Embed Size (px)
Citation preview

ESTUDO DAS RELAÇÕES ENTRE O PROJETO DE EDIFÍCIOS
INDUSTRIAIS E A GESTÃO DA PRODUÇÃO.
JOÃO ALBERTO CAMAROTTO
SÃO PAULO
1998

ESTUDO DAS RELAÇÕES ENTRE O PROJETO DE EDIFÍCIOS
INDUSTRIAIS E A GESTÃO DA PRODUÇÃO.
JOÃO ALBERTO CAMAROTTO
Tese apresentada à Faculdade de
Arquitetura e Urbanismo da
Universidade de São Paulo para
obtenção de grau de Doutor.
Orientador: Prof. Dr. Luiz Gastão de
Castro Lima.
SÃO PAULO
1998

CAMAROTTO, João Alberto. Estudo das relações entre o
projeto do edifício industrial e a gestão da produção. São
Paulo, 1998. 1v.il. Tese – Doutorado – FAU/USP

Para Rosangela e Leonardo
AGRADECIMENTOS
Às pessoas que sempre estiveram comigo e aquelas que me ajudaram neste
trabalho:
Rosangela Vanalle
Alceu Gomes Filho
Nilton Menegon
Paulo Bento
Luiz Gastão C. Lima - meu orientador
Miguel de Simoni - meu eterno orientador
Eliane Bôscolo
Francisco Alves
Targino Araújo Filho
Celso Rodrigues
Ubirajara Mattos
José Alfeo Röhm
Dirceu Guaglianoni Jr. (Capi)
Miguel Bueno da Costa
Egle Setti
Silvane Matusita
Elizabeth Schutzer (in memorian)
Ao pessoal da secretaria do DEP
Aos velhos amigos sumidos: Domenico(Nick) e Sóstenes
Ao meu velho
Obrigado pela força.
RESUMO
A pesquisa é uma contribuição para o estudo e projeto de edifícios
industrias no tocante à sua relação com os desenhos da organização e da
gestão da produção desenvolvidos para uso nestes edifícios.
O objetivo principal é verificar as conseqüências das mudanças nos
padrões de organização da produção sobre o sistema de trabalho, quando se
mantém a mesma edificação da fábrica. Este estudo é realizado através da
análise do desempenho da edificação em relação ao arranjo físico das
instalações e do conforto ambiental para os trabalhadores.
Realiza-se inicialmente um estudo da evolução da concepção do
edifício industrial a partir do século 18, estabelecendo-se uma relação entre o
projeto arquitetônico e a organização da produção. Os parâmetros utilizados
são os princípios de desempenho do arranjo físico em relação aos fatores de
produção.
Partindo-se da evolução dos modelos de gestão da produção e seus
relacionamentos com os princípios do arranjo físico, os sistemas de trabalho
são estudados mostrando que as mudanças de gestão interferem na distribuição
e nos padrões dos espaços de trabalho. O conforto ambiental é utilizado como
referencial de comparação, tendo como parâmetros de medida os agentes
ruído, calor e iluminamento.
Os estudos de caso foram realizados em empresas que, sem alterar
seus edifícios, introduziram mudanças na gestão da produção, mostrando as
incompatibilidades entre os parâmetros de gestão e os espaços de trabalho com
as limitações impostas pelo edifício. Para comparar estas situações foram
utilizadas como referência as variáveis de conforto ambiental e a opinião dos
usuários destes ambientes.
Flexibilidade e projetos voltados para a organização do trabalho são
as principais mudanças verificadas no modelo desenvolvimento de edifícios

industriais no final deste século. A tendência das organizações industriais é o
uso de unidades de produção pequenas e independentes, com edificações
modulares e a valorização do trabalho em grupo com maior autonomia de
decisões.

ABSTRACT
This thesis deals with the study and design of industrial buildings,
focusing the relationships amongst paradigms of production management,
organisation design, and those related specifically with industrial building.
The main objective is to find out the possible consequences of changes in
production organisation patterns over work systems, when the factory building
is kept unchanged. The study is carried out by analysing building performance
in terms of physical arrangement of installations and environment comfort for
workers.
First, it is studied the evolution of industrial building conceptions
since the eighteenth century, seeking relationships between architectonic
project and production organisation. This work considered for that the possible
influences of physical arrangement in the productivity of production factors.
Beginning from the evolution of production management models
and its relationships with the principles of physical arrangement, work systems
have been studied showing that management changes interface in the
distribution and patterns of the work spaces. Environment comfort has been
used as a comparation guide. Loudness, heat and light agents have been used
as measuring parameters.
In this work some cases studies were carried out in enterprises that,
without changing their buildings, have introduced changes in its production
management systems. Many incompatibilities between management
parameters and work spaces have been identified and analysed, especially
those limitations imposed by the unchanged buildings. The work used
environment comfort variables and users' opinions as references to compare
these situations.
Finally, this work concluded that the need of flexibility and the
correspondent alterations in the work organisation are the main changes found

in the industrial buildings development model at the end of this century. The
tendency of industrial organisation is the use of work groups with bigger
decision autonomy arranged in small and independent production units, in
modular buildings.

SUMÁRIO
Página
1. INTRODUÇÃO 01
1.1. Contextualização da pesquisa 01
1.2. Objetivos e hipótese 05
1.3. Métodos utilizados no desenvolvimento da pesquisa 10
2. EDIFÍCIO INDUSTRIAL E ARRANJO FÍSICO ( Layout ) 15
2.1. O surgimento das fábricas 20
2.2. Os principais padrões dos edifícios industriais no século 20 31
2.3. Primeiros estudos de layout 49
2.4. Métodos e técnicas de desenvolvimento de layout 56
2.5. Tipos Clássicos de arranjo físico 65
2.6. Projeto de edifícios industriais e o conforto ambiental 74
2.6.1. O projeto do edifício industrial 75
2.6.2. Conforto Ambiental 81
2.6.2.1. Avaliação das condições térmicas 82
2.6.2.2. Avaliação das condições acústicas 85
2.6.2.3. Avaliação das condições de iluminamento 90
3. GESTÃO DA PRODUÇÃO, ORGANIZAÇÃO DO
TRABALHO E LAYOUT 93
3.1. Formas tradicionais de gestão da produção e organização do
trabalho: relações com a edificação industrial 96

Página
3.2. Novas formas de Gestão da Produção 102
3.3. Novas formas de Gestão do trabalho: trabalho em grupo,
autonomia, humanização do trabalho 118
3.4. Novos padrões de layout derivados de novas formas de gestão
da produção e do trabalho 124
3.4.1. Layout em grupo 129
3.4.2. Célula de Manufatura 133
3.4.3. Projeto modular: layout modular, mini-fábrica 140
3.5. Considerações finais 153
4. ESTUDO DE CASOS 156
4.1. O modelo de pesquisa utilizado 157
4.2. As Fábricas estudadas 158
4.2.1. Fábrica - F1 161
4.2.2. Fábrica - F2 181
4.2.3. Fábrica - F3 198
4.3. Considerações finais sobre as empresas estudadas 208
5. CONCLUSÕES 211
5.1. Edifícios industriais e instalações: exemplos recentes e
indicativos de tendências 215
5.2. Análise de tendências nas relações do layout com os modelos
de gestão da produção e do trabalho 220
REFERÊNCIAS BIBLIOGRÁFICAS 225
BIBLIOGRAFIA 238
ANEXO 01 - MODELO DE ROTEIRO UTILIZADO PARA
LEVANTAMENTO DE DADOS NAS FÁBRICAS 241
ANEXO 02 - Normas Técnicas utilizadas para avaliação de
RUÍDO, CALOR e ILUMINAMENTO 246

LISTA DE FIGURAS
Página
Figura 01 Ilustração de uma fábrica do século 16 - com detalhes de
fábrica e habitação 20
Figura 02 Fábrica e residência em uma única edificação 22
Figura 03 Ilustração de uma fábrica típica do início da Revolução
Industrial 24
Figura 04 Uma edificação simples de uma fábrica do século 19 27
Figura 05 Fábrica moderna da metade do século 19 29
Figura 06 Indústria de tecelagem do início do século 19 30
Figura 07 Fábrica de Turbinas AEG, 1909 32
Figura 08 Complexo de indústria automobilística da década de 40 33
Figura 09 Interior de uma fábrica da automóveis em Detroid/EUA 34
Figura 10 Centro de distribuição de peças da FORD/EUA 36
Figura 11 Maqueta de uma fábrica da produtos de plásticos em
Illinois 36
Figura 12 Esquema de carta de fluxo(flow chart) de processo de
fabricação e montagem de um automóvel, década de 40. 39
Figura 13 Modelo de fluxo de uma fábrica padrão da década de 40 40
Figura 14 Interior de uma fábrica da década de 40 42
Figura 15 Planta de uma fábrica de peças para eletrodomésticos 43
Figura 16 Esquema de uma fábrica pós-guerra 46
Figura 17 Fluxo de produção após várias expansões do edifício 47
Figura 18 Layout de um moinho de cereais, de 1795 50
Figura 19 Ilustração de uma fábrica da década de 40 52
Figura 20 Modelo de fluxo em única edificação e setores paralelos 53
Figura 21 Modelo de fluxo com disposição em anel 53
Figura 22 Fluxo em anel com saídas opostas e setores em paralelo 54
Página
Figura 23 Fluxo em fila única com ambientes separados 55
Figura 24 Fluxo em fila dupla, com ambientes separados 55
Figura 25 Ilustração de um layout posicional 67
Figura 26 Esquema do layout Funcional 69
Figura 27 Esquema do layout por produto 70
Figura 28 Modelo de fábrica após a 2ª guerra mundial 102
Figura 29 Layout em gaiolas da pássaros 127
Figura 30 Layout em ilhas separadas 127
Figura 31 Layout em linha 128
Figura 32 Tipos de layout da Tecnologia de Grupo 130
Figura 33 Layout utilizado na Tecnologia de Grupo: Centro TG 131
Figura 34 Linha-TG, tipo de layout da Tecnologia de Grupo 131
Figura 35 Layout de uma célula da manufatura, em U 139
Figura 36 Esquema geral de uma construção em espinha de peixe 141
Figura 37 Estrutura dos módulos da layout - Volvo 143
Figura 38 Módulos de montagem de automóveis da Volvo/Kalmar 144
Figura 39 Rotas de fluxo das montagens Volvo/Kalmar 145
Figura 40 Vista geral da planta da Volvo/Kalmar 146
Figura 41 Abordagens de montagem utilizadas na Volvo/Kalmar 147
Figura 42 Mini-fábricas integradas em edifícios separados 151
Figura 43 Detalhes de uma mini-fábrica da Volvo/Kalmar 152
Figura 44 Layout e mapofluxograma - linha F1 164
Figura 45 Layout e fluxo do processo na célula F1 170
Figura 46 Esquemas alternativos de layout - célula F1 179
Figura 47 Layout geral e planta Fábrica F2 182
Figura 48 Layout e mapofluxograma inicial - F2 186
Figura 49 Sequência das operações - célula F2 189
Página
Figura 50 Modelo de estrutura da layout da célula F2 190
Figura 51 Layout geral da célula de usinagem F2 192
Figura 52 Planta baixa Fábrica F3 199
Figura 53 Fluxograma do processo F3 200
Figura 54 Layout de F3 201
Figura 55 Representação do percurso F3 202
Figura 56 Representação da célula - F3 204
LISTA DE QUADROS
Página
Quadro 01 Evolução dos sistemas de produção 09
Quadro 02 Principais conhecimentos e áreas de atuação envolvidos no
projeto de instalações industrias 19
Quadro 03 Modelo de desenvolvimento de projeto de fábrica -
MUTHER 56
Quadro 04 Esquema geral do sistema SLP - MUTHER 62
Quadro 05 Representação esquemática dos processos de produção 66
Quadro 06 Características do sistema de produção e tipo de layout 71
Quadro 07 Relação entre o tipo de layout e gestão da produção 72
Quadro 08 Progressão do processo projetual em arquitetura 76
Quadro 09 Processo de projeto segundo método sistemático 79
Quadro 10 Principais métodos de avaliação do conforto térmico 83
Quadro 11 Principais métodos de medição e avaliação do ruído 90
Quadro 12 Evolução da automação dos sistemas de produção 116
Quadro 13 Critérios e vantagens na adoção de tipos de layout 135
Quadro 14 Aplicabilidade do conceito de manufatura celular 136
Quadro 15 Unidades típicas de uma fábrica 155
Quadro 16 Equipamentos e controles na linha Fábrica F1 162
Quadro 17 Sequencia de operações - linha F1 163
Quadro 18 Distribuição dos postos de trabalho - linha F1 164
Quadro 19 Atividades do operados - linha F1 166
Quadro 20 Distribuição das áreas de trabalho - linha F1 167
Quadro 21 Conceitos e técnicas de gestão da produção - célula F1 168
Quadro 22 Estrutura de trabalho - célula F1 169
Quadro 23 Distribuição dos postos de trabalho - célula F1 171
Quadro 24 Distribuição das áreas de trabalho - célula F1 172
Quadro 25 Comparação de fatores de produção - célula x linha F1 177
Quadro 26 Configuração inicial - F2 185
Quadro 27 Tipos de flexibilidade aplicadas aos sistemas de produção 213

LISTA DE TABELAS
Página
Tabela 01 Fontes geradoras de ruído industrial 86
Tabela 02 Valores médios aproximados dos agentes ambientais - F2 188
Tabela 03 Comparação das variáveis de processo - F3 205
Tabela 04 Valores das variáveis ambientais - F3 206
GLOSSÁRIO
Apenas termos utilizados no texto que possuem interpretações diferentes em
relações a autores e áreas de projeto.
PROJETO DE EMPRESA: (Plant Design, Enterprise Design) Compreende o
projeto total do empreendimento da empresa para a concepção de uma
fábrica(MOORE, 1962). Abrange as fases de: a) aquisição de capital, b)
projeto do produto, c) planejamento de vendas, d) comprar ou fazer, e)
tamanho da fábrica, f) preço do produto, g) localização da fábrica, h) layout da
fábrica, i) edificação, j) desenvolvimento da organização e implantação da
fábrica.
PROJETO DE FÁBRICA: (Factory Planning ) Compreende as fases do
projeto de empresa referentes ao projeto da unidade de produção do produto:
a) tamanho da fábrica, b) localização, c) layout d) edificação d)
desenvolvimento e implantação. OLIVÉRIO(1985) traduz o termo Plant
Design como Projeto de Fábrica.
PROJETO DO ARRANJO FÍSICO OU PROJETO DE INSTALAÇÕES
INDUSTRIAIS: (Plant Layout, Layout, Facility Design) compreende o estudo
e projeto do arranjo espacial e organizacional dos fatores de
produção(materiais, equipamentos, mão-de-obra), dos serviços de
apoio(utilidades, pessoal, suprimentos) e administrativo da
fábrica.(OLIVÉRIO, 1985 e MOORE, 1962).
TEMPO DE MANUFATURA(TM) - Tempo total de transformação de uma matéria-prima, considerando o intervalo entre a chegada da matéria-prima no estoque até a expedição do produto. Este tempo é função dos tempos de

preparação dos postos(set-up), tempos de transporte, tempo-padrão(tempo de processamento básico + tempo de carga e descarga da peça no posto) e tempos de estocagens intermediárias.(CAMAROTTO, 1997 e AGOSTINHO, 1985). CARGA DE MÁQUINA - Quantidade de trabalho(ou tempo efetivo de trabalho) de cada equipamento de produção, para uma programação específica(peças, quantidades e tempo). Serve para dimensionar a quantidade de equipamentos e a taxa de utilização de cada um, em função do volume de produção.(BARNES, 1977 e CAMAROTO, 1997)
1
1. INTRODUÇÃO 1.1. Contextualização da pesquisa
O estudo das relações entre a tecnologia e as condições ambientais
de trabalho é uma preocupação que possui registro desde o século 16, com a
publicação dos estudos de George Bauer em 1556, sobre doenças e acidentes
relacionados ao trabalho de mineiros e fundidores de ouro e prata (BISSO,
1990). Entretanto, foi a partir da publicação do livro De Morbis Artificum
Diatriba , do médico Italiano Bernardino Ramazzini em 1700, que os estudos
sobre o conforto do ser humano nos ambientes de trabalho são sistematizados.
Até o século 17, enquanto a produção de mercadorias
era basicamente artesanal, realizada em instalações pequenas e com o trabalho
predominantemente manual; não havia a preocupação com o projeto de
edificações industriais (MELIS,1953). Esta preocupação surge a partir do
século 18, na Inglaterra, com as construções de edifícios para a indústria têxtil,
que utilizava a tecnologia da máquina a vapor para geração de energia e de
teares mecânicos construídos a partir de tornos e outras máquinas operatrizes
de precisão (USHER Apud GAMA, 1986)1. No século 18 houve uma
predominância de novas edificações para o setor têxtil.
Somente na segunda metade do século 19, começaram a surgir
edificações industriais em quantidade e tamanho expressivos em outros
setores, como havia na indústria têxtil até então (PEVSNER, 1980). Um dos
1 USHER, A. História das invenções mecânicas. Apud. GAMA, R. A. Tecnologia e o Trabalho na
História. 1ª. edição. São Paulo. EDUSP, 1987.

2
setores que se destacou como demandante destas edificações foi o setor metal-
mecânico, inicialmente na Europa e, posteriormente, nos EUA.
Entre o final do século 19 e início deste século, o setor
metal-mecânico era o mais dinâmico dentre os setores industriais, sendo
utilizado como exemplo de organização do processo de trabalho industrial
moderno, pois foi a partir de estudos empíricos sobre este setor que surgiram
as técnicas e as teorias de gestão mais influentes deste século (CORIAT,1994;
WOMACK et alii, 1992; HELOANI,1994). Os estudos sobre gestão e
organização industrial da época eram baseados nos modelos adotados em
empresas deste setor, destacando-se os trabalhos clássicos e históricos de:
C.Babbage, H. Fayol, H. Ford, F.W. Taylor, E. Mayo, Frank e Lilian Gilbreth,
entre outros (MAYNARD, 1970).
Na gestão dos fatores de produção, incluindo a orga-
nização do trabalho, as obras de TAYLOR(1971), Charles Babbage
(MAYNARD,1970), FORD(1954) e, posteriormente, BARNES(1977); foram
fundamentais no traçado de uma nova forma organizacional da produção,
influenciando todos os ramos da indústria e com reflexos nas demais
organizações que, de alguma forma, se relacionavam com a indústria. Uma
destas áreas de influência, de particular interesse para este trabalho, é a das
construções para fins industriais, que a partir da 2a. guerra segue o trinômio:
industrialização, racionalização e mecanização ( BRUNA, 1976), de
conotação claramente inserida nos princípios de Taylor.
Taylor sistematizou a Teoria da Administração
Científica do Trabalho e Henry Ford colocou em prática a produção em massa
e a linha de montagem. A corrente Fordista/Taylorista de organização da
produção e do trabalho tornou-se paradigma da produção industrial, cuja
predominância permaneceu inquestionável até os anos 60 (WOMACK et alii,
1992). A divisão e a organização do trabalho propostas e implantadas por
Taylor criaram uma nova base de relações industriais, fundamentadas na
3
racionalização das tarefas, e foram determinantes no surgimento das áreas de
atuação profissional preocupadas com o layout industrial, com a concepção
dos espaços de trabalho e com a composição das tarefas. Estas relações, em
conjunto com a produção em massa de produtos padronizados de Ford cujas
preocupações se concentravam no dimensionamento e controle do fluxo do
processo; direcionaram a evolução industrial no ocidente na primeira metade
deste século.
Este conjunto de ordenações industriais novas requereu
novos conceitos de projetos para edificações destinadas à indústria.
Notadamente durante os períodos de guerra e imediatamente após a 2ª Guerra,
na reconstrução de países da Europa, onde ocorreu um direcionamento para a
implantação de fábricas em parques industriais nas periferias das grandes
cidades, em substituição aos espaços inadequados situados nos centros
urbanos (MILLS,1951). Esta dinâmica provocada pelas guerras proporcionou,
entre outras mudanças, renovações de tecnologias tanto na produção industrial
como nas edificações para a indústria, utilizando-se o funcionalismo
(MASCARÓ, 1990) e a racionalização como suas bases projetuais
(BRUNA,1976).
É possível encontrar algumas relações entre a gestão da
produção e o projeto de fábricas pelos relatos históricos de projetos realizados
entre as décadas de 30 a 60 constantes nas obras de MUNCE(1960),
GRUBE(1972) e MILLS(1951). Nestes projetos, os edifícios industriais
seguem padrões de distribuição uniforme dos elementos de conforto
ambiental, com construções de grandes vãos livres na forma de galpões e uso
de estruturas "high-tech" (BENEVOLO, 1985). Estas concepções dos edifícios
são adequadas aos layouts industriais predominantes na época, cujos
pressupostos vinham do modelo de produção das indústrias do setor metal-
mecânico, em particular da indústria automobilística norte-americana.
4
A partir da década de 60, com a estagnação dos
mercados de pós-guerra e pela exaustão dos modelos de gestão da produção e
do trabalho, surgem movimentos de modernização das relações industriais
liderados pelo modelo Japonês de produção (Toyotismo, JIT/Kanban,
Ohnoismo, etc.) e pela corrente de humanização do trabalho da escola
sociotécnica ,com suas experiências em países escandinavos
(ORSTMAN,1984). Destas mudanças, é possível estabelecer relações entre
arquitetura industrial, como relata Orstman no caso da fábrica da Volvo em
Kalmar, e os conceitos de humanização e flexibilidade nos levantamentos
históricos de FRIGÉRIO(1985). Entretanto, casos como os da Volvo e outros
semelhantes na Suécia(SAAB/Scania), onde, por concomitância de
acontecimentos sociais e econômicos, foi possível a redefinição dos padrões
de layout e da arquitetura industrial, são considerados raros ou mesmo
exceção, como será visto no decorrer do trabalho.
Na evolução do conhecimento de áreas que interagem
em um mesmo espaço de aplicação profissional, como no caso da arquitetura
industrial e da gestão da produção, no que tange ao uso de espaços de
trabalho; torna-se difícil estabelecer qual área ou quais aspectos do contexto
social irão direcionar, ou influenciar, as mudanças na tecnologia(e em quais
aspectos da tecnologia) e no trabalho envolvidos na produção industrial.
SILVA(1991), pesquisando as relações entre trabalho e tecnologia na indústria
automotiva, encontrou 3 conclusões diversas sobre esta questão: "... 1)-A
tecnologia determina as formas de trabalho...... 2)-A cultura ou outros fatores
superestruturais, como ideologia ou religião, determinam os modos de
trabalho, desempenhando a tecnologia um papel secundário... 3)-Verifica-se
uma interação entre tecnologia e trabalho, de tal modo que as formas de
trabalho estimulam a inovação ou a implementação de mudança tecnológica,
exigindo a tecnologia modos de trabalho específicos. ...".( p. 13-14 ).
5
Estas indagações indicam que a análise das relações
existentes entre a edificação industrial e as atividades da produção, inseridas
nas relações entre tecnologia e trabalho, refletem também uma dinâmica
evolutiva no decorrer deste século que é, inicialmente, marcada pela
predominância dos modelos de gestão da produção Fordista/Taylorista e,
posteriormente, se transformam, porém, mantendo uma dependência das
mudanças ocorridas anteriormente nestes modelos de gestão.
1.2. Objetivos e hipótese.
Este trabalho é um estudo das relações entre o arranjo físico
industrial e o edifício da fábrica. Estas relações são estudadas em situações de
empresas que, mantendo o mesmo edifício da fábrica, promoveram mudanças
nos modelos de gestão da produção que, por sua vez, provocaram alterações
no layout, no fluxo de materiais; interferindo nas condições de trabalho dos
usuários destes ambientes.
Dada a complexidade e a diversidade de variáveis estudadas sobre
mudanças técnicas e condições de trabalho, para abordar o tema proposto foi
preciso estabelecer algumas relações específicas quanto à evolução do
conhecimento acerca de projeto de fábrica, em particular quanto à
incorporação das mudanças técnicas nos projetos e na consideração das
variáveis ambientais nos rearranjos de instalações industriais.
Inicialmente é preciso considerar que são escassos os trabalhos
sobre arquitetura industrial, principalmente no Brasil, que se preocupam em
estudar as relações de trabalho como fator de projeto em arquitetura2. Dentre
os trabalhos mais significativos, inclusive com metodologia própria de análise
de casos práticos, destaca-se a Avaliação Pós-Ocupação (APO), porém, com
2 No programa de pós-graduação da FAU-USP apenas 11 trabalhos entre teses e dissertações,
disponíveis na Biblioteca da Faculdade, tratam de arquitetura industrial.
6
casos estudados que não abrangem edifícios industriais. Os exemplos citados
são conjuntos habitacionais, hospitais e universidades ORNSTEIN(1992).
Os check-lists de projetos de edificações e instalações industriais,
conforme detalhado em MILLS(1951), citados e aplicados em MAFFEI(1982)
e OLIVEIRA(1979) não se preocupam explicitamente com as técnicas de
gestão da produção utilizadas e não discutem os respectivos projetos de
organização do trabalho destes ambientes, como defendido por
ORSTMAN(1984):
"...Durante muito tempo, a possibilidade de uma escolha ao nível da
organização do trabalho não era completada por uma reconsideração
ao nível da tecnologia propriamente dita. Certas experiências recentes
mostraram que era desejável modificar o sistema técnico; que, ao faze-
lo, se abriam largas possibilidades de reorganização. Assim, pede-se aos
autores de fábricas novas um esforço de imaginação de grande
amplitude e alcance considerável a nível social....".
(p. 263)
Esta proposta é manifestada pelo autor a partir do movimento de
humanização do trabalho, em que há uma reconsideração dos padrões
ergonômicos dos espaços de trabalho, de tal forma que a arquitetura, a
tecnologia e a gestão da produção devem interagir formando um projeto
harmonizado com a organização de trabalho.
Na relação direta entre o projeto das instalações industriais e as
condições ambientais de trabalho, as teses de MATTOS(1988) e de
RODRIGUES(1993) mostram que as metodologias em uso não consideram(
ou consideram muito superficialmente ) as variáveis relacionadas ao uso de
espaços de trabalho e conforto ambiental, principalmente no fluxo entre postos
de trabalho.

7
Os estudos ergonômicos relacionados com mudanças tecnológicas,
como a automação, têm se preocupado quase que exclusivamente com os
espaços no interior dos postos de trabalho e com as variáveis relacionadas com
o conteúdo cognitivo das tarefas (MORAES, 1992). Desta forma, o fluxo entre
os postos de trabalho e a disposição relativa das máquinas, que estão
diretamente relacionadas com a periculosidade do ambiente, e a distribuição
espacial dos postos de trabalho, que define os padrões de insalubridade, não
são devidamente trabalhados pelos projetos industriais. MORAES(1992) faz
uma exaustiva retrospectiva histórica das visões de trabalhos em ergonomia e
mostra esta tendência do trabalho centrado na tarefa, no homem e no posto de
trabalho.
Os estudos efetuados em empresas que passaram por mudanças na
gestão de produção, mantendo os mesmos edifícios, e a revisão bibliográfica
sobre mudanças técnicas na gestão da produção mostraram que não existem,
metodologicamente, considerações dos impactos das mudanças técnicas sobre
o conforto no trabalho e sua relação com a edificação.
A hipótese estudada é a de que as alterações no arranjo físico e no
fluxo de materiais efetuadas para atender as mudanças de gestão da produção
alteram as condições de execução do trabalho nos postos, principalmente na
distribuição dos agentes ambientais e nos espaços de trabalho. Decorre desta
hipótese que as mudanças na organização espacial priorizam a racionalidade
da produção em detrimento dos aspectos ergonômicos e de conforto dos
operadores dos postos de trabalho.
Um dos fatores que pode explicar esta hipótese é a diferença de
vida útil entre os principais elementos em estudo: os modelos de gestão da
produção e as edificações industriais. Enquanto a gestão da produção sofreu,
ao longo deste século, várias mudanças conceituais, seja nos padrões de
planejamento e controle da produção, seja na organização do trabalho, as
8
edificações industriais seguiram um padrão funcionalista, ditado, com grande
ênfase, pelo estilo norte-americano, conforme PEVSNER(1980):
"...durante os 10 anos após a 2a. guerra se verificou uma breve
emergência do expressionismo( se referindo principalmente às grandes
obras de uso público), mas logo veio a vitória do racionalismo e do
funcionalismo.........o tipo corrente de nossos dias, em projetos de
fábricas, é o modelo Norte-americano: cúbico, baixo e sem janelas...".
( p. 348, grifo nosso)
Além dos padrões arquitetônicos, é necessário considerar que uma
edificação industrial é projetada para durar 30 anos (MATHIAS,1989). Esta
projeção de vida útil longa para as edificações industriais encontra justificativa
nos processos de avaliação técnico-econômicos de projetos de empresas em
que a depreciação de edifícios, para efeito de horizonte de projeto, é de, no
mínimo, 25 anos.
O estudo da vida útil dos modelos de gestão da produção, por sua
vez, não permite uma abordagem estática como o das edificações, já que trata-
se de um fenômeno que envolve múltiplas relações entre fatores de distintas
inserções sociais e de conhecimentos. No mínimo, deve ser abordado através
de 3 elementos, ou níveis, básicos: (FLEURY, 1990)
1) nos fatores de coordenação do processo de produção como estoques,
materiais e ordens de produção;
2) na esfera de projeto do processo de manufatura englobando o fluxo do
processo, a distribuição de tarefas de produção e de grupos de
produtos; e
9
3) no nível da fabricação, que diz respeito ao layout ou arranjo espacial
do trabalho, incluindo o dimensionamento do trabalho nos postos de
trabalho e o fluxo de materiais e de informações entre eles.
Nestes 3 elementos básicos estão consideradas inúmeras técnicas e
abordagens de PCP(Planejamento e Controle da Produção), arranjo
físico(layout), organização industrial e organização do trabalho, que foram se
transformando a partir de uma estrutura marcada pela organização das
empresas do setor metal-mecânico do início deste século, seguindo o modelo
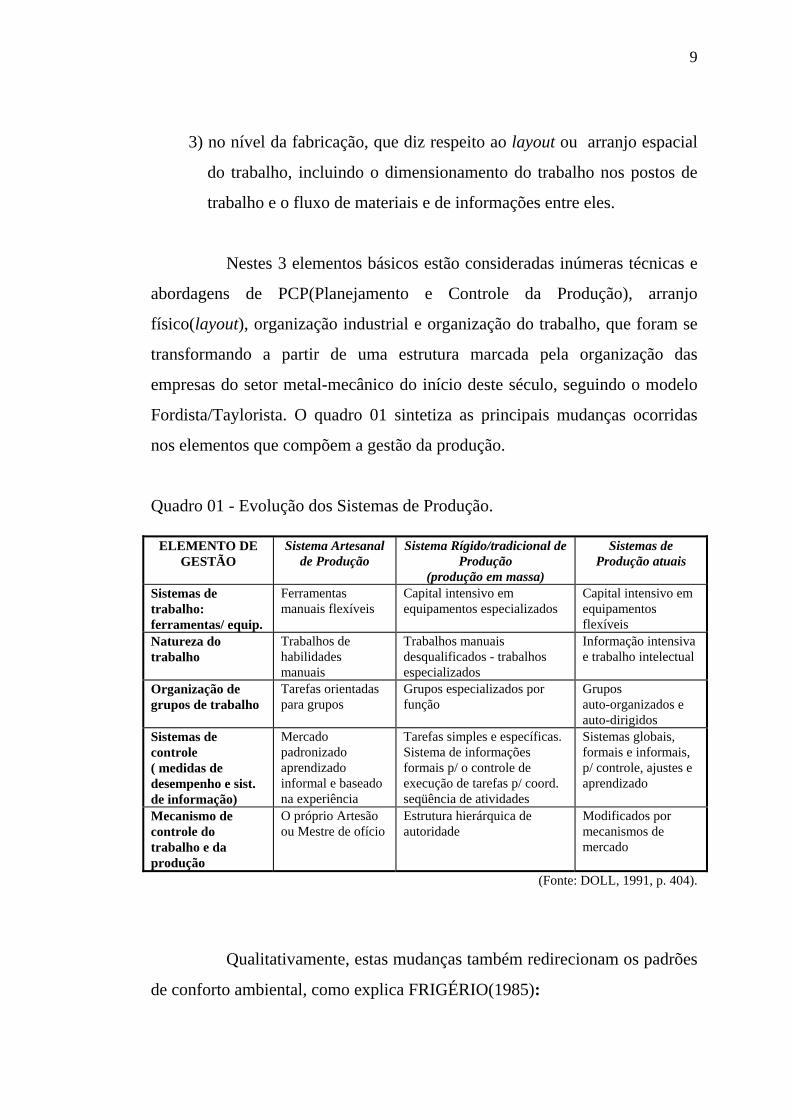
Fordista/Taylorista. O quadro 01 sintetiza as principais mudanças ocorridas
nos elementos que compõem a gestão da produção.
Quadro 01 - Evolução dos Sistemas de Produção.
ELEMENTO DE GESTÃO
Sistema Artesanal de Produção
Sistema Rígido/tradicional de Produção
(produção em massa)
Sistemas de Produção atuais
Sistemas de trabalho: ferramentas/ equip.
Ferramentas manuais flexíveis
Capital intensivo em equipamentos especializados
Capital intensivo em equipamentos flexíveis
Natureza do trabalho
Trabalhos de habilidades manuais
Trabalhos manuais desqualificados - trabalhos especializados
Informação intensiva e trabalho intelectual
Organização de grupos de trabalho
Tarefas orientadas para grupos
Grupos especializados por função
Grupos auto-organizados e auto-dirigidos
Sistemas de controle ( medidas de desempenho e sist. de informação)
Mercado padronizado aprendizado informal e baseado na experiência
Tarefas simples e específicas. Sistema de informações formais p/ o controle de execução de tarefas p/ coord. seqüência de atividades
Sistemas globais, formais e informais, p/ controle, ajustes e aprendizado
Mecanismo de controle do trabalho e da produção
O próprio Artesão ou Mestre de ofício
Estrutura hierárquica de autoridade
Modificados por mecanismos de mercado
(Fonte: DOLL, 1991, p. 404).
Qualitativamente, estas mudanças também redirecionam os padrões
de conforto ambiental, como explica FRIGÉRIO(1985):

10
"... existe uma pressão constante no sentido de melhorar o local de
trabalho, cujo reflexo se fará sentir não só no esforço em eliminar a
sujeira, baixar o nível de ruído e melhorar o conforto térmico...., mas
estabelecer uma relação menos constrangedora entre o trabalhador e
seu entorno....
....apesar da dificuldade em definir exatamente o que seria uma melhoria
nesta relação( do homem com o ambiente de trabalho), acredita-se que
esteja no sentido de melhorar a habitabilidade destes espaços, aumentar
sua apropriação e incentivar a comunicação entre as pessoas.."
( p. 141).
Assim, não se trata apenas da duração da vida útil mas, da
capacidade da organização em modificar as técnicas de gestão e manter os
padrões de conforto e satisfação dos ambientes.
Desta forma, este trabalho têm por objetivo contribuir para a
melhoria da combinação entre layout, ergonomia e segurança do trabalho, no
reprojeto de instalações industriais, em situações onde o edifício permanece o
mesmo, e indicar formas de estudos para adequar os edifícios e os modelos de
produção quando ocorrerem mudanças nos modelos de gestão, considerando a
possibilidades de se modificar o edifício.
1.3. Métodos utilizados no desenvolvimento da pesquisa
O trabalho de pesquisa foi realizado utilizando-se diferentes
métodos para a obtenção de fontes que permitissem trabalhar a hipótese e,
consequentemente, atingir os objetivos.
11
Inicialmente, para estudar os principais assuntos tratados no objeto
da pesquisa - arranjo físico, projeto de instalações industrias, edifício
industrial, gestão da produção e condições de trabalho - realizou-se uma
revisão teórica a partir de levantamentos bibliográficos, para montar-se um
relato da evolução histórica, principalmente de suas características no século
20. Estes levantamentos objetivaram estabelecer os padrões evolutivos dos
assuntos, visando correlacionar as tendências quanto ao uso dos espaços nos
postos de trabalho, conforto ambiental e flexibilidade à mudanças.
Para conhecer as situações em que ocorreram mudanças
semelhantes às propostas no estudo, ou seja, mudanças de gestão da produção
mantendo-se a mesma edificação, utilizou-se de uma pesquisa exploratória.
Nesta fase foram estudadas empresas com características de produção
semelhantes às empresas do ramo metal-mecânico(processo intermitente,
produtos padronizados e produção em massa) tomadas como referência dos
modelos Fordista/Taylorista de produção e organização. Ou seja, que foram
projetadas para trabalhar produtos em série, com organização da produção em
linha(ou funcional), tarefas parceladas e com acentuada divisão da trabalho.
As empresas escolhidas apresentaram, de forma geral, os mesmos
tipos de mudanças e possuem tecnologias muito semelhantes. Estas
semelhanças entre tecnologias, edificações, organização do trabalho e entre as
justificativas para as mudanças facilitaram os estudos da relação entre
mudanças de arranjo espacial e o conforto no trabalho.
Para manter graus de concordância e uniformidade na análise das
situações em estudo, foram utilizados dois métodos de observação. O
primeiro, denominado de método prospectivo, é baseado em check-lists
utilizados em segurança do trabalho, que estabelecem medições dos agentes
ambientais com instrumentos de precisão(luxímetro, por exemplo), estudo dos
acidentes através de sua conexão de causalidade com atos e condições
inseguras e pela retrospectiva, através de estatísticas, destes acidentes
12
(MATTOS, 1988). Por este método foram determinados, quantitativamente, as
variáveis físico-químicas dos ambientes(insalubridade) e dos acidentes de
trabalho(periculosidade).
O segundo método empregado, denominado de indutivo, é baseado
em observações de comportamento das variáveis ambientais através da
percepção dos usuários e por comparações de padrões sociais com outras
situações semelhantes. Este método apresenta diversas formas de interpretação
e de aplicação (BENTO,1996; RODRIGUES, 1993; LAURELL e NORIEGA,
1989 e ORNSTEIN,1994). A Avaliação Pós-Ocupação proposta por Ornstein,
por exemplo, trabalha com a percepção imediata do ambiente, enquanto o
modelo epidemiológico utiliza as relações sociais para explicar as agressões
dos ambientes sobre as pessoas. No estudo das empresas foi utilizado um
método mais próximo da Avaliação Pós-Ocupação, através de entrevistas com
usuários dos postos de trabalho e das seções onde ocorreram as mudanças
técnicas, complementado por um check-list de conteúdo quantitativo para a
medição de variáveis ambientais e de espaços de trabalho (modelo apresentado
no Anexo 01).
A utilização dos métodos acima descritos, para o estudo das
empresas, se justifica, primeiro, pela insuficiência de cada um dos métodos,
isoladamente, em responder à abrangência de fatores que se manifestam no
estudo proposto; segundo, pela tentativa de montar um método de análise que
possa responder tanto as questões relativas à organização do trabalho como da
gestão da produção, e que forneçam parâmetros para o projeto de edificações
industriais.
A Avaliação Pós-Ocupação (APO), segundo ORNSTEIN(1994),
“... estuda as relações biunívocas entre ambiente construído e comportamento
humano a partir da aferição de fatores técnicos, funcionais, estéticos e
comportamentais do ambiente em uso e tendo em vista a opinião tanto de
13
técnicos, projetistas e clientes como os usuários, diagnosticando aspectos
positivos e negativos ...”.(p. 79).
Este método não se ocupa em discutir as relações de trabalho e de
produção que ocorrem nos edifícios analisados e quando trata dos usuários,
não considera suas diversas inserções sociais no processo de uso da edificação.
Para melhor compreender as relações das variáveis estudadas nas
empresas, foi necessário definir as variáveis de influência das mudanças
técnicas de gestão sobre o desempenho das edificações industriais, no tocante
às condições de execução do trabalho humano. O padrão de satisfação do
trabalho humano em situações industriais usado o definido por
ORSTMAN(1984) , na proposição de padrões organizativos dos ambientes de
trabalho, que parte do entendimento da escola sociotécnica das necessidades
do homem no trabalho, compreendendo:
"... enriquecimento individual das tarefas, por modificação de diversas
funções;
-reagrupamento de diferentes postos de trabalho, para formar grupos de
produção, com uma certa responsabilidade de conjunto pelos produtos
que saem(dos postos);
-aumento do ciclo de trabalho, que pode ir até 20-25 minutos e mesmo,
por vezes, até 60 minutos;
-incorporação de tarefas complementares como, por exemplo, a
lubrificação e o abastecimento normal das máquinas, a efetuar por
aqueles que delas se servem....".
(p. 256)
Como já salientado, estas modificações só serão possíveis se, entre
outras mudanças, os espaços de trabalho estiverem em conformidade com os
princípios acima. Também deve-se reestudar o conteúdo das tarefas em termos
14
de sua significação para os usuários. O conteúdo das tarefas industriais,
utilizado por WISNER(1987), deve ser regido por critérios ergonômicos,
descritos como:
1- Critérios Higiênicos - que consideram os aspectos evolutivos dos
ambientes de trabalho, como a redução da nocividade e da
penosidade, ou como é tratado na segurança do trabalho, redução da
insalubridade e da periculosidade dos ambientes. "... a validação das
transformações do posto de trabalho em vista de uma melhoria só
pode ser pesquisada junto ao próprio homem que trabalha, pois as
melhorias destinam-se aos homens e não às máquinas...".(p. 164).
2- Critérios Sociais - pela relação existente entre as condições de
trabalho com salários, vantagens sociais e à imagem social da
atividade.
3- Carga de trabalho - todas as atividades têm pelo menos três aspectos:
físico, cognitivo e psíquico(p. 172). As tarefas de conteúdo cognitivo
são aquelas em que há uma grande ênfase na tomada de decisões e
questões relativas à percepção, identificação e reconhecimento de
elementos dinâmicos do trabalho, que exigem o uso constante da
memória, seja imediata, seja de longo prazo.(p. 173 a 175).
Assim, os padrões de desempenho das edificações industriais, seu
comportamento em relação a mudanças e os pressupostos de melhoria das
relações de trabalho - incluindo a produtividade, a qualidade e o ambiente de
manufatura - das novas formas de gestão da produção devem ser olhados sob o
prisma dos padrões ergonômicos de conforto do usuário.
15
2. EDIFÍCIO INDUSTRIAL E ARRANJO FÍSICO ( Layout )
O objetivo deste capítulo é sistematizar o conhecimento sobre a
edificação da fábrica e das atividades de projeto de arranjo físico dos setores
produtivos da fábrica em relação aos fatores de produção - equipamentos,
materiais, pessoal e instalações - para estabelecer as relações entre as
mudanças na organização espacial e na gestão da produção. Inicialmente é
montado um resumo da evolução da concepção do edifício industrial a partir
do século 18 para evidenciar a relação existente entre o projeto arquitetônico
destes edifícios e a organização da produção.
No entendimento de que as formas básicas da organização da
produção são reflexos da dinâmica das relações de produção e de mercado,
num dado momento histórico, e que a organização da produção é que define a
eficiência do sistema de produção; as concepções dos edifícios industriais
estarão sempre sujeitas às soluções espaciais encontradas para materializar
uma organização de produção. Isto implica na afirmação de que o processo de
projetação e de construção dos edifícios industriais também são orientados
pelos padrões vigentes na organização da produção.
No interior das edificações, a distribuição espacial do trabalho e a
organização física do processo de produção são resultantes do projeto de
arranjo físico e de fluxo de materiais estudados por MUTHER(1955),
MOORE(1962) e APPLE(1977) entre as décadas de 50 e 70, constituindo-se
em obras de referência sobre projeto de instalações industriais e presentes na
16
quase totalidade das citações bibliográficas de cursos e disciplinas
relacionadas com o assunto (RODRIGUES, 1993).
Segundo APPLE(1977), o resultado de projeto de arranjo dos
elementos físicos de uma atividade industrial, denominado de ‘Plant Layout',
ou apenas de 'Layout’, passou a ser chamado de ‘facility design’ (Projeto de
Instalações) a partir da década de 40, em função de: 1°) da incorporação dos
princípios e técnicas aplicados no arranjo espacial de máquinas e
equipamentos aos demais setores da fábrica, como estoques, administração;
2°) uso destes princípios para o projeto de outras atividades produtivas como
correios, restaurantes, hospitais, etc.; 3°) da incorporação dos estudos relativos
ao fluxo dos materiais(logística); e 4°) pelo projeto de utilidades e requisitos
da edificação (p. 3 a 9).
O termo 'Projeto de Instalações' compreende a análise,
conceituação, projeto e implantação de sistemas para a produção de produtos
ou serviços, através da representação de uma planta física contendo o arranjo
das instalações (equipamentos, materiais, pessoas, requisitos de edificações,
utilidades e circulações) visando otimizar o inter-relacionamento entre o
pessoal operacional, o fluxo de materiais, fluxo de informações e os métodos
estabelecidos para atingir os objetivos da empresa, de forma eficiente,
econômica e com segurança (APPLE, 1977).
Segundo MOORE(1962), os principais objetivos de um Layout são:
1- Simplificar o processo de produção através, principalmente, de:
maximização do uso dos equipamentos, diminuição de esperas,
facilidade de manutenção dos equipamentos e aumento da taxa de
processamento;
2- Minimizar o custo de movimentação de materiais pelo arranjo das
atividades em função da seqüência de produção e diminuindo as
distâncias entre os postos de trabalho;

17
3- Promover a redução de estoques intermediários pelo balanceamento
da operações e de movimentação dos materiais;
4- Racionalizar o uso dos espaços de produção, armazenagem e serviços
de fábrica usando conceitos de ergonometria, dos requisitos funcionais
dos equipamentos e de logística;
5- Garantir boas condições de trabalho para os trabalhadores em termos
de segurança, satisfação e higiene, através da organização do trabalho,
ergonomia e conforto ambiental;
6- Minimizar o investimento em capital pelo uso intensivo de
equipamentos, diminuição de área construída e estoques menores;
7- Maximizar a taxa de ocupação do trabalho do pessoal da produção,
expedição supervisão e manutenção; através de sistemas de tempos e
métodos e organização do trabalho. APPLE(1977) acrescentou a
manutenção da flexibilidade do arranjo e das operações em função de
mudanças em demandas, mudanças nos produtos e substituição de
equipamentos.
Para conseguir os seus objetivos, o layout deve seguir os seguintes
princípios gerais (MOORE, 1962):
Princípio da integração
Os diversos elementos da produção devem estar harmoniosamente
integrados, pois a falha em qualquer um deles resultará numa ineficiência
global.
Princípio da mínima distância
O transporte nada acrescenta ao produto. As distâncias devem ser
reduzidas ao mínimo para evitar esforços, congestionamentos e custos
maiores.

18
Princípio de obediência ao fluxo das operações
Materiais, equipamentos, pessoas, devem se dispor e movimentar-se em
fluxo continuo e de acordo com a seqüência do processo de manufatura.
Devem ser evitados cruzamentos, retornos e interrupções.
Princípio do uso das 3 dimensões espaciais para minimizar a ocupação da
edificação
Os elementos do processo produtivo ocupam volume e não apenas uma
determinada área.
Princípio da satisfação e segurança
Deve proporcionar boas condições de trabalho e máxima redução de
risco. Não se deve esquecer a influência que fatores psicológicos como
cores, impressão de ordem, impressão de limpeza, possuem para
melhorar a moral do trabalho.
Princípio da flexibilidade
São freqüentes e rápidas as necessidades de mudança do projeto do
produto, mudança de métodos e sistema de trabalho. A flexibilidade é a
capacidade do layout em se adaptar à estas mudanças mantendo suas
características de eficiência, segurança e economia. Os principais
aspectos da flexibilidade estão relacionados à: edifícios, serviços,
equipamentos e expansão. Neste princípio, deve-se considerar que as
condições vão mudar e que arranjo físico deve servir às condições atuais
e futuras.
No projeto de instalações industriais verifica-se que, além das áreas
tradicionalmente consideradas da engenharia de produção, encontram-se

19
atividades mais abrangentes e que necessitam de conhecimentos
compartilhados por outras áreas de conhecimentos. A partir das descrições de
MOORE(1962), APPLE(1977), KONZ(1985) e MUTHER(1955 e 1978)
sobre o escopo do trabalho de projeto de instalações e as áreas do
conhecimento envolvidas é possível a montar um conjunto de conhecimentos e
respectivas áreas de atuação que interagem neste processo de projeto, como
mostrado no quadro 02.
Quadro 02 - Principais conhecimentos e áreas de atuação envolvidos no
projeto de instalações industriais.
Fatores de projeto
(variável de interesse para o
projeto de instalações)
Áreas e sub-áreas de conhecimentos envolvidas
Equipamento Eng. de Processos, Ergonomia, org. do Trabalho, Eng. de Máquinas, Eng. Segurança
Operação (transformação - montagem)
Eng. de Processos, Eng. de Materiais, Eng. de Máquinas, Logística, Ergonomia, Eng. de Segurança, PCP*
Materiais Eng. de Materiais, Logística, Eng. de Segurança, Ergonomia Mão-de-obra direta e indireta Org. do trabalho, Eng. Econômica, PCP, Administração**,
Ergonomia Manutenção Eng. de Manutenção, Eng. de máquinas, PCP Segurança e saúde Eng. de Segurança, Eng. de Processos, Saúde Ocupacional,
Administração, Org. do Trabalho Almoxarifado/estoque Logística, PCP Serviços auxiliares de fábrica Eng. de Processos, Eng. de Máquinas, PCP Edificação Arquitetura, Eng. Civil, Eng. de Segurança, Ergonomia, Eng.
Econômica, PCP Sistema de movimentação PCP, Logística, Ergonomia, Eng. de Segurança, Utilidades Eng. de Processos, Eng. de Máquinas, Eng. de Materiais Fluxo PCP, Logística, Eng. Econômica, Eng. de Segurança, Org. do
Trabalho Espaço Ergonomia, Eng. de Segurança, Eng. de Processos, PCP,
Arquitetura Serviços de pessoal (refeitório, sanitários, lazer, creche, vestiários,
Org. do Trabalho, Eng. de Segurança, Arquitetura, Administração,
(*) PCP = Planejamento e Controle da Produção. Área tradicional e mais conhecida da Engenharia de Produção, que abrange: administração de estoques, seqüenciamento/roteamento da produção, balanceamento da produção e controle de qualidade. (**) Administração inclui: trabalhista, contabilidade, compras/vendas, finanças e assistência social.

20
2.1. O surgimento das fábricas
A visão da estrutura de uma fábrica que se conhece hoje é fruto de uma
concepção de espaços de produção que começou no século 18, portanto, uma
evolução de quase 300 anos.
(Fonte: FRIGÉRIO, 1994, pag.10)
Figura 01 - Ilustração de uma fábrica do século 16 - notar o conceito de local
de trabalho com um bar ao fundo e em primeiro plano uma mulher carregando
uma criança.
Até o século 17, a produção de objetos era considerada como
produção artesanal e realizada na própria casa do artesão, que trabalhava com

21
seus aprendizes, produzindo uma quantidade de produtos exclusivamente para
atender as necessidades de sua família e de poucos clientes próximos no
próprio vilarejo. A figura 01 mostra a estrutura da organização espacial e
funcional de uma fábrica, cuja produção se insere no conceito de produção
artesanal. As principais fontes de energia que estas fábricas utilizavam era
eólica e a roda d’água. A edificação que acomodava este tipo de produção era
a própria casas dos trabalhadores, confeccionadas em madeira e pedra, sem
divisão entre produção e habitação.
Essa produção artesanal, no decorrer do século 17, sofreu
modificações, principalmente no volume de produção em decorrência da
acelerada mercantilização promovida pela navegação, com reflexos na
organização da produção e, consequentemente, nos locais onde se dava a
produção. Embora a produção continuasse ocorrendo na casa dos
trabalhadores, com exceção de alguns setores como mineração; já havia a
preocupação com o excedente que era destinado para venda e no uso da mão-
de-obra operária. Estas casas de produção já apresentavam divisões nítidas
entre habitação e fábrica com depósitos para materiais e ferramentas,
dormitórios e outros locais para hospedar os operários e os aprendizes (figura
02).
A produção, nesta época era adequada ao consumo, só havendo
crises por guerras ou epidemias (MELIS, 1953). Neste período intensificou-se
o uso do carvão vegetal como combustível para a obtenção do ferro fundido,
embora que o estado da técnica ainda não permitisse sua utilização na
construção de máquinas, face à baixa precisão do processo, da resistência do
material final e da dificuldade na obtenção de madeira. As duas necessidades
básicas da manufatura industrial ainda não estavam adequadamente
desenvolvidas: transporte adequado de materiais e potência para as máquinas
(MUNCE, 1960).

22
As edificações destinadas exclusivamente para a fabricação de
bens, separadas da habitação, começaram a ser significativas na Inglaterra a
partir da primeira metade do século 18, impulsionadas por avanços
tecnológicos(como as novas técnicas de fiação dos precursores do tear
mecânico de John e Thomas Lambe) que exigiam força motriz mais constante,
com o deslocamento das fábricas para locais próximos ao leitos de rios para o
aproveitamento de quedas, e o desenvolvimento na área da metalurgia, pela
obtenção do carvão de coque que tornava mais eficiente a utilização do carvão
vegetal como combustível e permitia avanços para tornar o aço acessível para
a construção civil e de máquinas.
(Fonte: PEVSNER, 1980, p. 343)
Figura 02 - Fábrica e residência em uma única edificação.
Os construtores - artífices - é que projetavam e construíam as
fábricas, para tecelagem de algodão, a partir de métodos empíricos e baseados
na experiência, sem padrões e sem ajuda de projetistas (figura 03). Estes
23
edifícios eram de paredes de alvenaria com estruturas de madeiras e uma
grande extensão de aberturas de janelas.
Entre os precursores desta época, considerado como um marco das
grandes fábricas do século 18, destacou-se um edifício de 5 pavimentos
construído por John Lombe em 1718, para uma confecção em Derby
(FRIGËRIO, 1994). Embora a produção se desenvolvesse em edifícios
exclusivos, não havia, nesta fase, o uso intensivo da energia mecânica, apenas
roda d’água e vento. O trabalho possuía características essencialmente
artesanais, embora já se verificasse uma certa especialização de tarefas, como
no trabalho de cerâmica e vidro. Entretanto, os edifícios ainda não eram
adequados para comportar muitas pessoas e materiais (MELIS, 1953).
Na metade do século 18, Matthew Boulton projetou e construiu
uma fábrica para a produção de artefatos de metal (fivelas e correntes p/
relógio) preocupando-se, também, com a construção e instalação das máquinas
e em fornecer boas condições de trabalho aos trabalhadores. Esta fábrica
conhecida como “Soho Factory”, tornou-se modelo de instalações industriais
da época. Era o início do uso do ferro fundido na construção de estruturas de
máquinas, época em que Watt projetou , construiu e colocou em operação
quatro máquinas à vapor movendo 50 pares de moinhos de pedra para a
fábrica da Albion Works of London (MUNCE, 1953).
O conjunto de transformações tecnológicas, sociais e econômicas
que foi denominado de revolução industrial, iniciou-se na industria têxtil na
segunda metade do século 18, juntamente com a invenção da máquina a vapor
que , diferentemente da energia hidráulica, não mais limitava a localização da
fábrica ao local da queda d’água. A utilização da máquina a vapor no
transporte difundiu-se enormemente a troca de produtos, ampliando os
mercados na Europa. A grande mudança que aconteceu na Inglaterra no século
18, como a primeira economia industrializada, foi uma combinação de
condições favoráveis de desenvolvimento em tecnologia, agricultura,

24
comércio, finanças e transportes, somados com um crescimento populacional
que, juntos, proporcionaram mudanças na economia que justificaram o nome
de revolução industrial (MATHIAS apud: FRIGÉRIO,1994)1.
(Fonte: GRUBE, 1972, p. 17)
Figura 03 - Ilustração de uma fábrica típica do início da revolução industrial
na Inglaterra
A procura por novas invenções era evidente, com todos os setores
da sociedade inflamados, com abundância de novas idéias e patentes,
impulsionando o desenvolvimento da economia. Nas fábricas existia um
aumento da quantidade da produção, com diversos trabalhadores realizando
simultaneamente operações semelhantes e especializadas(como já comentado
sobre a figura 03), desenvolvendo habilidades e velocidades próprias,
1 MATHIAS, P. The first Industrial Nation, an economic history of Britain 1700-1914. London, Methuen & Co., 1969. Apud: FRIGÉRIO, E. Designing for Knowledge Industries. Oxford. Thesis for degree of Doctor of Philosophy. Oxford Brookes University, 1994.

25
reduzindo assim, o tempo necessário da fabricação dos produtos ( FRIGÉRIO,
1994).
Durante a última metade do século 18, as novas indústrias têxteis se
desenvolveram e as velhas e pequenas fábricas domésticas de algodão
continuaram coexistindo com as novas. As novas máquinas de tecelagem, em
particular os novos teares mecânicos de Arkwright de 1765 e de Cartwright de
1789 (GILLE, 1978) foram rapidamente incorporadas pelas pequenas fábricas
domésticas sendo necessária a construção de novas instalações para acomodar
estas invenções.
Com o aumento da produção impulsionada pelo desenvolvimento
do tear mecânico, tornou-se necessário a construção de novos cômodos nas
antigas edificações para acomodar as novas estruturas de máquinas e depósitos
de materiais. O mais avançado exemplo da época foi uma fábrica e depósito de
7 pavimentos, com estrutura em ferro fundido, construída por Watt e Boulton
em Salford em 1801, que é considerada um marco do desenvolvimento das
plantas industriais modernas. Esta edificação durante mais de 30 anos foi
considera modelo, até que em 1845 Willian Faibairn construiu uma fábrica de
8 pavimentos utilizando ferro forjado em uma estrutura semelhante ao do ferro
fundido e substituindo os tijolos por concreto (MUNCE, 1953).
Da mesma forma que os moinhos, os antigos depósitos também
tiveram que ser reconstruídos, deixando as proximidades dos cursos d’água e
deslocando-se ao longo das ferrovias. Estes depósitos eram extensos, com
amplos espaços livres, de estruturas pesadas em madeira e ferro para suportar
grandes cargas, com paredes em tijolos e pedra e grandes portas laterais para
facilitar o recebimento de mercadorias, especialmente para acomodar
levantamentos com guinchos.
A disseminação da energia hidráulica e da máquina a vapor,
iniciada na manufatura de lã e depois disseminada para outros setores da
indústria, livrou as novas fábricas de sua dependência de máquinas manuais e
26
permitiu o aproveitamento de novos tipos de trabalhos e de mão-de-obra,
particularmente das grandes cidades, surgindo os primeiros distritos e,
posteriormente, as cidades industriais da Inglaterra, sendo a principal,
Manchester que em 20 anos, no final do século 18, foi transformada pela
construção de 50 novas fiações de algodão (MUNCE,1953).
Estas fábricas, resultantes de ampliações das antigas, eram
inadequadas às novas estruturas da produção. As primeiras fábricas eram
praticamente oficinas com as máquinas dispostas sem uma organização prévia,
de maneira a comportar o trabalho individualizado ou de pequeno grupo de
artesãos e seus aprendizes, comportando a máxima quantidade possível de
equipamentos, apertados dentro das pequenas áreas urbanas disponíveis,
ampliando as instalações conforme as necessidades imediatas de mercado.
As mudanças na técnica empregada nos mecanismos de máquinas-
ferramenta e na área social, já eram experimentadas na Soho Factory e em
outras, que se preocupavam com questões relativas às condições de trabalho,
como a construção de enfermarias para primeiros socorros. Mas estas
indústrias eram exceções da regra geral, tanto que em 1802, para tentar
melhorar as condições nas fábricas, foi apresentado no Parlamento Inglês um
projeto de lei para coibir alguns excessos, com duas recomendações: 1a.) todas
as paredes e superfícies da fábricas deveriam ser pintadas de cal duas vezes
por ano; e 2a.) as áreas de janelas deveriam permitir uma ventilação adequada.
O edifico industrial, construído para abrigar exclusivamente a
produção de bens, foi estabelecido definitivamente a partir do final do século
18. No século 19, os arquitetos começaram a se preocupar com a relação entre
questões sociais e as funcionais na concepção de um edifício industrial,
principalmente nas estruturas e no tratamento, na disposição das funções da
fábrica e no conforto ambiental(acústico, lumínico e ventilação). A defasagem
que existia entre a concepção de edifícios pelos arquitetos e sua construção
pelos engenheiros era particularmente notada na área de edificação industrial.

27
A engenharia descobria e utilizava as potencialidades dos novos
materiais e estruturas, porém, não desenvolvia as capacidades de
relacionamentos espaciais e estéticos. Enquanto o arquiteto se mantinha
distante deste problema, fruto do imediatismo capitalista a partir da revolução
industrial (MILLS,1951), gerando normalmente edificações de conteúdo
estético e de conforto muito aquém do esperado (figura 04), se comparados
com o desenvolvimento da área na época.
(Fonte: MUNCE, 1960, p. 8) Figura 04 - Uma edificação simples de uma fábrica do século 19.
Com o advento da máquina a vapor e sua utilização intensiva na
fábrica agravaram-se as condições de trabalho industrial, marcadas por uma
mudança radical na liberdade que os trabalhadores tinham quando
trabalhavam nas pequenas oficinas nas residências. As mudanças na
tecnologia e na organização do trabalho tiveram implicações nos locais de
trabalho, transferindo o trabalho de pequenas oficinas para novas fábricas
visando economia de escala de produção e a concentração de trabalhadores em
28
um mesmo local, para obter maior eficiência na produção permitindo assim,
colocar em prática o trabalho especializado e o desenvolvimento de novas
habilidades industriais requisitadas pela tecnologia mecânica
(BRAVERMAN,1981).
As condições de umidade de algumas plantas eram tão ruins como a
poeira de outras, onde os trabalhadores adoeciam com freqüência e conviviam
com altas taxas de mortalidade (BRAVERMAN,1981). As condições de vida
nas residências eram tão ruins quanto nas fábricas, com falta de higiene e
casas amontoadas junto à moinhos nas periferias das cidades, convivendo com
ambientes carregados de fumaça e poeira.
No final do século 18 e início do século 19 as péssimas condições
de trabalho e de habitação dos trabalhadores na Inglaterra começaram a causar
preocupações de tal forma que, em 1830, começou a vigorar uma legislação
sobre fábricas que regulamentava algumas características do trabalho como
jornada de trabalho, salário mínimo, higiene e conforto ambiental, sendo que
os novos edifícios industriais, construídos a partir desta legislação, ganharam
novas características, mudando e influenciando na aparência dos distritos
industriais, criando talvez, o primeiro emblema do edifício industrial moderno
(PEVSNER,1980).
Entretanto, as guerras napoleônicas trouxeram condições adversas,
acirrando o imediatismo das relações industriais, além de permitirem o
surgimento de especuladores e exploradores que se apossavam de fábricas,
contribuindo para degradação das condições de trabalho, como a exploração
do trabalho infantil. Neste cenário de conturbação e de mudanças nos anos de
transição entre os séculos 18 e 19, verificou-se, de um lado, uma perversidade
dos proprietários das fábricas em intensificar o trabalho e, de outro, a vida
miserável dos trabalhadores ao redor destas fábricas. A edificação industrial
era, em função de sua diversidade de operações e natureza, mantida como um
galpão fechado e com traçado o mais tradicional possível em linhas retas,
29
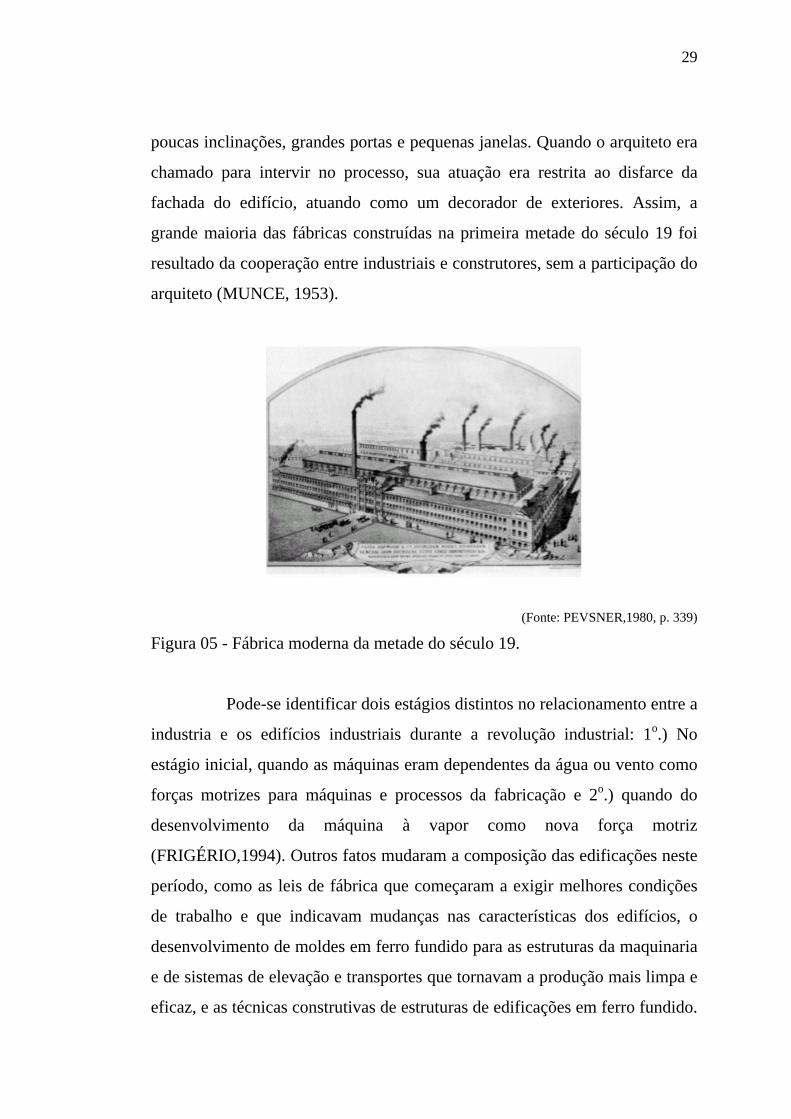
poucas inclinações, grandes portas e pequenas janelas. Quando o arquiteto era
chamado para intervir no processo, sua atuação era restrita ao disfarce da
fachada do edifício, atuando como um decorador de exteriores. Assim, a
grande maioria das fábricas construídas na primeira metade do século 19 foi
resultado da cooperação entre industriais e construtores, sem a participação do
arquiteto (MUNCE, 1953).
(Fonte: PEVSNER,1980, p. 339)
Figura 05 - Fábrica moderna da metade do século 19.
Pode-se identificar dois estágios distintos no relacionamento entre a
industria e os edifícios industriais durante a revolução industrial: 1o.) No
estágio inicial, quando as máquinas eram dependentes da água ou vento como
forças motrizes para máquinas e processos da fabricação e 2o.) quando do
desenvolvimento da máquina à vapor como nova força motriz
(FRIGÉRIO,1994). Outros fatos mudaram a composição das edificações neste
período, como as leis de fábrica que começaram a exigir melhores condições
de trabalho e que indicavam mudanças nas características dos edifícios, o
desenvolvimento de moldes em ferro fundido para as estruturas da maquinaria
e de sistemas de elevação e transportes que tornavam a produção mais limpa e
eficaz, e as técnicas construtivas de estruturas de edificações em ferro fundido.
30
Estas técnicas, no princípio, ficaram restritas à aplicações industriais e
comerciais, abrindo uma lacuna entre a arquitetura e a engenharia.
Não foi somente a fonte de energia que influenciou a forma dos
edifícios industriais, mas também a forma do edifício. Quando o vapor
substituiu o antigo moinho da roda d’água, associado com o desenvolvimento
de técnicas mecânicas, novas e maiores máquinas e técnicas de produção
foram incorporadas à produção, e o edifício industrial cresceu em dimensões e
forma. Na indústria de confecção e tecelagem, os edifício de vários
pavimentos eram mais adequados ao processo de transformação (figuras 05 e
06), enquanto que nas indústrias pesadas da construção e reparos de máquinas,
os edifícios planos eram mais apropriados em função dos sistemas de
movimentação, dos sistemas de elevação, do peso sobre o piso e da vibração
causada pela máquina à vapor (FRIGÉRIO,1994).
(Fonte: PEVSNER, 1980, p. 337)
Figura 06 - Indústria de tecelagem do início do século 19. A matéria-prima
entra pelo primeiro pavimento e o produto final sai no último pavimento.

