Embed Size (px)
Citation preview

ESTUDO DE TEMPOS APLICADO NO
PROCESSAMENTO DE AÇAÍ: UMA
ABORDAGEM VOLTADA À ANÁLISE
DE CAPACIDADE PRODUTIVA.
GIOVANI TOSHIAKI XAVIER SHIMOMAEBARA (UEPA)
FERNANDA BRAGA FERREIRA (UEPA)
ROBERTO VINICIUS DA ROSA RIBEIRO (UEPA)
DIEGO DIONISIO DO NASCIMENTO MOREIRA (UEPA)
NARLEY WORLLOS DO CARMO NETTO (UEPA)
Este trabalho estuda a importância da aplicação de estudos de tempos
para determinação de padrões de produção nas organizações de forma
a identificar restrições e guiar a adoção de melhorias. Para tanto,
organizam-se os tópicos teóricos relevantes referentes ao Estudo de
Tempos Cronometrados e de Tempos Sintéticos, abordagens que
fundamentam a execução do trabalho. A aplicação do estudo deu-se em
uma microempresa localizada no município de Castanhal, no Estado
do Pará, na qual seu principal produto é o açaí, fruto de grande
relevância econômica e considerado uma das mais preciosas
manifestações da flora Amazônica. O objetivo geral do trabalho é
analisar a capacidade produtiva relacionada à operação de
despolpamento e envase do açaí, onde estão as atividades mais
dependentes de trabalho manual na empresa estudada e apontar as
possíveis melhorias para maximizar os índices de produtividade após
aplicação do método de tempos e movimentos. Primeiramente realizou-
se uma coleta de dados por meio de questionário e em seguida
selecionou-se a operação a ser analisada, dividiu-se esta operação em
elementos e realizou-se as cronometragens necessárias para os devidos
cálculos. Efetuou-se, a análise dos tempos padrões obtidos por
cronometragens diretas associadas ao fator de ritmo e fator de
tolerância, encontrando assim a capacidade produtiva das
determinadas operações. Por fim, são apresentados e discutidos os
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
resultados de uma aplicação prática parcial do método proposto. A
pesquisa indica a eficácia da aplicação parcial do método de estudo de
tempos e movimentos voltados a otimização da produção.
Palavras-chave: Estudo de Tempos, Despolpamento, Envase,
Capacidade Produtiva, Açaí.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
1. Introdução
O Açaí, fruto típico de uma palmeira amazônica, ganhou o mundo. É vedete nas lanchonetes
de cidades litorâneas do Brasil, em quiosques de Los Angeles e Nova Iorque (EUA) e até em
Paris (França) (PROGRESSO, 2013).
A palmeira também é explorada na região para a extração do palmito. Conhecido por ter uma
polpa com grande poder nutritivo, a fruta é consumida no mundo todo em bebidas, mix de
frutas, sorvetes e cápsulas (PROGRESSO, 2013).
Na região amazônica, o suco feito com a polpa é conhecido como “vinho de açaí”.
Consumido geralmente com farinha de tapioca, faz parte da alimentação local. Hoje, o estado
que lidera a produção é o Pará, com quase 90% do mercado, mas o açaí é apreciado em toda a
região amazônica e recentemente tem sido também consumido pelos estados do Sul e Sudeste
do Brasil, principalmente por academias e atletas (PROGRESSO, 2013).
O açaí é de importância incalculável para a região amazônica em virtude de sua utilização
constante por grande parte da população, tornando-se impossível, nas condições atuais de
produção e mercado, a obtenção de dados exatos sobre sua comercialização. A falta de
controle nas vendas, bem como a inexistência de uma produção racionalizada, uma vez que a
matéria-prima consumida se apoia pura e simplesmente no extrativismo e comercialização
direta, também impedem a constituição de números exatos (PROGRESSO, 2013).
Este trabalho se justifica sob dois aspectos. O primeiro aspecto é o intenso fluxo de consumo
local, afirmando a importância que esta atividade representa para a sócio economia da região.
O segundo aspecto é a relevância do tema para a melhoria da eficiência na produção e da
competitividade das empresas envolvidas com essas atividades.
Haja visto a importância econômica da produção do açaí no Estado do Pará, torna-se
fundamental a articulação dos atores sociais envolvidos no contexto (microempresas,
indústrias, instituições de ensino e pesquisa) para que sejam propostas medidas as quais
promovam otimização de sistemas produtivos através da utilização de recursos de forma
sustentável e lucrativa, viabilizando o desenvolvimento regional.
As empresas precisam ser encaradas como organizações, com metas próprias, e membros de
um sistema produtivo amplo, comunicando e interagindo com outros sistemas. Atualmente, a

