Embed Size (px)
DESCRIPTION
Impressão Flexográfica, Técnicas, Dicas
Citation preview
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 1/244
FLEXOGRAFIA

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 2/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 3/244
Bloco Comunicação Ltda.
São Paulo, Março de 2007
1ª edição
FLEXOGRAFIA MANUAL PRÁTICO
E U D E S S C A R P E T A

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 4/244
Agradecimentos
Pode parecer fácil, mas agradecer não é algo tão simples. Muitas pessoas ajudaram sobremaneira.Outros não perceberam que estavam contribuindo para esse documento. Porém, quero destacar osseguintes:
Em primeiro lugar agradeço a Deus sobre todas as coisas que orienta e permite que as coisasaconteçam. Muito obrigado.
Agradeço à minha família, cujo esteio é muito importante para que as coisas andem e finalmentecheguem ao final com sucesso.
Agradeço ao amigo Wilson Paduan que me auxiliou no capítulo sobre impressão, pré-impressãoe tintas entre outras informações.
Agradeço ao amigo José Carlos de Freitas, que foi grande incentivador e cotizador para que as
coisas acontecessem. Agradeço ao Lopez, Paulo Sergio, Daniela, Vlamir, Dutra e Letícia, que ajudaram a preparar ima-gens e desenhos para o livro em seu tempo livre.
Agradeço ao pessoal da Bloco de Comunicação (Marcos, Wilson e Carlos) em quem depositeiconfiança para a edição deste livro, pois sempre admirei o trabalho sério que fazem na revistaEmbalagemMarca.
Agradeço aos mestres Lorenzo Baer, Bruno Cialone, Sergio Vay e Bruno Mortara, cuja convivên-cia me é sempre enriquecedora.
Agradeço às empresas que acreditaram no projeto e que, espero, ganhem também por aposta-rem em algo inédito na língua portuguesa.
Agradeço aos dirigentes da Zaraplast, que permitiram essa contribuição sobre flexografia aomercado. Isso mostra o diferencial de uma empresa que, por meio da qualidade de seus produtos,passou à vanguarda da flexografia em seu segmento no Brasil. Nunca pouparam esforços paraimplementar ações de melhoria como a aplicação das normas ISO e NBR de flexografia, além deacreditarem em meu trabalho. São meus mestres.
Agradeço à Abflexo e à Abiea, que viabilizaram a divulgação e que apoiaram o projeto inéditono Brasil. Agradeço à ABTG e à Abigraf por também confiarem em meu trabalho junto à ISO/TC 130
Comitê Internacional de normalização para a indústria gráfica mundial. Sou grato ao SENAI-SP quetanto contribuiu para o meu crescimento como profissional e, acima de tudo, como pessoa.
Agradeço aos meus companheiros de trabalho que pontuaram com excelentes contribuições e atodos aqueles que, no decorrer de muitos anos, me ajudaram e tiveram paciência comigo.
Agradeço a minha esposa Miriam que é uma das maiores incentivadoras e que me motiva a mos-trar-lhe um trabalho bem feito. Agradeço sua paciência e agradeço por ser simplesmente “minha”.
A todos meu MUITO OBRIGADO!
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 5/244
Dedicatória
Dedico este livro à minha mãe. Sabe, dedicar uma obra à mãe certamente parece lugar-comum.Mas não é. Minha mãe é um exemplo de dedicação e trabalho. Durante muito tempo, trabalhouduro junto com meu pai e minha irmã para que eu estudasse e cursasse o Senai de Artes Gráficas.
E não foram apenas os dois anos de aprendizagem industrial, mas também os quatros anos quese seguiram de escola técnica no mesmo Senai Theobaldo de Nigris. Eram tempos difíceis, em quelevávamos arroz com feijão e ovo (às vezes frito, às vezes omelete ou outra criação pra disfarçar)boa parte da semana.
Nascida no interior de São Paulo, logo mudou-se com sua família para o interior do Paraná, ondeseu pai comprou um pedaço de terra. Época muito difícil. Com o tempo conheceu meu pai e secasou. Depois de eu e minha irmã nascermos no norte do Paraná, vieram para São Paulo tentar avida, como se diz. Mais épocas difíceis. Mas nunca desistiram e com o tempo conseguiram criar-noscom educação e preceitos éticos e morais que, penso eu, sejam o maior legado de todos.
Hoje tenho minha mãe como exemplo, inspiração de persistência e determinação. Acredito real-mente que os pais são a base para o que os filhos serão no futuro. Pois no meu caso foi isso queaconteceu. Obrigado pai. Obrigado mãe.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 6/244
Prefácio
O Professor Eudes Scarpeta entendeu que o desenvolvimento técnico sustentável da flexografia noBrasil dar-se-á somente com a superação de seu maior paradigma: “Investimento em capital humano”,
através do estudo, pesquisa e difusão dessas informações valiosas aos profissionais do setor. O Mercado
da Flexografia bem-informado e a cada dia mais promissor, agradece.
O Profissional Eudes Scarpeta continua contribuindo na consolidação deste ideal de crescimento,liderando o projeto de normalização setorial junto à ISO (Comitê para Normalização da Flexografia,
onde atua como Líder de Projeto Internacional), elevando à condição de “Empreendedor, Inovador e Pioneiro” o nosso país, o Mercado e todos nós, profissionais oriundos do meio. O Brasil, na berlinda da normalização, agradece.
O Autor Eudes Scarpeta lança seu segundo livro técnico para a indústria gráfica e convertedora.Depois de uma visão abrangente, clara o objetiva sobre redução de setup (e custos) para offset, rotogra-vura e flexografia (Como diminuir o setup na impressão - Editora Scortecci - 2005), ele compila tudo
o que aprendeu, vivenciou e praticou nos seus trabalhados em flexografia, uma obra bastante útil e necessária ao nosso segmento. Os leitores, ansiosos, agradecem.
O Amigo Eudes Scarpeta me estende o gentil convite de prefaciar este livro, de compartilhar seu conhecimento, sua sabedoria e mais do que tudo isso, me honrar com a sua amizade. O admirador Aislan Baer, com sinceridade e votos de sucesso, agradece.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 7/244
Capítulo 1 – Introdução ..........................................................13
Como surgiu a flexografia ........................................................14
Características da flexografia ...................................................14
Chapa flexível, mas resistente ..................................................15
Tinta líquida e de secagem rápida ...........................................15 Sistema de entintagem ............................................................15
Impressoras para todas as necessidades ................................. 16
As variáveis a serem controladas na flexografia ....................... 18
Características do processo flexo .............................................19
Como identificar um impresso em flexografia .......................... 19
Características das impressoras ..............................................20
Capítulo 2 – O design e a produção gráfica .................. 23
Que cuidados o designer da embalagem deve ter? .................. 28
A cor que eu vejo na tela do computador
é a mesma que eu vou obter na impressão? ...........................28 É possível aproximar a cor que vejo
no monitor e o resultado impresso? .........................................28
Que tipos de textos são mais apropriados para flexografia? ..... 29
O corpo do texto afeta a impressão? ........................................29
Que cuidados se deve ter com textos negativos? ..................... 29
Qual a diferença entre fontes PostScript e TrueType? ............... 30
Por que as fontes PostScript sãomelhores em Macintosh que em PC? .......................................30
Imagem e ilustração não são a mesma coisa? ......................... 31
O que é resolução da imagem? Qual devo
usar para imprimir em flexografia? .......................................... 31 Qual o melhor tipo de “formato” de imagem? .......................... 32
O que são ilustrações em vetor e bitmap? ............................... 33
Qual a melhor? ........................................................................34
O que é color trap e para que serve? .......................................34
O que é um arquivo em PDF/X? ...............................................35
O que é o PDF/X-1a? ...............................................................35
Quais são os itens de um checklist
básico para orientar o trabalho do designer? ...........................38
Capítulo 3 – Pré-impressão de flexografia .................... 41
O que é pré-impressão? ..........................................................42 Quais os equipamentos utilizados? ..........................................42
Quais os softwares utilizados na pré-impressão? ..................... 43
Como a imagem é preparada para ser impressa? .................... 43
O que é retícula? .....................................................................43
O que é quadricromia? .............................................................44
Os pontos de retícula possuem formatos diferentes? ............... 44
Qual o melhor tipo de ponto para flexografia? .......................... 44
O que é ângulo de retícula? .....................................................46
Quais os melhores ângulos para flexografia? ........................... 46
O que é “Moiré”? .....................................................................47
Existe alguma retícula que não provoque o “Moiré”? ............... 47
O que é lineatura? ...................................................................48
Em que influi a lineatura na reprodução da imagem? .............. 49 Qual a melhor lineatura para flexografia?.................................49
Que dizer da porcentagem de pontos? .....................................49
O que é “contraste de imagem”? .............................................50
O que é “ganho de pontos”? ....................................................49
Por que ocorre o ganho de pontos? .........................................51
Como se calcula o ganho de pontos? .......................................52
O ganho de pontos é igual para cada máquina? ...................... 54
Como se corrige o ganho de pontos? .......................................55
Como são feitas as medidas para
correção de ganho de pontos? .................................................55
O ganho de pontos é igual nas áreasclaras, médias e escuras da imagem? .....................................55
De que forma se dá a correção do ganho de pontos? .............. 55
O que é um densitômetro? .......................................................55
Por que ocorre a distorção ouaumento da imagem na flexografia? ........................................56
A distorção é igual para todos os clichês? ............................... 56
Quais elementos importantes de
um finger print para flexografia? ..............................................56
Capítulo 4 – Clichês para impressão flexo ..................... 63
O que são clichês? ...................................................................64 De que são feitos? ...................................................................64
Como escolher o tipo de fotopolímero
e quais fatores são importantes? .............................................64
Que métodos de gravação e cópia existem? ............................ 65
Qual a altura correta do grafismo em relação ao piso? ............ 66
Como se faz e para que serve a exposiçãoprincipal no sistema convencional? ..........................................66
Como determinar a melhor exposição de verso e principal? .... 66
Para que serve a lavagem (gravação)
da chapa e que cuidados se deve ter? .....................................68
Que cuidados com os clichês sedeve ter na gravação química? ................................................68
Para que serve e por que são necessáriosa secagem e a estabilização do clichê? ...................................68
O que acontece se não se esperar o tempo de
estabilização e já se utilizar o clichê para imprimir? ................69
Como funciona o sistema de gravação a laser? ....................... 71
Resumo dos principais tipos de cópia e gravação .................... 72
Quais os controles que se deve fazerao receber um clichê gravado? ................................................ 73
Índice

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 8/244
Qual o melhor método para limpar
o clichê durante a impressão? ................................................. 73
Como se deve limpar o clichê após a impressão? .................... 73
Qual o melhor método para armazenamento do clichê? ........... 73
Existem controles a serem feitosnos clichês de um modo geral? ...............................................74
Qual a tendência dos sistemas de
gravação de chapas no mercado mundial? .............................. 74
Capítulo 5 – Montagem declichê e provas de impressão ..............................................77
Quais os métodos de montagem de clichês ............................. 77
Qual é o melhor sistema de colagem utilizado hoje em dia? .... 79
O que é dupla-face? ................................................................80
Quais os tipos de dupla-face? ..................................................81
O tipo de dupla-face influencia no resultado da impressão? .... 81
Densidade é o mesmo que compressibilidade? ........................ 81
Qual a principal característica
que uma fita dupla-face deve ter? ........................................... 82 Qual é, então, o melhor tipo de dupla-face? ............................. 82
O que são “sleeves” ou camisas? ............................................82
Quais são os tipos de camisas mais comuns no mercado? ...... 83
Quais as vantagens e as desvantagens das camisas? ............. 83
Quais os cuidados na escolha das camisas? ............................ 84
O que são provas de flexografia? .............................................85
Quais os tipos de provas mais comuns e qual a melhor? ......... 86
O que é “print” e Cromalin® .....................................................86
O que é o catálogo Pantone®? .................................................86
O que é perfil ICC? ...................................................................87
Capítulo 6 – Principais suportes para impressão .......91
Quais os principais suportes que
podem ser impressos na flexografia? .......................................91
Quais as boas qualidades que os suportes devem possuir? ..... 92
Quais as principais aplicações do papelnos segmentos que a flexografia atende? ................................ 92
O que são plásticos? ................................................................92
O que são “filmes técnicos”? ...................................................92
O que são co-extrusados? .......................................................93
O que são laminados? .............................................................93
O que são metalizados? ...........................................................93
Por que utilizamos laminados e metalizados? .......................... 94
Quais as propriedades do alumínio epor que é tão útil em embalagens? ..........................................95
Por que o poliéster é tão utilizado hoje em dia? ....................... 95
Quais as qualidades do polipropileno? .....................................96
O que é extrusão de materiais plásticos? ................................. 97
O que é tratamento corona? ....................................................98
O que é a tensão superficial? ...................................................99
O que pode afetar o tratamento corona? ................................ 101
Por que o tratamento corona
tende a reduzir ao longo do tempo? .......................................101
O tratamento pode variar em função da tinta? ....................... 102
Resumo dos diferentes produtos e estruturas utilizadas.........103
Capítulo 7 – Tintas para impressão ................................109
Do que são feitas as tintas de flexografia? ............................. 109
O que são resinas? ................................................................109
Quais as resinas utilizadas na flexografia? ............................. 110
Qual a função das resinas nas tintas......................................110
O que são vernizes?...............................................................111
O que são solventes? .............................................................111
Que tipos de solventes são utilizados nas tintas flexo? .......... 112
Propriedades físicas dos principais solventes gráficos ........... 113
Qual o método correto para
utilização dos solventes nas tintas? .......................................114
Quais os controles feitos nos solventes? ................................114
O que são e qual a função de pigmentos e corantes? ............ 114
Como se classificam os pigmentos e quais as suas origens? ... 115
Resistência à luz ....................................................................117
O que é moagem? .................................................................117
O que são aditivos e quais os
principais utilizados nas tintas flexo? .....................................119
O que é viscosidade? Como controlá-la? ...............................119
O que é rendimento da tinta? .................................................120
Quais os principais controles a serem feitos nos filmes de tinta impressos? .....................................120
O que é tixotropia? .................................................................121
Qual seria uma formulação
média para tintas de flexografia? ...........................................122
Tintas à base de água e seu uso em flexografia .................... 122
É possível aplicarmos tintas base água na
flexografia de banda larga para substratos plásticos? ............122
Que dificuldades podem surgir e quais cuidadosos operadores devem ter com tintas base água? ...................123
Podemos utilizar tintas à base de água para laminação? ....... 123
Como fazer para acertar a cor?..............................................124
Quais são os três princípios da cor? ......................................125
De que forma a densitometriapode ajudar no controle da cor? ............................................126
Capítulo 8 – Cilindros anilox ...............................................129
Qual a função básica do anilox?.............................................130
Quais os tipos de anilox mais comuns? .................................130
Quais os principais tipos de laser para gravação
de anilox e quais as diferenças entre eles? ............................ 131
Quais os itens de controle? ....................................................132
Por que a lineatura do anilox deve ser alta? ........................... 132
O que é BCM? ........................................................................132
O BCM é mais importante do que a lineatura do anilox? ........ 133

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 9/244
Qual o ângulo da retícula do anilox? ......................................133
Por que se escolheu esse ângulo? .........................................133
Em que o volume de tinta influencia a impressão? ................ 134
Qual o cálculo para converter BCM/pol² em cm³/m²?.............134
Como escolher o anilox? ........................................................134
Que outros fatores devem-se levar em
conta na escolha do anilox correto? .......................................135
Lineaturas e volumes recomendados para cada processo ..... 136
Quando utilizar rolo de borracha pelo sistema doctor roll? ..... 137
Há algum princípio básico na escolha do anilox? ................... 137
Quais os métodos de limpeza do cilindro anilox? ................... 138
Como se deve armazenar os cilindros anilox? ........................ 138
E que dizer do armazenamento das camisas anilox? ............. 139
As camisas anilox são tão boas quanto os cilindros anilox? ... 139
O anilox sleeve pode ser recondicionado? .............................. 140
Que tipo de anilox é maisrecomendado para grandes chapados?..................................140
Como se afere o anilox? ........................................................141
Quais são os métodos para aferição? ....................................141
Dicas e cuidados com camisas anilox ....................................142
Capítulo 9 – Impressão de flexo – Banda larga ........ 145
Sistemas de entintagem ........................................................145
Sistema construtivo ...............................................................146
A máquina impressora ...........................................................147
Sistema de entrada (alimentação) e saída .............................. 147
Eixos e tubetes ......................................................................148
Troca de bobinas....................................................................149
Alinhadores ............................................................................150 Controle de tensão manual ou semi-automático .................... 152
Controle de tensão automático ...............................................152
Roletes...................................................................................153
O grupo impressor .................................................................155
Sistema sem-engrenagens (gearless) ....................................158
Cuidados com o sistema de entintagem ................................ 161
Cilindro entintador (doctor roll) ...............................................162
As racles (facas) utilizadas na flexografia ............................... 163
O certo e o errado sobre asracles e sistemas de entintagem............................................165
Capítulo 10 – Impressão flexo –Banda estreita e média .........................................................171
A máquina impressora ...........................................................172
Sistema de entrada (alimentação) ..........................................172
Grupo impressor ....................................................................173
Sistema de entintagem ..........................................................174
Impressoras com troca do grupo impressor ........................... 174
Secagem entre-cores, estufas e exaustão .............................. 175
Secagem ultra-violeta ............................................................175
Sistemas de cura U.V. ............................................................177
Electron beam ........................................................................180
Sistemas E.B. aplicados a impressoras flexo .......................... 182
Meio-corte dos rótulos ...........................................................183
Capítulo 11 – Impressão flexo – Corrugados ............. 187
Algumas definições básicas na área de corrugados ............... 188
Tipos de papelão ondulado ....................................................188
Terminologia ..........................................................................189
Tipos de ondas ......................................................................189
Controle da qualidade do papelão ondulado ........................... 190
Desenvolvimento de embalagens e estruturas ....................... 190
A impressão ...........................................................................191
Sistema de entrada (alimentação) ..........................................192
Grupo impressor ....................................................................193
Sistema de saída ...................................................................196
Capítulo 12 – Problemas comunsna impressão e soluções práticas ...................................201
Falhas de impressão ..............................................................203
Variação de registro ...............................................................204
Tinta U.V. não cura (seca) .......................................................205
Cor lavada em relação ao padrão ...........................................205
Falha na sobreposição de tintas (trapping da tinta) ................ 206
Variação da cor durante a impressão (color shifting) .............. 207
Variação do passo da fotocélula .............................................208
Decalque................................................................................208
Manchas ou borrões no impresso ..........................................209
Blocagem (blocking) ..............................................................210 A tinta arranca as fibras do papel ..........................................211
Moiré no impresso .................................................................212
Riscos no impresso ................................................................213
Entupimento da retícula .........................................................214
Ganho de ponto excessivo .....................................................215
Marcas de engrenagem .........................................................216
Fotografia (fantasma) .............................................................217
Chapado sem cobertura ou furando .......................................218
Mudança de contraste durante a produção ............................ 219
Pontos de retícula falham (missing dots) ................................220
A tinta perde (ou muda) a cor depois de impressa ................. 221
Variação de COF ....................................................................222
Impressão sem brilho (fosca) – Blushing ................................223
Código de barras não lê .........................................................224
Glossário e termos técnicos em flexografia ................. 225

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 10/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 11/244
Capítulo 1 – Introdução – 11

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 12/244
Neste capítulo você vai ver:
• Como Surgiu a Flexografia• Apresentação das Principais Características da Flexografia• Resumo das Propriedades das Chapas para Impressão• As tintas para Flexografia• Importância do Sistema de Entintagem• Diferentes tipos de Equipamentos para Diferentes Serviços• Variáveis a Serem Controladas no Processo

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 13/244
Capítulo 1 – Introdução – 13
fle xografia evoluiu muito nos últimos anos. Mais e mais profissionais de outras áreas têm mudado para fle xo. A qua-lidade de impressão melhorou e o custo de fabricação nãoaumentou proporcionalmente, tornando assim a fle xografiaforte concorrente da rotogravura em certos campos, especial-
mente no segmento de embalagens fle xíveis.Ao passo que há este substancial desenvolvimento, material informativo e cla-ro não está disponível no mercado. Assim, este livro procura au xiliar aquelesque estão entrando no mercado e não conhecem bem o que é fle xografia. Ao
mesmo tempo, será útil também para aqueles que já possuem experiência,mas carecem de base teórica.“Fle xografia - Manual Prático” visa ajudar técnicos, vendedores, designers,gerentes, impressores, técnicos de pré-impressão, clicheristas, profissionais daárea de controle de qualidade e todos os envolvidos com esse processo detransformação que é a fle xografia a compreender esse excelente processo.Este Manual deve estar na sala de impressão, no laboratório, na sala de ven-das, enfim, em todo lugar que seja de fácil acesso. A recomendação que se fazé que empresários, diretores, gerentes e responsáveis por empresas em geraldisponibilizem tantos exemplares quanto possível, a fim de qualificar seusprofissionais e melhorar o desempenho da empresa.O Livro é dividido em partes, de modo a facilitar a localização do assuntodese jado e o rápido acesso às causas e às soluções dos problemas em fle xo-grafia. Assim, o leitor perceberá ser muito prática a forma como foi escrito e,principalmente, sua linguagem, de fácil entendimento por operadores e todosque o utilizarem no seu dia-a-dia. Além disso, há dicas de cuidados que sedeve ter no desempenho das funções ligadas ao processo de impressão, eum apelo para a postura profissional de quem lida diretamente na execuçãodo pedido.
1•Introdução
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 14/244
ç
14 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
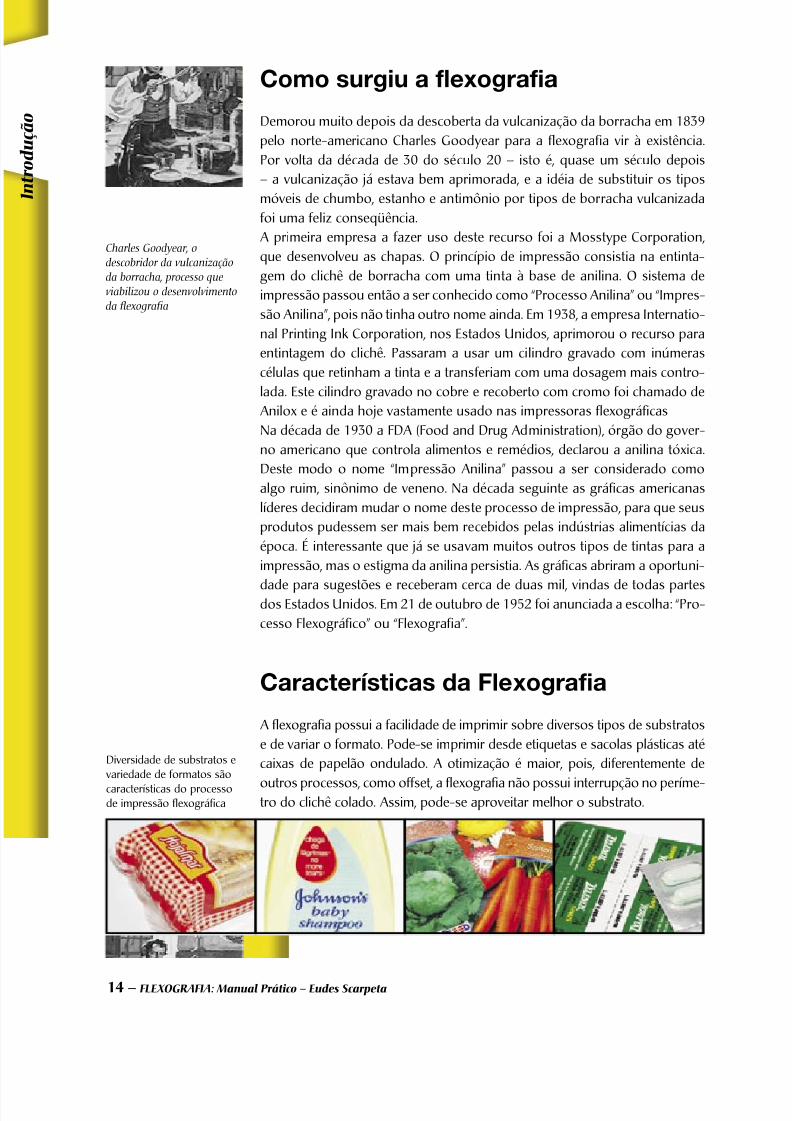
Como surgiu a flexografia
Demorou muito depois da descoberta da vulcanização da borracha em 1839pelo norte-americano Charles Goodyear para a fle xografia vir à existência.Por volta da década de 30 do século 20 – isto é, quase um século depois– a vulcanização já estava bem aprimorada, e a idéia de substituir os tipos
móveis de chumbo, estanho e antimônio por tipos de borracha vulcanizadafoi uma feliz conseqüência.A primeira empresa a fazer uso deste recurso foi a Mosstype Corporation,que desenvolveu as chapas. O princípio de impressão consistia na entinta-gem do clichê de borracha com uma tinta à base de anilina. O sistema deimpressão passou então a ser conhecido como “Processo Anilina” ou “Impres-são Anilina”, pois não tinha outro nome ainda. Em 1938, a empresa Internatio-nal Printing Ink Corporation, nos Estados Unidos, aprimorou o recurso paraentintagem do clichê. Passaram a usar um cilindro gravado com inúmerascélulas que retinham a tinta e a transferiam com uma dosagem mais contro-
lada. Este cilindro gravado no cobre e recoberto com cromo foi chamado deAnilox e é ainda hoje vastamente usado nas impressoras fle xográficasNa década de 1930 a FDA (Food and Drug Administration), órgão do gover-no americano que controla alimentos e remédios, declarou a anilina tó xica.Deste modo o nome “Impressão Anilina” passou a ser considerado comoalgo ruim, sinônimo de veneno. Na década seguinte as gráficas americanaslíderes decidiram mudar o nome deste processo de impressão, para que seusprodutos pudessem ser mais bem recebidos pelas indústrias alimentícias daépoca. É interessante que já se usavam muitos outros tipos de tintas para aimpressão, mas o estigma da anilina persistia. As gráficas abriram a oportuni-
dade para sugestões e receberam cerca de duas mil, vindas de todas partesdos Estados Unidos. Em 21 de outubro de 1952 foi anunciada a escolha: “Pro-cesso Fle xográfico” ou “Fle xografia”.
Características da Flexografia
A fle xografia possui a facilidade de imprimir sobre diversos tipos de substratose de variar o formato. Pode-se imprimir desde etiquetas e sacolas plásticas atécai xas de papelão ondulado. A otimização é maior, pois, diferentemente de
outros processos, como offset, a fle xografia não possui interrupção no períme-tro do clichê colado. Assim, pode-se aproveitar melhor o substrato.
Charles Goodyear, o descobridor da vulcanização da borracha, processo queviabilizou o desenvolvimento
da flexografia
Diversidade de substratos evariedade de formatos são
características do processode impressão flexográfica

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 15/244
Capítulo 1 – Introdução – 15
Chapa flexível, mas resistente
A chapa para impressão pode variar tanto na espessuraquanto na dureza. Outra propriedade da chapa é o tipode material utilizado, que pode ser fotopolímero, borrachanatural ou mista, cada qual com uma finalidade específica. Nor-
malmente, para uma maior qualidade, o fotopolímero traz melhoresresultados. A dureza pode variar de 25 a 40 graus Shore “A”, a unidadede medida de dureza de borrachas (quanto maior o valor, maior a dureza)para impressão de cai xas de papelão ondulado, pois a “maciez” do clichê seamolda melhor à superfície irregular do material. Para impressão em substratoscom superfícies regulares e para se obter melhor definição de impressão, utili-za-se dureza entre 55 e 60 graus Shore “A”. As chapas são coladas em cilindrosou camisas apropriados chamados de “porta-clichês”. Os métodos para fi xaçãodas chapas podem variar, mas o mais utilizado é a colagem com dupla-face,uma fita espumada com adesivo em ambos os lados.
Tinta líquida e de secagem rápida
A tinta de flexografia é normalmente líquida e de secagem rápida, permitin-do boa velocidade de impressão. As tintas podem ser à base de solventescomo álcool, mistura de solventes e água ou mesmo de cura ultra-violeta. Oemprego de cada tipo de tinta decorre do tipo de serviço, do substrato, doequipamento, do uso final do produto. São vários os controles feitos na tintae estes são considerados no Capítulo 7.
Sistema de entintagem
O item mais importante do sistema de entintagem na flexografia é o cilindroanilox. Suas células gravadas dosam a tinta a ser depositada na superfície doclichê. Se houver pouca tinta a cor impressa poderá ser distorcida. Se houverexcesso, acumulará tinta entre um ponto e outro causando manchas na ima-gem impressa.É importante ter sempre em mente que o controle da dosagem de tinta é fun-
damental na flexografia. A tecnologia moderna permite muita variedade notipo e na profundidade de células, que são escolhidas em função do serviço aser realizado.
As chapas podem variarna composição, naespessura e na dureza
O excesso de tinta pode gerar defeitos na impressão, como se observa na imagem da direita
Os cilindros anilox são a parte mais importante do sistema de
entintagem em flexografia
S T U D I O
A G

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 16/244
ç
16 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
Impressoras paratodas as necessidades
Os equipamentos para impressão podem ser organizados em três grandescategorias, conforme o tipo de material a ser impresso:1) Etiquetas e rótulos (banda estreita e banda média),2) Embalagens em geral (banda larga) e3) Corrugados (Papelão Ondulado).
Os equipamentos para impressão de etiquetas e rótulos são relativamentepequenos e requerem apenas um operador. São diversos os tipos de etique-tas: de supermercado, para roupas, rótulos etc.
Impressora típica de banda estreita
Rótulos auto- adesivos são amplamenteimpressos emflexografia
F O T O : N I L P E T E R
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 17/244
Capítulo 1 – Introdução – 17
As embalagens são um grande grupo: sacolas de supermercado, sacolas depapel, papel de presente, sacos de padaria, papel de embrulho, embalagens debiscoitos, sorvetes, farinhas, laminados, longa vida, pet food etc.
Impressora Flexopower para bandalarga
O grupo de corrugados – isto é, as caixas de papelão ondulado – é maisrústico que os dois anteriores. Para imprimi-las, normalmente se utiliza tinta àbase de água e impressão em duas ou mais cores. O equipamento é alimen-tado com placas de papelão, diferentemente dos dois processos anteriores,cujo substrato sempre entra na forma de bobina.
Grande parte das caixas de papelão ondulado sãoimpressas em flexo
Impressora Martin para corrugados
Embalagens flexíveis sãoum grande mercado deimpressão em banda larga

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 18/244
ç
18 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
As variáveis a seremcontroladas na flexografia
Muitas são as variáveis que interferem nos resultados da impressão em fle- xografia. A chapa, a tinta, o anilox, a máquina, o substrato e a própria mão-de-obra, para se citar apenas os principais. Naturalmente os outros proces-sos de impressão também possuem variáveis semelhantes, mas na flexografiaestes são agravados por causa das características do processo.Por ser em alto relevo e feito de borracha flexível, o clichê obriga a um contro-le cuidadoso por parte dos profissionais em flexografia. No ato da impressãoo clichê entra em contato direto com o substrato e tende a deformar-se. Alémdisso, ao ser colado no cilindro porta-clichê, a imagem gravada na chapa defotopolímero se deforma. Tudo isso aumenta o ganho de pontos, causandoum aumento da tonalidade na imagem impressa.Por ser a tinta líquida, sua dosagem deve ser feita com o mínimo necessário,visto que ela pode escorrer ou entupir a imagem gravada no clichê. Além
disso, deve-se controlar a viscosidade, velocidade de secagem e tonalidade.O cilindro anilox é fator muito importante relacionado com a tinta, visto sero principal agente de entintagem.As folgas mecânicas, imprecisões, erros de projeto e tantos outros fatorestransformam o próprio equipamento de impressão em outra grande variável.Cada impressora é única, com suas qualidades e seus defeitos.Na flexografia, grande parte da qualidade do impresso depende da sensibi-lidade, da experiência e dos cuidados do impressor. Dele dependerá a entin-tagem do clichê, bem como a pressão e o encosto micrométrico do clichê nosubstrato. O impressor também decidirá que tipo de anilox usar, o balancea-
mento dos solventes na tinta, o padrão de cor, qual o melhor dupla-face etc.Portanto, não é exagero afirmar que o investimento em treinamento técnicoespecializado é um dos melhores que a empresa faz.
O clichê no momento daimpressão tende a deformar
Variáveisflexo
Clichê
Tinta
Dupla-face
Operador
ImpressoraMeios
Material
Meioambiente
S T U D I O
A G

