Embed Size (px)
Citation preview

MATHEUS MOREIRA FERREIRA
VALTER MICHEL TORRES CURCI
ESTUDO SOBRE SILO DE SECAGEM : PROJETO, TIPOS DE FLUXO
E PROBLEMAS RELACIONADOS.
Trabalho de conclusão de curso apresentado
como parte dos requisitos na aprovação na
disciplina Trabalho de Conclusão de Curso II do
curso de Engenharia Química da Universidade
Federal de Alfenas. Área de concentração:
Equipamento de Secagem. Orientador: Prof. Dr.
Marcos Vinícius Rodrigues.
Poços de Caldas/MG
2014

MATHEUS MOREIRA FERREIRA
VALTER MICHEL TORRES CURCI
ESTUDO SOBRE SILO DE SECAGEM : PROJETO, TIPOS DE FLUXO
E PROBLEMAS RELACIONADOS.
A banca examinadora abaixo-assinada aprova o
Trabalho de conclusão de curso apresentado
como parte dos requisitos para aprovação na
disciplina Trabalho de Conclusão de Curso no
curso de Engenharia Química da Universidade
Federal de Alfenas. Área de concentração:
Equipamento de Secagem.
Aprovado em:
Profº.
Instituição: Assinatura:
Profº.
Instituição: Assinatura:
Profº.
Instituição: Assinatura:
Resumo
A maior parte dos problemas relacionados a silos industriais poderia ser evitado se as
empresas tivessem um conhecimento mais amplo em relação a estes equipamentos. O
presente trabalho aborda os principais fatores envolvidos nesta questão, desde o projeto do
silo, até problemas acarretados por um escoamento incorreto. O armazenamento pode não ser
a única função de um silo, sendo que algumas operações unitárias, como por exemplo, a
secagem, pode ser realizada neste equipamento, desde que adaptado corretamente. A
motivação deste trabalho é um silo específico, o qual se encontra na unidade industrial
localizada em Poços de Caldas - MG e pertence a indústria de polímeros do Grupo M&G
Chemicals. O sólido particulado alimentado neste silo é o PET triturado (flake) que precisa
reduzir sua umidade através da secagem. O bom funcionamento de um silo depende também
das propriedades físicas do material granulado, o qual é submetido a ensaios, bem como os
tipos de fluxo, tais como fluxo mássico e fluxo tubular, e que as condições de operação
estejam bem controladas. O estudo prévio dessas características evita transtornos maiores e
reduz boa parte dos problemas mais comuns.
Palavras Chave: Silo de Secagem. Fluxo Mássico. Fluxo Tubular. Material Particulado.
Projeto de Silo.

Abstract
The most part of problems related to industrial silos could be avoided if companies
had a more extensive knowledge regarding these equipment. This paper discusses the main
factors involved in this issue, since the design of the silo, until problems caused by an
incorrect flow. Storage may not be the only function of a silo, and some unit operations such
as drying, can be performed on this equipment, since adapted correctly. The purpose of this
work is a specific silo, which is located at the industrial plant in Poços de Caldas - MG and
polymer industry belongs to Group M&G Chemicals. The particulate solid that feed this silo
is a shredded PET (flake) that needs to reduce its moisture by drying. The proper functioning
of a silo also depends on the physical properties of granular material, which is subjected to
tests, as well as the types of flow, such as mass flow and funnel flow, and operating
conditions are well controlled. The previous study of these features prevents further problems
and reduce much of the most common problems.
Keywords: Gravity Dryers. Mass Flow. Funnel Flow. Particulate Material. Silo Design.

6
Sumário
1. Revisão Bibliográfica ............................................................................................................. 7
1.1 Objetivo Geral ............................................................................................................................... 7
1.2 Objetivos específicos..................................................................................................................... 7
1.3 Escoamento de sólidos em silos de secagem................................................................................. 7
1.4 Tipos de Fluxos ............................................................................................................................. 8
1.4.1 Fluxo Tubular ......................................................................................................................... 8
1.4.2 Fluxo Mássico ........................................................................................................................ 9
1.4.3 Fluxo expandido ................................................................................................................... 11
1.5 Características do sólido.............................................................................................................. 11
1.6 Problemas de fluxo na saída ........................................................................................................ 14
1.7 Projeto de um Silo ....................................................................................................................... 14
1.7.1 Problemas Relacionados ao Projeto de um Silo ................................................................... 16
1.7.2 Auxiliares de Descarga ......................................................................................................... 18
1.7.2.1 Auxiliares Pneumáticos ................................................................................................. 19
1.7.2.2 Auxiliares Vibratórios ................................................................................................... 21
1.8 Projeto e Operação de Secadores de Gravidade .......................................................................... 22
1.8.1 Vantagens do Secador de Gravidade .................................................................................... 22
1.8.2 Parâmetros analisados no processo ...................................................................................... 24
1.8.3 Distribuição do ar para secagem do material ....................................................................... 26
1.8.4 Injeção de Ar e Equilíbrio de Fases...................................................................................... 27
1.8.5 Diâmetro do Cilindro e Esforços no sólido .......................................................................... 29
1.8.6 Tempo de Residência Necessário ......................................................................................... 30
2. Conclusão ............................................................................................................................. 31
3. Trabalhos Futuros ................................................................................................................. 31
4. Referências Bibliográficas .................................................................................................... 31

