Embed Size (px)
Citation preview

www.tempotecnico.com.br - Edição 15 1
ESTUDO DA INFLUÊNCIA DO ALUCOQUE NO TIJOLO ESTRUTURAL
Deus
seja
louva
do!
v. 4
| n. 2
| ed.
15 | 2
015 |
ISSN
2357
-939
0









(48) 3045.7862 - www.tempotecnico.com.br
Rua Vitório Serafim, nº 120, sala 35 - Centro, Criciúma - SC - 88801-012V. 03 - N. 02 - 2014 - Tiragem: 3.000 - Bimestral - Coan CTP
BLOCOS ESTRUTURAIS
TELHAS
GESTÃO
MÁQUINAS
SAÚDE E SEGURANÇA
12
20
42
30
44
Estudo da influência do alucoque numa mistura para produção de tijolo estrutural
Efeito da utilização de areia no processamento de cerâmica vermelha
Tecnologia inovadora para indústria de cerâmica
Análise de desgaste abrasivo em pinos de moinho utilizado na indústria cerâmica
NR 33 Trabalhos em espaços confinados
S U M Á R I O
Conselho Administrativo Jorge Luís Espíndola - Diretor GeralLarraine Espíndola Ferreira - Diretora Administrativa
Conselho EditorialAnderson Diogo Spacek - Mestre em Engenharia (UFRGS)Douglas Deolindo - Especialista em Automação Industrial (SATC)Fernando Michelon Marques - Mestre Eng. de Minas Metalurgia e Materiais (UFRGS)Ricardo Dutra - Engenheiro de Minas (Escola Politécnica da Universidade de São Paulo)Vitor Nandi - Mestre em Ciência e Engenharia de Materiais (UFSC)Vitor Salvado Frutuoso da Costa - Mestre em Eng. de Materiais (Instituto Superior Técnico – Portugal)
Os conceitos expressados nos artigos, são exclusivamente responsabilidade dos autores. É permitida a reprodução total ou parcial dos conteúdos desta publicação, com a autorização por escrito do diretor, citando fontes, edição e data de publica-ção. Informações adicionais de quaisquer artigos podem ser disponibilizadas escre-vendo para nosso correio eletrônico.
Daniel Luís de AndradeGerenciamento de Comunicação,
Editoração, Projeto Gráfico, Diagramação e Arte
Kennia Cristina da Silva de AndradeEditora de conteúdo, Redação,
Revisão de textos e Diagramação
(48) 3045.7862 - www.tempotecnico.com.brRua Vitório Serafim, nº 120, sala 35 - Centro, Criciúma - SC - 88801-012
v. 4 | n. 2 | ed. 15 | 2015 - Tiragem: 3.000 - Bimestral
EVENTO50 59º Congresso Brasileiro de Cerâmica
facebook.com/revistatempotecnico
Acompanhe nossas novidades agora mesmo!


12 www.tempotecnico.com.br - Edição 151212
ESTUDO DA INFLUÊNCIA DO ALUCOQUE NUMA MISTURA ARGILOSA PARA PRODUÇÃO DE TIJOLO ESTRUTURAL Vitor S F Costa(Engº Cerâmico e do Vidro, Mestre Materiais)
A produção de tijolos é um dos processos mais antigos da atividade transformadora. A trans-formação de argila mole e moldável em artigos que podem ser usados como estrutura de cons-trução ou paredes isoladoras entre divisões de uma casa, é cada vez mais sofisticada e a com-petitividade entre as empresas do setor, provo-ca uma constante reinvenção de processos e composições de modo que o tijolo cerâmico se mantenha como o elemento de construção mais utilizável. A indústria cerâmica não pode fugir ao embate energético, que se trava nos dias de hoje, pois trabalha com níveis térmicos elevados, con-sumos importantes de combustíveis variados (o mais utilizado no Brasil é a biomassa), com rendimentos nem sempre muito elevados e com uma eficiência térmica baixa.Os problemas das emissões de gases com efeito de estufa está associado a esta problemática e por isso, atualmente, desenvolvem-se vários trabalhos nesta área, com o objetivo de racio-nalizar o consumo energético, melhorando a eficiência do processo, melhorando os níveis de isolamento (para diminuir perdas) dos fornos e trabalhando ao nível das composições cerâ-micas para que se obtenha um mesmo estado de cozedura a temperaturas mais baixas e com uma velocidade cinética das reações de densifi-cação maior.
Paralelamente, sabe-se que a indústria trans-formadora nos seus ciclos produtivos provoca resíduos de vários tipos. Resíduos estes que, em geral, tem que ser eliminados por diversas ma-neiras, seja passivamente, seja por queima ou mesmo por incorporação em aterros. Em geral a pior solução. Dependendo da sua constituição e estado físico há subprodutos que poderão ser incorporados na massa argilosa de barro vermelho, para que possam ser passivados no seu seio e assim serem neutralizados os efeitos nocivos que poderiam causar, se fossem intro-duzidos em aterros (contaminação de lençóis de água e de solos de cultivo). Há resíduos que, pela sua constituição química e mineralógica, podem trazer até benefícios ao processo de conformação; caso de plastifican-tes (subprodutos do processo de transformação da cana de açúcar) na secagem, caso de iner-tes que facilitam a secagem mais rápida e não intervém em qualquer outro processo do ciclo produtivo e na cozedura, como por exemplo, os resíduos que apresentam substâncias fundentes ou que possam, pela sua influência, melhorar a cor do tijolo. Na maior parte das situações conhecidas há sempre necessidade de promover uma bonifica-ção do resíduo (moagem, peneiração, secagem, etc.) Envolvendo em geral um processo de mis-tura em seco, o material a incorporar deve ter
uma granulometria idêntica à da mistura argilo-sa, para que não exista o risco de promover a sua segregação e de modo a que se consiga uma mistura o mais uniforme possível. Geralmente, os resíduos sólidos que se têm uti-lizado neste setor são previamente moídos para que se possam depois misturar mais facilmente. No caso de lamas em geral com conteúdos de umidade superiores a 40%, o processo deverá usar o filtro prensagem, de modo que se remova parte da sua umidade e assim seja mais facil-mente misturado na massa. A reatividade de certos resíduos disponíveis na indústria transformadora é também uma razão para que o tamanho da partícula seja reduzido (moagem), para que o efeito durante o processo de queima não se concentre na zona ao redor do grão de resíduo adicionado à massa. É o caso do resíduo denominado de “Alucoque”, que será a base do presente trabalho. O resíduo designado por “Alucoque” é origina-do no processo de eletro-fusão do alumínio. Há diversos trabalhos já realizados com este ma-terial, em particular em fábricas no Nordeste, na proximidade das fábricas onde se gera o resíduo.O presente trabalho ilustra a tentativa de incor-poração na massa argilosa, na fábrica da Cerâ-mica Argibem, que tem por objetivo principal a produção de tijolos estruturais.
B L O C O S E S T R U T U R A I S
INTRODUÇÃO

www.tempotecnico.com.br - Edição 15 13
TRABALHO EXPERIMENTAL A primeira necessidade que se sentiu, foi a de caracterizar o resíduo. Na tabela 1 estão listadas as substâncias que se detectaram em uma análise química realizada à amostra de Alucoque.
13
Designação Água por Karl Flecher Alumínio Antimônio Arsênio Bário Brometo Cádmio Cálcio Chumbo Cianeto Cloreto Cobalto Crômio Densidade Aparente Estanho Ferro Iodeto Magnésio Mercúrio Níquel Óxido de Alumínio (Al2O3) Óxido de Cálcio (CaO) Óxido de Ferro (Fe2O3) Óxido de Magnésio (MgO) Óxido de Potássio (K2O) Óxido de Silício (SiO2) Óxido de Sódio (Na2O) Poder Calorífico Inferior Poder Calorífico Superior Potássio Selênio Silício Tálio Telúrio Vanádio Zinco Umidade Cinzas (Base Úmida) Cinzas (Base Seca) Fósforo Cloro Flúor Óxido de Fósforo (P2O5) Óxido de Cobre (CuO) Óxido de Zinco (ZnO) Óxido de Lítio (Li2O) Óxido de Titânio (TiO2)
Unidades %p/p mg/kg mg/kg mg/kg mg/kg mg/kg mg/kg mg/kg mg/kg mg/kg mg/kg mg/kg mg/kg g/cm3 mg/kg mg/kg mg/kg mg/kg mg/kg mg/kg %p/p %p/p %p/p %p/p %p/p %p/p %p/p
Kcal/kg Kcal/kg mg/kg mg/kg mg/kg mg/kg mg/kg mg/kg mg/kg %p/p %p/p %p/p mg/kg mg/kg mg/kg %p/p %p/p %p/p %p/p%p/p
LQ* 0,05
5 5 5 5
0,25 2,5 250
5 0,2 50 5 5
--- 5 5 5
250 0,025
5 0,001 0,035 0,001 0,042 0,03 0,054 0,034
150 150 250
5 250
5 25 5 5
0,05 0,05 0,05
5 1,011 101
0,001 0,001 0,001 0,001 0,001
Tabela 1. Listagem de Caracterização realizada à Massa Bruta do Alucoque.Resultados Analíticos
0,30 154458
<5 <5
81,8 <0,25 <2,5 11228 5,4 <0,2 <50 31,9 161 1,01 <5
4710 <5
<250 0,0333
1225 29,3 1,58
0,075 <0,042 0,134 2,03 34,7 1369 1479 1106 <5
9467 <5 <25 863 27,3 0,30 26,7 26,8 87,6 <1,011
26663 0,020 0,004 0,001 0,0100,049

