Estudos recentes têm mostrado o impacto econômico da remoção das rebarbas.
Em muitos casos, o aumento da formação de rebarbas é um fator chave para o desgaste
da ferramenta de corte.
Este trabalho visa apresentar os principais problemas que ocorrem devido à
rebarba, seus mecanismos de formação e classificações, assim como a análise de dois
processos de usinagem realizados na indústria e como evitar a rebarba nestes processos.
2. Introdução da rebarba na usinagem
Se as rebarbas não forem removidas de uma peça após sua fabricação, há dois
perigos remanescentes. O primeiro é que as rebarbas são muitas vezes bem acentuadas e
podem levar a pequenas lesões nos dedos dos trabalhadores durante o manuseio das
peças. O segundo é que as rebarbas inicialmente estão presas na peça, mas podem se
soltar durante a operação de um produto e causar danos mais tarde.
Outra questão importante é a relação fornecedor/cliente, em que há uma clara
necessidade da especificação de um padrão do que é considerado rebarba e dos métodos
de remoção. O controle e remoção de rebarbas são questões importantes do ponto de
vista econômico e tem sido o foco de pesquisa em operações de corte em usinagem nos
últimos 50 anos.
1
2
Os primeiros trabalhos relatados descreveram as rebarbas na furação. As
primeiras considerações de formação de rebarbas no corte de metal apareceram junto
com investigações de formação de cavacos, ambos estão intimamente ligados.
O primeiro trabalho dedicado ao mecanismo de formação de rebarba foi
publicado por Gillespie e Blotter (1976) onde foi apresentado um modelo analítico que
ilustra os mecanismos de formação de rebarbas e prevê propriedades da rebarba. Os
resultados deste modelo são comparados com as observações experimentais. Depois da
compreensão básica dos mecanismos de formação da rebarba ter sido alcançado, o foco
da pesquisa voltou-se para a retirada das rebarbas. A operação de rebarbar é muito
demorada e dispendiosa, em muitos casos é uma tarefa manual tediosa.
Há um grande número de ferramentas, máquinas e processos para rebarbar
disponíveis. No entanto, na prática industrial muitas operações de rebarbar ainda são
realizadas manualmente.
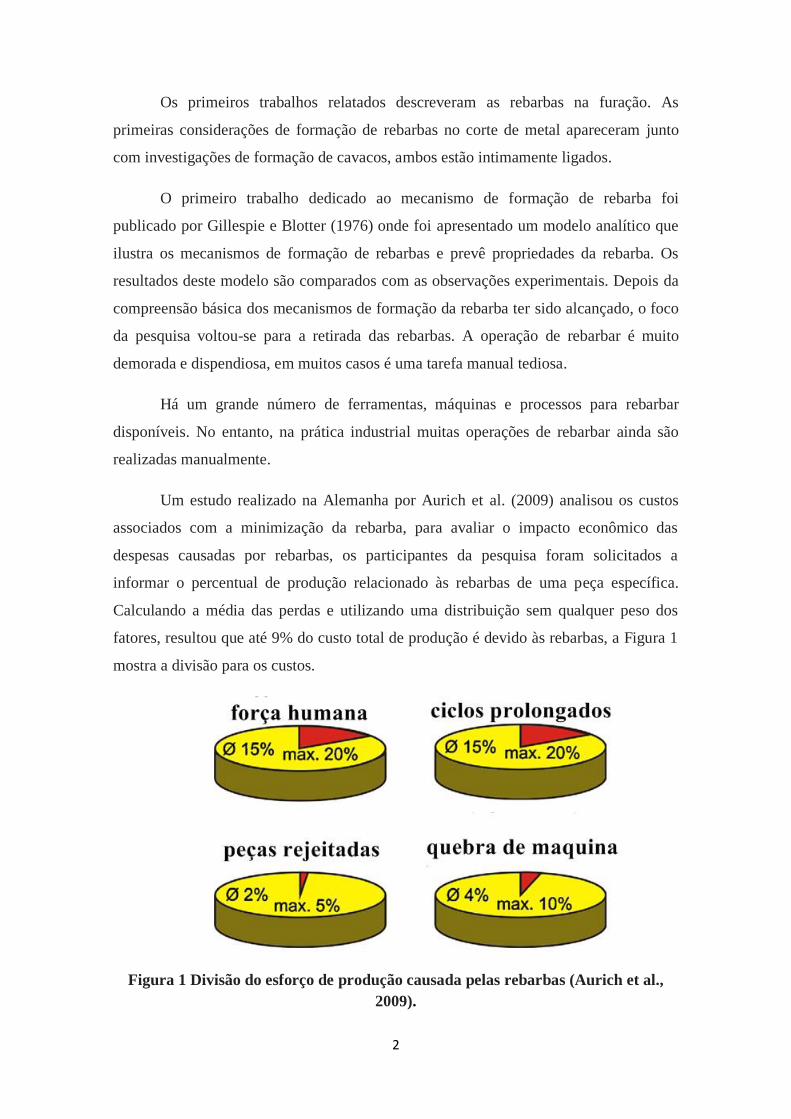
Um estudo realizado na Alemanha por Aurich et al. (2009) analisou os custos
associados com a minimização da rebarba, para avaliar o impacto econômico das
despesas causadas por rebarbas, os participantes da pesquisa foram solicitados a
informar o percentual de produção relacionado às rebarbas de uma peça específica.
Calculando a média das perdas e utilizando uma distribuição sem qualquer peso dos
fatores, resultou que até 9% do custo total de produção é devido às rebarbas, a Figura 1
mostra a divisão para os custos.
Figura 1 Divisão do esforço de produção causada pelas rebarbas (Aurich et al.,
2009).
3
3. Definições sobre rebarba
Atualmente, existem várias normas nacionais e internacionais, bem como
padronização para descrever rebarbas e avaliar a qualidade das bordas do componente.
Na maioria dos casos, as rebarbas podem ser definidas como sendo projeções
indesejáveis de material além da aresta da peça devido à deformação plástica durante a
usinagem (Olvera e Barrow, 1996).
Segundo Aurich et al. (2009) a definição completa pode ser encontrada em Beier
(1999): rebarba é um ressalto criado em uma superfície da peça durante a fabricação,
esta se mantem sobre a peça final e tem um volume relativamente pequeno comparado
com a peça, sendo indesejada e em alguns casos é inevitável.
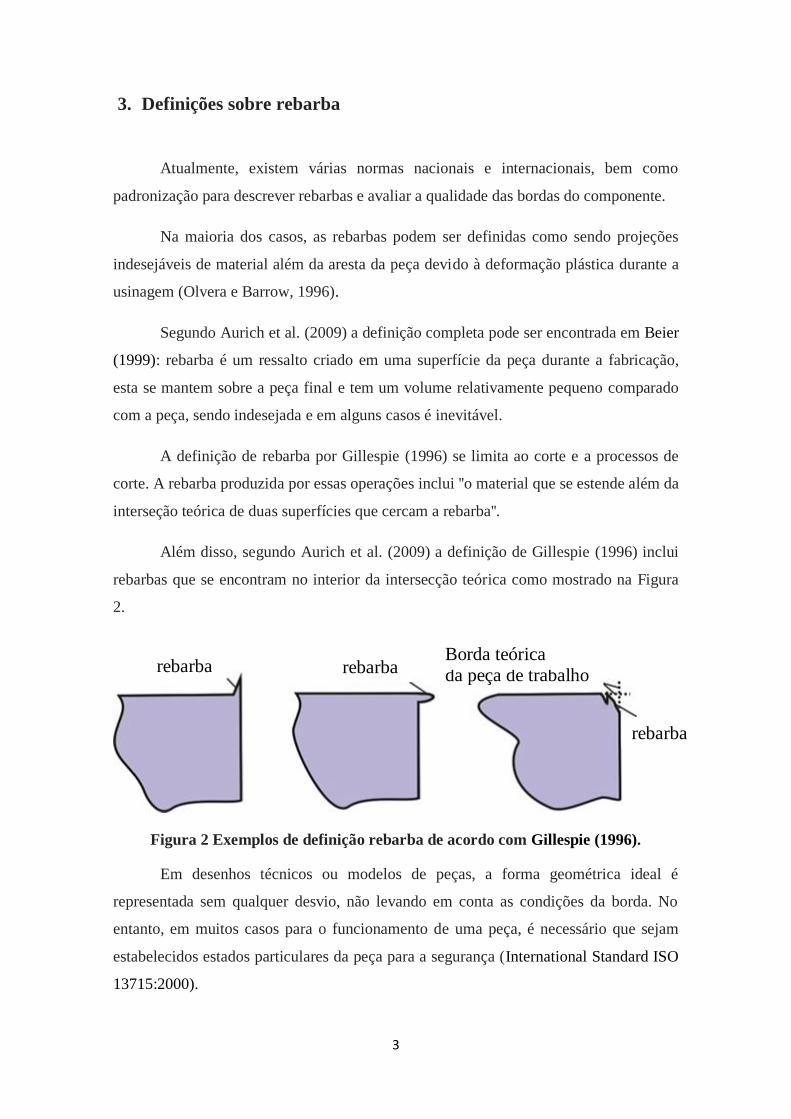
A definição de rebarba por Gillespie (1996) se limita ao corte e a processos de
corte. A rebarba produzida por essas operações inclui ''o material que se estende além da
interseção teórica de duas superfícies que cercam a rebarba''.
Além disso, segundo Aurich et al. (2009) a definição de Gillespie (1996) inclui
rebarbas que se encontram no interior da intersecção teórica como mostrado na Figura
2.
Figura 2 Exemplos de definição rebarba de acordo com Gillespie (1996).
Em desenhos técnicos ou modelos de peças, a forma geométrica ideal é
representada sem qualquer desvio, não levando em conta as condições da borda. No
entanto, em muitos casos para o funcionamento de uma peça, é necessário que sejam
estabelecidos estados particulares da peça para a segurança (International Standard ISO
13715:2000).
da peça de trabalho rebarba rebarba
rebarba
Borda teórica
4
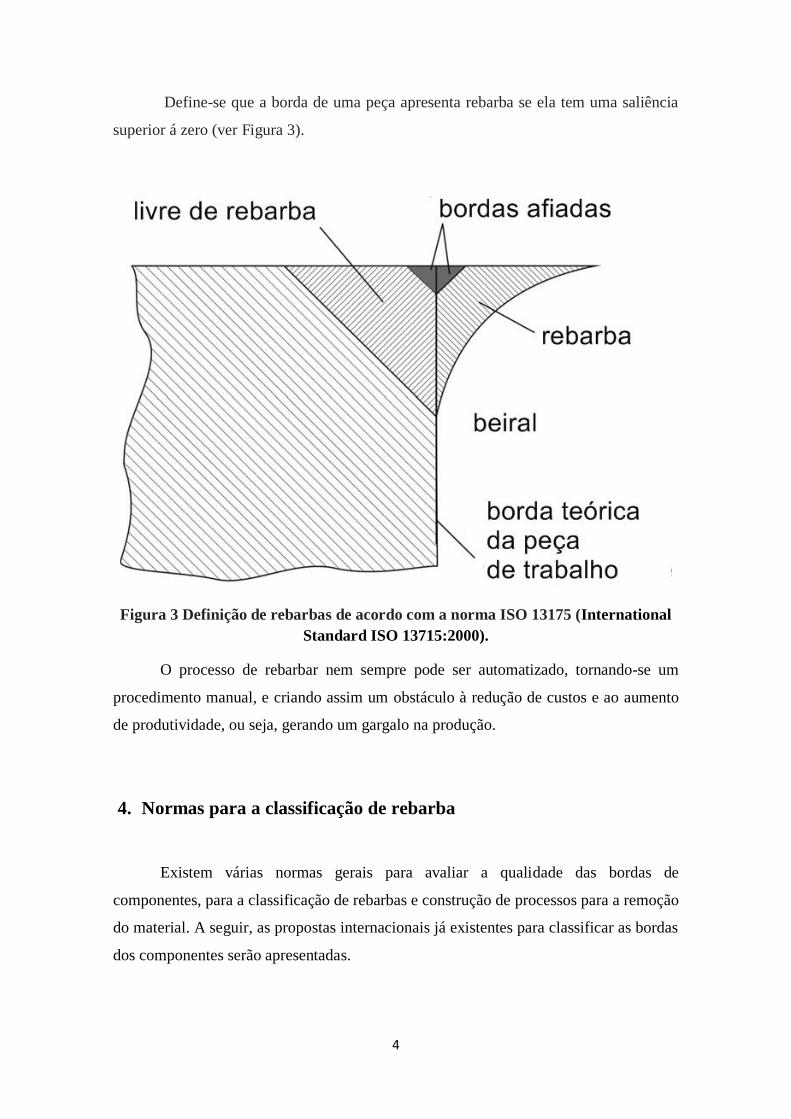
Define-se que a borda de uma peça apresenta rebarba se ela tem uma saliência
superior á zero (ver Figura 3).
Figura 3 Definição de rebarbas de acordo com a norma ISO 13175 (International
Standard ISO 13715:2000).
O processo de rebarbar nem sempre pode ser automatizado, tornando-se um
procedimento manual, e criando assim um obstáculo à redução de custos e ao aumento
de produtividade, ou seja, gerando um gargalo na produção.
4. Normas para a classificação de rebarba
Existem várias normas gerais para avaliar a qualidade das bordas de
componentes, para a classificação de rebarbas e construção de processos para a remoção
do material. A seguir, as propostas internacionais já existentes para classificar as bordas
dos componentes serão apresentadas.
5
O primeiro padrão para a classificação de rebarba introduz sete medidas de
qualidade que são seguidas por uma descrição do estado da borda do componente para
cada grau de qualidade, além disso, uma descrição do processo de verificação segundo
Aurich et al. (2009) é dada para alguns casos por Gillespie em seu artigo de 1999.
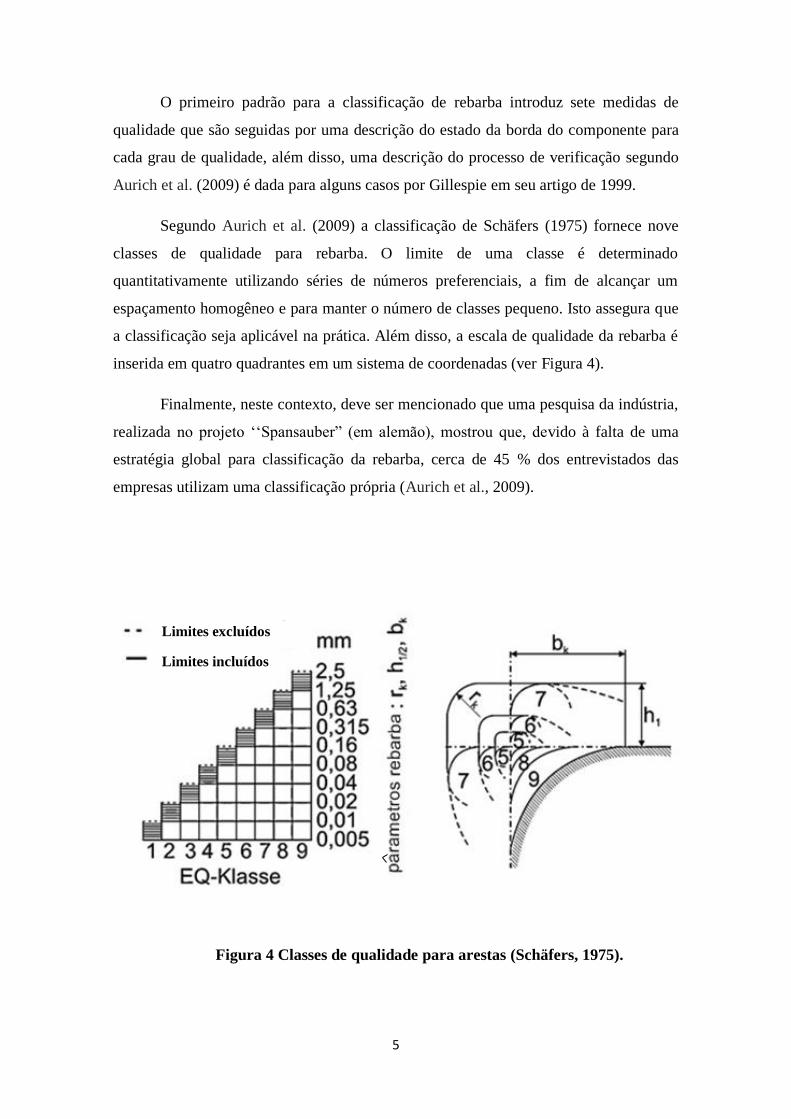
Segundo Aurich et al. (2009) a classificação de Schäfers (1975) fornece nove
classes de qualidade para rebarba. O limite de uma classe é determinado
quantitativamente utilizando séries de números preferenciais, a fim de alcançar um
espaçamento homogêneo e para manter o número de classes pequeno. Isto assegura que
a classificação seja aplicável na prática. Além disso, a escala de qualidade da rebarba é
inserida em quatro quadrantes em um sistema de coordenadas (ver Figura 4).
Finalmente, neste contexto, deve ser mencionado que uma pesquisa da indústria,
realizada no projeto ‘‘Spansauber” (em alemão), mostrou que, devido à falta de uma
estratégia global para classificação da rebarba, cerca de 45 % dos entrevistados das
empresas utilizam uma classificação própria (Aurich et al., 2009).
Figura 4 Classes de qualidade para arestas (Schäfers, 1975).
Limites excluídos
Limites incluídos
6
5. Geometria da rebarba
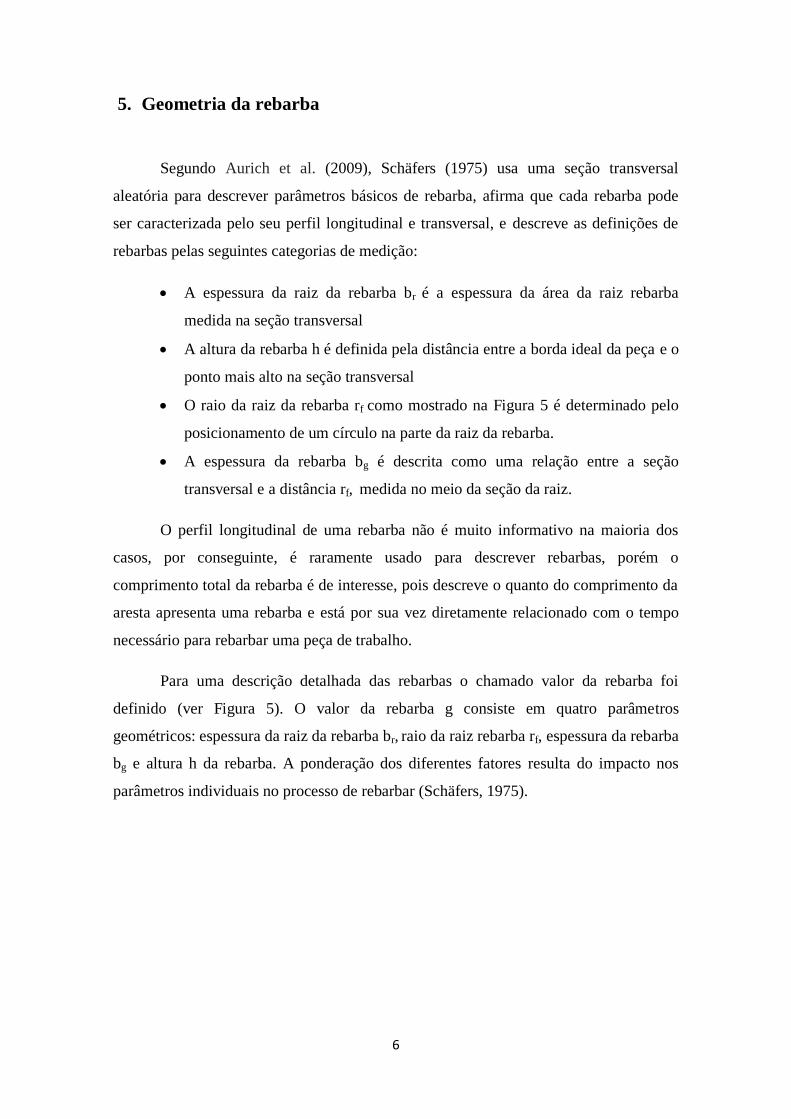
Segundo Aurich et al. (2009), Schäfers (1975) usa uma seção transversal
aleatória para descrever parâmetros básicos de rebarba, afirma que cada rebarba pode
ser caracterizada pelo seu perfil longitudinal e transversal, e descreve as definições de
rebarbas pelas seguintes categorias de medição:
A espessura da raiz da rebarba br é a espessura da área da raiz rebarba
medida na seção transversal
A altura da rebarba h é definida pela distância entre a borda ideal da peça e o
ponto mais alto na seção transversal
O raio da raiz da rebarba rf como mostrado na Figura 5 é determinado pelo
posicionamento de um círculo na parte da raiz da rebarba.
A espessura da rebarba bg é descrita como uma relação entre a seção
transversal e a distância rf, medida no meio da seção da raiz.
O perfil longitudinal de uma rebarba não é muito informativo na maioria dos
casos, por conseguinte, é raramente usado para descrever rebarbas, porém o
comprimento total da rebarba é de interesse, pois descreve o quanto do comprimento da
aresta apresenta uma rebarba e está por sua vez diretamente relacionado com o tempo
necessário para rebarbar uma peça de trabalho.
Para uma descrição detalhada das rebarbas o chamado valor da rebarba foi
definido (ver Figura 5). O valor da rebarba g consiste em quatro parâmetros
geométricos: espessura da raiz da rebarba br, raio da raiz rebarba rf, espessura da rebarba
bg e altura h da rebarba. A ponderação dos diferentes fatores resulta do impacto nos
parâmetros individuais no processo de rebarbar (Schäfers, 1975).