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 19/244
Capítulo 1 – Introdução – 19
Características do processo flexo
A evolução da Fle xografia significou nos últimos anos uma qualidade quaseigual (em alguns casos) à da rotogravura. No entanto a melhoria da qualida-de também cobrou seu tributo. Os clichês tornaram-se mais caros, surgiramnovos tipos de dupla-faces, máquinas mais sofisticadas, tintas mais pigmenta-
das e com qualidade melhor, anilox com gravação a laser, controles automáti-cos de viscosidade e tantas outras melhorias. Então, o que faz da flexografiaum processo competitivo? Vamos ver as principais características.
Resumo das Características do Processo• Clichê flexível com gravação em alto relevo.
• Tinta líquida de secagem rápida por evaporação dossolventes ou por cura UV.
• O clichê de fotopolímero pode durar perto de
1 milhão de cópias boas.• Imprime sobre qualquer tipo de suporte flexível
(papéis diversos, alumínio e vários tiposde plásticos) e também papelão ondulado.
• Mercado da Flexografia: Embalagens flexíveis emgeral com filmes técnicos e laminados, sacolas,rótulos e etiquetas, embalagens de papelão ondulado etc.).
Como identificar umimpresso em flexografia
A fle xografia disputa o mesmo mercado de atuação da rotogravura e poresta razão alguns confundem os dois processos. Mas a fle xografia possui uminconfundível squash (borrões nas bordas de traços e textos) característico doprocesso.
• Observe as bordas de traços finos e textos, se tiver o squash, é fle xografia(ver exemplo abaixo).
O squash é uma das características que marcam a impressão flexo

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 20/244
ç
20 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
• A maioria das cai xas de papelão ondulado é feita em fle xografia. A exceção éfeita às cai xas cuja “capa” que reveste as ondas do papelão é impressa em offsetpara uma melhor definição de imagem (ex: cai xas de eletrodomésticos).• Grande parte dos rótulos encontrados hoje são feitos em fle xografia (inclusi-ve as pequenas etiquetas de preços usadas em supermercados).
Características das impressoras
As máquinas impressoras possuem configurações diferentes em função dotipo de serviço a ser realizado e da largura do suporte a ser impresso. Assimuma classificação mais genérica é:1. Banda Larga: embalagens de snacks, sacolas promocionais, biscoitos, sacosde arroz/fei jão, ração animal (pet food);2. Banda Estreita e Média: Rótulos auto-adesivos, etiquetas;
3. Corrugado: Cai xas de papelão ondulado.
Assim temos:
1. Sistema satélite ou tambor central: Possui um cilindro contra-pres-são (também chamado de tambor central ) que é comum a todosos grupos impressores . É mais usado em banda larga. Possui avantagem de dei xar o suporte a ser impresso totalmente pre-so durante a impressão de todas as cores. Isso facilita oregistro das cores e diminui a dilatação do suporte. Essaestrutura é indicada para impressão de plásticos, espe-cialmente polietileno e polipropileno.
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 21/244
Capítulo 1 – Introdução – 21
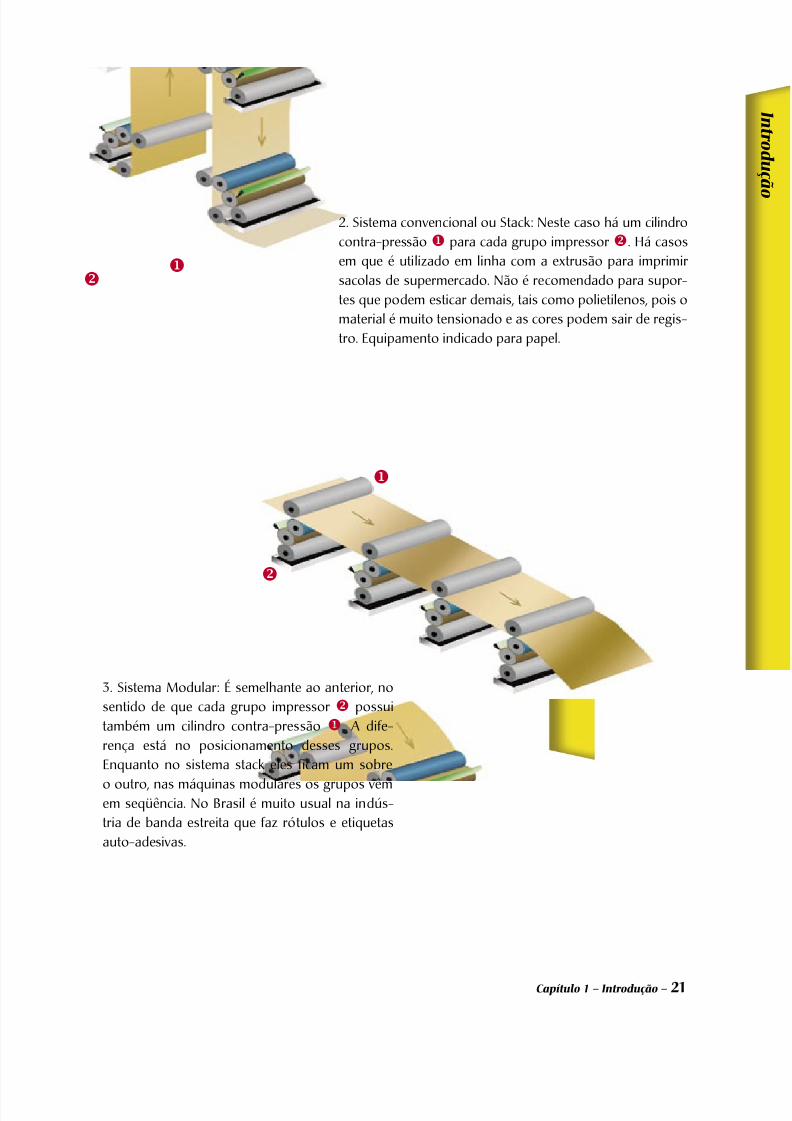
2. Sistema convencional ou Stack: Neste caso há um cilindrocontra-pressão para cada grupo impressor . Há casosem que é utilizado em linha com a extrusão para imprimirsacolas de supermercado. Não é recomendado para supor-tes que podem esticar demais, tais como polietilenos, pois omaterial é muito tensionado e as cores podem sair de regis-tro. Equipamento indicado para papel.
3. Sistema Modular: É semelhante ao anterior, nosentido de que cada grupo impressor possuitambém um cilindro contra-pressão . A dife-rença está no posicionamento desses grupos.Enquanto no sistema stack eles ficam um sobre
o outro, nas máquinas modulares os grupos vêmem seqüência. No Brasil é muito usual na indús-tria de banda estreita que faz rótulos e etiquetasauto-adesivas.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 22/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 23/244
Capítulo 2 – O Design e a Produção Gráfica – 23

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 24/244
Neste capítulo você vai ver:
• Como funciona a produção gráfica• Quais os cuidados que o designer deve ter ao criar uma arte para flexografia• Qual a diferença entre fontes True Type e PostScrip• Qual a diferença entre imagens em Bitmap e Vetor• Resolução de imagem• Cuidados com trap• Importante informações sobre PDF

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 25/244
Capítulo 2 – O Design e a Produção Gráfica – 25
or produção gráfica entende-se o processo de criação de umproduto (uma revista, uma embalagem, um folheto, um anún-cio impresso). Esse processo passa por várias etapas antes definalmente chegar às mãos do consumidor final.Em geral são agências especializadas que criam as peças para
reprodução gráfica. Isso quer dizer as artes a serem impressas. As gráficas jápossuem os projetos prontos de embalagens padronizados bastando apenasadaptar ao processo de envasamento (no caso de embalagens) do cliente. Àsvezes a própria indústria de transformação (indústrias gráficas e de embala-gens) propõe melhorias e/ou inovações nos produtos (estruturas de embala-gens) do cliente.O processo de criação começa na agência que idealiza, dentro de especifi-cações do cliente, opções de design para que o departamento de marketingescolha. A partir de então passa por uma série de departamentos dentro daempresa para que o projeto seja bem-sucedido (produção, departamento legal,Desenvolvimento, etc). Daí passa-se à finalização das artes. As artes prontassão enviadas à gráfica e convertedores de embalagens. Esses adaptam a arteàs características do processo de impressão e fazem uma “prova” (impressãodigital, normalmente em ink jet e em papel offset normal ou fotográfico) edevolvem para o cliente conferir dizeres, dimensões etc. Se estiver tudo ok, agráfica ou convertedor solicitará um visto de aprovação nessa “prova”. Noteque, embora a “prova” possa ser colorida, o objetivo não é fazer a aprovaçãode cores, pois as cores que sairão na impressora são diferentes das impres-soras ink jet tradicionais. Além disso, a prova digital normalmente não é feitacom os pontos de retícula utilizados na impressão e isso por si só já fará muitadiferença no resultado final. Isso, aliás, precisa ficar bem claro ao cliente.
2•O design e aprodução gráfica

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 26/244
26 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Dessa forma, o projeto de um produto envolverá Marketing, Produção,Qualidade Assegurada, Desenvolvimento, o Consumidor, Fornecedores, SupplyChain e Distribuição. Há ainda a preocupação com o impacto do produto(especialmente no caso das embalagens plásticas) com o meio-ambiente.
Marketing: faz e/ou orienta a criação do design do produto gráficoem conjunto com o estúdio. Gerencia em parceria com o desenvolvi-mento, os prazos de produção em conformidade com os prazos delançamento do produto.
Desenvolvimento: Estuda e desenvolve junto com o convertedor(gráfica) uma embalagem, por exemplo, compatível com o produto.Verifica o custo/benefício do processo de impressão, tipo de material edificuldades de reprodução do que o marketing e a agência criaram.
Produção: Avaliação do protótipo do produto em linha de produ-ção. É importante que uma embalagem, por exemplo, tenha um bomdesempenho nas máquinas de envase. Em outras palavras, deve-seantecipar problemas.
Consumidor: É claro que nenhum projeto poderá ser bem-sucedido se nãoincluir o consumidor. Aquele que, por adquirir o produto, dará sua aprovação.Assim, o departamento de marketing junto com o estúdio testará o gosto doconsumidor final. Além disso, estão envolvidos aspectos legais como o Códigode Defesa do Consumidor.
Design eProjeto Gráfico
Consumidor
Marketing
Meio Ambien
Desenvolvimento
Supply Chain
Distribuição
Produção
Safety Clearance
Fornecedor
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 27/244
Capítulo 2 – O Design e a Produção Gráfica – 27
Fornecedores: As gráficas ou convertedores de embalagens precisam serdesenvolvidos, quer dizer, testados e até mesmo auditados muitas vezes. Nocaso de embalagens alimentícias e farmacêuticas, por exemplo, o rigorosocritério com BPF (Boas Práticas de Fabricação) e HACCP (Análise de Perigo ePontos Críticos de Controle) precisarão ser os pontos fortes do fornecedor.Também deve ser verificada a “capabilidade” do processo, ou seja, se os forne-
cedores têm condição técnica e espaço para produzir o volume necessário ouse poderão de um momento para o outro suportar pedidos extras de últimahora. É claro que tudo isso envolve também a negociação de preços.
Safety Clearence: ou produto limpo e seguro. Ainda é comum muitas empre-sas utilizarem, sem saber, insumos com risco de intoxicação. Um exemplo sãoas tintas que podem conter pigmentos inorgânicos com metais pesados comoo chumbo e que podem ser empregados desde uma revista infantil até umaembalagem alimentícia. O mesmo risco pode acontecer com outras matériasprimas. Para assegurar que a embalagem é “limpa e segura” deve-se solicitaramostra para análise dos insumos ou pelo menos um laudo do fornecedorassegurando que não se utilizam produtos tóxicos no processo.
Supply Chain (Cadeia de Abastecimento): é o processo integrado que per-mite a obtenção de recursos (insumos) básicos, e os transforma agregandovalores para que possa ser entregue em forma de produtos ou de serviços aclientes que estão dispostos a pagar por este valor agregado. O supply chaintambém pode providenciar a escolha dos fornecedores.
• Logística: providenciará a melhor forma de distribuição dos produtos: comoentregar (paletes, pacotes, caixas etc). Também providenciará os melhores
meios de transporte e armazenamento.
• Departamento Legal: Nenhuma embalagem ou produto poderá chegar aoconsumidor final com textos, imagens ou gráficos abusivos, com linguagemenganadora ou que violem os Direitos do Consumidor, ou ainda omitindoinformações importantes. É onde entra o Departamento Legal que, à luz dasleis, códigos etc, dará aval ao projeto.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 28/244
28 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Que cuidados o designerda embalagem deve ter?
Muitas são as precauções que os criadores de design de embalagens devemter. Como vimos, cada processo possui suas características que devem ser res-peitadas. A flexografia, por exemplo, possui características ímpares, e um poucode conhecimento facilitará a criação de artes próprias para reprodução.Vamos considerar os principais cuidados que a flexografia requer. São eles: cor,textos e imagens/ilustrações.
A cor que eu vejo na tela docomputador é exatamente a mesmaque eu vou obter na impressão?
Não. O que você vê é a cor formada por RGB (red, green e blue), ou seja, omonitor se utiliza de luz colorida para formar todas as cores que você vê,processo chamado de síntese aditiva. Na impressão o que formará a cor serãotintas com pigmentos que refletirão a luz (síntese subtrativa).
LUZ AZULVIOLETA
LUZVERMELHA
LUZ VERDE
MAGENTA
AMARELO CIANO
BRANCO
Síntese aditiva: como as cores são
formadas no monitor
AMARELO
CIANO
Síntese subtrativa: como as cores são
formadas na impressão
MAGENTAVERMELHO
PRETO
AZULVIOLETAVERDE
É possível aproximar a cor que vejo
no monitor e o resultado impresso?É possível sim. Porém, será necessário a calibração entre a impressora paraprovas digitais (tipo ink jet, por exemplo) e a impressão. Normalmente isso éfeito dentro da empresa convertedora ou gráfica. Os estúdios, devido à distân-cia e também por trabalhar com diversos convertedores, não possuem essacalibração. Hoje em dia há um grande movimento do WYSIWYG que é a abre-viação da expressão em inglês What You See Is What You Get, que pode sertraduzido para “O que você vê é o que você tem”, no sentido de que a imagemque se vê na tela do computador já está com a aparência do trabalho final.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 29/244
Capítulo 2 – O Design e a Produção Gráfica – 29
TABELA DE TEXTOS PARA FLEXOGRAFIA CARACTERÍSTICAS EVITAR INDICADOS
FonteSERIFAS e Curivas
Itálicos LAPIDÁRIAS (sem serifas)
Textos negativosCorpo 12 Corpo 10
Corpo 8 Corpo 6
Corpo 12 Corpo 10 Corpo 8 Corpo 6
Textos positivosCorpo 12 Corpo 10
Corpo 8 Corpo 6
Corpo 12 Corpo 10 Corpo 8 Corpo 6
TEXTOS
Fonte Conjunto das letras do alfabeto, números e sinais desenhados de modo característico.Corpo Tamanho do texto, normalmente dado em pontos (pts).Ponto Unidade de medida da letra. Um ponto equivale a 0,325 mm.Itálico Inclinação que se dá a vários tipos de fontes.Serifa Traços que fazem o acabamento de uma letra.
N Serifa
Que tipos de textos são maisapropriados para flexografia?
Quase todas as embalagens possuem textos, mas às vezes, não se tomam cui-dados simples para garantir a legibilidade das informações. Não é qualquer tipo,caractere ou fonte que pode ser usado sem atenção especial. Tipos com serifas(Garamond, Bodoni, Times) e fontes cursivas (Brush Script, Mistral, Park Avenue,Zapf Chancery) não são recomendáveis para flexo. Em geral, estes tipos pos-suem um grau de dificuldade na impressão por acumular tinta mais facilmente etambém por falhar, quando se trata de cursivas. As fontes recomendáveis são aslapidárias ou sem serifas como a Arial, por exemplo.
O corpo do texto afeta a impressão?
Textos com corpo muito pequeno são difíceis de reproduzir, porém em muitasembalagens, e especialmente em rótulos e etiquetas, o seu uso é inevitável. Senão der para evitar textos com corpo menores que 8 pontos, então não tenhadúvidas, utilize fontes lapidárias (sem serifas e não cursivas). O itálico tambémdeve ser evitado, pois tende a afinar as linhas do texto.
Que cuidados se deveter com textos negativos?
São basicamente dois: evitar fontes serifadas ou cursivas e tamanhos pequenos.Abaixo de corpo 8, por exemplo, haverá problemas. Textos com corpos peque-nos e com serifas tendem a entupir na impressão e a perder legibilidade.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 30/244
30 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Qual a diferença entre fontesPostScript e TrueType?
PostScript é uma tecnologia que realmente fez a evolução da escrita em todosos produtos gráficos. Sem a PostScript, os desenhos feitos em computadoresnão iriam muito longe. Antes dessas fontes os designers não tinham controlesobre o que sairia como fontes no resultado final para impressão.Por outro lado a vantagem das fontes TrueType é que são baratas e por issosão populares. Além disso, são fáceis de manejar e gerenciar. Porém, podemcausar muita dor de cabeça ao Bureau ou gráfica.PostScript foi desenvolvida pela Adobe (empresa de software que publica oPhotoshop, um dos mais conhecidos e utilizados softwares gráficos). PostScriptdifere de outros códigos para textos porque trata os itens de uma página(textos, imagens e gráficos) como um objeto geométrico. Quando imprime emuma impressora PostScript, são enviados para o sistema em forma de coman-do de textos. Estes textos contêm informações exatamente como estão na
página (arte). O texto é recebido, entendido e traduzido por um interpretadorPostScript na sua impressora.Por causa dessa simplicidade de comandos de textos e consistência do inter-pretador de PostScript, qualquer impressora imprimirá sempre do mesmo jeitoa informação. Enviando sempre a mesma informação Postscript para cinqüentaimpressoras, você obterá sempre o mesmo resultado de impressão. A infor-mação PostScript é importante principalmente quando se dará saída em filmes(fotolitos) em uma imagesetter ou CTP (Computer to Plate). Quando se utilizamfontes TrueType os resultados podem ser inexatos e inconsistentes (falta dotexto, espaço entre as letras, repaginação, troca de letras ou fontes).
Por que as fontes PostScript sãomelhores em Macintosh que em PC?
Os interpretadores PostScript são comuns em impressoras laser em ambienteMacintosh, mas são menos comuns em PCs com ambiente Windows®. É evi-dente que isso tem melhorado nos últimos anos e muito se faz hoje com umPC, mas ainda há problemas. A razão é que o PC não foi criado como umamáquina gráfica como o Macintosh, mas sim como equipamento matemático.
No entanto, se você já operou um Mac sabe muito bem a diferença entre osdois. A manipulação de imagens gráficas fica muito mais simples nesses equi-pamentos.Ao contrário das fontes TrueType, as de PostScript permitem um desenho con-sistente de todo o layout sempre. O que você vê na tela do computador é oque você verá impresso não importando qual a impressora digital, imagesetterou CTP. Até mesmo algumas empresas gráficas não aceitam artes com fontesTrueType por que terão muitas vezes que refazer o arquivo enviado pelo clientepara “dar saída” na separação de cores.
PostScript trata os itens de uma página comoum objeto geométrico
Em cima, exemplo de texto em PostScript.
Em baixo, em True Type.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 31/244
Capítulo 2 – O Design e a Produção Gráfica – 31
Muitos não compreendem por que uma imagem ou ilustração que na tela doseu computador parece perfeita, mas quando é utilizada em uma arte paraimpressão, fica “pobre”, ou, como se diz, fica sem resolução. O problema não
está no processo de impressão. Como vimos, o que se vê no monitor não énecessariamente o que se obterá no produto impresso, não importando muitoqual o processo utilizado (digital, offset, rotogravura ou flexografia).
Imagem e ilustraçãonão são a mesma coisa?
No jargão gráfico normalmente as imagens se referem a fotografias. Já as ilus-trações são desenhos feitos em softwares especializados, como Corel Draw e
Illustrator ou algum desenho feito à mão e escaneado.
O que é resolução de imagem?Qual devo usar para imprimirem flexografia?
O design gráfico não necessita mais resolução do que a capaci-dade de resolução da impressora ou do processo de impressão.
Note que muitas vezes vemos imagens, fotos em sites na inter-net que parecem perfeitas e quando tentamos reproduzir emimpressora ink jet, por exemplo, ficam sem definição.
IMAGENS E ILUSTRAÇÕES
Exemplo de imagemfotográfica
Exemplo deilustração

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 32/244
32 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Isso acontece porque a resolução do monitor é baixa quando comparada àresolução da impressora. Isso significa que se uma imagem que está sendoimpressa em uma impressora laser de 600 dpi também será necessário umaresolução de imagem de 600dpi para uma reprodução 100%. Uma imagesetter,por exemplo, pode ter uma resolução muito maior chegando a 2.400 dpi. É claroque dependendo da configuração, ela pode descartar imagens acima de 1.200
dpi. Isso significa que imagens com essa resolução são impressas tão bem quan-to uma imagem de 3.600 dpi. Sabendo disso, não é necessário guardar imagenscom resoluções tão altas se forem para impressão. Apenas ocuparão espaçoprecioso em seu computador ou rede além do fato que quanto mais “pesada” aimagem mais difícil de manusear em programas de edição de imagens.
Imagens em bitmap mostrando o resultado de diferentes resoluções
72 dpi 150 dpi 300 dpi
Qual é o melhor tipo de
“formato” de imagem?Quase todas as imagens digitais que são utilizadas no computador estão noformato RGB (red, green e blue) diferentes das que serão impressas na flexo-grafia que são cyan, magenta, amarelo e preto ou CMYK (cyan, magenta, yellowe black. O preto é representado pelo “K” para não confundir com o azul casofosse utilizada a letra “B”).Alguns tipos de imagens, como as em JPG usam um tipo de compressão queafeta a qualidade da imagem. Durante a edição ou tratamento da imagem,cada subseqüente exportação de um JPG (mantendo-se o esse formato) irá
degradando a qualidade.Quando preparamos imagens para impressão em flexografia ou outros pro-cessos de impressão o ideal é salvar a imagem como CMYK e extensão TIFF.Esse formato que é a abreviação em inglês de Tagged Image File Format éamplamente usado pelos profissionais gráficos e designers, pois o TIFF podeser comprimido, alterado e exportado sem alterar a qualidade de imagem epode ainda guardar informações de cores.
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 33/244
Capítulo 2 – O Design e a Produção Gráfica – 33
O que são ilustraçõesem vetor e bitmap?
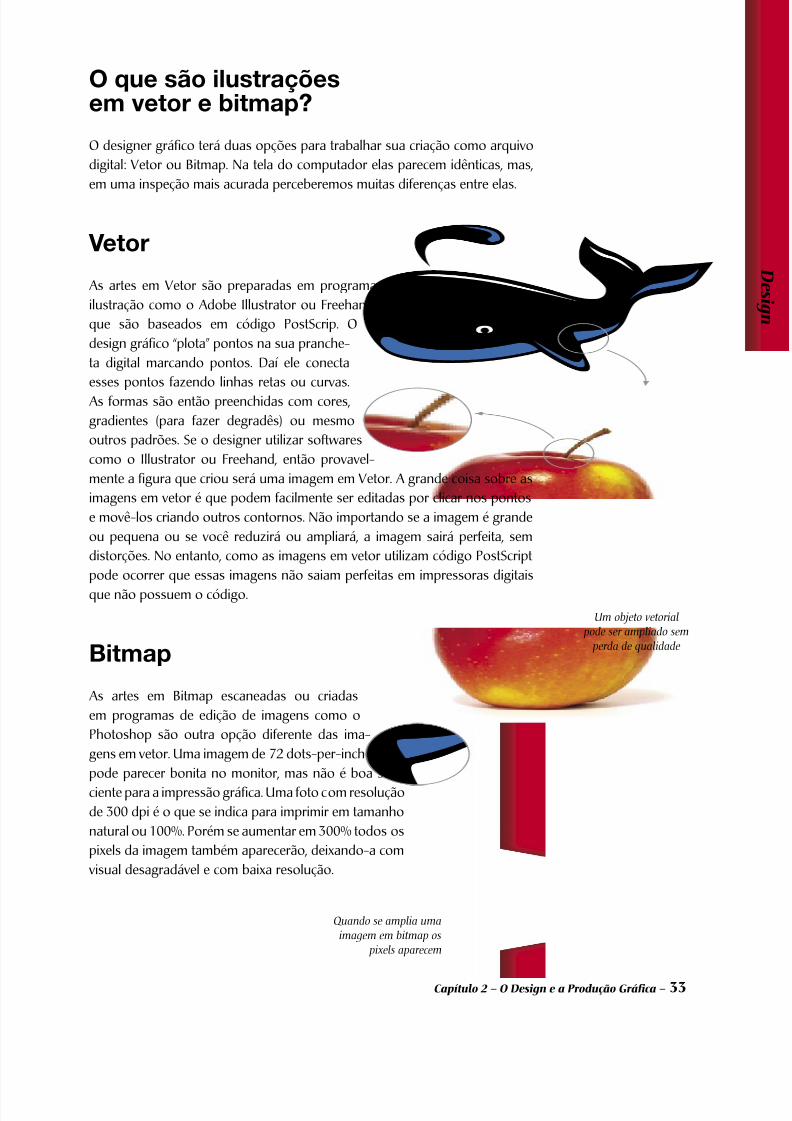
O designer gráfico terá duas opções para trabalhar sua criação como arquivodigital: Vetor ou Bitmap. Na tela do computador elas parecem idênticas, mas,em uma inspeção mais acurada perceberemos muitas diferenças entre elas.
Vetor
As artes em Vetor são preparadas em programas deilustração como o Adobe Illustrator ou Freehand,que são baseados em código PostScrip. Odesign gráfico “plota” pontos na sua pranche-ta digital marcando pontos. Daí ele conectaesses pontos fazendo linhas retas ou curvas.As formas são então preenchidas com cores,gradientes (para fazer degradês) ou mesmooutros padrões. Se o designer utilizar softwarescomo o Illustrator ou Freehand, então provavel-mente a figura que criou será uma imagem em Vetor. A grande coisa sobre asimagens em vetor é que podem facilmente ser editadas por clicar nos pontose movê-los criando outros contornos. Não importando se a imagem é grandeou pequena ou se você reduzirá ou ampliará, a imagem sairá perfeita, semdistorções. No entanto, como as imagens em vetor utilizam código PostScriptpode ocorrer que essas imagens não saiam perfeitas em impressoras digitais
que não possuem o código.
Bitmap
As artes em Bitmap escaneadas ou criadasem programas de edição de imagens como oPhotoshop são outra opção diferente das ima-gens em vetor. Uma imagem de 72 dots-per-inch (dpi)pode parecer bonita no monitor, mas não é boa sufi-
ciente para a impressão gráfica. Uma foto com resoluçãode 300 dpi é o que se indica para imprimir em tamanhonatural ou 100%. Porém se aumentar em 300% todos ospixels da imagem também aparecerão, deixando-a comvisual desagradável e com baixa resolução.
Quando se amplia umaimagem em bitmap os
pixels aparecem
Um objeto vetorial pode ser ampliado sem
perda de qualidade

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 34/244
34 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Qual a melhor?
O ideal é que o designer gráfico procure criar imagens em vetor sempre quepossível, pois são mais fáceis de manipular. No entanto se for uma fotografia,então não haverá escolha, pois essas imagens são sempre bitmaps. Mas nãotem problema se você sempre procurar trabalhar com o máximo de resolução
para garantir a perfeita reprodutibilidade da imagem impressa nos diferentessistemas de impressão.
O que é color trap e para que serve?
Depois dos filmes produzidos, as cores impressas precisam ser alinhadas(registradas) com precisão. Se as cores não estão alinhadas corretamente napágina, espaços em branco podem aparecer entre as cores que estão jun-tas. Este problema é chamado de “fora de registro” e pode deixar o visual da
impressão muito ruim. Isso acontece porque, dependendo do tipo de impres-sora, ou mesmo do tipo de processo de impressão, vários fatores (máquina,cilindros, camisas, material, entre outros) podem fazer com que as cores nãose encaixem. Assim, para prevenir possíveis variações o operador experienteutilizará um recurso chamado de color trap.Por exemplo, o círculo cyan está registrado com o magenta de fundo. Daíseparam-se os filmes/clichês em dois: um para o cyan e outro para o magenta.Porém, se não houver um recurso de trapping, qualquer variação mostrará odesencaixe.
Original Filme/clichê do cian
Filme/clichê do magenta
Note na figura que, sem o trap, quando aparece a variação, cria-se uma áreabranca, e onde se aplicou o recurso de trap não há o círculo, embora haja amesma variação. É claro que são necessários cuidados para utilizar o recurso,especialmente levando em consideração as cores.
Variação sem trap
Variação com trap

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 35/244
Capítulo 2 – O Design e a Produção Gráfica – 35
Outra forma de se evitar (ou esconder a possível variação de registro) é quan-do em embalagens há mais de duas cores. Daí deve-se engrossar as linhas decontorno que esconderão o problema, caso ocorra na impressão (veja figuraabaixo).
O que e um arquivo em PDF/X?
PDF/X é um subconjunto de especificações que é a sigla do inglês “PortableDocument Format” (PDF) foi desenvolvido pelo comitê técnico de artes gráficas(Committee for Graphic Arts Technologies Standards - CGATS) e está sendopadronizado como norma internacional ISO pelo ISO/TC 130.O formato é baseado no PDF da empresa Adobe (a mesma que criou oPhotoshop) e serve para envio/troca de documentos digitais com anotaçõesou não, de trabalhos prontos para a impressão inclusive com informações decores, texto etc.
O que é o PDF/X-1a?PDF/X-1a restringe o conteúdo em um original no formato PDF que não sirvadiretamente à finalidade da saída de alta qualidade da produção da cópia paraimpressão, tal como anotações, ações de Java, e multimídia inseridos.O PDF/X-1a elimina também os erros mais comuns na preparação e enviodigital das artes. De acordo com um estudo da GATF (Graphic Arts TechnologyFoundation) conduzido em janeiro 2002, os erros mais comuns em arquivosPDF eram os seguintes:• Fontes de textos não incluídas.
• Erros de cores.• Perda de imagens.• Características de overprint e trapping.Já quando se prepara um documento em PDF/X-1a o arquivo garantirá queesses erros não aconteçam porque ao imprimir em PDF o software (AcrobatDistiller®) tem como padrão confirmar que:• Todas as fontes e imagens devem estar incluídas.• Todos os elementos são codificados como CMYK.• O arquivo também deve indicar os trappings.• Outros itens importantes.
Linhas grossas ajudam a esconder o “fora de registro”

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 36/244
g
Artedigitalizada
Foto dacâmeradigital
Artegerada no
computador
PROVASRetoque ecorreçãode cores
Necessidadesdo cliente
OK ?
Corrigir OK ?
Corrig
Lay-outdo projeto
Conceitodo projeto
OK ?
Cria a provafinal e a
printer queserá aprovada
pelo cliente
Informaçõespara a
separaçãode corese demais
informações
Montagemdo trabalho PROVAS OK
?
Melhoriado projeto
NÃOSIM
SIM
NÃO
SIM
PROVAS
NÃO
Retoqucorreçde cor
Artedigitalizada
Foto dacâmeradigital
Artegerada no
computador
N
36 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
DESIGN PRÉ-IMPRESS
WORKFLOW

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 37/244
Fazer osfilmes e
clichês oudeixar osarquivosdigitaisprontos
Montar osclichês
Prova declichês
montadosOK ?
Ajustes deimpressão
OK ?
Imprimiro serviçocompleto
Aprovaçãodo cliente
O Correçãoda imagem
OK ?
PROVAS
Preparaçãodas tintas
NÃO
SIM
Corrigir oproblema
SIM SIM
NÃO
Capítulo 2 – O Design e a Produção Gráfica – 37
O IMPRESSÃO
FLEXOGRAFIA

