Embed Size (px)
Citation preview

Estudo do comportamento de varões de aço para betão
obtidos através do processo “Tempcore”
João Pedro Florindo Lourenço
Dissertação para obtenção do grau de mestre em
Engenharia Civil
Júri
Presidente: Prof. Luís Alves Dias
Orientadores: Prof. Augusto Martins Gomes
Prof. Ana Paula Ferreira Pinto
Vogais: Prof. António José da Silva Costa
Prof. Luís Manuel Coelho Guerreiro
Outubro de 2012

ii

i
Resumo
Este trabalho pretende aprofundar o estudo do comportamento mecânico do aço
Tempcore, material com o qual são executadas as estruturas em betão armado actualmente.
Neste texto efectuou-se uma descrição detalhada do que realmente é o aço Tempcore,
quais os seus constituintes, as suas caracteristicas e a história das tecnologias de produção de
açoaté aos dias de hoje, apresentando-se também novas tecnologias que poderão vir a ser o
futuro da produção de aço.
Apresenta-se uma descrição exaustiva dos documentos legais em vigor, a sua
evolução ao longo do tempo e a sua comparação com os Eurocódigos, pelos quais em breve
teremos de nos reger.
Apresenta-se a análise geral do comportamento mecânico do aço Tempcore
comparativamente ao aço endurecido a frio ou multiliga de alta resistência, identificando-se
potenciais perigos / lacunas tanto na legislação em vigor como nos Eurocódigos relativamente
à influência no seu comportamento da soldadura e da corrosão.
Por fim descreve-se uma série de ensaios experimentais com o objectivo de melhor
caracterizar o comportamento do varão de aço Tempcore à tracção quando ocorre uma
redução de diâmetro, como por exemplo em resultado da corrosão.
Palavras-chave: Aço Tempcore; varões de aço; betão armado; produção de aço; corrosão de
varões de aço; soldadura de varões de aço

ii
Abstract
This paper tries to achieve a better understanding of the mechanical behavior of
Tempcore steel, steel whit which almost all reinforced concrete structures are executed
nowadays.
This text contains a detailed description of what really is Tempcore steel, what are its
constituents, its characteristics and the history of steel production technologies until now, also
presenting new technologies that might become the future of steel production.
An exhaustive description of the legal documents currently in use is made, their
evolution in time and how they compare to the Eurocodes which we will soon have to follow.
A comparative general analysis of Tempcore steel behavior with cold worked and multi-
alloy high strength steel is presented, identifying potential dangers / holes both in current
legislation and Eurocodes in regards to welding and corrosion influence in Tempcore steel
behavior.
Lastly a series of experimental tests is described with the objective of better
characterizing the behavior of Tempcore steel subjected linear tensile tests (traction) when a
reduction in diameter occurs, for instance due to corrosion.
Key words: Tempcore steel; steel bars; reinforced concrete; steel production; steel bars
corrosion; steel bars welding.

iii
Agradecimentos
Abandonando o pragmatismo excessivo que me caracteriza e que levou a que na
versão apresentada a discussão não constassem os agradecimentos devidos, queria deste
modo agradecer aos Professores Augusto Martins Gomes e Ana Paula Ferreira Pinto por todo
o auxílio prestado ao longo deste trabalho e em especial pela paciência demonstrada para ler,
reler e apresentar sugestões para que este texto se tornasse algo coeso, compreensível e com
valor.
Queria agradecer a todas as pessoas importantes na minha vida, nomeadamente à
minha família, à minha namorada e claro aos meus amigos por todo o seu apoio.
Agradeço também a todos os colegas com quem partilhei o meu tempo durante os
anos que frequentei o Mestrado Integrado em Engenharia Civil nesta Instituição, assim como a
todos os Professores que ao longo dos anos contribuíram para a minha formação.

iv

v
Índice
1. Introdução …………………………………………………………………………………………... 1
2. Aço – Produção e tratamento …………………………………………………………………….. 3
2.1. Considerações gerais ……………………………………………………………………….. 3
2.2. Produção de aço e liga Fe-C ……………………………………………………………….. 7
2.2.1. Nota histórica …………………………………………………………………………… 7
2.2.2. Processo de Bessemer ………………………………………………………………. 11
2.2.3. Siemens-Martin ……………………………………………………………………….. 12
2.2.4. Alto-forno ………………………………………………………………………………. 13
2.2.5. Produção actual ………………………………………………………………………. 14
2.2.6. Forno de arco eléctrico ………………………………………………………………. 15
2.2.7. Produção de aço em Portugal ………………………………………………………. 17
2.2.8. O aço Tempcore ………………………………………………………………………. 20
2.2.9. Novos processos ……………………………………………………………………… 24
2.2.9.1. Kaldo e Rotor ……………………………………………………………… 25
2.2.9.2. L. D. ………………………………………………………………………… 25
2.2.9.3. U. L. C. O. S. – Hisarna ………………………………………………….. 26
2.2.9.4. U. L. C. O. S. – Top Gas Recycling …………………………………….. 28
2.2.9.5. U. L. C. O. S. – ULCORED ………………………………………………. 28
2.2.9.6. U. L. C. O. S. – ULCOWIN ………………………………………………. 28
2.2.10. Controlo de qualidade ……………………………………………………………... 28
2.3. Tratamento dos aços ………………………………………………………………………. 31
2.3.1. Tratamentos mecânicos e termomecânicos ……………………………………….. 32
2.3.1.1. Laminagem ………………………………………………………………… 32
2.3.1.2. Estiragem ………………………………………………………………….. 33
2.3.1.3. Trefilagem …………………………………………………………………. 33
2.3.1.4. Torção ……………………………………………………………………… 34
2.3.2. Tratamentos térmicos ………………………………………………………………… 34
2.3.2.1. Recozimento ………………………………………………………………. 36
2.3.2.2. Normalização ……………………………………………………………… 39
2.3.2.3. Têmpera ………………………………………………………………….... 39
2.3.2.4. Revenido …………………………………………………………………… 41
3. Enquadramento normativo e legislativo dos aços para betão armado ……………………...
43
3.1. REBAP ………………………………………………………………………………………. 44
3.2. EN 10080 ……………………………………………………………………………………. 47
3.3. EC2, prEN 1992-1 (Final draft) ……………………………………………………………. 48
3.4. Dec. Lei 28/2007 de 12 de Fevereiro …………………………………………………….. 52
3.5. Especificação LNEC ……………………………………………………………………….. 53
3.6. Documentos de classificação LNEC ……………………………………………………... 63

vi
3.7. Aplicabilidade dos regulamentos e suas diferenças ……………………………………. 64
4. Caracterização do comportamento do aço Tempcore ……………………………………….. 66
4.1. Generalidades ………………………………………………………………………………. 66
4.2. Tensão de cedência ………………………………………………………………………... 67
4.3. Tensão de rotura …………………………………………………………………………… 67
4.4. Extensão total na força máxima …………………………………………………………... 68
4.5. Extensão de endurecimento ………………………………………………………………. 69
4.6. Módulo tangente de endurecimento ……………………………………………………… 70
4.7. Correlação entre características ………………………………………………………….. 70
5. Efeito da soldadura e da corrosão no aço Tempcore ………………………………………... 72
5.1. Efeito da soldadura no aço Tempcore …………………………………………………… 72
5.1.1. Apresentação do problema ………………………………………………………….. 72
5.1.2. A soldadura ……………………………………………………………………………. 72
5.1.3. Ensaios ……………………………………………………………………………….... 74
5.1.4. Elementos com soldadura topo-a-topo …………………………………………….. 74
5.1.5. Elementos cruciformes ……………………………………………………………….. 77
5.1.6. Conclusões ……………………………………………………………………………. 81
5.2. Comportamento de elementos corroídos ………………………………………………... 82
5.2.1. Introdução ……………………………………………………………………………… 82
5.2.2. Procedimento experimental ………………………………………………………….. 83
5.2.3. Comportamento à tracção simples de varões corroídos …………………………. 85
5.2.3.1. Ensaios …………………………………………………………………….. 85
5.2.3.2. Resultados ………………………………………………………………… 86
5.2.3.3. Conclusões ………………………………………………………………… 89
5.2.4. Comportamento à fadiga de varões corroídos …………………………………….. 89
5.2.4.1. Ensaios …………………………………………………………………….. 89
5.2.4.2. Resultados ………………………………………………………………… 90
5.2.4.3. Conclusões ………………………………………………………………… 95
6. Caracterização experimental do aço Tempcore ……………………………………………… 96
6.1. Introdução …………………………………………………………………………………… 96
6.2. Ensaio experimental ……………………………………………………………………….. 96
6.3. Resultados …………………………………………………………………………………... 99
7. Conclusão ……………………………………………………………………………………….. 112
8. Sugestões de desenvolvimento futuro ……………………………………………………….. 114
9. Bibliografia ………………………………………………………………………………………. 115
9.1. Publicações ………………………………………………………………………………... 115
9.2. Documentos normativos …………………………………………………………………. 116
9.3. Sites ………………………………………………………………………………………… 116

vii
Índice de figuras
Figura 1 – Rolos de aço (SNL) ...................................................................................................... 3
Figura 2 – Austenite (http://courses.washington.edu) ................................................................... 4
Figura 3 - Ferrite (http://commons.wikipedia.org) ......................................................................... 5
Figura 4 – Cementite (http://metallurgyfordummies.com) ............................................................. 5
Figura 5 – Perlite (http://spaceflight.esa.int) .................................................................................. 6
Figura 6 – Martensite (http://forums.dfoggknives.com) ................................................................. 7
Figura 7 – Bainite (http://3me.tudelft.nl) ........................................................................................ 7
Figura 8 – Esquema de funcionamento de um alto-forno com utilização da energia hidráulica
para insuflação. (Adaptado de www.bbc.co.uk) .......................................................... 9
Figura 9 – Esquema simplificado do funcionamento de um forno de reverbéro ........................ 10
Figura 10 – Operário a manobrar o agitador num forno de pudelagem
(http://iarchives.nysed.gov) ....................................................................................... 10
Figura 11 – Representação esquemática do convertedor de Bessemer (Adaptado de
http://belajar-engineering.blogspot.com) ................................................................... 11
Figura 12 – Forno de Siemens-Martin (adaptada de http://en.wikipedia.org) ............................. 13
Figura 13 – Ilustração esquemática de um forno de arco eléctrico (adaptado de
http://metallurgyfordummies.com) ............................................................................. 15
Figura 14 – Parque de sucata SNL Seixal .................................................................................. 17
Figura 15 – Esquema da produção do aço na SNL do Seixal .................................................... 19
Figura 16 – Saída dos biletes após vazamento contínuo ........................................................... 20
Figura 17 – Arrefecimento dos biletes ........................................................................................ 20
Figura 18 – Curvas de variação de temperatura no varão para diferentes raios durante o
tratamento térmico superficial (Thermex) (FILHO, 2004) ......................................... 21
Figura 19 – Corte de um varão Thermex com as zonas constituídas por diferentes estruturas
cristalinas identificáveis devido a tratamento químico aplicado e a sua ampliação
(FILHO, 2004)............................................................................................................ 22
Figura 20 – Perfil de dureza para varão de 22mm de diâmetro (RODRIGUES et al, 1992) ...... 23
Figura 21 – Evolução da produção de varões (em milhões de toneladas/ano) utilizando o
processo Tempcore (SIMON e tal, 1984) ................................................................. 24
Figura 22 – Esquemas de funcionamento dos processos Kaldo, Rotor e L. D.. (baseado em
Cottrell, 1975) ............................................................................................................ 24
Figura 23 – Comparação de um alto-forno com um CCN (www.kennislink.nl) .......................... 27
Figura 24 – Ilustração do processo ULCOWIN (www.ulcos.com) .............................................. 28
Figura 25 – Microscópio metalúrgico moderno (http://news.thomasnet.com) ............................ 29
Figura 26 – Parte do laboratório para controlo de qualidade pela produção na SNL................. 31
Figura 27 – Estações de Laminagem na SNL ............................................................................ 32
Figura 28 – Diagrama Fe-C – Tratamentos térmicos e intervalos de têmpera (SEABRA, 2002)
................................................................................................................................... 34
Figura 29 – Exemplos de ciclos térmicos para alguns dos diferentes tipos de tratamentos
térmicos de aço (SEABRA, 2002) ............................................................................. 35
Figura 30 – Diagramas de arrefecimento para vários tipos de tratamento térmico (SEABRA,
2002) ......................................................................................................................... 37
Figura 31 – Diagrama TTT de uma têmpera seguido de um revenido (http://www.mspc.eng.br)
................................................................................................................................... 41
Figura 32 – Exemplo de variação das características mecânicas com a temperatura do
revenido (SEABRA, 2002) ......................................................................................... 42
Figura 33 – Figura 3.7 do EC2 - Diagramas de tensão-extensão típico de varões de aço
laminado (a)) e endurecido a frio (b)) ........................................................................ 50
Figura 34 – Figura 3.8 do EC2 – Diagrama tensão-extensão de cálculo para varões de aço ... 52
Figura 35 - Diagrama tensão-extensão típico de varões de aço ................................................ 56

viii
Figura 36 – Corte transversal de um varão nervurado (E450) ................................................... 58
Figura 37 – Corte transversal de um varão endentado (E456) ................................................... 58
Figura 38 – Tabela comparativa das marcas de identificação dos vários tipos de varões......... 59
Figura 39 – Exemplo de código de marcas de identificação de varões laminados a quente (LDC
53, 2012) ................................................................................................................... 62
Figura 40 – Exemplo de marcas de identificação de origem e produtor (DC239) ...................... 64
Figura 41 – Diferença da definição de extensão de rotura entre o REBAP e o EC2 e as
Especificações LNEC ................................................................................................ 65
Figura 42 – Diagrama esquemático de um varão em ensaio de tracção (PIPA, 1993) .............. 66
Figura 43 – Comparação entre diagramas tensão-extensão para provetes não soldados e
soldados topo-a-topo: a) ø16; b) ø24 (RIVA el al, 2001) .......................................... 76
Figura 44 – Comparação da resistência à fadiga entre espécimes não soldados e soldados
topo-a-topo: a) ø16; b) ø24 (RIVA el al, 2001) .......................................................... 77
Figura 45 – Esquema simplificado de um elemento cruciforme e seu ensaio ............................ 78
Figura 46 – Comparação dos diagramas tensão-extensão entre um provete de ø16 não
soldado e um provete cruciforme de ø16 soldado por OFW (RIVA el al, 2001) ....... 80
Figura 47 – Comparação da resistência à fadiga de espécimes não soldados e espécimes
cruciformes soldados por OFW: a) ø16; b) ø24 (RIVA el al, 2001) .......................... 81
Figura 48 – Ritmo de corrosão entre vários tipos de varões de aço (adaptada de MPATIS et al,
1999) ......................................................................................................................... 83
Figura 49 – Imagens ampliadas (x35) de (a) espécime não corroído e (b) espécime exposto a
pulverização de solução salina durante 10 dias (APOSTOLOPOULOS et al, 2005) 85
Figura 50 – Evolução da massa dos provetes com o tempo de exposição à pulverização da
solução salina (adaptada de APOSTOLOPOULOS et al, 2005) .............................. 86
Figura 51 – Evolução da tensão de cedência com o tempo de exposição (adaptada de
APOSTOLOPOULOS et al, 2005)............................................................................. 87
Figura 52 – Evolução da tensão de rotura com o tempo de exposição (adaptada de
APOSTOLOPOULOS et al, 2005)............................................................................. 87
Figura 53 – Efeito da duração da exposição a corrosão acelerada na extensão na rotura
(adaptada de APOSTOLOPOULOS et al, 2005) ...................................................... 88
Figura 54 - Efeito da duração da exposição a corrosão acelerada na densidade energética dos
provetes (adaptada de APOSTOLOPOULOS et al, 2005) ....................................... 89
Figura 55 – Redução da massa e do diâmetro dos provetes (adaptada de
APOSTOLOPOULOS, 2007) .................................................................................... 90
Figura 56 – Comparação de diagramas de resistência à acção cíclica entre provetes não
corroídos (a, c, e) e provetes expostos a corrosão acelerada por 90 dias (b, d, f)
para os três valores de extensão utilizados (adaptada de APOSTOLOPOULOS,
2007) ......................................................................................................................... 91
Figura 57 – Deformação causada pela acção cíclica em elementos de aço corroídos
(APOSTOLOPOULOS, 2007) ................................................................................... 92
Figura 58 – Capacidade de absorver energia após cada ciclo com ε=±1% (adaptada de
APOSTOLOPOULOS, 2007) .................................................................................... 92
Figura 59 - Capacidade de absorver energia após cada ciclo com ε=±2.5% (adaptada de
APOSTOLOPOULOS, 2007) .................................................................................... 92
Figura 60 - Capacidade de absorver energia após cada ciclo com ε=±4% (adaptada de
APOSTOLOPOULOS, 2007) .................................................................................... 93
Figura 61 – Efeito da corrosão na capacidade de dissipação total de energia para os vários
deslocamentos aplicados (adaptada de APOSTOLOPOULOS, 2007) .................... 93
Figura 62 – Efeito da corrosão no número de ciclos até rotura para as várias amplitudes de
deslocamento (adaptada de APOSTOLOPOULOS, 2007) ...................................... 94
Figura 63 – Número de ciclos até a resistência ser inferior a 80% do valor máximo para ε=±1%
(adaptada de APOSTOLOPOULOS, 2007) .............................................................. 95
Figura 64 – Provetes P1 a P6 ..................................................................................................... 97

ix
Figura 65 – Provetes P7 a P12 ................................................................................................... 97
Figura 66 – Máquina universal de ensaios de tracção e equipamento de aquisição e gravação
de dados .................................................................................................................... 98
Figura 67 – Ensaio de tracção de um varão ............................................................................... 98
Figura 68 – Diagrama força-deslocamento dos provetes P1 a P6 ........................................... 100
Figura 69 – Diagrama força-deslocamento dos provetes P7 a P12 ......................................... 100
Figura 70 – Diagrama tensão-extensão de todos os provetes ensaiados ................................ 101
Figura 71 – Diagrama tensão-extensão dos provetes P1 a P6 ................................................ 102
Figura 72 – Diagrama tensão-extensão dos provetes P7 a P12 .............................................. 102
Figura 73 – Relação entre a força e a área para provetes cm diâmetro nominal de 20mm..... 104
Figura 74 – Relação entre a força e a área para provetes com diâmetro nominal de 16mm... 104
Figura 75 – Relação entre a tensão e a área para provetes com diâmetro nominal de 20mm 105
Figura 76 – Relação entre a tensão e a área para provetes com diâmetro nominal de 16mm 105
Figura 77 – Relação do quociente fu/fy com a área dos provetes ............................................. 106
Figura 78 – Comparação da zona de rotura nos provetes P5, P6, P7 e P8 (frente) ................ 107
Figura 79 – Comparação da zona de rotura nos provetes P5, P6, P7 e P8 (topo) .................. 107
Figura 80 – Comparação da zona de rotura nos provetes P6 e P7 (pormenor) ....................... 108
Figura 81 – Relação extensão-área dos provetes com diâmetro nominal de 16mm ............... 108
Figura 82 – Relação extensão-área dos provetes com diâmetro nominal de 20mm ............... 109
Figura 83 – Pormenor do digrama tensão-extensão dos provetes P1 a P6 ............................. 110
Figura 84 – Pormenor do diagrama tensão-extensão dos provetes P7 a P12 ......................... 110

x
Índice de tabelas
Tabela 1 – Quadro V do REBAP – Tipos correntes de armaduras ordinárias ........................... 45
Tabela 2 – Tabela 3 da EN 10080 – Requisitos para teste de propriedades mecânicas ........... 48
Tabela 3 – Quadro C.1 do EC2 – Propriedades das armaduras ................................................ 49
Tabela 4 – Quadro 3.4 do EC2 – Processos de soldura permitidos e exemplos de aplicação .. 51
Tabela 5 – Quadro resumo das exigências de cada Especificação relativas aos ensaios de
tracção ....................................................................................................................... 55
Tabela 6 – Quadro 4 das Especificações E449, E450, E455 e E460 – Altura mínima das
nervuras transversais ................................................................................................ 60
Tabela 7 – Quadro 5 das Especificações E450, E455 e E460 – Afastamento das nervuras
transversais ............................................................................................................... 60
Tabela 8 – Quadro 5 da Especificação E449 – Afastamento das nervuras transversais ........... 60
Tabela 9 – Quadro 6 das Especificações E449, E450, E455 e E460 – Área relativa das
nervuras transversais ................................................................................................ 61
Tabela 10 – N.º de nervuras para identificação do país de origem dos varões ......................... 62
Tabela 11 – Características dos varões Corugados Getafe 400SD (DC239) ............................ 64
Tabela 12 – Resumo dos parâmetros estatísticos da tensão de cedência, fy, de vários tipos de
aço (PIPA, 1993) ....................................................................................................... 67
Tabela 13 – Resumo dos parâmetros estatísticos da tensão de rotura, ft, de vários tipos de aço
(PIPA, 1993) .............................................................................................................. 68
Tabela 14 – Resumo dos parâmetros estatísticos da extensão total na força máxima, εu, de
vários tipos de aço (PIPA, 1993) ............................................................................... 69
Tabela 15 – Parâmetros estatísticos associados à extensão de endurecimento εsh de varões
Tempcore das classes A400 e A500 (PIPA, 1993) ................................................... 70
Tabela 16 – Parâmetros estatísticos de extensão de endurecimento Esh de varões Tempcore
das classes A400 e A500 (PIPA, 1993) .................................................................... 70
Tabela 17 – Características dos varões de aço Tempcore (PIPA, 1993) ................................... 71
Tabela 18 – Propriedades do aço utilizado nos ensaios ............................................................ 72
Tabela 19 – Resultados dos ensaios de tracção simples em elementos soldados topo-a-topo
(RIVA el al, 2001) ...................................................................................................... 75
Tabela 20 – Resultados dos ensaios de resistência à fadiga em espécimes soldados topo-a-
topo (RIVA el al, 2001) .............................................................................................. 76
Tabela 21 – Resultados dos ensaios de tracção simples em elementos cruciformes (RIVA el al,
2001) ......................................................................................................................... 78
Tabela 22 – Resultados dos ensaios de resistência à fadiga em elementos cruciformes (RIVA el
al, 2001) ..................................................................................................................... 80
Tabela 23 – Lista de provetes e ensaios de tracção simples a provetes de aço Tempcore S500s
com 8mm de diâmetro (adaptada de APOSTOLOPOULOS et al, 2005) ................. 84
Tabela 24 – Lista de provetes e ensaios realizados a provetes de aço Tempcore S500s com
12mm de diâmetro (adaptada de APOSTOLOPOULOS, 2007) ............................... 84
Tabela 25 – Valores nominais dos diâmetros dos espécimes após exposição a corrosão
acelerada (adaptada de APOSTOLOPOULOS et al, 2005) ..................................... 86
Tabela 26 – Degradação das propriedades do aço com o tempo de exposição (adaptada de
APOSTOLOPOULOS et al, 2005)............................................................................. 88
Tabela 27 – Relação entre a percentagem de perda de massa e valores nominais de diâmetro
com o tempo de exposição a corrosão acelerada por vaporização de solução salina
(adaptada de APOSTOLOPOULOS, 2007) .............................................................. 90
Tabela 28 – Ciclos até à rotura (adaptada de APOSTOLOPOULOS, 2007) ............................. 94
Tabela 29 – Ciclos até a resistência ser inferior a 80% do valor máximo (adaptada de
APOSTOLOPOULOS, 2007) .................................................................................... 94
Tabela 30 – Características geométricas dos provetes ensaiados ............................................ 97

xi
Tabela 31 – Resultados dos ensaios realizados ......................................................................... 99
Tabela 32 – Variação das propriedades mecânicas e geométricas dos provetes com diâmetro
nominal de 20mm (P1 a P6) .................................................................................... 103
Tabela 33 – Variação das propriedades mecânicas e geométricas dos provetes com diâmetro
nominal de 16mm (P7 a P12) .................................................................................. 103
Tabela 34 – Redução da extensão máxima .............................................................................. 110

xii
Símbolos
Letras maiúsculas latinas
A Temperatura crítica do aço
A5 Extensão em percentagem medida num comprimento igual a cinco (5) diâmetros
centrada na região da rotura
Ac1 Ver A
Agt Extensão total na força máxima
As Área efectiva da secção
Es Módulo de elasticidade
Esh Módulo tangente de endurecimento
F Frequência
G Peso do espécime
M1 Linha de separação das fases austenitica+perlítica com a fase perlítica e bainitica nos
diagramas TTT
Mf Ver M1
Ms Linha de separação das fases austenitica com a fase austenitica+perlítica nos
diagramas TTT
P Carregamento
Re Tensão de cedência superior ou tensão limite convencional de proporcionalidade a
0,2%
Rm Tensão de rotura
Rp Tensão de cedência
Rpeff Tensão efectiva
Rpapp Tensão aparente
W0 Densidade energética
Letras minúsculas latinas
a altura máxima das nervuras
a1 Perda de massa em percentagem
c Afastamento entre nervuras
d Diâmetro nominal
dr Diâmetro nominal reduzido
f0,2k Valor característico da tensão de cedência
fsycd Tensão de cedência à compressão de cálculo
fsyd Tensão de cedência de cálculo
fsyk Ver f0,2k
fsuk Valor característico da tensão de rotura
fu Ver Rm
fy Ver Rp
fy,máx Tensão de cedência máxima real
fyk Ver f0,2k
fz Ver Rm
k Valor característico de ft/fy
l Comprimento do espécime
l5 Extensão medida num comprimento igual a cinco (5) diâmetros centrada na região de
rotura em mm
ø Diâmetro

xiii
Letras minúsculas gregas
γs Coeficiente de segurança para capacidade resistente de cálculo
ε Extensão
ε5 Ver A5
εsn Extensão de endurecimento
εsuk Valor característico da extensão na rotura
εu Extensão total na força máxima / rotura
εud Extensão de cálculo na força máxima
εuk Valor característico da extensão à tensão máxima
εy Extensão de cedência
σ Tensão
σu Tensão de rotura
σy Tensão de cedência

xiv

1
1. Introdução
O betão armado é actualmente o material estrutural de utilização mais comum em todo
o mundo, sendo portanto essencial conhecer em detalhe os seus constituintes e o
comportamento destes, assim como as disposições legais em vigor para garantir que a sua
utilização se efectua nas melhores condições.
Este trabalho foca a sua atenção nos aços que hoje em dia são utilizados em betão
estrutural, ou seja, aços fabricados pelo processo Tempcore ou semelhantes.
No capítulo 2 deste trabalho procurou-se descrever as propriedades gerais do aço,
referindo-se os seus constituintes e a forma como estes se organizam em diferentes
microestruturas cristalinas e de que modo estas afectam o seu comportamento mecânico.
De seguida introduz-se uma breve história do aço, apresentando o início desta
indústria, a sua evolução e os métodos de produção actuais, suas propriedades e modo de
funcionamento. É ainda descrito em pormenor o modo de produção de aço utilizado em
Portugal, nomeadamente na Siderurgia Nacional no Seixal.
É apresentado o processo Tempcore, no que consiste e qual o efeito que este tipo de
tratamento térmico tem nos varões de aço, nomeadamente na formação de uma secção
heterogénea em termos de microestrutura cristalina, da qual resulta uma secção heterogénea
em comportamento mecânico. Apresentam-se ainda as mais recentes tecnologias na produção
de aço, algumas já em utilização, outras ainda em fase de teste / projecto, bem como todo o
processo de controlo de qualidade por parte do produtor de aço. Para terminar este capítulo
apresentam-se os tratamentos mecânicos ou termomecânicos e os tratamentos térmicos,
descrevendo o modo como são realizados e os objectivos para os quais são realizados.
No início do capítulo 3 é feito um breve apanhado histórico da legislação aplicada ao
comportamento do aço para betão armado e listados todos os documentos legais aplicáveis a
varões de aço para betão armado, procedendo-se a uma descrição exaustiva dos mais
relevantes, nomeadamente: REBAP, EN 10080, EC2, Dec. Lei 28/2007 de 12 de Fevereiro,
Especificações LNEC (E449, E450, E455, E456 e E460) e por fim os Documentos de
classificação LNEC. No fim deste capítulo é abordada a aplicabilidade destes documentos
normativos, assim como as suas diferenças e semelhanças.
No capítulo 4 efectua-se, com base no trabalho de PIPA, 1993, uma descrição das
propriedades mecânicas do aço Tempcore, avaliando as seguintes grandezas: tensão de
cedência, tensão de rotura, extensão total na força máxima, extensão de endurecimento e
módulo tangente de endurecimento, apresentando-se o modo como estas características se
relacionam, tal como o modo como os seus valores se comparam com os obtidos para aço
laminado a quente e aço endurecido a frio.

2
Devido à heterogeneidade da secção que o aço Tempcore apresenta, o efeito da
soldadura e da corrosão revelou-se de grande importância ao nível da resistência mecânica
uma vez que a camada superficial é responsável por conferir as características de alta
resistência ao aço, camada esta que é a região mais afectada tanto pela soldadura como pela
corrosão.
Para a corrosão é analisado o relatório técnico publicado por RIVA et al em 2001,
sendo estudado o efeito da soldadura efectuada por diferentes técnicas quando aplicada a
soldaduras topo-a-topo e para a fixação de estribos a varões longitudinais. Sendo avaliado
tanto o efeito na resistência à tracção como na resistência a acções cíclicas.
Relativamente ao efeito da corrosão no comportamento do aço Tempcore, foram
analisados artigos relativos à velocidade da corrosão em vários tipos de varões de aço e
artigos relativos ao efeito desta na resistência dos varões à tracção simples e a acções cíclicas.
O capítulo 6 é dedicado à parcela experimental deste trabalho, pretendendo-se avaliar
o efeito que o desgaste da camada superficial dos varões Tempcore tem no seu
comportamento quando sujeito a tracção simples. Para tal foram efectuados 12 ensaios de
tracção simples, tendo sido previamente causado um desgaste controlado da secção por acção
de um torno em alguns dos provetes.
Estes ensaios permitem avaliar a maneia como a resistência dos varões de aço evolui
ao longo da sua secção, tentando-se perceber de que modo a região exterior contribui para
conferir a alta resistência aos varões de aço Tempcore e se o comportamento da região central
dos mesmos se assemelha ao dos varões de aço laminado a quente.