7
Figura 5 Valores medidos de uma rebarba (Schäfers, 1975).
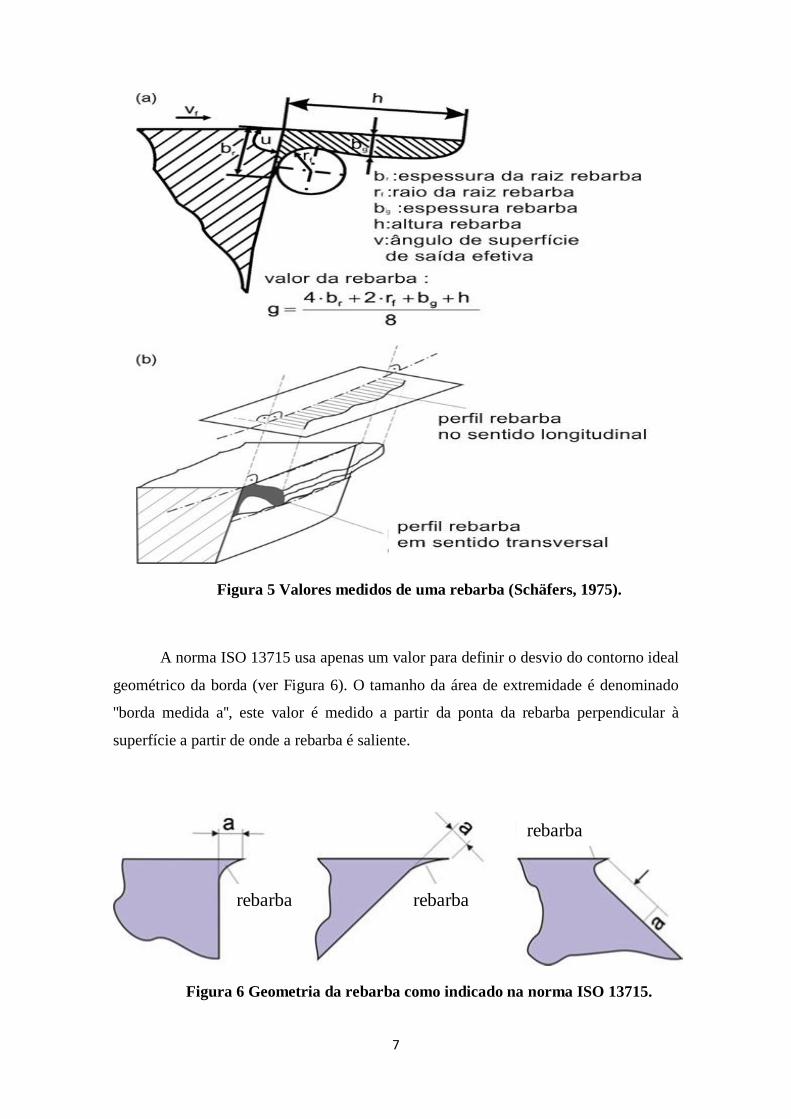
A norma ISO 13715 usa apenas um valor para definir o desvio do contorno ideal
geométrico da borda (ver Figura 6). O tamanho da área de extremidade é denominado
''borda medida a'', este valor é medido a partir da ponta da rebarba perpendicular à
superfície a partir de onde a rebarba é saliente.
Figura 6 Geometria da rebarba como indicado na norma ISO 13715.
rebarba rebarba
rebarba
8
6. Mecanismos de Formação de Rebarbas
Uma das maneiras de classificar as rebarbas é segundo as arestas principais e
secundárias de corte, sendo: rebarba de entrada (de fluxo para trás); rebarba (de fluxo)
lateral; rebarba de saída (de fluxo à frente) e rebarba inclinada (na direção do avanço).
Gillespie e Blotter (1976) pesquisaram a formação de rebarbas com o intuito de
classificá-las e identificar os mecanismos de sua formação, investigaram a influência
dos parâmetros de corte, da geometria da ferramenta e desgaste, nas propriedades das
rebarbas.
Constataram que as rebarbas no corte ortogonal são formadas por quatro
mecanismos básicos, que são apresentados nas seções a seguir.
6.1. Mecanismos da formação de rebarbas segundo Gillespie e Blotter
(1976)
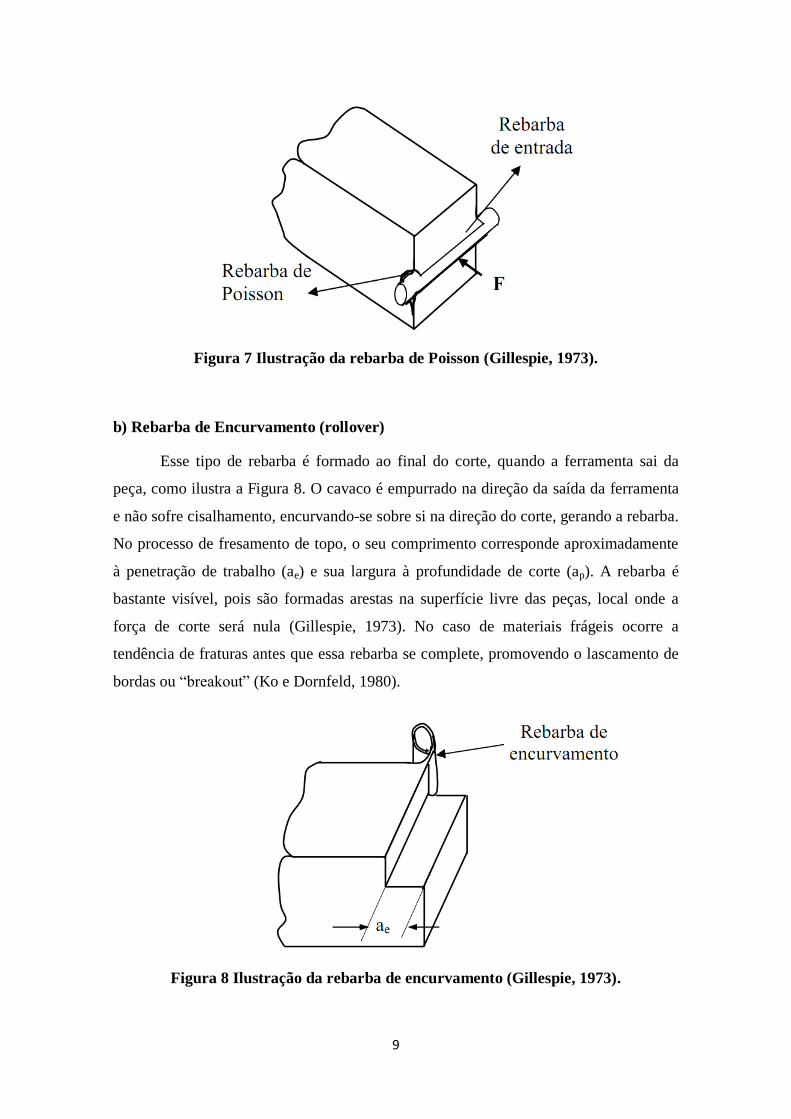
a) Rebarba de Poisson
A rebarba de Poisson surge devido ao abaulamento lateral dos materiais com
comportamento dúctil, em torno de um ponto ou área de compressão, até atingir a
deformação plástica permanente, isto se deve porque as arestas de corte das ferramentas
não são perfeitamente afiadas, possuindo um raio de arredondamento, se houver a
formação de aresta postiça de corte (APC), este raio se torna ainda maior. As altas
pressões causadas pelas forças de avanço são também um fator importante para a
formação desse tipo de rebarba, que se concentra nas laterais do material e em toda a
extremidade da peça enquanto há o contato com a ferramenta. O mecanismo de
formação da rebarba de Poisson é provocado então pelo raio efetivo da aresta de corte
da ferramenta e pelo grau de encruamento dos materiais. Outro tipo de rebarba que
surge para essas mesmas condições é a rebarba de entrada que é formada, no momento
da entrada da ferramenta. A Figura 7 ilustra estes dois tipos de rebarbas formadas.
9
Figura 7 Ilustração da rebarba de Poisson (Gillespie, 1973).
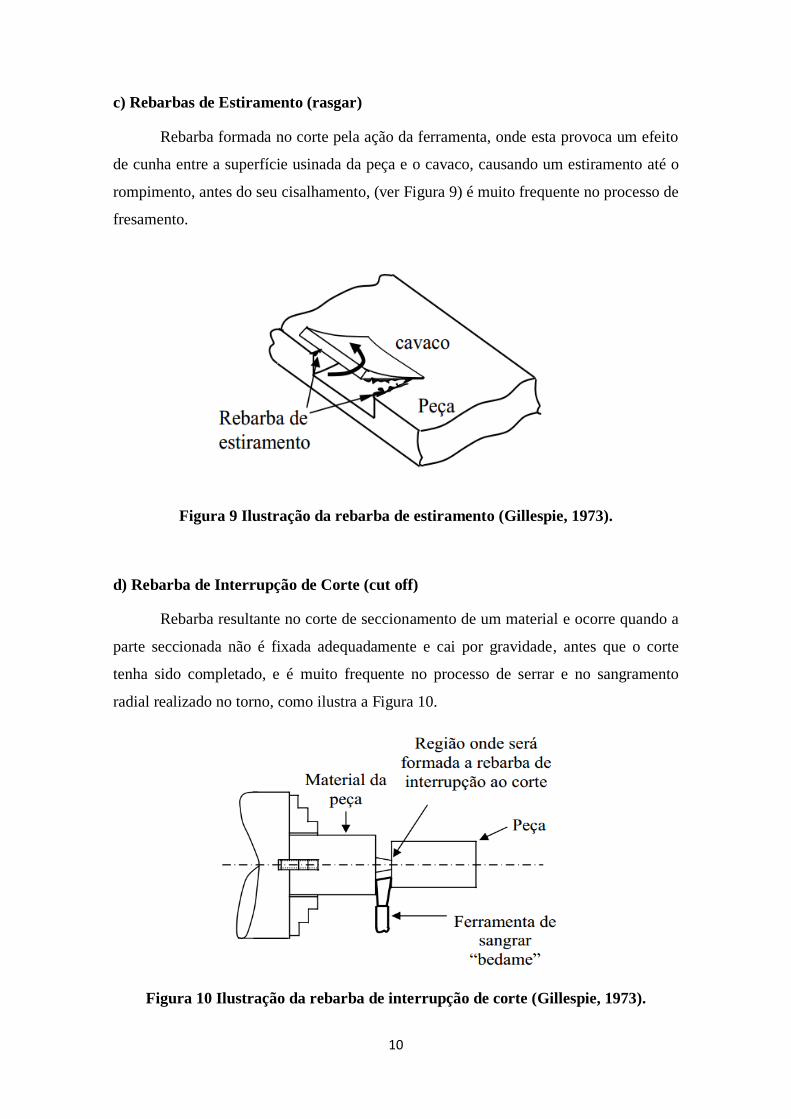
b) Rebarba de Encurvamento (rollover)
Esse tipo de rebarba é formado ao final do corte, quando a ferramenta sai da
peça, como ilustra a Figura 8. O cavaco é empurrado na direção da saída da ferramenta
e não sofre cisalhamento, encurvando-se sobre si na direção do corte, gerando a rebarba.
No processo de fresamento de topo, o seu comprimento corresponde aproximadamente
à penetração de trabalho (ae) e sua largura à profundidade de corte (ap). A rebarba é
bastante visível, pois são formadas arestas na superfície livre das peças, local onde a
força de corte será nula (Gillespie, 1973). No caso de materiais frágeis ocorre a
tendência de fraturas antes que essa rebarba se complete, promovendo o lascamento de
bordas ou “breakout” (Ko e Dornfeld, 1980).
Figura 8 Ilustração da rebarba de encurvamento (Gillespie, 1973).
10
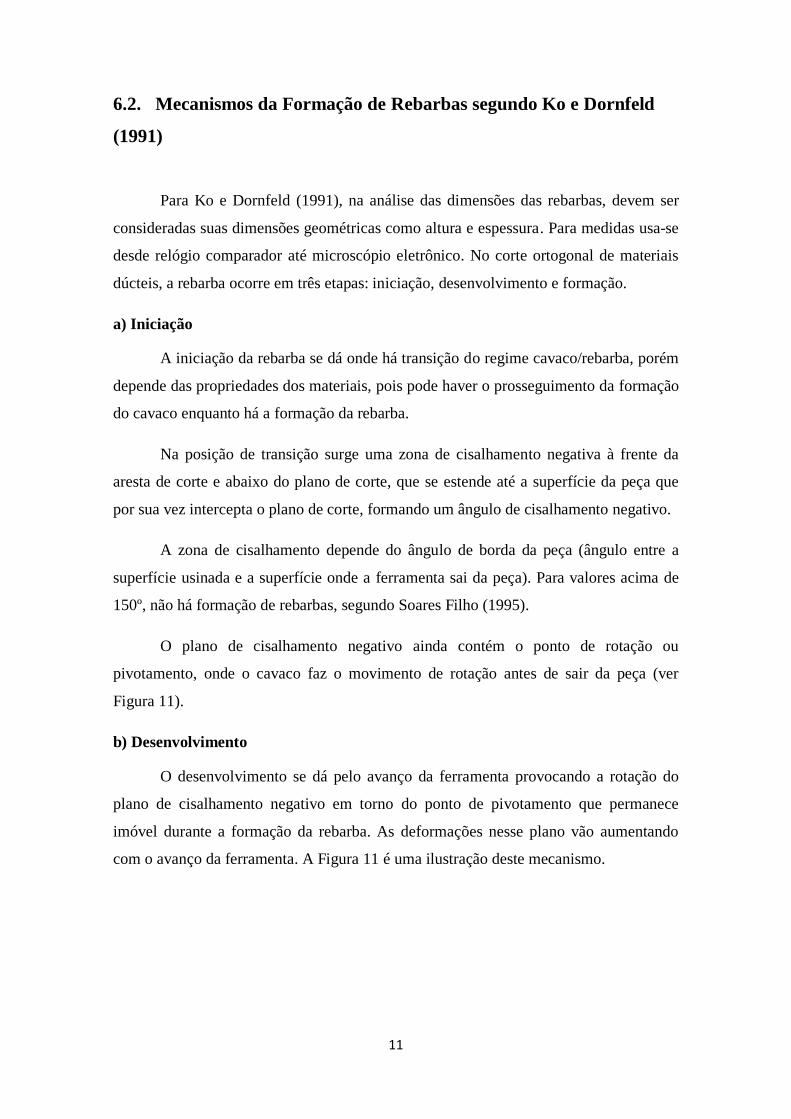
c) Rebarbas de Estiramento (rasgar)
Rebarba formada no corte pela ação da ferramenta, onde esta provoca um efeito
de cunha entre a superfície usinada da peça e o cavaco, causando um estiramento até o
rompimento, antes do seu cisalhamento, (ver Figura 9) é muito frequente no processo de
fresamento.
Figura 9 Ilustração da rebarba de estiramento (Gillespie, 1973).
d) Rebarba de Interrupção de Corte (cut off)
Rebarba resultante no corte de seccionamento de um material e ocorre quando a
parte seccionada não é fixada adequadamente e cai por gravidade, antes que o corte
tenha sido completado, e é muito frequente no processo de serrar e no sangramento
radial realizado no torno, como ilustra a Figura 10.
Figura 10 Ilustração da rebarba de interrupção de corte (Gillespie, 1973).
11
6.2. Mecanismos da Formação de Rebarbas segundo Ko e Dornfeld
(1991)
Para Ko e Dornfeld (1991), na análise das dimensões das rebarbas, devem ser
consideradas suas dimensões geométricas como altura e espessura. Para medidas usa-se
desde relógio comparador até microscópio eletrônico. No corte ortogonal de materiais
dúcteis, a rebarba ocorre em três etapas: iniciação, desenvolvimento e formação.
a) Iniciação
A iniciação da rebarba se dá onde há transição do regime cavaco/rebarba, porém
depende das propriedades dos materiais, pois pode haver o prosseguimento da formação
do cavaco enquanto há a formação da rebarba.
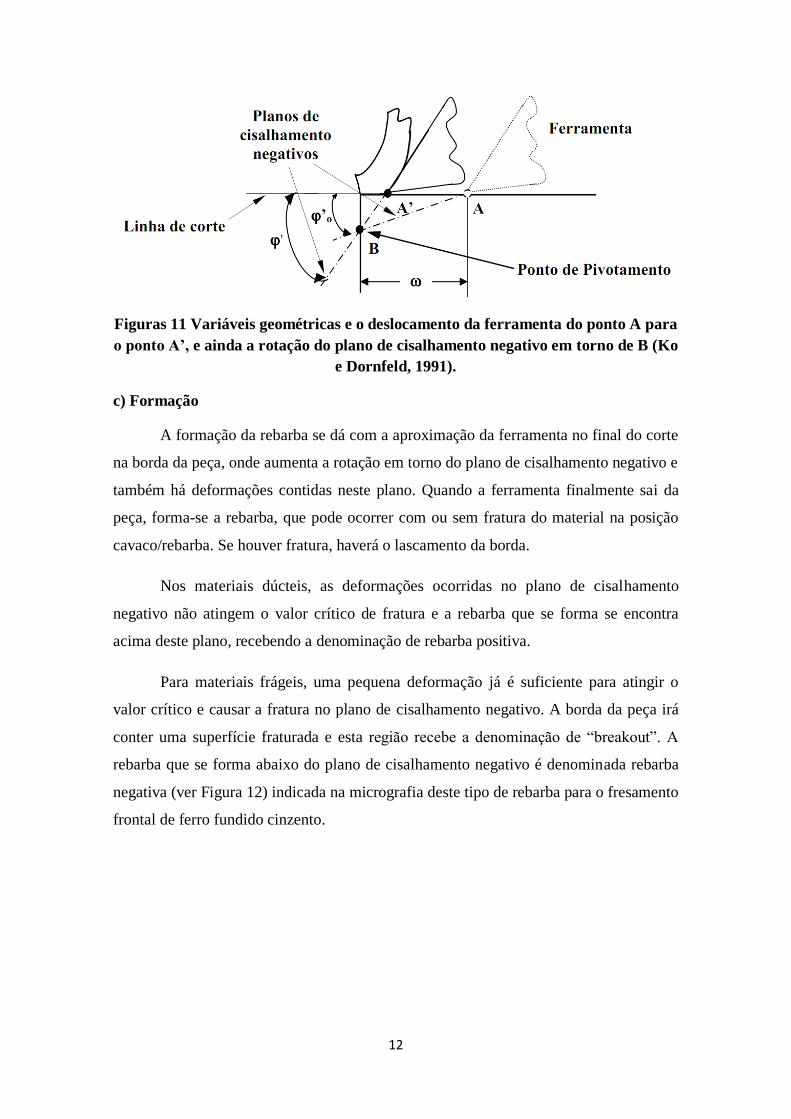
Na posição de transição surge uma zona de cisalhamento negativa à frente da
aresta de corte e abaixo do plano de corte, que se estende até a superfície da peça que
por sua vez intercepta o plano de corte, formando um ângulo de cisalhamento negativo.
A zona de cisalhamento depende do ângulo de borda da peça (ângulo entre a
superfície usinada e a superfície onde a ferramenta sai da peça). Para valores acima de
150º, não há formação de rebarbas, segundo Soares Filho (1995).
O plano de cisalhamento negativo ainda contém o ponto de rotação ou
pivotamento, onde o cavaco faz o movimento de rotação antes de sair da peça (ver
Figura 11).
b) Desenvolvimento
O desenvolvimento se dá pelo avanço da ferramenta provocando a rotação do
plano de cisalhamento negativo em torno do ponto de pivotamento que permanece
imóvel durante a formação da rebarba. As deformações nesse plano vão aumentando
com o avanço da ferramenta. A Figura 11 é uma ilustração deste mecanismo.
12
Figuras 11 Variáveis geométricas e o deslocamento da ferramenta do ponto A para
o ponto A’, e ainda a rotação do plano de cisalhamento negativo em torno de B (Ko
e Dornfeld, 1991).
c) Formação
A formação da rebarba se dá com a aproximação da ferramenta no final do corte
na borda da peça, onde aumenta a rotação em torno do plano de cisalhamento negativo e
também há deformações contidas neste plano. Quando a ferramenta finalmente sai da
peça, forma-se a rebarba, que pode ocorrer com ou sem fratura do material na posição
cavaco/rebarba. Se houver fratura, haverá o lascamento da borda.
Nos materiais dúcteis, as deformações ocorridas no plano de cisalhamento
negativo não atingem o valor crítico de fratura e a rebarba que se forma se encontra
acima deste plano, recebendo a denominação de rebarba positiva.
