Embed Size (px)
Citation preview
ESTUDO DE TEMPOS NA DETERMINAÇÃO DA
CAPACIDADE PRODUTIVA: PROCESSO DE
ENVASAMENTO DE PALMITO EM UMA
EMPRESA NO MUNICIOPIO DE ABAETETUBA
BRUNO SANTOS CORREA (ufpa)
MAILSON BATISTA DE VILHENA (ufpa)
ROSIVAN CUNHA DA SILVA (ufpa)
Este artigo trata da metodologia do estudo de tempos e movimentos para a
determinação da capacidade produtiva de uma empresa produtora de
palmitos situada em Abaetetuba-Pará. O estudo consiste em analisar o
processo de envase de palmitos em potes médios de vidro até o momento em
que esses potes são fechados em caixa de tal modo que os fatores de ritmo e
de fadiga dos operadores foram avaliados para a determinação do tempo
padrão do processo. Realizou-se assim, o cálculo dos tempos e análise do
gargalo das operações, para a determinação da capacidade total. O estudo
revelou um tempo padrão próximo ao tempo sintético demonstrando um alto
grau de padronização desta atividade, com a identificação da etapa de
pesagem como sendo o gargalo do processo. Descobriu-se ainda que o
desbalanceamento da capacidade dos elementos promove ociosidade ao
final do processo. Deste modo, algumas melhorias foram sugeridas, tais
como, por exemplo, o aperfeiçoamento do método de pesagem, adição de
mais uma balança com operador, aproximação da mesa da balança já
existente alguns centímetros ao lado da máquina de fechar as tampas e
padronização da quantidade de potes nas etapas aglomeração, como no
tanque de cozimento.
Palavras-chave: Estudo de tempos; Capacidade produtiva; Padronização.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1. Introdução
No Brasil e no mundo, o mercado de palmito constitui-se em um negócio relativamente novo,
com um valor Bruto de produção estimado em US$ 500 milhões, sendo a estimativa de
consumo no Brasil de cerca de 100 a 940 gramas/pessoa/ano. No mercado interno, predomina
a produção de palmito originária do açaí e da pupunha e a diversificação deste produto é
baixa, consistindo, por exemplo, de palmito couvert, rodelas, fatiado, bandas, toletinhos e
palmito com picles, por exemplo, embora tais variantes sejam pouco comuns no mercado
nacional. Os preços ao consumidor em 2003 foram de R$ 20,46 a 25,23 kg (SITE DA
EMBRAPA, 2015).
Em um mercado com pouca expressão nas exportações, pouca diversidade de produtos e
preços elevados, faz-se necessária a utilização de métodos e recursos para a redução de
desperdícios com consequente diminuição dos custos. Alguns métodos utilizados anos atrás
podem ser trabalhados e reestruturados para se adaptar à realidade da empresa. Em sistemas
produtivos intensivos no uso da mão-de-obra, o estudo de tempos é uma ferramenta
importante na definição da capacidade produtiva, definida por Moreira (2009) como sendo a
máxima quantidade de produtos e serviços que podem ser produzidos em uma unidade
produtiva em um dado intervalo de tempo.
Martins e Laugeni (2005), destacam ainda a importância da cronometragem, como ferramenta
de auxílio no estudo de tempos para a determinação de padrões de produção, ainda nos
tempos atuais:
A cronometragem é um dos métodos mais empregados na indústria para medir o
trabalho. Em que pese o fato de o mundo ter sofrido consideráveis modificações
desde a época em que F. W. Taylor estruturou a Administração Científica e o estudo
de tempos cronometrados, objetivando medir a eficiência individual, essa
metodologia continua sendo muito utilizada para que sejam estabelecidos padrões
para a produção e para os custos industriais. (MARTINS e LAUGENI, 2005, pg.
84).
2. Referencial teórico
Barnes (1977) afirma que o estudo de tempos teve início em 1881 quando Taylor ingressou
em uma empresa e observou que o sistema operacional da fábrica estava deixando a desejar.
Quando assumiu o cargo de mestre geral, Taylor convenceu a presidência e conseguiu um
investimento para um estudo científico objetivando a determinação do tempo necessário para

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
a execução de diferentes tipos de trabalho. Na concepção de Taylor (apud BARNES, 1977,
pg. 8): “o estudo de tempos é um dos elementos da administração científica que torna possível
transferir-se a habilidade da administração da empresa para os funcionários (...)”.
O estudo de movimentos foi realizado por Frank Gilbreth e sua esposa Lilian Gilbreth, através
dos conhecimentos de psicologia de Lilian e a formação em engenharia de Frank, os dois
realizaram estudos avaliando os métodos utilizados pelos operadores, e assim o casal
conseguiu desenvolver métodos mais ágeis, os quais podem ser utilizados em diferentes
funções (BARNES, 1977).
Chiavenato (2004), atribuiu a Frank a divisão do trabalho manual em movimentos
elementares (chamados de therbrig, anagrama Gilbreth), com o objetivo de definir os
movimentos necessários à execução de qualquer tarefa.