3
2. Aço – Produção e tratamento
2.1. Considerações gerais
Todos os diversos ferros e aços são formas de ferro metálico, distinguindo-se pelo
processo de fabrico e pelos teores de carbono e outros elementos que fazem parte da sua
constituição. O carbono é o elemento mais importante na criação destas ligas metálicas, sendo
o principal responsável por grande parte das propriedades da liga, como por exemplo a
resistência.
O aço é um produto siderúrgico
constituído essencialmente por ferro,
apresentando habitualmente entre 0,2 a 2,1%
de carbono, sendo ainda constituído por
diversos outros elementos que são utilizados
em menor quantidade, tal como o crómio, o
manganês e o vanádio. Quando é
ultrapassado o valor de 2,1% obtêm-se ferro
fundido.
Estes elementos que são adicionados
ao ferro têm como função melhorar as
propriedades do aço, impedindo
deslocamentos na estrutura cristalina do ferro
e conferindo-lhe melhores propriedades de
resistência à corrosão, entre outras.
Devido à maneira como pode
influenciar o comportamento do aço, o teor de carbono é bastante importante, sendo
geralmente medido em percentagem de massa de carbono relativamente à massa total da
amostra.
A variação da quantidade destes elementos permite obter aços com diferentes
propriedades mecânicas, fazendo variar características como a dureza, ductilidade e a tensão
de cedência. Por exemplo um aumento do teor de carbono leva a uma aumento da resistência
e dureza do aço, tendo no entanto um efeito negativo na ductilidade pois torna-se um material
mais frágil. Tem também implicações ao nível da soldabilidade, sendo esta mais difícil, quanto
maior for o teor de carbono do aço.
As propriedades mecânicas do aço estão relacionadas não só com a composição
química, mas também com o modo de organização dos elementos, que dão origem às
chamadas microestruturas.
Figura 1 – Rolos de aço (SNL)

4
Existem seis tipos comuns de microestrutura num aço. Estas são: a austenite, a ferrite,
a cementite, a perlite, a martensite e a bainite, estando o aparecimento destas microestruturas
relacionado com a composição química do aço e com as variações de temperatura a que este
é sujeito.
Uma temperatura muito importante para o comportamento dos aços é a temperatura
crítica, também designada por temperatura de austenização. Esta varia com as propriedades
químicas do aço e corresponde à temperatura a partir da qual todo o aço se encontra
totalmente austenizado. Esta temperatura é importante pois é nesta fase que o aço em estado
sólido apresenta a sua maior capacidade de dissolver carbono (http://en.wikipedia.org),
permitindo assim que este se distribua uniformemente antes de se iniciar qualquer processo de
arrefecimento. Esta temperatura está representada na figura 29 como Ac1.
Austenite
A austenite é de todas as microestruturas possíveis a que apresenta maior
deformabilidade, conferindo ao aço uma elevada ductilidade, tenacidade e ainda uma elevada
resistência ao desgaste.
Estas características devem-se a uma estrutura semelhante a um cristal, organizando-
se os átomos em estruturas CFC (cúbicas de faces centradas).
Figura 2 – Austenite (http://courses.washington.edu)
Ferrite
A ferrite é o constituinte mais macio do aço, sendo indesejável a sua presença no aço,
excepto quando se pretende obter aço extra macio. Esta microestrutura apresenta uma
quantidade muito reduzida de carbono (inferior a 0,02%), não sendo portanto comum encontra-
la em aço comum (% de carbono bastante superior).

5
Figura 3 - Ferrite (http://commons.wikipedia.org)
Cementite
A cementite, por seu lado, é o constituinte mais duro das ligas ferro-carbono, sendo
constituída por carboneto de ferro (Fe3C), constituinte extremamente duro (entre 6 e 7 da
escala de Mohs).
Esta microestrutura apresenta a particularidade de possuir manganês na sua
constituição no lugar de ferro. Presença esta que em pequenas quantidades pode ser
desprezada na à determinação do tipo de aço, mais especificamente a determinação do teor de
carbono pois a massa atómica do ferro e do manganês são muito semelhantes (56 e 55
respectivamente), não influenciando a massa total das amostras.
Devido à elevada dureza a cementite apresenta um comportamento muito frágil, razão
pela qual é difícil determinar as suas características mecânicas.
Figura 4 – Cementite (http://metallurgyfordummies.com)
Perlite
Este tipo de microestrutura obtém-se conjugando lamelas de ferrite e cementite na
proporção de 89% para 11% respectivamente. As suas propriedades mecânicas dependem da
maneira como estas lamelas se conjugam, mais exactamente do espaço existente entre estas,
variando este espaço essencialmente devido às condições de arrefecimento.

6
Este espaçamento é determinante nas propriedades mecânicas da perlite pois o
deslocamento médio que pode existir na estrutura está condicionado a estes espaços. A
dureza e a tensão de rotura aumentam e a extensão de rotura diminui com a redução do
espaço entre as lamelas.
Figura 5 – Perlite (http://spaceflight.esa.int)
Martensite
Existem dois tipos de martensite, a martensite cúbica e a martensite acicular. A
martensite acicular é constituída por ferrite sobressaturada em carbono e com uma estrutura
cristalina altamente deformada, sendo o seu comportamento mecânico dependente da
quantidade de carbono existente e da finura das lamelas de martensite.
A sua estrutura altamente deformada é constituída por lamelas. No entanto, quando se
observa uma secção de martensite ao microscópio esta aparenta ter uma estrutura em forma
de agulhas, sendo assim diversas vezes descrita erradamente.
Este tipo de martensite apresenta uma dureza bastante elevada aliada a um
alongamento reduzido e a uma resiliência quase nula, o que significa que o aço com este tipo
de microestrutura tem uma ductilidade e uma tenacidade muito reduzida, apresentando um
comportamento frágil.
A martensite cúbica por seu lado exibe uma fraca distorção da rede cristalina, a
ausência de austenite e a precipitação de cloretos. O que confere, relativamente à martensite
acicular, uma melhor ductilidade e tenacidade, mantendo ainda uma elevada resistência e
dureza, em especial após ser submetida a um revenido para redução das tensões internas.
Ambas as formas de martensite são obtidas pelo rápido arrefecimento de austenite,
não permitindo a dissipação do carbono, ficando este retido na estrutura cristalina.
Esta microestrutura não é representada nos diagramas de equilíbrio de fase do aço-
carbono pois estes apenas representam os estados de equilíbrio de fase, ou seja, as
microestruturas que são obtidas através de arrefecimentos lentos que permitam a organização
estrutural e a difusão dos elementos.

7
Figura 6 – Martensite (http://forums.dfoggknives.com)
Bainite
A bainite é uma microestrutura intermédia entre a martensite e a perlite, sendo as suas
propriedades mecânicas bastante variáveis, estando compreendidas entre os valores da
martensite e da perlite.
A sua dureza é tanto maior quanto menor for a temperatura a que se forma, sendo a
bainite inferior mais dura que a bainite superior, que por sua vez tem uma dureza superior à
perlite.
A dureza da bainite deve-se à formação de grãos cada vez maiores com a diminuição
da temperatura, aumentando o teor de carbono e a quantidade de carbonetos retidos.
Figura 7 – Bainite (http://3me.tudelft.nl)
2.2. Produção de aço e liga Fe-C
2.2.1. Nota histórica
O primeiro contacto que o ser humano teve com o ferro foi através de meteoritos
compostos por este metal que caíram na Terra. Este facto deu origem ao nome por que se
designa a indústria do aço, siderurgia, pois em latim “sidus” significa “estrela”. Estes pedaços
de aço eram considerados mágicos e utilizados como joias e amuletos (ROBERT et al, 1999).

8
A indústria do ferro surgiu pela civilização Itita, a sul do Cáucaso por volta de 1700
anos antes de Cristo. O minério de ferro que se apresentava sob a forma de pequenas rochas
à superfície, era aquecido juntamente com carvão vegetal numa forja que consistia num buraco
no terreno com uma entrada de ar a nível inferior. Deste processo resultava uma pasta
designada por lupa, que era martelada para libertar as impurezas e as escórias. Após este
processo a lupa era então forjada com as formas pretendidas (ROBERT et al, 1999)
Estes foram aperfeiçoando o processo de produção do ferro, criando o baixo-forno, um
tipo de forno semienterrado que era carregado em camadas de minério de ferro e carvão
vegetal, de um modo semelhante às forjas primitivas, com a diferença de que este permitia a
insuflação de ar com foles manuais, activando assim a combustão, conseguindo-se assim
atingir temperaturas entre 1000ºC e 1200ºC. Estas temperaturas elevadas levam à redução do
ferro, ou seja, a remoção de oxigénio do minério de ferro, o que permite a obtenção de alguns
quilos de ferro por fornada; quantidades que levaram à expansão da utilização do ferro por
outros países.
O baixo-forno continuou a evoluir, aproveitando-se da energia hidráulica para mover os
foles responsáveis pela insuflação de ar e aumentando a sua eficiência, conseguindo-se com
isso consumir menos carvão, o que apresenta grande importância para controlar o abate
excessivo de árvores (ROBERT et al, 1999).
De igual modo a obtenção de minério de ferro passou da recolha de pequenas pepitas
à superfície, para a extracção em minas a céu aberto, chegando então à extracção em minas
debaixo da terra, iluminadas a velas e de onde o minério era içado em cesto para a superfície.
No início do séc. XIV, com o aumento da altura dos fornos, são desenvolvidos os altos-
fornos, e com o aperfeiçoamento das condições de insuflação é atingida a temperatura de
1350ºC. A esta temperatura é obtido pela primeira vez um metal líquido (ROBERT et al, 1999).
Com a fusão do metal torna-se mais fácil para o ferro absorver cada vez maiores
quantidades de carbono, criando ferro carburado, que por sua vez funde a uma temperatura
inferior, absorvendo ainda mais carbono e formando a gusa, um metal líquido, ao invés da
massa pastosa que era anteriormente obtida.
A gusa é dura e quebradiça, não podendo ser soldada ou forjada como o ferro, sendo
no entanto muito fácil de fundir, permitindo o seu vazamento em moldes.
Com o desenvolver da tecnologia da produção da gusa, tornou-se possível retirar parte
do carbono que esta tinha absorvido, obtendo-se de novo ferro. Este processo de oxidação era
feito em instalações chamadas de aciarias, e permitiu que a produção de ferro passasse de
uns quilos de metal pastoso por dia para várias toneladas de gusa por mês.
No início do séc. XVIII a utilização de ferro tem um grande aumento, o que criou graves
problemas pois a obtenção do combustível utilizado na sua produção, carvão vegetal, implica o

9
abate de árvores. Atingiu-se então uma situação em que devido ao abate excessivo de árvores
a obtenção destas para a produção de carvão não era suficiente para cobrir a procura; tendo a
solução para este problema surgido em 1709 por Abraham Darby, conseguindo-se pela
primeira vez produzir gusa utilizando coque como combustível (ROBERT et al, 1999).
O coque é um combustível que se obtém do aquecimento da hulha (carvão mineral ou
betuminoso), sem combustão, num recipiente fechado. Com o aparecimento da mecanização e
da máquina a vapor, o coque passa a ser extraído em grandes quantidades; eliminando-se a
dependência do carvão vegetal.
Figura 8 – Esquema de funcionamento de um alto-forno com utilização da energia hidráulica para insuflação.
(Adaptado de www.bbc.co.uk)
É nesta altura que é desenvolvido o forno de revérbero. Estes fornos apresentam um
desenho inovador no sentido em que o material a fundir não se encontra em contacto directo
com o combustível utilizado, sendo aquecido pelo calor reflectido das paredes do forno e dos
gases quentes resultantes da combustão.
Simultaneamente com este novo tipo de forno é utilizada uma nova técnica que
permite, finalmente, a obtenção de aço, chamada de pudelagem. Esta técnica baseia-se no
facto de que aos 1300ºC a que se trabalha, a gusa fundir, mas o aço quase puro não,
formando-se bolas de aço conforme a gusa vai sendo reduzida pelo oxigénio e remexida por
varas.

10
Figura 9 – Esquema simplificado do funcionamento de um forno de reverbéro
Figura 10 – Operário a manobrar o agitador num forno de pudelagem (http://iarchives.nysed.gov)
Estas bolas de ferro são então retiradas e forjadas (batidas) de modo a remover a
escória. O produto final apresenta agora uma qualidade tal que permite a laminagem e
estriagem de lingotes, obtendo produtos cada vez mais diversificados.
Com a revolução industrial em Inglaterra, várias novas tecnologias foram sendo
aplicadas à produção de ferro e aço, utilizando-se máquinas a vapor para a insuflação e
sopragem de ar quente, o que permitiu um aumento significativo da dimensão dos altos-fornos,
aumentando assim consideravelmente a capacidade de produção, que em média passou de 4
toneladas/dia para 15 toneladas/dia em cerca de 45 anos (ROBERT et al, 1999).
Estas inovações tecnológicas foram igualmente aplicadas à pudelagem, mecanizando-
se o processo de agitação e melhorando as características dos revestimentos interiores dos
fornos de revérbero, o que aumentou a sua eficiência.

11
Todos estes aumentos de produção tornam o aço e o ferro em materiais comuns,
sendo aplicados em caminhos-de-ferro e em diversas aplicações nas quais eram pouco usuais,
como a arquitectura, sendo construídos os primeiros edifícios com estrutura em aço.
2.2.2. Processo de Bessemer
Finalmente, com a invenção do processo de Bessemer em meados do séc. XIX, o aço
passou a ter um custo de produção reduzido, levando ao início da sua produção em massa.
Figura 11 – Representação esquemática do convertedor de Bessemer (Adaptado de http://belajar-engineering.blogspot.com)
Este processo permitiu a obtenção de um material até aí desconhecido, o aço de baixo
carbono, este era resistente, dúctil e tenaz. Não era no entanto endurecível por têmpera,
embora pudesse ser produzido e enformado mecanicamente em grande escala de modo
económico.
Esta descoberta surgiu de uma experiência em que Bessemer tentava aperfeiçoar o
processo de pudelagem através da aplicação de um jacto de ar quente à gusa líquida. Durante
esta experiência Bessemer fez duas descobertas de extrema importância, a primeira era de
que o jacto de ar eliminava rapidamente o carbono e o silício da gusa, e a segunda que o calor
libertado na reacção de oxidação das impurezas era suficiente para manter o metal em fusão,
elevando mesmo a sua temperatura até à temperatura de fusão do aço (1600-1650ºC).
O convertedor é um recipiente oval revestido por materiais refractários e com
capacidade para várias toneladas de gusa líquida. No seu topo possui uma boca e no fundo
tubeiras para injecção de ar, podendo ser rodado para facilitar os processos de
carga/descarga.
O convertedor é colocado na posição horizontal de modo a ser carregado de gusa
líquida. Após o carregamento são activados os jactos de ar e o convertedor é rodado para a

12
posição vertical, ficando a gusa sustentada pela corrente de ar incidente na sua parte inferior,
sendo deste modo reduzida e transformada em aço.
Passados alguns minutos (15 a 20) o ar é desligado e o recipiente colocado de novo
na sua posição horizontal de modo a retirar o aço já pronto do convertedor.
Uma particularidade do produto obtido por este processo era que este não podia ser
utilizado para fundição em lingoteiras pois continha demasiado oxigénio, combinando-se este
com o carbono presente no metal e causando efervescência nos moldes durante o
arrefecimento. A resolução deste problema veio por meio de outra inovação que foi a adição de
outros elementos de liga, neste caso o manganês.
Com este processo tornou-se finalmente possível controlar com rigor o teor de carbono,
sendo a quantidade necessária deste material adicionada ao metal desoxidado antes de se
iniciar a oxidação. O manganês tinha ainda o efeito benéfico de se combinar com o enxofre,
transformando os prejudiciais filmes de sulfureto de ferro em inofensivos glóbulos de sulfureto
de manganês (COTTRELL, 1975).
Este processo foi aplicado por Bessemer a gusas não-fosforosas. No entanto, quando
tentou aplicar este processo às mais vulgares gusas fosforosas, falhou totalmente devido ao
facto de o processo não eliminar o fósforo, tornando o aço frágil.
O fósforo não era oxidado por este processo pois as temperaturas eram demasiado
elevadas para que isto ocorresse na presença de ferro. Mais tarde, em 1878, Thomas e
Gilchrist, conseguiram finalmente aplicar este processo de tratamento a gusas fosforosas. Para
tal substituíram o habitual revestimento de argila refractária (ácida) por um revestimento básico
de dolomite refractária. Isto permitiu a eliminação do fósforo sob a forma de fosfato de cálcio
(ácido), que se forma quando o fósforo entra em contacto com a escória rica em cal.
2.2.3. Siemens-Martin
Outro processo contemporâneo do processo de Bessemer, e que é actualmente
utilizado no fabrico da maior parte do aço produzido na Grã-Bretanha, é o processo de
Siemens-Martin. Este processo foi desenvolvido com o objectivo de diminuir o consumo
energético necessário à produção, e encontrar um modo para transformar gusas fosforosas em
aço, visto que ainda não tinha sido desenvolvido o método de Thomas.
A diminuição do consumo energético vem do pré-aquecimento a que o ar e o
combustível (normalmente gasoso) eram sujeitos antes de entrar na câmara de combustão.
As câmaras eram constituídas por tijolos refractários dispostos em xadrez e eram
aquecidas pelos gases extraídos do forno, sendo o sentido do conjunto admissão/extracção
alternado de modo a que conforme o conjunto de câmaras da admissão fosse arrefecendo, as
câmaras por onde a exaustão se realizava iam aquecendo, assim, quando as primeiras

13
tivessem abaixo da temperatura pretendida, a circulação de gases invertia o sentido, servindo
então as câmaras que eram de extracção para a admissão e as de admissão para extracção.
A – Entrada de ar e combustível
B – Câmara pré-aquecida
C – Gusa fundida
D – Cadinho
E – Câmaras a aquecer
F – Exaustão de gases
Figura 12 – Forno de Siemens-Martin (adaptada de http://en.wikipedia.org)
Os maiores fornos deste tipo apresentam uma capacidade de aproximadamente 500ton
de aço por carga. Esta elevada capacidade de carga prende-se com a tentativa de obter maior
rendimento de um processo bastante lento quando comparado com o processo de Bessemer,
demorando a totalidade do processo, desde o início do carregamento até ao fim da descarga,
cerca de 12 horas.
Este tipo de fornos permitia ainda, pela primeira vez, a utilização de uma carga
constituída por uma mistura entre gusa e sucata, tendo o feito sido realizado em 1864,
aproximando-se cada vez mais do modo moderno de produção de aço.
2.2.4. Alto-forno
Apesar de serem utilizados desde o século XIV, ainda hoje a utilização do alto-forno é o
processo mais comum para obter gusa a partir de minério de ferro. Tendo obviamente sido alvo
de diversas alterações e inovações com o objectivo de melhorar o seu rendimento e a
qualidade do produto obtido.
Conforme se pode observar na figura 13, este tipo de forno apresenta a forma e o
funcionamento em tudo semelhantes às utilizadas no século XIV (figura 8), tendo o seu
tamanho aumentado e sido adaptado de modo a tornar todo o processo mais automático e com
melhor controlo.

14
Figura 13 – Esquerda - esquema de alto-forno moderno (http://en.wikipedia.org), Direita – alto-forno moderno em funcionamento (todengine.websitetoobox.com)
Legenda: 1 2 3 4 5 6 7 8 9
10 11
- Injecção de ar quente - Zona de fusão - Zona de redução do óxido ferroso - Zona de redução do óxido ferrítico - Zona de pré aquecimento - Alimentação de minério de ferro, calcário e coque - Gases resultantes do processo - “Monte” de minério de ferro, calcário e coque - Remoção da escória - Gusa fundida e sua extracção - Exaustão dos gases resultantes do processo
2.2.5. Produção actual
Estes e outros desenvolvimentos técnicos levaram a que o aço seja um dos materiais
mais comuns em todo o mundo, tendo sido produzidas cerca de 119x106
ton em Fevereiro de
2012 (números referentes aos produtores associados da World Steel Associacion -
www.worldsteel.org, cujos membros representaram 97% da produção mundial em 2011), e
tendo este aço diversas aplicações tal como edifícios, ferramentas, barcos, automóveis,
electrodomésticos, armas, etc.
A produção actual apresenta-se de dois modos distintos. O primeiro consiste em todo o
processo desde a extracção dos minérios, o seu tratamento e todos os processos necessários
à transformação destes em aço. O segundo utiliza como matéria-prima, não o minério, mas sim
a sucata, tendo o processo uma menor complexidade e custo de produção, contribuindo assim
para a sustentabilidade da utilização do aço.
15
Os principais minérios de onde é extraído o ferro são a hematite (Fe2O3), a magnetite
(Fe3O4), a limonite (hematite hidratada - FeO(OH)·nH2O) e a siderite (FeCO3). Estes são
bastante abundantes, surgindo frequentemente em grandes jazigos de superfície ricos em
ferro.
Os minérios de melhor qualidade são extraídos em condições tais que não necessitam
de nenhum tratamento antes de serem sujeitos à fusão redutora. O óxido de ferro (FeO) é
especialmente fácil de reduzir, sendo possível reduzir este com carbono (C) a temperaturas a
partir dos 750ºC.
Estas características, abundância e baixo custo de produção, e a resistência do metal
fazem com que o ferro e o aço (liga ferro-carbono) sejam o material metálico mais económico e
de maior produção e utilização em engenharia.
Quando o minério não é de tão boa qualidade é necessário efectuar a oxidação do
mesmo de modo a formar a gusa (pig iron em inglês), sendo este processo feito num alto-forno
(figura 13). Neste processo o minério de ferro, juntamente com o coque e um elemento
purificador (geralmente calcário), são submetidos a temperaturas superiores a 1500ºC.
Conforme já foi referido a insuflação de ar é essencial à oxidação do carbono existente
no ferro, sendo necessários cerca de 1,3kg de oxigénio (aproximadamente 6kg de ar) para a
produção de 1kg de gusa.
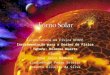
2.2.6. Forno de arco eléctrico
Figura 13 – Ilustração esquemática de um forno de arco eléctrico (adaptado de http://metallurgyfordummies.com)
Na produção de aço em Portugal é utilizado um forno designado por forno de arco
eléctrico. Este nome deve-se ao facto de o material a fundir para produzir o aço ser aquecido
por meio de um arco eléctrico que se desenvolve entre os eléctrodos e o material.

16
Este tipo de fornos apresenta uma grande variedade de capacidade, desde 400ton,
utilizadas nas maiores siderurgias mundiais, até algumas dezenas de gramas das utilizadas em
laboratórios e por dentistas, variando também as temperaturas de funcionamento entre 1600ºC
e 4000ºC, conforme a sua utilização.
O forno de arco eléctrico foi inventado em 1900 por Paul Héroult que foi também
consultor na construção do primeiro forno de arco eléctrico, que entrou em funcionamento em
1907 em Nova Iorque, Estados Unidos da América.
Inicialmente o aço produzido por este método era utilizado principalmente para a
fabricação de máquinas e um tipo especial de aço utilizado por exemplo em cordas de piano.
Apesar de durante a 2ª Guerra Mundial terem sido utilizados fornos de arco eléctrico
para a produção de aço, apenas após o seu fim é que a sua utilização se começou a expandir.
Esta expansão deve-se ao baixo investimento inicial, sendo o investimento numa siderurgia
deste tipo, onde se utiliza sucata para a produção de aço, menos de um quinto do necessário
para a construção de uma siderurgia com a mesma capacidade que produza a partir de minério
em bruto.
Este baixo investimento levou ao rápido aparecimento de siderurgias deste tipo pela
Europa, então dizimada pelos conflitos, permitindo-lhes concorrer no mercado americano com
os maiores produtores de aço dos Estados Unidos.
As características de funcionamento deste tipo de forno torna-o ideal para a elaboração
de aços de alta qualidade, com especial atenção para os aços ligados, isto é, aços que na sua
composição possuem outros metais, tais como o níquel, o crómio, o vanádio, etc.. Esta
especialidade deve-se às temperaturas atingidas por estes, que são superiores às de outros
fornos e que permitem a existência destes elementos no forno sem que estes sejam oxidados,
o que aconteceria com a maior parte dos metais nos conversores de Bessemer e nos fornos de
Siemens-Martin.
O forno de arco eléctrico é geralmente constituído por um vaso revestido por materiais
refractários arrefecido a água, com uma cobertura móvel, na qual estão inseridos eléctrodos de
grafite.
Embora o número de eléctrodos possa variar, geralmente são utilizados três para
fornos que utilizam corrente alternada, tendo os eléctrodos secção circular e sendo compostos
por diversos segmentos que podem ser substituídos quando apresentarem desgaste
significativo.
O arco eléctrico forma-se entre o eléctrodo e o material a fundir (sucata), sendo o
material fundido tanto pelo calor gerado pela corrente enquanto o atravessa como pela energia
radiada do próprio arco.

17
Para obter uma maior eficiência no processo a posição dos eléctrodos pode ser
ajustada verticalmente e a alimentação eléctrica é ajustada em tempo real para que a corrente
se mantenha constante apesar do movimento que a sucata tem relativamente aos eléctrodos
conforme vai fundindo.
Para retirar o aço líquido do forno era tradicional que este se inclinasse e o metal
líquido escorresse para outro recipiente. Hoje em dia, apesar de ainda ser corrente este
método, é comum a existência de um orifício no fundo do forno, permitindo que o metal escoe
minimizando a quantidade de nitrogénio e de escória que são misturados no líquido. Este
orifício não se encontra no centro do forno, estando ligeiramente descentrado o que também
ajuda a reduzir as impurezas do produto final.
Os fornos deste tipo têm o problema de criarem um padrão de pontos frios e quentes,
tendo os fornos modernos sistemas de queima de oxigénio nas suas paredes, sendo a restante
energia química necessária fornecida pela adição de oxigénio e carbono no forno através de
múltiplos injectores instalados igualmente nas paredes.
A operação deste tipo de fornos requer grandes quantidades de energia, sendo
necessários aproximadamente 440KWh por cada tonelada de aço produzido, o que implica que
por exemplo na SNL no Seixal, cujo forno tem a capacidade de 120ton, são necessários
52,8MWh, o que significa que o seu funcionamento está dependente de uma rede eléctrica
bem desenvolvida e com grande capacidade. Isto leva a que algumas destas instalações
funcionem apenas fora das horas de pico do consumo eléctrico em alguns locais do mundo.
2.2.7. Produção de aço em Portugal (SNL)
Em Portugal, face à inexistência de matéria-prima (minério de ferro) e de uma indústria
de extracção mineira da mesma, a produção de aço é feita a partir da reciclagem de sucata,
permitindo a obtenção de um produto cujo
fabrico apresenta uma redução significativa
do consumo energético, do impacto na
paisagem e da poluição.
Ao chegar à siderurgia, a sucata a
utilizar na produção de aço novo é
armazenada no parque de sucata onde a
sua qualidade é analisada visualmente por
técnicos especializados, de modo fazer uma
previsão sobre o tipo e a quantidade de
elementos aditivos e correctores a adicionar quando esta for colocada no forno.
A sucata é então transportada para a acearia onde é colocada num balde, devendo ter-
se o cuidado de colocar o material mais “pesado” (vigas, grandes chapas) entre duas camadas
Figura 14 – Parque de sucata SNL Seixal
18
de material mais “leve” (veículos, electrodomésticos e outros semelhantes que utilizam aço com
pouca espessura) de modo a prevenir o aparecimento de flutuações de corrente durante o
processo de fusão.
Esta sucata poderá passar por uma fase de pré-aquecimento, em que é pré-aquecida
pelos gases quentes produzidos pelo forno em funcionamento (fundindo o carregamento
anterior), permitindo uma melhoria no rendimento da operação.
A partir deste balde a sucata é despejada no forno, cuja tampa foi retirada para permitir
este processo. Esta é uma das fases mais perigosas de todo o processo devido a vários
factores. Por um lado tem-se toda a energia cinética associada à queda de várias toneladas de
metal, queda esta que poderá causar que algum material fundido que tenha ficado no fundo do
forno salpique, podendo mesmo cair fora do forno. Por outro as gorduras e poeiras existentes
na sucata entram em combustão devido às altas temperaturas existentes no forno, o que
origina uma bola de fogo de grandes dimensões.
Após o carregamento, a tampa do forno e os eléctrodos voltam à sua posição,
começando estes últimos a funcionar ao entrar em contacto com a sucata. Nesta fase do
processo a voltagem é relativamente reduzida de modo a não causar danos à tampa e às
paredes do forno.
Conforme a sucata vai fundindo os eléctrodos vão descendo até atingirem o metal mais
pesado, altura em que a voltagem utilizada pode ser aumentada. O processo continua até os
eléctrodos atingirem a sua posição de funcionamento óptima, altura em que é finalmente
aplicada a máxima voltagem. Neste momento inicia-se também a utilização dos sistemas de
eliminação de pontos frios que já foram descritos.
Como efeito secundário deste processo de fusão é produzida a escória. A escória
acumula-se por cima do material fundido e é constituída essencialmente por óxidos metálicos,
servindo para absorver impurezas presentes na sucata e criando uma manta térmica que
aumenta a eficiência do processo de fusão, impedindo o calor de escapar e ao mesmo tempo
protegendo a tampa do forno de danos causados por temperaturas excessivas.
Este processo leva aproximadamente 36 minutos a ser concluído na instalação da SNL
no Seixal, sendo o material exposto a temperaturas em torno dos 1600ºC.
Após a fusão no forno eléctrico o material escorre para o forno panela através do
orifício existente no fundo do primeiro, sendo nesta fase feita uma analise exaustiva do
produto, verificando-se características como a temperatura e constituição química
(nomeadamente a quantidade de oxigénio e carbono) através de sondas, sendo ainda
necessária a extracção de amostras sólidas para serem analisadas num espectrómetro,
processo este que permite a obtenção da composição química exacta do material obtido.