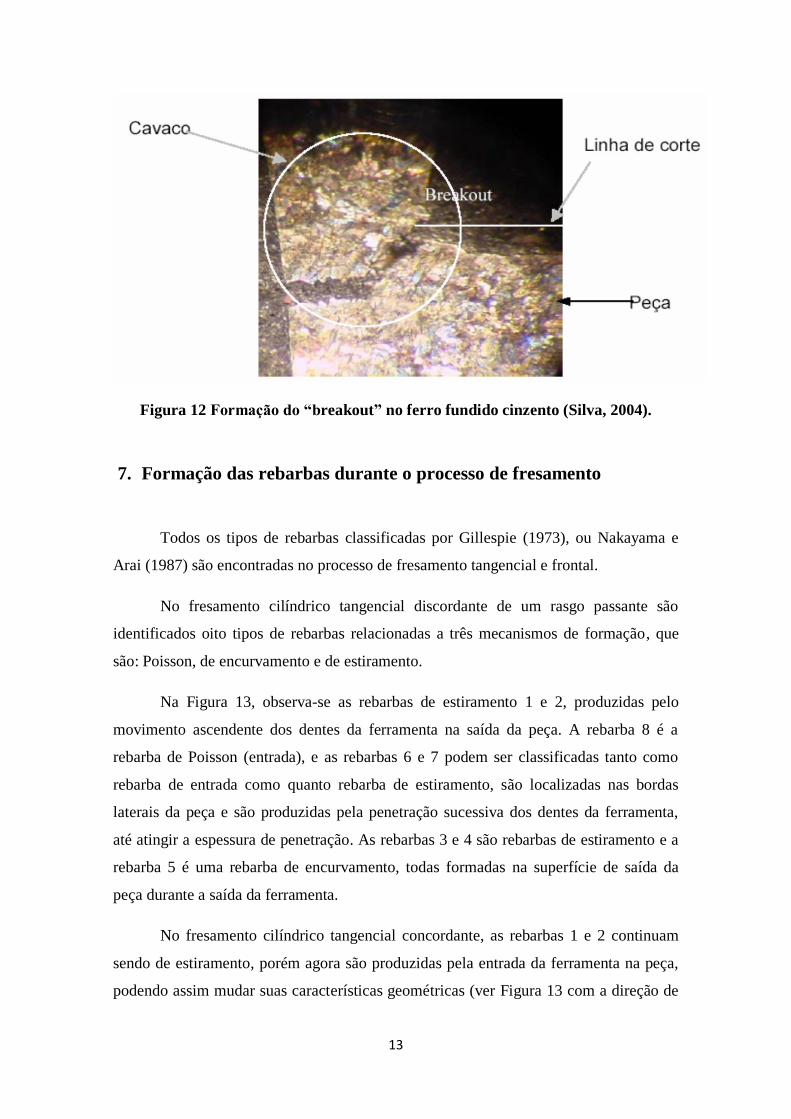
Para materiais frágeis, uma pequena deformação já é suficiente para atingir o
valor crítico e causar a fratura no plano de cisalhamento negativo. A borda da peça irá
conter uma superfície fraturada e esta região recebe a denominação de “breakout”. A
rebarba que se forma abaixo do plano de cisalhamento negativo é denominada rebarba
negativa (ver Figura 12) indicada na micrografia deste tipo de rebarba para o fresamento
frontal de ferro fundido cinzento.
13
Figura 12 Formação do “breakout” no ferro fundido cinzento (Silva, 2004).
7. Formação das rebarbas durante o processo de fresamento
Todos os tipos de rebarbas classificadas por Gillespie (1973), ou Nakayama e
Arai (1987) são encontradas no processo de fresamento tangencial e frontal.
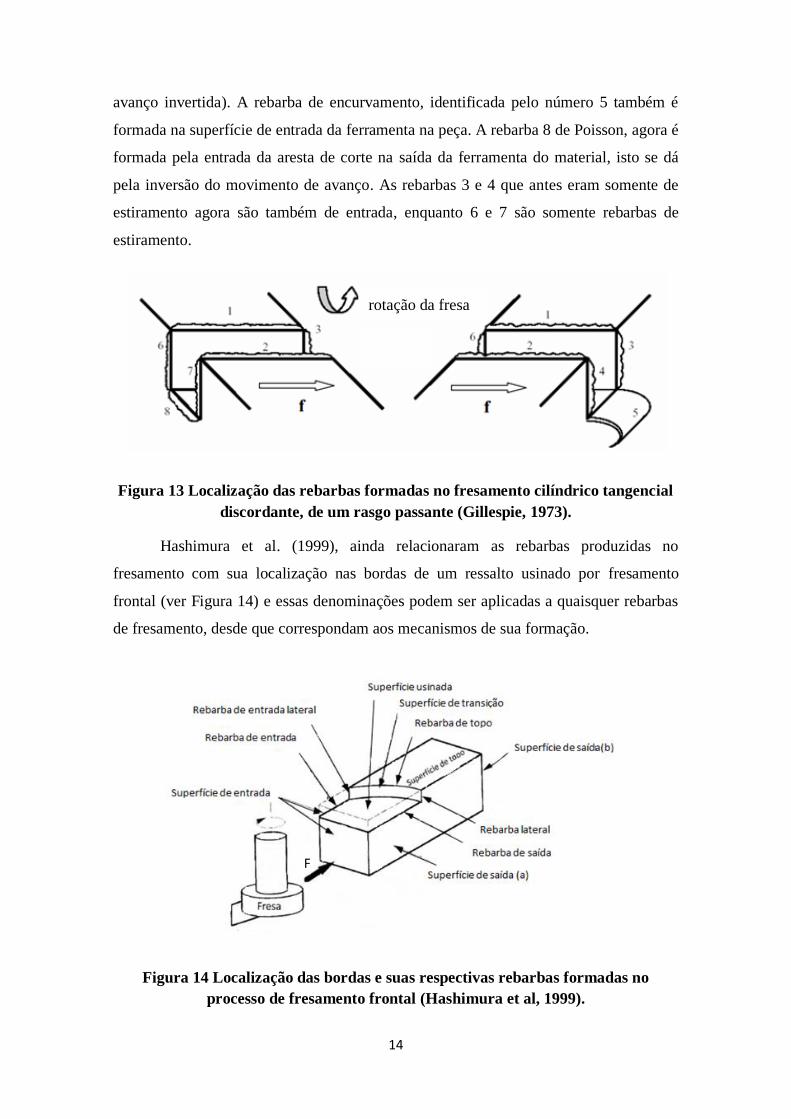
No fresamento cilíndrico tangencial discordante de um rasgo passante são
identificados oito tipos de rebarbas relacionadas a três mecanismos de formação, que
são: Poisson, de encurvamento e de estiramento.
Na Figura 13, observa-se as rebarbas de estiramento 1 e 2, produzidas pelo
movimento ascendente dos dentes da ferramenta na saída da peça. A rebarba 8 é a
rebarba de Poisson (entrada), e as rebarbas 6 e 7 podem ser classificadas tanto como
rebarba de entrada como quanto rebarba de estiramento, são localizadas nas bordas
laterais da peça e são produzidas pela penetração sucessiva dos dentes da ferramenta,
até atingir a espessura de penetração. As rebarbas 3 e 4 são rebarbas de estiramento e a
rebarba 5 é uma rebarba de encurvamento, todas formadas na superfície de saída da
peça durante a saída da ferramenta.
No fresamento cilíndrico tangencial concordante, as rebarbas 1 e 2 continuam
sendo de estiramento, porém agora são produzidas pela entrada da ferramenta na peça,
podendo assim mudar suas características geométricas (ver Figura 13 com a direção de
14
avanço invertida). A rebarba de encurvamento, identificada pelo número 5 também é
formada na superfície de entrada da ferramenta na peça. A rebarba 8 de Poisson, agora é
formada pela entrada da aresta de corte na saída da ferramenta do material, isto se dá
pela inversão do movimento de avanço. As rebarbas 3 e 4 que antes eram somente de
estiramento agora são também de entrada, enquanto 6 e 7 são somente rebarbas de
estiramento.
Figura 13 Localização das rebarbas formadas no fresamento cilíndrico tangencial
discordante, de um rasgo passante (Gillespie, 1973).
Hashimura et al. (1999), ainda relacionaram as rebarbas produzidas no
fresamento com sua localização nas bordas de um ressalto usinado por fresamento
frontal (ver Figura 14) e essas denominações podem ser aplicadas a quaisquer rebarbas
de fresamento, desde que correspondam aos mecanismos de sua formação.
Figura 14 Localização das bordas e suas respectivas rebarbas formadas no
processo de fresamento frontal (Hashimura et al, 1999).
rotação da fresa
F
15
Essas rebarbas podem ser observadas no processo de fresamento em cinco
regiões distintas na borda: entre a superfície usinada e a superfície de saída; superfície
de transição e a superfície de saída; superfície superior e a superfície de transição;
superfície usinada e a superfície de entrada; superfície de transição e a superfície de
entrada.
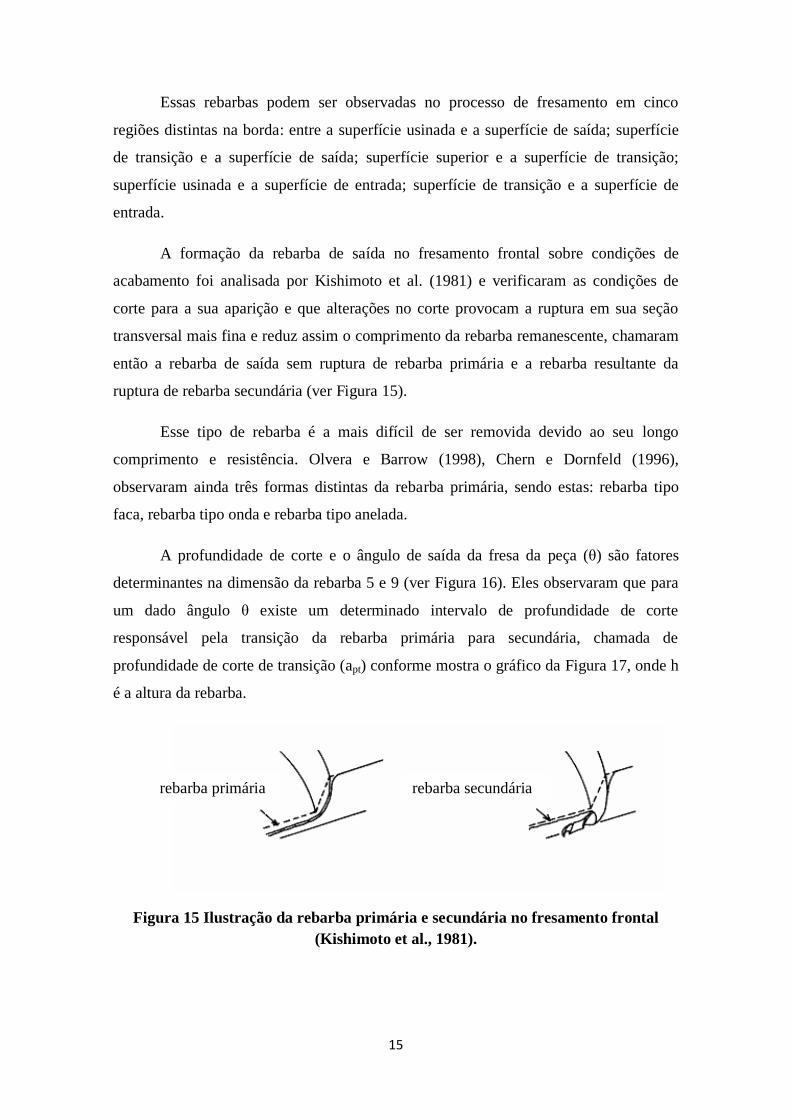
A formação da rebarba de saída no fresamento frontal sobre condições de
acabamento foi analisada por Kishimoto et al. (1981) e verificaram as condições de
corte para a sua aparição e que alterações no corte provocam a ruptura em sua seção
transversal mais fina e reduz assim o comprimento da rebarba remanescente, chamaram
então a rebarba de saída sem ruptura de rebarba primária e a rebarba resultante da
ruptura de rebarba secundária (ver Figura 15).
Esse tipo de rebarba é a mais difícil de ser removida devido ao seu longo
comprimento e resistência. Olvera e Barrow (1998), Chern e Dornfeld (1996),
observaram ainda três formas distintas da rebarba primária, sendo estas: rebarba tipo
faca, rebarba tipo onda e rebarba tipo anelada.
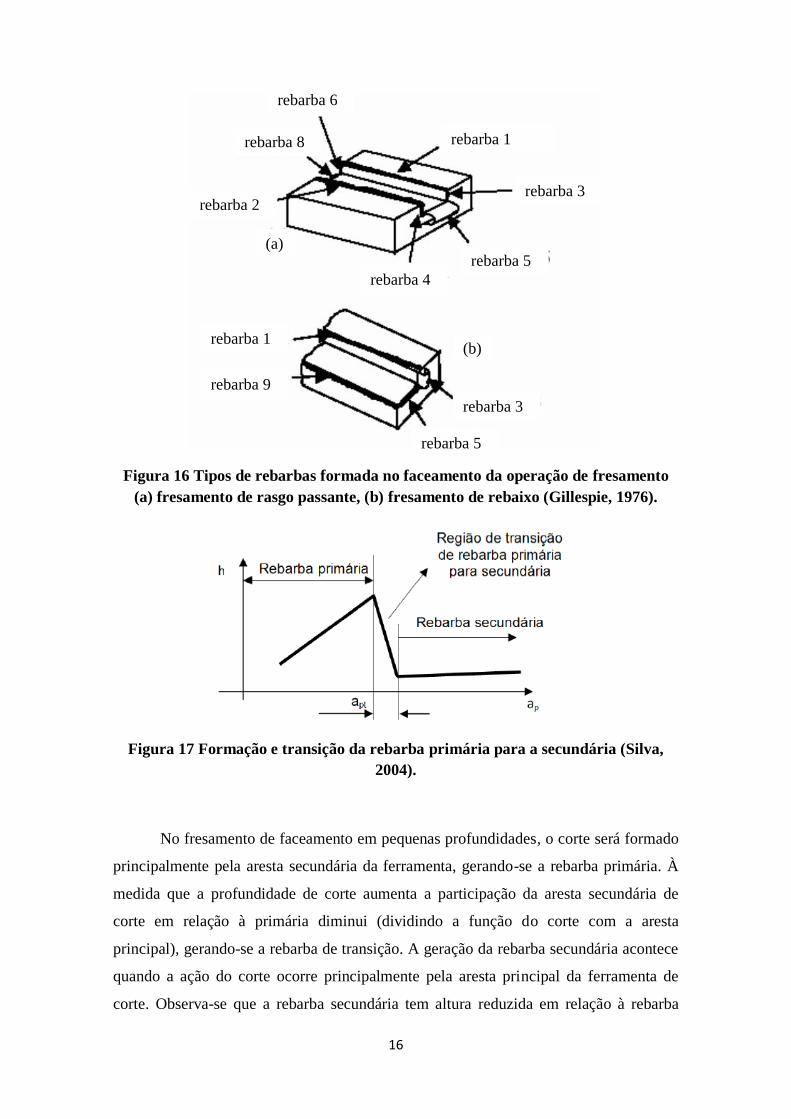
A profundidade de corte e o ângulo de saída da fresa da peça (θ) são fatores
determinantes na dimensão da rebarba 5 e 9 (ver Figura 16). Eles observaram que para
um dado ângulo θ existe um determinado intervalo de profundidade de corte
responsável pela transição da rebarba primária para secundária, chamada de
profundidade de corte de transição (apt) conforme mostra o gráfico da Figura 17, onde h
é a altura da rebarba.
Figura 15 Ilustração da rebarba primária e secundária no fresamento frontal
(Kishimoto et al., 1981).
rebarba primária
rebarba secundária
16
Figura 16 Tipos de rebarbas formada no faceamento da operação de fresamento
(a) fresamento de rasgo passante, (b) fresamento de rebaixo (Gillespie, 1976).
Figura 17 Formação e transição da rebarba primária para a secundária (Silva,
2004).
No fresamento de faceamento em pequenas profundidades, o corte será formado
principalmente pela aresta secundária da ferramenta, gerando-se a rebarba primária. À
medida que a profundidade de corte aumenta a participação da aresta secundária de
corte em relação à primária diminui (dividindo a função do corte com a aresta
principal), gerando-se a rebarba de transição. A geração da rebarba secundária acontece
quando a ação do corte ocorre principalmente pela aresta principal da ferramenta de
corte. Observa-se que a rebarba secundária tem altura reduzida em relação à rebarba
rebarba 1
rebarba 3
rebarba 5
rebarba 9
rebarba 1
rebarba 2
rebarba 8
rebarba 6
rebarba 4
rebarba 5
rebarba 3
(b)
(a)
17
primária, devido ao seu tamanho reduzido (Kishimoto et al., 1981), (Olvera e Barrow,
1996) passaram a considerar as bordas formadas por rebarba secundária como regiões
livres de rebarba.
Os estudos de Kishimoto et al. (1981), Olvera e Barrow (1996) e Chern e
Dornfeld (1996) sobre a formação da rebarba 9 apontaram que a transição entre a
rebarba primária e a rebarba secundária é afetada principalmente pela profundidade de
corte, pela geometria da ferramenta devido ao seu raio de ponta e pelo ângulo de saída
da ferramenta na peça, que é formado a partir do vetor velocidade de corte e a superfície
livre da peça.
8. Influência dos Parâmetros de Usinagem na Formação das
Rebarbas
Os parâmetros de usinagem influenciam diretamente na formação das rebarbas e
por isso devem ser levados em conta na análise dos mecanismos de sua formação.
Segundo Soares Filho (1995) esses parâmetros estão em primeiro plano na influência
sobre a formação de rebarbas.
A geometria da ferramenta também influencia as dimensões das rebarbas, o raio
da aresta de corte e o raio de ponta da ferramenta possuem influência direta na
espessura da raiz segundo Gillespie (1973), Nakayama e Arai (1987), Hashimura et al.
(1999). As condições de desgaste da ferramenta também estão relacionadas com as
características da rebarba (entrada, saída lateral e inclinada) e também com suas
dimensões geométricas (altura e espessura). Olvera e Barrow (1996) analisaram a
influência dos principais parâmetros de usinagem nas dimensões da rebarba durante o
fresamento de um aço com médio teor de carbono e foi verificado que o aumento da
velocidade de corte proporcionou uma redução na altura da rebarba e um aumento em
sua espessura. O avanço pode influenciar na formação da fratura durante o
desenvolvimento da rebarba, mudando as características e dimensões da espessura da
raiz (Nakayama e Arai, 1987) e da rebarba de entrada (Gillespie, 1973).
Em relação aresta principal de corte observou-se que o aumento do avanço por
dente acarreta a diminuição da altura da rebarba, porém quando a formação da rebarba
18
se dá pela aresta secundária, notou-se o acentuado aumento de sua altura em função do
avanço. A altura da rebarba de saída e lateral também é influenciada pelo ângulo de
saída da ferramenta, sendo que a rebarba lateral é a que mais apresenta variações.
Quanto à profundidade de corte, a rebarba do tipo enrolada (rollover) teve altura
correspondente à profundidade axial. Para outros tipos de rebarbas (aquelas geradas pela
aresta principal) percebeu-se um aumento da altura das mesmas em função do aumento
da profundidade de corte em até 5 mm aproximadamente, mas para a rebarba formada
pela aresta secundária a altura manteve-se constante, principalmente para uma
profundidade de corte acima de 0,5 mm.
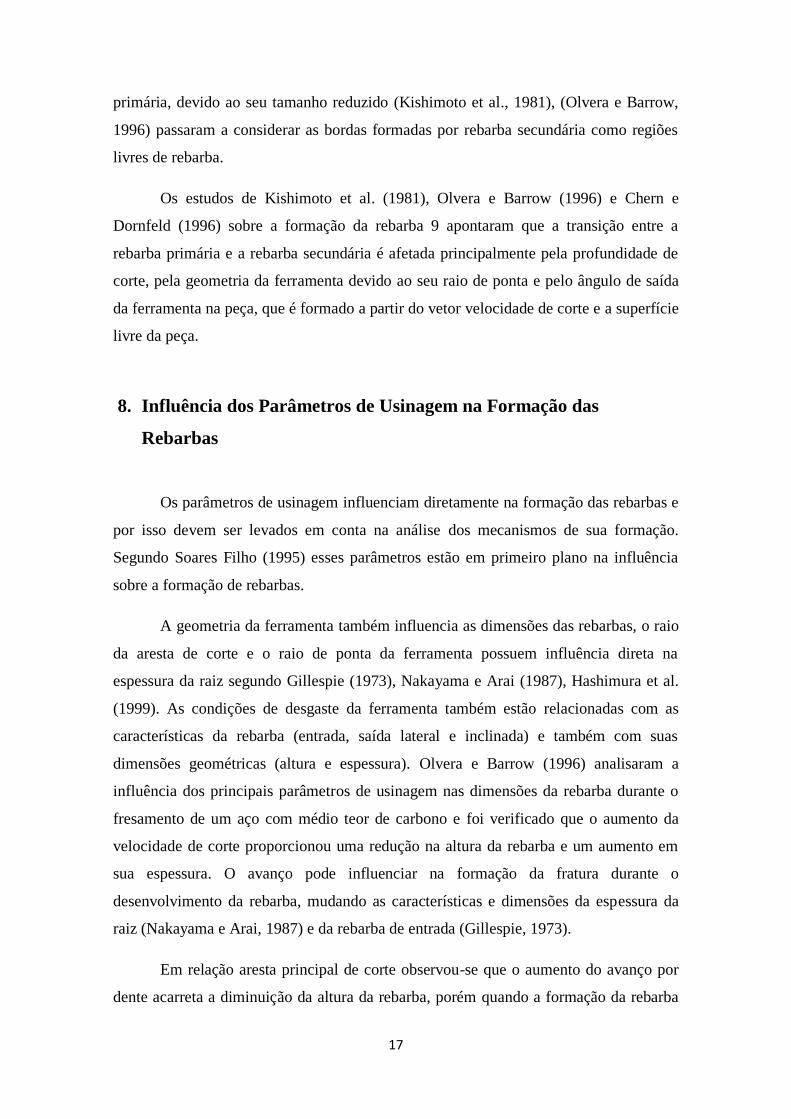
A Figura 18 mostra os principais parâmetros geométricos a serem considerados
na análise do fenômeno em questão, onde “b” e “h” são a espessura e altura da rebarba,
respectivamente.