7
1. Revisão Bibliográfica
1.1 Objetivo Geral
Realizar um estudo aprofundado sobre silos de secagem de modo a conhecer melhor
os mecanismos de funcionamento para o processo de secagem de polímero granulado.
1.2 Objetivos específicos
Analisar os tipos de fluxos existentes em silos e apontar o melhor mecanismo para o
processo em questão;
Avaliar os designs de silos existentes e eventuais melhorias no silo de secagem;
Diagnosticar e justificar os possíveis problemas encontrados nos silos.
1.3 Escoamento de sólidos em silos de secagem
Na produção de embalagens não alimentícias rígidas e flexíveis, fibras têxteis, fitas
de arquear, peças injetadas e resinas insaturadas, são processados grandes quantidades de
materiais recicláveis como garrafas PET (Politereftalato de Etileno) trituradas, também
chamado de flakes, e granulados PET pós-consumo e pós-industriais, os quais devem ser
secados adequadamente. Um equipamento com essa função, cujo nome silo de secagem pode
ser usado, é objeto de estudo deste trabalho.
O equipamento têm duas funções que ocorrem simultaneamente, uma delas é o
armazenamento do material por um certo tempo e a outra é a secagem homogênea do mesmo.
Com isso, pode-se dizer que o material a ser descarregado no equipamento possui um tempo
de residência, ou seja, tempo necessário para secar os sólidos sem que ocorra danos
irreversíveis.
Em geral, muitos silos apresentam problemas associados ao fluxo no transporte de
sólidos, gerando resultados negativos para empresas cuja necessidade de um equipamento
semelhante ao silo de secagem é indispensável.
Isso pode estar ligado a diversos fatores, como por exemplo o projeto inadequado de
silos, que influencia negativamente sobre a vazão dos grânulos podendo formar caminhos
preferenciais, a distribuição incorreta da injeção de ar no equipamento, cuja dificuldade maior
se refere a secagem adequada e de maneira homogênea do material que flui pelo alimentador,
e as características principais do sólido granulado, as quais podem acarretar aglutinação (forte
consolidação), segregação, tempos de residência indefinidos, descarga não controlada e
obstrução de fluxos.[1]
8
1.4 Tipos de Fluxos
De modo geral, os fluxos em um recipiente semelhante ao silo podem ocorrer de duas
formas de acordo com o projeto e com as características do material a ser introduzido no
alimentador, permitindo avaliar qual deles será o mais adequado para o processo. A análise
prévia do material e do silo podem minimizar problemas futuros e diminuir os gastos
indesejados em cada caso.
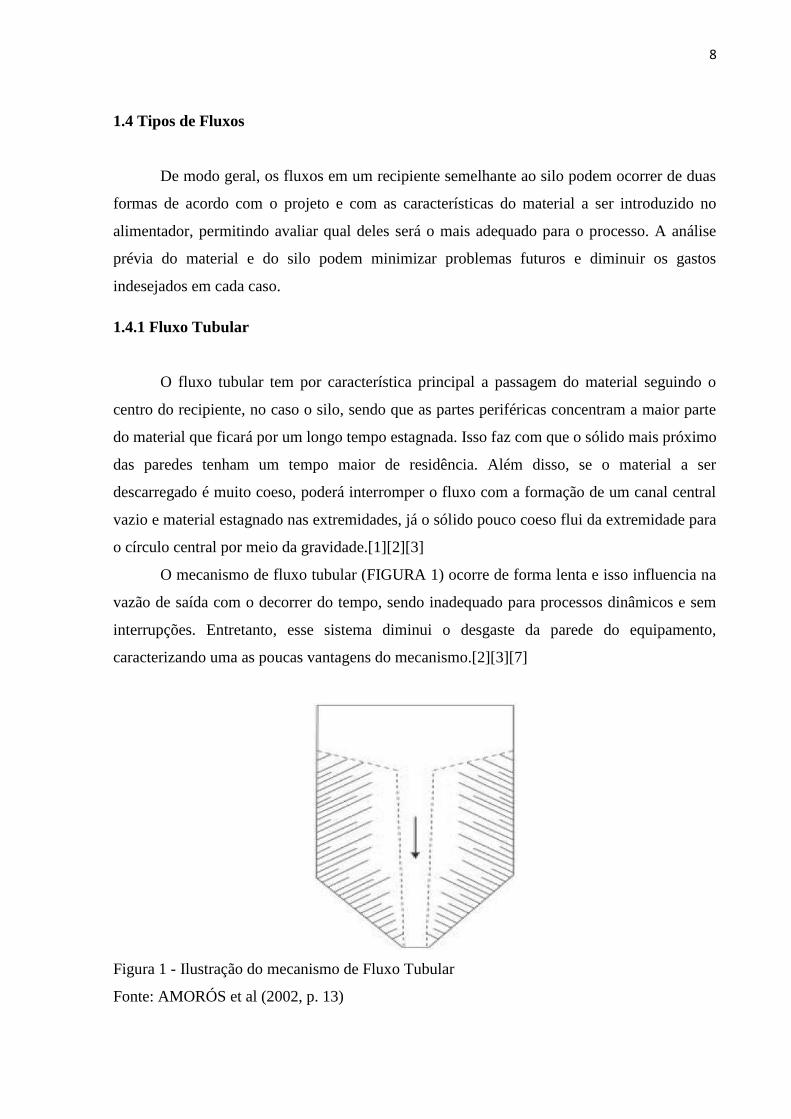
1.4.1 Fluxo Tubular
O fluxo tubular tem por característica principal a passagem do material seguindo o
centro do recipiente, no caso o silo, sendo que as partes periféricas concentram a maior parte
do material que ficará por um longo tempo estagnada. Isso faz com que o sólido mais próximo
das paredes tenham um tempo maior de residência. Além disso, se o material a ser
descarregado é muito coeso, poderá interromper o fluxo com a formação de um canal central
vazio e material estagnado nas extremidades, já o sólido pouco coeso flui da extremidade para
o círculo central por meio da gravidade.[1][2][3]
O mecanismo de fluxo tubular (FIGURA 1) ocorre de forma lenta e isso influencia na
vazão de saída com o decorrer do tempo, sendo inadequado para processos dinâmicos e sem
interrupções. Entretanto, esse sistema diminui o desgaste da parede do equipamento,
caracterizando uma as poucas vantagens do mecanismo.[2][3][7]
Figura 1 - Ilustração do mecanismo de Fluxo Tubular
Fonte: AMORÓS et al (2002, p. 13)

9
Em geral, o fluxo tubular é também caracterizado pelo fato da parede do silo na seção
mais baixa do funil ser muito rasa e áspera, dificultando o deslizamento ao longo dela.[4]
1.4.2 Fluxo Mássico
Diferente do sistema anterior, o mecanismo de fluxo mássico (FIGURA 2) opera de
forma adjacente e mais homogênea, ou seja, os primeiros grânulos alimentados são os
primeiros a sair do recipiente (first in - first out). Esse modelo permite que os sólidos
deslizem pela parede ao mesmo tempo em que a parte central também flui para a saída,
diminuindo os problemas de consolidação, segregação e descarga não controlada. Isso faz
com que o fluxo mássico seja mais adequado para casos que utilizam sólidos a granel.[2][3]
Figura 2 - Ilustração do mecanismo de Fluxo Mássico
Fonte: AMORÓS et al (2002, p. 13)
Devido aos diferentes tamanhos que as partículas sólidas podem ter, normalmente se
tem escoamentos com diferentes velocidades no fluxo ao longo do silo, porém, mesmo assim
são viáveis considerando-se o mecanismo de fluxo mássico.[12][7]
Na prática, ao contrário do que se espera, o fluxo mássico também pode gera
problemas e situações indesejáveis. A causa nesses casos pode estar ligada à estudos mal
feitos das propriedades do material, além da fabricação inadequada do equipamento. Mesmo
sendo um mecanismo que elimina grande parte dos problemas no fluxo de materiais sólidos
em silos, o fluxo mássico não é imune a todos eles, podendo ocorrer condições onde o
escoamento é interrompido pela formação de um arco consolidado. Isso acontece quando a

10
saída do equipamento é menor ou relativamente pequena em comparação com o tamanho das
partículas.[12][7]
Vários materiais a granel podem ser armazenados adequadamente pelo mecanismo de
fluxo mássico, geralmente tendo as seguintes características:
Partículas grossas, normalmente até 1 cm de comprimento e largura.
Materiais com fluxo livre - materiais que não se consolidam.
Materiais que não se degradam - aqueles que não formam aglomerados, não
oxidam ou estragam quando ficam estáticos por um longo tempo.
Segregação não é um problema - materiais que não se separam, ou se separam,
estes não afetam o fluxo do processo.[4]
Na Tabela 1, pode-se então observar as vantagens e desvantagens que cada tipo de
fluxo oferece para os processos nos quais tem-se materiais sólidos fluindo dentro de
recipientes tais como silos, tremonhas ou alimentadores.
Isso permite analisar o tipo de fluxo mais adequado para um determinado problema,
considerando também as propriedades do material.
Tabela 1 - Vantagens e Desvantagens dos Fluxos Mássico e Tubular.[5]
Fluxo Mássico Fluxo Tubular
Vantagens Desvantagens Vantagens Desvantagens
Não gera segregação Maior desgaste
da parede
Necessário área
principal menor Ocorre segregação
Elimina a obstrução do
fluxo
Esforço maior
nas extremidades -
Com o tempo podem gerar
consolidação do material
Minimiza a formação de
zonas estáticas
Exige maior área
principal - Provoca inundação
O escoamento é mais
uniforme - -
Reduz a capacidade de
armazenamento eficaz
A descarga na saída é
praticamente constante - -
Primeiro que entra é o
último a sair
Aproveita-se melhor a
capacidade do silo - - Forma túnel preferencial
Primeiro a entrar é o
primeiro a sair - -
As extremidades estagnadas
formam zonas mortas

11
1.4.3 Fluxo expandido
O mecanismo que integra os tipos de fluxo mássico e tubular é denominado fluxo
expandido, o qual é composto pelo fluxo tubular da seção cilíndrica até o funil inferior e pelo
fluxo mássico na seção cônica (saída) do silo. Geralmente este tipo de mecanismo é usado em
situações incomuns, ou seja, utilizado com descargas específicas onde exige-se um projeto
modernizado para facilitar o escoamento. [12]
O fluxo expandido pode ser usado quando as dimensões da saída forem suficientes
para não se formar um arco estático, paralisando o escoamento do sólido. [12]
Neste caso portanto, o fluxo do material na seção cilíndrica e na parte superior do funil
mantém o mesmo mecanismo do fluxo tubular, onde as partículas fluem pelo centro do silo e
não pelas paredes do mesmo, porém, essa mesma densidade mássica passa para a região
inferior e o material escorre tanto pelo centro como também pelas paredes do funil inferior
(FIGURA 3). [12]
Figura 3 - Ilustração do mecanismo de Fluxo Expandido.
Fonte: CHASE, G. G. 2004.
1.5 Características do sólido
O material utilizado no silo possui propriedades importantes que podem revelar
informações necessárias para o entendimento dos diversos problemas encontrados durante o
fluxo do sólido ao longo do silo. Evidentemente, quando as causas dos problemas não são