19
Figura 15 – Esquema da produção do aço na SNL do Seixal
20
Após a obtenção do resultado destas análises são adicionados os elementos
necessários para garantir que a qualidade do produto final seja a desejada e esteja dentro dos
diversos parâmetros exigidos.
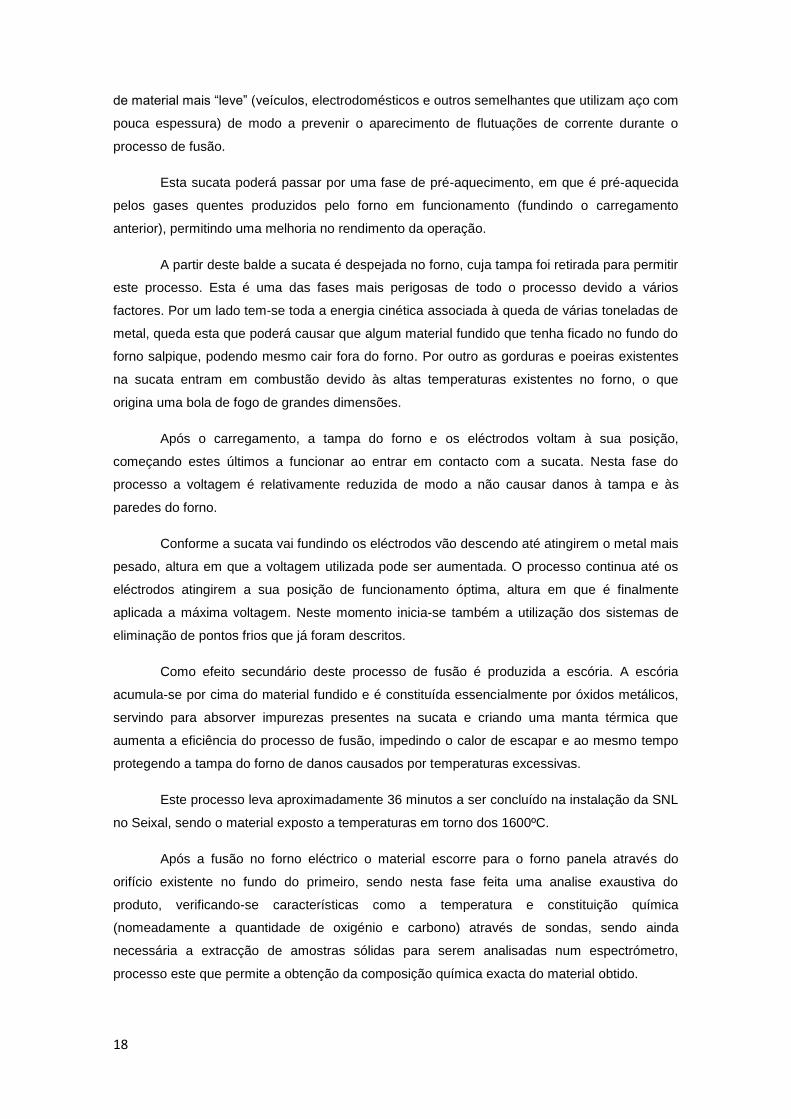
Com a mistura afinada em termos químicos, o aço líquido afinado é sujeito a
vazamento contínuo (20 ton de cada vez), formando biletes de 14m de comprimento, com uma
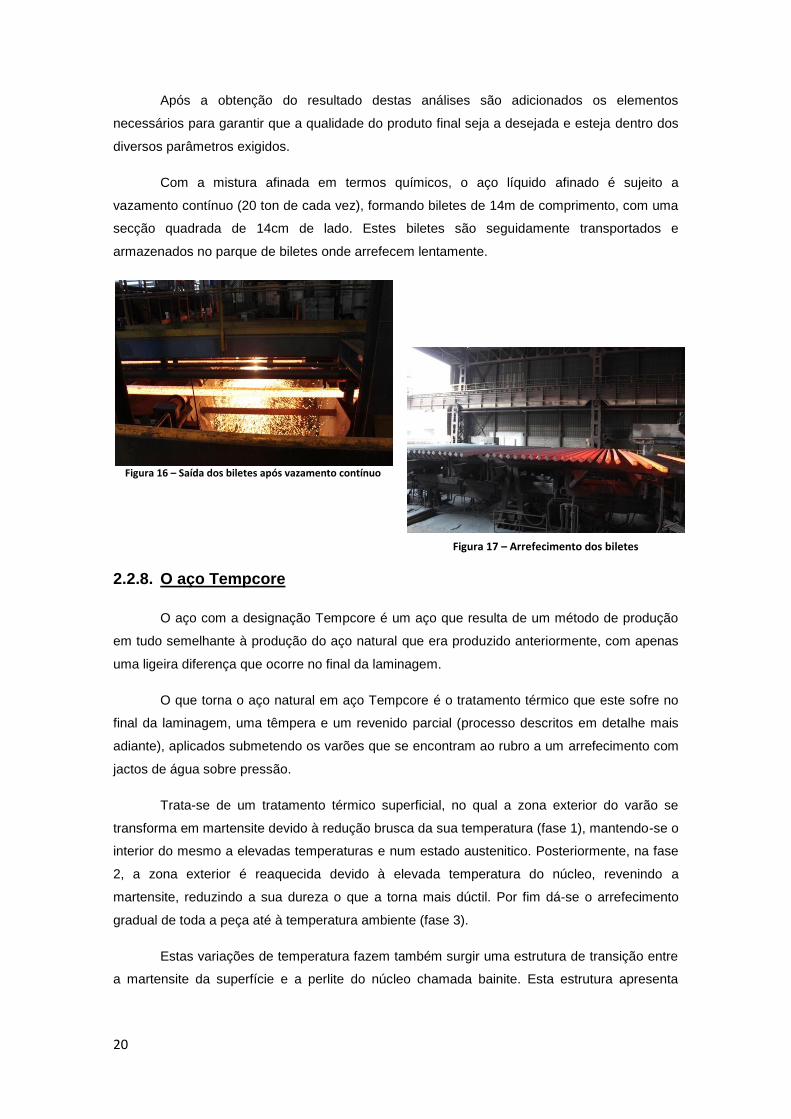
secção quadrada de 14cm de lado. Estes biletes são seguidamente transportados e
armazenados no parque de biletes onde arrefecem lentamente.
Figura 16 – Saída dos biletes após vazamento contínuo
2.2.8. O aço Tempcore
O aço com a designação Tempcore é um aço que resulta de um método de produção
em tudo semelhante à produção do aço natural que era produzido anteriormente, com apenas
uma ligeira diferença que ocorre no final da laminagem.
O que torna o aço natural em aço Tempcore é o tratamento térmico que este sofre no
final da laminagem, uma têmpera e um revenido parcial (processo descritos em detalhe mais
adiante), aplicados submetendo os varões que se encontram ao rubro a um arrefecimento com
jactos de água sobre pressão.
Trata-se de um tratamento térmico superficial, no qual a zona exterior do varão se
transforma em martensite devido à redução brusca da sua temperatura (fase 1), mantendo-se o
interior do mesmo a elevadas temperaturas e num estado austenitico. Posteriormente, na fase
2, a zona exterior é reaquecida devido à elevada temperatura do núcleo, revenindo a
martensite, reduzindo a sua dureza o que a torna mais dúctil. Por fim dá-se o arrefecimento
gradual de toda a peça até à temperatura ambiente (fase 3).
Estas variações de temperatura fazem também surgir uma estrutura de transição entre
a martensite da superfície e a perlite do núcleo chamada bainite. Esta estrutura apresenta
Figura 17 – Arrefecimento dos biletes

21
propriedades mecânicas entre a martensite e a bainite, fazendo com que a transição entre
estas se faça de forma gradual.
Na figura 18 é possível observar estas fases relativas à tecnologia Thermex, que é
semelhante ao Tempcore exepto no método de arrefecimento. No primeiro este é efectuado
fazendo passar o varão por tubo preenchido com água (recirculada com recurso a uma bomba)
e no Tempcore o varão é submetido ao já referido jacto de água.
Figura 18 – Curvas de variação de temperatura no varão para diferentes raios durante o tratamento térmico superficial (Thermex) (FILHO, 2004)
Deste arrefecimento resulta ainda segundo FILHO, 2004, uma outra vantagem
produtiva deste método, que é a chegada do material ao fim da produção a uma temperatura
inferior, e portanto com uma maior resistência à deformação, o que permitiu uma redução
significativa do refugo.

22
Na figura 19 apresenta-se uma secção de um varão de aço Tempcore polida com
alumida de 1µm e tratada quimicamente com nital 2% (FILHO, 2004) de modo a criar contraste
entre as diferentes estruturas cristalinas, permitindo assim observar a profundidade até à qual o
tratamento foi efectuado.
Figura 19 – Corte de um varão Thermex com as zonas constituídas por diferentes estruturas cristalinas identificáveis devido a tratamento químico aplicado e a sua ampliação (FILHO, 2004)
A camada superficial dos varões Tempcore ou Thermex apresenta, como se pode
observar na figura 19, uma camada superficial em martensite revenida, sendo esta camada
responsável por conferir ao varão capacidades de resistência superiores às que este
apresentava antes do tratamento. Na figura 20 apresenta-se a evolução da dureza ao longo do
perfil de um varão Tempcore com 22mm de diâmetro.
Quanto este processo surgiu, existiam dois modos de serem obtidos varões de alta
resistência. Um deles, o menos comum, era através da adição de elementos de liga bastante
raros e de difícil extracção, o que tornava este tipo de varões muito mais dispendioso, sendo
portanto pouco utilizado. Com o segundo modo eram obtidos este tipo de varões de alta
resistência submetendo varões “normais” a tratamentos mecânicos.
Este método era bastante menos dispendioso que a adição de elementos ao aço,
tendo-se criado uma indústria que comprava o aço à Siderurgia Nacional e aumentava a
resistência submetendo-o a tratamentos mecânicos, dos quais a torção era o mais comum (a
trefilagem também era utilizada para a produção de redes).

23
Figura 20 – Perfil de dureza para varão de 22mm de diâmetro (RODRIGUES et al, 1992)
O aparecimento desta nova técnica de produção de aços de alta resistência, cujos
custos eram praticamente semelhantes ao custo dos varões de aço “normal”, resulta que os
preços destes dois tipos de varões se tornam muito semelhantes. Deixando de ser
economicamente viável comprar varões de aço macio para efectuar o seu endurecimento por
torção, pois o custo deste tratamento é superior à diferença de preço entre o varão macio e o
aço Tempcore.
Assim, a introdução deste tipo de varão em Portugal em 1989 resultou no
desaparecimento do mercado dos varões endurecidos a frio por torção (QSP – Evolução do
Varão em Portugal). Este efeito foi observado em todo o Mundo, podendo-se através da figura
21, verificar o crescimento exponencial que a produção deste tipo de varões apresentou com
cada vez mais produtores a adoptarem esta tecnologia.

24
Figura 21 – Evolução da produção de varões (em milhões de toneladas/ano) utilizando o processo Tempcore (SIMON e tal, 1984)
2.2.9. Novos Processos
Nos anos recentes a evolução dos processos produtivos de fabrico do aço não
estagnou, tendo surgido novos processo de produção de aço que se desenvolveram devido à
facilidade com que actualmente se consegue obter grandes quantidades de oxigénio a baixo
preço.
Três exemplos de sucesso destes novos tipos de produção de aço com oxigénio são o
processo Kaldo, desenvolvido na Suécia, o processo Rotor, desenvolvido na Alemanha e o
processo L. D., desenvolvido na Áustria, figura 22.
Figura 22 – Esquemas de funcionamento dos processos Kaldo, Rotor e L. D.. (baseado em Cottrell, 1975)

25
Estes três processos têm em comum o facto de consistirem na injecção de jactos de
oxigénio sobre a superfície do ferro líquido, procedendo deste modo à sua redução. Entre os
vários métodos, a capacidade dos recipientes, e portanto a capacidade de produção por
“fornada”, situa-se entre 20 e 200ton.
A injecção de oxigénio em vez de ar tem como vantagem a não existência de azoto no
interior do forno, o que é positivo pois este é responsável pela absorção de uma grande
quantidade de energia sob a forma de calor, o que é prejudicial para o rendimento.
2.2.9.1. Kaldo e Rotor
O processo Kaldo e o processo Rotor são bastante semelhantes entre si, baseando-se
na acção refinadora escória-metal tal como o processo Siemens-Martin. No entanto, ao
contrário deste que depende da introdução de óxido de ferro para a criação de escória, estes
novos processos obtêm-na a partir da sopragem de oxigénio sobre o metal, mais propriamente
a superfície do metal no processo de Kaldo e tanto a superfície como o interior do metal no
processo de Rotor.
Estes processos são bastante expeditos, demorando o processo cerca de 35 minutos
por carga, e económicos, visto que apresentam poucas perdas de calor, o que torna
desnecessária a utilização de fontes de calor externas. De referir também que as elevadas
temperaturas atingidas permitem a inclusão de sucata de aço misturada com a gusa.
Outra particularidade destes dois processos é que o recipiente onde ocorre a redução é
móvel, estando em constante rotação, conferindo uma maior longevidade aos elementos do
mesmo pois não sofrem sobreaquecimentos localizados.
2.2.9.2. L. D.
O processo de L. D. é ainda mais simples e eficiente, consistindo na utilização de um
vaso em forma de cadinho e injectando no ferro em fusão, um jacto de oxigénio a alta
velocidade através de uma lança arrefecida a água.
Este processo permite uma rápida oxidação em todos os pontos da mistura devido à
dispersão do jacto de oxigénio, o que leva à rápida formação de escória que rapidamente
elimina o fósforo presente no ferro.
Um problema encontrado com a utilização deste processo é o seu fraco desempenho
quando aplicado a gusas com elevado teor em fósforo, o que implicava a adição de uma
grande quantidade de cal à mistura, o que por sua vez implica um aumento no tempo
necessário para a formação de escória.

26
Contudo este problema foi rapidamente resolvido em França e no Luxemburgo, através
da injecção de cal em pó a partir de um distribuidor, juntamente com o oxigénio através da
lança, dando origem ao processo que se designa por processo L. D. A. C.
Com o arrastamento da cal pelo oxigénio até ao local onde ocorrem as reacções de
oxidação, ou seja, os locais com temperaturas mais elevadas, a escória é formada de um modo
rápido e contínuo, permitindo uma rápida eliminação do fósforo.
Devido à sua simplicidade, economia e aplicabilidade a uma vasta gama de ferros, este
processo teve um grande êxito, sendo actualmente norma nas novas aciarias a aplicação de
um processo L. D. para a conversão de ferro em aço e de fornos eléctricos para fusão do
excesso de sucata de aço, estando os convertedores de Bessemer e os fornos de Siemens-
Martin a tornar-se gradualmente obsoletos.
2.2.9.3. U.L.C.O.S. - Hisarna
Uma tecnologia ainda mais recente e que pretende apresentar-se como substituta dos
comuns altos-fornos é o processo Hisarna. A ideia para este processo surgiu na década de
1960, com o objectivo de aplicar a tecnologia do vórtice (tradução livre de Cyclone technology)
na redução do minério de ferro. Contudo a experiência na altura foi abandonada por
dificuldades em assegurar o seu funcionamento.
Em 1986 e no início dos anos 90 foram efectuadas novas tentativas falhadas no
sentido de desenvolver este método. A primeira surgiu devido a uma crise económica, com o
objectivo de reduzir o custo da produção, crise esta que ao ser resolvida levou ao abandono do
projecto.
A segunda deveu-se a uma escassez no fornecimento de coque, não pela exaustão
das fontes de carvão, mas pelo facto de que diversas instalações de transformação do mesmo
haviam na altura chegado ao fim do seu período de vida. Isto não seria grande problema não
fosse a construção de novas instalações deste tipo ser economicamente pouco atractiva devido
aos elevados custos que as novas disposições legais relacionadas com a protecção do
ambiente acarretavam (http://en.wikipedia.org).
Esta escassez foi resolvida com a mudança da maioria dos produtores de gusa da
utilização de coque sólido para a injecção de coque em pó, o que reduzia o consumo do
mesmo, e com o início da produção em massa de coque por parte da China, o que levou
novamente ao abandono do projecto.
Por fim, em 2004, a pressão da União Europeia sobre os produtores de aço no sentido
da redução das suas emissões de carbono, levou à formação do consórcio ULCOS (Ultra-Low
Carbon Dioxide Steelmaking), que em colaboração com o Rio Tinto Group, finalmente tornou
viável a aplicação deste processo ao fabrico do aço.

27
Figura 23 – Comparação de um alto-forno com um CCN (www.kennislink.nl)
A ideia deste projecto era encontrar uma maneira de tratar o minério de ferro de modo
a que não fosse necessário produzir os lingotes de gusa, ou seja, de que a gusa obtida em
estado líquido pudesse ser transferida de imediato para um convertedor como por exemplo o
conversor de Bessemer, eliminando a perda de energia associada ao
arrefecimento/solidificação da gusa e o seu novo aquecimento/fusão.
Para tal este processo utiliza um forno designado de CCF (Cyclone Converter
Furnace). Este forno que se apresenta como alternativa ao alto-forno, com um aspecto
semelhante ao de uma garrafa de vinho, o que faz com que ao ser aquecido, o ar forme um
vórtice no gargalo.
É depois injectado minério de ferro em pó juntamente com oxigénio para este vórtice de
ar quente, causando este ar quente uma redução parcial do minério de ferro, transformando-o
em ferro. Ao mesmo tempo, este movimento de rotação separa o ferro reduzido das impurezas
e a sua força centrífuga projecta-o no estado líquido para as paredes do reservatório, por onde
escorrem até ao alargamento da garrafa, precipitando-se então e acumulando-se no fundo.
Ao caírem as gotículas são atingidas por um grupo de injectores de oxigénio e depois
por jactos de carvão em pó. De seguida a redução prossegue normalmente no fundo do forno,
formando-se duas camadas, uma de gusa líquida e outra de escória que, tal como no alto-
forno, podem ser recolhidas separadamente, podendo esta gusa ser utilizada imediatamente
no processo de transformação de gusa em aço.
Em Setembro de 2010 deu-se início à construção da primeira instalação deste tipo,
tendo a mesma uma capacidade para produzir 60.000ton de gusa/ano. Esta instalação irá
servir para testar esta tecnologia; esperando-se, caso o projecto seja bem-sucedido, aumentar
a sua capacidade para uma escala semi-industrial produzindo 700.000ton de gusa/ano.

28
No âmbito do consórcio ULCOS foram e estão a ser desenvolvidas outros três
processos novos relacionados com a produção de aço com o objectivo de reduzir as emissões
de CO2 desta indústria.
2.2.9.4. U.L.C.O.S. – Top Gas Recycling
Um destes processos é o Top Gas Recycling, que consiste na separação dos gases de
exaustão e reaproveitamento da fracção útil, injectando-a de novo no alto-forno, o que levaria a
uma redução da quantidade de coque e energia necessária.
2.2.9.5. U.L.C.O.S. – ULCORED
O ULCORED, propõe a obtenção de gusa sólida através da redução directa do minério
sólido por um gás redutor de origem natural. Os maiores problemas deste projecto prendem-se
com a sua fraca eficiência em termos energéticos e com o facto de requer a utilização minério
de boa qualidade. Apresenta contudo potencial para se tornar muito relevante pois elimina a
necessidade da utilização de coque na produção da gusa.
2.2.9.6. U.L.C.O.S. – ULCOWIN
Por fim, o último processo é o ULCOWIN, este é o processo menos desenvolvido,
estando ainda apenas na fase de estudo, e consiste na utilização da electrólise para obtenção
de ferro, eliminando a necessidade de coque e dos fornos associados à sua produção e dos
fornos utilizados para redução do minério de ferro, como o alto-forno.
O processo seria semelhante
ao já utilizado na produção de vários
metais, tais como o zinco e o níquel,
sendo o minério de ferro dissolvido
numa mistura de óxidos fundida a cerca
de 1600ºC e fazendo-se passar uma
corrente eléctrica entre o ânodo e o
cátodo, passando pela mistura, o que
levaria à acumulação de ferro no cátodo
e oxigénio no ânodo, tornando este
processo extremamente eficiente
relativamente às emissões de CO2.
2.2.10. Controlo de qualidade
Na produção do aço para utilização em betão armado é essencial que se garanta que o
material fornecido corresponde ao especificado no projecto relativamente às características
Figura 24 – Ilustração do processo ULCOWIN (www.ulcos.com)

29
geométricas, químicas e mecânicas, sendo portando necessária a implementação de um
elevado nível de controlo de modo a garantir a sua qualidade.
Este controlo é efectuado ao longo de todas as fases do fabrico de aço, sendo
constituído por ensaios destrutivos e não destrutivos (enumerados e descritos de seguida) que
no seu conjunto permitem ao produtor caracterizar detalhadamente o produto obtido e efectuar
os acertos necessários ao longo das fases de fabrico de modo a obter o produto final com as
características pretendidas.
O ensaio metalúrgico é um ensaio que consiste na observação microscópica de uma
amostra de modo a observar a estrutura cristalina do aço. Para este ensaio é polida a secção
de uma amostra, observando-se de seguida esta área polida com ampliações entre 100x a
500x.
Este ensaio permite observar o tipo de estrutura e os constituintes do aço identificados no
§2.1 tais como a cementite, a austenite e a perlite entre outros. Assim e sabendo os
tratamentos a que o provete já foi sujeito é possível prever o seu comportamento quando
sujeito a novos tratamentos.
A dureza é uma das características verificadas embora geralmente não seja algo que é
necessário ter em conta no dimensionamento de estruturas. O seu valor serve principalmente
para comparar com o obtido em outros produtos e pode ser utilizado para estimar outras
propriedades mecânicas.
Figura 25 – Microscópio metalúrgico moderno (http://news.thomasnet.com)
30
A “capacidade de endurecimento” (hardenability), é uma característica que é
bastante controlada no fabrico do aço e de extrema importância no fabrico do aço Tempcore.
Esta propriedade traduz a facilidade/dificuldade que o aço tem de endurecer quando sujeito a
uma têmpera e de que maneira este penetra do exterior para o centro do elemento.
Para a determinação desta característica é utilizado um ensaio padronizado chamado
de “end-quench hardenability test”, em que o provete é aquecido uniformemente até atingir a
temperatura de austenização, sendo de seguida atingido na superfície inferior por jactos de
água. Após 10 minutos são feitos 2 sulcos no provete e são medidos valores da dureza
segundo Rockwell ao longo da superfície dos sulcos em intervalos de tempo específicos.
Verifica-se que o aço-carbono apresenta um endurecimento superficial, mantendo-se o
seu núcleo relativamente macio, enquanto algumas ligas de aço conseguem apresentar um
endurecimento em toda a sua secção.
Um dos ensaios mais comuns no controlo de qualidade é o ensaio de tracção simples,
servindo este para determinar as tensões de cedência e de rotura, extensão máxima, extensão
na rotura e na cedência e a ductilidade.
O ensaio de compressão simples é importante no fabrico do aço pois permite ao
produtor configurar as estações de laminagem ou extrusão com a pressão adequada a cada
aço.
Outros ensaios simples efectuados no âmbito do controlo de qualidade do aço para
betão armado são o ensaio de fadiga, de resistência ao choque, de desgaste, de corrosão e de
fluência (aplicação de tensão a elevadas temperaturas).
No âmbito deste trabalho foi feita uma visita à SNL no Seixal, tendo sido possível
observar alguns dos procedimentos aplicados relativamente ao controlo de qualidade,
verificando-se a existência de duas equipas distintas e independentes, cada uma com a sua
função.
As equipas distinguem-se por uma ser responsável pelo controlo de qualidade e a outra
pela produção.
O primeiro grupo está encarregue de efectuar todos os ensaios e verificações de modo
a garantir que a produção e o produto final estão de acordo com as exigências legais em vigor;
o segundo grupo por seu lado efectua estas verificações e ensaios com o intuito de afinar o
processo de produção de modo a que o produto final esteja de acordo com os critérios
estabelecidos pelos responsáveis para o produto em questão.
O controlo da qualidade e da produção consiste sucintamente na verificação da
constituição química do aço quando este se encontra fundido no forno panela, altura na qual
são feitos os ajustes necessários. Acrescentando-se outros elementos de modo a que, como

31
anteriormente referido, respeite as normas em vigor e se adeque à utilização a que o aço se
destina.
E na execução dos ensaios referidos anteriormente, com a obtenção dos valores para
as respectivas características, assim como de outros relacionados como por exemplo com a
geometria das nervuras.
Figura 26 – Parte do laboratório para controlo de qualidade pela produção na SNL
Os provetes utilizados para os diversos ensaios são obtidos dos primeiros varões
utilizáveis de cada lote a saírem do trem contínuo (os troços iniciais e finais do produto são
cortadas cada vez que sofrem uma diminuição de secção no processo de laminagem), de
modo a verificar se os lingotes produzidos na respectiva fornada apresentam as características
desejadas e, caso seja necessário, afinar o tratamento superficial de modo a que os varões
obtidos cumprem com as especificações técnicas necessárias à sua comercialização.
2.3. Tratamento dos aços
O aço em biletes está agora pronto a sofrer tratamentos mecânicos e/ou térmicos que o
transformem e lhe confiram as características necessárias à sua aplicação, focando-se de
seguida os tratamentos relevantes para a sua transformação em varões para aplicação em
elementos de betão armado.
Um factor importante, e que não deve ser esquecido, é referido por FILHO, 2004, ao
indicar que, de forma geral, a aplicação de um tratamento térmico a um aço para melhoria de
uma ou mais propriedades é conseguida com prejuízo de outra. Dando como exemplo o
aumento da dureza ou da resistência à tracção que tem como efeito a redução da ductilidade.
Este efeito não é apenas aplicável a tratamentos térmicos, observando-se também a
sua ocorrência quando são aplicados tratamentos mecânicos ao aço.

32
2.3.1. Tratamentos mecânicos e termomecânicos
Os diversos tratamentos/processos mecânicos e termomecânicos aplicados ao aço
surgiram com o objectivo de conferir aos elementos a forma pretendida e ao mesmo tempo
conferir-lhes melhores propriedades mecânicas, melhorando especialmente a tensão de
cedência devido à reorganização que ocorre na estrutura do metal.
Actualmente os tratamento mecânicos utilizados na produção de varões de aço para
betão armado são aplicados mais com o objectivo de lhes conferir a forma desejada e menos
de melhorar sua resistência, sendo esta melhoria obtida através da aplicação dos tratamentos
térmicos descritos no ponto 2.3.2.
Estes tratamentos podem, na sua maioria, ser aplicados tanto a frio, sendo então
considerados simplesmente tratamentos mecânicos, como a temperaturas elevadas, passando
então a designar-se por um tratamento termomecânico.
Os tratamentos mecânicos mais comuns são a laminagem, a estiragem, a trefilagem e
a torção.
2.3.1.1. Laminagem
A laminagem é utilizada essencialmente com o objectivo de alterar a forma das peças,
transformando por exemplo biletes em chapas, barras ou arames. O processo consiste em
fazer as peças atravessar uma máquina onde lhes é aplicada uma força transversal que
comprime a peça. Para a obtenção de varões de aço para betão armado é necessário que os
biletes atravessem inúmeras estações de laminagem que se encontram encadeadas, sendo o
seu diâmetro reduzido a cada passagem até ser obtido o diâmetro pretendido.
Com cada passagem nas
estações de laminagem o diâmetro
do elemento é reduzido, o que tem
como consequência o aumento do
seu comprimento. Isto faz com que
um bilete com a secção referida
anteriormente (1400x14x14cm),
possa dar origem a cerca de
600metros de varão de aço com
diâmetro de 24mm (sem descontar
desperdícios). Este aumento de
comprimento tem como efeito
secundário o rápido aumento da velocidade a que o aço atravessa as estações de laminagem,
podendo esta ultrapassar os 100m/s no final do processo no caso da produção de arames.
Figura 27 – Estações de Laminagem na SNL

33
O aumento da velocidade apresenta riscos e dificuldades acrescidas pois caso ocorra
algum problema numa estação o aço pode ser projectado para fora da linha. Torna-se
igualmente mais difícil controlar se o processo está a ser efectuado de acordo com o
pretendido, dada a dificuldade em monitorizar o processo e efectuar qualquer acção correctiva
em tempo útil. Daí a monitorização automática do processo.
Este tratamento pode ser aplicado a frio ou com aquecimento prévio (1250ºC na SNL).
O aquecimento prévio tem neste caso, o objectivo de tornar o processo mais eficiente pois
estando a peça ao rubro, é possível utilizar forças mais reduzidas do que caso esta estivesse à
temperatura ambiente. O aquecimento prévio contribui ainda para que a peça final tenha
tensões internas inferiores do que caso não ocorresse o aquecimento.
A temperatura ao longo da linha de produção é mantida pelo aquecimento que o aço
sofre a quando da redução de secção, podendo também ser aquecida ou arrefecida em
determinados pontos da linha caso seja necessário de modo a permitir que o aço chegue ao
fim desta com a temperatura ideal por exemplo, para a aplicação do processo tempcore.
2.3.1.2. Estiragem
A estiragem consiste na aplicação de uma força de tracção a um elemento, causando
assim o aumento do seu comprimento e a diminuição da sua secção.
Este processo permite a obtenção de barras e fios com bom comportamento mecânico,
tendo no entanto o grande inconveniente de se obter uma peça cuja secção e o alongamento
não é constante, resultando assim uma peça significativamente heterogénea em termos de
comportamento mecânico, razão pela qual este tratamento é actualmente pouco aplicado aos
aços.
2.3.1.3. Trefilagem
A trefilagem é um processo com semelhanças tanto com a laminagem como com a
estiragem, consistindo em estiragens consecutivas em que o material é forçado a atravessar
orifícios de moldagem (fieiras), reduzindo a secção e aumentando o comprimento, sendo
simultaneamente aplicada uma força de tracção na peça ao sair da fileira.
Este tratamento é principalmente utilizado para a obtenção de barras e fios, tal como a
estiragem, mas neste caso o produto obtido apresenta uma secção e um alongamento mais
constantes, tornando os produtos mais homogéneos em termos de comportamento mecânico.
Devido ao maior controlo da qualidade do produto final é possível a utilização deste
processo na produção de elementos estruturais, tais como as armaduras de pré-esforço.
2.3.1.4. Torção

34
Este tratamento apresenta as vantagens da trefilagem, melhorando ainda a aderência
no caso de a secção inicial ser nervurada ou não circular pois o produto além de ser tracionado
é sujeito a uma força de torção que altera a sua geometria longitudinalmente.
2.3.2. Tratamentos térmicos
Estes tratamentos consistem, como o nome indica, na alteração das características
mecânicas do aço através de uma variação controlada da sua temperatura, existindo 4 tipos
distintos designados por recozimento, normalização, têmpera e revenido.
Na figura 28 apresenta-se um diagrama de equilíbrio do aço, representando-se as
gamas de temperatura a que se processam os diferentes tipos de tratamentos mecânicos em
função da percentagem de carbono.
O recozimento consiste no aquecimento uniforme do aço-carbono, mantendo-se a peça
a uma determina temperatura por um dado tempo, seguindo-se o arrefecimento lento dentro de
um forno até à temperatura ambiente.
Figura 28 – Diagrama Fe-C – Tratamentos térmicos e intervalos de têmpera (SEABRA, 2002)

35
A normalização é em parte semelhante, distinguindo-se pelo facto de o arrefecimento
ser feito ao ar, sendo portanto mais rápido.
Também semelhante é a têmpera, distinguindo-se igualmente pelo processo de
arrefecimento, que desta feita é obtido submetendo o aço a um banho líquido, de água ou
salmoura, causando um arrefecimento brusco.
O revenido surge sempre depois de uma têmpera, consistindo num reaquecimento da
peça, embora a temperaturas bastante inferiores às utilizadas nos restantes tratamentos.
Relativamente ao objectivo da aplicação destes tratamentos pode dizer-se que o
recozimento e a normalização são semelhantes, sendo que na normalização o resultado da
transformação será um produto com propriedades semelhantes às que possuía antes da
aplicação de qualquer dos outros tratamentos térmicos ou mecânicos, ou seja, devolvendo-lhe
as características iniciais.
Na figura 29 são apresentados os diagramas dos ciclos térmicos associados aos
tratamentos térmicos referidos acima.
Figura 29 – Exemplos de ciclos térmicos para alguns dos diferentes tipos de tratamentos térmicos de aço (SEABRA, 2002)

36
2.3.2.1. Recozimento
O recozimento tem como fim devolver ao material as características que haviam sido
alteradas por tratamento térmico ou mecânico aplicado anteriormente, regularizar estruturas
brutas resultantes da fusão, transformando-as em estruturas mais favoráveis à maquinagem ou
à deformação a frio, atenuar heterogeneidades e reduzir ou eliminar tensões internas criadas
aquando da formação do elemento.
O aquecimento deve ser feito o mais uniformemente possível, evitando que algumas
zonas da peça atinjam temperaturas muito superiores ao restante da peça, o que poderia levar
ao empenamento da mesma, dependendo a temperatura a atingir do tipo de recozimento a
efectuar e da composição química do elemento, principalmente do seu teor em carbono.
Além da temperatura, outro factor a ter em conta durante o aquecimento é o tempo
durante o qual a peça fica exposta à temperatura pretendida. Esta varia com o tipo de metal e
com a forma/dimensões da peça a que se aplica o tratamento, devendo ser suficiente para que
toda a estrutura inicial se transforme, obtendo-se então uma solução sólida de austenite
homogénea. A exposição não deve ser demasiado longa pois isso poderá levar à formação de
grão ou mesmo à queima do material.
Outro factor importante, tanto nesta fase como no arrefecimento é a atmosfera do
forno. Esta deverá reunir condições que evitem a oxidação excessiva da superfície das peças
ou mesmo a descarbonatação do aço; isto obtém-se impedindo o acesso de oxigénio às peças
introduzindo-as em caixas protectoras, ou de forma mais corrente, efectuando estas etapas em
vácuo.
O arrefecimento deve ser suficientemente lento para permitir uma gradual e completa
transformação na estrutura final do elemento, devendo para tal a peça ser arrefecida no forno
ou imersa em material que promova este arrefecimento lento, como por exemplo a cal em pó.
Este arrefecimento terá de ser tanto mais lento quanto maior for o teor em carbono do aço,
podendo no entanto o ritmo de arrefecimento ser aumentado a partir da temperatura a que se
considera a que a transformação está completa, podendo-se observar um exemplo das
condições de arrefecimento para a obtenção de vários tipos de recozimentos na figura
seguinte.

