Embed Size (px)
Citation preview

UNIMAR
CRISTIANE BORSSOE DUARTE
ESTUDO DA SUBSTITUIÇÃO DAS TELAS DAS CENTRÍFUGAS CONTÍNUAS EM RELAÇÃO À PRESENÇA DE CRISTAIS E PUREZA DO MEL FINAL
MARÍLIA 2012

CRISTIANE BORSSOE DUARTE
ESTUDO DA SUBSTITUIÇÃO DAS TELAS DAS CENTRÍFUGAS CONTÍNUAS EM RELAÇÃO À PRESENÇA DE CRISTAIS E PUREZA DO MEL FINAL
Trabalho de Conclusão de Curso apresentado á
Universidade de Marília como requisito parcial
para a conclusão do curso de graduação em
Engenharia de Alimentos sobre orientação da
Prof. Dr. Patricia Miranda Brusantin Iglezias.
MARÍLIA 2012

CRISTIANE BORSSOE DUARTE
ESTUDO DA SUBSTITUIÇÃO DAS TELAS DAS CENTRÍFUGAS CONTÍNUAS EM RELAÇÃO À PRESENÇA DE CRISTAIS E PUREZA DO MEL FINAL
Trabalho de Conclusão de Curso apresentado à Universidade de Marília como
requisito parcial para a conclusão do curso de Bacharelado em Engenharia de
Alimentos sob orientação da Profª. Drª. Patricia Miranda Brusantin Iglezias.
Aprovado pela Banca Examinadora em: _06_/ 06_/ 2012_
________________________________________
Profª. Drª. Patricia Miranda Brusantin Iglezias
Orientadora
________________________________________
Prof.Dr. José Arnaldo Duarte
__________________________________________
Profª. Ms.Maria Lízia Queiroz Pinto

DEDICATÓRIA
A Deus pela oportunidade e coragem.
A meus pais, pelo exemplo de vida, simplicidade e persistência.
A meu esposo por todo amor, compreensão, paciência e incentivo.

AGRADECIMENTOS
A Deus por estar ao meu lado e nunca desistir de mim;
Aos meus pais, Antonio e Cleonice, por orientar e inspirar meus passos ao longo da
vida;
A Renato, esposo e companheiro durante estes anos de estudo;
A todos meus amigos, companheiros dessa jornada que me apoiaram e me
incentivaram nos momentos difíceis;
Aos colaboradores da empresa Raízen Tarumã S.A, pelas lições ensinadas e pela
colaboração neste trabalho, sendo sua participação fundamental para que essa
etapa fosse concluída;
Ao Engenheiro Químico Lucas Bombach pela orientação, dedicação, inspiração e
exemplo;
A orientadora Profª. Drª. Patricia Miranda Brusantin Iglezias pelos conhecimentos
a mim transmitidos durante a vida acadêmica e orientação na condução deste
trabalho;
Aos professores de Engenharia da Unimar, pelo exemplo de persistência, afinco e
dedicação a fim de transmitir todos os conhecimentos para a minha formação.
Obrigado a todos!

“Uma caminhada de mil milhas começa sempre com um primeiro passo.”
Lao Tse

RESUMO
Diversos fatores influenciam na perda de açúcar no mel final em centrífugas
contínuas. Estes fatores incluem, taxa de separação, adição de água e vapor,
distribuição do tamanho dos cristais e tamanho da abertura das telas. Este trabalho
trata o controle das perdas devido a mudanças nos tamanhos das aberturas das
telas e sua relação com a pureza do mel final e presença de cristais no mesmo.
A perda de açúcar com a saída de mel final por centrifugação aumenta com
a dilatação das aberturas da tela, resultado da corrosão, desgaste e estiramento da
tela. O valor desta perda extra de açúcar deve ser equilibrado com o custo de
substituição de novas telas. Existe um tempo ótimo econômico para substituição de
tela (a vida econômica da tela) o qual minimiza o total dos custos e justifica sua
troca. Este critério é avaliado em termos de perda extra de açúcar e esta por sua
vez, está relacionada ao aumento da pureza do mel final, tamanho da abertura da
tela e a presença de cristais no mel como forma de identificar o desgaste da
mesma.
Este estudo mostra que telas devem ser substituídas aproximadamente todo
mês, ou quando o aumento de pureza crescer uma unidade. Isto pode ser
monitorado por analises de purezas periódicas e pela verificação de presença de
cristais no mel final. Sugere-se, portanto, que economias significativas podem ser
feitas através de monitoramento adequado, registrando e controlando esses
parâmetros em um programa de substituição de tela apropriado.
Palavras chaves: Mel Final, Recuperação de Fábrica, Centrífugas Contínuas

ABSTRACT
Several factors influence the sugar loss in final molasses in continuous
centrifuges. These factors include, rate of separation, adding water and steam, the
distribution of crystal size and aperture size of the screens. This work is the loss of
control due to changes in the sizes of the openings of the screen and their
relationship to the purity of the final molasses and the presence of crystals thereon.
The loss of sugar with the output of final molasses by centrifugation increases
with the expansion of the openings of the screen, resulting from corrosion, wear and
stretch the value of this loss teal. O extra sugar must be balanced against the cost
of replacement of new screens. There is a great economic time to replace the
screen (the economic life of the screen) which minimizes the total costs and justify
your return. This criterion is evaluated in terms of loss of sugar and this extra turn, is
related to increase the purity of the final molasses, screen aperture size and the
presence of crystals in children in order to identify the wear thereof.
This study shows that screens must be replaced about every month, or when
the increase in purity grow a unit. This can be monitored by periodic analysis of
purity and for checking the presence of crystals in the final molasses. It is suggested
therefore that significant savings can be made through proper monitoring, recording
and controlling these parameters on a screen replacement program appropriate
Keywords: Final Molasses, Produces Retrieval, Continuous Centrifuges

LISTA DE FIGURAS
Figura 1. Componentes Básicos Cana de Açúcar ...................................................19
Figura 2. Mapa Plantações Cana-de-açúcar............................................................20
Figura 3. Movimento da massa cozida no interior de um tacho de cozimento Fonte
Sead:UFSCar...........................................................................................................28
Figura 4. Curva de Supersaturação – Sacarose Pura Fonte : Esalq-USP...............29
Figura 5. Cozimento duas massas Fonte: Sead: UFSCar........................................30
Figura 6. Centrifuga Continua. Fonte : Texas Industrial...........................................34
Figura 7. Relação Temperatura Água x Pureza Mel Final........................................44
Figura 8. Relação Abertura de Tela, Vazão De Água, Carga X Pureza do Mel
Final..........................................................................................................................44
Figura 9. Monitoramento Parâmetros – Pureza Mel Final x Troca de Tela-Situação
1................................................................................................................................47
Figura 10. Gráfico Monitoramento Parâmetros – Pureza Mel Final x Troca de Tela
Situação 1.................................................................................................................47
Figura 11. Gráfico Monitoramento Parâmetros – Pureza Mel Final x Troca de Tela
Situação 2.................................................................................................................48
Figura 12. Gráfico Monitoramento Parâmetros – Pureza Mel Final x Troca de Tela
Situação 3.................................................................................................................49
Figura 13. Gráfico Monitoramento Parâmetros – Pureza Mel Final x Troca de Tela
Situação 4.................................................................................................................50

LISTA DE TABELAS
Tabela 1. Evolução da produção da cultura de cana-de-açúcar no Brasil de 2005 a
2010..........................................................................................................................22
Tabela 2. Descrição dos testes para Padronização do Funcionamento das
Centrifugas Continuas..............................................................................................41
Tabela 3. Resultado dos Testes para Padronização do Funcionamento das
Centrífugas Contínuas.......................................................................................................43

LISTA DE ABREVIATURAS E SIGLAS
Mx = Massa Xarope
Ma= Massa Açúcar
Mmf= Massa Mel Final
Bx = Brix Xarope
Bmf= Brix Mel Final
Px = Pureza Xarope
Pa = Pureza Açúcar
Pmf = Pureza mel Final
IAA- Instituto Açúcar e Álcool
EMBRAPA - Empresa Brasileira de Pesquisa Agropecuária
CTC – Centro Tecnologia Canavieira
Brix = Porcentagem Sólidos Solúveis em uma Solução
Pol = Porcentagem em massa de sacarose aparente contida em uma solução
açucarada de peso normal determinada pelo desvio provocado pela solução no
plano de vibração da luz polarizada.
Pureza = Porcentagem de Sacarose contida nos Sólidos Solúveis

LISTA DE ANEXOS
Anexo 1. Modelo De Ficha Para Controle Diário das Centrifugas Continuas.......62
Anexo 2.Controle De Dados . Centrifuga 1..............................................................63

SUMÁRIO
1. INTRODUÇÃO.....................................................................................................15
2. REVISÃO BIBLIOGRAFICA................................................................................17
2.1. HISTÓRICO SETOR SUCROALCOOLEIRO.........................................17
2.1.1. Mercado Atual Açúcar no Brasil................................................18
2.2. DESCRIÇÃO DO PROCESSO DE FABRICAÇÃO DE AÇÚCAR..........19
2.2.1. Matéria Prima............................................................................19
2.2.2. Recepção Matéria Prima (Cana-de-açúcar)..............................23
2.2.3. Descarregamento, Lavagem, Preparo e Extração....................23
2.2.4. Tratamento do Caldo.................................................................25
2.2.5. Evaporação...............................................................................26
2.2.6. Cozimento: Sistema de duas massas.......................................26
2.2.6.1. Conceitos básicos .......................................................27
2.2.6.2. Cozimento de Duas Massas........................................30
2.2.7. Centrifugação Massa B.............................................................32
2.2.7.1. Principio de Funcionamento........................................32
2.2.7.2. Centrífugas Contínuas.................................................33
2.2.7.3. Telas............................................................................35
2.2.7.4. Mel Final......................................................................35
2.3. BALANÇO DE MATERIAL E RENDIMENTO INDUSTRIAL...................36
3. DESENVOLVIMENTO..........................................................................................38
3.1. OBJETIVOS............................................................................................38
3.1.1. Objetivo Geral............................................................................38
3.1.2. Objetivo Especifico....................................................................38
3.2. JUSTIFICATIVA......................................................................................38
3.3. METODOLOGIA, RESULTADOS E DISCUSSÕES...............................39
3.3.1. Abordagem do Problema..........................................................39
3.3.2. Estabelecendo Parâmetros de Funcionamento........................41
3.3.3. Definição, Análise e Coleta de Dados (Pureza e Presença de
Cristais) e Monitoramento das Trocas de Telas..................................45
3.3.3.1. Amostragem.................................................................45