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 38/244
38 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Quais são os itens deum checklist básico paraorientar o trabalho do designer?
Para evitar erros de projeto, o profissional de design pode seguir um checklist
com diversas informações importantes. Preparei um com itens que devem serlembrados. Alguns são considerados em capítulos específicos do livro. Outrosvocê mesmo poderá colocar conforme as características do seu trabalho.Conforme vimos também, se você utilizar o PDF/X-1a terá seu trabalho facili-tado, pois ele conferirá todos os itens que são necessários para a reproduçãográfica de alta qualidade.
GERAL Imprimir seu documento (arte)em sua própria impressora e olharde longe se o resultado do layout éo que você está esperando. Se nãofor, voltar e refazer de forma queatinja o resultado que você quer e,principalmente, que seja legível.
Salvar seu documento parafuturas edições. Salvar em estágiosdiferentes e, claro, na versão final.
Ler o texto e corrigir possíveis
erros.
Marque este item se você tivertomado todos os cuidados solici-tados pelo seu cliente quando lheencomendou esse trabalho.
Você considerou o tipo dematerial em que será impressoo seu trabalho (papel, plástico,alumínio)?
Tem certeza de que tudo o queusou no trabalho é apropriado paraimpressão em flexografia?
LAYOUT Conferiu todas as medidasda embalagem incluindo o passoda foto-célula e os critérios parainserção de código de barras?Lembre-se: quando a impressão éem flexografia, o posicionamentodo código de barras possui menordistorção no sentido longitudinal daimpressão.
Os elementos que serão “san-grados” quer dizer, cortados naborda da arte atravessam 5mm
além da marca de corte?
Nenhum elemento importantedo projeto termina dentro de 5mmda borda da corte?
CORES Todas as cores foram criadasou convertidas como CMYK?
Todas as cores juntas (CMYK)no total somam no máximo 270%.
FONTES Todas as fontes estão presentesno documento?
As fontes são legíveis e foramevitadas cursivas e serifadas?
IMAGENS Todos os arquivos de imagensestão presentes.
Todas as imagens foram salvascomo TIFF? Nenhuma imagem foisalva como GIF ou JPEG para nãopermitir a degradação da cor ouresolução através da compressão?
Nenhuma imagem ou ilustra-ção possui linhas finas menoresque 0,25 pontos que são de difícilreprodução em flexografia?
As imagens fotográficas foramsalvas com pelo menos 300 dpi(dots per inch) no tamanho original?
Ilustrações a traço (tipo bico de
pena) foram escaneadas com reso-lução entre 800 e 1200 ppi (pixelsper inch).
Meios tons (imagens reticula-das) que foram escaneadas foramdevidamente feitas de tal forma quenão causem “moiré” no resultadofinal de impressão.CHECKLIS
T

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 39/244
Capítulo 3 – Pré-impressão – 39

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 40/244
Neste capítulo você vai ver:
• O que é a pré-impressão• Por que é importante• Quais equipamentos e softwares mais utilizados• Como escolher retículas, pontos, ângulos e lineatura para flexografia• Ganho de pontos e como controlar• Densitometria e distorção de clichês
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 41/244
Capítulo 3 – Pré-impressão – 41
a reprodução gráfica é fundamental o uso de retículas. Todaimagem que possui variação tonal (observe a imagem abaixo)necessitará ser decomposta em pequenos pontos que chama-mos de retícula. Esses pontos variam em freqüência ou tama-nho, produzindo com isso uma imagem de graduação tonal.
3•Pré-impressãode flexografia

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 42/244
42 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
p
O que é pré-impressão?
Costuma-se designar pré-impressão (prepress) todas as operações que sãonecessárias para a preparação da imagem, gravação dos clichês e verificaçãoda qualidade do mesmo por meio de provas digitais ou analógicas.A pré-impressão serve para preparar todo o processo que envolve a confecção
da imagem, filmes, provas digitais ou analógicas e clichês. No entanto, é maiscomum que a pré-impressão seja entendida como sendo apenas a área quepossui os computadores, scanners, imagesetter etc.
Quais os equipamentos utilizados?
Uma configuração típica de pré-impressão possui computadores (normalmen-te a preferência é pela linha Macintosh), Scanner, imagesetter e uma processa-dora de filmes.
Imagesetter Avantra 44
Scanner Epson Perfection 4990 Photo
Computador Apple Macitonsh G5

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 43/244
Capítulo 3 – Pré-impressão – 43
Quais os softwaresutilizados na pré-impressão?
São quatro os principais softwares para editoração eletrônica: 1) Editoresde Textos (Microsoft Word, Word Perfect, Word pro), 2) Tratamento de ima-gens (Photoshop, PhotoPaint, etc), 3) Ilustrações (Corel Draw, Illustrator) e 4)Paginação (Art Pro, In Design, etc). Na prática os editores de textos são pre-teridos pelos softwares de paginação e o software da Esko-Graphics. Outrosoftware utilizado especificamente para a flexografia é o FlexoCal que corrigeos possíveis ganhos de pontos antes da gravação do clichê. Há, no entanto,sofwares especializados para a área de embalagens que facilitam a montagemdo layout, corrigem ganho de pontos e preparam a imagem para dar saída,quer dizer, para cópia digital ou simplesmente para fazer os fotolitos.
Softwares especialistas para correção de imagem em flexografia
Como a imagem é preparadapara ser impressa?Toda imagem necessita de uma prévia preparação de cores. No caso da ima-gem fotográfica é necessário reticulá-la, ou seja, decompô-la em milhões deelementos que chamamos de pontos de retícula. No caso de traços e linhasisso não é necessário.
O que é retícula?
São os milhões de elementos que compõem a imagem. A retícula é necessáriapara que possamos visualizar uma imagem fotográfica na impressão. São ospontos da retícula maiores e menores que dão a ilusão de áreas claras e escu-ras de uma imagem. Em áreas claras os pontos são menores. Em áreas escurasos pontos são maiores.Pontos de meio-tom (como também são chamadas as retículas) são normal-mente quantificados pela porcentagem da área que cobrem. Isto é necessáriopara permitir o depósito de diferentes quantidades de tinta que reproduzem asvariações tonais da imagem original.
Software da Esko-Graphics
Imagens fotográficas possuem variações de tons

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 44/244
44 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
p
O olho humano, a certa distância, tem uma ilusão de variação de tonalidade,pois não pode perceber os milhões de elementos (pontos) que compões a retí-cula. Faça o seguinte teste com a figura abaixo: primeiro olhe de perto e depoisa coloque a uns três metros de distância. Notou que à distância a imagemsuaviza? Na realidade o olho humano tende a agrupar os pequenos pontos daretícula dando a ilusão de uma fotografia.
O que é quadricromia?
Uma imagem fotográfica colorida é decomposta em quatro cores básicas:Amarelo, magenta, cyan e preto. Daí o termo quadricromia. Quando se usam
duas cores: bicromia; três cores: tricromia e assim por diante. Acima de quatrocores usa-se normalmente o termo policromia.
Os pontos de retícula possuemformatos diferentes?
Sim. Os pontos mais comuns em produtos impressos em geral são as retículasgeométrica e estocástica e de ponto quadrado, redondo e elíptico.
Qual o melhor tipo deponto para flexografia?
O melhor tipo de ponto para a flexografia é o redondo. A vantagem é que nasáreas de 50 % de imagem não há o encontro dos pontos e isso facilita a impres-são não permitindo o entupimento da retícula pela tinta. O mesmo não ocorrecom pontos quadrados e elípticos cujos vértices se encontram prematuramentefacilitando assim o entupimento da retícula.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 45/244
Capítulo 3 – Pré-impressão – 45
TIPODE
PONTOILUSTRAÇÃO COMENTÁRIOS
P o n t o Q u a d
r a d o
Constituída por pontos exata-mente quadrados. Esta formade ponto oferece uma boacombinação de rendimento
tonal e definição de deta-lhes, tendo a porcentagem doponto facilmente determinada.Contudo, devido à união simul-tânea dos quatro vértices doponto há um maior entupimen-to da retícula no clichê flexo.Deve-se evitar esse tipo deponto na flexo.
P o n t o E l í p t i c
oPonto de difícil reproduçãovisto que as elipses (cantos
dos pontos) no sentido setocam em baixas porcenta-gens. Isso cria um acúmulo detinta entre os pontos que tornaa impressão propensa a bor-rões e entupimento na impres-são. Não é recomendado paraflexografia.
P o n t o R e d o n d o
Esta retícula compensa par-
cialmente o acúmulo direcio-nal da tinta e o conseqüenteaumento dos tons. Não ofere-ce riqueza de detalhes, mas éo ponto que melhor se adaptaà flexografia, pois ameniza oproblema de acúmulo de tintaentre os pontos de retículadurante a impressão.
P o n t o g e o m é t r i c o
o u d e l i n h a s
Composto de linhas queaumentam ou diminuem a lar-gura. Em áreas claras, linhasmais finas. Em áreas maisescuras, linhas mais grossas.Utilizado por algumas empre-sas, este ponto dificulta a aná-lise visual da imagem e facilitao entupimento da retícula doclichê. Não é recomendadopara flexografia.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 46/244
46 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
p
O que é ângulo de retícula?
Em processo que envolva duas ou mais cores sobrepostas de retículas é neces-sário que estas mantenham uma distância de pelo menos 30º uma da outra.Observe na imagem abaixo como cada cor se comporta. Caso não se respeiteo ângulo, ocorrerá o “moiré” (lê-se moarê).
Quais os melhoresângulos para flexografia?
Diferente de outros processos de impressão, a flexografia utiliza ângulos pró-prios pesquisados para obter o melhor resultado de impressão.Assim uma típica seleção para flexografia é:
Ângulos recomendados à flexografiaCyan – 7,5º / Preto – 37,5º / Magenta – 67,5º / Amarelo – 82,5º
Angulação padrão do processo flexográfico Angulação padrão do processo offset
Y = 82,5ºM = 67,5º
K = 37,5º
C = 7,5º
Y = 90ºK = 75º
M = 45º
C = 15º
82,5º
7,5º
37,5º
67,5º

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 47/244
Capítulo 3 – Pré-impressão – 47
O que é “Moiré”?
O “moiré” é um efeito xadrez que ocorre na imagem quando os ângulos daretícula estão em menos de 30º. A única exceção é o amarelo que permite umainclinação de 15º (por ser uma cor clara, o moiré não é perceptível).
Existe alguma retícula quenão provoque o “Moiré”?
Existe sim. Chama-se retícula “estocástica” ou “FM Screen” (retícula de freqüên-cia modulada). Nesse caso o que varia na imagem não é o tamanho do ponto,mas sim a freqüência (quantidade) dos pontos. Em áreas escuras há maiorconcentração, em áreas claras menor concentração. O problema de seu uso na
flexografia é que facilita o entupimento da retícula na impressão. Uma alter-nativa é o uso de retícula híbrida, quer dizer, em áreas de 3% à 10% utiliza-seestocástica. Acima disso, retícula convencional.
Imagem sem moiré Imagem com moiré
Retícula convencional
Retícula estocástica

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 48/244
48 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
p
O que é lineatura?
Pode-se definir lineatura como: “a quantidade de linhas de pontos existente emum centímetro ou polegada linear”.Existem retículas de diversas lineaturas e sua escolha dependerá do tipo desuporte a ser impresso (papel, papelão, plásticos, alumínio etc), e das caracte-
rísticas de reprodução do processo em que serão confeccionados os clichês.
Veja abaixo exemplos de utilização de lineaturas:1 cm
80 l/cm: Apresenta riqueza de detalhes finos para trabalhos de reprodução artística
em papel brilhante e liso. Aplicado aos processos de impressão offset e rotogravura.
60 l/cm: Apresenta também resultados bons nos detalhes epode ser empregado em papel mais poroso. Para offset e roto.
48 a 52 l/cm: Alguns trabalhos em flexografia já são realizadosnesta lineatura. Porém, exige bom controle do processo.
36 l/cm: Muito utilizado em flexografia, pois não entope a retículacom facilidade. Por outro lado perde muito nos detalhes da imagem.
25 l/cm: também é utilizado na flexografia para serviços grosseiros que não requerem qualidade.
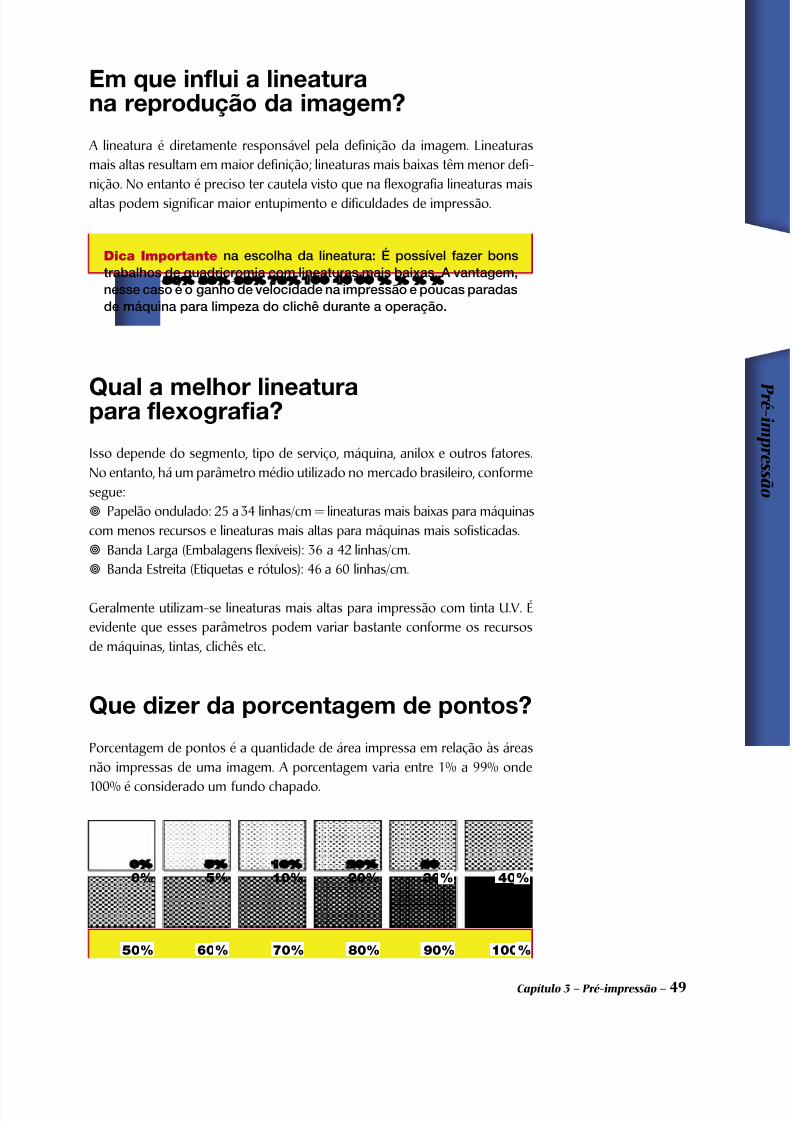
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 49/244
Capítulo 3 – Pré-impressão – 49
Em que influi a lineaturana reprodução da imagem?
A lineatura é diretamente responsável pela definição da imagem. Lineaturasmais altas resultam em maior definição; lineaturas mais baixas têm menor defi-nição. No entanto é preciso ter cautela visto que na flexografia lineaturas maisaltas podem significar maior entupimento e dificuldades de impressão.
Dica Importante na escolha da lineatura: É possível fazer bonstrabalhos de quadricromia com lineaturas mais baixas. A vantagem,nesse caso é o ganho de velocidade na impressão e poucas paradasde máquina para limpeza do clichê durante a operação.
0% 5% 10% 20% 30% 40%
50% 60% 70% 80% 90% 100%
Qual a melhor lineaturapara flexografia?
Isso depende do segmento, tipo de serviço, máquina, anilox e outros fatores.No entanto, há um parâmetro médio utilizado no mercado brasileiro, conformesegue: Papelão ondulado: 25 a 34 linhas/cm = lineaturas mais baixas para máquinascom menos recursos e lineaturas mais altas para máquinas mais sofisticadas. Banda Larga (Embalagens flexíveis): 36 a 42 linhas/cm. Banda Estreita (Etiquetas e rótulos): 46 a 60 linhas/cm.
Geralmente utilizam-se lineaturas mais altas para impressão com tinta U.V. Éevidente que esses parâmetros podem variar bastante conforme os recursosde máquinas, tintas, clichês etc.
Que dizer da porcentagem de pontos?
Porcentagem de pontos é a quantidade de área impressa em relação às áreasnão impressas de uma imagem. A porcentagem varia entre 1% a 99% onde
100% é considerado um fundo chapado.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 50/244
50 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
p
O que é “contraste de imagem”?
O conceito de contraste é interessante, pois nem todos os profissionais da árease acostumaram a enxergar a imagem com variações tonais diferentes entre asáreas claras, médias e escuras de uma fotografia.Em linguagem simples podemos dizer que contraste é a diferença entre as
áreas claras, médias e escuras de uma imagem.
TIPO IMAGEM COMENTÁRIOS
B a i x
o C o n t r a s t e
O baixo contraste se caracterizapelo “achatamento” da imagem,quer dizer, as áreas claras (míni-mas) subiram e as áreas escuras(máximas) baixaram. Esse proble-ma é comum nas imagens flexo.Geralmente no momento do retoque
no arquivo digital, o operador tendea subir as mínimas, pois essas áreassão difíceis de gravar.
C o n t
r a s t e n o r m a l
No contraste ideal, as áreas claras,intermediárias e escuras estão equi-libradas permitindo a boa visualiza-ção da imagem com suas nuancesdepois de impressa. Naturalmentealgumas imagens já são criadas comdeficiências de contraste. Nessescasos é necessário observar o que ocliente final deseja.
A l t o
C o n t r a s t e
Quando o contraste é alto, as áreasde máxima ficam muito altas e asáreas de mínima (claras) ficam muitobaixa. Acontece então o que na flexochamamos de “furar” a imagem, querdizer, não há pontos para imprimir.O resultado depois de impresso é
desagradável à vista. Já nas áreasescuras os pontos se “juntam” echapam. Em ambos os casos se per-dem os detalhes da imagem.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 51/244
Capítulo 3 – Pré-impressão – 51
O que é “ganho de pontos”?
O ganho de pontos pode ser entendido como aumento físico, em nível geométricoou óptico, de cada um dos pontos de retícula correspondente a uma imagem.Dentre os vários processos de impressão, a flexografia é, simultaneamente, oque mais cresce e um dos que mais evoluíram tecnologicamente.
Entretanto, apesar de toda a evolução tecnológica, dos grandes processos deimpressão, é aquele que mais apresenta restrições técnicas, exigindo grandenível de conhecimento em todas as fases do processo para obtenção de umaboa qualidade de impressão.O primeiro passo para a obtenção de uma boa qualidade de impressão é oentendimento da chamada Curva de Reprodução.Como todos os processos de impressão, a flexografia possui uma curva carac-terística de reprodução, que em termos mais amplos, relaciona a porcentagemde ponto de uma área do original (geralmente na mídia eletrônica) com oresultado final impresso.
Por que ocorre o ganho de pontos?
A flexografia é um dos processos de impressão cujo ganho de pontos é maisacentuado. Alguns fatores colaboram para esse ganho excessivo: cópia doclichê, fotopolímero muito macio contra uma superfície de contra-impres-são dura, tinta líquida, ajuste de impressão que depende em grande parte dahabilidade do operador, excesso de pressão, escorregamento do ponto porerro no diâmetro primitivo, rejeição da tinta pelo substrato ou por outra tinta
(especialmente em tintas UV).A partir do entendimento das deformações sofridas pela imagem durante asvárias fases do processo de impressão, é possível estabelecer mecanismos decompensação, que mesmo não sendo capazes de levar a imagem impressa aser reproduzida de maneira idêntica aos originais, compensam grandementeas deformações.
Princípio do ganho de ponto clichê x impresso:
O ganho de ponto acima demonstrado é, em essência, o último dos váriosganhos possíveis.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 52/244
52 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
p
Como se calcula o ganho de pontos?
Avaliando-se os pontos do clichê e do impresso acima temos:
Clichê:% de ponto= ?Ø do ponto= 130 μ
Lineatura= 54 l/cm
Por definição, a % de ponto é:
Área do ponto/área do módulo
Módulo: Total de μ² do ponto de 100% e,
Durante o processo de impressão, a tinta na superfície do ponto é comprimidacontra a superfície do substrato apoiado no tambor central ou contra-pressão.Uma vez que o substrato, especialmente os filmes plásticos, não é capaz deabsorver a tinta, a compressão desta entre duas superfícies não absorventesgera uma fuga da tinta para a periferia do ponto.Este fenômeno conhecido por “squash” resulta em uma forma característica de
ponto impresso, demonstrado na figura abaixo.
Abaixo é apresentado um diagrama representativo do ganho de ponto e, emseguida, a análise matemática do ganho de ponto, com exemplificação paramaior entendimento.É recomendável para as empresas de flexografia disporem de lentes de aumen-to com escala de leitura capaz de medir os pontos, uma vez que a análisegeométrica do ponto demonstra uma série de defeitos.
Exemplo de ponto característico daimpressão flexográfica
O círculo preto na figura ao lado representa o
real diâmetro de ponto no clichê e os círculos magenta, o resultado
efetivamente impresso
Ponto no clichê Ponto impresso
Impresso:% de ponto= ?Ø do ponto= 160 μ
Lineatura= 54 l/c
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 53/244
Capítulo 3 – Pré-impressão – 53
Módulo = (1cm/lineatura (l/cm))²Como 1 cm = 10.000μ;Módulo = (10000/LPc)² = Xμ²
Assim sendo, para o ponto do clichê temos:
Módulo (M) = (10000/54)²M = 34294 μ²
Área do ponto no clichê (área de um circulo)(Ap) = πr²Ap = 3,14159 x (130/2)²AP = 13273μ²
Portanto, a porcentagem de ponto para o clichê será:
%pc = Ap/M;%pc = 13273 μ²/34294μ²%pc = 38,7%
O mesmo módulo vale para o ponto impresso, visto que o módulo está atre-lado a lineatura.
A área do ponto sofreu um acréscimo devido ao ganho, assim sendo, a novaárea do ponto será:
Ap = 3,14159 x (160/2)2AP = 20106μ²
% ponto impresso (%pi) = 20106μ²/34294μ²%pi = 58,6%Ganho de ponto:
O ganho de ponto de impressão (GPI) será:
GPI =( (%pi - %pc)/%pc)* 100:GPI = ((58,6-38,7)/38,7)*100GPI = 51,42%
Portanto o ganho de ponto de uma área de média baixa (39% de ponto) foide aproximadamente 50%, o que pode ser considerado muito elevado para aflexografia atual, onde se esperaria em um bom processo convencional ou Olec(cópia com luz puntiforme) no máximo 30% de ganho e no laser praticamentenenhum ganho.
Abaixo segue uma tabela demonstrativa de diversos diâmetros de ponto e suaporcentagem correspondente em algumas lineaturas usuais:
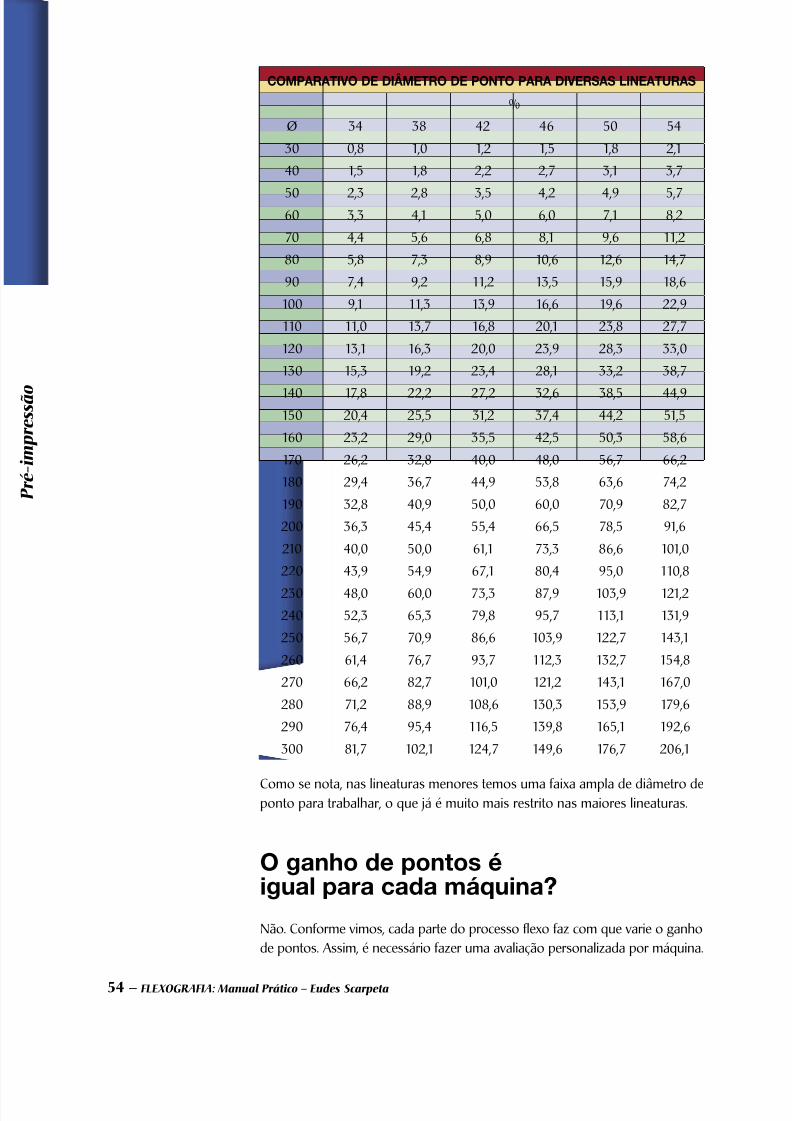
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 54/244
54 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
p
Como se nota, nas lineaturas menores temos uma faixa ampla de diâmetro deponto para trabalhar, o que já é muito mais restrito nas maiores lineaturas.
O ganho de pontos éigual para cada máquina?
Não. Conforme vimos, cada parte do processo flexo faz com que varie o ganhode pontos. Assim, é necessário fazer uma avaliação personalizada por máquina.
COMPARATIVO DE DIÂMETRO DE PONTO PARA DIVERSAS LINEATURAS
%
Ø 34 38 42 46 50 54
30 0,8 1,0 1,2 1,5 1,8 2,1
40 1,5 1,8 2,2 2,7 3,1 3,7
50 2,3 2,8 3,5 4,2 4,9 5,760 3,3 4,1 5,0 6,0 7,1 8,2
70 4,4 5,6 6,8 8,1 9,6 11,2
80 5,8 7,3 8,9 10,6 12,6 14,7
90 7,4 9,2 11,2 13,5 15,9 18,6
100 9,1 11,3 13,9 16,6 19,6 22,9
110 11,0 13,7 16,8 20,1 23,8 27,7
120 13,1 16,3 20,0 23,9 28,3 33,0
130 15,3 19,2 23,4 28,1 33,2 38,7
140 17,8 22,2 27,2 32,6 38,5 44,9150 20,4 25,5 31,2 37,4 44,2 51,5
160 23,2 29,0 35,5 42,5 50,3 58,6
170 26,2 32,8 40,0 48,0 56,7 66,2
180 29,4 36,7 44,9 53,8 63,6 74,2
190 32,8 40,9 50,0 60,0 70,9 82,7
200 36,3 45,4 55,4 66,5 78,5 91,6
210 40,0 50,0 61,1 73,3 86,6 101,0
220 43,9 54,9 67,1 80,4 95,0 110,8
230 48,0 60,0 73,3 87,9 103,9 121,2240 52,3 65,3 79,8 95,7 113,1 131,9
250 56,7 70,9 86,6 103,9 122,7 143,1
260 61,4 76,7 93,7 112,3 132,7 154,8
270 66,2 82,7 101,0 121,2 143,1 167,0
280 71,2 88,9 108,6 130,3 153,9 179,6
290 76,4 95,4 116,5 139,8 165,1 192,6
300 81,7 102,1 124,7 149,6 176,7 206,1

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 55/244
Capítulo 3 – Pré-impressão – 55
Como se corrige o ganho de pontos?
A primeira coisa que se faz é levantar a curva de reprodução. Isso é feito porse imprimir um “Finger Print” que é uma coletânea de imagens, retículas, textos,traços e meios para fazer análises densitométricas do impresso (ver nas páginas
58 e 59). Além disso, pode-se também fazer uso de um cilindro de banda (veja
capítulo sobre Anilox).
Como são feitas as medidas paracorreção de ganho de pontos?
O ganho de ponto pode ser medido pela utilização de um densitômetro e oimpresso com os respectivos campos de análise contidos no Finger Print ou emuma tira de controle. O ganho de ponto é medido nas áreas sólidas de impressãoe nas áreas reticuladas, onde o densitômetro faz uma relação entre a luz inciden-te e a luz refletida sobre a impressão. O resultado obtido é em porcentagem.
O ganho de pontos é igual nas áreasclaras, médias e escuras da imagem?
Não. Conforme o exemplo matemático citado anteriormente, em geral o ganhode pontos é menor nas áreas claras e escuras. As áreas médias são as quepossuem maior ganho de pontos. Isso se dá por que os pontos nessas áreas
tendem a acumular mais tinta.
De que forma se dá a correçãodo ganho de pontos?
Os densitômetros atuais possuem programas internos que efetuam auto-maticamente os cálculos de ganho de ponto. A medição é feita em “steps”apropriados (5%, 10%, 25%, 50% e 75%). Daí então se utiliza esse dado paracorrigir ou compensar a curva de reprodução antes de imprimir, no software
de preparação da imagem.
O que é um densitômetro?
São instrumentos que medem a luz transmitida ou refletida. Um densitômetrode reflexão é utilizado como instrumento de controle para verificar a uniformi-dade e consistência das cores de impressão. O densitômetro de transmissão éutilizado para analisar a densidade do fotolito. Densitômetro de Reflexão
Ganho de ponto no filme/clichê (%) G a n h o d e p o n t o n o i m p r e s s o ( % )
Curva de reprodução

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 56/244
56 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
p
Por que ocorre a distorção ouaumento da imagem na flexografia?
Normalmente a cópia do clichê é feita em máquinas planas. Porém quando oclichê pronto é colado no cilindro porta clichês ele sofre uma distorção naturaldo fotopolímero. Dessa forma, um círculo perfeito, se não for corrigida a dis-torção, será impresso oval. A distorção é sempre no sentido longitudinal, nãohavendo necessidade de distorcer ou corrigir lateralmente a imagem.
Quando uma chapa de fototopolí- mero descansa em uma superfície reta, a parte de cima do clichê e sua base são do mesmo tamanho(x=y). Porém, quando o clichê é
colado na camisa/cilindro, a super-fície estica pois a distância do cen-
tro até a base e a área de impres-
são são diferentes (yd>xd).
A distorção é igualpara todos os clichês?
Não. Clichês com espessuras menores distorcem menos. Clichês mais espessosdistorcem mais. Este, inclusive é um fator a ser levado em conta no momentoda compra de uma impressora.
Quais os elementos importantes deum finger print para flexografia?
O Finger Print (literalmente impressão digital) possui diversos elementosgráficos que podem indicar por meio de análises densitométricas a curva dereprodução de cada impressora. Para cada sistema de impressão (Banda larga,estreita e corrugados) possui um tipo diferente. Porém, um elemento que nor-
malmente falta é o uso de chapados e retículas em um mesmo Finger Print. Issoé importante para aqueles casos em que se utiliza retícula e chapados combi-nados. Veja os detalhes num exemplo de Finger Print nas páginas seguintes.
xd
yd
x
y