37
Figura 30 – Diagramas de arrefecimento para vários tipos de tratamento térmico (SEABRA, 2002)
Legenda: 1 2 3 4 5
- Recozimento anisotérmico - Recozimento isotérmico - Têmpera martensítica - Têmpera por etapas - Têmpera isotérmica bainítica
As linhas designadas por Mf e Ms na figura 30 ou Mf e M1 respectivamente, na figura
31, separam as fases a que o aço é encontrado a essa relação temperatura/tempo, conforme
se pode observar na figura 31.
Existem então vários tipos de recozimento, distinguindo-se pelo objectivo com o qual
estes são feitos. Existem assim os seguintes tipos de recozimento: completo ou de
homogeneização, de amaciamento, isotérmico, de regeneração ou afinação do grão, de
normalização e ainda alguns considerados de recozimentos subcríticos.
Recozimento completo ou de homogeneização, também chamado de recozimento de
difusão, tem como objectivo melhorar as propriedades das peças à custa duma distribuição
mais uniforme dos elementos químicos e dos constituintes estruturais que são causados muitas
vezes pelo processo de fabrico como por exemplo o fabrico de peças por vazamento, em que a
gravidade causa a segregação de alguns constituintes e impede uma distribuição uniforme dos
mesmos em altura.
Este tratamento é aplicado por exemplo aos lingotes de aço que são sujeitos a pré-
aquecimento no início do processo de laminagem, uniformizando o material antes da

38
passagem pela primeira estação de laminagem, obtendo-se assim um produto com
características mais uniformes.
O recozimento de amaciamento tem como objectivo principal conferir ao aço uma
estrutura que corresponde à sua dureza mínima, ou seja, à presença de carbonetos globulares
numa matriz de ferrite. O material obtido apresenta uma dureza mais reduzida como indicado,
melhorando a sua aptidão para aplicações que exijam deformação, como a estampagem,
laminagem a frio, dobragem, etc.. Melhorando ainda, para aços com teor em carbono superior
a 0,5%, a sua trabalhabilidade com serra, fresa e no torno.
Este tipo de recozimento pode ser obtido por dois métodos distintos, o primeiro requer
que o recozimento se realize imediatamente acima da Ac1, seguido de recristalização
isotérmica imediatamente abaixo de Ac1; o segundo processa-se fazendo oscilar a temperatura
à volta de Ac1 (figura 29).
O segundo método é mais expedito, contudo apenas é aplicável a pequenas
quantidades de metal ou peças pequenas pois a inércia térmica (tendência de um elemento a
manter a sua temperatura) associada à utilização de um forno de grandes dimensões impede
as variações de temperaturas desejadas.
Recozimento isotérmico é semelhante ao recozimento completo, diferenciando-se
pelo processo de arrefecimento. Este deve ser efectuado a uma velocidade superior,
efectuando-se este arrefecimento inicial acelerado mergulhando a peça num banho de sais a
uma temperatura ligeiramente inferior Ac1.
Este processo permite que o tratamento seja efectuado com maior rapidez, permitindo
ainda uma microestrutura mais bem definida devido ao melhor controlo sobre a distância
interlamelar da perlite.
O recozimento de regeneração ou de afinação do grão é feito submetendo a peça a
temperaturas ligeiramente superiores a Ac1, seguindo-se o arrefecimento. Este pode ter
diferentes velocidades de modo a obter um aço com a finura e regularidade pretendidas, sendo
que quanto mais rapidamente se processar o aquecimento e o arrefecimento mais fino será o
grão.
Por fim existe um grupo de recozimentos designados por subcríticos, em que a
temperatura a que é feito o aquecimento é inferior à temperatura critica (Ac1) e sendo o
arrefecimento feito a diferentes velocidades conforme o resultado pretendido.
Apesar de não ser atingida a temperatura crítica, estes tratamentos são considerados
recozimentos pois a estrutura do produto final será sempre mais estável do que antes do
tratamento.

39
De entre estes recozimentos subcríticos podem ter como objectivo a redução das
tensões internas, restauração das propriedades mecânicas e a recristalização da estrutura de
grãos.
2.3.2.2. Normalização
Um outro tratamento térmico possível é, como já foi indicado, a normalização. Este
tratamento, é semelhante ao recozimento, distinguindo-se deste pela temperatura a que a peça
é submetida, sendo esta superior (alguns graus acima de Ac3) e pelo arrefecimento, que é
efectuado ao ar até à temperatura ambiente.
Com este tratamento pretende-se obter uma estrutura granular fina e eliminar
irregularidades estruturais e tensões residuais resultantes de tratamentos mecânicos aplicados
anteriormente.
O produto final apresenta uma estrutura mais fina do que a obtida por recozimento
devido ao arrefecimento mais rápido a que a peça é submetida. Este arrefecimento rápido pode
inclusive, em alguns aços, levar ao aparecimento de uma estrutura de têmpera.
2.3.2.3. Têmpera
A têmpera tem como objectivo a obtenção de uma peça que apresente uma estrutura
essencialmente bainítica ou martensítica, conferindo à peça elevadas características
mecânicas.
Para obter este tipo de estrutura é necessário arrefecer a peça num intervalo de tempo
bastante reduzido, com um arrefecimento bastante brusco, conforme se pode observar pelos
exemplos de têmpera da figura 30.
Este arrefecimento é geralmente efectuado por contacto da peça com um líquido,
podendo em casos específicos obter-se resultados semelhantes através de um simples
arrefecimento ao ar (normalização).
A velocidade de arrefecimento é um factor determinante neste tratamento, dependendo
esta de três elementos distintos que são: a transmissão de calor no sólido, a transferência de
calor na interface e a transmissão de calor no fluido.
É então compreensível que seja de elevada complexidade a obtenção da velocidade de
arrefecimento pretendida, podendo observar-se 3 alterações de ritmo de arrefecimento durante
o processo.
Inicialmente obtém-se um regime transitório em que temperatura decresce a uma
velocidade moderada pois devido à grande diferença de temperatura entre a peça e o líquido,
este passa para o estado gasoso, criando uma camada de gás entre a superfície da peça e o
líquido que impede as trocas de calor. De seguida, com o abaixamento da temperatura, surge o

40
regime de ebulição, em que a velocidade de arrefecimento é muito elevada, formando-se
bolhas em redor da peça que são imediatamente dispersas pelo líquido. Por fim a velocidade
começa a diminuir devido à diminuição da diferença de temperatura entre a peça e o fluido até
estabilizar quando os dois se encontram à mesma temperatura.
Dados estes factores vê-se que a eficácia do tratamento depende tanto da peça a tratar
(forma e dimensões, calor específico e condutibilidade térmica) como do fluido utilizado
(temperatura do fluido, temperatura de ebulição, calor latente de vaporização, tensão
superficial, calor específico, viscosidade e reactividade química), sendo os fluidos mais
utilizados a água, o óleo, banhos de metais ou de sais fundidos. São ainda utilizados leitos
fluidificados, que consiste num leito de sólidos finamente divididos através dos quais se passa
um gás ou um líquido, suspendendo os sólidos e conferindo-lhe características de um líquido.
De acordo com a bibliografia consultada é possível distinguir 3 tipos de têmpera
distintos, sendo eles a têmpera isotérmica, a têmpera martensitica e a têmpera por etapas.
A primeira, têmpera isotérmica, é também designada por têmpera bainítica pois as
características do arrefecimento deste tratamento proporcionam que a transformação da
austenite ocorra no domínio dos constituintes intermediários do aço.
A peça é inicialmente aquecia e mantida a uma temperatura que permita a formação de
uma estrutura austenítica. Esta temperatura é mantida durante um determinado período de
tempo, sendo depois a peça rapidamente arrefecida num banho de sais, evitando-se que
durante este arrefecimento a peça entre no domínio perlítico. Após este arrefecimento inicial,
quando a peça se encontrar à temperatura desejada o arrefecimento prossegue ao ar ou em
óleo até à temperatura ambiente.
Este tipo de têmpera permite a obtenção de peças endurecidas com um mínimo de
tensões residuais ou deformações, sendo ainda melhorada a tenacidade; contudo o
endurecimento obtido é inferior ao obtido através de uma têmpera clássica (martensítica).
O segundo tipo de têmpera, designado por têmpera martensítica, tem como objectivo a
obtenção de uma estrutura martensítica para a peça, conferindo-lhe a maior dureza possível.
Enquanto o aquecimento e tempo de exposição a temperaturas elevadas são semelhantes à
têmpera isotérmica, o arrefecimento é diferente. Este deve ser feito de um modo muito mais
rápido, conforme se pode observar na figura 30.
O terceiro tipo de têmpera, a têmpera por etapas, também conhecido por martêmpera,
apresenta-se como um método de obter materiais com características entre os dois outros tipos
de têmpera; processando-se o arrefecimento mais lentamente que a têmpera martensítica, mas
mais rapidamente que a têmpera isotérmica, possuindo tal como esta última um patamar em
que a temperatura fica estável, sendo esta temperatura ligeiramente superior ao troço inicial da
linha Ms (figura 30) ainda na fase austenitica do aço.

41
2.3.2.4. Revenido
O revenido é o último dos tratamentos térmicos aplicados ao aço que se descreve
neste texto. Este distingue-se dos outros processos por utilizar temperaturas muito inferiores às
utilizadas nos restantes tratamentos, podendo mesmo ocorrer sem a existência de fontes de
calor externas, utilizando apenas o calor residual existente na peça caso a têmpera feita
anteriormente tenha sido apenas superficial.
Este tratamento deve ser realizado imediatamente após a têmpera e tem como
objectivo eliminar ou reduzir os efeitos negativos resultantes deste tratamento, aliviando as
tensões internas, corrigindo durezas excessivas que podem resultar em fragilidade no
elemento, melhorando portando a ductilidade e a resistência ao choque do aço. Por vezes
pode ainda levar a um endurecimento secundário.
A temperatura utilizada neste tratamento situa-se normalmente entre os 150ºC e os
600ºC, variando a sua duração entre 1h e 3h. Quanto mais elevada for a temperatura deste
tratamento e maior for a sua duração, mais este processo reduzirá as propriedades obtidas
pela têmpera, nomeadamente a dureza e a rigidez, tornando-se o material menos resistente e
mais dúctil. Pode-se observar na figura 32 o exemplo do efeito da temperatura a que é
efectuada a têmpera nas características do material.
Figura 31 – Diagrama TTT de uma têmpera seguido de um revenido (http://www.mspc.eng.br)

42
Figura 32 – Exemplo de variação das características mecânicas com a temperatura do revenido (SEABRA, 2002)

43
3. Enquadramento normativo e legislativo dos aços para betão armado
A legislação sobre os aços para utilização na construção, nomeadamente para a
execução de estruturas de betão armado, surgiu com o objectivo de garantir a boa qualidade
do património construído, procurando garantir condições de segurança na utilização deste
mesmo património.
Com a cada vez maior exposição dos mercados aos produtos importados observa-se a
criação de uma malha legal cada vez mais abrangente, sendo que hoje em dia em Portugal a
Legislação aplicável está a adaptar-se de modo a alterar o âmbito da sua protecção, passando
a tentar proteger não só os interesses nacionais como os da comunidade em que estamos
inseridos, a União Europeia, surgindo assim os Eurocódigos (EC2) e as Normas Europeia
(EN 10080), que progressivamente vão substituindo os regulamentos nacionais,
nomeadamente o Regulamento de Estruturas de Betão Armado e Pré-esforçado (REBAP).
Em termos históricos, o primeiro regulamento português sobre o betão armado surge
em 1918, com o nome de Instruções Regulamentares para o Emprego de Beton Armado,
sendo apresentado no Dec. Lei 4036 de 3/4/1918, seguido em 1935 pelo Regulamento do
Betão Armado, Dec. 25948 de 16 de Outubro.
Surgiu ainda em 1967 o Regulamento de Estruturas de Betão Armado (REBA),
publicado no Dec. 47723 de 20/5/1967, que por sua vez foi substituído pelo REBAP em 1983.
Actualmente são vários os documentos legais que os varões de aço para betão armado
têm de cumprir, sendo aplicáveis os seguintes documentos:
NP EN 13760 de 2010 – Execução de estruturas de betão, que substitui a NP ENV
13670-1 de 2007 – Execução de estruturas em betão, Parte 1: Regras gerais;
prEN 10080, de Janeiro de 2005 - Steel for the reinforcement of concrete - Weldable
reinforcing steel – General;
Decreto-Lei n.º349-C/83, de 30 de Julho – Regulamento de Estruturas de Betão
Armado e Pré-Esforçado;
Decreto-Lei n.º301/2007, de 23 de Agosto – Refere-se às condições para aceitação em
obra de armaduras para betão, à sua colocação e disposições relativas à execução de
estruturas de betão;
Decreto-Lei n.º390/2007, de 10 de Dezembro – Refere-se às condições para a
colocação no mercado e à importação de aço para armaduras de betão armado;
ISO 15630-1 – Steel for reinforcement and prestressing of concrete – Test methods –
Part 1: Reinforcing bars, wire rod and wire.
Especificações LNEC:
o E449 – 1998 - Varões de aço A400 NR para armaduras de betão armado.
Características, ensaios e marcação;

44
o E450 – 1998 - Varões de aço A500 NR para armaduras de betão armado.
Características, ensaios e marcação;
o E455 – 2002 - Varões de aço A400 NR de ductilidade especial para armaduras
de betão armado. Características, ensaios e marcação;
o E456 – 2000 - Varões de aço A500 ER para armaduras de betão armado.
Características, ensaios e marcação;
o E460 – 2002 - Varões de aço A500 NR de ductilidade especial para armaduras
de betão armado. Características, ensaios e marcação;
Procede-se seguidamente à descrição da informação relevante dos documentos
indicados.
3.1. REBAP
O Regulamento de Estruturas de Betão Armado e Pré-Esforçado, promulgado pelo
Decreto-Lei n.º349-C/83, de 30 de Julho, apresenta alguns artigos referentes às armaduras
ordinárias a aplicar em betão armado, nomeadamente os artigos 21º a 25º, cada um com os
seguintes temas:
Artigo 21º - Características gerais;
Artigo 22º - Tipos correntes de armaduras ordinárias;
Artigo 23º - Classificação e homologação de armaduras ordinárias;
Artigo 24º - Módulo de elasticidade;
Artigo 25º - Relações tensões-extensões de cálculo.
No artigo 21º é indicado que as armaduras devem ser caracterizadas pelo seu
processo de fabrico e pelas suas características geométricas, mecânicas e de aderência,
devendo ainda ser tido em conta, caso necessário, a sua soldabilidade,
Estas características devem ser determinadas de acordo com as normas portuguesas
em vigor ou, na falta destas, segundo as especificações ou critérios definidos pelo Laboratório
Nacional de Engenharia Civil.
Relativamente ao processo de fabrico é afirmado o seguinte: “Quanto ao processo de
fabrico, as armaduras podem ser de aço natural (laminado a quente) ou de aço endurecido a
frio (por torção, tracção, trefilagem ou laminagem a frio).”; verifica-se então que a laminagem a
quente com tratamento térmico superficial através de água na linha de laminagem, no qual o
processo Tempcore se insere, não é previsto.
Esta lacuna deve-se ao simples facto de que quando este regulamento foi redigido, o
aço Tempcore, apesar de já existir (processo criado no inicio dos anos 70), encontrava-se

45
ainda numa fase embrionária de apresentação e desenvolvimento, não existindo no mercado
Nacional.
No artigo 22º é apresentada a tabela 1, onde estão as características mecânicas e
geométricas anteriormente enumeradas para os tipos correntes de armaduras ordinárias. Os
valores apresentados para as tensões e extensões correspondem ao valor característico
destas propriedades (quantilho 5%). É ainda indicado neste artigo que a relação entre a tensão
de rotura e a tensão de cedência ou limite convencional de proporcionalidade a 0,2% não seja
inferior a 1,05.
Neste mesmo artigo é ainda exigido relativamente à dobragem, que os varões
apresentem um comportamento satisfatório, isto é, não apresentarem quaisquer fendas após
ensaio de dobragem com, pelo menos 95% de probabilidade, e que as armaduras, com
excepção dos varões A235 NL, possuam marcas indeléveis que permitam a sua identificação
em obra.
Tabela 1 – Quadro V do REBAP – Tipos correntes de armaduras ordinárias
Este regulamento apenas refere as características das armaduras de utilização
mais corrente no mercado na data da sua publicação. Para a utilização de outro tipo de
armaduras devem ser definidas disposições construtivas especiais e especificadas as
exigências relativas às suas propriedades particulares e à tecnologia do seu processo de
fabrico, devendo-se assim fazer depender a sua utilização de uma homologação a conceder
pelo Laboratório Nacional de Engenharia Civil.

46
O artigo 23º exige que o aço para utilização em armaduras ordinárias com excepção
das de aço A235 NL, seja previamente classificado ou homologado pelo Laboratório Nacional
de Engenharia Civil.
A classificação é aplicável a armaduras correntes, nomeadamente as indicadas no
Quadro V do artigo 22, e consiste num documento que em função das características
apresentadas, indique o tipo a que estas pertencem e, caso seja pertinente, outras
propriedades que sejam necessárias para a aplicação do Regulamento.
A homologação é exigida para todas as armaduras que por algum motivo não possam
ser classificadas como de tipo corrente e constará de um documento que defina as condições
de utilização em função das características apresentadas.
O artigo 24º indica que para as armaduras ordinárias o módulo de elasticidade deve ser
tomado igual a 200GPa.
No artigo 25º é indicado o modo através do qual devem ser determinados os valores de
cálculo dos esforços resistentes para a verificação da segurança.
No primeiro ponto abordam-se as relações tensão-extensão de cálculo dos aços
indicados no Quadro V do presente regulamento (artigo 22º), indicando-se que para a
determinação dos valores de cálculo para verificação de segurança de elementos em relação
aos estados limites últimos de resistência e encurvadura, que não envolvam fadiga devem ser,
em geral, as indicadas na Figura 2.
É ainda indicado que os valores de cálculo fsyd (tensão de cedência à tracção) e fsycd
(tensão de cedência à compressão) são obtidos dividindo os respectivos valores característicos
por um coeficiente de segurança γs, que toma o valor de 1,15.
No ponto dois indica-se que é possível utilizar outras relações tensão-extensão, desde
que estas sejam devidamente justificadas e utilizem os mesmos critérios de segurança
utilizados no estabelecimento das relações definidas no primeiro ponto.
Este artigo prossegue indicando mais detalhadamente o modo de determinar o
diagrama de cálculo e o diagrama simplificado de cálculo das relações tensão-extensão, a
partir do diagrama real, indicando as expressões que relacionam estas grandezas, tanto para
os aços laminados a quente como para os vários tipos de aços endurecidos a frio.
Para terminar é indicado o valor mínimo para as extensões de alongamento e de
encurtamento dos aços a 10 x 10-3
e 3,5 x 10-3
, respectivamente, devido aos critérios
apresentados no artigo 52º para a determinação dos esforços resistentes das secções,
podendo ainda, devido ao mesmo artigo, a tensão de compressão nas armaduras ser limitada
à extensão de 2 x 10-3
.

47
3.2. EN10080
No ponto 6, referente ao fabrico do aço para varões e arames a aplicar na construção,
é dito que o processo de fabrico pode ser qualquer um que o produtor ou fabricante deseje,
devendo os processos utilizados ser divulgados a pedido do comprador.
É indicado que o desenrolamento do material em bobines deverá ser feito por
equipamento específico, não sendo permitida a utilização em betão armado de varões obtidos
pela laminagem de outros produtos já fabricados (ex: a utilização de varões obtidos pela
laminagem de outros com diâmetro superior).
O ponto 7 refere-se ao desempenho do aço relativamente a várias características
químicas (7.1), mecânicas (7.2), etc., sendo que para este trabalho interessa particularmente o
ponto 7.2, referente às propriedades mecânicas do aço.
Este ponto define o que considera por valor característico em termos probabilísticos e
as condições em que devem ser efectuados os ensaios para a determinação das várias
grandezas que caracterizam as propriedades do material, não apresentando no entanto,
nenhum valor para estas características.
No ponto 8 é abordada a questão da verificação da conformidade dos produtos por
parte do fabricante, indicando as regras mínimas que devem ser seguidas por este de modo a
garantir que os seus produtos estejam em conformidade com este documento e com as
características apresentadas, independentemente do seu processo de fabrico.
Começa-se por indicar as necessidades relativas à selecção de amostras sobre as
quais vão ser efectuados os diversos ensaios para determinar e verificar as propriedades dos
vários tipos de produtos siderúrgicos utilizados na construção.
De seguida aborda-se a questão da avalização dos resultados, da sua divulgação e do
modo de como agir por forma a manter ou melhorar os resultados obtidos.
No ponto seguinte, 9º, relativo aos métodos de ensaio, o documento remete para as
EN ISO 15630-1 e EN ISO 15630-2, dependendo do que se pretende determinar, sendo ainda
indicada a tabela apresentada de seguida, e que define os requisitos das amostras de acordo
com o seu método de fabrico e o uso a que se destinam.
Para o aço a ser utilizado em treliças metálicas é indicado no anexo B do regulamento
o procedimento do ensaio a executar.

48
Tabela 2 – Tabela 3 da EN 10080 – Requisitos para teste de propriedades mecânicas
3.3. EC2, NP EN 1992-1-1
Este documento normativo remete em primeira instância para a norma apresentada
anteriormente (EN 10080), servindo-se desta como referência em diversos aspectos.
Apresenta no entanto um conjunto de requisitos que os aços deverão respeitar de
modo a poderem ser comercializados e aplicados em betão armado caso não cumpram o
estipulado na EN 10080. A determinação das propriedades apresentadas na Tabela 3 (Quadro
C.1 do EC2) deve ser efectuada de acordo com o descrito na EN 10080.
A referência ao aço para betão armado inicia-se no ponto 3.2 deste regulamento;
começando por definir o âmbito da aplicação deste a varões, produtos devidamente
desenrolados e malhas soldadas a aplicar em betão, tal como definidos pela EN10080, sendo
excluídos os produtos que tenham algum tipo de revestimento especial.
No âmbito das generalidades é referido o anexo C, estando neste anexo descritas as
propriedades das armaduras compatíveis com esta Norma, estando a maioria destas
características apresentadas sob a forma de tabelas tais como a tabela 3.
É de seguida descrita a diferença entre a tensão de cedência indicada na EN 10080,
que é representada por Re, e a tensão de cedência considera no EC2, que é representada por
fyk. A diferença consiste não na característica medida, mas sim no método utilizado para a sua
obtenção, sendo Re o valor obtido no âmbito do controle de qualidade a longo prazo e fyk o

49
valor da tensão de cedência de um varão específico a aplicar numa dada estrutura, não
existindo relação directa entre ambos.
No entanto é indicado que os métodos de ensaio e verificação utilizados na EN 10080
permitem que seja dado a fyk o valor de Re.
Tabela 3 – Quadro C.1 do EC2 – Propriedades das armaduras
No ponto 3.2.2 são referidas as características segundo as quais se caracteriza o
comportamento do aço, sendo essas características as seguintes:
- Tensão de cedência, (fyk ou f0,2k)
- Tensão de cedência máxima real, (fy,max)
- Resistência à tracção, (ft)
- Ductilidade (εuk e ft/fyk)
- Aptidão à dobragem
- Características de aderência
- Dimensão e tolerâncias das secções
- Resistência à fadiga
- Soldabilidade
- Resistência ao corte e à soldadura para redes electrossoldadas e vigas em treliça prefabricadas.
Relativamente à aplicabilidade deste documento, é referido que este é apenas válido
caso a tensão de cedência se encontre entre os seguintes valores, fyk = 400 a 600Mpa.

50
No ponto 3.2.3 aborda-se a resistência, sendo indicada a definição dos vários valores
de resistência. Ainda relativo à resistência é dito no anexo C que o valor real da tensão de
cedência máxima, fy,max, não deverá ser superior a 1,3fyk.
O ponto seguinte, 3.2.4, refere-se à ductilidade do aço, indicando que os varões devem
ter uma ductilidade adequada, sendo esta definida por k que representa o valor característico
da razão entre a tensão de cedência e a tensão de rotura (ft/fy)k e pela extensão na carga
máxima (εuk), estando os valores destas propriedades indicados no anexo C do regulamento
(tabela 3)
Nesta tabela os aços são divididos em três categorias: A, B e C, de acordo com o valor
de k e de εuk descritos acima.
De seguida apresentam-se os diagramas tensão extensão típicos para o aço e
laminado a quente e aço endurecido a frio incluídos no EC2.
Figura 33 – Figura 3.7 do EC2 - Diagramas de tensão-extensão típico de varões de aço laminado (a)) e endurecido
a frio (b))
De seguida (ponto 3.2.5) é abordada a soldabilidade do aço, sendo indicado através do
quadro 3.4 os tipos de soldadura que se podem utilizar em cada caso e remetendo-se para a
EN 10080 as exigências relativas à soldabilidade do material e para a EN ISO 17760 a
caracterização do processo de soldadura.

51
Tabela 4 – Quadro 3.4 do EC2 – Processos de soldura permitidos e exemplos de aplicação
Neste ponto é também indicado que a soldadura em redes electrossoldadas deve ter
uma resistência adequada, considerando-se conforme caso a resistência ao corte de cada
soldadura seja igual ou superior a 25% do valor característico da tensão de cedência
multiplicado pela área da secção do varão com maior diâmetro presente na ligação em análise.
O último ponto, referente às propriedades do aço, ponto 3.2.7, é relativo à resistência à
fadiga do material, sendo apenas indicado que o aço deve estar em concordância com o
apresentado no anexo C, nomeadamente o seu quadro C.2N e que a verificação desta
característica deve ser feita como especificado na EN 10080.
Por fim, relativamente às hipóteses de cálculo, existem 4 pontos dentro do item 3.2.7.
No ponto 1 é dito que o cálculo deve ser baseado na área nominal da secção transversal do

52
elemento sem contar com as nervuras e que os valores a utilizar devem ser os valores
característicos das várias propriedades, como indicadas em 3.2.2.
No ponto 2 são apresentados dois diagramas tensão-extensão a utilizar em situações
consideradas normais, podendo ambos ser utilizados e sendo estes diagramas distintos
apenas no troço superior. Um deles tem o troço superior inclinado, indicativo de
endurecimento, com uma extensão limite de εud e com uma tensão máxima igual a kfyk/γs,
sendo k=(ft/fy)k (ver tabela 3); o segundo diagrama apresenta um troço superior horizontal, sem
limite relativamente à extensão. É ainda referido que o valor de εud está dependente do anexo
nacional de cada país, recomendando-se εud = 0,9εuk
Nos pontos 3 e 4 são indicados os valores para o peso volúmico e módulo de
elasticidade e o coeficiente de dilatação térmico, que são respectivamente 7850kg/m3, 200GPa.
Figura 34 – Figura 3.8 do EC2 – Diagrama tensão-extensão de cálculo para varões de aço
3.4. Dec. Lei 28/2007 de 12 de Fevereiro
Este Decreto-Lei vem substituir o Dec. Lei 128/99 de 21 de Abril, alterado com o Dec.
Lei 441/99 de 2 de Novembro e complementar o Dec. Lei 349-C/83, de 30 de Julho (REBAP), e
estabelece as condições a que deve obedecer a colocação no mercado ou a importação de
aço para armaduras de betão armado.
No artigo 4º, este documento exige que para ser colocado no mercado o aço a utilizar
em armaduras para betão armado deve ser previamente certificado por um organismo
acreditado pela entidade competente no domínio da acreditação em conformidade com as
metodologias do Sistema Português da Qualidade (SPQ).