3.3.3.2. Presença de Cristais....................................................46
3.3.3.3. Pureza do Mel Final.....................................................46
3.3.4. Correlação dos Dados com as Trocas de Telas.......................47
3.3.5. Correlação dos dados com Rendimento de Fábrica e Variações
na Pureza do Mel Final........................................................................51
3.3.5.1. Condição 01.................................................................51
3.3.5.1.1. Balanço de Massa – Condição 1....................52
3.3.5.1.2. Recuperação de Fábrica 1 ............................53
3.3.5.2. Condição 02.................................................................54
3.3.5.2.1. Balanço de Massa – Condição 2....................55
3.3.5.2.2. Recuperação de Fábrica 2.............................56
3.3.5.3. Condição 03.................................................................56
3.3.5.3.1. Balanço de Massa – Condição 3....................57
3.3.5.3.2. Recuperação de Fábrica 3.............................58
3.3.6. Análise Econômica das Condições 01, 02 e 03........................59
3.3.7. Comparativos e Resultados Finais............................................60
4. CONCLUSÂO.......................................................................................................61
5. ANEXOS...............................................................................................................62
6. BIBLIOGRAFIA....................................................................................................64

15
1. INTRODUÇÃO
O objetivo principal de uma Fábrica de Açúcar é extrair o máximo possível de
sacarose contida na cana processada. No entanto ao longo do processo existem
perdas, a saber: perdas bagaço, perdas no lodo, perdas indeterminadas e perdas
no mel final. Embora a redução de cada uma destas perdas seja de grande
importância, as perdas a partir do mel final devido a sua escala e volume são razão
de preocupação técnica dada a tendência de aumento de consumo e cotação de
preço (BRAVO e ALONSO, 2003).
O trabalho foi desenvolvido junto à Raízen Tarumã S.A, empresa que atua
no setor sucroalcooleiro, sendo uma das unidades produtoras de açúcar a álcool da
empresa Raízen, resultado de uma joint venture formada entre a Shell e Cosan. A
unidade Tarumã é responsável por processar anualmente cerca de 4.100.000
toneladas de cana de açúcar, produzir 420.000 toneladas de açúcar cristal, 160.000
m³ de álcool, 2.270 toneladas de levedura para consumo animal e coogerar
210.000 MW de energia elétrica.
Considerando-se que qualquer país que queira permanecer no mercado
internacional como um produtor de açúcar, terá que diminuir os custos de produção
através do aumento de desempenho agroindustrial, tornando seus produtos mais
competitivos (GEPLACEA, 1995).
Dentre deste contexto, o esgotamento do mel final é um ponto estratégico
para aumento da eficiência da fabrica e melhor recuperação dos cristais de açúcar
já produzido que estão envoltos na camada de mel.
Existem diversos fatores que contribuem para inflacionar perdas de açúcar
no mel. Com o passar dos anos, esforços têm sido feitos tanto em laboratórios
quanto em plantas industriais para quantificar e controlar os mecanismos afetando
o aumento de pureza. No momento, vapor e água adicionados são geralmente
mantidos em quantidades mínimas necessárias e temperaturas excessivas de
alimentação são evitadas. Kirby e Atherton (1974) também reportaram tendências
de decréscimo de aumento de pureza em altas taxas de separação.

16
É possível que nas práticas atuais, telas são mantidas além de seu tempo
ótimo de substituição. Isto pode parecer que exista uma economia de dinheiro pela
prática do “vou usar a tela o máximo possível”. Entretanto, o custo por perda extra
de açúcar é muito mais significativo. Substituir telas desgastadas que “aparentam
estar em boas condições” resultará em uma maior economia operacional (E.T
WHITE, CR. GREIC e LK. KIRBY). Monitorar os parâmetros de pureza e presença
de cristais no mel final, identificar e mensurar as perdas e estabelecer um tempo
viável economicamente de troca de tela é o objetivo deste presente trabalho.

17
2. REVISÃO BIBLIOGRAFICA
2.1. HISTÓRICO SETOR SUCROALCOOLEIRO
Há mais de 500 anos, o açúcar tinha valor tão alto quanto o do ouro em toda
a Europa, porque sua produção era limitada a quantidades que não supriam a
demanda do mercado. Assim, o plantio de cana-de-açúcar era um negócio bastante
rentável, mas que não era possível de se realizar na Europa, principalmente, por
questões climáticas. Graças ao domínio da tecnologia naval, os portugueses se
lançaram nas Grandes Navegações em busca de terras. Uma das idéias era plantar
cana nas novas áreas para produzir açúcar. Alguns exemplos são as lavouras nas
ilhas de Cabo Verde, Açores e Madeira. No Brasil, o cultivo começou após a
expedição de Martim Afonso de Souza. A capitania com maior produção era,
inicialmente, a de Pernambuco, de Duarte Coelho, onde foi criado o primeiro centro
açucareiro do País. Depois, o plantio se estendeu para as capitanias da Bahia de
Todos os Santos, São Tomé (Rio de Janeiro) e São Vicente (São Paulo). Embora
mais distantes da Europa, as duas últimas foram as primeiras a lucrar com o
açúcar. Em São Paulo, a cana ocupou a Serra do Mar, com a instalação, em 1532,
do Engenho dos Erasmos, do governador-geral Martim Afonso de Souza. Assim,
começou o primeiro ciclo econômico brasileiro, o “Ciclo da Cana-de-Açúcar” (UNICA).
Manoel (1986, p .129-130) afirma que “[...] até o final da década de 1950 a política
expansionista concentrou-se na ampliação da capacidade produtiva do parque
industrial e da lavoura da cana-de-açúcar”. A partir daí, no entanto, surgiu uma
preocupação com a eficiência dos produtores, que possibilitasse competirem no
mercado internacional, segundo Manoel (1986) o aumento da competitividade
dependia do aproveitamento da capacidade, do grau de eficiência do sistema
produtivo e da estrutura de comercialização.
O Brasil conta, atualmente, com aproximadamente 420 unidades produtoras
de açúcar e álcool. Isso representa uma capacidade instalada para o
processamento de mais de 430 milhões de toneladas de cana, o que pode resultar
na produção de até 18 bilhões de litros e 29 milhões de toneladas de açúcar. Na
atual safra (2011/2012) deverão ser processadas aproximadamente 390 milhões de
toneladas de cana, atingindo 27,5 milhões de toneladas de açúcar e 16,7 bilhões de
litros de álcool. Além disso, deverão ser gerados aproximadamente 3 GWh de

18
energia elétrica, durante as 4.000 horas de funcionamento médio dessas usinas,
dos quais quase 90% utilizados para auto-consumo (UNICA).
O processamento da cana-de-açúcar para a obtenção de açúcar, álcool,
energia e outros produtos é um dos mais complexos e abrangentes processos
industriais, devido à grande interação de áreas e processos, tornando a sua
otimização em busca de máxima eficiência um grande desafio para engenheiros e
técnicos do setor.
2.1.1. Mercado Atual Açúcar no Brasil
O consumo de açúcar no Brasil cresceu expressivamente nos últimos 60
ano, impulsionado, sobretudo, por alterações no padrão de consumo e no
crescimento vegetativo da população. Na década de 1930, o consumo médio anual
de açúcar era de 15 quilos por habitante. Já nos anos 1940, esse número
aumentou para 22. Na década de 1950, o consumo passou a ser de 30 quilos por
pessoa, passando para 32 nos anos 1960. Em 1970, a média era de 40 quilos e,
em 1990, esse índice estabilizou-se em 50 quilos por habitante. Devido a esse
aumento, o Brasil tornou-se um dos maiores consumidores mundiais do produto per
capita. Cada brasileiro consome entre 51 e 55 quilos de açúcar por ano, enquanto a
média mundial por habitante corresponde a 21 quilos por ano. Apesar do alto
consumo per capita, o mercado brasileiro de açúcar ainda pode se expandir com o
aumento do consumo pelo processo de industrialização de produtos alimentícios,
que, comparado ao de outros países, ainda é relativamente baixo. Na década de
2000, o Brasil exportou, em média, 30% da produção, destinou 42% ao consumidor
final interno e 28%, ao segmento industrial (EMBRAPA, 2009).

19
2.2. DESCRIÇÃO DO PROCESSO DE FABRICAÇÃO DE AÇÚCAR
2.2.1. Matéria Prima
A cana de açúcar, planta que pertence ao gênero Saccharum L, pertencente
à família das gramíneas, é a mais utilizada para a fabricação do etanol. A cana de
açúcar é caracterizada por possuir colmos, com nós bem marcados e entrenós bem
distintos. É composta em média de 75% de água e 25% de matéria orgânica. A
cana de açúcar é constituída de fibra e caldo. A fibra é todo material insolúvel em
água, e o caldo é o conjunto da água e de todos os sólidos solúveis, dele fazendo
parte os açúcares, as cinzas, materiais nitrogenados e outros. (IPT et al., 1990). O
caldo é composto por 82 % de água e 18% de sólidos solúveis (Brix). Os sólidos
solúveis são constituídos de açúcares (Sacarose, Glicose e Frutose) e uma
pequena porcentagem de não açúcares (1 a 2,5%). A figura 1 mostra os
componentes básicos da cana de açúcar.
Figura 1. Componentes Básicos Cana de Açúcar

20
A produção de cana-de-açúcar se concentra nas regiões Centro-Sul e
Nordeste do Brasil. O mapa abaixo mostra em vermelho as áreas onde se
concentram as plantações e usinas produtoras de açúcar, etanol e bioeletricidade,
segundo dados oficiais do IBGE, UNICAMP (Universidade Estadual de Campinas –
SP) e do CTC (Centro de Tecnologia Canavieira).
Figura 2. Mapa Plantações Cana-de-açúcar
Usando também dados do IBGE, verifica-se que o estado de São Paulo é
responsável por mais da metade da produção brasileira:

21
Unidade da Federação
Safra 2005 (t)
Safra 2006 (t)
Safra 2007 (t)
Safra 2008 (t)
Safra 2009 (t)
Safra 2010 (t)
Participação em 2010
São Paulo 254.809.756 289.299.376 329.095.578 386.061.274 408.451.088 426.572.099 59,46%
Minas Gerais 25.386.038 32.212.574 38.741.094 47.914.898 58.384.105 60.603.247 8,45%
Paraná 29.717.100 33.917.335 45.887.548 51.244.227 53.831.791 48.361.207 6,74%
Goiás 15.642.125 19.049.550 22.387.847 33.112.209 43.666.585 48.000.163 6,69%
Mato Grosso do Sul 9.513.818 12.011.538 15.839.993 21.362.034 25.228.392 34.795.664 4,85%
Alagoas 23.723.803 23.497.027 24.993.144 29.220.000 26.804.130 24.352.340 3,39%
Pernambuco 17.115.218 17.595.676 19.637.061 20.359.720 19.445.241 19.704.071 2,75%
Mato Grosso 12.595.990 13.552.228 15.000.313 15.850.786 16.209.589 14.564.724 2,03%
Rio de Janeiro 7.554.495 6.835.315 5.965.446 6.582.623 6.481.715 6.394.477 0,89%
Bahia 5.592.921 6.150.367 6.279.183 5.689.329 4.630.196 5.868.709 0,82%
Paraíba 4.975.797 6.059.030 6.222.223 6.297.179 6.302.570 5.646.151 0,79%
Espírito Santo 4.240.922 4.206.342 4.436.412 5.176.445 5.249.775 5.314.685 0,74%
Rio Grande do Norte
3.286.428 3.391.184 3.836.626 4.105.299 4.259.996 3.962.017 0,55%
Maranhão 1.968.414 2.306.456 2.440.358 3.005.774 2.824.701 3.176.531 0,44%
Sergipe 1.777.372 1.924.975 2.401.966 2.429.603 2.607.155 2.994.819 0,42%

22
Unidade da Federação
Safra 2005 (t)
Safra 2006 (t)
Safra 2007 (t)
Safra 2008 (t)
Safra 2009 (t)
Safra 2010 (t)
Participação em 2010
Ceará 1.787.126 1.617.003 2.251.239 2.270.816 2.323.937 2.306.004 0,32%
Rio Grande do Sul 908.930 1.166.717 1.426.978 1.431.081 1.254.475 1.503.000 0,21%
Piauí 647.675 640.707 779.482 778.084 859.513 779.084 0,11%
Tocantins 161.873 193.390 202.620 392.071 664.284 715.317 0,10%
Pará 505.348 618.316 677.844 574.660 698.845 668.738 0,09%
Santa Catarina 601.869 660.333 734.562 756.803 699.068 422.014 0,06%
Amazonas 340.027 349.847 343.302 365.983 368.050 341.186 0,05%
Rondônia 49.228 86.870 55.302 207.438 253.277 233.527 0,03%
Acre 25.690 35.248 37.138 52.609 38.650 107.251 0,01%
Distrito Federal 25.638 29.756 30.335 54.661 66.248 69.475 0,01%
Amapá 1.755 2.205 2.430 3.200 1.395 4.146 0,00%
Roraima 1.290 1.290 1.290 1.376 1.376 1.455 0,00%
Brasil 422.956.646 477.410.655 549.707.314 645.300.182 691.606.147 717.462.101 100,00%
Evolução da produção da cultura de cana-de-açúcar no Brasil de 2005 a 2010 - IBGE
Tabela 1. Evolução da produção da cultura de cana-de-açúcar no Brasil de 2005 a 2010

23
2.2.2. Recepção Matéria Prima (Cana-de-açúcar)
A etapa industrial inicia-se com a pesagem, onde os caminhões que
transportam a cana-de-açúcar até a usina. O caminhão passa pela balança e
durante a pesagem algumas cargas são sorteadas aleatoriamente através de
sistema informatizado, para análise do teor de açúcar e impurezas minerais. O
caminhão sorteado segue para a retirada da amostra onde o mesmo passa pelo
laboratório PCTS (pagamento de cana pelo teor de sacarose), onde através de uma
sonda (vertical ou obliqua) é coletada amostras para determinar o Brix, Pol, AR,
ART, ATR, e Impurezas Minerais. No mínimo 20% da cana própria são analisada e
100% das canas compradas. É através desta análise que é feito o pagamento da
cana (HUGOT, 1977).
2.2.3. Descarregamento, Lavagem, Preparo e Extração
Após a realização das amostragens, os caminhões seguem para a área de
descarregamento e moagem, onde é efetuada a descarga com guinchos hyllo, que
descarregam a cana diretamente na mesa alimentadora que tem por função facilitar
a lavagem e conduzir a cana até a área de extração (moenda).
A grande parte das impurezas minerais (terra) que vem com a carga do caminhão
do campo, é removida na mesa alimentadora, que utiliza água para lavagem da
matéria-prima. A mesa alimentadora trata-se de um equipamento fixo, inclinado a
um ângulo de 45 graus, para aumentar eficiência de lavagem, construído por vigas
e chapas metálicas, tendo aproximadamente 11 metros de largura, 6 de altura por 6
de comprimento. A cana é conduzida na mesa por arrastadores presos a diversas
correntes metálicas especiais, movidas através de engrenagens fixas a um eixo
principal, acionado por conjunto moto-redutor elétrico. (HUGOT, 1977)
Hugot (1977) afirma que após a cana lavada, a mesma é lançada a uma esteira
metálica denominada esteirão de cana, pertencente ao sistema de extração, com a
finalidade de conduzi-la até o preparo. A esteira é horizontal de pequena inclinação,
que direciona a cana ao nivelador, picador e desfibrador, caracterizando o preparo
da cana esta etapa operação mais importante realizada antes da extração, a sua

24
eficiência é medida pela eficiência de quebrar e abrir a estrutura da cana em maior
número possível de células da cana, onde se localiza o açúcar, facilitando sua
retirada por esmagamento nas moendas. Esta operação exige grande potência dos
equipamentos envolvidos (niveladores, picadores e desfibradores), devido à
quantidade de cana e ao sistema utilizado (atrito e choque mecânico), para picar e
desfibrar a manteria-prima. Depois da preparação a cana cai em uma esteira de
borracha e passa pelo eletroímã onde é eliminado as partículas magnética contida
na cana, logo em seguida se inicia a alimentação dos conjuntos de extração de
caldo do tipo ternos de moenda, cada conjunto de moenda é composto por seis
ternos, cada terno possui de três a cinco rolos, que caracterizam-se pela extração
do caldo por esmagamento ou prensagem, ou seja, submetem a cana desfibrada a
uma pressão mecânica muito grande, que aumenta a medida que o mesmo é
extraído após passar por cada terno sucessivamente. A eficiência deste processo é
de grande importância para a minimização das perdas, pois no bagaço resultante
da prensagem se concentra cerca de 3 a 4% da perda de açúcar (PAYNE, 1989).
Fernandes (2003) descreve a grande perda decorrente do processo de
moagem, onde podemos citar fatores que interferem diretamente nos resultados
tais como, regulagem da moenda para as condições operacionais da usina,
constância na alimentação da cana, fibra da cana, impurezas minerais na cana,
limpeza e assepsia freqüentes, esteirão e das chapas do preparo para minimizar as
perdas microbiológicas, vedações, volume e temperatura da água de embebição
proporcional à cana moída e fibra%cana, avaliação rotineira da extração terno a
terno, regularidade da operação (aproveitamento de tempo), acionamentos dos
rolos (pressão do vapor), estado dos rolos (soldas de enchimento) – procedimento,
umidade e pol do bagaço gerado – amostragem contínua e representativa, rotação
das moendas.
O bagaço resultante da moagem é levado por uma esteira até as caldeiras
onde é utilizada como matéria-prima para a mesma, onde é queimado para
produção de vapor, o bagaço que sobra é enviado para o depósito ao ar livre e fica
a disposição para retornar ao processo quando necessário, sendo assim é mantido
um estoque estratégico para o iniciar a próxima safra, o vapor produzido pela
caldeira alimenta as turbinas para movimentação de maquinas e turbo – geradores
que produzem energia para o consumo interno necessário para a fabricação de
açúcar e álcool e a co-geração junto à concessionária, sendo assim o vapor de

25
escape produzido pelas turbinas e geradores é utilizado para no processo de
aquecimento evaporação e cozimento de açúcar e também na produção de álcool
(FERNANDES, 2003).
2.2.4. Tratamento do Caldo
O tratamento do caldo se inicia através da sulfitação, que consiste na adição
de dióxido de enxofre (SO2) no caldo. O dióxido de enxofre tem por finalidade
eliminar as matérias corantes e transformar em compostos férricos incolores os sais
férricos que o contato com a moenda e tubos possa ter formado. A sulfitação
apresenta varias vantagens como: decantação mais rápida, melhor cristalização,
melhoramento nítido da cor do açúcar, diminuição no tempo de cozimento e
pequeno aumento na capacidade das centrifugas. Após a sulfitação o caldo segue
para a calagem onde recebe a adição de leite de cal para neutralizar o pH e ajudar
na próxima etapa (decantação) através da coagulação de matérias orgânicas e
pécticas (HUGOT,1977).
Antes de seguir para a etapa de decantação o caldo passa por aquecimento
onde o mesmo é aquecido a 105ºC. O aquecimento tem por finalidade completar as
reações químicas (flocular as impurezas insolúveis e remover gases) e esterilizar o
caldo.Para a eficiente eliminação dos gases é feito “flasheamento” do caldo na
entrada do decantador, se o mesmo não ocorre, as bolhas de gás que estão
aderidas aos flocos reduzem a velocidade de decantação (PAYNE, 1989).
Após tratamento e aquecimento o caldo é direcionado ao decantador onde é
realizado a decantação. Na decantação são retiradas as impurezas presentes que
se precipitam para o fundo do meio em que se encontram, o caldo sobe lentamente
pelo equipamento em direção a saída, enquanto a sujeira mais pesada desce em
direção ao raspador. A decantação é ainda acelerada pela adição química de
polímeros floculantes, que aglutinam e aumentam o peso das impurezas
suspensas, precipitando-as mais rapidamente. Os resíduos resultantes da
decantação é denominado lodo, o mesmo é bombeados para os filtros prensa e/ ou
rotativo onde é filtrado para se extrair o máximo de açúcar ainda presente. Nesta
etapa do tratamento do caldo é onde se concentra as perdas de torta de filtro, de
uma maneira geral a perda determinada neste setor é verificada através da pol ou
ART na torta (PAYNE, 1989).