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
maximização da produção como desafio empresarial foi substituída pela otimização dos
fatores de produção.
No que se refere ao processamento do açaí na microempresa estudada, especificamente nas
operações de despolpamento e envase, há grande interferência do elemento humano, do
trabalho manual dos operadores, podendo ocorrer gargalos, atrasos, ou problemas no
processo, gerados durante a transição entre operações com operadores distintos, o que
evidencia a necessidade de ações voltadas a melhorias. Percebe-se que sempre a qualificação
do trabalhador está presente.
Conforme o contexto das considerações iniciais, o objetivo geral desta pesquisa é determinar
a capacidade produtiva, por meio do estudo de tempos e movimentos, contribuindo melhor
para possíveis melhorias para o processo produtivo
2. Referencial teórico
Nos próximos itens serão apresentadas as fontes teóricas que puderam impulsionar o
desenvolvimento dessa pesquisa, onde são abordadas as ferramentas utilizadas na análise das
operações aqui estudadas.
2.1. Estudo de tempos cronometrados em operações produtivas
Ao introduzirem o Estudo de Tempos, Peinado & Graeml (2007) registram que:
A mensuração do trabalho, feita de forma científica, utilizando técnicas estatísticas,
teve seu início na primeira metade do século passado, e era aplicada apenas em
organizações do tipo industrial. Seus precursores foram Frederick W. Taylor e o
casal Frank e Lílian Gilbreth. O objetivo da medida dos tempos de trabalho era
determinar a melhor e mais eficiente forma de desenvolver uma tarefa específica.
Esta metodologia permaneceu praticamente inalterada desde aquela época. A
cronometragem das tarefas continua a ser largamente utilizada na maioria das
empresas brasileiras, com o objetivo de medir e avaliar o desempenho do trabalho.
Nesse panorama, Martins e Laugeni (2002), destacam que as principais finalidades do estudo
de tempos são:
a) Estabelecimento de padrões para os programas de produção de modo a permitir o
planejamento da fábrica, utilizando com eficácia os recursos disponíveis e para avaliar
o desempenho da produção em relação ao padrão existente;

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
b) Fornecimento de dados para determinação de custos-padrão, para o levantamento de
custos de fabricação, determinação de orçamentos e estimativa do custo de um produto
novo;
c) Fornecimento de dados para estudo de balanceamento de estruturas de produção,
comparar roteiros de fabricação e analisar o planejamento de capacidade.
Conforme a concepção de Martins & Laugeni (2006):
A eficiência e os tempos de produção são influenciados pelo tipo de fluxo de
material dentro da empresa, processo escolhido, tecnologia utilizada e
características do trabalho que está sendo analisado. Os tempos de produção
das linhas automatizadas variam pouco e quanto mais há intervenção
humana na produção, maior é a dificuldade de medição correta dos tempos,
haja vista que cada operador possui habilidades, força e vontades diferentes.
De modo convergente à consideração imediatamente supracitada, Machline et al. (1990)
ressaltam que “sempre serão candidatos potenciais a um estudo quaisquer trabalhos altamente
repetitivos, ou que apresentem uma dependência muito grande do elemento humano, ou ainda
problemas de segurança e condições desagradáveis para o operador. ”
Peinado & Graeml (2007), definem Estudo de Tempos como sendo “a determinação, com o
uso de um cronômetro, do tempo necessário para se realizar uma tarefa. ” Para os mesmos
autores, “o termo cronoanálise é bastante utilizado nas empresas brasileiras para designar o
processo de estudo, mensuração e determinação dos tempos padrões em uma organização. ”
A seguir são registrados os procedimentos e fórmulas essenciais referentes ao Estudo de
Tempos aplicado em operações produtivas e, portanto, adotados na execução do presente
trabalho.
2.1.1. Número de ciclos a serem cronometrados
“O conjunto de elementos que constituem uma tarefa recebem o nome de ciclo; o ciclo é,
pois, a tarefa completa.” (MOREIRA, 1998). E Martins e Laugeni (2006) ressaltam que “a
maneira mais correta de determinar o número de ciclos n a serem cronometrados por elemento
da operação é deduzida da expressão do intervalo de confiança de uma média de uma variável
distribuída normalmente.” O que é expresso pela fórmula (1) a seguir:

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
n (z x
Erxd2 x ) (1)
Onde:
n = número de ciclos a serem cronometrados;
z = coeficiente da distribuição normal padrão para uma probabilidade determinada;
= amplitude da amostra;
d2 = coeficiente em função do número de cronometragens realizadas preliminarmente;
= média da amostra.
Er = o erro relativo
Adite-se que, segundo Moreira (1998), “por segurança, é mais conveniente fazer o número de
medidas que corresponda ao elemento com maior coeficiente de variação, o que implica em
automaticamente fazer o maior número de ciclos encontrado entre os elementos. ”
2.1.2. Gráficos de controle
No decorrer das cronometragens, devem ser desconsideradas as observações nas quais
ocorreu algum tipo de anomalia (mudança de método de trabalho e acidente, entre outros).
Contudo, nem sempre todas as anomalias podem ser claramente detectadas durante a
cronometragem. Para a determinação do tempo padrão, devemos estar seguros de que as
cronometragens são validas. Uma maneira eficaz e tecnicamente correta de verificarmos esse
fato é utilizar os gráficos de controle de qualidade. Todas as cronometragens tidas como
válidas devem ser verificadas estabelecendo-se um gráfico de controle para as médias e um
gráfico de controle para as amplitudes (ou para o desvio padrão) das amostras cronometradas.
Caso todas as médias e as amplitudes das amostras se situem dentro dos limites dos dois
gráficos estaremos seguros de que todas as cronometragens são validas. Caso alguma amostra
apresente um resultado fora dos limites de controle de um dos gráficos, as cronometragens
daquela amostra serão descartadas, e deverão ser realizadas novas cronometragens para
substitui-las, verificando-se novamente todos os dados através dos gráficos de controle.
Para o cálculo dos limites Superior e inferior dos gráficos de controle das médias são
utilizadas a formulas (2) e (3) representadas a seguir:

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
L x (2)
L - x (3)
Onde:
L = limite superior de controle;
L = limite inferior de controle;
= média dos tempos médios das amostras;
= coeficiente tabelado em função do número de elementos de cada amostra;
= média das amplitudes das amostras.
Para o cálculo dos limites Superior e inferior dos gráficos de controle das amplitudes são
utilizadas a formulas (4) e (5) representadas a seguir:
L d4 x (4)
L d3 x (5)
Onde:
L = limite superior de controle;
4 = coeficiente tabelado;
= média das amplitudes das amostras.
L = limite inferior de controle;
3 = coeficiente tabelado;
Tem-se d3 e d4, coeficientes tabelados em função do número de cronometragens necessárias.
Martins e Laugeni (2002) salientam que, caso todas as médias e as amplitudes das amostras se
situem dentro dos limites dos dois gráficos, tem-se segurança de que todas as cronometragens
são válidas. Se alguma amostra apresentar um resultado fora dos limites de controle de um
dos gráficos, as cronometragens daquela amostra serão descartadas e deverão ser realizadas
novas cronometragens para substituí-las, verificando novamente todos os dados através dos
gráficos de controle.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
2.1.3. Avaliação do fator de ritmo ou velocidade do operador
Para determinação da capacidade, deve-se notar que cada trabalhador possui uma velocidade
de execução diferente, desta forma, busca-se a determinação do fator de ritmo dos
funcionários que executam a atividade a ser estudada que, para Barnes (1977), é a análise da
velocidade do operador em relação a um padrão considerado mundial. Os funcionários
considerados padrões são aqueles que apresentam uma velocidade normal de operação
próxima de 100%.
e acordo com Barnes (1977), “a avaliação do ritmo é o processo durante o qual o analista de
estudo de tempos compara o ritmo do operador em observação com seu próprio conceito de
ritmo normal.” Posteriormente, conforme o autor, esse fator de ritmo será aplicado ao tempo
selecionado a fim de se obter o tempo normal para a tarefa.
Nessa perspectiva, Peinado & Graeml (2007) inferem que uma forma confiável e realista de
avaliação da velocidade do operador, que tem sido utilizada em vários estudos práticos de
cronoanálise, consiste simplesmente em fazer o teste do baralho.
A avaliação da velocidade do operador ou ritmo (V) é determinada de maneira subjetiva por
um cronometrista através de métodos padronizados, como o da distribuição das 52 cartas do
baralho (MARTINS & LAUGENI, 2001).
Barnes (1977), definiu após suas pesquisas em diversas Universidades e indústrias, o tempo
médio de distribuição de um baralho com 52 cartas como 0,5min.
2.1.4. Tempo normal
O tempo normal (TN) de operação é o tempo realizado pelo operador considerando suas
limitações e habilidades (ritmo ou velocidade do operário) em um ambiente adequado para a
realização da atividade.
Quanto à determinação do tempo normal para uma operação analisada, Peinado & Graeml
(2007) ressaltam que:
Quando se determina o tempo de execução uma operação é preciso levar em conta a
velocidade com que o operador está realizando a operação. Para tornar o tempo
utilizável para todos os trabalhadores, a medida da velocidade, que é expressa como
uma taxa de desempenho que reflete o nível de esforço do operador observado deve
também ser incluída para “normalizar” o trabalho.
A Fórmula (6) a seguir ilustra o cálculo do tempo normal (TN).

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
TN T x (6)
Onde:
TN= tempo normal;
T = tempo cronometrado ou médio;
= velocidade (ritmo) do operador.
Onde T representa o tempo cronometrado válido.
2.1.5. Fator de Tolerância
Não é possível esperar que uma pessoa trabalhe sem interrupções o dia inteiro. Assim, devem
ser previstas interrupções no trabalho para que sejam atendidas as denominadas necessidades
pessoais e para proporcionar um descanso, aliviando os efeitos da fadiga no trabalho.
Martins e Laugeni (2006) afirmam que:
A fadiga no trabalho é proveniente não somente do trabalho realizado, mas também
das condições ambientais do local de trabalho. Em função da intensidade de
diferentes fatores que dificultam o trabalho, haverá muita diferença no tempo
destinado ao descanso. As tolerâncias concedidas para fadiga têm um valor entre
10% (trabalho leve em um bom ambiente) e 50% do tempo (trabalhos pesados em
condições inadequadas). Quanto à tolerância para atendimento das necessidades
pessoais, considera-se suficiente um tempo entre 10min e 25min (5%
aproximadamente) por dia de trabalho de 8 horas.
De acordo com Moreira (1998), quando a Tolerância se refere à tarefa, tem-se a fórmula (7) a
seguir:
T 1
(1-P) (7)
Onde:
P = a relação entre o total de tempo parado devido permissões e a jornada de trabalho.
2.1.6. Determinação do tempo padrão