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 57/244
Capítulo 3 – Pré-impressão – 57
1) No f e c ha m e n to do a rq
u i vo pa ra e n v ia r à c l i c h e
r ia, ao u sa r u m p ro-
g ra ma d e i l u s t ra ção co mo o Co r e l D ra
w e I l l u s t ra to r, d e i xá- lo s e
m d ua s
v e r sõ e s: a p r i m e i ra co m o s t e x to s co
n v e r t ido s e m c u r va s e a s
eg u nda
no pad rão no r ma l. A l é m d i s so, o id ea
l é e n v ia r j u n to co m o a rq u i vo
toda s a s fo n t e s u sada s na a r t e.
2) T ra p: é a so b r e po s i çã
o d e co n to r no s d e i mag e n s e m co r e s o u não.
N e s t e ca so o r e co m e ndá v
e l é u t i l i za r p rog ra ma s d e i l u s t ra
ção v e to r ia l
q u e fa c i l i ta m a g e ra ção d
e a rq u i vo s Po s t S c r i p t o u
P D F.
3) D eg rad ê s: ed i tá- lo s co
m 2 5 6 s t e p s pa ra q u e não
a p r e s e n t e m pa s-
sag e n s d u ra s na g e ra ção
do fo to l i to e, co n s eq ü e n
t e m e n t e, c l i c h ê e
i m p r e s são.
4) S i s t e ma RG B: e s t e é o pad rão pa
ra mo n i to r e s e não d e v e s e r
ado tado co mo pad rão d e
co r e s. T udo d e v e s e r g e rad
o e m s i s t e ma d e
co r e s d e i m p r e s são, o u s e
ja, C M Y K ( C ya n, Mag e n ta, A ma r e lo e P r e to
).
5) E n v ia r u ma p ro va d ig i t
a l ( o ma i s co m u m é i n k j e t ) pa ra co n f e r ê n c
ia
d e d e ta l h e s q u e pod e m s e p e rd e r na
a b e r t u ra do a rq u i vo.
6) T e x to s m u i to p eq u e no
s e l i n ha s f i na s pod e m a p r e s e n ta r p ro b
l e ma s
d e r e p e t i ção o u na co n f e
c ção do c l i c h ê, p r i n c i pa l m
e n t e s e o c l i c h ê
po s s u i e s p e s s u ra s d e 2, 8
4 o u ma io r e s. O id ea l é fa z e r u m
t e s t e a n t e s
na máq u i na i m p r e s so ra pa ra v
e r a ca pa b i l idad e do p ro c
e s so.
7) Ao u t i l i za r o I n D e s ig n
j u n to co m o Co r e l D ra w o u
P ho to S ho p e m p la ta fo r ma P C, não ad
o ta r o Co p y e Pa s t e
( Co p ia r e Co la r ) pa ra l e va
r u ma f ig u ra d e u m p rog ra ma pa ra
o o u t ro po i s e m bo ra po s s
a s e r v i s í v e l no mo n i to r q u e a
i mag e m
e s tá p e r f e i ta, a i nda a s s i m
pod e m o co r r e r p ro b l e ma s na co n-
f e c ção do fo to l i to. Sa l v e
a i mag e m e m u m a rq u i vo e d e po i s a
i m po r t e pa ra o so f t wa r e q u e vo c ê
d e s e ja.
AO ENVIAR UMA AR
TE OU ARQUIVO
PARA UM BUREAU
OU CLICHERIA
Fo n te: C l ia r t
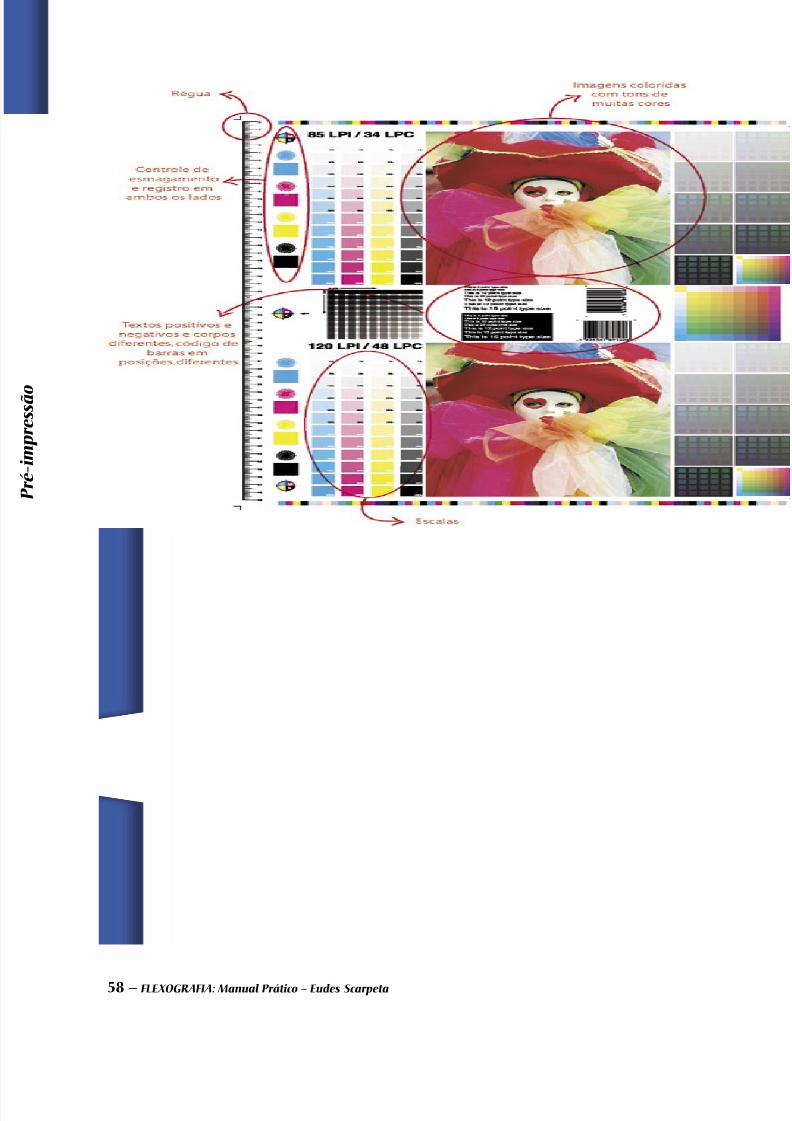
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 58/244
58 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
p

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 59/244
Capítulo 3 – Pré-impressão – 59

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 60/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 61/244
Capítulo 4 – Clichês – 61

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 62/244
Neste capítulo você vai ver:
• Características dos clichês para flexografia• Quais os principais métodos de gravação de clichês• Cuidados com os clichês durante o processo de gravação• Gravação à laser de polímeros• Cuidados com o manuseio

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 63/244
Capítulo 4 – Clichês – 63
clichê de flexografia possui as áreas de impressão em altorelevo, quer dizer, a imagem destaca-se acima das áreas denão-impressão. Vários são os cuidados relacionados ao cli-chê. Abordaremos os principais cuidados relacionados ao defotopolímeros, que, no Brasil, é largamente usado nos vários
segmentos de flexografia.
4•Clichês paraimpressão flexo
A: Espessura Total da ChapaB: Altura do PisoC: Altura do relevo
A C
B

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 64/244
64 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
O que são clichês?
São formas (matrizes) de impressão que reproduzirão sempre a mesma ima-gem. No entanto, com o decorrer da tiragem há um desgaste e isso podealterar a imagem.
Clichês feitos no sistema
convencionalutilizam fotolitos
De que são feitos?
No passado recente usou-se muito a borracha natural, borracha sintética e a
mista. No ramo de papelão ondulado ainda se utilizam mantas de borrachasentalhadas para serviços de traços e letras grossas. Mas o tipo de clichê maisutilizado hoje em dia é o fotopolímero. Os fotopolímeros são monômeroscompostos de metacrilatos, fotoiniciadores e outras substâncias químicas queestão depositados sobre uma base de poliéster. Assim, ele possui alta estabili-dade dimensional e uniformidade de espessura.
Como escolher o tipo de fotopolímero
e quais fatores são importantes?A escolha do fotopolímero levará em conta o tipo de trabalho a ser executado,máquina, etc. São três os fatores para a escolha:
1) Espessura do fotopolímero: Existem vários tipos de espessuras e o quedeterminará seu uso será o tipo de impressora, quer dizer, o diâmetro pri-
mitivo das engrenagens projetadas na fabricação da máquina. As espessu-ras mais comuns são: 0.76mm; 1.14mm; 1.70mm; 2.84mm; 3.18mm; 3.9mme 5.00mm. A espessura influencia diretamente no ganho de pontos e na
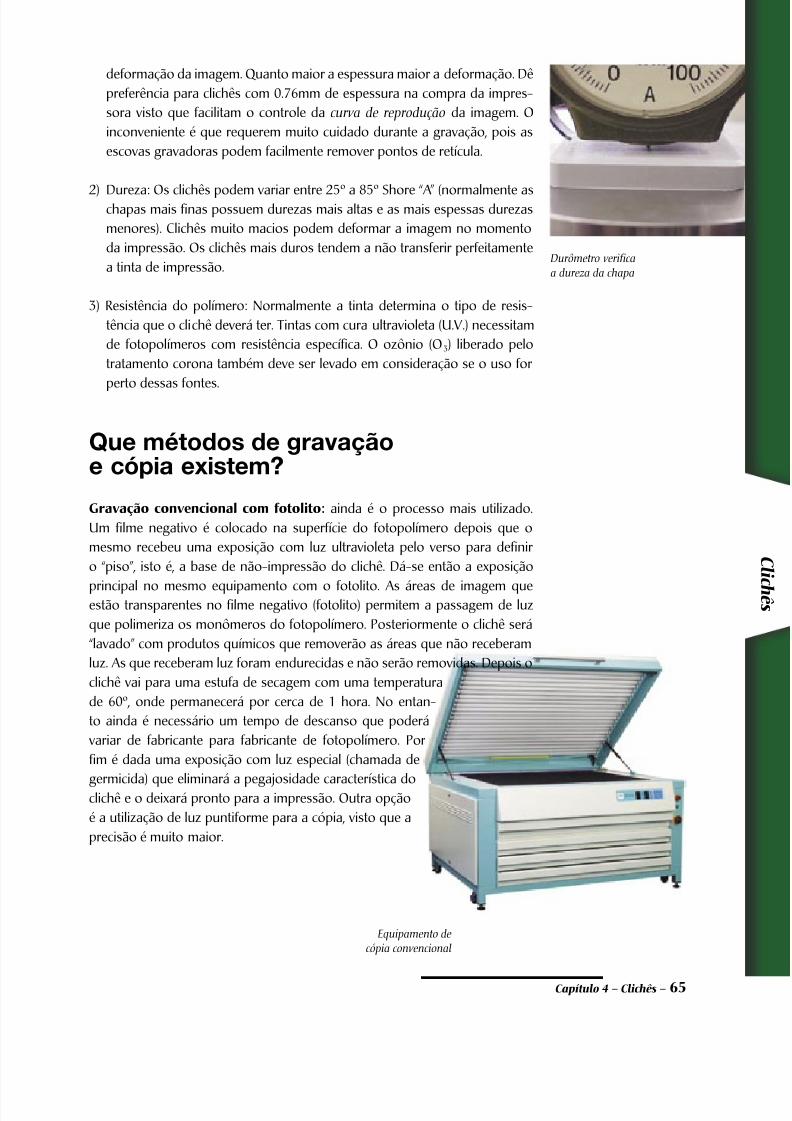
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 65/244
Capítulo 4 – Clichês – 65
deformação da imagem. Quanto maior a espessura maior a deformação. Dêpreferência para clichês com 0.76mm de espessura na compra da impres-sora visto que facilitam o controle da curva de reprodução da imagem. Oinconveniente é que requerem muito cuidado durante a gravação, pois asescovas gravadoras podem facilmente remover pontos de retícula.
2) Dureza: Os clichês podem variar entre 25º a 85º Shore “A” (normalmente aschapas mais finas possuem durezas mais altas e as mais espessas durezasmenores). Clichês muito macios podem deformar a imagem no momentoda impressão. Os clichês mais duros tendem a não transferir perfeitamentea tinta de impressão.
3) Resistência do polímero: Normalmente a tinta determina o tipo de resis-tência que o clichê deverá ter. Tintas com cura ultravioleta (U.V.) necessitamde fotopolímeros com resistência específica. O ozônio (O3) liberado pelotratamento corona também deve ser levado em consideração se o uso forperto dessas fontes.
Que métodos de gravaçãoe cópia existem?
Gravação convencional com fotolito: ainda é o processo mais utilizado.Um filme negativo é colocado na superfície do fotopolímero depois que omesmo recebeu uma exposição com luz ultravioleta pelo verso para definiro “piso”, isto é, a base de não-impressão do clichê. Dá-se então a exposição
principal no mesmo equipamento com o fotolito. As áreas de imagem queestão transparentes no filme negativo (fotolito) permitem a passagem de luzque polimeriza os monômeros do fotopolímero. Posteriormente o clichê será“lavado” com produtos químicos que removerão as áreas que não receberamluz. As que receberam luz foram endurecidas e não serão removidas. Depois oclichê vai para uma estufa de secagem com uma temperaturade 60º, onde permanecerá por cerca de 1 hora. No entan-to ainda é necessário um tempo de descanso que poderávariar de fabricante para fabricante de fotopolímero. Porfim é dada uma exposição com luz especial (chamada de
germicida) que eliminará a pegajosidade característica doclichê e o deixará pronto para a impressão. Outra opçãoé a utilização de luz puntiforme para a cópia, visto que aprecisão é muito maior.
Durômetro verifica a dureza da chapa
Equipamento de cópia convencional

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 66/244
66 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
Qual a altura correta dografismo em relação ao piso?
Isso depende da espessura e também do tipo de serviço que normalmente aempresa executa. Apesar disso, a tabela abaixo traz valores interessantes quepodem servir de referência:
Espessurada Chapa
Linhas finase pontosisoladosna chapa
Lineatura da imageme porcentagem mínima
33 l/cm ou85 lpi 3%
48 l/cm ou120 lpi 3%
60 l/cm ou150 lpi 3%
1,14 0,7 0,6 0,6 0,5
1,70 0,8 0,7 0,7 0,6
2,84 1,2 1,0 0,8 0,7
3,94 1,8 1,2 - - F O N T E : A S A
H I
Como se faz e para que servea exposição principal nosistema convencional?
A cópia com filme negativo “mate” (fosco no lado da camada do filme) é feitaem equipamentos apropriados que emitem luz rica em ultravioleta. Nas áreastransparentes do filme (grafismo, imagem) a luz passará e endurecerá o foto-polímero. Nas áreas escuras a luz não passará e o fotopolímero ficara “solúvel”ao solvente de lavagem.
LUZ ULTRA VIOLETA
FILME NEGATIVO
FOTOPOLÍMERO
Como determinar a melhorexposição de verso e principal?
O melhor modo é fazer uma série de testes de exposição. O ideal é utilizar umtest form como o exemplo a seguir. Note também os tempos e quais devemser os resultados. Cada fabricante de fotopolímero pode ajudar com um testform específico.
Esquema da cópia do fotopolímero

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 67/244
Capítulo 4 – Clichês – 67
TEST FORM DO PROCESSO DE CONFECÇÃODE CLICHÊS DE FOTOPOLÍMERO CONVENCIONAL
ESPESSURADA CHAPA
O QUE OBSERVARNA CHAPA
1,14 a 1,70 2,84 a 5,0
Verifiqueperda depontos oupontos malformados;utilize umalente ouconta-fios.
Meios tonsÁreas míni-mas: 1%–5%Lineatura:100–175 lpiTipo deponto: Round(redondo)
Ângulo daretícula: 45º
Meios tonsÁreasmínimas:2%–10%Lineatura:45–120 lpiTipo deponto: Round(redondo)Ângulo daretícula: 45º
Linhas finas:Positivas:
0.04–1.5 mmNegativas:0.04–1.5 mm
Linhas finas:Positivas:
0.08–1.5 mmNegativas:0.08–1.5 mm
Veja se nãohá linhastortas.Confiratambém
linhasnegativaspara ver senão estãoentupidasou rasasdemais.
PontosIsolados:0.04–0.2 mmFontes:Lapidárias eSerifadas:2–8 pt
PontosIsolados:0.06–0.3 mmFontes:Lapidárias eSerifadas:4–8 pt
Com umalente
verifiqueo formatodo ponto ese a baseestá bemformadapara podersustentar oponto.
Exposiçãoinsuficiente
Exposiçãocorreta
Exposição
insuficiente
Exposiçãocorreta
Exposiçãoinsuficiente
Exposiçãocorreta

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 68/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 69/244
Capítulo 4 – Clichês – 69
O que acontece se não se esperaro tempo de estabilização e já seutilizar o clichê para imprimir?
Muitas vezes é necessário fazer um clichê às pressas para repor algum que
se estragou na impressora ou por outra razão qualquer. É possível utilizar oclichê, porém, provavelmente haverá dificuldades no acerto visto que o clichêpode ainda estar inchado pelo fato de o tempo não ter sido suficiente para asaída de todo solvente. Outra importante perda é que o clichê durará muitomenos na impressão, uma vez que ele ainda está “aberto” e sujeito à penetra-ção do solvente flexo que faz com que ele perca suas propriedades.
Solvente: Percloetileno e n-Butanol
2 , 8
4 m m
3,05mm (+7%) Comparada com a espessura original
Como pode ser observado no gráfico ao lado, até a primeirahora depois que o clichê sai
da lavagem ele aumenta de espessura e, conforme as horasvão passando, ele volta ao
tamanho normal.
2,89mm (+2%): Depois de 1 hora de secagem
(2,84mm: Após 8 horas de estabilização)
2,86mm (+1%): Após 2 horas de secagem
Cópia com luz puntiforme: O processo é exatamente igual ao sistemaconvencional descrito acima. A diferença está no equipamento de cópia.Nesse caso utiliza-se uma copiadora com um tipo especial de luz cha-mada “puntiforme”. O principal equipamento é a copiadora da empresaamericana OLEC, cuja grande distinção é uma luz halogênicaque produz um endurecimento (polimerização) profundo dofotopolímero permitindo assim uma cópia de pontos bempequenos com pouco ganho de pontos.
Equipamento da OLEC que permite cópia
com luz puntiforme
Microfotografia mostrando ponto
da retícula com cópia convencional
Microfotografia mostrando ponto da retícula com cópia
de luz puntiforme.Baixo ganho de pontos

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 70/244
70 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
Gravação com cópia a laser: Neste processo, existe uma película negra(que substitui o fotolito negativo) na superfície da placa que será vaporizadapelo laser. Dá-se, então, mais uma cópia com luz ultravioleta e grava-se achapa normalmente com produtos químicos. A vantagem deste processo é aeliminação do filme, pois a imagem é digitalizada e é transferida para a placadiretamente.
Micro-fotografia do clichê
em áreas e 1% de retícula– excelente definição
Equipamento para cópia digital de fotopolímeros da Esko-Graphics
Gravação rápida (térmica): Lançado pela Du Pont com o nome de CyrelFast® , este processo baseia-se na remoção das áreas não endurecidas pela luz(não-impressão) por meio de uma espécie de “toalha aquecida” que é embobi-nada após o processo. A grande vantagem é a rapidez.
EquipamentoCyrel Fast®
Gravação de polímero com laser: embora já exista há alguns anos a gra-vação em borracha para flexografia, o processo de gravar um polímero sódesenvolveu a partir da DRUPA 2000 (Feira de Artes Gráficas que ocorre de4 em 4 anos na Alemanha) com a adaptação de equipamentos de gravaçãoa laser já existentes no mercado. Nesse caso, o laser grava diretamente umpolímero removendo as áreas de não-imagem. Após a gravação o clichê estápronto para a impressão sem necessitar de quaisquer outros processamentosou esperas visto que não foi processado com solvente.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 71/244
Capítulo 4 – Clichês – 71
Como funciona o sistemade gravação a laser?
Os sistema mais modernos baseiam-se no conceito in-the-round. Um cilindrode aço onde é colocada a chapa de polímero (note que não é mais fotopolí-mero pois não é necessário mais a polimerização por meio luz nessa etapa),irá girar a uma velocidade de 18m/s (cerca de 2400 rpm), enquanto a unidade
de gravação se desloca na extensão do cilindro removendo, por meio de feixesde laser, toda a área de contra-grafismo (que não será impressa). O laser nessecaso é o CO2 que permite alta precisão. A chapa ou sleeve absorve a luz que éconvertida em calor, resultando numa decomposição termal. Um software iráregular o tipo e tamanho dos pontos bem como ângulo (podem ser especifi-cados até 10 µm (0.01 mm) e 0.01 graus respectivamente).
Equipamento de gravação alaser modelo
Morpheus da Stork
Detalhe da gravação a laser – Equipamento Agrios da Stork A figura ilustra como os três feixes delaser podem “delinear” o ponto gravado

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 72/244
72 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
RESUMO DOS PRINCIPAIS TIPOS DE CÓPIA E GRAVAÇÃO
S I S T E M A
Convencional Cópia DigitalCópia
com luzPuntiforme
Cyrel Fast Gravaçãoà laser
C Ó P I A Fotolito negativo
com luz U.V.Digital
com laserFotolito e luzPuntiforme
Fotolitonegativo
com luz U.V.
Não temcópia
G R A V A Ç Ã O
Produto Químicoou Água
ProdutoQuímico
ProdutoQuímico
Mantaaquecida que
remove asáreas que nãoreceberam luz
Laserremove asáreas decontra-
grafismo
C A R A C T E R Í S T I C A S
Menor custodo mercado
Maior ganhode pontos
Precisão nasáreas mínimas
Custo aindaé alto
Precisão nasáreas de
mínimas emenor custoem relação àcópia laser
Equipamentorequer muitos
controles
Não énecessário
esperarestabilização
Um únicofornecedor de
insumos (mantae polímeros)
Eliminaçãodas etapasde cópia egravaçãoquímica
Custo aindaé alto
Platô
Tamanho da base
α
Primeiro nível
Meio corte
Relevo
Configuração do desenho do ponto com gravação à laser
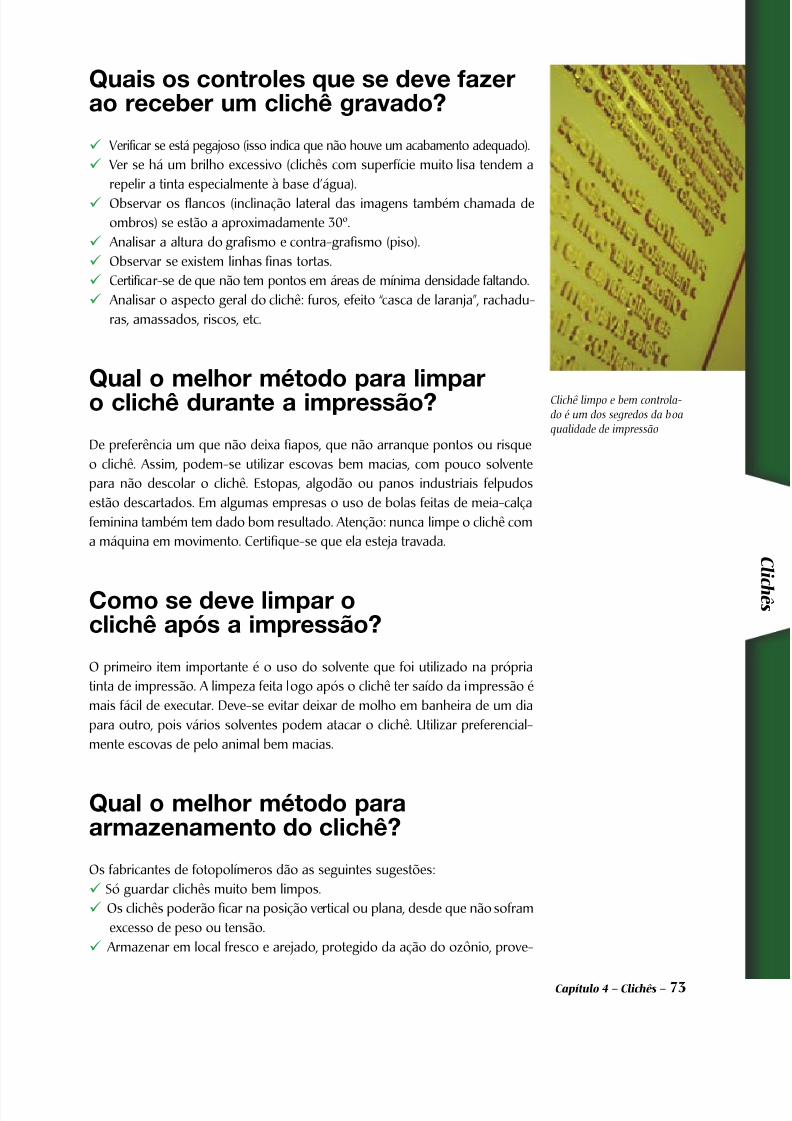
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 73/244
Capítulo 4 – Clichês – 73
Quais os controles que se deve fazerao receber um clichê gravado?
Verificar se está pegajoso (isso indica que não houve um acabamento adequado).
Ver se há um brilho excessivo (clichês com superfície muito lisa tendem arepelir a tinta especialmente à base d’água).
Observar os flancos (inclinação lateral das imagens também chamada deombros) se estão a aproximadamente 30º.
Analisar a altura do grafismo e contra-grafismo (piso).
Observar se existem linhas finas tortas. Certificar-se de que não tem pontos em áreas de mínima densidade faltando.
Analisar o aspecto geral do clichê: furos, efeito “casca de laranja”, rachadu-ras, amassados, riscos, etc.
Qual o melhor método para limparo clichê durante a impressão?De preferência um que não deixa fiapos, que não arranque pontos ou risqueo clichê. Assim, podem-se utilizar escovas bem macias, com pouco solventepara não descolar o clichê. Estopas, algodão ou panos industriais felpudosestão descartados. Em algumas empresas o uso de bolas feitas de meia-calçafeminina também tem dado bom resultado. Atenção: nunca limpe o clichê coma máquina em movimento. Certifique-se que ela esteja travada.
Como se deve limpar oclichê após a impressão?
O primeiro item importante é o uso do solvente que foi utilizado na própriatinta de impressão. A limpeza feita logo após o clichê ter saído da impressão émais fácil de executar. Deve-se evitar deixar de molho em banheira de um diapara outro, pois vários solventes podem atacar o clichê. Utilizar preferencial-mente escovas de pelo animal bem macias.
Qual o melhor método paraarmazenamento do clichê?
Os fabricantes de fotopolímeros dão as seguintes sugestões:
Só guardar clichês muito bem limpos. Os clichês poderão ficar na posição vertical ou plana, desde que não sofram
excesso de peso ou tensão.
Armazenar em local fresco e arejado, protegido da ação do ozônio, prove-
Clichê limpo e bem controla- do é um dos segredos da boa qualidade de impressão

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 74/244
74 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
niente de relâmpagos, luz solar, faiscamento de motores elétricos, luz dearco voltaico, tratamento Corona e eliminadores estáticos. Caso seja inevi-tável, aplicar etil-glicol para proteger.
O ideal é ficar sob uma temperatura que de preferência não exceda os 25º C.
Se montados em cilindros, após a aplicação de silicone, envolvê-los empapel ou em envelopes do tipo Kraft.
Se desmontados, envolvê-los em papel, e nunca em plástico, visto que aimpermeabilidade do plástico não permitirá a saída dos solventes retidos
pelo clichê durante a impressão.
Existem controles a serem feitosnos clichês de um modo geral?
Existem sim. A verificação da espessura da chapa, quer dizer sua uniformidadeé recomendável. Se a chapa possuir diferenças de espessuras, haverá compli-
cações no momento de impressão especialmente no acerto, causando umaimpressão falha.
Controle da espessura e uniformidade éfundamental para uma boa impressão
Qual a tendência dos
sistemas de gravação dechapas no mercado mundial?
A eliminação do fotolito já é uma realidade com a digitalização dos processos.Isso elimina custos de produção e melhora a qualidade. Mas o melhor mesmoé a gravação com laser, cujo desenvolvimento melhorou a qualidade e a veloci-dade e reduziu o preço. Assim, a tendência é que sistemas de gravação a laserpredominem em clichês de polímeros nos próximos anos.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 75/244
Capítulo 5 – Montagem de clichê e provas de impressão – 75

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 76/244
Neste capítulo você vai ver:
• Quais os métodos de montagem mais comuns• Cuidados na montagem de clichês• Características dos dupla-faces• Camisas para montagem• O que são provas de flexografia• Catálogo Pantone

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 77/244
Capítulo 5 – Montagem de clichê e provas de impressão – 77
or montagem em flexografia entende-se a disposição de cli-chês fixados e colocados sobre a superfície do cilindro porta-clichês. A montagem é uma etapa importante do processoflexográfico, pois dela depende o registro perfeito das cores.A execução de provas de impressão também ajudará a evitar
desperdício de tempo no setup de máquina.
Quais os métodos demontagem de clichês?
São quatro os métodos de montagem de clichês:a) Montagem manualb) Máquina de montagem ópticac) Sistema de registro por pinosd) Sistema de montagem com vídeo por micro-pontos (microdots)
a) Montagem manualA montagem manual é a mais simples e a mais imprecisa de todas, visto quedepende do cuidado e da experiência do montador. A importância da boamontagem pode ser resumida no fato de que, se a colagem não for precisano registro ou se houver bolhas entre o clichê, a dupla-face e o cilindro, tem-se que parar a máquina para corrigir. Em muitos casos há a necessidade dese remover o cilindro porta-clichê com perda de tempo precioso. Além disso,quando a colagem envolve vários clichês, a probabilidade de erro é maior.
5•Montagem de clichêe provas de impressão

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 78/244
78 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
b) Máquinas de montagem ópticaO operador deste tipo de máquina deve ser especializado. Com a ajuda de umespelho de reflexão com um fator de ampliação de 1:1 ele posiciona uma ima-gem sobre outra usando como referência o espelho. A precisão da montagemdepende em grande parte da perícia e concentração do operador para montar
jogos completos de clichês com plena sincronização e, em muitos casos, jogosde oito cilindros. Tem a vantagem de permitir uma prova impressa para verifi-cação do registro.
c) Montagem por pinosNeste sistema a precisão é maior, visto que o clichê é furado em determinadasposições e fixado no cilindro em um equipamento por meio de réguas. Emborao princípio seja simples, requer cuidados e não garante uma precisão absoluta.Também os furos feitos no clichê são uma janela de entrada para o solvente datinta de impressão, podendo causar o desprendimento do clichê da dupla-facedurante a impressão.
d) Sistema de montagem por micro-pontosPermite uma absoluta precisão e normalmente estes equipamentos possibili-tam fazer uma prova impressa com tinta pastosa para a verificação do registrode cores. Naturalmente a prova neste equipamento é única e exclusivamentepara verificar o registro.
Montagem para corrugado

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 79/244
Capítulo 5 – Montagem de clichê e provas de impressão – 79
Qual é o melhor sistema decolagem utilizado hoje em dia?
O sistema de micro-pontos (micro-dots) é o que permite maior precisão. Oequipamento possui câmeras de vídeo para a visualização dos micro-pontos
gravados nos clichês (cerca de 0,25 mm de diâmetro) que se movimentam pormeio de motores. As vídeo-câmeras aumentam os pontos cerca de 30 vezespara equipamentos que possuem dois vídeos e 140 vezes para modelos com8 câmeras. Como o sistema de vídeo é travado na posição do primeiro clichê,o registro de cores é preciso, bastando acertar os próximos pontos dos clichêspelo primeiro. Uma das vantagens, além da precisão do registro, é que não énecessário cortar o micro-ponto antes de imprimir, facilitando a reutilizaçãodo clichê nas próximas vezes em que voltará para a impressora. Os pontospodem ser colocados em zonas de impressão onde ficarão dobras, cortes,colas, etc. Equipamentos mais modernos, como o mostrado acima, trazem
programas de computador que podem ser armazenados para facilitar mon-tagens complexas.
Montadora Viper Gearless computadorizada. Grava cerca de 10.000 trabalhos na memória

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 80/244
80 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Vantagens do método: Pode-se montar múltiplos clichês na extensão do cilindro porta-clichês
diminuindo os custos. Rapidez na montagem. Precisão no registro.
Não é necessário remover o ponto após acertar o registro.
O que é a dupla-face?
As duplas-faces são fitas que podem ser de papel, tecido, PVC, poliéster, poliu-retano, poliestireno, polímero e outros materiais que possuem adesivo emambos os lados. O objetivo é fixar o clichê na superfície do porta-clichês.
Equipamento Heaford de montagem por micro-pontos – banda estreita
Esquema da estrutura da dupla-face
Adesivo acrílico (lado aberto)
Espuma de PE (células fechadas) 0,30mm
Adesivo de laminação
Filme estabilizador com logo do fabricante
Adesivo acrílico (lado coberto)
Liner de PP Rugoso

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 81/244
Capítulo 5 – Montagem de clichê e provas de impressão – 81
Quais os tipos de dupla-face?
Basicamente pode-se classificar as duplas-faces da seguinte forma:
Rígidas (papel, tecido, PVC, poliéster). Alta, média e baixa densidade (espuma de polietileno).
Reutilizáveis (polímero). Camisas acolchoadas.
O tipo de dupla-face influenciano resultado de impressão?
A dupla-face influencia diretamente o resultado final de impressão. A espessu-ra, a maciez e o tipo devem ser utilizados corretamente em função do serviçoque será executado.
A tabela acima mostra o resultado de impressão de áreas chapadas com os vários tipos de dupla-face.Quanto menor a compressibilidade, menor a variação de densidade de impressão.
Tipo decompressibilidade
100m/min
200m/min
300m/min
400m/min
Desvio% Dedesvio
Macia 1,23 1,10 1,05 1,02 0,21 -18,7
Média Maciez 1,33 1,23 1,20 1,15 0,18 -13,5
Média Dureza 1,48 1,45 1,42 1,38 0,10 -6,8
Firme 1,52 1,50 1,48 1,47 0,05 -3,3
Densidade é o mesmoque compressibilidade?
Densidade não é o mesmo que compressibilidade. Densidade = peso/massa eCompressibilidade = pressão. Assim, deve-se entender que as fitas são classi-ficadas como abaixo:
Baixa densidade/alta compressibilidade: Bom para processos de impres-são com linhas muito finas e impressões de retículas delicadas.
Média densidade/média compressibilidade: Bom para meio-tons, linhas eimpressão mista e para algumas impressões sólidas.
Alta densidade/baixa compressibilidade: Bom para a maioria dos trabalhoscom traços, algumas impressões mistas, para impressões de sólidos rever-sos (negativos) e chapados.
F O N T E : L O H M A N
N
Chapado impresso
com Dupla face macio
Impressão de chapado com dupla face rígido