31
2.2. Os principais padrões dos edifícios industriais no século 20
Este item faz uma retrospectiva dos principais tipos de edificações
utilizadas nas fábricas no século 20, com ênfase nos modelos predominantes
entre a segunda guerra e os anos 70, que é o período de maior crescimento
econômico do ocidente, em particular, a economia norte americana e, por
reflexo, da economia brasileira.
Havia uma diferença substancial entre os modelos de
desenvolvimento da indústria americana e da européia no século 19. Nos EUA
os materiais eram abundantes e a mão-de-obra escassa, enquanto que na
Europa era o contrário. Este fato explica uma das razões para adoção intensiva
de maquinaria nos EUA, substituindo o trabalho qualificado e especializando
as funções (MUNCE,1960).
A característica familiar das fábricas americanas no século passado
era representada por edifícios planos, térreos, com paredes rebocadas e muitas
construções em madeira. Nos primeiros anos deste século, novas fábricas
substituíram as velhas instalações dos dois séculos anteriores usadas para
acomodar pequenas tecelagens e metalúrgicas, trocando a madeira por
construções em alvenaria e concreto armado. Estas edificações antigas não
eram adequadas ao propósito das novas fábricas deste século, sendo demolidas
e substituídas por novas plantas, com as edificações para a industria
automobilística servindo de modelo para as novas e grandes plantas
industriais. Na década de 30, a empresa de projetos de Albert e Louis Kahn,
tradicional projetista de plantas para a indústria automobilística do início do
século, tinha 400 funcionários, com 175 arquitetos e projetistas, e era
responsável por 20% do total de edificações industriais nos EUA nas primeiras
décadas do século (NELSON, 1938).
A primeira grande fábrica de concreto armado construída nos EUA
foi projetada por Kahn, em 1903, com caixilhos de metal importados da
32
Inglaterra e uma estrutura que permitia o uso de grandes aberturas de janelas.
Esta era uma tendência: uso de concreto armado, aço e grandes áreas
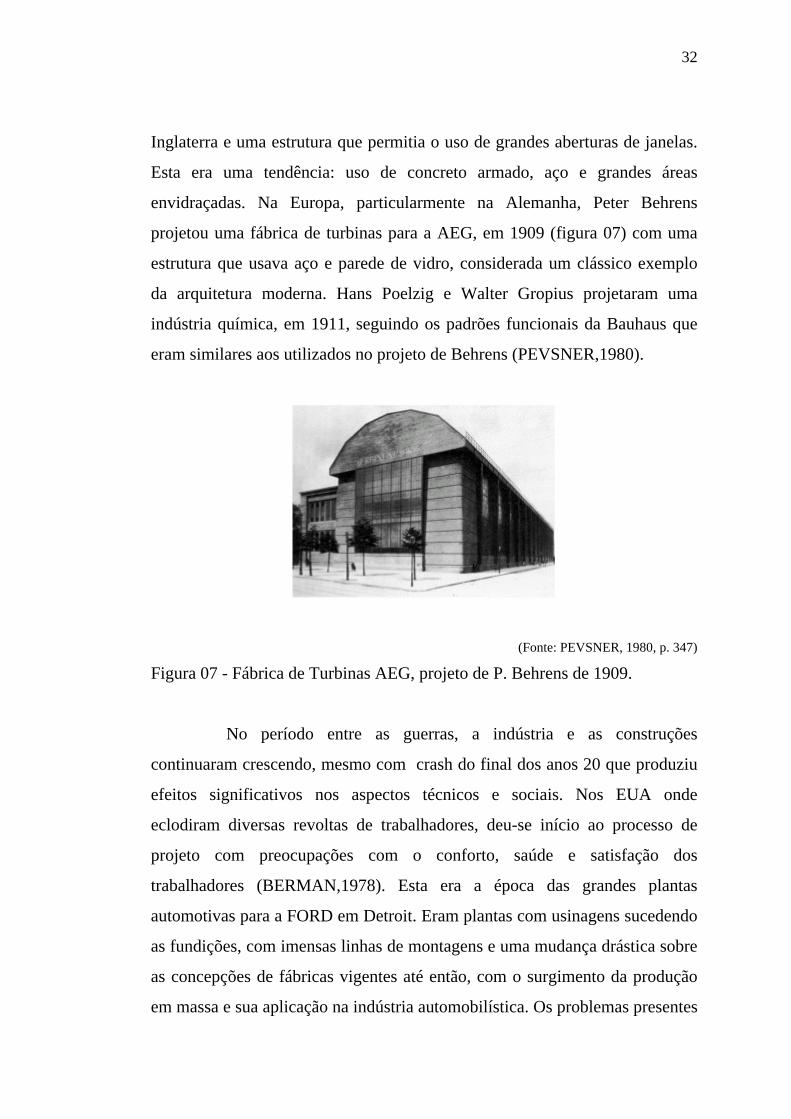
envidraçadas. Na Europa, particularmente na Alemanha, Peter Behrens
projetou uma fábrica de turbinas para a AEG, em 1909 (figura 07) com uma
estrutura que usava aço e parede de vidro, considerada um clássico exemplo
da arquitetura moderna. Hans Poelzig e Walter Gropius projetaram uma
indústria química, em 1911, seguindo os padrões funcionais da Bauhaus que
eram similares aos utilizados no projeto de Behrens (PEVSNER,1980).
(Fonte: PEVSNER, 1980, p. 347)
Figura 07 - Fábrica de Turbinas AEG, projeto de P. Behrens de 1909.
No período entre as guerras, a indústria e as construções
continuaram crescendo, mesmo com crash do final dos anos 20 que produziu
efeitos significativos nos aspectos técnicos e sociais. Nos EUA onde
eclodiram diversas revoltas de trabalhadores, deu-se início ao processo de
projeto com preocupações com o conforto, saúde e satisfação dos
trabalhadores (BERMAN,1978). Esta era a época das grandes plantas
automotivas para a FORD em Detroit. Eram plantas com usinagens sucedendo
as fundições, com imensas linhas de montagens e uma mudança drástica sobre
as concepções de fábricas vigentes até então, com o surgimento da produção
em massa e sua aplicação na indústria automobilística. Os problemas presentes

33
neste tipo de indústria não eram, até então, considerados no projeto de
fábricas.
Enquanto que, nos modelos de fábricas do século 19, as máquinas
eram fixas e não facilmente substituídas, com a produção em massa, os layout
passaram a ser mudados mais rapidamente, exigindo flexibilidade na
realocação de máquinas. Isto exigia a construção de grandes espaços livres e a
diminuição no número de colunas (figura 08).
(Fonte: MUNCE, 1960, p. 171)
Figura 08 - Complexo da indústria automobilística na década de 40 da
Renault- França.
O aparecimento do automóvel foi um evento de incalculável
importância no desenvolvimento de indústria americana e européia. Pode-se
dizer que as plantas para a indústria automobilística revolucionaram
completamente a construção das fábricas americanas, e Detroit pode ser
realmente chamada de berço da fábrica moderna. Henry Ford estabeleceu seu
negócio na produção de um carro viável e exigiu a mesma qualidade
34
conceitual nos projetos de suas fábricas. Ele foi o primeiro a requerer a
construção de fábricas térreas e de grande extensão, mas não imaginou que
este projeto seria tomado como modelo.
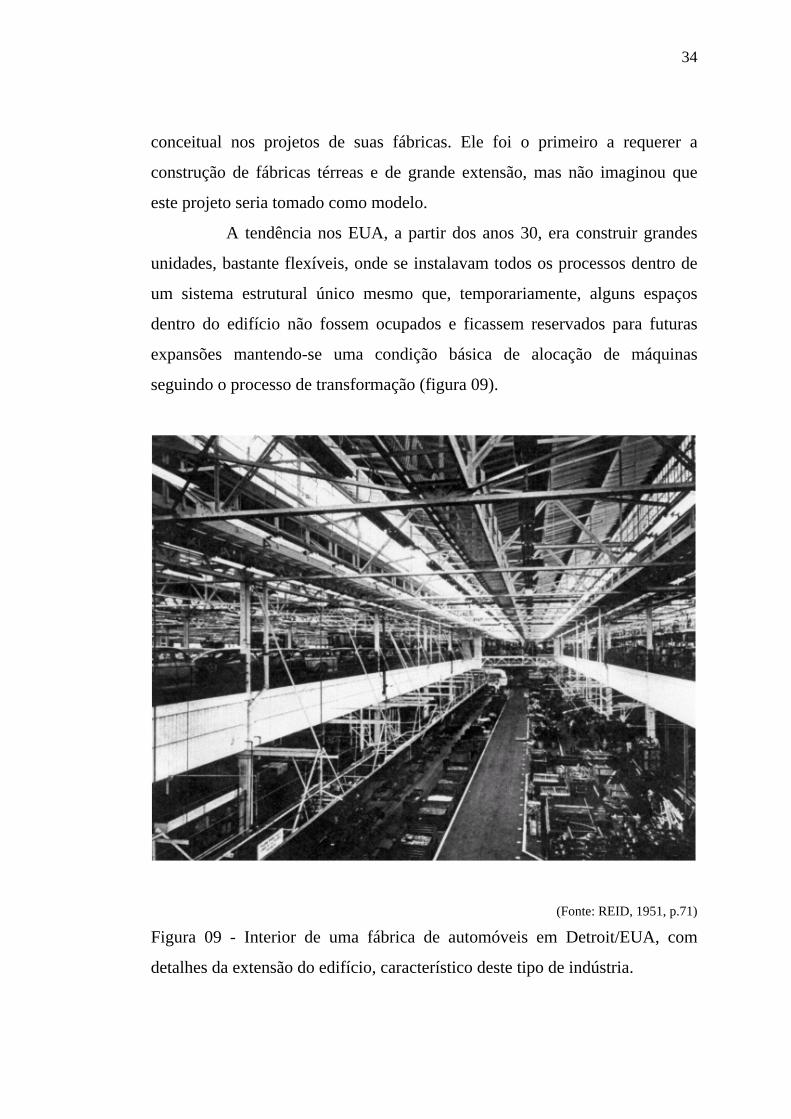
A tendência nos EUA, a partir dos anos 30, era construir grandes
unidades, bastante flexíveis, onde se instalavam todos os processos dentro de
um sistema estrutural único mesmo que, temporariamente, alguns espaços
dentro do edifício não fossem ocupados e ficassem reservados para futuras
expansões mantendo-se uma condição básica de alocação de máquinas
seguindo o processo de transformação (figura 09).
(Fonte: REID, 1951, p.71)
Figura 09 - Interior de uma fábrica de automóveis em Detroit/EUA, com
detalhes da extensão do edifício, característico deste tipo de indústria.
35
Esta tendência era descrita por Albert Kahn, da seguinte maneira:
“... se coloca com freqüência a necessidade de construir uma planta
composta por edificações dispersas, porém na organização KAHN o
objetivo é integra-las em um só edifício sempre que possível. A
multiplicidade de edificações aumenta os custos de construção devido ao
aumento de paredes exteriores, os depósitos intermediários ocupam um
espaço que poderia ser melhor aproveitado para produção e,
finalmente, a manutenção de várias edificações é maior. As perdas de
calor através de paredes exteriores também são maiores nos grupos de
edifícios. ....Estas vantagens ainda se refletem na flexibilidade do
processo, nas mudanças de processos e funções da fábrica. ....Isto é
particularmente importante nos casos de ampliações em que não haverá
outro edifício para atrapalhar as construções, o que não aconteceria se
existissem várias edificações”.
(GRUBE, 1972, p. 12).
Ainda, segundo GRUBE (1972), uma das razões encontradas neste
tipo de visão era o tipo de planejamento utilizado por empresários americanos
que consideravam períodos curtos para a depreciação dos edifícios e incluíam
em seus cálculos as possibilidades de mudanças totais no processos de
produção e, portanto, no uso dos edifícios. Como resultado desta concepção
adotou-se o uso de grandes coberturas e galpões unidos de forma que
pudessem ser facilmente rearranjados internamente, de acordo com diferentes
demandas por espaços de departamentos ou divisões de uma empresa.
Resultante desta concepção de megaprojetos, de acordo com a visão de Grube,
o efeito arquitetônico pode ser impressionante, como o de um complexo da
indústria automobilística (figura 10), ou resultar em um projeto exemplar de
uma indústria de produtos plásticos (figura 11).
36
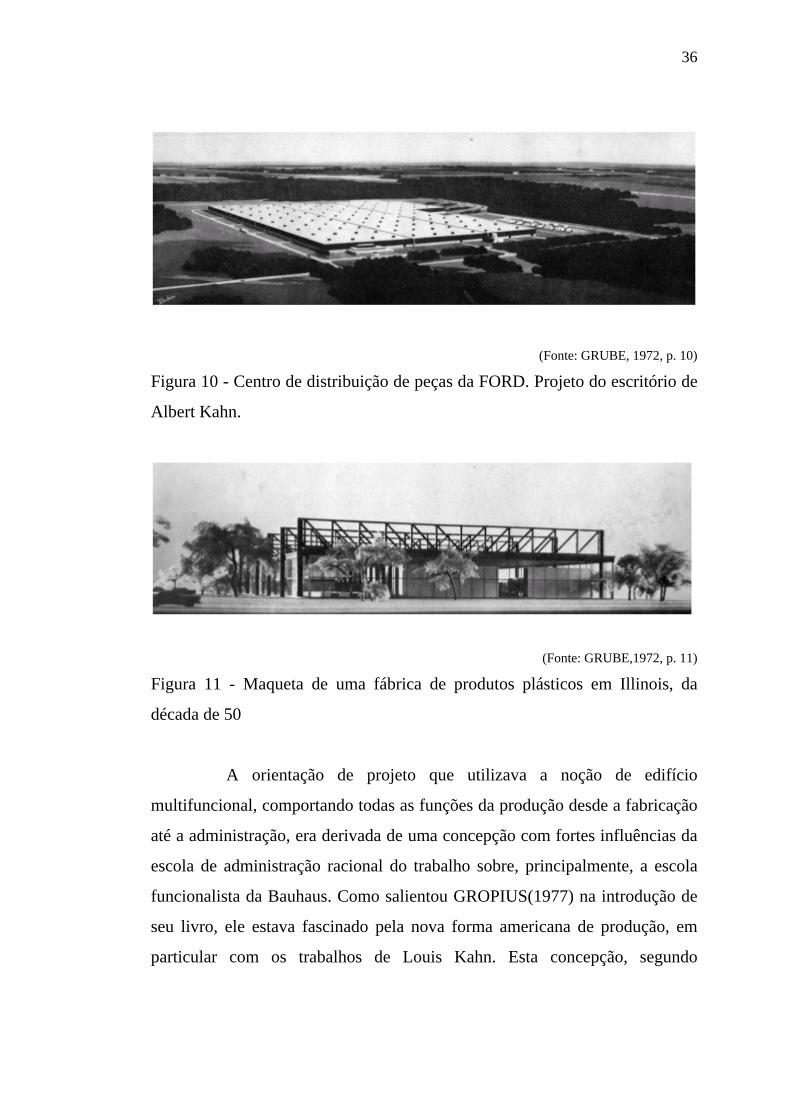
(Fonte: GRUBE, 1972, p. 10)
Figura 10 - Centro de distribuição de peças da FORD. Projeto do escritório de
Albert Kahn.
(Fonte: GRUBE,1972, p. 11)
Figura 11 - Maqueta de uma fábrica de produtos plásticos em Illinois, da
década de 50
A orientação de projeto que utilizava a noção de edifício
multifuncional, comportando todas as funções da produção desde a fabricação
até a administração, era derivada de uma concepção com fortes influências da
escola de administração racional do trabalho sobre, principalmente, a escola
funcionalista da Bauhaus. Como salientou GROPIUS(1977) na introdução de
seu livro, ele estava fascinado pela nova forma americana de produção, em
particular com os trabalhos de Louis Kahn. Esta concepção, segundo

37
GRUBE(1972) citando Albert Kahn, norteava os projetos de edificações
industriais em:
“... Design Funcional- O objetivo de um edifício para a industria é
facilitar a produção. Deve acomodar os equipamentos de produção
de tal forma que cada equipamento possa funcionar com eficiência.
Este modelo geral é fundamental e deve levar em conta:
Produção linear- as diversas seções de operações sucessivas devem
estar dispostas de forma a obter-se um fluxo de produção direto e
simples, de maneira que os transportes e o manuseio de materiais
sejam reduzidos ao mínimo. A linha de produção não deve ter
cruzamentos ou retrocessos para se evitar congestionamentos.
Flexibilidade- distribuição interior suficientemente elástica para a
realocação de espaços e locais de acordo com mudanças nos sistema
técnicos de produção e para a ampliação de setores ou da produção
sem provocar desorganização no esquema existente.
Espaços amplos entre colunas- a maior distância economicamente
possível entre colunas a fim de permitir maior liberdade para
acomodação das máquinas e causar o mínimo de interferências no
transporte de materiais.
Piso e teto adequados- altura livre de acordo com a função da
produção, pisos suficientemente resistentes para suportar todo tipo de
carga.
Locais de serviços convenientemente situados- elevadores, escadas,
rampas colocados onde melhor cumpram suas funções e não
interfiram no fluxo da produção.

38
Boa Iluminação- Iluminação natural e artificial adequadas,
uniformemente distribuídas e com intensidade suficiente para a
realização das tarefas, sem ofuscamento.
Ventilação adequada- Movimento do ar suficiente para as necessidades
humanas e equipamentos especiais para resolverem qualquer
problema criado pelo processo de produção.
Baixos custos iniciais e de manutenção- Economia resultante de projeto
racional e uso eficiente dos materiais, reduzindo os custos iniciais e
gastos com manutenção..."
(GRUBE, 1972, p. 13 e NELSON, 1938, p. 24).
Com a produção em massa e o uso crescente de máquinas-
ferramenta comandadas mecanicamente, há uma mudança na característica do
trabalhador industrial, passando de operário altamente qualificado para
operador especializado por máquina ou por operação, com a dedicação do
trabalhador à cada tipo de máquina e a criação de postos de trabalho
especializados e individuais, seguindo os conceitos do Taylorismo. Tal
concepção do processo de trabalho condiciona o modo construtivo das
fábricas, voltados para atender a produção, conforme pode-se ver no esquema
de concepção de projeto de fábrica baseado na carta de processo de um
automóvel (figura 12).
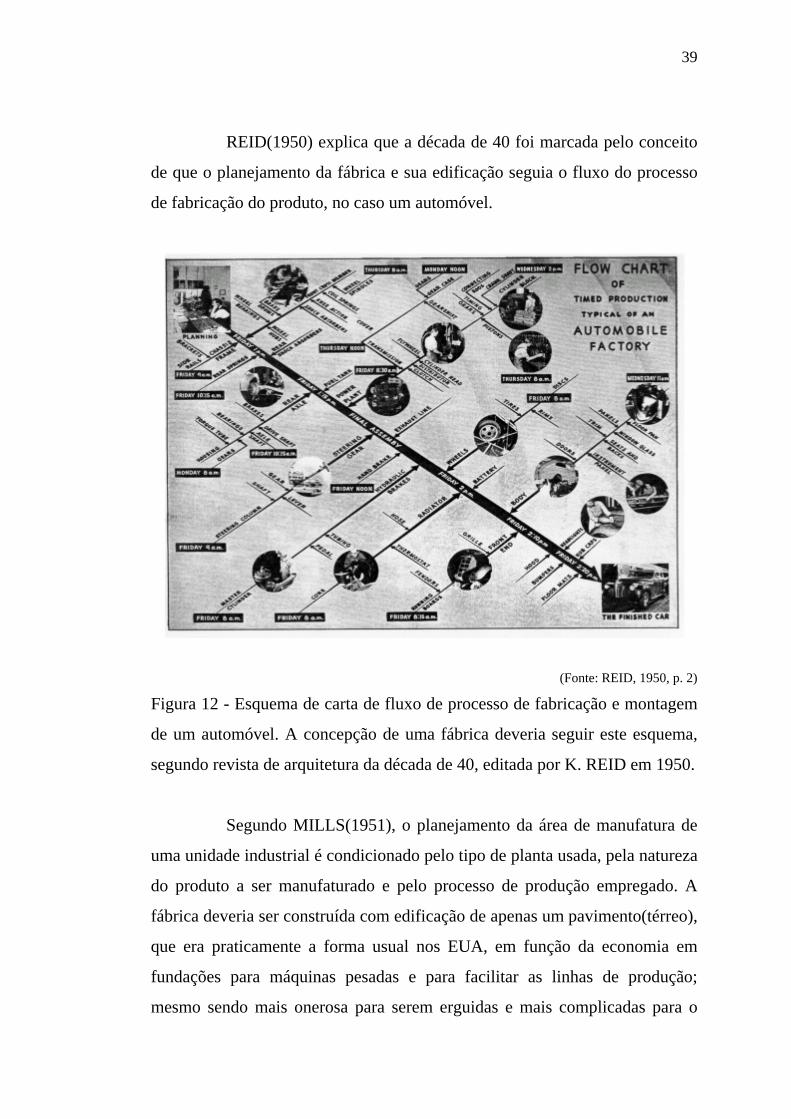
39
REID(1950) explica que a década de 40 foi marcada pelo conceito
de que o planejamento da fábrica e sua edificação seguia o fluxo do processo
de fabricação do produto, no caso um automóvel.
(Fonte: REID, 1950, p. 2)
Figura 12 - Esquema de carta de fluxo de processo de fabricação e montagem
de um automóvel. A concepção de uma fábrica deveria seguir este esquema,
segundo revista de arquitetura da década de 40, editada por K. REID em 1950.
Segundo MILLS(1951), o planejamento da área de manufatura de
uma unidade industrial é condicionado pelo tipo de planta usada, pela natureza
do produto a ser manufaturado e pelo processo de produção empregado. A
fábrica deveria ser construída com edificação de apenas um pavimento(térreo),
que era praticamente a forma usual nos EUA, em função da economia em
fundações para máquinas pesadas e para facilitar as linhas de produção;
mesmo sendo mais onerosa para serem erguidas e mais complicadas para o

40
tratamento natural de calor e de ventilação. A seqüência lógica das operações
de manufatura determinavam a forma construtiva da fábrica. A movimentação
dos materiais deveria ser linear, a mão-de-obra especializada por posto de
trabalho, com produtos acabados simples e padronizados. Seqüências em linha
e sem interrupções, conforme representado no mapofluxograma de uma
fábrica padrão proposta por Mills (figura 13).
(Fonte: Mills,1951, p. 31)
Figura 13 - Modelo de fluxo de uma fábrica padrão da década de 40, proposta
por MILLS em 1951.
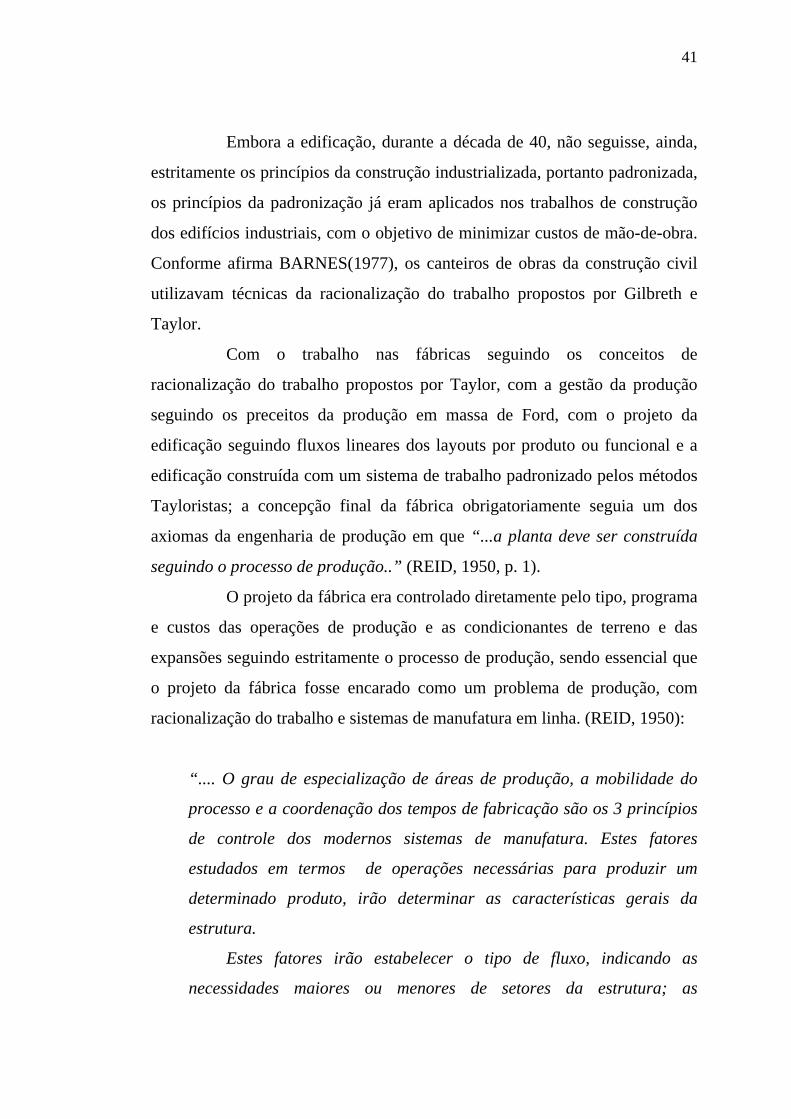
41
Embora a edificação, durante a década de 40, não seguisse, ainda,
estritamente os princípios da construção industrializada, portanto padronizada,
os princípios da padronização já eram aplicados nos trabalhos de construção
dos edifícios industriais, com o objetivo de minimizar custos de mão-de-obra.
Conforme afirma BARNES(1977), os canteiros de obras da construção civil
utilizavam técnicas da racionalização do trabalho propostos por Gilbreth e
Taylor.
Com o trabalho nas fábricas seguindo os conceitos de
racionalização do trabalho propostos por Taylor, com a gestão da produção
seguindo os preceitos da produção em massa de Ford, com o projeto da
edificação seguindo fluxos lineares dos layouts por produto ou funcional e a
edificação construída com um sistema de trabalho padronizado pelos métodos
Tayloristas; a concepção final da fábrica obrigatoriamente seguia um dos
axiomas da engenharia de produção em que “...a planta deve ser construída
seguindo o processo de produção..” (REID, 1950, p. 1).
O projeto da fábrica era controlado diretamente pelo tipo, programa
e custos das operações de produção e as condicionantes de terreno e das
expansões seguindo estritamente o processo de produção, sendo essencial que
o projeto da fábrica fosse encarado como um problema de produção, com
racionalização do trabalho e sistemas de manufatura em linha. (REID, 1950):
“.... O grau de especialização de áreas de produção, a mobilidade do
processo e a coordenação dos tempos de fabricação são os 3 princípios
de controle dos modernos sistemas de manufatura. Estes fatores
estudados em termos de operações necessárias para produzir um
determinado produto, irão determinar as características gerais da
estrutura.
Estes fatores irão estabelecer o tipo de fluxo, indicando as
necessidades maiores ou menores de setores da estrutura; as
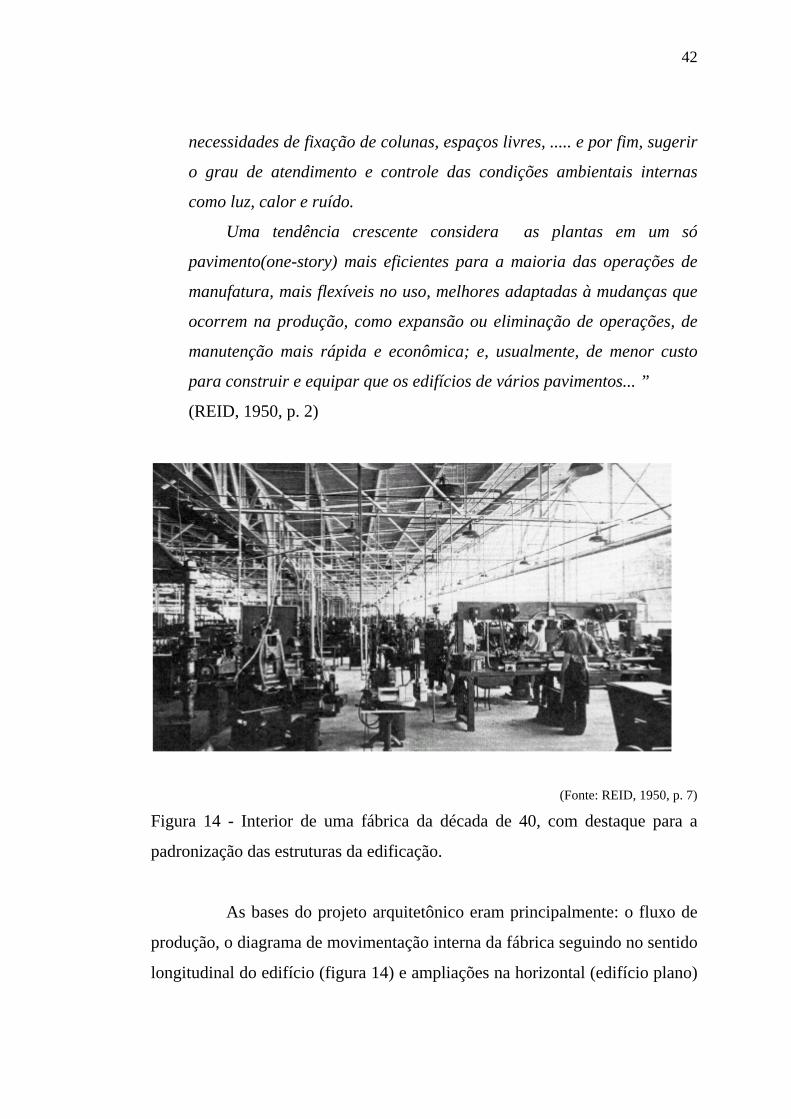
42
necessidades de fixação de colunas, espaços livres, ..... e por fim, sugerir
o grau de atendimento e controle das condições ambientais internas
como luz, calor e ruído.
Uma tendência crescente considera as plantas em um só
pavimento(one-story) mais eficientes para a maioria das operações de
manufatura, mais flexíveis no uso, melhores adaptadas à mudanças que
ocorrem na produção, como expansão ou eliminação de operações, de
manutenção mais rápida e econômica; e, usualmente, de menor custo
para construir e equipar que os edifícios de vários pavimentos... ”
(REID, 1950, p. 2)
(Fonte: REID, 1950, p. 7)
Figura 14 - Interior de uma fábrica da década de 40, com destaque para a
padronização das estruturas da edificação.
As bases do projeto arquitetônico eram principalmente: o fluxo de
produção, o diagrama de movimentação interna da fábrica seguindo no sentido
longitudinal do edifício (figura 14) e ampliações na horizontal (edifício plano)
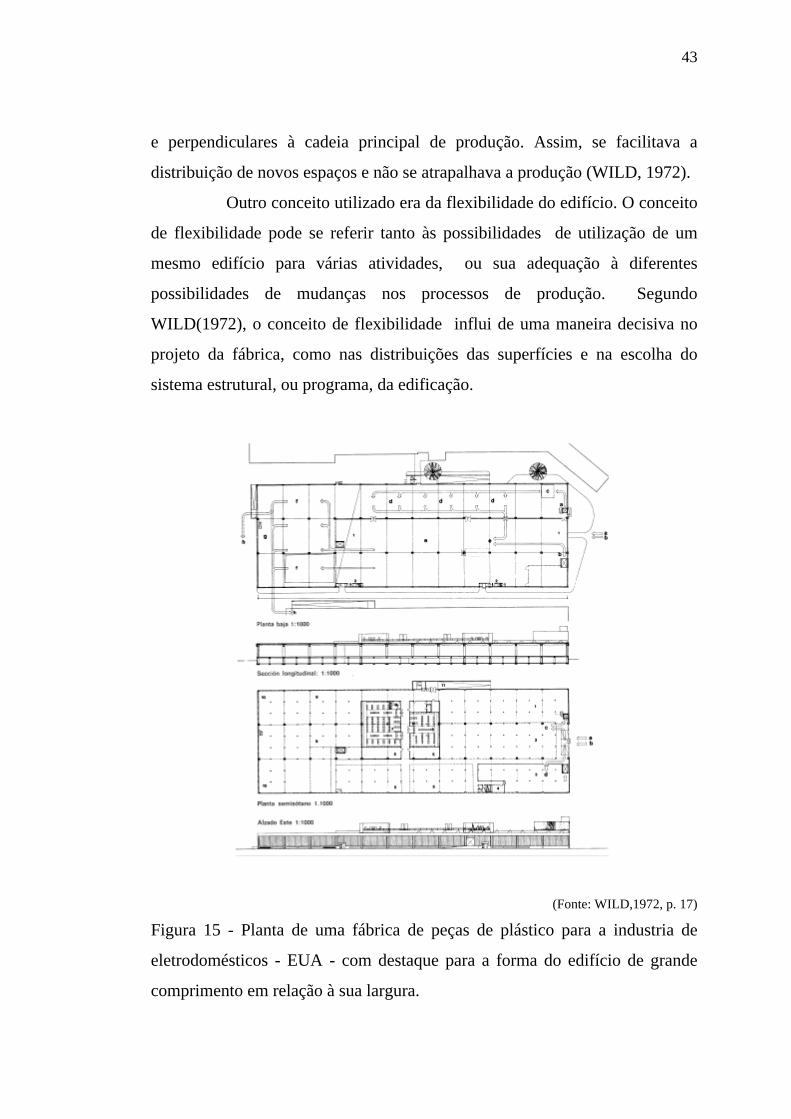
43
e perpendiculares à cadeia principal de produção. Assim, se facilitava a
distribuição de novos espaços e não se atrapalhava a produção (WILD, 1972).
Outro conceito utilizado era da flexibilidade do edifício. O conceito
de flexibilidade pode se referir tanto às possibilidades de utilização de um
mesmo edifício para várias atividades, ou sua adequação à diferentes
possibilidades de mudanças nos processos de produção. Segundo
WILD(1972), o conceito de flexibilidade influi de uma maneira decisiva no
projeto da fábrica, como nas distribuições das superfícies e na escolha do
sistema estrutural, ou programa, da edificação.
(Fonte: WILD,1972, p. 17)
Figura 15 - Planta de uma fábrica de peças de plástico para a industria de
eletrodomésticos - EUA - com destaque para a forma do edifício de grande
comprimento em relação à sua largura.
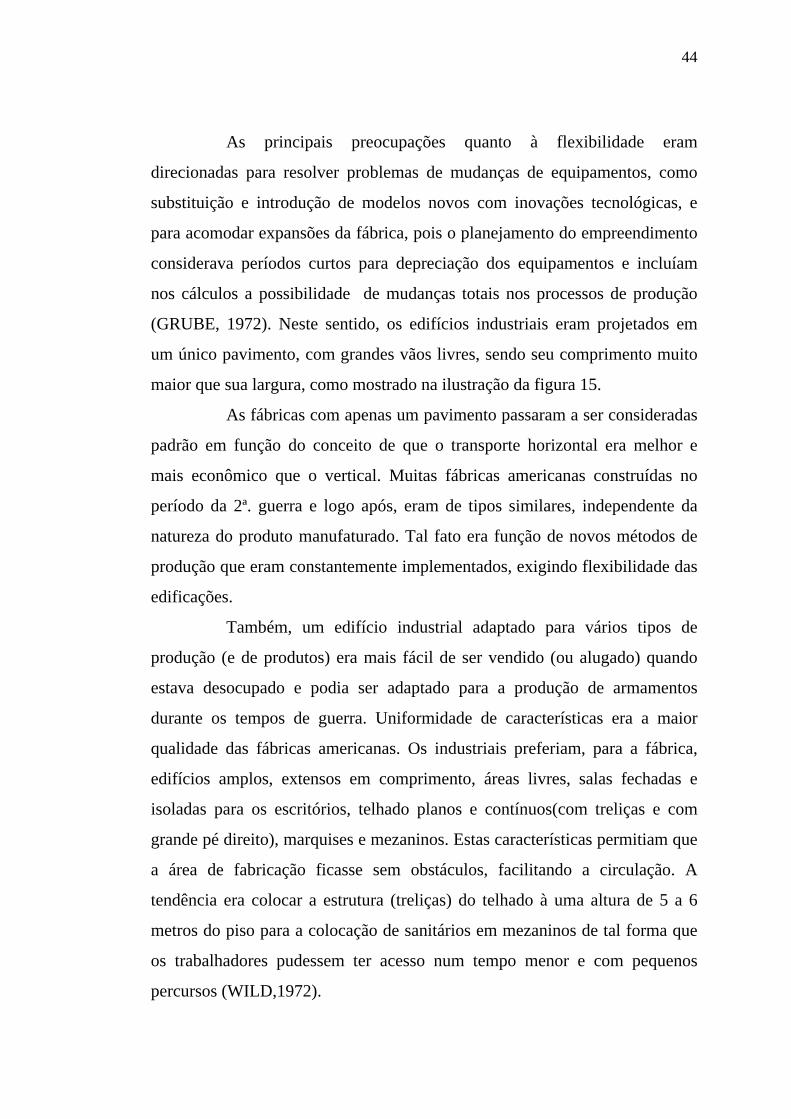
44
As principais preocupações quanto à flexibilidade eram
direcionadas para resolver problemas de mudanças de equipamentos, como
substituição e introdução de modelos novos com inovações tecnológicas, e
para acomodar expansões da fábrica, pois o planejamento do empreendimento
considerava períodos curtos para depreciação dos equipamentos e incluíam
nos cálculos a possibilidade de mudanças totais nos processos de produção
(GRUBE, 1972). Neste sentido, os edifícios industriais eram projetados em
um único pavimento, com grandes vãos livres, sendo seu comprimento muito
maior que sua largura, como mostrado na ilustração da figura 15.
As fábricas com apenas um pavimento passaram a ser consideradas
padrão em função do conceito de que o transporte horizontal era melhor e
mais econômico que o vertical. Muitas fábricas americanas construídas no
período da 2ª. guerra e logo após, eram de tipos similares, independente da
natureza do produto manufaturado. Tal fato era função de novos métodos de
produção que eram constantemente implementados, exigindo flexibilidade das
edificações.
Também, um edifício industrial adaptado para vários tipos de
produção (e de produtos) era mais fácil de ser vendido (ou alugado) quando
estava desocupado e podia ser adaptado para a produção de armamentos
durante os tempos de guerra. Uniformidade de características era a maior
qualidade das fábricas americanas. Os industriais preferiam, para a fábrica,
edifícios amplos, extensos em comprimento, áreas livres, salas fechadas e
isoladas para os escritórios, telhado planos e contínuos(com treliças e com
grande pé direito), marquises e mezaninos. Estas características permitiam que
a área de fabricação ficasse sem obstáculos, facilitando a circulação. A
tendência era colocar a estrutura (treliças) do telhado à uma altura de 5 a 6
metros do piso para a colocação de sanitários em mezaninos de tal forma que
os trabalhadores pudessem ter acesso num tempo menor e com pequenos
percursos (WILD,1972).

45
As fábricas fechadas (sem janelas) tornaram-se comuns, por
permitirem maior flexibilidade de planejamento. A necessidade de blackout
durante a guerra foi também fator decisivo. Entretanto, as condições deste tipo
de construção fugiam muito da usual e provocavam efeitos psicológicos
negativos nos trabalhadores.
O tipo de arranjo físico continuava sendo a base do projeto da edificação.
A mudança na forma do edifício não invalidava os princípios que até então eram
praticados para as edificações industriais. O fluxo regular de materiais através da
linha de produção continuava sendo o objetivo principal do conjunto da fábrica, onde
o tempo de manufatura era de vital importância para que o fluxo pudesse seguir
rigorosamente sem dificuldades e sem transporte manual, se máquina pudesse faze-
lo. Considerava-se que a base de toda movimentação de materiais era o sistema
transportador, em suas centenas de diferentes tipos construídos (BARNES, 1977) e a
tendência era a substituição do transporte manual por mecanizado como forma de
tornar o processo mais automático e flexível. O princípio da produção contínua -
economia de movimentos - fundamenta os trabalhos de pesquisa realizados por
arquitetos e engenheiros de produção (MUNCE, 1960).
A partir do final da 2a. guerra, mudanças importantes ocorreram na
Europa em relação aos edifícios industriais. Dentre elas a localização das
novas fábricas. Neste contexto, de acordo com MUNCE (1960), as novas
fábricas eram de 3 tipos: 1°.) a “fábrica avançada” constituída de módulo
padrão e construída por uma agencia de desenvolvimento para futuras
ocupações de novos empreendimentos industriais, como
locatários(incubadoras); 2°.) a fábrica construída para um locatário ou
proprietário específico, onde o processo e a área são conhecidos; e 3°.)
ampliação de plantas já existentes, no mesmo local ou muito próximo
(FRIGÉRIO, 1994).
As novas tendências de projeto de fábricas não mais colocavam
todas as atividades em um único edifício, mas separavam blocos de escritórios
(administrativa) conectados ao edifício principal da produção por passarelas e
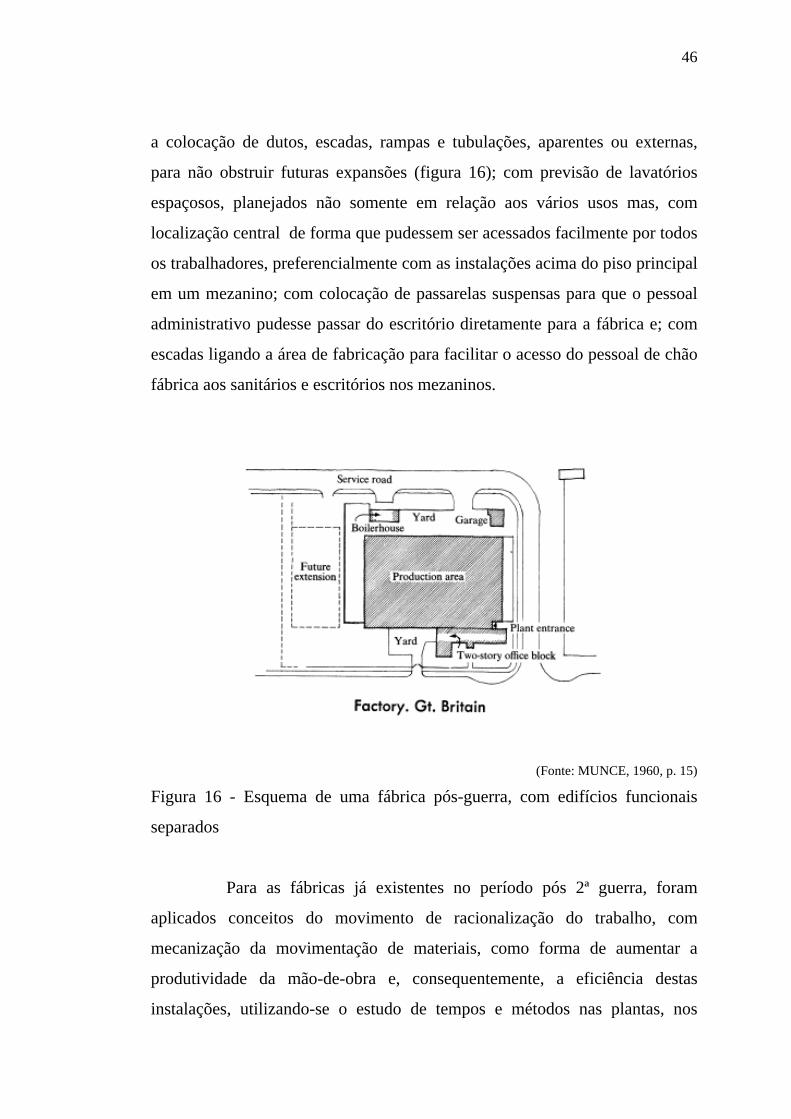
46
a colocação de dutos, escadas, rampas e tubulações, aparentes ou externas,
para não obstruir futuras expansões (figura 16); com previsão de lavatórios
espaçosos, planejados não somente em relação aos vários usos mas, com
localização central de forma que pudessem ser acessados facilmente por todos
os trabalhadores, preferencialmente com as instalações acima do piso principal
em um mezanino; com colocação de passarelas suspensas para que o pessoal
administrativo pudesse passar do escritório diretamente para a fábrica e; com
escadas ligando a área de fabricação para facilitar o acesso do pessoal de chão
fábrica aos sanitários e escritórios nos mezaninos.
(Fonte: MUNCE, 1960, p. 15)
Figura 16 - Esquema de uma fábrica pós-guerra, com edifícios funcionais
separados
Para as fábricas já existentes no período pós 2ª guerra, foram
aplicados conceitos do movimento de racionalização do trabalho, com
mecanização da movimentação de materiais, como forma de aumentar a
produtividade da mão-de-obra e, consequentemente, a eficiência destas
instalações, utilizando-se o estudo de tempos e métodos nas plantas, nos
47
projetos de equipamentos e nos layouts, com o objetivo de conseguir maior
eficiência e melhores condições de trabalho. “….Aumento da produtividade da
mão-de-obra através de movimentos mais eficientes é um dos mais
expressivos desenvolvimentos na indústria Britânica no período pós-guerra,
muito maior que a preocupação com novos layouts. É preferível manter a
edificação e melhorar a eficiência da produção que ocorre dentro….”
(MUNCE, 1960, p. 16). Estas situações, no entanto, causavam inúmeros
transtornos na produção em função de expansões desordenadas em edificações
já obsoletas(figura 17). O principal problema era o fluxo interno da produção
que acabava sendo prejudicado e, portanto, contribuindo para uma baixa
produtividade da fábrica.
(Fonte: MUNCE, 1960, p. 43) Figura 17 - Fluxo de produção após várias ampliações em um mesmo edifício.
MOORE (1962), ao analisar situação semelhante nos EUA
concluem que os novos edifícios industriais deveriam atender requisitos de
melhoria de condições de trabalho voltando seus projetos para: "... 1. Um
48
único pavimento... 3. Edifícios retangulares com relação entre 2:1 a 3:1 entre
comprimento e largura... 8. Grandes áreas de janelas envidraçadas... 9. Áreas
externas de lazer e serviços de pessoal...". (p. 72). Estas fábricas deveriam ser
operadas segundo métodos modernos de alocação de tempos e com funções
especializadas, de acordo com os princípios da ciência de gerenciamento
(MOORE, 1962)
Segundo GRUBE(1972), a construção de edifícios industriais, nas
décadas de 50 e 60, se encontravam em perigo de serem corrompidas por
projetistas indolentes e de converterem-se em uma espécie de “Arquitetura
Enlatada: uma multidão de pequenas unidades de revestimento empregadas
para cobrir formas amorfas sem estrutura lógica. Nos EUA, a arquitetura dos
edifícios de escritórios tem recuperado (na década de 60) um caminho na
direção da expressão arquitetônica, marcando novos estilos. Talvez possa ser
um desafio para os arquitetos de edifícios industriais em continuar com a
tradição da primeira metade deste século, em uma forma lógica, e desenvolve-
la com inovações ..." . (GRUBE, 1972, p. 36)
Fundamentalmente, esta visão surgiu em decorrência da quantidade
de novos projetos industriais no início da década de 60 com características
construtivas diferenciadas dos modelos anteriores, marcados por projetos de
unidades menores e edificações separadas. Esta separação de edificações já
evidenciava, em países industrializados, o início da valorização das atividades
meio, ou de serviços, associadas à produção. Esta tendência, no entanto, ainda
só se verificava nos EUA e alguns países da Europa e inserida no movimento
internacional de transferência de tecnologias de fabricação e de diferenciação
de produtos, promovida pelos países centrais nas décadas de 60 e 70 (TAUILE
apud: CAMAROTTO, 1990)1T.
1 TAUILE, J.R. A internacionalização da produção e de produtos: aspectos estratégicos e políticos.
Apud: CAMAROTTO, J.A. Gerência e Projeto de Produtos: textos básicos. São Carlos. Universidade
Federal de São Carlos. Apostila do cursos de Engenharia de Produção, 1990.

49
2.3. Primeiros estudos de layout
Conforme já apresentado no item 2.1, a partir do início do século
18, com a revolução industrial, principalmente na Inglaterra, surge um grande
número de novas fábricas impulsionadas pela demanda crescente de países da
Europa e de outros continentes, não só por produtos têxteis, mas também por
artefatos estampados em metal para uso pessoal e doméstico (WILLIAMS,
1978). As fábricas já existentes no início da Revolução Industrial ganharam
impulso tecnológico proveniente da novos dispositivos mecânicos de teares ou
de moldes em aço para estamparia ou, ainda, novas ferramentas de corte para
usinagem. Estas fábricas que inicialmente tinham seus equipamentos
acionados por força hidráulica e que posteriormente incorporaram o
acionamento motriz por vapor, também foram obrigadas a reorganizar suas
instalações fabris e, como uma das conseqüências desta reorganização,
promover transferências de suas instalações ou mesmo construir novas
instalações (FRIGÉRIO, 1994), gerando grande demanda por projetos de
instalações industriais. Credita-se à esta época o surgimento dos primeiros
estudos de administração da produção e de layout (MAYNARD, 1970, v.1).
Na metade do século 18 Arkwright, que ficou mais conhecido pela
sua invenção do tear mecânico, já se destacava como administrador de fábricas
de tecidos pois, segundo URE (apud MAYNARD,1970, v.1)2, suas maiores
preocupações eram com os hábitos de trabalho dos operários e com a
disposição das máquinas no novo processo de mecanização(referindo-se aos
teares mecânicos).
Com o projeto da fábrica de artefatos metálicos em Soho, que
começou a operar em 1762, de Matthew Boulton e posteriormente, em 1795,
com o projeto da fábrica de equipamentos para a indústria mecânica, projetada
2 URE, A. The Philosophy of Manufactures. London, 1835. Apud: MAYNARD, H.B. Manual de
Engenharia de Produção. 1° edição. São Paulo, Ed. EDGARD BLÜCHER, 1970. v . 1.

50
pelos engenheiros Matthew R. Boulton(filho de Matthew Boulton) e James
Watt Jr.(filho de Watt, o inventor da máquina a vapor); é que se registram os
primeiros estudos de layout industrial. Entretanto não há um registro confiável
dos métodos utilizados nestes projetos (MAYNARD, 1970).
Um dos primeiros layouts registrados nos EUA data de 1795, de
um moinho de cereais construído por Thomas Ellicott em 3 pavimentos na
Filadélfia (figura 18).
(Fonte: MOORE, 1962, p. 5)
Figura 18 - Layout de um moinho de cereais de 3 pavimentos, projetado em
1795 por Thomas Ellicott.
Ainda, no final do século 18, Eli Witney projetou uma fábrica de
mosquetões e utilizou princípios de divisão do trabalho com a introdução de
desenhos de peças, guia de operação para orientar os operadores de máquinas
e, principalmente, o projeto do produto separando-o em pequenas peças com
51
alta precisão, que pudessem ser intercambiáveis, através de princípios de
controle de qualidade dimensional e uso de modelos de peças padrões. Para
esta fábrica, Witney projetou o layout, um sistema de troca de ferramentas
para as máquinas, adaptou as máquinas para a produção padronizada e treinou
ao operadores para a produção (MOORE, 1962).
O arranjo físico e o projeto de instalações são relativamente
recentes na engenharia e na arquitetura, tendo surgido, como uma atividade
gerencial e tratado em disciplinas científicas, apenas no início deste século,
acompanhado de outras disciplinas da engenharia de produção como tempos e
métodos, custos e controle da produção, principalmente nos EUA, com o
surgimento da indústria automobilística, dos conceitos de produção em massa
de Henry Ford e do movimento da administração científica de F.W. Taylor.
MAYNARD(1970) relata que, em 1940, dentro das funções
tradicionais da engenharia de produção, aparecia entre as atividades de layout:
“... Recursos de fabricação e projeto – Arranjo físico da fábrica, obtenção e
reposição de equipamentos, projeto do produto, projeto de ferramentas,
gabaritos e medidores..” (p. 44, v.1), com o registro de um modelo de roteiro
de projeto de layout que foi utilizado no início do século e constava das
seguintes etapas: 1) Projeto do processo produtivo, 2) Fluxo de materiais, 3)
Cálculo de equipamentos e de armazenagem, 5) Edificação e, 6)
Desenvolvimento do layout.
Na arquitetura industrial aparece, já na década de 30, um roteiro de
projeto de edifícios industriais (NELSON, 1938) com requisitos de layout
aplicados à produção em massa, contendo: a) princípio do fluxo linear com a
saída no lado oposto ao da entrada, b) máquinas uniformemente
espaçadas(figura 19), c)sistemas de estoques intermediários(work-in-process),
d) sistema de movimentação interna por transportadores mecânicos, e)
máquinas especializadas (REID,1951).
Nas relações entre o fluxo de materiais no interior do edifício
industrial e a arquitetura deste edifício, encontram-se os estudos de
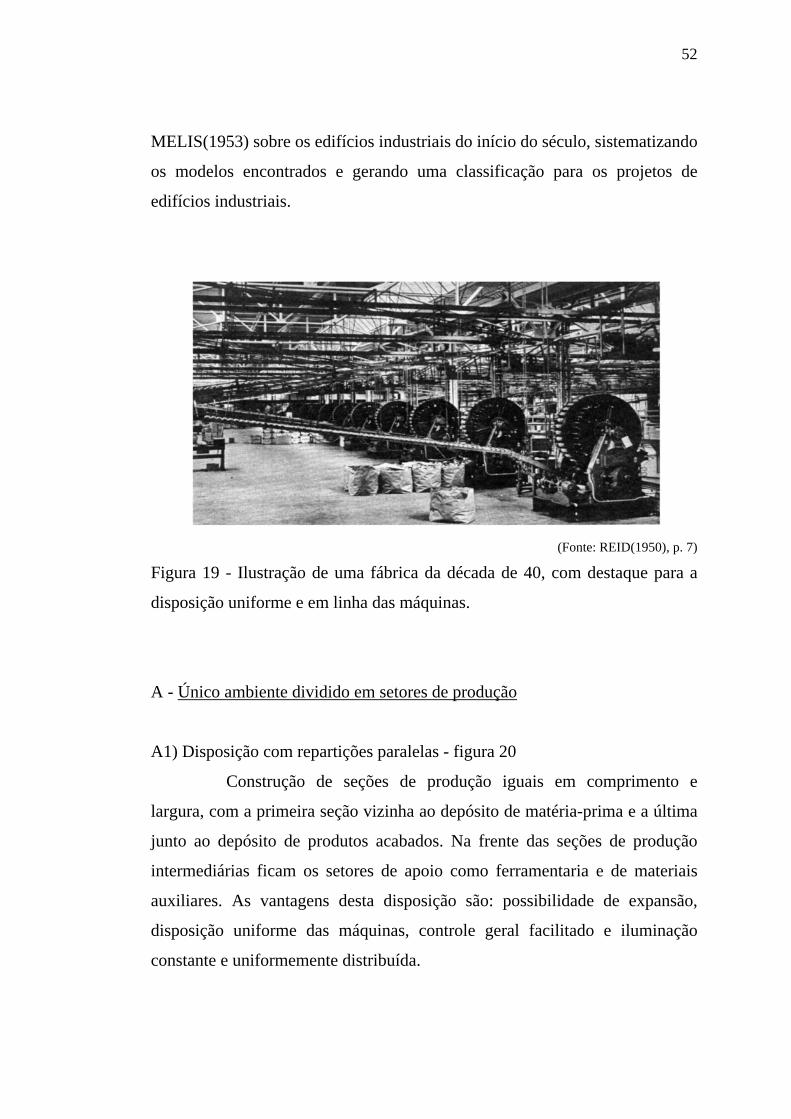
52
MELIS(1953) sobre os edifícios industriais do início do século, sistematizando
os modelos encontrados e gerando uma classificação para os projetos de
edifícios industriais.
(Fonte: REID(1950), p. 7)
Figura 19 - Ilustração de uma fábrica da década de 40, com destaque para a
disposição uniforme e em linha das máquinas.
A - Único ambiente dividido em setores de produção
A1) Disposição com repartições paralelas - figura 20
Construção de seções de produção iguais em comprimento e
largura, com a primeira seção vizinha ao depósito de matéria-prima e a última
junto ao depósito de produtos acabados. Na frente das seções de produção
intermediárias ficam os setores de apoio como ferramentaria e de materiais
auxiliares. As vantagens desta disposição são: possibilidade de expansão,
disposição uniforme das máquinas, controle geral facilitado e iluminação
constante e uniformemente distribuída.
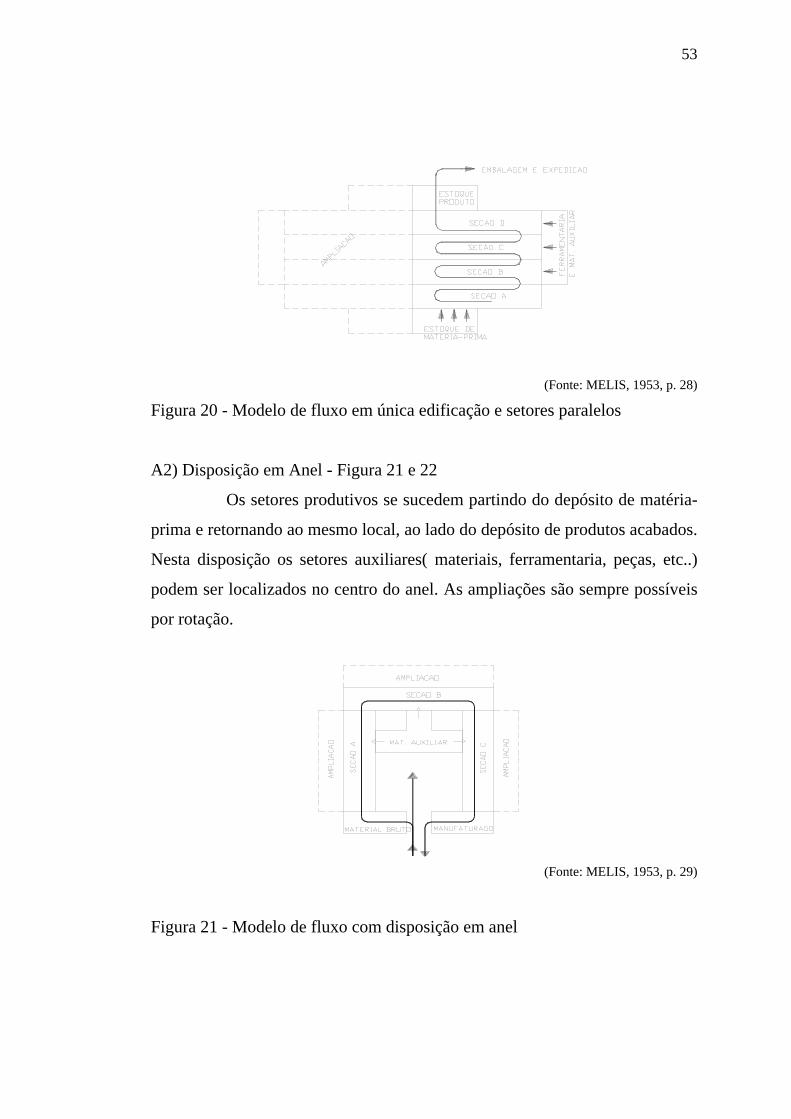
53
(Fonte: MELIS, 1953, p. 28)
Figura 20 - Modelo de fluxo em única edificação e setores paralelos
A2) Disposição em Anel - Figura 21 e 22
Os setores produtivos se sucedem partindo do depósito de matéria-
prima e retornando ao mesmo local, ao lado do depósito de produtos acabados.
Nesta disposição os setores auxiliares( materiais, ferramentaria, peças, etc..)
podem ser localizados no centro do anel. As ampliações são sempre possíveis
por rotação.
(Fonte: MELIS, 1953, p. 29)
Figura 21 - Modelo de fluxo com disposição em anel

54
A figura 22 mostra um modelo que apresenta duas variantes, uma
com o produto acabado saindo no lado oposto à entrada dos materiais e a outra
com uma estrutura em ‘U’ com setores em paralelo.
(a) (b) (Fonte:MELIS, 1953, p. 29)
Figura 22 - Fluxo em anel com saídas opostas(a) e com setores em paralelo(b).
As vantagens deste modelo são: fácil controle de entrada e saída e
possibilidade de iluminação lateral.
B - Ambientes e setores separados
B1) Disposição em fila única - figura 23
Os ambientes são paralelos e ligados por um único corredor
operando de um só lado. Necessita de um terreno com frente muito grande e
pouca profundidade. Dificulta o transporte e a comunicação.
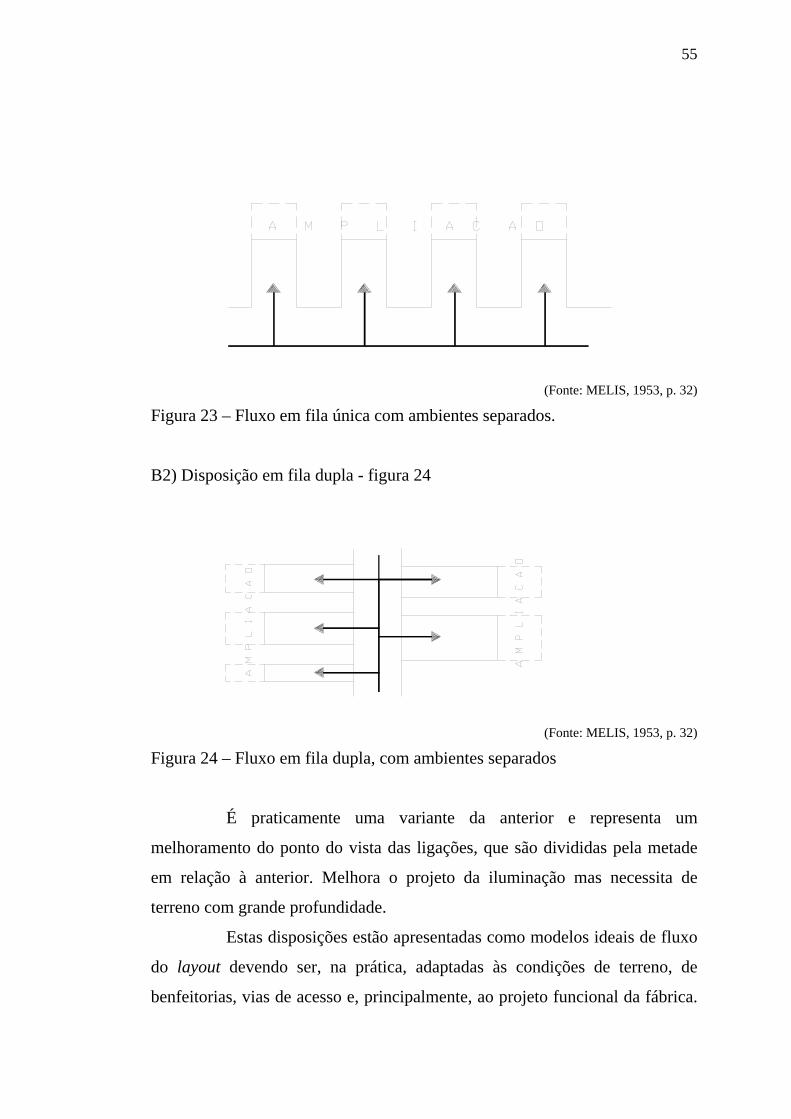
55
(Fonte: MELIS, 1953, p. 32)
Figura 23 – Fluxo em fila única com ambientes separados.
B2) Disposição em fila dupla - figura 24
(Fonte: MELIS, 1953, p. 32)
Figura 24 – Fluxo em fila dupla, com ambientes separados
É praticamente uma variante da anterior e representa um
melhoramento do ponto do vista das ligações, que são divididas pela metade
em relação à anterior. Melhora o projeto da iluminação mas necessita de
terreno com grande profundidade.
Estas disposições estão apresentadas como modelos ideais de fluxo
do layout devendo ser, na prática, adaptadas às condições de terreno, de
benfeitorias, vias de acesso e, principalmente, ao projeto funcional da fábrica.

56
Segundo MELIS(1953), só havia, até o início deste século, duas formas de se
dispor as máquinas no layout: máquinas transversais ou longitudinais em
relação à principal distribuição das aberturas. A disposição transversal, com a
iluminação lateral, permitia melhor acesso à janela e aos demais setores da
fábrica. A disposição longitudinal era melhor adaptada à máquinas de
dimensões maiores e de comprimentos longos, pois distribuía melhor a
iluminação ao longo da máquina e oferecia melhor movimentação nas
atividades de manutenção, porém dispõe de menor espaço de trabalho para os
operadores.
2.4. Métodos e técnicas de desenvolvimento de layout
Uma vez definido o processo de fabricação, o tipo de produto e a
tecnologia a ser utilizada pela unidade produtiva, há necessidade de alocar as
diversas áreas funcionais e atividades necessárias para o trabalho da fábrica.
Este processo é denominado de projeto de layout ou de instalações industriais.
Entretanto, esta etapa de projeto depende de fases anteriores, desde a decisão
do empreendimento da fábrica, conforme esquematizado no modelo de
MUTHER(1978):
I. LOCALIZAÇÃO
II. ARRANJO FÍSICO GERAL
III. ARRANJO FÍSICO DETALHADO
Tempo IV. IMPLANTAÇÃO
(Fonte: MUTHER, 1978, p. 5)
Quadro 03 - Modelo de desenvolvimento de projeto de fábrica - Muther.