Figura 18 Principais dimensões consideradas na análise das rebarbas, altura “h”, e
espessura “b” (Kaminise et al., 2001).
Segundo Olvera e Barrow (1998) a principal dimensão da rebarba é a sua
espessura, pois quanto maior for o valor de “b”, maior será a dificuldade de removê-la
na etapa de rebarbar (processo de remoção da rebarba).
A condição de saída da ferramenta é um fator determinante para criação da
rebarba, o ângulo formado entre a ferramenta e a superfície determina se há ou não
formação de rebarba. O tamanho da rebarba tende a diminuir com o aumento deste
ângulo e, sobretudo para valores superiores a 150º.
19
9. Estudo da rebarba no torneamento
Será apresentado a seguir um estudo de caso real sobre torneamento vertical de
Inconel, que apresentou dificuldades durante os primeiros processos realizados. Na
época, não foi realizada nenhuma análise prévia sobre o material e ferramentas, isto
levou a quebra prematura de inserto e em alguns casos a soldagem do inserto na peça.
9.1. Detalhamento do material e da peça bruta
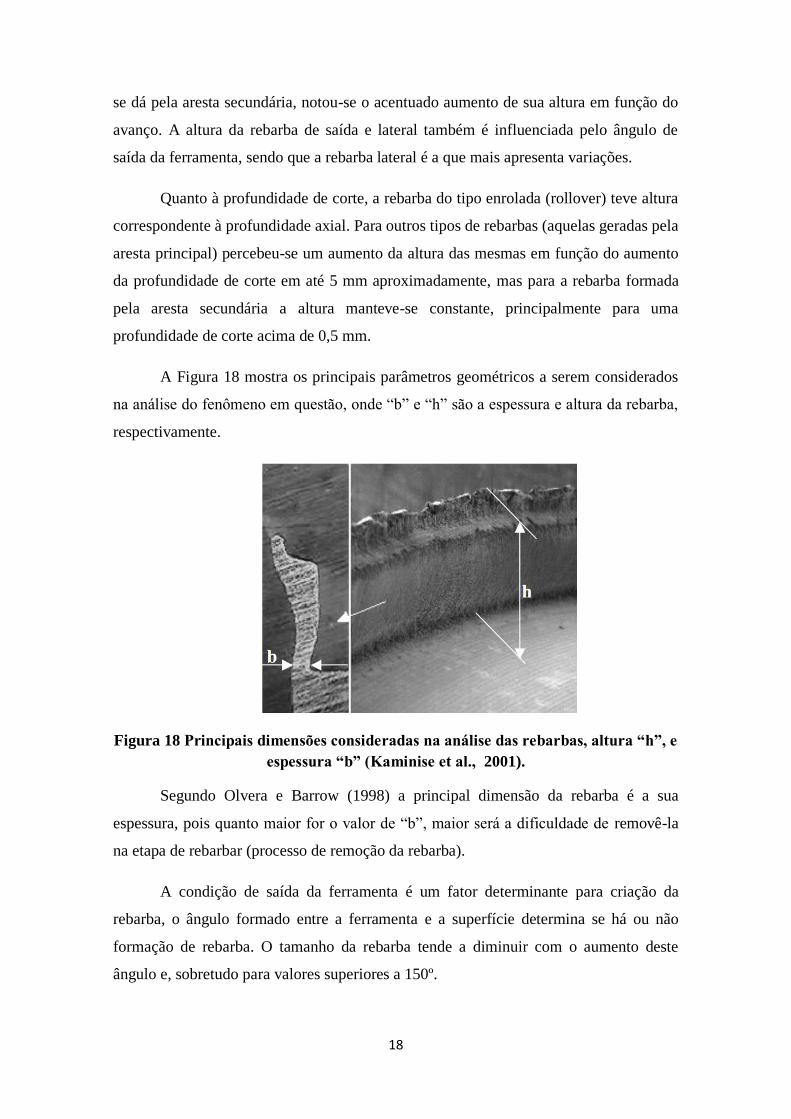
A peça bruta é composta por um cilindro com revestimento interno de Inconel,
parte mais escura, pesando aproximadamente 1500 kg, com 717 mm de altura, diâmetro
interno de 264 mm e diâmetro externo de 685 mm (ver Figura 19).
Figura 19 Pré-usinagem para deposição de Inconel na parte do assento do anel de
vedação (groove BX-160) e pequena região interna (diâmetro 369 mm) sendo
mostradas pela parte mais escura no desenho.
20
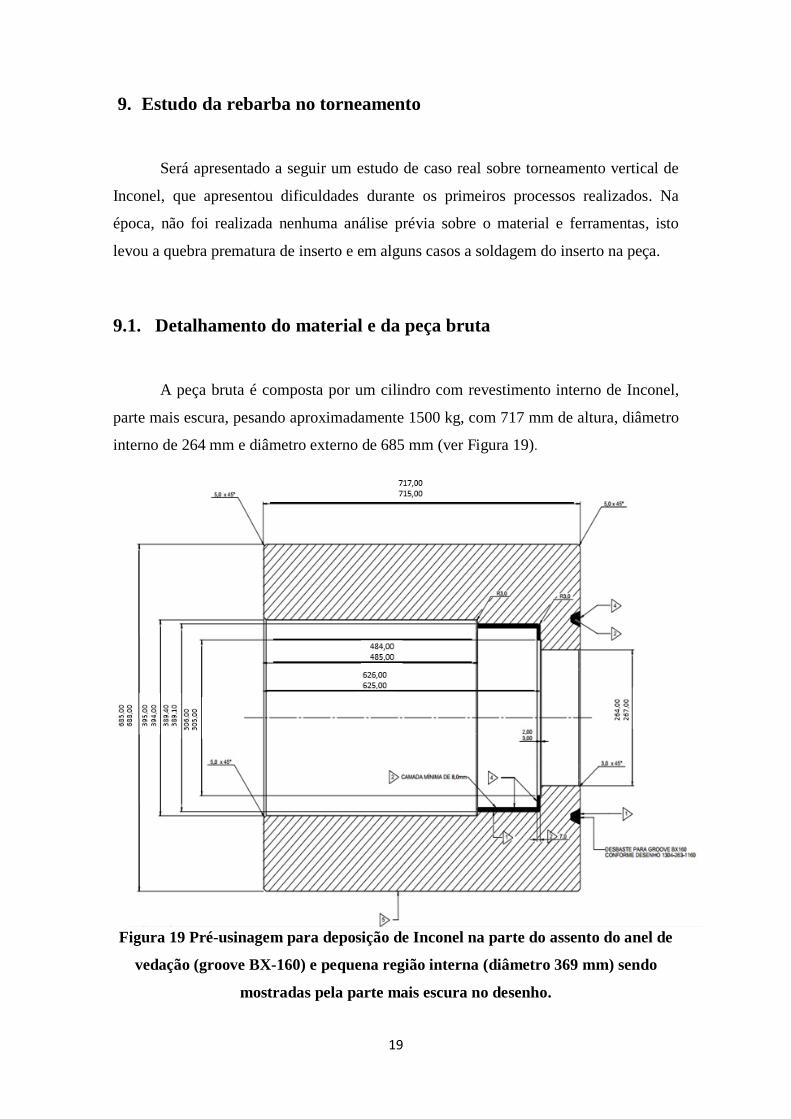
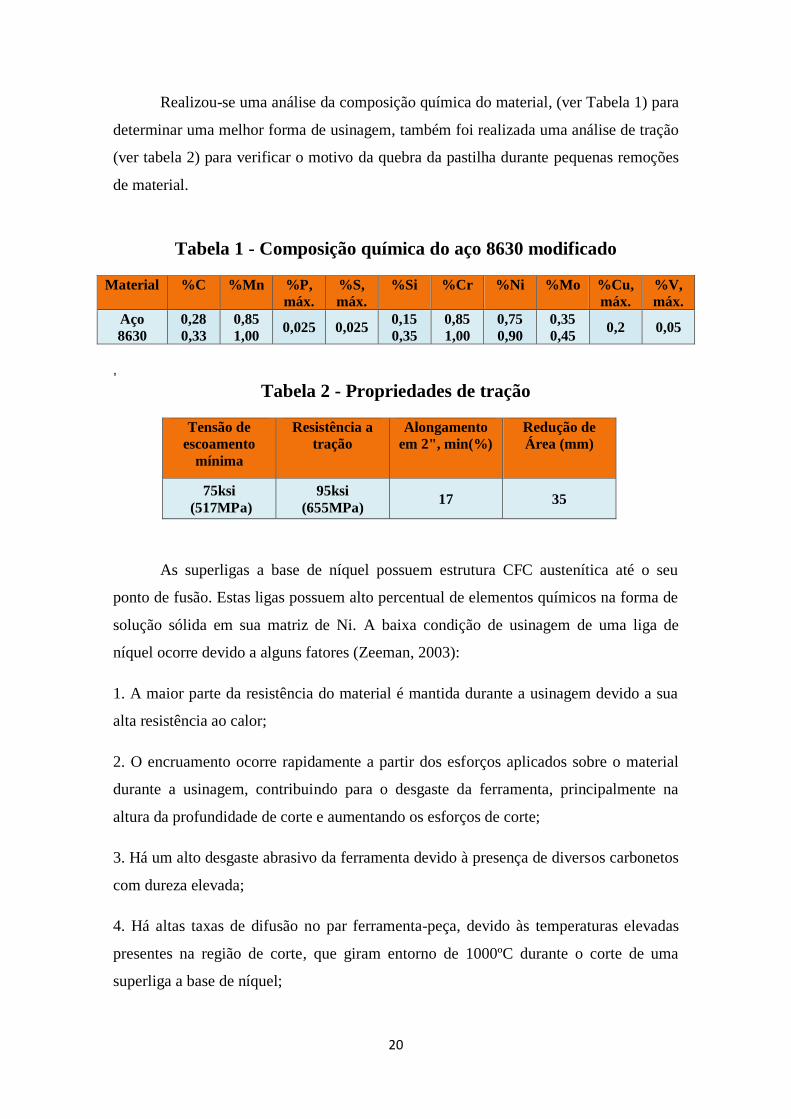
Realizou-se uma análise da composição química do material, (ver Tabela 1) para
determinar uma melhor forma de usinagem, também foi realizada uma análise de tração
(ver tabela 2) para verificar o motivo da quebra da pastilha durante pequenas remoções
de material.
Tabela 1 - Composição química do aço 8630 modificado
Material %C %Mn %P,
máx.
%S,
máx.
%Si %Cr %Ni %Mo %Cu,
máx.
%V,
máx.
Aço
8630
0,28
0,33
0,85
1,00 0,025 0,025
0,15
0,35
0,85
1,00
0,75
0,90
0,35
0,45 0,2 0,05
,
Tabela 2 - Propriedades de tração
Tensão de
escoamento
mínima
Resistência a
tração
Alongamento
em 2", min(%)
Redução de
Área (mm)
75ksi
(517MPa)
95ksi
(655MPa) 17 35
As superligas a base de níquel possuem estrutura CFC austenítica até o seu
ponto de fusão. Estas ligas possuem alto percentual de elementos químicos na forma de
solução sólida em sua matriz de Ni. A baixa condição de usinagem de uma liga de
níquel ocorre devido a alguns fatores (Zeeman, 2003):
1. A maior parte da resistência do material é mantida durante a usinagem devido a sua
alta resistência ao calor;
2. O encruamento ocorre rapidamente a partir dos esforços aplicados sobre o material
durante a usinagem, contribuindo para o desgaste da ferramenta, principalmente na
altura da profundidade de corte e aumentando os esforços de corte;
3. Há um alto desgaste abrasivo da ferramenta devido à presença de diversos carbonetos
com dureza elevada;
4. Há altas taxas de difusão no par ferramenta-peça, devido às temperaturas elevadas
presentes na região de corte, que giram entorno de 1000ºC durante o corte de uma
superliga a base de níquel;
21
5. Soldagem por atrito da liga de níquel nas superfícies de saída e de folga da
ferramenta de corte, devido à alta adesão da liga, além das baixas velocidades
empregadas para a usinagem, causando penetração excessiva da ferramenta na peça
(enganchar), bem como lascamento na superfície de saída da ferramenta. Apresentaram
resultados de tensões acima de 3450 MPa na região do corte de uma superliga à base de
níquel;
6. Alta ductilidade sob uma dureza média (250-350 HV);
9.2. Equipamento
Para realizar a operação foi utilizado um torno vertical com magazine giratório,
comando SIEMENS, diâmetro da placa de 1000 mm, rotação máxima de 350 rpm, que
suporta 5000 kg de peso sobre a placa, e o fechamento das castanhas é manual (ver
Figura 20).
Figura 20 Torno vertical TAURUS WOTAN TWVT comando SIEMENS.
22
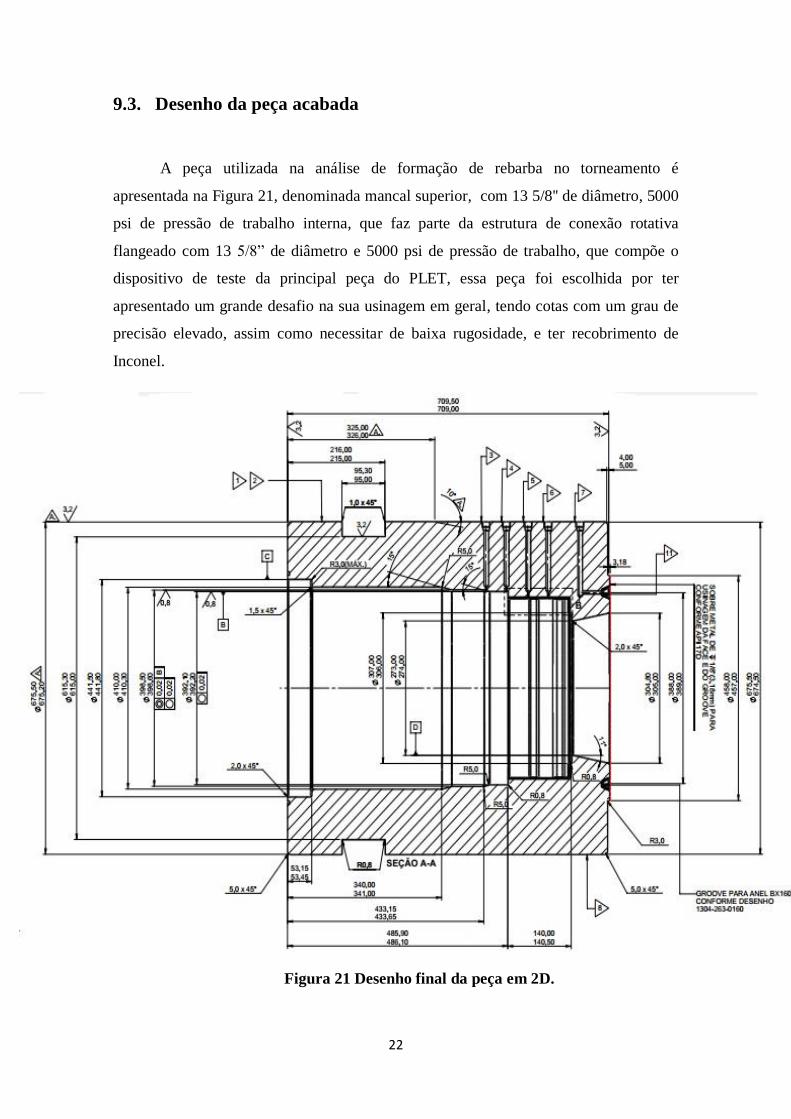
9.3. Desenho da peça acabada
A peça utilizada na análise de formação de rebarba no torneamento é
apresentada na Figura 21, denominada mancal superior, com 13 5/8'' de diâmetro, 5000
psi de pressão de trabalho interna, que faz parte da estrutura de conexão rotativa
flangeado com 13 5/8” de diâmetro e 5000 psi de pressão de trabalho, que compõe o
dispositivo de teste da principal peça do PLET, essa peça foi escolhida por ter
apresentado um grande desafio na sua usinagem em geral, tendo cotas com um grau de
precisão elevado, assim como necessitar de baixa rugosidade, e ter recobrimento de
Inconel.
Figura 21 Desenho final da peça em 2D.
23
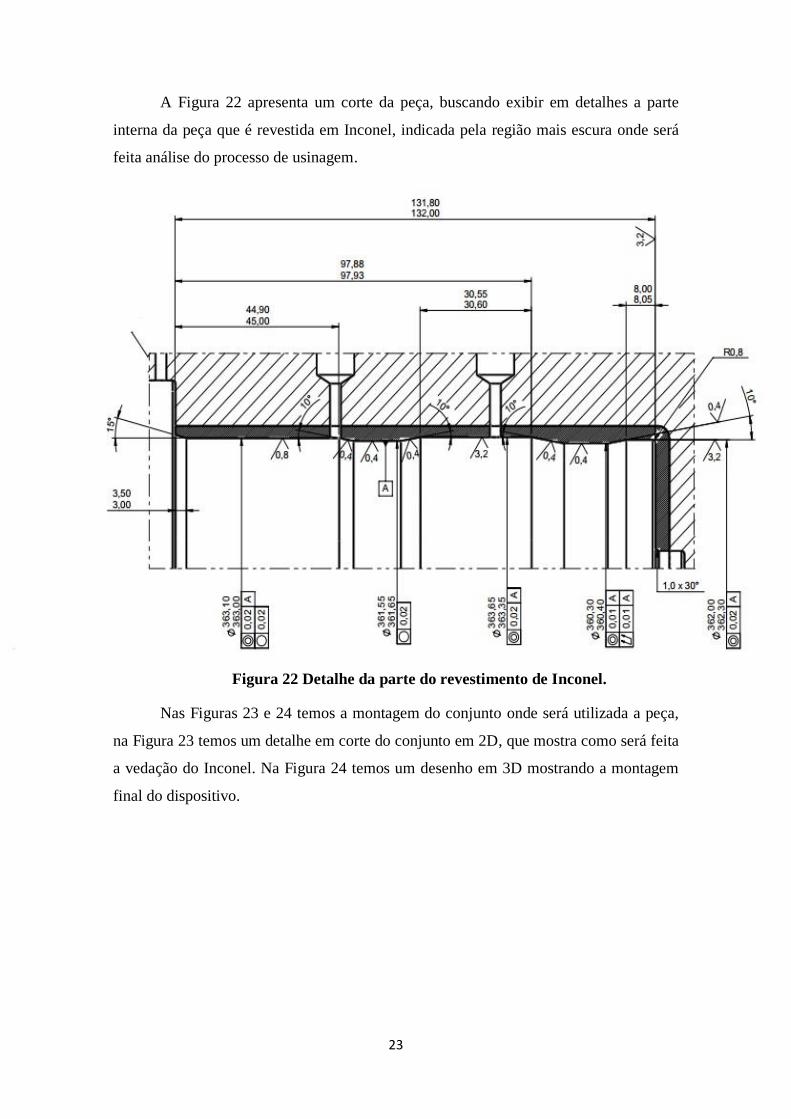
A Figura 22 apresenta um corte da peça, buscando exibir em detalhes a parte
interna da peça que é revestida em Inconel, indicada pela região mais escura onde será
feita análise do processo de usinagem.
Figura 22 Detalhe da parte do revestimento de Inconel.
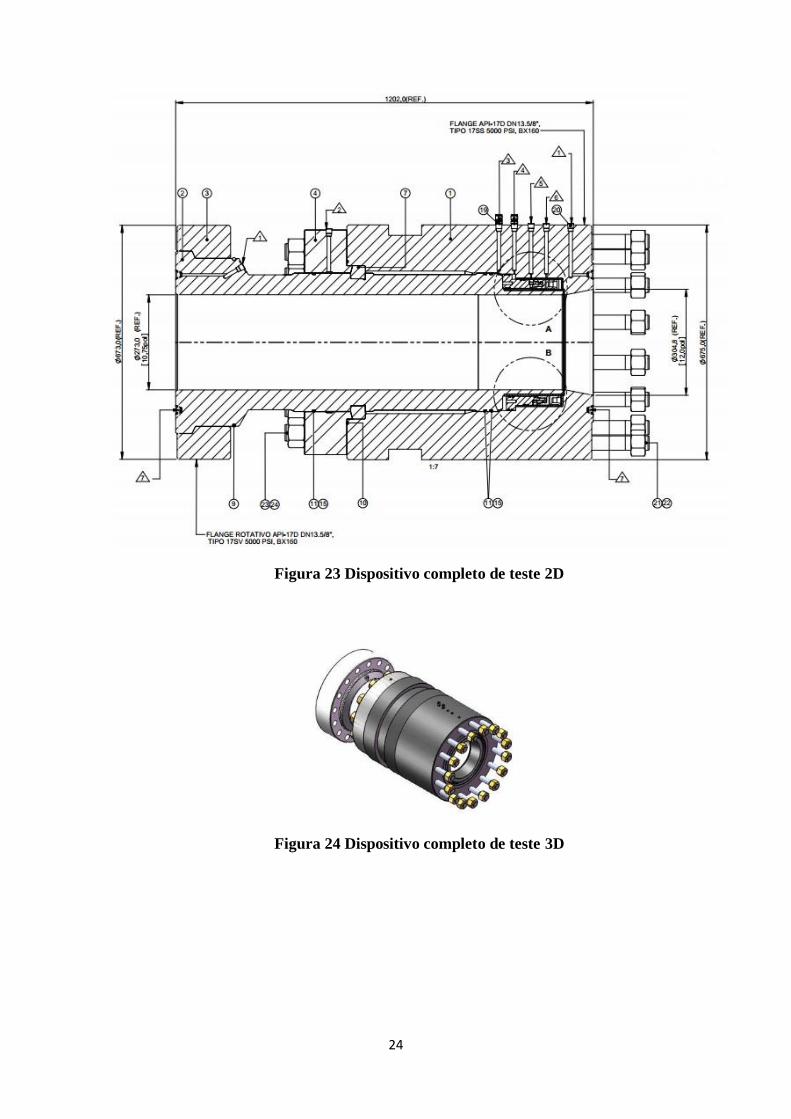
Nas Figuras 23 e 24 temos a montagem do conjunto onde será utilizada a peça,
na Figura 23 temos um detalhe em corte do conjunto em 2D, que mostra como será feita
a vedação do Inconel. Na Figura 24 temos um desenho em 3D mostrando a montagem
final do dispositivo.