14 www.tempotecnico.com.br - Edição 15141414
Cd + Hg + Tl As + Co + Ni + Se + Te Fluoreto em %p/p Poder Calorífico Inferior (Base Seca) Poder Calorífico Superior (Base Seca) Enxofre em % Sb + Cv + Pb + V RESÍDUO DE CLASSIFICAÇÃO: Classe 1, Resíduo Perigoso
<10,025 1289 1,7
1374
1483
0,12 1035
10,025 45
0,0003 150
150
0,1 25
mg/kg mg/kg %p/p
Kcal/kg
Kcal/kg
% mg/kg
Verifica-se que a composição deste resíduo varia bastante ao longo do tempo e por isso teria sido interessante fazer um trabalho mais envolvente e fazer uma recolha significativa do lote para que se obtivesse uma análise média mais homogênea. Porém esta variação só foi detectada depois de já ter sido feita a recolha. A variação de composição pode ser com-preendida pela maneira como o resíduo é obtido, bem como alguma desordem no seu armazenamento no local de origem. Este fato não é bom para a estabilidade desejada para o processo de fabricação e foi uma primeira
Figura 1 - Amostras de mistura argilosa com adição de 10% Alucoque com grão mais grosseiro. Cozido às temperaturas de 800 °C (acima) e 900 °C (embaixo).
to acentuado, como se pode ver na figura 1.Então foi decidido fazer uma moagem do resí-duo em dois níveis de granulometria, usando--se um moinho de martelos de laboratório. Usou-se uma moagem a 600 microns e outra a 300 microns, utilizando todo o material que passava no peneiro respectivo, de modo a de-terminar o tamanho máximo do grão a 600 mi-crons e a 300 microns em cada um dos casos. Como se esperavam maiores atividades ci-néticas resolveu-se usar uma percentagem menor com este material moído, de 3 e 5% de adição de resíduo. Assim preparam-se as composições apresentadas na tabela 2:
preocupação. A fim de que se tivesse uma amostra mais ou menos reprodutível do resíduo, foi feita uma recolha multipontos de modo que a mistura desse material representasse a composição média do resíduo, nesse dia. O resíduo foi le-vemente desagregado e passado a um peneiro de 1 mm de malha, para limitar o tamanho de grão maior e feitas percentagens diferentes de adição à composição normalmente em uso ou padrão. Tal como ilustrado, verificou-se que o resíduo com a distribuição granulométrica original, provocava um efeito de fusibilidade local mui-
Tabela 2 - Listagem de misturas realizadas.
As temperaturas a que foram cozidos os corpos de prova são: 850, 900 e 950 °C, além de uma cozedura feita no forno túnel que nesta data estava a 880 °C e com um ciclo de 18 horas. No caso das misturas moídas a 300 e 600 microns, apenas foram cozidos os corpos de prova no forno túnel. Analisados os laudos de caracterização de resíduos, verificou-se que se trata de um resíduo não inerte e por isso tomaram-se as precauções devidas ao seu manuseio e mistura. A cada uma das misturas foram feitos os seguintes ensaios: -Perda ao fogo; -Determinação da retração verde - seco e seco - cozido: Retração total; -Cozeduras às temperaturas descritas atrás; -Determinação da absorção de água; -Resistência mecânica à flexão (3 pontos); - Determinação da massa especifica ou estado de densificação. As fotos das figuras abaixo ilustram o estado de superfície obtido para as diversas misturas ensaiadas.


16 www.tempotecnico.com.br - Edição 151616161616
Figura 2 - Aspecto da superfície da mistura Padrão. Figura 3 - Aspecto da superfície da mistura 4, cozida a 950 °C Figura 4 - Aspecto da superfície da mistura 3, cozida a 900 °C
Figura 6 - Adição de Alucoque moído a 600 micros.
Figura 5 - Adição de Alucoque moído a 300 micros.
DISCUSSÃO DE RESULTADOS Para uma melhor orientação da discussão de resultados se fará uma análise dos resultados às misturas com adição de resíduo mais grosseiro, moído a 1 mm e seguidamente analisa-se os resul-tados das misturas com resíduo moídos a 300 e 600 microns. Da análise de resultados obtidos (em cru) e com-parados com a mistura Argibem, podemos concluir que, tratando-se de uma substância não reativa a temperatura ambiente, a sua influência nesta fase é praticamente nula, não alterando de um modo significativo as características físicas do material em cru. Assim não se verificam alterações signifi-cativas para as diversas percentagens adiciona-das à massa padrão, apenas se pode notar uma pequena variação da retração (diminuição), uma vez que se aumentou a percentagem de material não plástico, diminuindo-se, por conseqüência, a percentagem de material argiloso. Para percentagens pequenas, 3% o efeito é quase inexistente. Ainda nesta fase não se verificaram significativas perdas de plasticidade, mesmo na mistura com 10% de adição de resíduo, o que prova que a adição deste resíduo à massa, não se traduzirá em problemas de conformação, por falta de plasticidade. Ainda que este aspecto possa ser muito melhorado, caso se faça uma moagem mais fina do resíduo. No caso das características obtidas após cozedu-
tração e densidade aparente que se obtiveram, para esta mistura que são contraditórios com os valores de resistência mecânica obtidos. 5. Os valores obtidos de perda ao fogo, pouco ou nada se pode concluir, uma vez que as variações não são muito significativas. Mesmo assim pode verificar-se que há uma progressão da perda à medida que se aumenta a percentagem de aditi-vo, o que poderá indicar a existência de produtos decomponíveis com a temperatura e que poderão influenciar a cozedura, podendo mesmo ser causa de defeitos e danos que influenciam a resistência mecânica pela libertação gasosa que se verifica (criando trincas e fendas).6. A observação de fotos dos corpos de prova confirma a existência de produtos voláteis que se libertam ao longo do processo de queima (ver figuras 2 a 6), pelas manchas que se formaram à volta das partículas maiores do resíduo. Obser-vou-se que a granulometria do resíduo influencia muito a reação com a massa argilosa (ver figura 1). Os corpos de prova que se cozeram no forno túnel tiveram uma menor influência deste tipo de efeito, pois o arejamento é maior que no forno de laboratório em que a atmosfera é mais estática. À medida que a temperatura de cozedura aumenta verifica-se uma maior transformação do resíduo, com possíveis danos mecânicos para o produto. O aspecto geral dos corpos de prova após cozedu-
ra observaram-se os seguintes resultados: 1. Já para a percentagem de 3% de adição, se veri-ficam alterações significativas em todas as carac-terísticas analisadas, mostrando a reatividade do resíduo adicionado;2. O indicador mais relevante da densificação obti-da é feito pela análise dos resultados da retração, que mostra uma subida à medida que se aumenta a temperatura e se aumenta a percentagem de resíduo adicionada; 3. A mesma tendência mostra os valores obtidos de absorção de água, que diminui significativa-mente à medida que se aumenta a temperatura e a percentagem de adição de resíduo, chegando mesmo a valores notáveis de densificação, como se pode verificar pela densidade aparente medida às diversas temperaturas, chegando a atingir 2,03 g/cm3; 4. Claro que seria de prever os resultados de re-sistência mecânica à flexão obtida, pois o proces-so de sinterização com formação de fase líquida e densificação significativa promove valores ele-vados de resistência mecânica. Apenas de referir à diminuição do valor da resistência, no caso da adição de 10% de resíduo, que deverá ficar a uma degradação mecânica dos corpos de prova por criação de tensões que poderão ter resultado pela formação enérgica de fase líquida. Esta conclusão é baseada nos valores de absorção de água, re-

www.tempotecnico.com.br - Edição 15 17

18 www.tempotecnico.com.br - Edição 15181818
ra é bastante ruim, com manchas de colorações avermelhadas de vários tons, sobretudo para as temperaturas de cozedura mais altas. Fica claro que este tipo de substância, Alucoque, tem uma atividade fundente enérgica. Ficou ainda provado que tem na sua constituição substâncias que se transformam com libertação gasosa du-rante o processo de queima e por isso a cozedura deve ser feita com bom arejamento para melhorar a sua transformação, porém bem doseado e, so-bretudo, moído e misturado, para que o seu efeito seja melhorado. Foram então preparadas mais misturas, agora
com o resíduo moído, a 300 e 600 micros obtive-ram os seguintes resultados:1. Tal como nos ensaios anteriores as propriedades em cru não foram alteradas. Não se verificaram perdas de plasticidade, pelo contrário verifica-se até um aumento ligeiro da retração em cru e até da resistência mecânica em cru, que poderá ficar devendo uma melhor adaptação da granulometria do aditivo à distribuição da mistura padrão; 2. As alterações mais notórias são após cozedura como seria de prever, uma vez que o resíduo é ter-micamente ativado. A densidade aparente aumenta à medida que a granulometria do resíduo diminui
tornando-o mais ativo na sua reação com as ar-gilas, facilitando a ocorrência de aparecimento de fase líquida, com respectiva densificação a tempe-raturas mais baixas. 3. Os resultados obtidos para a absorção de água e resistência mecânica à flexão são muito interes-santes, pois apresentam valores que só eram atin-gidos a temperaturas mais elevadas. A densidade aparente do material também traduz este tipo de tendência. 4. O aspecto manchado do material foi bastante reduzido e com a moagem a 300 microns, nem sequer foi observado (ver figura 5).
CONCLUSÃO Pode-se concluir que para pequenas percentagens de adição de Alucoque, se consegue melhor densificação do material argiloso, mesmo a temperaturas mais baixas. Nos ensaios efetuados a percentagem ideal de adição será de 5%, com moagem a 300 microns.