26
2.2.5. Evaporação
Segundo PAYNE,1989, a evaporação realiza a primeira etapa no processo
de recuperação do açúcar no caldo.A prática usual é concentrar o caldo clarificado
até cerca de 65ºBrix , o que requer a remoção de aproximadamente 75% de água.
A necessidade de economia de vapor obriga o uso do principio de múltiplo efeito. A
seção de evaporação também fornece a água condensada para alimentar as
caldeiras. O químico norte-americano Norbert Rillieux , nascido na Lousiana, foi o
responsável pela invenção da evaporação de múltiplos efeitos em 1834, que
revolucionou a indústria açucareira mundial e também a indústria química.
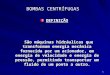
2.2.6. Cozimento: Sistema de duas massas
Segundo (Hugot, 1977), quando os caldos são concentrados, sua viscosidade
aumenta rapidamente com o Brix e quando este alcança 78 a 80º, os cristais
começam a aparecer e a constituição da massa transforma-se: passa
progressivamente do estado liquido a um estado meio solido, meio liquido,
perdendo cada vez mais sua fluidez, e , conseqüentemente, sua manipulação se
modifica completamente. Torna-se “massa cozida”.Semelhantes a um evaporador
do conjunto de múltiplo efeito, os cozedores são independentes e cada um acha-se
ligado a um condensador e a uma bomba de vácuo.Trabalham em torno de 60ºC,
num vácuo de 62 – 65 cm Hg.Os cozedores têm fundo cônico, visando facilitar a
descarga da massa cozida. Devem ser retos, para reduzir pontos mortos e facilitar
a circulação da massa;

27
Figura 3. Movimento da massa cozida no interior de um tacho de cozimento
Fonte Sead:UFSCar 2.2.6.1. Conceitos básicos É preciso entender o sistema de cozimento em duas massas, para
dimensionar a importância da recuperação de açúcar presente no mel final. Alguns
conceitos básicos devem ser citados. Segundo Hugot, 1977 a velocidade da
cristalização se deve a diversos fatores como: viscosidade, temperatura,
supersaturação e pureza licor mãe.
Viscosidade : depende da pureza e da qualidade da matéria prima, sendo difícil
interferir diretamente para a redução da viscosidade na hora de cristalizar, a não
ser com a aplicação de produtos químicos chamados de “lubrificantes de massa”.
Portanto, temos a viscosidade como um fator que podemos interferir pouco quando
desejamos trabalhar com um alto esgotamento de açúcar na fábrica.A viscosidade

28
diminui à medida que se aumenta a temperatura do mel a cristalizar. E, quanto
maior for a viscosidade do mel, mais lenta será a cristalização (STEFANI,2000).
Temperatura diminuição de coeficiente de saturação (SS). Se a temperatura
diminui, é preciso aumentar SS para manter a velocidade de cristalização. A
velocidade de cristalização é a mesma nas seguintes condições: SS = 1,25 a
70ºC; 1,30 a 60ºC e 1,35 a 50ºC; 1,40 a 40ºC.
Supersaturação: De acordo com STEFANI,2000 Quando um mel qualquer é
concentrado em um cozedor, em determinado momento atinge o seu ponto de
saturação. A partir deste ponto, os cristais não aparecem imediatamente, e se
forem adicionados cristais já formados, estes se desenvolverão. A solução neste
ponto é chamada então de “Supersaturada”. Continuando a concentrar o mel,
este passará da zona supersaturada para a “Zona Lábil”, na qual os cristais
existentes continuarão se desenvolvendo e haverá a formação espontânea de
novos cristais. Resumindo, podemos ter o mel em três zonas diferentes de
concentração, de acordo com o Gráfico abaixo, sendo:
� Zona Insaturada - Não há a formação espontânea de cristais e os cristais
adicionados se dissolvem.
� Zona Metaestável - Não há a formação espontânea de cristais e os cristais
adicionados se desenvolvem (cristalização).
� Zona Lábil - Há a formação espontânea de cristais e os cristais existentes
se desenvolvem rapidamente.

29
Coeficiente de Supersaturação (SS) : A velocidade de absorção da sacarose pelos cristais é
proporcional ao quadrado da supersaturação. Na prática, o valor de SS não deve ultrapassar 1,44,
acima do qual a cristalização se realiza de modo desordenado, com abundante formação de falso
cristal.
Figura 4. Curva de Supersaturação – Sacarose Pura Fonte : Esalq-USP
Pureza Licor Mãe : A velocidade de cristalização diminui rapidamente quando a
pureza do licor mãe diminui. Por este motivo, um cozimento de baixa pureza exige
mais tempo que uma massa cozida de primeira.
(sac./ água)sol.sup.sat. (massa sac.%água na sol.sup.sat.)ss
(sac./ água)sol.sat. (masssac.%água na sol.sat.)= =
Curvas de Supersaturação - Sacarose Pura
240
260
280
300
320
340
360
380
400
420
440
460
480
500
50 60 70 80 90 100
Temperatura (C)
par
tes
de
Sac
aro
se /
100
par
tes
de
agu
a
1,0 SS
1,2 SS
1,3 SS
INSATURADO
ZONA METAESTÁVEL
ZONA DE SUPERSATURAÇAO
ZONA INTER.

30
2.2.6.2. Cozimento de Duas Massas
Figura 5. Cozimento duas massas Fonte: Sead: UFSCar
O sistema de cozimento de duas massas se inicia com o “pé” de Magma. O
Magma possui cristais de 0.3 milímetros, que ao crescerem, esgotam a sacarose do licor-
mãe. Ao final do cozimento, o açúcar A deve ter um tamanho de 0.8 a 1 milímetro
(RIBEIRO,1999). Depois de puxado para o cozedor de massa A , o Magma deve ser
lavado por alguns minutos com água quente para dissolver pequenas pontas de
cristais que se quebram nas centrífugas contínuas. Isso deve ser feito reduzindo-se
a concentração do magma por um período de aproximadamente 5 minutos abaixo
da linha de saturação, com acompanhamento visual através da sonda. Depois de
terminada a lavagem, começa-se a alimentação com xarope, concentrando a
massa cozida lentamente para evitar a formação espontânea de cristais, até atingir
uma consistência firme. O cozimento deve ser conduzido com uma concentração

31
firme, de modo que o mel que envolve os cristais esteja sempre supersaturado para
forçar a deposição da sacarose dissolvida nos cristais, como ocorre na massa B.
Isso garantirá um melhor esgotamento na massa A, obtendo mel pobre com pureza
mais baixa e menor volume. O mel rico deve ser utilizado sempre no final do
cozimento porque os cristais já estão completamente formados, o que impedirá
uma elevação na cor do açúcar. A concentração final da massa A deve ser de 92 a
93 °Brix, devendo chegar às centrífugas automáticas com 91,5 a 92 °Brix. A
concentração cai após a lavagem do vácuo com vapor (STEFANI,2000).
A massa A é direcionada para as centrifugas automáticas que tem a função
de separar o mel que envolve os cristais de açúcar em uma massa cozida. Os
licores mãe, obtido de sua centrifugação, são denominados mel rico e mel pobre, a
parte sólida, açúcar de primeira. O mel pobre é obtido antes da adição de água e
vapor na centrífuga. O mel rico é separado após estas adições. O mel rico ainda
contém alta concentração de açúcar passível de ser cristalizado. Por essa razão
retorna para o cozimento junto com o xarope, e o mel pobre é utilizado no
cozimento de uma segunda massa, denominada massa B que resultará no Magma,
que é utilizado como pé de cozimento para a massa A (RIBEIRO ,1999).
O cozimento de massa B consiste em esgotar a sacarose do mel pobre extraído da
massa A, que contém uma pureza média de 60%. Este cozimento tem inicio com o
a concentração do mel pobre até uma determinada supersaturação, onde será
introduzido a semente (cristais preparados em laboratório com tamanho médio de
0,1 milímetro) que ao crescerem esgotam a sacarose do licor mãe (mel pobre). Ao
final do cozimento o açúcar de segunda (Magma) deve ter tamanho médio de 0,3
milímetros que está mistura ao seu licor mãe (mel final) que deve estar com uma
pureza menor cerca de 30 a 40%. O licor mãe obtido da centrifugação da massa B
é denominado mel final, objeto deste estudo, que pode ser armazenado e enviado
para produção de etanol e o açúcar de segunda denominado magma retorna ao
processo como pé de cozimento para a massa A. (RIBEIRO,1999).

32
2.2.7. Centrifugação Massa B
2.2.7.1. Principio de Funcionamento
“Em nenhuma etapa do processamento, tanto açúcar pode ser perdido tão
rapidamente e com pouco ou nenhum aviso” (PAYNE, 1992).
Nesta etapa se separa a parte sólida das massas (cristais de sacarose)
da parte líquida (mel). No mel estão presentes muitas impurezas, além de
açúcares dissolvidos (glicose, sacarose e frutose). Dependendo da massa a ser
centrifugada têm-se diferentes açúcares e méis (HUGOT,1977). Na centrifugação
da massa B obtém-se o mel final e o magma (açúcar de segunda).
Uma partícula em movimento linear continuará em velocidade constante e uniforme
senão for influenciada por forças externas. Quando uma partícula é submetida a
uma força centrífuga (g) para isolar partículas suspensas em seu meio, seja da
forma em lotes ou fluxo contínuo, esta sedimentação é forçada (NEVES,2010).
O princípio de funcionamento da centrifuga é baseado no emprego da força
centrífuga e na de gravidade entre si, massa cai no fundo da centrífuga e procura
as paredes, quando se inicia a separação do mel (AGUIAR,USP).
Força centrífuga = Fc = m.W².R Fc = kgf; m = kg; W = velocidade angular radianos R = raio centrífuga Força gravidade = Fg = m.g Fg = kgf;
m = kg;
g = aceleração da gravidade, 9,81m/s²
Quanto maior for o número de rotações por segundo, maior será a força centrífuga
aplicada na partícula e, quanto maior o raio da circunferência, maior a força
centrífuga. A força centrífuga relativa (FCR) pode ser calculada por (NEVES,2000):