53
Relativamente a esta certificação, o Decreto-Lei estipula que esta deve assegurar a
conformidade do aço para utilização em armaduras para betão armado com as normas ou
especificações técnicas portuguesas aplicáveis ou com normas europeias ou normas ou
especificações técnicas equivalentes de outro Estado membro da União Europeia, da Turquia
ou de um Estado subscritor do Acordo sobre Espaço Económico Europeu.
De seguida o documento refere que a recolha de amostras e a realização de ensaios
de controlo externo, bem como a elaboração dos relatórios de apreciação dos resultados dos
ensaios deve ser efectuada por entidades devidamente credenciadas para o efeito no âmbito
do SPQ.
É indicado ainda que os relatórios e certificados de conformidade devem ser
reconhecidos e aceites caso cumpram o estipulado no n.º2 do artigo 9.º do Decreto-Lei
n.º113/93, de 10 de Abril, que diz que estes são conformes caso obtenham resultados
satisfatórios em ensaios realizados por entidades reconhecidas pelo Estado membro de que
fazem parte, desde que executados de acordo com os métodos em vigor em Portugal, ou
considerados equivalentes pelo IPQ.
Por fim o documento delega a competência de fiscalização à ASAE e dá indicação
sobre as possíveis contraordenações a aplicar caso o documento não seja cumprido.
3.5. Especificação LNEC
E449 – 1998 - Varões de aço A400 NR para armaduras de betão armado.
Características, ensaios e marcação;
E450 – 1998 - Varões de aço A500 NR para armaduras de betão armado.
Características, ensaios e marcação;
E455 – 2002 - Varões de aço A400 NR de ductilidade especial para armaduras de
betão armado. Características, ensaios e marcação;
E456 – 2000 - Varões de aço A500 ER para armaduras de betão armado.
Características, ensaios e marcação;
E460 – 2002 - Varões de aço A500 NR de ductilidade especial para armaduras de
betão armado. Características, ensaios e marcação;

54
De acordo com o REBAP os varões a comercializar em Portugal devem cumprir as
características indicadas nesse documento para os principais tipos de armadura e estipula a
obrigatoriedade de uma classificação prévia por parte do LNEC.
As especificações LNEC vêm estabelecer para os tipos de varões mais comuns a
aplicar em betão armado, as características necessárias à sua classificação e posteriormente à
emissão do respectivo documento de homologação.
Estas especificações abordam várias áreas, nomeadamente:
Processo de fabrico;
Dimensões e tolerâncias;
Composição química;
Características mecânicas e tecnológicas;
Geometria das nervuras;
Ensaios;
Marcas de identificação;
Controlo da produção.
As especificações para os vários tipos de aços são na sua maioria semelhantes em
estrutura e conteúdo, variando apenas nos valores relativos às diversas características
analisadas no documento e em pontos específicos a referir. De seguida será apresentado o
que cada especificação diz, sendo no final apresentado um quadro referente aos valores das
várias propriedades exigidos para cada tipo de aço e em cada especificação (tabela 5).
Relativamente ao processo de fabrico é indicado que os varões podem ser produzidos
por laminagem a quente a partir de biletes, ou por vazamento contínuo por três processos
diferentes: laminagem a quente sem qualquer processamento posterior, por laminagem a
quente e tratamento térmico superficial através de água, na linha de fabrico (por exemplo o
processo Tempcore) e laminagem a quente e deformação a frio posterior com diminuição da
secção inferior a 10%.
Este último processo de obtenção dos varões por deformação não pode ser aplicado a
aços considerados de ductilidade especial (E455 e E460).
Aqui, tal como no EC2 é indicada a proibição à produção de varões obtidos através da
relaminagem de produtos acabados (barras e carris, por exemplo), ou seja, a laminagem de
produtos já acabados, devendo os varões ser produzidos sob a forma de varões ou de rolos.
É indicado ainda que o endireitamento de varões produzidos em rolos não é
considerado processamento posterior, devendo-se no entanto ter cuidados especiais pois este

55
processo pode alterar ligeiramente algumas características mecânicas e geométricas dos
varões endireitados, devendo estes cumprir com as exigências da Especificação aplicável.
O ponto seguinte com interesse para este trabalho é o ponto 8, referente às
características mecânicas e tecnológicas.
As características mecânicas que este documento considera relevantes são:
1. Tensão de rotura, Rm;
2. Tensão de cedência (tensão de cedência superior ou tensão limite
convencional de proporcionalidade a 0,2%), Re;
3. Relação entre os valores da tensão de rotura e da tensão de cedência (Rm/Re),
obtidos em cada ensaio;
4. Relação entre os valores da tensão de cedência obtidos em cada ensaio (em
Mpa) e o valor especificado para o valor característico da tensão de cedência
(Re/500 ou Re/400 de acordo com o tipo de aço);
5. Extensão total na força máxima, Agt;
6. Aptidão à dobragem.
Todas estas características, excepto a aptidão à dobragem, são obtidas através de
ensaios à tracção, sendo esta obtida através de ensaios de dobragem simples ou dobragem-
desdobragem.
A relação apresentada no ponto 4 é apenas referida para os varões considerados de
ductilidade especial, nomeadamente nos documentos E455 e E460.
As características mecânicas obtidas no ensaio de tracção devem satisfazer os valores
apresentados no Quadro 3 da respectiva Especificação, apresentados na tabela seguinte de
modo a facilitar a sua comparação.
Tabela 5 – Quadro resumo das exigências de cada Especificação relativas aos ensaios de tracção
Tipo de aço Especificação Re (
1)
MPa Rm (
1)
MPa Agt (
2) Rm/Re (
2) Rm/Re (
3) Re/400 (
3)
Re/500 (3)
A400 NR E449 400 460 5 1,08 - - -
A400 NR SD E455 400 - 8 1,15 1,35 1,20
A500 NR E450 500 550 5 1,08 - - -
A500 NR SD E460 500 - 8 1,15 1,35 - 1,20
A500 ER E456 500 550 2,5 1,05 - - -
(1) – Valor característico mínimo referente ao quantilho de 5%

56
(2) – Valor característico mínimo referente ao quantilho de 10%
(3) – Valor característico máximo referente ao quantilho de 90%
Nesta tabela verifica-se que os aços cujas propriedades de resistência à fadiga e à
rotura são mais controladas são os de ductilidade especial (A400 NR SD e A500 NR SD),
sendo controlados não só os valores mínimos destas propriedades, mas também os máximos.
Isto é feito limitando-se a sobre resistência com a condição Rm/Re e a tensão de cedência com
Re/400 ou Re/500 conforme o tipo de aço, ambas associadas ao valor característico máximo
referente ao quantilho de 90%.
Relativamente à ductilidade é dito no ponto 8.5 das E455 e E460 que os varões
deverão ser de ductilidade especial, considerando-se cumprida esta exigência se estes
cumprirem os limites especificados no Quadro 3 dos respectivos documentos.
Nos E449 e E450 é dito algo semelhante mas no ponto 8.6, exigindo-se varões de
ductilidade alta, sendo cumprida essa exigência caso se cumpram os limites relativos à
extensão total na força máxima e à relação Rm/Re especificadas igualmente no Quadro 3 dos
respectivos documentos. Estes quadros e os referidos no parágrafo anterior estão conjugados
na Tabela 5.
Com estas grandezas definidas e com uma ideia geral do comportamento do aço à
tracção (figura 35) consegue-se garantir que o aço a utilizar apresenta características de
ductilidade adequadas à sua utilização em elementos de betão armado.
Figura 35 - Diagrama tensão-extensão típico de varões de aço
Estes valores são considerados mínimos, não existindo nenhuma imposição legal aos
valores máximos de cada característica.
Nos pontos 8.6 e 8.7 das E455 e E460 abordam-se as questões da resistência à fadiga
e a acções cíclicas, sendo que é exigido relativamente à fadiga que os varões suportem dois
milhões de ciclos nas condições especificadas no §10.4 das respectivas especificações.

57
Relativamente às acções cíclicas exige-se que, seguindo o indicado no §10.5 da Especificação,
os varões deverão resistir a 10 ciclos sem rotura.
Por sua vez, as restantes especificações não apresentam ensaios nem exigências
referentes a acções cíclicas, sendo o ponto 8.7 referente à resistência à fadiga. Este ponto
refere que caso sejam necessárias exigências específicas de resistência à fadiga, os varões
deverão ser submetidos a ensaios de fadiga conforme especificado no ponto 10.4 das
respectivas especificações.
Relativamente às especificações do ensaio de fadiga apresentadas no ponto 10.4 de
todas as especificações, elas são semelhantes, apenas variando os valores relativos às
tensões máximas e mínimas a que o provete é submetido, conforme o valor da tensão de
cedência do aço, sendo estas 240MPa e 90MPa respectivamente para aços com tensão de
cedência de 400MPa, enquanto que para aços com tensão de cedência de 500MPa os valores
são 300MPa e 150MPa.
O restante é semelhante, tanto na frequência com que são feitos os ciclos, entre 1Hz e
200Hz, como no comprimento livre do provete, devendo este tomar o maior valor de 140mm e
14ø.
Conforme indicado anteriormente, o ponto 10.5 das E455 e E460, define as condições
do ensaio cíclico alternado, sendo estas condições iguais nos dois documentos. É imposta uma
deformação máxima de aproximadamente 2,5%, sendo as acções aplicadas a frequências
inferiores a 3Hz e tendo o provete um comprimento livre de 10ø.
As especificações e exigências relativas aos ensaios de tracção são abordadas no
ponto 10.2 das especificações, sendo estas iguais entre todas elas. Estas remetem para a
Norma NP EN 10002-1, indicando que o ensaio deverá ser efectuado segundo a mesma e à
temperatura ambiente (entre os 10ºC e os 35ºC).
Apesar de as especificações do ensaio estarem presentes na NP EN 10002-1, a
especificação prossegue neste ponto, indicando que os valores de Re e Rm definidos no ponto
8, são obtidos dividindo as forças medidas no ensaio pelo valor nominal da área da secção
transversal do varão.
A condição da amostra a ensaiar também é analisada, sendo que, caso a amostra a
ensaiar seja proveniente de varões direitos, o ensaio pode realizar-se sob uma amostra no
estado de fornecimento ou envelhecida artificialmente; caso a amostra provenha de varões em
rolos o ensaio será obrigatoriamente efectuado após envelhecimento artificial. O
envelhecimento artificial acima indicado é obtido aquecendo o provete a 100ºC durante uma
hora, arrefecendo posteriormente ao ar até à temperatura ambiente.

58
Em caso de litígio é indicado que os ensaios deverão ser efectuados sempre em
varões envelhecidos artificialmente.
O controlo da produção é abordado de uma forma bastante simples, dizendo-se
apenas que o fabricante deve efectuar um controle contínuo da qualidade de modo a garantir a
conformidade do produto com esta especificação.
Uma área que é extensamente descrita nestas especificações é a geometria das
nervuras pois estas são cruciais na identificação dos vários tipos de varões de aço e as
variações no seu tamanho e orientação podem influenciar o comportamento quando sujeito a
esforços. De referir desde já que as características e exigências das várias especificações são
semelhantes, excepto a E456, referente a varões endentados.
Os varões considerados endentado são varões cujas marcas não são feitas com
nervuras salientes relativamente à secção circular do varão, mas sim endentadas, ou seja,
cravadas, ficando estas nervuras num nível inferior ao limite da secção circular, tal como se
pode verificar na figura 37.
Todos os varões (excepto os lisos e os endentados) apresentam um perfil com duas
séries de nervuras transversais, podendo também existir duas nervuras longitudinais
diametralmente opostas.
A altura mínima das nervuras, a, é igual em todas as especificações e varia com o
aumento do diâmetro da secção transversal do varão de acordo com o Quadro 4 das
especificações que se reproduz na Tabela 6.
A inclinação e afastamento das nervuras permitem a identificação de um varão,
estando estas características descritas nas especificações conforme se apresenta de seguida.
Figura 36 – Corte transversal de um varão nervurado (E450)
Figura 37 – Corte transversal de um varão endentado (E456)

59
- E449, Aço A400 NR: Duas séries de
nervuras transversais com afastamentos
diferentes nos dois lados do varão. As
nervuras da mesma série apresentam a
mesma inclinação.
- E455, Aço A400 NR SD: As duas séries
de nervuras transversais apresentam
afastamentos iguais e a mesma inclinação
dos dois lados do varão.
- E450, Aço A500 NR: As nervuras
transversais de uma das séries
apresentam a mesma inclinação e um
espaçamento uniforme. As nervuras da
outra série estão agrupadas em duas
subséries de igual afastamento mas de
diferentes inclinações.
- E460, Aço A500 NR SD: As duas séries
de nervuras transversais serão
semelhantes e serão constituídas por
duas subséries de nervuras com
inclinações diferentes e uniformemente
espalhadas.
- E456, Aço A500 ER: Três séries de nervuras transversais.
Figura 38 - Tabela comparativa das marcas de identificação dos vários tipos de varões

60
Tabela 6 – Quadro 4 das Especificações E449, E450, E455 e E460 – Altura mínima das nervuras transversais
Diâmetro nominal (mm)
Altura mínima das nervuras transversais (mm)
6 0,39
8 0,52
10 0,65
12 0,78
16 1,04
20 1,30
25 1,63
32 2,08
40 2,60
O afastamento das nervuras transversais dos varões nas duas séries, c, e a sua
tolerância estão especificados no Quadro 5 de cada especificação, conforme se apresenta nas
tabelas 7 e 8.
Tabela 7 – Quadro 5 das Especificações E450, E455 e E460 – Afastamento das nervuras transversais
Diâmetro nominal (mm)
Afastamento das nervuras transversais (mm)
Tolerâncias (%)
6 5,0 ±20
8 5,7
10 6,5
±15
12 7,2
16 9,6
20 12,0
25 15,0
32 19,2
40 24,0
Tabela 8 – Quadro 5 da Especificação E449 – Afastamento das nervuras transversais
Diâmetro nominal (mm)
Afastamento das nervuras transversais c1 (mm)
Afastamento das nervuras transversais c2 (mm)
Tolerâncias (%)
6 4,2 5,8 ±20
8 4,8 6,6
10 5,5 7,5
±15
12 6,1 8,3
14 7,1 9,7
16 8,2 11,0
20 10,2 13,8
25 12,7 17,3
32 16,3 22,1
40 20,4 27,6
A Especificação E449 apresenta uma tabela distinta das restantes especificações no
que se refere ao espaçamento das nervuras pois, como referido anteriormente e se pode
observar na figura 38, este tipo de varões é o único que apresenta diferentes espaçamentos
para as duas séries de nervuras transversais.

61
O outro dado que permite a identificação dos varões é a inclinação das nervuras
transversais, sendo esta e a respectiva margem de erro apresentadas no ponto 9.4 das
especificações, variando esta entre 35º e 75º conforme o tipo de varão.
De igual modo é controlada a inclinação dos flancos das próprias nervuras, devendo
esta ser no mínimo de 45º.
Outros requisitos geométricos que os varões e as nervuras transversais têm de cumprir
são a altura das nervuras, não devendo esta ser superior a 0,15ø. O perímetro sem nervuras
transversais, que não deverá ser superior a 20% do perímetro do varão calculado a partir do
valor do diâmetro nominal. E a área relativa das nervuras.
No que se refere à área relativa das nervuras transversais (relação entre a área da
secção que corresponde às nervuras e a área da secção calculada pelo diâmetro nominal do
varão). É dito que caso um varão não cumpra com o anteriormente indicado relativamente às
suas características geométricas, este pode ainda ser considerado conforme de acordo com a
especificação.
Para tal é necessário que a área relativa das nervuras transversais não seja inferior aos
valores indicados no Quadro 6 de cada especificação (tabela 9), sendo esta área obtida com
uma expressão que é dada nos vários documentos.
Tabela 9 – Quadro 6 das Especificações E449, E450, E455 e E460 – Área relativa das nervuras transversais
Diâmetro nominal (mm)
Área relativa das nervuras transversais
6 0,039
8 0,045
10 0,052
12 0,056
16 0,056
20 0,056
25 0,056
32 0,056
40 0,056
As especificações LNEC apresentam ainda as exigências relativas à identificação dos
varões, não só de modo a permitir a identificação do tipo de aço, conforme já se discutiu, mas
também a identificação do país de origem e do produtor deste mesmo aço.
A identificação destas características, origem e produtor, é conseguida através de um
código. Em 2010 as Especificações LNEC foram revistas de modo a introduzir um novo código,
passando este a permitir identificar igualmente quando os varões são obtidos por laminagem a
quente ou endurecidos a frio (LDC 53, 2012).
O código é efectuado através do engrossamento de certas nervuras transversais numa
das séries de nervuras. É no início da leitura que foram introduzidas estas alterações, sendo
esta identificada pelo engrossamento de duas nervuras consecutivas no caso de varões

62
laminados a quente ou, no caso dos varões endurecidos a frio por uma nervura normal entre
duas engrossadas. Devendo a leitura ser feita da esquerda para a direita com a série de
nervuras voltadas para o observador.
A partir da segunda nervura engrossada existe um intervalo apenas de nervuras
normais cujo número identifica o país de origem do varão (de acordo com a tabela 10),
terminando noutra nervura engrossada. Após esta existe um novo intervalo de nervuras
normais cujo número identifica o produtor do varão.
Tabela 10 – N.º de nervuras para identificação do país de origem dos varões
Países N.º de nervuras
Áustria, Alemanha, Polónia, Republica Checa e Eslováquia 1
Bélgica, Holanda, Luxemburgo e Suíça 2
França e Hungria 3
Itália, Malta e Eslovénia 4
Reino Unido, Irlanda e Islândia 5
Dinamarca, Estónia, Finlândia, Letónia, Lituânia, Noruega e Suécia 6
Espanha e Portugal 7
Chipre e Grécia 8
Outros Países 9
Figura 39 – Exemplo de código de marcas de identificação de varões laminados a quente (LDC 53, 2012)
Conforme indicado acima, caso se tratasse de um varão endurecido a frio existiria uma
nervura normal entre as duas nervuras engrossadas seguidas que indicam o início do código.
Uma outra alteração às marcações introduzida na revisão de 2010 destas
especificações é a identificação de varões produzidos em rolos, devendo estes possuir uma
nervura engrossada na série de nervuras oposta à identificação da origem e do produtor (LDC
53, 2012).
Apesar destas alterações já estarem em vigor, existe uma salvaguarda que permite aos
produtores vender varões de aço para betão armado que já tenham sido produzidos até ao dia
31 de Dezembro de 2012 (LDC 53, 2012).

63
3.6. Documentos de classificação LNEC
Para que o aço para betão armado possa ser vendido e utilizado na construção em
Portugal, este está condicionado pelas especificações emitidas pelo LNEC para os tipos de aço
mais comuns, sendo que caso estes não se insiram nos tipos previstos, necessitam de uma
ficha de homologação a executar pelo LNEC em que são descritas as características
consideradas relevantes do produto e dadas indicações para a sua aplicação.
Os documentos de classificação são documentos muito sucintos que resultam de
ensaios de caracterização executados pelo LNEC, e que deverão ser repetidos periodicamente
de modo a garantir que o produto que está a ser produzido está em conformidade com a
classificação a que havia sido sujeito.
Estes documentos são constituídos apenas por 3 pontos: Objecto, Caracterização e
Classificação.
No ponto 1, Objecto, declara-se que o documento é elaborado ao abrigo do artigo 23º
do REBAP e são identificados os varões a classificar com vista ao seu emprego como
armaduras ordinárias em betão armado e pré-esforçado.
No ponto 2, Caracterização, começa-se por indicar o processo de fabrico utilizado na
produção do varão, seguindo-se a descrição das marcas de identificação presentes no mesmo
e que permitem a sua identificação de entre todos os outros varões comercializados. Estas
deverão apresentar afastamentos e inclinações de acordo com a Especificação LNEC para o
tipo de aço correspondente, sendo ainda necessário que estas marcas permitam a
identificação da origem e do fabricante do varão.
Esta descrição é feita por texto e de modo gráfico (como na figuras 39 e 40), sendo
feita a descrição de alguns pontos e representado através de figuras o aspecto que as marcas
dos varões devem possuir. É também apresentada uma tabela com as propriedades
geométricas e o peso nominal dos diversos diâmetros que estes varões podem apresentar,
conforme se pode observar na tabela 11, retirada do Documento de Classificação DC239 de
Corrugados Getafe 400SD (A400 NR de Ductilidade Especial).
Relativamente às características mecânicas é indicado que estas devem cumprir o
especificado na Especificação LNEC aplicável a aços semelhantes, que neste exemplo é a
E455 de 2010.
A identificação de origem e do fabricante é efectuada recorrendo a um código que
consiste no engrossamento de determinadas nervuras, devendo este código ser único. Como
exemplo apresenta-se na figura 40 o código correspondente a um varão fabricado pela
empresa Corrugados Getafe (A400 NR SD, produzido em Espanha).

64
Tabela 11 – Características dos varões Corrugados Getafe 400SD (DC239)
Figura 40 – Exemplo de marcas de identificação de origem e produtor (DC239)
No ponto 3, Classificação, é dito que para todos os efeitos inerentes à sua utilização,
os varões pertencem a um tipo específico de aço dos descritos no artigo 22.º do REBAP (dos
quais existem especificações LNEC), sendo aplicáveis todas as disposições estabelecidas no
mesmo para esse tipo de varões.
3.7. Aplicabilidade e dos regulamentos e suas diferenças
Relativamente às características mecânicas exigidas pelos vários regulamentos
observa-se que estas são, regra geral, semelhantes entre si, nomeadamente as exigências
referentes à tensão de cedência, que são iguais tanto no REBAP como nas Especificações
LNEC para os diversos tipos de aço. No EC2 não é apresentado um valor específico para cada
tipo de aço, mas sim um intervalo, no qual se inserem todos os aços, sendo que este intervalo
engloba os valores apresentados nos outros documentos.
A extensão de rotura é definida de forma distinta no REBAP em relação as
Especificações LNEC e ao EC2. No primeiro é imposto um valor mínimo para a extensão após
a rotura e nos restantes o valor mínimo requerido corresponde à extensão total na força
máxima, diferença que se pode observar na figura 41.

65
Figura 41 – Diferença da definição de extensão de rotura entre o REBAP e o EC2 e as Especificações LNEC
Comparando as Especificações LNEC com o EC2 verifica-se que o aço A 500 ER é no
mínimo um aço de classe A (EC2, 2010), os aços A400 NR e A500 NR são no mínimo aços de
classe B (EC2, 2010) e os aços A 400 NR SD e A 500 NR SD são aços de classe C (EC2,
2010), conforme se pode comprovar comparando as tabelas 3 e 5 do presente texto.
Esta classificação resulta das exigências relativas à extensão total na força máxima e
do factor k, que representa a relação entre a tensão de rotura e a tensão de cedência [(ft/fy)k].
Apesar da existência de mais do que um documento normativo relativo ao
comportamento do aço para utilização em betão armado, actualmente, o documento aplicável
legalmente é o REBAP.
A sua aplicabilidade provém do Decreto-lei 301/2007 de 23 de Agosto, que obriga ao
cumprimento da NP ENV13670-1 para a utilização de armaduras de aço em betão armado. No
Documento Nacional de Aplicação da NP ENV 13670-1 refere-se então que os varões de aço
para betão armado e pré-esforçado devem cumprir com o estipulado no REBAP e estar em
conformidade com as respectivas especificações LNEC.
Outra nota que merece ser referida é que também o EC2, no seu Anexo Nacional,
exige que as armaduras deverão satisfazer o disposto nas Especificações LNEC aplicáveis.

66
4. Caracterização do comportamento do aço Tempcore
No meio técnico ligado às estruturas de betão armado, é geralmente aceite que o aço
que é actualmente utilizado (Tempcore) apresenta características semelhantes ás do aço
anteriormente utilizado, não existindo por parte da maioria dos intervenientes na indústria da
construção, uma preocupação de verificar se esta semelhança é de facto válida.
No entanto alguns investigadores têm tentado compreender de que modo o processo
de fabrico Tempcore, e a secção heterogénea que resulta do seu fabrico, influenciam o
comportamento do aço quando aplicado em estruturas de betão.
4.1. Generalidades
Quando o aço produzido pelo processo Tempcore surgiu no mercado foi alvo de
diversos trabalhos e estudos com o objectivo de caracterizar o seu comportamento e verificar a
sua aplicabilidade à construção.
O comportamento do aço Tempcore é descrito pelas mesmas características que os
restantes aços, nomeadamente a tensão de cedência (fy), tensão de rotura (ft), módulo de
elasticidade (Es), módulo tangente de endurecimento (Esh), extensão de cedência (εy), extensão
de endurecimento (εsh) e extensão total na força máxima (εu); estando estas propriedades
representadas na figura 42.
Figura 42 – Diagrama esquemático de um varão em ensaio de tracção (PIPA, 1993)
Destas grandezas pode considerar-se constante o módulo de elasticidade E, com o
valor E=200GPa; do mesmo modo é possível determinar-se εy sem cometer um erro apreciável
considerando εy = fy / E (PIPA, 1993).

67
4.2. Tensão de cedência
A tensão de cedência dos aços Tempcore é determinada essencialmente pela
temperatura de revenido, sendo o processo de fabrico afinado pelos produtores de modo a que
o produto final esteja de acordo com as características especificadas nas normas em vigor.
Relativamente à cedência é comum aceitar que os valores da tensão de cedência têm
uma distribuição normal, exigindo as normas que o valor característico referente ao quantilho
inferior de 5% seja superior ao valor característico da tensão de cedência para o varão em
causa, ou seja; fyk ≥ 400 para A400 (B400) e fyk ≥ 500 para A500 (B500).
Em (PIPA, 1993), o autor demonstra que de facto, a distribuição de resultados relativos
à tensão de cedência do aço Tempcore se aproxima da distribuição normal. Notou ainda que
os valores obtidos para o quantilho inferior de 5% são bastante superiores aos exigidos,
apresentando acréscimos da ordem de 7% e 5% para varões da classe A400 e A500
respectivamente, quando comparados com os aços equivalentes endurecidos a frio ou multiliga
laminados a quente, tal como se pode observar na tabela seguinte.
As tabelas apresentadas neste §4 foram retiradas de PIPA, 1993, e são resultantes de
uma combinação de ensaios realizados por Manuel Pipa e de resultados de ensaios que este
retirou de estudos realizados por outros autores, sendo a origem dos varões identificada do
seguinte modo: SN – Siderurgia Nacional, E – Espanha, NZ – Nova Zelândia. Os varões
identificados por TEMP por seu lado são provenientes de 14 produtores diferentes localizados
em Portugal, Espanha, França, Alemanha, Itália e Grã-Bretanha.
Tabela 12 – Resumo dos parâmetros estatísticos da tensão de cedência, fy, de vários tipos de aço (PIPA, 1993)
A400 A500
Endurecido a frio Laminado a quente TEMP E TEMP
SN400E* SN400E SN400 E NZ*
Valor médio, fy (MPa) 464 484 449 464 458 496 547 585
Coef. de variação (%) 5.7 6.6 3.6 4.3 5.7 4.7 3.9 5.2
Val. caracter. fyk (MPa) 420 430 422 431 415 457 512 533
* Dados retirados por Pipa de estudos realizados por outros autores
Em relação às características geométricas dos varões utilizados nestes ensaios, Pipa
refere a utilização de resultados provenientes apenas de varões com diâmetro igual ou superior
a 16mm.
4.3. Tensão de rotura
Tal como para a tensão de cedência os resultados obtidos são bem descritos por uma
distribuição normal e as exigências regulamentares para a tensão de rotura estão assentes no