20 www.tempotecnico.com.br - Edição 15202020
EFEITO DA UTILIZAÇÃO DE AREIA NO PROCESSAMENTO E NAS PROPRIEDADES DE CERÂMICA VERMELHAL. F. T. Queiroz, S. N. Monteiro, C. M. F. Vieira(Universidade Estadual do Norte Fluminense Darcy Ribeiro – UENF)
O município de Campos dos Goytacazes, RJ, é um dos maiores produtores de cerâmica vermelha do país. Atualmente, estima-se que cerca de cem in-dústrias sindicalizadas geram cerca de R$ 168 mi-lhões por ano, com uma produção estimada de 75 milhões de peças por mês [1]. A produção é voltada para a fabricação de blocos de vedação. Há ainda produção de blocos de laje, telhas, tijolos aparen-tes, revestimentos rústicos e blocos estruturais. As massas das indústrias de cerâmica vermelha do município de Campos dos Goytacazes são, em sua grande maioria, elaboradas de forma empírica com argilas locais com predominância caulinítica e de elevada plasticidade [2-4]. Para a conformação das massas cerâmicas, as indústrias locais normalmente utilizam uma excessiva quantidade de água, normalmente superior a 30% em peso de material seco, que acarreta grande dificuldade de secagem. Além disso, após queima, os produtos geralmente apre-
sentam elevada porosidade que acarreta valores de absorção de água superior ao valor máximo estipulado por norma. As principais razões para a elevada plasticidade e porosidade dos produtos são as características das argilas locais utilizadas na composição da massa, como o excessivo teor de mineral argiloso e a elevada perda de massa durante a queima. O mineral argiloso predominan-te é a caulinítica que se caracteriza ainda por um comportamento de queima refratário[3, 4]. Eventu-almente a areia, geralmente constituída com pre-dominância de quartzo, é utilizada em quantidades de até 10-15% em peso para ajustar a plasticidade da massa cerâmica. O efeito da utilização de areia em cerâmica vermelha é bem conhecido na lite-ratura[5-9]. A areia apresenta como desvantagens um aumento de desgaste dos equipamentos de preparação de massa e de extrusão e redução da resistência mecânica das peças. Nas peças ver-des e secas, esta redução da resistência mecânica
está associada a pouca aderência das partículas de areia com os minerais argilosos. Após queima, as partículas de areia promovem o aparecimento de trincas em conseqüência da variação volumé-trica do quartzo proveniente da trans-formação alotrópica. Por outro lado, a areia possibilita um ajuste da plasticidade da massa, devido ao seu caráter de material não-plástico, facilita a etapa de secagem e pode até reduzir a absorção de água da cerâmica queimada devido ao aumento do em-pacotamento das partículas e ainda à redução da perda de massa durante a queima. Eventualmente, a resistência mecânica da cerâmica pode também melhorar, dependendo, por exemplo, da granulo-metria das partículas de quartzo. Neste sentido, este trabalho tem por objetivo caracterizar e avaliar a influência da utilização de areia, em até 25% em peso, no processamento e na qualidade de uma massa cerâmica para telhas de predomi-nância caulinítica.
T E L H A S
INTRODUÇÃO
MATERIAIS E MÉTODOSForam utilizados os seguintes materiais: massa argilosa, constituída da mistura de dois tipos de argilas de coloração acinzentada, e areia. Ambas as matérias-primas são utilizadas na composição da massa, nas quantidades de 90% de argila e 10% de areia, por uma cerâmica de Campos dos Goyta-
cazes, RJ, para a fabricação de telhas prensadas. Após a coleta das matérias-primas na cerâmica, estas foram inicialmente secas em estufa a 110 °C, desagregadas com pilão manual e submetida a peneiramento em peneira ABNT 20 (abertura 0,840 mm). A composição química das matérias-
-primas foi determinada por fluorescência de raios X em equipamento Philips PW 2400. A composição mineralógica qualitativa foi obtida por difração de raios X (DRX), em equipamento Shimadzu 7000, operando com radiação Cu-kα e 2θ variando de 5º a 60º. A distribuição de tamanho de partículas

www.tempotecnico.com.br - Edição 15 21
das matérias-primas foi determinada por penei-ramento e sedimentação de acordo com a norma técnica[10]. Os ensaios de análise térmica diferencial (ATD) e termogravimétrica (ATG) dos resíduos num instrumento de análise térmica simultânea TA Instr. SDT 2960.Foram preparadas composições com as seguintes quantidades de areia em mistura com a massa ar-gilosa: 0, 5, 10, 15, 20 e 25% em peso, denominadas M0, M5, M10, M15, M20 e M25, respectivamente. Estas misturas foram homogeneizadas a seco em galga misturadora de pista lisa, Gardelin GM 400.
Deve-se ressaltar que a indústria cerâmica utiliza a composição com 10% em peso de areia e 90% de argilas. A plasticidade das composições foi determinada de acordo com as normas técnicas[11, 12] por meio da determinação dos limites de Atterberg. Corpos de prova retangulares foram conformados por extrusora de laboratório nas dimensões 100 x 30 x 11 mm3. A quantidade de água adicionada para conformação da composição argilosa sem adição de areia foi 31% em peso. Este percentual foi de-terminado em função do limite de plasticidade da
massa que é de 30,5%. Com o aumento da adição de areia, houve uma redução na quantidade de con-formação utilizada. Os corpos de prova inicialmente foram secos em temperatura ambiente por 24 h e colocados em estufa a 110 °C até alcançarem peso constante. A queima foi realizada em forno de la-boratório nas temperaturas de 850, 950 e 1050°C, com 120 minutos de patamar com taxa de aqueci-mento/resfriamento 2 °C/min. As propriedades determinadas foram densidade aparente a seco, retração linear de queima, absorção de água e ten-são de ruptura à flexão (três pontos).
RESULTADOS E DISCUSSÃOAs Figs. 1 e 2 apresentam os difratogramas de raios X da areia e da massa cerâmica ar-gilosa, respectivamente. A areia é constituída de quartzo, caulinita, mica muscovita, gibsita
(hidróxido de alumínio), além de traços de microclina. Já na massa cerâmica observa-se a predo-minância de caulinita, quartzo, mica musco-
vita e gibsita. A composição mineralógica das matérias-primas é bem similar. Entretanto, na massa argilosa há predomínio de caulinita e na areia, de quartzo.
Figura 1: Difratograma de raios X da areia. Figura 2: Difratograma de raios X da massa argilosa.
De acordo com a Fig. 3 pode-se observar que a massa argilosa apresenta uma granulometria fina com percentual de fração “argila”, consi-derada abaixo de 0,002 mm de acordo com a classificação da International Society of Soil Science[13], de 60% em peso. As frações “silte” (0,002 a 0,02 mm) e “areia” (de 0,02 a 2 mm) são de 28% e 12%, respectivamente. Já a areia apresenta uma granulometria mais grosseira e com predominância (87,8%) de fração “areia”. Estas partículas são extremamente problemáti-cas na etapa de queima devido ao risco de apa-recimento de trincas de resfriamento causadas pela transformação alotrópica do quartzo a 573 °C, que é acompanhada de redução de volume[14]. As frações “argila” e “silte” são 3,3% e 8,9%, respectivamente.De acordo com a Tabela I a massa cerâmica é predominantemente constituída de sílica (SiO2) e de alumina (Al2O3). O percentual de 30,87% de alumina é considerado elevado e típico de argilas
cauliníticas. Este elevado percentual de alumina também é um indicativo de um significativo per-centual de mineral argiloso, conforme indicado na Fig. 2. A elevada perda ao fogo, 15,75%, está asso-ciada, sobretudo, à presença da caulinita. Obser-va-se também que a massa argilosa apresenta um teor relativamente baixo de hematita (Fe2O3).
É por está razão que a massa argilosa possibilita a obtenção de telhas de coloração creme. Já a areia é constituída principalmente de sílica, as-sociada, sobretudo, ao mineral quartzo. O teor relativamente elevado de impurezas bem como da perda ao fogo estão associadas à presença de outros minerais, conforme indicados na Fig. 1.
Figura 3: Curvas de distribuição de tamanho de partículas das matérias-primas.
21

22 www.tempotecnico.com.br - Edição 1522222222
Tabela I - Composição química das matérias-primas (% em peso).
As curvas de ATD/TG/DTG das matérias-primas estão apresentadas nas Figs. 4 e 5. A massa argi-losa, Fig. 4, apresenta uma perda de massa inicial de 2,4% devido à eliminação de água higroscópi-ca. O pico endotérmico observado a 266,4 °C é devido à desidratação da gibsita. A perda de mas-sa associada a esta reação é também de 2,4%. Na temperatura de 487,6 °C ocorre uma reação endotérmica com pronunciada perda de massa de 10,9%. A desidroxilação da caulinita é a principal responsável por esta reação. A presença de gib-sita contribui para o aumento da refratariedade das argilas locais. Já a elevada perda de massa acarreta porosidade e aumento da retração line-ar de queima. Uma reformulação da massa de cerâmica verme-lha de Campos dos Goytacazes necessariamente
exige uma redução drástica desta perda de massa. As características de massas de telhas de reconhecida qualidade em comparação com a massa da região de Campos foram estudadas sendo constatado que a perda ao fogo variava de cerca de 5,5 a 6,8%[3]. Já a massa de Campos apresentava uma perda ao fogo de aproximadamente 12%. A incorporação de areia contribui para a redução desta perda ao fogo das massas argilosas. Com relação à areia, esta apresenta um comportamento térmico com significativa perda de massa, 8,4%. Esta perda de massa ocorre devido à eliminação de água higroscópica, água de hidróxidos, água de consti-tuição de argilominerais, sobretudo, a caulinita, e água de mineral micáceo. A perda ao fogo de 1,4% está associada com a eliminação de água de hi-
dróxidos, pico endotérmico a 253,6 °C. A perda ao fogo de 6,1% é atribuída à eliminação de água dos argilominerais e do mineral micáceo, a mica mus-covita. Nota-se a 575,7 °C, um pequeno pico endo-térmico associado à transformação alotrópica do quartzo, conforme já discutido anteriormente. Era de se esperar um pico mais pronunciado devido à quantidade de quartzo presente na areia. Entre-tanto, isto está associado com a sensibilidade do equipamento empregado.De uma maneira geral, o comportamento térmico da areia é bem similar ao da massa argilosa. Isto ocorre devido à semelhança na composição mine-ralógica destas matérias-primas. A presença de argilomineral na areia sugere uma denominação mais apropriada para a areia investigada de areia argilosa.
Figura 4: Curvas de ATD/TG/DTG da massa argilosa. Figura 5: Curvas de ATD/TG da areia.
A Fig. 6 apresenta a localização das composições num gráfico elaborado a partir dos limites de Atterberg que indica regiões de extrusão ótima e aceitável[15]. O limite de plasticidade (LP) indica a quantidade de água mínima que a argila ou massa cerâmica devem conter para serem conformadas. O limite de liquidez (LL) corresponde à máxima quanti-dade de água que a argila ou massa cerâmica possam conter para ainda serem moldáveis. Já o índice de plasticidade (IP) representa a diferença entre o LL e LP, indicando a faixa de consistência plástica. O limite de plasticidade é um parâmetro de grande interesse tecnológico já que apresen-ta a quantidade de água mínima necessária para que uma argila ou misturas de argilas alcance a
consistência necessária para sua conformação no estado plástico. Esta água adicionada à massa cerâmica atua de duas maneiras. Primeiramente, a água adi-cionada atua no preenchimento dos poros das partículas, sendo chamada de água intersticial. Já a segunda, localiza-se entre as partículas, facilitando a conformação das peças. Este tipo de água é denominado de água lubrificante, sendo que sua eliminação na etapa de secagem é responsável pela retração da peça[16]. É possí-vel observar na Fig. 6 que a composição M0 se localiza no limite extremo da região de extrusão aceitável com uma região não aceitável, e que indica plasticidade indesejável. Com o aumento da incorporação de areia ocorre uma redução na
plasticidade da massa argilosa, deslocando-a em direção à região de extrusão ótima. Nota-se que a utilização de 25% de areia posiciona a massa argilosa dentro da região de extrusão ótima.A Fig. 7 mostra os valores de densidade a seco obtidos para as composições elaboradas. É pos-sível observar que a partir de 10% de incorpo-ração de areia, houve um aumento da densidade aparente a seco da massa argilosa. Isto é devido à redução da quantidade de água utilizada para conformação das peças e à granulometria mais grosseira da areia que possibilitou um melhor empacotamento das partículas.Um melhor empacotamento a seco facilita as reações de sinterização e reduzem a retração linear.