24
Figura 23 Dispositivo completo de teste 2D
Figura 24 Dispositivo completo de teste 3D
25
9.4. Fixação da peça na máquina
A peça foi apoiada sobre a placa, centralizada pelo diâmetro interno e fixada
pelo diâmetro externo por quatro castanhas na placa, tendo cada castanha 130 mm de
altura (ver Figura 25).
Figura 25 Fixação da peça no torno vertical.
Nas próximas seções serão descritos os processos de usinagem, as ferramentas
utilizadas, o maquinário e os parâmetros de usinagem para esta peça.
A sequência de usinagem será:
1. Desbaste interno
1.1. Será abordado em detalhes nas seções 9.5.1, 9.5.2, 9.5.3, 9.5.4 e 9.5.5 e ao final
uma comparação na Tabela 4.
2. Acabamento interno
2.1. Será abordado em detalhes nas seções 9.5.6, 9.5.7, 9.5.8 e ao final uma
comparação na Tabela 4.
26
9.5. Usinagem na parte interna revestida de Inconel
Foi realizada uma operação de desbaste copiando o perfil da peça como
mostrado na Figura 26 deixando 2 milímetros de sobre metal no diâmetro interno para o
acabamento. Devido ao excesso de material na peça bruta, foi utilizada uma ferramenta
de baixo custo, as características desta ferramenta podem ser observadas na Tabela 3.
Sequencialmente foi modificada a ferramenta e o processo de usinagem para
atender as exigências do projeto em relação ao acabamento superficial da peça.
Nesta operação de torneamento foi utilizado um torno vertical para retirada do
material com velocidade, rotação, profundidade de corte e avanço com limitações
devido ao tipo de material como ilustrado na tabela 4. Sendo estes parâmetros bem
diferentes do recomendado pelo fornecedor da ferramenta acarretou um tempo de
operação elevado.
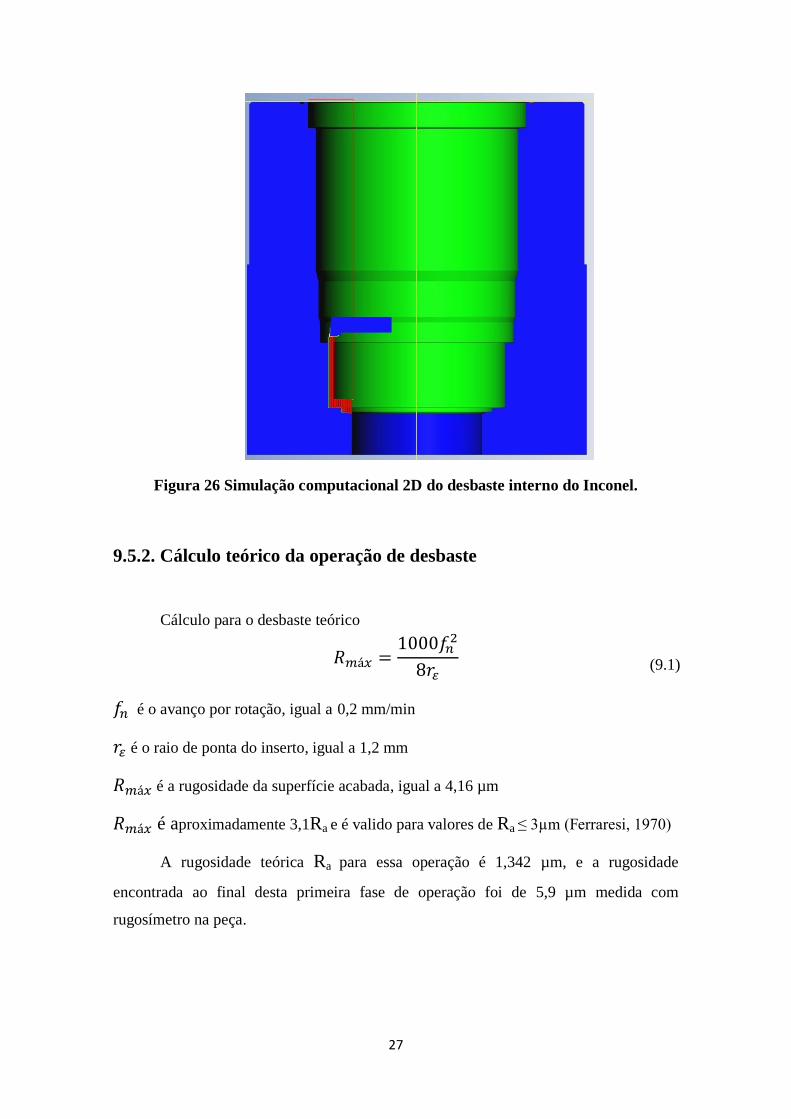
9.5.1. Percurso da ferramenta no desbaste do Inconel
A Figura 26 apresenta o torneamento interno e mostra em corte a parte interna
da peça que está sendo usinada, a trajetória vermelha representa o caminho de usinagem
e a parte verde a parte de material que está sendo retirada, a tonalidade em azul o
material ainda restante, a ferramenta é o retângulo azul com ponta amarela. Esta
usinagem procedeu-se da parte superior da peça para a inferior.
27
Figura 26 Simulação computacional 2D do desbaste interno do Inconel.
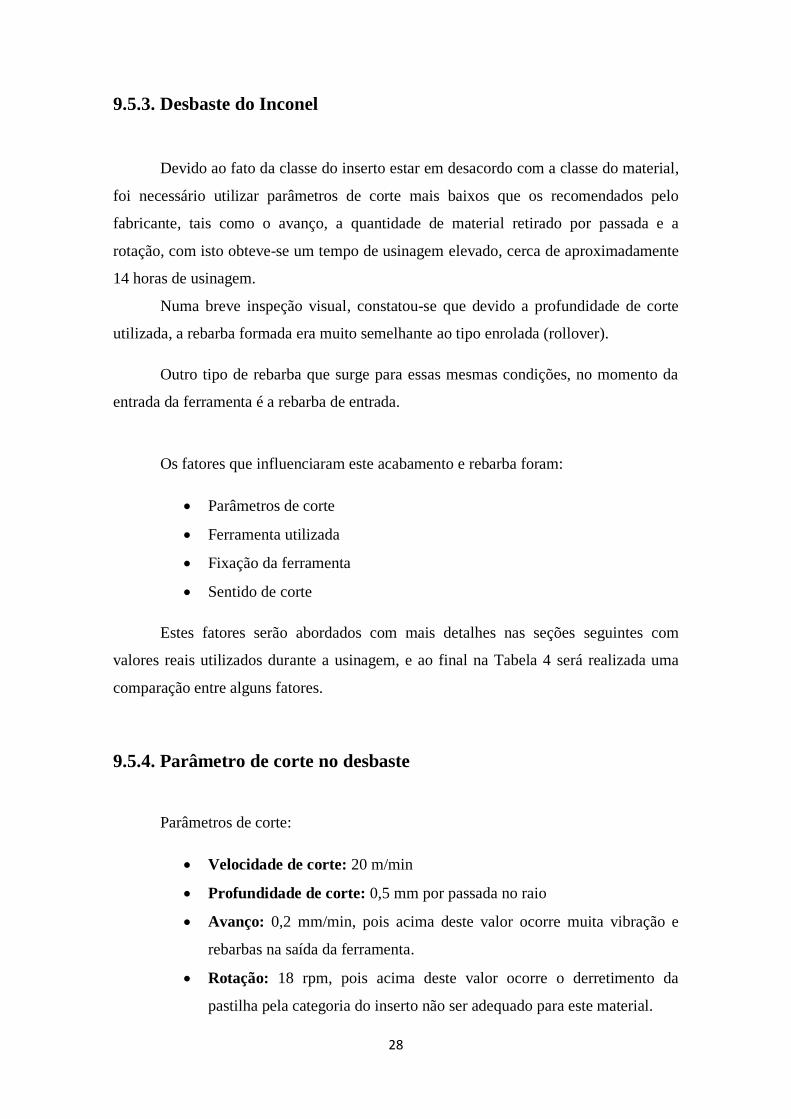
9.5.2. Cálculo teórico da operação de desbaste
Cálculo para o desbaste teórico
𝑅𝑚á𝑥 =1000𝑓𝑛
2
8𝑟𝜀
𝑓𝑛2
é o avanço por rotação, igual a 0,2 mm/min
𝑟𝜀 é o raio de ponta do inserto, igual a 1,2 mm
𝑅𝑚á𝑥 é a rugosidade da superfície acabada, igual a 4,16 µm
𝑅𝑚á𝑥 é aproximadamente 3,1Ra e é valido para valores de Ra ≤ 3µm (Ferraresi, 1970)
A rugosidade teórica Ra para essa operação é 1,342 µm, e a rugosidade
encontrada ao final desta primeira fase de operação foi de 5,9 µm medida com
rugosímetro na peça.
(9.1)
28
9.5.3. Desbaste do Inconel
Devido ao fato da classe do inserto estar em desacordo com a classe do material,
foi necessário utilizar parâmetros de corte mais baixos que os recomendados pelo
fabricante, tais como o avanço, a quantidade de material retirado por passada e a
rotação, com isto obteve-se um tempo de usinagem elevado, cerca de aproximadamente
14 horas de usinagem.
Numa breve inspeção visual, constatou-se que devido a profundidade de corte
utilizada, a rebarba formada era muito semelhante ao tipo enrolada (rollover).
Outro tipo de rebarba que surge para essas mesmas condições, no momento da
entrada da ferramenta é a rebarba de entrada.
Os fatores que influenciaram este acabamento e rebarba foram:
Parâmetros de corte
Ferramenta utilizada
Fixação da ferramenta
Sentido de corte
Estes fatores serão abordados com mais detalhes nas seções seguintes com
valores reais utilizados durante a usinagem, e ao final na Tabela 4 será realizada uma
comparação entre alguns fatores.
9.5.4. Parâmetro de corte no desbaste
Parâmetros de corte:
Velocidade de corte: 20 m/min
Profundidade de corte: 0,5 mm por passada no raio
Avanço: 0,2 mm/min, pois acima deste valor ocorre muita vibração e
rebarbas na saída da ferramenta.
Rotação: 18 rpm, pois acima deste valor ocorre o derretimento da
pastilha pela categoria do inserto não ser adequado para este material.
29
9.5.5. Ferramenta utilizada no desbaste
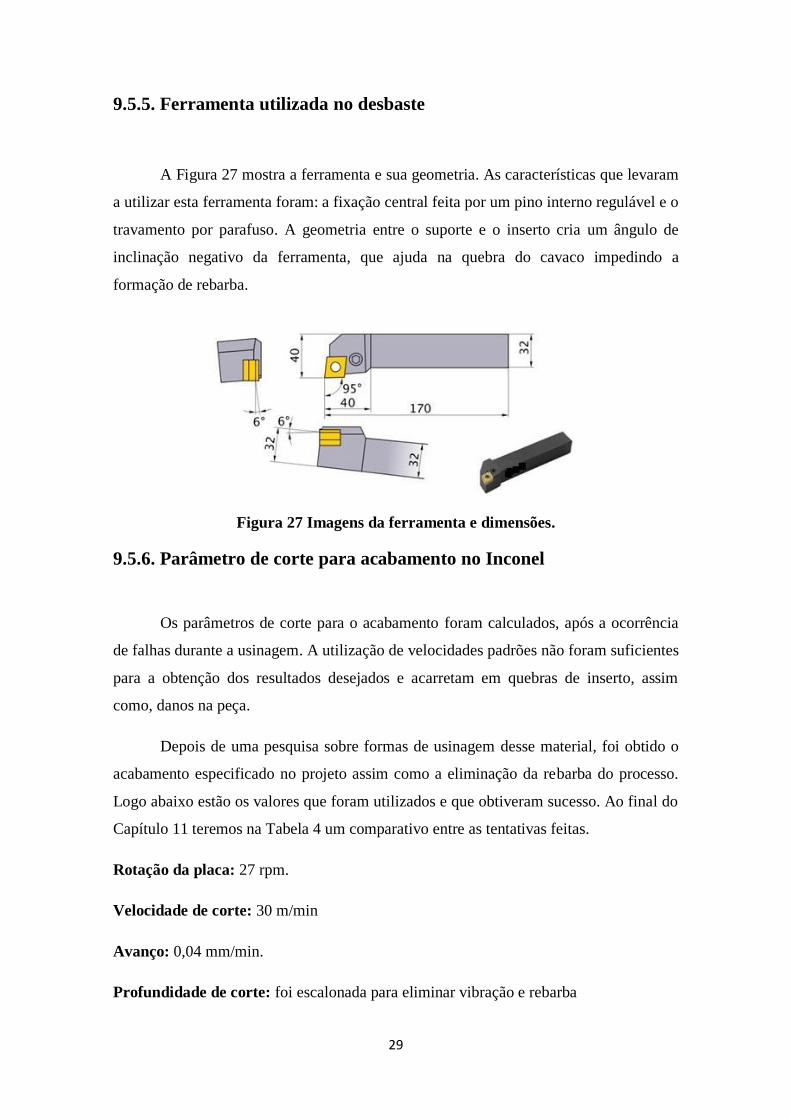
A Figura 27 mostra a ferramenta e sua geometria. As características que levaram
a utilizar esta ferramenta foram: a fixação central feita por um pino interno regulável e o
travamento por parafuso. A geometria entre o suporte e o inserto cria um ângulo de
inclinação negativo da ferramenta, que ajuda na quebra do cavaco impedindo a
formação de rebarba.
Figura 27 Imagens da ferramenta e dimensões.
9.5.6. Parâmetro de corte para acabamento no Inconel
Os parâmetros de corte para o acabamento foram calculados, após a ocorrência
de falhas durante a usinagem. A utilização de velocidades padrões não foram suficientes
para a obtenção dos resultados desejados e acarretam em quebras de inserto, assim
como, danos na peça.
Depois de uma pesquisa sobre formas de usinagem desse material, foi obtido o
acabamento especificado no projeto assim como a eliminação da rebarba do processo.
Logo abaixo estão os valores que foram utilizados e que obtiveram sucesso. Ao final do
Capítulo 11 teremos na Tabela 4 um comparativo entre as tentativas feitas.
Rotação da placa: 27 rpm.
Velocidade de corte: 30 m/min
Avanço: 0,04 mm/min.
Profundidade de corte: foi escalonada para eliminar vibração e rebarba
30
1º passe retirou 0,3 mm no diâmetro
2º passe retirou 0,3 mm no diâmetro
3º passe retirou 0,2 mm no diâmetro
4º passe retirou 0,1 mm no diâmetro
5º passe retirou 0,1 mm no diâmetro
Além da profundidade de corte ter sido escalonada para evitar rebarbas e
vibração, também se procedeu a realização do acabamento por etapas, pois se fosse feito
por completo promoveria o desgaste prematuro da ferramenta.
9.5.7. Cálculo teórico para o acabamento Inconel
Cálculo para o acabamento teórico:
𝑅𝑚á𝑥 =1000𝑓𝑛
2
8𝑟𝜀
𝑓𝑛2
é o avanço por rotação e é igual a 0,04 mm/min
𝑟𝜀 é o raio de ponta do inserto e é igual a 0,8 mm
𝑅𝑚á𝑥 é a rugosidade da superfície acabada e é igual a 0,25 µm
𝑅𝑚á𝑥 é aproximadamente 3,1Ra e é válido para Ra≤ 3 µm (Ferraresi 1970).
A rugosidade Ra encontrada ao final desta primeira fase de operação foi de 0,31
µm medida com rugosímentro na peça e a teórica 0,080 µm.
(9.2)
31
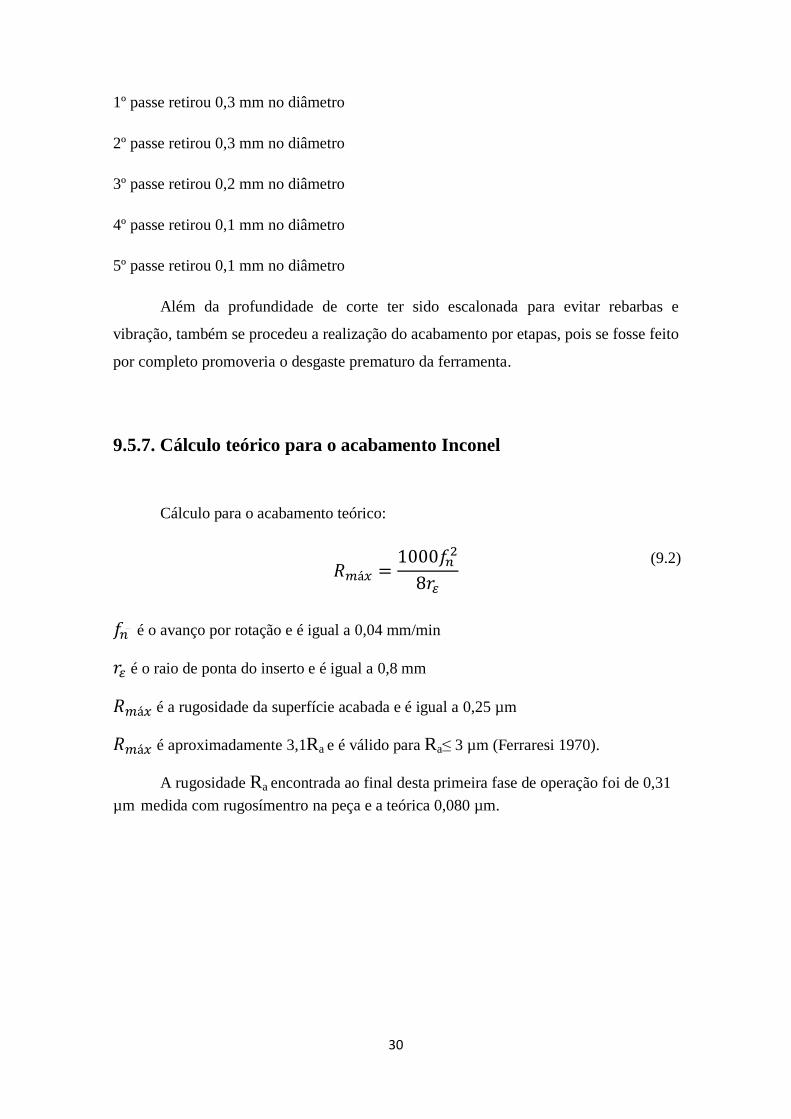
9.5.8. Ferramenta para acabamento das dimensões finais do Inconel
A Figura 28 mostra a ferramenta e sua geometria, nesta operação as
características importantes desta ferramenta são: a fixação central da pastilha feita por
um parafuso e a geometria da pastilha com relação ao suporte.
Figura 28 Configuração do inserto VBMT160408 com raio de ponta de 0,8 mm.