12
estudadas de forma adequada, será difícil desenvolver ou fazer melhorias no equipamento,
pois isso não dará nenhuma certeza se o material poderá fluir normalmente ou se o problema
será totalmente solucionado. Como consequência, o prejuízo poderá alcançar valores muito
maiores para aqueles que utilizam qualquer equipamento similar aos silos e tremonhas.
Assim, para que os problemas sejam minimizados, nota-se a necessidade em conhecer
também as propriedades do material, as quais podem definir de que modo será o escoamento
do sólido granulado. [1]
Os aparelhos utilizados para a medição das propriedades de fluxo são equipamentos
automáticos que possibilitam os ensaios de cisalhamento e permitem avaliar o desempenho
dos materiais sólidos.
A Figura 4 corresponde ao ensaio de compressão, o qual auxilia na análise da fluidez
de um sólido a granel. Nesse ensaio, o material é colocado dentro de um cilindro cujas
paredes internas não possuem fricção e a parte superior é composta por uma área transversal
A.
Figura 4 - Esquema simplificado do Ensaio de Compressão.
Fonte: AMORÓS et al 2002.
A tensão vertical de compactação σ1 aplicada no dispositivo faz com que o material
acondicionado vá se consolidando até a compactação. Em seguida, mede-se a resistência à
compressão σC por meio da aplicação de uma tensão compressiva vertical para baixo e
crescente até a ruptura do sólido compactado. Com isso, calcula-se a fluidez ffC pela razão
entre a tensão de consolidação σ1 e a resistência à compressão σC (EQUAÇÃO 1).

13
𝑓𝑓𝐶 =σ1
σ𝐶 𝐸𝑞𝑢𝑎çã𝑜 1
O valor de ffC permite dizer como ocorre o fluxo do material sólido a partir do
repouso. Quanto maior o seu valor, ou quanto menor for a resistência à compressão com
relação à tensão de compressão, mais fácil será o escoamento do sólido a granel.
Na análise real do processo descrito anteriormente, quando a tensão de consolidação
atua no material em um longo período de tempo, a resistência ao escoamento será maior,
diminuindo a fluidez do produto.[1][6]
No entanto, a propriedade mencionada anteriormente não é a única que deve ser
analisada, pois a fricção entre o produto e a parede do recipiente também influencia
diretamente no deslizamento através do interior do equipamento, ou seja, mede-se a
dificuldade que o sólido terá em fluir nas extremidades laterais.[7]
Igualmente à fluidez, pode-se também analisar a fricção do material contra a parede
por meio de um ensaio de cisalhamento, usando um dispositivo ilustrado de forma
simplificada pela Figura 5. Nela, tem-se uma amostra do material a ser estudado, a qual é
colocada inicialmente sob uma força vertical FN, gerando uma tensão normal σW na parede.
Figura 5 - Esquema simplificado do Ensaio de Cisalhamento.
Fonte: AMORÓS et al 2002.
O material é acionado horizontalmente por meio de uma força de cisalhamento FS,
com uma certa velocidade v, através da superfície da parede, dando origem à tensão de
cisalhamento 𝜏W requerida. Por fim, calcula-se o coeficiente de fricção pela razão entre a
tensão de cisalhamento e a tensão normal. Fazendo-se a análise física do ensaio, quanto maior
a fricção, mais difícil será o escoamento do sólido através da parede. [1][6]
14
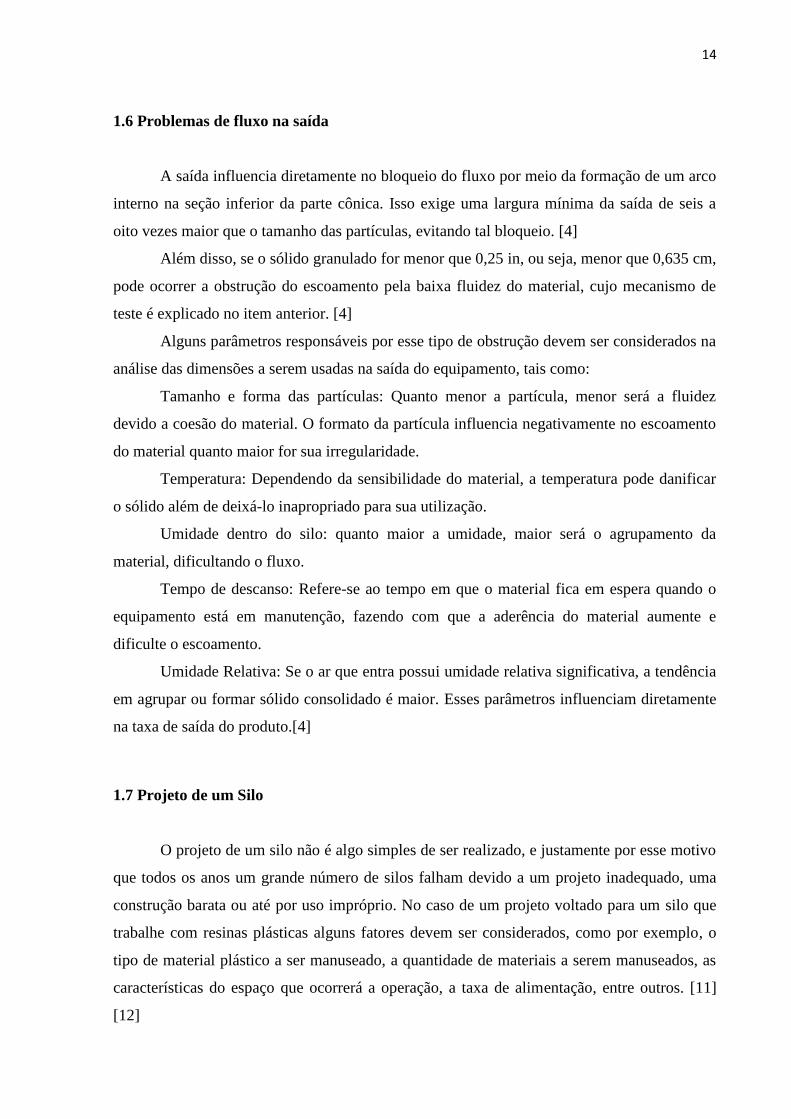
1.6 Problemas de fluxo na saída
A saída influencia diretamente no bloqueio do fluxo por meio da formação de um arco
interno na seção inferior da parte cônica. Isso exige uma largura mínima da saída de seis a
oito vezes maior que o tamanho das partículas, evitando tal bloqueio. [4]
Além disso, se o sólido granulado for menor que 0,25 in, ou seja, menor que 0,635 cm,
pode ocorrer a obstrução do escoamento pela baixa fluidez do material, cujo mecanismo de
teste é explicado no item anterior. [4]
Alguns parâmetros responsáveis por esse tipo de obstrução devem ser considerados na
análise das dimensões a serem usadas na saída do equipamento, tais como:
Tamanho e forma das partículas: Quanto menor a partícula, menor será a fluidez
devido a coesão do material. O formato da partícula influencia negativamente no escoamento
do material quanto maior for sua irregularidade.
Temperatura: Dependendo da sensibilidade do material, a temperatura pode danificar
o sólido além de deixá-lo inapropriado para sua utilização.
Umidade dentro do silo: quanto maior a umidade, maior será o agrupamento da
material, dificultando o fluxo.
Tempo de descanso: Refere-se ao tempo em que o material fica em espera quando o
equipamento está em manutenção, fazendo com que a aderência do material aumente e
dificulte o escoamento.
Umidade Relativa: Se o ar que entra possui umidade relativa significativa, a tendência
em agrupar ou formar sólido consolidado é maior. Esses parâmetros influenciam diretamente
na taxa de saída do produto.[4]
1.7 Projeto de um Silo
O projeto de um silo não é algo simples de ser realizado, e justamente por esse motivo
que todos os anos um grande número de silos falham devido a um projeto inadequado, uma
construção barata ou até por uso impróprio. No caso de um projeto voltado para um silo que
trabalhe com resinas plásticas alguns fatores devem ser considerados, como por exemplo, o
tipo de material plástico a ser manuseado, a quantidade de materiais a serem manuseados, as
características do espaço que ocorrerá a operação, a taxa de alimentação, entre outros. [11]
[12]
15
Os silos podem ser construídos com vários tipos de materiais, entre os principais estão
alumínio, aço inox e aço revestido com uma resina epóxi ou outro revestimento semelhante. A
escolha do material de construção é importantíssima, pois as propriedades de fricção e
aderência do silo variam de um material para outro, de modo que estas propriedades causam
uma influência considerável no comportamento do material. Além disso, as propriedades do
fluxo de um determinado sólido pode variar drasticamente com a alteração de alguns
parâmetros, como o tamanho das partículas, a umidade, a temperatura e a pressão. [11] [12]
O projeto geométrico de um silo tem como principal objetivo maximizar a capacidade
utilizável do silo , de modo que o silo tenha a menor altura possível. Outro parâmetro
fundamental relacionado ao projeto são os ângulos do cone inferior, pois estes devem ser
projetados para auxiliar o fluxo específico de um determinado sólido manipulado. [5] [12]
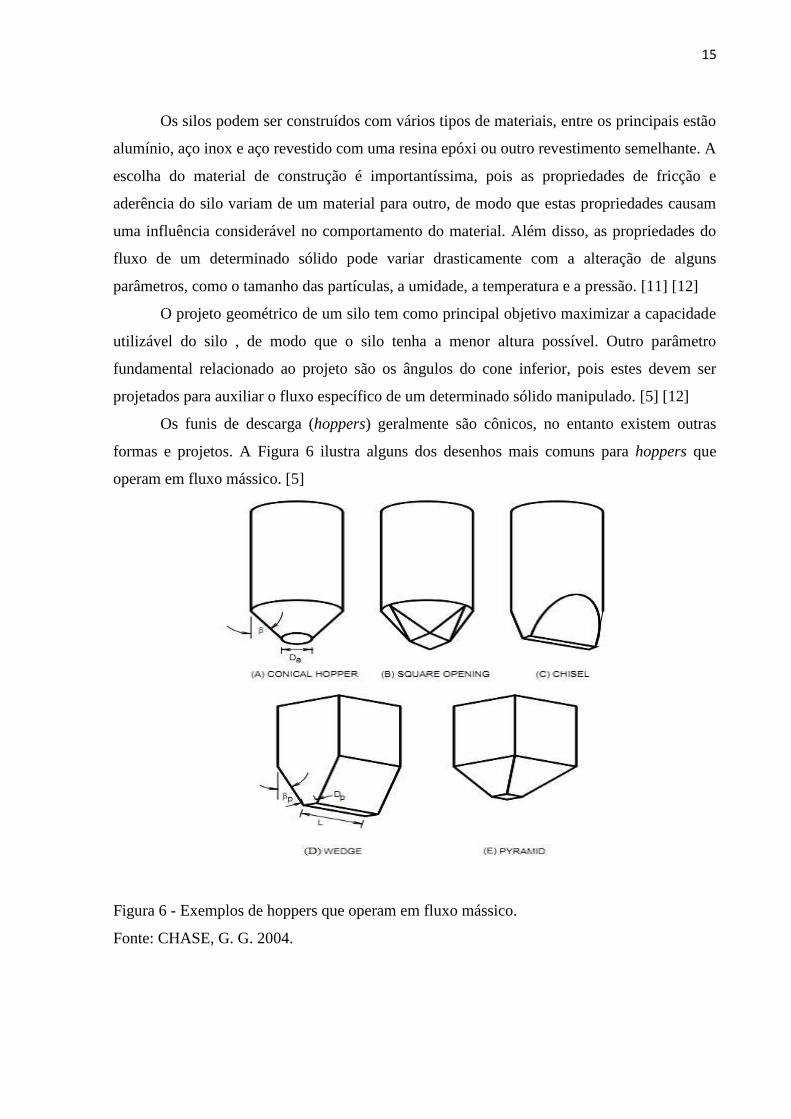
Os funis de descarga (hoppers) geralmente são cônicos, no entanto existem outras
formas e projetos. A Figura 6 ilustra alguns dos desenhos mais comuns para hoppers que
operam em fluxo mássico. [5]
Figura 6 - Exemplos de hoppers que operam em fluxo mássico.
Fonte: CHASE, G. G. 2004.