33
F CR = 1,118. 10 -5 * R * N 2
Onde:
R é o raio de centrifugação, em centímetros
N a velocidade de centrifugação em rotações por minuto (rpm).
A unidade de medida da força centrífuga relativa é o "g", sendo 1g equivalente à
aceleração da gravidade na superfície da terra. Usualmente mede-se a velocidade
de centrifugação em rotações por minuto (rpm), apesar de tratar-se de uma
informação indireta da eficiência da centrifugação (AGUIAR,USP).
2.2.7.2. Centrífugas Contínuas
De acordo com PAYNE,1989, as centrifugas continuas são instaladas para
substituir as centrifugas em batelada (automáticas), na maioria das instalações de
baixa pureza, as centrifugas continuas tem custo inicial baixo, maior capacidade e
menor consumo de potencia. A desvantagem é que fornecem um mel final com
pureza mais alta, em media de 1 a 2 pontos, mas substancialmente maior se não
houver controle adequado.
Um valor bastante razoável para se obter na redução de pureza entre a
massa B e o mel final é da ordem de 18 pontos (BIG TECNOLOGIA, 2008).
A centrifuga continua basicamente é constituída por um cesto cônico e duas
câmaras onde são coletadas as duas fases resultantes da separação. O cesto
girando a alta rotação gera forças centrífugas que atuam na massa que é
alimentada continuamente pelo centro do cesto. Em função desta força centrifuga o
mel é forçado a passar através dos furos da tela e os cristais são direcionados para
o topo do cesto cônico onde são coletados e direcionados para a linha de processo
(BIG TECNOLOGIA, 2008).

34
Figura 6. Centrifuga Continua. Fonte : Texas Industrial
A quebra de cristais produz poeiras de açúcar que passam com o mel final
através da tela. Em geral, os cestos das centrifugas continuas possuem ângulo de
cerca de 30º em relação a vertical e giram a cerca de 2.200 rpm. As telas são
geralmente de cromo depositado e tem perfurações de dois tipos: circular e fenda.
O padrão para perfuração circular é de 0,125 mm de diâmetro. Para perfuração do
tipo fenda, o costumeiro é 0,06 mm de largura e 1,6 mm de comprimento. Embora
ambos os tipos de perfuração aumentam de tamanho com o desgaste, as
perfurações do tipo fenda estão sujeitas a se deformarem para uma forma elíptica,
resultando em alargamento consideravelmente maior. As centrifugas costumam ter
distribuidores para aplicação de água e vapor na face interna do cone.Ambos são
difíceis de manter em condições de fluxo ótimo e, a não ser com grande atenção e
performance – que é a remoção do mel sem perda de açúcar- varia bastante
(PAYNE, 1989).
De acordo com MILNER,2008, existem alguns fatores que determinam o
bom rendimento da centrifugação sendo eles :
- Alimentação com fluxo continuo,
- Respeitar a velocidade de alimentação de acordo com as características da
massa cozida
- Tela adequada ao uso
- Controlar vibrações excessivas

35
- Trabalhar com cesto "totalmente carregado". É extremamente importante para o
melhor funcionamento do centrífuga contínua, mas é muitas vezes o termo mais
incompreendido. O "cesto totalmente carregado" não é a capacidade máxima da
centrífuga ou a carga máxima do motor, é a carga máxima da centrífuga na purga
com pouca ou nenhuma água adicionada e ainda com produção de açúcar
aceitável.
2.2.7.3. Telas
A condição física e mecânica das telas das centrífugas contínuas é bastante
importante no que tange: Recuperação e Esgotamento do Mel Final ; Condição
física dos cristais de Magma (Qualidade final do Açúcar) (CALICHMAN,2011). São construídas em aço níquel-cromo, com furações de 0,06 e 0,09 mm de
diâmetro. As superfícies de trabalho muito lisas das chapas de níquel puro são
cromadas para obter uma maior duração e o deslocamento suave dos cristais de
açúcar. As aberturas se alinham para adaptar-se na direção de deslocamento dos
cristais de açúcar e obter a máxima capacidade e bons resultados de pureza
(EXPAMETAL).
2.2.7.4. Mel Final
O mel final constitui-se no principal subproduto da indústria do açúcar, sendo
produzido na proporção de 40 a 60 quilos por tonelada de cana processada. No
Brasil, devido ao elevado teor de açúcares totais e demais componentes, o melaço
é utilizado, principalmente, na fabricação de álcool etílico, sendo aproveitado,
também, em outros processos biotecnológicos como matéria-prima para a
produção de proteína, rações, levedura prensada para panificação, antibióticos,
entre outros (EMBRAPA,2005).

36
2.3. BALANÇO DE MATERIAL E RENDIMENTO INDUSTRIAL
“Na natureza nada se cria e nada se perde, tudo se transforma”.Esta é AA lei
sobre a qual estão baseados todos os balanços de massa (Lei da conservação da
massa / Lei de Lavoisier).Alguns passos são recomendados para equacionar um
problema envolvendo trânsito de massa (FERREIRA,2010):
• Formar um diagrama detalhado do processo;
• Delimitar a parte do processo que será estudada;
• Quantificar todas as correntes conhecidas e seus constituintes;
• Reunir todas as equações possíveis, relacionando todos os constituintes de
todas as correntes;
• Reunir informações complementares;
• Escolher uma Base de Cálculo para iniciar os Balanços;
O tempo investido na coleta de informações e compreensão do problema,
previne o tempo gasto na correção ou reinício do problema (FERREIRA,2010).O
Rendimento Industrial é utilizado quase que exclusivamente como referencia para a
comparação da performance entre usinas e safras diferentes e o mesmo teve
varias modificações e diferentes formulas durantes os anos. Para estabelecer leis
nessas comparações industriais em31 de maio de 1978, o Instituto do Açúcar e
Álcool determinou através da Resolução nº2/78 a seguinte normativa sobre
rendimentos industriais: K= Ru/Re onde:
K= relação entre o rendimento da unidade industrial (Ru) e o rendimento verificado
no Estado em que se encontra a unidade referida (Re). O rendimento industrial
praticamente relaciona a quantidade de sacarose que entrou e a que saiu do
sistema de forma convertida. Varias formulas foram introduzidas para a
determinação desse rendimento pelo IAA e CTC (FERREIRA,2010).

37
Rendimento Industrial IAA - RI-IAA
0,8281 x A x 50 x Pol + 1,4728 x L
RI-IAA = --------------------------------------------- kg/t cana
C x 0,993
Rendimento Industrial STAB RI-STAB
0,867 x A x 50 x Pol + 1,416 x L
RI-STAB = -------------------------------------------- kg/t cana
C x 0,993
Rendimento Industrial Total STAB RIT-STAB
A x 50 x Pol + 1,630 x L
RIT-STAB = -------------------------------- kg/t cana
C x 0,993
Rendimento Industrial Total Copersucar RIT-COP
A x 50 x Pol + 1,467 x L
RIT-COP = --------------------------------- kg/t cana
C x 0,993

38
3. DESENVOLVIMENTO
3.1. OBJETIVOS
3.1.1. Objetivo Geral
Estudar a viabilidade da substituição das telas das centrifugas continuas
através da obtenção e análise de dados em relação à presença de cristais e pureza
do mel final, visando estabelecer uma relação entre o intervalo de tempo entre as
trocas de tela que proporcione melhor rendimento e recuperação do açúcar
presente no mel final, reduzindo perdas e otimizando o processo.
3.1.2. Objetivo Específicos
a) Obtenção de dados (pureza, presença de cristais) através de análises físico-
químicas;
b) Correlação dos dados com as trocas de tela;
c) Estudo de viabilidade econômica.
3.2. JUSTIFICATIVA
Otimizar o processo de fabricação de açúcar obtendo o maximo de
rendimento é um dos desafios enfrentados hoje pelo setor sucroalcooleiro.
O mercado em constante oscilação, através da lei da oferta e procura,
determina o produto mais rentável a se produzir (açúcar, álcool). A indústria
sucroalcooleira vem se adaptando a essa realidade estabelecendo métodos para
melhorar a eficiência em produção variando entre os dois processos (fabricação de
açúcar, fabricação álcool).
O mel final derivado da centrifugação da massa B possui em sua
composição uma porcentagem de açúcar variando entre 55% a 75%, o mesmo é
destinado a fabricação do álcool porém se o preço do açúcar estiver em alta a
empresa perde em lucratividade. Visando o esgotamento Maximo desse mel , a
troca de tela das centrifugas é essencial para garantir parâmetros aceitáveis de

39
pureza (em torno de 58%), no entanto a tela gera uma despesa a mais para a
empresa. Estabelecer a viabilidade dessa troca comparando o valor obtido através
do açúcar recuperado e o custo das telas é objetivo desse presente estudo.
3.3. METODOLOGIA, RESULTADOS E DISCUSSÕES
3.3.1. Abordagem do Problema
No Brasil quase não há trabalhos específicos relacionados a determinação
da vida útil das telas das centrifugas continuas visando a eficiência da fabrica e
analise econômica, no entanto este fator é preponderante para a eficiência da
usina. Durante o estagio, através de pesquisa relacionado ao tema, conheci o
trabalho de E.T WHITE, CR. GREIC e LK. KIRBY da Universidade de Queensland,
estado da Austrália. Queensland é responsável por 94,2 de todo açúcar bruto
produzido no país,no qual 85% segue para exportação, atualmente o estado possui
26 usinas (JOHNSTON, Selwyn). Os autores abordaram de acordo com a realidade
do país a maneira mais viável economicamente para a troca de telas das
centrifugas continuas. O artigo “Economics of Screen Replacement” atuou como
inspiração para o desenvolvimento do presente trabalho no qual procuramos
adaptar para a realidade brasileira abordando variáveis tecnicamente viáveis e
rápidas para serem avaliadas e monitoradas (pureza e ausência de cristais) e
através deste estudo estabelecer o melhor tempo de troca de tela economicamente
viável.
Considerando uma centrifuga sendo alimentada a uma taxa constante
equivalente a M toneladas de massa por mês.Seja S = perda de açúcar com o mel
final, em unidades de toneladas de açúcar por toneladas de massa inicialmente
alimentada na centrífuga, incluindo qualquer açúcar extra dissolvido por água bem
como cristais finos (não visíveis a olho nu) passando pelas telas.
Com novas telas, temos a perda de açúcar = So. Assim Y= S – So sendo Y o
açúcar extra perdido. Este será devido ao desgaste da tela, desde que as perdas
por dissolução com água e vapor se mantenham constantes.