57
O modelo do processo de projeto de fábrica pode ser sumariado em:
.Macro e micro-localização: região, distrito, situação, vias
.Aproveitamento do terreno: acessos, recuos, níveis, tratamentos
.Espaço arquitetônico: orientação, ocupação, formulação
.Arranjo físico: fluxos, funções, atividades, distribuição
.Estações de trabalho: espaços, requisitos, relações, organização
.Construção do espaço(edificação): programa, partido, detalhamento
.Ocupação e operação do espaço: uso, manutenção, avaliação
Este processo geral de construção do projeto do layout é baseado no
modelo de resolução de problemas (ASIMOV, 1962 e JONES, 1970), que é
um método tradicional de projeto em engenharia (BONSIEPE, 1978). Todos
os métodos de desenvolvimento de layout, consultados na bibliografia,
trabalham fundamentalmente com este modelo, sendo que as grandes
diferenças entre os métodos são as técnicas que utilizam e seus procedimentos
operacionais, como as relações entre as fases do projeto, a modelagem, o
tratamento das informações e os critérios de julgamento de alternativas.
Esses métodos também se diferenciam quanto à abrangência e
profundidade de seus procedimentos em relação às fases de projeto,
representadas no quadro 03. Uns iniciam na fase de localização, outros na fase
de arranjo físico geral e outros apresentam procedimentos exclusivamente para
o arranjo físico detalhado.
O trabalho de projeto de layout necessita de procedimentos
específicos de tratamento que lhe confere o detalhamento suficiente para sua
transformação em instruções operacionais. Nestes procedimentos é que os
principais métodos de desenvolvimento de layout vão se diferenciar. Os
métodos apresentados a seguir estão em ordem cronológica de publicação,
entendendo que os mais recentes são os mais elaborados.
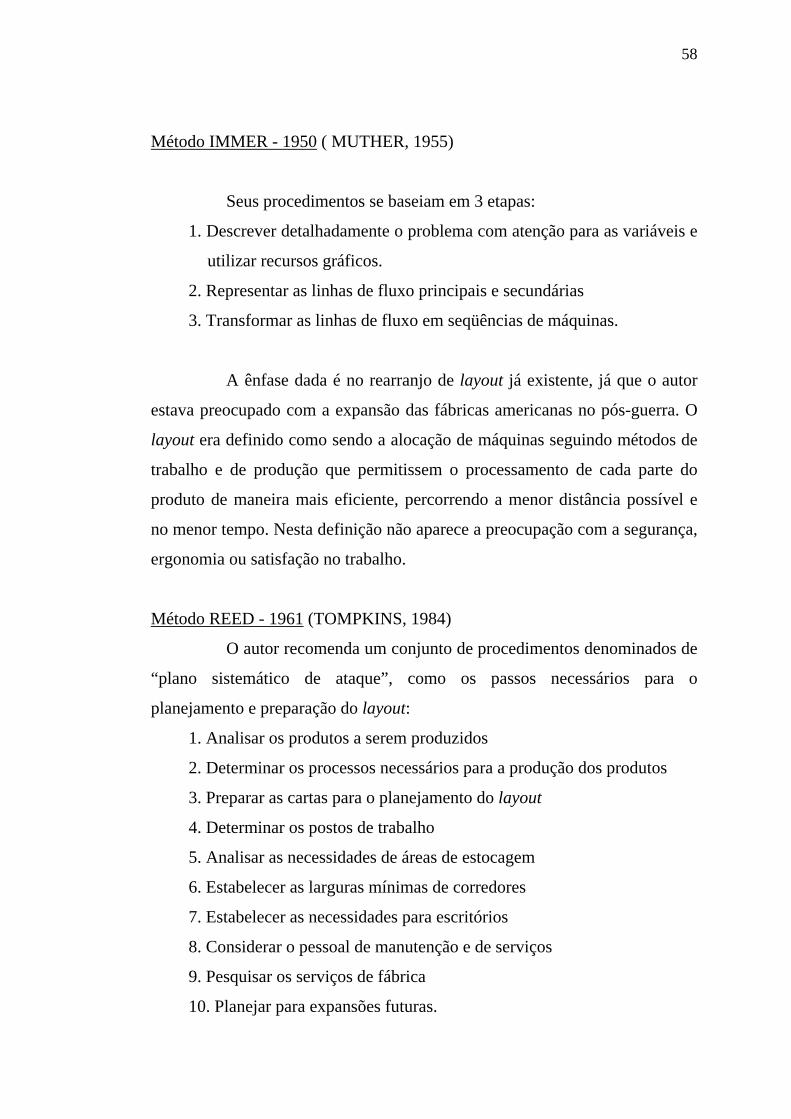
58
Método IMMER - 1950 ( MUTHER, 1955)
Seus procedimentos se baseiam em 3 etapas:
1. Descrever detalhadamente o problema com atenção para as variáveis e
utilizar recursos gráficos.
2. Representar as linhas de fluxo principais e secundárias
3. Transformar as linhas de fluxo em seqüências de máquinas.
A ênfase dada é no rearranjo de layout já existente, já que o autor
estava preocupado com a expansão das fábricas americanas no pós-guerra. O
layout era definido como sendo a alocação de máquinas seguindo métodos de
trabalho e de produção que permitissem o processamento de cada parte do
produto de maneira mais eficiente, percorrendo a menor distância possível e
no menor tempo. Nesta definição não aparece a preocupação com a segurança,
ergonomia ou satisfação no trabalho.
Método REED - 1961 (TOMPKINS, 1984)
O autor recomenda um conjunto de procedimentos denominados de
“plano sistemático de ataque”, como os passos necessários para o
planejamento e preparação do layout:
1. Analisar os produtos a serem produzidos
2. Determinar os processos necessários para a produção dos produtos
3. Preparar as cartas para o planejamento do layout
4. Determinar os postos de trabalho
5. Analisar as necessidades de áreas de estocagem
6. Estabelecer as larguras mínimas de corredores
7. Estabelecer as necessidades para escritórios
8. Considerar o pessoal de manutenção e de serviços
9. Pesquisar os serviços de fábrica
10. Planejar para expansões futuras.
59
Neste método de construção do layout o autor utiliza uma carta de
planejamento que é constituída de um roteiro de produção para cada parte do
produto, acrescido de informações sobre sistema de transportes, método de
armazenagem, ocupação de mão-de-obra e requisitos de movimentação. Este
procedimento passou a ser comum a todos os demais métodos a partir da
sistematização de Reed.
Método MOORE - 1962
Reconhecido como o primeiro modelo de desenvolvimento de
layout que se preocupou em descrever as bases metodológicas envolvidas no
processo do projeto. Mais preocupado em desenvolver o projeto da fábrica
(plant design), coloca o projeto de layout como uma etapa deste processo. As
etapa do projeto de fábrica são: (MOORE, 1962, p. 9)
1. Aquisição do capital
2. Projeto do Produto
3. Planejamento de vendas – volume de produção
4. Seleção do processo de produção
5. Comprar ou fazer as partes do produto
6. Tamanho da fábrica
7. Faixa de preço do produto
8. Localização da fábrica
9. Layout da fábrica
10. Seleção do tipo de edificação
11. Diversificação
12. Desenvolvimento da organização
No desenvolvimento do projeto de layout, as etapas consideradas são:
60
1. Determinação do volume de produção
2. Detalhamento do projeto do produto
3. Especificação das rotas e fluxos
4. Fluxograma do processo do produto
5. Necessidades de espaços
6. Características da edificação
7. Equipamentos necessários
8. Construção da planta de situação(plot Plan)
9. Construção do layout de blocos(block layout)
10. Layout detalhado
11. Avaliação do layout
12. Implantação
Dos métodos pesquisados, Moore é o único que apresenta uma
seqüência de procedimentos sobre a edificação, voltados para o
desenvolvimento do projeto de fábrica. Considera como fatores importantes
das relações entre a edificação e o uso industrial: manuseio de materiais,
iluminamento, tipos especiais de armazenagens, calor e ventilação, requisitos
dos tipos de produtos e operação dos equipamentos.
Método NADLER - 1965 (TOMPKINS, 1984)
O autor apresenta um procedimento para projeto de sistemas de
trabalho, aplicável ao planejamento de instalações e indica, junto com os
procedimentos, uma abordagem hierárquica do processo de projeto. As etapas
conceituais são:
1. Teorização do sistema ideal
2. Conceituação e detalhamento do sistema ideal
3. Projeto do sistema de trabalho tecnologicamente ideal
4. Instalação do sistema recomendado.
61
Este sistema de trabalho é apresentado pelo autor como um modelo
de resolução de problemas que utiliza uma base teórica (a situação ideal) para
propor uma nova situação. Entretanto, o autor não detalha qual a base teórica
utilizada, mas se baseia em método retrospectivo para propor uma nova
solução. Parte do “O que tem sido” para chegar em “O que pode ser”
(TOMPKINS, 1984 , p. 233)
Método SLP – MUTHER - 1973
O autor desenvolveu o método SLP – Systematic Layout Planning,,
em 1973, como um roteiro composto de um conjunto de técnicas facilitadoras
para a prática de projeto de layout industrial ou comercial. Este método é, sem
dúvida, o mais conhecido e o mais utilizado por engenheiros projetistas de
layout.
Este método trabalha com as variáveis: Produto (materiais),
Quantidade (volumes), Roteiro (seqüência do processo de fabricação),
Serviços de suporte e Tempo (P,Q,R,S,T) e as relaciona segundo o esquema
apresentado no quadro 04.
O método pressupõe que os dados de entrada estejam organizados
de acordo com as formas padronizadas de registro (organogramas, diagrama
Produto x Quantidade, lista de materiais), para que seja possível estabelecer
regras e relacionamentos entre as atividades (matriz de ligações preferenciais),
análise de fluxo (carta de processo ou fluxograma de processo) e análise de
relacionamento entre as atividades e o fluxo (diagrama de relacionamento ou
carta de processos múltiplos).
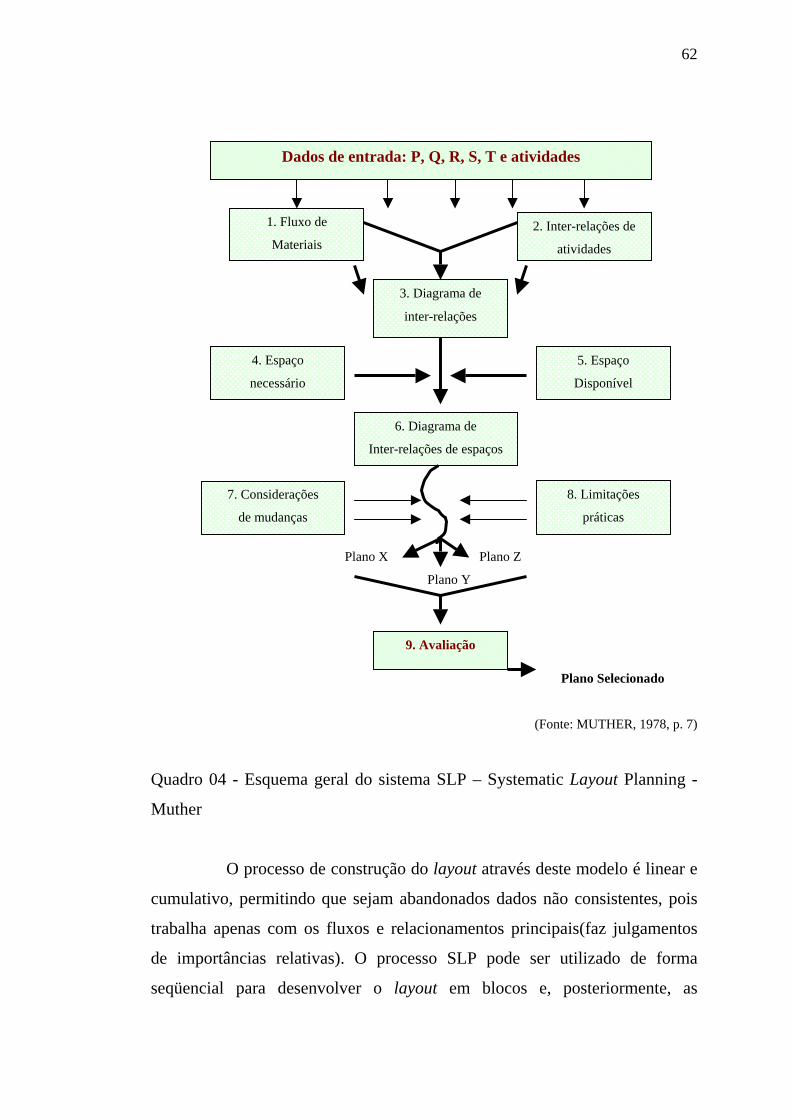
62
Dados de entrada: P, Q, R, S, T e atividades
Quadro 04 - Es
Muther
O pr
cumulativo, per
trabalha apenas
de importância
seqüencial para
1. Fluxo de
Materiais
3. Diagrama de
inter-relações
Plano X Plano Z
Inte s
Plano Y
9. Avaliação
quema geral do sistema SLP – Syste
ocesso de construção do layout através
mitindo que sejam abandonados dado
com os fluxos e relacionamentos pr
s relativas). O processo SLP pode
desenvolver o layout em blocos
2. Inter-relações de
atividades
4. Espaço
necessário
P
(Fonte
matic
deste
s não
incipai
ser u
e, p
5. Espaço
Disponível
6. Diagrama de
r-relações de espaço
7. Considerações
de mudanças
8. Limitaçõespráticas
lano Selecionado
: MUTHER, 1978, p. 7)
Layout Planning -
modelo é linear e
consistentes, pois
s(faz julgamentos
tilizado de forma
osteriormente, as
63
alternativas mais detalhadas. Vale ressaltar, no entanto, que a utilização de
formas geométricas simples(quadrados e retângulos) para a representação de
áreas funcionais na composição das alternativas de layout, propostas pelo
método, pode influenciar a geração destas alternativas, já que não admite
outros polígonos, o que proporcionaria melhores acoplamentos e acomodações
de áreas. Também, nota-se que, a conversão de um diagrama de
relacionamento de espaços em várias alternativas viáveis de layout não é um
processo mecânico, sendo necessário julgamentos, abstrações e,
principalmente, experiência no processo de projeto.
Método APPLE - 1977
Para se obter um projeto de sistema de trabalho industrial, segundo
o autor, é necessário seguir um conjunto de procedimentos de projeto de
instalações, ou layout de instalações industriais, que, independente do tipo de
instalação, do tipo de processo de produção ou do tamanho da fábrica; deve
seguir os seguintes passos (APPLE, 1977):
1. Obter os dados básicos:
2. Analisar os dados básicos:
3. Projetar o Processo Produtivo
4. Planejar o padrão de fluxo de materiais
5. Considerar o modelo geral de manuseio de materiais
6. Calcular os requisitos necessários para os equipamentos
7. Planejar os postos individuais de trabalho
8. Selecionar os equipamentos específicos para o manuseio de materiais
9. Coordenar os grupos de operações relacionadas entre si
10. Projetar o inter-relacionamento de atividades
11. Determinar os requisitos de armazenagem
12. Planejar as atividades auxiliares e de serviços
64
13. Determinar os requisitos de espaço
14. Alocar as atividades no espaço total
15. Considerar as características da edificação
16. Construir o layout geral
17. Avaliar, ajustar e conferir o layout com demais especialistas e
gerência
18. Discutir a validação do projeto
19. Detalhar e implementar o layout
20. Acompanhar a implantação do layout
Os procedimentos traçados pelo autor consideram o processo de
layout como um processo evolutivo, mas não restringe os métodos utilizados,
permitindo certa variabilidade e confiabilidade dos dados trabalhados. Na obra
citada (APPLE, 1977) o autor detalha 19 dos 20 passos acima, sendo que o
único para o qual não apresenta procedimentos operacionais, ou
metodológicos, é o passo 15 (características da edificação).
De maneira genérica, os passos para a construção de um layout
segue a seguinte estrutura (TOMPKINS, 1984):
1. Definir o objetivo da instalação
2. Especificar as atividades primárias e de suporte a serem realizadas de
acordo com o objetivo.
3. Determinar o inter-relacionamento entre as atividades.
4. Determinar requisitos de espaços para todas as atividades
5. Gerar alternativas de layouts das instalações
6. Avaliar as alternativas dos layouts.
7. Selecionar um layout
8. Implementar a alternativa escolhida
9. Manter e adaptar o layout de acordo com mudanças nos objetivos.
65
O procedimento genérico, comum a todos os métodos apresentados
determina a metodologia de projeto em instalações industriais utilizada nas
diversas situações, seja de novas fábricas, transferências de instalações ou
rearranjos internos. As situações encontradas nos estudos de campo desta
pesquisa, como inúmeros exemplos já trabalhados em outras pesquisas,
mostram que estes são os métodos empregados no desenvolvimento das
instalações industriais e layout. Verifica-se, também, que as principais
referências bibliográficas utilizadas em projetos industriais, utilizam os
métodos de Muther e de Moore.
2.5. Tipos Clássicos de arranjo físico
Os sistemas industriais requerem uma grande variedade de layouts.
Um layout é determinado primeiramente pelo tipo de processo de produção
empregado, que condiciona a tecnologia e a organização industrial. Os
processos de manufatura são usualmente classificados em: contínuos,
repetitivos e intermitentes(quadro 05).
Indústrias de processos contínuos são características do
processamento químico de substâncias, que não pode sofrer interrupção na
fabricação sob risco de perder o material processado ou até mesmo danificar
equipamentos ou parte das instalações. Os problemas de projeto de planta de
uma indústria de processo contínuo é completamente diferente daqueles de
processos intermitentes ou repetitivos. No processo contínuo o layout é
extremamente influenciado pelos condicionantes tecnológicos e sua lógica é
determinada pelo processo de fabricação. São layouts rígidos com
equipamentos dedicados aos produtos.
Indústrias de processamento repetitivo são aquelas em que o
produto é processado em lotes. Os produtos são movimentados, através do
processo, em quantidades fixas e cada item segue através do fluxo de forma

66
análoga à todos os itens do lote. Quando o lote de um mesmo item, ou itens
semelhantes, segue rigidamente as mesmas seqüências em tempos uniformes
entre lotes; o processo assume, para efeito de estudo de layout, as
características de um processo contínuo.
Quadro 05 - Representação esquemática dos Processos de Produção.
Processo Contínuo
Processo Repetitivo
Processo Intermitente
Desintegração
Separação em
Componentes
Integração
Agregação de materiais, com processamento
conjunto, resultando em um
produto não encontrado no
estado natural
Transformação
Mudança no material por
operações sucessivas em um
produto de características
diferentes.
Fabricação
Mudança na forma do material.
Montagem
Adição de materiais no
estado sólido a partir de um componente
inicial.
Exemplo: destilaria refinaria
Exemplo: Plásticos
Borrachas
Exemplo: cerâmicas
Exemplo: peças mecânicas
Exemplo: automóvel
mesa
Processos Combinados
desintegração, integração, fabricação, montagem
Processo de Manufatura
produção de aço
projetos industriais serviços
(Fonte: MOORE, 1962, p. 7)
Uma indústria de processamento intermitente processa um produto
ou pequenos lotes de produtos (ou itens) sem regularidade de período ou de

67
tamanho de lote. O processamento depende de encomenda e o produto pode
sofrer alterações de especificações, mesmo dentro de um lote. Este tipo de
indústria é característico de empresas que trabalham através de encomenda de
clientes. Para o estudo de layout, as empresas de processo de informações ou
documentos, as empresas de serviços, são consideradas de processamento
intermitente.
Os tipos clássicos de layout estão relacionados com a quantidade e
diversidade de produtos produzidos, às características físico-químicas e
geométricas dos materiais manipulados e aos tipos de movimentação possíveis
no interior da fábrica.
A divisão do layout em tipos clássicos fundamentais, atende
principalmente a motivos didáticos. Muito freqüentemente, o que se observa
na prática é uma mistura dos tipos denominados clássicos e dificilmente
observa-se uma fábrica totalmente projetada utilizando-se um único tipo de
arranjo.
layout posicional ou arranjo de posição fixa
Este layout é caracterizado por um arranjo espacial onde o
material a ser trabalhado (peça, parte ou item) permanece parado enquanto que
os operadores e os equipamento se movimentam ao seu redor (figura 25).
(Fonte: TONPKINS, 1984, p. 228)
Figura 25 - Ilustração de um layout posicional.
68
Este era o tipo principal de arranjo no sistema artesanal de trabalho.
O produto era iniciado e acabado no local de trabalho do artífice, que o
construía inteiramente. Com a evolução da indústria, este tipo se tornou menos
importante e atualmente a sua aplicação se restringe, principalmente, a casos
onde o material, ou o componente principal, é difícil de ser movimentado,
sendo mais fácil transportar equipamentos e homens.
Em montagem de grandes máquinas como fresadoras e
retificadoras, a base destas máquinas permanece parada e ferramentas
portáteis, peças componentes e homens se movimentam para a produção.
Existem montagens em séries nas quais as peças são posicionadas em
bancadas (em forma de linha) e o operário percorre a linha com ferramentas e
peças componentes, executando a operação.
Em montagem de navios e nas obras de construção civil, a
produção é feita com o componente principal fixo e os instrumentos de
trabalho se movimentando em torno deste componente, realizando operações
de transformação e de montagem.
layout funcional, departamental ou por processo
Neste tipo clássico, os equipamentos são agrupados em função da
similaridade de suas operações no processo de produção, independente do
produto processado. Contrapondo-se ao modelo anterior, no arranjo funcional
os equipamentos permanecem fixos e os materiais são movimentados entre os
postos de trabalho.
É característico deste tipo de arranjo o agrupamentos de máquinas
semelhantes formando departamentos ou setores de processos com
nomenclatura bastante comum nas fábricas, como: setor de estampagem,
departamento de usinagem, seção de tingimento, setor de acabamento, etc.

69
(figura 26). Nestas configurações não se identifica a fábrica, ou seus setores,
pelos produtos fabricados mas, pelos seus processos.
(Fonte: TOMPIKNS, 1984, p. 228)
Figura 26 - Esquema do layout Funcional.
Este tipo de arranjo é bastante encontrado especialmente em
ferramentarias e, é particularmente interessante onde a tecnologia de execução
tem caráter preponderante em relação aos demais itens da produção. Uma
propriedade deste tipo de layout é sua flexibilidade quanto à mudanças nos
produtos processados, sendo usualmente aplicado em fábricas de
processamento intermitente, de produção por encomendas de produtos com
pequeno volume de produção ou de baixa padronização.
layout linear ou por produto
A disposição dos postos de trabalho obedece a seqüência do
processamento do produto, formando agrupamentos de equipamentos e
atividades distintas entre si, mantendo em comum o processamento seqüencial
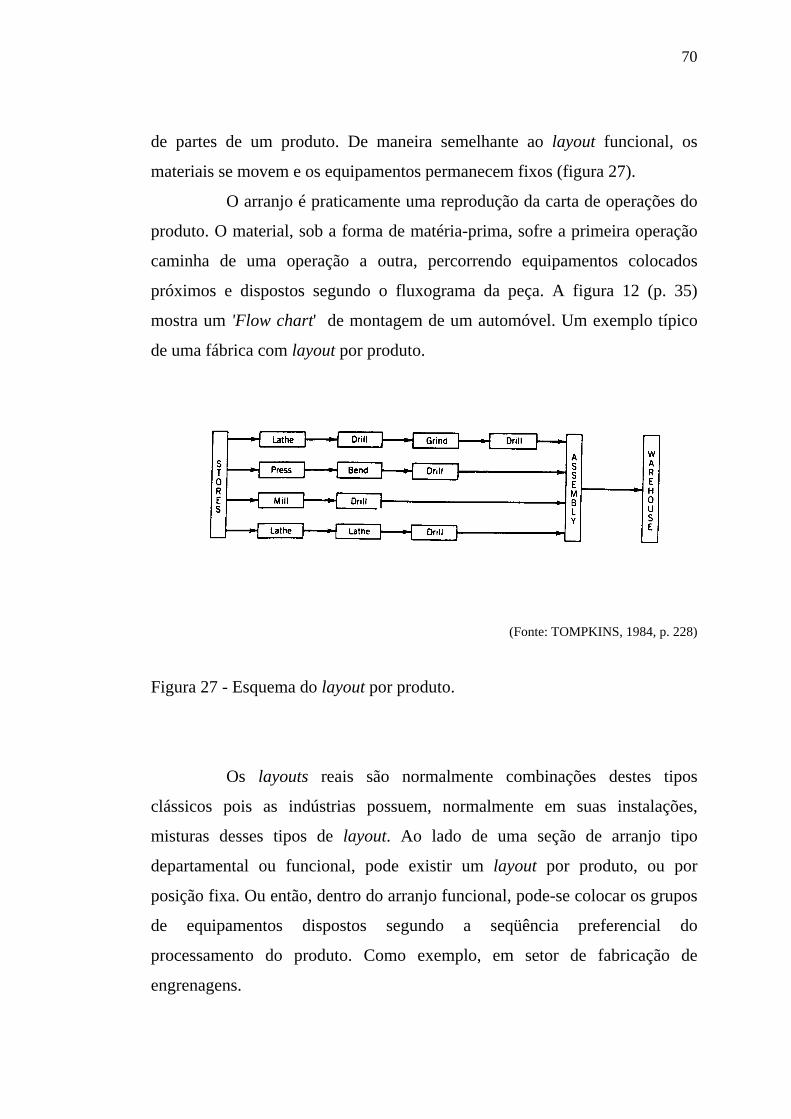
70
de partes de um produto. De maneira semelhante ao layout funcional, os
materiais se movem e os equipamentos permanecem fixos (figura 27).
O arranjo é praticamente uma reprodução da carta de operações do
produto. O material, sob a forma de matéria-prima, sofre a primeira operação
caminha de uma operação a outra, percorrendo equipamentos colocados
próximos e dispostos segundo o fluxograma da peça. A figura 12 (p. 35)
mostra um 'Flow chart' de montagem de um automóvel. Um exemplo típico
de uma fábrica com layout por produto.
(Fonte: TOMPKINS, 1984, p. 228)
Figura 27 - Esquema do layout por produto.
Os layouts reais são normalmente combinações destes tipos
clássicos pois as indústrias possuem, normalmente em suas instalações,
misturas desses tipos de layout. Ao lado de uma seção de arranjo tipo
departamental ou funcional, pode existir um layout por produto, ou por
posição fixa. Ou então, dentro do arranjo funcional, pode-se colocar os grupos
de equipamentos dispostos segundo a seqüência preferencial do
processamento do produto. Como exemplo, em setor de fabricação de
engrenagens.

71
Cada tipo de layout é recomendado em determinadas
circunstâncias, e possui vantagens e desvantagens relativas em sua aplicação
(quadro 06).
Quadro 06 - Características do sistema de produção e tipo de layout
TIPO DE LAYOUT Posicional Funcional ou Processo Por Produto
1) Material difícil ou impossível de ser movimentado; 2) Ferramentas, dispositivos, equipamentos fáceis de serem movimentados; 3) Necessidade de se fixar responsabilidades; 4) Produção pequena e não cooperativa.
1) Muitos tipos ou estilos de produtos, ou produção sob encomenda; 2) Pequeno volume de produção em itens individuais (embora a produção total possa ser grande); 3) Impossibilidade de se fazer estudos adequados de tempos e movimentos; 4) Dificuldade de se encontrar um bom balanceamento entre operações; 5) Muitas inspeções requeridas durante a seqüência de operações; 6) Alta proporção de equipamentos que requeiram instalações especiais ou supervisão muito técnica; 7) Materiais ou produtos grandes ou pesados , o que dificulta um manuseio contínuo; 8) Necessidade freqüente de utilização de mesma máquina ou estação de trabalho para duas ou mais operações;
1) Um ou poucos produtos padronizados; 2) Grande volume de produção de cada item durante considerável período de tempo; 3) Possibilidade de estudos de tempos e movimentos; 4) Possibilidade de se encontrar um bom balanceamento entre operações; 5) Número mínimo de inspeções requeridas durante a seqüência de operações; 6) Mínima proporção de equipamento que requeiram instalações especiais (isolamento das outras áreas de produção, por exemplo), ou supervisão muito técnica; 7) Material e produto que permite manuseio contínuo; 8) Pequena ou nenhuma possibilidade de se utilizar a mesma máquina ou estação de trabalho para mais uma operação. (número mínimo de “set up”
(Fonte: MOORE, 1962, p. 107 e OLIVÉRIO, 1985, p. 179)
Como cada tipo clássico de layout é melhor adequado às certas
características de processo, relacionando as variáveis quantidade versus
variedade de produtos, e também com a organização do trabalho e da gestão
da produção (Quadro 07).

72
Quadro 07 - Relação entre o tipo de layout e gestão da produção
Tipo de layout
POSICIONAL POR PROCESSO POR PRODUTO 1) Permite à fábrica elevar a habilidade de seus operários, produzindo um conhecimento completo do trabalho 2) O operário se identifica com o produto, aumentando o seu orgulho profissional pela sua maior participação e responsabilidade no produto final; 3) Grande flexibilidade. Permite freqüentes e fáceis mudanças em: a) projeto do produto b) volume de produção c) tipo do produto 4) Mínimo investimento no layout.
1) Pouca duplicação de equipamento, logo pequeno investimento total; 2) Grande flexibilidade de produção; 3) Supervisão mais eficiente e mais técnica; 4) Maior incentivo para o operário, com a possibilidade de se utilizar prêmios de produção individuais; 5) Controle melhor de processos complicados ou precisos, especialmente onde muita inspeção é requerida; 6) Facilidade de contornar quebras de equipamentos, transferindo-se trabalho de uma estação para outra.
1) Menor custo de manuseio e transporte; 2) Menor tempo total de produção; 3) Menor inventário de material em processamento; 4) Maior incentivo para grupo de operários, com possibilidade de se utilizar prêmios de produção para grupo ou linha; 5) Menor área por unidade de produção; 6) Maior simplicidade de controle de produção, com menor número de registros necessários.
(Fonte: OLIVÉRIO, 1985, p. 180)
Um fator complementar na decisão para escolha de um tipo de layout é
a movimentação dos fatores de produção que concorrem para o fluxo da
manufatura. A movimentação, para a construção do layout, é separada em:
a) Movimentação dos materiais: os materiais se deslocam de posto em
posto de trabalho e, nesse deslocamento, sofrem as alterações que os
processos produtivos ocasionam na peça para a obtenção do produto
acabado.
b) Movimentação do homem - neste caso o homem se desloca de posto
de trabalho, e em cada uma delas executa uma operação.
c) Movimentação do equipamento - o equipamento se movimenta para
produzir a operação, percorrendo vários postos de trabalho, ou
seguindo o produto.
73
d) Movimentação do homem e do material - ambos se movimentam.
Acontece por exemplo, em linhas de montagem, quando o homem e o
material se deslocam simultaneamente.
e) Movimentação do material e do equipamento - O homem recebe o
material e o equipamento, que se deslocam para o posto de trabalho,
como na construção civil em que o concreto vai até a obra, com uma
betoneira.
f) Movimentação do homem e do equipamento - O material permanece
fixo, recebendo a ação combinada dos outros dois fatores de produção.
Nas obras de pavimentação existem vários exemplos desse tipo de
movimentação.
g) Movimentação de homem, máquina e material - São bastantes raros.
Normalmente não é necessária esta movimentação conjunta
Os produtos processados e a tecnologia empregada neste
processamento restringem a adoção do layout, mas não o determinam. Esta
determinação só se dá a partir da escolha dos modelos de gestão da produção e
do trabalho. Claro que esta escolha também não é irrestrita, pois vão existir
incompatibilidades , advindas da base técnica e das relações sociais de
produção, entre os elementos do sistema produtivo. Um dos condicionantes
mais difundidos é imposto pela tecnologia dos equipamentos de produção,
cuja operação condicionam os esforços, os conhecimentos, os tempos e os
espaços de trabalho.
A edificação, na medida em que serve de elemento acondicionador
do sistema de produção, também está presente no conjunto das condicionantes
do processo de trabalho industrial, seja nos espaços de trabalho e de
movimentação, seja no conforto.
74
2.6. Projeto de edifícios industriais e o conforto ambiental
Este item tem como objetivo mostrar, sinteticamente, as etapas do
projeto de uma edificação, em particular a edificação industrial; em que etapas
do processo de projeto são incorporados conceitos de conforto ambiental e
como são considerados no projeto. Pretende-se mostrar que, nas etapas de
projeto de edificações industriais comumente utilizadas, não são consideradas
questões de conforto dos usuários, e que os edifícios não são projetados
levando-se em consideração as possíveis mudanças em processos e
tecnologias que podem interferir no conforto destes usuários. Além destes,
considera-se, também, que os métodos de projeto de edificação se baseiam no
fluxo de materiais e no fluxo de processo. Assim, quando estes fluxos sofrem
alterações, o edifício perde sua eficiência.
Não se pretende aprofundar as metodologias do projeto
arquitetônico, nem sequer discutir as diversas escolas ou correntes de
pensamento sobre o processo de projeto. Pretende-se, apenas discorrer sobre
as etapas de desenvolvimento do processo de projeto no que concerne aos seus
resultados, ou seja, na projetação a partir da definição do programa
construtivo, conforme definido por SILVA (1984) “…tradução pelo
projetista/usuário das necessidades em termos de uma representação ou
imagem mental da obra…” (p. 36).
A preocupação é concentrada nas soluções e na distribuição dos
espaços internos dos edifícios industriais, suas relações com o layout, com o
fluxo do processo de produção e a incorporação no projeto, de soluções
construtivas visando o conforto ambiental.
Pretende-se responder as questões de como o projeto de edificação
industrial se adequa aos anseios (satisfação, necessidades, conforto, prazer,
saúde, etc.) de seus usuários já que, implicitamente, os edifícios industriais
atendem aos requisitos de produção, que é uma de suas funções.
75
Segundo BROADBENT(1982), um edifício além de ser analisado
como um acondicionador de atividades, modificador do clima físico e fator de
mudanças econômicas, é necessário considerar suas implicações culturais,
sendo o usuário o sujeito perceptor que, através de seus sentidos, ouvirá, verá,
sentirá frio ou calor e terá outras experiências, todas como resultado das
decisões do projetista. Nos projetos de edifícios industriais entretanto, os
princípios de projeto parecem seguir mais enfaticamente os preceitos da
função produção do que das funções de conforto dos usuários, ou seja, dos
trabalhadores.
É importante salientar que parte-se do pressuposto de que o edifício
deve ser projetado após a definição do arranjo físico. O edifício, além de ser
um invólucro da fábrica, deve ser parte integrante do processo industrial.
Somente desta maneira pode-se assegurar uma perfeita adequação do edifício
ao funcionamento da fábrica.
2.6.1. O projeto do edifício industrial
Vários autores, como BANHAM(1979, p.500 a 503) e
MASCARÓ(1990, p.161 a 174), parecem considerar que a arquitetura de
edifícios industriais, a partir do século 18 (acentuando-se no século 20), tem
seguido um modelo funcionalista ou racionalista: no qual cada material ou
obra deve ter uma nova forma, ditada pela função que exerce, recuperando a
equação (proposta por Nervi) de junção de forma, estrutura e função, gerando
projetos funcionais (COELHO NETO, 1979, p. 103).
BROADBENT(1982) refere-se à Gropius e outros arquitetos
funcionalistas, como defensores de uma maior padronização dos edifícios(em
contraposição aos projetos exclusivos para um único cliente) através de um
sistema em que os elementos pré-fabricados eram projetados e transportados
até a obra para serem montados, produzindo assim edifícios funcionais.
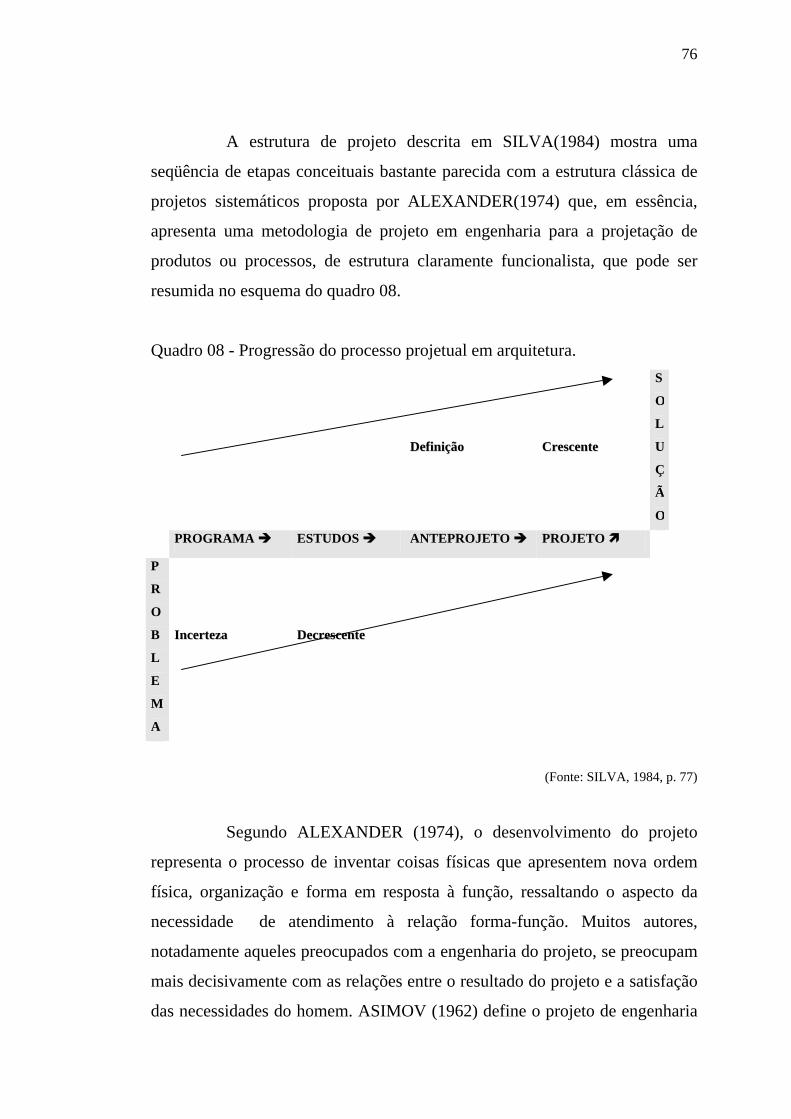
76
A estrutura de projeto descrita em SILVA(1984) mostra uma
seqüência de etapas conceituais bastante parecida com a estrutura clássica de
projetos sistemáticos proposta por ALEXANDER(1974) que, em essência,
apresenta uma metodologia de projeto em engenharia para a projetação de
produtos ou processos, de estrutura claramente funcionalista, que pode ser
resumida no esquema do quadro 08.
Quadro 08 - Progressão do processo projetual em arquitetura.
DDeeffiinniiççããoo
CCrreesscceennttee
S
O
L
U
Ç
Ã
O
PROGRAMA ESTUDOS ANTEPROJETO PROJETO P
R
O
B
L
E
M
A
IInncceerrtteezzaa
DDeeccrreesscceennttee
(Fonte: SILVA, 1984, p. 77)
Segundo ALEXANDER (1974), o desenvolvimento do projeto
representa o processo de inventar coisas físicas que apresentem nova ordem
física, organização e forma em resposta à função, ressaltando o aspecto da
necessidade de atendimento à relação forma-função. Muitos autores,
notadamente aqueles preocupados com a engenharia do projeto, se preocupam
mais decisivamente com as relações entre o resultado do projeto e a satisfação
das necessidades do homem. ASIMOV (1962) define o projeto de engenharia
77
como uma atividade orientada para o atendimento das necessidades humanas,
principalmente daquelas que podem ser satisfeitas por fatores tecnológicos de
nossa cultura.
ORTIZ (1978) relaciona o aspecto forma-função com um processo
de gestação de um objeto que pode ser interpretado como o esforço para
modelar e organizar espacialmente uma porção de material com a finalidade
de possibilitar a manifestação de suas propriedades aptas para um efeito ou
trabalho necessário para a execução de uma função.
A forma pode ser entendida pela imagem do produto ou método
que é percebida através de canais sensoriais, isto é, sua configuração
geométrica, proporções, cor, textura, brilho e dureza superficial; e de uma
sensibilização cultural e tecnológica de conteúdo de trabalho e de ofício;
constituindo todo um gestalt, ou conjunto perceptivo.
Este conceito sobre forma não se esgota com a captação da
aparência externa, mas com sua conotação perceptiva. Abrange também uma
configuração estática ou dinâmica que adquire a organização de seus
elementos materiais, a distribuição de seus componentes, estruturados com
uma finalidade precisa, ou seja, de cumprir todas as funções previstas,
constituindo também uma conotação conceitual (ORTIZ, 1978).
Os produtos ou processos se justificam na medida que atendam a
uma finalidade humana. Esta é a função do produto ou processo. É comum
encontrar considerações sobre as funções de produtos fazendo-se referência
aos seus mecanismos de funcionamento, ou seja, aos princípios de
engenharia(mecânica, eletrônica, etc.) nos quais o produto se baseia. As
funções-fins seriam as funções principais que atendem as necessidades para as
quais o produto/processo foi projetado; e as funções-meios correspondem às
funções através das quais as necessidades seriam atingidas. Uma caneta tem
como função-fim permitir uma forma de transmissão de informação através de
sinais gráficos e para atingir este objetivo precisa de tinta, corpo e distribuição
da tinta para permitir a escrita. Além disto a caneta precisa ter também uma
78
forma adequada à pega pelos dedos e uma interpretação formal que a
diferencie de outros objetos. Assim, o desenvolvimento de projeto deve
resultar um conjunto de soluções com aspectos formais, construtivos e de
produção. Embora, todas as atividades que envolvem o desenvolvimento de
projetos possuam características comuns no seu desenvolvimento racional,
nem sempre se pode utilizar com bons resultados uma determinada proposta
ou modelo de desenvolvimento para aquela situação particular em que se
necessita um suporte metodológico.
Desta forma, é possível encontrar propostas que se aplicam a
diversos campos de atividades de projeto. Christopher Alexander, considerado
um dos fundadores da metodologia de projeto, tem desenvolvido métodos
sistemáticos aplicados ao planejamento urbano. Christopher Jones publicou
uma coletânea de métodos e técnicas de diversas tendências visando difundir
sua aplicação de acordo com a estrutura e o âmbito do projeto (JONES, 1970).
A sistematização do processo é necessária, entre outros aspectos,
pelo grau de complexidade envolvido nos projetos. Ela se torna imprescindível
porque esta complexidade dos projetos atuais transcende a capacidade
intuitiva dos projetistas (ALEXANDER, 1979).
A intervenção metodológica no processo de desenvolvimento de
projeto se justifica na medida que permita explicitar a própria estrutura do
processo de projeto, estruturar os problemas do projeto claramente, transmitir
as informações entre os membros da equipe, otimizar a criação de alternativas
de solução do problema, controlar o processo do projeto, estimular a
criatividade.
A metodologia de projeto baseia-se na hipótese de que no processo
de projeto existe uma estrutura comum para o todo e uma abstração do
conteúdo particular de cada problema específico logo, os procedimentos de
trabalho em cada etapa devem estar explicitados no processo e, para cada
procedimento, uma ou várias técnicas com as quais cada procedimento é
construído, analisado e avaliado. O desenvolvimento de um projeto deve ser
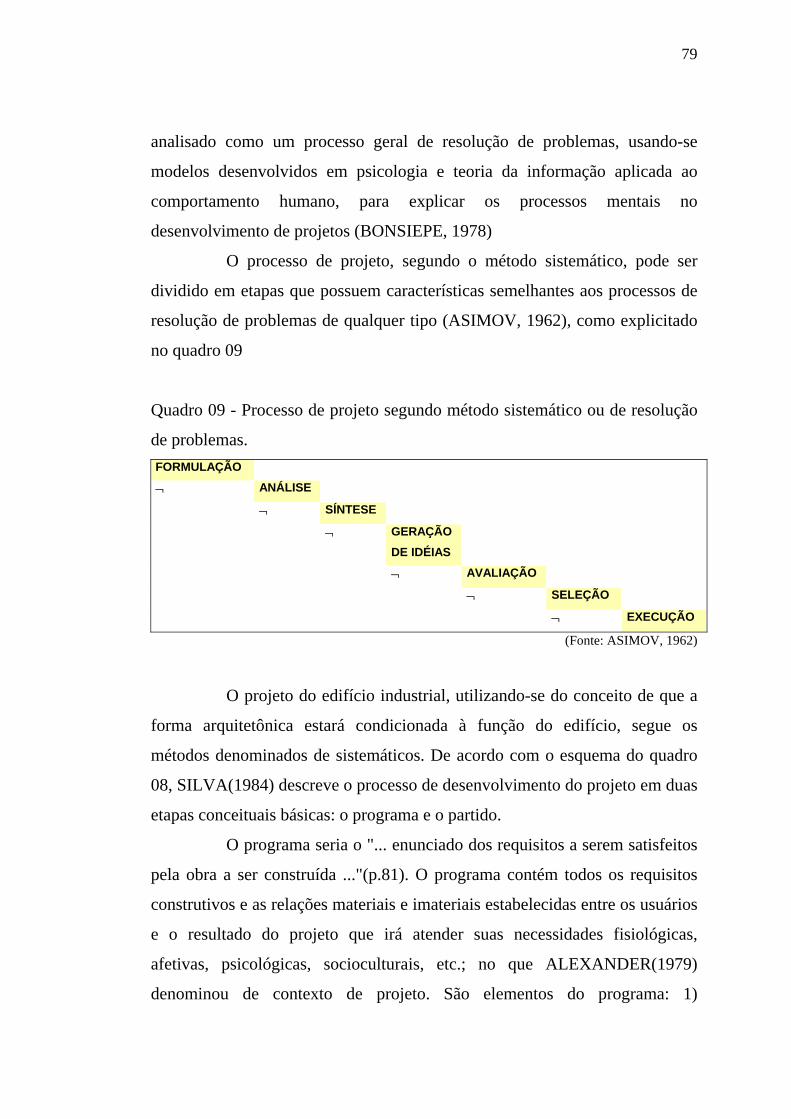
79
analisado como um processo geral de resolução de problemas, usando-se
modelos desenvolvidos em psicologia e teoria da informação aplicada ao
comportamento humano, para explicar os processos mentais no
desenvolvimento de projetos (BONSIEPE, 1978)
O processo de projeto, segundo o método sistemático, pode ser
dividido em etapas que possuem características semelhantes aos processos de
resolução de problemas de qualquer tipo (ASIMOV, 1962), como explicitado
no quadro 09
Quadro 09 - Processo de projeto segundo método sistemático ou de resolução
de problemas. FORMULAÇÃO
¬ ANÁLISE
¬ SÍNTESE
¬ GERAÇÃO DE IDÉIAS
¬ AVALIAÇÃO
¬ SELEÇÃO
¬ EXECUÇÃO
(Fonte: ASIMOV, 1962)
O projeto do edifício industrial, utilizando-se do conceito de que a
forma arquitetônica estará condicionada à função do edifício, segue os
métodos denominados de sistemáticos. De acordo com o esquema do quadro
08, SILVA(1984) descreve o processo de desenvolvimento do projeto em duas
etapas conceituais básicas: o programa e o partido.
O programa seria o "... enunciado dos requisitos a serem satisfeitos
pela obra a ser construída ..."(p.81). O programa contém todos os requisitos
construtivos e as relações materiais e imateriais estabelecidas entre os usuários
e o resultado do projeto que irá atender suas necessidades fisiológicas,
afetivas, psicológicas, socioculturais, etc.; no que ALEXANDER(1979)
denominou de contexto de projeto. São elementos do programa: 1)
80
Características desejáveis do modelo teórico de solução, 2) Requisitos
mínimos de habitabilidade da solução, 3) medidas de avaliação do modelo de
solução.
As características, requisitos e avaliações, segundo os autores
citados, se reportam exclusivamente a ambientes como habitação, serviços de
saúde, serviço público, exposições, etc., com sumárias referencias a
edificações para atividades industriais. Para as edificações industriais, os
elementos de avaliação do programa se reportam à: Conforto ambiental
(ARGELES, 1991), Flexibilidade (FRIGÉRIO, 1994) e Funcionalidade
(TOMPKINS, 1984 e RODRIGUES, 1993).
A etapa programática se concretiza através de uma proposta com
uma definição dos elementos projetuais e das hipóteses, que são o
cumprimento dos requisitos da obra. Esta proposta, se avaliada e validada para
execução, materializa o partido arquitetônico:
"... partido, na arquitetura, é o nome que se dá à conseqüência formal
de uma série de determinantes, tais como o programa do edifício, a
conformação topográfica do terreno, a orientação, o sistema estrutural
adotado, as condições locais, a verba disponível, as condições das
posturas que regulamentam as construções e, principalmente, a intenção
plástica do arquiteto...”
(CORONA, 1972 apud SILVA, 1984, p.97). 5
A concretização do partido arquitetônico é o desenho da edificação.
Dentro do contexto deste trabalho, o partido e o programa serão tratados sob
os aspectos de conforto ambiental e no uso dos espaços de trabalho.
5 CORONA, Eduardo & LEMOS, Carlos A. C. Dicionário da Arquitetura Brasileira. São Paulo, 1ªedição, Edart-São Paulo, 1972. Apud: SILVA, Elvan. Uma Introdução ao Projeto Arquitetônico. Porto Alegre.1ª edição. Ed. UFRGS, 1984.
81
2.6.2. Conforto Ambiental
Entende-se por conforto ambiental, em arquitetura, uma
combinação de aspectos fisiológicos (visuais, higiênicos, acústicos, térmicos),
psicológicos (de reconhecimento, adaptação), funcionais (atividades,
permanência, convivência) e dimensionais (espaços para as atividades,
antropometria), que atuam em conjunto nos espaços artificialmente
construídos para uso humano, que momentaneamente transmitem uma
‘sensação’ agradável aos usuários destes espaços (EGAN, 1975 e PUPPO,
1972).
Delimita-se o conforto ambiental, neste trabalho, aos aspectos
fisiológicos, e dentro destes, às condições térmica, acústica e lumínica do
ambiente interno da edificação industrial que, avaliadas por critérios técnicos,
encontram-se dentro de parâmetros considerados aceitáveis para o exercício de
atividades humanas. Explicando:
1) A condição térmica do ambiente pode ser expressa, principalmente,
pelas variáveis: temperaturas(seca, úmida e de radiação), umidade e
condições de movimentação do ar (velocidade e direção), tipo de
atividade desenvolvida pelas pessoas no ambiente (taxa metabólica) ;
2) A condição acústica, ou mais especificamente a condição de ruído, é
expressa pelo nível de pressão sonora do ambiente, pela
distribuição(ou percurso) destes níveis no espaço do ambiente e pelas
faixas de freqüências sonoras; e
3) A condição lumínica é dada pelo nível de iluminamento dos pontos de
trabalho no ambiente estudado.
Não há um valor fixo para cada variável que possa ser usado como
padrão de conforto para as condições de trabalho(consideradas
individualmente ou em conjunto) e a expressão ‘conforto ambiental’,

82
delimitada pelas variáveis acima, é resultado de um conjunto de faixas de
valores para as variáveis que explicam cada condição e por variáveis
intrínsecas ao organismo humano como: idade, sexo, massa corpórea,
atividades físicas, etc.
2.6.2.1. Avaliação das condições térmicas
Existem vários métodos de avaliação das condições térmicas, com
diferentes conjuntos de variáveis e formas de avaliação. O quadro 10 relaciona
os principais métodos e as variáveis que eles consideram.
Cada método foi desenvolvido visando aplicações específicas, logo
atendem condições específicas. De acordo com as especificações colocadas
para cada método, conforme detalhado nas fontes consultadas, e aproveitando
a sistematização proposta por GIVONI (1976, p. 99 a 102) é possível
classificar estes métodos em relação às condições mais adequadas para sua
aplicação.
Em relação aos interesses desta pesquisa, nas situações de trabalho
industrial (atividade metabólica moderara/pesada), ambiente construído
(edificação, sem carga solar), com geração de calor (equipamentos/processos)
e nas condições climáticas da região sudeste do Brasil; pode-se agrupar os
métodos mais adequados, já que alguns deles foram desenvolvidos para uso
em situações bastante diversas das indicadas acima, logo, distantes dos
propósitos deste trabalho.
Os métodos Temperatura Efetiva, Resultant temperature,
Temperatura Efetiva Corrigida, Carta Bioclimática de Olgyay, Índice de
Conforto Equatorial e Método de MAHONEY foram desenvolvidos para
aplicações habitacionais e situações de atividades sedentárias, com baixo gasto
energético. Assim, não são adequadas para aplicações de trabalhos industriais.
Os métodos Previsão de produção de Suor em 4 horas e Temperatura Efetiva
Padrão, embora considerem a possibilidade de atividade em condições de

83
trabalho moderado ou pesado, as fontes de consulta (GIVONI, 1976 e RORIZ,
1995a) apontam estes métodos como os mais recomendados para situações de
trabalho leve ou atividade sedentária.
Quadro 10 - Principais métodos de avaliação do conforto térmico ambiental. MÉTODO VARIÁVEIS CONSIDERADAS REFERÊNCIAS
Temperatura Efetiva – TE (Effetive Temperature - ET)
TBS, TBU, URAr, Var, GIVONI(1976) FROTA(1995)
(Resultant Temperature – RT) TBS, TBU, TG, URAr, Var GIVONI(1976) Previsão da Produção de suor em 4 horas (Predicted 4-hour Sweat Rate – P4SR)
TBS, TG, URAr, Var GIVONI(1976) MESQUITA(1977)
Índice de Sobrecarga Térmica – IST (Heat Stress Index – HSI)
TBS, TBU, TG, URAr, Var, gasto energético(atividade)
GIVONI(1976) MESQUITA(1977)
(Index of Thermal Stress – ITS)
TBS, TG, Var, URAr, gasto energético (atividade)
GIVONI(1976)
Temperatura de bulbo úmido – TBU
TBU, Var, Urar, gasto energético(atividade)
MESQUITA(1977)
Carta Bioclimática de Olgyay TBS, URAr, Var FROTA(1995) Temperatura Efetiva Corrigida – TEC
TBS, TBU, TG, URAr, Var FROTA(1995)
Índice de Conforto Equatorial TBS, TBU, Var FROTA(1995) Índice de Bulbo Úmido Termômetro de Globo – IBUTG
TBS, TBU, TG, gasto energético(atividade)
BRASIL(1997) WELLS(1994) ISO 7243(1989)
Temperatura Efetiva Padrão – TEP (Standard Efetive Temperature – SET)
TBS, TBU, URAr RORIZ(1995 a)
Método de MAHONEY TBS, TBU, URAr, Var RORIZ(1995a)
TBS = Temperatura de Bulbo Seco, TBU = Temperatura de Bulbo Úmido, TG = Temperatura de
Globo, URAr = Umidade Relativa do Ar, Var = Velocidade do Ar
Dos métodos descritos, restam 4 deles que, segundo as fontes
consultadas, são mais adequados para aplicação em situações de trabalho
industrial, inclusive por considerarem os valores limites do que consideram
como conforto térmico. Destes quatro restantes, o IST e o IBUTG são os que
consideram todas as variáveis comumente consideradas no estudo do conforto
térmico; logo estes são os que melhor podem representar as variações nas
condições térmicas do ambiente e destes, a escolha recai sobre o IBUTG por
84
ser o método mais utilizado nos estudos industriais, seja porque foi
padronizado pela ISO, como pelo fato de ser o método estabelecido pela
legislação brasileira em relação às condições de insalubridade dos ambientes
de trabalho (BRASIL, 1997).
IBUTG - Índice de Bulbo Úmido Termômetro de Globo - Este método
baseia-se em experimentos efetuados pelo NIOSH(National Institute for
Occupational Safety and Health) onde são considerados os efeitos combinados
de temperatura do ar, pressão de vapor sobre a capacidade evaporativa, da
velocidade do ar e do dispêndio de energia, na forma de calorias, na execução
de atividades físicas vigorosas, como as atividades de trabalho com máquinas
e trabalhos manuais que envolvam manuseio de cargas. Foi desenvolvido
através de cálculos teóricos relacionando a ação do ambiente sobre uma
pessoa exposta à um ambiente com carga térmica, com o calor produzido pelo
metabolismo para vários tipos de atividades e a capacidade de evaporação do
ambiente. Foi elaborado com o objetivo de analisar a contribuição relativa dos
vários fatores resultantes de sobrecarga térmica e indicar limites para esta
sobrecarga.
A legislação brasileira aplica este método através de norma de
segurança do trabalho – NR 15 (BRASIL, 1997)- utilizando-se de equações
matemáticas para composição do IBUTG e considerando o tipo de atividade
exercida, da seguinte forma (íntegra no anexo 2):
-para ambientes externos, com carga solar, o IBUTG é dado pela
equação:
IBUTG = 0,7 TBU + 0,1 TBS + 0,2 TG
-para ambientes internos, sem carga solar IBUTG = 0,7 TBU + 0,3 TG,
onde TBU = temperatura de bulbo úmido; TBS = temperatura de
bulbo seco e
TG = temperatura de globo.

85
-estabelece uma referência para relacionar o tipo de trabalho com taxas
metabólicas através de um quadro de atividades leves, moderadas e
pesadas
-relaciona o IBUTG obtido, para fins de verificar a sobre carga, com um
quadro que considera o tipo de atividade exercida com o regime de
trabalho horário(tempo de trabalho x tempo de descanso, para cada
hora de jornada de trabalho)
-para situações em que exista período de descanso durante a jornada, ou
situações de trabalho distintas em relação à carga térmica e em relação
ao tipo de atividade durante a jornada de trabalho diária, aplica uma
média ponderada das taxas metabólicas horária para as atividades
diferentes, com uma média ponderada, também horária, dos IBUTGs
dos locais de trabalho; estabelecendo valores máximos limites de
IBUTG a média das taxas metabólicas.
2.6.2.2. Avaliação das condições acústicas
As condições acústicas de um ambiente devem ser entendidas sob
dois aspectos: 1) do controle das características de audibilidade do ambiente e
da inteligibilidade da comunicação sonora, visando condições que favoreçam a
qualidade dos sons e de ouvir bem; e 2) do isolamento contra sons
indesejáveis, evitando prejuízos causados por estes sons indesejáveis(ruídos)
no ambiente.
O primeiro destes aspectos se refere à ambientes destinados à
comunicação sonora como: auditórios, salas de espetáculos, etc. onde a
legibilidade dos sons, mormente discursos ou musicas, é essencial para a
qualidade dos ambientes que necessitam de algum tipo de comunicação,
mesmo que informal, como em habitações e recintos de lazer. O segundo
aspecto do ruído ambiental é característico de locais públicos e locais de
trabalho, onde os sons não são gerados direta e exclusivamente como fim de
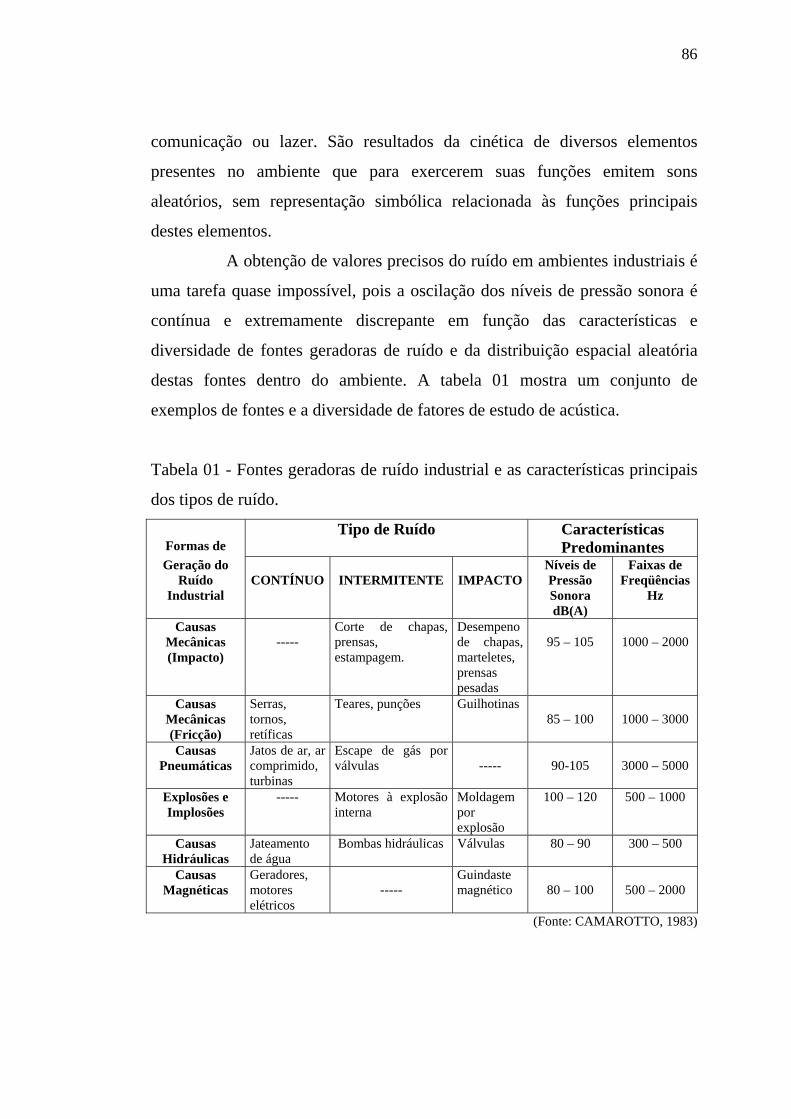
86
comunicação ou lazer. São resultados da cinética de diversos elementos
presentes no ambiente que para exercerem suas funções emitem sons
aleatórios, sem representação simbólica relacionada às funções principais
destes elementos.
A obtenção de valores precisos do ruído em ambientes industriais é
uma tarefa quase impossível, pois a oscilação dos níveis de pressão sonora é
contínua e extremamente discrepante em função das características e
diversidade de fontes geradoras de ruído e da distribuição espacial aleatória
destas fontes dentro do ambiente. A tabela 01 mostra um conjunto de
exemplos de fontes e a diversidade de fatores de estudo de acústica.
Tabela 01 - Fontes geradoras de ruído industrial e as características principais
dos tipos de ruído.
Formas de
Tipo de Ruído Características Predominantes
Geração do Ruído
Industrial
CONTÍNUO
INTERMITENTE
IMPACTO
Níveis de Pressão Sonora dB(A)
Faixas de Freqüências
Hz
Causas Mecânicas (Impacto)
-----
Corte de chapas, prensas, estampagem.
Desempeno de chapas, marteletes, prensas pesadas
95 – 105
1000 – 2000
Causas Mecânicas (Fricção)
Serras, tornos, retíficas
Teares, punções Guilhotinas 85 – 100
1000 – 3000
Causas Pneumáticas
Jatos de ar, ar comprimido, turbinas
Escape de gás por válvulas
-----
90-105
3000 – 5000
Explosões e Implosões
----- Motores à explosão interna
Moldagem por explosão
100 – 120 500 – 1000
Causas Hidráulicas
Jateamento de água
Bombas hidráulicas Válvulas 80 – 90 300 – 500
Causas Magnéticas
Geradores, motores elétricos
-----
Guindaste magnético
80 – 100
500 – 2000
(Fonte: CAMAROTTO, 1983)

87
No estudo do ruído industrial, dentro da acústica arquitetônica, ou
seja, do controle dos sons indesejáveis, comumente se trabalha no projeto de
redução dos níveis de ruído do ambiente através de (REID, 1980; JOSSE,
1975; CAMAROTTO, 1983 e ALLEN, 1995):
-Uso de materiais absorventes e isoladores de ruído na composição da
estrutura da edificação
-Separação de atividades ruidosas, visando uniformizar os níveis de
ruído, no programa arquitetônico e especificado no projeto executivo
da obra.
-Distanciamento entre as fontes ruidosas e áreas de trabalho, visando o
amortecimento do ruído pela distância, na fase de detalhamento do
projeto executivo.
Na fase de operação da unidade industrial, as formas de controlar o
ruído, do ponto de vista do ambiente, são:
-Isolamento das fontes de ruído por enclausuramento dos componentes
ruidosos
-Tratamento acústico das paredes e divisórias para absorver e/ou refletir
o ruído
-Criação de locais com baixos níveis de ruído para descanso dos usuários
destes ambientes.
Além destas medidas, na área de segurança, pode-se adotar os
protetores auriculares como equipamentos de proteção individual e, em
engenharia de processos, a manutenção ou substituição de máquinas e
equipamentos ruidosos. As técnicas para medição e avaliação do ruído
industrial mais utilizadas estão apresentadas no quadro 11.
88
Em função dos objetivos da pesquisa, os métodos utilizados para a
aferição dos níveis de ruído nas instalações estudadas e sua distribuição
espacial, foram o método de malha para a verificação da distribuição espacial,
ou concentração do ruído e o método do posto de trabalho para avaliar a
insalubridade dos ambientes.
Método da malha
-divide-se cada ambiente de trabalho, delimitado por paredes, em seções
de áreas de, aproximadamente, 4 m2 (2 x 2 metros) e toma-se o nível
de ruído nestes pontos. Em situações em que cada ambiente for muito
grande(mais de 500 m2 ) ou os equipamentos forem de grandes
dimensões(dificultando medições a cada 4 m2 ) ou com poucos postos
de trabalho(ou muito distantes um do outro); deve-se reavaliar a área
da malha para 9 ou 16 m2 .
-toma-se os valores de ruído: a)em cada vértice da malha traçada, b) a
cada 2 metros(ou 3 ou 4 conforme as ressalvas acima) de distância ao
longo da parte central dos principais corredores(de passagem de
pessoas) e c) à 1 metro de distância das paredes, percorrendo toda
extensão do ambiente delimitado, com medições a cada 2 metros.
-Os valores encontrados devem ser compensados nas variações
utilizando-se: a) um dosímetro(medidor de ruído equivalente), ou b)
realizando várias medidas ao longo dos períodos de
observação(recomenda-se mínimo de 10 medições por jornada diária e
mínimo de 3 jornadas), ou ainda c) relativizar os valores, através de
média ponderada utilizando-se tabelas de limites de tolerâncias ou de
índices de exposição parcial (B&K, 1992, BRASIL, 1997).
-Plotar os valores de ruído encontrados e, se necessário, traçar curvas
isossonicas utilizando-se as equações de amortecimento de ruído pela
distância e composição de tabelas de ruído de fundo (B&K, 1992 e
CAMAROTTO, 1990)

89
Método do posto de trabalho
-Método adotado pelo Ministério do Trabalho para avaliação de
condições de insalubridade de ambientes de trabalho – Norma
Regulamentadora n° 15. (ver íntegra no anexo 02).
-As medições de ruído devem ser efetuadas no local, ou locais, onde o
trabalhador executa suas tarefas e próximo ao seu ouvido com a
finalidade de aproximar os níveis medidos com os percebidos pelo
trabalhador.
-As medições para ruídos contínuos ou intermitentes devem ser feitas em
decibéis, com circuito de compensação ‘A’ – dB(A) e os ruídos de
impacto na escala dB(C) ou linear.
-Para avaliação do ruído contínuo ou intermitente é apresentada uma
tabela de correspondência entre o nível de ruído e o tempo máximo
permitido para exposição àquele nível. Considera-se que fora dos
limites da tabela, ou seja para um tempo de exposição maior que o
máximo estipulado para aquele nível, a condição de trabalho é
insalubre em relação ao ruído. Esta tabela tem como limite inferior o
valor de 85 dB(A) para 8 horas de exposição e limite superior de 115
dB(A) para 7 minutos de exposição diária.
-Para ruídos de impacto esta norma estabelece um valor máximo
permitido de 130 dB(linear) ou 120 dB(C), independente do tempo de
exposição.
-Para situações de ruído contínuo em que os níveis são variados, é
estabelecida uma equação para a determinação do ruído equivalente
através de uma média ponderada entre os tempos expostos a cada
nível de ruído e os tempos máximos permitidos para cada nível
exposto.
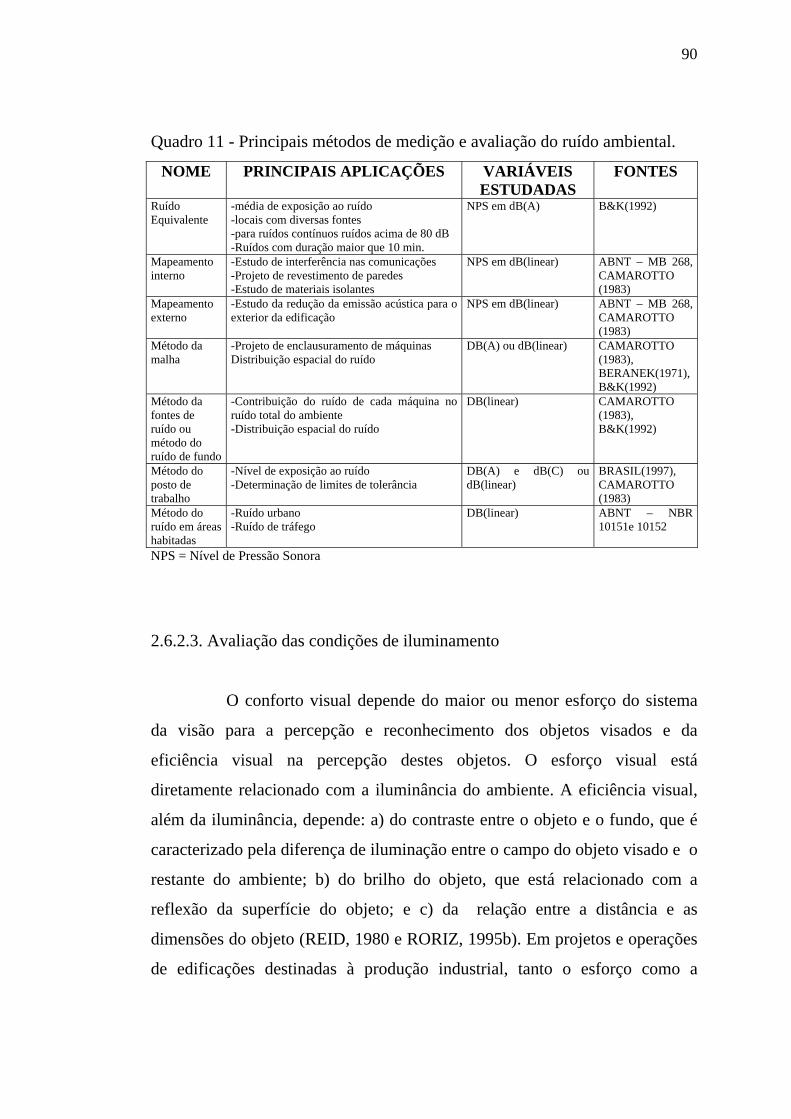
90
Quadro 11 - Principais métodos de medição e avaliação do ruído ambiental.
NOME PRINCIPAIS APLICAÇÕES VARIÁVEIS ESTUDADAS
FONTES
Ruído Equivalente
-média de exposição ao ruído -locais com diversas fontes -para ruídos contínuos ruídos acima de 80 dB -Ruídos com duração maior que 10 min.
NPS em dB(A) B&K(1992)
Mapeamento interno
-Estudo de interferência nas comunicações -Projeto de revestimento de paredes -Estudo de materiais isolantes
NPS em dB(linear) ABNT – MB 268, CAMAROTTO (1983)
Mapeamento externo
-Estudo da redução da emissão acústica para o exterior da edificação
NPS em dB(linear) ABNT – MB 268, CAMAROTTO (1983)
Método da malha
-Projeto de enclausuramento de máquinas Distribuição espacial do ruído
DB(A) ou dB(linear) CAMAROTTO (1983), BERANEK(1971), B&K(1992)
Método da fontes de ruído ou método do ruído de fundo
-Contribuição do ruído de cada máquina no ruído total do ambiente -Distribuição espacial do ruído
DB(linear) CAMAROTTO (1983), B&K(1992)
Método do posto de trabalho
-Nível de exposição ao ruído -Determinação de limites de tolerância
DB(A) e dB(C) ou dB(linear)
BRASIL(1997), CAMAROTTO (1983)
Método do ruído em áreas habitadas
-Ruído urbano -Ruído de tráfego
DB(linear) ABNT – NBR 10151e 10152
NPS = Nível de Pressão Sonora
2.6.2.3. Avaliação das condições de iluminamento
O conforto visual depende do maior ou menor esforço do sistema
da visão para a percepção e reconhecimento dos objetos visados e da
eficiência visual na percepção destes objetos. O esforço visual está
diretamente relacionado com a iluminância do ambiente. A eficiência visual,
além da iluminância, depende: a) do contraste entre o objeto e o fundo, que é
caracterizado pela diferença de iluminação entre o campo do objeto visado e o
restante do ambiente; b) do brilho do objeto, que está relacionado com a
reflexão da superfície do objeto; e c) da relação entre a distância e as
dimensões do objeto (REID, 1980 e RORIZ, 1995b). Em projetos e operações
de edificações destinadas à produção industrial, tanto o esforço como a
91
eficiência visuais são determinantes da eficácia dos usuários destes ambientes,
tanto em termos da qualidade do trabalho executado como de sua saúde.
Os principais métodos de avaliação do conforto visual aplicados à
situações de trabalho em fábricas encontrados na bibliografia consultada, com
destaque para FISCHER(1976), KAUFMAN(1972), NBR 5382(ABNT,1990)
e NBR 5413(ABNT, 1992), apontam como critério básico o nível de
iluminamento do ambiente, cujo cálculo e verificação podem ser sumariados
nos seguintes procedimentos:
-A iluminância de um posto de trabalho deve ser medida sobre o plano
principal de trabalho com o ponto de leitura do equipamento
posicionado perpendicularmente à principal direção do fluxo luminoso
ou, quando o plano de trabalho for de difícil determinação, a medida
deve ser feita sobre um plano horizontal imaginário a 0,75 metros do
piso (ABNT, NBR 5382 e 5413, FISCHER, 1976)
-A iluminância do restante do ambiente não deve ser menor que 1/10 da
adotada para o campo de trabalho e a iluminância mínima em
qualquer ponto do campo de trabalho não deve ser menor que 70%
que a iluminância média medida (NBR 5413 e 5382).
-A iluminância média é calculada através de equação matemática que
considera o fluxo luminoso total das lâmpadas, da área total do plano
de trabalho, do percentual de refletância do teto e das paredes, do tipo
de luminária e do fator de manutenção e conservação do sistema de
iluminação e do ambiente (FISCHER, 1976). A iluminância do
ambiente pode ser medida também por um luxímetro adequado às
escalas consideradas.
-Os valores de iluminância de um ambiente devem ser comparados com
tabelas padronizadas que consideram: a iluminação geral ou adicional
para as tarefas visuais, os tipos de tarefas visuais, a faixa de idade do

92
observador, a velocidade ou precisão da visualização e a refletância do
fundo da tarefa (ABNT, NBR 5413).
Assim, para a análise do conforto dos usuários, os métodos
quantitativos de avaliação, mesmo que tomados isoladamente para cada agente
ambiental; fornecem parâmetros que permitem comparar ambientes diferentes,
ou como nos casos estudados, ambientes alterados por mudança na
organização espacial.
Embora os métodos consagrados de avaliação das variáveis
ambientais que interferem na fisiologia humana não indiquem valores fixos do
conforto ambiental; alguns sistemas de avaliação, particularmente na
segurança do trabalho, se preocupam em estipular limites de tolerância para as
variáveis. Limites estes que expressam o grau de desconforto em relação às
variáveis ou, como é comumente estabelecido, expressam graus de
insalubridade do ambiente em relação às variáveis.
93
3. GESTÃO DA PRODUÇÃO, ORGANIZAÇÃO DO TRABALHO E
LAYOUT.
Este capítulo faz uma descrição das formas históricas recentes de
organização do trabalho e de gestão da produção, relacionando-as com o
desenvolvimento de formas do layout industrial. O objetivo central é mostrar
que as mudanças de gestão da produção e organização do trabalho implicam
na construção de modelos de layouts, cujos padrões, em termos de espaço,
distribuição do trabalho, fluxos de materiais e estoques, são substancialmente
diferentes dos modelos clássicos apresentados no capítulo 2 e, também,
mostrar as incompatibilidades entre os novos layouts e a concepção tradicional
da edificação.
Trabalhos, de autores citados abaixo, que estudaram as relações
industriais e de mercado, têm enfatizado as mudanças de paradigma nas
estruturas industriais. Dentre as mudanças estruturais que têm relações com as
mudanças internas às unidades industriais como no layout, nos estoques e nos
fluxos, que se relacionam diretamente com a edificação, destacam-se:
-Integração da cadeia de fornecedores/clientes/fabricantes, caracterizado
pela produção enxuta (WOOMACK e JONES, 1998), que modifica
substancialmente o layout para a estrutura de layout modular;
-Montagem de produtos em sistema de docas(dock-assembly) que muda
o layout em linha para layout em pequenas ilhas e auto grau de

94
automação nos sistemas de transferência de materiais (FERREIRA et
alli, 1991);
-Mudanças na organização do trabalho, mesmo mantendo as relações de
trabalho no sistema Fordista, que alteram a estrutura física dos layouts
nas industrias automobilísticas, com reduções de estoques, automação
e linhas dedicadas (SILVA, 1991 e CARVALHO, 1990).
-Produção para pronta entrega, ou venda programada no lugar da
produção para estoque e minimização de estoques, características do
sistema JIT/KANBAN, que utiliza layout em células e extingue áreas
de estoques dentro da fábrica (HUGE, 1993).
-Mudanças no projeto de produtos existentes, a eliminação de linha de
produtos e a introdução de novos produtos, em decorrência de
mudanças rápidas de mercados para produtos eletroeletrônicos de
consumo, que alteram as linhas de produção, rearranjam plantas
inteiras ou até exigem novas plantas, menores e mais flexíveis
(KHAN e GWEE, 1997).
-Tecnologias de microinformática e miniaturização de componentes de
equipamentos têm diminuído o espaço necessário para a produção,
implicando em realocações de áreas produtivas (BINIEWICZ, 1993).
-Empresas do setor automotivo têm revisto suas estratégias de produção
e adotado modelos de produção com descentralização de plantas,
terceirizando parte de sua produção e concentrando sua fabricação em
módulos de produtos com conteúdo tecnológico (VANALLE, 1995),
que implica em alterações de layout em linha para layouts dedicados
por partes de produtos.