16
Quando o escoamento é tubular também existem formas e desenhos variados para o
hopper. A Figura 7 contém os tipos mais comuns.
Figura 7 - Exemplos de hoppers que operam em fluxo tubular.
Fonte: CHASE, G. G. 2004.
Em termos estruturais, o conhecimento da distribuição de pressões e tensões sobre as
paredes do silo é essencial. O sólido armazenado é o causador desses fatores, e por isso deve-
se conhecer bem como estas distribuições variam durante o carregamento, armazenamento e
descarga. [12]
1.7.1 Problemas Relacionados ao Projeto de um Silo
Os problemas encontrados em um silo estão diretamente ligados ao fluxo de material,
que pode ser restrito e até sofrer paralisações completas, ou um fluxo excessivo e
incontrolável. Dentre os problemas a serem resolvidos ou evitados destacam-se:
Canalização ou Buraco de Rato (FIGURA 8): é semelhante ao fluxo do tipo tubular,
pois ocorre a formação de um buraco central (túnel), no entanto o material estagnado
nas laterais é suficientemente estável para permanecer no lugar. [11]
17
Figura 8 - Esquema de Canalização.
Fonte: PURUTYAN et al (2001, p.3)
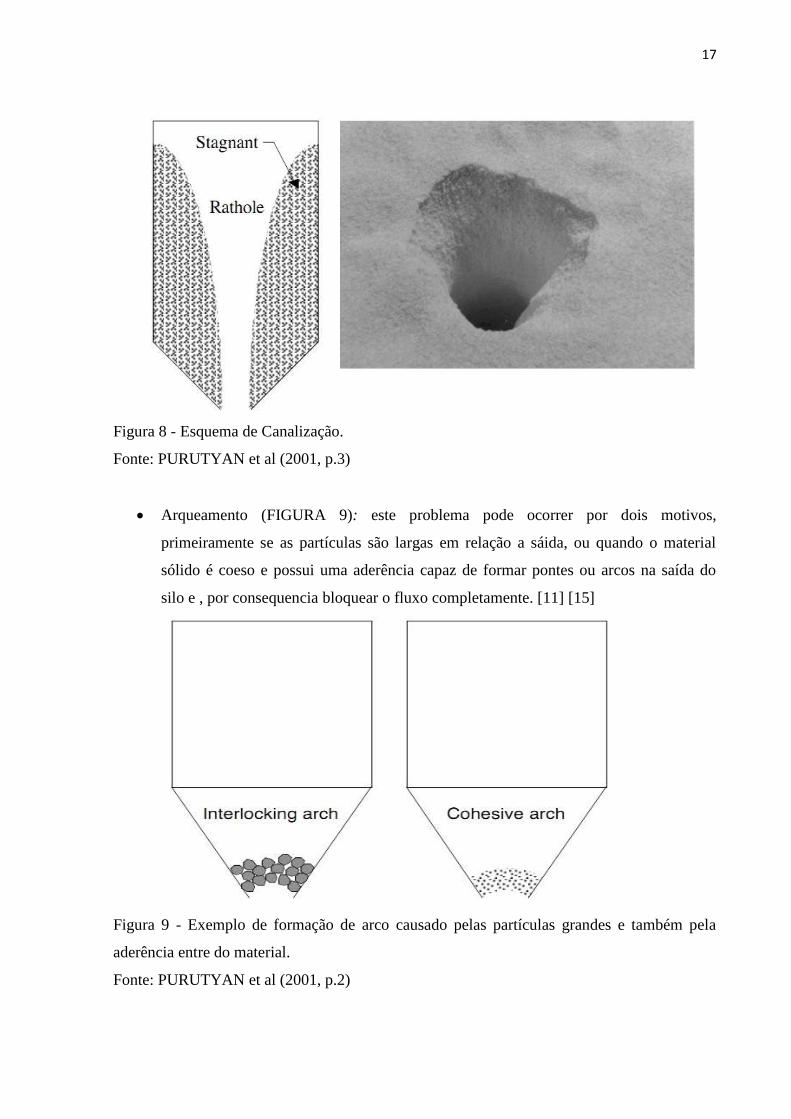
Arqueamento (FIGURA 9): este problema pode ocorrer por dois motivos,
primeiramente se as partículas são largas em relação a sáida, ou quando o material
sólido é coeso e possui uma aderência capaz de formar pontes ou arcos na saída do
silo e , por consequencia bloquear o fluxo completamente. [11] [15]
Figura 9 - Exemplo de formação de arco causado pelas partículas grandes e também pela
aderência entre do material.
Fonte: PURUTYAN et al (2001, p.2)