O estudo de tempos, movimentos e métodos mantém estreito vínculo com três importantes
definições do vocabulário empresarial, segundo Peinaldo e Graeml (2007): a engenharia de
métodos, projeto de trabalho e ergonomia.
Engenharia de métodos: atividade dedicada à melhoria e desenvolvimento de
equipamentos de conformação e processos de produção para suportar a fabricação.
Projeto de trabalho: define a forma pela qual as pessoas agem em relação ao seu
trabalho. Ergonomia: estudo da adaptação do trabalho ao homem ou vice-versa.
(PEINALDO E GRAEML, 2007, pg. 89)
2.1. Tempo-padrão
O tempo padrão é o tempo médio que um operário leva para executar uma determinada tarefa
(trabalhando em ritmo normal). Esse tempo é utilizado para medir o desempenho de uma
determinada célula de produção. Para Martins e Laugeni (2005) esse funcionário de ser
treinado para executar a operação a ser medida, e para o bom desenvolvimento da pesquisa
deve-se principalmente ter a colaboração dos encarregados e dos operadores do setor.
Peinaldo e Graeml (2007) consideram que o estudo de tempo não tem apenas a finalidade de
estabelecer a melhor forma de trabalho. O estudo procura encontrar um padrão de referência
que servirá para:
Determinação da capacidade produtiva da empresa, elaboração dos programas de
produção, determinação do valor de mão de obra direta no cálculo do custo do
produto vendido (CPV), estimativas de custo de um novo produto durante seu
projeto e criação e balanceamento das linhas de produção e montagem. (PEINALDO
E GRAEML, 2007, pg. 86)

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
O método mais comum de se medir o trabalho humano é a cronometragem. Com ela
determina-se o tempo médio (TM), lembrando que o estudo deve avaliar ainda o fator de
ritmo ou velocidade da operação, tempo normal (TN), tolerâncias para fadiga e para
necessidades pessoais. É recomendado colocar os dados obtidos em um gráfico de controle
para verificar sua qualidade, calculando assim o tempo padrão da operação, (MARTINS e
LAUGENI, 2005, pg. 85).
Peinaldo e Graeml (2007) afirmam que antes de se começar a cronometragem, a operação
total deve ser dividida em partes para que o método de trabalho possa ter uma medida precisa,
tomando cuidado para não dividir as operações em muitos ou poucos elementos. Barnes
(1977, pg.) especifica que o conjunto de movimentos do operador, as dimensões, a forma e a
qualidade do material, as ferramentas, os dispositivos, os gabaritos, os calibres e os
equipamentos, devem ser definidos com clareza.
2.2. O Número de ciclos cronometrados
Para se determinar o tempo de operação é necessário que se façam várias tomadas de tempo
para a obtenção de uma média aritmética destes tempos. Martins e Laugeni (2005) descrevem
que para se determinar na prática o tempo padrão, devem ser realizadas de 10 a 20
cronometragens. Contudo tanto Martins e Laugeni (2005) quanto Peinaldo e Graeml (2007)
definem que a maneira mais correta de se determinar o número de cronometragem ou ciclos n
a serem cronometrados é deduzida da expressão do intervalo de confiança da distribuição por
amostragem da média de uma variável distribuída normalmente, resultando na expressão:
No qual n é o número de cronometragem, Z é o nível de confiança da distribuição normal
(costuma-se utilizar a probabilidade para o grau de confiança entre 90 e 95%), A é a
amplitude da amostra, Er é o erro relativo (aceitável variando entre 5 e 10%), d2 é o
coeficiente obtido em tabela estatística específica em função do número de cronometragens
realizadas e é a média da amostra.
2.3. Determinação das tolerâncias
Não é possível esperar que uma pessoa trabalhe sem interrupções o dia inteiro. Segundo
Barnes (1977), todo o operário deve ter um tempo reservado para suas necessidades pessoais,
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
e por essa razão as tolerâncias pessoais devem ser consideradas em primeiro lugar. Peinaldo e
Graeml (2007) descrevem que para uma jornada de trabalho de 8 horas diárias sem intervalos
de descanso (exceto pausa para o almoço) o tempo médio de parada, geralmente utilizado,
varia de 10 a 24 minutos, ou seja, de 5 a 10% da jornada de trabalho.
2.4. Tolerância para alivio de fadiga
A fadiga do trabalho é proveniente não somente do trabalho realizado, mas também das
condições ambientais. Para Barnes (1977) ambientes de trabalho com excesso de ruídos, mais
que 80 dB, iluminação insuficiente, menos que 200 luz, condições de conforto térmico
inadequadas, temperaturas ambientes fora da faixa de 20 a 24°C e umidade relativa abaixo de
40% ou acima de 60%, vibrações, cores inadequadas das paredes e desrespeito a ergonomia
nos postos de trabalho, geram fadiga.
Até hoje não existe uma forma satisfatória de se calcular a fadiga, que segundo Peinaldo e
Graeml (2007) não é proveniente apenas do ambiente de, mas também da natureza do
trabalho. As tolerâncias concedidas têm um valor de 10% (trabalho leve e um bom ambiente)
e 50% de tempo (trabalhos pesados e condições inadequadas). Porém geralmente utiliza-se
uma tolerância entre 15% e 20% (fator tolerância entre 1,15 e 1,20) do tempo para trabalhos
normais em um ambiente normal, para as empresas industriais.