95
-Mudanças na seqüência de processamento dos produtos existentes e
mudanças de equipamentos em função de alterações tecnológicas
acompanhadas de mudanças de gestão da produção como células e
layout em grupo (TOMPKINS, 1984).
-Mudanças nas quantidades produzidas associadas com mudanças nas
prioridades de produção, resultando em mudanças de capacidades de
equipamentos e rearranjo de fluxos (TOMPKINS, 1984).
-Mudanças na estrutura organizacional e no gerenciamento da produção
passando de controle centralizado para descentralizado, trabalho em
grupo e com maior autonomia nas tarefas (SCHOMBERGER, 1996).
Este elenco de mudanças, provocado pelas estratégias adotadas
pelas empresas, vai refletir também nas condições e na organização do
trabalho dos ambientes que sofreram alterações no fluxo de materiais e no
layout, pela incorporação de mudanças técnicas, como as citadas acima.
Alguns estudos nas áreas da sociologia do trabalho, impactos tecnológicos e
ergonomia têm apontado mudanças na estrutura e composição do trabalho
humano nas empresas que passaram por mudanças de gestão de produção,
com reflexos nas condições ambientais de trabalho.
CARVALHO(1987), em seus estudos sobre automação do processo
de trabalho da indústria automobilística no Brasil, comenta que a
flexibilização da produção resultante da incorporação de elementos de
automação, torna esta produção "mais densa e compacta" (p. 83), com
diminuição dos espaços de trabalho. Esta constatação diz respeito ao setor de
montagem em indústrias automobilísticas, pela introdução de robôs, esteiras
comandadas por computador e células de montagem de chassis.
Os Anais do simpósio promovido pela Secretaria Especial de
Informática (SEI, 1984), já reforçavam algumas tendências no sentido da
96
mudança da estrutura dos espaços de trabalho, através das conclusões dos
debates: a) Mudança no perfil da qualificação do trabalhador no sentido de
torná-lo menos qualificado, b) Alterações no processo de trabalho,
modificando o conteúdo e a importância hierárquica de tipos diferentes de
funções, e c) Concentração da produção e diminuição do espaço útil total para
a fabricação.
Estas evidências apontam para a necessidade do estudo, pelo menos,
dos fatores considerados na pesquisa, relacionando as mudanças de gestão da
produção e do trabalho com os rearranjos das instalações realizados para
comportar estas mudanças.
3.1. Formas tradicionais de gestão da produção e organização do trabalho:
relações com a edificação industrial.
Segundo NOBLE (1979), a fase da difusão social da engenharia nos EUA
começou nas fábricas de máquinas-ferramenta, setor metal-mecânico, nos
últimos anos do século 19, na forma de gerenciamento científico ou
Taylorismo. A contribuição mais significativa do movimento de
gerenciamento científico foi assegurar à gerência o controle sobre o processo
de produção e uma sistemática de configuração para a reorganização do
trabalho.
A partir do setor metal-mecânico, os princípios de gerenciamento
científico foram implantados nos EUA, no início deste século, nos demais
setores industriais como o elétrico, químico e têxtil. Após sua difusão como
método de controle do trabalho nas fábricas, seus princípios também foram
aplicados nas áreas de finanças, administração e serviços públicos.
De forma incisiva, NOBLE(1979) considera que o projeto
sistemático do trabalho e uma administração eficiente dentro do modelo da

97
administração científica, são as bases da fundação da empresa capitalista
moderna.
A obtenção do conhecimento, pela gerência, dos processos de
trabalho nas fábricas era motivada pela necessidade de aumentar a capacidade
de produção em função da demanda gerada pela expansão do comércio
internacional, de racionalização da produção, em função da concorrência com
países europeus, e pelo baixo retorno de capital das empresas americanas, já
que as corporações de trabalho, representadas pelos artesãos dos ofícios
tradicionais, impunham seus ritmos e formas de trabalho (BRAVERMAN,
1981). Este movimento começou dentro da ASME (American Society of
Mechanical Engineering) e foi posteriormente sistematizado por F. W. Taylor,
com as seguintes diretrizes: (1) acumulação pela gerência de todas
informações de produção relativas à processos, máquinas e pessoal, através de
pesquisas e registros adequados; (2) a sistematização destas informações em
regras e formulações compreensivas e facilmente aplicáveis; (3) a
determinação científica de padrões de desempenho ótimos de máquinas e
trabalhadores; (4) a transferência destes padrões ótimos como referencia para a
reorganização dos processos de trabalho na fábrica; e (5) conseguir a
cooperação da mão-de-obra através do desenvolvimento de trabalhadores
satisfeitos (NOBLE, 1979, p. 267).
“... A OCT (Organização Científica do Trabalho) estabeleceu
rigidamente cada uma das tarefas dos operários, seguindo três
princípios básicos: deslocar o trabalho das especialidades para torná-
las autônomas dos ofícios e permitir assim a realização rápida de
atividades; separar a concepção da realização de tarefas formalizando
“cientificamente” esta ruptura; concentrar todos os conhecimentos nas
mãos da gerência...”
(KATZ, 1995, p. 15)

98
As expressões do sistema Taylorista de organização do trabalho são
evidenciadas fisicamente na estrutura da fábrica através do parcelamento das
atividades produtivas, com a especialização de tarefas, utilizando-se de
sistemas de cronometragem e do desenvolvimento de máquinas e dispositivos
técnicos de base elétrica e eletro-mecânica. Estas transformações tecnológicas
permitiram o surgimento das linhas(ou cadeias) de montagem/produção. No
layout fica evidente a concepção de postos de trabalho especializados, com a
menor quantidade de tarefas possível, de modo a manter balanceada a
produção (TAYLOR, 1971).
Após a difusão por quase todos os setores produtivos norte-
americanos, do modo de organização do trabalho proposto por Taylor, o
modelo da OCT foi estendido como um modelo internacional do ocidente e
partes do oriente e Ásia. “... A linha de produção e a superfragmentação do
trabalho foram assimiladas por todas as economias capitalistas,
demonstrando que o Taylorismo tem sólido componente universal ...” (KATZ,
1995, p. 20). Na Europa, o modelo chegou logo após a 2ª. guerra no plano de
reconstrução dos parques industriais da França, Inglaterra, Itália e Alemanha
(MUNCE, 1960, caps. 3, 4 e 5).
Em essência, o que o modelo Taylorista condiciona no resultado do
processo de projeto de edificações industriais pode ser melhor compreendido
no método de projeto descrito por NELSON(1938) e na explicação de
REID(1950), citados no item 2.2, p. 41.
Como resultante dos conceitos Tayloristas aplicados ao layout, os
postos de trabalho são distribuídos seguindo uma seqüência rígida de
operações com quantidades de trabalho claramente especificadas, o que
implica em dimensões precisas para máquinas, materiais e operadores. Para a
construção do layout, os espaços são precisamente definidos para cada posto
de trabalho.
O dimensionamento e posterior construção de cada posto de
trabalho, na concepção racional do trabalho de Taylor, pode seguir modelos
99
lineares de adição de áreas funcionais, como o método do centro de produção
proposto por Ireson em 1952 (MOORE, 1962) e detalhado em RODRIGUES
(1993). Este método construtivo do posto de trabalho detalha a ocupação de
área de cada elemento contribuinte para a produção no posto (equipamento,
matéria-prima, partes processadas, operador, manutenção, ferramentas,
serviços, etc.) e compõe estas áreas no layout final do posto. Como todo o
trabalho é prescrito, ou seja, é previamente determinado, incluindo as taxas de
consumo de materiais, velocidades, quantidade produzida; a área final do
posto é precisa e com forma definida, o que permite modularizar mais
facilmente o layout da fábrica.
Ainda, pela fragmentação do trabalho em postos com poucas
operações, os equipamentos se tornam também mais especializados. Este fato
leva à alocação de postos de trabalho semelhantes e repetidos na fábrica. O
layout final é uma repetição de áreas semelhantes em seções especializadas.
No mesmo período de desenvolvimento do Taylorismo, Henry Ford
implantou sua fábrica de automóveis em Detroit, utilizando-se dos conceitos
da OCT, porém, com a introdução de inovações no sistema de gestão da
produção e na organização espacial do trabalho, denominadas de linhas de
produção ou produção em massa. No Fordismo, o sistema de trabalho
incorpora as noções de tempos e movimentos, com prescrição rígida do
trabalho, fragmentação de tarefas e coloca todos estes conceitos como
requisitos de projeto das instalações industriais de suas fábricas (NELSON,
1938).
Pode-se compreender as bases do sistema de trabalho das fábricas
de Ford através de seus pressupostos:
“... Os nossos princípios de montagem são:
100
1°.) Operários e ferramentas devem ser dispostos na ordem natural da
operação de modo que cada componente tenha a menor distância
possível a percorrer da primeira à última fase.
2°.) Deve-se empregar, sempre que possível, planos inclinados ou
dispositivos de modo que o operário sempre coloque no mesmo lugar a
peça que terminou de trabalhar, estando a peça sempre à mão do
operário seguinte, por seu próprio peso ou inércia de movimento.
3°.) Usar sempre uma rede de esteiras através das quais as peças a
serem trabalhadas estejam sempre distribuídas a distâncias uniformes e
convenientes.
O resultado são economias de pensamento e de movimentos do operário
que, sempre que possível, deve fazer sempre uma só operação com um só
movimento...”
(FORD, 1954, p. 18 a 32, e HELOANI, 1994, p. 45).
A estrutura Fordista de trabalho, tomando-se apenas os aspectos
internos às unidades industriais, já que a filosofia de Henry Ford é extensiva
aos padrões de comportamento da própria sociedade(ver FORD,1954,
introdução e parte 1; CORIAT, 1994 e BOYER, 1990) pode ser entendida
como uma aplicação dos conceitos racionalistas do trabalho propostos por
Taylor e como a visão de evolução tecnológica que reinava na ASME desde o
início do século até os anos 30 (NOBLE, 1979) com:
-fragmentação das tarefas nos postos de trabalho das fábricas de
automóveis, incorporando todas as fases de produção dos automóveis
(do chassi ao acabamento), com baixa taxa de terceirização, e
integrando-as em um ou poucos edifícios, cuja orientação de projeto
era o fluxo de montagem do automóvel, conforme relata REID(1950)
e mostrado na figura 12, p. 39.

101
-separação entre a execução e o projeto do trabalho/produto com
especialização de tarefas e mecanização de equipamentos, também
altamente especializados, transformando as unidades de produção em
seqüências de postos de trabalho idênticos, com trabalhos
individualizados e uma preocupação de alocar a maior quantidade
possível de trabalho para cada máquina, necessitando portanto de
grandes estoques reguladores de linhas de produção e o fornecimento
de condições adequadas para o funcionamento dos equipamentos, com
iluminação distribuída longitudinalmente às linhas de produção
(PEVSNER, 1980).
É preciso estabelecer os limites da adoção do modelo
Fordista/Taylorista de produção e contextualizá-lo na estrutura industrial do
ocidente. Nem todos os setores produtivos seguiram os padrões de trabalho
como colocado acima. Os setores de serviços, a construção civil e as indústrias
de processamento contínuo são alguns exemplos de indústrias onde o sistema
Fordista/Taylorista, no que se refere à organização do trabalho e gestão da
produção internas à fábrica, não foi aplicado integralmente (FERREIRA et
alli, 1991).
Conforme já desenvolvido no item 2.2, é possível estabelecer uma
relação direta entre o desenvolvimento da OCT no ocidente com a história dos
edifícios industriais na primeira metade deste século. As grandes fábricas
projetadas neste período sofreram, sobremaneira, a influência deste
pensamento do modo de produção capitalista sob os conceitos
Fordista/Taylorista. Este sistema, entretanto, sofreu desde o início de sua
disseminação nos EUA uma contradição intrínseca ao próprio modelo: “...
buscou reduzir ao mero gasto fisiológico uma atividade como o trabalho, que
por sua natureza humana e consciente, resiste à degradação...” (KATZ, 1995,
p. 23).
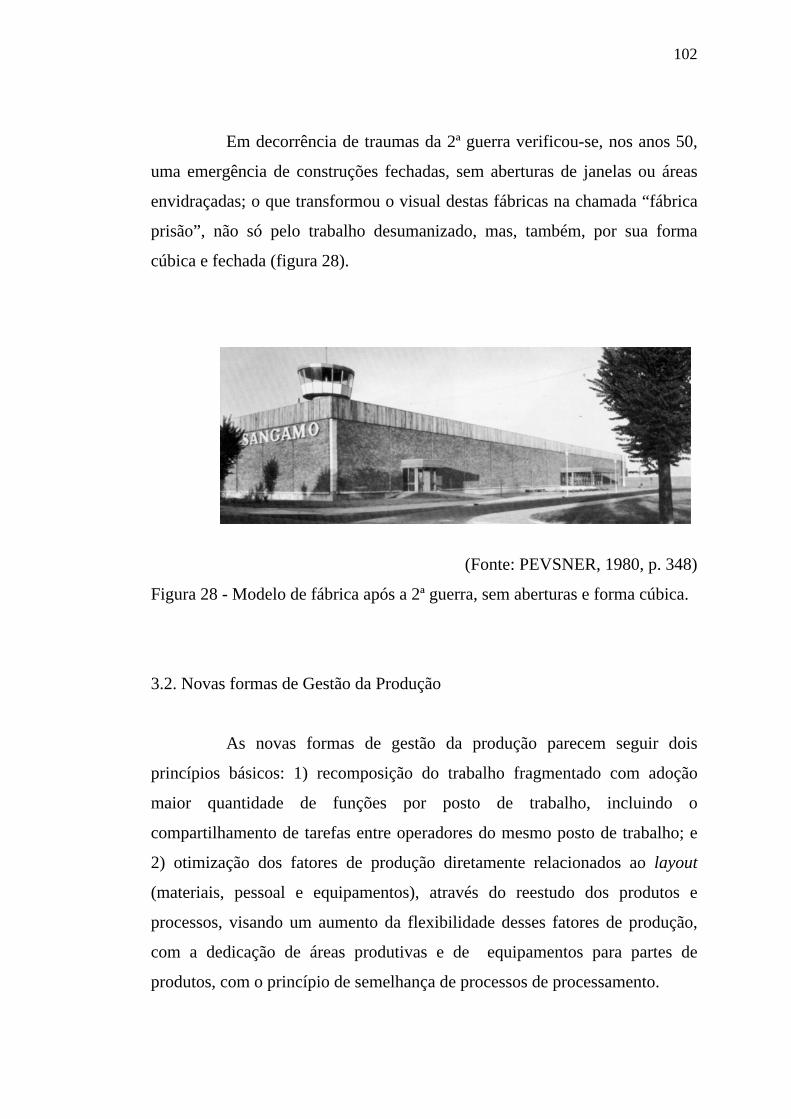
102
Em decorrência de traumas da 2ª guerra verificou-se, nos anos 50,
uma emergência de construções fechadas, sem aberturas de janelas ou áreas
envidraçadas; o que transformou o visual destas fábricas na chamada “fábrica
prisão”, não só pelo trabalho desumanizado, mas, também, por sua forma
cúbica e fechada (figura 28).
(Fonte: PEVSNER, 1980, p. 348)
Figura 28 - Modelo de fábrica após a 2ª guerra, sem aberturas e forma cúbica.
3.2. Novas formas de Gestão da Produção
As novas formas de gestão da produção parecem seguir dois
princípios básicos: 1) recomposição do trabalho fragmentado com adoção
maior quantidade de funções por posto de trabalho, incluindo o
compartilhamento de tarefas entre operadores do mesmo posto de trabalho; e
2) otimização dos fatores de produção diretamente relacionados ao layout
(materiais, pessoal e equipamentos), através do reestudo dos produtos e
processos, visando um aumento da flexibilidade desses fatores de produção,
com a dedicação de áreas produtivas e de equipamentos para partes de
produtos, com o princípio de semelhança de processos de processamento.
103
Just-in-Time e Kanban - (JIT/KANBAN)
Tradicionalmente, a maioria das indústrias de produtos
padronizados, seja de fabricação em série ou por encomendas, produziam em
função da formação de estoques, utilizando-se de previsões de vendas de
médio e longo prazos. Uma razão desta estratégia tradicional era a
impossibilidade, em função dos tempos de produção serem longos, de prestar
um serviço conveniente aos clientes, como prazos curtos. Outra razão, era a
existência de picos e de depressões de demanda, nem sempre compatíveis com
a capacidade de produção.
A existência de picos e depressões de demanda constitui um dos
maiores problemas para a estrutura dos custos industriais, relacionados à
estoques, nos últimos 20 anos da indústria de produtos repetidos na Europa e
América do Norte (HARMON, 1991). A maioria das empresas contornava o
problema produzindo lotes desnecessariamente grandes, acarretando em
grandes níveis de estoques de matérias-primas e de produtos acabados, além
dos estoques intermediários de peças semi-processadas, com implicações no
sistema de controle de materiais e de fluxo. Esta estratégia de produção,
baseada na escassez, encontra grandes problemas operacionais, principalmente
quando os picos superam a capacidade de produção. As soluções tradicionais
encontradas para resolver esta dualidade do sistema compreendiam:
1. trabalhar com variação do volume de produção, dentro de um intervalo
limitado, sem alterar o efetivo de mão-de-obra direta. Implicava em
trabalhar menos em alguns períodos e mais rápido em outros.
2. realizar remanejamento de trabalhadores, entre seções, de forma a
suprir gargalos de produtos e postos em função de demandas
diferenciadas. Implicava em manter funções simples para cada posto e
treinamentos em múltiplas funções. Só era possível em situações de
vários produtos com picos de demandas não coincidentes entre si,

104
tecnologias semelhantes para produtos/processos e baixo grau de
automação.
3. aumentar quantidade de horas-extras. Implicava em aumento de
custos, acidentes por fadiga e ausenteísmo.
A partir dessas considerações, uma das propostas gerenciais que
mais ganhou notoriedade, nos anos 80, foi a aplicação dos conceitos do
sistema japonês de produção e suas variadas técnicas, entre elas, o
JIT/KANBAN. Este sistema, criado no Japão a partir de experiências da
empresa TOYOTA na década de 70, teve como fundamento básico:
".... manter um fluxo contínuo dos produtos que estão sendo
manufaturados, a fim de obter flexibilidade às alterações de demanda. A
realização de tal fluxo de produção é denominado de produção no
momento exato, e significa, produzir somente os itens necessários na
quantidade necessária e no tempo necessário....".
(MONDEN, 1984, p. vii).
Segundo este autor, para alcançar do JIT/KANBAN são necessárias
algumas restruturações nos conceitos e técnicas de organização do processo de
produção, como por exemplo:
".... o layout de máquinas deve ser rearranjado para o fluxo de produção
nivelada. Portanto, cada operário deve operar 3 tipos de máquinas... Em
outras palavras, o operário de uma única função tornou-se, agora, um
operário de funções múltiplas... ...Inventários desnecessários entre cada
processo podem ser eliminados.. ...O conceito de operário de múltiplos
processos pode diminuir o número de operários necessários e aumentar
a produtividade..." .
(p. 5).

105
Trata-se, basicamente, da produção de produtos a partir de ciclos
curtos de demandas, em contraposição dos ciclos longos utilizados
anteriormente, para um ambiente de produção em pequenos lotes e grande
variedade de produtos finais, porém com similaridades funcionais e de projeto
(CORIAT, 1994). Neste sistema os produtos, ou suas partes, são produzidos
de acordo com necessidades de entrega e em quantidades suficientes para
atender demandas específicas de clientes no curto prazo, mantendo os
estoques em níveis mínimos.
O Kanban é a técnica utilizada para facilitar a comunicação entre as
seções e postos de trabalho, no sentido da obtenção da produção 'Just-in-
Time'. Trata-se de um sistema operacional de informações visuais,
representadas por cores diferentes através de cartões, sobre as necessidades de
produção de cada item de produção e colocados próximos aos postos de
trabalho que irão processar os itens solicitados. O nome Kanban, vem do
termo japonês para a palavra cartão. Sinteticamente, e de maneira
simplificada, o sistema funciona da seguinte forma:
1. quando um produto (ou um lote, ou várias quantidades de um mesmo
produto para clientes diferentes) é solicitado, a expedição da fábrica
solicita o produto para o setor de montagem final/embalagem;
2. o setor de montagem solicita cada peça necessária para a montagem do
produto, para cada seção ou posto de trabalho que faz o acabamento
daquela peça;
3. cada posto de trabalho/seção que processa a peça solicita ao posto
anterior, até que o primeiro posto requisita o material necessário ao
almoxarifado, que por sua vez requisita a matéria-prima ao fornecedor
externo.
Geralmente, este sistema funciona em conjunto com outro sistema
de distribuição de necessidades de materiais denominado MRP (Material
106
Requirement Planning), um sistema de controle de produção informatizado
que desdobra cada produto em materiais necessários para sua produção, com
as quantidades necessárias em cada fase do processo de transformação, faz o
balanceamento dos tempos de processamento, verifica o estoque disponível
para cada material necessário e informa as necessidades de solicitações de
materiais adicionais para cumprir o pedido do cliente. O sistema MRP é
chamado de sistema PUSH da produção e o Kanban é chamado de PULL, em
função das características de seus sistemas de informação (WOMACK et alii,
1992).
O sistema JIT/KANBAN envolve aspectos da estrutura produto
versus processo versus variedade, aplicando-se melhor em situações onde são
produzidos produtos padronizados, em larga escala, com alterações de
modelos e de demandas no curto prazo. Neste contexto, as ferramentas mais
difundidas do sistema são os processos de troca rápida de ferramentas,
processos baseados em similaridade de ferramentas para diminuir o tempo de
preparação de máquinas, uso de equipamentos multifunções e layout dedicado
por partes de produtos. Os princípios deste sistema são:
1°) Princípio da eliminação de perdas: máquinas em excesso, layout
ineficiente, sobras de material, retrabalhos, refugos;
2°) Princípio do supermercado: o processo seguinte (P2) retira a
quantidade exata de material (que ele vai processar) no estoque
processado (supermercado) do processo anterior (P1), no momento em
que for utilizar o material, e o processo anterior (P1) processa somente
a quantidade que estiver faltando para o processo seguinte (P2);
3°) Princípio do momento exato: deve-se produzir a quantidade
necessária solicitada pelo processo seguinte (P2), no menor tempo
necessário com a qualidade básica solicitada pelo processo P2,
colocando a produção sempre no local previamente determinado no
sitiam (supermercado);
107
4°) Princípio da qualidade total: peças defeituosa devem ser retiradas do
lote e, se necessário, interromper o processo para correção do
problema;
5°) Princípio do sistema único de movimentação (unitizador): sistema
unitizado (ou caixas p/ transporte) padronizado contendo sempre a
mesma quantidade especificada pelo sistema Kanban, ou seja pela
instrução de lote no cartão identificador;
6°) Princípio da flexibilidade: trocas rápidas de ferramentas, células de
produção, máquinas multifunção, etc., para atender variações de
demandas e de produtos.
Estas estratégias tinham em comum, no início de sua difusão no
Japão, a necessidade de criar um setor industrial automotivo que pudesse
competir com a industria automobilística americana baseada no modelo
Fordista/Taylorista de produção, que tinha na economia de escala e no
trabalho parcelado suas bases de sustentação. Pela fragilidade da estrutura
econômica do Japão nos anos 50, conforme relata CORIAT(1994), o
desenvolvimento de modelos alternativos de gestão da produção resultou em
substanciais ganhos de produtividade e puderam competir no mercado
internacional a partir da década de 70. Estes modelos se baseavam, como já
acentuado, na produção em séries pequenas de produtos diferenciados e
variados e com baixos custos.
Uma primeira medida adotada foi a fabricação ‘Just-in-time’, ou
seja, produção no exato momento em for necessário o produto fabricado,
implicando na ausência de estoques. Esta eliminação ou redução dos estoques
implicava na redução de pessoas que cuidam dos estoques e dos equipamentos
que manuseiam estes estoques. A conseqüência da produção Just-in-Time
então, foi a redução de pessoal e de equipamentos que cuidavam dos
almoxarifados da empresa, cuja forma encontrada para materializar este
controle foi o Kanban.

108
A Segunda medida de impacto na direção da modernização foi a
noção de flexibilização na produção. Esta flexibilidade era dirigida para o uso
de equipamentos multifunções e operadores operando várias máquinas
simultaneamente. Estas diretrizes eram, em essência, adotadas como forma de
concretizar a situação anterior, de extinção dos estoques, já que uma parte
substancial destes estoques era formada por peças semi-processadas (estoques
em processo) que, por serem inspecionadas por amostragem, necessitavam
constantemente de novas inspeções de qualidade e de retrabalhos para serem
montadas nos produtos finais. Assim, tornar os operadores em multifuncionais
foi uma forma de passar-lhes a responsabilidade pela qualidade das peças
produzidas, eliminando-se inspeções rotineiras e, portanto, eliminando
atividades e pessoas ressonáveis pelo controle de qualidade, substituindo-os
por ‘gerentes de qualidade’, incorporando estas funções na supervisão de
fábrica.
A terceira inovação gerencial foi a mudança de enfoque de gestão
de pessoal, substituindo a forma mais usual que era o controle pela quantidade
total produzida e pelos níveis de estoques em processo, pelo controle de
trabalho da produção individual, através dos cartões Kanban. Embora que, no
sistema Fordista/Taylorista o trabalho fosse fragmentado e individualizado, o
controle da produção não se dava individualmente sobre cada operador, ma
sim sobre a produção da linha ou da seção, já que os estoques intermediários,
pelo sistema de estoques de reserva, só podiam ser efetivamente controlados
por grupo de postos de trabalho semelhantes. Cada posto individualmente não
poderia ser responsabilizado pela produção, pois esta, sendo em cadeia, o
trabalho de cada posto (em termos de quantidades e de qualidade) dependia
dos postos anteriores e posteriores. Já, pelo sistema de controle através do
cartão Kanban, a produção de cada posto (ampliado para mais de uma
máquina e/ou funções), incorporando a qualidade das peças produzidas, podia
ser controlada individualmente: “... o operador, neste novo sistema, Kanban,
pode a qualquer momento parar a produção por falha na qualidade das peças
109
que recebeu e, todos juntos na seção, resolver o problema ...” (MONDEN,
1984, p. 21).
O layout utilizado, nas empresas que adotam este sistema de gestão
da produção, diferencia-se dos layouts tradicionais vistos no item 2.5., por
processo ou funcional. Neste novo sistema, as máquinas são agrupadas de
acordo com o roteiro de produção dos produtos, formando células dotadas de
equipamentos necessários para processar completamente um tipo de produto,
ou um de seus componentes principais. Os conceitos do JIT/KANBAN,
isoladamente, não modificam significativamente a estrutura do layout, porém
experiências práticas têm mostrado que, pela simplificação ou eliminação dos
estoques intermediários, pela necessidade de trocas rápidas de ferramentas e
pela multifuncionalidade dos equipamentos e operadores; o layout final é
modificado para uma estrutura celular. O processo de formação de células
associa-se à técnica denominada de Tecnologia de Grupo(TG).
Tecnologia de grupo – TG
A Tecnologia de Grupo, que sugere e incorpora a adoção de célula
de manufatura, pode ser assim definida:
"....é uma técnica que identifica e explora as similaridades de projeto
e de processos de fabricação dos componentes produzidos por uma
empresa. ...A idéia principal da Tecnologia de Grupo é o
agrupamento de componentes de acordo com similaridades
geométricas e/ou de processos de fabricação em famílias...".
(GONÇALVES FILHO, 1990, p. 2).
Esta definição aponta no sentido de uma modificação do layout
funcional para um novo arranjo baseado no agrupamento de máquinas em

110
função de semelhanças de peças ou produtos e não mais em função de
semelhanças de operações, como é ressaltado pelo mesmo autor ao comentar a
ineficiência do layout funcional para as indústrias mecânicas de produção em
lotes:
"....atualmente, o único sistema de manufatura capaz de harmonizar os
requisitos de produtividade e flexibilidade é o sistema de manufatura
celular, baseada nos conceitos da Tecnologia de Grupo....".
(GONÇALVES FILHO, 1990, p. 6 e 10).
Uma pesquisa pioneira, conduzida na década de 60
(GALLAGHER, 1986), concluiu que em empresas de produção em lotes, o
tempo de processamento para um lote em um posto de trabalho era
praticamente igual ao tempo de transferencia deste lote para outro posto, e que
90% do tempo total que um material permanecia dentro da fábrica, era perdido
em esperas para processamento, sendo este tempo, perdido em estoques
intermediários devido à falhas na programação de produção, sendo que o
tamanho do lote ou o tempo de processamento de cada posto não
influenciavam neste tempo total de espera.
Tecnologia de Grupo é uma técnica que, trabalhando sistemas de
agrupamento de processos, por similaridades de projeto e de processos de
fabricação, procura trazer para o sistemas de produção em lotes, que se
utilizam de layout por processo, vantagens da produção em linha, que utilizam
layout por produto. Estas vantagens são conseguidas através de benefícios na
economia de escala, pelo agrupamento de peças similares em conjunto de
máquinas que ficam preparadas para o processamento, eliminando-se tempos
de preparação de máquinas e a movimentação dos lotes entre os estoques
intermediários. As técnicas associadas à TG são:
111
1. padronização de projetos e processos: usada para reagrupar partes de
produtos e explorar as similaridades de processos;
2. codificação de peças por similaridade geométrica: para facilitar o
agrupamento e definir grupos de máquinas de processos similares;
3. uso do conceito de famílias de componentes: conjunto de componentes
ou partes de produtos que possuem atributos (geometria ou operações)
em comum e que podem ser feitos nos mesmos grupos de máquinas;
4. Célula de máquinas: grupo de máquinas dispostas juntas que
manufaturam uma ou mais famílias de componentes.
O princípio da TG, conforme GALLAGHER(1986), pode ser
explicado pelo relacionamento existente entre os produtos acabados e os
componentes que os compõem. Enquanto que a montagem final de cada um
dos produtos diferenciados de uma mesma fábrica não guarda semelhança com
a dos demais produtos também produzidos naquela unidade, os componentes e
as submontagens podem possuir características semelhantes em peças,
materiais e processos de fabricação. Por exemplo, numa fábrica de automóveis
com diversos modelos diferenciados (tamanho, potência, versão, etc.); os
componentes (chassis, caixa de câmbio), as partes (vidros, portas, mecanismos
elétricos) e as peças (engrenagens, eixos, barramentos), podem ser comuns à
vários modelos.
Assim, explorando estas similaridades de processos e de projetos, o
agrupamento de máquinas que pode processar ‘famílias’ de componentes,
onde cada componente passa de uma máquina para outra na seqüência das
operações sem que haja manuseio e armazenagens intermediárias e sem que
haja parada de máquina para ser preparada para nova operação; ganha tempo
de processamento e reduz os estoques de peças semi-processadas.
As vantagens de adoção de TG, segundo GALLAGHER(1986),
CORREA(1994) e BURBIDGE(1979), são:
112
1. diminuição do tempo de permanência do material(da matéria-prima ao
produto final) dentro do sistema de fabricação;
2. menores estoques em processo e de produtos processados;
3. menores custos de movimentação de materiais;
4. facilidade do sistema de controle e planejamento da produção;
5. redução do espaço utilizado; e
6. redução na variedade de projetos de produtos.
Entretanto, algumas desvantagens aparecem na literatura. A maioria
na forma de ‘dificuldades na implantação da TG’. Estas dificuldades, no
entanto, podem ser efetivamente separadas em procedimentos necessários para
a implantação e sucesso da TG, e nos problemas que resultam estas
implantações. As principais ações para a implantação das técnicas da TG
podem se sumariadas em (GALLAGHER,1986):
-Métodos de agrupamento: amostragem, codificação e classificação,
projeto e produção, estrutura de rotas do processo.
-Projeto de célula: famílias de componentes, grupo de máquinas, escolha
das instalações, seleção de equipamentos, características da matéria-
prima, capacidade e cargas do processo, ferramentaria, moldes e
sistemas de fixação de ferramentas.
-Organização da produção: controle da produção, controle de qualidade,
layout e movimentação de materiais, manutenção .
Os principais problemas encontrados na adoção de TG podem ser
apontadas como: aumento dos custos relacionados ao controle do sistema, aos
equipamentos e à implantação do sistema (GALLAGHER, 1986), riscos na
formação das famílias (CORREA, 1994), coexistência com trabalhos fora das
113
células (GALLAGHER, 1986), maior complexidade nas ações de segurança e
ergonomia e condições de trabalho (CALEGARI, 1994), resistência dos
operários em aceitar as mudanças (SCHÄFER, 1992), ineficiência do layout
da fábrica (GALLAGHER, 1986) e falta de pessoal qualificado (SCHÄFER,
1992).
Embora a TG venha sendo estudada, desde a década de 60, e
gradativamente adotada em diversos países, nota-se que, em função das
culturas organizacionais e do estágio de desenvolvimento das relações de
mercado de cada um, as técnicas e procedimentos se apresentam de formas
diferenciadas. Países como Inglaterra, Alemanha, Japão e USA, por diferentes
motivos (as vezes até antagônicos), foram os que mais se integraram às
técnicas da TG, aperfeiçoando-as com uso intensivo de robótica e sistemas
automatizados de manufatura como CAM- manufatura assistida por
computador e CAD – projeto assistido por computador.
No entanto, os conceitos do layout em grupo para a produção de
componentes similares já eram conhecidos e aplicados na indústria desde a
primeira metade do século (GALLAGHER, 1986). Mas, como os padrões de
manufatura eram dominados pela produção em massa, com demanda crescente
e operários especializados, não era época de mudanças na direção da TG.
Apenas na década de 70, quando os mercados internacionais mostraram sinais
de saturação dos modelos de produção em uso, é que a preocupação com
novos modelos de gestão começaram a surgir. Não é por coincidência que,
após 30 anos de hegemonia do sistema Fordista /Taylorista, surgiram, em
apenas uma década, diversos novos modelos (técnicas, filosofias,
procedimentos), todos com propósitos de flexibilizar a produção adaptando-a à
variação de demandas, e que minimizam custos (CTQ, MRP, Kanban, JIT,
OPT, SFM, CIM, TG, Produção enxuta, Manufatura superior, etc.)em relação
ao sistema anterior.
114
Sistemas Flexíveis de Manufatura - SFM
A flexibilização do layout e a incorporação de elementos de
automação nos processos de manufatura ganhou o nome de movimento de
flexibilização da produção ou, como tornou-se mais conhecido, Sistemas
Flexíveis de Manufatura (SFM, ou FMS na língua Inglesa). Segundo
HARTLEY(1984), um dos autores mais citados sobre o assunto, SFM é:
"....Um sistema voltado para aumentar flexibilidade de instalações
industriais para resolver problemas de produtividade da produção em
lotes e variações de demanda do mercado, através da produção de
grupos ou famílias de peças, utilizando-se de tecnologias de automação,
com o mínimo de intervenção manual....".
(p. 42)
Esta definição incorpora conceitos da Tecnologia de Grupo, por
trabalhar com grupos ou famílias de peças, e do JIT/KANBAN, ao apontar
para o aumento da flexibilidade, pelo uso de equipamentos multifuncionais e
de mão-de-obra também multifuncional para operar o sistema, como forma de
melhorar a produtividade. Embora que teoricamente um layout flexível não
seja necessariamente um layout celular, os exemplos citados por autores como
HARTLEY(1984), BATOCCHIO(1988), RÁNK(1983) e
AGOSTINHO(1985), ressaltam que a estrutura de fabricação celular é a que
melhor se insere nas estruturas do SFM para a indústria mecânica de
fabricação em lotes.
SFM, também chamado de Sistemas Adaptativos de Manufatura, é
a aplicação de sistemas computacionais e automatizados ao conceitos de
família de componentes, TG e JIT/KANBAN, dispondo as máquinas para
formar células. A definição de SFM mais comumente usada é a célula de
máquinas controladas numericamente por computador, com movimentação
115
automática de material entre as máquinas. Estas células, nos SFM, incluem
sistema de medição controlada que fornecem inspeções automáticas dos
componentes em processamento eliminando operações de inspeção manuais
ou por instrumentos tradicionais que necessitavam interromper o
processamento, incorporando também sistemas de controles centralizados para
a coordenação dos processos de transformação e movimentação.
Os 3 elementos básicos deste sitiam de manufatura, são: 1) as
máquinas operatrizes, 2) os dispositivos de manuseio de materiais, e 3) os
equipamentos de controle; sendo que o fator básico de operação é o
equipamento controlado numericamente(CN), normalmente um sistema único
denominado centro de usinagem(ou centro de manufatura), constituindo-se no
chamado computador de primeiro nível (KONZ, 1985). Alguns sistemas,
controlados por computadores de controle numérico (CNC), possuem um
computador de segundo nível para realizar que realiza o sequenciamento e
ordenação formando um sitiam hierárquico de decisões(scheduler), onde o
computador de segundo nível supervisiona o de primeiro nível.
Na conceituação ideal do SFM, o material é carregado no sistema
para a primeira operação e durante toda seqüência de seu processamento, até
tornar-se um componente acabado, é processado e movimentado
automaticamente sem contato manual. As situações práticas, no entanto,
mostram que os SFM são, em essência, um conjunto de princípios aplicados
nos sistemas de produção que utilizam os conceitos de TG e JIT/Kanban, no
sentido de aumentar as vantagens competitivas destes sistemas, através da
automação de funções, de movimentação de materiais e trocas de ferramentas
em equipamentos multifunções (os denominados centro de usinagens, por
exemplo).
As vantagens dos SFM estão relacionadas à possibilidade de
obtenção de altas taxas de processamento, com pequenos tempos de paradas
de máquinas, e com redução na quantidade de mão-de-obra direta. Estas
vantagens, no entanto, só são obtidas na conjunção das seguintes situações: a)

116
produtos padronizados, b) grandes volumes de produção e c) produtos de vida
curta. As desvantagens mais destacadas são os custos de capital, não somente
nos chamados custos visíveis, como de equipamentos e dispositivos, mas nos
custos adicionais do sistema, denominados de invisíveis, em custos de
programação, depuração e testes dos sub-sistemas, aplicativos e manutenção
eletrônica. Outras desvantagens estão associadas à estrutura do ambiente
físicos em relação a dedicação de áreas e adequação da edificação
HUGE(1993) mostra a evolução dos graus de automação dos SFM, conforme
quadro 12, referindo-se às empresas que implantam apenas parte dos conceitos
do sistema, através de melhorias nos equipamentos existentes(do estágio I),
como manutenção preventiva, controle estatístico de processo e reduções de
tempos de preparo (set-up) de máquinas. Argumenta, que os sistemas
completos apresentam custos elevados, não só de investimentos mas de
operação, por problemas de qualidade e tempo ocioso de máquina.
Quadro 12 – Evolução da automação dos sistemas de produção. Estágio I Estágio II Estágio III Estágio IV
Sistema de
produção
Fator
de análise
Sistema
Tradicional
(Adm.p/ estoques)
Sistema
JIT/Kanban
- básico -
Célula Flexível
De
Manufatura
(TG e JIT)
Sistema Flexível
De
Manufatura
- completo -
Máquinas
Operatrizes
Convencional Convencional e
CN/CNC*
CN e CNC Somente CNC
Movimentação
de Materiais
Manual Manual Manual e semi-
automatizado**
Automatizado
Controle Total
da Célula
Não há Manual Manual e
computador
isolado
Computador
integrado
(Fonte: HUGE, 1993, p. 23)
(*) – CN significa controle por comando numérico local. CNC significa comando numérico
controlado por computar integrado. (**) – uso de sistemas automatizados de movimentação, porém
sem comandos de integração com outros sistemas, por exemplo AGVs integrados com almoxarifados.

117
Como as atividades de processamento e de movimentação de
materiais estão intimamente ligados, um SFM completo (estágio IV) pode
falhar, se um processo parar, já que a movimentação é automática e, em
muitos casos, unitária e sem estoques intermediários. Finalmente, o autor
acentua sua convicção nos SFM mas, faz a ressalva que seu uso será intenso
no futuro, quando as empresas já tiverem passado por outros estágios de
evolução da manufatura integral, como: manutenção preventiva e preditiva
total, qualidade total, JIT/KANBAN, TG e, principalmente, com um mercado
estável.
Aparentemente, este futuro ainda está distante pois alguns
indicadores recentes, pelo menos no setor automobilístico, apontam para uma
estabilização, ou mesmo reversão, de velocidade nas mudanças de gestão da
produção e de perspectivas de mercado (associados aos custos dos produtos),
na direção oposta das vantagens dos SFM.
Duas notícias recentes apontam no sentido de aumentar a vida útil
dos modelos anteriores ao SFM, e manter baixos volumes de produção:
1ª) O jornal O ESTADO DE SÃO PAULO mostra uma pesquisa na TOYOTA
onde se reverte a automação das linhas, voltando a utilizar o trabalho manual
em substituição à tarefas automatizadas (BUTLER , 1997) e,
2ª) A empresa Alemã Daimler-Benz se associou à empresa Americana Chryler
para a produção conjunta de veículos visando a venda dos veículos da Chryler
na Europa e os da Benz nos EUA, sem a criação de novos modelos,
acentuando a tendência de padronização de modelos e redução de diversidade
de componentes.
Ao mesmo tempo, a Volkswagen quer comprar a Rollls-Royce para
aumentar a produção de veículos de luxo, de maiores preços unitários, em
contraposição à produção de diversos modelos populares de grande
diversidade final por modelo (FSP, 8/5/98, caderno Dinheiro, p. 1 e 6 e dia
7/5/98 p. 16).

118
3.3. Novas formas de Gestão do trabalho: trabalho em grupo, autonomia,
humanização do trabalho.
Na década de 70 surgiram, principalmente na Europa, movimentos
de organização e gestão do trabalho que tinham como pressupostos superar os
modelos derivados do sistema Fordista/Taylorista, que foram até denominados
de “pós-tayloristas” (KATZ, 1995, p. 31).
No sistema de trabalho taylorizado, o operário não tinha a menor
motivação para ampliar seu horizonte de tarefas, incorporando, por exemplo,
funções de inspeção de seu próprio trabalho, até porque era praticamente
impossível esta possibilidade em função da distribuição e especialização dos
postos de trabalho e do ritmo deste trabalho. Este sistema possuía limitações
claras, como o aumento dos tempos de movimentação e de transferência entre
postos de trabalho, impostos pelo modelo de mecanização e automação
adotados, no qual o, até então, operador de máquina passou a ser um
supervisor passivo no processo de trabalho, o que afetava a otimização do
processo produtivo.
No entanto, os primeiros movimentos como círculos de controle de
qualidade (CCQ) e os grupos semi-autônomos (GSA) implantados em
empresas da Suécia, Japão e nos EUA não romperam com o modelo
dominante da OCT, pois se destinavam principalmente a eliminar tempos
mortos nas operações e a transferir os custos de vigilância e inspeção do
trabalho, que se enquadravam perfeitamente nos princípios da OCT (CORIAT,
1994). As mudanças verificadas neste período podem ser resumidas conforme
explica FERREIRA et alii (1991): a) divisão do trabalho em grupos com
autonomias para pausas, revezamentos e liderança; b) redução da fadiga por
melhorias na automação ‘flexível’ e transporte de ferramentas; c) alguma
variação de ritmo de produção através de estoques reguladores; e d) melhoria
de aspectos ambientais e higiênicos do trabalho.
119
Estas mudanças no entanto não são suficientes para permitir a
afirmação que a OCT e os métodos Fordista/Taylorista de trabalho foram
superados e, que através destes novos procedimentos é possível estabelecer
novas bases de projeto de fábricas.
Se o sistema Fordista/Taylorista forneceu os métodos e
procedimentos necessários para viabilizar economicamente o sistema de
produção em grande escala e de produtos padronizados, que caracterizaram
grande parte dos setores produtivos até os anos 70, a necessidade de
sobrevivência, em situações de retração de demanda provocada por excesso de
produção e acirramento de competição dentro de mesmos mercados(ou
produtos semelhantes em mercados diferentes), levou as empresas que não
conseguiam competir neste modelo, por deficiências de mercado ou falta de
experiência em enfrentar estas novas situações, a buscar novos padrões de
organização industrial na tentativa de recuperar a rentabilidade do capital e
manter vantagens competitivas com seus concorrentes.
CORIAT(1994) compara o sistema Japonês de gestão da produção
baseado nos princípios de Ohno aos princípios de Taylor e Ford do início do
século, entendendo que os objetivos de ambos são praticamente os mesmos:
manter controle sobre o trabalho e melhorar a produtividade do sistema de
produção. O autor afirma, inclusive, que o Ohnoismo tem uma difusão
internacional tão intensa quanto teve o Fordismo/Taylorismo.
O conceito geral de trabalho em grupo, em referência ao projeto de
novos sistemas de produção, segue princípios que procuram se interpor aos
princípios do sistema Fordista/Taylorista, com a formação de sistemas
menores de trabalho dentro do sistema de produção da fábrica, melhoria na
consistência do sistema de trabalho, enriquecimento do trabalho e melhoria
das condições do ambiente físico, que formariam as bases das mudanças para
uma organização do trabalho mais flexível e participativa (SCHAFER, 1992 e
FLYKT, 1984).

120
Sistemas menores de trabalho
Formação de redes de pequenas unidades de trabalho
descentralizadas e coordenadas, cada uma funcionando independentemente,
como elementos de simplificação do trabalho administrativo. Esta
descentralização é uma forma para estimular iniciativas locais dentro dos
grupos, tornando a organização mais participativa com o envolvimento de
maior quantidade de pessoas nas decisões de trabalho. A reestruturação de um
sistema maior em vários sistemas menores independentes segue 4 passos:
- A divisão de um sistema que já possui divisões internas(seções) porém
sem independência e torna-las auto-suficientes e independentes.
- Organização de pequenas unidades em torno de produtos específicos ou
grupo de produtos de tal forma que contenham todos os equipamentos
necessários para a produção completa dentro da unidade.
- Extensão do grau de independência das unidades menores para outros
serviços como: manutenção, movimentação de materiais,
ferramentaria, etc.
- Criação de um método de arranjo flexível e maleável para coordenar e
dar suporte às unidades menores.
Consistência do sistema de trabalho
Se refere à capacidade do projeto do trabalho quanto a sua
influência para evitar flutuações de carga de trabalho, e na facilidade de
controle e monitoração do sistema de trabalho. Dos elementos do sistema de
trabalho, os principais que podem contribuir para a estabilidade são:
simplificação dos padrões de fluxo de material, confiabilidade e manutenção
dos equipamentos de produção e dos processos, a organização do trabalho e o
projeto das tarefas.

121
Enriquecimento do trabalho
Os esforços para projetar tarefas mais estimulantes e criativas são
apontados como os princípios básicos dos novos sistemas de trabalho com o
pressuposto de que as pessoas trabalham melhor se estiverem satisfeitas com
seu trabalho e que a satisfação vem do trabalho (VARGAS e FLEURY, 1981),
gerando assim, melhores resultados. Existem muitos fatores no trabalho que
podem afetar positivamente a motivação dos trabalhadores. Dentre estes, os
principais são:
- Tarefas com diferentes graus de dificuldade e de tempos de execução.
- Graus de autonomia sobre o trabalho, tanto individual como para os
grupos.
- Organização da produção baseada no trabalho em grupo e na formação
de equipes de trabalho, visando enriquecer e ampliar as tarefas
- Sistema de produção de dimensões que permitam o contato visual e
social do grupo.
Condições do ambiente físico
O ambiente de produção deve ser adequado ao processo de
transformação, à tecnologia usada e deve ser satisfatório aos trabalhadores em
relação às condições físico-químicas do ambiente, espaços de trabalho e
espaços de lazer. A eliminação de riscos de acidentes e de doenças do trabalho
deve ser considerada no projeto de novos ambientes de trabalho como fator de
melhoria das condições visando o enriquecimento do trabalho. Como os
novos sistemas se constituem de pequenas unidades independentes de
trabalho, distribuídas espacialmente e postos agrupados dentro destas
unidades; os novos projetos de instalações industriais precisam considerar este

122
novo arranjo com uma distribuição da unidades de modo a não concentrar
agentes agressores.
O trabalho no sistema de Tecnologia de Grupo, segundo
SCHÄFER(1992), apresenta como principal mudança na estrutura do trabalho
a formação de uma estrutura de equipes de trabalhadores. Esta estrutura
facilita a comunicação de trabalho dentro do grupo, se comparada com a
comunicação existente nos departamentos funcionais (característicos do layout
por processo) e simplifica as atividades de coordenação entre os grupos, em
função de que os controles do processo passam a ser efetuados por
produtos(ou componentes) e não mais por processo.
Os benefícios sociais do trabalho em grupo proporcionado pela TG,
mais freqüentemente descritos se relacionam com o aumento da satisfação no
trabalho proveniente de um enriquecimento das tarefas pelo conceito de
operador multifuncional. Dentre estes benefícios, os principais são: a)
envolvimento dos trabalhadores nas decisões de trabalho; b) relacionamentos
baseados no trabalho; c) variedade nas tarefas; d) liberdade para determinar
métodos e layout do posto; e e) expressiva melhoria salarial. Como a TG, a
princípio, emprega menos pessoas por máquinas, cada membro da equipe terá,
necessariamente, que possuir mais qualificação que os operadores que
trabalham em máquinas especializadas em um sistema por processo, onde
executam sempre as mesmas funções. Assim, no TG são necessários novos
treinamentos para permitir rotação de funções dentro das células.
As desvantagens apontadas no trabalho dentro destes grupos,
relativas aos trabalhos nas células do sistema, são:
1) isolamento do grupo de trabalho, principalmente quando o grupo for
pequeno e dedicado à um produto exclusivo diferenciado dos demais;
2) rompimento do conhecimento dos operadores que agora se
especializam na produção de determinados componentes e
contraposição ao conhecimento de processos de fabricação;