18
Inundação: ocorre geralmente com pós finos quando um "buraco" (rathole) colapsa.
As partículas que caem carregam ar de modo que o leito se torna fluidizado e o fluxo
fique incontrolável. [11]
Segregação: as variações de tamanhos das partículas tendem a segregar devido a
vibrações e ações de percolação, de modo que as partículas menores se deslocam entre
o vazio deixado pelas partículas maiores. [11]
Tempo de Consolidação: quando alguns tipos de sólidos ficam por um longo período
de tempo dentro do silo, as partículas tendem a rearranjar-se em aglomerados mais
densos a tal ponto que a porosidade do leito muda. Este problema pode gerar outros
como o arqueamento e a canalização.[11]
1.7.2 Auxiliares de Descarga
Auxiliares de descarga são dispositivos que ajudam e melhoram o fluxo dos sólidos
presentes no silo. Geralmente estes itens são instalados na parte inferior do silo tanto para
estimular o fluxo, quanto para cortar o fluxo dos sólidos. Uma válvula ou alimentador são
exemplos básicos destes tipos de equipamentos controladores de descarga. [13]
Os auxiliares de descarga se enquadram em três grupos: Pneumático, Vibratório e
Mecânico. Os auxiliares do tipo Mecânico não são abordados neste trabalho pois não se
adéquam ao equipamento estudado. Todos os auxiliares de descarga usam um ou mais dos
seguintes princípios:
Dilate o material sólido para melhorar o fluxo. Injeções de ar são usadas para dilatar o
fluxo ou para inibir o tempo de consolidação;. [13]
Criar tensões que excedam a resistência do sólido particulado. Vibração e agitação
mecânica são usados para esta finalidade. [13]
Reduzir o atrito entre as partículas e a parede do silo através de um revestimento com
a finalidade de reduzir fricção. [13]
Modificar o regime de escoamento gerando um fluxo mais favorável. [13]
Alterar as propriedades do fluxo de material acrescentando aditivos para evitar
aglomeração. [13]
A escolha dos auxiliar de descarga não é algo muito simples, ou seja, cada
circunstância determina qual auxiliar será o mais adequado, um auxiliar inapropriado pode até
agravar os problemas presentes no silo. A Tabela 2 pode ajudar na escolha do auxiliar.

19
Tabela 2 - Análise Preliminar de Auxiliares de Fluxo. [13]
Classe Adequado Inadequado
Pneumático Materiais finos (pós), coesos e
fluidizáveis.
Materiais aglomerados, partículas
grandes, materiais explosivos.
Vibratório Materiais coesos, aglomerados e
pegajosos. Resolve problemas como
arqueamento.
Materiais que tendem a se
consolidar com vibrações
1.7.2.1 Auxiliares Pneumáticos
No mercado de auxiliares pneumáticos existem várias tipos disponíveis como
aeradores, funis de fluidização, jatos de ar (contínuo ou em pulsos), auxiliares infláveis,
canhões de ar, entre outros.
1.7.2.1.1 Aeradores e Funis de Fluidização
Estes equipamentos ajudam na dilatação do sólido no silo (separação entre as
partículas) através da injeção de ar no espaço intersticial entre as partículas. A injeção de ar
reduz a resistência do material presente no silo e também diminui o atrito entre a partícula e
parede do silo, principalmente na região de saída. Pós tendem a se comportar como fluidos
quando aerados, no entanto uma fluidização excessiva pode ser prejudicial ao fluxo de
material, pois pode acarretar segregação além de torná-lo incontrolável. A granulometria ideal
para auxiliares aerados é de 75 microns (200 mesh), ou pelo menos 25% dos sólidos
particulados devem ter esse tamanho.
Os aeradores são feitos por malhas multicamadas de metal ou tecido. O consumo de ar
gira em torno de 10 ft³/min para cada metro quadrado de área do aerador. A distribuição de ar
é feita uniformemente e apenas quando necessária. A Figura 10 ilustra os aeradores. [13]

20
Figura 10 - Auxiliares de Fluxo - Aeradores.
Fonte: BATES et al (2007, p.10)
1.7.2.1.2 Auxiliares Pneumáticos Infláveis
O escoamento também pode ser auxiliado por membranas flexíveis montadas na parte
cônica do silo. Esses equipamentos se pressurizam (normalmente entre 1 e 3 bar), e expandem
forçando o material estagnado a ir para o centro. Problemas como canalização e arqueamento
podem ser solucionados com estes equipamentos. A Figura 11 a seguir ilustra os auxiliares
pneumáticos infláveis. [13]
Figura 11 - Auxiliares de Fluxo - Infláveis.
Fonte: BATES et al (2007, p.11)

21
1.7.2.1.3 Canhões de Ar
Os canhões de ar são projetados para injetar explosões de gás a uma pressão elevada
(10 bar), em uma pouquíssimo tempo (frações de segundos). A força aplicada é tão grande
que é capaz de quebrar arcos (arqueamento) e buracos de rato (canalização). Esses
dispositivos são utilizados com materiais pegajosos, úmidos, finos, aderentes, aglomerantes e
fibrosos.
O posicionamento dos canhões pode ser regulado em vários ângulos, geralmente são
tangentes às paredes do silo (FIGURA 12). Diferentes bicos causam diferentes padrões de
dispersão. Os disparos causam uma força reacionária na parede do silo, portanto é
fundamental a consideração dessas forças, principalmente em silos desgastados. [14] [13]
Figura 12 - Auxiliares de Fluxo - Canhões de Ar.
Fonte: BATES et al (2007, p.12)
1.7.2.2 Auxiliares Vibratórios
Podem ser externos ou internos ao silo, capazes de resolver problemas como
arqueamento e canalização. Os externos podem ser do tipo bola, turbina, rolo simples e duplo,
pistões de impacto, eletromagnéticos, etc. Os internos podem ser cone invertido oscilante
(vibrações verticais ou horizontais), grelhas vibratórias fixas ou móveis, entre outros. [13]