A tolerância pode ser calculada em função dos tempos de permissão que a empresa se dispõe
a conceder. Logo o fator de tolerância é calculado por:
Onde p é o tempo de intervalo dado dividido pelo tempo de trabalho (% tempo ocioso).
Peinaldo e Graeml (2007) destacam outro tipo de tolerância (tolerância para espera) ocorrida
principalmente pela necessidade de pequenos ajustes de máquinas interrupções de trabalho
pelo próprio supervisor, falta de material, falta de energia e necessidade de manutenção
preventiva, no entanto esse tipo de tolerância não necessariamente deve fazer parte do tempo
padrão.
2.5. Determinação do tempo padrão
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
Quando se determina o tempo de execução de uma operação é preciso levar em conta a
velocidade com que o operador está realizando a operação. Para tornar o tempo utilizável para
todos os trabalhadores que é expressa como uma taxa de desempenho que reflete o nível de
esforço do operador observado deve também ser incluída para normalizar o trabalho. Logo o
tempo normal é calculado por:
Onde TN é o tempo normal, TC o tempo cronometrado e v é a velocidade do operador.
Calculado o tempo normal, calcula-se o tempo padrão multiplicando-se o tempo normal pelo
fator tolerância para compensar o período em que o trabalhador, efetivamente não trabalha.
Portanto a equação do tempo padrão é expressa por:
Onde TP é o tempo padrão, TN o tempo normal e FT é o fator tolerância.
2.6. Teoria das restrições
Segundo Tubino (2000) a teoria das restrições tem por base a definição dos gargalos da
produção, o qual é conceituado como um ponto no sistema produtivo (máquina, transporte,
espaço, homens, demanda, etc.) que limita o fluxo de itens no sistema. Os fluxos posteriores
ao gargalo são limitados a trabalhar apenas na velocidade do fornecimento de itens pela
operação gargalo. A operação de menor capacidade é dita capacidade limitante.
Tendo posse dos tempos padrão dos elementos analisados em um estudo de tempos, o cálculo
da capacidade de processamento pode ser feito de acordo com a equação a seguir:
Onde TP é o tempo padrão do elemento analisado.
Três importantes enunciados por Tubino (2000) da Teoria das Restrições utilizados neste
trabalho são:
a) O fluxo produtivo sempre estará limitado por um recurso (interno ou externo)
gargalo, de nada adiantando programar um recurso não-gargalo para produzir 100% de sua
capacidade;

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
b) Uma hora perdida num recurso gargalo é uma hora perdida em todo o sistema
produtivo;
c) Uma hora ganha num recurso não gargalo não representa nada.
3. Metodologia de pesquisa
Para efetuar o estudo de tempos na empresa, foi feita uma visita para avaliar e identificar os
dados técnicos da operação, as características do processo e o arranjo físico da operação que
foram, então, registrados por meio de filmagem. Através da construção de fluxogramas foi
possível identificar o fluxo do processo bem como os possíveis gargalos e problemas durante
a atividade produtiva.
De posse destas informações, as tarefas foram divididas em elementos, de modo a constituir
um ciclo completo de trabalho. Cada um desses elementos deve representar uma sequência
distinta e sendo caracterizados antes do início das cronometragens.
A coleta de tempos pôde, então, ser efetuada registrando cada cronometragem de acordo com
o elemento analisado. As cronometragens foram feitas em um único dia de visita.
A partir dos dados coletados foi efetuado o Estudo de Tempos através dos seguintes passos:
a) Calculou-se o número de ciclos efetivos de cronometragens para cada operação;
b) A amostra foi validada com a utilização do gráfico de controle;
c) O ritmo do operador foi calculado utilizando o Sistema Westinghouse para
avaliação de ritmo, definindo cada atributo de acordo com a eficiência média da pessoa em
um dia de trabalho;
d) Calculou-se o fator de tolerância;
e) Calculou-se o tempo padrão de cada elemento.