123
3) cada tarefa é mais monótona em função do aumento da automação dos
equipamentos;
4) dificuldade de rotação entre as células em decorrência da
especialização por componentes.
A adaptação dos trabalhadores aos sistemas flexíveis de manufatura
(SFM) depende do grau de desenvolvimento da organização em relação aos
conceitos dos sistemas sociotécnicos aplicados ao trabalho, ou seja, da ações
já implementadas pela organização no sentido de tornar o trabalho mais
participativo (DEBRESSON, 1987). Esta adaptação abrange um grande
conjunto de conceitos de gerenciamento, vindos da organização do trabalho e
do treinamento da influencia da engenharia de fatores humanos no projeto de
SFM.
A respeito da organização do trabalho, a decisão principal da
gerência é determinar o grau de homogeneidade na estrutura das funções. A
maior homogeneidade da estrutura das funções envolve um alto nível de
habilidades e uma baixa divisão de trabalho. A estrutura de funções mais
diferenciada é aquela inserida nos conceitos Taylorista, de trabalho
especializado, acompanhados de uma organização com alta divisão de
trabalho. Neste caso existe uma polarização de habilidades: fora do sistema,
nas funções de programação, manutenção e reparos que são executados por
unidades serviços de outros departamentos, e a divisão interna dos
trabalhadores no SFM, que ficarão restritos às tarefas de menor habilidade de
carregar e descarregar as máquinas. Uma desvantagem da abordagem de
estrutura de funções diferenciadas é seu alto grau de especialização, e os
trabalhadores mais especializados podem sofrer falta de motivação pelo
resultado das melhorias no sistema de manutenção e reparos. Por este lado, a
especialização do trabalho diminui os custos de treinamento e a média de
idade do trabalho.
124
No uso de uma estrutura de funções mais homogênea, surge no
entanto, alguns questionamentos quanto à habilidade necessária para adotar
esta abordagem, em que as estruturas internas e externas de controle e de
hierarquia não possuem suporte para a implementação de equipes de trabalho
com habilidades polivalentes e autônomas. Esta visão tem sofrido críticas em
função da visão tecnicista do trabalho adotada nos SFM, com argumentos de
que os equipamentos e as técnicas de processo de manufatura não podem
predeterminar a estrutura de habilidade de sua mão-de-obra.
Segundo GUPTA(1988), a incorporação de técnicas de trabalho
industrial e de qualificação profissional no sistema educacional japonês tem
ajudado nas mudanças das estruturas de trabalho nas fábricas, permitindo que
as empresas usem os novos trabalhadores jovens, e já treinados, nos SFM
enquanto que os trabalhadores que eram usados nos processos tradicionais de
produção sejam transferidos para outros departamentos. Este procedimento
reduz o tempo de aprendizagem e o custo de treinamento para a empresa.
Também no Japão a estrutura social é mais direcionada para a estrutura de
funções homogêneas, já que os conceitos do Taylorismo nunca foram
completamente implantados lá, enquanto que no ocidente eles têm sido
praticados desde o início do século.
Ainda, a proliferação de classificação de funções nas fábricas com
sistemas tradicionais de produção acabam tendo custos mais elevados na
implantação dos SFM em função do tempo e da quantidade de treinamentos e
na adaptação dos trabalhadores em decorrência de resistências aos novos
padrões de divisão do trabalho imposta pelo sistema.
3.4. Novos padrões de layout derivados de novas formas de gestão da
produção e do trabalho.
Com as definições e relacionamentos entre as principais técnicas e
conceitos de gestão da produção vistas no item 3.2, é possível estabelecer uma
125
linha de estudos sobre as modificações no arranjo espacial do trabalho e suas
conseqüentes interferências sobre a forma e o partido arquitetônicos adotados
na concepção de edificações industriais. O JIT/KANBAN surgiu como uma
alternativa para competir com a produção em massa do layout em linha, a
Tecnologia de Grupo (TG) como solução para melhorar a competitividade
(através de aumento de produtividade) do layout funcional para a fabricação
em lotes e os Sistemas Flexíveis de Manufatura (SFM) surgiram para
aumentar o grau de automação dos sistemas anteriores. Estas tendências, em
síntese, apontam para:
- Aumento da automação do processo de produção.
- Uso de mão-de-obra multifuncional.
- Agrupamento de máquinas por similaridades geométricas e de funções
dos componentes.
- Trabalho em grupo ( tanto de máquinas como de pessoas).
- Mudança para layout celular ( ou grupo de máquinas).
- Diminuição dos espaços entre os postos de trabalho pela diminuição
dos estoques intermediários e integração da produção.
Estudos sobre a indústria de processamento intermitente têm
mostrado uma preocupação das empresas que se estruturam com layouts
funcionais, pela perda de competitividade (baixa produtividade) quando
comparadas com empresas que utilizam layouts em linha (devido às
características de produção em massa). Da mesma forma, as empresas que
utilizam layout em linha, se preocupam com a perda de competitividade no
mercado, pela baixa capacidade de atender demandas novas do mercado, ex-
pressa por baixa flexibilidade à variações nos produtos.
Essas mudanças no cenário industrial, que já vêm ocorrendo desde
o final dos anos 80 no Brasil e, antes de 70 nos países mais industrializados,
podem ser explicadas, entre outras questões estruturais, pelas mudanças no
126
cenário das relações comerciais mundiais na chamada globalização da
economia, que aumentou o grau de competitividade industrial e da aceleração
nos processos de inovação de produtos e de tecnologias de produção
(VANALLE, 1995). Os modelos clássicos de layout apresentados no item 2.5
já não mais atendem as necessidades de mudanças provocadas pelos fatores
acima mencionados. Estes fatores estruturais afetam o layout na medida que
promovem mudanças na estrutura de produção relacionadas a:
1. Mudanças no projeto dos produtos da empresa, eliminação de produtos
da linha de produtos e a introdução de novos produtos;
2. Mudanças nas seqüências de processamento dos produtos de linha,
renovação e melhorias em equipamentos de processos;
3. Mudanças nas quantidades produzidas associadas com planos de
produção, resultando em mudanças nas capacidades e
balanceamentos; e
4. Mudanças na estrutura organizacional principalmente relacionadas às
filosofias de gerenciamento da produção quanto a
descentralização/centralização dos controles.
Os modelos de arranjo espacial de máquinas e a distribuição dos
operadores nestas máquinas, que foram abandonados com a introdução do
modelo japonês de produção, segundo CORIAT(1994), são:
Layout em “Gaiolas de pássaros” (figura 29)
Com um operador operando várias máquinas iguais, com tempo
alocado de trabalho em cada máquina a partir de um diagrama homem-
máquina. Neste sistema há um acúmulo de materiais estocados em cada
máquina, muito tempo para transporte e sistemas pesados de
movimentação(grandes quantidades por viagem)
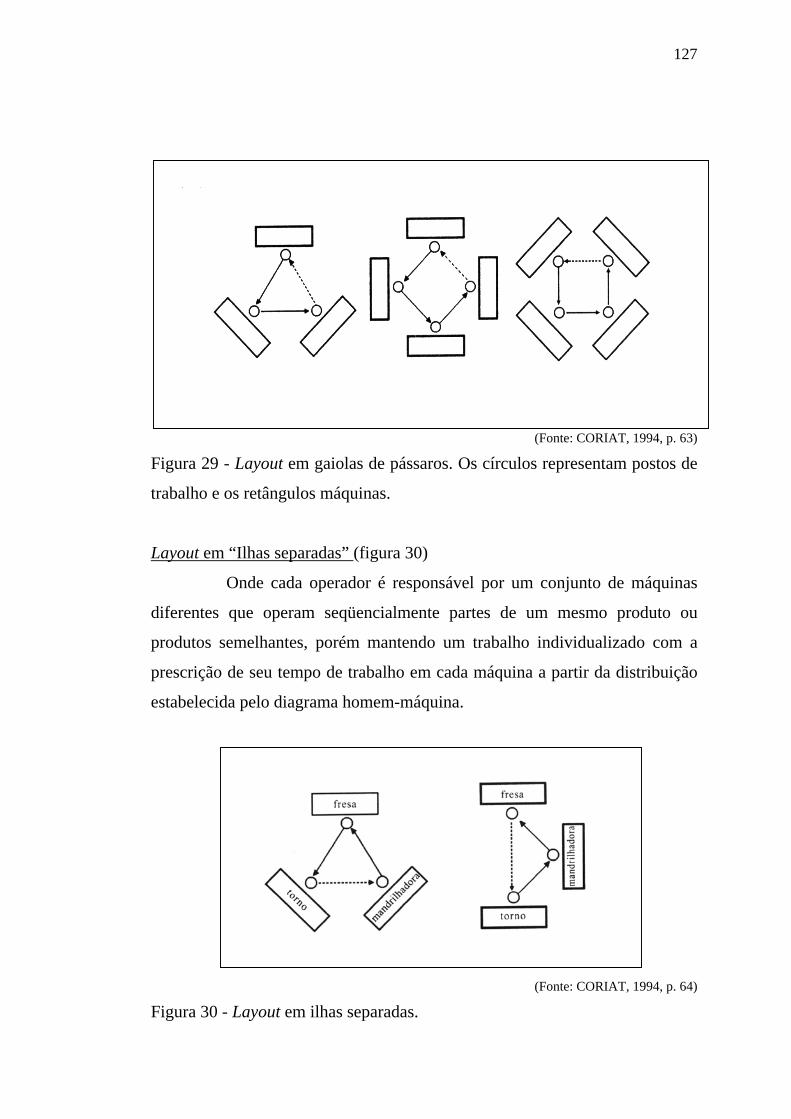
127
(Fonte: CORIAT, 1994, p. 63)
Figura 29 - Layout em gaiolas de pássaros. Os círculos representam postos de
trabalho e os retângulos máquinas.
Layout em “Ilhas separadas” (figura 30)
Onde cada operador é responsável por um conjunto de máquinas
diferentes que operam seqüencialmente partes de um mesmo produto ou
produtos semelhantes, porém mantendo um trabalho individualizado com a
prescrição de seu tempo de trabalho em cada máquina a partir da distribuição
estabelecida pelo diagrama homem-máquina.
(Fonte: CORIAT, 1994, p. 64)
Figura 30 - Layout em ilhas separadas.
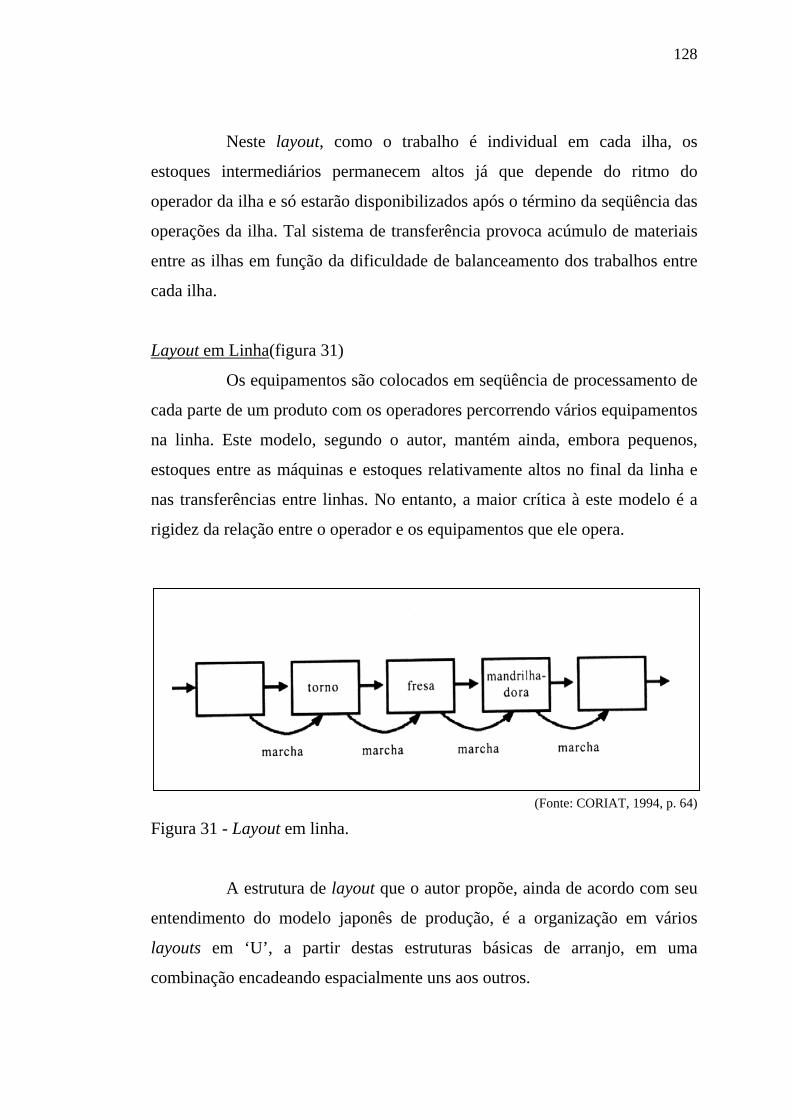
128
Neste layout, como o trabalho é individual em cada ilha, os
estoques intermediários permanecem altos já que depende do ritmo do
operador da ilha e só estarão disponibilizados após o término da seqüência das
operações da ilha. Tal sistema de transferência provoca acúmulo de materiais
entre as ilhas em função da dificuldade de balanceamento dos trabalhos entre
cada ilha.
Layout em Linha(figura 31)
Os equipamentos são colocados em seqüência de processamento de
cada parte de um produto com os operadores percorrendo vários equipamentos
na linha. Este modelo, segundo o autor, mantém ainda, embora pequenos,
estoques entre as máquinas e estoques relativamente altos no final da linha e
nas transferências entre linhas. No entanto, a maior crítica à este modelo é a
rigidez da relação entre o operador e os equipamentos que ele opera.
(Fonte: CORIAT, 1994, p. 64)
Figura 31 - Layout em linha.
A estrutura de layout que o autor propõe, ainda de acordo com seu
entendimento do modelo japonês de produção, é a organização em vários
layouts em ‘U’, a partir destas estruturas básicas de arranjo, em uma
combinação encadeando espacialmente uns aos outros.
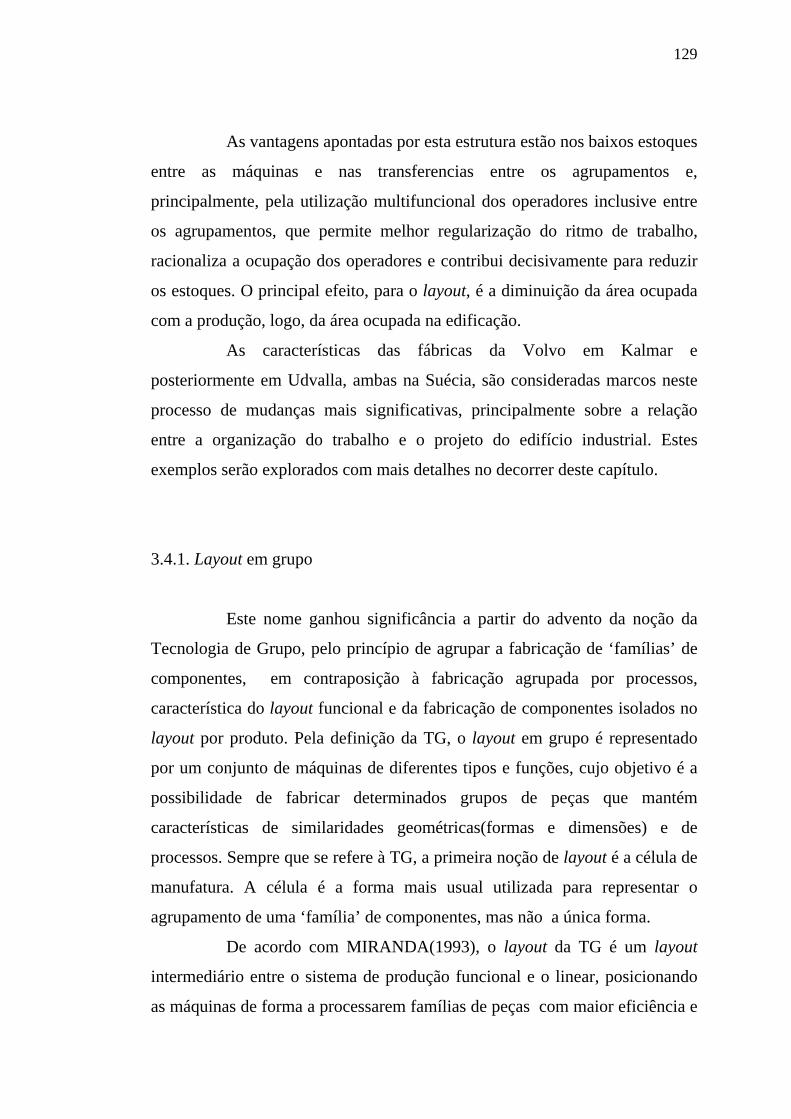
129
As vantagens apontadas por esta estrutura estão nos baixos estoques
entre as máquinas e nas transferencias entre os agrupamentos e,
principalmente, pela utilização multifuncional dos operadores inclusive entre
os agrupamentos, que permite melhor regularização do ritmo de trabalho,
racionaliza a ocupação dos operadores e contribui decisivamente para reduzir
os estoques. O principal efeito, para o layout, é a diminuição da área ocupada
com a produção, logo, da área ocupada na edificação.
As características das fábricas da Volvo em Kalmar e
posteriormente em Udvalla, ambas na Suécia, são consideradas marcos neste
processo de mudanças mais significativas, principalmente sobre a relação
entre a organização do trabalho e o projeto do edifício industrial. Estes
exemplos serão explorados com mais detalhes no decorrer deste capítulo.
3.4.1. Layout em grupo
Este nome ganhou significância a partir do advento da noção da
Tecnologia de Grupo, pelo princípio de agrupar a fabricação de ‘famílias’ de
componentes, em contraposição à fabricação agrupada por processos,
característica do layout funcional e da fabricação de componentes isolados no
layout por produto. Pela definição da TG, o layout em grupo é representado
por um conjunto de máquinas de diferentes tipos e funções, cujo objetivo é a
possibilidade de fabricar determinados grupos de peças que mantém
características de similaridades geométricas(formas e dimensões) e de
processos. Sempre que se refere à TG, a primeira noção de layout é a célula de
manufatura. A célula é a forma mais usual utilizada para representar o
agrupamento de uma ‘família’ de componentes, mas não a única forma.
De acordo com MIRANDA(1993), o layout da TG é um layout
intermediário entre o sistema de produção funcional e o linear, posicionando
as máquinas de forma a processarem famílias de peças com maior eficiência e
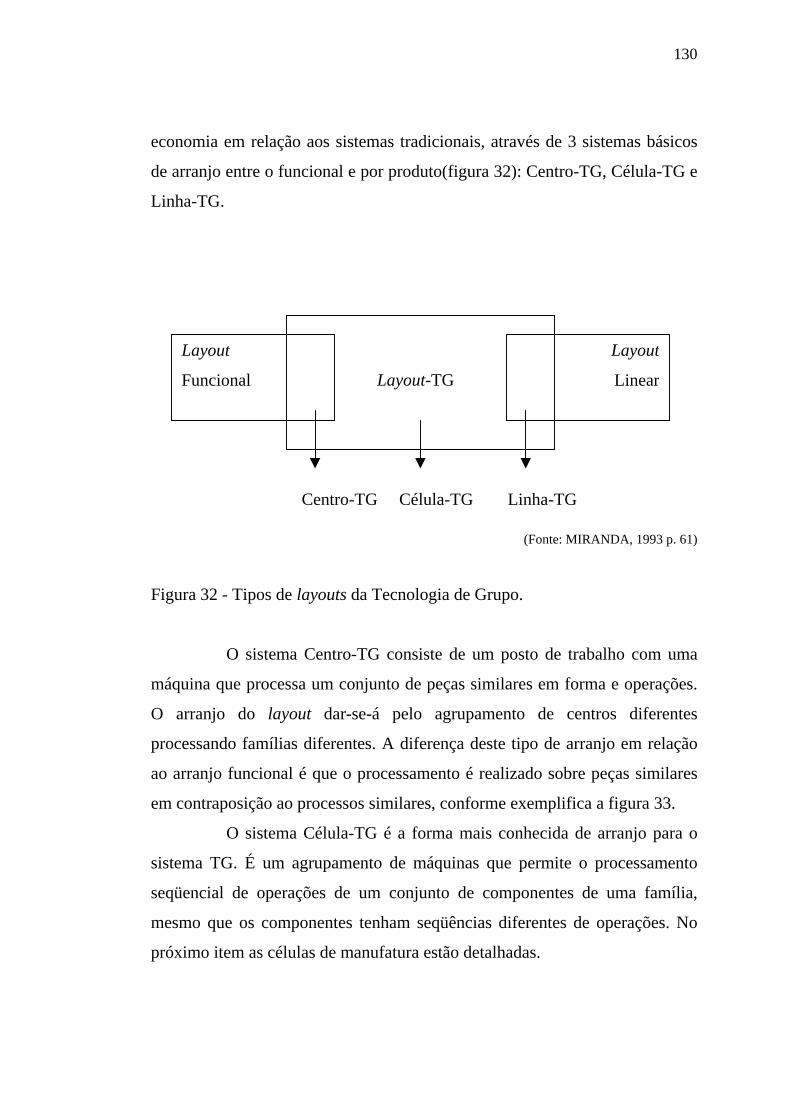
130
economia em relação aos sistemas tradicionais, através de 3 sistemas básicos
de arranjo entre o funcional e por produto(figura 32): Centro-TG, Célula-TG e
Linha-TG.
Layout-TG
Centro-TG Célula-TG Linha-TG
Layout
Linear
Layout
Funcional
(Fonte: MIRANDA, 1993 p. 61)
Figura 32 - Tipos de layouts da Tecnologia de Grupo.
O sistema Centro-TG consiste de um posto de trabalho com uma
máquina que processa um conjunto de peças similares em forma e operações.
O arranjo do layout dar-se-á pelo agrupamento de centros diferentes
processando famílias diferentes. A diferença deste tipo de arranjo em relação
ao arranjo funcional é que o processamento é realizado sobre peças similares
em contraposição ao processos similares, conforme exemplifica a figura 33.
O sistema Célula-TG é a forma mais conhecida de arranjo para o
sistema TG. É um agrupamento de máquinas que permite o processamento
seqüencial de operações de um conjunto de componentes de uma família,
mesmo que os componentes tenham seqüências diferentes de operações. No
próximo item as células de manufatura estão detalhadas.
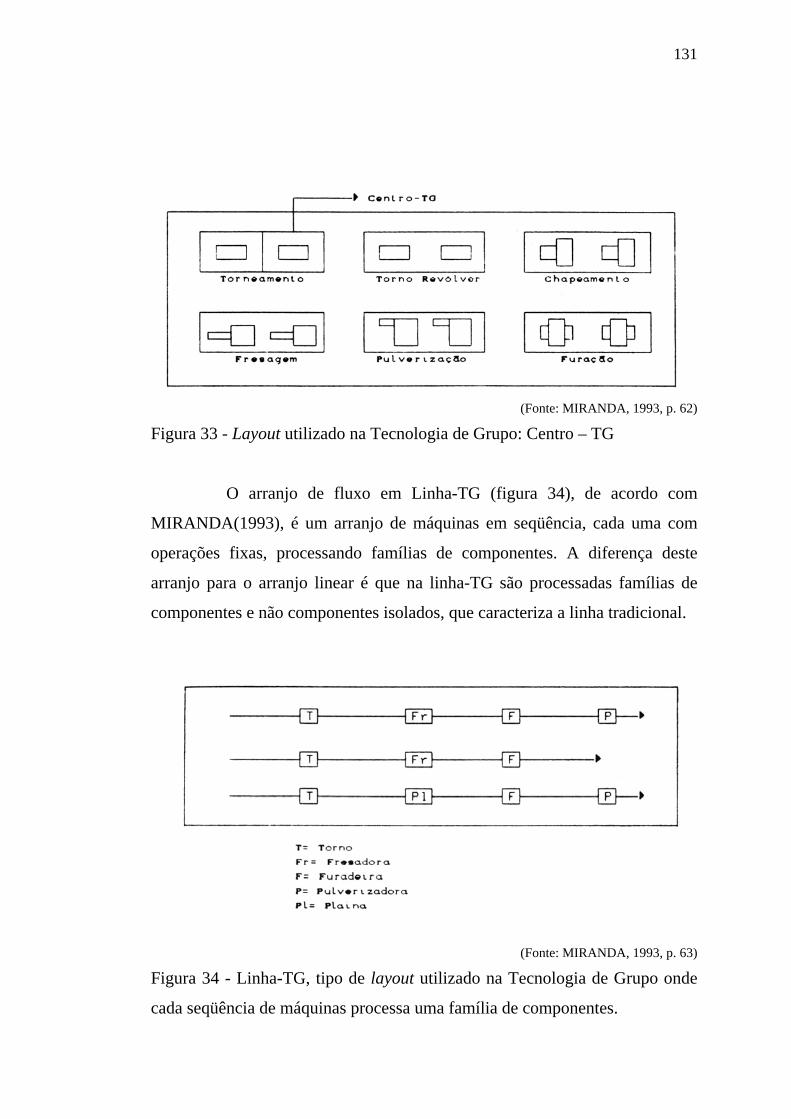
131
(Fonte: MIRANDA, 1993, p. 62) Figura 33 - Layout utilizado na Tecnologia de Grupo: Centro – TG
O arranjo de fluxo em Linha-TG (figura 34), de acordo com
MIRANDA(1993), é um arranjo de máquinas em seqüência, cada uma com
operações fixas, processando famílias de componentes. A diferença deste
arranjo para o arranjo linear é que na linha-TG são processadas famílias de
componentes e não componentes isolados, que caracteriza a linha tradicional.
(Fonte: MIRANDA, 1993, p. 63)
Figura 34 - Linha-TG, tipo de layout utilizado na Tecnologia de Grupo onde
cada seqüência de máquinas processa uma família de componentes.
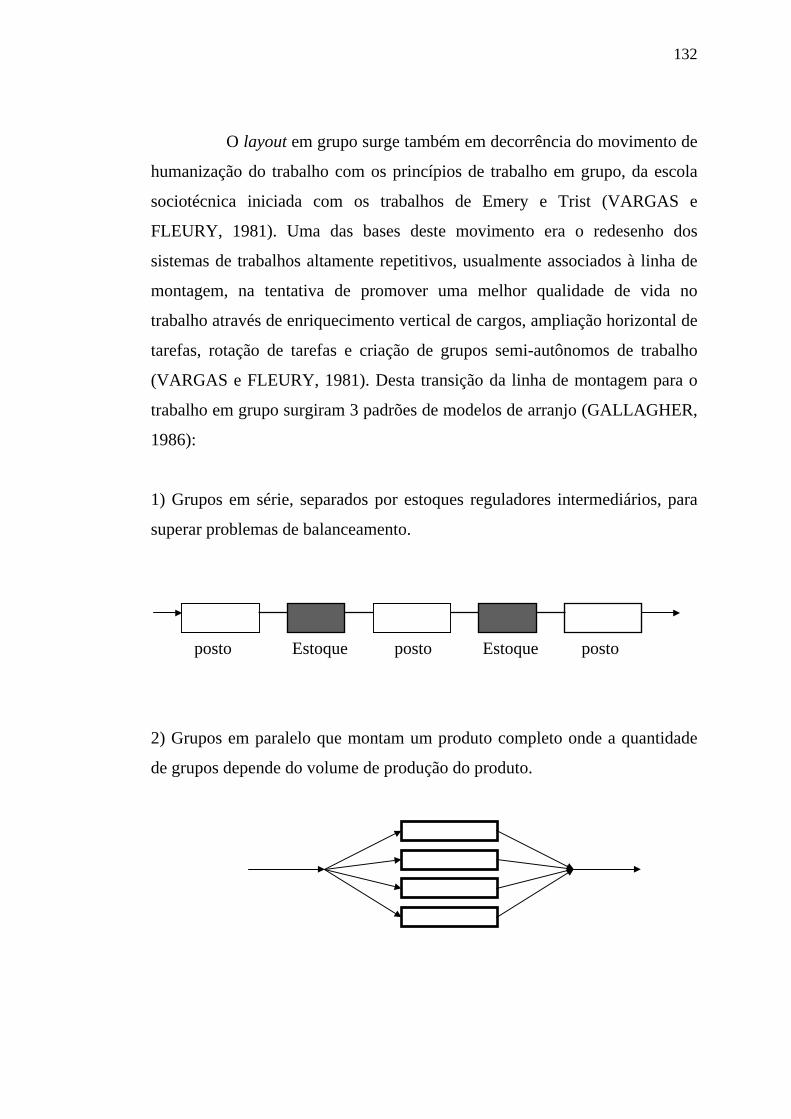
132
O layout em grupo surge também em decorrência do movimento de
humanização do trabalho com os princípios de trabalho em grupo, da escola
sociotécnica iniciada com os trabalhos de Emery e Trist (VARGAS e
FLEURY, 1981). Uma das bases deste movimento era o redesenho dos
sistemas de trabalhos altamente repetitivos, usualmente associados à linha de
montagem, na tentativa de promover uma melhor qualidade de vida no
trabalho através de enriquecimento vertical de cargos, ampliação horizontal de
tarefas, rotação de tarefas e criação de grupos semi-autônomos de trabalho
(VARGAS e FLEURY, 1981). Desta transição da linha de montagem para o
trabalho em grupo surgiram 3 padrões de modelos de arranjo (GALLAGHER,
1986):
1) Grupos em série, separados por estoques reguladores intermediários, para
superar problemas de balanceamento.
posto Estoque posto Estoque posto
2) Grupos em paralelo que montam um produto completo onde a quantidade
de grupos depende do volume de produção do produto.
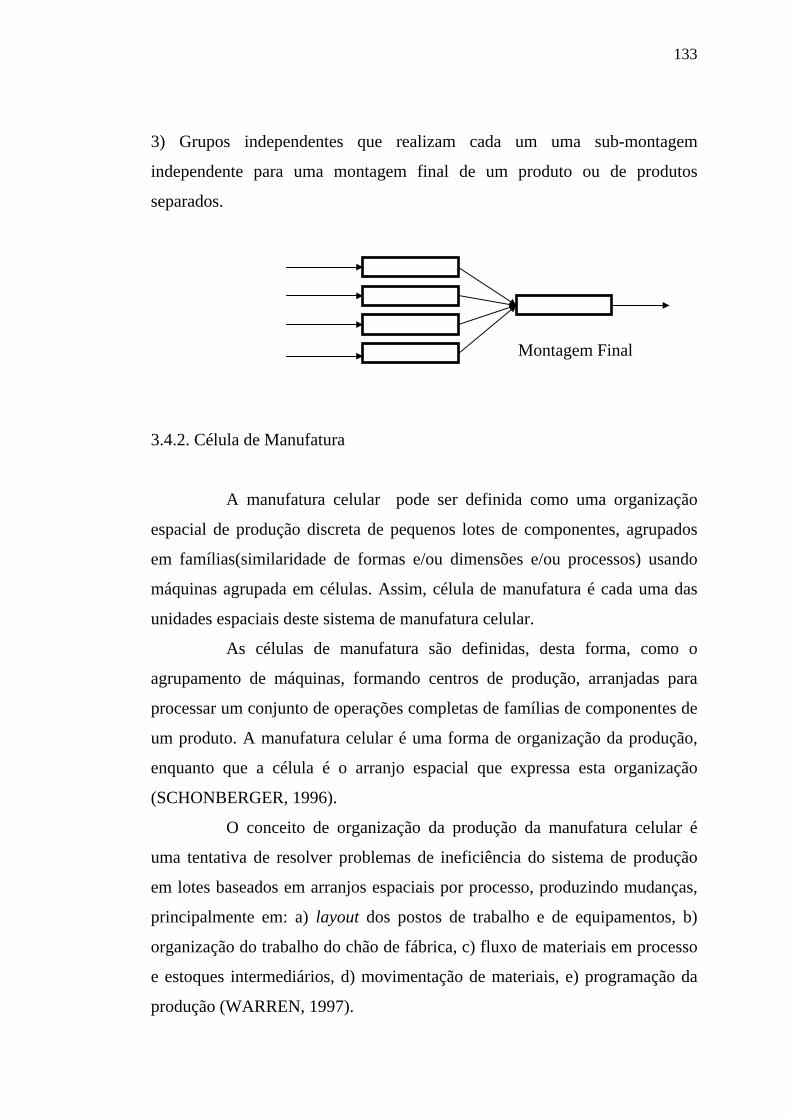
133
3) Grupos independentes que realizam cada um uma sub-montagem
independente para uma montagem final de um produto ou de produtos
separados.
Montagem Final
3.4.2. Célula de Manufatura
A manufatura celular pode ser definida como uma organização
espacial de produção discreta de pequenos lotes de componentes, agrupados
em famílias(similaridade de formas e/ou dimensões e/ou processos) usando
máquinas agrupada em células. Assim, célula de manufatura é cada uma das
unidades espaciais deste sistema de manufatura celular.
As células de manufatura são definidas, desta forma, como o
agrupamento de máquinas, formando centros de produção, arranjadas para
processar um conjunto de operações completas de famílias de componentes de
um produto. A manufatura celular é uma forma de organização da produção,
enquanto que a célula é o arranjo espacial que expressa esta organização
(SCHONBERGER, 1996).
O conceito de organização da produção da manufatura celular é
uma tentativa de resolver problemas de ineficiência do sistema de produção
em lotes baseados em arranjos espaciais por processo, produzindo mudanças,
principalmente em: a) layout dos postos de trabalho e de equipamentos, b)
organização do trabalho do chão de fábrica, c) fluxo de materiais em processo
e estoques intermediários, d) movimentação de materiais, e) programação da
produção (WARREN, 1997).
134
Para tornar a definição mais precisa, não apenas baseada na forma
de agrupamento mas nas mudanças de gestão que permeiam este padrão de
manufatura, deve-se considerar a aplicabilidade da manufatura celular em
termos de magnitude, variedade(no tempo e quantidade) e tipo de volume de
produção, comparando-a com outros sistemas de produção.
Tradicionalmente, as fábricas têm adotado um dos dois tipos de
abordagens principais para o layout de equipamentos de produção, chamados
de ‘job-shop’, ou layout baseado no processo, onde as máquinas de tipos
funcionais similares são agrupadas em áreas específicas; e o layout ‘transfer
line’ caracterizado por linhas dedicadas de manufatura. O conceito de ‘job-
shop’, ou baseado no processo, possui problemas complexos de gerenciamento
da produção com a programação de resultados, em função da diversidade e
variação dos lotes de produção, e normalmente requer substancial
movimentação de materiais e partes semi-acabadas para atender a
programação de produção em prazos estabelecidos e competitivos. As
‘transfer lines’ são, geralmente, adequadas somente para grandes volumes de
produção, requerendo grandes aportes de capital e possui pequena
flexibilidade para mudança na linha de produtos. As técnicas da manufatura
celular oferece uma alternativa intermediária entre os conceitos de produção
baseados no ‘job-shop’ e ‘transfer line’. O quadro 13 mostra as vantagens
relativas da adoção de tipos diferentes de layout em função de algumas
variáveis do sistema de produção.
O desenvolvimento da manufatura celular foi motivado pela
necessidade de uma grande quantidade de industrias em simplificar o
gerenciamento da produção enquanto procuravam obter flexibilidade nos
sistemas de produção por lotes (WARREN, 1997. Segundo este autor, as
empresas tentaram reduzir a complexidade das decisões operacionais, como o
lote econômico, roteamento (logística), programação da produção, técnicas de
manutenção preventiva, transporte de peças e trocas de ferramentas, etc.; mas
os resultados mostraram que as economias conseguidas ainda não eram

135
suficientes para tornar o sistema competitivo e que as medidas acima
precisavam ser complementadas com uma simplificação do sistema de
produção e um aumento de sua flexibilidade em termos de variedade e volume
de produção.
Quadro 13 – Critérios e vantagens na adoção de tipos de layout em função de
variáveis de gestão e fatores de produção. VANTAGENS RELATIVAS DE CADA TIPO DE LAYOUT Sistema de Layout Fator de Análise
JOB-SHOP (Arranjo Funcional
ou por processo)
TRANSFER LINE (Arranjo em linha ou
por produto)
CÉLULA DE MANUFATURA
(Arranjo por grupo de famílias de peças)
PRODUTOS -Grande flexibilidade para mudança de produtos
-Mudar produto significa mudar layout e novas máquinas
-Média flexibilidade para mudar produtos
QUANTIDADE -Grande flexibilidade para variações de demandas
ROTEIROS E PROCESSOS
-Dificuldade para encontrar sistema otimizado
- O arranjo na seqüência do fluxo facilita o transporte de materiais e peças - Pequeno tempo total de manufatura
- Arranjo na seqüência do processo, facilita transporte- Menor dos tempos de manufatura
GERENCIA -Complexidade para estabelecer padrões de desempenho
- Sistema de informações é simples - fácil controle e sistema de desempenho
- Descentralização de controles e de informação - Melhor adequada ao conceito do JIT/Kanban
MÃO-DE-OBRA - Especialização de funções - Facilidade de destaques individuais
- Controle de grupos - Aumenta flexibilidade de pessoal pelo uso de grupos multifuncionais. - Formação de equipes facilita mudança de processos
EQUIPAMENTO - Pouca duplicação de equipamentos, menor investimentos - Dificuldade de manter regularidade de prazos com quebras e reparos - Manutenção especializada é facilitada
MATERIAL - Grande variedade de materiais em estoque e movimentação dificultada pelo tamanho de lote
-Estoques intermediários elevados para balancear produção na linha - Fácil controle de material em processo.
- Pouco estoque de materiais - Estoques intermediários pequenos e de fácil controle.
Na prática, verifica-se que a manufatura celular é mais flexível que
o sistema ‘transfer line’, porém, requer um trabalho maior de gerenciamento e
de organização da produção. De maneira análoga, é menos flexível que um
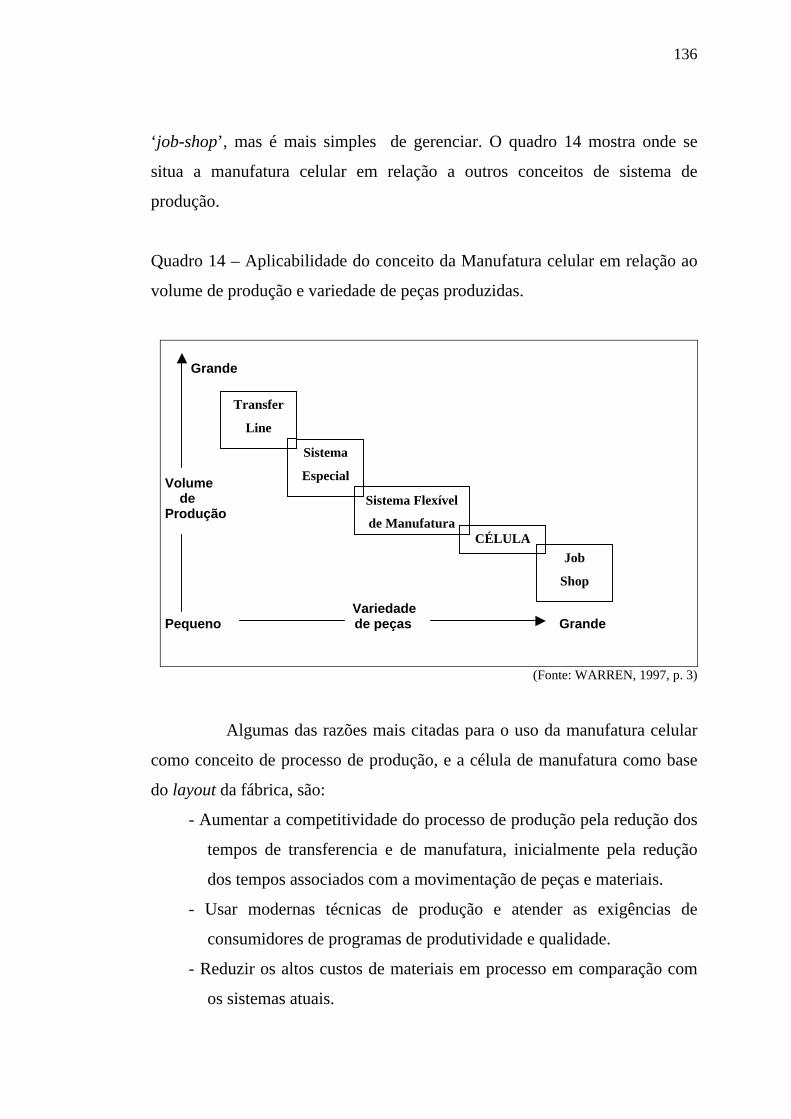
136
‘job-shop’, mas é mais simples de gerenciar. O quadro 14 mostra onde se
situa a manufatura celular em relação a outros conceitos de sistema de
produção.
Quadro 14 – Aplicabilidade do conceito da Manufatura celular em relação ao
volume de produção e variedade de peças produzidas.
Grande
Volume de Produção
VPequeno d
Sistema
Especial
Transfer
Line
Algumas das razõe
como conceito de processo d
do layout da fábrica, são:
- Aumentar a competitiv
tempos de transferen
dos tempos associado
- Usar modernas técni
consumidores de prog
- Reduzir os altos custo
os sistemas atuais.
Sistema Flexível
de Manufatura
ariedade e peças
s mais citadas p
e produção, e a
idade do proces
cia e de manuf
s com a movime
cas de produçã
ramas de produ
s de materiais e
CÉLULA
Grande
Job
Shop
(Fonte: WARREN, 1997, p. 3)
ara o uso da manufatura celular
célula de manufatura como base
so de produção pela redução dos
atura, inicialmente pela redução
ntação de peças e materiais.
o e atender as exigências de
tividade e qualidade.
m processo em comparação com

137
- Aumentar a capacidade da fábrica (planta) pela redução do tempo de
preparo de máquinas (set-up).
- Diminuir o tempo de entrega de produtos aos clientes.
- Aumentar a produtividade do trabalho (mão-de-obra) e melhorar a
relação custo-benefício pelo aumento da qualidade.
- Reduzir as distâncias de transporte de materiais e, consequentemente,
os danos de manuseio.
-Preparar a fábrica para automação
De acordo com WARREN(1997), uma célula típica é operada por
trabalhadores multifuncionais dedicados a uma célula particular, sendo
capazes de operar, e abastecer e regular todos os equipamentos da célula. O
material em processo na célula deve ser menor que um dia de suprimento,
requerendo que o material seja reposto em pequenas quantidades,
preferencialmente, com o produto sendo processado inteiramente em uma
única célula. Toda a produção e o trabalho devem ser programados dentro da
célula e orientados para a célula e não para uma máquina ou para um operador
da célula.
Os trabalhadores de cada célula são responsáveis pelos programas
de qualidade e de manutenção preventiva de sua célula e os resultados do
trabalho são medidos pelo mix de produtos finais da célula, pelo volume
semanal ou mensal, e não em desempenho de cada operador ou lotes de
produtos. O fluxo de materiais, produtos ou componentes entre as células são
controlados por grupos específicos de trabalhadores que não pertencem à estas
células, organizados em sub-sistemas (baseados em Kanban, por exemplo),
formando equipes de logística da fábrica.
Segundo HOSKINS(1977), estas células são arranjadas,
comumente, em um formato de ‘U’ ou circular, com áreas de interseção entre
espaços de trabalho nas máquinas, para minimizar as distâncias de transporte
entre as máquinas, favorecer o trabalho em equipe dentro das células e
138
simplificar a entrada e saída de peças facilitando a logística da fábrica (figura
35).
KONZ(1984) explica que o layout modificado para adoção de células
de manufatura terá:
1) Redução de áreas de postos de trabalho – pela interseção de áreas para
trabalho em grupo e pela diminuição dos estoques de processo.
2) Diminuição da quantidade de postos de trabalho – pela melhor
utilização dos equipamentos, diminuindo ociosidade , por conseguinte,
diminuição do número de máquinas em uso.
3) Redução de área para movimentação e transporte de materiais em
processo – pela redução do tamanho de lotes e pelo transporte unitário
dentro das células.
4) Redução de áreas de estoques – pelo uso de controles do trabalho por
célula(Kanban) e pela melhoria da previsão baseada no trabalho de
cada célula.
As células de manufatura têm sido classificadas quanto aos seus
arranjos espaciais internos sem, no entanto, prescrever a forma geral do layout
da fábrica que irá acomodar estas células. A relação e estrutura dos blocos
funcionais, de uma fábrica organizada em células de manufatura, irão
depender dos conceitos de autonomia adotados para as células. Ou seja, quais
as atividades complementares à fabricação que as células irão conter de forma
independente e específica, como manutenção, estoques, ferramentaria,
montagens, engenharia de processos, etc.. Uma célula completa com todas as
funções de uma fábrica completa é chamada de mini-fábrica, conceito que será
visto no item 3.4.4.
Em geral, as células típicas, como já definidas, possuem, além dos
fatores imediatos necessários para a fabricação(pessoal, equipamentos,
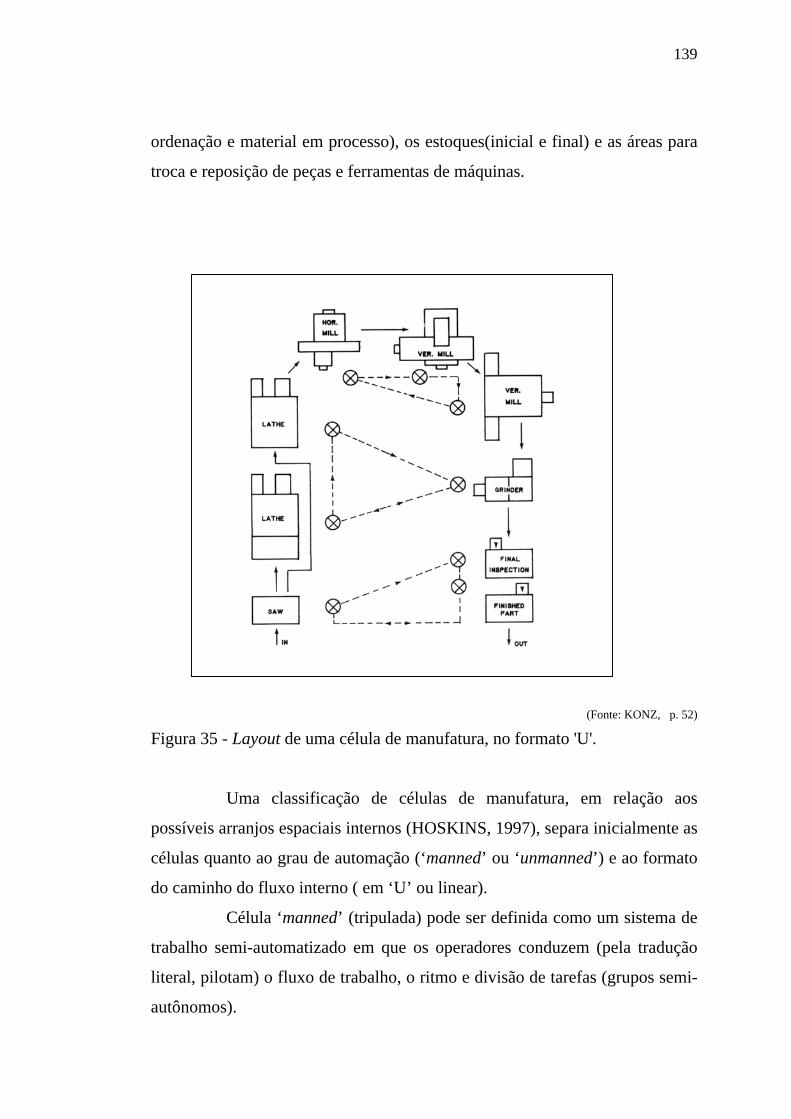
139
ordenação e material em processo), os estoques(inicial e final) e as áreas para
troca e reposição de peças e ferramentas de máquinas.
(Fonte: KONZ, p. 52)
Figura 35 - Layout de uma célula de manufatura, no formato 'U'.
Uma classificação de células de manufatura, em relação aos
possíveis arranjos espaciais internos (HOSKINS, 1997), separa inicialmente as
células quanto ao grau de automação (‘manned’ ou ‘unmanned’) e ao formato
do caminho do fluxo interno ( em ‘U’ ou linear).
Célula ‘manned’ (tripulada) pode ser definida como um sistema de
trabalho semi-automatizado em que os operadores conduzem (pela tradução
literal, pilotam) o fluxo de trabalho, o ritmo e divisão de tarefas (grupos semi-
autônomos).
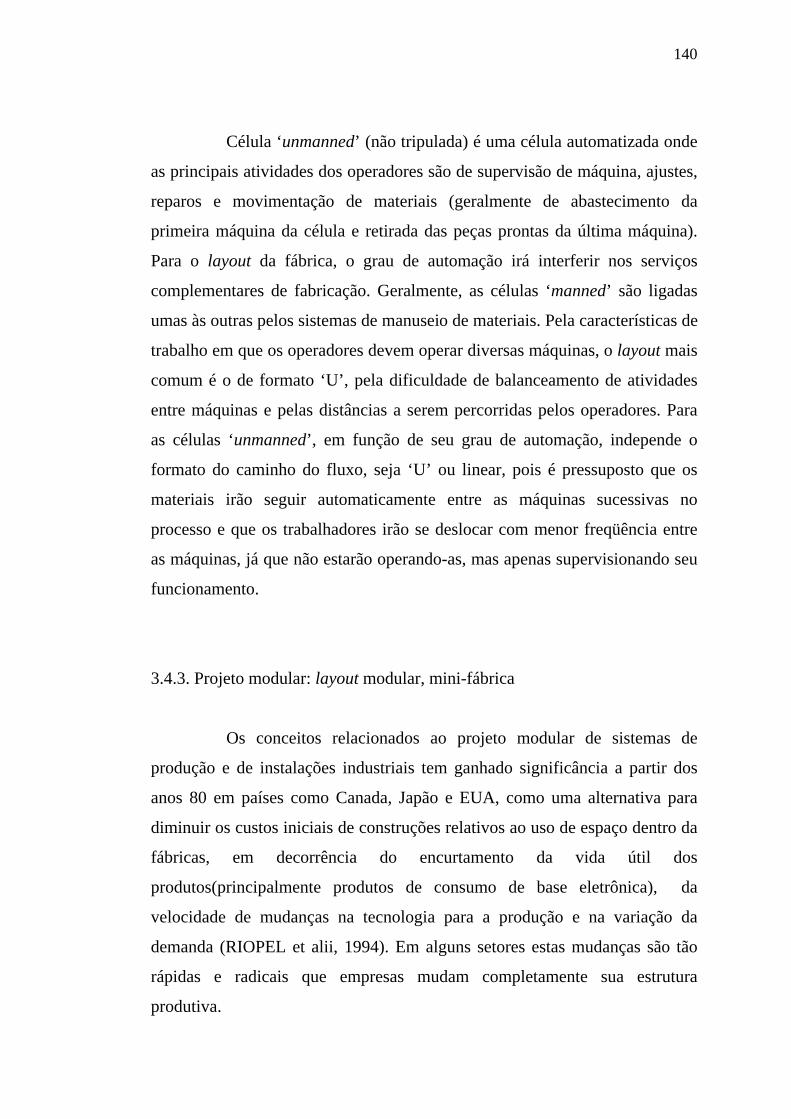
140
Célula ‘unmanned’ (não tripulada) é uma célula automatizada onde
as principais atividades dos operadores são de supervisão de máquina, ajustes,
reparos e movimentação de materiais (geralmente de abastecimento da
primeira máquina da célula e retirada das peças prontas da última máquina).
Para o layout da fábrica, o grau de automação irá interferir nos serviços
complementares de fabricação. Geralmente, as células ‘manned’ são ligadas
umas às outras pelos sistemas de manuseio de materiais. Pela características de
trabalho em que os operadores devem operar diversas máquinas, o layout mais
comum é o de formato ‘U’, pela dificuldade de balanceamento de atividades
entre máquinas e pelas distâncias a serem percorridas pelos operadores. Para
as células ‘unmanned’, em função de seu grau de automação, independe o
formato do caminho do fluxo, seja ‘U’ ou linear, pois é pressuposto que os
materiais irão seguir automaticamente entre as máquinas sucessivas no
processo e que os trabalhadores irão se deslocar com menor freqüência entre
as máquinas, já que não estarão operando-as, mas apenas supervisionando seu
funcionamento.
3.4.3. Projeto modular: layout modular, mini-fábrica
Os conceitos relacionados ao projeto modular de sistemas de
produção e de instalações industriais tem ganhado significância a partir dos
anos 80 em países como Canada, Japão e EUA, como uma alternativa para
diminuir os custos iniciais de construções relativos ao uso de espaço dentro da
fábricas, em decorrência do encurtamento da vida útil dos
produtos(principalmente produtos de consumo de base eletrônica), da
velocidade de mudanças na tecnologia para a produção e na variação da
demanda (RIOPEL et alii, 1994). Em alguns setores estas mudanças são tão
rápidas e radicais que empresas mudam completamente sua estrutura
produtiva.
141
A decisão de adotar o conceito de projeto modular para as
instalações industriais tem por objetivo conseguir uma instalação que
comporte todas as funções da fábrica, atendendo as necessidades de produção
e que possa se ajustar à mudanças de demandas e de especificação de
componentes. Os benefícios derivados são: aumento da utilização dos espaços,
redução de custos e melhor ambiente de trabalho (PETERS and YANG,
1997).
M2 M4
M1 M3
Espinha ou corredor central
M5 M7
M6 M8
M1 a M8 = módulos
Figura 36 – Esquema geral de uma construção modular em espinha.
Uma abordagem que tem sido usada, dentro do conceito de
instalação modular, para facilitar futuras expansões é a construção em diversos
módulos paralelos, dispostos em ângulo reto, conectados por um módulo
central de ligação que funciona como um corredor. Esta forma construtiva é
denominada disposição em espinha de peixe ou simplesmente em espinha.
Como mostrada na figura 36, a instalação resultante é semelhante à de uma
galeria de distribuição ou compras - um local acessível onde os produtos são
facilmente encontrados, como em um supermercado, um shopping, etc. -
porém com os módulos tendo funções distintas como etapas de fabricação,
montagens, testes e estoques. Neste tipo de instalação os módulos podem ser
142
idênticos ou de tamanhos diferentes. Normalmente os módulos possuem a
mesma forma geométrica (ou formas parecidas) e os fluxos de materiais e de
pessoas ocorrem ao longo da espinha.
O uso de módulos de tamanhos padronizados favorece futuras
expansões e melhor se adaptam às mudanças na demanda, facilitando o
rearranjo de atividades entre os módulos. As expansões podem ocorrer pela
extensão da espinha adicionando-se novos módulos ou pela ampliação do
comprimento de cada módulo. Para reduzir distâncias de transportes ao longo
da espinha a modularização pode seguir formas, por exemplo de ‘T’ ou em ‘X’
ou uma composição de polígonos diversos. No entanto, com o aumento da
complexidade das formas dos módulos aumenta a dificuldade construtiva e
pode diminuir possibilidades de expansão.
Layout modular
O conceito de distribuição espacial em módulos interligados, com a
possibilidade de possuírem atividades independentes entre si, permitiu o
desenvolvimento de novos padrões de organização do trabalho e,
consequentemente, novos padrões de layout (PETERS and YANG, 1997). Os
modelos que melhor se adaptaram ao projeto modular foram aqueles derivados
da escola sociotécnica de organização do trabalho com grupos semi-
autônomos e layout celular do sistema flexível de manufatura (ORSTMAN,
1984).
Para melhor contextualizar os modelos de layout que derivam da
aplicação dos conceitos do projeto modular com a organização do trabalho,
foram usados exemplos adotados pela empresa Volvo, na Suécia, em suas
plantas de Kalmar e Skovdeverken, construídas entre as décadas de 70 e 80,
dentro da filosofia do projeto modular e com propostas de trabalho em grupo e
em células de manufatura. Estes exemplos foram montados por composição

143
dos seguintes textos: ORSTMAN (1984), MARSH (1995), WOMACK e
JONES(1992), TOMPKINS (1984) e KANAWATY (1984).
A fabrica da VOLVO em Skovdeverken produz motores de 4
cilindros e foi projetada nos conceitos do projeto modular. Esta fábrica foi
proposta com um novo conceito de layout, ambiente, tecnologia e organização
do trabalho. Os projetistas da fábrica trabalharam junto com representantes
dos empregados e especialistas externos durante o planejamento e a execução
dos trabalhos de projeto e implantação.
Estas considerações práticas exigem que os departamentos de
fabricação, montagem e testes estejam concatenados no layout da fábrica
como princípios básicos de projeto. O objetivo foi criar uma atmosfera de uma
pequena oficina mantendo as vantagens de uma produção racional e um fluxo
flexível de materiais, que uma grande fábrica pode oferecer. O resultado é um
layout muito diferente dos padrões tradicionais com muitas vantagens práticas
e ambientais (figura 37).
(Fonte: TOMPKINS, 1984, p. 252)
Figura 37 - Estrutura dos módulos do layout - Volvo de Skovdeverken/Suécia.
A fábrica consiste de um corpo principal contendo os
departamentos de montagem e testes com 4 ramos em ângulo reto contendo os
departamentos de fabricação que são separados entre si por áreas livres
(jardins). A linha de montagem tradicional foi substituída por um sistema
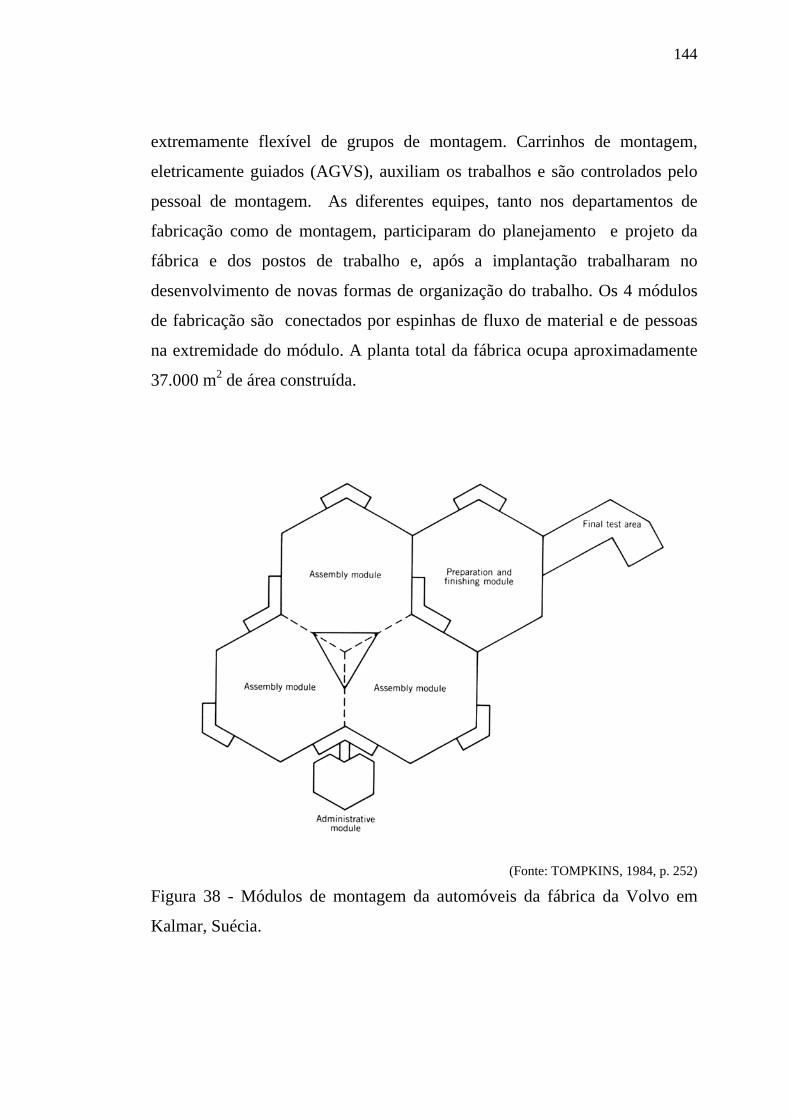
144
extremamente flexível de grupos de montagem. Carrinhos de montagem,
eletricamente guiados (AGVS), auxiliam os trabalhos e são controlados pelo
pessoal de montagem. As diferentes equipes, tanto nos departamentos de
fabricação como de montagem, participaram do planejamento e projeto da
fábrica e dos postos de trabalho e, após a implantação trabalharam no
desenvolvimento de novas formas de organização do trabalho. Os 4 módulos
de fabricação são conectados por espinhas de fluxo de material e de pessoas
na extremidade do módulo. A planta total da fábrica ocupa aproximadamente
37.000 m2 de área construída.
(Fonte: TOMPKINS, 1984, p. 252)
Figura 38 - Módulos de montagem da automóveis da fábrica da Volvo em
Kalmar, Suécia.
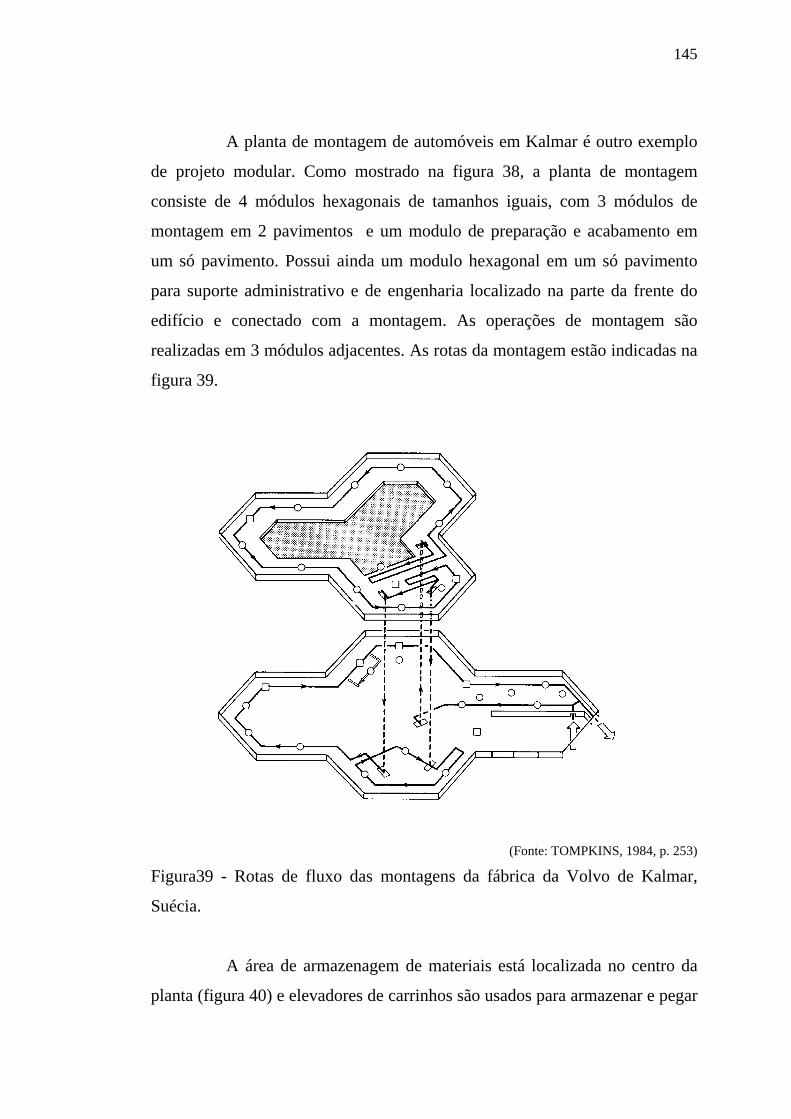
145
A planta de montagem de automóveis em Kalmar é outro exemplo
de projeto modular. Como mostrado na figura 38, a planta de montagem
consiste de 4 módulos hexagonais de tamanhos iguais, com 3 módulos de
montagem em 2 pavimentos e um modulo de preparação e acabamento em
um só pavimento. Possui ainda um modulo hexagonal em um só pavimento
para suporte administrativo e de engenharia localizado na parte da frente do
edifício e conectado com a montagem. As operações de montagem são
realizadas em 3 módulos adjacentes. As rotas da montagem estão indicadas na
figura 39.
(Fonte: TOMPKINS, 1984, p. 253)
Figura39 - Rotas de fluxo das montagens da fábrica da Volvo de Kalmar,
Suécia.
A área de armazenagem de materiais está localizada no centro da
planta (figura 40) e elevadores de carrinhos são usados para armazenar e pegar
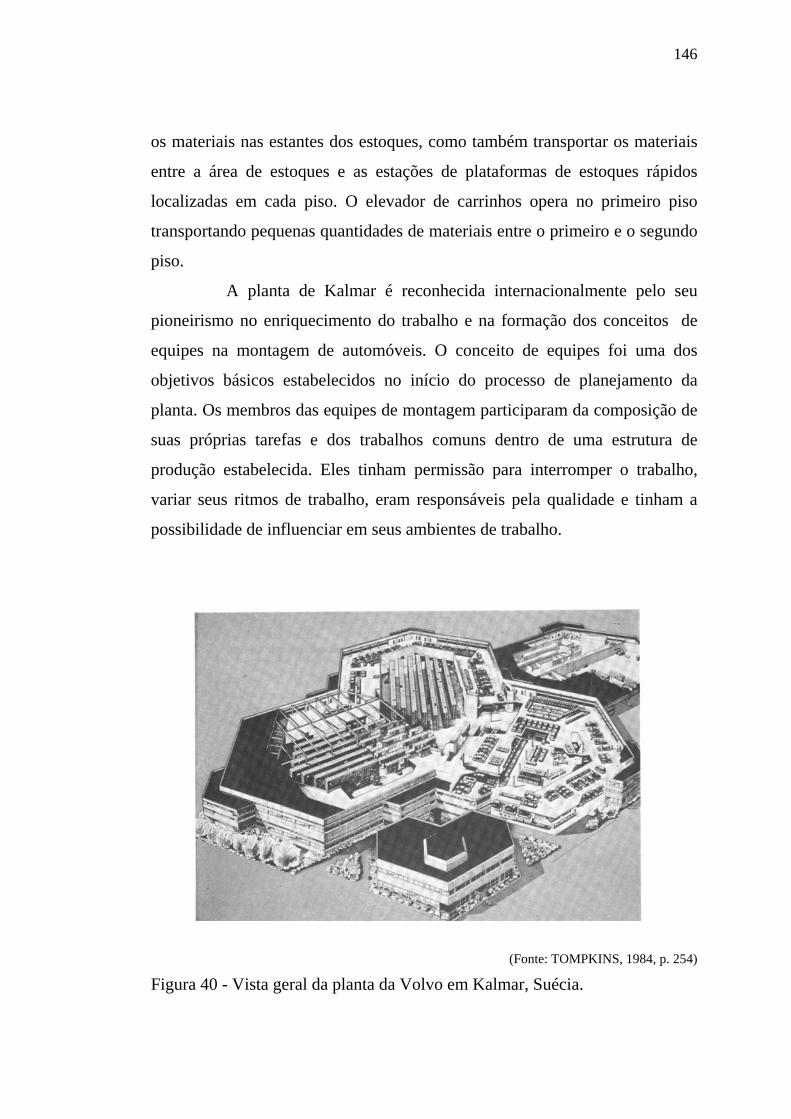
146
os materiais nas estantes dos estoques, como também transportar os materiais
entre a área de estoques e as estações de plataformas de estoques rápidos
localizadas em cada piso. O elevador de carrinhos opera no primeiro piso
transportando pequenas quantidades de materiais entre o primeiro e o segundo
piso.
A planta de Kalmar é reconhecida internacionalmente pelo seu
pioneirismo no enriquecimento do trabalho e na formação dos conceitos de
equipes na montagem de automóveis. O conceito de equipes foi uma dos
objetivos básicos estabelecidos no início do processo de planejamento da
planta. Os membros das equipes de montagem participaram da composição de
suas próprias tarefas e dos trabalhos comuns dentro de uma estrutura de
produção estabelecida. Eles tinham permissão para interromper o trabalho,
variar seus ritmos de trabalho, eram responsáveis pela qualidade e tinham a
possibilidade de influenciar em seus ambientes de trabalho.
(Fonte: TOMPKINS, 1984, p. 254)
Figura 40 - Vista geral da planta da Volvo em Kalmar, Suécia.
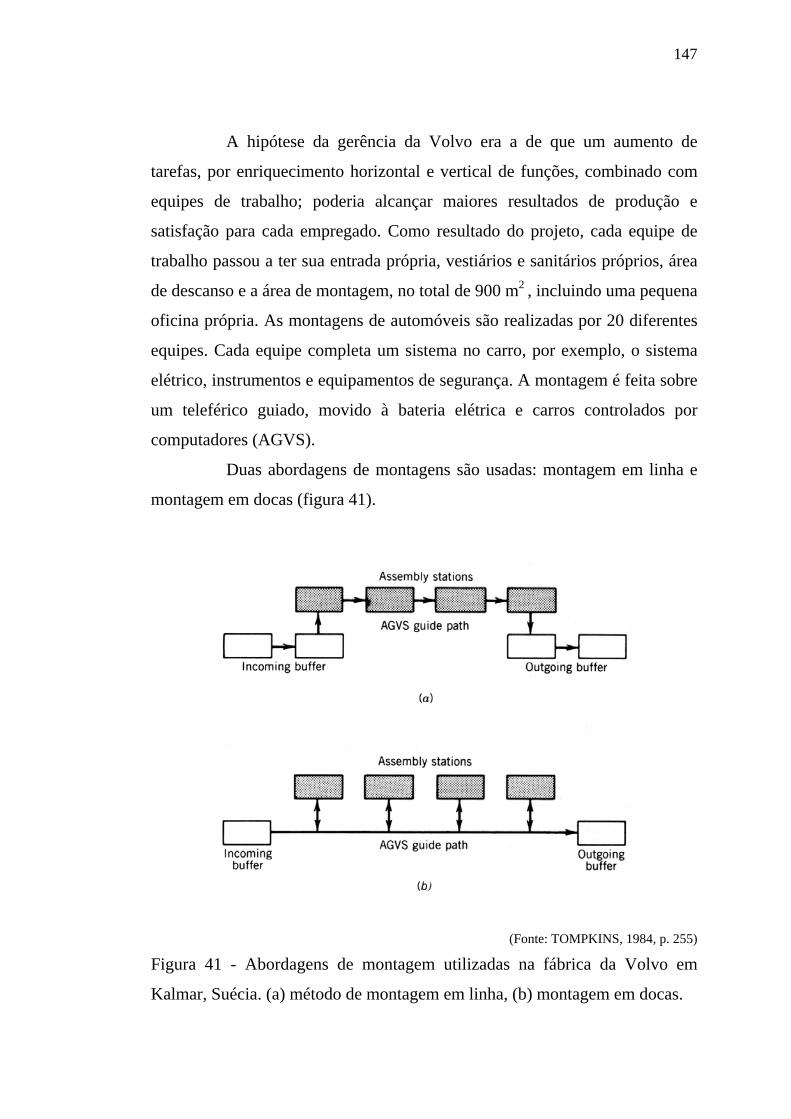
147
A hipótese da gerência da Volvo era a de que um aumento de
tarefas, por enriquecimento horizontal e vertical de funções, combinado com
equipes de trabalho; poderia alcançar maiores resultados de produção e
satisfação para cada empregado. Como resultado do projeto, cada equipe de
trabalho passou a ter sua entrada própria, vestiários e sanitários próprios, área
de descanso e a área de montagem, no total de 900 m2 , incluindo uma pequena
oficina própria. As montagens de automóveis são realizadas por 20 diferentes
equipes. Cada equipe completa um sistema no carro, por exemplo, o sistema
elétrico, instrumentos e equipamentos de segurança. A montagem é feita sobre
um teleférico guiado, movido à bateria elétrica e carros controlados por
computadores (AGVS).
Duas abordagens de montagens são usadas: montagem em linha e
montagem em docas (figura 41).
(Fonte: TOMPKINS, 1984, p. 255)
Figura 41 - Abordagens de montagem utilizadas na fábrica da Volvo em
Kalmar, Suécia. (a) método de montagem em linha, (b) montagem em docas.