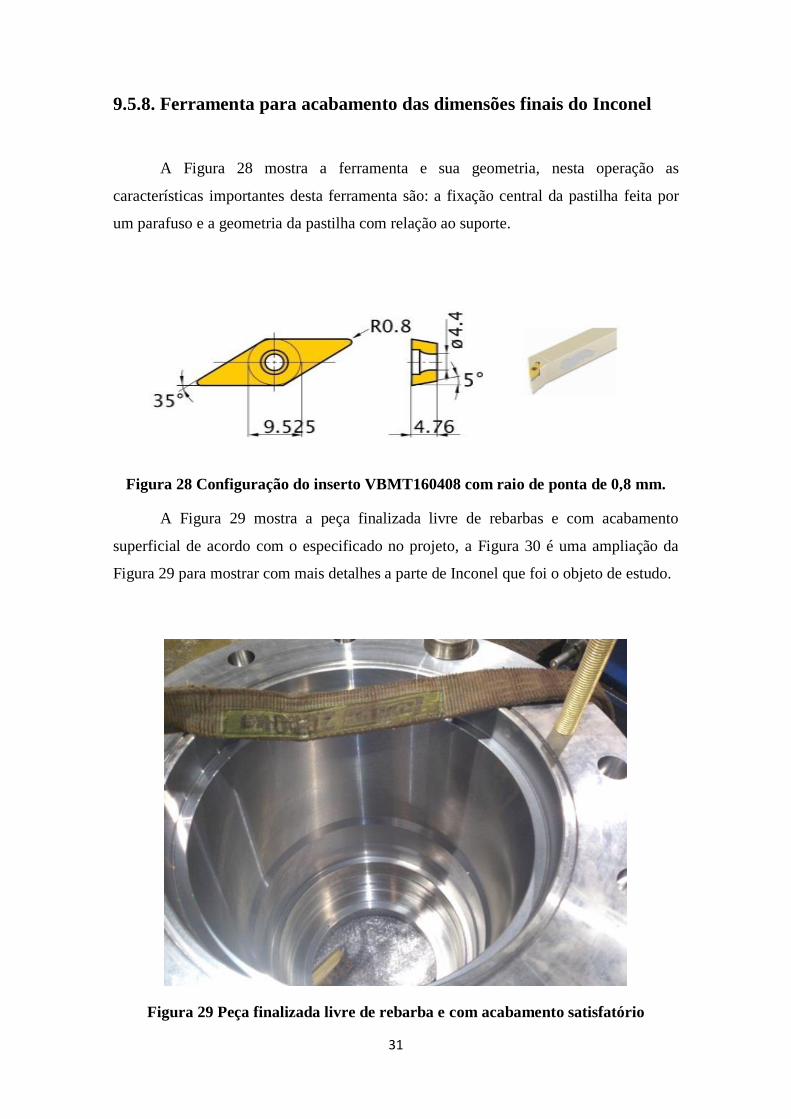
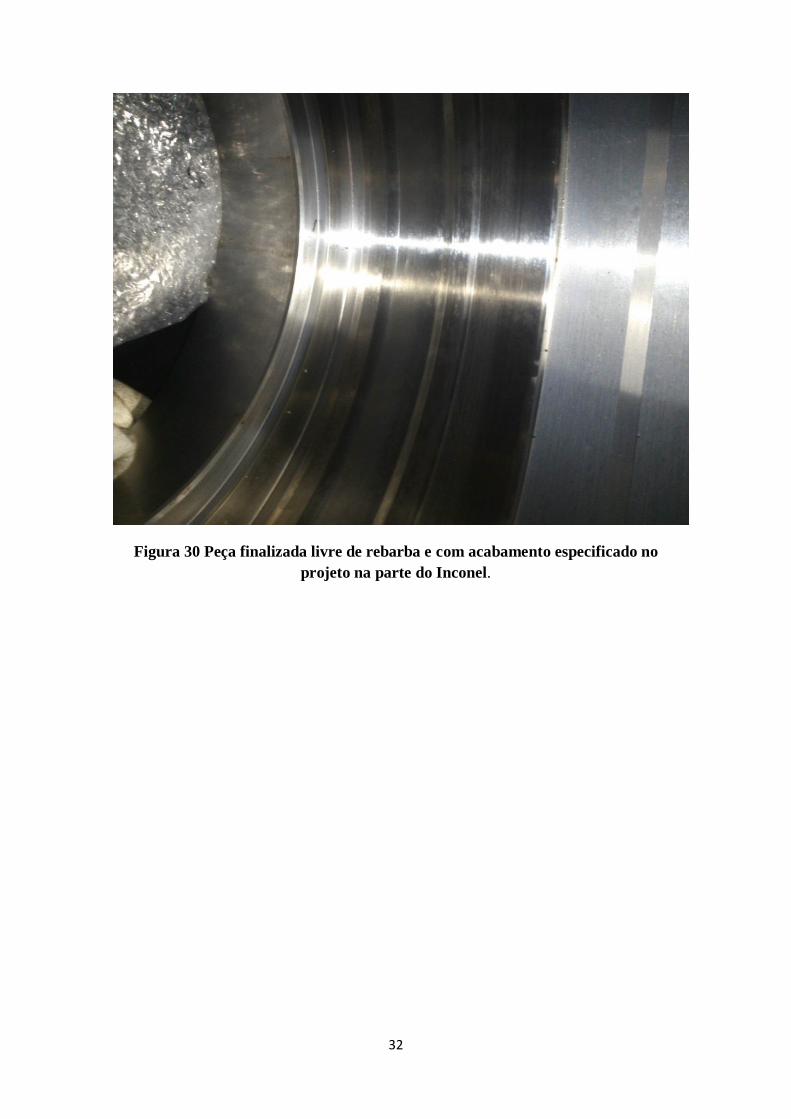
A Figura 29 mostra a peça finalizada livre de rebarbas e com acabamento
superficial de acordo com o especificado no projeto, a Figura 30 é uma ampliação da
Figura 29 para mostrar com mais detalhes a parte de Inconel que foi o objeto de estudo.
Figura 29 Peça finalizada livre de rebarba e com acabamento satisfatório
32
Figura 30 Peça finalizada livre de rebarba e com acabamento especificado no
projeto na parte do Inconel.

33
Tabela 3 – Valores globais para o torneamento
Processo de desbaste
1 – Ferramenta CNMG190412 Mitsubshi
2 - Suporte Esquerdo
3 - Classe do inserto UE6020
4 - Número de insertos 1
5 - Comprimento da ferramenta 170 mm
6 - Fixação do suporte Montado numa barra
7 - Prolongamento da barra 550 mm
8 - Diâmetro da barra 200 mm
9 - Ângulo de inclinação 6º
10 - Dimensões do cabo do suporte 32 mm por 32 mm
11 - Raio da ferramenta 1,2 mm
12 - Tipo de inserto Positivo
13 - Ângulo de posição 95º
14 - Ângulo de ponta 80º
15 - Fluido refrigerante ECOCOOL MH 1000
16 – Equipamento Torno vertical Siemens
17 - Posicionamento da peça Presa por quatro castanhas
18 - Perfil usinado Total
Processo de acabamento
19 – Ferramenta VBMT160408 Mitsubshi
20 - Classe do inserto VP 15TF
21 - Suporte Esquerdo
22 - Número de insertos 1
23 - Comprimento da ferramenta 170 mm
24 - Fixação do suporte No torpedo do equipamento
25 - Prolongamento da barra 600 mm
26 - Diâmetro da barra 200 mm
27 - Ângulo de inclinação 13º
28 - Dimensões do cabo do suporte 25 mm por 25 mm
29 - Tipo de inserto Negativo
30 - Ângulo de posição 93º
31 - Ângulo de ponta 35º
32 - Raio da ferramenta 0,8 mm
33 – Equipamento Torno vertical siemens
34 - Posicionamento da peça Presa por quatro castanhas
34
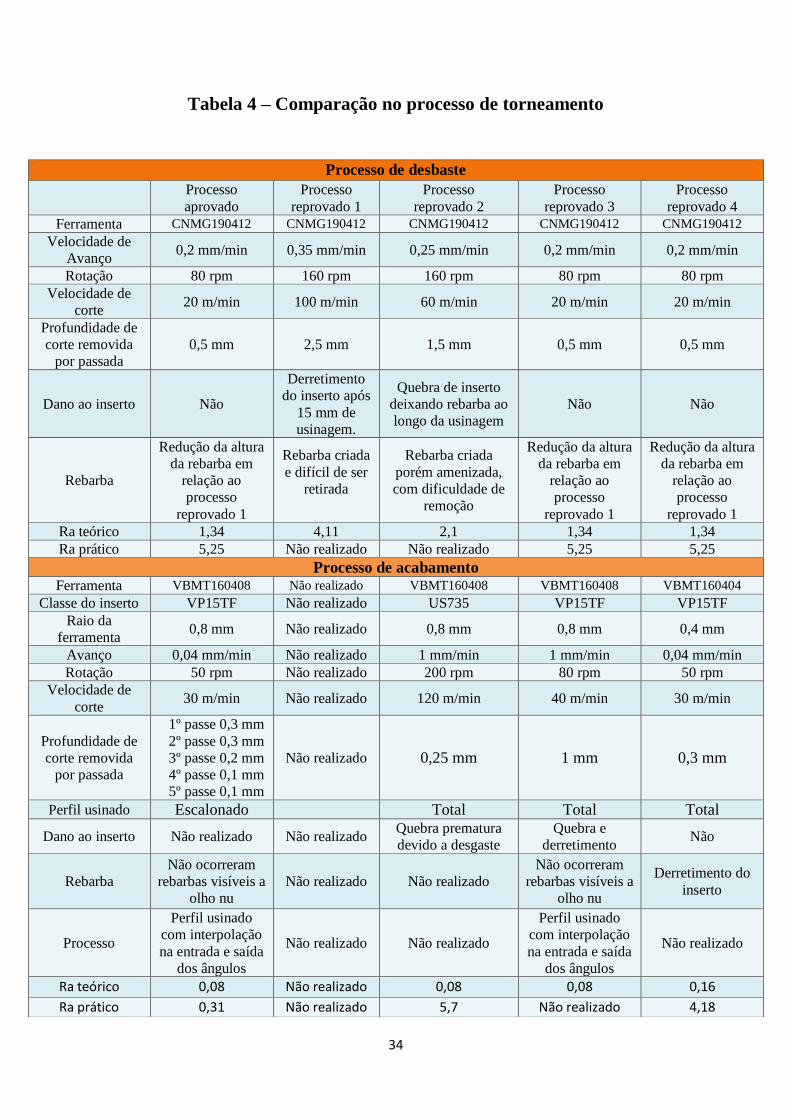
Tabela 4 – Comparação no processo de torneamento
Processo de desbaste
Processo
aprovado
Processo
reprovado 1
Processo
reprovado 2
Processo
reprovado 3
Processo
reprovado 4
Ferramenta CNMG190412 CNMG190412 CNMG190412 CNMG190412 CNMG190412
Velocidade de
Avanço 0,2 mm/min 0,35 mm/min 0,25 mm/min 0,2 mm/min 0,2 mm/min
Rotação 80 rpm 160 rpm 160 rpm 80 rpm 80 rpm
Velocidade de
corte 20 m/min 100 m/min 60 m/min 20 m/min 20 m/min
Profundidade de
corte removida
por passada
0,5 mm 2,5 mm 1,5 mm 0,5 mm 0,5 mm
Dano ao inserto Não
Derretimento
do inserto após
15 mm de
usinagem.
Quebra de inserto
deixando rebarba ao
longo da usinagem
Não Não
Rebarba
Redução da altura
da rebarba em
relação ao
processo
reprovado 1
Rebarba criada
e difícil de ser
retirada
Rebarba criada
porém amenizada,
com dificuldade de
remoção
Redução da altura
da rebarba em
relação ao
processo
reprovado 1
Redução da altura
da rebarba em
relação ao
processo
reprovado 1
Ra teórico 1,34 4,11 2,1 1,34 1,34
Ra prático 5,25 Não realizado Não realizado 5,25 5,25
Processo de acabamento
Ferramenta VBMT160408 Não realizado VBMT160408 VBMT160408 VBMT160404
Classe do inserto VP15TF Não realizado US735 VP15TF VP15TF
Raio da
ferramenta 0,8 mm Não realizado 0,8 mm 0,8 mm 0,4 mm
Avanço 0,04 mm/min Não realizado 1 mm/min 1 mm/min 0,04 mm/min
Rotação 50 rpm Não realizado 200 rpm 80 rpm 50 rpm
Velocidade de
corte 30 m/min Não realizado 120 m/min 40 m/min 30 m/min
Profundidade de
corte removida
por passada
1º passe 0,3 mm
2º passe 0,3 mm
3º passe 0,2 mm
4º passe 0,1 mm
5º passe 0,1 mm
Não realizado 0,25 mm 1 mm 0,3 mm
Perfil usinado Escalonado
Total Total Total
Dano ao inserto Não realizado Não realizado Quebra prematura
devido a desgaste
Quebra e
derretimento Não
Rebarba
Não ocorreram
rebarbas visíveis a
olho nu
Não realizado Não realizado
Não ocorreram
rebarbas visíveis a
olho nu
Derretimento do
inserto
Processo
Perfil usinado
com interpolação
na entrada e saída
dos ângulos
Não realizado Não realizado
Perfil usinado
com interpolação
na entrada e saída
dos ângulos
Não realizado
Ra teórico 0,08 Não realizado 0,08 0,08 0,16
Ra prático 0,31 Não realizado 5,7 Não realizado 4,18
35
10. Análise sobre o processo de torneamento
As superligas à base de níquel apresentam algumas características que são
responsáveis pela baixa usinabilidade, elas apresentam uma matriz austenítica, como
alguns aços inoxidáveis, e endurecem rapidamente durante a usinagem, além disso, a
localização do corte produz rebarbas nas bordas da peça o que as torna de difícil
manipulação. Estas ligas também têm uma tendência a soldar no material da ferramenta
devido à alta temperatura gerada durante a usinagem.
Neste estudo tentou-se demonstrar um método conciso que garantirá uma boa taxa
de sucesso quando aplicado na usinagem deste tipo de material, os resultados são
apresentados nas Tabelas 3 e 4 que fazem uma análise minuciosa de como a peça foi
usinada.
Os problemas com a usinagem foram superados devido ao embasamento teórico
obtido pelo estudo feito sobre rebarbas, pois no primeiro caso a falta de conhecimento
se tornou um fator decisivo para o fracasso.
Isto ocorreu, pois neste caso a peça não poderia ser rebarbada de maneira
tradicional utilizando-se de lixas e limas, uma vez que poderia impregnar o material o
que acarretaria em vazamentos, devido a sua vedação ser metal/metal. Também ocorreu
outra experiência negativa anteriormente, na qual foram criadas superfícies irregulares
na peça devido ao fato de ter sido lixada no torno, para atingir o acabamento necessário
e remover qualquer rebarba criada.
Utilizando este modelo de processo além de não haver mais a necessidade do gasto
com a operação de rebarbar, a peça atingiu o acabamento requerido na especificação,
sem utilizar outros artifícios, tendo um custo moderado e tempo de operação razoável.
11. Estudo a respeito de rebarba no fresamento
Nos próximos capítulos iremos analisar a usinagem numa mandrilhadora CNC. O
processo de usinagem terá seu foco na parte do fresamento onde ocorreram rebarbas na
usinagem.
36
Dentro deste estudo iremos descrever o maquinário utilizado, as ferramentas, a
matéria prima utilizada, a fixação da peça na máquina e os parâmetros utilizados com o
intuito de minimizar as rebarbas.
Será apresentado nos capítulos a seguir um caso real, identificando as rebarbas
criadas ao longo do processo de usinagem, os motivos delas ocorrerem assim como as
soluções para a sua eliminação.
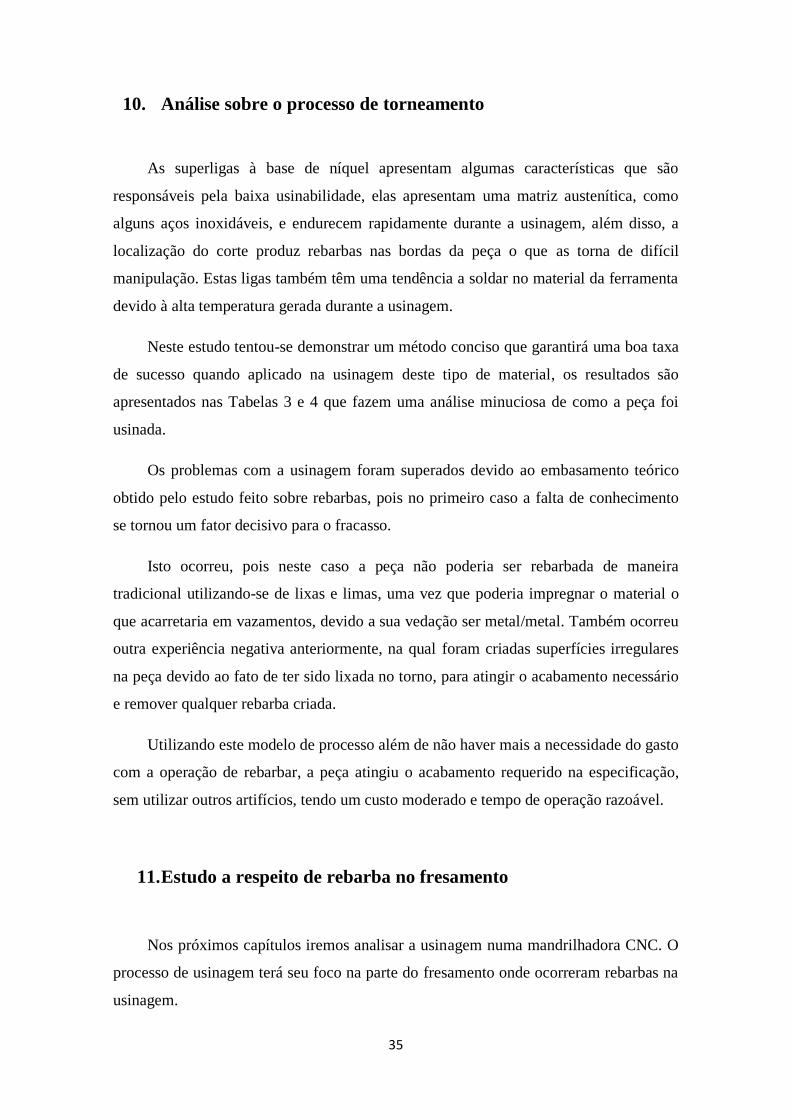
11.1. Detalhamento do material e da peça bruta
Bloco homogêneo retangular maciço de aproximadamente 2400 kg com 375 mm
de espessura, altura de 590 mm e largura 1900 mm, com um excesso de material em
todas as suas dimensões, este bloco depois de usinado ira ter a forma em linhas
pontilhadas da Figura 31.
Figura 31 Matéria prima da peça pré-usinada.
As propriedades químicas e de tração do material apresentadas nas Tabelas 5 e 6
foram importantes, pois a partir delas foi selecionado o processo de usinagem a ser feita
assim como a ferramenta a ser utilizada.
Tabela 5 - Propriedades químicas
Material %C max. %Mn max. %P, máx. %S, máx.
%Si max. Carbono equivalente
(Ceq), max
Aço
estrutural
0,30
1,60
0,04
0,04
0,50
1 a 0,45
1900 375
590
37
Tabela 6 – Propriedades de tração e dureza
Tensão de
escoamento
mínima
Resistência à tração Dureza máxima
50ksi(345MPa) 65ksi(450MPa) 300HB
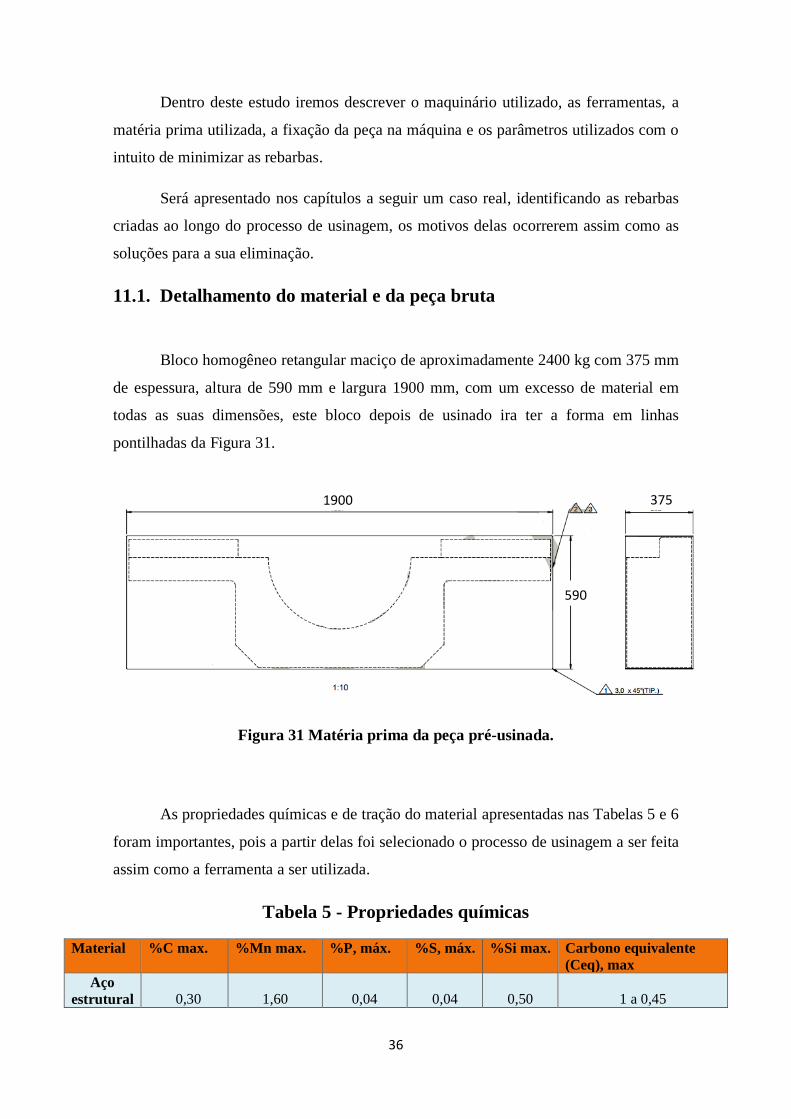
11.2. Equipamento
Máquina DOOSAN DOC 130, de cinco eixos com tamanho da mesa de
1800x1600mm, utilizando comando FANUC para sua programação. Este equipamento
tem algumas limitações impostas pelo fabricante como avanço máximo de 4 m/min,
distância máxima de aproximação entre o eixo e a mesa limitada em 80 mm, para não
ocorrer colisão. Por limitação imposta pelo setor de manutenção, o mangote não pode
ser lançado (ver Figura 32).