De posse dos tempos padrões, procedeu-se à identificação do elemento que representa a
capacidade limitante do processo através da teoria das restrições, realizando-se uma
comparação entre o estudo de tempos realizado e o estudo dos tempos sintéticos para o
mesmo elemento. Ao final do trabalho, realizou-se a análise dos resultados e sugestões de
melhorias foram feitas.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
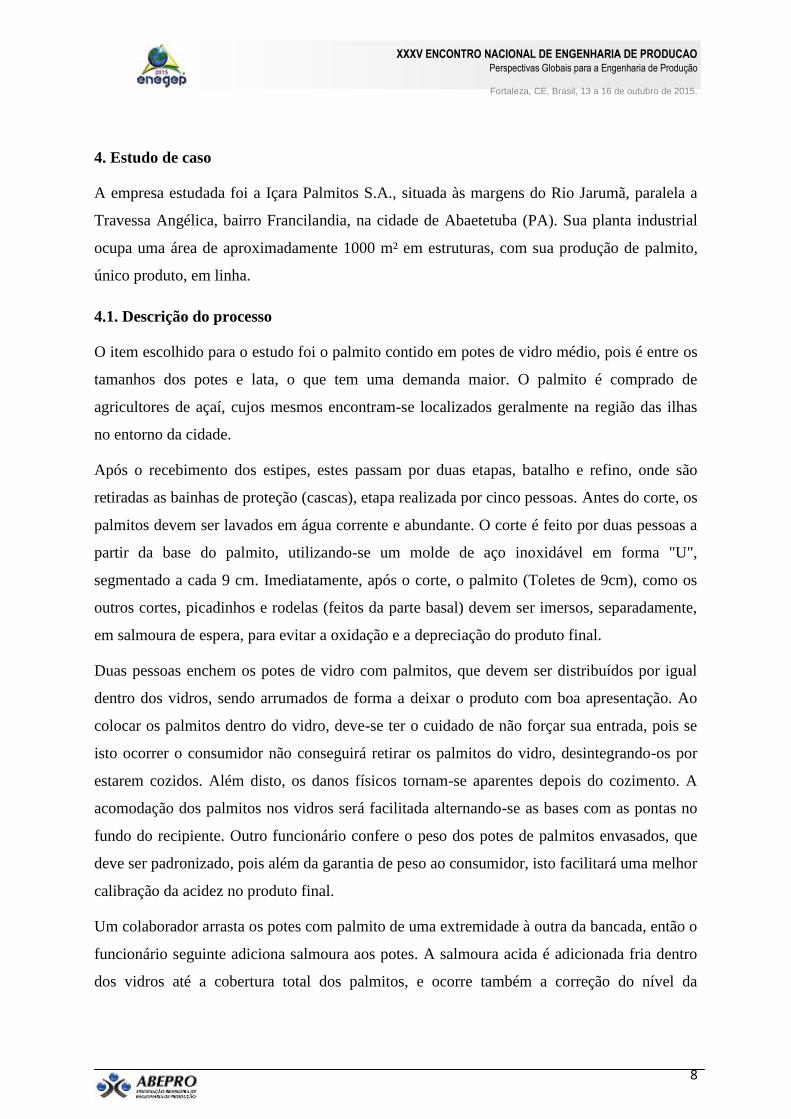
4. Estudo de caso
A empresa estudada foi a Içara Palmitos S.A., situada às margens do Rio Jarumã, paralela a
Travessa Angélica, bairro Francilandia, na cidade de Abaetetuba (PA). Sua planta industrial
ocupa uma área de aproximadamente 1000 m² em estruturas, com sua produção de palmito,
único produto, em linha.
4.1. Descrição do processo
O item escolhido para o estudo foi o palmito contido em potes de vidro médio, pois é entre os
tamanhos dos potes e lata, o que tem uma demanda maior. O palmito é comprado de
agricultores de açaí, cujos mesmos encontram-se localizados geralmente na região das ilhas
no entorno da cidade.
Após o recebimento dos estipes, estes passam por duas etapas, batalho e refino, onde são
retiradas as bainhas de proteção (cascas), etapa realizada por cinco pessoas. Antes do corte, os
palmitos devem ser lavados em água corrente e abundante. O corte é feito por duas pessoas a
partir da base do palmito, utilizando-se um molde de aço inoxidável em forma "U",
segmentado a cada 9 cm. Imediatamente, após o corte, o palmito (Toletes de 9cm), como os
outros cortes, picadinhos e rodelas (feitos da parte basal) devem ser imersos, separadamente,
em salmoura de espera, para evitar a oxidação e a depreciação do produto final.
Duas pessoas enchem os potes de vidro com palmitos, que devem ser distribuídos por igual
dentro dos vidros, sendo arrumados de forma a deixar o produto com boa apresentação. Ao
colocar os palmitos dentro do vidro, deve-se ter o cuidado de não forçar sua entrada, pois se
isto ocorrer o consumidor não conseguirá retirar os palmitos do vidro, desintegrando-os por
estarem cozidos. Além disto, os danos físicos tornam-se aparentes depois do cozimento. A
acomodação dos palmitos nos vidros será facilitada alternando-se as bases com as pontas no
fundo do recipiente. Outro funcionário confere o peso dos potes de palmitos envasados, que
deve ser padronizado, pois além da garantia de peso ao consumidor, isto facilitará uma melhor
calibração da acidez no produto final.
Um colaborador arrasta os potes com palmito de uma extremidade à outra da bancada, então o
funcionário seguinte adiciona salmoura aos potes. A salmoura acida é adicionada fria dentro
dos vidros até a cobertura total dos palmitos, e ocorre também a correção do nível da

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
salmoura acida por outro funcionário, deixando-se um espaço livre em torno de 15 mm entre a
salmoura e a tampa do vidro.
Em seguida, uma pessoa coloca a tampa no pote e passa-o ao trabalhador seguinte, que fecha
a tampa na máquina de vapor e deposita o pote, ainda quente, em um cesto que será levado
para o tanque de cozimento.