148
Com a montagem em linha, o trabalho a ser realizado é dividido em
equipes ao longo de 4 ou 5 estações de trabalho. Os operadores trabalham em
pares e seguem um carro de estação em estação, realizando todo o trabalho
designado para sua equipe. Quando um par de operadores completa o trabalho
em um carro, caminham de volta para a estação inicial de sua área e repetem o
processo. Tipicamente, as equipes compostas de duas pessoas negociam as
tarefas designadas para cada uma, de forma a produzir uma variedade
adicional ao seus trabalhos.
A abordagem de montagem em docas é usada quando o conjunto de
tarefas de montagem é realizada inteiramente em uma das 4 estações de
montagens por uma equipe de 2 ou 3 operadores. Na abordagem de montagem
em docas, os AGVS trazem um carro para a doca de montagem onde um ciclo
completo de trabalho é realizado. O conteúdo e a qualidade do trabalho
realizado não é diferente dos padrões da abordagem da linha de montagem.
Segundo FERREIRA et alii (1991) o sistema de produção em docas
apresenta as seguintes características:
1- o produto a ser trabalhado fica parado e a equipe de trabalho se
movimenta ao redor do produto. Nesta proposição pode-se verificar,
pelo menos, duas inovações em relação aos sistemas tradicionais de
produção intermitente: substituição de sistemas de movimentação de
partes inacabadas semi-processados percorrendo postos de processos
especializados, e a mudança do layout predominante de processo ou
produto por posição fixa.
2- o grupo de trabalho é composto de 5 até 10 trabalhadores responsáveis
pelo ciclo completo de trabalho sobre o produto(montagem completa,
por exemplo). A principal mudança em relação ao layout é a
complexidade de cada posto de trabalho que, pelas característica de
absorver um conjunto maior de atividades diferentes, passa a ser
149
denominado de estação de trabalho(tem vários postos agregados e
incorpora funções de decisão de processo com uso de computador e
funções de qualidade). O layout de uma estação de trabalho irá conter
quase todos os elementos de um layout de uma pequena fábrica, como
processamento, estoques, ferramentaria, testes, sub-montagens, etc.
3- o trabalho é compartilhado entre os membros da equipe sem rigidez de
tarefas preestabelecidas para cada um dos membros, podendo assumir
desde uma estrutura de linha rígida de montagem até uma estrutura de
mutirão com todos fazendo a mesma tarefa, ao mesmo tempo. Desta
forma, o layout das estações de trabalho deve ser extremamente
simples para permitir uma variação rápida de sistema de trabalho e, ao
mesmo tempo, possuir instrumentos de trabalho para serem fornecidos
nestas mudanças de sistemas.
4- participação de sindicatos e outras instituições sobre as formas de
organização do trabalho e sobre o ambiente de produção como
segurança e ergonomia. Esta forma de discussão e participação
favorecem atualizações mais freqüentes nas estruturas do layout da
fábrica, tornando sua relação ainda mais dinâmica com a edificação da
fábrica.
Mini-fábrica
O conceito de mini-fábrica surgiu como uma ampliação do conceito
do projeto modular de layout, em decorrência de problemas operacionais.
Como visto nos exemplos das fábricas da Volvo, os módulos são dotados de
infra-estrutura necessária para seu funcionamento independente do restante da
fábrica, ou seja, como uma mini-fábrica. Nas especificações iniciais do
trabalho dos módulos, como proposto para a montagem de veículos, estes
150
seriam auto-suficientes em relação ao trabalho designado para o grupo em
termos de materiais, equipamentos, ferramentas, manutenção e área de
descanso (incluindo sanitários).
Entretanto, na disseminação do uso do conceito de projeto modular
na prática de diversas empresas, por acomodações funcionais e até mesmo em
decorrência de programas de melhoria de produtividade, outras funções foram
sendo absorvidas pelos grupos de trabalho semi-autônomos como:
ferramentaria, almoxarifado de materiais indiretos, controles administrativos e
engenharia (em alguns casos até projeto de produto).
Este conceito parte do princípio de que pequenas unidades
independentes de produção, dentro de uma fábrica de grandes dimensões,
possuem maiores facilidades operacionais relativas a tomada de decisões
diárias sobre a produção, simplicidade do fluxo, menor quantidade de itens a
controlar, áreas menores, etc., o que as tornam mais eficientes e de fácil
gerenciamento (KANAWATY, 1984). Na mini-fábrica é mais fácil estabelecer
condições de trabalho apropriadas aos grupos, revezamentos de funções, e até
contatos inter-grupos. Existem duas formas básicas de se estabelecer uma
mini-fábrica: através de pequenos edifícios independentes ou projeto de
pequenos módulos de trabalho dentro de um grande edifício.
Se for possível dividir a produção de um produto em partes
estanques e independentes, a melhor forma de trabalhar em mini-fábricas é a
divisão da produção em pequenos edifícios, cujo projeto torna-se mais simples
e de melhor adequação às condições de ruído, iluminação e temperatura; alem
dos aspectos já mencionados de organização do trabalho. O mais encontrado
na prática, em função de edifícios já existentes, de grandes dimensões, e
destinados à atividades de produção, várias míni-fábricas funcionando dentro
de um mesmo ambiente, separadas por corredores (caso da fábrica F2 estudada
no item 4.2.2) ou por divisórias (caso da fábrica F1, item 4.2.3).
Um exemplo de mini-fábricas construídas de forma integrada na
produção e em blocos de edifícios separados é mostrado na figura 42 de uma
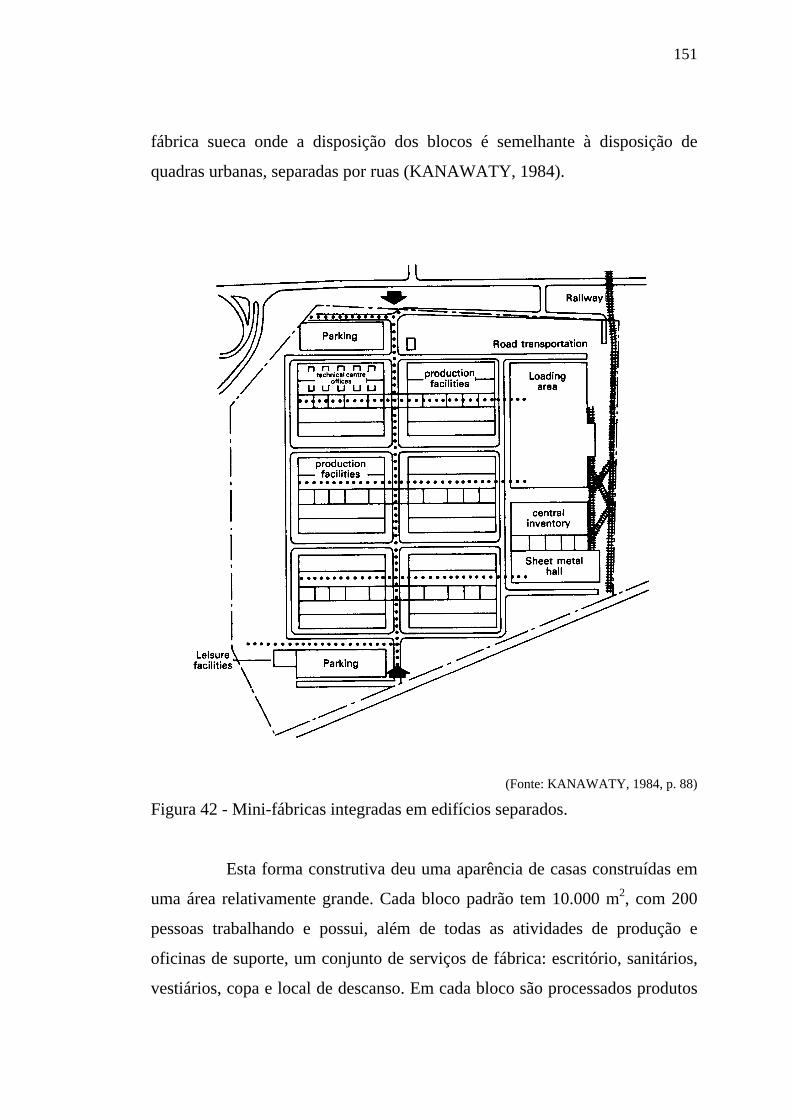
151
fábrica sueca onde a disposição dos blocos é semelhante à disposição de
quadras urbanas, separadas por ruas (KANAWATY, 1984).
(Fonte: KANAWATY, 1984, p. 88)
Figura 42 - Mini-fábricas integradas em edifícios separados.
Esta forma construtiva deu uma aparência de casas construídas em
uma área relativamente grande. Cada bloco padrão tem 10.000 m2, com 200
pessoas trabalhando e possui, além de todas as atividades de produção e
oficinas de suporte, um conjunto de serviços de fábrica: escritório, sanitários,
vestiários, copa e local de descanso. Em cada bloco são processados produtos
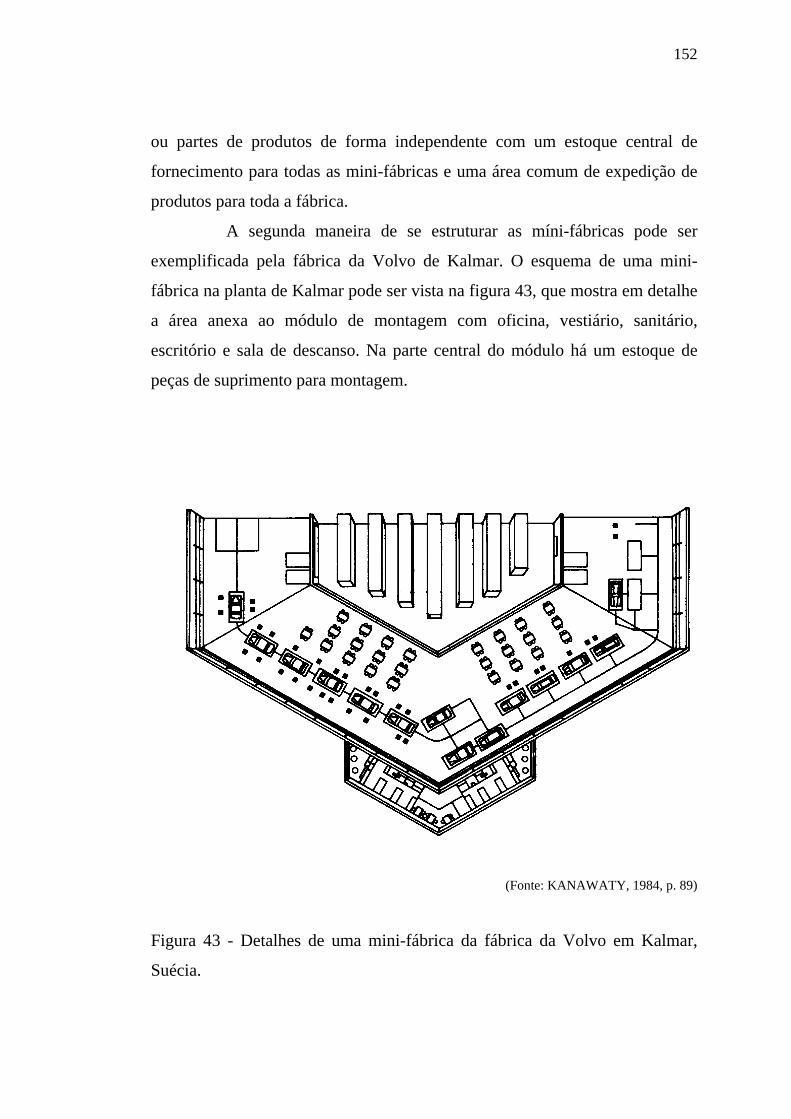
152
ou partes de produtos de forma independente com um estoque central de
fornecimento para todas as mini-fábricas e uma área comum de expedição de
produtos para toda a fábrica.
A segunda maneira de se estruturar as míni-fábricas pode ser
exemplificada pela fábrica da Volvo de Kalmar. O esquema de uma mini-
fábrica na planta de Kalmar pode ser vista na figura 43, que mostra em detalhe
a área anexa ao módulo de montagem com oficina, vestiário, sanitário,
escritório e sala de descanso. Na parte central do módulo há um estoque de
peças de suprimento para montagem.
(Fonte: KANAWATY, 1984, p. 89)
Figura 43 - Detalhes de uma mini-fábrica da fábrica da Volvo em Kalmar,
Suécia.
153
As principais vantagens encontradas na literatura para adoção de
mini-fábrica parecem residir: na simplicidade de planejamento e controle, na
flexibilidade da organização do trabalho, no nível de envolvimento dos
trabalhadores e na adequação do edifício aos processos e ao conforto no
trabalho.
3.5. Considerações finais
Os objetivos de um layout de fábrica, conforme já descrito no
capítulo 2, podem ser sumariados em: a) simplificar o fluxo de materiais; b)
racionalizar o uso dos espaços; c) garantir boas condições de trabalho; e d)
manter a flexibilidade do processo de produção. Estes objetivos, embora se
mantenham independente dos padrões dos sistemas de trabalho, passam a
agregar novas variáveis, em decorrência da evolução dos conceitos de
organização do trabalho aliados às mudanças no cenário das relações
econômicas e de produção de diversos países.
De acordo com as mudanças exploradas neste capítulo, é possível
pontuar algumas direções gerais - mais de estrutura do que de contexto - que
as empresas vêm seguindo (ou perseguindo), nestes últimos 10 anos, como
alternativas para manter suas competitividades, e que se referem diretamente
ao layout. Dentre as direções, algumas parecem consensuais entre os diversos
autores pesquisados e já citados neste trabalho como:
1-Reorganização da fábrica em sistemas menores e independentes.
2-Aproximação dos estoques de materiais dos locais de seu
processamento.
3-Dedicação dos sistemas menores, ou subfábricas, à produtos ou
subsistemas de produtos mais complexos, fazendo a agregação das
subfábricas por unidades de produção.
154
4-Minimização do tamanho da fábrica eliminando tarefas ou atividades
complementares como serviços, suprimentos, administração; por
transferencia de responsabilidade, eliminação ou redução.
5-Descentralização dos estoques e de sua responsabilidade, transferindo-
os para as subfábricas.
6-Construção de layouts para trabalhos em grupos semi-autônomos, sem
prescrição formal da relação área versus função.
7-Incorporação de equipamentos multi-operações e com grau de
automação que permita intervenção do operador no processo de
trabalho e que possam ser operados indistintamente pelos operadores.
8-Uso de sistemas automatizados para transporte e manuseio de
materiais, tornando os corredores em sistemas de conexão funcional
entre as subfábricas.
A introdução das variáveis acima relacionadas aos objetivos
clássicos do layout redirecionam as bases projetais dos edifícios industriais em
unidades ou módulos menores e autônomos, constituindo-se de “pequenas
fábricas” independentes, mesmo que dentro de um único edifício ou ambiente,
implicando no remanejamento e rearranjo de funções e de relacionamento das
atividades típicas de uma fábrica.
O quadro 15 mostra uma relação de atividades típicas de uma
fábrica e que, independente do sistema de produção, se materializam em áreas
funcionais no layout. A forma como se relacionam e se agregam, depende dos
princípios adotados para o sistema de produção particular da unidade. Por
exemplo, na manufatura celular, pode-se dividir os blocos funcionais em: 1)
bloco de ocupação das células, 2) bloco de acesso às células, 3) bloco de
armazenagem central de materiais e produtos, e 4) bloco de apoio de fábrica e,
dentro destes blocos, coloca-se as demais áreas funcionais.
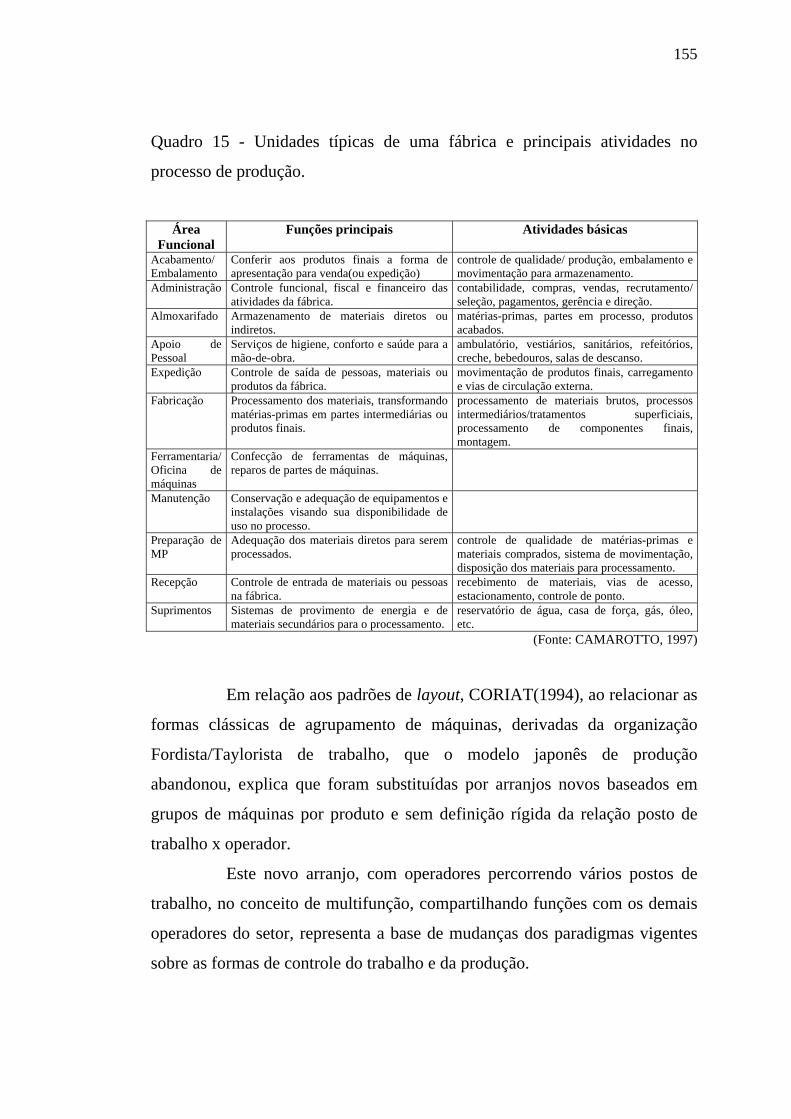
155
Quadro 15 - Unidades típicas de uma fábrica e principais atividades no
processo de produção.
Área
Funcional Funções principais Atividades básicas
Acabamento/ Embalamento
Conferir aos produtos finais a forma de apresentação para venda(ou expedição)
controle de qualidade/ produção, embalamento e movimentação para armazenamento.
Administração Controle funcional, fiscal e financeiro das atividades da fábrica.
contabilidade, compras, vendas, recrutamento/ seleção, pagamentos, gerência e direção.
Almoxarifado Armazenamento de materiais diretos ou indiretos.
matérias-primas, partes em processo, produtos acabados.
Apoio de Pessoal
Serviços de higiene, conforto e saúde para a mão-de-obra.
ambulatório, vestiários, sanitários, refeitórios, creche, bebedouros, salas de descanso.
Expedição Controle de saída de pessoas, materiais ou produtos da fábrica.
movimentação de produtos finais, carregamento e vias de circulação externa.
Fabricação Processamento dos materiais, transformando matérias-primas em partes intermediárias ou produtos finais.
processamento de materiais brutos, processos intermediários/tratamentos superficiais, processamento de componentes finais, montagem.
Ferramentaria/ Oficina de máquinas
Confecção de ferramentas de máquinas, reparos de partes de máquinas.
Manutenção Conservação e adequação de equipamentos e instalações visando sua disponibilidade de uso no processo.
Preparação de MP
Adequação dos materiais diretos para serem processados.
controle de qualidade de matérias-primas e materiais comprados, sistema de movimentação, disposição dos materiais para processamento.
Recepção Controle de entrada de materiais ou pessoas na fábrica.
recebimento de materiais, vias de acesso, estacionamento, controle de ponto.
Suprimentos Sistemas de provimento de energia e de materiais secundários para o processamento.
reservatório de água, casa de força, gás, óleo, etc.
(Fonte: CAMAROTTO, 1997)
Em relação aos padrões de layout, CORIAT(1994), ao relacionar as
formas clássicas de agrupamento de máquinas, derivadas da organização
Fordista/Taylorista de trabalho, que o modelo japonês de produção
abandonou, explica que foram substituídas por arranjos novos baseados em
grupos de máquinas por produto e sem definição rígida da relação posto de
trabalho x operador.
Este novo arranjo, com operadores percorrendo vários postos de
trabalho, no conceito de multifunção, compartilhando funções com os demais
operadores do setor, representa a base de mudanças dos paradigmas vigentes
sobre as formas de controle do trabalho e da produção.

156
4. ESTUDO DE CASOS
Este capítulo relata a pesquisa de campo efetuada em empresas
industriais que modificaram seus sistemas de gestão da produção mantendo os
mesmos edifícios. O objetivo é mostrar as mudanças ocorridas nos ambientes
de trabalho decorrentes de mudanças nos padrões de Layout, por produto ou
funcional, para layouts baseados em novos padrões de gestão da produção,
diferentes dos modelos tradicionais derivados da produção em massa e
fragmentação de tarefas, característicos do sistema Fordista/Taylorista.
Estas mudanças, conforme a discussão do capítulo 2, se referem ao
comportamento dos ambientes de trabalho em relação ao conforto do
trabalhador, analisados sob três conjuntos de variáveis: agentes ambientais de
trabalho(calor, ruído e iluminamento), áreas de trabalho nos postos de trabalho
e satisfação do trabalhador. Os agentes ambientais são analisados de acordo
com as normas descritas no item 2.6.2. As áreas de trabalho são comparadas
entre as área utilizada por um posto de trabalho antes das mudanças e a área
utilizada pelo mesmo posto (ou para a mesma função) depois das mudanças no
Layout. A satisfação do trabalhador é medida por comentários dos
trabalhadores que trabalharam na mesma empresa antes e depois das
mudanças na gestão da produção e do trabalho.
Os casos estudados não pretendem exaurir todas as variáveis
colocadas para o problema de mudança técnica de gestão do trabalho e da
produção nas empresas, mas apontar as principais incompatibilidades entre as
estratégias adotadas pelas empresas nestas situações de mudança.
157
O modelo de pesquisa adotado, como já descrito no item 1.3, foi
montado utilizando elementos do método de levantamento das características
do ambiente da edificação através da percepção dos trabalhadores destes
ambientes e elementos de pesquisa prospectiva para a quantificação dos
agentes ambientais e das áreas ocupadas pelos postos de trabalho. Entretanto,
como o método da APO utiliza questionários dirigidos, com quesitos fechados
(ver exemplos citados em ORNSTEIN, 1992), tratados estatisticamente;
verificou-se no decorrer da pesquisa que somente questões dirigidas não
conseguiriam responder questões relativas à satisfação dos usuários dos
ambientes industriais. Para complementar o levantamento das informações
utilizou-se de questões abertas que abrangiam aspectos relacionados ao
ambiente percebido pelos trabalhadores, aos aspectos técnicos e sociais
envolvidos no trabalho.
4.1. O modelo de pesquisa utilizado.
A pesquisa de campo nas empresas foi realizada em duas épocas
diferentes, a primeira por ocasião da efetivação das mudanças de modelo de
gestão e de Layout e a segunda após as mudanças já terem sido efetivadas
completamente. O tempo decorrido entre a primeira e a segunda pesquisa foi
diferente para cada empresa, em função da dinâmica das mudanças ocorridas.
Em cada uma das pesquisas efetuadas foram utilizados
instrumentos específicos, divididos em 3 modos distintos, de acordo com o
modelo de instrumento de coleta de informações apresentado no anexo 1:
1) Avaliação dos agentes ambientais para determinação do conforto ambiental,
através de medições de ruído, calor e iluminamento nos postos de trabalho e
em diversos pontos do ambiente, com equipamentos próprios: luxímetro,

158
decibelímetro, psicrômetro, termômetro de globo e anemômetro. O método de
medição e avaliação seguiu a prescrição detalhada no item 2.6.2.
2) Avaliação do sistema de gestão da produção através de indicadores de
rendimento do sistema de produção para cada situação, com usos de
questionário com perguntas dirigidas sobre produtividade, produção, tempos,
etc.
3) Avaliação da organização do trabalho através de entrevistas com
trabalhadores e levantamento de quantidades de tarefas, postos e áreas para
cada atividade e as áreas ocupadas pelos postos de trabalho. Compreende:
a. Levantamento de dados sobre os espaços de trabalho nas células de
manufatura, através de observação direta incluindo: envoltórios de
alcance, movimentos do corpo, esforços, agentes ambientais, ritmo de
trabalho, quantidade e complexidade das tarefas, etc.
b. Comparação de espaços de trabalho no Layout em linha e no Layout
celular concentrando-se nos mesmos parâmetros do item "a" acima.
c. Descrição dos conteúdos do trabalho na linha e na célula, procurando
identificar os elementos cognitivos e a separação entre trabalho
prescrito e trabalho real em cada situação.
4.2. As Fábricas estudadas
A pesquisa inicial contava com um conjunto de oito empresas mas,
em função da dificuldade de obtenção de uma quantidade razoável de dados,
foi realizada integralmente em 3 destas empresas. São empresas que

159
apresentam características de produzir produtos padronizados, ou seja,
mantém certa uniformidade no trabalho em cada posto e no sistema de
movimentação de materiais.
As demais empresas, dentre as 8 pesquisadas, em que se iniciou a
pesquisa mas não se obteve dados mínimos necessários para uma análise mais
detalhada, são mencionadas ao longo das discussões apenas como ilustração,
sem referências específicas.
Para uma uniformidade no tratamento, as três empresas estudadas
estão identificadas através de códigos, visando preservar as informações
obtidas. A denominação de “fábrica”, conforme definido em MAFFEI (1982),
é a mais adequada para a descrição dos locais estudados, já que as empresas
possuem várias outras unidades de produção e diversos outros produtos.
.FÁBRICA (F1) – Indústria de transformação de produtos metálicos,
fabricação de peças e acessórios para veículos automotores, do setor de
autopeças. Localizada em São Paulo, capital.
. FÁBRICA (F2) – Indústria de transformação de produtos metálicos,
fabricação de peças e acessórios para veículos automotores, do setor de
autopeças. Localizada no interior do estado de São Paulo.
. FÁBRICA (F3) – Indústria de transformação de produtos plásticos e de
madeira, fabricante de produtos diversos para escritório. Localizada no interior
do estado de São Paulo.
Para os propósitos do trabalho as fábricas possuem características
de processo de trabalho e de produção semelhantes, no que tange às variáveis
estudadas. Estas características são:
160
1) os equipamentos utilizados na produção são de base mecânica ou
eletro-mecânica, cujas funções de transformação e tipos
comercializados são bastantes difundidos no mercado, como
máquinas-ferramenta tradicionais(tornos, fresas, plainas, etc.),
estamparia(prensas, dobradeiras, rebitadeiras, coladeiras), injetoras,
estufas etc.;
2) os equipamentos não são totalmente automatizados, exigindo
intervenções dos operadores, no mínimo, em carga/descarga de peças
nas máquinas(individual ou por lote), manuseio de comandos das
máquinas para ajustes na operação e auxílio na movimentação de
materiais nos postos;
3) os setores de produção estudados são organizados com divisão rígida
de trabalho por operador e por posto;
4) as edificações foram projetadas em épocas próximas(entre as décadas
de 50 e 60) para comportarem organizações de produção em massa e
Layout por processo ou por produto.
Para melhor compreensão da forma de aplicação do modelo de
coleta de informações nas fábricas, incluindo o questionário, e como as
informações foram rearranjadas para os objetivos do trabalho, na descrição da
primeira fábrica estudada (F1) estão relatadas as informações de maneira
bastante detalhada, incluindo tratamentos dos dados, para demonstrar o
método e explicar a seqüência utilizada. Para as demais fábricas estudadas (F2
e F3) a descrição é apresentada de forma sucinta, mostrando apenas os dados
tratados e específicos para as variáveis de interesse.
161
4.2.1. Fábrica - F1
A empresa estudada foi fundada em 1950, para a produção e
comercialização de peças para veículos automotores. Ocupava inicialmente
uma área de 2.800 m² e com capacidade de produção de 220.000 produtos/ano.
Atualmente a empresa produz 5 classes de produtos diferentes, sendo que a
fábrica pesquisada produz uma destas classes, com 19,2 milhões de
unidades/ano em uma área de 65.864 m² construídos. A empresa trabalha por
encomendas das montadoras de veículos, para o mercado de reposição interno
e exportação.
As matérias-primas básicas utilizadas na fabricação destes produtos
são: alumínio puro, cobre, silício, níquel, magnésio, antimônio, estanho,
chumbo, alumínio extrudado, aços especiais e aços laminados.
Para o estudo da célula de manufatura foi escolhida a usinagem de
um dos modelos mais produzidos do produto principal da empresa. Esta
escolha foi em função de que na usinagem o processo de adoção de células já
está completo com registros da situação anterior, e a escolha do tipo de
modelo do produto é a sua representatividade em termos de processo de
fabricação, volume de produção e a padronização das diversas células desta
seção.
O processo de fabricação do produto pode ser representado pelo
seguinte esquema:
FUNDIÇÃO USINAGEM EMBALAGEM e ESTOCAGEM
.preparação da liga .usinagem .embalagem
.moldagem .tratamento superficial .estocagem
.inspeção .inspeção
.corte de canais
.tratamento térmico
.estocagem
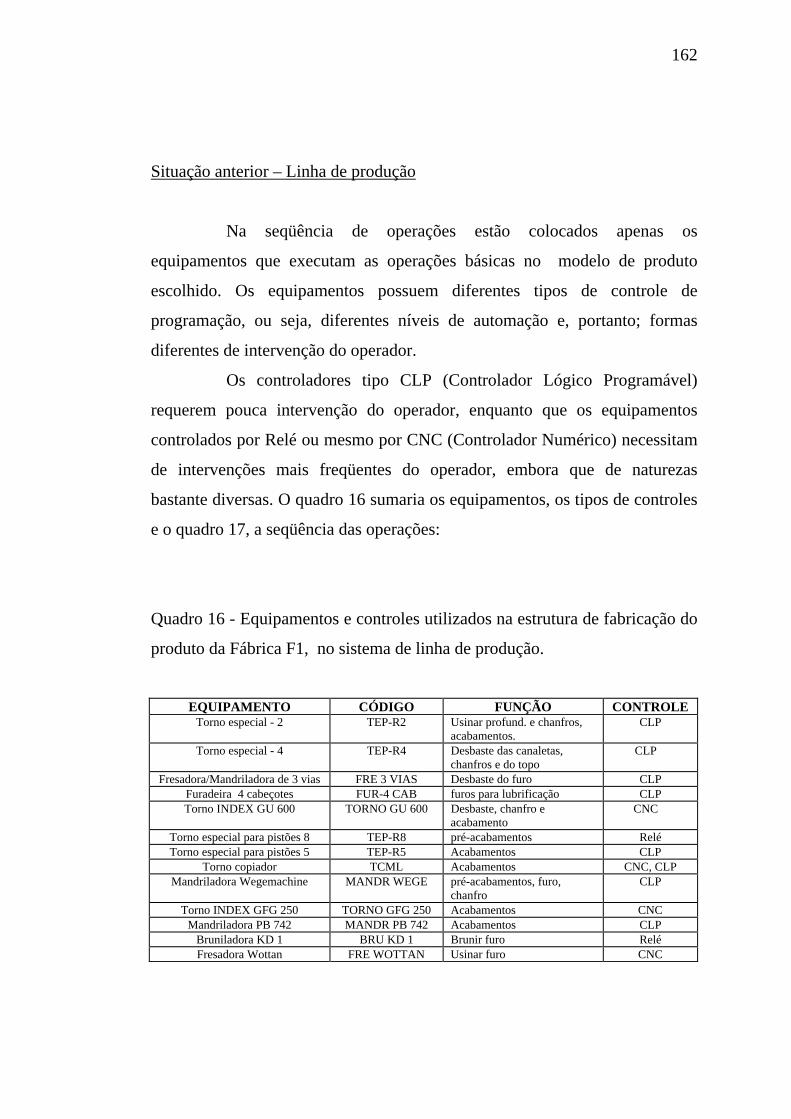
162
Situação anterior – Linha de produção
Na seqüência de operações estão colocados apenas os
equipamentos que executam as operações básicas no modelo de produto
escolhido. Os equipamentos possuem diferentes tipos de controle de
programação, ou seja, diferentes níveis de automação e, portanto; formas
diferentes de intervenção do operador.
Os controladores tipo CLP (Controlador Lógico Programável)
requerem pouca intervenção do operador, enquanto que os equipamentos
controlados por Relé ou mesmo por CNC (Controlador Numérico) necessitam
de intervenções mais freqüentes do operador, embora que de naturezas
bastante diversas. O quadro 16 sumaria os equipamentos, os tipos de controles
e o quadro 17, a seqüência das operações:
Quadro 16 - Equipamentos e controles utilizados na estrutura de fabricação do
produto da Fábrica F1, no sistema de linha de produção.
EQUIPAMENTO CÓDIGO FUNÇÃO CONTROLE
Torno especial - 2 TEP-R2 Usinar profund. e chanfros, acabamentos.
CLP
Torno especial - 4 TEP-R4 Desbaste das canaletas, chanfros e do topo
CLP�
Fresadora/Mandriladora de 3 vias FRE 3 VIAS Desbaste do furo CLP Furadeira 4 cabeçotes FUR-4 CAB furos para lubrificação CLP Torno INDEX GU 600 TORNO GU 600 Desbaste, chanfro e
acabamento CNC�
Torno especial para pistões 8 TEP-R8 pré-acabamentos Relé Torno especial para pistões 5 TEP-R5 Acabamentos CLP
Torno copiador TCML Acabamentos CNC, CLP Mandriladora Wegemachine MANDR WEGE pré-acabamentos, furo,
chanfro CLP
Torno INDEX GFG 250 TORNO GFG 250 Acabamentos CNC Mandriladora PB 742 MANDR PB 742 Acabamentos CLP
Bruniladora KD 1 BRU KD 1 Brunir furo Relé Fresadora Wottan FRE WOTTAN Usinar furo CNC
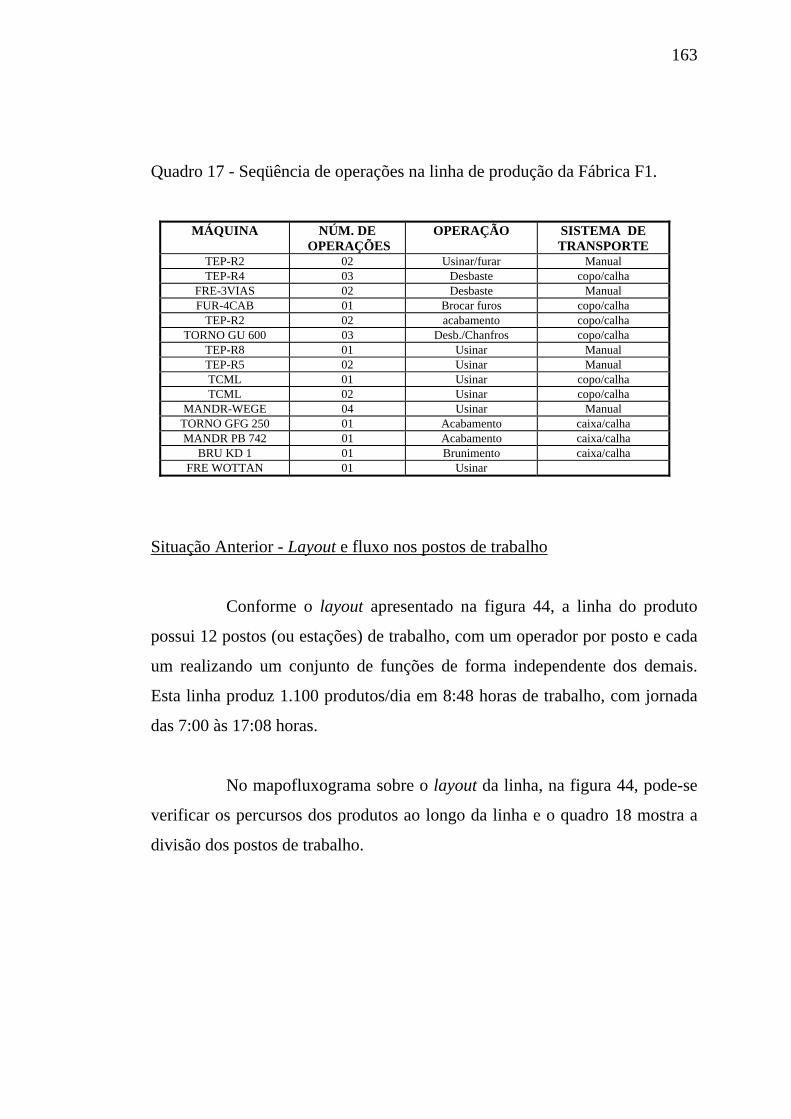
163
Quadro 17 - Seqüência de operações na linha de produção da Fábrica F1.
MÁQUINA NÚM. DE
OPERAÇÕES OPERAÇÃO SISTEMA DE
TRANSPORTE TEP-R2 02 Usinar/furar Manual TEP-R4 03 Desbaste copo/calha
FRE-3VIAS 02 Desbaste Manual FUR-4CAB 01 Brocar furos copo/calha
TEP-R2 02 acabamento copo/calha TORNO GU 600 03 Desb./Chanfros copo/calha
TEP-R8 01 Usinar Manual TEP-R5 02 Usinar Manual TCML 01 Usinar copo/calha TCML 02 Usinar copo/calha
MANDR-WEGE 04 Usinar Manual TORNO GFG 250 01 Acabamento caixa/calha MANDR PB 742 01 Acabamento caixa/calha
BRU KD 1 01 Brunimento caixa/calha FRE WOTTAN 01 Usinar
Situação Anterior - Layout e fluxo nos postos de trabalho
Conforme o layout apresentado na figura 44, a linha do produto
possui 12 postos (ou estações) de trabalho, com um operador por posto e cada
um realizando um conjunto de funções de forma independente dos demais.
Esta linha produz 1.100 produtos/dia em 8:48 horas de trabalho, com jornada
das 7:00 às 17:08 horas.
No mapofluxograma sobre o layout da linha, na figura 44, pode-se
verificar os percursos dos produtos ao longo da linha e o quadro 18 mostra a
divisão dos postos de trabalho.
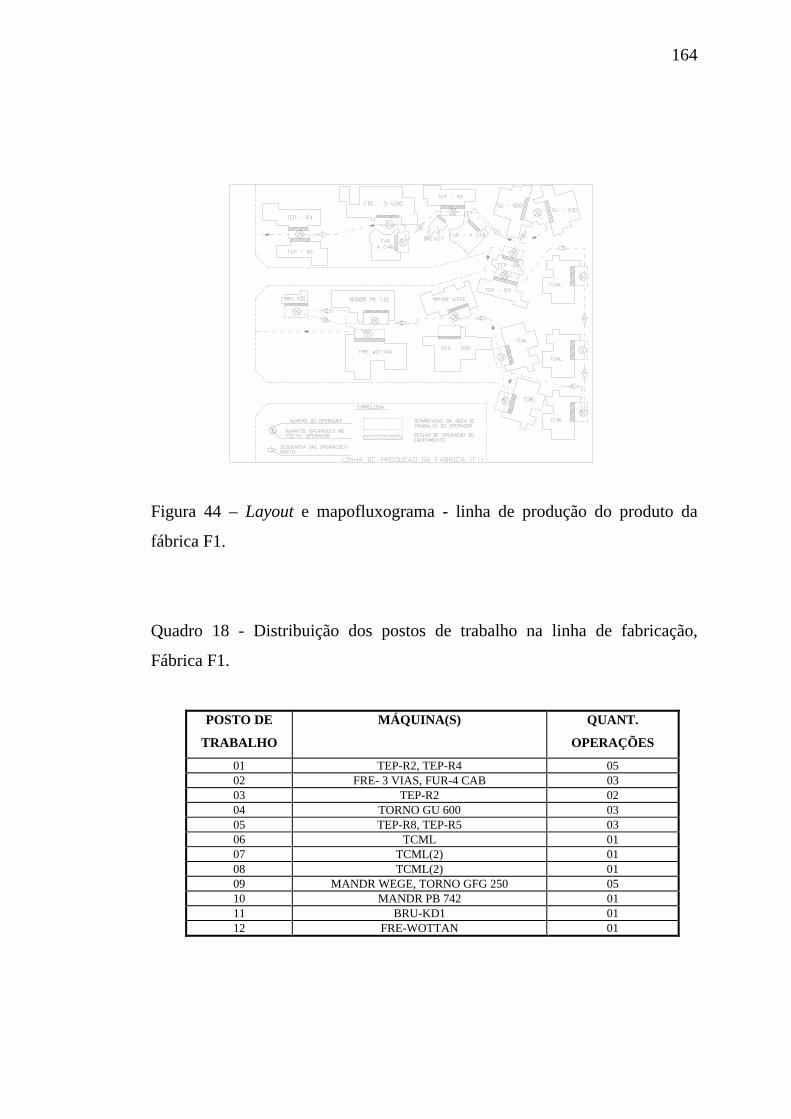
164
Figura 44 – Layout e mapofluxograma - linha de produção do produto da
fábrica F1.
Quadro 18 - Distribuição dos postos de trabalho na linha de fabricação,
Fábrica F1.
POSTO DE
TRABALHO
MÁQUINA(S) QUANT.
OPERAÇÕES
01 TEP-R2, TEP-R4 05 02 FRE- 3 VIAS, FUR-4 CAB 03 03 TEP-R2 02 04 TORNO GU 600 03 05 TEP-R8, TEP-R5 03 06 TCML 01 07 TCML(2) 01 08 TCML(2) 01 09 MANDR WEGE, TORNO GFG 250 05 10 MANDR PB 742 01 11 BRU-KD1 01 12 FRE-WOTTAN 01
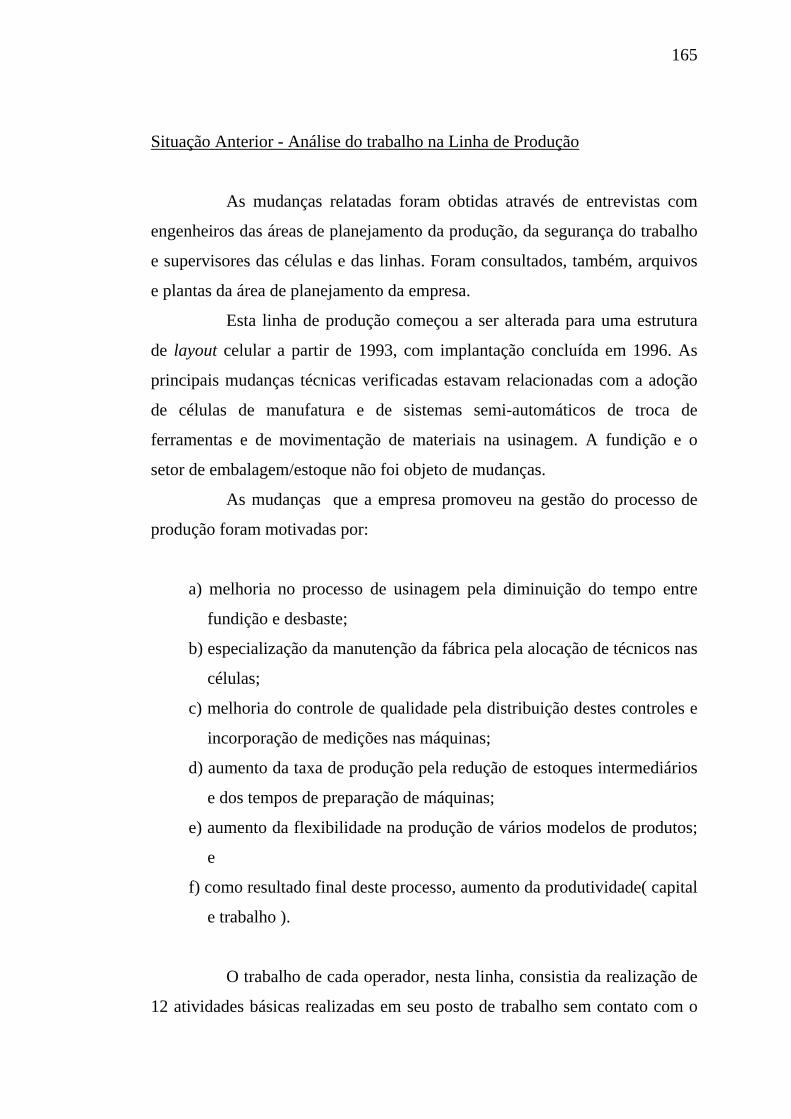
165
Situação Anterior - Análise do trabalho na Linha de Produção
As mudanças relatadas foram obtidas através de entrevistas com
engenheiros das áreas de planejamento da produção, da segurança do trabalho
e supervisores das células e das linhas. Foram consultados, também, arquivos
e plantas da área de planejamento da empresa.
Esta linha de produção começou a ser alterada para uma estrutura
de layout celular a partir de 1993, com implantação concluída em 1996. As
principais mudanças técnicas verificadas estavam relacionadas com a adoção
de células de manufatura e de sistemas semi-automáticos de troca de
ferramentas e de movimentação de materiais na usinagem. A fundição e o
setor de embalagem/estoque não foi objeto de mudanças.
As mudanças que a empresa promoveu na gestão do processo de
produção foram motivadas por:
a) melhoria no processo de usinagem pela diminuição do tempo entre
fundição e desbaste;
b) especialização da manutenção da fábrica pela alocação de técnicos nas
células;
c) melhoria do controle de qualidade pela distribuição destes controles e
incorporação de medições nas máquinas;
d) aumento da taxa de produção pela redução de estoques intermediários
e dos tempos de preparação de máquinas;
e) aumento da flexibilidade na produção de vários modelos de produtos;
e
f) como resultado final deste processo, aumento da produtividade( capital
e trabalho ).
O trabalho de cada operador, nesta linha, consistia da realização de
12 atividades básicas realizadas em seu posto de trabalho sem contato com o
166
trabalho dos demais operadores da linha. Tais atividades eram necessárias para
completar um ciclo de trabalho no posto. Como a produção diária da linha era
de 1.100 produtos/dia, com 27 operações por produto e realizadas por 12
operadores; durante uma jornada de trabalho cada operador executava 2.495
operações. Como várias operações são feitas automaticamente pelos
equipamentos sem a interferência do operador; não significa que cada uma das
2.495 operações para a produção são também executadas pelos operadores.
Em cada posto de trabalho, o operador tinha que cumprir as 12
atividades básicas, independente de quantas operações fizer. Estas atividades
básicas estão mostradas no quadro 19 abaixo.
Quadro 19 - Atividades do operador no posto de trabalho da linha de
produção, Fábrica F1.
SÍMBOLO DESCR. ATIVIDADE
O pegar peça a ser trabalhada levar peça até ponto de operação
O colocar peça na máquina ajustar peça na máquina
O acionar máquina D aguardar operação
conferir operação da máquina O tirar peça da máquina
conferir trabalho na peça levar peça até local de transporte
O Depositar peça no estoque buscar nova peça p/ trabalho
Assim, na média, cada operador executava (ou supervisiona) 4,72
operações por minuto6. Como na linha, cada posto de trabalho executava, em
média 2,25 operações ( 27 operações / 12 postos de trabalho) e cada operação
6 este número é resultado do seguinte cálculo: (1.100 pistões) x (27 operações por pistão) / ( 12 operadores na linha) = 2495 operações por dia por operador, ou: 2495 / 8,8 horas/dia = 4,72 operações por minuto e por operador
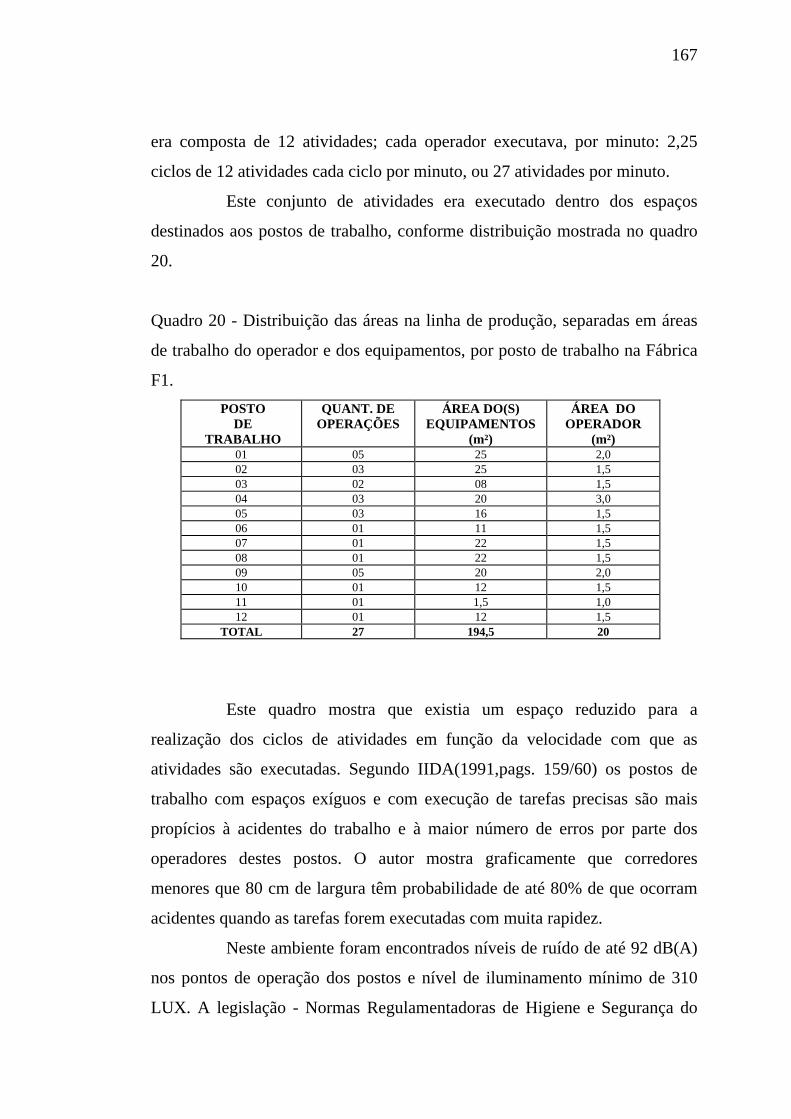
167
era composta de 12 atividades; cada operador executava, por minuto: 2,25
ciclos de 12 atividades cada ciclo por minuto, ou 27 atividades por minuto.
Este conjunto de atividades era executado dentro dos espaços
destinados aos postos de trabalho, conforme distribuição mostrada no quadro
20.
Quadro 20 - Distribuição das áreas na linha de produção, separadas em áreas
de trabalho do operador e dos equipamentos, por posto de trabalho na Fábrica
F1. POSTO
DE TRABALHO
QUANT. DE OPERAÇÕES
ÁREA DO(S) EQUIPAMENTOS
(m²)
ÁREA DO OPERADOR
(m²) 01 05 25 2,0 02 03 25 1,5 03 02 08 1,5 04 03 20 3,0 05 03 16 1,5 06 01 11 1,5 07 01 22 1,5 08 01 22 1,5 09 05 20 2,0 10 01 12 1,5 11 01 1,5 1,0 12 01 12 1,5
TOTAL 27 194,5 20
Este quadro mostra que existia um espaço reduzido para a
realização dos ciclos de atividades em função da velocidade com que as
atividades são executadas. Segundo IIDA(1991,pags. 159/60) os postos de
trabalho com espaços exíguos e com execução de tarefas precisas são mais
propícios à acidentes do trabalho e à maior número de erros por parte dos
operadores destes postos. O autor mostra graficamente que corredores
menores que 80 cm de largura têm probabilidade de até 80% de que ocorram
acidentes quando as tarefas forem executadas com muita rapidez.
Neste ambiente foram encontrados níveis de ruído de até 92 dB(A)
nos pontos de operação dos postos e nível de iluminamento mínimo de 310
LUX. A legislação - Normas Regulamentadoras de Higiene e Segurança do
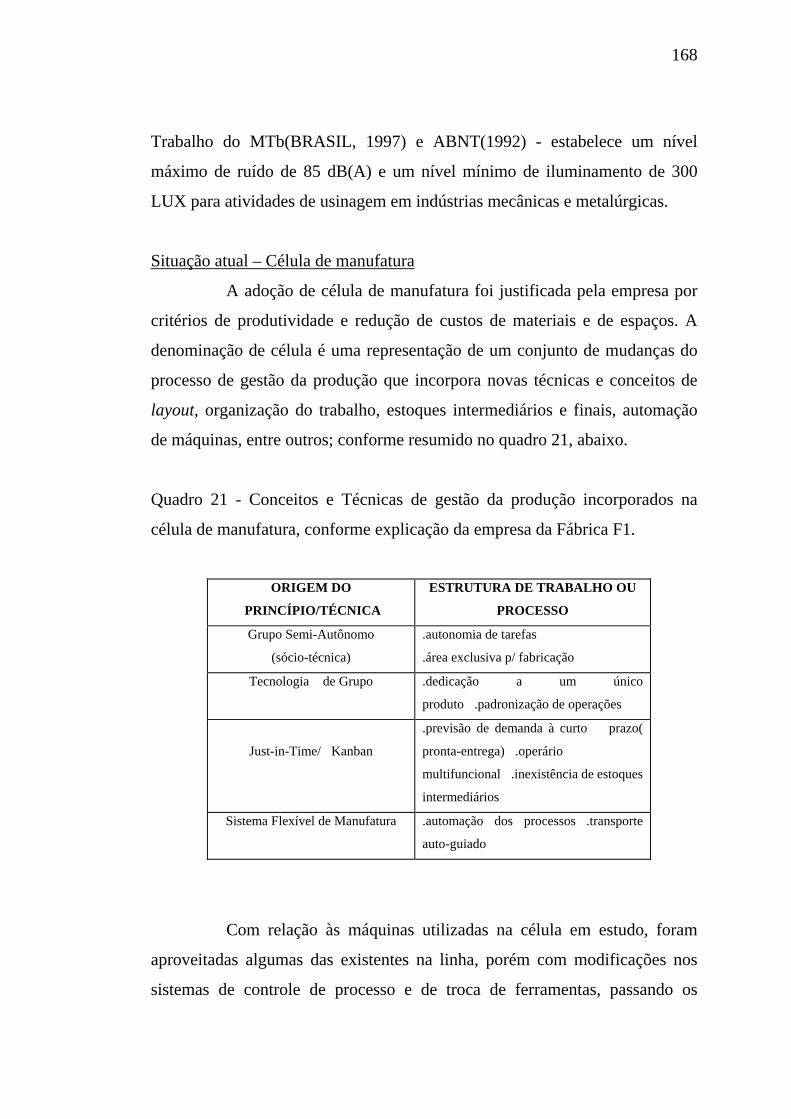
168
Trabalho do MTb(BRASIL, 1997) e ABNT(1992) - estabelece um nível
máximo de ruído de 85 dB(A) e um nível mínimo de iluminamento de 300
LUX para atividades de usinagem em indústrias mecânicas e metalúrgicas.
Situação atual – Célula de manufatura
A adoção de célula de manufatura foi justificada pela empresa por
critérios de produtividade e redução de custos de materiais e de espaços. A
denominação de célula é uma representação de um conjunto de mudanças do
processo de gestão da produção que incorpora novas técnicas e conceitos de
layout, organização do trabalho, estoques intermediários e finais, automação
de máquinas, entre outros; conforme resumido no quadro 21, abaixo.
Quadro 21 - Conceitos e Técnicas de gestão da produção incorporados na
célula de manufatura, conforme explicação da empresa da Fábrica F1.
ORIGEM DO
PRINCÍPIO/TÉCNICA
ESTRUTURA DE TRABALHO OU
PROCESSO
Grupo Semi-Autônomo
(sócio-técnica)
.autonomia de tarefas
.área exclusiva p/ fabricação
Tecnologia �de Grupo .dedicação a um único
produto�.padronização de operações
Just-in-Time/�Kanban
.previsão de demanda à curto � prazo(
pronta-entrega)�.operário
multifuncional�.inexistência de estoques
intermediários
Sistema Flexível de Manufatura .automação dos processos�.transporte
auto-guiado
Com relação às máquinas utilizadas na célula em estudo, foram
aproveitadas algumas das existentes na linha, porém com modificações nos
sistemas de controle de processo e de troca de ferramentas, passando os

169
controles de relés para CNC e alguns CNCs para CLP. Foram incorporados
equipamentos novos que executam, cada um, operações que antes eram feitas
por vários equipamentos. Dos novos equipamentos, destaca-se um centro de
usinagem que substituiu 8 máquinas que antes existiam na linha.
Assim, a estrutura da célula ficou mais "enxuta" se comparada com
a linha de produção, no que tange ao número de máquinas, ao conjunto de
operações e ao sistema de transporte entre as estações de trabalho (quadro 22).
A diminuição do número de operações para se obter um produto
acabado deve-se à três fatores conjugados:
a) mudança no processo de fundição, que aumentou o grau de
acabamento e de detalhes construtivos para a usinagem;
b) incorporação de ferramentas multifuncionais nos novos equipamentos;
c) eliminação de algumas operações de acabamento na célula de
usinagem, que foram passadas para os setores de inspeção final e de
embalamento.
Quadro 22 - Estrutura de trabalho na célula de fabricação, Fábrica F1. MÁQUINAS QUANTIDADE DE
OPERAÇÕES
NOME DAS
OPERAÇÕES
SISTEMA DE
TRANSPORTE
TEP-R2 02 Usinar Copo/calha FRE-3 VIAS 02 Desbaste Manual FUR-4 CAB 01 Brocar Copo/calha
TORNO GU 600 02 Desbaste Manual TORNO TEUF, TORNO GFG 250 C-US-FURO
�03 �Usinar �copo/calha
Situação Atual - Layout e fluxo na Célula (figura 45)
Na célula, cada operador é responsável, além das 12 atividades
anteriormente alocadas nos postos de trabalho da linha, por outras tarefas
adicionais que fazem parte do projeto do modelo Japonês de gestão da
produção. A proposta de MONDEN (1987) de operador multifuncional
aumenta a quantidade de tarefas no posto em função da movimentação e do

170
carregamento de máquinas; e, de forma subjacente, a teoria sociotécnica de
gestão do trabalho implica no aumento da responsabilidade dos operadores
pela incorporação de novas funções ORSTMAN (1984).
Figura 45 - Layout e fluxo do processo na célula - Fábrica F1.
No caso estudado, houve incorporação das seguintes funções em
cada posto de trabalho:
- movimentação do material processado no posto.
- manutenção básica dos equipamentos
- controle de qualidade das peças processadas no posto
- controle do ritmo de produção e balanceamento do fluxo de produção
- realização de funções de outros operadores(em outros postos)
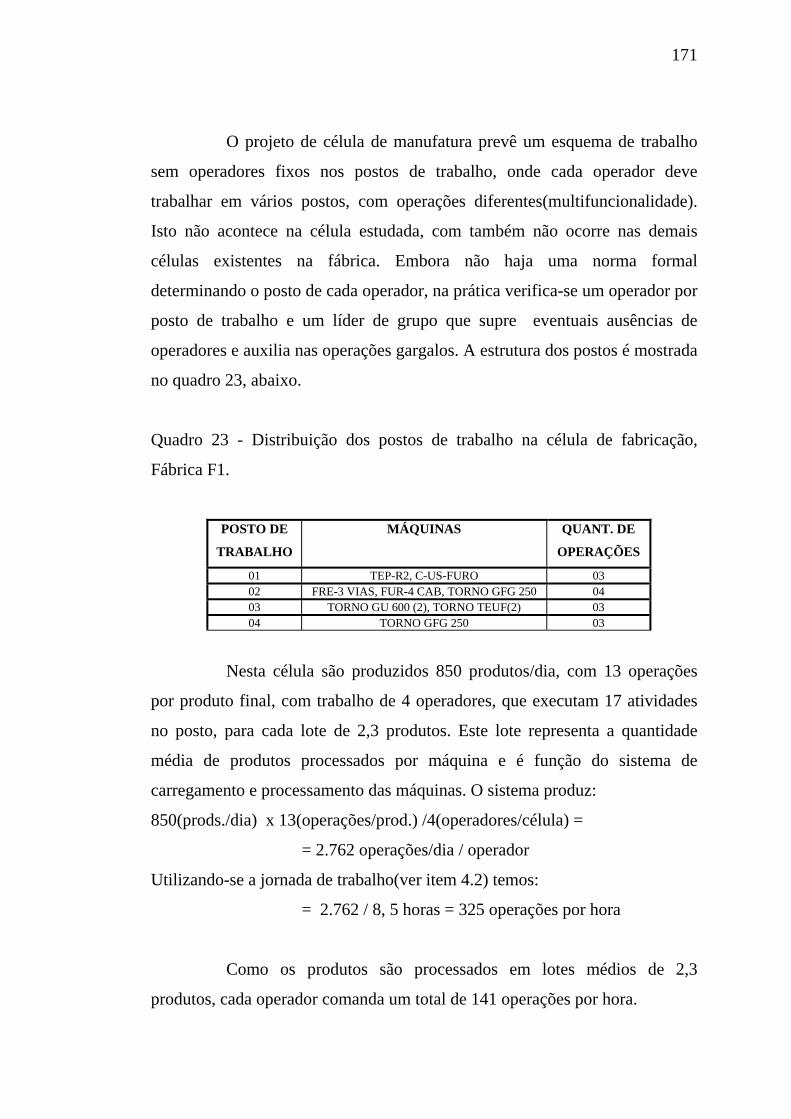
171
O projeto de célula de manufatura prevê um esquema de trabalho
sem operadores fixos nos postos de trabalho, onde cada operador deve
trabalhar em vários postos, com operações diferentes(multifuncionalidade).
Isto não acontece na célula estudada, com também não ocorre nas demais
células existentes na fábrica. Embora não haja uma norma formal
determinando o posto de cada operador, na prática verifica-se um operador por
posto de trabalho e um líder de grupo que supre eventuais ausências de
operadores e auxilia nas operações gargalos. A estrutura dos postos é mostrada
no quadro 23, abaixo.
Quadro 23 - Distribuição dos postos de trabalho na célula de fabricação,
Fábrica F1.
POSTO DE
TRABALHO
MÁQUINAS QUANT. DE
OPERAÇÕES
01 TEP-R2, C-US-FURO 03 02 FRE-3 VIAS, FUR-4 CAB, TORNO GFG 250 04 03 TORNO GU 600 (2), TORNO TEUF(2) 03 04 TORNO GFG 250 03
Nesta célula são produzidos 850 produtos/dia, com 13 operações
por produto final, com trabalho de 4 operadores, que executam 17 atividades
no posto, para cada lote de 2,3 produtos. Este lote representa a quantidade
média de produtos processados por máquina e é função do sistema de
carregamento e processamento das máquinas. O sistema produz:
850(prods./dia) x 13(operações/prod.) /4(operadores/célula) =
= 2.762 operações/dia / operador
Utilizando-se a jornada de trabalho(ver item 4.2) temos:
= 2.762 / 8, 5 horas = 325 operações por hora
Como os produtos são processados em lotes médios de 2,3
produtos, cada operador comanda um total de 141 operações por hora.

172
Entretanto, para cada lote, um operador tem que cumprir 17
atividades no posto; o que leva cada operador a realizar 2397 atividades / hora,
ou 39,95 atividades por minuto de trabalho.
Estas atividades são realizadas em áreas distribuídas, com as
dimensões mostradas no quadro 24.
Quadro 24 - Distribuição das áreas de trabalho na célula de fabricação,
Fábrica F1.
POSTO DE TRABALHO
QUANT. DE OPERAÇÕES
ÁREA DOS EQUIPAMENTOS
(m²)
ÁREA DO OPERADOR
(m²) 01 03 40 2,0 02 04 40 2,5 03 03 62 3,0 04 03 15 1,0
TOTAL 13 157 8,5
Situação Atual - Análise do trabalho na Célula
Nota-se que, para a empresa, conforme os motivos relacionados
acima, não foram consideradas variáveis de segurança ou de ergonomia no
projeto do rearranjo do trabalho, embora que na teoria das mudanças técnicas
consideradas - JIT, TG, SFM e layout em grupo - existam as considerações de
qualidade do trabalho humano que incluem: ergonomia, satisfação e conforto.
Cada conjunto de 2 a 4 células foram colocadas em uma única área
que recebeu a denominação de "Míni-Fábrica". Uma míni-fábrica é composta
de um conjunto de células que definem um grupo completo de produtos
semelhantes, com autonomia de estoques, ferramentaria, controle de qualidade
e almoxarifado. Esta estrutura simula uma fábrica completa como um centro
de custos autônomo, que "compra" matéria-prima da fundição e "vende" os
produtos acabados para a expedição da empresa. Estas míni-fábricas formam
173
áreas uniformes dentro dos galpões da empresa, separadas por grades
metálicas e demarcadas espacialmente.
Dentro do galpão, na situação anterior de organização da produção,
os equipamentos estavam dispostos em linha, numa estrutura de layout por
produto, com 2 linhas por galpão onde cada uma era responsável pela
fabricação e inspeção de um tipo de produto (a fundição é realizada em um
galpão separado dos demais). Conforme explicitado no início, cada linha
comportava 15 máquinas em 12 postos de trabalho diferentes, com um
operador por posto. Após as mudanças para a estrutura de células de
fabricação e as míni-fábricas em cada galpão, o local passou a ter 4 células
com uma média de 7 máquinas e 4 estações de trabalho além do almoxarifado,
estoque de produtos, controle de qualidade e área administrativa da míni-
fábrica.
Segundo os relatos colhidos, a estrutura de produção em linhas era
ineficiente em diversos aspectos: ergonômicos (stress, fadiga e trabalho
monótono), tecnológicos (equipamentos obsoletos, manutenção deficiente e
baixa produtividade dos equipamentos ) e no uso dos espaços (layout e
proteção de máquinas ). Com a adoção das células houve uma melhora na
produtividade quanto ao uso dos equipamentos como no uso dos espaços de
produção.
Para a implantação das células foram necessários alguns
procedimentos preliminares:
a) treinamento das chefias para mudanças comportamentais.
b) implantação de transportes semi- automatizados.
c) avaliação da capacidade técnica dos operadores para trabalho nas
células.
d) necessidade de diminuir temporariamente o volume de produção para
ajustes do trabalho.
e) reformas nos equipamentos antigos e aquisição de novos.
174
Situação Atual - Instalações da fábrica
As edificações industriais da fábrica são constituídas de diversos
módulos de galpões contíguos de alvenaria com cobertura de telhas de
amianto, construídos em diferentes épocas, sendo que as áreas onde hoje se
localizam a fabricação, são da década de 60. Cada galpão tem um vão de
aproximadamente 800 metros quadrados, com pé direito de 10 metros na parte
central, aberturas laterais com 4 portas de 3x5 metros cada e janelas com 1,5
metros de altura em toda a extensão lateral do galpão( não foi possível estudar
o regime de ventos e a orientação da edificação).
A iluminação artificial do galpão é proveniente de pares de
luminárias( lâmpadas brancas) distribuídas uniformemente pelo ambiente, com
uma luminária por metro quadrado, suspensas a uma altura de,
aproximadamente, 4 metros do piso. A iluminação natural é proveniente das
janelas, porém durante todo o dia é necessária a iluminação artificial. Após a
implantação das células, foi necessário um rebaixamento das luminárias para
uma altura de 2,5 metros do piso. Quanto aos espaços de trabalho nada pôde
ser feito pois ficou dependente da forma como as células foram montadas.
Neste aspecto, foi relatado que aumentaram os acidentes de trabalho como
decorrência do layout reduzido e que, entretanto, diminuiu a gravidade destes
acidentes pela melhoria da ordenação dos elementos de trabalho.
Na célula estudada foram encontrados níveis de ruído de até 96
dB(A) em pontos de operação, com um mínimo de 82 dB(A) e valores de 91
dB(A) nos corredores internos da célula. O nível de iluminamento, face às
luminárias rebaixadas, passou para valores entre 400 e 415 LUX, para um
mínimo de 300 LUX exigidos pela legislação trabalhista.
Neste aspecto do conforto ambiental não houve nenhum projeto
anterior para adaptação às mudanças e, portanto, não foram feitas
modificações no ambiente após a implantação das células( a exceção das
luminárias já citadas ). Uma avaliação informal feita pelos técnicos da área de
175
segurança e por psicólogas da área de treinamento nas entrevistas, não houve
mudanças na tipologia dos acidentes, o ruído diminuiu devido ao uso de
máquinas novas, porém dentro das células aumentou devido à concentração de
máquinas em espaços menores.
As mudanças na organização do processo e do fluxo para o trabalho
em células, com incorporação de máquinas novas com elementos de
automação; requerem, pelo menos, operadores multifuncionais e uma
ampliação de tarefas. Enquanto que no sistema em linhas os operadores
executavam exclusivamente tarefas técnicas de operação de uma máquina, na
estrutura celular torna-se necessário outras tarefas como: manutenção, controle
e supervisão do processo, qualidade, controle de demanda e arrumação dos
postos de trabalho. Foi preciso um programa de treinamento dos operários
visando sua melhoria funcional. A primeira etapa foi uma seleção dos
operários mais habilitados e em seguida uma capacitação dos demais. Esta
capacitação envolveu:
a) semana de qualidade - com cursos diários de JIT/KANBAN, qualidade
total, organização e limpeza, processos de produção e noções sobre os
produtos das células.
b) cursos para operadores multifuncionais - controle, preparação e
operação.
c) cursos de matemática elementar, metrologia e desenho mecânico.
Esta capacitação, exclusivamente técnica sobre a produção, acabou
gerando conflitos internos em função, principalmente, de relacionamentos
interpessoais com insatisfações e temeridades quanto a permanência nos locais
de trabalho onde não haviam sido implantadas as células.
Uma parte da pesquisa nesta empresa foi dedicada à entrevistas
com diversos operários para entender o comportamento e o perfil do operário
que estava sendo colocado em contato com as novas tecnologias e observar al-
176
gumas de suas reações frente às diversas situações de trabalho e os principais
problemas enfrentados. Estas entrevistas foram importantes pois tratava-se dos
usuários deste ambiente e que não haviam sido consultados sobre as mudanças
deste local.
O perfil do grupo entrevistado caracterizou-se pela baixa
escolaridade, falta de treinamento e de preparo para o desenvolvimento das
novas funções e não possuíam uma visão clara do processo produtivo da
empresa. Em alguns casos pôde-se observar que a implantação de novas
tecnologias no processo gerou expectativa, ansiedade e desconforto fí-
sico/emocional, dada a cobrança exagerada das chefias por resultados em
termos de produtividade e qualidade do produto. Enquanto que o treinamento
e reuniões eram baseados em qualidade do produto, no dia-a-dia a cobrança
era na obtenção de uma produção máxima. As atividades eram desenvolvidas
de forma mecânica sem saber o que se esperava com as mudanças e
adaptações no processo.
Verificou-se uma forte preocupação quanto a manutenção do
emprego, pela insegurança, frente às mudanças, com possibilidade de
demissão. Isto, talvez, estivesse inibindo uma participação mais ativa nas
reuniões e cursos.
Nas condições físicas de trabalho, pôde-se observar uma condição
de desconforto geral não só nas células como em toda a fábrica. Os itens mais
evidenciados foram o reduzido espaço de trabalho e a temperatura elevada nos
dias de calor. Com relação ao espaço de trabalho, constatou-se um
descontentamento com a implantação das células, pois as mudanças foram
rápidas e não contaram com a participação dos operadores. O sentimento era
de que estavam sendo excluídos do processo porque seriam realocados das
funções ou mesmo demitidos.