40
Durante um período de tempo t (meses), a perda média de açúcar, é dada
por:
A perda média extra de açúcar depende do jeito que será o desgaste da tela,
isto é, como y muda com o tempo. Existe pouco material publicado para as atuais
operações de usina, assim um caso ideal facilmente manipulado será considerado,
onde as perdas extras de açúcar aumentam com o tempo em função de uma lei de
potência.
Quando n=1, tem-se um caso linear, onde a perda de açúcar aumenta
firmemente. Para n>1. Inicialmente a perda aumenta devagar, logo mais
rapidamente para o fim. Este provavelmente o caso mais parecido com a realidade.
Estas tendências são mostradas na figura 2 para n=1 , 2 ,3. Para dar uma
base de tempo comum para todos os casos, eles foram expressos em termos de T,
o tempo, em meses, para um aumento de 1% na perda extra de açúcar (Istoé, de
0,01 tonelada extra de açúcar por tonelada de massa alimentada).
Logo equação (2) se torna,
De (1), a perda média de açúcar durante o período t é
Onde y é a perda extra de açúcar no tempo t. Para o caso linear (n=1), a média é, como esperada, metade do valor final.

41
3.3.2. Estabelecendo Parâmetros de Funcionamento
Para o desenvolvimento do trabalho foi estabelecido um plano que
abordasse a situação como um todo. Num primeiro momento realizamos testes
com intuito de descobrir a melhor situação de operação das centrifugas continuas.
Para isso foram elaboradas uma seqüência de testes abordando todas as variáveis
envolvidas e o cruzamento entre as mesmas, conforme tabela abaixo.
Teste Abertura de tela (mm) Abertura Válvula Água (%) Carga (A) Temperatura da água
1 0,06 25 100 Fria
2 0,06 25 100 Quente
3 0,06 25 110 Fria
4 0,06 25 110 Quente
5 0,06 25 120 Fria
6 0,06 25 120 Quente
7 0,06 50 100 Fria
8 0,06 50 100 Quente
9 0,06 50 110 Fria
10 0,06 50 110 Quente
11 0,06 50 120 Fria
12 0,06 50 120 Quente
13 0,06 75 100 Fria
14 0,06 75 100 Quente
15 0,06 75 110 Fria
16 0,06 75 110 Quente
17 0,06 75 120 Fria
18 0,06 75 120 Quente
19 0,09 25 100 Fria
20 0,09 25 100 Quente
21 0,09 25 110 Fria
22 0,09 25 110 Quente
23 0,09 25 120 Fria
24 0,09 25 120 Quente
25 0,09 50 100 Fria
26 0,09 50 100 Quente
27 0,09 50 110 Fria
28 0,09 50 110 Quente
29 0,09 50 120 Fria
30 0,09 50 120 Quente
31 0,09 75 100 Fria
32 0,09 75 100 Quente
33 0,09 75 110 Fria
34 0,09 75 110 Quente
35 0,09 75 120 Fria
36 0,09 75 120 Quente
Tabela 2. Descrição dos testes para Padronização do Funcionamento das Centrifugas
Continuas

42
Ao todo forma 36 combinações diferentes, alternado as seguintes variáveis:
• Abertura de Tela 0,06 mm;
• Abertura de Tela 0,09mm;
• Carga 100 A;
• Carga 110 A;
• Carga 120 A;
• Abertura Válvula de Água em 25%;
• Abertura Válvula de Água em 50%;
• Abertura Válvula de Água em 75%;
• Temperatura Água: Quente;
• Temperatura Água Fria.
E analisando os produtos envolvidos:
• Massa B : Brix, Cor e Pureza;
• Magma : Brix , Cor e Pureza;
• Mel Final: Brix e Pureza;
Obtendo-se os seguintes dados: Teste

43
Teste Massa B_ Brix Massa B_Pureza Massa B_Cor Mel Final_Brix Mel Final_Pureza Magma_Brix Magma_Pureza Magma_Cor
1 90,6 81,85 13260 85,2 63,19 89,4 96,21 3453
2 91,2 80,65 13549 85,8 63,1 98,4 94,91 4374
3 90,6 81,85 13260 84,6 63,07 90 96,31 3957
4 91,2 80,65 13549 86,4 62,39 98,4 94,24 4420
5 90,6 81,85 13260 85,2 63,19 93,6 94,35 4842
6 91,2 80,65 13549 85,8 62,4 98,4 93,92 4795
7 89,4 82,07 14534 80,4 65,39 73,8 98,93 1747
8 89,4 82,07 14534 81,6 68,06 90 99,23 1392
9 89,4 82,07 14534 80,4 68,25 91,8 98,11 2602
10 88,8 81,2 14654 81,6 68,95 87 98,75 2195
11 88,8 81,2 14654 81 68,19 90,6 97,67 2648
12 88,8 81,2 14474 81,6 67,83 89,4 97,36 2967
13 88,2 80,99 13723 72 67,64 86,4 92,34 5794
14 88,2 80,99 13723 79,2 68,67 85,8 98,69 1932
15 88,2 80,99 13723 72 66,46 87 91,49 6036
16 88,2 80,99 13723 80,4 66,52 85,2 96,48 2909
17 88,2 80,65 14074 72,6 65,33 87 92,75 5506
18 88,2 80,72 13723 80,4 68,47 91,8 92,18 4983
19 89,4 82,41 12860 83,4 64,7 82,8 94,31 4234
20 89,4 82,41 12860 83,4 65,43 81,6 93,03 4654
21 89,4 82,41 12860 83,4 65,57 85,2 95,91 3362
22 89,4 82,41 12860 82,8 65,9 84,6 94,3 4234
23 90,6 82,19 13031 83,4 65,79 88,2 94,64 3727
24 89,4 81,06 13376 82,8 66,49 87,6 94,66 4327
25 91,2 79,46 16365 81,6 60,94 84 93,61 6181
26 91,2 79,46 16365 81,6 60,65 83,4 91,09 7868
27 91,2 79,46 16365 84 70,79 79,8 87,32 10639
28 91,2 78,66 16303 81 63,63 82,8 91,1 7615
29 91,2 79,66 15446 81 61,24 84,6 91,23 7868
30 91,2 79,66 15446 81,6 62,13 86,4 94,3 5746
31 90 79,04 15974 74,4 63,75 86,4 99,55 1629
32 90 79,04 15974 78 65,23 88,8 99,58 1495
33 90 79,04 15974 75 63,56 87 99,7 1764
34 89,4 79,23 15662 79,2 66 88,2 99,44 2353
35 91,2 79,26 16225 76,8 62,94 89,4 98,37 2536
36 91,2 79,26 16225 78,6 64,96 89,4 98,98 2126
Tabela 3. Resultado dos Testes para Padronização do Funcionamento das Centrifugas
Continuas.
Após a aplicação dos testes e análises dos parâmetros descritos, os dados foram
analisados estatisticamente através do software para análises estatísticas Minitab
gerando as seguintes relações:

Figura 7.
Figura 8. Relação Abertura de Tela, Vazão De Água, Carga X Pureza do Mel Final
Figura 7. Relação Temperatura Água x Pureza Mel Final
Relação Abertura de Tela, Vazão De Água, Carga X Pureza do Mel Final
44
ureza Mel Final
Relação Abertura de Tela, Vazão De Água, Carga X Pureza do Mel Final

45
O Gráfico de Efeito Principal relacionando a Temperatura da Água com a
Pureza do Mel Final mostrou que usando água fria, conseguimos alguma redução
na Pureza do Mel Final. O Gráfico relacionando Abertura de Tela, Vazão De Água,
Carga X Pureza do Mel Final mostrou que a Abertura de Tela ideal = 0,09mm, que
a Carga 110 deve ser descartada e quando se utilizar Carga 100, a Vazão deve ser
≠ 75 % e a Carga 120 pode ser utilizada com todas as vazões com diferença
mínima . Com base nesta análise de dados foi estabelecida a melhor situação para
o processo:
_ Tela = 0,09mm;
_ Carga =120 A;
_ Abertura de válvula de água = 25%;
_ Temperatura da Água = Fria.
3.3.3. Definição, Análise e Coleta de Dados (Pureza e Presença de Cristais) e
Monitoramento das Trocas de Telas.
Com a melhor situação de processo estabelecida, definimos os parâmetros
de Pureza e Ausência de Cristais no Mel Final como fatores relacionados ao
desgaste da tela. Deu-se inicio então a análise e coleta de dados destes
parâmetros e simultaneamente o monitoramento das trocas de telas juntamente
com a equipe de manutenção.
3.3.3.1. Amostragem
São retiradas amostras individuais de Mel Final de cada centrifuga em
estudo (num total de cinco). Antes de iniciar a coleta, os parâmetros de
funcionamento são checados.