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 82/244
82 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Qual a principal característica queuma fita dupla-face deve ter?
Além da densidade/compressibilidade da fita espumada, também é relevante asua capacidade de recuperação, ou seja, quão efetiva é a volta da fita à posiçãoinicial após a pressão de impressão, em especial para grandes tiragens. A estru-tura da espuma deve manter sua capacidade de recuperação após milhares demetros rodados, garantindo assim a repetibilidade da imagem impressa, semter que fazer ajustes freqüentes da pressão de impressão durante a operação.
As microfotografias mostram as células da dupla-face. À esquerda as células bem definidas que ajudarão o impressor no acerto e na repetibilidade. À direita células desuniformes.
Qual é, então, o melhortipo de dupla-face?
Isso depende. No caso de retículas finas, é necessário dupla-face compressí-vel de baixa densidade. Já para traços grossos e chapados o recomendávelsão duplas-faces mais rígidas. Porém se a dupla-face for utilizada sobre umasuperfície macia, como no caso das camisas (sleeves), então uma dupla-face detecido pode cumprir bem a função.
O que são “sleeves” ou camisas?São “tubos” onde serão montados os clichês a serem impressos. O uso decamisas se disseminou nos últimos anos devido ao apelo de o setup (troca deserviço) poder ser feito mais rápido e por causa da leveza do material. A camisaé colocada no eixo do porta-clichês, que é ligado ao ar comprimido que expan-de a camisa. Quando o ar é desligado a camisa se fixa no porta-clichê.
F O T O : T E S A

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 83/244
Capítulo 5 – Montagem de clichê e provas de impressão – 83
Quais são os tipos de camisasmais comuns no mercado?
Basicamente são dois: as camisas compressíveis e as rígidas, mas as rígidasprevalecem. No caso das camisas compressíveis, normalmente, pode-se utilizaruma dupla-face rígida de papel ou outro material como o tecido. Isso barateiao gasto com dupla-face. Já nas camisas rígidas são necessárias duplas-facescompressíveis que ajudarão na qualidade de impressão.
Quais as vantagens e asdesvantagens das camisas?
Algumas das vantagens são a leveza e troca rápida do serviço. A principal des-vantagem é que as camisas requerem muitos cuidados. Riscos e batidas com-prometem seriamente o resultado da impressão. Além disso, algumas podemser muito sensíveis aos solventes utilizados na tinta de impressão e, com otempo, podem perder suas propriedades e ficar irregulares.
Esquema de uma típica camisa (sleeve) para montagem de clichês
Clichês montados em camisas facilitam o setup na impressão
Embora o mandril (cilindro onde é colocada a camisa) seja o mesmo, a espessura das paredes das camisas é
diferente para se ajustar aos diferentes formatos exigidos
Exemplo de camisa alcochoada
ConstruçãoMarcas para montagem
Camadaanti-desgaste
Camadaintermediária
Fibra de vidroInserto metálicopara registro
D I
D E
C

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 84/244
84 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Quais os cuidados naescolha das camisas?
Talvez o maior problema na escolha da camisa seja a diversidade de modelos ea compressividade. As camisas compressíveis estão mais sujeitas a cortes, ris-cos e deformações. Embora haja uma economia no custo da dupla-face, poispode-se utilizar dupla-face de tecido sem compressão, a empresa que optarpor esse modelo deverá ter cuidado redobrado no manuseio e armazenamen-to, pois quaisquer estragos inutilizarão a camisa. As camisas rígidas de fibra decarbono costumam dar bons resultados e tendem a durar mais.
1 Limpar a superfície do cilindro porta-cli-chês ou da camisa e o clichê com solu-ção apropriada (sugestão: 90% de álcoolisopropílico + 10% de acetato) eliminandoas imperfeições no cilindro (camisa) comlixa suave e limpando completamenteresíduos de tinta seca, óleo, graxa, fitas
adesivas etc.
2 No caso das camisas, procurar usara mesma pressão de ar utilizada pelamáquina, ou ainda a menor pressão pos-sível, para evitar eventuais variações nodiâmetro externo das mesmas.
3 Ao aplicar a fita dupla-face, primeirodesenrole o rolo em uma mesa de traba-lho e, sobre uma superfície plana, corte otamanho da fita proporcional ao tamanhodo clichê. Enrole a fita cortada em um
tamanho utilizável. Evite segurar o rolointeiro e apertar muito enquanto manuse-ar a fita, pois isso pode causar dificulda-des no processo e criar tensão excessivana espuma.
4 Aplicar a fita dupla-face com um movi-mento amplo de ponta a ponta. O rolinho(ou uma espátula de plástico), ajuda na
maior pressão e obtém-se uma melhoradesão da fita. Evitar movimentos em“zigue-zague”, visto que podem provocarbolhas.
5 No início, fixar o clichê sobre uma áreapequena da fita dupla-face. Deve-se evi-tar um contato prematuro do clichê coma fita, usando como protetor para isso opróprio liner.
6 Quando finalizar o posicionamento doclichê, pressionar o mesmo contra a fitadupla-face com um rolinho, para aumen-tar a união (adesão) e evitar o surgimentode bolhas.
7 Sempre deixar uma margem de aproxi-madamente 1,5cm de fita dupla-face aoredor da área do clichê, para fixar melhoras bordas do mesmo e evitar que ocorrao levantamento das laterais.
8 Nunca deixar coincidir as bordas da fitadupla-face com as bordas do clichê.
9 Ao limpar o clichê durante a impressão,evitar o contato do solvente com a fitaadesiva que margeia o clichê. Este cuida-do evita o levantamento prematuro da fitadupla-face em relação ao cilindro.
DICAS PARA MONTAGEM DE CLICHÊSEM CAMISAS OU PORTA-CLICHÊS

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 85/244
Capítulo 5 – Montagem de clichê e provas de impressão – 85
O que são provas de flexografia?
As provas de flexografia são ajudas para poupar tempo e insumos antes dagravação final. Essa operação é realizada em uma máquina de provas quesimula a impressão flexo, na qual há os mesmos elementos da impressora:anilox, porta-clichês, tinta flexo, etc. Porém, a máquina de provas não reproduz
com precisão as características da impressora. Portanto, velocidade, viscosida-de, desgaste de engrenagens, pressão de impressão, pressão de entintagem eoutras muitas variáveis podem fazer com que a prova fique bem diferente doresultado impresso.
Dica: Tente reproduzir na máquina de provas as condições daimpressora como mesma tinta, mesma lineatura e BCM de aniloxdisponíveis, mesma marca de dupla-face, etc. Pode-se inclusivecontrolar os valores densitométricos das cromias na prova paraposterior comparação com o impresso.
Equipamento de provas da Heaford sleeve gearless.Economia de tempo na
aprovação do serviço

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 86/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 87/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 88/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 89/244
Capítulo 6 – Principais suportes de impressão – 89

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 90/244
Neste capítulo você vai ver:
• Quais os principais tipos de substratos usados na flexografia• Tipos e características dos plásticos• Co-extrusados• Alumínio e suas propriedades• Papéis diversos e aplicações• Laminação

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 91/244
Capítulo 6 – Principais suportes de impressão – 91
que faz da flexografia um processo de impressão muito ver-sátil é a variedade de suportes que se pode imprimir. Além dapossibilidade da impressão em monocamadas, quer dizer, umúnico material, há também a proliferação de materiais combi-nados. Esses materiais combinados possibilitam maior resis-
tência e qualidades de “barreira” ou proteção maior ao produto. A versatilidadedos plásticos transformam-nos em “campeão de uso” na indústria de embala-gens flexíveis. Sendo fáceis de moldar, alguns possuem excelente estabilidadedimensional, resistência ao rasgo e estouro, excelentes barreiras contra óleos,água, etc. Os materiais plásticos também são muito utilizados em rótulos paradiferentes produtos como alimentícios, farmacêuticos e cosméticos.A facilidade de uso dos auto-adesivos em máquinas rotuladeiras (que aplicamo rótulo), favoreceu a flexografia. Processos como offset, por exemplo, nãoimprimem rótulos em bobinas que são utilizadas pelas máquinas aplicado-ras automáticas. Empresas tradicionais do mercado de rótulos em offset têmmigrado para flexografia. Um importante segmento é o de papéis. Estes sãomuito utilizados em rótulos, sacolas e caixas de papelão ondulado. Com o foco
de muitas empresas na questão ambiental, o papel ganha cada vez mais forçacomo embalagem.
Quais os principais suportes quepodem ser impressos na flexografia?
Os principais materiais utilizados são:
6•Principais suportespara impressão

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 92/244
92 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
p
Plásticos: Polipropileno (PP), polietileno (PE), poliéster (PET), ionômeros(Surlyn), etileno vinil acetato (EVA), cloreto de polivinilideno (PVDC), cloreto depolivinil (PVC), nylon (poliamida).Papéis: Monolúcido, couché, corrugado, offset, kraft.O Alumínio (Al) também tem sua utilização, em estruturas laminadas ou sozinho.
Quais as boas qualidades queos suportes devem possuir?
Depende da utilização final, mas para a impressão qualidades como estabili-dade dimensional, boa resistência a temperaturas, planicidade (uniformidade),impermeabilidade, brilho e transparência facilitam o processo. No caso dospapéis a superfície pouco rugosa e a cor são importantes, pois podem influirna aparência do impresso.
Quais as principais aplicaçõesdo papel nos segmentosque a flexografia atende?
Hoje há uma ampla gama de papéis e usos para os diversos segmentos que aflexografia atende. O uso em caixas de papelão é o que vem à lembrança primei-ro, porém o papel é também muito utilizado em estruturas laminadas, sacolas esacos ecologicamente corretos e principalmente em rótulos auto-adesivos.”
O que são plásticos?
Plásticos: São materiais macromoleculares, principalmente de origemorgânica (carbono), os quais são preparados pela modificação de produtosnaturais ou por síntese de compostos de baixo peso molecular. De formageral, podem ser moldados por processamento sob condições favoráveisde pressão e temperatura. São também chamados de polímeros.
Polímeros: do grego poly + meros = muitas partes, compostos quími-cos, obtidos a partir da união de um número de unidades elementares oumonômeros (uma só parte), os quais se repetem sucessivamente.
O que são “filmes técnicos”?
Convencionou-se usar essa expressão para materiais plásticos impressos emuma única camada e com boa soldabilidade como o polietileno e polipropileno.
Embalagem monocamda
em Polietileno
Os papéis são utilizados também em rótulos
auto-adesivos

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 93/244
Capítulo 6 – Principais suportes de impressão – 93
Podem ser utilizados para o empacotamento automático de cereais em geral,adubos, papéis higiênicos, massas alimentícias, biscoitos, produtos têxteis ealimentos em geral. Os filmes monocamadas são muito utilizados também emrótulos.
O que são co-extrusados?Co-extrusão é a união pelo processo de extrusão devários materiais plásticos em até 13 camadas. O objetivoé fazer estruturas com alta resistência às gorduras, ao oxi-gênio, à água, à luz e a outras substâncias que venham acausar a deterioração rápida do produto. Geralmente, osco-extrusados são utilizados para laticínios e embutidoscomo salsichas, presuntos, aves, mortadelas, charquesentre outros.
O que são laminados?São materiais plásticos, papéis e/ou alumínio que sãounidos por meio de adesivos. O objetivo é o mesmo daco-extrusão, isto é, criar estruturas capazes de resistir adiversas substâncias que afetam o produto. Os lamina-dos formam hoje um dos grandes nichos de mercadopara as embalagens alimentícias em geral.
O que são metalizados?São materiais plásticos (polietileno, polipropilenoe poliéster) em cuja superfície é aplicada uma finacamada de alumínio. O processo ocorre em umequipamento apropriado e a vácuo.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 94/244
94 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
p
FILME OTR* 23ºC - 0% UR
(25μ ) (cm³/m²x24h)
EVOH 0,08-1,9
NYLON 6 18,6-39
PET 31-93
BOPP 1550-2500
PP 2300-3100
PEAD 2300-3100
PS 4350-6200
PEBD 7000-8500
PET METALIZADO 0,16-0,17
BOPP METALIZADO 19-160
Materiais metalizados e/ ou laminados aumentam
a proteção e deixam a embalagem mais atraente
Por que utilizamoslaminados e metalizados?
Algumas pessoas relacionam o uso de laminados e metalizados apenas aresistências mecânicas e eventualmente efeito visual. Contudo, os laminados (eos laminados metalizados principalmente) desempenham um efeito dramáticona proteção dos alimentos.Algumas das principais propriedades dos alimentos estão relacionados aoimpedimento do contato deste com determinados agentes, dentre os quaisdestacamos o oxigênio, com dois efeitos dramáticos:
a) Oxidação de óleos essenciais.b) Proliferação bacteriana.
Conforme pode ser observado na tabela abaixo, as propriedades dos filmesplásticos são muito diversas, e o uso da metalização também aumenta mui-
tíssimo a barreira contra oxigênio (OTR – Oxygen Transmission Rate). Comoreferência, uma taxa de permeabilidade ao oxigênio menor que 15 cm³/m²/diaé considerada alta barreira. Se for inferior a 8 cm³/m²/dia é altíssima barreira.Outras barreiras são também importantes para determinados produtos, comoa barreira a vapor de água (WVTR – Water Vapor Transmission Rate) parabiscoitos e outros produtos que a água pode retirar a crocância e precipitar adegradação.A metalização também aumenta a barreira à umidade, colaborando com apreservação dos produtos embalados.Abaixo a tabela da barreira a oxigênio dos principais filmes utilizados na indús-
tria de embalagens.
* Quanto menor a taxa de permeabilidade,
maior a barreira

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 95/244
Capítulo 6 – Principais suportes de impressão – 95
Quais as propriedades do alumínio epor que é tão útil em embalagens?
O alumínio possui duas propriedades importantes para as embalagens: proteçãoe apresentação. Outra vantagem na sua utilização é o baixo peso específico.O material, além de não ser tóxico, é completamente invulnerável a odores, gasese vapores. Além disso, a folha de alumínio pode ser pintada, impressa ou lavra-da, realçando assim a beleza das embalagens, característica muito desejada pelopessoal de marketing na elaboração de uma nova embalagem.Propriedades de proteção da folha do alumínio: não alimenta microorganis-mos; não é tóxico e é seguro para ser usado em contato com a maioria dosalimentos, remédios e cosméticos; não possui gosto nem odor próprio; não évolátil, não resseca, nem enruga; tem boa estabilidade; é impermeável à maioriados tipos de gorduras e óleos, tanto em baixa como em altas temperaturas; éresistente à luz, e por isso pode ser utilizado para embalar produtos que nãopodem perder seu aroma e/ou que podem se tornar rançosos ou descorados
pela exposição à luz; é bom condutor de calor, e por isso permite seu aqueci-mento e resfriamento rápidos.A folha de alumínio, em seu estado puro ou temperado, pode ser facilmentemoldada, dobrada e prensada. Esta propriedade é muito importante para oreempacotamento e a reutilização.A folha de alumínio densa, dura ou temperada, apresenta maior resistência àtração, maior rendimento, mas menor alongamento. Sua alta condutibilidadetérmica se torna ideal para produtos que devem ser embalados quentes e sub-seqüentemente esfriados ou congelados.A flexibilidade da folha de alumínio permite sua utilização em envoltórios exter-
nos, forração de recipientes, moldagens ou fabricação de pouches e sacos.Torna-se, no entanto, necessário aplicar adesivos ou laminação com polietileno,por exemplo, a fim de obter uma boa selagem. A maioria dos pouches ou sacossão fabricados com folhas de alumínio coladas em outro material.Uma das características principais da folha de alumínio é sua impermeabilidadea umidade, gases e odores.Encontra-se no supermercado grande variedade de aplicações do alumínio emembalagens: cigarros e tabacos, chocolates, balas, confeitos, queijos, manteiga,margarina e gordura, biscoitos, sopas, extratos de carne, embalagens semi-rígi-das, comprimidos e medicinais, rótulos e etiquetas adesivas.
Por que o poliéster é tãoutilizado hoje em dia?
O poliéster é muito utilizado nas embalagens pelas seguintes característicasbásicas: bom brilho e transparência; ausência de gosto e odor; baixa umidade;alta resistência à tração; alta resistência ao impacto; boa barreira a umidade ea gases; resistência a gorduras, óleos e açúcares. A principal desvantagem do
O alumínio possui excelentes propriedades de barreira

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 96/244
96 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
p
poliéster é que o material não permite soldagem a quente.Outra desvantagem é o fato de o poliéster possuir baixa umidade permitindoassim o acúmulo de cargas eletrostáticas quando este desliza pela máquina. Aestática pode provocar faíscas que podem gerar incêndio durante o processode impressão. Assim, é necessário que as impressoras tenham bons dispositi-vos de eliminação de estática.
No entanto, há muitas vantagens do poliéster no processo de impressão quesão a excelente estabilidade dimensional, facilitando o registro das cores, e altaresistência ao calor (cerca de 220º C) propiciando uma boa secagem do filmeimpresso e viabilizando altas velocidades de produção.A aplicação do poliéster está mais ligada à formação de embalagens especiais,devido ao seu custo alto e às suas propriedades boas como barreira ao vapord’água, ao oxigênio e a fragrâncias, que é superior à dos filmes de polietilenoe BOPP, principalmente se o poliéster for metalizado.Os principais usos do poliéster são: embalagens de produtos congelados;embalagens de alimentos desidratados; embalagens para cozimento do pro-duto; embalagens que necessitem de barreira contra a vazão de essênciascomo os sabonetes; embalagens que necessitem de barreira a umidade, gasese que mantenham o aroma do produto.
Quais as qualidades do polipropileno?
O polipropileno mono-orientado (PP) é utilizado em balas (PPT - polipropilenode torção) e em laminações para conferir propriedades de brilho, transparência ebarreiras. O polipropileno bi-orientado sofre uma orientação das moléculas nossentidos longitudinal e transversal, conferindo excelentes características de brilhoe transparência; alta resistência à tração; alta resistência ao impacto; boa barreiraa umidade e a gases; resistência a gorduras, óleos e açúcares.Sua utilização é ampla em embalagens flexíveis, em embalagens que exigem gran-de transparência para verificação do produto, em embalagens que necessitam
de barreira a oxigênio, como produtos fritos, bolos, doces, massase biscoitos e embalagens a vácuo, como as de café, e também emembalagens de líquidos ou comestíveis que após serem embaladosnecessitem de esterilização ou cozimento em autoclaves. Isto se deveao fato de o material suportar temperaturas de até 120º C e apresen-tar uma boa barreira aos gases e ao vapor d’água.
Quanto a printabilidade o BOPP possuiboas qualidades, pois resiste bem a tensõese ao calor (menos que o poliéster, entretan-to). Assim como o polietileno, o polipropi-leno necessita de tratamento superficial. Notratamento é utilizado o sistema Corona(ver na página 98). Os métodos e soluçõesquímicas para verificação são os mesmosdo polietileno.
Processo de fabricação de filmes de BOPP
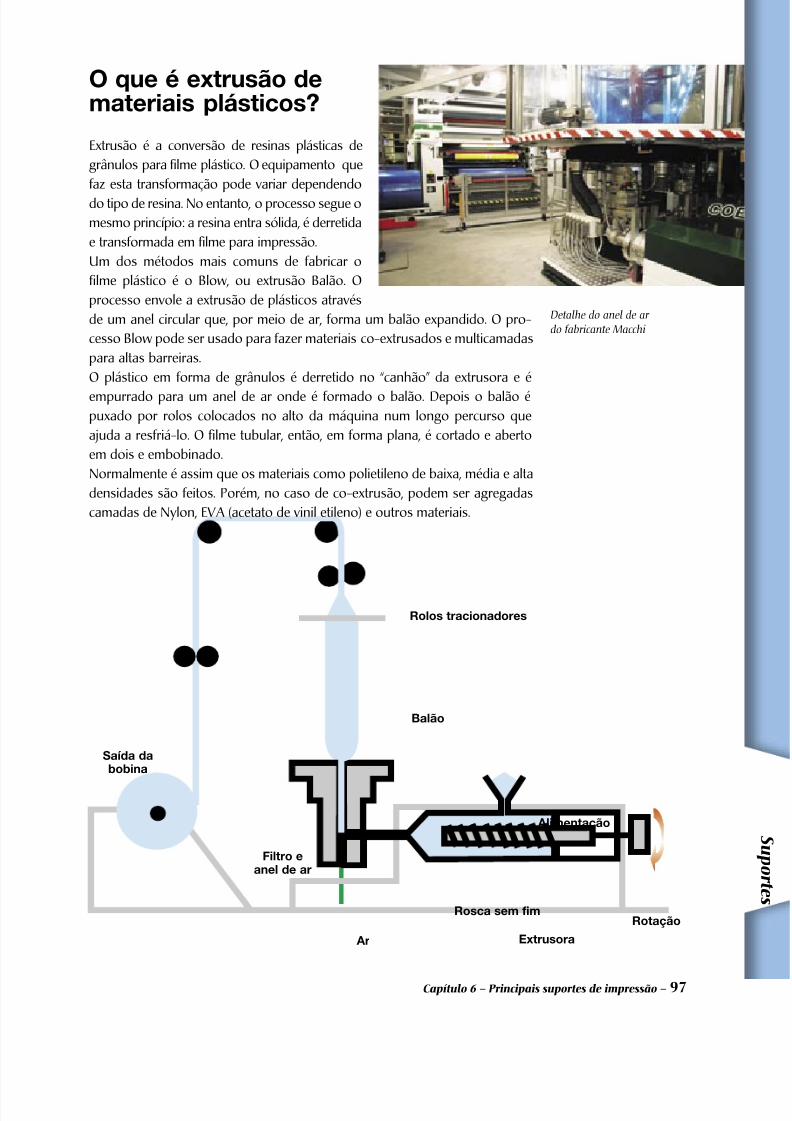
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 97/244
Capítulo 6 – Principais suportes de impressão – 97
O que é extrusão demateriais plásticos?
Extrusão é a conversão de resinas plásticas degrânulos para filme plástico. O equipamento quefaz esta transformação pode variar dependendodo tipo de resina. No entanto, o processo segue omesmo princípio: a resina entra sólida, é derretidae transformada em filme para impressão.Um dos métodos mais comuns de fabricar ofilme plástico é o Blow, ou extrusão Balão. Oprocesso envole a extrusão de plásticos atravésde um anel circular que, por meio de ar, forma um balão expandido. O pro-cesso Blow pode ser usado para fazer materiais co-extrusados e multicamadaspara altas barreiras.O plástico em forma de grânulos é derretido no “canhão” da extrusora e é
empurrado para um anel de ar onde é formado o balão. Depois o balão épuxado por rolos colocados no alto da máquina num longo percurso queajuda a resfriá-lo. O filme tubular, então, em forma plana, é cortado e abertoem dois e embobinado.Normalmente é assim que os materiais como polietileno de baixa, média e altadensidades são feitos. Porém, no caso de co-extrusão, podem ser agregadascamadas de Nylon, EVA (acetato de vinil etileno) e outros materiais.
Detalhe do anel de ar do fabricante Macchi
Rolos tracionadores
Balão
Saída dabobina
Alimentação
Filtro eanel de ar
Ar
RotaçãoRosca sem fim
Extrusora

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 98/244
98 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
p
O que é tratamento corona?
Podemos definir tratamento corona como sendo a modificação química eeletrônica da superfície dos materiais plásticos na adesão e molhabilidade(propriedade de espalhamento de um líquido na superfície).É muito importante notar que a propriedade de molhabilidade gerada pelo
aumento da tensão superficial do filme desempenha um papel tão importantequanto a adesão em si, pois além de ser um dos princípios básicos da adesão,resulta em boa qualidade de impressão, permitindo uma distribuição uniformeda tinta na superfície do substrato plástico, com bom fechamento dos chapa-dos e uma impressão uniforme dos pontos.O tratamento corona promove três diferentes fenômenos na superfície dosmateriais plásticos:
1) A descarga elétrica dos tratadores coronas provoca, simultaneamente, aionização do ar e a formação de ozônio. Nessa atmosfera extremamente
oxidante, a estrutura do material plástico, seja ele polietileno, polipropileno,poliéster ou qualquer outro, é oxidada, gerando grupos químicos muitomais polares que a cadeia original. Dentre os grupos formados destacam-seo C=O, C-O e C-OH, todos muito mais energéticos, possuindo relevantesníveis de forças de polarização de Keeson, contra as predominantes forçasde dispersão de London, no caso das poliolefinas principalmente.
2) Outro fenômeno que explica a melhor printabilidade instantaneamenteapós o tratamento corona é que alguns dos radicais formados, como C=Oapresentam alta reatividade, podendo reagir com a própria estrutura dopolímero tratado, que agora, convém lembrar, apresenta maior presença de
grupos reativos, ou mesmo com elementos da tinta, como aditivos (titana-tos) ou com as resinas. Caso a impressão se dê muito brevemente após otratamento, é de se supor que haja uma maior disponibilidade de gruposreativos para provocar ligações cruzadas com a tinta, causando uma excep-cional adesão. Após algum tempo, sem contato com a tinta, é maior a pos-
sibilidade de tais grupos reagiremcom o próprio substrato.
3) Finalmente, mas não menosimportante, o tratamento aumentaa rugosidade do filme, o que reper-
cute em um efeito positivo: maissuperfície implica em um somatóriomaior de energia por área macros-cópica.
Detalhe do tratador corona

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 99/244
Capítulo 6 – Principais suportes de impressão – 99
Conseqüentemente, após todos esses fenômenos terem ocorrido, temos sig-nificativa mudança nas características superficiais que permitem bom nível deadesão e molhabilidade.
A figura acima demonstra claramente o efeito do tratamento corona sobreuma gota de um líquido qualquer, no caso uma gota de tinta.O filme sem tratamento apresenta um ângulo de contato superior a 90º,enquanto o filme com tratamento correto apresentará ângulo de contatoinferior a 90º. Quanto menor o ângulo, melhor a molhabilidade e maior atendência de adesão.Como abordado, não podemos dizer que o fato de uma tinta molhar o subs-
trato seja condição suficiente para garantir a adesão, pois esta é fruto tambémde outras propriedades, como compatibilidade química (microscopicamentefalando – compatibilidade eletrônica) e garantirmos uma mínima formação detinta na superfície do plástico.Geralmente, o tratamento é feito durante o processo de extrusão pouco antesde o filme ser embobinado. No entanto, pode ser feito também na máquinaimpressora antes de o material entrar no grupo impressor. O nível de tratamen-to é medido em dynes/cm. A faixa de trabalho para impressão pode variar emfunção do material, porém esses valores ficam entre 38 e 44 dinas/cm. Um cilin-dro metálico revestido com uma borracha isolante por onde passa o substrato
plástico funciona como um eletrodo que fica girando. Acima desse cilindro e doplástico há um barramento que é um outro eletrodo fixo. Esse eletrodo fornecea descarga elétrica na superfície do cilindro e, conseqüentemente, do plásticoque passa por ali, recebendo assim o tratamento superficial.
O que é a tensão superficial?
Muitos se perguntam por que, se a tensão é superficial, ou seja, refere-se auma superfície ou área, ela é expressa em força/comprimento linear.
De fato a energia da superfície é proporcional a sua área. Assim sendo, ummesmo material, como o ferro por exemplo, se apresentar por cm² de área,uma área microscópica maior ou menor, poderemos ter impacto na adesãoou mesmo molhabilidade.Em outras palavras, um cm² macroscopicamente falando, poderá apresentaráreas hipoteticamente variando do próprio 1 cm² para uma superfície teori-camente perfeitamente lisa a muitos e muitos metros quadrados no caso deextrema rugosidade.Mas respondendo diretamente a pergunta sobre por que a unidade de tensãosuperficial é expressa em comprimento linear e não área superficial, como era
Tinta
Filme nãotratado
Ângulo de
contato
Tinta
Filmetratado
Ângulo de
contato

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 100/244
100 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
p
de se esperar, reportamo-nos ao teste de tensão superficial. Para a determi-nação da tensão superficial de um líquido é utilizado um aparelho específicodenominado tensiômetro (figura abaixo)
Um recipiente contendo o líquido a ser analisado é colocado no aparelho demodo a permitir que um fino anel de platina iridizada, completamente isentade impurezas, toque suavemente a superfície do líquido.Este anel, conectado ao tensiômetro por um fino fio, é tracionado de modoextremamente lento e suave, até o ponto em que a energia superficial do líqui-
do que retém o anel em sua superfície é superada pela força aplicada ao anel.Neste momento, rompe-se a ligação do anel com o líquido e o aparelho regis-tra o nível de força em que o rompimento ocorreu.Dividindo-se então esta força pelo comprimento do anel aberto, temos a ten-são superficial do líquido.
Esquema defuncionamento
do tensiômetro

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 101/244
Capítulo 6 – Principais suportes de impressão – 101
Como a tensão superficial de um líquido a uma dada temperatura é proprie-dade intrínseca deste líquido, a partir da determinação dessa tensão passamosa usar este líquido para mensurar a energia superficial de sólidos, como osfilmes de impressão.Este é o caso do uso de misturas entre formamida e etil celosolve utilizadas nadeterminação do tratamento em indústrias de embalagens, pois uma vez que
se saiba a tensão individual de cada líquido, é possível determinar a tensão damistura e aplicar esta última para determinar a tensão dos filmes.Ao lado, um detalhe do líquido ainda preso ao anel de platina, mesmo este jáestando consideravelmente afastado da superfície do líquido.
O que pode afetar otratamento corona?
Além dos ajustes do equipamento, os aditivos que são colocados na resina
durante a extrusão ou na obtenção da mesma podem requerer maior energiapara atingir o nível de tensão superficial necessário. Os ajustes que podemafetar o tratamento são: distância entre os eletrodos e o filme plástico; velo-cidade de passagem do filme; voltagem da freqüência aplicada; e temperaturado filme.
Por que o tratamento coronatende a reduzir ao longo do tempo?
Como foi explanado há pouco, o tratamento corona se configura como umaalteração permanente na superfície dos filmes tratados. Portanto, seria prati-camente impossível desoxidar esta superfície, visto que o oxigênio forma umaligação química com energia superior à ligação carbono – carbono (C-C) ante-rior à oxidação.De fato, esta alteração superficial não é perdida. Contudo, vários componentesadicionados ou presentes desde a polimerização dos materiais plásticos vãogradual e inexoravelmente migrando de todas as profundidades da camada dofilme para as superfícies interna e externa.
Dentre estes elementos, destacam-se:1. Moléculas menores do próprio polímero que, durante o processo de poli-
merização, não polimerizaram em grau necessário para a sua imobilizaçãono filme.
2. Aditivos como os de fluxo, de deslizamento, antioxidantes e outros.
Todas essas moléculas, menores e mais fluidas que a massa de polímero quedefine o filme, atingem a superfície e recobrem, até mesmo pela atratividade dooxigênio da área oxidada, toda a superfície do filme.
Detalhe do prato do tensiômetro

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 102/244
102 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
p
Após um determinado grau de cobertura, a adesão encontra-se terminalmentecomprometida, sem contar a redução drástica da tensão superficial que gerauma péssima printabilidade (ou como é comum se dizer na indústria de emba-lagem, um péssimo fechamento). Pode-se dizer mesmo que se passe a imprimirsobre uma capa de materiais exudados de dentro do filme.Tal fenômeno é tanto mais veloz quanto maior for a temperatura, o que explica
a perda mais acentuada de tratamento no verão ou em regiões muito quentes,uma vez que a movimentação e a mobilidade molecular é tanto maior quantomais elevada é a temperatura.
O tratamento pode variarem função da tinta?
Pode sim. Se a tinta for à base de água o tratamento deve ser maior, visto quea tensão superficial de uma tinta à base de água está por volta de 45 dinas/cm
e a água pura tem tensão superficial de 72 dinas/cm.
Co-extrusora Macchi

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 103/244
Capítulo 6 – Principais suportes de impressão – 103
RESUMO DOS DIFERENTES PRODUTOS E ESTRUTURAS UTILIZADAS
PRODUTO ILUSTRAÇÃO ESTRUTURAS MAIS COMUNS COMENTÁRIO
C A F É S PET METALIZADO/ADESIVO/PEBOPP METALIZADO/ADESIVO/PE
PET/ADESIVO/ALUMINIO/ADESIVO/PEPET/PE/ALUMINIO/ADESIVO/PE
O café possuisensibilidade ao oxigênio,à luz e à umidade.Assim, o uso de alumínioem folhas ou metalizadono filme garante aintegridade do produto.
C H O C
O L A T E S PPT
BOPP PEROLIZADO/COLD SEALBOPP PEROLIZADO
BOPP/ADESIVO/BOPP PEROLIZADOBOPP/ADESIVO/PE ALUMÍNIO/ADESIVO/PAPEL/PARAFINA
Os chocolates sãoespecialmente sensíveisao calor. O BOPPperolizado ajuda a ter
uma embalagem leve efuncional e ao mesmotempo protetora.
S N A C K S
BOPP/ADESIVO/BOPP METAL
Para manter a“crocância” do alimento,a estrutura precisaprotegê-lo da luz etambém. É tambéminjetado um gás inerte
no envase para evitar aoxidação.
L E I T E E M
P Ó E
D E S I D R A T A D O S
PET/ADESIVO/PEPET/METALIZAÇÃO/ADESIVO/PE
Como o produto édesidratado, o uso dopoliéster é fundamentalpara a proteção.
S A C H Ê S
PET/ADESIVO/AL/PPPET/ADESIVO/AL/PEPET/METAL./ADESIVO/PEPET/PE/AL/ADESIVO/PPPET/ADESIVO/PEPET/ADESIVO/PP
Os produtos usados emsachês como maionesee catchup são facilmentedegradáveis quandoexpostos ao oxigênio.O uso de poliéster e/oualumínio garante aintegridade dos molhos.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 104/244
104 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
p
PRODUTO ILUSTRAÇÃO ESTRUTURAS MAIS COMUNS COMENTÁRIO
B I S C
O I T O S
T I P O
W A F E R
BOPP/ADESIVO/BOPP PEROLIZADOBOPP/ADESIVO/BOPP METALPET/METAL/ADESIVO
Ninguém quer comer umwafer murcho. Assim,a característica de“crocância” é assegurada
com o Poliéstermetalizado. No passadoera utilizado o alumíniopuro laminado.
S A
L G A D I N H O S
PET/ADESIVO/PET METAL./ADESIVO/PEBOPP/ADESIVO/PEPET/ADESIVO/ALUM/PE
Além de não permitir queas intempéries externasalcancem o produto, aestrutura também deveevitar que gorduras e
óleos migrem para fora.
M A S S A S
PET ADESIVO/PEPP/ADESIVO/PEPP/ADESIVO/PP
As massas em geralnão requerem estruturascomplexas.
B A L A S BOPP PEROLIZADO/COLD SEAL
PAPEL/PE/ALUMÍNIO/PEPET/ADESIVO/ALUMINIO/PEPET/ADESIVO/PE
Há uma variedade deestruturas para balas egoma de mascar. Podemconter papel + alumínioou simplesmente, emalguns casos, um BOPPperolizado.
P I C O L É S
BOPP PEROLIZADO/ADESIVO/PEBOPP/ADESIVO/BOPP/METALIZADOPET/ADESIVO/PAPEL/PEPAPEL PEBOPP PEROLIZADO COM COLD SEAL
As estruturas de papel+ PE foram diminuindocom o tempo, ao passoque o BOPP perolado oumetalizado melhoraramas qualidades deproteção e especialmentede solda a frio (coldseal).