177
Conclusões e recomendações sobre a Fábrica - F1
Os resultados das mudanças efetuadas pela empresa mostraram que,
do ponto de vista imediato da produtividade, houve uma melhoria no processo
de produção, conforme quadro 25, abaixo:
Quadro 25 - Comparação de fatores de produção entre o resultado da linha e
da célula de fabricação, Fábrica F1.
ELEMENTO
DE ANÁLISE
LINHA DE
PRODUÇÃO
CÉLULA DE MANUFATURA
Número de Máquinas 19 9 Nº de Est. De Trabalho 13 4 Nº de Operadores 15 4 Nº de operações/produto 27 13 Nº de atividades/posto/lote 12 17 Área ocupada (m²) 410 195 Produção diária(produtos) 1.100 850 Tempo de set-up (hs/mês) 30 15 Produtividade� (produtos/homem-hora)
4,17
9,66
Conforme expectativas da empresa, a nova estrutura de trabalho
trouxe benefícios para a produção, entretanto, as entrevistas mostraram que há
uma insatisfação (ainda que não explícita) por parte dos trabalhadores em
relação à sua participação nos processos de mudanças.
Quanto aos espaços de trabalho, na linha de produção a média era
de 1,7 m² por operador e na célula passou a ser de 2,1 m². A velocidade, no
entanto passou de 27 atividades/min para 39,95 ativ./min. A média de área por
operador aumentou, mas aumentou também o número de
178
atividades(operações)/ operador/ minuto. Torna-se necessário, no projeto da
célula, aumentar o número de operadores para regular o ritmo de trabalho.
Para voltar ao ritmo da linha seriam necessários mais 3 operadores
na célula, ficando com um total de 7 operadores. Esta nova configuração
significa uma área de 1,45 m2 /operador, que aumentaria a probabilidade de
ocorrência de acidentes do trabalho.
Quanto às condições ambientais, os dados mostraram que:
a) O novo layout, baseado em uma estrutura celular que diminui os
espaços internos às células para facilitar a movimentação dos
operadores, é responsável por um aumento dos níveis de ruído nos
postos de trabalho, se comparados com a linha de produção. Na linha,
os níveis de ruído ficavam em torno de 92 dB(A) e na célula passou
para 96 dB(A). Os dois valores estão acima dos valores máximos
recomendados pelas normas de segurança do trabalho, mas a estrutura
do layout celular piorou a situação.
b) Com a formação de células passou a existir a necessidade de
iluminação concentrada em pontos específicos do ambiente e não mais
a iluminação uniformemente distribuída como é comum em ambientes
industriais com edificações tipo galpão e com linhas de produção.
c) Pelo maior agrupamento das máquinas no layout celular, houve um
aumento da temperatura nos corredores das células e pela distribuição
das células no galpão o fluxo de corrente de ar da ventilação natural
da edificação foi prejudicado.
d) No sistema JIT/KANBAN, pela sua metodologia de ritmo de
produção, não deve existir estoques intermediários de peças nas
seções de fabricação e assim os antigos corredores destinados aos
sistemas de transporte -como empilhadeiras e carros motorizados-

179
devem ser eliminados. Esta eliminação dos corredores, cujos espaços
passam a ser utilizados pelas novas células, sem o respectivo
planejamento do fluxo de materiais em processo acabou gerando, na
empresa estudada, um congestionamento de materiais e pessoas nos
poucos corredores restantes que tornaram-se causadores de acidentes e
desbalanceando a programação da produção para as células e míni-
fábricas da usinagem, o que diminui a produtividade do sistema e é
fator de desequilíbrio do ritmo de trabalho.
Para resolver o problema de espaço dentro da célula seria
necessário alterar o layout para uma forma de corredores externos e não
internos como foi projetada a célula. A figura 46 mostra as alternativas de
posições dos corredores no caso atual e uma nova proposta.
corredor central
situação 1 - célula c/ corredor interno
corredor externo
situação 2 - célula c/ corredor externo
Figura 46 - Esquemas alternativos de corredores de circulação para a célula da
Fábrica F1. Com corredor interno (1) e com corredor externo (2).
180
Esta proposta de rearranjo das células, como mostrado na figura 46
acima, poderia resolver os problemas de ventilação, melhorando o conforto
térmico nos postos de trabalho e também do ruído. Para impedir a transmissão
de ruídos entre as células, seria necessário a colocação de biombos
amortecedores de som nos corredores externos às células. Estes biombos
anecóicos poderiam ser colocados diretamente apoiados no solo ou serem
colocados na forma de placas e suspensos, presos no teto. Devem ser materiais
leves (baixa densidade) e, se possível, permeáveis para não dificultar em
demasia a ventilação do ambiente.
A iluminação já foi parcialmente resolvida pelo rebaixamento das
luminárias para uma altura menor em relação ao piso, colocando-as perto dos
pontos de operações nas células. Este sistema, combinado com a concentração
das células do meio do galpão (as laterais são usadas para os corredores e
expedição das míni-fábricas), tornou a iluminação natural totalmente inútil.
O conforto térmico do ambiente pode ser resolvido mudando-se a
célula com corredor externo, como já comentado acima (figura 46), o que
diminui a temperatura nos pontos de operações, e pela eliminação completa
dos estoques desordenados dentro dos galpões que dificultam as correntes de
ar.
Estas soluções apresentadas acima são paliativos para resolver os
problemas imediatos dos ambientes dos galpões da usinagem, já que o
aumento de produtividade verificado logo após a implantação das mudanças
para as células, começou a mostrar tendências de declínio.
Propostas mais consistentes e duradouras serão necessárias se a
empresa realmente deseja continuar como uma empresa de ponta neste setor.
Não é compatível a adoção de uma estrutura de layout celular -ou de trabalho
em grupo- em edificações projetadas para trabalhos em postos seqüenciais
com organização da produção em linha, o que confirma a hipótese inicial da
pesquisa.
181
4.2.2. Fábrica - F2
Fundada na década de 40, a empresa tinha, em 1995, 2.200
funcionários, com produção distribuída em 39% para as montadoras de
veículos automotores, 26% para o mercado de reposição e 35% para
exportação. A fábrica, dividida em 7 edificações, tem 57.000 m2 de área
construída. A pesquisa foi realizada em um setor, uma das divisões interna,
onde se produz o corpo principal do produto, que é comum a 65% dos
modelos fabricados nesta fábrica.
O produto completo é composto de 35 peças entre fabricadas(20
peças) e compradas(15 peças). O processo básico estudado é a usinagem de
uma peça fundida(corpo), com as seguintes operações principais: faceamento,
abertura de chanfros laterais, rebaixos e retíficas interna e externa.
A célula estudada serviu de modelo para implantação das demais
células da fábrica e foi rearranjada no mesmo local onde anteriormente eram
feitas as operações de usinagem no arranjo funcional.
Situação anterior – departamentos funcionais
Em 1990 a empresa iniciou a implantação de mudanças na estrutura
dos setores de produção, dentro de uma estratégia de mudanças na
organização, passando de uma organização funcional para uma organização
por produto, em unidades de negócio, sendo estruturada em mini-fábricas por
grupo ou classe de produtos.
Dentre as mudanças implantadas destacam-se aquelas que
interferiram no layout e na composição do trabalho na fábrica, derivadas dos
programas de gestão estratégica da empresa em: produção, qualidade,
organização, tecnologia e automação de processos.
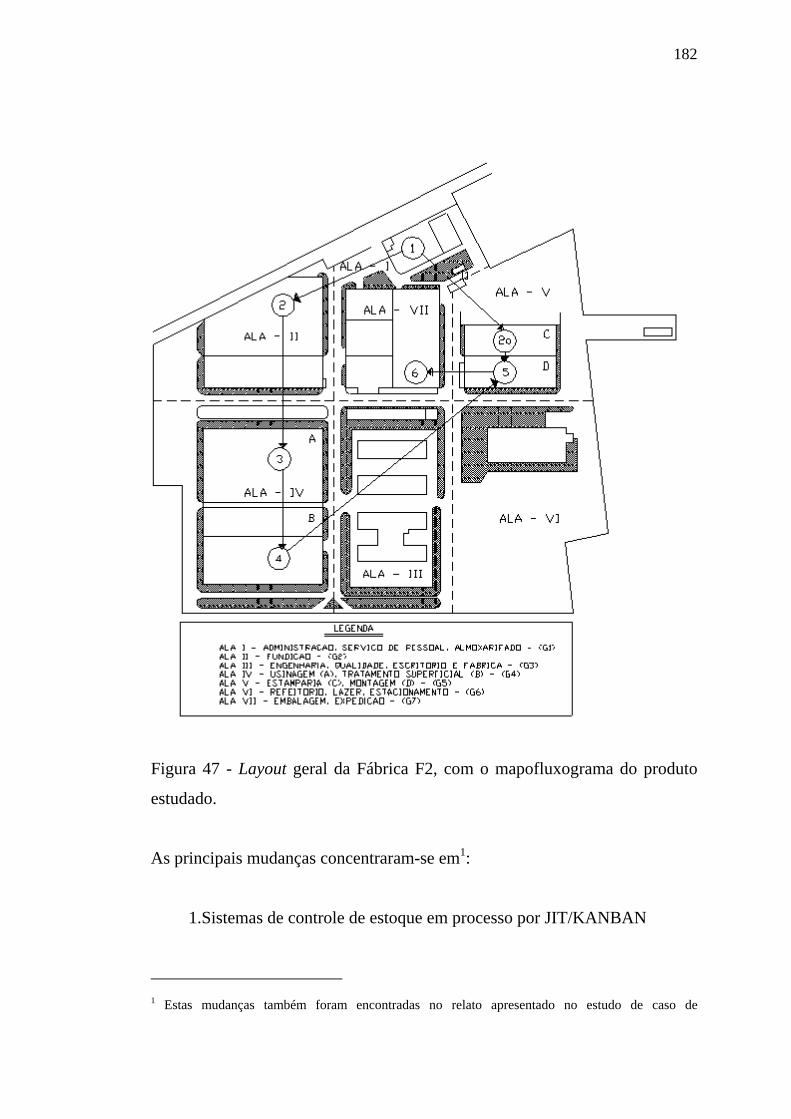
182
Figura 47 - Layout geral da Fábrica F2, com o mapofluxograma do produto
estudado.
As principais mudanças concentraram-se em1:
1.Sistemas de controle de estoque em processo por JIT/KANBAN
1 Estas mudanças também foram encontradas no relato apresentado no estudo de caso de
183
2.Sistema automatizado de controle de produção.
3.Controle de desempenho de mão-de-obra
4.Sistema flexível de manufatura composto de: organização de
componentes e de classe de produtos por famílias(Tecnologia de
Grupo), terceirização de atividades de manutenção e parte da
ferramentaria, sistema de informações de manufatura, controle de
recebimento de materiais e de fornecedores, racionalização na
diversidade de produtos e adoção de células de manufatura por
componente.
5.Divisão da fábrica em mini-fábricas, por produto ou componentes
principais.
6.Ampliação do conjunto de tarefas dos trabalhadores, uso de círculos de
qualidade e dedicação de grupo de operadores por célula.
Como pode ser visto na figura 47, antes das mudanças acima
enunciadas a fábrica era estruturada em departamentos funcionais com divisão
de produção por funções de processo: fundição, usinagem, estamparia,
acabamentos, montagem, expedição. Desta forma, a comparação entre áreas
de produção e composição do trabalho feitas entre a situação anterior e a nova
organização do espaço não pôde ser efetuada diretamente como no caso da
fábrica E1, já que naquele caso a mudança foi de linha de produção de um
produto para uma célula para produzir o mesmo produto. Assim, a opção foi
utilizar o setor de usinagem que existia (setor A, ala IV no layout da figura 47)
VANALLE(1995), p. 135 a 149.

184
antes das mudanças, que incluía também a usinagem do produto em análise, e
comparar estes espaços com os da célula estudada.
No setor de usinagem eram produzidas todas as peças que
requeriam esta modalidade de processo: faceamentos, rebaixos, furos, sulcos,
etc.; distribuídos em máquinas-ferramenta como: tornos, fresas, plainas,
retíficas, furadeiras; que executavam apenas uma operação (máquinas
dedicadas) ou máquinas com operações múltiplas(tornos programados CN).
Como a área deste setor era utilizada para a produção de peças muito
diferentes, adotou-se para fins de comparação, uma parte do setor onde eram
realizadas algumas operações sobre o produto que posteriormente passou a ser
produzido na célula.
O agrupamento das operações nesta parte estudada, embora
estivesse organizado por processo, já tinha incorporado um layout seqüencial
para algumas peças, indicando um princípio de agrupamento por funções no
produto.
As operações principais eram:
1 inspeção da peça fundida (espessura e trincas)
2 faceamento externo:
3 faceamento interno
4 faceamento interno
5 retífica do faceamento
6 inspeção de trincas na peça
7 inspeção final (acabamento)
O quadro 26 apresenta as relações de área e divisão em postos de
trabalho no setor escolhido, revelando uma distribuição rígida de áreas e
postos de trabalho, com poucas operações em cada posto e um sistema misto

185
de movimentação de peças entre os postos. Quando o transporte é realizado
manualmente é feito em caixas com 15 peças, quando é realizado
mecanicamente (calhas) é feito unitariamente.
Quadro 26 - Configuração inicial do setor de usinagem, layout funcional,
Fábrica F2.
Máquina Quantidade
de Operações
Nome das operações
Área da operação
(m2)
Área do operador
(m2)
Sistema de transporte/ manuseio
Bancada c/ instrumentação(1)
02 Inspeção de espessura e trincas
2,0 1 caixas/manual
Torno AMA(2) 01 Faceamento externo
3,5 3 peça/calha
CHURCHIL(3,4) 02 Faceamento interno
4,5 2,2 caixas/manual e peça/calha
CENTERPLESS(5) 02 Retífica 7,80 5 caixa/manual Bancada c/ instrum.(6,7)
02 Inspeção de trincas, inspeção de acabamento
6,60 4 peça/calha
Estoques intermediários/calhas
02 Armazenagem e movimentação
4,85 -- caixa/manual e peça/calha
TOTAL 11 ----- 29,25 15,20 ------
Situação Anterior - Layout e fluxo nos postos de trabalho
Na configuração inicial, os 11 postos de trabalho eram ocupados
por 5 pessoas. Embora esta relação apresente quase 2 postos por operador, a
figura 48 mostra, que pelo layout, as pessoas permanecem praticamente em
um único local para realizar suas tarefas, já que das 11 operações, 2 são de
estocagem e 4 são de inspeção, realizadas 2 em cada posto; apresentando uma
divisão real de 6 postos para 5 operadores.
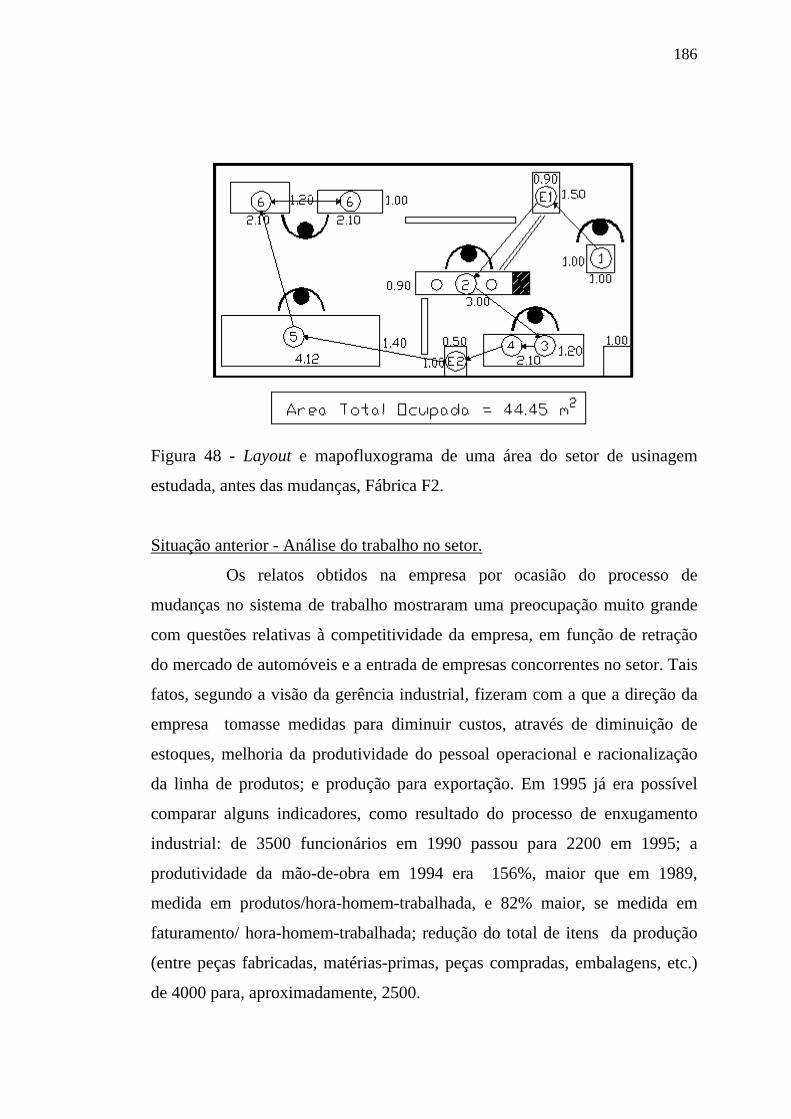
186
Figura 48 - Layout e mapofluxograma de uma área do setor de usinagem
estudada, antes das mudanças, Fábrica F2.
Situação anterior - Análise do trabalho no setor.
Os relatos obtidos na empresa por ocasião do processo de
mudanças no sistema de trabalho mostraram uma preocupação muito grande
com questões relativas à competitividade da empresa, em função de retração
do mercado de automóveis e a entrada de empresas concorrentes no setor. Tais
fatos, segundo a visão da gerência industrial, fizeram com a que a direção da
empresa tomasse medidas para diminuir custos, através de diminuição de
estoques, melhoria da produtividade do pessoal operacional e racionalização
da linha de produtos; e produção para exportação. Em 1995 já era possível
comparar alguns indicadores, como resultado do processo de enxugamento
industrial: de 3500 funcionários em 1990 passou para 2200 em 1995; a
produtividade da mão-de-obra em 1994 era 156%, maior que em 1989,
medida em produtos/hora-homem-trabalhada, e 82% maior, se medida em
faturamento/ hora-homem-trabalhada; redução do total de itens da produção
(entre peças fabricadas, matérias-primas, peças compradas, embalagens, etc.)
de 4000 para, aproximadamente, 2500.
187
Mais especificamente dentro dos setores produtivos, as
necessidades de mudanças estavam relacionadas com os seguintes aspectos da
produção:
a) redução do tempo de processamento, computados cada um dos
produtos isoladamente
b) redução do tempo de preparação de máquinas
c) diminuição de peças defeituosas e de retrabalho
d) melhoria de processo através da reforma de equipamentos
O primeiro deles era relativo à capacidade do sistema de produção
para atender um pedido, com quantidade específica de um produto,
produzindo em um tempo determinado. Significava conseguir uma estrutura
de produção que fosse flexível para que um determinado pedido pudesse
entrar no sistema e ser rapidamente atendido. Uma solução viável foi o projeto
de células para processar grupos de produtos semelhantes, não
necessariamente em funções, mas em processos. O princípio da Tecnologia de
Grupo (TG).
O segundo aspecto, em decorrência do primeiro, era permitir a
produção da maior variedade de peças em uma máquina, com a menor troca de
ferramentas possível. Também é um dos princípios da TG.
O terceiro e quarto aspectos se referiam à melhoria da
produtividade do material e dos processos, sendo utilizada a alternativa de
reforma de máquinas no lugar de adquirir novos equipamentos, como uma
medida de minimização de investimentos. A alegação era de que os
equipamentos existentes na fábrica não estavam muito defasados, necessitando
apenas de melhorias como acoplamentos de controles novos, ampliação de
funções e de troca de partes desgastadas.
Todos estes aspectos, no entanto, estão intimamente ligados com a
composição das tarefas nos postos, na medida que não se alterando
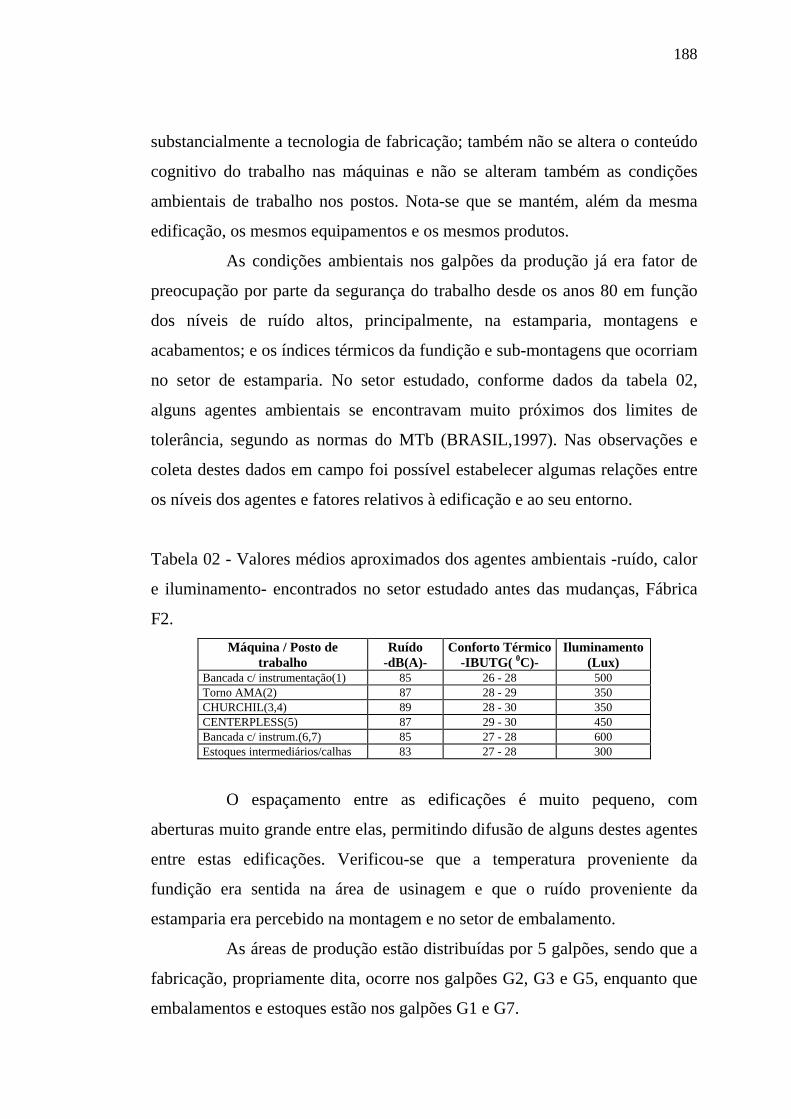
188
substancialmente a tecnologia de fabricação; também não se altera o conteúdo
cognitivo do trabalho nas máquinas e não se alteram também as condições
ambientais de trabalho nos postos. Nota-se que se mantém, além da mesma
edificação, os mesmos equipamentos e os mesmos produtos.
As condições ambientais nos galpões da produção já era fator de
preocupação por parte da segurança do trabalho desde os anos 80 em função
dos níveis de ruído altos, principalmente, na estamparia, montagens e
acabamentos; e os índices térmicos da fundição e sub-montagens que ocorriam
no setor de estamparia. No setor estudado, conforme dados da tabela 02,
alguns agentes ambientais se encontravam muito próximos dos limites de
tolerância, segundo as normas do MTb (BRASIL,1997). Nas observações e
coleta destes dados em campo foi possível estabelecer algumas relações entre
os níveis dos agentes e fatores relativos à edificação e ao seu entorno.
Tabela 02 - Valores médios aproximados dos agentes ambientais -ruído, calor
e iluminamento- encontrados no setor estudado antes das mudanças, Fábrica
F2. Máquina / Posto de
trabalho Ruído
-dB(A)- Conforto Térmico
-IBUTG( 0C)- Iluminamento
(Lux) Bancada c/ instrumentação(1) 85 26 - 28 500 Torno AMA(2) 87 28 - 29 350 CHURCHIL(3,4) 89 28 - 30 350 CENTERPLESS(5) 87 29 - 30 450 Bancada c/ instrum.(6,7) 85 27 - 28 600 Estoques intermediários/calhas 83 27 - 28 300
O espaçamento entre as edificações é muito pequeno, com
aberturas muito grande entre elas, permitindo difusão de alguns destes agentes
entre estas edificações. Verificou-se que a temperatura proveniente da
fundição era sentida na área de usinagem e que o ruído proveniente da
estamparia era percebido na montagem e no setor de embalamento.
As áreas de produção estão distribuídas por 5 galpões, sendo que a
fabricação, propriamente dita, ocorre nos galpões G2, G3 e G5, enquanto que
embalamentos e estoques estão nos galpões G1 e G7.
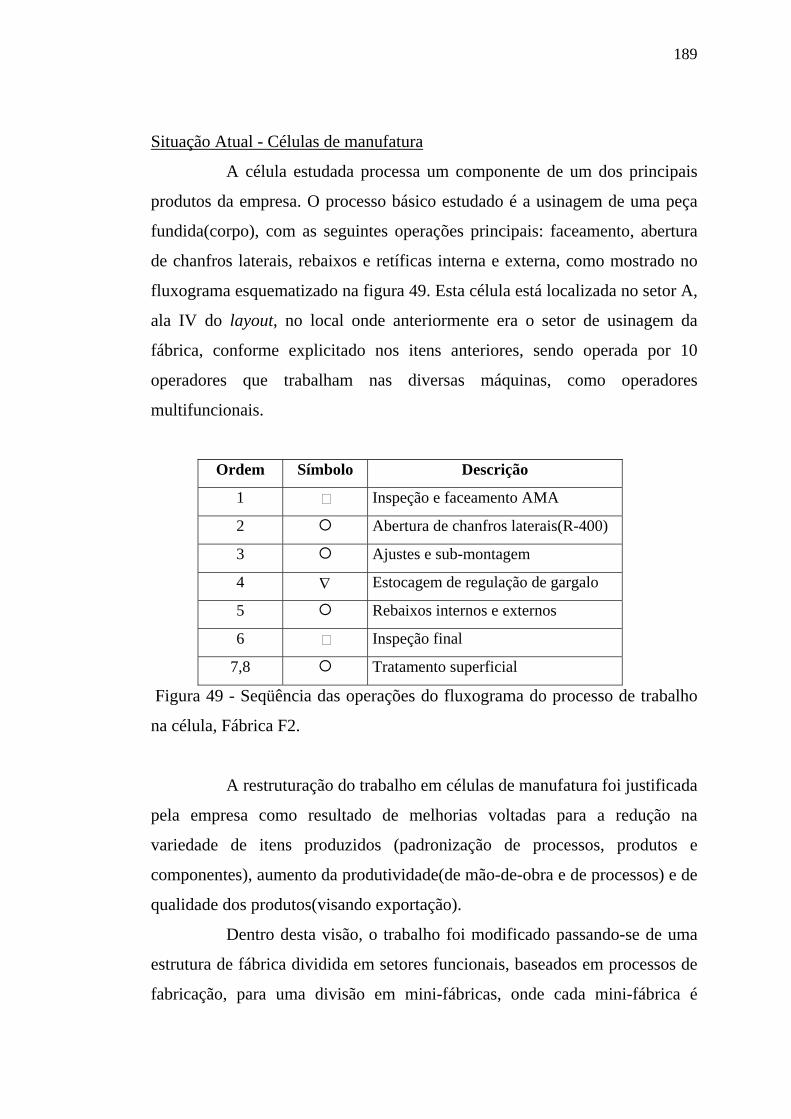
189
Situação Atual - Células de manufatura
A célula estudada processa um componente de um dos principais
produtos da empresa. O processo básico estudado é a usinagem de uma peça
fundida(corpo), com as seguintes operações principais: faceamento, abertura
de chanfros laterais, rebaixos e retíficas interna e externa, como mostrado no
fluxograma esquematizado na figura 49. Esta célula está localizada no setor A,
ala IV do layout, no local onde anteriormente era o setor de usinagem da
fábrica, conforme explicitado nos itens anteriores, sendo operada por 10
operadores que trabalham nas diversas máquinas, como operadores
multifuncionais.
Ordem Símbolo Descrição
1 Inspeção e faceamento AMA
2 Abertura de chanfros laterais(R-400)
3 Ajustes e sub-montagem
4 ∇ Estocagem de regulação de gargalo
5 Rebaixos internos e externos
6 Inspeção final
7,8 Tratamento superficial
Figura 49 - Seqüência das operações do fluxograma do processo de trabalho
na célula, Fábrica F2.
A restruturação do trabalho em células de manufatura foi justificada
pela empresa como resultado de melhorias voltadas para a redução na
variedade de itens produzidos (padronização de processos, produtos e
componentes), aumento da produtividade(de mão-de-obra e de processos) e de
qualidade dos produtos(visando exportação).
Dentro desta visão, o trabalho foi modificado passando-se de uma
estrutura de fábrica dividida em setores funcionais, baseados em processos de
fabricação, para uma divisão em mini-fábricas, onde cada mini-fábrica é

190
responsável por uma ou várias classes de produtos da empresa que possuem
funções semelhantes para o mercado. Dentro de cada mini-fábrica o trabalho
foi organizado em células de manufatura por família de componentes, na
seqüência de fabricação do produto ou de conjunto de produtos semelhantes,
exclusivamente por processos.
Cada célula foi estruturada segundo os conceitos da Tecnologia de
Grupo e o arranjo entre células foi baseado no Just-in-Time em relação às
seqüências de produção e ao fluxo de materiais, no Kanban em relação aos
estoques em processo, e nos princípios de sistemas flexíveis em relação a
movimentação de materiais e do relacionamento funcional(de processos) entre
as células.
O layout final de cada mini-fábrica ficou parecido com modelos de
layout modular vistos em 3.4.3. Infelizmente a empresa não forneceu o novo
layout geral da fábrica contendo todas as células das mini-fábricas, até porque
muitas ainda estavam sendo implantadas.
A mini-fábrica onde foi realizado o estudo apresenta o seguinte
modelo:
Figura 50 - Modelo
As peça
nas células desde
depois são transf
posteriormente par
célula 1
célula 2de estrutura d
s chegam da fu
a peça bruta
eridas para o
a a expedição.
célula 3
célula 4
e layout da c
ndição para
até o acaba
setor de m
célula n
FUNDIÇÃOMini-Fábrica
élula estudada,
a mini-fábrica,
mento final e s
ontagem final
MONTAGEM
FINAL
Fábrica F2.
são processadas
ub-montagens e
/embalamento e
191
Os equipamentos utilizados nas células são os que já existiam na
fábrica, apenas reformados e com a introdução de dispositivos simples de
controle de operações, com medidores, calibradores e ejeção de peças, através
de sistemas pneumáticos com controles eletroeletrônicos (uso de relês
elétricos e alguns com controles CNC).
A incorporação de equipamentos automatizados com controles por
CLP ocorreu posteriormente às mudanças iniciais nas células, como um
processo de modernização tecnológica provocada por alterações nas
especificações técnicas em algumas classes de produtos e substituição de
outros.
Situação Atual - Layout e Fluxo na Célula
A célula estudada, que ocupa parte do espaço onde antes se
localizava a usinagem, realiza um ciclo completo de operações de usinagem de
um componente deixando-o pronto para a montagem final. Esta célula é
especializada em determinadas operações de usinagem para determinados
componentes. Em função desta característica de especialização, o fluxo de
trabalho na célula, que obedece um layout em 'U', é freqüentemente
modificado, a partir do esquema mostrado na figura 51, com entradas e saídas
de materiais ocorrendo em diversos pontos ao longo das ruas que circundam a
célula, criando áreas de entrada e de saída de materiais em diversos locais e
ocupando áreas de trabalho ou circulação dentro da célula. Estas
características de trabalho na célula resultaram em diminuição das áreas livres
e congestionamentos nos locais de trabalho, aumentando os riscos de
acidentes.
O sistema de distribuição de peças para os postos de trabalho na
célula obedece os princípios do Kanban, onde cada posto de trabalho requisita
o material para trabalhar através de fichas que controlam as entradas e saídas
de materiais e regulam o abastecimento da célula. Este sistema é chamado de
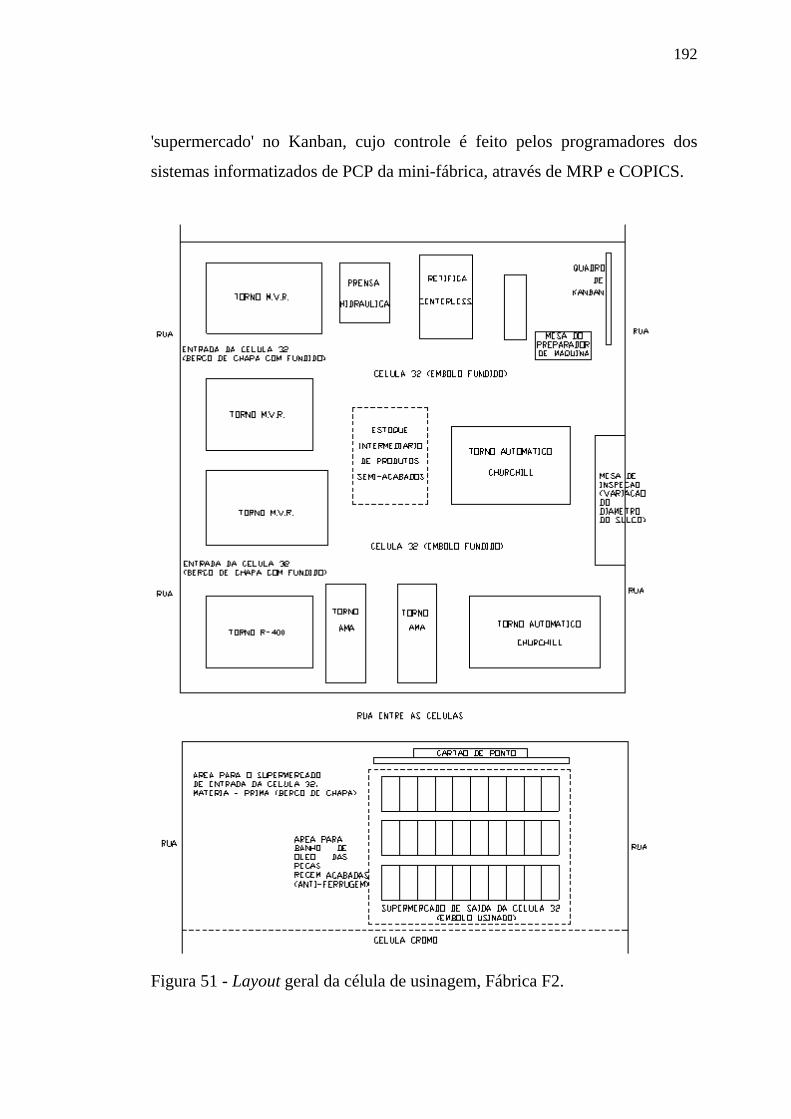
192
'supermercado' no Kanban, cujo controle é feito pelos programadores dos
sistemas informatizados de PCP da mini-fábrica, através de MRP e COPICS.
Figura 51 - Layout geral da célula de usinagem, Fábrica F2.
193
O 'supermercado' de saída possui uma área própria e fica localizado
no lado oposto da rua onde fica a célula, dificultando o transporte de peças
acabadas e aumentando os riscos para o pessoal que transita por locais onde
passam empilhadeiras e outros equipamentos de movimentação de materiais.
Esta localização do estoque é para facilitar a entrega do produto para a célula
seguinte dentro da mini-fábrica.
Em termos do uso do espaço do setor, as mudanças implicaram em:
a) diminuição do espaço livre entre máquinas, pelo uso de um sistema
semi-contínuo de transporte de peças entre os postos da célula, através
do uso de esteiras mecânicas em forma de calhas, com velocidade e
distribuição de trabalho controlados pelo sistema de PCP;
b) duplicação de máquinas semelhantes para balancear o volume de
produção e facilitar o fluxo de materiais, em função da rigidez do
sistema de movimentação, para possibilitar a fabricação de diferentes
modelos de produtos da célula;
c) aumento da quantidade de máquinas, por duplicação e diversificação,
para atender modificações nos produtos e atender os diferentes
modelos;
d) diminuição do número total de operadores, se comparados com a
quantidade de pessoas que realizavam o total de operações que agora
estão concentradas na célula, em função de automação de algumas
operações, com alocação de mais funções/máquinas por operador;
e) substituição do estoque intermediário, entre as máquinas, por estoques
no início e final de cada conjunto de processos e um único estoque
regulador no interior da célula.
194
Situação Atual - Análise do trabalho na célula
O trabalho nas células da fábrica está organizado em equipes
multifuncionais compreendendo, além das operações de máquinas, a
manutenção preventiva, o acompanhamento e controle de qualidade das peças
trabalhadas na célula, retrabalho e responsabilidade sobre a distribuição do
trabalho dentro da célula.
Na célula estudada são processados 15 tipos diferentes de produtos
que requerem seqüências diferentes de processamentos. Face a esta
diversidade, os trabalhos são divididos principalmente em função da
necessidade de atendimento de prazos de fabricação, o que prejudica a
distribuição de trabalho baseada no ritmo e na carga. Comparando os dados
apresentados no quadro 24 com alguns indicadores da célula, mostrados
abaixo; verifica-se que o espaço de trabalho na célula é pequeno e o ritmo é
intenso. Ritmo alto e trabalho desbalanceado, provocam uma distorção nas
propostas iniciais das células da fábrica, causando insegurança e insatisfação
nos operadores.
Na situação por setores funcionais, as relações de área de trabalho,
operadores e produção eram:
= 8,89 m2 de área de trabalho para cada operador no setor de usinagem.
(44,45 m2 ÷ 5 operadores)
= 3,04 m2 de área de operação para cada operador. (15,2 m2 ÷ 5
operadores)
= 4,04 m2 de área para cada operação do setor. (44,45 m2 ÷ 11
operações)
= 45 peças por hora produzida em cada máquina. (180.000 peças ÷ 4000
horas trabalhadas, tomado como exemplo um torno Churchill).
195
Na célula, estas relações ficaram:
= 12,2 m2 de área total de trabalho para cada operador na célula. (122 m2
÷ 10 operadores)
= 9,38 m2 de área para cada operação na célula. (122 m2 ÷ 13 operações)
= 2,64 m2 de área de trabalho para cada operador da célula. (26,4 m2 ÷ 10
operadores
= 60 peças produzidas por hora em cada máquina. (180.000 peças ÷
3.000 horas trabalhadas, para cada torno Churchill)
Os dados mostram um aumento de 33% na velocidade de trabalho
por máquina, uma diminuição de 15% na área efetivamente utilizada para o
trabalho de cada operador. Embora a relação de área total de trabalho tenha
aumentado na célula, a média de área livre de trabalho, para cada operador,
diminuiu. Pelo aumento de produção de cada máquina, consequentemente
houve um aumento de ritmo para os operadores. Mesmo considerando-se que
parte deste aumento de produção deveu-se à incorporação de mecanização nas
operações, foram mantidas atividades de carga e descarga de máquina,
regulagens e movimentação de materiais, além de novas funções, como
controle de qualidade e manutenção, que antes não faziam parte do trabalho
dos operadores.
Situação Atual - Instalações da Fábrica
Pelas implicações já comentadas na mudança do layout e na
composição do trabalho, foi possível detectar um aumento relativo no fluxo
provocado pelo sistema de transporte dentro e fora das células, principalmente
em função da substituição de empilhadeiras com estrados, por empilhadeiras
menores com caixas; aumentando a freqüência de movimentação. Este
196
congestionamento só se reflete significativamente nas condições de segurança
do trabalho, pelo fato dos corredores de movimentação das empilhadeiras
serem usados também como vias de circulação dos trabalhadores da fábrica.
Estes limitantes foram impostos pela edificação do galpão onde se localiza o
setor da célula que, para comportar as áreas para as células, requereu a retirada
dos corredores que eram distribuídos ao longo das máquinas, com um lado
para usos de empilhadeiras e outro para trânsito de pessoas, e usar apenas o
contorno externo das células; criando locais de cruzamentos de equipamentos
com materiais de várias células.
Com este sistema de fluxo e organização espacial das células, as
máquinas ficaram mais distantes das paredes da edificação, o que prejudicou a
quantidade de iluminação natural no interior de cada célula. Com os
corredores circundando as células, aumentou a distância entre as máquinas de
uma célula em relação às máquinas das outras células, o que diminuiu o ruído
de fundo nas mini-fábricas e, consequentemente, em toda fábrica. Entretanto,
pela aproximação das máquinas dentro das células, houve um aumento do
ruído total em cada ponto de operação das máquinas. Por exemplo, o ruído na
operação de retífica (máquina CENTERPLESS) que era de 87 dB(A), na
estrutura de linha, passou para 90 dB(A), um aumento de quase 40% na
sensação sonora.
A edificação não sofreu modificações em sua estrutura, ou no seu
revestimento, para acomodar a nova distribuição espacial do trabalho. Sendo
uma edificação com grandes vãos livres(50 x 70 metros com uma fileira
central de colunas) e pé direito de 8 metros, não contribui para a reflexão do
ruído mas, pelo uso de materiais estruturais pouco absorventes como concreto
e aço nesta edificação, não impede a disseminação do ruído no ambiente.
197
Conclusões da Fábrica F2
Nesta nova organização notou-se alguns conflitos de natureza
conceitual entre o modelo de gestão adotado, com respectiva organização do
trabalho, e os resultados esperados. O JIT/KANBAN, em conjunto com os
princípios de TG, adotados na concepção do trabalho nas células, se baseia em
princípios como: 1.) Eliminação de perdas - nada mais deve ser feito na
produção que não seja a transformação dos materiais em produtos; 2.)
Atendimento ao cliente - cada célula posterior deve ser tratada como um
cliente e, portanto, deve ser atendida prontamente e com suas exigências de
qualidade; 3.) Redução de estoques - deve-se reduzir ao máximo a quantidade
de materiais em movimentação, processando imediatamente o material
recebido da célula anterior; 4.) Qualidade assegurada - todo produto entregue
pela célula deve estar dentro das especificações previstas pela fábrica, sem
necessidade de inspeção; e 5.) Tempo de atendimento - tempos e prazos de
entrega estabelecidos pelo sistema de PCP para cada célula/mini-fábrica, que
devem ser obrigatóriamente respeitados.
Estes princípios quando aplicados na situação estudada acabaram
gerando conflitos com outros princípios de organização do trabalho, como a
formação de equipes de trabalho baseadas na distribuição consensual de
tarefas, respeitando os conhecimentos profissionais dos membros do grupo.
A especificidade de aplicação das técnicas derivadas do
JIT/Kanban tem sido alvo de reclamações dos operadores já que houve um
aumento da quantidade de trabalho dos operadores nas células, provocando
atritos entre o pessoal operacional e as chefias imediatas no tocante à metas e
qualidade do trabalho de cada célula. Segundo a empresa, o número total de
acidentes diminuiu após as mudanças no sistema de trabalho, mas tem
aumentado a frequencia de atendimentos ambulatoriais e a quantidade de
reclamações na caixa de 'sugestões', adotada pela empresa como uma das
medidas de melhoria na área de RH, sobre a participação dos funcionários no
processo de mudanças (kaisen).
198
4.2.3. Fábrica - F3
Este caso refere-se à uma empresa produtora de artefatos de
madeira para trabalhos de escritório, em especial, produtos para escrita. A
empresa situa-se no interior do estado de São Paulo, fundada na década de 20
como empresa nacional. A partir da década de 70 foi adquirida por uma
empresa multinacional produtora de lápis e canetas.
A situação estudada refere-se à adoção de células para processar
algumas etapas de um grupo de produtos que representam 60% da produção da
fábrica, sem nenhuma alteração de tecnologia e de produto, ou seja, com
alteração, exclusivamente no sistema de gestão da produção, com alteração de
layout. Neste caso não houve mudanças de equipamentos, processos ou de
materiais. Além destes fatores que não se alteraram, a edificação também
permaneceu a mesma1. A estrutura de célula veio acompanhada de estudos
para o agrupamento de produtos com operações e processos praticamente
idênticos, formando famílias no conceito da TG e o uso de sistema de controle
de estoques e de produção baseados no JIT/Kanban.
O edifício onde foi realizado o estudo é composto de 4 pavimentos,
construído na década de 40. Sua característica construtiva é completamente
diferente dos edifícios dos casos anteriores, conforme pode-se verificar na
figura 52.
A altura de cada pavimento é de 6 metros de pé direito, com
aberturas para acesso situados nas extremidades do pavimento e janelas de 1
metro de altura e à 1,5 metros a partir do piso, ao longo das laterais da
edificação.
O sistema de produção é baseado em lotes, com entregas
programadas e um planejamento 'que empurra' a produção. O layout
predominante é funcional, com as máquinas agrupadas por funções
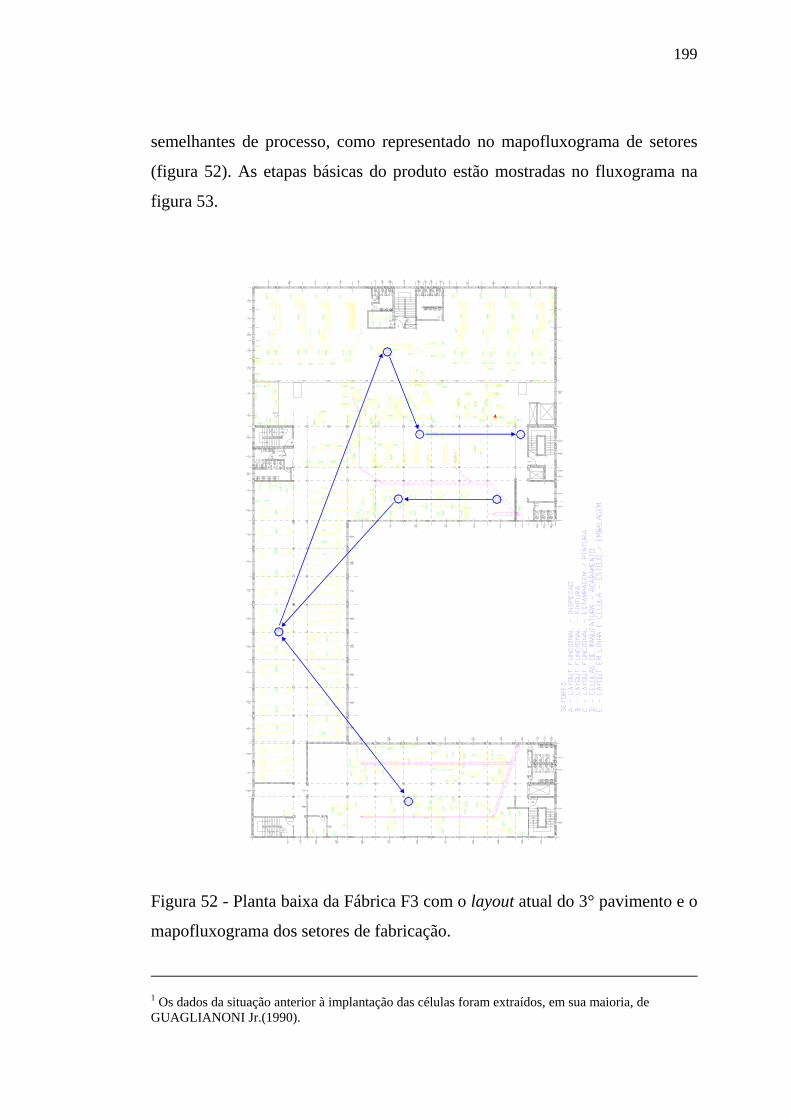
199
semelhantes de processo, como representado no mapofluxograma de setores
(figura 52). As etapas básicas do produto estão mostradas no fluxograma na
figura 53.
Figura 52 - Planta baixa da Fábrica F3 com o layout atual do 3° pavimento e o
mapofluxograma dos setores de fabricação.
1 Os dados da situação anterior à implantação das células foram extraídos, em sua maioria, de GUAGLIANONI Jr.(1990).
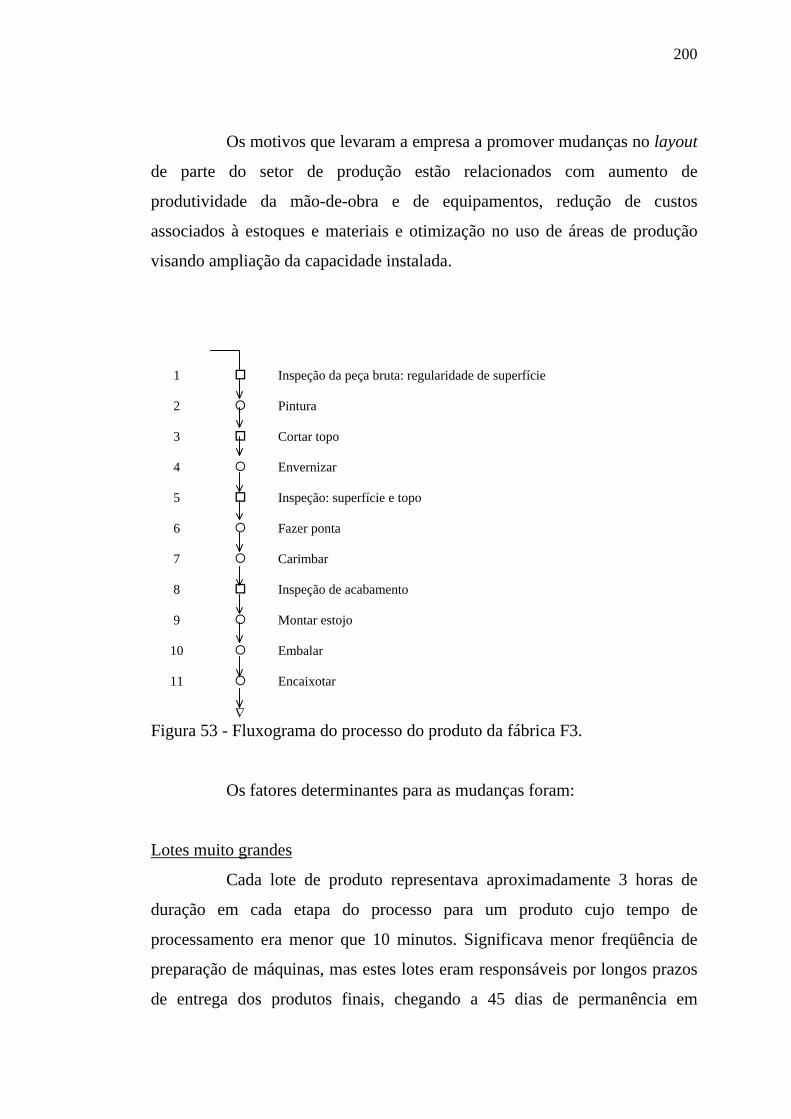
200
Os motivos que levaram a empresa a promover mudanças no layout
de parte do setor de produção estão relacionados com aumento de
produtividade da mão-de-obra e de equipamentos, redução de custos
associados à estoques e materiais e otimização no uso de áreas de produção
visando ampliação da capacidade instalada.
1 Inspeção da peça bruta: regularidade de superfície
2 Pintura
3 Cortar topo
4 Envernizar
5 Inspeção: superfície e topo
6 Fazer ponta
7 Carimbar
8 Inspeção de acabamento
9 Montar estojo
10 Embalar
11 Encaixotar
∇
Figura 53 - Fluxograma do processo do produto da fábrica F3.
Os fatores determinantes para as mudanças foram:
Lotes muito grandes
Cada lote de produto representava aproximadamente 3 horas de
duração em cada etapa do processo para um produto cujo tempo de
processamento era menor que 10 minutos. Significava menor freqüência de
preparação de máquinas, mas estes lotes eram responsáveis por longos prazos
de entrega dos produtos finais, chegando a 45 dias de permanência em
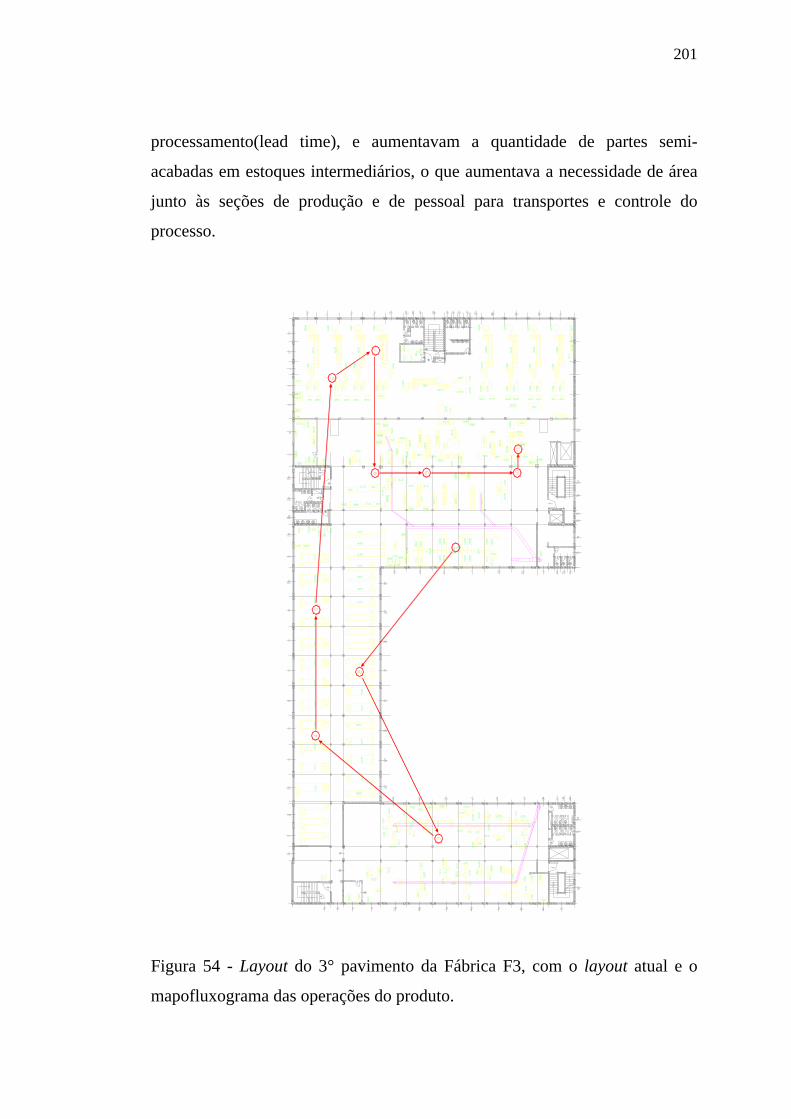
201
processamento(lead time), e aumentavam a quantidade de partes semi-
acabadas em estoques intermediários, o que aumentava a necessidade de área
junto às seções de produção e de pessoal para transportes e controle do
processo.
Figura 54 - Layout do 3° pavimento da Fábrica F3, com o layout atual e o
mapofluxograma das operações do produto.
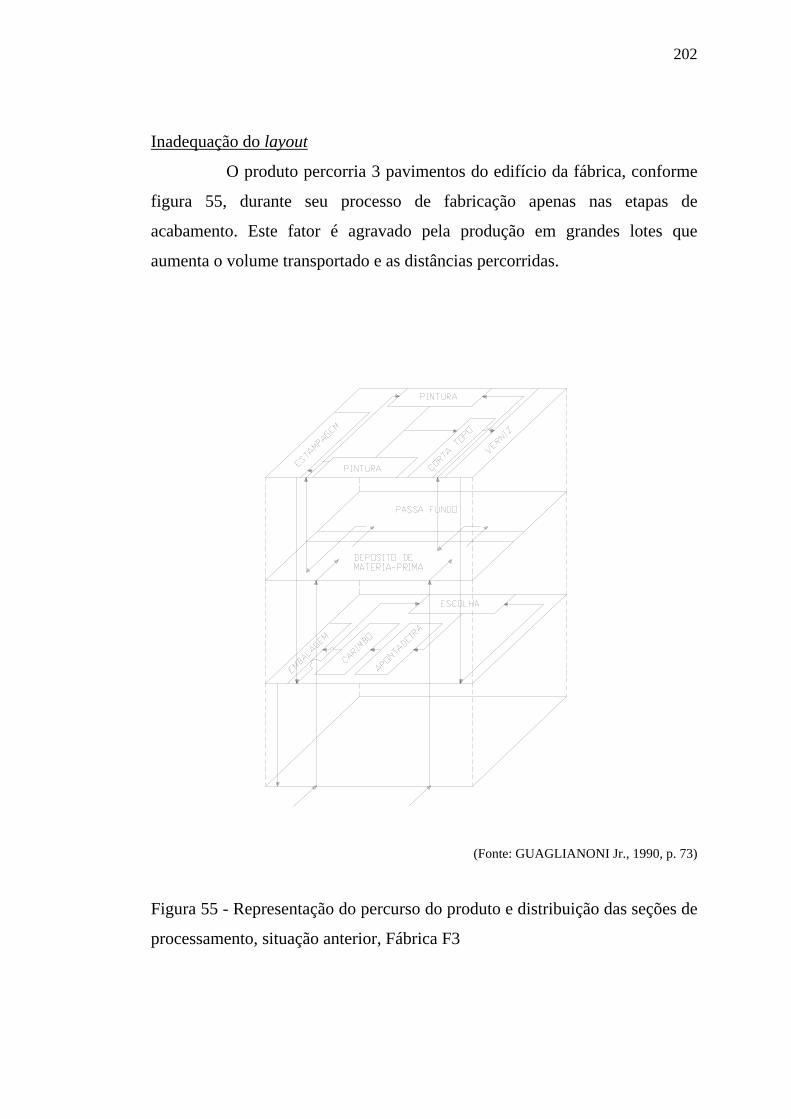
202
Inadequação do layout
O produto percorria 3 pavimentos do edifício da fábrica, conforme
figura 55, durante seu processo de fabricação apenas nas etapas de
acabamento. Este fator é agravado pela produção em grandes lotes que
aumenta o volume transportado e as distâncias percorridas.
(Fonte: GUAGLIANONI Jr., 1990, p. 73)
Figura 55 - Representação do percurso do produto e distribuição das seções de
processamento, situação anterior, Fábrica F3
203
A célula proposta inicialmente era constituída por um agrupamento
do conjunto de operações: cortar topo(3), envernizar(4) com 2 máquinas,
inspeção(5), fazer ponta(6) e carimbar(7) com 2 máquinas. Esta escolha de
operações para compor a célula foi decidida exclusivamente para otimização
do processo de fabricação e, a quantidade de equipamentos foi resultado de
balanceamento da produção. Na figura 55 pode-se verificar que estas
operações ficavam distantes umas das outras, sendo que as operações 3 e 4
ficavam no 4°. Pavimento e as demais(5,6 e 7) no 2°. Pavimento.
Na distribuição intermediária, antes da adoção da célula, ou seja,
com uma distribuição funcional dos equipamentos; as operações foram
transferidas para o 4° pavimento e, com a adoção do Kanban, montou-se uma
estrutura de layout em linha por tipo de produto, mantendo-se a mesma
disposição dos equipamentos. Uma mistura de layout por produto e funcional
(figura 54).
Na distribuição atual, estas células(atualmente em número de 9)
estão localizadas no 4°. Pavimento, indicado pelo setor 'D' na figura 53.
Inicialmente foi implantada uma célula piloto no 4°. pavimento
juntamente com os demais setores, conforme mostrado na figura 56, cujo
posicionamento foi resultado da disponibilidade de espaço e por razões
organizacionais, já que o supervisor da pintura era também responsável pelas
operações da célula.
Por ocasião desta implantação, surgiram alguns problemas
relacionados à distribuição de tarefas no interior da célula e à composição do
trabalho fora desta, já que com o Kanban, as funções de movimentação e
controle de estoques em processo foram remanejadas para os operadores dos
postos imediatamente anteriores e posteriores à célula.
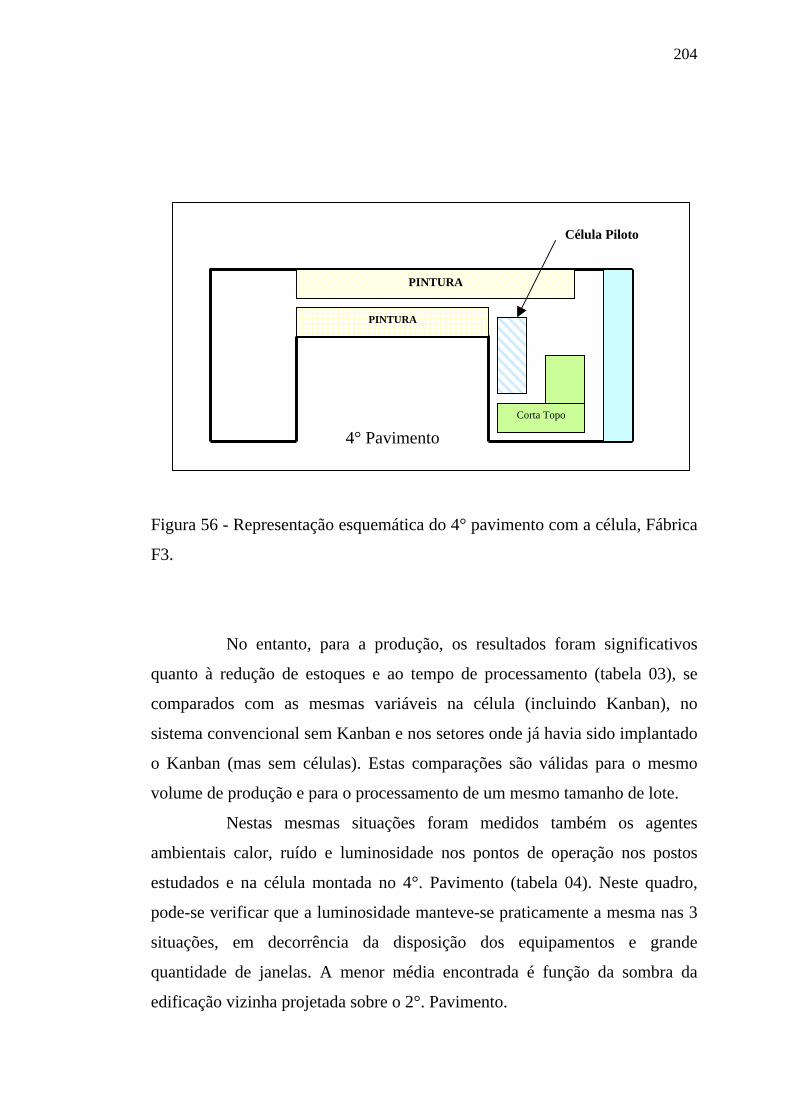
204
PINTURA
Figura 56 - Representação esq
F3.
No entanto, para a
quanto à redução de estoques
comparados com as mesmas
sistema convencional sem Kan
o Kanban (mas sem células).
volume de produção e para o p
Nestas mesmas si
ambientais calor, ruído e lum
estudados e na célula montad
pode-se verificar que a lumino
situações, em decorrência
quantidade de janelas. A me
edificação vizinha projetada so
PINTURA
uemática do 4° pavim
produção, os resul
e ao tempo de proc
variáveis na célula
ban e nos setores ond
Estas comparações
rocessamento de um
tuações foram med
inosidade nos ponto
a no 4°. Pavimento
sidade manteve-se pr
da disposição dos
nor média encontrad
bre o 2°. Pavimento.
Corta Topo
ento c
tados f
essam
(incl
e já ha
são vál
mesmo
idos ta
s de o
(tabela
aticam
equip
a é fu
Célula Piloto
4° Pavimento
om a célula, Fábrica
oram significativos
ento (tabela 03), se
uindo Kanban), no
via sido implantado
idas para o mesmo
tamanho de lote.
mbém os agentes
peração nos postos
04). Neste quadro,
ente a mesma nas 3
amentos e grande
nção da sombra da
205
Tabela 03 - Comparação de variáveis de processo para o sistema convencional
de produção(áreas funcionais), sistema Kanban(áreas funcionais) e célula da
manufatura para o produto estudado, Fábrica F3.
Fatores de comparação Sistema
Convencional
Sistema Kanban
sem célula
CÉLULA
Produção Diária(pacote*) 10.000 15.000 8.000
Estoque em processo(pacote) 115.000 15.000 5.500
Tempo em Processo(dias) 5 0,5 12 minutos
Falta de Material Várias Nenhuma Nenhuma
Produção(pacote/hora paga) 3,7 5,2 8,8
Estoque em Processo(pacote) 350 100 15
Área ocupada(m2) 100 60
(*)Pacote = unidade de transporte e de manuseio dos produtos
O ruído nos pontos de operação da célula encontram-se com
valores ligeiramente superiores aos demais em função da proximidade das
máquinas, principalmente da apontadeira próxima da carimbadeira.
As condições térmicas são mais agressivas nos pontos mais centrais
do ambiente em função da baixa ventilação nestes locais. Na célula não há
fontes geradoras de calor, apenas os motores elétricos das máquinas.
Dependendo do tipo de pintura de fundo, para alguns produtos, é necessário a
colocação de lâmpadas incandescentes para auxiliar na secagem da tinta, que
se torna uma fonte de calor considerável no setor de pintura ou na célula.