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
As medidas de tempo padrão servem como uma referência para os gestores da empresa
determinar em quais são os locais que necessitam de programas de melhoria. As medidas de tempo
padrão são a base para a administração de uma produção, pois esta informação irá compor
outras de importância estratégica, como o custo do produto.
O tempo padrão é um recurso que permite analisar a capacidade produtiva de um processo
levando-se em consideração uma série de aspectos presentes na realidade de uma rotina de
trabalho que têm um grande impacto no tempo necessário para fabricação de um produto.
A determinação do tempo gasto em uma operação deve ser obtida através da análise de uma
situação em condições normais de trabalho, ou seja, dentro de uma rotina. Este tempo, além
de servir de base para mensurar a capacidade de um sistema produtivo, passa a ser um tempo
referencial para o treinamento de novos funcionários que irão desempenhar a operação.
Este tempo passa a ser denominado de tempo padrão. Segundo Junior (1989), tempo padrão é
o tempo necessário para executar uma operação de acordo com um método estabelecido, em
condições determinadas, por um operador apto e treinado, possuindo uma habilidade média,
trabalhando com esforço médio, durante todas as horas do serviço.
O tempo padrão TP é calculado multiplicando-se o tempo normal TN por um fator de
tolerância FT para compensar o período que o trabalhador, efetivamente, não trabalha
(PEINADO & GRAEML, 2007). O cálculo é feito utilizando-se a fórmula (8) a seguir:
TP TN x T (8)
Onde:
TP = tempo padrão;
TN = tempo normal;
T = fator de tolerância.
Para determinação do tempo padrão para uma operação, deve-se, ainda, verificar as atividades
de setup e de finalização. De acordo com Martins & Laugeni (2002), entende-se por setup, ou
preparação, o trabalho feito para se colocar o equipamento ou material em condição de
produzir até o instante em que a produção é liberada. O setup costuma ser visto como uma
atividade acíclica dentro do processo de produção, porque ocorre cada vez que é produzido

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
um lote e não apenas uma unidade. Enquanto a finalização é constituída quando se produz um
determinado número de unidades. Dessa forma, o tempo necessário para produção de uma
unidade do produto é dado pela fórmula (9) a seguir:
Tempo-Padrão para uma unidade (T
q) (∑TPi) (
T
l) (9)
Onde:
T = tempo padrão de setup;
q= quantidade de peças para as quais o setup é necessário;
TPi= tempo padrão do elemento
T = tempo padrão para as atividades de finalização;
l = lote de peças para que ocorra finalização.
Martins e Laugeni (2002) ressaltam que o tempo de setup e o de finalização de uma operação
devem ser separados do tempo da operação propriamente dito e devem ser objetos de
cronometragens distintas.
2.2. Tempos pré-determinados ou tempos sintéticos
A maior vantagem dos tempos sintéticos em relação à cronometragem é a possibilidade de
calcular um tempo padrão para um trabalho ainda não iniciado. A utilização dos diversos
sistemas de tempos sintéticos está restrita, nos dias de hoje, além do caso anterior, à
verificação dos tempos padrões obtidos por cronometragem direta (MARTINS e LAUGENI,
2002).
3. Metodologia
Para o desenvolvimento desta pesquisa, foram desenvolvidas as seguintes etapas
metodológicas:
a) Primeiramente, foi preenchido um questionário, onde se identificou a atual
situação da produtividade da empresa;
Algumas das perguntas de maior relevância, apresentadas a seguir, foram àqueles
referentes à produtividade:

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
Quadro 1 - Questionário para produtividade
Quadro 2. Questionário para produtividade
Nº Pergunta
1 Quantos litros de açaí são produzidos por
dia?
2 Costuma vender tudo que produz no dia?
2.1
Caso a resposta da questão anterior seja
sim.Chega a ter uma demanda maior que a
oferta?
2.2 Caso a resposta da questão 2 seja não. O que
acontece com o estoque?
3 Chega a ter prejuízos?
3.1
Caso a resposta da questão anterior seja sim.
Quantos litros ou Quilos de açaí chega a
perder?
3.2
Caso a resposta da questão 3 seja não. Um
aumento da produção traria mais lucros, ou
seja, conseguiria vender todo o acréscimo,
ou, acha que sobraria?
b) Na segunda fase da pesquisa, selecionada as operações de despolpamento e
envase, discutiu-se com os envolvidos os tipos de trabalhos a serem executados,
procurando-se obter a colaboração dos encarregados e dos operadores do setor;
c) A partir desse ponto, buscou-se conhecer os funcionários responsáveis por essa
operação, com o intuito de determinar o fator de ritmo de cada um, através do teste
internacional de ritmo (distribuição de 52 cartas de baralho), coletando cinco
amostragens de tempo para cada um deles;
d) Em seguida, foram realizadas dez cronometragens preliminares para à obtenção de
dados para determinação do número necessário de cronometragens (n) para o
estudo;
e) Efetuadas as cronometragens, determinou-se o tempo médio ou tempo
cronometrado colocando os mesmos no gráfico de controle para verificar a
qualidade da amostra;
f) Baseando-se no Teste do baralho, o grupo avaliou o fator de ritmo (velocidade) de
cada um dos funcionários que realizam as operações estudadas, determinando o
tempo normal;
g) Posteriormente, considerando-se o tempo permissivo para as tolerâncias, numa
jornada de trabalho de 6 horas diárias, calculou-se o Fator de Tolerância;
h) Em posse do tempo de tolerância, determinou-se o Tempo padrão e a capacidade
produtiva relacionada à operação, conforme o método da Cronoanálise direta;