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 105/244
Capítulo 6 – Principais suportes de impressão – 105
PRODUTO ILUSTRAÇÃO ESTRUTURAS MAIS COMUNS COMENTÁRIO
F A R M A C Ê U T I C O S
PET/PE/ALUMÍNIO/PE
O alumínio é muitocomum em estruturas
destinadas ao produtosfarmacêuticos.
F A R
M A C Ê U T I C O S
B L I S T E R
ALUMÍNIO/PE ALUMÍNIO/VERNIZ TERMO-SELANTE
O alumínio tambémé muito empregadonas estruturas parablisters de remédios em
comprimidos.
S A B O N E T E S
BOPP PEROLIZADOPAPEL COUCHÉ/PARAFINAPET/ADESIVO/PAPEL/PARAFINA
No passado, o papel comparafina era amplamenteutilizado. Hoje, porém,o BOPP perolizadoganhou muita força pelapraticidade, apelo visuale maquinabilidade.
P E T F O O D
R A Ç Ã O A N I M A L
PET/ADESIVO/PE LEITOSOPET/ADESIVO/BOPP/ADESIVO/PEPE/ADESIVO/PEPET/ADESIVO/ALUM/ADESIVO/PE
As estruturas para PETfood podem variar.Porém, em geralprecisam garantir queagentes externos nãocontaminem o produto,pois cães e gatossão muito sensíveis aquaisquer variações noodor do produto.
C O N D I M E N T O S
PET/PE/PP CAST
Os condimentos emgeral possuem agentesquímicos muito fortes erequerem uma estruturaforte e um adesivoresistente para evitar adelaminação.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 106/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 107/244
Capítulo 7 – Tintas para impressão – 107

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 108/244
Neste capítulo você vai ver:
- Qual a composição básica das tintas de flexografia- O que são pigmentos, resinas, vernizes- Características dos solventes utilizados nas tintas- O que é e como controlar a viscosidade das tintas- Testes e cuidados- Quais são os princípios da cor
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 109/244
Capítulo 7 – Tintas para impressão – 109
m bom conhecimento sobre tintas está diretamente relaciona-do a uma boa impressão, e ajuda o impressor a usá-las compoucos problemas. Além da qualidade da cor, do brilho e docusto, outros fatores devem ser considerados: a relação datinta com o solvente, sua utilização em embalagens, compati-
bilidade com o clichê e com o suporte em que será aplicada.
Do que são feitas astintas de flexografia?
As tintas para flexografia são compostas basicamente de pigmentos, resinas esolventes. Podemos incluir ainda aditivos que são incorporados à formulaçãode acordo com as necessidades, ou, quando se quer dar alguma característicaespecial. Por exemplo, podem ser adicionadas ceras à composição da tintapara proporcionar maior deslizamento, evitando assim riscos no impresso na
passagem das máquinas envasadoras.
O que são resinas?
Resinas são polímeros de médio a alto peso molecular, geralmente apresentan-do estrutura de considerável complexidade e amorfa. Na grande maioria doscasos, sua composição é inteiramente orgânica. Quanto às suas propriedadesfísicas, apresentam-se como sólidos ou líquidos viscosos e não voláteis, sem
7•Tintas paraimpressão

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 110/244
110 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
um ponto de fusão (melt point) preciso, devido principalmente à dificuldadede obtenção de uma estrutura química de alto grau de pureza, no caso dasresinas naturais, e da distribuição do peso molecular relativamente ampla, nocaso das resinas sintéticas.
Quais as resinasutilizadas na flexografia?
A resina mais comum é a de nitrocelulose (NC). Possui boa compatibilidadecom os pigmentos e solventes, baixo odor residual, alta resistência ao calor,é econômica e tem grande compatibilidade com outras resinas. Também sãousadas resinas maleica e fumárica em tintas base álcool ou em combinaçãocom resinas de poliamida e nitrocelulose para papel, alumínio e plásticos.As resinas acrílicas estão sendo mais utilizadas nos últimos anos em com-binação principalmente com nitrocelulose devido às suas características de
adesão.As resinas de nitrocelulose apresentam baixa retenção de solventes, princi-palmente por sua alta temperatura de transição vítrea e ponto de fusão. Noentanto, esta característica, associada geralmente a resinas duras, exige aadição de plastificantes ao sistema.Até recentemente, os plastificantes eram de natureza externa, ou seja, eramcompostos por elementos, geralmente líquidos, que tendiam a migrar gradu-almente para fora do filme de tinta formado.Com o desenvolvimento dos plastificantes internos, especialmente as resinaspoliuretânicas de baixo peso molecular, praticamente foi extinto o uso de
plastificantes externos.
Dentre as vantagens que estes aportaram aos sistemas de tinta, podemos citar:
1) Produto não migrante, o que reduz a possibilidade de contaminação doproduto embalado;
2) colaboração no aumento de sólidos do sistema, com vantagens na incor-poração de pigmento;
3) conseqüente aumento do brilho;4) aumento de adesão;
5) compatibilidade com os adesivos de laminação.
Qual a função das resinas nas tintas?
Fixar os pigmentos no suporte. Isso se dá depois que o solvente evapora e aresina se solidifica.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 111/244
Capítulo 7 – Tintas para impressão – 111
O que são vernizes?
Verniz é a mistura de uma ou mais resinas com um ou mais solventes. Osvernizes possuem como função transportar o pigmento até o substrato. Apósa evaporação do solvente forma-se um filme estável que fixa o pigmento oucorante ao suporte e proporciona ao impresso as propriedades necessárias de
coloração e brilho.
O que são solventes?
São substâncias líquidas de características físicas e químicas bastante definidasque apresentam capacidade para diluir o sistema de resinas escolhido.
Podem ainda se subdividir em:
1) Solvente verdadeiro: aquele que efetivamente e sozinho dilui a resina ouo sistema de resinas. São representantes típicos deste grupo os ésteres eCetonas, com preferência para os primeiros por serem menos compatíveiscom água.
2) Co-solvente: não apresentam poder solvente para resultar em um sistemalíquido como os solventes verdadeiros, porém modificam as propriedadesdos primeiros de modo a melhorar a performance do sistema. O grupomais comum de co-solventes são os éteres de glicóis, principalmente oséteres do propileno glicol como o Dowanol PM e Dowanol DPM.
3) Diluentes: não possuem propriedade solvente em relação às resinas do
sistema e são usualmente utilizados para reduzir o custo da formulação.Os maiores representantes deste grupo são os álcoois e, no caso do Brasil,especialmente o etanol.
Quais são as principais propriedades queos solventes para flexografia devem ter?
Dissolver totalmente a resina. Para cada tipo de resina existem solventesespecíficos;
ser facilmente removidos pela evaporação ou absorção do substrato paraque a película de tinta seque logo após a impressão;
ajudar na adesão do filme de tinta sobre o substrato; não deixar odor no filme impresso;
não atacar o clichê de impressão;
reagir o mínimo possível com outros componentes da tinta; estar dentro das especificações legais de segurança e preservação do meio-
ambiente;
ser compatíveis com o suporte a ser impresso.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 112/244
112 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
Que tipos de solventes sãoutilizados nas tintas flexo?
Alguns dos tipos de solventes utilizados na flexografia são: álcool etílico, álcoolisopropílico, acetato de etila, etil glicol e água.Normalmente esses solventes não são utilizados sozinhos na tinta. A misturadesses solventes acrescenta propriedades específicas de solvência, tempo desecagem e viscosidade. Geralmente se dá o nome de thinner ao composto dedois ou mais solventes misturados.A composição de propriedades, principalmente em termos de solvência e velo-cidade de evaporação, está entre os principais fatores da melhoria de qualidadee da estabilidade do processo produtivo, devendo os formuladores prestarespecial atenção àquelas duas propriedades.Genericamente, recomenda-se ajustar as tintas de impressão, especialmentepara alta qualidade de impressão para:Pontos (> 30 linhas/cm): 4,5 a 6 minutos – Extensor Bird 40
Traços: entre 2,5 a 5,0 minutos – Extensor Bird 40
O extensor Bird 40 micras é utilizado para controlar a velocidade de secagem da tinta

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 113/244
Capítulo 7 – Tintas para impressão – 113
PROPRIEDADES FÍSICAS DOS PRINCIPAIS SOLVENTES GRÁFICOS
SOLVENTE
P E S O M O L E C U L A R
T A X A D E E V A P O R A Ç Ã O
( A C E T A T O D E B U T I L
A = 1 0 0 )
V I S C O S I D A D E D E S O
L U Ç Ã O
D E N C 1 / 2 ” E 2 5 º ( c P )
R E S I S T Ê N C I A A O B L
U S H I N G
A 2 5 º C ( % U R
)
SOLUBILIDADE(% massa) 20º C
V I S C O S I D A D E - 2 0
º C ( c P )
D E N S I D A D E - ( 2 0 / 2 0 º C )
P O N T O D E E B U L I Ç Ã O
A 7 6 0 m m H g ( º C )
T E N S Ã O S U P E R F I C I A L d
i n a / c m ( O
C )
P R E S S Ã O D E V A P O R m
m / H g ( º C )
S O L V E N T E
E M
Á G U A
Á G U A N O
S O L V E N T E
CETONAS ACETONA 58,08 520 12 20 COMP. COMP. 0,33 0,79 56,2 23,38
(22)184,5(20)
DIACETONA ÁLCOOL 116,2 12 295 76 COMP. COMP. 3,2 0,94 168 24,6
(20)1,23(20)
ISOFORONA 138,2 2,5 220 97 1,2 4,3 2,6 0,923 215 32,2(20)
0,43(25)
METIL ETILCETONA 72,1 340 20 45 27 12,5 0,4 0,805 79,6 24,5
(25) 91 (25)
METIL ISOBUILCETONA 100,2 155 38 78 1,7 1,9 0,59 0,8 115,9 23,6
(20)15,7(20)
ÁLCOOISn-BUTANOL 74,12 46 INSOL. – 7,9 20,1 3 0,809 118 24,52
(20) 5,5 (20)
ETANOL 46,07 150 INSOL. – COMP. COMP. 1,2 0,79 78,3 22,39
(20)40 (19)
ISOBUTANOL 74,12 62 INSOL. – 9,5 16,9 4 0,806 108 23 (20) 10 (22)
ISOPROPANOL 60,11 135 INSOL. – COMP. COMP. 2,41 0,785 82,5 21,32(20) 44 (25)
METANOL 32,04 181 25 – COMP. COMP. 0,58 0,791 64,5 22,5(20)
100(21)
ÉSTERES ACETATODE BUTILA 116,2 100 49 83 0,7 1,6 0,73 0,883 127 14,5
(25) 15 (25)
ACETATODE ETILA 88,12 430 36 39 8,7 3,3 0,45 0,901 77 23,9
(20)100(27)
HIDROCARBONETOSTOLUENO 92,13 190 INSOL. – 0,06 0,05 0,6 0,87 111 28,52
(20)36,7(30)
XILENO 106,2 60 INSOL. – 0,04 0,05 0,8 0,87 140 29,48(20)
6,72(21)
ÁLCOOISBUTILGLICOL 118,2 6,8 220 96 COMP. COMP. 6,4 0,901 171 27,4
(25)0,76(20)
ETILGLICOL 90,12 39 143 59 COMP. COMP. 2,1 0,931 135 28,2(25)
5,29(25)

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 114/244
114 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
Qual o método correto parautilização dos solventes nas tintas?
No processo flexo a evaporação não deve ocorrer tão rapidamente, para quea tinta não seque nas células do anilox; e nem muito lentamente, para que nãoocorra a blocagem. A solvência é o fator mais importante, contudo não podeser o único parâmetro na escolha de um solvente.A formulação de uma tinta ou verniz exige que exista um balanceamento entreos solventes usados, possibilitando uma melhor secagem.
Os solventes leves evaporam rapidamente, retirando, em curto espaço detempo, muito calor do meio, especificamente do substrato. Devido a issoocorre um resfriamento brusco da superfície, ocasionando condensaçãodo vapor d’água, que provoca a precipitação da resina, causando um fenô-meno chamado de névoa ou blushing. Não devem ser usados sozinhos.
Já os solventes médios têm uma velocidade de secagem ideal, propor-cionando filmes brilhantes, duros e isentos de solventes retidos. São ossolventes intermediários na secagem, estabilizando a velocidade de eva-poração ao longo da secagem.
Os solventes pesados são requeridos nas formulações pelas ótimas pro-priedades que conferem aos filmes, especificamente por permitirem umaacomodação às moléculas da resina, pela manutenção do filme abertopelo maior espaço de tempo possível, evitando a precipitação do agentefilmógeno. Esses fatores permitem maior brilho e resistência do filme for-mado. Os solventes pesados retardam a secagem, e o seu uso deve ser
limitado, pois podem causar filmes moles e pegajosos e uma retençãoacentuada de solvente.
Quais os controlesfeitos nos solventes?
A densidade, cor aparente, porcentagem de água contida (análise de Karl-Fisher) e cromatografia para identificação de composição, são alguns dostestes que devem ser feitos nos solventes.
O que são e qual a funçãode pigmentos e corantes?
O pigmento é um sólido insolúvel, geralmente na forma cristalina, encontran-do-se finamente disperso no verniz. Essa dispersão é obtida por moagem emmoinhos especiais (de rolos, esferas, etc).

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 115/244
Capítulo 7 – Tintas para impressão – 115
O pigmento é responsável pela tonalidade e intensidade da cor, sendo quesua correta incorporação ou não pela resina afeta consideravelmente o brilho.Do pigmento dependem ainda muitas outras propriedades fundamentais dastintas (podendo inclusive restringir sua aplicação), como a resistência à luz, aácidos, e álcalis, o que restringe a aplicação de alguns pigmentos nas embala-gem de sabões, detergentes etc.
Os corantes são produtos químicos que possuem a propriedade de se solubi-lizar até o nível molecular no veículo escolhido. Possuem alto poder tintorial,mas seu uso nas tintas é restrito, pois, com exceção dos complexos metálicos,não possuem boas resistências em praticamente todas as propriedades rele-vantes, como resistência à luz, ao sangramento e a álcalis e ácidos.Outro ponto forte para reduzir drasticamente o uso dos corantes é a associa-ção entre o sangramento, definido como a capacidade de solventes, óleos ououtras substâncias líquidas dissolverem e extraírem o corantemesmo após o filme formado, com as características quími-cas ou tóxicas ou relativamente tóxicas de muitos tipos decorantes.Isso tem restringido cada vez mais a aplicação de corantesem embalagens de produtos alimentícios e de brinquedos,por exemplo.Com o aumento do nível de exigência dos consumidores edos institutos de análise e proteção ao consumo, será cadavez mais restrito o uso de determinados tipos químicos,não somente os corantes, mas também muitos tipos depigmento, como alguns inorgânicos derivados de cromo,chumbo e outros metais pesados.
Como se classificam os pigmentose quais as suas origens?
Os pigmentos podem ser de origem natural ou sintética, sendo também classi-ficados pela estrutura química em pigmentos orgânicos ou inorgânicos.A intensidade, a opacidade, a resistência às intempéries ou agentes químicosvariam conforme o tipo de pigmento, especialmente os de origem orgânica.De modo geral, por questões de consistência, disponibilidade e mesmo preço,usam-se majoritariamente pigmentos sintéticos, tanto orgânicos como inorgâ-nicos, de modo a se padronizar ao máximo a qualidade e repetibilidade dosresultados da fabricação de tintas, gerando os resultados mais previsíveis naimpressão, base de toda a padronização do processo gráfico.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 116/244
116 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
O pigmento ideal é aquele que, em menor quantidade, consegue tingir o vernizna intensidade desejada. Normalmente o pigmento corresponde de 8% a 30%da formulação total da tinta. O pigmento deve ser o menos abrasivo possível,evitando assim danos à racle e ao anilox.Uma característica importante para o pigmento na tinta para flexografia é a
transparência. Para uma boa sobreposição a tinta dever ser transparente, evi-tando assim que uma cor interfira na cor impressa anteriormente, à exceção doamarelo que, por ser a primeira cor a ser impressa, não precisa ser totalmentetransparente. Os pigmentos são classificados da seguinte forma quanto à cor:
Pigmento preto: são geralmente obtidos por meio de combustão incompletade substância líquida ou gasosa, sendo que os originários da queima de gásapresentam maior profundidade e força (contudo, são os de maior complexi-dade para se trabalhar).Os negros de fumo são classificados quanto à origem (gás ou óleo) e quanto
à absorção de óleo, que indica a quantidade de superfície presente em 1g deproduto e é diretamente relacionada à força do pigmento.Os pigmentos negros apresentam áreas superficiais que geralmente variamentre 30m²/g e 500m²/g.
Pigmento branco: Os pigmentos brancos devem possuir alta cobertura e altaalvura de modo a cobrir a superfície na qual são aplicados, refletindo a luz. Ospigmentos mais comumente aplicados são de dióxido de titânio e sulfeto dezinco e sulfato de bário. A mistura dos dois últimos é conhecida comercial-mente por litopônio.
Classificação de pigmentos
Pigmentos inorgânicos
Pigmentos orgânicos
Naturais
Sintéticos
Naturais
Sintéticos
CaolinCarbonatosÓxidos de ferro
Carbonatos precipitadosDióxido de titânioSulfato de bárioSulfeto de zinco
PúrpuraÍndigoBrasilina (corante do pau-brasil)Etc.
Amarelos (benzedines, hansa, etc)Vermelhos (rubis, carmins, fanais, etc)Azuis (ftalocianinas, etc)Verdes (ftalocianinas)Etc.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 117/244
Capítulo 7 – Tintas para impressão – 117
Pigmento colorido: são responsáveis pelo poder tintorial transferido pelatinta, possuindo diversas e variadas propriedades de acordo com a composi-ção química.
Dentre as principais propriedades destacam-se:1- Resistência à luz;
2- Resistência a álcalis;3- Resistência a ácidos;4- Resistência ao sangramento;5- Resistência Térmica, outros.Em termos de consumo, os principais pigmentos gráficos são:
TABELA DE RESISTÊNCIA À LUZ
(EXPOSIÇÃO DIRETA À LUZ DO SOL)
RESISTÊNCIA EQUIVALÊNCIA
1 2 dias
2 4 dias
3 10 dias4 20 dias
5 40 dias
6 3,5 meses
7 1 ano
8 1,5 a 2 anos
1- Amarelo 12, 13 e 14 (benzedine);2- vermelho rubi 57.1 (bona);
3- azul 15, 15.3 e 15.4 (ftalocianinas de cobre).
O que é moagem?
O processo de preparação de tintas consiste em incorporar o pigmento aoveículo de modo a obter o máximo de poder tintorial possível sem afetarmosoutras propriedades como a viscosidade.Novamente a flexografia, dada a sua característica de forma em alto relevo,
Resistência à luz
Como normalmente os impressos em flexo são expostos em prateleiras e, con-
sequentemente, à luz, é importante conhecer a resistência de cada pigmento ea aplicação do mesmo. A tabela abaixo ajudará na escolha.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 118/244
118 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
é o setor que mais se beneficia de uma tinta de alto poder tintorial, pois istoreduz a camada de tinta necessária à obtenção da cor e, conseqüentementereduzem-se o ganho de ponto, o squash, a perda de legibilidade dos textos ecódigos de barra, os entupimentos freqüentes e outros defeitos característicosde altas camadas de tinta.No entanto, não é tão simples a obtenção de tintas de alto poder tintorial, pois
isto implica em escolher pigmentos com maior força e também aumentar suasconcentrações nas tintas.Aumentar as concentrações de pigmentos acaba impactando em aumento datixotropia (ver na página 121), dada a alta energia superficial dos pigmentos(força Zeta). Necessita-se então de agentes dispersantes de alta performance eseleção criteriosa de pigmentos, resinas e mesmo solventes.Quanto mais moemos, ou seja, diminuímos o tamanho das partículas de pig-mento, maior área superficial é gerada e maior tixotropia pode surgir.
A escala do grindômetro varia de 8 a 0 hegman, ou o correspondente a 0 e 100micra, exatamente nesta proporção (assim, 4 hegman equivalem a 50 micra, 6hegman a 25 micra e assim por diante).
Acima a visualização em microscópio do efeito do processo de moagem sobre o tamanho das par- tículas (sílica neste exemplo). Partículas menores, maior espalhamento.
Os processos de moagem se modernizaram. No passado recente tínhamos oProcesso chips + esferas de vidro onde era possível obter partículas grosseiras deaté 30 micra. Com a utilização de esferas de óxido de zircônio (Processo novo)
pode-se garantir particular médias menores que 5 micra (veja microfotografias).Como os pigmentos são sólidos, devem ser moídos até atingir um grau muitopequeno de partículas. A moagem como é chamado o ato de moer deve estaracima de 7 hegmans no grindômetro. Os pigmentos são moídos em moinhosespeciais de esferas.
Medida da moagem do pigmento em grindômetro
Novo processo com esferas de óxido de zircônio permite moagem até 5 micras
Processo Chips + esferas devidro (antigo) que fornecia
moagem até 30 micras

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 119/244
Capítulo 7 – Tintas para impressão – 119
O que são aditivos e quais osprincipais utilizados nas tintas flexo?
Os aditivos são substâncias sólidas ou líquidas adicionadas à tinta em baixasconcentrações que complementam as características que os outros compo-nentes da tinta não conseguem conferir sozinhos. Os principais são:• Plastificantes, cuja principal função é manter o filme de tinta impresso flexívele elástico. Além disso, os plastificantes podem, em alguns casos, conferir pro-priedades de brilho e adesão.• As ceras são um outro grupo utilizado nas tintas para reduzir o blocking,promover deslizamento e repelência à água. São aplicados em uma proporçãoque pode variar de 1% a 3%. O excesso de ceras pode reduzir o brilho e causarproblemas de aderência ao filme impresso.• O silicone aparece com propriedades de deslizante e sua aplicação variaentre 0,1% e 1,0%. Acima de 1% o filme impresso sofrerá pequenos furos (pinholing), entre outros problemas.
• Os promotores de adesão, geralmente os titanatos, são muito comuns nosprocessos de impressão, melhorando não somente a adesão, como provocan-do uma reação de aumento do peso molecular das resinas hidroxiladas comoa nitrocelulose, e aumentando também a resistência térmica da tinta.• Há ainda anti-espumantes, aglutinantes, e outros aditivos com funçõesespecíficas.
O que é viscosidade?
Como controlá-la?Em linguagem simplificada, pode-se dizer que aviscosidade de uma tinta representa a resistênciaque ela oferece ao ser manipulada. É o estado deuma substância fluida ou semi-fluida que, em razãodo atrito interno das suas diferentes camadas entresi, apresenta uma maior ou menor dificuldade deescoamento.A avaliação da viscosidade se faz determinando otempo de escoamento da tinta através do orifício
padrão do viscosímetro (copo de medida de visco-sidade com volume padrão de 100ml). Os segundossão a unidade internacional de medida de viscosi-dade para tintas de flexografia. Nesse sistema deimpressão, os tipos de viscosímetro utilizados paramedir a viscosidade de uma tinta são o Ford4 (noBrasil é mais utilizado em laboratório) e o Zahn 2(utilizado na sala de impressão). Exemplo de
viscosímetro

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 120/244
120 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
O que é rendimento da tinta?
Rendimento é a quantidade máxima de impressões que se pode obter comuma certa quantidade de tinta. Mantendo-se o mínimo de qualidade exigido,deve-se medi-lo obedecendo às mesmas condições: substrato, máquina e artea ser impressa. Para uma eficiente avaliação do rendimento da tinta, devemos
considerar sua força, sua taxa de diluição e o volume de célula necessáriopara atingir a força padrão mínima exigida para o recebimento. Sem essas trêsinformações, estaremos fazendo uma avaliação errada.
O Controle de tempo de secagem e viscosidade éfundamental para bom
funcionamento das tintas.
Quais os principais controles a seremfeitos nos filmes de tinta impressos?
A adesão é particularmente importante em materiais não-porosos. A adesãoé verificada com uma fita adesiva aplicada sobre a superfície e removida comrapidez. Se todo o filme de tinta ou parte dele sair na fita adesiva então háproblema de adesão.A resistência ao atrito também é um controle mais visual, embora existamequipamentos para isso. A resistência ao atrito é importante visto que a emba-lagem ou produto impresso sofrerá atrito durante o transporte, armazenamen-
to e manuseio. Se a resistência do filme de tinta não for boa, a aparência doimpresso será de que o produto ou a embalagem é velha.Mais um controle visual é o brilho. Mesmo com equipamentos que podemmedir o brilho (goniophotômetro) a avaliação é feita empiricamente.O deslizamento, como é chamado o Coeficiente de Fricção (COF), é apropriedade de deslizar que o filme de tinta deve possuir principalmente noenvasamento. Se essa propriedade for deficiente, então o material impressopode enroscar na máquina de fechamento e envasamento da embalagem.Resistências aos produtos constituem testes importantes. Por exemplo,o filme de tinta impresso deve resistir a gorduras, ácidos, álcalis, óleos etc.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 121/244
Capítulo 7 – Tintas para impressão – 121
Normalmente esses testes de resistência aos produtos são feitoscom metodologia específica, mas todos implicam em colocaro filme de tinta em contato com o produto por um período detempo, após o qual são feitas avaliações visuais.Outro teste muito relevante em embalagens alimentícias e depet food é o de odor residual, cuja medição é feita em um
equipamento chamado de cromatógrafo, que serve para medira quantidade de certos solventes que eventualmente não foramtotalmente removidos no processo de secagem da tinta. Essessolventes (geralmente os pesados como o etil glicol e dowanol)podem contaminar o produto embalado.Finalmente a avaliação da cor pode ser feita com o espectrofo-tômetro que mede os desvios da cor. Em muitas empresas aindase faz a avaliação da cor visualmente.
O aparelho IGT pode serutilizado para testes de
aplicação de tintas emlaboratórioO que é tixotropia?
Pode-se dizer que tixotropia é uma falsa viscosidade. Devido a forças de atra-ção intermoleculares, ainda que fracas, formam-se aglomerados em torno deum núcleo mais energético como os pigmentos. Isto se dá quando o sistemanão está submetido a forças externas como a de uma agitação, pois uma vezque este aglomerado formado é muito frágil, qualquer força ligeiramente maioré capaz de desfazê-lo, e o sistema reassume a sua viscosidade característica.Por isso, é muito importante que a viscosidade seja medida com a tinta emagitação, para que não tenhamos um resultado falso de viscosidade. Ao adi-
cionarmos solvente numa tinta onde tivermos um falso valor de viscosidade,causado pelo estado tixotrópico, teremos uma queda brusca de viscosidade nomomento do acerto.
A figura acima representa o fenômeno da tixotropia. Quando em repouso,estabelece-se um arranjo molecular característico que provoca um travamentodo sistema. Contudo, assim que uma energia atua sobre o sistema, o arranjo équebrado e o sistema passa a fluir mais facilmente.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 122/244
122 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
Qual seria uma formulaçãomédia para tintas de flexografia?
As composições variam grandemente dependendo da escolha do substrato,das condições de impressão e do uso final. O gráfico abaixo ilustra uma típi-ca tinta flexo (Pigmentos: 4%-20%; Resinas: 10%-30%; Solventes: 40%-60%;Aditivos: 1%-10%).
Pigmento
Resina
Solvente
Aditivos
Tintas à base de água eseu uso em flexografia:
As tintas à base de água são muito comuns na impressão de papéis, cartõese papelão ondulado, mas são mais relacionadas a tintas de qualidade inferior,de baixo poder tintorial.No entanto, as tintas à base de água, ao contrário do que se possa pensar,conseguem gerar tintas de altíssimo poder tintorial quando comparadas às
tintas à base de solvente. Isto é o que verificamos no caso das impressões derótulos e etiquetas adesivas, inclusive em substratos plásticos.Esta possibilidade está relacionada à característica das resinas utilizadas.Geralmente na forma de emulsões acrílicas, podem ser produzidas em altíssi-mos teores de sólidos e em viscosidades relativamente baixas e com a vanta-gem de possuírem excelente capacidade de incorporação de pigmentos.
É possível aplicarmos tintas baseágua na flexografia de banda larga
para substratos plásticos?A resposta é sim. Contudo, esta aplicação está condicionada a alguns cuidadose necessidades de adaptação de anilox, processos e eventualmente máquinas.Um dos primeiros pontos a se considerar é que as tintas base água tem umcaráter predominantemente alcalino, e conseqüentemente todas as partes epeças, incluindo o tambor central, estufas, recipientes para tintas e todas asdemais partes que entrarão em contato com a tinta ou com seus vapores,deverão ser resistentes à oxidação.No caso de impressão de materiais plásticos, é recomendado o uso de tintas