206
Conclusão - Fábrica F3
Nos setores onde houve a implantação de controle de estoques por
Kanban sem mudança para células constatou-se um ganho de áreas
decorrentes da diminuição de estoques em processo, porém um aumento no
trânsito, com movimentação de carrinhos e caixas, pela diminuição no
tamanho dos lotes. Nestes locais, os espaços que antes eram ocupados por
materiais puderam, parcialmente, ser ocupados como áreas de trabalho,
melhorando a circulação entre as máquinas.
Tabela 04 - Valores das variáveis ambientais: ruído, calor e iluminamento nos
mesmos postos de trabalho, nas situações de linha, Kanban sem célula e na
célula de manufatura, Fábrica F3.
Variável Ambiental
No sistema convencional
No sistema
Kanban
(sem célula)
Na célula
2° pav. 3° pav. 4° pav. 3° pav. 4° pav. 4° pav.
Iluminamento - Lux
(min - max)
320 - 600 400 - 650 400 - 650 500 - 650 500 - 650 500 - 650
Ruído - dB(A) 85 82 82 85 85 90
Calor - IBUTG(oC) 25 27 28 26 28 29
Nas células, o layout modificado apresentou algumas deficiências,
claramente por limitações da forma do edifício. Pela figura 56 pode-se notar
que o local onde a célula foi colocada é inadequado em relação aos agentes
ambientais, pois fica próxima do setor de verniz(com solventes), fica distante
dos locais de ventilação natural, muito próximo da corta topo(ruído) e próximo
da pintura(solventes). Esta localização, no entanto, foi condicionada pelas
dimensões da edificação e pela existência de colunas que restringiam a
207
alocação de alguns equipamentos em outras posições, em função de suas
dimensões.
Nos setores 'A', 'B' e 'C' da figura 52, que mantém layouts
funcionais com equipamentos dedicados por função no processo, os
equipamentos estão arranjados de forma que os pontos de operação se
localizam próximos às janelas, aproveitando a iluminação e ventilação naturais
e os pontos de saída dos materiais estão colocados próximo às colunas, no
corredor central formado na direção longitudinal do edifício.
Há claramente uma adequação entre a colocação das máquinas e a
forma do edifício, no layout funcional. No setor 'D' , onde se localizam as
células, existem pontos de operação muito distantes das janelas, como na
inspeção, e a saída de material é dificultada pela proximidade com o setor de
embalagem, que é uma mistura de layout em linha(montagem) e célula de
embalagem.
Este edifício foi projetado para uma situação que se caracterizava
por: 1) produção em série de produtos padronizados; 2) uso de equipamentos
pequenos e com baixa mecanização, com grande dependência de intervenções
dos operadores no processo de qualidade do produto final; 3) uso de
iluminação e ventilação naturais; 4) movimentação e manuseio manuais dos
materiais dentro de cada pavimento e uso de elevadores entre pavimentos; 4)
dedicação de cada pavimento para cada processo ou todos os processos de
uma classe de produtos; e 5) uso dos pavimentos superiores para atividades
administrativas, o térreo para processamento de materiais mais pesados e
freqüentes e os intermediários para produtos/materiais mais leves.
As incompatibilidades verificadas na alocação das novas células,
principalmente quanto às dimensões do edifício, mostram que o novo sistema
de organização espacial pode melhorar o rendimento da produção (como
diminuição no tempo de processamento e melhoria de produtividade de
máquinas), mas apresentam problemas nos aspectos de conforto ambiental e,
provavelmente, nos futuros espaços de trabalho nas células.
208
4.3. Considerações finais sobre as empresas estudadas.
Conforme já salientado no início do capítulo, o estudo das fábricas
não tinha a intenção de, isoladamente, esgotar os critérios de comprovação das
hipóteses da incompatibilidade entre as mudanças de gestão da produção e os
edifícios industriais. Estes serviram para direcionar algumas tendências
colocadas teoricamente nos capítulos precedentes, principalmente, onde foi
possível quantificar parte desta dicotomia, que foi em relação ao uso de áreas
de trabalho e o comportamento de variáveis relacionadas ao conforto
ambiental: ruído, calor e luminosidade. Entretanto, nos casos estudados, foi
possível quantificar vários elementos de incompatibilidade entre a edificação e
a eficiência do sistema de trabalho.
Nos sistemas de trabalho notou-se uma concentração de
treinamentos em aspectos da qualidade dos produtos e na responsabilidade dos
operadores, em especial sobre conhecimentos técnicos dos processos
efetuados, enquanto que os treinamentos deveriam ser mais direcionados ao
ofício da fabricação do produto e de organização do trabalho. Ou seja, mudar a
direção da especialização para a ampliação das funções dentro do processo de
produção. Isto deveria incluir treinamentos de multi-funcionalidade (proposta
do JIT/KANBAN), com conhecimentos técnicos sobre o produto, de
ergonomia, projeto do trabalho e trabalho participativo; permitindo uma
flexibilidade de trabalho nas células e uma estabilidade emocional aos
operários. Nesta proposta deve-se também reorientar os procedimentos de
qualidade para as características funcionais do produto e não mais sobre os
métodos de controle dimensional da qualidade.
As modernas técnicas de gestão da produção, que foram as mesmas
utilizadas (teoricamente) nas mudanças estudadas nas fábricas, em que pese as
distorções verificadas, incluem modelos de gestão do trabalho baseados em
sistemas participativos- e mesmo cooperativos- na distribuição dos postos de
trabalho e, dentro destes, no processo de discussão da distribuição das tarefas.

209
Nota-se que as empresas estudadas não se preocuparam com estas
questões, sendo que podem ser alguns dos aspectos da tendência de declínio
da produtividade verificada posteriormente, já que houve um aumento de
responsabilidade dos operários sem que houvesse uma restruturação na
organização do trabalho nas células.
Os novos layouts, baseados em ciclos de trabalhos fechados em
células, com o objetivo de diminuir as distâncias entre os postos, são
construídos dentro de parâmetros antropométricos mínimos em relação aos
envoltórios de alcance e corredores de circulação interna; quando comparados
com os espaços antes utilizados nas linhas. Tal fato é decorrência de
necessidades de otimização de fatores de produção, independente do edifício
onde ocorre esta produção. No entanto, com a formação de layouts em células,
a distribuição da iluminação dos ambiente precisa ser modificada de distâncias
constantes para concentração em pontos específicos do ambiente. Isto
modifica a relação entre a oferta de iluminação natural do edifício e a
necessidade do processo de trabalho que anteriormente existia.
Da mesma forma, o projeto de dissipação do ruído, previsto em
uma edificação para comportar uma distribuição espacial do trabalho, em
layout por produto ou por processo, fica prejudicado quando esta distribuição
espacial muda para a formação de células. Analogamente, ocorre o mesmo
com a distribuição da ventilação natural nestes edifícios. Algumas soluções
para estes problemas residem em adaptar a edificação às mudanças de
ordenação dos fatores de produção, principalmente em rearranjar os sistemas
de ventilação, iluminação e absorção do ruído dos galpões.
A necessidade de otimizar espaços dentro das instalações de
produção, advinda do conceito de produzir com tempo menor, e para
aproveitar as antigas áreas de estoques para novas células, as áreas de
corredores foram diminuídas e, também como decorrência de técnicas do
JIT/KANBAN, a freqüência de movimentação aumentou (lotes menores =
maior freqüência de movimentação de materiais).

210
As implicações desta nova organização são congestionamentos, que
podem provocar acidentes do trabalho, e que atrasam a programação da
produção interferindo na produtividade do sistema.
Edifícios projetados para a produção em série de produtos
padronizados, como bem caracterizado pelo edifício da fábrica F3, se tornam
ineficientes em situações de layout baseado em processos interligados ou
mini-fábricas.
211
5. CONCLUSÕES
Este capítulo faz uma análise final da pesquisa, acrescentando
critérios de avaliação das edificações industriais quanto ao seu desempenho
para as condições de trabalho, e mostra algumas tendências no projeto da
edificação industrial, através de exemplos internacionais, como forma de
constatar que os edifícios industriais são, ou devem ser, tão dinâmicos quanto
os modelos de gestão do trabalho e da produção.
A avaliação da edificação com a finalidade de verificar seu
desempenho de funcionamento, usualmente é feita após um período de
funcionamento da mesma e em condições normais de uso, ou seja, supondo-se
que o ambiente se mantém estático e que pode ser mensurável
quantitativamente. A metodologia de Avaliação Pós-Ocupação (APO) é
aplicada nestas situações, ou seja, com a edificação em uso, avaliando duas
situações estanques: antes e depois das mudanças ocorridas, comparando as
duas situações.
Este método constata que algo saiu errado, já que não pode agir
preventivamente, só depois das mudanças. É necessário um método que avalie
uma futura situação (uma simulação), e consiga prever as conseqüências das
mudanças.
Uma característica, de projeto e uso, das edificações industriais, e
que se reporta à possibilidade de suas adequações às futuras alterações na
produção, é a flexibilidade destas instalações.

212
Flexibilidade é um conceito, utilizado no estudos de sistemas de
produção e de trabalho, que se refere à capacidade, de um ou mais elementos
destes sistemas, de absorver satisfatoriamente variações em parâmetros de
funcionamento dos sistemas, sem que seus princípios sejam rompidos e que
possa adaptar-se à mudanças.
Flexibilidade, quando estudada na área de sistemas produtivos,
assume dimensões diferenciadas em função da abrangência do estudo
pretendido. No âmbito de relações sociais inter-empresariais, a flexibilidade
em geral toma as seguintes modalidades: de organização, de contratos de
trabalho, de formação de salários, de formação de mercados, de
regulamentação social, de alocação de recursos financeiros, etc. (SALERNO,
1991). Nas relações gerenciais de tomada de decisão empresarial, a
flexibilidade é tratada nos aspectos: de estratégica, estrutural, operacional, de
gestão (SALERNO, 1991).
Os estudos de flexibilidade nos sistemas flexíveis de manufatura,
têm procurado detalhar este conceito de forma a torná-lo adequado à discussão
de estratégias de produção da fábrica. O quadro 27 procura sistematizar estes
conceitos e mostra que, embora existam diversos tipos de flexibilidade na
fábrica, poucos destes se reportam à compatibilidade entre a edificação e
organização da produção; mais ainda, nenhum deles se refere à organização do
trabalho.
As medidas de flexibilidade encontradas na literatura sobre
sistemas produtivos compreende duas variáveis: tempo e rendimento.
Rendimento refere-se à quantidade e a qualidade de funcionamento de cada
um dos elementos(ou conjunto de elementos) de um sistema, em relação à
suas características iniciais, quando submetido à mudanças ocorridas neste
sistema. Tempo é a medida de eficácia de adaptação de um elemento às
mudanças no sistema, ou seja, quanto tempo um elemento demora para atingir
uma determinada eficiência após ser submetido à mudanças (BARAD, 1988;
GUPTA, 1988).

213
A avaliação da flexibilidade de um sistema, apresentada por
FRIGÉRIO (1994) para as edificações, é a adaptabilidade: que é a qualidade
da flexibilidade. Segundo a autora, toda edificação é potencialmente flexível,
medida pela capacidade de acomodar mudanças internas e externas. A
qualidade final do funcionamento dos elementos constituintes da edificação
em relação ao seu uso, são medidos pela adaptabilidade.
Quadro 27 - Tipos de flexibilidade aplicadas aos sistemas de produção.
Tipo
de
flexibilidade
Categoria Definição Possíveis mudanças
nos fatores de
produção(*)
Produto Customização Habilidade para produzir um produto com características específicas, determinadas por exigências do cliente.
Ferramental, equipamentos, rotas.
Modificações Habilidade para modificar produtos existentes para necessidades especiais.
Ferramental, equipamentos, rotas.
Novos produtos
Velocidade com que os novos produtos são projetados, fabricados e introduzidos no mercado.
Equipamentos, materiais.
Volume Incertezas Capacidade para responder a mudanças imprevistas no volume de um produto requerido pelo mercado.
Rotas, espaços.
Variações Velocidade com que novos processos de produção podem passar de pequenos volumes para uma produção em grande escala.
Rotas, estoques, espaços.
Processo Mix Habilidade para produzir uma variedade de produtos, sem modificar as instalações existentes.
Rotas, equipamentos, ferramental, estoques.
Substituições Capacidade de mudança no mix de produtos a longo prazo.
Equipamentos, ferramental, materiais.
Roteiros Capacidade do sistema em absorver alterações nos roteiros de produção.
Rotas, equipamentos.
Materiais Habilidade para absorver variações e substituições das matérias-primas.
Estoques, equipamentos.
Seqüências Habilidade para absorver alterações no seqüenciamento da produção, em virtude de incertezas nas datas de liberação das matérias-primas.
Estoques, rotas, espaços, equipamentos.
(Fonte: VANALLE, 1995, p. 39)
(*) - Esta coluna não foi extraída da fonte da tabela.
FRIGÉRIO (1994) ao estudar o projeto arquitetônico de fábricas,
na Inglaterra, trabalha com três conceitos: flexibilidade, adaptabilidade
(adaptability) e ajuste (fit), relacionando-os diretamente com a edificação no
214
processo de mudanças decorrentes da tecnologia e do sistema de produção. A
autora trabalha com as seguintes dimensões:
1. mudanças internas à edificação decorrentes de mudanças nos
parâmetros de produção(mercado, produtos, tecnologia, gestão de
produção), para acomodar diferentes sistemas de organização do
trabalho(trabalho em grupos, terceirização, etc.) e derivado de
mudanças econômicas(recessão, problemas de fluxo de caixa, falta de
financiamentos, etc.).
2. crescimento externo à fábrica, que ocorre quando a edificação não tem
mais capacidade para acomodar as mudanças na organização. Neste
caso há a necessidade de ampliação da edificação existente ou
construção de novos módulos da mesma edificação.
3. Obsolescência da edificação, sendo necessário a construção de outro
espaço para acomodar a organização. Os principais fatores são:
deterioração física da edificação, fatores estéticos por mudanças nos
padrões arquitetônicos, localização inadequada em função de novos
sistemas de transportes e depressão na economia regional.
Para esta pesquisa, os fatores de análise de performance estão
condicionados pelos parâmetros de condições de produção e de trabalho que
são as referencias para esta análise. As medidas de flexibilidade, aplicadas às
situações de estudo de edificações industrias frente às mudanças de gestão da
produção e do trabalho, podem ser auferidas pelos parâmetros já identificados
no texto, comparando-os antes e depois das mudanças. Neste sentido pode-se
usar indicadores de comparação que já foram descritos nos capítulos 3 e 4,
separando-os em indicadores para a produção e indicadores para o trabalho
(ou para os usuários da fábrica). Como medidas de rendimento da fábrica
pode-se utilizar: a)produtividade da mão-de-obra, b)índices de acidentes,
c)níveis dos agentes ambientais(calor, ruído, luminosidade), d) satisfação dos
usuários, e) espaços de trabalho.
215
5.1. Edifícios industriais e instalações: exemplos recentes e indicativos de
tendências.
Os novos padrões de layout industrial, principalmente para
industrias de produção em série de produtos discretos, como mostrado no item
3.4, indicam que na segunda metade do século 20 a tendência foi do trabalho
em grupo, com as novas edificações seguindo as formas geométricas
assumidas por estes grupos, como exemplo a fábrica de Kalmar da Volvo
(figura 38, cap. 3. , item 3.4).
Esta concepção de projeto de edificações parece se encaixar nas
mesmas bases de projeto dos edifícios da primeira metade do século, com suas
formas ditadas pela necessidade imediata dos modelos de produção
emergentes na época, derivados da produção em massa do Fordismo e
seguindo a escola funcionalista.
O exemplo de projeto de fiação e tecelagem (PROJETO, out/92) de
uma nova unidade em Uberlândia/MG apresenta um layout circular com a
entrada de materiais e a saída de produtos finais em um mesmo ponto. Na
tentativa de romper com a forma clássica do galpão retangular do layout
funcional, característico das fábricas do setor têxtil (MATTOS, 1988), cria
uma edificação na forma de um hexágono, com a produção no interior do
hexágono e as atividades complementares à produção localizadas nas
extremidade das faces deste hexágono. O memorial deste projeto indica que a
solução adotada não prioriza a forma em detrimento da função, em referência
à projetos semelhantes que foram criticados por não serem funcionais. Esta
crítica surge em relação aos projetos de fábricas do setor automobilístico nos
países escandinavos (MAYERSOHN, 1989).
Se alguns projetos recentes incorporam soluções formais derivadas
de experiências em sistemas participativos na concepção de edifícios
industriais, como os projetos suecos das décadas de 70 e 80 (ORSTMAN,
1984), vários outros projetos pesquisados indicam ainda uma predominância
216
de modelos formais baseados na segmentação de atividades e especialização
de setores da fábrica, tais como os projetos de décadas anteriores, cujas
concepções seguiam modelos de produção tradicionais.
O projeto de uma nova unidade de fabricação de equipamentos de
usinagem, da empresa Weil & Rhein na Alemanha (BROTO, 1997), foi
construída para atender a demanda de projetos de máquinas especiais. A
empresa já possuía mais 4 galpões industriais, todos construídos para abrigar a
produção de máquinas. Este novo galpão tem 9.000 m2 de área coberta, com
forma retangular de 100 x 90 metros, ou seja, quase um quadrado. As divisões
internas são organizadas de acordo com processos de fabricação em uma
composição de layout muito semelhante à estrutura de departamentos
funcionais.
As áreas de fabricação são separadas por grandes corredores
centrais e as seções de cada departamento, separadas por corredores laterais.
No centros de cada seção tem um escritório de fábrica colocado em uma
estrutura suspensa (redonda e envidraçada) com uma visão completa de todos
os postos de trabalho da seção. Neste escritório se concentram atividades de
controle, programação e de projeto, indicando uma organização
descentralizada por mini-fábricas. A estrutura da edificação é tradicional para
galpões industriais, treliça em shed com aberturas para ventilação e
iluminação zenital.
Uma primeira observação, sobre estes projetos, é que não há uma
única tendência conceitual para os edifícios industriais, até porque não é
possível estabelecer um paradigma para o futuro dos modelos de gestão de
produção. Porém, a evolução dos sistemas de produção e os respectivos
modelos de edificações utilizados para comportar as fábricas mostram que a
flexibilidade e a modularidade são dois conceitos fundamentais dentro do
cenário de incertezas provocado pela aceleração do comércio e rearranjo
locacional das industrias no processo de globalização.

217
Os projetos do parque gráfico do periódico Folha de São Paulo
(PROJETO, março/96), da cidade industrial da empresa de equipamentos
eletrodomésticos BRAUN na Alemanha (ARQUITETURA e URBANISMO,
junho/93) e de uma industria têxtil na Inglaterra da empresa Parkland
(ARCHITECTES' JOURNAL, july/97), são exemplos de soluções de
edificações industrias onde os conceitos de flexibilidade, modularidade e
adaptabilidade são exaustivamente mencionados e destacados no
desenvolvimento dos espaços de trabalho. Estes conceitos são empregados de
formas diferentes e com características bastante distintas em cada um dos
projetos, mas refletem uma preocupação explicita com as mudanças nos
processos de gestão do processo de produção, incluindo a organização do
trabalho, prevendo a possibilidade de rearranjos na estrutura interna em um
curto horizonte de tempo. Estas preocupações aparecem em detalhes
construtivos e nas explicações do usos dos espaços, como:
"... o projeto foi uma oportunidade para desenvolver idéias inovadoras e
criar um ambiente que refletisse as mudanças que estão ocorrendo nas
práticas do trabalho industrial. Fundamental para alcançar estes
objetivos, foi o rompimento da separação das equipes de projeto e da
segregação das distintas áreas de trabalho na fábrica, permitindo um
projeto integrado de acomodação das atividades de escritório e de
serviços de fábrica dentro da área de produção. Com estas soluções, os
mecanismos da fábricas ficam expostos expressando uma
interdependência funcional da produção, controle, serviços e
administração; refletindo uma característica de ocupação integral do
espaço da fábrica..... Os elementos constituintes da edificação são
modulares e possibilitam uma maior flexibilidade de composição
articulada com mudanças na organização interna.."
(ARCHITECTES'JOURNAL, july/97, p.28-29).
218
Neste projeto em particular, a distribuição das áreas de produção
não fogem, em demasia, de modelos mais tradicionais de tecelagens e de
tingimento, mas estas mesmas áreas se compõem com serviços, indicando a
formação de equipes autônomas de trabalho. Outra preocupação é com o
acondicionamento dos agentes ambientais e os vapores do tingimento.
O projeto da cidade industrial da BRAUN mostra uma diversidade
de estilos arquitetônicos e de funcionalidade, sendo que alguns edifícios são
projetados com uma distribuição rígidas de funções, como refeitório e
estacionamento, e outros de concepções mais arrojadas. A planta do escritório
e da produção sugerem uma organização em grupos de trabalhos, como a
formação de células na administração e ilhas na produção. O edifício da
produção possui uma estética muito semelhante ao edifício projetado por P.
Behrens em 1909 para a fábrica de turbinas AEG (figura 07, p. 32, item 2.2).
"... Trata-se(a área de produção) apenas de um módulo que será
repetido conforme as necessidades de expansão da fábrica.... com as
áreas de apoio construídas ao lado para permitir a expansão da
produção ...adoção de diferentes estilos em edifícios distribuídos
segundo uma estrutura com características urbanas.... se esse tipo de
disposição acaba por integrar bem as várias funções, ela também é
reveladora de conflitos estilísticos....
... Os edifícios do estacionamento e do depósito apresentam um
programa de funções bem determinadas.... compensada(a estratégia
criativa do projetista) mais adiante pela diversidade e pela sofisticação
das propostas para os edifícios administrativos e de produção ...".
(ARQUITETURA & URBANISMO, junho/93, p. 52-55).
O projeto do parque gráfico do jornal Folha de São Paulo apresenta
uma estrutura de projeto que, aproveitando a seqüência do processo e as
dimensões diferenciadas dos equipamentos, utiliza um conjunto integrado de
edificações em vários níveis proporcionando uma composição diferenciada em

219
relação à projetos atuais semelhantes. O uso da vertical para funções de apoio
e de controle permite a aproximação das atividades e libera as laterais e as
extremidades para expansões.
"... Evita-se confundir-se com a imagem corriqueira da galpão
industrial- o anódino caixotão fechado, monótono, feio. Sua
arquitetura(do projeto novo) resulta de bem urdidas relações plásticas
que dissimulam a excessiva linearidade, transformando-a numa
composição de quatro volumes que ora se justapõem, ora se
interceptam....
... Propôs-se um arranjo espacial/funcional norteado pelas idéias de
flexibilidade e adaptabilidade - para favorecer a assimilação de futuras
exigências e demandas -, organizando a linha de produção em três
blocos principais modulados, em planta livre e seqüencialmente
ordenados.
... O layout industrial se desenvolve com fluência e integração. Grosso
modo, o depósito de papéis liga-se à sala de impressão e esta, por sua
vez, à seção de montagem e expedição de jornais, otimizando percursos
de funcionários e trajetos operacionais. Essa solução contrasta com a
situação atual dos parques gráficos espalhados pelo país, nos quais
permanece como regra a desorganização e falta de planejamento..."
(PROJETO, março/96).
Em resumo, e como direção geral, as principais tendências mais
recentes nas edificações industriais, cujos projetos incorporam, ou ao menos se
preocupam, com as mudanças nos modelos de gestão da produção e do
trabalho, encontradas na literatura; apontam para:
-Abandono do conceito de segregação de áreas em função da separação
de funções.
-No projeto de linhas de produção é necessário considerar a flexibilidade
da construção que permita a expansão vertical e horizontal, mantendo
220
a mesma estrutura construtiva. É indispensável o uso de níveis
diferentes na produção, em particular no uso de atividades de apoio e
de serviços de fábrica.
-A parte da edificação que comporta os processos automatizados
(contínuos) é a que define o programa geral da fábrica. O projeto de
fábrica deve se preocupar com as direções e tendências dos avanços
tecnológicos sobre a maquinaria e relativos à padronização de
componentes construtivos e estruturais.
-As fábricas recentes e automatizadas tendem a ser menores que suas
similares, já que a miniaturização dos sistemas de produção tem
diminuído os espaços necessários dentro da fábrica.
-As edificações são de custos baixos, limpas, claras e de linhas
ordenadas.
-Poucas colunas e grandes vãos livres com iluminação natural dispersa
por todo o ambiente, permitindo grande flexibilidade de colocação de
mezaninos ou criação de vários níveis.
5.2. Análise de tendências nas relações do layout com os modelos de gestão da
produção e do trabalho
Um layout clássico, por produto ou funcional, não implica
necessariamente em uma organização rígida e única de trabalho. Entretanto, a
organização espacial proporcionada por estes tipos de layouts é decorrente de
um projeto formal de gestão da produção com características de controle da
qualidade do trabalho por posto, com a produção estipulada por sistema de
previsões e com estoques distribuídos pela fábrica, ou seja, um modelo
clássico de gestão. Da mesma forma, um layout celular ou por mini-fábrica ou
modular não garante uma organização de trabalho flexível (SALERNO, 1991).

221
Destarte, a simples adoção de um layout flexível, organizado
segundo premissas de produtividade e adaptabilidade, pode imprimir uma
visão de atualidade de gestão, mas não garante um ambiente de trabalho
inovador. O projeto de instalações industriais, mais que o projeto de layout,
pode e deve ser repensado quanto à sua conceituação tradicional de divisão de
espaços e do conteúdo do trabalho operacional de chão de fábrica, e contribuir
para o atingimento de metas de recomposição do trabalho em suas dimensões
físicas e cognitivas.
As teorias e escolas de organização do trabalho e de ergonomia,
apontam para situações de trabalho onde haja maior participação dos
trabalhadores no projeto do sistema (de produção e do trabalho), que o
conteúdo deste trabalho seja compatível com as expectativas socioculturais
dos executantes e que os conhecimentos exigidos sejam adequados à base
técnica experimentada ou estudada pelos trabalhadores (ORSTMAN, 1984).
Da mesma maneira, os ambientes de trabalho devem ser mais humanizados no
sentido de oferecer condições de conforto aos usuários das fábricas, incluindo
as variáveis comumente estudadas em conforto ambiental (item 2.6.2), como
aquelas concernentes à relação conteúdo versus espaço de trabalho derivados
da análise ergonômica do trabalho (MORAES, 1992 e BENTO, 1996).
Neste processo, o layout pode contribuir para o avanço das relações
industriais entre produção e trabalho incorporando os conceitos de mudanças
derivados das teorias e técnicas discutidas neste trabalho. Alguns princípios
puderam ser observados no decorrer das discussões da literatura e das
situações estudadas, como o layout em módulos planejados, a supressão de
corredores por proximidade de processos e adoção de mini-fábricas, espaços
de processos e de trabalho por estudos de funções e tarefas e não mais por
movimentos corporais, projetos de expansões baseados também em mudanças
na organização do trabalho, etc.
As mudanças de layout de fábricas tradicionais, em expansões ou
rearranjos provocados por inovações tecnológicas, se caracterizam por

222
construções de edificações anexas, sem composição estética ou de volumes
com a edificação original, sem um plano agregado às estratégias de produção e
de tecnologia para estas mudanças. Conforme processos novos são
incorporados aos antigos, novos arranjos são realizados nos prédios existentes,
resultando em perda de produtividade do sistema de produção. Mesmo o
projeto e a construção de novas unidades fabris sofrem as influências dos
processos e dos layouts antigos, em função da manutenção de padrões
culturais da empresa e da continuidade de relações já sedimentadas na fábrica
(processos, seqüências, rotinas, divisão de tarefas, etc.).
Os novos layouts, derivados da modernização de gestão, sofrem a
influência, quase antiga, do conceito da fábrica focada de SKINNER (1974)
que se caracteriza por processar poucos tipos e modelos de produtos, para um
segmento de mercado específico e de poucos clientes, mantendo, desta forma,
equipamentos e trabalhos especializados e uma quantidade limitada de tarefas
administrativas e de controle. Estas peculiaridades, segundo o autor, faz com
que a fábrica focada tenha um desempenho melhor que uma fábrica
tradicional. Deste conceito derivaram-se as propostas de sub-fábrica, fábrica
dentro da fábrica, ilhas de produção ou, como ficou mais conhecida, a mini-
fábrica, e a aplicação da Tecnologia de Grupo.
Assim, resumindo uma coletânea de princípios de layout, reprojeto, rearranjo e
projeto para fábricas do futuro deveria incluir: 1) Reorganização em mini-
fábricas, 2) Aproximação dos pontos de recepção e expedição de materiais, 3)
Agregar os trabalhos das mini-fábricas em sub-fábricas maiores e
centralizadas, 4) Minimizar o tamanho da fábrica e modularizar as atividades
em docas, 5) Construir fábricas modulares com previsão de expansão baseada
na organização do trabalho, 6) Inclusão das mudanças de layout nas estratégias
de produção e tecnológicas da empresa, evitando as reorganizações parciais do
sistema de produção.

223
Quanto a relação com a organização do trabalho, dada a
complexidade de situações e variáveis envolvidas, já que se trata de campo
complexo, que é a parametrização do trabalho humano, torna-se mais difícil
estabelecer regras específicas, sendo apenas possível estabelecer regras gerais
de direcionamento, no sentido de: 7) Evitar ciclos de tarefas excessivamente
curtos e monótonos, para melhoria da satisfação e conteúdo do trabalho; 8)
Evitar trabalhos que requeiram conecções rígidas entre homem e máquina,
para reduzir acidentes e ampliar as faixas de decisão do trabalhadores; 9)
Promover tarefas para equipes de trabalho, com autonomia e variedade de
decisões; 10) Promover ambiente seguro e atrativo para os trabalhadores; 11)
Aumentar a variedade de tarefas; 12) Estabelecer metas para o resultado do
trabalho, e não para tarefas, com conhecimento e participação na avaliação dos
resultados; 13) Aumentar os requisitos de decisão; 14) Transparência de metas
do trabalho e relação com a empresa; e 15) Aprendizagem no trabalho e pelo
trabalho.
Todas estas recomendações devem ser incorporadas, não somente
nos projetos de gestão da produção na fase de operação da fábrica, mas na
concepção dos edifícios industriais.
O início de um projeto de edificação para atividades industriais
deve contemplar um levantamento dos aspectos relativos à higiene e segurança
do trabalho, a partir dos níveis dos agentes ambientais e riscos de acidentes,
por fonte e posto de trabalho e cada local de trabalho na fábrica. Em se
tratando de projetos novos, este estudo deve ser feito em várias instalações
semelhantes em: região de instalação da fábrica, produtos, processos,
tecnologia e organização do trabalho; visando uma simulação das novas
instalações.
Em situações de mudanças de padrões de gestão, processo ou
tecnologia, deve-se adotar o modelo de análise adotado para os estudos dos
casos, em particular, as análises constantes da descrição da Fábrica F1, que
foram detalhadas com objetivos didáticos. Nestas situações é importante a

224
avaliação dos espaços de trabalho e as possibilidades de regulação do ritmo,
quantidade e distribuição destes trabalhos pelos trabalhadores. Deve-se medir
os espaços de trabalho por posto de trabalho e espaços de movimentação de
pessoas antes das mudanças, compará-los com normas de espaços de trabalho
(por exemplo, as medidas ergonométricas de padrões de espaço nos postos) e
simular como ficarão estes espaços após as mudanças. Registrar a quantidade
de tarefas e funções de cada operador antes das mudanças e compará-las com
o projeto de funções após as mudanças.
Em suma, os novos projetos devem contar com a participação dos
interessados diretos no usos dos espaços e funções da edificação industrial - os
trabalhadores - desde a fase de concepção do empreendimento, quanto nas
discussões de estratégias de tecnologia e de produção.
O edifício destinado à atividades de trabalho, principalmente,
industrial, deve ser projetado moldado aos seus usuários principais, e não aos
interesses exclusivos da função produção. Como mostrado nesta pesquisa,
quando este fato ocorreu, a edificação acabou depondo contra sua função
básica de projeto, a produção; tornando esta edificação desagradável para uso
pelos trabalhadores e ineficiente para a produção.
225
REFERÊNCIAS BIBLIOGRÁFICAS
ABNT- Associação Brasileira de Normas Técnicas. Iluminância de interiores.
NBR 5413. Rio de Janeiro. ABNT, 1992.
______. Verificação da iluminância de interiores – Método de ensaio. NBR
5382. Rio de Janeiro. ABNT, 1990.
AGOSTINHO, O. L. Estudo da Flexibilidade dos Sistemas Produtivos. São
Carlos. Tese de Doutorado. EESC/USP, 1985.
ALEXANDER, C. El modo intemporal de construir. 1ª edição. Barcelona.
GUSTAVO GILI, 1979.
____________. Notes on the Syntesis of Form. Cambridge. HARVARD U.
PRESS, 1974.
ALLEN, E. How Buildings Work. ed. Revisada. New York. OXFORD UNIV.
PRESS, 1995.
APPLE, J. M. Plant Layout and Materials Handling. 1a. edição. New York.
RONALD PRESS, 1977.
ARCHER, B. Systematic Method for Designer. London. DESIGN COUNCIL,
1965.
ARCHITECTES' JOURNAL. Design for manufacturing, p.28-29, july 1997.
ARQUITETURA e URBANISMO. Sensibilidade e coerência, n° 53, ano 10,
abril/1994. p. 48-53.
______________ . Captando os meios naturais. n° 43, ano 8, agosto/1992 p.
41-46.
______________. Fábrica de Imagens. n° 48, ano 9, junho/93, p. 48-55.
226
______________. Evolução Tecnológica. n° 43, ano 8, agosto/92, p. 86-88.
ASIMOV, M. Introdução ao Projeto. 1a. edição. São Paulo. MESTRE JOU,
1962.
BANHAM, R. Teoria e Projeto na primeira era da máquina. 2ª edição. São
Paulo. PERSPECTIVA, 1979.
BARAD, M. and SIPPER, D. Flebility in manufacturing systems: definitions
and Petri net modelling. In: International Journal of Production Research,
v. 26, n°. 2, p. 237-248, 1988.
BARNES, R. M. Estudo de Movimentos e de Tempos: Projeto e Medida do
Trabalho. 8a. edição. São Paulo. EDGARD BLUCHER, 1977.
BATOCCHIO, A. Automação Flexível: Necessidades e Tendências. in:
CADERNOS DEP/AUTOMAÇÃO, n. 11. São Carlos. UFSCar, 1988. pag.
87 a 97.
BENEVOLO, L. O Último Capítulo da Arquitetura Moderna. 1a. edição.
Lisboa. EDIÇÕES 70, 1985.
BENTO, P.E.G. O trabalho nos sitemas automatizados e flexíveis na
manufatura metal-mecânica. São Paulo. Universidade de São Paulo, Escola
Politécnica, Departamento de Engenharia de Produção, 1996.
BERMAN, D. Death on the Job. 1ª edição. New York. Monthly Review Press,
1978.
BERANEK, L. Noise and Vibration control. 1ª edição. New York, Ed.
McGraw-Hill, 1971.
BINIEWICZ, S.A. and TALLEY, W.F. Advanced Technology and its Impact
on Facility Planning. in: Industrial Engineering. June/1993. Pag. 35-38.
BISSO, E. M. O Que é Segurançado Trabalho. 1a. edição. São Paulo.
BRASILIENSE, 1990.
BONSIEPE, G. Teoria y Pratica del Deseño Industrial. 1ª edição. Barcelona.
GUSTAVO GILI, 1978. p.149
BOYER, R. A. A teoria da regulação: uma análise crítica. 1ª. edição. São
Paulo. ED. NOBEL, 1990.
227
BRASIL - MCT/SEI. Simpósio Impactos Sócio-econômicos da Informática:
os efeitos da automação. Brasília. FINEP, 1984.
_______. - MTb. Fórum Nacional sobre Segurança e Saúde do Trabalho no
Contrato Coletivo de Trabalho. Brasília, 1994.
_______. - MTb. Normas Regulamentadoras em Segurança e Medicina do
Trabalho. Port. 3214. In: Manuais de Legislação Atlas nº 16. 38ª edição.
São Paulo. ATLAS, 1997.
BRAVERMAN, H. Trabalho e Capital Monopolista: A Degradação do
Trabalho no Século XX. 3ª edição. Rio de Janeiro. Ed. ZAHAR, 1981.
BROTO, C. Architectural Design: Achitecture for Industry. 1ª. Edição.
Barcelona. LINKS/Monsa Ediciones, 1997.
B&K. Acoustic Noise Mesurements. 8ª edição. Kopenhagen,
BRÜEL&KJAER, 1992.
BRUNA, P. J. V. Arquitetura, Industrialização e Desenvolvimento. 1a. edição.
São Paulo. PERSPECTIVA/EDUSP, 1976.
_______. Considerações sobre o Projeto de Edifícios Industriais. in:
PROJETO, n. 121. maio/1989. pag. 63 a 66.
BURBIDGE, J.L. Group Technology in the Engineering Industry. 1ª. edição.
London. Ed. HEINEMANN, 1979.
BUTLER, S. Toyota reinventa trabalho em linha de montagem. In: Jornal O
ESTADO DE SÃO PAULO, São Paulo, edição de 12/01/97, caderno
economia, p. 14
CALEGARI, M.L.N.P. A resistência às medidas preventivas e a noção de
defesa coletiva. In: Revista Saúde Ocupacional e Segurança, vol. 29(3),
maio/junho 1994, pags. 16 - 19.
CAMAROTTO, J.A. Gerência e Projeto de Produtos: textos básicos. São
Carlos. Universidade Federal de São Carlos. Apostila do curso de
Engenharia de Produção, 1990.
_____________. Mudanças Técnicas e Condições de Trabalho. in: Anais do
XXI CONPAT. São Paulo. FUNDACENTRO, 1991.
228
_____________. Reflexos Provocados por Mudanças na Gestão da Produção
sobre as Condições de Trabalho.in: Anais do XIII ENEGEP, v. 1.
Florianópolis. ABEPRO, 1993. pag. 414 a 417.
_____________. Ruído Undustrial. São Carlos. Universidade Federal de São
Carlos, Dpto. Eng. Produção, 1990. Apostila de curso de Segurança do
Trabalho.
_____________. Técnicas de Levantamento e Análise de Agentes Ambientais
e Condições de Trabalho.in: Relatório de pesquisa sobre novas tecnologias
e segurança do trabalho. Brasília. CNPq, 1989.
______________. Uso de Proterores Auriculares: Estudo e Avaliação. Rio de
Janeiro. COPPE/UFRJ, 1983. Dissertação de Mestrado.
______________. e MENEGON, N.L. Projeto de Instalações Industriais. São
Carlos. Universidade Federal de São Carlos. Apostila de curso de
Especialização em Gestão da Produção. 1997.
CARVALHO, R. Q. Tecnologia e Trabalho Industrial. 1a. edição . Porto
Alegre. L&M Editores, 1987.
CLARK, K. B., HAYES, R. H. Recapturing America's Manufacturing
Heritage. in : California Management Review, 1988. pags. 09 a 33.
CORIAT, B. Pensar pelo Avesso: o modelo japonês de trabalho e organização.
1ª. Edição. Rio de Janeiro. REVAN/UFRJ, 1994.
CORRÊA, H.L., e GIANESI, I.G.N. Just in Time, MRPII e OPT: um enfoque
estratégico. 2ª. Edição. São Paulo. Ed. ATLAS, 1994.
DEBRESSON, C. Understanding Technological Change. 1a. edição.
Montreal. BLACK ROSE BOOKS, 1987.
DEJOURS, C. A loucura do Trabalho. 1a. edição São Paulo. OBORÉ, 1987.
DOLL, W. J. and VONDEREMBSE, M. A. The Evolution of Manufacturing
Systems. in: OMEGA, v. 19, n. 5. England. PERGAMON PRESS, 1991.
pag. 401 a 411.
EGAN, M. D. Concepts in Thermal Confort. 1a. edição. Englewood Cliffs.
PRENTICE-HALL, 1975.
229
FAYOL, H. Administração Industrial e Geral. 1a. edição. São Paulo. ATLAS,
1950.
FELDMAN, P. R. Microeletrônica e Desqualificação do Trabalho. in:
CADERNOS DEP/AUTOMAÇÃO, n. 11. São Carlos. UFSCar, 1988. pag.
41 a 52.
FERREIRA, C.G., HIRATA, H., MARX, R. e SALERNO, M.S. Alternativas
Sueca, Italiana e Japonesa ao paradigma Fordista: Elementos para uma
discussão sobre o caso Brasileiro. In: Seminário Interdisciplinar da ABET:
Modelos de Organização Industrial, Política Industrial e Trabalho. Anais.
São Paulo. ABET/USP, 1991. Pag. 194 – 228.
FISCHER, D. Manual de Iluminação. Rio de Janeiro. PHILLIPS do BRASIL,
1976.
FLEURY, A. C. C. Análise à nível de Empresas dos Impactos da Automação
sobre a Organização do Trabalho e da Produção. Soares, R. M. S. M.(org.).
Gestão da Empresa: Automação e Competitividade. 1a. edição. Brasília.
IPEA, 1990. pag. 11 a 26.
FLYKT, S. and LINDHOLM, R. The design of productions systems: New
Thinking and new lines of development. In: Managing and developing new
forms of work organization. Geneva.editada por G. Kanawaty. 2ª edição.
OIT/ILO, 1984. Pag. 41-89.
FORD. H. Os Princípios da Prosperidade. 1a. edição. Rio de Janeiro. BRAND,
1954.
FRAMPTON, K. Historia Crítica de la Arquitectura Moderna. 5a. edição.
Barcelona. GUSTAVO GILI, 1991.
FRIGÉRIO, E. Arquitetura Industrial e Usuário. São Paulo. Dissertação de
Mestrado. FAU/USP, 1985.
__________. Designing for Knowledge-based Industries. Oxford/England.
Thesis for degree of Doctor of Philosophy. Oxford Brookes University,
1994.
230
FROTA, A. B. e SCHIFFER, S. R. Manual de Conforto Térmico. 2ª edição.
São Paulo.
FSP-FOLHA DE SÃO PAULO(jornal). “Fusão deve unir Chryler e
Mercedes”(pag. 16). In: caderno Dinheiro, seção 2, de 07/maio/98.
____________. “Daimler compra Chryler por US$ 43 bi”(pag. 1), “Volks
eleva oferta para Ter Rolls-Royce”(pag. 6) e “Monatoras japonesas
preparam reação”(pag. 6). In: caderno Dinheiro, seção 2, de 08/maio/98.
GAMA, R. A Tecnologia e o Trabalho na História. 1a. edição. São Paulo.
NOBEL/EDUSP, 1987.
GILLE, B. (direction) Histoire des Techniques: Techniques et Civilisations,
Techniques et Sciences. 1ª. Edição. Paris. Ed. Gallimard, 1978.
GIVONI, B. Man, Climate and Achitecture. 2a. edição. London. Applied
Science Publ., 1981.
GONÇALVES FILHO, E. V. Tecnologia de Grupo: Conceitos Básicos e
modos de Aplicação. in: CADERNOS DEP/TECNOLOGIA DE GRUPO,
n. 15. São Carlos. UFSCar, 1990. pag. 1 a 14.
GREGOTTI, V. El Territorio de la Arquitectura. 1a. edição. Barcelona.
GUSTAVO GILI, 1972.
GROPIUS, W. Bauhaus: Novaarquitetura. 3a. edição. São Paulo. Coleção
Debates. PERSPECTIVA, 1977.
GRUBE,O. W. Construcciones para la Industría: Selección Internacional. 1a.
edição Barcelona. GUSTAVO GILI, 1972.
GUAGLIANONI Jr., D. L. Kanban e Células de Manufatura: Análise de uma
implantação bem sucedida. São Carlos. Trabalho de Graduação em
Engenharia de Produção. Universidade Federal de São Carlos, 1990.
GUPTA, Y.P. Organizational issues of flexible manufacturing systems. In:
Technovation n°. 8, Ed. ELSEVIER, UK, 1988, pags. 255-269.
HARMON, R. L. e PETERSON, L.D. Reinventando a Fábrica: conceitos
modernos de produtividade aplicados na prática. 1ª. Edição. Rio de Janeiro.
Ed. CAMPUS, 1991.

231
HARTLEY, J. FMS at WORK. 1a. edição. London. IFS/UK, 1984.
HARVEY, D. Condição Pós-Moderna. 1ª edição. São Paulo. ED. LOYOLA,
1993.
HIRATA, H.(org.) Sobre o Modelo Japonês: Automatização, Novas Formas
de Organização e de Relações de Trabalho. 1ª. Edição. São Paulo. EDUSP,
1993.
HOSKINS, J.W. Improve Profits and Reduce Cycle Time with Manufacturing
Cells and Simulation. In: International Lean Manufacturing Coference.
Manufacturing Engineering Inc., may, 1997.
HELOANI, R. Organização do Trabalho e Administração: Uma visão
Interdisciplinar. 2ª. Edição. São Paulo. CORTEZ EDITORA, 1994.
HUGE, E. C., ANDERSON, A. D. The spirit of manufacturing excellence. 3ª.
Edição. New York. Ed. Richard Irwin, 1993..
IIDA, I. Ergonomia: Projeto e Produção. 1a. edição. São Paulo. EDGARD
BLUCHER, 1989.
IMMER, J. R. Layout Planning Techniques. 1ª. edição. New York. Mc.
GRAW-HILL, 1950.
ISO/ INTERNATIONAL STANDARD. Hot environments - Estimation of the
heat stress on working man, basead on the WBGT - index(wet bulb globe
temperature) - ISO 7243, 1989.
JONES, J. C. Design Methods. 1a. edição. London. JOHN WILLEY, 1970.
JOSSE, R. La acústica en la construcción. 1ª edição. Barcelona. GG, 1975.
KAHN, M.K. and GWEE, S.H. Plant layout to a medium volume
manufacturing system using systematic techniques to form just-in-time
manufacturing cells. in: Proc. Instn. Mech. Engrs., part B, vol. 211, 1997,
pag. 109 – 124.
KANAWATY, G.(editor). Managing and developing new forms of work
organization. Geneva. 2ª edição. OIT/ILO, 1984.
KATZ, C., BRAGA, R., COGGIOLA, O. Novas Tecnologias: crítica da atual
reestruturação produtiva. 1ª. Edição. São Paulo. Ed. XAMÃ, 1995.

232
KONZ, S. Facility Design. 1ª edição. New York. JOHN WILLEY & SONS,
1985.
LAURELL. A.C. e NORIEGA, M. Processo da Produção e Saúde: Trabalho e
Desgaste Operário. 1ª. Edição. São Paulo. Ed. HUCITEC, 1989.
MAFFEI, W. A Concepção Arquitetônica dos Edifícios Industriais. São Paulo.
Dissertação de Mestrado. FAU/USP, 1982.
MARSH, R. How well do manufacturing Cells. In: Production & Inventory
Management Journal, v. 36, n°. 3, pag. 1 – 4, 1995.
MASCARÓ, L. R. Inovação tecnológica e produção arquitetônica. São Paulo.
FAU USP, 1990. Tese - Doutorado.
MATHIAS, W. F. e WOILER, S. Projetos: Planejamento, Elaboração e
Análise. 4ª edição. São Paulo. ATLAS, 1989.
MATTOS, U. A. O. Segurança em Projetos de Edifícios Têxteis. São Paulo.
Tese de Doutorado. FAU/USP, 1988.
MAYERSOHN, N. Volvo's alternate route. In: Automotive Industries, p. 58-
61, november, 1989.
MAYNARD, H. B. Manual de Engenharia de Produção. 1ª. Edição. São Paulo.
EDGARD BLÜCHER, 1970. 10 vols.
MAYO,G. E. The Human Problems of an Industrial Civilisation. New York.
MacMILAN, 1933.(citado por CHIAVENATO, I. in: Introdução á Teoria
Geral da Administração. 2a. edição. São Paulo. EDGARD BLUCHER,
1977.
MEDEIROS, E. N. Uma proposta de metodologia para o desenvolvimento de
projeto de produto. Rio de Janeiro. COPPE/UFRJ, 1981. Dissertação de
Mestrado.
*MELIS, A. Gli Edifici per le Industrie. 1a. edição. Torino. S. LATTES, 1953.
MESQUITA, A. L. S., GUIMARÃES, F. A. e NEFUSSI, N. Engenharia de
ventilação industrial. 2ª edição. São Paulo. CETESB/ASCETESB, 1985.
*MILLS, E. D. The Modern Factory. 1a. edição. London. ARCHITECTURAL
PRESS, 1951.
233
MONDEN, Y. Sistema TOYOTA de Produção. 1a. edição. São Paulo. IMAM,
1987.
MOORE, F. G., HENDRICK, T. E. Production and Operations Management.
8a. edição. Homewood. RICHARD IRWIN, 1980.
MOORE, J. M. Plant Layout and Design. 1a. edição. New York, McMILAN,
1962.
MORAES, A. Ergonomia em Estações de Trabalho Informatizado. Rio de
Janeiro. Tese de Doutorado. ECA/UFRJ, 1992.
MUNCE, J. F. Industrial Architecture: an analysis of international building
practice. 1a. edição. New York. FW DODGE, 1960.
MUTHER, R. Practical Plant Layout. 1a. edição. New York. McGRAW-
HILL, 1955.
_________. Planejamento do Layout: Sistema SLP. 1ª. edição. São Paulo.
EDGARD BLÜCHER, 1978.
NADLER, G. What Systems Really Are, in: Modern Materials Handling, vol.
2, n°. 7, July 1965. Apud: TOMPKINS, J. A. and WHITE, J. A. Facilities
Planning. 1ª. Edição. New York. JOHN WILLEY & SONS, 1984.
NELSON, G. Industrial Architecture of Albert Kahn. 1ª. Edição, New York.
ARCHITECTURAL BOOK PUBLI., 1938.
NEUFERT, E. A Arte de Projetar em Arquitetura. 6a. edição. São Paulo.
Gustavo Gili, 1978.
NOBLE, D. F. America By Design: Science, Technology, and Rise of
Corporate Capitalism. 1ª. Edição. New York. OXFORD UNIV. PRESS,
1979.
OLIVEIRA, E. G. Uma Metodologia para o Projeto Arquitetônico. São
Carlos. Dissertação de Mestrado. EESC/USP, 1979.
*OLIVÉRIO, J. L. Projeto de Fábrica: Produtos, Processos e Instalações
Industriais. 1ª. Edição. São Paulo. IBLC, 1985.
ORNSTEIN, S. W. Avaliação Pós-Ocupação do Ambiente Construido. São
Paulo. 1ª edição. STUDIO NOBEL/EDUSP, 1992.
234
__________. Avaliação pós-ocupação: O elo perdido entre o usuário e o
projeto. In: Revista Projeto, n° 174, Ed. ARCO, São Paulo, pag. 79-82,
maio/1994.
ORSTMAN, O. Mudar o Trabalho: As Experiências, os métodos, as condições
de experimentação social. 1a. edição. Lisboa. C.GULBEKIAN, 1984.
ORTIZ, J. V. Notas para uma análise do produto artificial sob a perspectiva do
desenho. Rio de Janeiro. COPPE/UFRJ, 1978. mimeo.
PERROW, C. Normal Accidents: living with high-risk technologies. 1a.
edição. New York. BASIC BOOKS, 1987.
PETERS, B. A. and YANG, T. A Spine layout design method for
semicondutor fabrication facilities containing automated material-handling
systems. In: International Journal of Operations & Production
Management, v. 17, n°. 5, pag. 405 – 501, 1997.
PEVSNER, N. Historia de las Tipologias Arquitectonicas. 2a. edição.
Barcelona. GUSTAVO GILI, 1980.
PHILLIPS, A. The best in Industrial Architecture. 1ª edição. Zurique. Ed.
ROTOVISION, 1992.
PINTO, G. A. A prática do Projeto no Ensino de Arquitetura: investigação
sobre algumas experiências de 1958 a 1985 em São Paulo.São Carlos.
Dissertação de Mestrado. EESC/USP, 1989.
PUPPO, E., PUPPO, G. A. Acondicionamento Natural y Arquitectura. 1a.
edição. Barcelona. MARCOMBO, 1972.
RÁNK, P. The Design and Operation of FMS. 1a. edição. Bedford. IFS/UK,
1983.
RASMUSSEN, J., DUNCAN, K., LEPLAT, J. New Technology and Human
Error. 1a. edição. New York. John Willey, 1987.
RATTNER, H. A Escalada dos Sistemas de Fabricação Flexíveis. in: Revista
Brasileira de Tecnologia, v 14(2). Brasília. CNPq, 1983.
235
REED Jr., R. Plant layout: Factors, Principles and Techniques. Illinois,
IRWIN, 1961. Apud: TOMPKINS, J. A. and WHITE, J. A. Facilities
Planning. 1ª. Edição. New York. JOHN WILLEY & SONS, 1984.
REID, K.(org.) Industrial Building: The Architectural Record of a Decade(of
40). New York. F. W. Dodge Corp., 1950.
REVISTA PROJETO. Fórum Weishaupt(vários). n° 157, outubro/1992, p. 36
a 47.
________. Projetos determinam desempenho de materiais. n° 159,
dezembro/1992, p. 88-93.
________. Projeto de alta complexidade funcional onde a técnica..... n° 194,
março/1996, p. 52-61.
RIOPEL, D. et alii. Spine Layout design. In: International Journal of
Production Research, v. 32, n°. 2, p. 429 – 442, 1994.
RISEBERO, B. Historia Dibujada de la Arquitectura Occidental. 1a. edição.
Madrid. HERMAN BLUME, 1982.
RODRIGUES, C. L. P. O Dimensionamento de Estações de Trabalho e seus
reflexos nas Condições de Segurança. São Paulo. Tese de Doutorado.
FAU/USP, 1993.
RORIZ, M. Higiene do Trabalho II – Temperatura e Conforto
Térmico.Apostila do curso de Especialização em Engenharia de
Segurança do Trabalho. São Carlos.UFSCar,1995a.
______. Higiene do Trabalho III – Projeto de Iluminação. Curso de
Especialização em Engenharia de Segurança do Trabalho. São Carlos.
UFSCar, 1995b.
SALERNO, M.S. Flexibilidade, organização e trabalho operário: Elementos
para análise da produção na indústria. São Paulo. Universidade de São
Paulo, DEP. Tese de Doutorado, 1991.
SCHÄFER, H., DARRACOTT, N.H., O’BRIEN, C. and WILSON, J.R. The
considerations of Human Factors in the Design of Group Technology
236
Manufacturing Systems. In: Flexible Automation and Information
Management, 1992. Pags. 734 – 745.
SCHONBERGER, R.J. The Human Side of KANBAN. in: Industrial
Engineering. August/1996. Pag. 34-36.
SILVA, E. B. Refazendo a Fábrica Fordista. 1a. edição. São Paulo.
HUCITEC/FAPESP, 1991.
SILVA, Elvan. Uma Introdução ao Projeto Arquitetônico. Porto Alegre.1ª
edição. Ed. UFRGS, 1984.
SKINNER, W. The focused Factory. In: Harvard Business Review. May-june,
p. 113-121, 1974.
STECHHANHN, C. Edifícios Industriais. São Paulo. Dissertação de
Mestrado. FAU/USP, 1982.
SZNELWAR, L. I. As contribuições da Ergonomia para a Qualidade do
Trabalho. São Paulo. POLITÉCNICA/USP, 1993.
TAVEIRA FILHO, A. D. Ergonomia Participativa: Uma abordagem Efetiva
em Macroergonomia. in: Revista PRODUÇÃO, vol 03, n. 02, nov/1993.
Rio de Janeiro. ABEPRO.
TAYLOR, F. W. Princípios de Administração Científica. 10a. edição. São
Paulo. ATLAS, 1971.
TOMPKINS, J. A. and WHITE, J. A. Facilities Planning. 1ª. Edição. New
York. JOHN WILLEY & SONS, 1984.
TORNOVIST, A. Volvo in Torslanda - Dismantling the Assembly Line. in:
Corporate Achitecture, n. 04, 1990. pags. 127 a 129.
VANALLE, R. M. Estratégia de Produção e prioridades competitivas no setor
de autopeças. São Carlos. Tese de Doutorado. Escola de Engenharia de
São Carlos. Universidade de São Paulo, 1995.
VARGAS, N. e FLEURY, A.C.C. Organização do Trabalho. 1ª. Edição. São
Paulo. Ed. ATLAS, 1981.

237
VIDAL, M. C. et alli. Carga de Trabalho, Variabilidade e Desgaste Humano.
in: Anais do X ENEGEP, v. 2. Belo Horizonte. UFMG/ABEPRO, 1990.
pag. 551 a 557.
______. Evolução Conceitual do Acidente do Trabalho. in: CADERNOS
DEP, n. 13. São Carlos. UFSCar, 1990.
WARREN, G.M.H. and MOODIE, C.L. Cellular Manufacturing. In: Technical
Assistence Program. Purdue University - USA, 1997. (texto separado
obtido via internet).
WELLS, M. A., GIAMPAOLI, E. e ZIDAN, L. N. Riscos Físicos. São Paulo.
FUNDACENTRO, 1994.
WILD, F. Proyecto y Planificacción, n. 01 - Edificios para la Industria. 1a.
edição. Barcelona. GUSTAVO GILI, 1972.
WILLIAMS, T. I.(editor). A History of Techology. Oxford. 1ª edição.
CLARENDON PRESS, 1978. 7 vol.
WISNER, A. Por Dentro da Trabalho: Ergonomia - Método e Técnica. 1a.
edição. São Paulo. FTD/OBORÉ, 1987.
WOMACK, J. P., JONES, D. T. and ROOS, D. A Máquina que Mudou O
Mundo. 1a. edição. Rio de Janeiro. CAMPUS, 1992.
_________. and JONES, D.T. A Mentaliade Enxuta nas Empresas: Elimine o
Desperdício e Crie Riqueza. 1ª. Edição. Rio de Janeiro. Ed. CAMPUS,
1998.
238
BIBLIOGRAFIA
ABNT- Associação Brasileira de Normas Técnicas. Iluminação –
Terminilogia. NBR 5461. Rio de Janeiro. ABNT, 1991.
ALLEN, E. Como funciona um Edifício: principios elementales. 1a. edição.
Barcelona. GUSTAVO GILI, 1982.
ARGELES, J. R. Edificios para una industria limpia. in: Informes de la
Construcción, v. 42, n. 410, nov/dec.1991. pag. 19 a 34.
BEM, J. P. A busca da Economia e Racionalização nos Projetos Industriais. in:
PROJETO, n. 11, 1979. pag. 14 a 17.
BENEVOLO, L. As Origens da Urbanística Moderna. 1a. edição. Lisboa.
Coleção Dimensões/Editorial Presença, 1981.
BERNSTEIN, D., CHAMPETIER, J. P., PEIFFER, F. Nuevas Tecnicas en la
Obra de Fabrica: el muro de dos hojas en la arquitectura de hoy. 2a.
edição.Barcelona. Coleção Construcción. GUSTAVO GILI, 1985.
BOUERI FILHO, J. J. Antropometria: fator de dimensionamento da habitação.
São Paulo. Tese de Doutorado. FAU/USP, 1989.
BRENN, F. L. L'usine, L'habitat, la Ville: historie dún amour impossible. in:
Architecture, n. 396, abr/1976. pag. 50 a 56.
BROOS, H. A construção Industrial: sua posição na atual sociedade.
in:PROJETO, n. 121, maio/1989. pag. 89 a 93.
CAIN W. D. Engineering Product Design. 1ª edição. Londres. BUSINESS
BOOKS Ltd., 1969.
239
CLARK, T. S. CORLETT, E. N. The Ergonomics of Workspaces and
Machines: a design manual. 1a. edição. London. TAYLOR & FRANCIS,
1984.
DANIELLOU, F. Ergonomie et Projets Industriels. Paris. CNAM, 1989.
DEJEAN, F., PRETTO, R. Organiser et Concevoir des espaces de travail.
Paris. ANACT, 1988.
DUFUMIER, D. Méthodologie de la Sécurité Intégrée Appliquée aux
Systémes Socio-Techniques. in: Sécurité et Médecine du Travail, n. 88,
1986. Sorbone. pags. 21 a 34.
FANTAZZINI, M. L., DE CICCO. F. M. G. Técnicas Modernas de Gerência
de Riscos. 1a. edição. São Paulo. IBGR, 1987.
FISCHER, G. N. Le Travail et son Espace. 1a. edição. Paris. DUNOD, 1983.
FOGARTY, D.W. Production & Inventory Management. Cincinnati, South-
Western Publishes, 1991.
FUNDACENTRO(org.). Curso de Engenharia de Segurança do Trabalho. 3a.
edição revisada. São Paulo. FUNDACENTRO, 1981.
HAMMER, R., LAFUMA, A., PAGÈS. J. P. Approche Globale de la Sécurité
et des Conditions de Travail et Nouvelles Technologies. in: Sécurité et
Médecine du Travail, n. 70, avril/1985. Sorbone. pags. 34 a 41.
JONES, P. Low-energy Industrial Building: setting priorities. in: The
Architect's Journal, n. 20, v. 191, may/1990. London.
KAUFMAN, J. E. The IES lighting handbook: the standard lighting guide. 5ª
edição. New York. IES, 1972.
MOORE, C., ALLEN, G. Dimensiones de la Arquitectura: espacio, forma y
escala. 2a. edição. Barcelona. GUSTAVO GILI, 1981.
MORAES, A ., SOARES, M. M. Ergonomia no Brasil e no Mundo: Um
quadro, uma fotografia. 1a. edição. Rio de Janeiro.
ABERGO/ESDI/UNIVERTA, 1989.
NÈVE, M. B. Le Phenomene Accident. Paris. INRS, 1975.

240
OBORNE, D. J. Ergonomics at Work. 3a. edição. New York. JOHN WILLEY
& SONS, 1982.
ORNSTEIN, S. W. A avaliação da Habitação Auto-gerida no Terceiro Mundo.
São Paulo. Tese de Doutorado. FAU/USP, 1988.
PREISER, W. The Habitability Framework: a conceptual approach towards
linking human behaviour and physical environment. in: Design Studies, v.
4, n. 2, apr/1983. Butterworth Scientific, England.
REID, D. A. G. Principios de Construcción. 1ª edição. Barcelona. GG, 1980.
SETTI, M.E.C. Aetatis novo: A impressão de jornais matutinos diários: a
tranasferência de tecnologia e a análise ergonômica do trabalho. Tese de
Doutorado, PUC/RJ, 1996.
SIMON, H. A. The Sciences of the Artificial. in: BONSIEPE, G. Teoria y
Practica del Diseño Industrial. 1a. edição. Barcelona. GG editorial, 1979.
STELMAN, S., DAUM.R. Trabalho e Saúde na Indústria. 1a. edição.São
Paulo.EPU/EDUSP, 1981. 3v. Studio NOBEL, 1995.

241
ANEXO 01 MODELO DE ROTEIRO UTILIZADO PARA LEVANTAMENTO DE DADOS NAS FÁBRICAS.
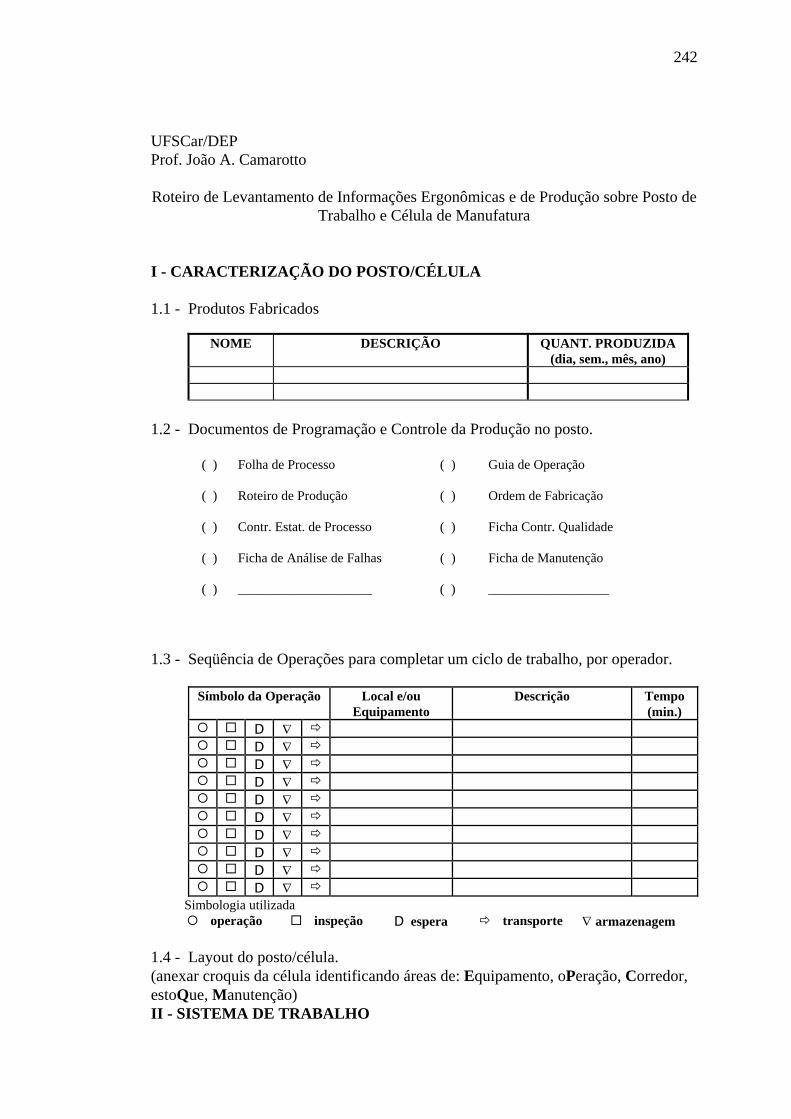
242
UFSCar/DEP Prof. João A. Camarotto Roteiro de Levantamento de Informações Ergonômicas e de Produção sobre Posto de
Trabalho e Célula de Manufatura I - CARACTERIZAÇÃO DO POSTO/CÉLULA 1.1 - Produtos Fabricados
NOME DESCRIÇÃO QUANT. PRODUZIDA (dia, sem., mês, ano)
1.2 - Documentos de Programação e Controle da Produção no posto.
( ) Folha de Processo ( ) Guia de Operação
( ) Roteiro de Produção ( ) Ordem de Fabricação
( ) Contr. Estat. de Processo ( ) Ficha Contr. Qualidade
( ) Ficha de Análise de Falhas ( ) Ficha de Manutenção
( ) ____________________ ( ) __________________
1.3 - Seqüência de Operações para completar um ciclo de trabalho, por operador.
Símbolo da Operação Local e/ou Equipamento
Descrição Tempo (min.)
D ∇ D ∇ D ∇ D ∇ D ∇ D ∇ D ∇ D ∇ D ∇ D ∇
Simbologia utilizada operação inspeção D espera transporte ∇ armazenagem
1.4 - Layout do posto/célula. (anexar croquis da célula identificando áreas de: Equipamento, oPeração, Corredor, estoQue, Manutenção) II - SISTEMA DE TRABALHO

243
2.1 - Posto de Trabalho
a. posturas do corpo adotadas, por posto de trabalho:(DESCREVER) b. posições de trabalho e alcances, por posto de trabalho:(DESCREVER) c. freqüência e tipos principais de movimentos e deslocamentos utilizados para
a execução das tarefas:(DESCREVER) d. informações e decisões de trabalho tomadas pelos operadores, por posto de
trabalho:
(REGISTRAR APENAS AS PRINICIPAIS E RELACIONADAS COM A EXECUÇÃO BÁSICA DAS OPERAÇÕES NO POSTO)
2.2 - Nível de Produção
a. controle de qualidade/freq. erros:(DESCREVER AS FORMAS DE REGISTRO E DE CONTROLE DO RETRABALHO)
b. medida de produtividade:(DESCREVER O MÉTODO ADOTADO PELA EMPRESA OU NA SEÇÃO A QUE PERTENCE O POSTO)
c. regularidade e ritmo de produção:(DESCREVER) III - MÁQUINAS E EQUIPAMENTOS 3.1 - Nível Tecnológico
a. grau de automação: b. principais tipos de decisões automáticas sobre o processo:
3.2 - Dimensões de Trabalho(descrever os tipos, dimensões e desenhos)
a. envoltório de alcance: b. distâncias de trabalho: c. arranjos de displays e controles:
3.3 - Controles (descrição, distâncias, localizações, desenho)
a. manuais: b. pedais: c. tronco: d. simultaneidade/compatibilidade:
3.4 - Displays (descrição, distâncias, localizações, desenho)
a. visuais(diais, indicadores, contadores, luzes): b. auditivos(fala, sinais sonoros, ruídos de fundo): c. táteis(estático, dinâmico):
IV - TRABALHO HUMANO
244
a. antropometria(forças, alcances): b. percepções(visão, audição, cinestesia, posições): c. desempenho(acertos, erros, velocidade): d. acidentes(freq., gravidade, tipos, partes atingidas): e. subjetivos(conforto, segurança, fadiga):
V - AMBIENTE 5.1 - Ambiente Físico
LOCAL
TEM
PERA
°C
TURA
RUÍDO dB(A)
ILUMIN (LUX)
Tbs Tg Tbn
Obs.: as medições devem ser feitas nos pontos de operação, nos corredores e em pontos externos à célula. 5.2 - Ambiente Psicossocial
a. monotonia: b. motivação: c. liderança: d. variabilidade: e. autonomia
5.3 - Organização do Trabalho
a. horário de trabalho: b. turnos e pausas: c. tipo de supervisão: d. distribuição de tarefas
Num. CARGO TAREFAS MAQ./EQIUP. CONTROLES 01 02 03 04 05
e. treinamento(Curso, Estágio, Serviço, EVento, SImulação)
TIPO NOME DURAÇÃO (horas)
FORMA DE AVALIAÇÃO
245
f. Equipamentos de Proteção Individual(EPI) NOME TIPO/
MODELO FINALIDADE
(prevenção) FREQÜÊNCIA de uso (horas)
MANUTENÇÃO
5.4 - Sócio-técnico
a. imagem operatória: b. incidentes críticos: c. interferência entre atividades: d. avaliação do conteúdo cognitivo:
246
ANEXO 02
Normas Técnicas utilizadas para avaliação de RUÍDO, CALOR e
ILUMINAMENTO.
- NR 15 - Atividades e operações insalubres. (BRASIL, 1997)
- NBR 5413 - Iluminância de Interiores. (ABNT, 1992)