24 www.tempotecnico.com.br - Edição 1524
Figura 6: Prognóstico de extrusão através dos limites de Atterberg das composições.
Figura 7: Densidade aparente a seco das composições.tes de Atterberg das composições.
A Fig. 8 mostra a absorção de água (AA) das composições estudadas em função da tem-peratura de queima. Em escala laboratorial todas as composições mantiveram-se dentro do limite máximo de 20% [17]. Nota-se que há uma tendência de redução da AA com a utilização de areia para todas as temperaturas investigadas. Isto ocorre devi-do à melhoria de empacotamento e redução
da perda de massa durante a queima.A Fig. 9 apresenta a retração linear de quei-ma das composições em função das tempera-turas de queima. Pode-se observar que houve um aumento da retração linear em todas as composições com o incremento da tempera-tura de queima. Isto ocorre devido à evolução da densificação do material e conseqüentemente diminuição
da porosidade. Pode-se observar também que a 1050 °C, o aumento da retração é mais significativo para todas as composições. Com isso, o risco de trincas de aquecimento é também maior. A utilização de areia tende a reduzir a re-tração linear da massa argilosa. Isto ocorre devido ao caráter inerte do quartzo, principal constituinte da areia.
Figura 8: Absorção de água das composições. Figura 9: Retração linear das composições.
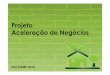
A Fig. 10 apresenta a tensão de ruptura à flexão das composições em função da tem-peratura de queima. Observa-se que pratica-mente em todas as temperaturas de queima, a utilização de areia aumentou a resistência mecânica da massa argilosa. A exceção é para a utilização de 5% de areia a 850 °C e para 25% de areia na temperatu-ra de 950 °C. Nota-se que a 1050 °C, embora ocorra uma queda na resistência mecânica da composição M25, esta ainda é superior em
comparação à composição M0. As composi-ções com 15 e 20% de areia apresentam os maiores valores de resistência mecânica em todas as temperaturas. Era de se esperar uma diminuição na re-sistência mecânica devido, sobretudo, ao aparecimento de trincas provenientes da transformação alotrópica do quartzo. Isto possivelmente não ocorreu devido à granulo-metria fina da areia investigada, associada a um nível relativamente elevado de impurezas
como a presença da própria argila. Além disso, o maior empacotamento propor-cionado pela areia pode ter sido determinante para superar o efeito adverso do apareci-mento de trincas causadas pelas partículas de quartzo. De acordo com o gráfico abaixo, pode-se ob-servar que quase todas as composições ela-boradas obtiveram uma tensão de ruptura à flexão superior 6,5 MPa, recomendada para a fabricação de telhas[13].



28 www.tempotecnico.com.br - Edição 1528
Figura 10: Tensão de ruptura à flexão das composições.
CONCLUSÕESFoi possível observar que a areia investigada é constituída predominantemente de quartzo. Devido à presença de caulinita na areia inves-tigada, esta pode ser denominada de areia ar-gilosa. Outras impurezas identificadas foram a gibsita e a mica, minerais comumente presentes nas argilas da região. A areia apresenta ainda uma granulometria adequada para utilização em
cerâmica vermelha. A utilização de areia melho-rou a trabalhabilidade/plasticidade da massa argilosa, bem como suas propriedades físicas e mecânicas. Os resultados mostraram ainda que a utilização de 10% de areia, composição indus-trial, é melhor que a massa argilosa pura. Entre-tanto, aumentando a quantidade de areia para até 20% em peso, ocorre uma melhora ainda
mais significativa nas propriedades investiga-das. Finalmente, os resultados indicaram que a utilização da areia na composição de massa de cerâmica vermelha pode ser benéfica tanto para o processamento quanto para a qualidade da cerâmica e que a quantidade utilizada para a massa argilosa investigada pode ser aumentada para 20%.
AGRADECIMENTOSOs autores agradecem a FAPERJ (Proc.E-26/103.023/2008) e ao CNPq (Proc. 306027/2008-9).
REFERÊNCIAS BIBLIOGRÁFICAS[1] J. Alexandre, M. G. Alves, I. S. Ramos, V. Vogel, M. Gantos, Anais 50º Cong. Bras. Cerâmica, Blumenau, SC (2006).[2] C. M. F. Vieira, T. M. Soares, S. N. Monteiro, Ceram. Ind. 9, 1 (2004) 28-32.[3] C. M. F. Vieira, T. M. Soares, S. N. Monteiro, Cerâmica 49, 312 (2003) 245-250.[4] C. M. F. Vieira, R. Sanchez, S. N. Monteiro, Interceram 24, 4 (2005) 268- 271.[5] S. Pracidelli, F. G. Melchiades, Ceram. Ind. 2 (1997) 31-35.[6] A. P. N. Oliveira, O. R. K. Montedo, J. Pizete, M. Casagrande, Ceram. Inf. 10 (2002) 57-65.[7] E. Facincani, Tecnologia Ceramica – Ceramica Estrutural, Ed. Beralmar S.A., Espanha (2000) 39.[8] G. P. Emiliani, F. Corbara, Tecnología Cerámica - Le Materie Prime, Vol. 1, Faenza Editrice do Brasil Ltda., S. Paulo, SP (1999) 86.[9] C. M. F. Vieira, H. F. Sales, S. N. Monteiro, Ceram. Ind. 8, 2 (2003) 42-46.[10] Associação Brasileira de Normas Técnicas - ABNT NBR 7181: Determinação da Análise Granulométrica de Solos, Rio de Janeiro, RJ (1984).[11] Associação Brasileira de Normas Técnicas - ABNT NBR 6459: Determinação do limite de plasticidade de solos, Rio de Janeiro, RJ (1984).[12] Associação Brasileira de Normas Técnicas - ABNT. NBR 7180: Determinação do limite de liquidez de solos, Rio de Janeiro, RJ (1984).[13] P. S. Santos, Ciência e Tecnologia das Argilas, 2ª Ed., Edgard Blucher, S. Paulo, SP (1989) 408.[14] W. M. Carty, U. Senapati, J. Am. Ceram. Soc. 81, 1 (1998) 3-20.[15] M. Marsigli, M. Dondi, L’ Industria dei Laterizi 46 (1997) 214-222.[16] V. Beltran, E. Fernando, J. Garcia, E. Sánches, Tile & Brick Int. 11 (1995) 169-176.[17] Associação Brasileira de Normas Técnicas - ABNT NBR 15310: Componentes Cerâmicos - telhas - terminologia, requisitos e métodos de ensaio, Rio de Janeiro, RJ (2005).

www.tempotecnico.com.br - Edição 15 29

30 www.tempotecnico.com.br - Edição 1530
ANÁLISE DE DESGASTE ABRASIVO EM PINOS DE MOINHO UTILIZADO NA INDÚSTRIA Danilo Marques, Fernando Michelon Marques(Faculdade SATC)
Os processos de fabricação de revestimen-tos cerâmicos empregados pelos diversos segmentos, assemelham-se parcial ou to-talmente uns dos outros, e esses processos de fabricação podem diferir de acordo com o tipo de revestimento desejado.De um modo geral, eles se equiparam pelas etapas de preparação da matéria-prima, da produção dos revestimentos e dos seus acabamentos. No processo de fabricação, muitos produtos são submetidos à esmaltação e decoração, que é o caso do revestimento cerâmico para o solo, mas, para que se chegue ao processo de esmaltação e decoração se faz necessário, passar por etapas anteriores, umas delas é a moagem da matéria prima. Todo o processo de fabricação do revesti-mento cerâmico gera um custo sobre o pro-duto acabado, assim, o presente artigo visa analisar uma maneira eficaz para que haja uma significativa redução no custo da manu-tenção no setor de moagem.A moagem é feita por meio de dois rotores com pinos fixados e girando em sentido contrário, esses pinos são fabricados de aço SAE 1020 cementado. O atrito que ocorre entre os pinos dos rotores com a matéria-prima é que gera o desgaste da peça, e, se faz necessário à substituição desses rotores com frequência, sobrecarre-gando os mecânicos responsáveis e elevando o custo efetivo da manutenção do setor de moagem. Portanto, apresentar um resultado eficaz para aumentar a durabilidade dos pi-nos e diminuir o custo da manutenção são os
principais objetivos desta análise.Nesse sentido, as análises e resultados apresentados pelo presente trabalho, será a utilização da cromagem dos pinos os quais, proporciona uma elevada redução do desgas-te, bem como, estabilizar o serviço realizado pelo mecânico responsável, proporcionando a diminuição de gastos recorrentes do setor de moagem. Para tanto, os resultados obtidos na pesquisa partiram de ensaios de dureza, microdureza, desgaste abrasivo, metalografia e composi-ção química dos dois tipos de pinos: cementa-dos e cromados. Os ensaios foram realizados em um laboratório localizado na Faculdade
SATC, com o intuito de provar o aumento da durabilidade dos pinos e a eficiência do banho de cromo.A pesquisa foi patrocinada pela empresa Pi-soforte Revestimentos Cerâmicos LTDA, situ-ada no município de Criciúma / SC, com a in-tenção de obter resultados satisfatórios para que sejam aplicados no setor de moagem, buscando uma redução em torno de onze mil pinos utilizados por ano. A expectativa é de redução dos desgastes e o aumento superior a 100% da durabilidade das peças, passando de três para sete dias a durabilidade de cada componente. A figura 1 ilustra um moinho de pinos.
M Á Q U I N A S
INTRODUÇÃO
Figura 1: Moinho de Pinos