Figura 32 Imagem ilustrativa da máquina sem carenagem e mesa vazia
11.3. Desenho da peça
Mancal superior denominado “swivel”, com 13 5/8'' de diâmetro e 5000 Psi de
pressão interna de trabalho, e que faz parte da estrutura de sustentação do PLET
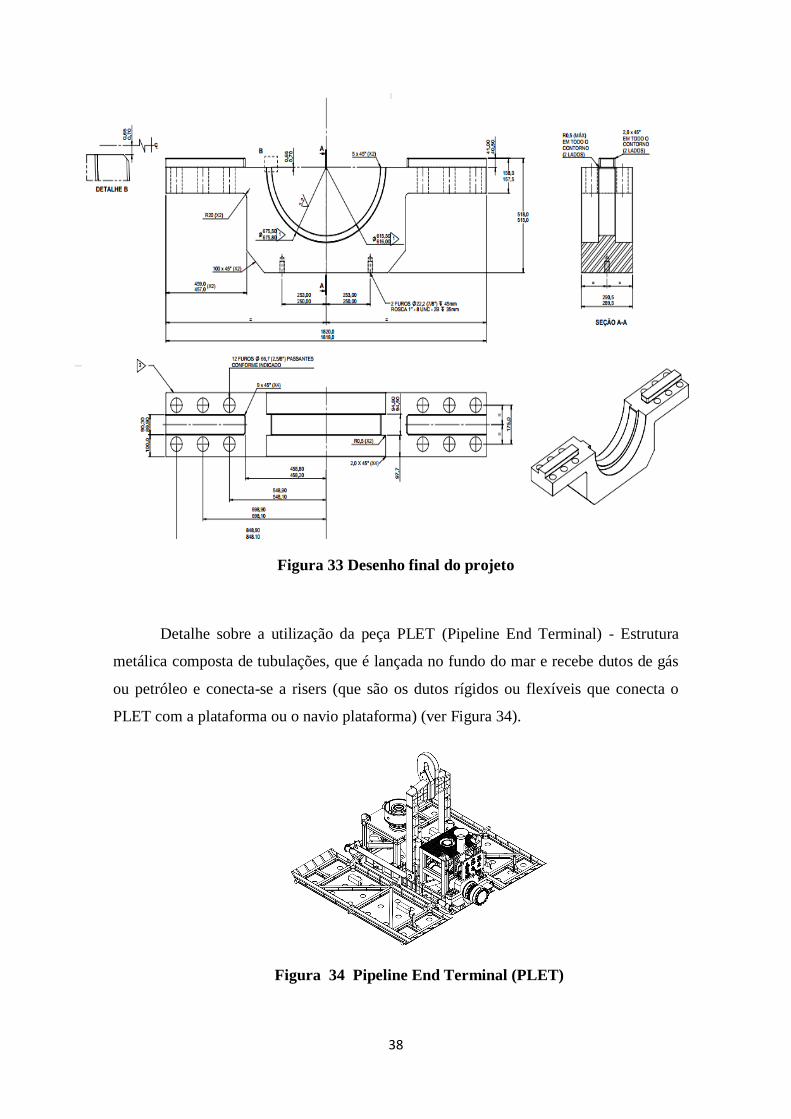
(Pipeline End Terminal) (ver Figura 33).
38
Figura 33 Desenho final do projeto
Detalhe sobre a utilização da peça PLET (Pipeline End Terminal) - Estrutura
metálica composta de tubulações, que é lançada no fundo do mar e recebe dutos de gás
ou petróleo e conecta-se a risers (que são os dutos rígidos ou flexíveis que conecta o
PLET com a plataforma ou o navio plataforma) (ver Figura 34).
Figura 34 Pipeline End Terminal (PLET)
39
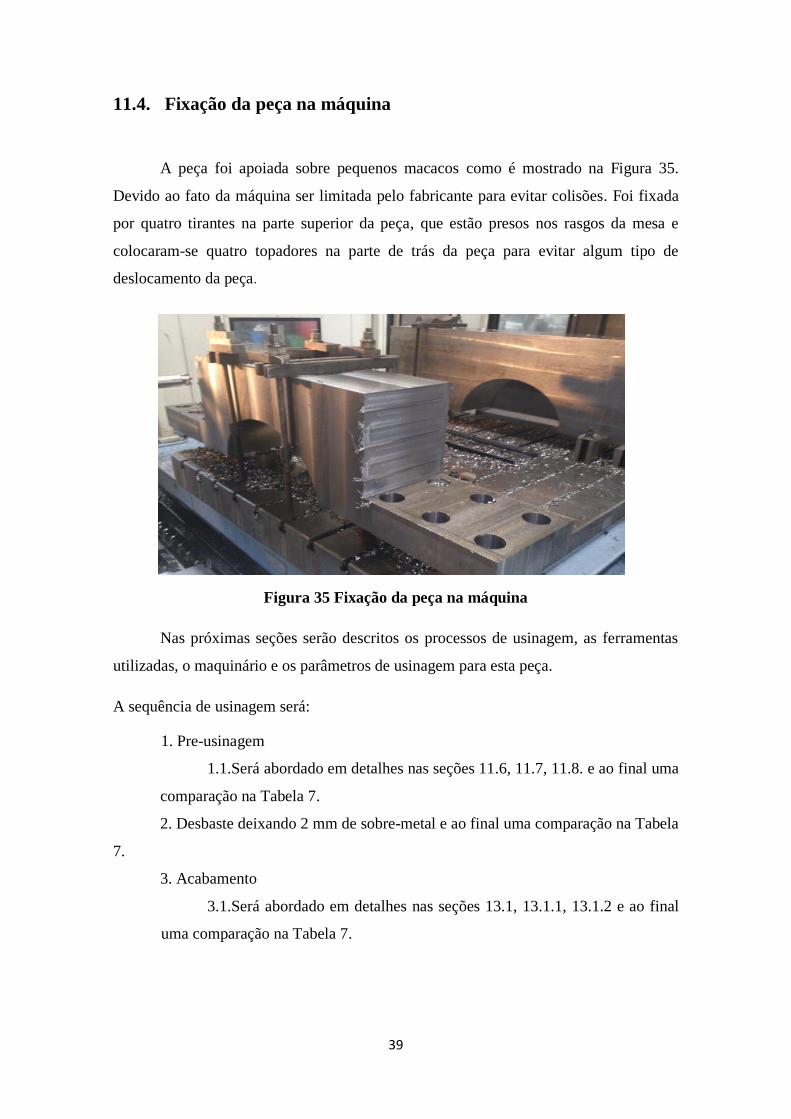
11.4. Fixação da peça na máquina
A peça foi apoiada sobre pequenos macacos como é mostrado na Figura 35.
Devido ao fato da máquina ser limitada pelo fabricante para evitar colisões. Foi fixada
por quatro tirantes na parte superior da peça, que estão presos nos rasgos da mesa e
colocaram-se quatro topadores na parte de trás da peça para evitar algum tipo de
deslocamento da peça.
Figura 35 Fixação da peça na máquina
Nas próximas seções serão descritos os processos de usinagem, as ferramentas
utilizadas, o maquinário e os parâmetros de usinagem para esta peça.
A sequência de usinagem será:
1. Pre-usinagem
1.1.Será abordado em detalhes nas seções 11.6, 11.7, 11.8. e ao final uma
comparação na Tabela 7.
2. Desbaste deixando 2 mm de sobre-metal e ao final uma comparação na Tabela
7.
3. Acabamento
3.1.Será abordado em detalhes nas seções 13.1, 13.1.1, 13.1.2 e ao final
uma comparação na Tabela 7.
40
11.5. Processo de fresamento na pré-usinagem
Foi realizada uma operação de pré-usinagem devido ao excesso de material, o
que acarretou muita vibração, rebarba e um acabamento visual muito ruim.
Nesta operação a fresa está cortando tanto no sentido concordante quanto no
sentido discordante, ao se deslocar da esquerda para a direita a fresa corta no sentido
concordante, o que gerou um esforço menor e baixa vibração, diferente de quando se
deslocava cortando da direita para esquerda, pois acentua a vibração da peça, assim
como o esforço da ferramenta. Na usinagem tangencial o esforço de corte foi elevado,
de acordo com o painel da máquina indicando o esforço.
Devido ao fato desta ferramenta ter sido recomendada pelo fornecedor como de
alto desempenho com o avanço de 4m/min e pequena remoção de material por passada
conseguimos um tempo de usinagem relativamente baixo, cerca de aproximadamente 18
horas de usinagem.
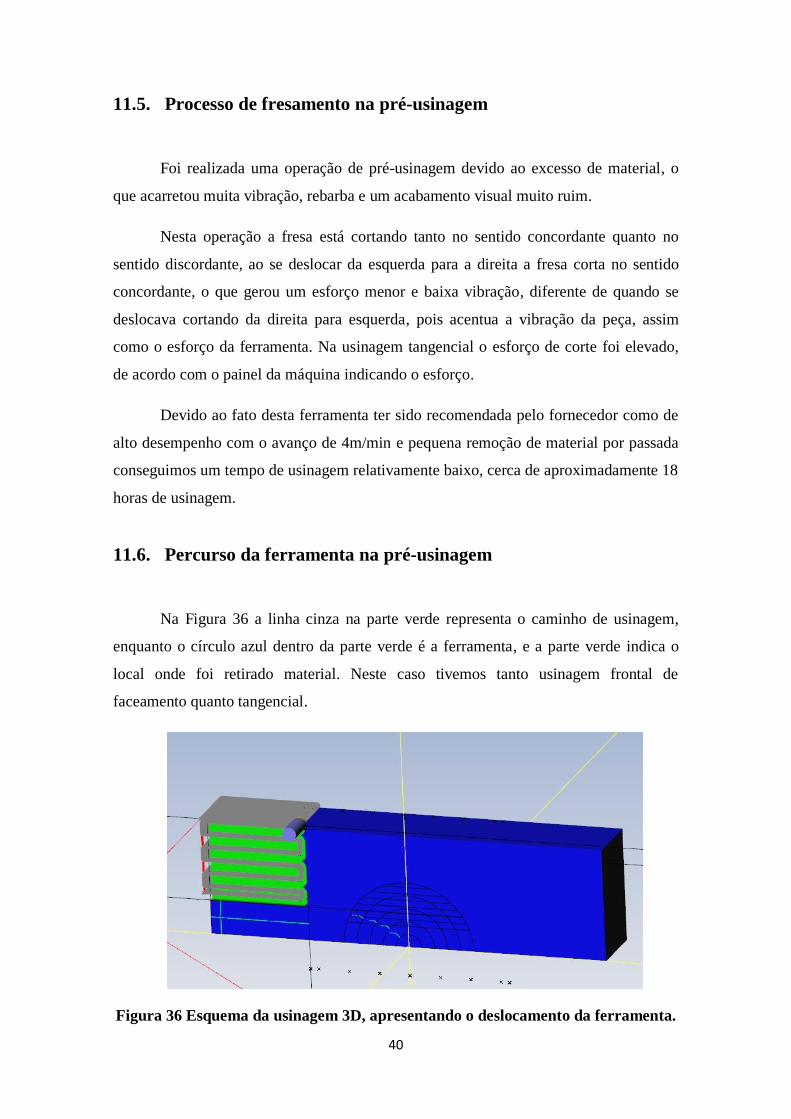
11.6. Percurso da ferramenta na pré-usinagem
Na Figura 36 a linha cinza na parte verde representa o caminho de usinagem,
enquanto o círculo azul dentro da parte verde é a ferramenta, e a parte verde indica o
local onde foi retirado material. Neste caso tivemos tanto usinagem frontal de
faceamento quanto tangencial.
Figura 36 Esquema da usinagem 3D, apresentando o deslocamento da ferramenta.
41
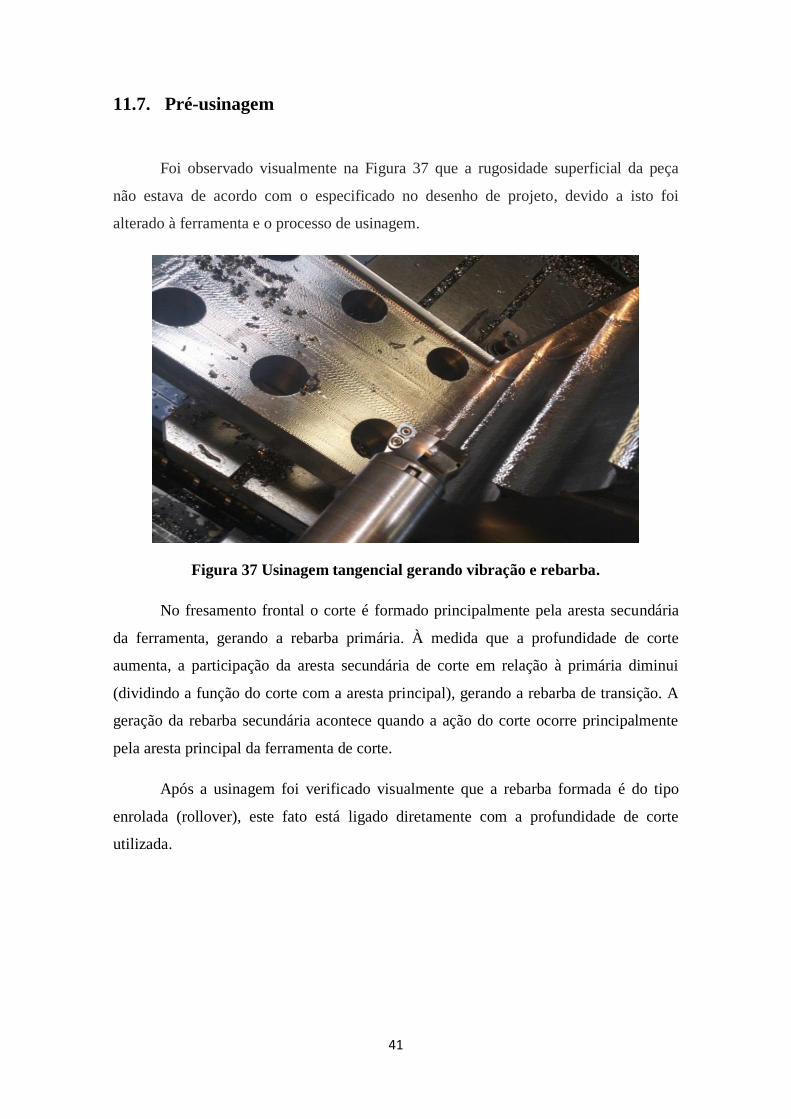
11.7. Pré-usinagem
Foi observado visualmente na Figura 37 que a rugosidade superficial da peça
não estava de acordo com o especificado no desenho de projeto, devido a isto foi
alterado à ferramenta e o processo de usinagem.
Figura 37 Usinagem tangencial gerando vibração e rebarba.
No fresamento frontal o corte é formado principalmente pela aresta secundária
da ferramenta, gerando a rebarba primária. À medida que a profundidade de corte
aumenta, a participação da aresta secundária de corte em relação à primária diminui
(dividindo a função do corte com a aresta principal), gerando a rebarba de transição. A
geração da rebarba secundária acontece quando a ação do corte ocorre principalmente
pela aresta principal da ferramenta de corte.
Após a usinagem foi verificado visualmente que a rebarba formada é do tipo
enrolada (rollover), este fato está ligado diretamente com a profundidade de corte
utilizada.
42
11.7.1. Fatores que influenciam o acabamento e a rebarba.
Alguns fatores afetam diretamente a formação de rebarba e o acabamento
superficial eles são:
Parâmetros de corte
Ferramenta utilizada
Fixação da ferramenta
Sentido de corte
Nas seções a seguir esses fatores serão apresentados com mais detalhe.
11.7.1.1. Parâmetro de corte
Foram utilizados os seguintes parâmetros de corte na pré-usinagem:
Velocidade de corte: 395 m/min
Profundidade de corte: 0,5 mm por passada.
Avanço da mesa: 4000 mm/min é o valor limitado pelo fabricante da
máquina, no entanto esta mesma ferramenta foi utilizada com avanço de
6000 mm/min em outra máquina.
Rotação: 2000 rpm.
11.7.1.2. Ferramenta utilizada
As características da ferramenta utilizada na pré-usinagem seguem abaixo e são
vistas em detalhes na Figura 38:
Insertos positivos 15° gerando baixo esforço de corte.
Utilizada para usinagem com altos avanços.
Ferramenta com refrigeração interna.
Geometria especial do inserto com três arestas de corte.
Dupla fixação, sendo por parafuso passando pelo centro do inserto e uma
segunda fixação por garra.

43
Figura 38 Ferramenta utilizada na pré-usinagem.
11.7.1.3. Fixação da ferramenta
Comprimento da ferramenta: A fresa foi fixada diretamente em um eixo
sólido de 315 mm de comprimento para obter uma extensão maior de corte e evitar
movimentar a peça fixada sobre a mesa entre as operações de usinagem, isto gerou
muita vibração, levando a quebra prematura do inserto (ver Figura 39).
Figura 39 Ferramenta prolongada para conseguirmos usinar toda a região.
44
11.7.1.4. Sentido de corte
Nesta operação, foi utilizada a rotação da máquina no sentido anti-horário. A
ferramenta em relação à peça desloca-se da esquerda para a direita gerando um corte
discordante e quando ela desloca-se da direita para a esquerda gera um corte
concordante, o esquema de deslocamento pode ser visto na Figura 36.
12. Estudo de rebarba no processo de desbaste
Para esta operação girou-se a mesa em 90º em relação ao processo anterior de
usinagem, utilizou-se a mesma fresa, com extensor de 500 mm. A idéia era eliminar do
processo o corte tangencial, para somente fresamento frontal. Neste processo foi
deixado 2 mm de sobre metal para realizar o acabamento na próxima operação, os
parâmetros de corte serão mencionados na sequência.
Rotação da fresa: realizou corte concordante o que possibilitou utilizarmos o máximo
de avanço disponível pela máquina.
Comprimento da ferramenta: Com 500 mm em um eixo sólido, somente assim foi
possível utilizar esta ferramenta sem necessitar de outra montagem, porém gerou-se
muita vibração na haste de prolongamento, o que promoveu maior esforço sobre a
ferramenta, que foi transferido para as pastilhas tendo um desgaste precoce e
consequentemente a quebra prematura dos insertos.
Ao final a Tabela 7 apresenta uma comparação entre estes dois processos e o
processo apresentado no próximo Capítulo e faz uma análise entre as diferenças nestes
processos.
Na figura 40 verifica-se visualmente a quantidade e tipos de rebarba que foram
criadas.

45
Figura 40 Imagem da rebarba criada
13. Estudo a respeito de rebarba no acabamento
Para obter a qualidade superficial especificada no desenho de projeto utilizou-se
o mesmo posicionamento da ferramenta no processo de desbaste, a ferramenta utilizada
será vista em detalhe na próxima seção. Para este experimento não utilizou-se nenhuma
extensão, pois o mangote foi lançado aproximadamente 500 mm.
13.1. Fatores que influenciam o acabamento e a rebarba
Nas próximas seções serão analisados alguns fatores que afetam
diretamente a formação da rebarba e o acabamento superficial eles são:
Parâmetros de corte
Ferramenta utilizada

46
13.1.1. Parâmetro de corte
Velocidade de corte: 100 m/min (valor especificado pelo fabricante).
Profundidade de corte: foi escalonada para retirada da rebarba e
melhorar o acabamento.
1º passe retirou 0,5 mm na face
2º passe retirou 0,4 mm na face
3º passe retirou 0,1 mm na face
Avanço da mesa: 600 mm/min
Rotação: 1000 rpm calculada levando em conta o diâmetro da fresa e o
inserto utilizado.
13.1.2. Ferramenta utilizada
As características da ferramenta são apresentadas na Figura 41:
Insertos intercambiáveis de menor custo, que utilizam avanços e rotações e tem
produtividade mais baixa que a ferramenta utilizada nos processos de desbaste e pré-
usinagem.
Fixação feita por um parafuso passando pelo centro do inserto, fixado sobre um
calço na ferramenta.
Ângulo de posição da ferramenta de 45º.
Alta rigidez devido à montagem de calço de metal duro.
Figura. 41 Ferramenta utilizada para acabamento superficial
47
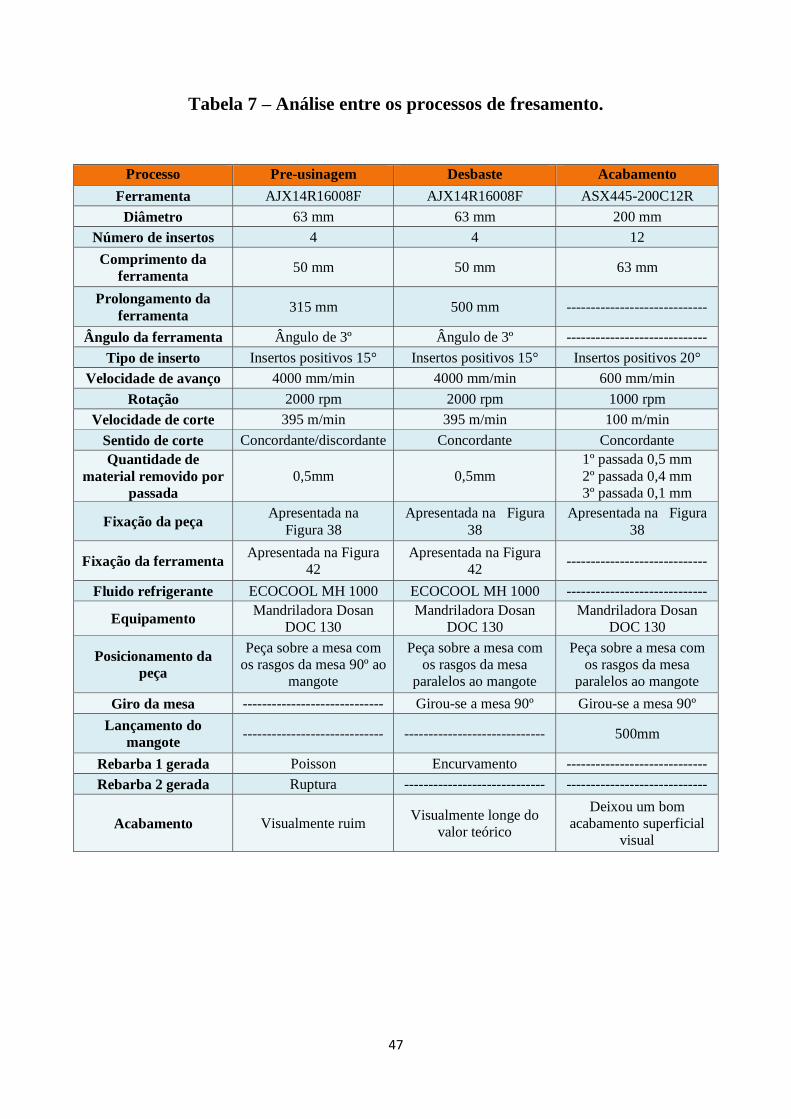
Tabela 7 – Análise entre os processos de fresamento.