22
1.7.2.2.1 Cone Invertido Oscilante
O dispositivo em questão possui duas funções: Auxiliar no fluxo através de vibrações
e atuar como válvula de corte da saída do silo. Ao levantar-se, o cone transmite vibrações para
o sólido particulado para ajudar no escoamento do mesmo (FIGURA 13). Quando em
repouso, o cone se torna uma válvula que controla a saída do silo. Pós muito finos não são
recomendados para este equipamento pois podem transpor o bloqueio da saída do silo.
Figura 13 - Auxiliares de Fluxo - Cone Invertido Vibratório.
Fonte: BATES et al (2007, p.20)
1.8 Projeto e Operação de Secadores de Gravidade
1.8.1 Vantagens do Secador de Gravidade
Usualmente, operações de evaporação de água ou de compostos orgânicos voláteis
(COV) presentes em um produto sólido são realizadas em duas fases: a primeira em que a
taxa de secagem é constante, e a segunda em que a taxa de secagem diminui com o passar do
tempo. A primeira etapa é rápida e pode ser realizada em operações flash, pulverizadores, ou
secadores de leito fluidizado. Já a segunda etapa necessita de um tempo de residência elevado,
pois a taxa de remoção da umidade ou dos COV é limitada pela difusão.[7]
Uma operação econômica capaz de proporcionar o tempo de residência necessário, é a
utilização de um silo equipado com injeção de gás (geralmente ar) responsável pelo
23
aquecimento. Esta operação unitária possui vários nomes, entre eles secadores de gravidade,
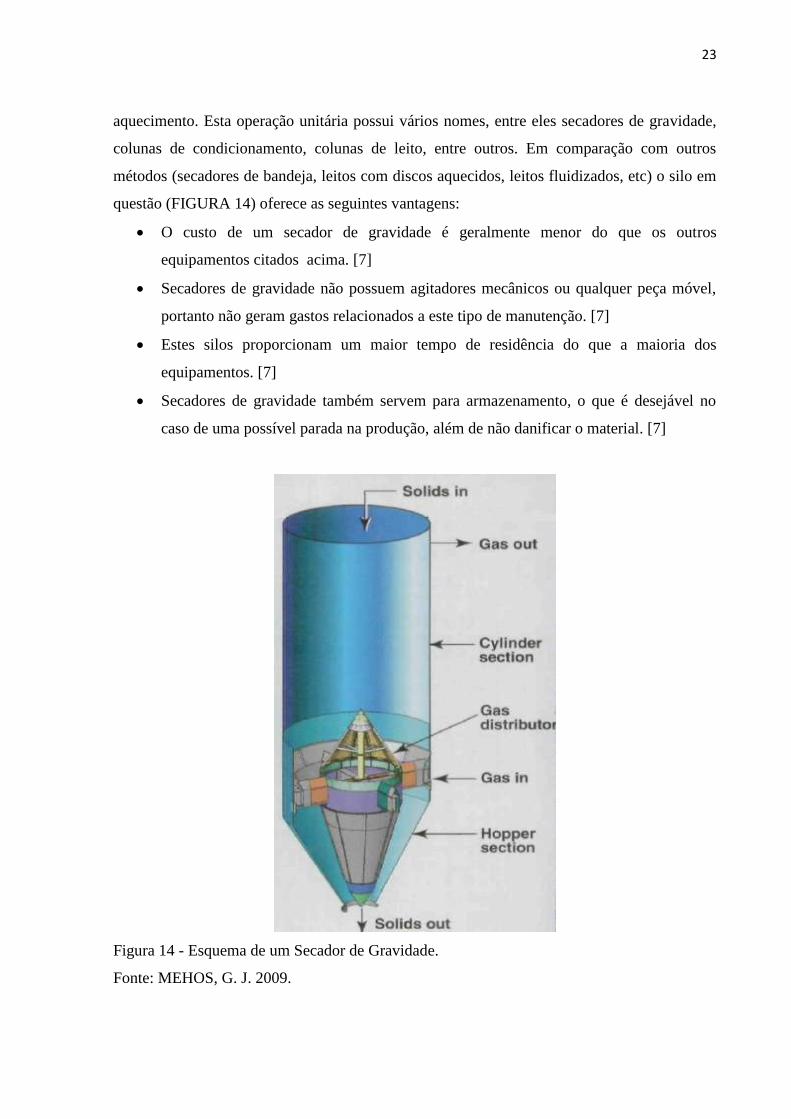
colunas de condicionamento, colunas de leito, entre outros. Em comparação com outros
métodos (secadores de bandeja, leitos com discos aquecidos, leitos fluidizados, etc) o silo em
questão (FIGURA 14) oferece as seguintes vantagens:
O custo de um secador de gravidade é geralmente menor do que os outros
equipamentos citados acima. [7]
Secadores de gravidade não possuem agitadores mecânicos ou qualquer peça móvel,
portanto não geram gastos relacionados a este tipo de manutenção. [7]
Estes silos proporcionam um maior tempo de residência do que a maioria dos
equipamentos. [7]
Secadores de gravidade também servem para armazenamento, o que é desejável no
caso de uma possível parada na produção, além de não danificar o material. [7]
Figura 14 - Esquema de um Secador de Gravidade.
Fonte: MEHOS, G. J. 2009.

24
1.8.2 Parâmetros analisados no processo
A distribuição do gás é feita pelo distribuidor normalmente localizado perto da junção
cilindro/cone. O gás vai em direção ao topo do cilindro, e ao longo do percurso carrega
consigo os componentes voláteis presentes no sólido que flui para baixo. Uma válvula rotativa
ou qualquer outro dispositivo regula a taxa de descarga na saída do cone. Para que o silo
opere corretamente os seguintes fatores devem ser seguidos:
Fluxo Uniforme de Sólidos: um perfil de descarga uniforme, pois o tempo de
exposição do sólido ao gás é variável. No pior dos casos, o fluxo será tubular e os
sólidos do centro teriam um tempo de residência menor que o desejado de modo que a
remoção dos voláteis seja inadequada. [7]
Fluxo Uniforme de Gás: o distribuidor de gás deve injetar o gás a uma velocidade
constante por toda a seção transversal do secador. Um gás mal distribuído (canalizado)
ignorará parte do sólidos e causará instabilidade no escoamento. [7]
Tensão nos Sólidos: as partículas de sólidos próximas as saídas de gás podem se tornar
fluidizadas devido à alta velocidade do gás e acarretar instabilidade. Isto pode ser
evitado com um projeto adequado do distribuidor de gás. [7]
Taxa de Injeção de gás necessária: a composição do fluxo de gás pode variar ao longo
do secador. Como os voláteis são removidos a partir do fluxo de sólidos, a
concentração de voláteis no gás irá aumentar a medida que o gás sobe, portanto a taxa
de injeção de gás não pode ser muito baixa ou na parte superior do silo não ocorrerá a
remoção dos voláteis. [7]
Tempo de Residência Adequado: o silo deve ser grande o suficiente para fornecer um
tempo de residência capaz de remover os voláteis de acordo com o desejado.[7]
Os silos que operam como desejado são aqueles cujo projeto é baseado nas
propriedades de fluxo fundamentais, as propriedades de difusão e as propriedades do
equilíbrio de fases dos voláteis. No mínimo, as seguintes propriedades são fundamentais:
Força coesiva: é utilizada para determinar as dimensões de saída que impeçam a
formação de um arco coeso. [7]
Atrito com a parede: utiliza-se para calcular os ângulos do hopper que garantam um
fluxo com velocidade adequada para manter o tempo de residência necessário. [7]
Compressibilidade: fornece a relação entre pressão do sólido e densidade. [7]

25
Permeabilidade: utiliza-se para especificar as condições que evitam inundação, para
determinar as dimensões de saída que atendam a taxa desejada e para determinar o
perfil de pressão do gás no silo. [7]
Equilíbrio de Fases: A relação entre a concentração do componente volátil no sólido e
no gás. Pode ser usado no cálculo da taxa mínima de injeção de gás. [7]
Informações Cinéticas: usadas para calcular o tempo de residência necessário dos
sólidos. [7]
Como dito anteriormente, o padrão de fluxo ideal em um secador de gravidade é o
mássico pois todo o leito se movimenta a uma velocidade uniforme. O primeiro passo para
garantir um fluxo constante é medir o atrito entre a parede do silo e o sólido descarregado. A
fricção na parede por ser medida por um método descrito na norma ASTMD-6128. O método
coloca o sólido particulado em um anel de retenção sobre uma superfície feita com o mesmo
material da parede do silo, e aplica várias cargas normais. O sólido no anel é forçado a
deslizar na superfície estacionária, de modo que a força de cisalhamento resultante é medida
em função da força normal aplicada. A partir desses valores de cisalhamento e carga aplicadas
constrói-se o gráfico usado para calcular o ângulo de atrito da parede.[7]
A Figura 15.(b) é um exemplo de gráfico capaz de indicar o tipo de fluxo que irá
acontecer através do ângulo do hopper (medido a partir da vertical) e do ângulo de atrito da
parede. O ângulo de atrito da parede é ilustrado pela Figura 15.(a).
Figura 15 - (a) Gráfico usado para determinar o ângulo de atrito da parede. (b) Gráfico para
determinar o tipo de fluxo através do ângulo do hopper e do ângulo de atrito da parede.
Fonte: MEHOS, G. J. 2009.