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 123/244
Capítulo 7 – Tintas para impressão – 123
à base de emulsão acrílica, seja pela sua adesão, seja pela resistência a águaapós secar completamente.
Que dificuldades podem surgir equais cuidados que os operadoresdevem ter com tintas base água?Há um problema recorrente: as tintas à base de água permanecem ressolú-veis em água apenas por um determinado (e relativamente curto) período detempo.Apesar de podermos ajustar este tempo com o uso de alguns aditivos ouuso conjunto de resinas tipo álcali solúveis, a capacidade de ampliarmos estetempo chamado de aberto é restrita e até mesmo perigosa, pois pode resultarem extrema dificuldade de secagem da tinta.Assim é muito importante que os operadores mantenham a bateção automá-
tica dos anilox permanentemente ligada e redobrem o cuidado com a limpezados anilox imediatamente após cada parada de máquina, mesmo por falta deenergia elétrica, por exemplo.Outra necessidade é a de se reduzir o volume dos cilindros anilox, pois umavez que as tintas à base de água são mais fortes, mas tem maior dificuldade desecagem, deve-se trabalhar com camadas reduzidas de tinta.Isto se converte em vantagem no caso da flexografia, pois quanto menor aquantidade de tinta no processo de impressão, melhor.No caso de impressão de cromias em banda estreita com tintas à base deágua de alta qualidade e alto poder tintorial, podemos utilizar anilox até de
400 linhas/cm e entre 2 e 3 bcm, com excelente resultado de força e qualidadede impressão.Algumas empresas construtoras de máquinas na Europa e Estados Unidos estãodesenvolvendo projetos específicos para impressoras para tinta a base de água,com secagem amplificada para permitir boas velocidades de impressão.
Podemos utilizar tintas àbase de água para laminação?
Outro ponto importante na aplicação de tintas à base de água é que estas,geralmente são baseadas em resinas de Tg (temperatura de transição vítrea)baixa. Como se trata de resinas de baixa força de coesão, devem resultar emcamadas muito finas ao final da impressão, para permitir que se atinjam forçasadequadas de laminação.No entanto as tintas à base de água são muito compatíveis com os adesivosde laminação e com vernizes UV, não apresentando efeito sobre outras pro-priedades do filme como COF, por exemplo, o que é relativamente comum aossistemas base solvente.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 124/244
124 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
Como fazer para acertar a cor?
Um dos grandes desafios durante a troca de serviços é o acerto da cor. Ummétodo prático que dá bons resultados é o uso de amostras físicas. Depoisque o colorista ou impressor acertou a cor, colhe-se uma amostra em umrecipiente, anota-se o que foi acrescentado à tinta e o recipiente é arquivado.
Quando essa mesma cor voltar em impressão, prepara-se uma nova quanti-dade de tinta nova e fazem-se comparativos com a amostra que foi utilizadaanteriormente. O comparativo pode ser feito da seguinte forma: puxada comextensor, hand proof, raspinha (puxada com um pedaço de lâmina) e impressocom clichê em mini impressora de laboratório com o RK para flexo. Para osucesso desse processo é importante manter durante a impressão as variáveis(anilox, velocidade de impressão, viscosidade e outros) sob controle e de pre-ferência idênticos ao que foi impresso na vez anterior.
Puxada com extensor de10 micras
O hand proof aplica uma camada fina e uniforme de tinta em laboratório

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 125/244
Capítulo 7 – Tintas para impressão – 125
Quais são os três princípios da cor?
Os três princípios da cor são: tom, saturação e luminosidade. A observaçãodesses princípios ajuda o colorista ou impressor na comparação e acerto decor. Tom é a própria cor, em outras palavras, ou é amarelo, ou é azul, ou éverde, ou vermelho, ou magenta e assim por diante. É o primeiro critério para
avaliação da cor. O segundo é a saturação, que é a propriedade da cor serforte ou fraca. Em outras palavras é a intensidade da cor. O último critério é aluminosidade ou a propriedade da cor ser clara ou escura.Vários sistemas para parametrizar o que chamamos de cor já foram desen-volvidos, contudo os mais aceitos são os estabelecidos pela CIE (CommissionInternationale de l’Eclairage) ou Comissão Internacional de Iluminação, ondesão baseados todos os aparelhos de avaliação de cor utilizados pelas indús-trias em geral (tintas, gráfica, automobilística, etc).
L=25 L=50 L=75
Acima, a visualização das mesmas coordenadas cromáticas a* e b* sob lumi-nosidades diferentes (25, 50 e 75).
Outro sistema, o HSV retratado abaixo, também dá uma demonstração claradas propriedades citadas, onde as variáveis são H=Hue (Tom), S=Saturation(Saturação) e V=Value (que equivale à Luminosidade).
Todos os sistemas se baseiam em conceitos tridimensionais para o espaço dacor, de forma a representar a maneira como o ser humano a enxerga e procu-rando, assim, definir valores matemáticos que permitam operar algebricamentecom essa importante variável do processo.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 126/244
126 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
De que forma a densitometriapode ajudar no controle da cor?
A medição da densidade das cores impressas é um excelente meio para con-trole da cor durante o processo de impressão. Segue abaixo a tabela de den-sidades das cromias.
DENSIDADE DE TINTAS SÓLIDAS – Banda Larga
AMARELO MAGENTA CYAN PRETO
Papel 1.00 1.25 1.25 1.50
Plásticos 1.00 1.20 1.25 1.40
DENSIDADE DE TINTAS SÓLIDAS – Banda Estreita e Média
AMARELO MAGENTA CYAN PRETO
Papel 1.00 1.25 1.35 1.50
Plásticos 1.00 1.20 1.25 1.40

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 127/244
Capítulo 8 – Cilindros anilox – 127

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 128/244
Neste capítulo você vai ver:
• Características do anilox• Tipos de gravação a laser• Quais os melhores ângulos• Por que a lineatura é importante• Controle do volume de tinta (BCM)• Como escolher o anilox• Aferição e limpeza• Cuidados com o manuseio e armazenagem

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 129/244
Capítulo 8 – Cilindros anilox – 129
Hoje em dia o melhor cilindro anilox (ou entintador) possuirevestimento cerâmico e é gravado a laser. Existem cilindrosgravados mecanicamente (por recartilhagem) e revestidoscom cerâmica, o que foi um grande avanço em relação aosantigos cilindros gravados quimicamente. O formato das
células mais usado é o hexagonal, embora o equipamento de gravação possavariar conforme a programação. Sobre o nome anilox, a história conta que adenominação se deve ao fato de a flexografia ser chamda, no início, de pro-cesso anilina. Então, foi atribuído o nome anilox ao cilindro que transportavaessa anilina até o clichê.
8•Cilindrosanilox
Os anilox mais indicados para flexografia são os
revestidos com cerâmicas e gravados a laser

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 130/244
130 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
Qual a função básica do anilox?
Transferir e dosar a quantidade de tinta para a superfície do clichê. A transferên-cia precisa ser uniforme e com muita precisão em toda a extensão do cilindropara que também toda a extensão do clichê seja entintada de modo uniformee uma parte não fique mais forte ou fraca em relação às outras partes.
Quais os tipos deanilox mais comuns?
Os anilox mais comuns são os seguintes: Anilox com revestimento cerâmicoe gravação a laser; gravação mecânica (recartilhagem) e gravação química.No entanto, o mais usado hoje na flexografia é o anilox com revestimentocerâmico e gravado a laser. Os cilindros gravados quimicamente eram feitosde ferro revestido galvanicamente com cobre. Daí eram gravados, copiadose gravados com FeCl³ (Percloreto de Ferro) no mesmo método da gravaçãode rotogravura. Depois de gravados, eles eram cromados também pelo pro-cesso galvânico para dar resistência ao cobre, que não suportaria o trabalhode transferência. A principal desvantagem é a baixa l ineatura que o processopermitia gravar. No processo de recartilhagem dava-se o mesmo, quer dizer,a aplicação da recartilha era feita no cobre; o cilindro era cromado posterior-mente. Da mesma forma, não permitia lineaturas superiores a 120 linhas/cmcom qualidade razoável.A gravação com laser trouxe, assim, um grande avanço para a flexografia, enão é exagero dizer que foi a principal revolução em qualidade do processo
flexo. Para se gravar a laser é necessário revestir a superfície do cilindro/camisacom um metal e recobrir essa superfície com um plasma de óxido de cromo.Daí, em cima dessa superfície de cor grafite se dá a sublimação e conseqüen-temente o desenho das células. É interessante que a superfície da cerâmica éextremamente dura, com uma micro-dureza de 1150 à 1300 graus Vickers. Para
se ter uma idéia comparativa,o cromo chamado duro apli-cado na superfície do cilindrode rotogravura possui durezaentre 850 a 950 graus Vickers.
Sendo assim, a única forma degravação é realmente o laser.
Cabeçote para gravação a laser da Praxair.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 131/244
Capítulo 8 – Cilindros anilox – 131
Quais os principais tipos de laserpara gravação de anilox e quaisas diferenças entre eles?
O laser tem tido enorme impacto em inúmeros processos industriais. E não é
diferente no processo de impressão flexo e na confecção de acessórios comoo anilox. Como foi visto no capítulo sobre clichês, o laser ajuda na precisão erapidez de obtenção dos polímeros, e no aumento da qualidade do impresso.Um dos tipos de laser mais utilizados é o de CO2 (dióxido de carbono). Trata-sede um gás usado em combinação com outros dois gases (hélio e nitrogênio)para produzir a energia para gravação.O laser de CO2 foi muito usado nas últimas duas décadas na gravação de ani-lox com revestimento cerâmico. O laser é usado para gerar pulsos de energiapara sublimar a camada de cerâmica, gerando, assim, os alvéolos.Outro tipo bem diferente de laser é o YAG, sigla em inglês para YttriumAluminum Garnet. Ele não usa gases e sim um tipo especial de cristal cerâmi-co. Ao passo que, para gravação de polímero ou borracha, o CO2 é uma boaopção, no caso do anilox o YAG possui um diferencial interessante devido aotipo de pulso que ele gera, mais regular, o que permite uma definição melhorentre as paredes do anilox.
Gráfico mostrando o perfil do pulso do laser CO ²
Gráfico mostrando o perfil do pulso laser YAG
Micro fotografia do resultado da gravação com CO ² . Acima e abaixo
Gráfico mostrando o perfil de pulso do laser YAG. Acima e abaixo

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 132/244
132 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
Quais os itens de controle?
Os cilindros anilox podem variar quanto a: 1) lineatura, 2) ângulo da retícula e3) capacidade volumétrica (BCM). A escolha do tipo de anilox está diretamenterelacionada com o tipo de trabalho a ser executado. Para isso é necessárioconhecer os três fatores acima.
Por que a lineatura doanilox deve ser alta?
A escolha da lineatura está relacionada, principalmente, com a lineatura utili-zada na confecção da imagem reticulada no clichê. O ideal é que seja de, pelomenos, 4 a 5 vezes maior que a lineatura da imagem. Isso é necessário paraevitar o efeito moiré. Porém outro fator muito importante é que nessa propor-ção de 5 para 1 o pequeno ponto do anilox será entintado mais uniforme-mente, melhorando assim a definição da imagem. Note na figura abaixo comoo pequeno ponto nas áreas claras da imagem é “inundado” com tinta caso alineatura do anilox não seja maior que a do clichê.
Porta-clichês
Ponto dealtas luzes
Célula comvolume maiorque os pontos
Cilindro Anilox
Quantidadeideal
Resultado daentintagem
O que é BCM?
O volume é medido em BCM (bilhões de micras cúbicas por polegada quadra-da) e está diretamente relacionado à quantidade de tinta depositada no clichê.O critério para escolha do volume é: volumes mais baixos para retículas etextos pequenos e volumes maiores para áreas de traços grossos e chapados.No entanto, há uma falsa idéia de que, para se obter um chapado com boacobertura, é necessário um anilox com capacidade volumétrica máxima. Naprática, pode-se conseguir uma boa cobertura com uma tinta bem equilibradae concentrada e BCM não muito alto. Volumes altos tendem a entupir a retículano clichê.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 133/244
Capítulo 8 – Cilindros anilox – 133
O BCM é mais importanteque a lineatura do anilox?
O BCM é muitas vezes desconsiderado na escolha do anilox. Normalmenteo impressor faz a escolha em função da lineatura. Assim, quando se querdiminuir o volume de tinta troca-se o anilox por outro de lineatura maior evice-versa. No entanto, dentro de uma mesma lineatura é possível ter BCMdiferentes, o que pode causar confusão e erros. Vamos supor que o impressoresteja trabalhando com um anilox de 180 l/cm e BCM de 3.30 e decida trocarpor outro de 200 l/cm que “carregue” menos tinta. Se, ao trocar, ele simples-mente segue a lineatura e esquece de verificar também o BCM, que pode estarcom volume de 3.50, ele estaria aumentando a “carga” de tinta, piorando oproblema. Veja na tabela da página 136 uma sugestão de tabela aplicada emmáquinas de flexo 8 cores. Note também as possibilidades de variação de BCMdentro da mesma lineatura.
Qual o ângulo da retícula do anilox?
Embora o equipamento de gravação a laser possa fazer ângulos variados,convencionou-se utilizar na flexografia apenas o ângulo de 60º. Esse ângu-lo é comprovadamente o melhor para liberar a tinta que está dentro dele etambém é a posição que menos favorece o moiré que poderia ocorrer coma retícula do clichê.
Ângulo com 30º Ângulo com 45º Ângulo com 60º
Por que se escolheu esse ângulo?
Este ângulo foi escolhido porque é o melhorpara transferência de tinta para os pontos doclichê. Note, nas imagens acima, alguns tiposde ângulos possíveis (observe também o for-mato hexagonal das células a 60º).

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 134/244
134 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
Exemplo de cilindro de banda
Em que o volume de tintainfluencia a impressão?
Influencia diretamente na força ou na intensidade da cor. Um volume maiorcarrega mais pigmento de uma cor, e conseqüentemente dá mais força a ela.Além disso, há problemas relacionados ao entupimento de retículas finas,textos e linhas vazadas. Assim, a regra deve ser sempre lembrada: quantomenos tinta estiver envolvida no momento de impressão entre anilox/clichê/substrato, melhor.
Qual o cálculo para converterBCM/pol² em cm³/m²?
Para converter BCM/polegada para unidades métricas usa-se a seguinte equi-
valência: 1.0 BCM/Pol² = 1.549 cm³/m².
Como escolher o anilox?
Pode-se escolher o anilox por meio de testes com um cilindro de banda queé um cilindro gravado com faixas (ou bandas) com lineaturas e BCM difrentes(6 a 8 faixas) e o uso de um finger print. O finger print contém linhas finas egrossas, textos positivos e negativos com tamanhos e fontes diferentes, áreassólidas, código de barras, linhas concêntricas para verificação da pressão de
impressão, combinações de retículas, lineaturas e porcentagem de pontosdiversas, escala de gris, marcas de registro, entre outros itens. Veja abaixo umexemplo de cilindro de banda.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 135/244
Capítulo 8 – Cilindros anilox – 135
Que outros fatores devem-se levar emconta na escolha do anilox correto?
Substratos – Os porosos, como os papéis, necessitarão de um volume de tintamaior. Papéis revestidos como os couchés, cuja superfície é menos absorvente,demandarão volume menor.Tintas – Deve-se ficar atento às tintas a base d’água com alto teor de sólidos,que são mais bem transferidas com volumes reduzidos e alta lineatura.Equipamento de impressão – Este deverá permitir a instalação do anilox e averificação periódica, para que se analise se não apresentam folgas mecânicasem mancais e engrenagens do sistema de entintagem.
EXEMPLO DE INVENTÁRIO PARA 8 CORES
Tipo detrabalho
Lineatura(linhas/cm)
BCM (Bilhões de MicraCúbicas/polegada
quadrada)
Data daAvaliação
QuemAvaliou
Observações(aspecto, BCM atual,
riscos, batidas, etc)
Quadricromia eretículas finas
400 1.10 – 1.40
300 1.50 – 2.10
270 1.80 – 2.60
230 2.10 – 3.00
Textos
pequenose linhas finas
200 2.60 – 3.50
180 2.90 – 4.00
Chapados etraços grossos
140 3.60 – 5.00
100 4.60 – 6.70
80 5.50 – 8.10
É importante manter um registro atualizado do inventário de anilox para não ter surpresas ao colocá-lo em máquina e descobrir que há um sério problema com o mesmo
P R E E
N C H
A A Q U I C O
M O S D A D
O S
D O
I N V E N T Á
R I O D E S U
A E M
P R E S
A

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 136/244
136 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
LINEATURAS E VOLUMES RECOMENDADOS PARA CADA PROCESSO
PROCESSO IMAGENSDO CLICHÊ
LINEATURA DO ANILOX VOLUME DO ANILOX
LPI(linhas porpolegada)
LPCM(linhas porcentímetro)
BCM/pol² cm³/m²
E m b a l a g e m F l e x í v e l
( B a n d a L a r g a )
150 – 175 lpi (60– 70 lpcm) cromias 800 – 900 315 – 355 1.4 – 2.0 2.2 – 3.1
120 – 133 lpi (48– 52 lpcm) cromias 650 – 750 255 – 295 1.8 – 2.5 2.8 – 3.9
85 – 110 lpi (33– 42 lpcm) cromias 500 – 600 195 – 235 2.2 – 2.9 3.4 – 4.5
Retículas comtextos 360 – 440 140 – 175 3.2 – 4.2 5.0 – 6.5
Linhas finas etextos 300 – 360 120 – 140 4.2 – 5.5 6.5 – 8.5
Linhas e chapados 250 – 330 100 – 130 6.0 – 7.0 9.3 – 10.9
Chapados 200 – 300 80 – 120 7.3 – 8.0 11.3 – 12.4
Grandes áreaschapadas comobranco e verniz
180 – 220 70 – 90 9.9 – 10.0 15.3 – 15.5
R ó t u l o s e E t i q u e t a s A u t o - d e s i v a s
( B a n d a e
s t r e i t a e m é d i a )
150 – 175 lpi (60– 70 lpcm) cromias 800 – 900 315 – 375 1.4 – 2.0 2.2 – 3.1
120 – 133 lpi (48– 52 lpcm) cromias 600 – 800 235 – 315 1.5 – 2.0 2.3 – 3.1
85 – 110 lpi (33– 42 lpcm) cromias 500 – 600 195 – 235 2.0 – 3.0 3.1 – 4.7
Retículas comtextos 500 – 600 195 – 235 2.5 – 3.5 3.9 – 5.4
Linhas finas etextos 360 – 440 140 – 175 3.5 – 4.5 5.4 – 7.0
Linhas e chapados 300 – 400 120 – 160 4.5 – 7.5 7.0 – 11.6
Chapados 300 – 360 120 – 140 5.0 – 6.5 7.8 – 10.1
Grandes áreaschapadas combranco e verniz
200 – 250 80 – 100 7.2 – 8.7 11.2 – 13.5
I m p r e s s ã o D i r e t a e m C
o r r u g a d o s
110 – 120 lpi(42 - 48 lpcm)
Cromias440-550 175 – 220 2.0 – 3.5 3.1 – 5.4
85 lpi (33 lpcm)cromias 360-440 140 – 175 3.0 – 3.5 4.7 – 5.4
Traços com siste-ma doctor roll 250 – 330 100 – 130 5.5 – 6.0 8.5 – 9.3
Traços com siste-ma doctor blade 250 – 300 100 – 120 6.5 – 7.8 10.1 – 12.1
Áreas chapadascom sistema doc-
tor roll200 – 250 80 – 100 6.5 – 7.8 10.1 – 12.1
Áreas chapadascom sistema doc-
tor blade200 – 250 80 – 100 8.0 – 9.0 12.4 – 14.0
Verniz ou Brancochapado 200 – 250 80 – 100 7.8 – 12.0 12.1 – 18.6
F o n t e : F I R S T - F T A

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 137/244
Capítulo 8 – Cilindros anilox – 137
Volume alto do Anilox Volume ideal do Anilox
Quando utilizar rolo de borrachapelo sistema doctor roll?
O doctor roll, ou sistema de entintagem com rolo de borracha, ainda é bas-tante utilizado em alguns tipos de equipamentos. Assim, é possível encontrarinformações úteis para a combinação de anilox, rolo de borracha e o tipo declichê/imagem.
Lineatura do Anilox Dureza do rolotomado (pescador) Tipo de imagem
60 à 85 l/cm 65º Chapados
100 à 120 l/cm 70º Traços e Textos
120 à 140 l/cm 75º Retículas até 28 linhas/cm
160 l/cm 80º Retículas até 36 linhas/cm
Há algum princípio básicona escolha do anilox?
Sim. O princípio envolvido é: quanto menos tinta estiver envolvida no processode impressão, melhor. Como a tinta é líquida, ela costuma entupir a retículado clichê. Há um engano de muitos técnicos em achar que o volume de tintaé necessário para se obter uma cor forte, quando, na prática, basta uma tintacom concentração pigmentar maior para se obter a tonalidade desejada para
o impresso. Afinal, o que dá a cor é o pigmento, e não a quantidade de tinta.Menos tinta significa rápida secagem e redução no custo com a tinta. Podesignificar também aumento de velocidade de máquina porque a transferênciade tinta dificulta o acúmulo de tinta sobre o clichê.
Quando o volume do anilox é alto, o excesso de tinta gera entupimento da retícula e de letras

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 138/244
138 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
Quais os métodos delimpeza do cilindro anilox?
Devido à sua característica, com o uso as células do anilox entope e diminui ovolume de tinta a ser transferido para o clichê. Tintas à base de água tendema ser as piores para o anilox, pois a resina tende a secar dentro dos alvéolos,e dificilmente pode ser removida com o solvente da tinta. Recomenda-se nãoparar o sistema de entintagem durante a produção, limpando-o imediatamenteno final do trabalho.
Micro fotografia mostrando o entupimento por tinta seca dentro das células do anilox
Por tudo isso, é necessário fazer uma limpeza freqüente e cabal dos alvéolosdo anilox. Há vários meios para isso. Os processos químicos são mais baratose possuem razoável qualidade. O processo a laser é mais caro, porém maiseficaz. Veja abaixo quais são os métodos mais comuns:
Lavagem química Ultra-som Jateamento com esferas de polietileno Laser
Como se deve armazenaros cilindros anilox?
O anilox é um acessório caro e delicado. Portanto, seu armazenamento deveser feito em local protegido de qualquer tipo de agressão. O ideal é que fiqueem prateleiras, gavetas ou estantes com suportes para encaixá-lo. Além disso, énecessário envolvê-lo em feltro ou outro material macio e que ofereça algumaproteção contra eventuais pequenas batidas. No caso de se colocá-lo preso

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 139/244
Capítulo 8 – Cilindros anilox – 139
apenas pelo eixo, certifique-se de que o apoio esteja o mais próximo do corpodo cilindro para evitar que o peso do meio envergue o cilindro com o tempo.É claro que essa recomendação é para cilindros anilox para banda larga. Os debanda estreita, como são pequenos, não carecem dessa preocupação.
E que dizer do armazenamento
das camisas anilox?Todos os cuidados acima são igualmente necessários. Pode-se armazená-lasem pé, mas longe do chão e com barras para não deixá-las cair. Outra forma dearmazenar as camisas anilox é colocá-las na parede em barras apropriadas.
As camisas anilox são tão boasquanto os cilindros anilox?
Cada tipo possui características próprias. As camisas anilox evoluíram e hojesão bastante estáveis. No passado recente, o maior problema era a excentrici-dade das mesmas, pois os ajustes nos mandris precisavam ser perfeitos paranão vibrar. Vários meios foram tentados e hoje há certamente um resultadomuito bom.Um dos principais fatores que se precisa entender sobre camisas anilox é TIR,que é a sigla em inglês para Total Indicated Run-out, ou algo como IndicadorTotal de Batimentos. O TIR, em termos simples, é uma medida de comparaçãoda excentricidade da área gravada de um anilox em relação ao centro absoluto
Todo cuidado com anilox ainda é pouco. Ao passo que a camada cerâmica possui alta resistência ao atrito (embora isso na impeça o desgaste natural), ela possui baixa resistência ao impacto. Pense no piso cerâmico onde as pessoas passam e que resiste a riscos. Se alguém deixar cair um objeto pontiagudo e contundente, imediatamente se fará um furo na camada cerâmica do piso

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 140/244
140 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
do eixo do sleeve ou do mandril onde ele é afixado quando está em rotação.O TIR é uma importante tolerância dimensional de cilindros anilox, mas maisimportante ainda é no anilox sleeve. Esse controle é feito pelo fabricante dacamisa e da empresa gravadora do anilox.
BATIMENTOS NO ANILOX ACEITÁVEIS
Largura < 25 cm (ou 65”) +/- 0.0005” polegadas 0,013 mm
Largura > 25 cm (ou 65”) +/- 0,001 polegadas 0,025 mm
O anilox sleeve podeser recondicionado?
O fator mais importante a considerar é a espessura do metal ou alumínio queé a base para a aplicação da cerâmica. Assim como em rolos anilox, a camada
antiga de cerâmica precisa ser totalmente removida. Ao fazer isso, certamenteuma parte do metal também será removido. Então, dependendo da quantida-de desse metal que foi aplicada, é possível recondicionar. Mas há limites, poiso metal ficará mais frágil a cada recondicionamento e poderá enfraquecer aestrutura e até mesmo causar vibrações. Normalmente o máximo que se reco-menda para retirada da espessura no recondicionamento é de 0,010 polegadas(ou 0,25mm) no diâmetro do sleeve.
Que tipo de anilox émais recomendadopara grandes chapados?
Lembre-se: o importante é que o “fechamento” da tinta seja bom e isso nãoquer dizer que grande quantidade de tinta resolverá seu problema, como jámencionamos anteriormente. Assim, há opções recentes de anilox como aque-les com características de retícula geométrica. O objetivo é justamente facilitaresse “fechamento” do impresso.
Células com fissuras e desgastadas
Este formato diferenciado neste tipo de gravação da Praxair, observado nas figuras acima, ajuda o “fechamento” do chapado e facilita a “raspagem” da faca na entintagem. Neste exemplo, uma retícula de 700 linhas/cm e com 3.8BCM significa economia de tinta em chapados

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 141/244
Capítulo 8 – Cilindros anilox – 141
Como se afere o anilox?
O volume de tinta é reduzido devido ao entupimento dos alvéolos do anilox.Isso é comum, embora ruim. Com o passar dos meses, deve-se fazer avaliaçõesperiódicas das condições do volume. Normalmente essa verificação pode serfeita pela empresa que grava anilox ou pelo próprio usuário.
Quais são os métodos para aferição?
Pode-se medir com o microscópio eletrônico, sistema manual, e outros méto-dos, como o Wyco, Urmi, Ravol, Volugraph e Capatch. Sistemas com ultra-somsão os mais precisos, porém os equipamentos são muito caros.
Uma análise com microscópio é fundamental para garantir a qualidade de gravação
A avaliação do volume do Anilox pode ser feita com aplicação de um líquido, com
o auxílio de uma seringa, na superfície do cilindro e espalhando-se com uma pequena lâmina raspadora.Depois se decalca a mancha
em um papel e mede-se a área da mancha. Por fim se calcula o volume total que o anilox suportou.
Ao lado, o método Capatch, que é barato, prático e tem razoável precisão

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 142/244
142 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
DICAS E CUIDADOS COM CAMISAS ANILOX
Um dos benefícios dos anilox sleeves é, sem dúvida, o peso. Eles são leves e fáceis de manu-sear. Isso pode ser um problema, pois eles podem também cair facilmente ou ser batidos nessemanuseio. Esteja certo de não colocar o anilox sobre mesas sujas ou com objetos, ou aindadeixar cair objetos na superfície ou apoiar objetos sobre o mesmo. Um pequeno buraco invisívela olho nu pode ser o início de um grave problema de rachadura na superfície cerâmica.
Às vezes o anilox sleeve não quer sair facilmente (talvez em função de ter entrado um poucode tinta entre o sleeve e o mandril, colando-os) e o operador da máquina força a saída ou atémesmo bate com um martelo de borracha para que saia do mandril. É claro que isso pode causardanos irreparáveis ao anilox, especialmente se o operador ferir o canto do anilox descascando-o.
Se estiver difícil de sair, tenha paciência e peça ajuda de pessoal especializado. Na limpeza do sleeve não se recomenda o uso de tanques ultra-sônicos, soluções de sodacáustica ou qualquer outro método em que a camisa seja submersa. Isso pode alterar o diâme-tro interno da camisa, e devemos lembrar também que há metais na estrutura da camisa quepodem ser afetados pelos produtos químicos empregados, podendo causar a delaminação dacerâmica.
Tenha um inventário completo e preciso de todos os anilox na fábrica. Isso significa nume-rá-los e medi-los periodicamente (volume). Faça observações quanto a riscos ou danos nasuperfície do mesmo.
Bombas com filtro de tinta ruim ou inexistente e facas de baixa qualidade que soltam peda-ços de metal também podem causar riscos na superfície do anilox. Assim, certifique-se de quese faça limpeza cabal do sistema de entintagem, bem como que se usem facas com aço quenão soltem limalhas no processo de raspagem. Esses pedaços de metal incrustam-se na facae ficam marcando o mesmo lugar, causando riscos que inutilizariam o anilox. Uma ajuda são osfiltros com elementos magnéticos que seguram metais e não permitem que eles retornem aosistema doctor blade, prevenindo, assim, estragos.
A montagem incorreta das câmaras doctor blade pode contribuir para que o anilox recebauma raspagem irregular, desgastando assim também de forma irregular, o mesmo. O modo cor-reto de montagem das facas pode ser visto no capítulo 9.
Embora o anilox seja um acessório importante para o processo de impressão flexo, eletambém é considerado um bem consumível. Não durará para sempre e muitas vezes pode setornar obsoleto com novos avanços dos métodos de gravação ou obtenção da camisa para osrevestimentos. Mas cuidado: ao ser considerado um bem consumível alguns podem achar (ouse conformar em achar) que, se estragar, compra-se outro. Porém, o custo de um anilox é muitoalto e muitas vezes leva-se tempo para se obter um do fabricante. O mau uso e o manuseiodescuidado pode inviabilizar o processo flexo pelo custo!
142 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 143/244
Capítulo 9 – Banda larga – 143

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 144/244
Neste capítulo você vai ver:
• Características dos equipamentos para impressão banda larga• Sistema de desbobinamento e controle de tensão• Elementos de apoio (roletes, eixos, calandras, alinhadores)• Controladores de tensão• Sistema engrenagens e gearless• Camisas anilox e porta-clichês• Entintagem e controle da viscosidade• Secagem entre cores e secagem final

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 145/244
Capítulo 9 – Banda larga – 145
ste e os próximos capítulos sobre impressão flexo não estãoem forma de perguntas e respostas. Preferi abordar de formaexplicativa e deixar os problemas relacionados à impressãonum capítulo apropriado. Há neste capítulo informações parabanda larga mas que também são princípios para os sistemas
banda estreita/média e corrugados. São informações que não coloquei naque-les capítulos para não ser repetitivo.O sistema de impressão flexográfico é bastante versátil em todos os sentidos,podendo apresentar diversas configurações de máquinas e assessórios. Dentreas mais importantes variantes do processo flexográfico, destacam-se os siste-mas de entintagem e o aspecto construtivo do equipamento.
Sistemas de entintagem
Doctor roll: Um cilindro de borracha imerso na tinta (pescador) a transfere,
por contato, para outro cilindro chamado entintador, que poderá ser tantooutro cilindro revestido de borracha quanto um cilindro anilox.O clichê é colado num cilindro porta-clichês e é então entintadopelo cilindro entintador, transferindo a tinta, ainda úmida, para osubstrato (suporte a ser impresso).Este sistema, considerado antigo para os padrões atuais, ainda é uti-lizado para impressão de papelão ondulado e em máquinas de con-cepção mais antiga para impressos de papel (cadernos) e impressossimples. Porém, a grande maioria das impressoras modernas sóutiliza o sistema doctor blade ou sistema encapsulado.
9•Impressão deflexo - Banda larga
Substrato
Cilindro
Porta-clichês
Cilindro
Entintador
(Anilox)
Cilindro
Contra-Pressão
Clichê
CilindroTomador ou
Pescador
TinteiroTinteiro
Sistema de entintagem doctor roll

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 146/244
146 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Doctor blade: O sistema conhecido como doctor blade consiste em umacâmara fechada por duas lâminas metálicas que removem completamente atinta da superfície do cilindro anilox, deixando-a exclusivamente no interiordas células gravadas.O surgimento desse sistema representou uma grande evolução para a flexo-grafia, uma vez que parte do ganho de ponto observado no processo flexográ-
fico deriva da entintagem lateral dos pontos, originada pelo excesso de tinta nasuperfície dos cilindros de entintagem.
Dica Importante: É fundamental que se observe a superfície doscilindros anilox durante o processo de entintagem. Esta deve estarsem brilho, caracterizando a correta raspagem da superfície.
Substrato
Cilindro
Porta-clichês
CilindroEntintador
(Anilox)
Entintagem(Encapsulado)
Cilindro
Contra-Pressão
Clichê
Sistema de entintagem doctor blade
Sistema construtivo
Partindo-se do conceito básico de entintagem e impressão que caracteriza aflexografia, conforme visto anteriormente, os diversos grupos impressores queconstituírem a máquina impressora podem ser dispostos em diversas formas,geralmente em função do tipo de trabalho e/ou substrato a ser impresso.Por se tratar de um dos sistemas mais simples de construção dentre os váriosprocessos industriais de impressão, as possibilidades de arranjo dos gruposimpressores flexográficos são inúmeras, sendo inclusive muito utilizadoscomo unidades aplicadoras de vernizes em conjunto com outros processosde impressão.
Exemplo de equipamento de banda larga típico