O cozimento é realizado pela imersão dos vidros fechados em água fervente (banho-maria). O
nível de água deverá ultrapassar pelo menos 5cm a altura dos vidros. O tempo para
a esterilização comercial poderá variar de 25 a 60 minutos, dependendo do tamanho e do tipo
de material (tolete, rodelas ou picadinho) e recipiente utilizado. Geralmente para potes vidro
médio o cozimento do produto ocorre após 30 - 50 minutos, contados a partir do momento em
que a água do banho-maria entra em ebulição (100ºC).
Após o cozimento, os vidros deverão ser resfriados imediatamente com o objetivo de evitar
a condensação de vapores ácidos internamente nas tampas, o resfriamento deverá ser
realizado lentamente no início, para evitar a quebra dos vidros por choque térmico.
Quando os potes estão satisfatoriamente frios, eles são levados por outro colaborador para ser
feita a rotulagem, onde os vidros devem receber o rótulo contendo informações exigidas pela
legislação sanitária e terem a tampa lacrada com lacre plástico para estarem prontos para a
comercialização. No rótulo devem constar a marca do produto, data de fabricação, prazo de
validade, que é de um ano, contado a partir do dia da fabricação, peso líquido, endereço do
fabricante, CNPJ, registro no Ministério da Saúde, telefone e ou e-mail para atendimento ao
consumidor, ingredientes utilizados e instruções sobre o produto. Um colaborador monta a
caixa e coloca os potes de vidro com palmito na caixa, que deve conter 15 potes de vidro no
total. Então, finalizando o processo, a caixa é fechada e lacrada por outro colaborador e
depositada no palete para formar um lote com 56 caixas.
4.2. Estudo de tempos
Para a determinação do tempo padrão de produção de pote de vidro médio, uma amostra foi
coletada no dia da visita. O processo produtivo foi, então, analisado e divido em 12 etapas
significativas.
NUMERO ETAPA CORRESPONDENTE

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
Tabela 1 - Etapas do
processo produtivo
Fonte: Elaborado pelos autores
Algumas etapas não foram consideradas, como recebimento e limpeza, espera no tanque de
cozimento, transporte para a rotulagem, e outros, pois ocorreram de forma bastante aleatória,
dificultando o processo de validação, podendo ser, entretanto, analisadas em um estudo
posterior. A Etapa de fechamento a vácuo ocorre com a utilização de uma máquina,
entretanto, para efeito de cálculo, o tempo do operador e o tempo da máquina, por ser bem
curto, não foram separados.
As cronometragens das etapas restantes, juntamente com o número de cronometragens de
cada etapa e o número efetivamente necessário para cada coleta de dados podem ser
visualizadas na Tabela 2. Para o cálculo do número efetivo necessário de cronometragens, foi
utilizado um erro relativo de 10% e um nível de significância de 90%.
Tabela 2 - Cronometragens das etapas
1 Envase
2 Pesagem
3 Colocar salmoura
4 Correção do nível de salmoura
5 Tampar
6 Fechar a vácuo e colocar no cesto
7 Rotulagem
8 Montar a caixa
9 Encher a caixa
10 Fechar a caixa
ELEMENTO CRONOMETRAGEM (s)
1º 2º 3º 4º 5º 6º 7º 8º 9º 10º
Envase 3,18 2,11 2,29 2,51 3,19 2,26 3,44 2,17 2,27 2,28
Pesagem 2,67 2,82 2,67 2,71 2,55 2,83 2,83 2,71 2,42 2,97
Colocar salmoura 0,51 0,55 0,72 0,58 0,53 0,49 0,49 0,51 0,54 0,59
Correção de nível de salmoura 1,08 1,05 1,01 0,89 1,01 0,97 1,05 1,07 0,98 0,87
Tampar 1,43 1,93 1,6 1,68 1,91 1,83 1,93 1,9 1,95 1,96
Fechar a vácuo e colocar no cesto 2,92 2,22 2,81 2,5 2,83 2,33 2,22 2,88 2,27 2,33
Rotulagem 0,53 0,72 0,77 0,74 0,85 0,63 0,86 0,81 0,72 0,61
Montar na caixa 4,67 5,13 4,59 5,11 4,93 4,97 5,15 5,15 5,85 4,77
Encher a caixa 16,08 19,72 16,33 19,6 15,66 16,98 15,99 18,33 16,81 16,72
Fechar a caixa 12,44 12,33 12,45 14,77 12,55 12,63 17,11 13,53 12,44 13,08
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
Fonte: Elaborada pelos autores
4.3. Gráficos de controle
Depois de obtidas as cronometragens, calculou-se a média e amplitude para cada elemento,
para, então, calcular os limites de controle dos gráficos das médias e das amplitudes. Os
tempos cronometrados deverão ser testadas pelos Gráficos de Controle da Amplitude e dos
Tempos Médios.