26
A Figura 15.(b) também mostra uma região de fluxo desconhecido, onde o escoamento
não pode ser previsto. Na realidade esta região representa uma margem de erro para dar conta
de ligeiras diferenças nas propriedades de fluxo, do sólido e do material do silo. Em caso da
combinação dos ângulos gerar um ponto situado na área de fluxo tubular, uma mudança de
fluxo pode ser feita. Por esse motivo a margem de segurança é de 4 a 5 graus do limite de
fluxo mássico.
A uniformidade da velocidade dos sólidos depende de quão perto o ângulo do hopper
está do limite de fluxo mássico. Quanto mais inclinado o ângulo do hopper , mais uniforme é
o perfil de velocidade.[7]
1.8.3 Distribuição do ar para secagem do material
O ar introduzido no interior do silo deve ser distribuído da maneira mais uniforme
possível, proporcionando uma secagem correta do sólido. Para isso, deve-se projetar um
mecanismo de entrada de ar o qual permitirá a passagem do gás pelo material granulado
adequadamente.
Se isso não for possível, o tempo de exposição das partículas será indefinido, causando
a não uniformidade na saída do material, ou seja, o intervalo de tempo ideal e necessário para
as partículas entrarem no silo de secagem e depois saírem pela parte inferior não será
constante. Isso gera a secagem irregular do sólido, onde uma parte é secado por mais tempo e
outra parte por menos tempo que o desejado.
Outro efeito negativo também pode ocorrer durante a secagem quando se introduz ar
de maneira imprópria, por exemplo, no caso da entrada de gás por uma região onde o esforço
do sólido é relativamente baixo, gerando um leito de fluidificação em locais específicos. Isso
acontece quando a velocidade do ar é alta, provocando a instabilidade no fluxo por todo
equipamento de secagem.[7]
Para não formar tais problemas, deve-se acoplar um cone invertido, pelo qual será
introduzido o ar por debaixo do cone. Com isso, a distribuição do ar ocorrerá diretamente no
material através da superfície livre do sólido. No entanto, a influência do cone invertido na
distribuição de ar deve ser melhorado com a injeção de gás através de um anel e vigas
posicionados entre as seções cônica e cilíndrica do silo. Isso é importante pois consegue-se

27
altas taxas de injeção de ar com baixas velocidades, sendo suficiente para evitar a
fluidificação localizada. [7]
A Figura 16 ilustra de forma simples e clara a utilização das vigas como suporte para o
cone invertido, aproveitando o espaço que ela proporciona. Além disso, se o cone for
corretamente projetado, pode-se chegar ao fluxo mássico com um ângulo da seção cônica
duas vezes maior do que o ângulo desta seção sem a presença do cone invertido. Portanto, se a
distribuição de ar for projetada corretamente, o canal de fluxo será expandido e assim poderá
eliminar as regiões estagnadas e conseqüentemente o fluxo instável. [7]
Figura 16 - Utilização de vigas mestres e cone invertido entre a junção cone/cilindro.
Fonte: MEHOS, G. J. 2009.
1.8.4 Injeção de Ar e Equilíbrio de Fases
O processo de secagem do sólido granulado ocorre em contracorrente, ou seja, o
material é despejado pela parte superior do equipamento e flui até a saída enquanto a corrente
do ar seco sobe. As composições do sólido e do gás ao longo do silo de secagem variam
conforme a altura em que é analisado e isso caracteriza a transferência de massa diferente em
cada ponto.
De acordo com a quantidade do material na alimentação, existe uma taxa mínima de
gás necessária no processo, porém, se essa taxa for menor que a quantidade mínima exigida,
não haverá força motriz em determinadas áreas do silo e isso impedirá a extração da
quantidade de líquido desejado que está presente no sólido. [7]
Para descobrir qual a taxa mínima requerida conforme a quantidade de material
introduzido é preciso estabelecer uma relação pelo equilíbrio de fases entre o sólido e o gás.

28
Para os polímeros, a relação pode ser determinada segundo teoria de Flory - Huggins, cujos
parâmetros são calculados para diversos polímeros e solventes. [7][8]
No entanto, quando os dados não são tabelados, pode-se calcular as composições da
fase vapor pelas concentrações das substâncias mais voláteis já conhecidas através de
cromatografia gasosa ou outros métodos analíticos. [7]
Por fim, a taxa mínima de gás introduzido deve ser suficiente para que a concentração
do componente volátil na fase gasosa, o qual está saindo pelo topo da coluna, esteja em
equilíbrio com a corrente de sólido. De acordo com a Figura 17, a taxa é determinada com o
auxílio de um gráfico, cujas linhas de operação e de equilíbrio são colocadas no mesmo.[7]
Localizam-se no gráfico as composições do componente a ser retirado do sólido
referente às entradas do gás e do sólido e, posteriormente, assume-se uma determinada taxa de
injeção de ar. Para baixas umidades no sólido e no gás, as taxas de sólido e gás são
praticamente constantes ao longo do cilindro, permitindo calcular a inclinação da reta pela
razão das taxas de fluxo do sólido pelo gás. As menores taxas de injeção de ar possuem uma
reta mais inclinada (FIGURA 17), sendo que a taxa mínima é aquela cuja linha de operação se
encontrar com a linha de equilíbrio. [7]
Figura 17 - Gráfico utilizado para o cálculo da Taxa Mínima de Injeção de Gás.
Fonte: MEHOS, G. J. 2009.
29
1.8.5 Diâmetro do Cilindro e Esforços no sólido
Existe uma relação entre a taxa de entrada do ar com o tempo de residência, onde altas
taxas de entrada de gás concede menor tempo de residência. Para sistemas no qual as taxas de
injeção de ar são altas, a substância volátil está bem diluída e a força motriz para a
transferência de massa também é alta, a secagem ocorre com mais eficácia. Para que isso seja
feito corretamente, o diâmetro do cilindro deve ser grande o suficiente para evitar altas
velocidades do ar e por consequencia a fluidificação e a instabilidade ao longo da coluna.[7]
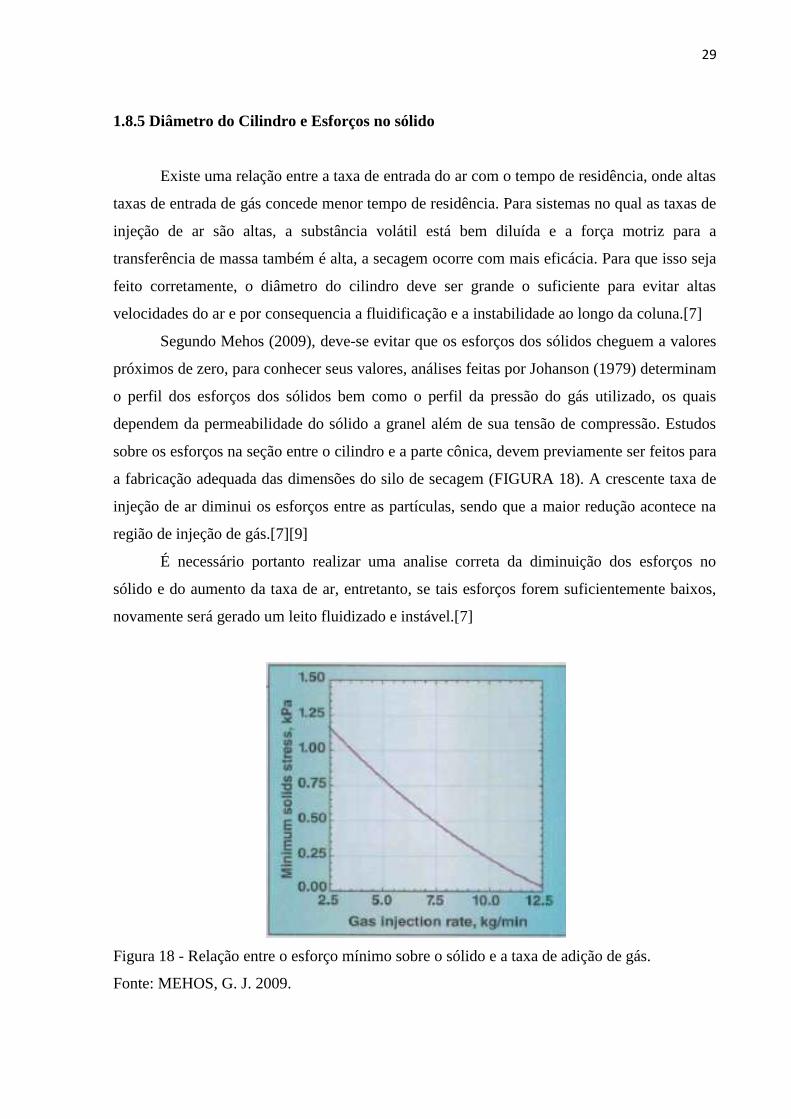
Segundo Mehos (2009), deve-se evitar que os esforços dos sólidos cheguem a valores
próximos de zero, para conhecer seus valores, análises feitas por Johanson (1979) determinam
o perfil dos esforços dos sólidos bem como o perfil da pressão do gás utilizado, os quais
dependem da permeabilidade do sólido a granel além de sua tensão de compressão. Estudos
sobre os esforços na seção entre o cilindro e a parte cônica, devem previamente ser feitos para
a fabricação adequada das dimensões do silo de secagem (FIGURA 18). A crescente taxa de
injeção de ar diminui os esforços entre as partículas, sendo que a maior redução acontece na
região de injeção de gás.[7][9]
É necessário portanto realizar uma analise correta da diminuição dos esforços no
sólido e do aumento da taxa de ar, entretanto, se tais esforços forem suficientemente baixos,
novamente será gerado um leito fluidizado e instável.[7]
Figura 18 - Relação entre o esforço mínimo sobre o sólido e a taxa de adição de gás.
Fonte: MEHOS, G. J. 2009.