68
valor característico que corresponde ao quantilho inferior de 5%, estabelecendo-se valores
mínimos e/ou máximos para a relação ft / fy.
Pipa demonstrou através dos seus ensaios a existência de uma forte correlação entre
os valores de ft e fy para todas as amostras de aço Tempcore utilizadas, o que seria espectável
visto que o aço é semelhante, variando as suas características mecânicas devido à espessura
da camada de revenido.
Tabela 13 – Resumo dos parâmetros estatísticos da tensão de rotura, ft, de vários tipos de aço (PIPA, 1993)
A400 A500
Endurecido a frio Laminado a quente TEMP E TEMP
SN400E* SN400E SN400 E NZ*
Valor médio, ft (MPa) 538 552 705 648 695 598 715 680
Coef. de variação (%) 7.5 7.6 4.3 5.5 6.0 3.3 3.2 4.2
Val. caracter. ftk (MPa) 471 483 655 599 626 565 677 633
ft / fy 1.16 1.14 1.57 1.40 1.52 1.20 1.30 1.16
* Dados retirados por Pipa de estudos realizados por outros autores
Conforme se pode verificar na tabela acima os varões de aço Tempcore apresentam
valores de tensão de rotura ligeiramente superiores aos dos varões endurecidos a frio por
torção. No entanto, comparando a tensão de rotura exibida por varões de dureza natural com
varões Tempcore, verifica-se que estes últimos apresentam valores inferiores, verificando-se
mesmo que a tensão de rotura de varões de aço Tempcore A500 é inferior à tensão de rotura
de varões de dureza natural da classe A400.
4.4. Extensão total na força máxima
Esta característica corresponde ao valor máximo da deformação uniforme ao longo do
varão, medido antes do início da estricção, sendo assim uma característica que descreve a
ductilidade de um aço.
A extensão total na força máxima pode, segundo as normas em vigor, mais
especificamente a EN10080, ser determinada de dois modos distintos e equivalentes. O
primeiro é a medição directa através da utilização de extensómetros e o segundo a medição,
após a rotura, da extensão numa zona não influenciada pela estricção.
Está provado pelos estudos efectuados no âmbito do “CEB-Task Group VII/9 – Uniform
Elongation”, que os dois métodos conduzem a resultados idênticos. No entanto ambos os
métodos apresentam dificuldades específicas na sua aplicação. Estas dificuldades são as
principais responsáveis pela significativa variabilidade dos resultados, muito superior (três
vezes) às observadas para as tensões de cedência e rotura.
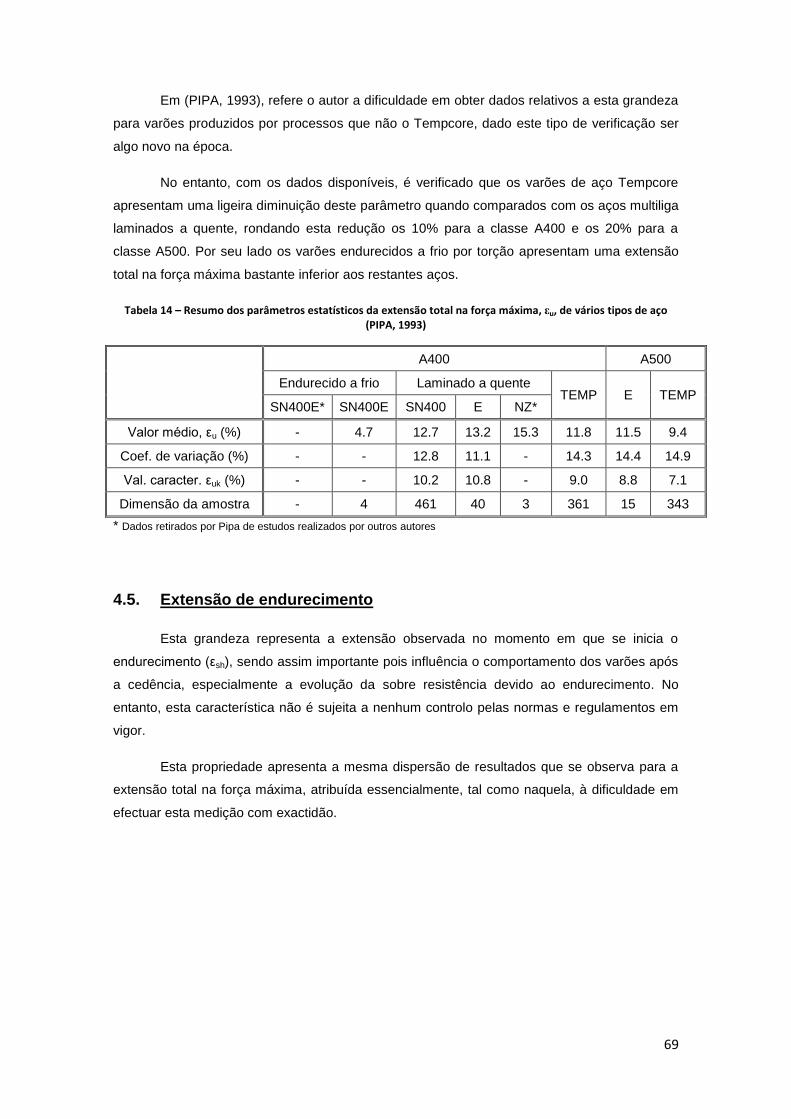
69
Em (PIPA, 1993), refere o autor a dificuldade em obter dados relativos a esta grandeza
para varões produzidos por processos que não o Tempcore, dado este tipo de verificação ser
algo novo na época.
No entanto, com os dados disponíveis, é verificado que os varões de aço Tempcore
apresentam uma ligeira diminuição deste parâmetro quando comparados com os aços multiliga
laminados a quente, rondando esta redução os 10% para a classe A400 e os 20% para a
classe A500. Por seu lado os varões endurecidos a frio por torção apresentam uma extensão
total na força máxima bastante inferior aos restantes aços.
Tabela 14 – Resumo dos parâmetros estatísticos da extensão total na força máxima, εu, de vários tipos de aço (PIPA, 1993)
A400 A500
Endurecido a frio Laminado a quente TEMP E TEMP
SN400E* SN400E SN400 E NZ*
Valor médio, εu (%) - 4.7 12.7 13.2 15.3 11.8 11.5 9.4
Coef. de variação (%) - - 12.8 11.1 - 14.3 14.4 14.9
Val. caracter. εuk (%) - - 10.2 10.8 - 9.0 8.8 7.1
Dimensão da amostra - 4 461 40 3 361 15 343
* Dados retirados por Pipa de estudos realizados por outros autores
4.5. Extensão de endurecimento
Esta grandeza representa a extensão observada no momento em que se inicia o
endurecimento (εsh), sendo assim importante pois influência o comportamento dos varões após
a cedência, especialmente a evolução da sobre resistência devido ao endurecimento. No
entanto, esta característica não é sujeita a nenhum controlo pelas normas e regulamentos em
vigor.
Esta propriedade apresenta a mesma dispersão de resultados que se observa para a
extensão total na força máxima, atribuída essencialmente, tal como naquela, à dificuldade em
efectuar esta medição com exactidão.

70
Tabela 15 – Parâmetros estatísticos associados à extensão de endurecimento εsh de varões Tempcore das classes A400 e A500 (PIPA, 1993)
A400 A500
Dimensão da amostra 33 32
Média, εsh (%) 2.2 1.4
Desvio padrão (%) 0.45 0.44
Coeficiente de variação (%) 20 31
Valor mínimo 1.6 0.7
Valor máximo 3.1 23
Média, fy (MPa) 483 577
Coeficiente de variação (%) 7.5 4.5
4.6. Módulo tangente de endurecimento
Esta é a última das características referidas que são utilizadas para caracterizar o
comportamento dos varões de aço, caracterizando a velocidade e intensidade com que o
endurecimento se verifica.
A dispersão dos valores obtidos é inferior à observada para as extensões, sendo ainda,
no entanto, bastante elevada. Verificou-se ainda que os valores de Esh para os varões
Tempcore são bastante inferiores aos dos observados para aço natural, como seria de esperar
devido ao endurecimento mais intenso que estes últimos apresentam.
Tabela 16 – Parâmetros estatísticos de extensão de endurecimento Esh de varões Tempcore das classes A400 e A500 (PIPA, 1993)
A400 A500
Dimensão da amostra 34 32
Média, Esh (%) 3005 3510
Desvio padrão (%) 657 534
Coeficiente de variação (%) 22 15
Valor mínimo 2170 2720
Valor máximo 5020 5330
4.7. Correlação entre características
Utilizando os valores obtidos nos ensaios de tracção simples efectuados, PIPA, 1993
relacionou as características acima descritas com a tensão de cedência, obtendo as seguintes
relações:

71
Na tabela seguinte resumem-se os valores das características dos aços Tempcore,
apresentando-se tanto os valores médios obtidos experimentalmente como os valores
calculados com base nas expressões anteriores.
Tabela 17 – Características dos varões de aço Tempcore (PIPA, 1993)
B400 B500
Valor Médio
Coef. de Variação
Valor Calculado
Erro % Valor Médio
Coef. de Variação
Valor Calculado
Erro %
fy 496 4.7 - - 585 5.2 - -
ft 598 3.3 597 -0.2 680 4.2 676 -0.6
εsu 11.8 14.3 11.7 -0.8 9.4 14.9 9.5 0.1
εsh 2.2 20.0 2.1 -5.5 1.4 31.0 1.4 -
Esh 3005 22.0 2910 -3.2 3510 15.0 3470 -1.1

72
5. Efeito da soldadura e da corrosão no aço Tempcore
5.1. Efeito da soldadura no aço Tempcore
5.1.1. Apresentação do problema
Um dos problemas identificados na utilização de aço produzido pelo processo
Tempcore em estruturas de betão é a soldadura.
O problema da soldadura de elementos de aço tempcore prende-se com o facto de as
altas temperaturas a que este processo se efectua poderem levar a uma reversão da têmpera,
perdendo-se a resistência extra que esta confere ao aço.
Este problema é estudado por RIVA et al, 2001, sendo este relatório técnico introduzido
e descrito de seguida.
A realização deste trabalho prendeu-se com a falta de estudos e ensaios sobre o
assunto, o que leva a que os actuais regulamentos de construção relativos aos sismos proíbam
a utilização de soldadura, ou totalmente, ou em regiões críticas. Outros regulamentos para
aplicações de cariz não sísmico dão indicações gerais ou exigem uma garantia de
soldabilidade por parte dos produtores de aço.
Isto revela-se de elevada importância devido ao interesse crescente na utilização de
soldadura para a execução de armaduras para betão armado, em especial em peças com uma
elevada percentagem de aço, facilitando a sua pré-fabricação fora de obra. Em obra também
apresenta o benefício de tornar a montagem de armaduras mais simples e reduzir a quantidade
de aço nas zonas de emenda de varões.
Para este estudo foram efectuados ensaios em dois tipos de amostras: amostras com
soldadura topo-a-topo e amostras com elementos em cruz soldados (cruciformes). Estas
amostras foram submetidas a ensaios de tracção e de resistência à fadiga com baixa
frequência.
O aço a utilizar nos ensaios é o aço B450C que de acordo com prEN10080, apresenta
as propriedades indicadas na tabela 18.
Tabela 18 – Propriedades do aço utilizado nos ensaios
Re (MPa) Re,act/Re Rm/Re Agt (%)
450 ≤1,20 [1,15;1,35] ≥8
5.1.2. A soldadura
Para melhor caracterizar o efeito da soldadura no comportamento das amostras foram
utilizadas as técnicas de soldadura mais comuns, nomeadamente:

73
Soldadura com eléctrodo revestido (SMAW) - consiste na formação de um arco
eléctrico entre o contacto do eléctrodo (revestido) com o metal a unir. Com a formação deste
arco o eléctrodo vai sendo consumido, formando o cordão de solda que é protegido de
contaminações pela atmosfera gasosa e escória que se formam com a fusão do revestimento
do eléctrodo.
A qualidade deste tipo de soldadura depende essencialmente da velocidade com que
esta é efectuada, sendo tanto melhor quando mais rapidamente for executada, dependendo
esta velocidade da intensidade da corrente eléctrica utilizada e da geometria da peça a unir.
Esta velocidade influencia a chamada Heat Affected Zone (HAZ) ou seja, a área da
peça sujeita aos efeitos das elevadas temperaturas obtidas no processo. Com o aumento da
velocidade do processo é diminuída energia que é transferida aos elementos a soldar, de que
resulta um rápido arrefecimento dos mesmos, aumentando a sua dureza e resistência. Este
efeito é controlado através do pré-aquecimento das juntas antes da soldadura.
Soldadura a arco gasoso com metal (GMAW ou MIG) – este processo consiste na
fusão de um arame fino através de um arco eléctrico, sendo o processo protegido por um gás
inerte ou uma mistura de gases injectada pelo aparelho de soldadura.
Este processo é semiautomático no sentido em que o arco eléctrico se ajusta
automaticamente a qualquer variação no comprimento do arco feita pelo operário resultando
neste ajustamento uma variação na velocidade de consumo do eléctrodo, permitindo que este
processo seja efectuado por operadores pouco qualificados quando comparados com os outros
processos.
Soldadura por Oxyfuel (OFW) – esta tecnologia de soldadura confere ao operador a
possibilidade de controlar a temperatura a que o processo de executa, controlando a chama de
modo a obter uma velocidade adequada, a forma da soldadura e o ritmo de deposição do
eléctrodo.
Devido à elevada complexidade e variabilidade de resultados resultantes deste
processo, alguns regulamentos proíbem a sua utilização, tais como o regulamento Alemão DIN
4099 de 1985.
Todas as soldaduras foram efectuadas por técnicos devidamente acreditados, tendo-se
efectuado um controlo apertado dos processos.
Na soldadura topo-a-topo monitorizaram-se vários parâmetros com o objectivo de evitar
o aparecimento de martensite, tentando-se manter a microestrutura ferrítica existente.

74
5.1.3. Ensaios
Nos ensaios de tracção simples os provetes foram cortados com 600mm de
comprimento, garantindo um comprimento livre de 460mm e duas zonas de contacto em cada
lado com 70mm cada. Foram feitas marcas a cada 10mm para verificar a extensão, sendo
ainda com o objectivo de medir extensões, colocados 3 extensómetros ao longo do
comprimento livre do provete.
Relativamente aos ensaios de fadiga, os provetes foram cortados de modo a que o
comprimento livre do mesmo fosse igual a seis (6) vezes o seu diâmetro de modo a limitar a
encurvadura.
Durante estes ensaios não é possível medir deformações locais através de
extensómetros mecânicos devido à existência de deslocamentos fora do plano do ensaio.
Tendo apenas sido medidas as cargas e os deslocamentos relativos entre as extremidades.
Os testes cíclicos foram efectuados com a frequência de 1Hz e com amplitude igual a
±2% do comprimento livre dos provetes. A cada 5 ciclos completos parou-se o teste de modo a
verificar se tinham ocorrido danos macroscópicos superficiais.
Os resultados são apresentados na tabela 20, sendo indicados a tensão de cedência e
última, o peso equivalente por diâmetro e a área da secção, A5, e Agt (de acordo com
prEN10080, 1999), em que A5 corresponde ao valor da extensão medido num comprimento
igual a cinco (5) diâmetros centrado no local em que ocorreu a rotura. Relativamente a Agt, são
indicados dois valores, em que um corresponde à extensão medida convencionalmente (sem
extensómetro) após rotura e o outro corresponde à extensão medida pelos extensómetros a
99% da carga máxima (medida no troço descendente após esta ser atingida).
Para a correcta leitura dos resultados foi adoptada a seguinte convenção para a
nomenclatura dos provetes: os dois primeiros dígitos representam o diâmetro dos mesmos, as
letras seguintes representam a técnica de soldadura (UW – não soldado; BW – soldado topo-a-
topo; SMAW; GMAW, OFW). O número seguinte é progressivo e representa o espécime
testado. O sufixo LCF identifica um teste de resistência à fadiga (e. g. 16BW2LCF significa:
provete de ø16 número 3, soldado topo-a-topo e testado à fadiga). Por fim o sufixo D utiliza-se
para identificar elementos cruciformes sujeitos a ensaios de tracção aplicados à ligação
(detachment).
5.1.4. Elementos com soldadura topo-a-topo
Na tabela 19 são apresentados os resultados dos ensaios de tracção simples aplicados
a elementos soldados topo-a-topo.
Estes resultados foram obtidos em provetes soltados topo-a-topo pelo processo SMAW
com oito passagens, utilizando as seguintes técnicas:

75
Espécimes 16BW1 e 24BW1 – pré-aquecimento a 90-100ºC, na horizontal.
Espécimes 16BW2 e 24BW2 – sem pré-aquecimento, na horizontal.
Espécimes 16BW3 e 24BW3 – pré-aquecimento a 90-100ºC, na vertical.
Espécimes 16BW2 e 24BW2 – sem pré-aquecimento, na vertical.
Tabela 19 – Resultados dos ensaios de tracção simples em elementos soldados topo-a-topo (adaptada de RIVA el al, 2001)
Código de
ident.
Ø Nom.
Ø de peso equi.
Área Cedência Rotura
Rm/Re A5 Agt sem extenso-
metro
Agt com extenso-
metro Força Tensão Força Tensão
Código mm mm mm2 kN N/mm
2 kN N/mm
2 % % %
16UW1 16 15.97 200.21 108.51 542 128.12 640 1.18 23.75 11.31 14.25
16BW1 16 16.08 202.97 111.23 548 130.31 642 1.19 - 10.31 11.23
16BW2 16 16.07 202.72 108.25 534 127.11 627 1.17 23.45 8.31 11.89
16BW3 16 16.05 202.22 107.78 533 127.80 632 1.19 20.10 7.32 10.42
16BW4 16 16.10 203.48 107.44 528 127.38 626 1.17 24.62 10.31 12.60
24UW1 24 24.08 455.18 250.35 550 294.50 647 1.18 20.83 12.31 13.94
24BW1 24 24.05 454.05 247.91 546 300.13 661 1.21 18.33 9.31 13.82
24BW2 24 24.05 454.05 248.37 547 296.49 653 1.18 19.16 8.31 12.56
24BW3 24 24.11 456.31 249.15 546 298.88 655 1.19 19.16 8.81 12.37
24BW4 24 24.10 455.94 254.41 558 299.10 656 1.17 21.67 12.31 13.76
Verificou-se que a rotura não ocorreu nem na soldadura nem na zona termicamente
afectada [FILHO, 2004] resultante do processo de soldadura e que RIVA et al, 2001 designam
por HAZ. Verificou-se contudo que alguns provetes soldados apresentaram esforços, na
cedência e na rotura, bastante inferiores aos dos provetes não soldados, observando-se este
fenómeno mais evidentemente nos provetes de 16mm de diâmetro.
A maior influência da soldadura nos provetes de menor diâmetro pode ser explicado
pelos gradientes térmicos mais bruscos que são formados pelo processo de soldadura, sendo
esta aplicada em secções menores. Estes gradientes térmicos bruscos levam a que ocorram
alterações na metalurgia da HAZ, podendo obter-se martensite, o que pode tornar a peça mais
frágil e portanto menos dúctil, conforme se observa na figura 43.
Verifica-se que a extensão medida sem extensómetros é sempre inferior à medida com
recurso a estes, e que mesmo utilizando o método em que se obtêm os menores valores,
apenas um espécime não cumpriu com as exigências do EC2, nomeadamente: Agt > 8% e
Rm/Re > 1,15, tendo o espécime 16BW3 uma extensão Agt = 7,32%.
Observou-se também que os três extensómetros colocados em cada espécime
mediram deslocamentos semelhantes, o que significa que a soldadura não alterou
significativamente as características da HAZ relativamente ao resto da peça.

76
Figura 43 – Comparação entre diagramas tensão-extensão para provetes não soldados e soldados topo-a-topo: a)
ø16; b) ø24 (RIVA el al, 2001)
Tabela 20 – Resultados dos ensaios de resistência à fadiga em espécimes soldados topo-a-topo (adaptada de RIVA el al, 2001)
Código de ident. Ø
(mm) F (Hz)
L0
(mm) Amplitude
(mm) Carga
máx (kN) n.º de Ciclos
16UW1LCF 16 1 96 1.92 111 31
16UW2LCF 16 1 96 1.92 116 42
16BW1LCF 16 1 96 1.92 120 13
16BW2LCF 16 1 96 1.92 114.5 15
16BW3LCF 16 1 96 1.92 118 14
24UW1LCF 24 1 144 2.88 270 37
24UW2LCF 24 1 144 2.88 273 28
24BW1LCF 24 1 144 2.88 269 30
24BW2LCF 24 1 144 2.88 262.5 25
24BW3LCF 24 1 144 2.88 267 25
Pelos resultados dos ensaios de resistência à fadiga apresentados na tabela 20 e pelos
diagramas da figura 44, é possível observar que a soldadura tem um efeito prejudicial bastante
significativo nas barras com ø16, ocorrendo a rotura após menos de metade dos ciclos a que
os provetes não soldados resistem.

77
Figura 44 – Comparação da resistência à fadiga entre espécimes não soldados e soldados topo-a-topo: a) ø16; b)
ø24 (RIVA el al, 2001)
Este efeito deve-se ao facto de que o material da soldadura, que une as duas peças, é
mais rígido que o restante elemento, levando ao aparecimento de deslocamentos localizados
na zona de interface entre a soldadura e os varões. Assim, a rotura ocorre prematuramente
com o aparecimento de fendas nesta ligação.
Este efeito não é tão notório nas barras de maior diâmetro, sendo este efeitos
atenuados com o aumento da secção.
5.1.5. Elementos cruciformes
Foram preparados trinta elementos cruciformes para teste divididos em 3 grupos, cada
um caracterizado pelo tipo de soldadura empregue (GMAW, SMAW e OFW) e constituído por
cinco (5) provetes de ø16 com estribos ø8 e cinco (5) provetes de ø24 com estribos ø12;
tendo os varões 600mm e os estribos 150mm de comprimento, de acordo com o esquema
simplificado apresentado na figura 45.
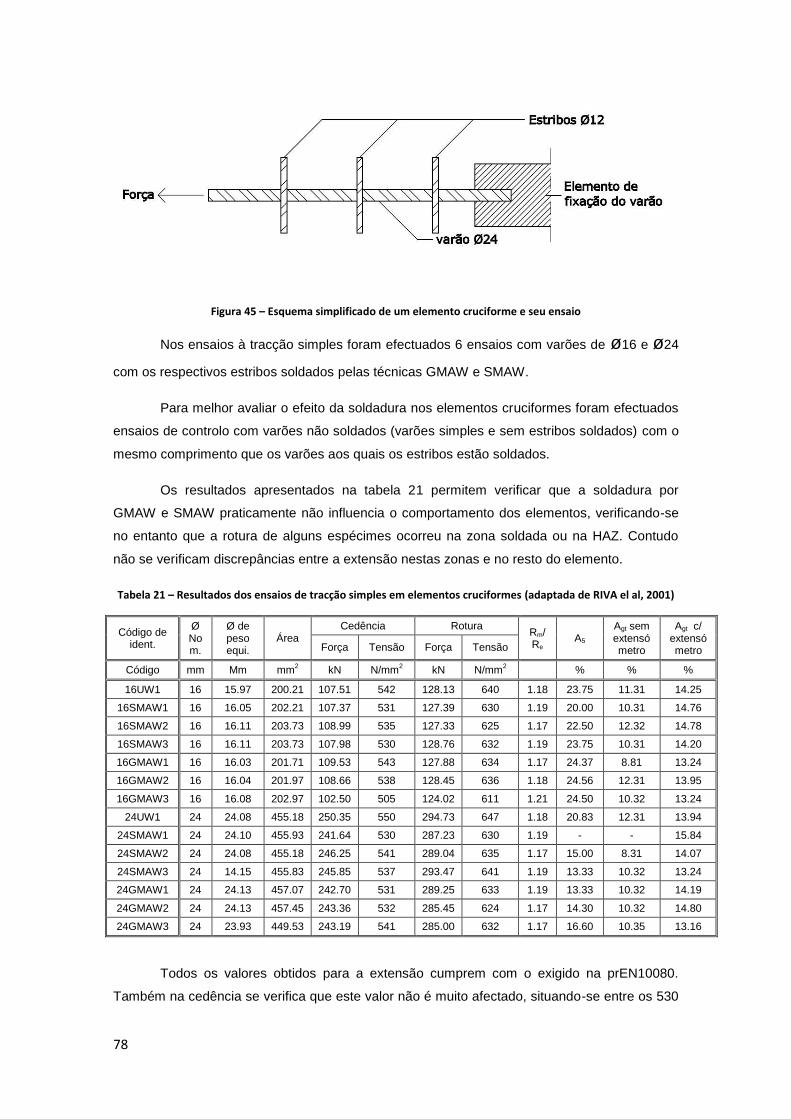
78
Figura 45 – Esquema simplificado de um elemento cruciforme e seu ensaio
Nos ensaios à tracção simples foram efectuados 6 ensaios com varões de ø16 e ø24
com os respectivos estribos soldados pelas técnicas GMAW e SMAW.
Para melhor avaliar o efeito da soldadura nos elementos cruciformes foram efectuados
ensaios de controlo com varões não soldados (varões simples e sem estribos soldados) com o
mesmo comprimento que os varões aos quais os estribos estão soldados.
Os resultados apresentados na tabela 21 permitem verificar que a soldadura por
GMAW e SMAW praticamente não influencia o comportamento dos elementos, verificando-se
no entanto que a rotura de alguns espécimes ocorreu na zona soldada ou na HAZ. Contudo
não se verificam discrepâncias entre a extensão nestas zonas e no resto do elemento.
Tabela 21 – Resultados dos ensaios de tracção simples em elementos cruciformes (adaptada de RIVA el al, 2001)
Código de ident.
Ø Nom.
Ø de peso equi.
Área Cedência Rotura
Rm/Re
A5 Agt sem extensómetro
Agt c/ extensómetro Força Tensão Força Tensão
Código mm Mm mm2 kN N/mm
2 kN N/mm
2 % % %
16UW1 16 15.97 200.21 107.51 542 128.13 640 1.18 23.75 11.31 14.25
16SMAW1 16 16.05 202.21 107.37 531 127.39 630 1.19 20.00 10.31 14.76
16SMAW2 16 16.11 203.73 108.99 535 127.33 625 1.17 22.50 12.32 14.78
16SMAW3 16 16.11 203.73 107.98 530 128.76 632 1.19 23.75 10.31 14.20
16GMAW1 16 16.03 201.71 109.53 543 127.88 634 1.17 24.37 8.81 13.24
16GMAW2 16 16.04 201.97 108.66 538 128.45 636 1.18 24.56 12.31 13.95
16GMAW3 16 16.08 202.97 102.50 505 124.02 611 1.21 24.50 10.32 13.24
24UW1 24 24.08 455.18 250.35 550 294.73 647 1.18 20.83 12.31 13.94
24SMAW1 24 24.10 455.93 241.64 530 287.23 630 1.19 - - 15.84
24SMAW2 24 24.08 455.18 246.25 541 289.04 635 1.17 15.00 8.31 14.07
24SMAW3 24 14.15 455.83 245.85 537 293.47 641 1.19 13.33 10.32 13.24
24GMAW1 24 24.13 457.07 242.70 531 289.25 633 1.19 13.33 10.32 14.19
24GMAW2 24 24.13 457.45 243.36 532 285.45 624 1.17 14.30 10.32 14.80
24GMAW3 24 23.93 449.53 243.19 541 285.00 632 1.17 16.60 10.35 13.16
Todos os valores obtidos para a extensão cumprem com o exigido na prEN10080.
Também na cedência se verifica que este valor não é muito afectado, situando-se entre os 530
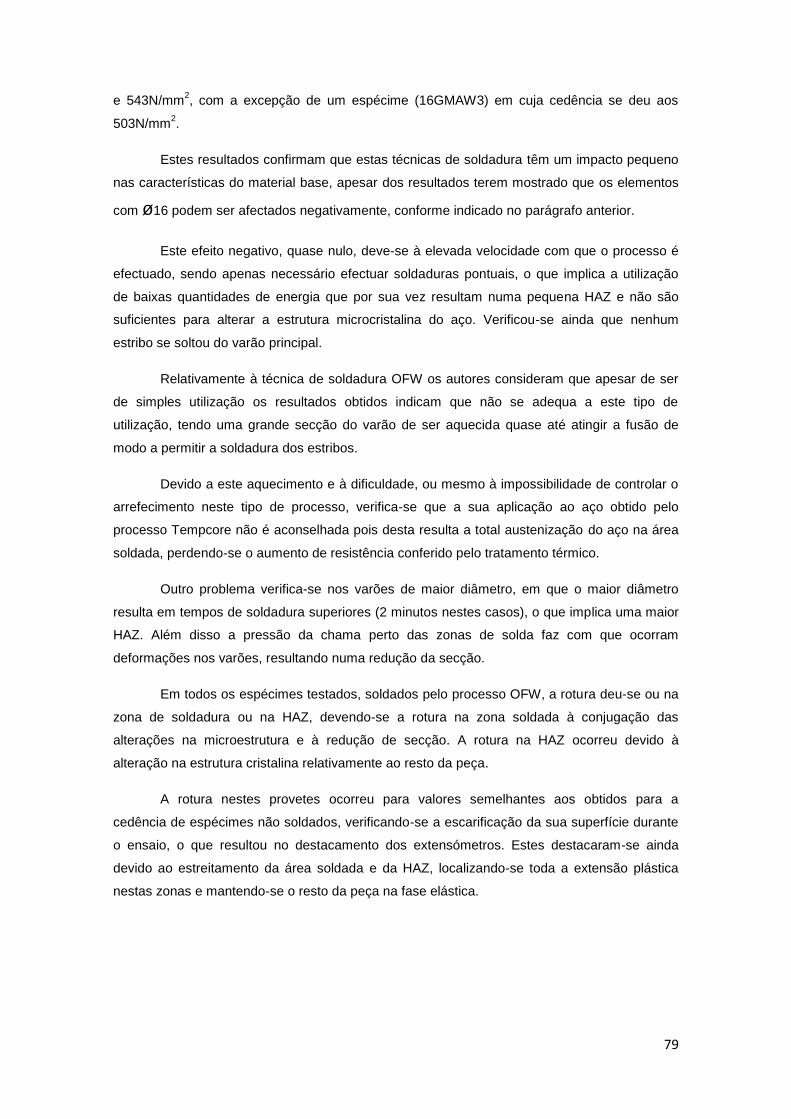
79
e 543N/mm2, com a excepção de um espécime (16GMAW3) em cuja cedência se deu aos
503N/mm2.
Estes resultados confirmam que estas técnicas de soldadura têm um impacto pequeno
nas características do material base, apesar dos resultados terem mostrado que os elementos
com ø16 podem ser afectados negativamente, conforme indicado no parágrafo anterior.
Este efeito negativo, quase nulo, deve-se à elevada velocidade com que o processo é
efectuado, sendo apenas necessário efectuar soldaduras pontuais, o que implica a utilização
de baixas quantidades de energia que por sua vez resultam numa pequena HAZ e não são
suficientes para alterar a estrutura microcristalina do aço. Verificou-se ainda que nenhum
estribo se soltou do varão principal.
Relativamente à técnica de soldadura OFW os autores consideram que apesar de ser
de simples utilização os resultados obtidos indicam que não se adequa a este tipo de
utilização, tendo uma grande secção do varão de ser aquecida quase até atingir a fusão de
modo a permitir a soldadura dos estribos.
Devido a este aquecimento e à dificuldade, ou mesmo à impossibilidade de controlar o
arrefecimento neste tipo de processo, verifica-se que a sua aplicação ao aço obtido pelo
processo Tempcore não é aconselhada pois desta resulta a total austenização do aço na área
soldada, perdendo-se o aumento de resistência conferido pelo tratamento térmico.
Outro problema verifica-se nos varões de maior diâmetro, em que o maior diâmetro
resulta em tempos de soldadura superiores (2 minutos nestes casos), o que implica uma maior
HAZ. Além disso a pressão da chama perto das zonas de solda faz com que ocorram
deformações nos varões, resultando numa redução da secção.
Em todos os espécimes testados, soldados pelo processo OFW, a rotura deu-se ou na
zona de soldadura ou na HAZ, devendo-se a rotura na zona soldada à conjugação das
alterações na microestrutura e à redução de secção. A rotura na HAZ ocorreu devido à
alteração na estrutura cristalina relativamente ao resto da peça.
A rotura nestes provetes ocorreu para valores semelhantes aos obtidos para a
cedência de espécimes não soldados, verificando-se a escarificação da sua superfície durante
o ensaio, o que resultou no destacamento dos extensómetros. Estes destacaram-se ainda
devido ao estreitamento da área soldada e da HAZ, localizando-se toda a extensão plástica
nestas zonas e mantendo-se o resto da peça na fase elástica.