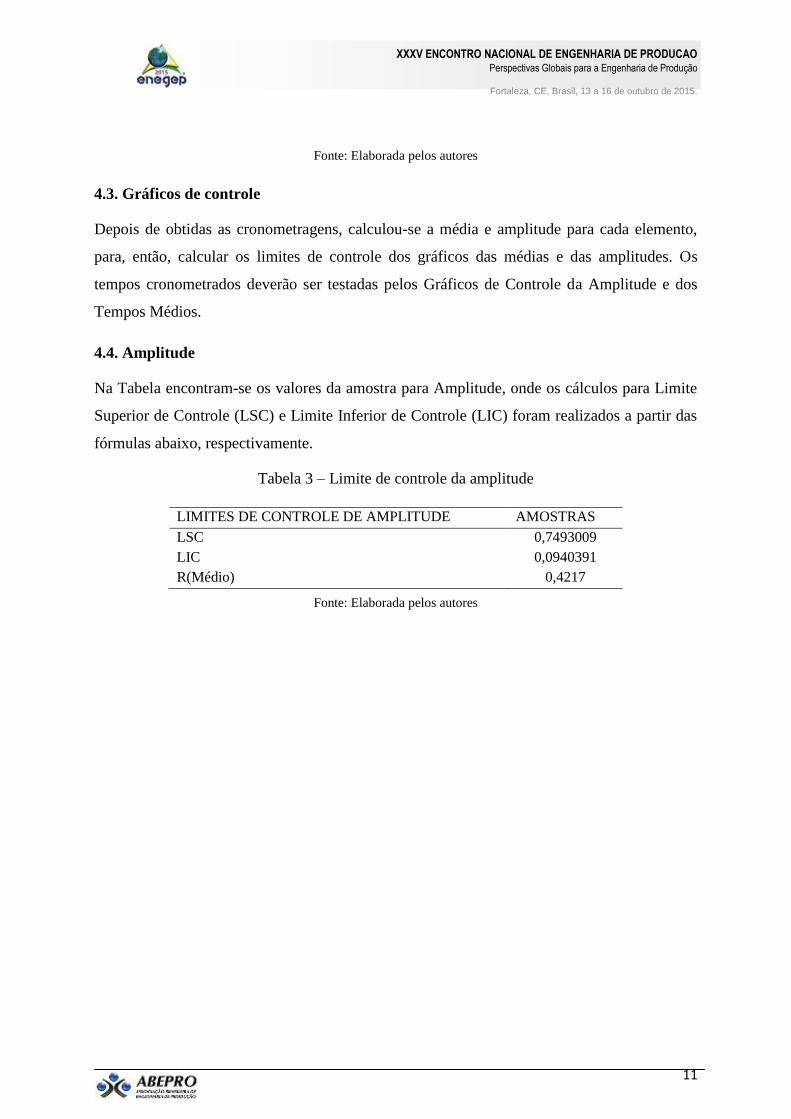
4.4. Amplitude
Na Tabela encontram-se os valores da amostra para Amplitude, onde os cálculos para Limite
Superior de Controle (LSC) e Limite Inferior de Controle (LIC) foram realizados a partir das
fórmulas abaixo, respectivamente.
Tabela 3 – Limite de controle da amplitude
Fonte: Elaborada pelos autores
LIMITES DE CONTROLE DE AMPLITUDE AMOSTRAS
LSC 0,7493009
LIC 0,0940391
R(Médio) 0,4217

Limite Superior de Controle (LSC) =D4xR
Limite Inferior de Controle (LIC) =D3xR
Onde:
D4 = Coeficiente tabelado;
R = Média das Amplitudes das amostras;
D3 = Coeficiente tabelado

FIGURA 1: Gráfico de controle das amostras
Fonte: Elaborada pelos autores
Ao analisar o Gráfico da Amplitude (Figura 01), observou-se que os valores estão dentro dos
limites (LSC e LIC), afirmando que todas as cronometragens são válidas.
Tabela 4 – limites de controle de cada etapa
Fonte: Elaborada pelos autores
4.5. Tempos médios
De posse dos dados já validados, passa-se para o cálculo do tempo normal e tempo padrão de
cada elemento. Para o cálculo do tempo normal, utilizou-se a avaliação do ritmo pelo Sistema
Westinghouse para avaliação do ritmo. Cada colaborador foi avaliado em relação a sua
habilidade, esforço para manter o processo sempre em movimento, condições de ambiente e
consistência do trabalho.
Para obter o tempo padrão, calculou-se o fator de tolerância levando em consideração que os
trabalhos começam às 08h00min, ocorre pausa para almoço às 12 horas, o retorno é às 13
horas, e o término das atividades é às 17 horas, logo há um total de 8 horas e de trabalho por
dia, com um tempo de descanso de 15 minutos pela manhã e pela tarde.