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
i) Na aplicação do Estudo de tempos sintéticos (pré-determinados), as tarefas foram
filmadas e fotografadas para que nenhum micro movimento fosse perdido. Sendo
assim, todos os micros movimentos foram identificados e caracterizados de acordo
com a dificuldade; as distâncias foram medidas; e os valores de tempo
selecionados nas tabelas de tempos elementares;
j) Por fim, avaliou-se a importância do Estudo para viabilização de melhorias aos
processos produtivos da microempresa.
4. Resultados e discussões
Na microempresa estudada, de processamento do açaí, o fruto do açaí é moído, sem mistura
de produto de qualquer natureza, apenas adição de água filtrada. A embalagem é feita em
sacos plásticos com selamento térmico. Foram realizadas visitas à microempresa para
evidenciar, por intermédio de filmagens e fotografias, as características do processamento do
açaí e identificar todas as atividades que compõem o processo produtivo.
Tendo assim como embasamento os estudos de tempos pré-determinados ou tempos
sintéticos, foram feitas observações nas operações cotidianas dos funcionários da
microempresa avaliando o fluxograma da operação e a tabela de micro movimentos, obtendo-
se como resultado das tais avaliações indicados nas tabelas a seguir:
Tabela 8 – Fluxo dos Processos nas operações de processamento e embalagem do açaí

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
Após análise das atividades e discussão com a gerência da organização, direcionou-se o
estudo de tempos para as operações selecionadas (Despolpamento e Envase), relacionadas ao
processamento do açaí, uma vez que as mesmas representam pontos críticos decorrentes do
maior nível de interferência humana através do trabalho manual, causando gargalos, atrasos,

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
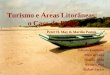
ou problemas na embalagem. Além do fluxograma de processo, foi bastante útil traçar o
desenho esquemático do local de trabalho no qual ocorre a produção do açaí para melhor
visualização do processo produtivo.
Figura 03 – Layout da área da operação estudada
Tabela 10 – Tabela dos tempos cronometrados para cada elemento das operações

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
16
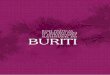
1ª Operação: Despolpamento.
Cálculo do n1:
n1 (1,96x0,43
0,05x3,78x2,3)
n1
Gráficos de controles dos tempos:
Figura 05 – Gráficos (Médias e Amplitudes) para a Operação 1 (Despolpamento)
Com base no TB (Teste do Baralho) os operadores 2 e 3, foram avaliados para determinar seu
ritmo de trabalho, onde foram observados um ritmo respectivo de 107% e 111% e com base
nos dados obtidos e reunidos deu-se o início ao cálculo para obtenção de tempo normal e
tempo padrão capacidade produtiva.
Calculo do Tempo Normal 1:
TN1 (0,253 1,424)x1,07 0,622
TN1 2,42 min
Calculo do Tempo Padrão 1:
TP1 2,42x(360
360 30)
TP1 2,64 min
Calculo da Capacidade Produtiva 1:

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
17
P1 360
2,64
P1 136x3 408 Litros
P1 408
6 68 (litros hora)
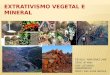
2ª Operação: Envase.
Calculo do n2:
n2 (1,96x0,52
0,05x3,78x2,5)
n2 4,65 5 ciclos a serem cronometrados
Gráficos de controles dos tempos:
Figura 06– Gráficos (Médias e Amplitudes) para a Operação 2 (Envase)
Calculo do Tempo Normal 2:
TN2 (0,65 1,85)x1,11
TN2 2,78 min
Calculo do Tempo Padrão 2:
TP2 2,78x(360
360 30)
TP2 3,03 min
Calculo da Capacidade Produtiva 2:

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
18
P2 360
3,03
P2 119x3 357 Litros
P2 357
6 59,5 (litros hora)
Constatou-se que a microempresa dispõe de um tempo padrão de 2,64 minutos para realização
da operação de despolpamento. A partir dessa informação, pôde-se inferir que a capacidade
produtiva da operação, é de aproximadamente 68 litros processados por hora. Enquanto que
na operação de envase obteve-se tempo padrão de 3,03 minutos e consequentemente uma
capacidade produtiva de aproximadamente 59,5 litros ensacados por hora.
Através do estudo de tempos aplicado aos serviços descritos, verificou-se que esse tempo
poderia ser minimizado buscando a otimização do serviço.
A diferença encontrada entre as capacidades produtivas nas operações de despolpamento e
envase estudadas, está nas especificidades de cada tarefa e das condições funcionais, onde os
operadores acabam exercendo mais de uma função durante o mesmo período de tempo da
realização da operação, ficando evidenciado a ocorrência de gargalo na transição entre
operações com operadores distintos.
Nesse sentido, uma das medidas cabíveis é o direcionamento das ações dos gestores na
organização do trabalho, voltada para operação de envase, o que contribuirá
consideravelmente para maior produtividade, de modo a promover redução no tempo de
operação nesse setor especifico e, por conseguinte, aumento na capacidade produtiva.
5. Conclusão
A realização deste estudo permitiu analisar a capacidade produtiva da empresa em questão,
levando-se em conta os fatores que podem ter influenciado nos índices encontrados.
Diante do exposto e após a análise de resultados, o presente trabalho confirma que os estudos
de tempos e movimentos, provenientes da Engenharia de Métodos, é instrumento fundamental
no descobrimento de características críticas para a microempresa, como a capacidade
produtiva e gargalo da produção, que identifica qual o setor que necessita de investimentos

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
19
imediatos, além de mostrar falhas estruturais de layout, ambiente de trabalho e falta de espaço
físico.
Concluindo, fica o desejo de que este estudo tenha contribuído para a comunidade acadêmica,
motivando outros estudos que possam complementar informações aqui mencionadas, assim
como, valorizar a utilização de métodos para a otimização da produção. De acordo com o que
foi visto e analisado acima, sugere-se para novos trabalhos:
a) Aplicar a metodologia mostrada em outros processos de modo a se obter um universo
maior de comparação para avaliação da produtividade;
b) Analisar mais criteriosamente os fatores influenciadores da capacidade produtiva;
c) Aplicação desta metodologia em microempresas que ofereçam o mesmo tipo de
produto e dispõem da mesma forma de produção, descobrindo assim, mais
divergências entre métodos, processos e equipamentos influenciadores de variações
dos índices de produtividade.
Referências
BARNES, R. M. Estudo de Movimentos e de Tempos: projeto e medida do trabalho. 6ª ed. São Paulo:
Edgard Blüchen, 1977.
MACHLINE, C. et al. Manual de Administração da Produção. v. 2, 2ª ed. São Paulo: Fundação Getúlio
Vargas, 1990.
MARTINS, P. G. & LAUGENI, F. P. Administração da Produção. 1ª ed São Paulo: Saraiva, 2002.
MARTINS, P. G. & LAUGENI, F. P. Administração da Produção. 2ª ed. São Paulo: Saraiva, 2006.
MOREIRA, D. Introdução à administração da produção e operações. São Paulo: Pioneira, 1998.
PROGRESSO – Notícias de Dourados e Região. Açaí da Amazônia conquista o mundo.
Disponível em:< http://www.progresso.com.br/caderno-a/brasil-mundo/acai-da-amazonia-conquista-o-mundo>
Acesso em: 08 de jan. 2014.
PEINADO, J. & GRAEML, A. R. Administração da Produção: operações industriais e de serviços. Curitiba:
UnicenP, 2007.