30
1.8.6 Tempo de Residência Necessário
Como foi dito anteriormente, alguns fatores influenciam diretamente no tempo de
residência do material granular, cuja umidade deve ser retirada durante o processo de secagem
no silo, tais como o comportamento da fase da substância volátil e sua taxa de transferência, e
as correntes do sólido e do gás. Assim, verifica-se que o tempo de residência determina o
tamanho da coluna do equipamento.
Para calcular a taxa de transferência, utiliza-se a equação da difusão por meio de
coordenadas esféricas, mostradas na Equação 2:
𝜕𝑥
𝜕𝑡=
1
𝑟2
𝜕
𝜕𝑟 𝐷𝑟2
𝜕𝑥
𝜕𝑟 𝐸𝑞𝑢𝑎çã𝑜 2
onde 𝑥 é a composição da substância volátil no sólido, 𝑟 é o raio utilizado na coordenada, 𝑡
refere-se ao tempo e 𝐷 à difusividade da substância volátil para o gás. As condições iniciais e
de contorno devem ser consideradas:
𝑡 = 0, 𝑥 = 𝑥0;
𝑟 = 0,𝜕𝑥
𝜕𝑟= 0;
𝑟 = 𝑅𝑝 , 𝑥 = 𝑥𝑆;
sendo que 𝑅𝑝 é o raio da partícula calculado pelo diâmetro de Sauter, determinada pela razão
do volume pela superfície da partícula, mostrada na Equação 3, 𝑥0 é a composição inicial do
componente volátil e 𝑥𝑆 a composição na superfície do sólido.[10]
𝑑𝑆𝑎𝑢𝑡𝑒𝑟 = 6 ∙𝑉𝑜𝑙𝑢𝑚𝑒 𝑝𝑎𝑟𝑡í𝑐𝑢𝑙𝑎
𝑆𝑢𝑝𝑒𝑟𝑓í𝑐𝑖𝑒 𝑝𝑎𝑟𝑡í𝑐𝑢𝑙𝑎 𝐸𝑞𝑢𝑎çã𝑜 3
Considerando a superfície do material constante, pode-se calcular analiticamente a
difusão, podendo ser relacionada com a composição média da substância mais volátil em
função do tempo.
Caso seja necessário retirar um grau maior do líquido (componente volátil), o silo de
secagem vai exigir um diâmetro maior para que o ar tenha velocidades baixas e não

31
prejudique o fluxo (formação de leito fluidizado e fluxo instável). Somando-se a isso, se o
tempo de residência do material necessita ser aumentado, o tamanho do cilindro também pode
ser modificado para fornecer um sistema de secagem adequado.[7]
2. Conclusão
O silo de secagem é alimentado com um polímero particulado (flake) e sua operação
unitária é a secagem, contudo, estas novas características ainda não foram totalmente
exploradas cientificamente e por essa razão alguns problemas acontecem com estes
equipamentos.
A maioria dos problemas são causados por motivos simples, que não deveriam passar
despercebidos, como por exemplo um erro de projeto ou um modo de operação inadequado. O
presente trabalho nos mostra que os secadores de gravidade (silos) podem ser uma ótima
opção para secar sólidos particulados, pois com um projeto adequado(baseado em parâmetros
fundamentados), com condições corretas de operação, atendem as expectativas de maneira
eficiente e com custo relativamente baixos em comparação a outros equipamentos similares.
Uma análise sobre as propriedades físicas do material particulado também é essencial,
já que estas propriedades permitem conhecer fatores importantes como o tipo de fluxo que o
material tende a exercer e consequentemente quais dificuldades e problemas poderão
acontecer ao longo do tempo.
Para as empresas que trabalham com silos, secadores por gravidade e outras variações
deste equipamento, é necessário um investimento maior em pesquisas e em novas tecnologias
pois o silo de secagem é de suma importância para empresas como o Gruppo M&G.
3. Trabalhos Futuros
Possíveis trabalhos futuros podem conter a coleta de das propriedades físicas do
material da parede do silo e do flake, além da realização do ensaios mecânicos descritos
anteriormente.
Outra proposta é a construção de um silo semelhante em escala laboratorial para
realizar testes e estudar a modelagem do processo. Isso permitirá avaliar as devidas mudanças
necessárias ao equipamento real utilizado.

32
4. Referências Bibliográficas
[1] - SCHULZE, D. Pulver and Schuttguter, 2. Auflage Springer-Verlag, 2009.
[2] - AMORÓS, J. L.; MALLOL, G.; SANCHES, E.; GARCÍA J. Design de Silos para o
Armazenamento de Materiais na Forma de Pó. Problemas Associados à Etapa de
Descarga. Cerâmica Industrial, Espanha, Jan./Fev. 2002.
[3] - PURUTYAN, H.; PITTENGER B. H.; DR. CARSON J. W.; Solve Solids Handling
Problems by Retrofitting. Jenike & Johanson Incorporated. Jun. 2001.
[4] - MARINELLI, J.; DR. CARSON, J. W. Solve Solids Flow Problems in Bins, Hoppers,
and Feeders. Jenike & Johanson Incorporated, Jun. 2001.
[5] - CHASE, G. G. Solids Processing: Hoppers Design. University of Akron, Ohio, 2004.
[6] - JENIKE, A. W. Storage and Flow of Solids. Bull. No. 123, Utah Engng. Station, Univ.
of Utah, Salt Lake City, 1964.
[7] - MEHOS, G. J. Desiging and Operating Gravity Dryers. Cover Story, Chemical
Engineering, Maio 2009.
[8] - BARTAN. A.F.M.. CRC Handhook of Polymer - Liquid Interaction Parameters
and Solubility Parameters. CRC Press, Boca Raton, Florida. 1990.
[9] - JOHANSON, R.. Two-phase-flow Effects in Solids Processing and Handling. Chem.
Eng., (1979).
[10] CAETANO, M. J. L., CTB. Tamanho das Partículas e Sua Distribuição. 2010-2012.
Disponível em:< http://www.ctb.com.pt/?page_id=3592>. Acesso em: jan. 2014
[11] - American Chemistry Council (ACC), American Plastics Council(APC), Transportation
& Logistics Committee. Resign Handling Guide. USA, 2003.
[12] - CARSON, J. W.; JENKYN, R. T. Load Development and Structural Considerations
in Silo Design. Westford, Massachusetts, 1993.
[13] - BATES, L.; DHOTAPKAR, S.; KLINZING, G. SHAPA Technical Bulletin No. 12:
Discharge Aids. UK, 2007.
[14] - SHAPA. SHAPA Technical Bulletin No.4: Achieving Reliable Flow From Existing
Hoppers: Strategy for Selecting the Solution. London, 2001.
[15] - PURUTYAN, H; PITTENGER, B. H.; CARSON, J. W. Solve Solids Handling
Problems by Retrofitting. Danvers, Massachusetts, 2001.