ELEMENTO LIMITE SUPERIOR LIMITE INFERIOR
Envase 2,6998836 2,4401164
Pesagem 2,8478836 2,5881164
Colocar salmora 0,6808836 0,4211164
Correção de nível de salmora 1,1278836 0,8681164
Tampar 1,9418836 1,6821164
Fechar a vácuo e colocar no cesto 2,6608836 2,4011164
Rotulagem 0,8538836 0,5941164
Montar na caixa 5,1618836 4,9021164
Encher a caixa 17,3518836 17,0921164
Fechar a caixa 13,4628836 13,2031164
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
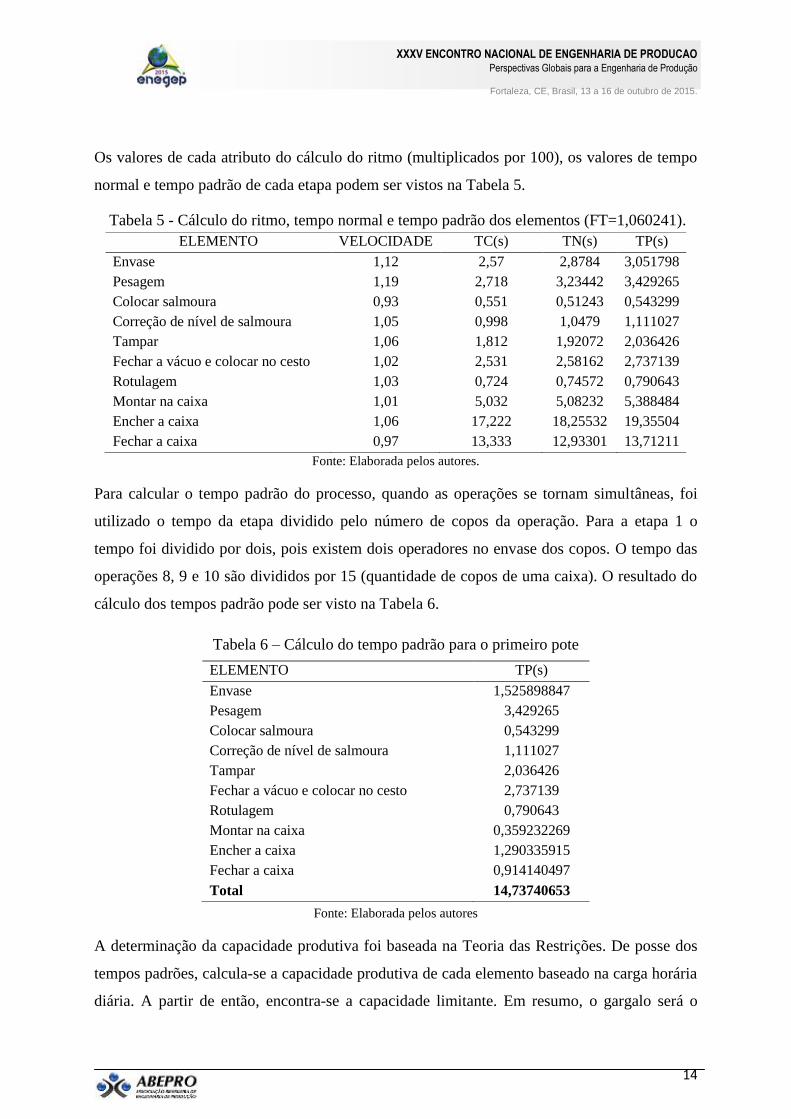
Os valores de cada atributo do cálculo do ritmo (multiplicados por 100), os valores de tempo
normal e tempo padrão de cada etapa podem ser vistos na Tabela 5.
Tabela 5 - Cálculo do ritmo, tempo normal e tempo padrão dos elementos (FT=1,060241).
Fonte: Elaborada pelos autores.
Para calcular o tempo padrão do processo, quando as operações se tornam simultâneas, foi
utilizado o tempo da etapa dividido pelo número de copos da operação. Para a etapa 1 o
tempo foi dividido por dois, pois existem dois operadores no envase dos copos. O tempo das
operações 8, 9 e 10 são divididos por 15 (quantidade de copos de uma caixa). O resultado do
cálculo dos tempos padrão pode ser visto na Tabela 6.
Tabela 6 – Cálculo do tempo padrão para o primeiro pote
Fonte: Elaborada pelos autores
A determinação da capacidade produtiva foi baseada na Teoria das Restrições. De posse dos
tempos padrões, calcula-se a capacidade produtiva de cada elemento baseado na carga horária
diária. A partir de então, encontra-se a capacidade limitante. Em resumo, o gargalo será o
ELEMENTO VELOCIDADE TC(s) TN(s) TP(s)
Envase 1,12 2,57 2,8784 3,051798
Pesagem 1,19 2,718 3,23442 3,429265
Colocar salmoura 0,93 0,551 0,51243 0,543299
Correção de nível de salmoura 1,05 0,998 1,0479 1,111027
Tampar 1,06 1,812 1,92072 2,036426
Fechar a vácuo e colocar no cesto 1,02 2,531 2,58162 2,737139
Rotulagem 1,03 0,724 0,74572 0,790643
Montar na caixa 1,01 5,032 5,08232 5,388484
Encher a caixa 1,06 17,222 18,25532 19,35504
Fechar a caixa 0,97 13,333 12,93301 13,71211
ELEMENTO TP(s)
Envase 1,525898847
Pesagem 3,429265
Colocar salmoura 0,543299
Correção de nível de salmoura 1,111027
Tampar 2,036426
Fechar a vácuo e colocar no cesto 2,737139
Rotulagem 0,790643
Montar na caixa 0,359232269
Encher a caixa 1,290335915
Fechar a caixa 0,914140497
Total 14,73740653

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
elemento de maior tempo padrão e, neste caso, foi a etapa 2, com o tempo de 3,429265
segundos e capacidade de 2149,6319 potes ou 143 caixas completas com 15 potes de vidro
com palmito.