80
Figura 46 – Comparação dos diagramas tensão-extensão entre um provete de ø16 não soldado e um provete cruciforme de ø16 soldado por OFW (RIVA el al, 2001)
Relativamente aos ensaios de resistência à fadiga em elementos cruciformes
apresentados na tabela 22, observa-se para os espécimes soldados pelos processos GMAW
ou SMAW, uma inconsistência relativamente ao número de ciclos a que resistem, variando
entre 36 e 53 ciclos para espécimes de ø16 e entre 37 e 50 para espécimes de ø24.
Tabela 22 – Resultados dos ensaios de resistência à fadiga em elementos cruciformes (adaptada de RIVA el al, 2001)
Código de ident. Ø
(mm) F (Hz)
L0 (mm)
Amplitude (mm) Força máx (kN) n.º Ciclos
16UM1LCF 16 1 96 1.92 111 31
16UW2LCF 16 1 96 1.92 116 42
16OFW1LCF 16 1 96 1.92 104 17
16OFW2LFC 16 1 96 1.92 105.5 17
16SMAW1LCF 16 1 96 1.92 115 36
16SMAW2LCF 16 1 96 1.92 112 44
16SMAW3LCFD 16 1 96 1.92 120 42
16SMAW4LCFD 16 1 96 1.92 121 47
16SMAW5LCFD 16 1 96 1.92 117 51
16GMAW1LCF 16 1 96 1.92 116.5 53
16GMAW2LCF 16 1 96 1.92 116 36
16GMAW3LCFD 16 1 96 1.92 117 40
16GMAW4LCFD 16 1 96 1.92 119 43
16GMAW5LCFD 16 1 96 1.92 119 38
24UW1LCF 24 1 144 2.88 270 37
24UW2LCF 24 1 144 2.88 273 28
24OFW1LCF 24 1 144 2.88 258 8
24OFW2LCF 24 1 144 2.88 255 11
24SMAW1LCFD 24 1 144 2.88 275 48
24SMAW2LCF 24 1 144 2.88 280 43
24SMAW3LCFD 24 1 144 2.88 268 46
24SMAW4LCFD 24 1 144 2.88 265 46
24SMAW5LCFD 24 1 144 2.88 266 37
24GMAW1LCF 24 1 144 2.88 279 37
24GMAW2LCF 24 1 144 2.88 282 50
24GMAW3LCFD 24 1 144 2.88 259 34
24GMAW4LCFD 24 1 144 2.88 262 43
24GMAW5LCFD 24 1 144 2.88 263 52

81
Verifica-se contudo que o pior resultado para os espécimes de maior diâmetro é igual
ao melhor resultado obtido para os espécimes de referência e que para os espécimes de
menor diâmetro o pior resultado é superior ao pior resultado dos espécimes de controlo.
Relativamente à tensão máxima a que os espécimes resistem, não foi observada
nenhuma alteração significativa devida ao processo de soldadura, situando-se os valores desta
característica dentro de um intervalo inferior a 5%.
Verifica-se, tal como nos ensaios de tracção simples, que o processo OFW não deve
ser utilizado para soldar aço Tempcore.
Figura 47 – Comparação da resistência à fadiga de espécimes não soldados e espécimes cruciformes soldados por
OFW: a) ø16; b) ø24 (RIVA el al, 2001)
5.1.6. Conclusões
A resistência dos varões soldados topo-a-topo pelo processo SMAW é
semelhante à dos varões não soldados, enquanto que a ductilidade, medida
por Agt, é geralmente inferior;
Ligações topo-a-topo são mais adequadas para varões de maior diâmetro que
para varões de pequeno diâmetro pois nestes últimos as propriedades do
material base podem ser excessivamente alteradas;
Os resultados dos ensaios de resistência à fadiga em varões soldados topo-a-
topo revelam uma redução na sua ductilidade devido ao processo de
soldadura, sendo os seus resultados consistentemente inferiores aos obtidos

82
para varões não soldados. Isto suporta a necessidade de definir um
procedimento de teste cíclico adequado à resistência à fadiga de ligações
soldadas antes que esta possa ser aplicada em zonas sísmicas.
Os testes em elementos cruciformes demonstraram que os estribos podem ser
soldados de modo seguro aos varões longitudinais desde que a soldadura seja
pontual e efectuada pelas técnicas GMAW ou SMAW. Os resultados mostram
que as propriedades dos varões longitudinais são mantidas, nomeadamente a
tensão de cedência, tensão de rotura e ductilidade, mesmo após o
destacamento do estribo devido à rotura da soldadura.
Assim conclui-se que em regiões sísmicas não devem ser executadas soldaduras topo-
a-topo para ligar varões em áreas em que se possa formar uma rótula plástica, pelo menos até
que seja estipulado um procedimento de teste adequado, enquanto que soldaduras pontuais
entre varões longitudinais e estribos podem ser efectuadas em segurança desde que
devidamente executadas.
5.2. Comportamento de elementos corroídos
5.2.1. Introdução
Relativamente ao problema do comportamento do aço tempcore quando corroído foram
seleccionados dois artigos considerados importantes, nomeadamente:
Tensile behavior of corroded reinforcing steel bars BSt500s , de Apostolopoulos,
Ch. Alk. et al, 2005;
Mechanical behavior of corroded reinforcing steel bars S500s tempcore under
low cycle fatigue, também de Apostolopoulos, Ch. Alk., 2006.
Ambos estes artigos tiveram o mesmo autor principal (único no caso do segundo
artigo), tendo sido empregue o mesmo método de corrosão acelerada o que permite analisá-los
em conjunto.
Estes dois artigos partem da necessidade de caracterizar o comportamento do aço
Tempcore S500s produzido na Grécia quando este sofre corrosão. Actualmente os custos
envolvidos na reparação e reforço de estruturas de betão devido à corrosão do aço estrutural
atinge valores bastante significativos (custo anual de reparação de estruturas em betão na rede
rodoviária nos Estados Unidos – 20 mil milhões de USD; equivalente para reparação de pontes
de betão em Inglaterra e no Pais de Gales – 615 milhões de GBP) (APOSTOLOPOULOS,
2007).

83
O segundo artigo tem ainda como objectivo caracterizar o efeito da corrosão no aço
quando este é sujeito a acções semelhantes à que este é submetido quando um sismo actua
sobre estruturas de betão armado.
A descoberta de edifícios em serviço nos quais varões de aço apresentam uma perda
de massa de até 18% devido à corrosão (APOSTOLOPOULOS et al, 2005) e a publicação do
artigo MPATIS et al, 1999, citado por APOSTOLOPOULOS, 2007, no qual é provado que este
tipo de aço sofre uma maior redução de massa devido à corrosão do que os aços S400, S220
e S500 com Vanádio, conforme se pode observar na figura 48, tornam imperativa a correcta
caracterização do comportamento do aço quando corroído.
Figura 48 – Ritmo de corrosão entre vários tipos de varões de aço (adaptada de MPATIS et al, 1999)
5.2.2. Processo experimental
Para os ensaios de tracção simples foram utilizados provetes com 8mm de diâmetro e
230mm de comprimento, com comprimento livre de 120mm. Para o segundo estudo e para
ensaios de resistência à fadiga foram utilizados provetes com 12mm de diâmetro e 172mm de
comprimento e um comprimento livre de 72mm. Ainda para este estudo foram cortados doze
espécimes com 300mm de comprimento (180mm de comprimento livre) para ensaios de
tracção simples.
De modo a obter um processo de corrosão acelerado e com velocidade controlada foi
seguido o especificado em ASTM B117-94, utilizando um equipamento específico (SF 450
fabricado por Cand W. Specialist Equipment Ltd).
A corrosão do aço é provocada pelo ataque de uma solução salina preparada
dissolvendo 5 partes, em massa, de cloreto de sódio em 95 partes de água destilada. A
dissolução é feita a 35ºC, resultando numa solução que a 25ºC apresenta valores de pH entre
6.5 e 7.2.

84
A temperatura na câmara de oxidação acelerada (onde o aço é pulverizado com a
solução salina) foi mantida a 35ºC +1.1-1.7ºC. Após o fim da exposição dos provetes à solução
salina, estes foram lavados com água corrente, removendo os depósitos de sal da sua
superfície e depois secos.
Para avaliar a comportamento do aço com diversos níveis de corrosão foram
escolhidos tempos de exposição muito semelhantes para os dois trabalhos. No primeiro,
referente ao comportamento em tracção do aço os períodos de exposição são 10, 20, 30, 40,
60 e 90 dias. Para o estudo da resistência à fadiga a única diferença é a eliminação do período
de 40 dias, sendo este substituído por 45 dias de exposição à solução salina.
Nos espécimes utilizados no segundo artigo, após a limpeza dos mesmos, estes foram
alvo da remoção da camada superficial oxidada de acordo com a especificação ASTM G1,
sendo o seu comprimento e peso medidos, procedendo-se de seguida à determinação da área
efectiva da secção (As), calculada utilizando a forma indicada na DIN 488:
em que é o peso e o comprimento do espécime.
Tabela 23 – Lista de provetes e ensaios de tracção simples a provetes de aço Tempcore S500s com 8mm de diâmetro (adaptada de APOSTOLOPOULOS et al, 2005)
Série de ensaios
Descrição da série de ensaios Duração da exposição antes do ensaio
Número de ensaios realizados
1 Ensaio de tracção em provetes de controlo não corroídos Nenhuma 4
2 Ensaios de tracção em provetes corroídos Corrosão acelerada durante 10 dias 3
3 Ensaios de tracção em provetes corroídos Corrosão acelerada durante 20 dias 3
4 Ensaios de tracção em provetes corroídos Corrosão acelerada durante 30 dias 3
5 Ensaios de tracção em provetes corroídos Corrosão acelerada durante 40 dias 3
6 Ensaios de tracção em provetes corroídos Corrosão acelerada durante 60 dias 3
7 Ensaios de tracção em provetes corroídos Corrosão acelerada durante 90 dias 3
Tabela 24 – Lista de provetes e ensaios realizados a provetes de aço Tempcore S500s com 12mm de diâmetro (adaptada de APOSTOLOPOULOS, 2007)
Duração da exposição antes do ensaio
Número de ensaios de resistência à fadiga realizados Número de ensaios à tracção simples realizados
ε=±1% ε=±2,5% ε=±4%
Nenhuma 3 3 3 3
10 Dias 3 3 3 3
20 Dias 3 3 3 -
30 Dias 3 3 3 -
45 Dias 3 3 3 3
60 Dias 3 3 3 -
90 Dias 3 3 3 3

85
5.2.3. Comportamento à tracção simples de varões corroídos
5.2.3.1. Ensaios
Com o objectivo de determinar a evolução do comportamento do aço à tracção com o
avanço da corrosão, APOSTOLOPOULOS et al, 2005 efectuou os ensaios de acordo com a
especificação DIN 488, sendo estes efectuados por um equipamento hidráulico MTS 250 KN a
um ritmo de deformação de 2mm/min, tendo sido determinadas as seguintes características:
tensão de cedência Rp, tensão de rotura Rm, extensão na rotura εu e densidade energética W0
(a área abaixo do diagrama tensão-extensão).
Conforme esperado a intensidade da corrosão aumenta com o tempo de exposição à
pulverização por solução salina, formando-se uma camada de óxido que resulta no aumento da
secção dos provetes. Após a remoção desta camada, seguindo o especificado em ASTM
G1-90, observa-se que após apenas 10 dias de exposição a superfície dos espécimes
apresenta cavidades (pitting) como se pode observar na figura 49, danos estes que aumentam
com o tempo de exposição.
Figura 49 – Imagens ampliadas (x35) de (a) espécime não corroído e (b) espécime exposto a pulverização de solução salina durante 10 dias (APOSTOLOPOULOS et al, 2005)
A produção desta camada de óxido está associada a uma considerável perda de
massa por parte do provete, sendo esta perda relacionada com o tempo de exposição à
corrosão acelerada pela figura 50.
Apostolopoulos et al, 2005, referem não existir um método que permita relacionar
directamente o tempo da corrosão acelerada obtida em laboratório com a ocorrente de modo
natural, salientando-se no entanto a existência de património construído com uma significativa
redução de massa devido à corrosão.
Como exemplo é indicado um edifício construído numa zona costeira na Grécia em
1978 e que apresenta elementos em que a perda de massa dos varões de aço chega aos 18%,
o que equivale a 44,5 dias de exposição acelerada à corrosão conforme efectuada neste

86
ensaio. Este exemplo permite considerar que de exposições a corrosão acelerada de 40 dias
se obtêm resultados credíveis na simulação dos efeitos da corrosão natural.
Figura 50 – Evolução da massa dos provetes com o tempo de exposição à pulverização da solução salina (adaptada de APOSTOLOPOULOS et al, 2005)
Considerando uniforme a formação da camada de óxido em redor dos espécimes
resulta também uma perda de massa uniforme. Assim é possível utilizar os dados da figura 50
para calcular a redução do diâmetro nominal ( dos provetes com o aumento do tempo de
exposição a corrosão acelerada; sendo este calculado da seguinte forma:
em que é a perda de massa expressa em percentagem e o diâmetro nominal do provete
não corroído (8mm), estando os resultados expressos na tabela 25.
Tabela 25 – Valores nominais dos diâmetros dos espécimes após exposição a corrosão acelerada (adaptada de APOSTOLOPOULOS et al, 2005)
Duração da exposição a corrosão acelerada 0 10 20 30 40 60 90
Diâmetro (mm) 8 7.98 7.83 7.64 7.29 6.97 6.62
5.2.3.2. Resultados
Para uma melhor caracterização do comportamento do aço o autor decidiu apresentar
os resultados de dois modos diferentes. Primeiro apresenta os resultados considerados
“aparentes” em que os valores das tensões de cedência e rotura são calculados considerando
que a secção dos varões se mantém e de seguida apresentam-se os resultados “efectivos” ou
reais, que entram em conta com a redução da secção dos varões.

87
Esta distinção permite a comparação dos valores aparentes com os valores de cálculo
e os valores efectivos permitem avaliar a deterioração das propriedades mecânicas do
material.
Nas figuras 51 e 52 e na Tabela 26 são apresentados os resultados dos ensaios de
tracção simples. Os dados identificados com o sub índice “eff” correspondem aos valores
calculados tendo em conta a redução de secção, identificando o sub índice “app” os resultados
obtidos ignorando esta redução.
Figura 51 – Evolução da tensão de cedência com o tempo de exposição (adaptada de APOSTOLOPOULOS et al, 2005)
Figura 52 – Evolução da tensão de rotura com o tempo de exposição (adaptada de APOSTOLOPOULOS et al, 2005)

88
Tabela 26 – Degradação das propriedades do aço com o tempo de exposição (adaptada de APOSTOLOPOULOS et al, 2005)
Duração da exposição a corrosão acelerada
0 10 20 30 40 60 90
Tensão de cedência real (MPa) 585,2 568,3 564,7 531,8 513,0 422,8 422,1
Tensão de cedência aparente (MPa) 578,4 558,2 534,6 480,2 421,3 318,6 284,9
Tensão de rotura real (MPa) 696,8 658,3 652,0 638,5 591,3 550,2 551,6
Tensão de rotura aparente (MPa) 688,6 646,6 617,3 576,6 485,7 414,5 372,6
Extensão na rotura (%) 18,7 17,5 14,0 12,5 12,0 9,0 8,2
Densidade energética (N/mm2) 122,2 109,9 84,0 74,5 65,5 48,9 43,2
Conforme se pode observar pelas Figura 51 e 52, após 32 e 27 dias de exposição a
corrosão acelerada deixaram de ser cumpridas as exigências relativas às tensões de cedência
e rotura respectivamente.
Verifica-se ainda uma redução mais moderada das características do metal, redução
esta que mesmo assim representa um problema para a integridade de edifícios antigos em
betão armado, observando-se que após cerca de 40 dias de exposição acelerada à corrosão, o
material apresenta uma resistência inferior à utilizada no processo de cálculo.
Além de uma redução nas tensões de cedência e rotura, verifica-se também um efeito
negativo na ductilidade dos varões, diminuindo a extensão na rotura e a capacidade de
absorção de energia com o aumento da corrosão, conforme se observa nas figuras 53 e 54.
Figura 53 – Efeito da duração da exposição a corrosão acelerada na extensão na rotura (adaptada de APOSTOLOPOULOS et al, 2005)
Conforme se verifica na figura 53, a partir de 35 dias de exposição acelerada à
corrosão os provetes deixaram de verificar o exigido legalmente em relação à extensão na
rotura (≥12%); resultando isto numa redução dramática da ductilidade do material, o que pode
por em risco os edifícios quando sobre eles actua um sismo.

89
Figura 54 - Efeito da duração da exposição a corrosão acelerada na densidade energética dos provetes (adaptada de APOSTOLOPOULOS et al, 2005)
5.2.3.3. Conclusões
A exposição de varões de aço S500s Tempcore à pulverização de uma solução salina
resulta numa redução significativa da sua massa, aumentando esta redução com o
aumento do tempo de exposição. Tempos de exposição de 40 dias ou superiores são
realistas para simular corrosão natural em edifícios antigos em áreas costeiras;
O efeito da solução salina nas propriedades mecânicas deste aço é moderado. No
entanto, quanto associada à redução de massa considerável, a resistência dos
elementos é de tal modo reduzida que a utilização de coeficientes de segurança em
projecto não garante que os elementos resistam às acções a que é sujeito;
O efeito da exposição à solução salina tem grande influência na ductilidade dos varões,
verificando-se que para exposições superiores a 35 dias não é cumprida a exigência
legal relativa à extensão na rotura, obtendo-se valores inferiores a εu=12%;
Os métodos actuais de cálculo de estruturas em betão armado não têm em conta a
degradação significativa das propriedades do aço devido à acumulação de danos
associados à corrosão. Apesar de aparentemente ser necessário rever os métodos de
cálculo para acomodar este facto, é necessária uma investigação mais exaustiva de
modo a ser possível estabelecer as recomendações adequadas para tal revisão.
5.2.4. Comportamento à fadiga de varões corroídos
5.2.4.1. Ensaios
No artigo relativo à resistência à fadiga de elementos corroídos (APOSTOLOPOULOS,
2007), os ensaios foram executados a temperatura ambiente, recorrendo a um equipamento de
ensaios MTS 250 KN, sendo todos os resultados sido registados automaticamente por um
computador.

90
Foram efectuados ensaios de tracção simples em três provetes para cada período de
exposição selecionado e três ensaios de resistência à fadiga para cada combinação de tempo
de exposição e extensão aplicadas, sendo aplicadas extensões de ±1%, ±2.5% e ±4%, num
total de 63 ensaios de resistência à acção cíclica (tabela 24).
5.2.4.2. Resultados
Relativamente aos ensaios de tracção simples obtiveram-se resultados condizentes
com as conclusões e observações discutidas no §5.2.3..
Tal como em APOSTOLOPOULOS et al, 2005, neste trabalho observou-se uma perda
de massa significativa (superior a 10%), resultando numa redução da secção dos provetes
conforme se pode observar na figura 55.
Figura 55 – Redução da massa e do diâmetro dos provetes (adaptada de APOSTOLOPOULOS, 2007)
Na tabela 27 apresentam-se os dados que permitem obter a figura 55, relacionando-se
o tempo de exposição a corrosão acelerada com a massa perdida e o diâmetro resultante
desta perda de massa.
Tabela 27 – Relação entre a percentagem de perda de massa e valores nominais de diâmetro com o tempo de exposição a corrosão acelerada por vaporização de solução salina (adaptada de APOSTOLOPOULOS, 2007)
Tempo de exposição (Dias) 0 10 20 30 45 60 90
Massa perdida (%) 0 1,35 2 3,03 4,89 6,65 10,4
Diâmetro (mm) 12 11,92 11,88 11,82 11,70 11,59 11,36
Com estas reduções seria de esperar que a resistência dos provetes à acção cíclica
decrescesse. Isto observou-se de facto, conforme se pode constatar na figura 56,
apresentando os diagramas referentes aos elementos corroídos uma maior dispersão de
resultados do que os diagramas referentes a elementos não corroídos.

91
Figura 56 – Comparação de diagramas de resistência à acção cíclica entre provetes não corroídos (a, c, e) e provetes expostos a corrosão acelerada por 90 dias (b, d, f) para os três valores de extensão utilizados (adaptada
de APOSTOLOPOULOS, 2007)
Uma característica medida é a densidade de energia dissipada, sendo esta obtida
através da soma das áreas formadas entre cada arco de histerese, sendo esta propriedade um
modo de avaliar a capacidade do material de absorver energia durante um sismo.
Não foram utilizados dispositivos que impedissem a encurvadura dos provetes,
resultando que estes apresentem uma deformação bastante significativa após a rotura,
deformação esta que é tanto maior quanto maior a extensão a que o provete é sujeito durante
o ensaio, tal como se observa na figura 57.

92
Figura 57 – Deformação causada pela acção cíclica em elementos de aço corroídos (APOSTOLOPOULOS, 2007)
Figura 58 – Capacidade de absorver energia após cada ciclo com ε=±1% (adaptada de APOSTOLOPOULOS, 2007)
Figura 59 - Capacidade de absorver energia após cada ciclo com ε=±2.5% (adaptada de APOSTOLOPOULOS, 2007)

93
Figura 60 - Capacidade de absorver energia após cada ciclo com ε=±4% (adaptada de APOSTOLOPOULOS, 2007)
Conforme se observa nas figuras 58, 59 e 60, com o aumento do tempo de exposição à
solução salina, a capacidade que os varões têm de absorver energia decresce
significativamente. Este resultado era esperado face ao que se obteve nos ensaios de tracção
simples.
Figura 61 – Efeito da corrosão na capacidade de dissipação total de energia para os vários deslocamentos aplicados (adaptada de APOSTOLOPOULOS, 2007)
Conforme se vê pelo gráfico da figura 61, com o aumento do tempo de exposição à
corrosão acelerada a capacidade de dissipação de energia dos varões decresce, verificando-se
que esta variação apresenta uma expressão muito maior para pequenas amplitudes de
deslocamento (ε=±1%) do que para maiores amplitudes.
Outro factor importante é o número de ciclos a que os elementos resistem até atingirem
a rotura. Verifica-se, tal como na capacidade de dissipação de energia, que o avanço da
corrosão tem um maior efeito quando os provetes são sujeitos a ciclos de pequena amplitude
(redução superior a 50% no tempo de vida útil de serviço para provetes com exposição de 90

94
dias com ε=±1%), sendo que para maiores amplitudes (ε=±2.5% e ε=±4%) esta redução é
inferior a 20%, tal como podemos observar pela tabela 28 e figura 62.
Tabela 28 – Ciclos até à rotura (adaptada de APOSTOLOPOULOS, 2007)
Duração da exposição corrosão acelerada
ε=±1% ε=±2,5% ε=±4%
Ciclos Desvio padrão Ciclos Desvio padrão Ciclos Desvio padrão
Não corroído 529 10,71 28 1,63 10 1,70
10 Dias 429 73,25 27 1,70 9 2,49
20 Dias 414 73,83 27 0,47 9 0,82
30 Dias 403 23,34 27 3,16 9 0,82
45 Dias 335 45,22 26 1,89 9 0,47
60 Dias 317 38,26 25 7,76 8 1,63
90 Dias 263 23,75 23 2,87 8 2,16
Figura 62 – Efeito da corrosão no número de ciclos até rotura para as várias amplitudes de deslocamento
(adaptada de APOSTOLOPOULOS, 2007)
De modo a melhor compreender os efeitos que a corrosão teria no aço utilizado numa
estrutura de betão armado estabelece-se um limite de 80% da força máxima do material não
corroído, observando-se então pela figura 63 e na tabela 29 que o número de ciclos a que o
material resiste reduz drasticamente. De referir ainda que caso se considere que o número de
ciclos a que o aço resiste não é afectado pela corrosão, tal como se verifica nos regulamentos
actuais, a rotura poderá ocorrer mais cedo do que o esperado.
Tabela 29 – Ciclos até a resistência ser inferior a 80% do valor máximo (adaptada de APOSTOLOPOULOS, 2007)
Duração da exposição corrosão acelerada
Extensão
ε=±1% ε=±2,5% ε=±4%
Não corroído 457 23 7
10 Dias 280 22 6
20 Dias 207 20 6
30 Dias 108 16 5
45 Dias 81 13 5
60 Dias 64 13 4
90 Dias 10 8 3
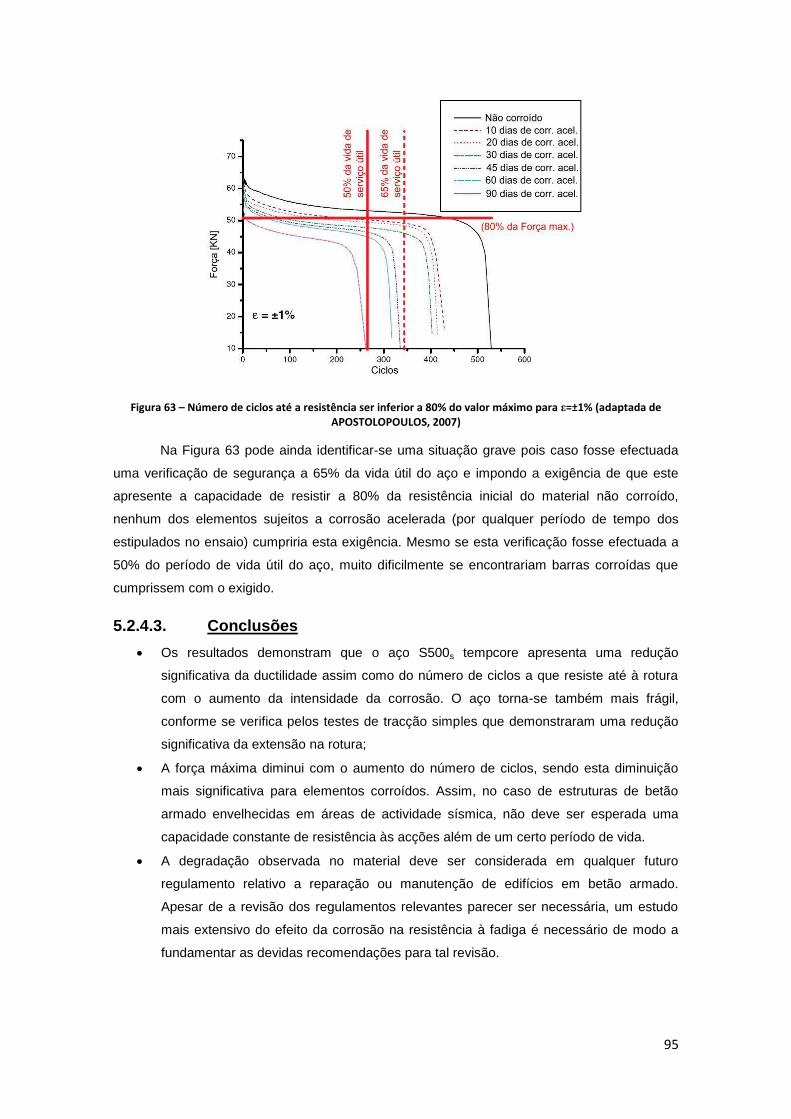
95
Figura 63 – Número de ciclos até a resistência ser inferior a 80% do valor máximo para ε=±1% (adaptada de APOSTOLOPOULOS, 2007)
Na Figura 63 pode ainda identificar-se uma situação grave pois caso fosse efectuada
uma verificação de segurança a 65% da vida útil do aço e impondo a exigência de que este
apresente a capacidade de resistir a 80% da resistência inicial do material não corroído,
nenhum dos elementos sujeitos a corrosão acelerada (por qualquer período de tempo dos
estipulados no ensaio) cumpriria esta exigência. Mesmo se esta verificação fosse efectuada a
50% do período de vida útil do aço, muito dificilmente se encontrariam barras corroídas que
cumprissem com o exigido.
5.2.4.3. Conclusões
Os resultados demonstram que o aço S500s tempcore apresenta uma redução
significativa da ductilidade assim como do número de ciclos a que resiste até à rotura
com o aumento da intensidade da corrosão. O aço torna-se também mais frágil,
conforme se verifica pelos testes de tracção simples que demonstraram uma redução
significativa da extensão na rotura;
A força máxima diminui com o aumento do número de ciclos, sendo esta diminuição
mais significativa para elementos corroídos. Assim, no caso de estruturas de betão
armado envelhecidas em áreas de actividade sísmica, não deve ser esperada uma
capacidade constante de resistência às acções além de um certo período de vida.
A degradação observada no material deve ser considerada em qualquer futuro
regulamento relativo a reparação ou manutenção de edifícios em betão armado.
Apesar de a revisão dos regulamentos relevantes parecer ser necessária, um estudo
mais extensivo do efeito da corrosão na resistência à fadiga é necessário de modo a
fundamentar as devidas recomendações para tal revisão.

96
6. Caracterização experimental do aço Tempcore
6.1. Introdução
Conforme já foi referido neste texto, os varões de aço Tempcore apresentam uma
secção heterogénea em termos de estrutura cristalina (figura 19). Simplificadamente
apresentam uma camada exterior em martensite e o interior em ferrite, possuindo estas duas
estruturas cristalinas diferentes propriedades mecânicas.
Este estudo tem como objectivo caracterizar o comportamento do varão de aço
Tempcore quando a sua camada exterior é desgastada por acção da corrosão.
Para simular o efeito da corrosão e para obter um controlo mais rigoroso da secção dos
provetes desgastou-se a sua camada superficial em várias profundidades, com recurso a um
torno.
Utilizando esta forma de simular o efeito da corrosão foi possível executar o processo
experimental de um modo mais expedito do que caso se tentasse promover a corrosão
acelerada como foi referida no §5.2. Esta solução permitiu ainda um maior controlo da redução
de secção, desgastando os provetes uniformemente, o que não acontece com a corrosão, que
apresenta diferentes intensidades em locais distinto dos varões.
6.2. Ensaios experimentais
Para estes ensaios foram recolhidas pontas de varões de aço A500 NR SD (de acordo
com as suas marcações) de estaleiros de obras em curso, tendo sido a partir destas cortados 6
provetes com 20mm de diâmetro e 6 provetes com 16mm de diâmetro, todos eles com 300mm
de comprimento.
Este estudo pretende simular o efeito que a redução da secção por acção da corrosão
tem no comportamento dos varões de aço Tempcore. Para tal utilizou-se um torno para
desgastar artificialmente a superfície dos provetes ao longo de um comprimento 100mm
localizado a meio de cada peça, obtendo-se provetes com as características apresentadas na
tabela 30.