46
3.3.3.2. Presença de Cristais
Com a mostra ainda quente, mistura-se a mesma com açúcar invertido e em
placa de petri com luz incidente e lupa, verifica-se a presença ou não de cristais no
mel final de cada centrifuga estudada. Durante o estudo foram definidos conceitos
para descrever a presença de cristais neste mel , sendo :
• Ausente: Nenhum indicio de cristais presentes;
• Presente: Cristais presentes;
• Critico: Cristais presentes em grande quantidade.
3.3.3.3. Pureza do Mel Final
Para se obter a pureza do Mel Final necessitamos dos dados de º Brix e Pol (%)
para efetuar os Cálculos.
• Brixº
o Pesa-se 100g amostra;
o Completa-se a 600g com Água Desmineralizada;
o Dilui-se em Agitador Magnético;
o Obtêm a leitura através do Refratômetro;
o Brixº = Leitura x 6
• Pol (%)
o Com o diluído da analise anterior (Brix);
o Pesa-se 52 em balão volumétrico de 200ml;
o Completa a 200ml com Água Desmineralizada;
o Clarifica-se com mistura clarificante;
o Filtra-se;
o Obtém-se leitura através do Polarimetro;
o Pol = {[(Leitura x 1,0078) + 0,0444] x 6}
• Calculo Pureza (%)
o Pureza = Brix / Pol

47
3.3.4. Correlação dos Dados com as Trocas de Telas
RESULTADOS
Monitoramento Parâmetros – Pureza Mel Final x Troca de Tela
70,80%
60,90%
02 dias
63,92%
15 dias
65,38 %
25 dias
68,92%
32 dias
Situação 1
Figura 9. Monitoramento Parâmetros – Pureza Mel Final x Troca de Tela-Situação 1
Figura 10. Gráfico Monitoramento Parâmetros – Pureza Mel Final x Troca de Tela
Situação 1
60
62
64
66
68
70
72
0 5 10 15 20 25 30 35
Pu
reza
Me
l F
ina
l
Dias
Situação 1

48
Figura 11. Gráfico Monitoramento Parâmetros – Pureza Mel Final x Troca de Tela
Situação 2.
0
10
20
30
40
50
60
70
80
0 5 10 15 20 25 30 35
Pu
reza
Me
l F
ina
l
Dias
Situação 2

49
Figura 12. Gráfico Monitoramento Parâmetros – Pureza Mel Final x Troca de Tela
Situação 3.
0
10
20
30
40
50
60
70
80
0 5 10 15 20 25 30 35 40 45
Pu
reza
Me
l F
ina
l
Dias
Situação 3

50
Figura 13. Gráfico Monitoramento Parâmetros – Pureza Mel Final x Troca de Tela
Situação 4.
Os Gráficos acima exemplificam as varias situações encontradas durante o
estudo. A Situação 1 mostrou uma queda de 10 pontos percentuais na Pureza do
Mel Final com a Troca da Tela subindo 08 pontos percentuais após 32 dias da
Troca. Na Situação 2 verificamos uma queda de 5 pontos após a Troca de Tela e
após 35 dias um aumento de 13 pontos percentuais na Pureza do Mel Final. Na
situação 3 observamos a mesma variação da Situação 2 porém num intervalo de 42
dias. A situação 4 foi a que mais ocorreu durante o estudo apresentando uma
queda de 5,5 pontos percentuais após a Troca de Tela e aumento de 3 pontos
percentuais na Pureza do mel Final após 28 dias da Troca de Tela.
56
57
58
59
60
61
62
63
64
0 5 10 15 20 25 30 35
Pu
reza
Me
l F
ina
l
Dias
Situação 4

51
3.3.5. Correlação dos dados com Rendimento de Fábrica e Variações na Pureza do Mel Final Para exemplificar o impacto que a variação da Pureza do Mel Final tem
sobre a Produção de Açúcar e Álcool e o Rendimento da Fábrica, vamos
apresentar 3 situações com a Pureza do Mel Final variando de 60 a 64,50%.
3.3.5.1. Condição 01
Considerando:
Vazão de 200 m3/h de xarope por dia (24 horas) logo temos um montante de
4800 m3/ dia de xarope.
Vx = 4800 m3/dia
Fábrica
Xarope
Brix = 58º
Pureza = 87%
Vazão de 200 m3/h
Açúcar
Brix = 100º
Pureza = 99,80%
Mel Final
Brix = 79º
Pureza = 64,50%

52
Densidade do xarope é dada pela fórmula: [(2 x 10 – 5) x (Brix 2 + 0,0037) x (Brix +
0,9981)]
Densidade do Xarope = 1279,98 Kg/m3
Pela densidade temos a massa de xarope processada durante o dia = 6143,904
ton./dia
Mx= 6143,904 ton./dia 3.3.5.1.1. Balanço de Massa – Condição 1
Equação por Sólidos Solúveis = Mx x Bx = Ma + Mmf x Bmf (1)
Onde :
Mx = Massa Xarope
Ma= Massa Açúcar
Mmf= Massa Mel Final
Bx = Brix Xarope
Bmf= Brix Mel Final
Equação por Sacarose = Mx x Bx x Px = Ma x Pa = Mmf x Bmf x Pmf (2)
Onde :
Px = Pureza Xarope
Pa = Pureza Açúcar
Pmf = Pureza mel Final
Relacionando as formulas temos:
Ma = Bx x Mx – Bx x Mmf (3)

53
Aplicando o valor das variáveis temos que:
Mx x 0,58 = Ma + Mmf x 0,79 (1)
Mx x 0,58 x 0,87 = Ma x 0,9980 = Mmf x 0,79 x 0,6450 (2)
Ma = 0,58 x Mx – 0,79 x Mmf (3)
Resolvendo as equações temos que Mmf 1 = 1637,96 ton. / dia
Substituindo Mmf em (3) temos que Ma = 2269,48 ton. / dia, ou seja,
45.390 sc/dia de açúcar .
Para o calculo de Rendimento do Mel Final em Álcool, consideramos uma vazão de
1637,96 ton./dia de Mel Final com Pureza de 64,50% logo temos 1056,4842 ton./dia
de ART, considerando eficiência da destilaria em 90% temos 950,83578 ton./dia
ART.
Temos que: 2 C6 H12 O6 4 CH3 CH2 OH + 4 CO2 360 g 184 g 950,83578 ton./ dia x X1 = 485,982732 toneladas de álcool Considerando densidade do álcool = 789,3 kg/m3 logo temos um volume de 615,71 m3 de álcool por dia. 3.3.5.1.2. Recuperação de Fábrica 1 Recuperação de Fábrica = [Pa x (Bx – Pmf) / Bx x (Pa – Pmf)] Aplicando os valores das variáveis temos que a Recuperação de fabrica na Condição 1 foi de 73,12%

54
3.3.5.2. Condição 02
Considerando:
Vazão de 200 m3/h de xarope por dia (24 horas) logo temos um montante de
4800 m3/ dia de xarope.
Vx = 4800 m3/dia
Densidade do xarope é dada pela fórmula: [(2 x 10 – 5) x (Brix 2 + 0,0037) x (Brix +
0,9981)]
Densidade do Xarope = 1279,98 Kg/m3
Pela densidade temos a massa de xarope processada durante o dia = 6143,904
ton./dia
Mx= 6143,904 ton./dia
Fábrica
Xarope
Brix = 58º
Pureza = 87%
Vazão de 200 m3/h
Açúcar
Brix = 100º
Pureza = 99,80%
Mel Final
Brix = 79º
Pureza = 62,50%

55
3.3.4.5.1. Balanço de Massa – Condição 2
Utilizando as mesmas fórmulas descritas na Condição 1 e aplicando o valor das variáveis temos que:
Mx x 0,58 = Ma + Mmf x 0,79 (1)
Mx x 0,58 x 0,87 = Ma x 0,9980 = Mmf x 0,79 x 0,6250 (2)
Ma = 0,58 x Mx – 0,79 x Mmf (3)
Resolvendo as equações temos que Mmf 2 = 1548,28 ton. / dia
Substituindo Mmf em (3) temos que Ma = 2340,32312 ton. / dia, ou seja,
46.806 sc/dia de açúcar .
Para o calculo de Rendimento do Mel Final em Álcool, consideramos uma vazão de
1548,28 ton./dia de Mel Final com Pureza de 62,50% logo temos 967.675 ton./dia
de ART, considerando eficiência da destilaria em 90% temos 870,9075 ton./dia
ART.
Temos que: 2 C6 H12 O6 4 CH3 CH2 OH + 4 CO2 360 g 184 g 870,9075 ton./ dia x X2 = 445,1305 toneladas de álcool
Considerando densidade do álcool = 789,3 kg/m3 logo temos um volume de
563,956 m3 de álcool por dia.

56
3.3.5.2.2. Recuperação de Fábrica 2 Recuperação de Fábrica = [ Pa x ( Bx – Pmf)/ Bx x (Pa – Pmf)]
Aplicando os valores das variáveis temos que a Recuperação de fabrica na
Condição 2 foi de 75,35%
3.3.4.3. Condição 03
Considerando:
Vazão de 200 m3/h de xarope por dia (24 horas) logo temos um montante de
4800 m3/ dia de xarope.
Vx = 4800 m3/dia
Densidade do xarope é dada pela fórmula: [ ( 2 x 10 – 5 ) x (Brix 2 + 0,0037) x (Brix
+ 0,9981)]
Fábrica
Xarope
Brix = 58º
Pureza = 87%
Vazão de 200 m3/h
Açúcar
Brix = 100º
Pureza = 99,80%
Mel Final
Brix = 79º
Pureza = 60,00%

57
Densidade do Xarope = 1279,98 Kg/m3
Pela densidade temos a massa de xarope processada durante o dia = 6143,904
ton./dia
Mx= 6143,904 ton./dia 3.3.5.3.1. Balanço de Massa – Condição 03
Utilizando as mesmas fórmulas descritas na Condição 1 e aplicando o valor das variáveis temos que:
Mx x 0,58 = Ma + Mmf x 0,79 (1)
Mx x 0,58 x 0,87 = Ma x 0,9980 = Mmf x 0,79 x 0,60 (2)
Ma = 0,58 x Mx – 0,79 x Mmf (3)
Resolvendo as equações temos que Mmf 3 = 1444,150 ton. / dia
Substituindo Mmf em (3) temos que Ma = 2422,58582 ton. / dia, ou seja,
48.452 sc/dia de açúcar .