www.tempotecnico.com.br - Edição 15 31
REVISÃO BIBLIOGRÁFICA
Uma indústria cerâmica responsável pela pro-dução de pisos é composta, basicamente, por seis setores: moagem; prensagem; secagem; esmaltação; queima e classificação, cada qual com sua respectiva função.Segundo Darolt et. al. (2010), na indústria de revestimentos cerâmicos dois processos de moagem se destacam: moagem via seca e o moagem via úmida. O processo de moagem via seca apresenta algumas vantagens como: a diminuição de custos energéticos, simplicidade de operação, menor desgaste do equipamento e menor manutenção das instalações[1].
Sendo assim, o setor de moagem via seca é o ambiente da empresa utilizado para o desenvol-vimento da análise proposta pelo presente arti-
go, visto que é o setor responsável pelo início de todo processo de fabricação dos pisos, e, é nesse setor que se encontra o moinho de pinos, sendo que os pinos são os objetos de estudo da pesquisa. Segundo Franco (2008), no processo de moa-gem via seca, a massa é formada pela mistura de dois ou três tipos de argilas distintas, resul-tantes das alterações e misturas naturais asso-ciadas com a mineralogia. Neste processo, não se tem adição de água e aditivos, sendo a argila moída apenas por atrito entre seus grãos[2].
A moagem inicia quando a matéria-prima é de-positada em um caixão alimentador e por meio de correias transportadoras é levada ao moinho de mandíbula, e, em seguida ao moinho destor-
rador, em continuidade ao processo, passa por um secador rotativo para retirada da umidade da massa. Após seca e com seu tamanho re-duzido pelos moinhos, a massa fica resfriando para que em seguida seja passada por outro moinho, o cow. Depois de passada pelos moinhos acima citados, o material é peneirado e assim, fica pronto para o processo de prensagem. Já o material que não passa pela malha é trans-portado por roscas helicoidais para o moinho de pinos, no qual é moído novamente e só então, passado pela peneira e posteriormente seguindo para a prensagem. É este material - o que não passa pela peneira no primeiro processo - que chamamos de material de retorno, e o que gera o desgaste dos pinos do moinho.
A. Processo cerâmico
B. Moinho de pinos DC2BSegundo Manfredini e Schianchi (2014), o moinho de pinos DC2B, desenvolvido para garantir a máxima confiabilidade, é composto essencialmente por uma carcaça em ferro fundido, com laterais revestidas das quais uma é montada em dobradiça e, portan-to, podendo ser aberta para permitir a inspeção e substituição dos rotores de pinos[3].Os eixos de acionamento e sustentação dos rotores são montados em rolamentos radiais orientáveis, em banho constante de óleo dentro de suportes providos de tampas e labirintos especiais de ve-dação.O motor elétrico no rotor, ao lado da dobradiça, é fixado em uma placa especial adequada para alojá--lo e fixada por dobradiça na parte inferior da fu-
são do moinho. O segundo motor, necessário para a rotação do rotor ao lado da carga, é fixado no chão mediante patins. O movimento da máquina é transmitido aos rotores com rotação contraposta por correias trapezoidais. Em se tratando dos pinos dos moinhos, o fabrican-te de equipamentos industriais Arfran acrescenta informações pertinentes e relevantes sobre o com-ponente: São equipamentos que fazem a moagem por meio de rotores de pinos por força centrífu-ga. É especificada a granulometria do material de acordo com a rotação do moinho. Existem dois tipos de modelos: o de rotor simples (um rotor gira e o outro é fixo); e o de rotor dúplex (ambos os rotores giram), e são encontrados nos modelos MPS (sim-
ples) e MPD (duplex). Os modelos de rotor simples MPS variam no tama-nho de acordo com a quantidade de produção em cinco tipos: MPS0 / MPS1 / MPS2 / MPS3 / MPS4. E os modelos de rotor dúplex variam em relação ao tamanho em: MPD1 / MPD2 / MPD3. A motorização destes moinhos e sua complementação de aces-sórios são variáveis conforme modelo e tamanho. A construção depende de planejamento específico para cada tipo de produção e são utilizadas caixas de alimentação vibratória[4].
Considerando o desenvolvimento da pesquisa, ressalta-se que o moinho utilizado pela empresa Pisoforte Revestimentos Cerâmicos LDTA é o de modelo MPD (Duplex).
C. Desgaste abrasivoCastro (2010) diz que, o desgaste abrasivo é um dos principais tipos de desgastes, sendo ele, o mais intenso e o mais encontrado na prática, responsável por 50 % das causas de falhas das máquinas ou componentes[5].Barros e Mello (2009) dizem que, o desgaste pode ser definido como sendo o dano em uma superfície sólida, envolvendo perda progressiva de massa devido ao contato e ao movimento relativo entre a superfície e o outro material ou outros materiais.
O desgaste abrasivo é o tipo de desgaste de maior ocorrência. É definido como o que ocorre quando partículas duras angulares ou asperidades duras penetram na superfície do metal ou substrato, em relação à qual estão em movimento e, subse-quentemente, remove metal na forma de lascas alongadas, por meio de vários mecanismos que dependem da natureza do sistema. O dano é fre-quentemente descrito como ranhura, entalhe ou goivagem, dependendo de sua severidade.
Uma das classificações mais utilizadas divide o desgaste abrasivo em duas categorias princi-pais: o desgaste abrasivo a dois corpos, no qual as partículas ou asperidades estão rigidamente fixadas em um corpo, possibilitando assim, riscos mais profundos no primeiro corpo; e o desgaste abrasivo a três corpos, no qual as partículas abrasivas estão livres, o que permite o rolamento destas entre os corpos que, consequentemente, permanecem apenas parte do tempo atuando no
31

32 www.tempotecnico.com.br - Edição 153232323232
riscamento da superfície[6].Castro (2010) explica que, a abrasão entre dois corpos - as partículas abrasivas ou asperezas - são animadas de movimento relativo em relação à superfície do material e marcas e riscos são for-
mados paralelamente à direção de deslocamento destas partículas. Já a abrasão entre três corpos, as partículas abrasivas agem como elementos interfaciais entre duas superfícies em movimento relativo. As partículas estão livres na interface,
deformando plasticamente as superfícies de con-tato[5].Para esclarecimento, o desgaste abrasivo que ocorre nos pinos dos rotores do moinho é o do tipo três corpos.
D. Dureza Rockwell [HRC]Segundo Pintaúde (2009), dureza é a capa-cidade do material de resistir à ação de um penetrador duro. Neste método, a carga do ensaio é aplicada em etapas, ou seja, primeiro se aplica uma pré - carga para garantir um contato firme entre o penetrador e o material ensaiado, e depois se aplica a carga do ensaio
propriamente dita.A dureza é expressa pela relação entre força de penetração e a área de contato final entre o penetrador e o material ensaiado, o que re-sulta em dimensões de pressão, tais como N/mm². Pode-se afirmar que o valor de dureza depende fundamentalmente de três variáveis: o
material ensaiado, a geometria do penetrador e a força aplicada[7].Os ensaios de dureza são classificados em três tipos: • Dureza por riscamento• Dureza por choque• Dureza por penetração
E. Dureza Vickers [HV0,1]Sopramo (2007) afirma que a dureza Vi-ckers apresenta um indentador em forma de pirâmide de diamante de base quadra-da, com um ângulo de 136º entre as faces
F. CromagemSegundo Chiaverini (1986) a cromagem é ca-racterizada por um processo de revestimento metálico de forma uniforme e livre de poros, a eletrodeposição ou galvanoplastia forma cama-das superficiais de espessura fina pela deposi-ção de metais como o cromo na superfície do material base. A princípio, a eletrodeposição é um fenômeno inverso ao da corrosão, devido ao fato de que na corrosão um metal é dissolvido na solução, enquanto na eletrodeposição um metal é depositado na peça a partir da solução[9].Colares et. al. (2010) dizem que a galvanoplastia ou eletrodeposição é caracterizada como um processo químico que consiste no depósito de finas camadas de um metal sobre superfícies de corpos metálicos ou não, por meios químicos ou eletroquímicos, a partir de soluções aquosas que contêm metais, tais como o cromo, envol-vendo basicamente uma sequência de banhos
nas etapas de pré-tratamento, de revestimento e de conversão da superfície[10].Siviero (2007) afirma que, a eletrodeposição deve fornecer a um substrato a aderência de depósitos metálicos de forma ideal, de modo que apresente neste, uma série de propriedades físicas, químicas ou mecânicas pré-determina-das. Estes revestimentos são obtidos a partir da redução dos correspondentes íons metálicos, a qual é realizada com o auxílio de energia elétrica. Trata-se, portanto, de um sistema experimental, denominado sistema eletroquímico, no qual se transforma, de forma controlada, energia elétrica em energia química. Sendo assim, são listados os componentes básicos deste sistema: a) Banho eletrolítico (eletrólito): solução que atua como condutor iônico, contendo um sal condutor, um metal a ser depositados em for-ma solúvel, reguladores de PH, aditivos, entre
outros componentes. É importante que o banho eletrolítico seja estável, em um amplo período de tempo, para assegurar a reprodutibilidade do depósito, mesmo em substratos de geometria mais complexa. b) Cátodo: condutor elétrico a ser recoberto, também caracterizado como substrato. Geral-mente, se pode trabalhar com uma grande va-riedade de substratos, em condições que serão escolhidas em função das propriedades e carac-terísticas que previamente foram fixadas para o revestimento. c) Ânodo: também condutor elétrico, que pode ser solúvel (ânodo de sacrifício) ou insolúvel (ânodo inerte); d) Tanque: recipiente inerte que contém os ele-mentos descritos anteriormente; e) Retificador/Transformador: fonte de corren-te contínua[11].
opostas. Quando para o teste se utilizam cargas de 1 a 120 kgf o número da dureza é o mesmo qualquer que seja a carga em materiais ho-
mogêneos, entretanto, para cargas muito pequenas, a dureza Vickers pode variar de uma carga para outra, devendo então, ser mencionada a carga utilizada[8].
MATERIAIS E MÉTODOSPara a realização da análise da pesquisa do presen-te artigo, foram fornecidos pela empresa Pisoforte Revestimentos Cerâmicos LDTA, três pinos croma-dos e três pinos cementados que, foram nomeados
da seguinte maneira: CM1, CM2 e CM3 - os três pinos cementados – e, CR1, CR2, CR3 e - os três pi-nos cromados. A figura 2 ilustra os pinos que foram utilizados como corpos de prova para os ensaios
e análises.Os pinos tem as dimensões de 210mm de compri-mento e 34mm de diâmetro, o pino cromado recebe um revestimento de 0.6 mm.