Processo Pre-usinagem Desbaste Acabamento
Ferramenta AJX14R16008F AJX14R16008F ASX445-200C12R
Diâmetro 63 mm 63 mm 200 mm
Número de insertos 4 4 12
Comprimento da
ferramenta 50 mm 50 mm 63 mm
Prolongamento da
ferramenta 315 mm 500 mm -----------------------------
Ângulo da ferramenta Ângulo de 3º Ângulo de 3º -----------------------------
Tipo de inserto Insertos positivos 15° Insertos positivos 15° Insertos positivos 20°
Velocidade de avanço 4000 mm/min 4000 mm/min 600 mm/min
Rotação 2000 rpm 2000 rpm 1000 rpm
Velocidade de corte 395 m/min 395 m/min 100 m/min
Sentido de corte Concordante/discordante Concordante Concordante
Quantidade de
material removido por
passada
0,5mm 0,5mm
1º passada 0,5 mm
2º passada 0,4 mm
3º passada 0,1 mm
Fixação da peça Apresentada na
Figura 38
Apresentada na Figura
38
Apresentada na Figura
38
Fixação da ferramenta Apresentada na Figura
42
Apresentada na Figura
42 -----------------------------
Fluido refrigerante ECOCOOL MH 1000 ECOCOOL MH 1000 -----------------------------
Equipamento Mandriladora Dosan
DOC 130
Mandriladora Dosan
DOC 130
Mandriladora Dosan
DOC 130
Posicionamento da
peça
Peça sobre a mesa com
os rasgos da mesa 90º ao
mangote
Peça sobre a mesa com
os rasgos da mesa
paralelos ao mangote
Peça sobre a mesa com
os rasgos da mesa
paralelos ao mangote
Giro da mesa ----------------------------- Girou-se a mesa 90º Girou-se a mesa 90º
Lançamento do
mangote ----------------------------- ----------------------------- 500mm
Rebarba 1 gerada Poisson Encurvamento -----------------------------
Rebarba 2 gerada Ruptura ----------------------------- -----------------------------
Acabamento Visualmente ruim Visualmente longe do
valor teórico
Deixou um bom
acabamento superficial
visual
48
14. Análise processo de fresamento.
Este processo demonstrou os problemas causados no fresamento que estão
ligados diretamente à usinagem e constatou-se que a utilização incorreta dos parâmetros
de corte, assim como, a fixação da ferramenta prejudica quase em sua totalidade o
processo de usinagem, porém a fixação da peça não influi muito nos processos, mas a
maneira como é retirado o material.
A Tabela 7 mostra um comparativo entre os processos de pré-usinagem,
desbaste e acabamento, apresentando claramente que a mesma ferramenta pode ter
resultados totalmente diferentes, dependendo do tipo de processo realizado na
usinagem.
Para o processo de acabamento atender as especificações de projeto, foi
necessário modificar a ferramenta, devido ao fato da ferramenta utilizada na pré-
usinagem e desbaste, não ser recomendada para acabamento por ser uma ferramenta de
alto desempenho utilizada para avanços elevados.
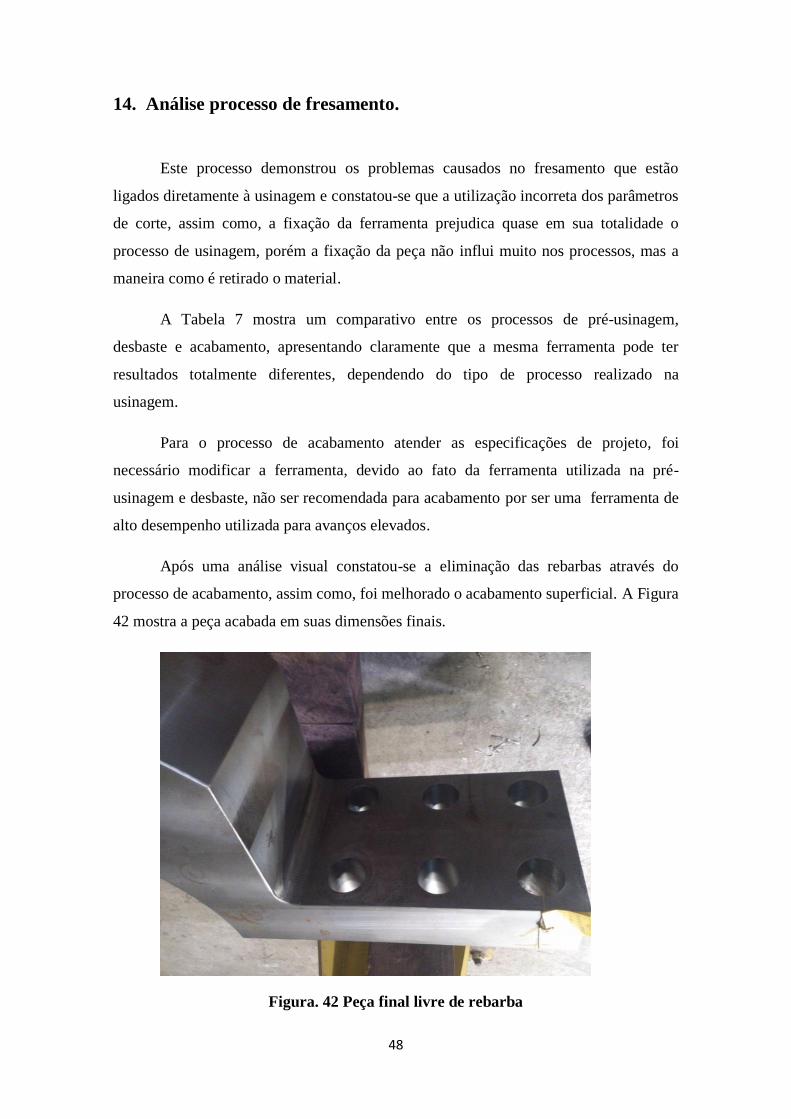
Após uma análise visual constatou-se a eliminação das rebarbas através do
processo de acabamento, assim como, foi melhorado o acabamento superficial. A Figura
42 mostra a peça acabada em suas dimensões finais.
Figura. 42 Peça final livre de rebarba
49
15. Conclusão
Este projeto foi iniciado após a constatação do tempo perdido em rebarbação de
peças na bancada, através de um breve acompanhamento de alguns processos de
produção houve a confirmação que as peças que passavam pelas máquinas CNC saiam
em sua totalidade com rebarbas, o que aumentava o tempo de produção das peças no
setor produtivo e levando a empresa a pagar altas multas em virtude de atrasos.
Diante disto, foi verificado que as rebarbas do processo CNC são geradas
independentemente do maquinário como da ferramenta, as rebarbas estão relacionadas
diretamente a falta de um estudo prévio sobre a usinagem das peças, então cada peça
passou a ser analisada individualmente, fazendo-se um estudo sobre parâmetros,
equipamentos, fixação de peça e ferramenta para cada processo de transformação de
matéria-prima em um produto final.
Anteriormente, a fabricação era realizada por meio de uma tabela fixa para
parâmetros de corte, equipamentos dedicados a certos tipos de processo.
A primeira parte do estudo consistiu em averiguar quais tipos de rebarbas eram
criadas, a segunda analisou os motivos de uma ocorrência, ocorrendo devido a
parâmetro utilizados de forma errada, assim como ferramentas não recomendadas para
aquele tipo de usinagem e dispositivos de fixação inadequados.
Com isso, foi realizada uma leitura extensa sobre o assunto e iniciou-se a
implantação destas alterações nos processos de usinagem das peças, de imediato foi
sentida a redução dos casos de rebarba.
O primeiro estudo foi a respeito da rebarba no processo de fresamento, tentou-se
analisar de um panorama geral todo o processo de usinagem e constatou-se que estava
em sua totalidade errado, com isso foram alterados os processos de usinagem que
proporcionou um ganho de tempo na fabricação, por não ser mais necessário rebarbar a
peça manualmente.
A partir disto, cada peça que passou a ser fabricada somente após a verificação
do tipo de corte, a ferramenta mais adequada, fixação em máquina, cálculo de
parâmetros, não só para ganho em velocidade de trabalho com também aumento da
50
qualidade e eficiência do processo, evitando assim deixar imperfeições na peça que
levariam horas para ser retirada no setor de bancada.
Diante deste novo quadro foi reduzido o contingente de 10 para 5 colaboradores
no setor de rebarbação, devido a redução do contigente de peças que necessitavam ser
rebarbadas. Como também, passou-se a explorar com mais eficiência o ferramental
assim como o maquinário, proporcionando mais qualidade do produto final e redução de
lesões causadas pelas rebarbas.
Conclui-se que este trabalho foi de suma importância para empresa, pois
promoveu a redução no desgaste prematuro das ferramentas, tais como fresas e brocas, e
aumento da qualidade no produto final, como também embasamento teórico e mais
eficiência em solucionar problemas.
51
BIBLIOGRAFIA
Aurich J.C., Dornfeld D.A., Arrazola P.J., Franke V., Leitz L., Min S. Burrs-
Analysis, control and removal. CIRP Annals – Manufacturing Technology, Vol. 58
(2009) 519-542.
Chern G.L., 2006. Study and mechanism of burr formation and edge breakout
near the exit of orthogonal cutting. Journal of Materials Processing Technolog, Vol. 176
(2006) 152-157.
Dornfeld D.A., Chih-Hsing C., 2008. Geometric approaches for reducing burr
formation in planar milling by avoiding tool exits. Journalof Manufacturing Processes,
Vol. 7 (2005) 182-195.
Dornfeld D.A., Lee K. A study of surface roughness in the micro end milling.
Research report, Berkeley, CA: Laboratory for Mfg. Automation, Univ. of California at
Berkeley (2004).
Dornfeld D.A., Ko S.L. Burr formation and fracture in oblique cutting. Journal
of Materials Processing Technology, Vol. 62 (1996) 24-36.
Dornfeld D.A., Ko S.L. Analysis of fracture on burr formation at the exit stage
of metal cutting. Journal of Materials Processing Technology, Vol 58 (1996) 189-200.
Dornfeld D.A., Ko S.L. Analysis and modelling of burr formation and breakout
in metal mechanics of deburing and surface finishing processes. Proceedings of the
Winter Annual Meeting of the ASME, PED-38, December, (1989) 79–91.
Dornfeld D.A., Ueda K., Hashimura M. Analysis of three-dimensional burr
formation in oblique cutting. CIRP Annals, Vol. 44 (1995) 27-30
Gillespie LK, Blotter PT (1976) The formation and properties of machining
burrs. Transactions of ASME Journal of Engineers for Industry, Vol. 98 (1976) 66–74.
Montgomery M., Altintas Y., Mechanism of cutting force and surface generation
in dynamic milling. Journal of Engineering for Industry, Vol. 113 (1991) 160-168.
Nakayama K, Arai M. Burr Formation in Metal Cutting. CIRP Annals, Vol. 36
(1987) 33–36.
52
Olvera O., Barrow G., 1996. An experimental study of burr formation in square.
International Journal of Machine Tools and Manufacture, Vol. 36 (1996) 1005-1020.
Silva, L. C., 2004. Estudo da rebarba no fresamento do faceamento em blocos de
motores de ferro fundido cinzento utilizando insertos de cerâmica (Dissertação de
Mestrado). Programa de Pós-graduação em Engenharia Mecânica, Universidade Federal
de Uberlândia Uberlândia – MG.
Soares Filho, M., 1995. Estudo da formação de rebarbas no processo de furação.
(Dissertação de Mestrado). Programa de Pós-graduação em engenharia mecânica,
Universidade Federal de Santa Catarina, Florianópolis, SC.
Zeeman A., 2003. Soldagem dos aços austeníticos,
http://www.infosolda.com.br/artigos/metsol10.
53
ANEXO 1
PROGRAMA PARA USINAR o diameto interno na parte do inconel
1º e 2º PROCESSO DE USINAGEM
(;CORPO DO SWIVEL 13.5/8 - 5000 PSI
;FERRAMENTAS P/ TCN-11 - SIEMENS 840D
;SUPORTE ESQ. 3232 CNMG190612 - MONTADO HORIZONTALMENTE DE FRENTE -
P/INTERNO
;SUPORTE ESQ. 2525 VBMT160404 - MONTADO HORIZONTALMENTE DE FRENTE
N3 ;SUPORTE ESQ. 3232 CNMG190612 - MONTADO HORIZONTALMENTE DE FRENTE -
P/INTERNO
;DESB. INT.
;FERRAMENTE EM X POSITIVO
T01 M6
D0
G53 Z0
G54 D1
M42
M3
LIMS= 80
G0 Z5. M8
;DESB. PARTE DO INCONEL SOMENTE
G96 S20
X255.
Z-615.655
G1 X265. F.2
Z-628.776
X264.
G0 Z-615.447
X266.
G1 Z-628.776
X265.
...
X367.
G1 Z-481.022
X366. Z-482.888
G0 Z-474.43
X367.853
G1 Z-479.43
X367. Z-481.022
X363.136 Z-480.505
G0 Z5.
M00
N4 ;SUPORTE ESQ. 2525 VBMT160404 - MONTADO HORIZONTALMENTE DE FRENTE
;DESB. CAVIDADE INT. 1
;P/AMARRAR COMP. 30.65/30.60MM
;+ DIAM. 363.65/363.35MM
;+ ANG.'S 10GRAUS C/SOBREMETAL
;FERRAMENTA EM X POSITIVO
T02 M6
D0
G53 Z0
G54 D1
M42
M3
LIMS= 200
G96 S20
G0 Z10. M8
54
X354.354
Z-588.332
G1 X360.354 F.08
Z-590.908
X359.555 Z-593.176
X359.354
Z-591.176
G0 X356.354
Z-548.403
G1 X360.354
X360.805
X361.354 Z-549.962
Z-588.073
X360.354 Z-590.908
G0 X357.354
Z-549.962
G1 X361.354
X362.354 Z-552.798
Z-585.237
X361.354 Z-588.073
G0 X358.354
Z-552.798
G1 X362.354
X362.7 Z-553.778
Z-584.257
X362.354 Z-585.237
X358.354
;DESB. CAVIDADE INT. 2
;P/AMARRAR COMP. 8.00/8.05MM
;+ DIAM. 361.20/361.25MM
;+ ANG.'S 10GRAUS C/SOBREMETAL
G96 S40
G0 Z-601.009
X358.165
G1 X359.555 Z-604.948
X360.55 Z-607.771
Z-617.75
X359.55
G0 X356.55
Z-607.771
G1 X360.55
X361.45 Z-610.323
Z-617.75
X360.55
X356.55 Z-615.75
G0 X348.
Z200.
M00
N5 ;SUPORTE 2525 VBMT160404
;ACAB. FACE INT. AMARRANDO COMP. 131.80/132.00MM
;FERRAMENTA EM X POSITIVO
;PARADAS PROGRAMADAS PARA TROCA DE INSERTO SE FOR NECESSÁRIO
T02 M6
D0
G53 Z0
G54 D1
M41
M4
LIMS= 50
G96 S30
55
G0 Z5. M8
X350.05
Z-486.
G1 X389.75 F.05
G2 X390.75 Z-485.5 CR=.5
G1 Z-485.
G0 X348.
Z200.
M00
;ACAB. DIAM. 363.10/363.00M + CH. ANG. 15GRAUS E 10GRAUS
G96 S120
Z2.004
X450.127
G1 X441.65 Z-2.234 F.5
Z-50.7
G3 X436.45 Z-53.3 CR=2.6
G1 X413.619
X410.384 Z-54.917
X410.15 Z-55.034
Z-340.834
G3 X410.143 Z-340.86 CR=.1
G1 X398.577 Z-362.442
X398.55 Z-362.493
Z-433.734
G3 X398.543 Z-433.76 CR=.1
G1 X392.211 Z-445.575
G2 X392.15 Z-445.808 CR=.9
G1 Z-485.6
G3 X391.35 Z-486. CR=.4
G1 X390.55
G0 X348.
Z200.
M00
;ACAB. FACE INT. AMARRANDO COMP. 131.80/132.00MM
G96 S30
Z10.
X303.25
Z-617.9
G1 X304.05 F.04
X362.25
Z-616.9
G2 X361.25 Z-616.4 CR=.5
G1 X360.25
G0 X348.
Z200.
M00
;ACAB. DIAM. 363.10/363.00M + CH. ANG. 15GRAUS E 10GRAUS
G96 S30
Z10.
X366.372
Z-483.399
G1 X363.05 Z-489.597
Z-531.315
X360.211 Z-539.366
G0 X348.
Z200.
M00
;ACAB. DIAM.'S 363.10/363.00MM - 361.55/361.65MM + ANG.'S 10GRAUS
G96 S30
Z10.

56
X361.6
Z-529.462
G1 Z-548.377
X363.5 Z-553.765
Z-584.27
X358.266 Z-599.111
G0 X348.
Z200.
M00
;ACAB. DIAM.'S 360.30/360.40MM - 362.20/362.30MM + ANG. 10GRAUS
G96 S30
Z10.
X360.35
Z-587.237
G1 Z-604.922
X362.25 Z-610.31
Z-617.5
X358.25 Z-615.5
G0 X348.
Z200.
M00
;ACAB. FACE INT. AMARRANDO COMP. 131.80/132.00MM
G96 S30
Z10.
X310.397
Z-616.486
G1 X306.5 Z-618.434
Z-625.85
G3 X305.7 Z-626.25 CR=.4
G1 X277.969
X277.734 Z-626.367
X270.906 Z-629.781
G0 X264.
Z200.
M00
Z100.
M9
D0
G53 X-1300 Z0
M30
57
ANEXO 2
PROGRAMA PARA USINAR
1º PROCESSO DE USINAGEM
(FRESA DE TOPO INTERCAMBIÁVEL DE 63 MM - INSERTO JDMW140520ZDSR -
4NAVALHAS)
G40G80G90G21G94
(Y0 NA SUPERFÍCIE INFERIOR)
(X0 NO CENTRO DO RAIO 675.5/675.8)
N1(FRESA DE TOPO INTERCAMBIÁVEL DE 63 MM - INSERTO JDMW140520ZDSR -
4NAVALHAS)
(DESB. P/AMARRAR MEDIDAS DE 459.0/457.0MM X 290.5/289.5MM - LADO ESQUERDO)
T01 M6
G54
G0 B0 W0.
X0. Y0.
S900 M3
G0 X-939.5 Y533.
G43 Z100. H01 D1
G0X-939.5Y533.
G1 Z10. F4000.
Z-.5
X-490.5
Y518.
X-939.5
Y458.
X-490.5
Y398.
X-939.5
Y338.
X-490.5
Y278.
X-939.5
Y218.
X-490.5
Y188.
X-939.5
G0Y533.
G1Z-1.
X-490.5
Y518.
X-939.5
Y458.
X-490.5
Y398.
X-939.5
Y338.
X-490.5
Y278.
X-939.5
Y218.
X-490.5
Y188.
X-939.5
G0Y533.
A PARTIR DESTE PONTO TEMOS UMA REPETIÇÃO DA FORMA DE USINAGEM
QUE SE REPETE ATE O SEU PONTO DE MÁXIMO DESLOCAMENTO.
58
G1Z-294.5
X-490.5
Y518.
X-939.5
Y458.
X-490.5
Y398.
X-939.5
Y338.
X-490.5
Y278.
X-939.5
Y218.
X-490.5
Y188.
X-939.5
G0Y533.
G1Z-295.
X-490.5
Y518.
X-939.5
Y458.
X-490.5
Y398.
X-939.5
Y338.
X-490.5
Y278.
X-939.5
Y218.
X-490.5
Y188.
X-939.5
G0 Z700. M9
M30
59
ANEXO 3
- Cromo (Cr): Aumenta a resistência à corrosão e à oxidação. Este elemento protege a
liga durante a sua soldagem, evitando a oxidação da zona termicamente afetada.
Aumenta a resistência ao desgaste de componentes sujeitos a atrito. Diminui a
usinabilidade devido à sua forte presença na formação de carbonetos;
- Molibdênio (Mo): É um metal considerado refratário com ponto de fusão próximo a
3000ºC. É acrescido na liga para aumentar a resistência mecânica e à corrosão em altas
temperaturas. Forma carbonetos resistentes à abrasão;
- Carbono (C): É um elemento intersticial de aumento de resistência do níquel. Durante
a soldagem, o carbono na zona afetada é dissolvido devido à temperatura atingida na
região. Esse carbono precipita-se como grafita no contorno de grão, reduzindo a
ductilidade da zona afetada termicamente e conseqüentemente seu limite elástico.
Possui grande influência na formação de carbonetos, tais como carboneto de cromo,
nióbio e titânio;
- Manganês (Mn): Reduz a plasticidade de forma moderada. Aumenta a
endurecibilidade;
- Silício (Si): Aumenta a fluidez e a fundibilidade. Causa a fratura a quente da liga;
- Fósforo (P): É um elemento indesejável para a liga devido a sua capacidade de
fragilização em temperaturas médias. Este elemento surge a partir de reações de redução
durante a fusão da liga;
- Enxofre (S): Idem ao fósforo
