58
Para o calculo de Rendimento do Mel Final em Álcool, consideramos uma
vazão de 1444,150 ton./dia de Mel Final com Pureza de 60,00% logo temos 866,49
ton./dia de ART, considerando eficiência da destilaria em 90% temos 779,841
ton./dia ART.
Temos que:
2 C6 H12 O6 4 CH3 CH2 OH + 4 CO2
360 g 184 g
779,841 ton./ dia x
X3 = 398,585 toneladas de álcool
Considerando densidade do álcool = 789,3 kg/m3 logo temos um volume de
504,985 m3 de álcool por dia.
3.3.5.3.2. Recuperação de Fábrica 3
Recuperação de Fábrica = [ Pa x ( Bx – Pmf)/ Bx x (Pa – Pmf)]
Aplicando os valores das variáveis temos que a Recuperação de fabrica na
Condição 2 foi de 77,82%

59
3.3.6. Análise Econômica das Condições 01, 02 e 03
Para a Análise Econômica das Condições 01, 02 e 03 foi utilizada a cotação dos
preços de Açúcar e Álcool do dia 10 de outubro de 2011 disponibilizadas no site da
UDOP.
Açúcar Cristal SC (50 kg) = R$ 62,30
Álcool Anidro (m3) = R$ 1.370,40
Com base nesses valores temos que:
Condição 01: 64,50% Pureza mel Final
45.390 sc/ dia totalizando R$ 2827797,00
615,71 m3/dia totalizando R$ 843768,98
Total: R$ 3.671.565,984
Condição 02: 62,50 % Pureza Mel Final
46,806 sc/ dia totalizando R$ 2916013,80
563,956 m3/dia totalizando R$ 772845,3024
Total: R$ 3.688.859,102
Condição 03: 60,00 % Pureza Mel Final
48.452 sc/ dia totalizando R$ 3018559,6
504,985 m3/dia totalizando R$ 692031,444
Total: R$ 3.710.591,044

60
3.3.7. Comparativos e Resultados Finais
Com base nos balanços de massa e Análise Econômica das Condições 01,02 e
03 vimos que:
• Diferença de lucro entre a condição 01 e a condição 03 foi de 0,10% o que
representa R$ 39.025,06 por dia de produção;
• A cada 2 pontos percentuais a mais na pureza do mel final a fábrica perde
aproximadamente 0,60% do faturamento do dia;
• Uma diferença de 4,5 % na pureza do mel final representa uma perca
mensal de R$ 1.170.751,80, cerca de 1,06% do faturamento da empresa
onde foi desenvolvido o estudo;
• A cada 5 pontos de pureza a menos no mel final, a Fábrica consegue
aumentar sua eficiência em 5,22%.
• Com base no Monitoramento da Pureza do Mel Final x Troca de Telas
verificamos que a vida ótima de utilização da tela é de 30 dias em
processamento continuo.

61
4. CONCLUSÂO
A busca da eficiência nas indústrias está cada vez maior, devido a
otimização dos recursos e aumento dos lucros. Neste sentido o estudo do processo
é de grande importância para conhecimento do funcionamento das variáveis
envolvidas, podendo assim atuar juntamente ao processo minimizando as perdas e
obtendo caminhos para aumento da produtividade.
A centrifugação apesar de ser considerada uma operação unitária simples, é
de grande importância na Fabricação de Açúcar pois nesta etapa pode-se gerar
uma grande perda impactando nos lucros da empresa e no rendimento da Fábrica
de Açúcar, no entanto, são poucos os estudos voltados para essa operação. Nas
práticas atuais, telas são mantidas além de seu tempo ótimo de substituição. Isto
pode parecer que exista uma economia de dinheiro pela prática do “vou usar a tela
o máximo possível”. Entretanto, o custo por perda extra de açúcar é muito mais
significativo. Substituir telas desgastadas que “aparentam estar em boas condições”
resultará em uma maior economia operacional. Este presente estudo teve por
objetivo estudar esta operação, de maneira a otimizar os lucros da empresa através
das Trocas de Telas e aumento do Rendimento da Fabrica, através do
Monitoramento dos parâmetros de pureza e presença de cristais no mel final,com
as Trocas de Telas, identificando e mensurando as perdas e estabelecendo um
tempo viável economicamente para a troca de tela
O presente estudo demonstrou que o período ótimo para a troca de tela é de
30 dias (em processamento contínuo). Os parâmetros adotados indicam de
maneira clara o desgaste da tela, servindo como base para o constante
monitoramento. A pureza do mel final é um parâmetro determinante para a
eficiência da Fábrica de Açúcar e para a lucratividade da empresa .

62
5. ANEXOS
ANEXO 1. MODELO DE FICHA PARA CONTROLE DIARIO DAS CENTRIFUGAS
CONTINUAS
Data : ____/___/___
Centrifugas
Cristais de Açúcar no Mel
Mel Final Carga Observações
Nº Modelo Processo Ausente Presente Critico Brix Pol Pureza Amp.
7 Konti 12 1º Purga
6 Konti 12 1º Purga
8 Konti 12 1º Purga
2 Konti 14 1º Purga
3 Usitep cck14
4 Usitep cck14
5 Konti 10
Tanque Mel Final
Funcionamento AR 1000 :

63
ANEXO 2.CONTROLE DE DADOS – CENTRIFUGA 7
nº Centrifuga Continua 01
Dias
Mel final Magma Cristais no mel Carga Troca de
tela Brix Pureza Brix Pureza Cor
1 82,8 62,98 P 120
2 85,8 59,12 P 120
3 79,8 64,74 A 120
4 81,6 58,42 A 120
5 82,8 59,91 A 120
6 80,4 62,22 A 120
7 81,6 61,6 A 120
8 79,8 63,22 A 120
9 81,6 62,57 A 120
10 83,4 59,48 A 120
11 87,7 55,38 A 120
12 86,4 58,82 A 120
13 82,8 63,27 A 120
14 78 59,18 A 120
15 85,2 58,36 A 120
16 85,2 58,22 A 120
17 84 59,7 A 120
18 84,6 66,71 A 120
19 81,6 65,53 A 120
20 83,4 68,54 A 120
21 85,2 62,62 A 120
22 88,8 63,76 A 120
23 83,4 61 P 120
24 84 59,92 A 120
25 84,6 60,42 A 120
26 83,4 66,44 A 120
27 85,8 59,37 A 120
28 80,4 66,21 A 120
29 83,2 68,49 P 120
30 85,02 64,11 P 120
31 83,76 62,98 P 120
32 82,8 68,97 P 120
33 81,6 70,8 C 120 X
1 82,8 65,9 A 120
2 83,4 63,25 A 120
6 86,4 63,93 A 120
8 83,4 69,99 A 120
10 81 68,78 84,6 92,87 3957 A 120
12 85,8 61,55 82,8 92,48 6158 A 120
15 83,4 59,48 84 95,41 3579 A 120
17 85,2 63,62 94,8 95,7 3773 A 120
20 82,2 69,2 93,6 96,34 2876 A 120
22 82,8 69,18 93,6 95,64 3180 A 120
25 81,6 69,39 83,4 95 3441 A 120

64
6. BIBLIOGRAFIA
HUGOT, E. Manual da Engenharia Açucareira. São Paulo: Mestre Jou, v.1, 1977.
PAYNE, J. H. Operações unitárias na produção de açúcar de cana. São Paulo:
Nobel: STAB, 1989, 245 p.
FERNANDES, Antonio Carlos. Cálculos na agroindústria da cana-de-açúcar. 2.
Ed. Piracicaba: Stab, 2003.
WHITE, E.T; GREIC, C.R; KIRBY, L.K. Economics of Screen Replacement.
Proceedings of Australian Society of Sugar Cane Technologists, 1987.
COPERSUCAR – COOPERATIVA DE PRODUTORES DE CANA, AÇÚCAR E
ÁLCOOL DO ESTADO DE SÃO PAULO LTDA. Manual de controle químico da
fabricação de açúcar. Piracicaba, 2001.
CESAR, M.A.; DELGADO, A.A.; CAMARGO, A.P.; BISSOLI, B.M.A.; SILVA, F.C.
Capacidade de fosfatos naturais e artificiais em elevar o teor de fósforo no caldo de
cana-de-açúcar (cana-planta), visando o processo industrial. STAB: açúcar, álcool e
subprodutos, v.5, n. 5, p. 32-38, 1987.
RIBEIRO, PAULO ROBERTO et al. Apostila A usina de açúcar e sua automação.
Departamento de Engenharia de Aplicações – Divisão Açúcar e Álcool – Smar
Equipamentos Industriais. Sertãozinho, 1999. 114p. (Apostila xerocada).
STEFANI. Paulo. Apostila Cozimento e Cristalização do Açúcar – 1999
CALICHMAN, Eduardo. Fabricação de Açúcar – Cozimento Descontinuo Seminário
Nacional de Cristalização da Sacarose – STAB -2011
Marcos Sawaya Jank -Crescimento sustentável e acelerado: caminho sem volta
para o setor sucroenergético- Artigo publicado na Revista Farm Forum, edição nº
35 (setembro/ outubro de 2011).

65
Ilustração –Sistema de duas massas disponível em :
http://livresaber.sead.ufscar.br/handle/123456789/531 - acessado em 12/01/2012
Ilustração Cozedor : http://livresaber.sead.ufscar.br/handle/123456789/616
acessado em 12/01/2012
Cristalização Complementar - Tecnologia do Açúcar – Apresentação – Esalq-USP
– disponível em:
http://www.economia.esalq.usp.br/~les700alunos/thamiris/Hugot/cristalizacao_comp
lementar.pdf - acessado em 18/11/2011
COPERSUCAR Censo varietal quantitativo, Centro de Tecnologia da
COPERSUCAR Piracicaba, SP, 1995.
NEVES, Prof. Luiz Carlos M. – Apostila Disciplina Fisica Aplicada – Centrifugação
disponível em http://pt.scribd.com/doc/24321585/Aula-de-Centrifugacao - acessado
em 05/02/2012
Imagem Centrifuga : disponível em :
http://www.texas.com.br/media/photologue/photos/cache/centrifugas4_display.jpg -
acessado em 07/02/2012
JOHNSTON, Selwyn - Representante Comunidade Independente – disponível em
http://www.johnston-independent.com/sugar.html# asi – acessado em 03/03/2012
MILNER, Ted D.-Twelve Facts For A Better Centrifugal Station – Factory Notes
Sugar Journal- pg 16 - 2008
Universidade de Queensland - http://www.uq.edu.au/
Dados Estatísticos IBGE - disponível em
http://www.sidra.ibge.gov.br/bda/tabela/listabl.asp?c=289&z=p&o=31
SIDRA - Tabela 1612 – acessado em 10/04/2012

66
EXPAMETAL – disponível em
http://www.expametal.com.br/produtos_detalhes.asp?produtoid=14145879 –
acessado em 05/04/2012
FERREIRA, Nivaldo de Souza – Balanço de Material e Eficiência em Usinas
Resumo das Fórmulas de Rendimentos e Eficiência Utilizadas na Indústria
Açucareira do Brasil disponível em
http://www.piracicabaengenharia.com.br/artigos_full.asp?nID=356 – acessado em
06/04/2012
EMBRAPA - Mercado Açúcar: – disponível em http://www.agencia.cnptia.embrapa.br/gestor/cana-de-acucar/arvore/CONTAG01_109_22122006154841.html - acessado em 05/04/2012