34 www.tempotecnico.com.br - Edição 1534343434343434
Figura 2: Pinos utilizados para análise. Figura 4: Espectrômetro ICP.Figura 3: Microscópio utili-zado para análises.
Os corpos de prova, tanto o cromado como o cementado, primeiramente passaram por um ensaio de Dureza Rockwell C [HRC], utilizando o penetrador de cone de diamante com carga de 150kgf, realizado no laboratório situado na Faculdade SATC. Ensaios estes, realizados com a utilização do durômetro indicado na figura 5. Foi realizada medição de microdureza em seis pontos distintos dos corpos de prova. Os pon-tos foram realizados do extremo da superfície em direção ao centro todos com espaçamentos entre eles de 0,1mm chegando-se ao valor total de profundidade medida de 0,6mm. A carga apli-cada durante o ensaio foi de 100g, caracterizado pela expressão [HV0,1]. Em seguida os pinos
foram pesados em uma balança de precisão Gehaka BG1000, carga mínima de 0,50g e má-xima de 2000g com três casas após a vírgula. Após ter sido tomado nota de suas respectivas massas, os pinos foram colocados para realizar
a moagem da argila no moinho de pinos “dois” (Figura 6), da empresa Pisoforte, que possui quatro moinhos similares (figura 7). Assim, po-dendo ser obtido um resultado real da prática do desgaste ocorrido.
Figura 6: Moinho de Pinos 2.Figura 5: Durômetro.
Para a caracterização dos corpos de prova, fo-ram realizados ensaios de microscopia, onde o objetivo é de verificar a morfologia do material, para a realização das imagens foi utilizado um microscópio ótico Olympus BX51M (figura 3) e nas
amostras foi realizado o processo de lixamento e polimento e seguido do ataque químico com re-agente Nital 2%, para revelar a microestrutura do substrato. Visando uma análise da composição química dos corpos de prova, foi realizado o en-
A figura 7 indica a localização dos moinhos da empresa Pisoforte, onde uma das máquinas foi selecionada para realização dos testes.Estes pinos são fixados em rotores por meio de arcos fabricados em chapas de aço SAE 1020 e presos por intermédio de parafusos de cabeça cilíndrica chanfrada com sextavado interno
saio com o aparelho de espectrometria por difra-ção, onde o mesmo analisa de forma quantitativa os elementos que constituem o material dos pinos. A figura 4 mostra o equipamento utilizado para a análise química.
Figura8: Rotores do Moinho de Pinos.Figura7: Linha de Moagem.
(Allen) M10x40mm. O rotor maior trabalha com 68 pinos e o menor com 54. Foram colocados os seis pinos testes no rotor menor para avaliar a durabilidade dos mesmos em uma situação real de trabalho como ilustra a figura 8.Após trabalho de 96 horas, os pinos foram re-tirados para a caracterização do desgaste do
material. A caracterização fora realizada pela pesagem, para a verificação de quantas gramas cada pino perdeu.Utilizou-se também, a Equação 1 para a quan-tificação da taxa de desgaste abrasivo do pino cementado e do pino cromado, determinada a partir da perda de volume.


36 www.tempotecnico.com.br - Edição 1536363636363636
Q’ = Taxa volumétrica de desgaste abrasivo (mm³/m);Mi = Massa inicial da amostra (g)Mf = Massa final da amostra (g)ρ = Densidade do revestimento (g/cm3).
Foram feitos corpos de prova (figura 9) com dois pinos retirados do moinho, um cromado e outro cementado, para realizar ensaio de microdureza, análise metalográfica e em seguida composição química.
Figura 9: Corpos de Prova cortados transversalmente.
Foi realizado medição de dureza Vickers em seis pontos distintos dos corpos de prova, os pontos foram realizados do extremo da superfície em direção ao centro todos com espaçamentos entre
eles de 0,1mm chegando-se ao valor total de pro-fundidade medida de 0,6 mm. A carga aplicada du-rante o ensaio foi de 100g, caracterizado pela ex-pressão [HV0,1]. O intuito da realização do ensaio
desta forma de medição é de gerar um perfil de dureza onde pode ser obtido variações de valores de acordo com o processo de tratamento térmico ou de aplicação de revestimento de Cromoduro.
RESULTADOSA figura 10 mostra o resultado da análise micrográfica do corpo de prova, onde revela a morfologia do núcleo dos pinos onde pode ser percebido uma estrutura alveolar e com a presença de perlita e ferrita bem evidentes, caracterizando uma estrutura de um aço reco-zido e sem elementos de liga em quantidades que influenciem na formação desta morfologia.A figura 11 apresenta a morfologia dos pinos onde foi aplicado o processo de cementação e endurecimento por têmpera a óleo. A presença de uma estrutura não alveolar é evidenciada,
Figura 11: Metalografia do Corpo de Prova Cementado. Figura 12: Metalografia do Corpo de Prova Cromado.Figura 10: Metalografia do Centro do Corpo de Prova.
ceber até onde exatamente vai esta camada, a figura nos mostra que há um escorregamen-to da linha do cromo em direção à região do substrato que é devido à usinagem do pino, o operador, propositalmente, deixa um acaba-mento ruim para aderir melhor a cromagem e este acabamento já deixa a superfície com uma dureza mais elevada, pode ser evidenciado pela diferença de contorno de grão entre a região de fronteira com o cromo e os formatos dos grãos à medida que se aproximam do núcleo do corpo de prova.
porém a presença de estrutura martensítica é evidenciada, pelo formato de agulhas de toda a figura 11.Este formato de grãos em “ripas” proporciona uma elevada resistência mecânica ao material podendo ser percebida pela medição de dure-za.A finalidade da análise metalográfica foi de vi-sualizar irregularidades nos corpos de prova, principalmente na região onde foi solicitada pelo desgaste dos pinos. A parte mais clara da figura 12 é a camada de cromo e podemos per-
Equação 1


38 www.tempotecnico.com.br - Edição 1538383838
A figura 13 mostra exatamente o formato da indentação realizado no corpo de prova cemen-tado, quanto maior for este losango menor será a dureza do material, quando a impressão for realizada com mesma carga em todos os en-saios de geração do perfil de dureza.A figura 14 mostra a indentação na região cro-mada menor que na região sem cromo, indican-do um valor maior de dureza onde a impressão foi menor. Essa figura não revelou contorno de grão da região cromada devido ao alto percen-
de dureza nos pinos cromados não variam tan-to quanto nos pinos cementados, essa variação fica em 1 HRC nos pinos cromados e chega a 5 HRC nos pinos cementados. A partir do ensaio, e, juntamente com os re-sultados da pesagem dos corpos de prova, percebe-se que a resistência ao desgaste abrasivo do pino cromado é superior a do pino cementado. A perda de massa dos pinos, após trabalharem 96 horas, é mostrada na tabela II.
tual de cromo deste revestimento e a aplicação do reagente Nital não ser o indicado para este tipo aplicação.Os resultados do ensaio de dureza Rockwell C podem ser vistos no grafico1, onde pode ser percebido por análise direta de comparação entre os corpos de prova submetidos ao ensaio.No gráfico 1, é apresentado que a dureza nos pinos cromados é superior, chegando a 59 HRC, enquanto a maior dureza no pino cementado é de 47 HRC. É possível perceber que os valores
38383838383838
Figura 14: Microdureza do Corpo de Prova Cromado.Figura 13: Microdureza do Corpo de Prova Cementado.
Tabela II – Pesagem dos pinos.
Tabela I – Composição química.
A composição química dos materiais feita com um Espectrômetro por Difração aparece na tabela I.Pode ser percebido que o aço ABNT 1020 que
desta penetração não pode ser evidenciada pela espectrometria de difração, desta forma tornando-se viável a caracterização deste material pela microdureza.
foi realizado o processo de acréscimo de elemento de liga, no caso em questão o car-bono, realmente revela a presença deste em maior quantidade, entretanto a profundidade

www.tempotecnico.com.br - Edição 15 39
Gráfico 1: Dureza dos Pinos.
Para base de cálculo foram utilizadas as massas iniciais e finais dos pinos CM1 e CR1. Considerando a densidade do pino em 7,61 g/cm³, massa inicial 1.546,105g e massa final 1.200,525g para o pino CM1, massa inicial
Sendo assim, evidencia-se que a diferença de peso dos corpos de prova cromados foi menor, em virtude de sua elevada dureza em relação aos corpos de prova cementados. Com o ensaio de durezaVickers realizado no corpo de prova cromado, foram obtidos os resultados conforme demonstrativo da tabela III, a qual também indica os valores de dureza [HV0,1], conforme escala, e valor da carga aplicada que foi de 100g.Para entendimento, os três primeiros pontos mostrados na tabela III são as durezas na
superfície cromada e, os três últimos são as durezas na parte sem cromo (substrato). Pode-se perceber que os valores da dureza na superfície cromada são bem próximos, en-quanto os valores de dureza no substrato vão diminuindo na medida em que a leitura é feita mais ao centro do corpo de prova.O ensaio de dureza Vickers no corpo de pro-va tratado apresenta os seguintes resulta-dos obtidos e indicados na tabela IV, sendo gerado um valor médio de dureza da região tratada.
1.543,220g e massa final 1.341,105g para o pino CR1. Assim, com a aplicação da Equação 1, que de-termina a taxa de volume removido, pode-se chegar aos seguintes valores:

40 www.tempotecnico.com.br - Edição 154040404040
Tabela III Dureza Vickers (HV0,1) Corpo de prova cromado.
Tabela IV Dureza Vickers (HV0,1) Corpo de prova tratado.
Os resultados na tabela IV mostram que a dureza não varia muito entre a superfície e o núcleo do corpo de prova, indicando que ocorreu um trata-mento térmico homogêneo na superfície analisada. Porém os valores são menores do que os do corpo de prova cromado, onde a presença do cromo gera um aumento significativo de dureza, por consequ-ência aumenta a resistência ao desgaste por abra-são, ou por outro tipo de desgaste sem a presença de choques. Caso ocorressem choques durante o ensaio, possivelmente a presença de microtrincas ou fissuras seria evidenciada, fragilizando desta forma o substrato dos pinos cromados.
A empresa Pisoforte forneceu um relatório de gastos com pinos e custo unitário dos mesmos, e foi feito uma perspectiva da economia alcançada, contando com um aumento próximo a 130% na du-rabilidade, de três dias para 7. Como mostrado na
tabela V, a economia gerada com a troca dos pinos será de mais de R$ 100.000,00 por ano. Sendo que este valor poderá ser investido em novos equipa-mentos, bem como na melhoria dos equipamentos que a empresa já possui.
Tabela V – Consumo anual de pinos.
CONCLUSÃOA microscopia nos possibilitou verificar a morfo-logia e revelou a microestrutura dos corpos de prova.O Espectrômetro foi de grande importância, pois através dele consegue-se a composição química dos pinos. A dureza do material, medida através do Durômetro, revelou a superioridade do Cromo Duro nesta aplicação. A microdureza nos forne-ceu medições mais detalhadas dos corpos de prova.O teste prático realizado no moinho de pinos foi
de grande valia para nos mostrar o resultado em situação real de trabalho. Com os resultados dos ensaios obtidos, foi possí-vel verificar e comprovar um aumento considerá-vel na vida útil dos pinos revestidos com Cromo Duro, e com isso, a economia pretendida será alcançada.O desgaste abrasivo mostrou-se presente nos ensaios e desta forma torna-se importante, cada vez mais conhecer os mecanismos de desgaste em superfícies, podendo assim reduzir custos
com materiais inteiriços de alto valor, podendo serem substituídos por materiais menos “no-bres” com revestimentos que atendamas exigên-cias pretendidas.Partindo do pressuposto do estudo realizado para a utilização de cromagem em pinos, garante-se que, pinos de alto custo não revestidos de cro-mo, podem ser substituídos por materiais menos “nobres” desde que, se utilize um revestimento que atenda às exigências pretendidas, no caso, o revestimento proposto e analisado: a cromagem.
REFERÊNCIAS BIBLIOGRÁFICAS[1] DAROLT, Radamés et al. Estudo do Efeito do Tempo no Rendimento da Moagem Via Seca. Cerâmica Industrial.3 f. Artigo – Universidade do Extremo Sul Catarinense. Departamento de Engenharia de Materiais. Criciúma, Mai./Jun.2010.[2] FRANCO, Ana Lúcia Costa. Revestimentos Cerâmicos de Fachada: Composição, Patologias e Técnicas de Aplicação. 2008. 80 f. Monografia – Universidade Federal de Minas Gerais. Escola de Engenharia. Departamento de Engenharia de Materiais e Construção, Belo Horizonte, 2009.[3] MANFREDINI e SCHIANCHI. Fabricante de Equipamentos de Moagem. Disponível em: www.manfredinieschianchi.com. Acessado em: 27 mar. 2014.[4] MÁQUINAS ARFRAN. Moinho de Pinos. Disponível em: www.maquinasarfran.com.br/moinhodepinos.html Acessado em: 27 mar. 2014.[5] CASTRO, Cristóvão A. Ferreira. Resistência ao Desgaste Abrasivo de Trator de Esteira após Processos de Recuperação. 2010. 73 f. Dissertação (Mestrado) – Universidade Tecnológica Federal do Paraná. Programa de Pós-graduação em Engenharia Mecânica e de Materiais, Curitiba, 2010.[6]BARROS, Murilo Borges. MELLO, José D. Biasoli. Análise Quantitaviva do Mecanismo de Desgaste Predominante em Ensaios de Desgaste Abrasivo. 2009. 16 f. Dissertação - Universidade Federal de Uberlândia. Laboratório de Tribologia e Materiais. 2009.[7] PINTAÚDE, Giuseppe. Análise dos Regimes Moderado e Severo de Desgaste Abrasivo Utilizando Ensaios Instrumentados de Dureza. 2002. 200 f.Tese (Doutorado) – Escola Politécnica da Universi-dade de São Paulo, São Paulo. 2002[8]SOPRANO,Valéria. Estudo de parâmetros para ensaios de microdureza em amálgama de prata, resina composta, dentina e esmalte bovinos. 2007. 140 f. Dissertação – Universidade de São Paulo. [9]CHIAVERINI, Vicente. Tecnologia Mecânica. Vol. I, II e III. 2ªed. São Paulo: Person Education do Brasil, 1986.[10]COLARES, Carla J; SANTANA, Eli José; ACOLARES, Emileni C. G.; COSTA, Orlene. Estudo de caso do tratamento de efluentes líquidos gerados no processo de galvanoplastia. Anais do VIII Seminário de Iniciação Científica e V Jornada de Pesquisa e Pós-Graduação – Universidade Estadual de Goiás, 10 a12 de nov. de 2010. Disponível em: www.prp.ueg.br/sic2010/apresentacao/trabalhos/pdf/exatas _terra/jornada/estudo_de_caso.pdf. Acesso em: 08 mar. 2014.[11]SIVIERO FILHO, Carlos Alberto. Tratamento superficial de peças estruturais sinterizadas à base de ferro. 2007. Tese (Doutorado em Engenharia Mecânica) – Faculdade de Engenharia Mecânica, Universidade Estadual de Campinas, Campinas, 2007.


42 www.tempotecnico.com.br - Edição 15424242424242
TECNOLOGIA INOVADORA PARA INDÚSTRIA DE CERÂMICAEmpresas do setor cerâmico investem em tecnologia de informação para crescer no mercado
A inovação e o conhecimento são os princi-pais fatores que definem a competitividade e o desenvolvimento de uma empresa. Esta crescente competição entre os processos produtivos tem se tornado cada dia mais im-portante no atual processo de globalização, onde há a necessidade de introduzir eficien-temente uma empresa no mercado. Sabendo disso, fica cada vez mais evidente que o uso de tecnologias de informação e comunicação tem levado as empresas a cen-trar suas estratégias no desenvolvimento de capacidade inovativa, o que significa adquirir informações, transformá-las em novos co-nhecimentos, promover a mudança tecnoló-gica e obter novos produtos.O rápido desenvolvimento e uso amplo das tecnologias de informação e de comunicação têm um papel fundamental nesta mudança. Ao mesmo tempo, a parceria entre empresas e a montagem de redes industriais têm marcado o processo inovativo.Foi pensando nesse nicho de mercado, que a empresa Flyever, fundada em 1993, de São Carlos (SP), desenvolveu uma tecnologia inovadora para atender o setor cerâmico. A empresa, pioneira neste sistema, desenvol-veu todo o projeto, desde instrumentos e sof-twares, dando uma autonomia muito grande e segurança no que fazem. A Flyever investe U$ 40.000,00 em P&D (Pesquisa e Desenvolvimento) para o setor cerâmico todos os anos. Isso possibilita a empresa fornecer excelentes produtos para este mercado, atendendo todo o Brasil e tam-bém o exterior.O sistema desenvolvido pela Flyever é o FE--LINK, um conversor de comunicação por rádio frequência, que tem a função de fazer a interface dos aparelhos com o conversor
FE85G4-RF, um conversor de comunicação USB. Ele tem a função de fazer a interface dos equipamentos industriais com o computador do escritório, em um raio de aproximadamen-te 300 metros. O computador vai concentrar todas as informações vindas da fábrica e es-tas informações poderão ser acessadas, de qualquer lugar, pelo celular.O funcionamento é simples e necessitam ape-nas do computador, do NoBreak (equipamento onde é ligado o computador e mantém os apa-relhos ligados em caso de falta de energia) e da internet. Cada instrumento ou conjunto de instrumen-tos estão ligados à uma antena, chamada de link. Esses links recebem a solicitação da central, verificam se o instrumento respon-sável pela informação solicitada está acopla-do a ele e via RF (rádio frequência) devolve a informação. A duração dessa transação é em torno de 200ms (0,2 segundos). Existem duas frequências básicas para esse tipo de trans-missão e a Flyever tem os aparelhos para trabalhar em ambas, respeitando as faixas estabelecidas pela Anatel. Segundo a empresa esta tecnologia é de fácil utilização e indica o funcionário mais instruí-
do no meio digital para operar o sistema, não necessitando de treinamento. Em alguns ca-sos, um treinamento formal pode ser feito in loco ou remotamente.Como o sistema integra toda a cerâmica, provavelmente o retorno mais rápido será na economia de combustível utilizada para a queima, retorno obtido em curto prazo. E não possui custo de manutenção, apenas se o cliente quiser aumentar a abrangência em relação ao projeto inicial. A Flyever desenvolve também projetos per-sonalizados, além dos projetos específicos homologados, que são entregues e instalados em até dez dias. Empresas que já possuem este sistema aprovam e contabilizam resul-tados.
G E S T Ã O


44 www.tempotecnico.com.br - Edição 1544444444444444444444444444
NR 33 TRABALHOS EM ESPAÇOS CONFINADOS Devido ao número de acidentes de trabalho nos espaços confinados, a NR-33 – Seguran-ça e Saúde nos Trabalhos em Espaços Confi-nados, foi publicada em dezembro de 2006, preenchendo a lacuna na legislação de SST (Segurança e Saúde no Trabalho).Entretanto, o seu entendimento é limitado por parte dos empregadores e trabalhadores, o que dificulta o adequado reconhecimento dos riscos e a adoção de medidas que possam garantir a entrada e o trabalho seguro nos espaços confinados, além da proteção do pa-trimônio das empresas. A capacitação permanente dos colaboradores
e as ações de prevenção são muito importan-tes para que ocorra a diminuição constante do quadro de acidentes de trabalho. Por isso é importante implantar planos de emergência que ajudam a evitar os acidentes durante os trabalhos, reduzindo os prejuízos patrimo-niais e, principalmente a perda de vidas, bem como danos morais, sociais, psicológicos e ambientais.A Norma Regulamentadora Nº 33 - SEGU-RANÇA E SAÚDE NOS TRABALHOS EM ESPAÇOS CONFINADOS – aprovada pela Portaria MTE Nº 202, de 22/12/2006, foi publicada no DOU de 27/12/2006.
Esta Norma tem como objetivo estabelecer os requisitos mínimos para identificação de espaços confinados e o reconhecimento, ava-liação, monitoramento e controle dos riscos existentes, de forma a garantir permanen-temente a segurança e saúde dos trabalha-dores que interagem direta ou indiretamente nesses espaços.Emissões de equipamentos, vazamentos de produtos perigosos, exaustão de gases, con-tato com linhas de força energizadas, rom-pimento de tubulações subterrâneas, tráfego de animais, pessoas e veículos, chuvas e ven-tos, entre outros riscos, devem ser avaliados.
S A Ú D E E S E G U R A N Ç A