4.6. Estudo de tempos sintéticos
O próximo passo do trabalho é realizar um estudo de tempos sintéticos sobre o elemento cuja
capacidade é dita a limitante do processo. Com a identificação do gargalo anteriormente, os
cálculos destes tempos serão feitos para esta operação. A descrição dos micro movimentos, a
classificação e os tempos sintéticos de cada um dos movimentos podem ser vistas a seguir:
Tabela 7 – Tempos sintéticos de mão esquerda para o elemento 2
Fonte: Elaborada pelos autores
Tabela 8 – Tempos sintéticos da mão direita para o elemento 2
Fonte: Elaborada pelos autores
MICRO MOVIMENTOS CLASSE DISTÂNCIA TMU
Alcançar pote na mesa caso B 20" 18,6
Agarrar pote 1A - 2
Movimentar pote até a balança caso A 20" 19,2
Posicionar na balança frouxo - 5,6
Soltar na balança contato - 0
Parada -
Parada -
Parada -
Parada -
Parada -
MICRO MOVIMENTOS CLASSE DISTÂNCIA TMU
Parada -
Parada -
Parada -
Parada -
Parada -
Alcançar pote na balança caso B 6" 8,6
Agarrar pote 1A - 2
Movimentar pote até a mesa caso A 18" 17.6
Soltar pote normal - 2
posicionar na mesa frouxo - 5,6

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
16
Assim, somando os tempos de cada mão, obtemos o valor de 81,2 TMU, ou seja, 3,361815
segundos, então a capacidade produtiva será de 2159,5156 ou aproximadamente 144 caixas de
15 potes de vidro.
5. Resultados e discussões
Após o estudo de tempos e movimentos obteve-se, através dos tempos cronometrados,
um tempo padrão (TP) de 3,429265 segundos, sobre o elemento cuja capacidade é dita a
limitante do processo (etapa 2), partir de um fator de tolerância (FT) igual a 1,060241. Assim
a capacidade produtiva é de 143 caixas completas com 15 potes de vidro com palmito por dia
normal de trabalho. E para os tempo sintéticos foi encontrado um tempo padrão de 3,361815
segundos, sobre a etapa 2, obtendo-se uma capacidade produtiva 144 caixas com 15 potes de
vidro, em dia normal de trabalho.
Comparando o tempo padrão cronometrado com o tempo sintético, ambos sobre o gargalo,
observou-se que a capacidade produtiva calculada a partir dos dois é aproximadamente a
mesma, o que demonstra que os operadores possuem alto grau de padronização nas suas
atividades.
Como o elemento limitante do processo é a etapa 2, os esforços de melhoria para se obter
maior capacidade produtiva, e assim gerar mais lucro para a empresa, devem se concentrar
nela. Sugere-se como melhoria na execução da operação o aperfeiçoamento do método de
pesagem, movendo-se a mesa da balança alguns centímetros para próximo da máquina de
fechar as tampas, assim se evitaria gastos de tempo com movimentação dos potes de vidro
para perto da máquina.
Outra melhoria seria a padronização da quantidade de potes no tanque de cozimento,
melhorando o aproveitamento do processo produtivo. Pois e o operador que decide quando
realizar a operação.
Portanto, diante dos resultados obtidos através deste estudo de caso e das melhorias sugeridas
pretende-se que estas possam auxiliar em possíveis mudanças na empresa, podendo resultar
em acréscimo de produtividade.
REFERÊNCIAS
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
17
BARNES, R. M. Estudo de movimentos e de tempos: projeto e medida do trabalho. 6 ed. São Paulo: Edgar
Blücher Ltda., 1977.
CASTRO, D.; RAMOS, M.; COSTA, D. Estudo de tempos e movimentos no processo de flow rack em uma
empresa de distribuição. XXXII encontro nacional de engenharia de produção. 15p. 2012.
CHIAVENATO, IDALBERTO. Introdução à Teoria Geral da Administração. 7 ed. Rio de Janeiro: Elsevier,
2004.
EMBRAPA FLORESTAS: O agronegócio do palmito no Brasil. Disponível em:
<http://www.cnpf.embrapa.br/pesquisa/pupunha/mercado.htm>. Acesso em: 21 out. 2014.
MARTINS, P. G.; LAUGENI, F. P. Administração da Produção. São Paulo: Saraiva, 2006.
PEINADO, J.; GRAEML, A. R. Administração da produção: operações industriais e de serviços. Curitiba:
Unicenp, 2007.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da produção. São Paulo: Atlas, 2009.
TIBOLA, R.; FRONZA, A.; SCHONARTH, E.; SILVA, G. Aumento da produtividade pelo uso de técnicas
de tempos e movimentos em uma prensa hidráulica. SIEF – Semana Internacional das Engenharias da
FAHOR. 12p. 2011.
TUBINO, D. F. Manual de Planejamento e Controle da Produção. 2 ed. Atlas: São Paulo, 2000.





