97
Tabela 30 – Características geométricas dos provetes ensaiados
Provete ø nominal
(mm) ø (mm) Área (mm
2)
P1 20 19,8 307,9
P2 20 19,6 301,7
P3 20 18,0 254,5
P4 20 17,9 251,7
P5 20 16,0 201,1
P6 20 15,7 193,6
P7 16 15,1 179,1
P8 16 14,9 174,4
P9 16 13,9 151,8
P10 16 13,9 151,8
P11 16 12,0 113,1
P12 16 12,0 113,1
Figura 64 – Provetes P1 a P6
Figura 65 – Provetes P7 a P12
Nestes provetes foram feitas marcações com intervalos de 20mm de modo a permitir a
medição da extensão após a rotura, conforme se pode observar nas figuras 64 e 65.
Os ensaios foram efectuados no LERM do DECivil do IST com uma máquina universal
de ensaios de tracção modelo INSTRON Model 1343 e a aquisição de dados foi realizada

98
automaticamente com recurso a um data logger – Spider 8 HBM- ligado a um computador,
podendo estes equipamentos ser observados na figura 66.
Figura 66 – Máquina universal de ensaios de tracção e equipamento de aquisição e gravação de dados
Os ensaios de tracção foram conduzidos em controlo de deslocamento tendo sido
imposta uma velocidade de 0,20mm/s.
Foram registados os valores da força e do deslocamento do prato da máquina com
uma frequência de 20Hz.
Figura 67 – Ensaio de tracção de um varão

99
6.3. Resultados
Devido ao desgaste causado pelo torno, os provetes P3 a P6 e P9 a P12 possuem dois
tipos de secção transversal. Uma corresponde à secção inicial do varão e sem qualquer
desgaste e com as respectivas nervuras e a outra, que será a utilizada em todos os resultados,
corresponde à da região torneada.
Para efeitos de cálculo considera-se que nestes provetes a extensão ocorre, na
totalidade, dentro da região onde se deu o estrangulamento, sendo utilizada nos cálculos a
área correspondente à secção desta região.
Na tabela 31 apresentam-se os valores obtidos experimentalmente da tensão de
cedência, tensão máxima e extensão de rotura.
Tabela 31 – Resultados dos ensaios realizados
Provete Ø nominal
(mm)
Ø
(mm) Área (mm2)
Tensão de cedência (Mpa)
Tensão máxima (Mpa)
l5 (mm) ε5 (%)
P1 20 19,8 307,9 547,9 662,7 - -
P2 20 19,6 301,7 581,1 689,5 22,0 22,2
P3 20 18,0 254,5 537,4 656,6 22,9 23,4
P4 20 17,9 251,7 558,8 676,5 22,6 25,1
P5 20 16,0 201,1 488,3 617,3 22,1 24,7
P6 20 15,7 193,6 470,1 615,0 20,8 26,0
P7 16 15,1 179,1 593,2 715,7 22,3 28,4
P8 16 14,9 174,4 609,9 735,8 19,1 25,3
P9 16 13,9 151,8 511,0 639,8 19,6 26,3
P10 16 13,9 151,8 506,4 633,5 18,9 27,2
P11 16 12,0 113,1 479,6 617,7 14,5 20,9
P12 16 12,0 113,1 462,9 593,7 15,0 25,0
As grandezas l5 e ε5 apresentadas na tabela 31 representam a extensão em valor
absoluto e em percentagem respectivamente, medidas num comprimento igual a cinco (5)
diâmetros centrado na região de rotura.
Nas figuras 68 e 69 apresentam-se os diagramas força-deslocamento obtidos, estando
os provetes P1 a P6 (diâmetro inicial igual a 20mm) representados na figura 68 e os provetes
P7 a P12 (diâmetro inicial igual a 16mm) na figura 69.

100
Figura 68 – Diagrama força-deslocamento dos provetes P1 a P6
Figura 69 – Diagrama força-deslocamento dos provetes P7 a P12
0
50
100
150
200
250
0 5 10 15 20 25 30 35
Forç
a (K
N)
Deslocamento (mm)
P1
P2
P3
P4
P5
P6
0
20
40
60
80
100
120
140
0 5 10 15 20 25 30 35
Forç
a (K
N)
Deslocamento (mm)
P7
P8
P9
P10
P11
P12

101
Na figura 70 representam-se os diagramas tensão-extensão de todos os provetes por
forma a permitir a comparação do comportamento dos diferentes provetes.
Figura 70 – Diagrama tensão-extensão de todos os provetes ensaiados
De modo a facilitar a compreensão dos resultados e a sua discussão apresenta-se na
figura 71 os diagramas correspondentes aos provetes P1 a P6, ou seja, os que foram obtidos
de varões de aço com ø20, e na figura 72 os diagramas dos provetes P7 a P12, obtidos a partir
de varões com ø16.
Observando os diagramas e os resultados indicados na tabela 31 verifica-se uma
redução significativa das propriedades mecânicas, nomeadamente das tensões de cedência,
máxima e extensão na rotura com a redução do diâmetro dos provetes originais. Este facto era
espectável pois a redução do diâmetro implica o desgaste da camada superficial de martensite.
0
100
200
300
400
500
600
700
800
0 5 10 15 20 25
Ten
são
(M
Pa)
Extensão (%)
P1
P2
P3
P4
P5
P6
P7
P8
P9
P10
P11
P12

102
Figura 71 – Diagrama tensão-extensão dos provetes P1 a P6
Figura 72 – Diagrama tensão-extensão dos provetes P7 a P12
Para melhor poder analisar os dados, os resultados dos provetes foram agrupados em
pares, apresentando-se nas tabelas 32 e 33 uma comparação entre estes pares relativa à área,
carregamento e tensão de cedência e máximo.
0
100
200
300
400
500
600
700
800
0 5 10 15 20 25
Ten
são
(M
Pa)
Extensão (%)
P1
P2
P3
P4
P5
P6
0
100
200
300
400
500
600
700
800
900
0 5 10 15 20 25
Ten
são
(M
Pa)
Extensão (%)
P7
P8
P9
P10
P11
P12

103
Tabela 32 – Variação das propriedades mecânicas e geométricas dos provetes com diâmetro nominal de 20mm (P1 a P6)
P1/P2 P3/P4 P5/P6 Δ1 (%)
(P1/P2-P3/P4)
Δ2 (%)
(P3/P4-P5/P6)
Δ3 (%)
(P1/P2-P5/P6)
Ø (mm) 19,7 18,0 15,9 - - -
A (mm2) 304,8 253,1 197,3 -17,0 -22,0 -35,3
fy (KN) 172,0 138,7 94,6 -19,4 -31,8 -45,0
σy (MPa) 564,5 548,1 479,2 -2,9 -12,6 -15,1
fu (KN) 206,1 168,7 121,6 -18,1 -27,9 -41,0
σu (MPa) 676,1 666,5 616,1 -1,4 -7,6 -8,9
εu (%) 22,2 24.2 25,3 9,0 4,5 14,0
Tabela 33 – Variação das propriedades mecânicas e geométricas dos provetes com diâmetro nominal de 16mm (P7 a P12)
P7/P8 P9/P10 P11/P12 Δ1 (%)
(P7/P8-P9/P10)
Δ2 (%)
(P9/P10-P11/P12)
Δ3 (%)
(P7/P8-P11/P12)
Ø (mm) 15,0 13,9 12,0 - - -
A (mm2) 176,7 151,8 113,1 -14,1 -25,5 -36,0
fy (KN) 160,3 77,2 53,3 -27,4 -31,0 -49,9
σy (MPa) 601,6 508,7 471,2 -15,4 -7,4 -21,7
fu (KN) 128,2 96,6 68,5 -24,7 -29,1 -46,6
σu (MPa) 725,7 636,7 605,7 -12,3 -4,9 -16,5
εu (%) 26,8 26,8 22,9 0,0 -14,6 -14,6
Relativamente à tensão de cedência, analisando os resultados dos pares de provetes
P7/P8 e P9/P10, registou-se uma redução nesta característica superior a 15,4% (10,7% se for
tida em conta a área das nervuras), o que corresponde a uma redução da resistência em
termos de força máxima de 27,4% com a redução de apenas 14,1% da área da secção (18,7%
considerando nervuras).
Por seu lado, analisando os pares P1/P2 e P3/P4 existe uma ligeira redução em termos
médios da tensão de cedência, mas de apenas 2,9%, verificando-se mesmo um ligeiro
aumento caso se considere a área das nervuras, devendo-se este resultado a uma possível
maior profundidade da camada de martensite.
Nas figuras 73 e 74 representam-se graficamente o valor da força última (máxima) em
função da área da secção transversal dos provetes para as barras com um diâmetro inicial de
20mm e de 16mm respectivamente.

104
Figura 73 – Relação entre a força e a área para provetes cm diâmetro nominal de 20mm
Figura 74 - Relação entre a força e a área para provetes com diâmetro nominal de 16mm
Nas figuras 75 e 76 apresentam-se gráficos da tensão de cedência e rotura em função
da área do provete para os varões com diâmetro inicial de 20 e 16mm, respectivamente.
80
110
140
170
200
230
150 200 250 300 350
Forç
a (K
N)
Área (mm2)
Força de cedência Força máxima
40
60
80
100
120
140
100 120 140 160 180 200
Forç
a (K
N)
Área (mm2)
Força de cedência Força máxima

105
Figura 75 – Relação entre a tensão e a área para provetes com diâmetro nominal de 20mm
Figura 76 – Relação entre a tensão e a área para provetes com diâmetro nominal de 16mm
Analisando apenas os resultados dos provetes com diâmetro nominal igual a 16mm,
verifica-se pelas figuras 74 e 76 que a evolução da força máxima e de cedência, assim como
as respectivas tensões, não é linear. Isto resulta de uma diminuição da capacidade da força de
rotura e de cedência maior que a redução da área.
Ainda relativamente à tensão de cedência, observando os dados dos pares P5/P6 e
P11/P12, e comparando-os com os pares P1/P2 e P7/P8 respectivamente, nota-se uma
redução de 15,1% para os primeiros e 21,7% para os últimos, o que significa que todos os
elementos destes pares apresentam tensões de cedência inferiores ao legalmente estabelecido
para este tipo de varão. Esta redução deve-se à estrutura cristalina da região central do varão,
sendo esta essencialmente constituída por ferrite e perlite, aproximando-se do chamado aço
natural (laminado a quente).
450
500
550
600
650
700
150 200 250 300 350
Ten
são
(M
Pa)
Área (mm2)
Tensão de cedência Tensão de rotura
450
500
550
600
650
700
750
100 120 140 160 180 200
Ten
são
(M
Pa)
Área (mm2)
Tensão de cedência Tensão de rotura

106
Como se pode observar na figura 77, a relação do quociente fu/fy com a área dos
provetes apresenta um comportamento distinto para os provetes com diâmetro inicial de 20mm
e os provetes com diâmetro inicial de 16mm.
Como esperado, em ambas o valor de fu/fy aumenta com a redução da área,
aproximando-se do comportamento do aço laminado a quente descrito por PIPA, 1993,
apresentando o aço da região central uma capacidade de endurecimento superior à dos varões
sem desgaste superficial.
No entanto o modo como este aumento se processa é diferente para os dois conjuntos
de provetes. No conjunto com diâmetro inicial igual a 20mm, o aumento é mais gradual
inicialmente, acelerando este aumento com a redução da área. No segundo conjunto verifica-
se o oposto, sendo este aumento mais célere no início, abrandando com a redução da secção.
Figura 77 – Relação do quociente fu/fy com a área dos provetes
O comportamento esperado seria o observado pelos provetes com 16mm de diâmetro
inicial, apresentando portanto um rápido aumento deste quociente com o desgaste da camada
superior em martensite, estabilizando posteriormente conforme se atingia o núcleo em
ferrite/perlite.
Relativamente aos provetes com diâmetro inicial de 20mm, novamente se observa que
o seu comportamento não foi o esperado, apontando estes resultados novamente para a
possível existência de uma camada de martensite mais espessa nestes varões.
A semelhança com o aço natural é também evidente no aspecto da zona de rotura dos
provetes, observando-se nas figuras seguintes a diferença num provete não torneado e num
cuja superfície exterior foi desgastada. Nas figuras 78 a 80 é possível comparar os pares P5/P6
e P7/P8 (que apresentam diâmetros semelhantes), apresentando a zona de rotura estruturas
angulares neste último par, ao invés da rotura mais regular verificada no par P5/P6.
1,15
1,20
1,25
1,30
100 150 200 250 300 350
f u/f
y
Área (mm2)
20mm Ø inicial 16mm Ø inicial

107
Figura 78 – Comparação da zona de rotura nos provetes P5, P6, P7 e P8 (frente)
Figura 79 – Comparação da zona de rotura nos provetes P5, P6, P7 e P8 (topo)

108
Figura 80 – Comparação da zona de rotura nos provetes P6 e P7 (pormenor)
A extensão de rotura foi determinada utilizando as marcas previamente feitas nos
provetes com 20mm de afastamento, medindo-se com recurso a uma craveira o aumento da
distância entre estes pontos numa zona correspondente a 5ø centrada no local em que ocorreu
a rotura, estando os valores obtidos indicados na tabela 31.
Nas figuras 81 e 82 apresentam-se gráficos que estabelecem a relação entre a área
dos provetes e as diversas medidas de extensão, nomeadamente a extensão de cedência,
extensão na força máxima e extensão na rotura, estando os provetes com diâmetro inicial de
20mm representados na primeira e os com 16mm de diâmetro inicial na última.
Figura 81 – Relação extensão-área dos provetes com diâmetro nominal de 16mm
0
5
10
15
20
25
150 200 250 300 350
Exte
nsã
o (
%)
Area (mm2)
Extensão na cedência Extensão na força máxima
Extensão na rotura

109
Figura 82 – Relação extensão-área dos provetes com diâmetro nominal de 20mm
Na tabela 31 não é apresentado este valor para o provete P1 pois a rotura ocorreu fora
da região marcada, impossibilitando a medição posterior desta grandeza.
Conforme se pode verificar nas tabelas 32 e 33 não é possível tirar conclusões
relativamente à extensão na rotura (medida manualmente) pois se num conjunto de provetes
este valor em média aumenta com a diminuição do diâmetro (provetes P2 a P6), no conjunto
P7 a P12 observa-se o contrário, reduzindo a extensão com a diminuição do diâmetro.
Um fenómeno interessante, que se verifica quando se comparam os diagramas das
figuras 68 e 69 e as figuras 71 e 72, é extensão máxima dos provetes. Contrário do que seria
espectável, que o aço no interior do varão fosse mais dúctil, ou seja, que rotura a ocorra para
maiores valores de extensão, observa-se o contrário comparando os pares P5/P6 e P7/P8.
Isolando-os e comparando, verifica-se que apesar dos varões do primeiro par (P5/P6)
possuírem uma área superior (mesmo considerando as nervuras do par P7/P8), apresentando
assim na teoria uma maior capacidade de estricção, é o par P7/P8 que apresenta uma
extensão máxima superior em cerca de 35,5%.
Uma análise global aos resultados da extensão na rotura revela que a redução do
diâmetro dos provetes teve maior efeito na redução desta propriedade nos provetes de menor
diâmetro, conforme se pode verificar na tabela 34 e figuras 81 e 82, pois com uma menor
secção a zona em que ocorre a estricção diminui, reduzindo a capacidade de extensão do
provete.
0
5
10
15
20
25
100 120 140 160 180 200
Exte
nsã
o (
%)
Area (mm2)
Extensão na cedência Extensão na força máxima
Extensão na rotura

110
Tabela 34 – Redução da extensão máxima
Pares Redução da extensão na rotura
(%)
P1/P2 - P3/P4 17,9
P1/P2 - P5/P6 22,5
P7/P8 - P9/P10 26,6
P7/P8 - P11/P12 41,6
Relativamente à extensão na cedência e na força máxima não se verificou grande
diferença entre os provetes com diâmetro inicial de 20mm e os com 16mm, conforme se pode
observar nas figuras 81 e 82.
Igualmente interessante e relacionado com a extensão dos provetes observada nos
diagramas tensão-extensão é a evolução das curvas após o início da fase de endurecimento,
verificando-se nos provetes que não foram alvo de uma redução de secção, um aumento muito
gradual da tensão até serem atingidos valores próximos da tensão máxima, onde se forma um
patamar com aumento de extensão a tensão quase constante e por fim uma redução brusca da
tensão até à rotura conforme se pode observar nas figuras 83 e 84.
Figura 83 – Pormenor do digrama tensão-extensão dos provetes P1 a P6
Figura 84 – Pormenor do diagrama tensão-extensão dos provetes P7 a P12
400
500
600
700
0 5 10 15 20 25
Ten
são
(M
Pa)
Extensão (%)
P1
P2
P3
P4
P5
P6
400
500
600
700
800
0 5 10 15 20 25
Ten
são
(M
Pa)
Extensão (%)
P7
P8
P9
P10
P11
P12

111
Por seu lado, nos provetes em que se reduziu a secção o aumento é também gradual,
mas não se forma o patamar a tensão quase constante em redor da tensão máxima,
observando-se uma redução gradual até ocorrer a rotura.
Por fim, e apesar da dimensão da amostra não ser suficientemente grande para
permitir tirar conclusões definitivas, pode concluir-se o seguinte:
O material que constitui a zona central dos provetes apresenta um comportamento
semelhante ao aço natural. Isto pode observar-se pelo aspecto da zona em que ocorre
a rotura, pelo modo como a curva tensão-extensão ou força-deslocamento se comporta
durante a fase de endurecimento e após atingir a tensão máxima e pela evolução da
relação entre o quociente fu/fy com a área nos provetes P6 a P12;
A camada superficial é responsável por uma porção da resistência à tracção dos
varões significativamente superior à da zona interior.

112
7. Conclusão
No âmbito do estudo do processo de fabrico do aço, foi observado que este tem
evoluído ao longo do tempo de forma diferente. Inicialmente a evolução e as novas técnicas de
produção tinham como objectivo aumentar a quantidade da produção e a qualidade do produto
final, Esta tendência alterou-se face à elevada qualidade do aço produzido actualmente e ao
facto de a capacidade instalada ser suficiente para a procura existente, hoje em dia a evolução
dos processos de fabrico visa essencialmente minorar o impacto que esta indústria tem no
meio ambiente e o custo de produção, melhorando a eficiência global desta indústria.
Relativamente aos tratamentos mecânicos e térmicos aplicados ao aço, nota-se que
com o aparecimento do processo Tempcore os aços endurecidos a frio para utilização em
betão armado caíram em desuso e praticamente desapareceram pois com este processo
tornou-se possível obter varões de alta resistência praticamente pelo mesmo preço que os
varões de aço natural (laminado a quente).
Relativamente aos documentos legais relacionados com o comportamento mecânico
de varões de aço para betão armado nota-se que estes seguem os mesmos princípios, tendo,
de um modo global, exigências semelhantes, verificando-se apenas algumas ligeiras diferenças
na definição de algumas características, como a extensão na rotura, sendo que quando o
REBAP for substituído pelo EC2, os documentos em vigor estarão todos em concordância uns
com os outros.
Conclui-se no capítulo 4 que o comportamento do aço Tempcore é caracterizado pelas
mesmas grandezas que o comum aço laminado a quente ou endurecido a frio, sendo de
principal relevância o facto de que o aço Tempcore possui uma relação fu/fy inferior à do aço
laminado a quente e que a capacidade de extensão também é inferior à do aço laminado a
quente.
Sobre o efeito da soldadura no comportamento dos varões de aço Tempcore analisado
no capítulo 5 pode concluir-se que a soldadura topo-a-topo não afecta o comportamento dos
varões quando sujeitos a tracção simples. No entanto, quando se ensaia este tipo de soldadura
a acções cíclicas, verifica-se uma grande redução nos ciclos aos quais os varões resistem.
No mesmo capítulo conclui-se, ainda relativamente ao efeito da soldadura, que esta
pode ser utilizada sem afectar o comportamento mecânico dos varões de aço Tempcore, em
soldaduras pontuais para fixar estribos a varões longitudinais, desde que esta seja efectuada
pelas técnicas SMAW ou GMAW. A técnica de soldadura por oxyfuel é totalmente
desaconselhada, resultando a sua utilização numa degradação muito significativa da
capacidade resistente dos varões a acções cíclicas e a tracção simples.

113
Relativamente à acção que a corrosão apresenta no aço Tempcore, conclui-se que
esta progride mais rapidamente neste tipo de aço do que no aço laminado a quente ou aço
multiliga.
O efeito da corrosão no comportamento do aço Tempcore é de elevada importância
pois observa-se uma degradação marcada tanto na resistência à acção simples e cíclica como
na capacidade de extensão com a progressão da corrosão. Associada a esta degradação está
ainda a perda de massa, e portanto de secção, resultando que a capacidade de resistência
efectiva do aço corroído sofre uma quebra muito acentuada.
Tanto a capacidade de extensão, como a tensão de cedência e rotura sofreram
reduções até valores inferiores aos exigidos regulamentarmente, para os aços ensaiados, em
provetes com uma redução de massa inferior à observada em alguns edifícios construídos em
zonas costeiras. Também bastante afectada pela corrosão á a capacidade resistente a acções
cíclicas dos varões de aço Tempcore, especialmente para ciclos de baixa amplitude.
No capítulo 6, referente à caracterização experimental do aço Tempcore conclui-se que
devido à secção heterogénea do varão de aço Tempcore e devido aos tratamentos a que este
é sujeito durante o seu fabrico, é necessário adaptar e actualizar os procedimentos e métodos
de trabalho e cálculo utilizados e que consideram a secção do varão como sendo homogénea
nas suas propriedades mecânicas. Esta adaptação deverá essencialmente focar-se em impedir
a ocorrência de corrosão, revendo os valores de recobrimento exigíveis em situações nas quais
os varões de aço estejam mais expostos à mesma.
Concluiu-se com os ensaios experimentais que a camada superficial dos varões de aço
Tempcore é responsável por resistir a cargas muito superiores em proporção à sua área,
relativamente ao material que constitui a restante secção.
Pode-se por fim, e com alguma segurança, afirmar que o aço que existe na região
interior dos varões de aço tempcore é aço natural, apresentado diagramas tensão-extensão,
zonas de rotura semelhantes e uma relação fu/fy com tendência a aproximar-se da apresentada
por este tipo de aço.

114
8. Sugestões de desenvolvimento futuro
Sugere-se para futuros trabalhos, que se faça uma série de ensaios semelhantes aos
efectuados mas em maior número, com provetes provenientes de varões novos, sem qualquer
sinal de corrosão e o menos empenados possível, de modo a melhor caracterizar as variações
de comportamento do aço conforme se vai eliminando a camada superficial de martensite.
Na execução destes ensaios deverão ser utilizados outros métodos de medição da
extensão de modo a permitir obter valores mais representativos da realidade.
Seria igualmente interessante a verificação da resistência à fadiga a acções cíclicas
com provetes semelhantes, aprofundando e complementando o estudo feito em por
Apostolopoulos em [25].

115
9. Bibliografia
9.1. Publicações
[1] - APPLETON, Júlio, Construções em betão – Nota histórica sobre a sua evolução.
[2] - APOSTOLOPOULOS, Ch. Alk.; PAPADOPOULOS, M. P.; PANTELAKIS, Sp. G.,
Mechanical behavior of corroded reinforcing steel bars S500s tempcore under low cycle fatigue,
Construction and Building Materials 21 (2007), www.sciencedirect.com.
[3] - APOSTOLOPOULOS, Ch. Alk., Tensile behavior of corroded reinforcing steel bars
BSt500s, Construction and Building Materials 20 (2005), www.sciencedirect.com.
[4] - COTTRELL, Alan H.. Introdução à Metalurgia. 2ª edição 1975, Fundação Calouste
Gulbenkian.
[4] - FILHO, CLÁUDIO HENRIQUES MACEDO ALVES, Análise da Influência da Taxa de
Resfriamento no Gradiente Microestrutural de Barras Laminadas a Quente Tratadas
Termicamente, Tese de Mestrado em Engenharia Mecânica, Pontifícia Universidade Católica
do Paraná, Curitiba, Paraná, Brasil, 2004.
[5] - MPATIS, G.; RAKANTA, E.; TSAMPRAS, L.; MOUYIAKOS, S.; AGNANTIARI, G.,
Corrosion of steel used in concrete reinforcement, in various corrosive environments, Technical
Chamber of Greece, 13th Hellenic Convention for Concrete. vol. II, Rethymnon, Crete; 1999. p.
497–505.
[6] - PIPA, José de Andrade Loureiro, Tese de Doutoramento com o título – Ductilidade de
Elementos de Betão Armado Sujeitos a Acções Cíclicas, Influência das Características
Mecânicas das Armaduras, Universidade Técnica de Lisboa – Instituto Superior Técnico.
[7] - RIVA, P.; FRAMCHI, A.; TABENI, D., “Welded Tempcore reinforcement behaviour for
seismic applications”, Materials and Structures/Matériaux et Constructions, Vol. 34, Maio de
2001, pp240-7.
[8] - ROBERT, J. P., LACHARTRE, A., Pequena Crónica do Ferro e do Aço, 1999 – Edição da
Associação Portuguesa de Construção Metálica e Mista, Traduzida da versão original editada
pela OTUA – Office Technique pour l’Utilisation de l’Acier.
[9] - RODRIGUES, P. C.; CELTIN, P.R.; SILVA, A. P.; AGUILAR, M. T. P. Perfil de
Temperaturas em Barras de Aço para Construção Civil Fabricadas Pelo Processo Tempcore.
Congresso Anual ABM, 47º, 1992, Vol.04 p. 505-521.
[10] - SEABRA, Antera Valeriana de Metalurgia Geral Volume II. 3ª edição 2002, Laboratório
Nacional de Engenharia Civil.
[12] - SIMON, P.; ECONOMOPOULOS, M.; NILLES, P. Tempcore: A new Process for the
production of High-Quality Reinforcing Bars, Iron and Steel Engineering, p. 53-57, Março de
1984.
[12] - Evolução do varão em Portugal, Qualidade Siderúrgica Portuguesa.
[13] - QSP – Evolução do Varão em Portugal.
116
9.2. Documentos normativos
[14] - Decreto-lei n.º301/2007 de 23 de Agosto.
[15] - Decreto-lei n.º349-C/83, de 30 de Julho, Regulamento de Estruturas de Betão Armado e
Pré-Esforçado.
[16] - Decreto-lei n.º390/2007 de 10 de Dezembro.
[17] - Documento de Classificação 239 LNEC, 2010.
[18] - E449 – 1998 – varões de aço A400 NR para armaduras de betão armado –
Características, ensaios e marcação.
[19] - E450 – 1998 – varões de aço A500 NR para armaduras de betão armado –
Características, ensaios e marcação.
[20] - E455 – 2002 – varões de aço A400 NR de ductilidade especial para armaduras de betão
armado – Características, ensaios e marcação.
[21] - E456 – 2000 – varões de aço A500 ER para armaduras de betão armado –
Características, ensaios e marcação.
[22] - E460 – 2002 – varões de aço A500 NR de ductilidade especial para armaduras de betão
armado – Características, ensaios e marcação.
[23] - LDC 53, de 17 de Maio de 2012, Lista de Documentos de Classificação, LNEC
[24] - ISO 15630-1, de 15 de Abril de 2002 – Steel for reinforcement and prestressing of
concrete – Test methods – Part 1: Reinforcing bars, wire rod and wire.
[25] – NP EN 1992-1-1, de Março de 2010, Projecto de estruturas de betão – Parte 1-1: Regras
gerais e regras para edifícios
[26] - NP EN 13760 de 2010, Execução de estruturas de betão.
[27] - prEN 10080 de Janeiro de 2005, Steel for the reinforcment of concrete – Weldable
reinforcing steel – General.
9.3. Sites
[28] - http://3me.tudelft.nl/en/about-the-faculty/departments/materials-science-and-engineering/r
esearch/microstructural-control-in-metals/research/formation-of-bainite/, Março de 2012
[29] - http://courses.washington.edu/mse170/labs/Heat_Treatment_Rolandi/HeatTreatment_mic
rographs.shtml, Maio de 2012
[30] - http://belajar-engineering.blogspot.com/2010/11/bessemer-process-bessemer-
converter.html, Março de 2012.
[31] - http://en.wikipedia.com, Março a Julho de 2012
[32] - http://forums.dfoggknives.com/index.php?showtopic=13846, Março de 2012

117
[33] - http://iarchives.nysed.gov/PubImageWeb/viewImageData.jsp?id=474, Março de 2012
[34] - http://info.lu.farmingdale.edu/depts/met/met205/tttdiagram.html, Maio de 2012
[35] - http://metallurgyfordummies.com/, Março de 2012
[36] - http://news.thomasnet.com/fullstory/Metallurgical-Microscope-provides-QC-and-failure ana
lysis-450180, Junho de 2012
[37] - http://pt.scribd.com/doc/17035442/Tipos-de-soldas, Junho de 2012
[38] - http://science.jrank.org/pages/6485/Steel-Quality-control.html, Abril de 2012
[39] - http://spaceflight.esa.int/impress/text/education/Glossary/Glossary_P.html, Março de 2012
[40] - http://todengine.wedsitetoolbox.com/post/USS-Gary-No.-14-Blast-Furnace-2924159,
Setembro de 2012
[41] - http://www.bbc.co.uk/history/british/victorians/launch_ani_blast_furnace.shtml, Março de
2012.
[42] - http://www.kennislink.nl/publicaties/klimaatvriendelijk-ijzer-produceren-met-het-cyclone-
comverter-furnace, Março de 2012
[43] - http://www.mspc.eng.br/ciemat/aco150.shtml, Abril de 2012
[44] - http://www.oxigenio.com/oxi/dbc/educacional_soldagem.htm, Junho de 2012
[45] - http://www.ulcos.com Maio de 2012
[46] - http://www.worldsteel.org, Março de 2012