46 www.tempotecnico.com.br - Edição 1546464646464646
CARACTERÍSTICAS DOS ESPAÇOS CONFINADOS- O ambiente não prevê ocupação humana contínua;- As aberturas para entrada e saída são res-tritas, limitadas, parcialmente obstruídas ou providas de obstáculos que impeçam a livre circulação dos trabalhadores;- A movimentação no seu interior é muitas ve-zes difícil, podendo ocorrer o aprisionamen-
to do trabalhador devido a complexidade da geometria, como planos inclinados, paredes convergentes, pisos lisos, seção reduzida e outras;- A ventilação natural inexiste ou é deficiente; - A ventilação existente é insuficiente para remover contaminantes (gases, vapores, po-eiras, névoas ou fumos);
- O percentual de oxigênio pode ser inferior ou superior aos limites legais;- Poluentes tóxicos e inflamáveis e/ou explo-sivos podem ser encontrados no seu interior;- Fontes de energia potencialmente nocivas podem estar presentes;- O risco de ocorrência de acidente de traba-lho ou de intoxicação é elevado.
RESPONSABILIDADES DO EMPREGADORO empregador deve indicar, por escrito, um Responsável Técnico pelo cumprimento da NR-33, que poderá efetuado por empresa, estabelecimento ou unidade. O Responsável Técnico é o profissional habi-litado para identificar os espaços confinados e elaborar as medidas técnicas de prevenção – administrativas, pessoal, de emergência e resgate. Ele deve ter conhecimento e experiência no
assunto, conhecer os espaços confinados existentes na empresa e os seus respectivos riscos, ter capacidade para trabalhar em grupo e tomar decisões.As atribuições do Responsável Técnico in-cluem, entre outras: Identificar os espaços confinados; elaborar e coordenar a gestão de segurança e saúde; definir medidas para isolamento e sinaliza-ção; estabelecimento de critérios para sele-
ção e uso de todos os tipos de equipamentos e instrumentos, bem como a avaliação perió-dica do programa para trabalho em espaços confinados.Para cumprir suas atribuições legais, o Res-ponsável Técnico deve possuir autoridade para propor e executar ações que evitem a ocorrência de acidentes, devendo a empresa disponibilizar recursos humanos, materiais e financeiros para este fim.
DIREITOS DO TRABALHADOROs trabalhadores devem participar da gestão de segurança e saúde dos espaços confinados, submetendo-se a exames médicos específicos, participando dos programas de capacitação e utilizando os Equipamentos de Proteção Indivi-dual (EPIs) e os Equipamentos de Proteção Cole-tiva (EPCs) - oferecidos pelo empregador.
Os trabalhadores autorizados devem comuni-car vazamentos, contaminações, presença de energias potencialmente nocivas, rompimento de tubulações, variações climáticas e outras situações de risco aos Vigias e Supervisores de Entrada. Assim, será possível adotar medidas de prote-
ção ou interromper a atividade, evitando aciden-tes de trabalho ou doenças ocupacionais graves.Quando houver revezamento ou substituição de equipe de trabalho, a equipe que sai do espaço confinado deve comunicar à que entra as ativi-dades desenvolvidas e as condições ambientais existentes no seu interior.
RISCOS
Ruído, calor, radiações não ionizantes e umidade são encontrados com frequência nos espaços confinados. O nível de pressão sonora muitas vezes provoca efeitos indesejáveis pela sua re-flexão nas paredes e teto do espaço confinado.O calor é intensificado pela circulação reduzida do ar, aquecimento de superfícies e equipamen-
tos no interior do espaço confinado e radiação solar constante.As radiações não ionizantes, como a infraverme-lha e a ultravioleta, estão presentes em inten-sidades elevadas nas operações de soldagem. O risco ao trabalhador é aumentado devido à dificuldade para instalar biombos.
A umidade ocorre devido à dificuldade para a re-tirada de líquidos do espaço confinado, cujo nível do piso muitas vezes é inferior ao nível do lençol freático, podendo encharcar o uniforme e botas do trabalhador, nas atividades realizadas em galerias, tanques, poços subterrâneos, praça de máquinas, entre outros.
Riscos Físicos
A presença de contaminantes e a defici-ência de oxigênio (O2) podem provocar a intoxicação, asfixia (simples ou química) e,
eventualmente, a morte dos trabalhadores. Os contaminantes (aerodispersóides, gases ou vapores) podem ser gerados pelas subs-
tâncias armazenadas, pela decomposição de matéria orgânica, por vazamentos, ou pela atividade desenvolvida no espaço confinado.
Riscos Químicos


48 www.tempotecnico.com.br - Edição 15
Espaços confinados possuem condições propí-cias para a proliferação de microorganismos e algumas espécies de animais, em virtude da umidade alta, iluminação deficiente, água estag-nada e presença de nutrientes. Ratos, morcegos, pombos e outros animais que possuem acesso fácil a espaços confinados, e os utilizam como abrigo contra seus predado-res, são vetores de doenças transmissíveis ou hospedeiros intermediários. Cobras, insetos e
outros artrópodes podem provocar intoxicações e doenças. As poeiras presentes nos espaços confinados podem conter material biológico potencialmente patogênico, pela presença de excrementos, uri-na, saliva e demais fluidos orgânicos provenien-tes desses animais.Vírus, bactérias e fungos podem provocar do-enças, tais como: Hepatite (doença no fígado causada pelo vírus da hepatite); Tétano - doença
causada pela bactéria Clostridium tetani, pre-sente no solo, em fezes de animais ou humanas; Leptospirose - causada pela bactéria Leptospi-ra presente na urina de ratos; Criptococose - causada pelo fungo Cryptococcus neoformans, presente nos excrementos de pombos; - His-toplasmose - causada pelo fungo Histoplasma capsulatum, presente nos excrementos de mor-cegos; Raiva - causada pelo vírus presente na saliva de animais.
Riscos Biológicos
O uso de motores à combustão é proibido em espaços confinados, pois geram dióxido de carbono (asfixiantes simples) e monóxido de carbono (asfixiante químico), que podem formar uma atmosfera imediatamente Peri-gosa à Vida e à Saúde (IPVS), e a ventilação geral normalmente não é capaz de diluir os
contaminantes gerados em grandes concen-trações.A oxidação normal de estruturas metálicas, a presença de bactérias, as operações que envolvam chamas abertas, a liberação ou for-mação de asfixiantes simples como o Argônio,Nitrogênio, Metano e Dióxido de Carbono e o
consumo de ar pelos trabalhadores dentro do espaço confinado são alguns dos processos que também diminuem o percentual de O2 no seu interior.A descontaminação do espaço confinado é crucial para a liberação dos trabalhos no seu interior.
O acesso e a movimentação no espaço con-finado são muitas vezes difíceis em razão do tamanho das aberturas de entrada e da sua geometria.
A iluminação é geralmente deficiente e algu-mas atividades exigem esforços excessivos e posturas desconfortáveis.Medidas como revezamento entre Vigias e
Trabalhadores Autorizados, organização do trabalho para evitar entradas e saídas des-necessárias e renovação continuada do ar dão bons resultados.
Riscos Ergonômicos
Incluem trabalho em altura, instalações elétricas inadequadas, contato com superfícies aquecidas, maquinário sem proteção, impacto de ferramen-
tas e materiais, inundação, superfícies inclinadas, desabamento, e formação de atmosfera explosi-va, que podem causar quedas, choques elétricos,
queimaduras, aprisionamento e lesão em membro ou outra parte do corpo, afogamento, engolfa-mento, asfixia, incêndio e explosão.
Riscos Mecânicos
Referência Bibliográfica: Guia Técnico da NR 33 (Ministério do Trabalho e Emprego, 2013)
48484848484848


50 www.tempotecnico.com.br - Edição 155050505050505050
59º CONGRESSO BRASILEIRO DE CERÂMICA Evento acontece entre os dias 17 e 20 de maio, no Prodigy Beach Resort & Conventions Aracaju, no município de Barra dos Coqueiros, em Sergipe
O objetivo do evento, que é o mais antigo e im-portante do setor cerâmico brasileiro, é promo-ver a interação dos diversos setores envolvidos com o meio cerâmico (Instituições de Ensino e Pesquisa, Indústrias fabricantes de Produtos Cerâmicos e Fornecedores de Matérias-Primas, Equipamentos e Insumos) para discutirem os úl-timos avanços e acontecimentos do setor.O evento, promovido pela Metallum (empresa es-pecializada em Eventos Técnicos e Científicos), tem um caráter amplo, onde serão debatidos temas de interesse para os diversos segmentos cerâmicos por renomados especialistas do país e do exterior, trazendo apresentações de tra-balhos técnicos, palestras e painéis, abordando de forma específica ou abrangente, aspectos relacionados ao desenvolvimento nacional e internacional dos materiais cerâmicos, além de promover minicursos e oficina de decoração.Os trabalhos técnico-científicos irão envolver as seguintes áreas ou assuntos: Matérias-Primas; Síntese de Pós; Cerâmica Vermelha; Cerâmica
Branca; Revestimento Cerâmico; Gesso e Ci-mento; Refratários/Isolantes Térmicos; Vidros e Vitrocerâmicos; Cerâmica Termo-Mecânica; Cerâmica Eletroeletrônica/Magnética, Biocerâ-mica; Reciclagem e Meio Ambiente; Arte e De-sign; Esmaltes/Fritas/Corantes; Ceramografia;
Processamento; Nanotecnologia; Educação em Materiais Cerâmicos e Compósitos.Paralelamente ao Congresso, ocorre uma Feira onde as empresas e instituições de ensino e pesquisa têm a oportunidade de divulgar seus produtos e serviços.
E V E N T O