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 147/244
Capítulo 9 – Banda larga – 147
A MÁQUINA IMPRESSORA
Essencialmente as máquinas de flexografia possuem os seguintes elementos,que serão analisados um a um:
Sistema de entrada e saída do substrato
Grupos impressores (entintagem, porta-clichês) Sistema de secagem e exaustão (entre-cores e final)
Sistema de entrada(alimentação) e saída
As máquinas de flexografia são alimentadas com substratos em forma debobinas. A exceção são as máquinas de impressão de caixas de papelão ondu-lado, alimentadas com folhas.Para uma boa impressão, é necessário que se tenha um bom controle na entra-
da de máquina, uma vez que o substrato deve ser mantido esticado em toda aextensão da impressora.Os componentes de entrada são os seguintes (trataremos aqui apenas dasmáquinas alimentadas a bobina):a) Eixos e tubetesb) Troca de Bobinac) Alinhadoresd) Controle da Tensãoe) Roletes

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 148/244
148 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
a) Eixos e tubetes
Os eixos são objetos onde as bobinas são colocadas e presas. Podem ser dedois tipos: não-expansíveis e expansíveis. Os não-expansíveis são de configu-ração simples, compostos por uma barra de ferro (A) onde a bobina é colocadae fixada por duas cunhas (B) com parafusos. Os mais comuns são os eixos
com cunhas que fixam a bobina através da pressão nas laterais do tubo. Estesistema não suporta grandes tensões do material e pode danificar lateralmentea bobina.
Os eixos expansíveis são compostos de réguas ou dispositivos que, por açãomecânica ou pneumática, fixam a bobina. Os eixos de expansão mecânica são
acionados por um disco com rosca na ponta do eixo que, ao ser apertado, empur-ra as réguas para cima, travando a bobina. Este tipo de eixo é pouco utilizado.
Eixo expansivo pneumático - Possui garras ao longo de sua extensão quese expandem pressionadas por ar comprimido, fixando a bobina. O tipo maiscomum de eixos expansíveis é o acionado por ar comprimido (pneumático),composto por câmaras que se expandem quando injetado ar comprimido,empurrando pequenas réguas que travam a bobina no eixo. Tem sido muitoempregado pela sua rapidez e eficiência na troca de bobinas. Possui a desvan-tagem de, com manuseio inadequado, poder furar a câmara interna, requeren-do assim manutenção. Não é um eixo barato, porém facilita muito o processoprodutivo pela rapidez e por não prejudicar o tubete.
Eixo com cones expansíveis - É constituído de uma barra de aço com conespassantes expansíveis que são interligados por mangueira.
Castanhas cônicas - Prendem a bobina somente por pressão lateral.
Castanhas expansíveis - Travam no tubo e prendem a bobina por expansão.
A
B

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 149/244
Capítulo 9 – Banda larga – 149
TubetesOs tubetes (também conhecidos como buchas, tarugos e espulas) são ele-mentos importantes, visto que o substrato será enrolado nele. Os tubetespodem ser de papelão, PVC ou metal (alumínio ou aço) e sua espessura ediâmetro podem variar em função do eixo ou do tipo de substrato utilizados.Substratos plásticos tendem a exercer forte tensão sobre o tubete e por isso
deve-se ter cuidados especiais na escolha dos mesmos. Recomenda-se PVCou papelão com espessura suficiente para agüentar a pressão da tensão domaterial embobinado. Se a tensão for excessiva e o tubete não agüentar,o eixo não sairá e será necessário forçar a saída do eixo, podendo causarestragos no mesmo.Deve-se levar em consideração que, quando ocorrem acidentes, como aqueda da bobina, o tubete não pode amassar, o que geraria muitas perdase dificuldade para utilizar a bobina, visto que o eixo muitas vezes não entramais. Para bobinas de alumínio recomenda-se tubetes de alumínio capazesde suportar a tensão.
b) Troca de bobinas
Quando a bobina que está sendo impressa chega ao fim, realiza-se a trocada mesma. Os métodos para a troca são três: manual, semi-automático eautomático.Troca manual: Necessariamente a máquina é parada ao fim da bobina e écolocada outra. O método é totalmente manual. A fita de substrato é emenda-da a outra com o auxílio, normalmente, de uma fita adesiva. É recomendável
colocar uma fita em toda a extensão da emenda para evitar a quebra na pas-sagem pela máquina.Troca semi-automática: Neste caso não é interrompida a impressão (apenasa velocidade é diminuída). Há, no entanto, a necessidade da intervenção dooperador na troca, cortando a fita com um estilete depois que a emenda écolada. Não há dispositivos que indiquem quando fazer a troca ou se a bobinaestá no fim. É desaconselhável esse procedimento, pois pode facilmente causaracidentes graves.Troca automática: Neste terceiro método a máquina não pára e pode-semanter a velocidade normal de produção. Há dispositivos do tipo foto-célulase/ou sensores ultrassônicos que automaticamente preparam a máquina para atroca, identificando o momento exato programado pelo operador. A interven-ção humana é mínima, e se limita ao preparo da próxima bobina pelo opera-dor. A preparação da bobina é feita passando-se cola em áreas reservadas dabobina e fazendo-se cortes na ponta da folha da bobina que será a próxima.Com a forte concorrência e clientes exigindo maior qualidade e custos baixos,qualquer parada de máquina gera perdas (tinta, material, tempo, energia etc).Por isso, as máquinas modernas saem de fábrica com estes dispositivos incor-porados à impressora e não como itens opcionais.
Desbobinador com troca automática
Rebobinador com troca automática

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 150/244
150 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
c) Alinhadores
Os alinhadores são dispositivos capazes de manter o substrato alinhado namáquina para que a impressão ocorra sempre na mesma posição na fita e abobina seja enrolada sem variações na sua lateral.O tipo mais comum de alinhador é o sistema pneumático. De funcionamento
simples, baseia-se no princípio de saída e recepção de ar comprimido que cir-cula por canos. O esquema abaixo esclarece o princípio.
Este tipo de alinhador faz a leitura na fita e corrige na bobina. Normalmenteutilizada em impressoras
pequenas ou cortadeiras e rebobinadeiras
Este tipo de alinhador faz a leitura nafita e corrige na fita mesmo. É o maisutilizado, podendo ter dois na máquina:um antes do material entrar na impres-
são e outro já depois de impresso, antes de embobinar no final da impressora
d) Controle de Tensão
Tensão é o esforço ocasionado por uma força que opera em qualquer sentido:longitudinal ou transversal.Quando medimos o elongamento de um material em função da tensão queexiste sobre ele, obtemos a curva abaixo:
T e n s ã o
Elongamento
Zona Elástica
Ruptura
Zona Plástica

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 151/244
Capítulo 9 – Banda larga – 151
Esta curva é conhecida por Lei de Hook e divide-se em duas zonas bem dis-tintas: zona elástica e zona plástica. Na primeira, o elongamento ∆l varia pro-porcionalmente à tensão aplicada, ou seja, se dobrarmos a tensão aplicada oelongamento será duas vezes maior, e se a tensão cair a zero o elongamentodesaparecerá totalmente. Na zona plástica, ao contrário, esta proporcionalida-de não é mais respeitada. Observamos que há uma deformação permanente
do material, que continua até a ruptura do mesmo, caso a tensão seja muitogrande.Este efeito está presente nas máquinas de impressão flexográfica, visto que naentrada da máquina há cilindros de tração que submetem o material a uma certatensão por meio de um balancim ou outro sistema de controle de tensão.Em momento algum durante a produção a tensão da fita na impressão devefazer com que o substrato entre no domínio plástico, sob pena de este defor-mar-se permanentemente junto com o que já foi impresso.Ao ser impressa a fita, o controle de esticamento começa na entrada daimpressora. A idéia é que a força exercida para este esticamento seja a mínimanecessária. Para que isto ocorra existem mecanismos de controle.Conforme a bobina diminui de diâmetro, a tensão aumenta, obrigando a umadiminuição da força aplicada sobre a bobina.Os materiais variam no tipo, na espessura e na largura utilizadas para aimpressão. Portanto, as tensões aplicadas são as mais variadas, mas o fatorimportante é a constância da força aplicada.Esta tensão deve permanecer constante no decorrer de toda a operação deimpressão, tanto no desbobinamento quanto no embobinamento.A tensão de um filme é a força aplicada em toda sua extensão transversal.
A tensão de umfilme é a força
aplicada em toda sua extensão transversal
É como se uma barra rígida colocada no sentido transversal do filme exercesseuma força (veja a figura acima). Em outras palavras, a força aplicada deve serconstante em todos os pontos da fita. Isto equivale a dizer que:
F = Constante
Para que se possa aplicar a força (F), é necessário “frear” a bobina, isto é,aplicar no eixo da bobina um momento de força (F) causada pelo raio (R) dabobina.Conforme o raio diminui o Momento de força (Mf) aplicada aumenta. Emoutras palavras, o Momento de força ou frenagem é uma razão direta do raio.
Força

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 152/244
152 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Se o raio diminuir de metade do seu valor inicial, Mf também deve diminuir dametade de seu valor inicial, de tal modo que a razão Mf:R permaneça cons-tante.
Controle de tensão manual ou semi-automático
O eixo porta-bobinas possui uma engrenagem em uma das extremidades e éapoiado em uma engrenagem ligada a um motor de corrente contínua, quepermite um desbobinamento maior ou menor conforme o ajuste do operadorda máquina. Este sistema oferece a desvantagem de precisar sempre da aten-ção do operador. À medida em que a impressão ocorre, a tensão aumenta e,portanto, é necessário um alívio da tensão. Como não há controle constantedo desbobinamento, a tensão de esticamento varia constantemente, podendocausar problemas no tamanho da fita impressa. Nesse caso, o controle é feitopor lonas de freio ou outro sistema simples de frenagem.
Controle de tensão automático
Para manter o esticamento o mais constante possível, muitos equipamentos deimpressão utilizam um balancim ou uma célula de carga.Os equipamentos de controle automático podem ser de tipos os mais varia-dos: freios eletromagnéticos com sensores indutivos, freios pneumáticos comválvulas do tipo “relieving”, freios-motores com sensores resistivos, bailarinosde atuação vertical ou horizontal, com um ou dois roletes, ou mesmo vários.
Todos, porém, com raras exceções, obedecem ao mesmo princípio. Possuemum dispositivo para “apalpar” a fita a ser impressa, e são constituídos geral-mente por um ou mais roletes com liberdade de movimento (este conjuntotambém é chamado de balancim), um sensor que transmite a informação doconjunto de rolete a um dispositivo que coordenará o freio.
Na figura ao lado temos um rolete “P” (pois atuampesos sobre ele) que chamaremos “bailarino”, composição máxima superior em 1 e posição máximainferior em 2. O sensor “s” transmite uma informação
ao dispositivo de controle que atua no freio “F”.Quando o diâmetro da bobina diminui, supondo-seque o freio “F” não muda, ocorre um deslocamentodo rolete “r” em direção à posição 1, pois o subs-trato continua a ser tracionado pela máquina. Estedeslocamento será “lido” pelo sensor, que transmi-tirá a informação ao dispositivo de controle. Este“ordena” ao freio diminuir, de modo que a tensãopermaneça constante.
Freio (F)

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 153/244
Capítulo 9 – Banda larga – 153
Inversamente, se o freio for insuficiente, ou em outras palavras, se o peso Pcolocado no rolete vence o momento de força aplicado na bobina, o rolete sedeslocará para a posição 2. Deste modo o dispositivo de controle, detectadopelo sensor, “ordena” ao freio que aumente a força.
A célula de carga trabalha com o princípio de esforço aplicado. A fita passa
por um cilindro não engrenado que, à mínima variação de tensão, envia infor-mações elétricas que são prontamente entendidas por uma central, corrigindoa força aplicada no desbobinamento.
Esquema da célula de carga
Roletes
Os roletes são os elementos que conduzem o substrato através da máquina.Têm função importante, visto que sem eles não é possível o transporte domaterial. Além do transporte do material, esses rolos ajudam de outras formas,como no alinhamento do material, alguns evitam rugas etc.Os tipos de roletes normalmente usados pelas impressoras de flexografia são:roletes controladores de paralelismo, condutores, estriados, bananas, resfria-dores e tracionadores. Estudaremos alguns destes.
Roletes condutores: São os que possuem a função específica de conduzir osuporte sem provocar nenhuma alteração em sua trajetória.
Para exercerem esta função, necessitam possuir algumas características, taiscomo:
Devem ter um giro livre, sem oferecer qualquer resistência aosubstrato, o que é conseguido por intermédio de rolamentosque são colocados nas pontas de eixo ou nas laterais da mesa;
Precisam estar nivelados com a máquina;
Devem estar balanceados;
Necessitam possuir uma superfície que não risque e nem danifiqueo substrato ou camadas que venham a ser depositadas sobre este.
Para possuir estas características, os cilindros normalmente são confecciona-dos em aço, sendo compostos por uma mesa (tubo) de alumínio ou aço galva-

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 154/244
154 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
nizado com níquel ou cromo, ou então revestidas de borracha. Cabe salientarque em muitas impressoras encontramos cilindros com mesa de aço, o quenão é muito recomendável devido à fácil oxidação.
Compensadores de tensão: São fixados em uma base móvel que se movi-menta para evitar folgas no substrato.
Cilindros compensadores de paralelismo: Possuem um eixo fixo e um
móvel. São utilizados para controlar o paralelismo na puxada do substrato, afim de compensar a diferença de tensão do substrato entre um lado e outro.Também podem promover pequenas torções no substrato, a fim de elimi-nar rugas e facilitar o encaixe. Normalmente são encontrados na entrada damáquina e antes do grupo impressor. Às vezes também no final da máquina.
Cilindros tracionadores (puxadores): Consistem em um conjunto com umcilindro rígido, tracionado, que trabalha com um cilindro de borracha pressio-nando o substrato sobre sua superfície. Este conjunto é encontrado na entradae na saída da impressora, e seu objetivo é manter o material preso para facilitaro controle de tensão.
A
B
C
A - Condutores
B - Cilindro deborracha puxados
C - Cilindrometálico puxador

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 155/244
Capítulo 9 – Banda larga – 155
Cilindros eliminadores de rugas: São cilindros com sulcos (estrias) comdesenho que favorecem o esticamento do material durante o processo deimpressão e embobinagem. Têm a finalidade de eliminar rugas do substrato epromover o esticamento lateral.
Controladores de temperatura ou calandras: São cilindros que possuemcirculação de água gelada ou vapor em seu interior. São utilizados para pro-mover a redução ou a elevação da temperatura do substrato.
Outros roletes: Há outros cilindros que podem ser utilizados na máquina,conforme a necessidade. Podem ser revestidos com cortiça ou Teflon, materialque não permite aderência, e são usados para aplicação de cold seal. Os rolos“bananas” também podem ser utilizados para “abrir” o substrato, e são assimchamados por serem curvos. Pelo movimento irregular destes roletes, o subs-
trato é forçado a “abrir”, ajudando a eliminar as rugas no material.
O grupo impressor
O grupo impressor é onde a imagem é formada, e é composto de:
a) Cilindro contra-pressãob) Porta-clichêsc) Sistema de entintagem
Cilindro contra-pressão e tambor central: Aqualidade de impressão muito dependerá do cilindrocontra pressão. Conforme foi visto anteriormente, ocilindro contra-pressão serve de apoio para o subs-trato que está sendo impresso.
O material fica o tempo todo preso durante a
impressão de todas as cores

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 156/244
156 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Conforme já considerado anteriormente, há dois tipos de contra-pressão: osdo sistema convencional (ou stack), onde cada conjunto ou grupo impressorpossui o seu, e o sistema satélite, onde um único cilindro é capaz de servir deapoio para a impressão, e é chamado de tambor central.A precisão destes cilindros é fundamental. Devem ter paralelismo, planicidadee estar isentos de quaisquer irregularidades (o ideal são variações de batimen-
tos entre 0,001 a 0,0015mm). Estes atributos são mais fáceis de encontrar noscilindros do sistema stack, pois são de diâmetros pequenos, que facilitam aprecisão. No entanto, o tambor central também deve ter essas condições e paraisso requer mais cuidados na sua confecção.Importante também é a engrenagem utilizada nesses cilindros, no caso demáquinas que utilizam engrenagens para tracionar todo sistema de impres-são. Devem ser precisas e resistentes, pois em muitas máquinas movimentarãotodo o restante do grupo impressor: porta-clichês, anilox etc.
Cuidados com o cilindro contra-pressão: Mantê-lo semprelimpo, com engrenagens lubrificadas, evitar que oxide, não lixá-lo ouusar instrumentos cortantes sobre sua superfície. Periodicamente,ou se tiver dúvidas quanto à exatidão do mesmo, convém fazer tes-tes com relógio comparador, não devendo ser aceitos batimentosacima de 0,01mm, embora o ideal seja entre 0,001 a 0,0015mm.
Sistema de engrenagens: Pode-se dizer que a qualidade de impressão muitodependerá da precisão, conservação e uso correto do conjunto de engrena-gens do contra-pressão/porta-clichês/entintador (veja sobre diâmetro primiti-vo na seqüência).
As engrenagens mais comuns usadas nos equipamento de impressão em fle- xografia são as de dentes helicoidais, preferíveis às de dentes retos, por ofere-cerem maior precisão, visto que mantêm durante todo o tempo de movimentoo contato entre os dentes das engrenagens.
As engrenagens de dentes helicoidais são as mais utilizadas em máquinas modernas, dada a sua capacidade de transferir grandes torques com suavidade

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 157/244
Capítulo 9 – Banda larga – 157
Uma das características mais importantes para a qualidade de impressão é aprecisão mecânica do equipamento flexográfico, que, se aliada à robustez, quesignifica, em última análise, a capacidade de manter esta precisão pelo maiortempo de uso possível, representará um equipamento com boa qualidade eestabilidade de produção.O controle mais elementar que deve ser executado em cilindros é a verificação
de seu diâmetro primitivo, juntamente com a avaliação contínua de eventuaisdeformidades dos cilindros e desgastes em engrenagens.
Diâmetro primitivo: é o engrenamento perfeito dos dentes da engrenagem.Não pode passar do ponto de encontro dos dentes da engrenagem e nempode ficar aquém. Quando as engrenagens do porta-clichês e do contra-pres-são se encontram, no espaço que sobra entre a periferia dos dois deve caberexatamente o filme, o clichê e o dupla-face. O diâmetro primitivo é determi-nado pelo fabricante de máquina e é em função dele que se faz a escolha daespessura de clichês que serão utilizados. Para se alterar o valor do mesmo énecessário refazer as engrenagens e os portas-clichês. A 3M colocou no mer-cado um tipo de dupla-face que faz a compensação exata dessa diferença noporta-clichês, permitindo, por exemplo, que se use um clichê com espessura1,14mm em um cilindro que seria para um clichê com espessura de 2,84mm.De qualquer forma isso é apenas um paliativo, pois o ideal é fazer a troca dasengrenagens e cilindros, caso o custo/benefício justifique o investimento alto.Se estiverem ocorrendo problemas de printabilidade como, por exemplo, oilustrado abaixo, recomenda-se uma verificação do estado dos cilindros utili-zados na impressão. Infelizmente são necessárias várias leituras em diferentespontos de um mesmo cilindro, e recomenda-se a leitura de todos os cilindrosde um mesmo jogo, para evitar suposições que possam impedir a detecção
mais rápida e eficiente do problema.
Microfotografia do mesmo clichê colado fora do diâmetro primitivo. Quer seja abaixo, quer seja acima, o resultado será pontos alongados
Microfotografia de um impresso emflexografia com o clichê + dupla-face no correto diâmetro primitivo
Ao comparar as duas microfotografias nota-se que na primeira os pontos estão redondos e na segun- da estão ovalados (alongados), o que é causado pela velocidade periférica diferente do porta-clichê
A avaliação é feita pela comparação dos valores encontrados com o valor teó-rico. Para cálculo teórico temos:
Øf = (Z x M/cosα) - (2 x EC + 2 x DF) + (Pi), onde

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 158/244
158 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Diâmetro do cilindro de ferro = Øf Número de dentes da engrenagem = ZÂngulo de hélice = α
Módulo da engrenagem = MMódulo circunferencial = M/cosα Espessura do clichê = EC
Espessura da dupla Face = DF Pressão de Impressão = Pi – geralmente de 0,1mm a 0,2 mm no diâmetro.
Exemplo: Qual o diâmetro no ferro (ou camisa) de um cilindro cuja engrena-gem possui 130 dentes, módulo 1,5 e ângulo de hélice de 20º e que trabalhacom clichê de 1,14 e dupla face de 0,38.
Øf = (130 x 1,5/0,93969262) – ( 2 x 1,14 + 2 x 0,38) + 0,2Øf = 207,5146656328 – 3,04 + 0,2Ø
f = 204,6746656328 ou 204,675
O que equivale a um repeat de 653,184 mm, antes da pressão de impressãoser aplicada.
Sistema sem engrenagens (gearless)
Os grandes fabricantes de impressoras já seadaptaram à realidade do sistema gearless(sem engrenagem). Nesse sistema, não hámais engrenagens para fazer a tração, e simmotores sincronizados em cada cilindro dogrupo impressor. Há inúmeras vantagens
nesse sistema, como o fato de que não ocor-rem mais as “marcas de engrenagem”, umdefeito típico dos processos tradicionais, ede que os passos não são mais presos aonúmero de dentes da engrenagem.
Detalhe do encosto do anilox, porta-clichês e tambor central no sistema “gearless”
Visão geral da lateral de uma máquina com sistema “gearless”
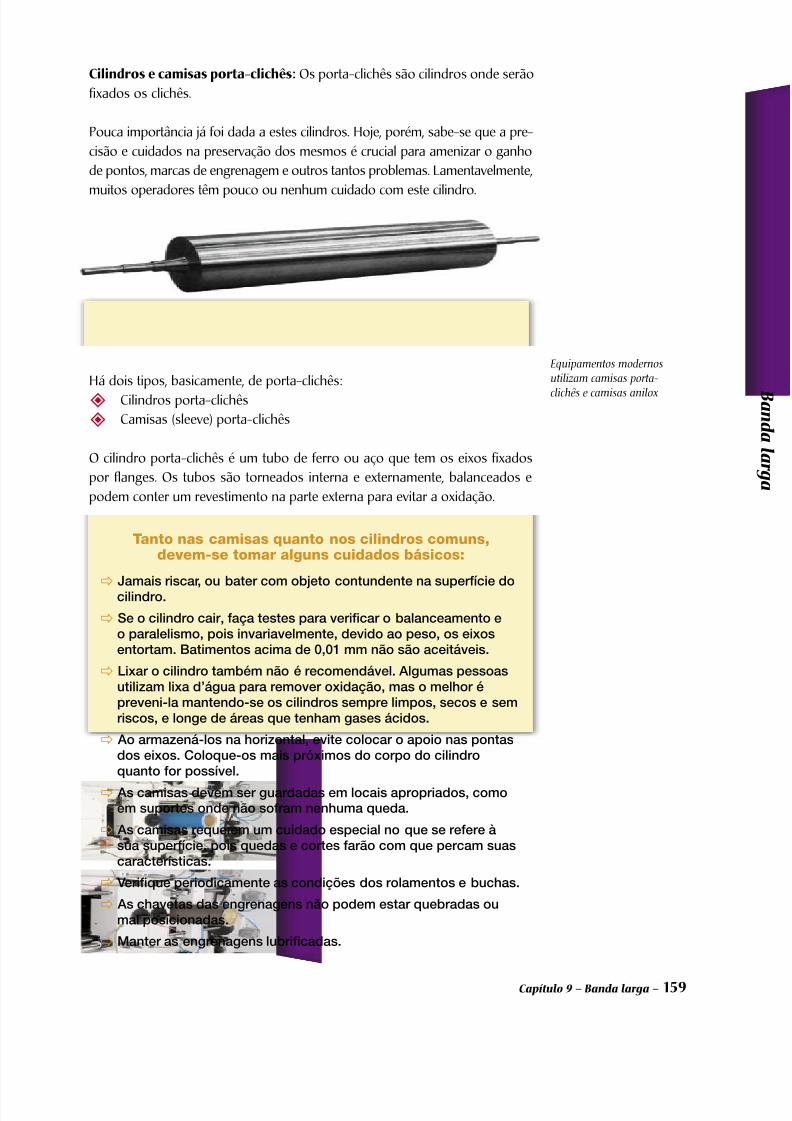
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 159/244
Capítulo 9 – Banda larga – 159
Cilindros e camisas porta-clichês: Os porta-clichês são cilindros onde serãofixados os clichês.
Pouca importância já foi dada a estes cilindros. Hoje, porém, sabe-se que a pre-cisão e cuidados na preservação dos mesmos é crucial para amenizar o ganhode pontos, marcas de engrenagem e outros tantos problemas. Lamentavelmente,
muitos operadores têm pouco ou nenhum cuidado com este cilindro.
Há dois tipos, basicamente, de porta-clichês:
Cilindros porta-clichês
Camisas (sleeve) porta-clichês
O cilindro porta-clichês é um tubo de ferro ou aço que tem os eixos fixadospor flanges. Os tubos são torneados interna e externamente, balanceados epodem conter um revestimento na parte externa para evitar a oxidação.
Tanto nas camisas quanto nos cilindros comuns,devem-se tomar alguns cuidados básicos:
Jamais riscar, ou bater com objeto contundente na superfície docilindro.
Se o cilindro cair, faça testes para verificar o balanceamento eo paralelismo, pois invariavelmente, devido ao peso, os eixosentortam. Batimentos acima de 0,01 mm não são aceitáveis.
Lixar o cilindro também não é recomendável. Algumas pessoasutilizam lixa d’água para remover oxidação, mas o melhor épreveni-la mantendo-se os cilindros sempre limpos, secos e semriscos, e longe de áreas que tenham gases ácidos.
Ao armazená-los na horizontal, evite colocar o apoio nas pontasdos eixos. Coloque-os mais próximos do corpo do cilindroquanto for possível.
As camisas devem ser guardadas em locais apropriados, comoem suportes onde não sofram nenhuma queda.
As camisas requerem um cuidado especial no que se refere àsua superfície, pois quedas e cortes farão com que percam suascaracterísticas.
Verifique periodicamente as condições dos rolamentos e buchas.
As chavetas das engrenagens não podem estar quebradas oumal posicionadas.
Manter as engrenagens lubrificadas.
Equipamentos modernosutilizam camisas porta-
clichês e camisas anilox

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 160/244
160 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Sistema de entintagem: As primeiras impressoras flexográficas trabalhavamsomente com a banheira de entintagem, e eram utilizadas em grande escala astintas à base de corantes (anilinas), onde a circulação não era tão importante.Com o incremento na utilização das tintas pigmentadas vieram os tinteirose a circulação da tinta para evitar a decantação e auxiliar na homogenizaçãodurante o processo de impressão.
A fim de diminuir o volume de tinta em circulação surgiram as banheiras inter-nas e os tinteiros redondos com fundo abaulado, o que, além de diminuir ovolume de tinta em circulação, evita o acúmulo de resíduos nos cantos, facili-tando tanto a mistura dos componentes da tinta como a limpeza no final daimpressão. Mas é interessante que na flexografia é muito comum se utilizar aprópria lata de tinta como reservatório. É um recurso interessante, que podeajudar a poupar tempo no setup, pois basta fechar a lata, pesar e devolver paraque o departamento de tintas analise e recupere, se for o caso.Para a eliminação das partículas incorporadas à tinta durante a impressão,foram introduzidos os filtros de tela (metálicos ou têxteis), e para retençãodas impurezas metálicas provenientes do desgaste da faca vieram os filtrosmagnéticos, que retêm os minúsculos pedaços de aço liberados pela faca queraspa o anilox.
O sistema de entintagem é composto dos seguintes elementos:
Sistema de circulação da tinta
Cilindro entintador (anilox)
Tinteiros ou encapsulados
Bombas de circulação da tinta: Os sistemas de circulação têm papel impor-tante no processo de impressão. Por sistema de circulação entende-se: umabomba, filtros, mangueiras de circulação da tinta, controladores de viscosidade,pH e, em alguns casos, controladores de temperatura.As bombas de circulação podem ser de dois tipos. As peristálticas de dia-fragmas, e as de rotor. As primeiras funcionam como “sugadoras” de tinta. Asegunda, mais usada, possui um motor elétrico que centrifuga a tinta envian-do-a para a câmara doctor-blade ou tinteiro.Os filtros são necessários para impedir que partículas sólidas cheguem até acâmara e, conseqüentemente, à racle e ao anilox, o que geraria estragos. As
mangueiras são condutores de borracha sintética ou outro material plásticoresistente aos solventes da tinta.
Viscosímetros automáticos: O viscosímetro é incorporado ao sistema decirculação, visto que é ele quem controlará eletronicamente a viscosidade datinta. A grande vantagem é que ele mantém a cor constante durante o proces-so de impressão, liberando os operadores para outras funções que irão ficarmedindo a viscosidade manualmente. O acessório mais recente incorporado

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 161/244
Capítulo 9 – Banda larga – 161
ao sistema de circulação da tinta é o controlador de pH, mais empregado emtintas à base d’água.
Esquema de funcionamento de um viscosímetro eletrônico(Norcross). Neste caso o sistemautiliza um pistão que sobe e desce
regularmente. Na descida o pistão encontra certa resistência da tinta(viscosidade) que é interpretada porum sistema computadorizado. Daí,
conforme o programado, o sistemalibera solvente ou não para corrigir
a tinta. O painel colorido indica o status de cada tinta
Equipamentos modernos já permitem o controle da densidade da tinta, enão somente da viscosidade. A vantagem é que, mesmo que haja variação natemperatura da tinta (que altera o valor de viscosidade), mantém-se a concen-tração da tinta. O método dá-se pelo controle da temperatura da tinta dentrodo reservatório.
Cuidados com o sistema de entintagem
De nada adiantam todos os cuidados existentes na fabricação da tinta notocante a moagem, filtragem etc, se na hora da montagem do conjunto deentintagem não forem tomados alguns cuidados básicos:
A limpeza dos componentes deve estar perfeita, sem vestígio de tintaseca ou líquida utilizada anteriormente. Isso inclui não somente as bombas, os
reservatórios e as mangueiras, mas também o próprio viscosímetro eletrônico,que necessita de limpeza cabal.
A limpeza das mangueiras e da bomba de circulação apresenta um eleva-do grau de dificuldade. No caso de não se ter mangueiras descartáveis, reco-menda-se a circulação de solvente no sistema após o recolhimento da tinta,a fim de facilitar o trabalho do setor de lavagem. Outra alternativa é mantermangueiras reservas limpas para a troca.
SENSOR
CilindroAr
SuporteSensor
MicroSwitch
VálvulaAr 24vd c
Pistão
CopoMedição
Entradasolvente1,5bar
Entradaar
2,5bar
Válvula de Solvente.Esta válvula controlaa adição automática
do solvente paracontrole da viscosidade
Tela de toque

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 162/244
162 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
O mesmo procedimento deve ser tomado com os reservatórios de tinta.Ao acabar a tinta dos reservatórios de alimentação, deve se aplicar solventedentro destes para facilitar a limpeza posterior. O mesmo solvente pode seraproveitado para diluir a tinta da cor correspondente.
Muitas vezes os componentes recebem uma limpeza impecável, porém
sofrem a deposição de poeira enquanto esperam para a montagem na máqui-na impressora. Na colocação do conjunto na impressora deve ser feita umainspeção e, se necessário, a retirada do pó. Um outro método que pode serempregado é a cobertura do conjunto no período até sua utilização. Lembre-se: um pequeno grão de areia pode riscar e estragar o anilox.
Quanto às bombas de circulação elétrica, recomenda-se a verificação darotação do eixo central, que muitas vezes trava em função do acúmulo de resí-duos de tinta seca, o que pode provocar a queima do motor no acionamentoe até mesmo provocar um princípio de incêndio.
Antes da colocação da tinta também é importante verificar as conexõesdas mangueiras, serviço que, se for mal executado, pode provocar um banhode tinta no grupo impressor.
Cilindro entintador (doctor roll)
Com a evolução do processo de impressão em flexografia, puxada pelosfotopolímeros, a lineatura usada também aumentou. No entanto o cilindro
entintador, com milhões (ou até mesmo bilhões) de células gravadas, chamadode anilox, possuía uma lineatura baixa em relação aos clichês e, conseqüente-mente, acabava entintando muito os pontos da retícula que ficam em torno de0,02mm a 0,7mm de diâmetro.
Usava-se então outro cilindro, chamado de pescador, que era um cilindrorevestido de borracha. Este conjunto, pescador e anilox, foi chamado de “doctorroll” (que quer dizer: rolo dosador), e era revestido de borracha. Normalmenteo descrevemos simplesmente como entintador.A grande quantidade de tinta depositada no clichê causava um acúmulo detinta entre os pontos da retícula do clichê, gerando mudanças na tonalidade eoutros problemas.
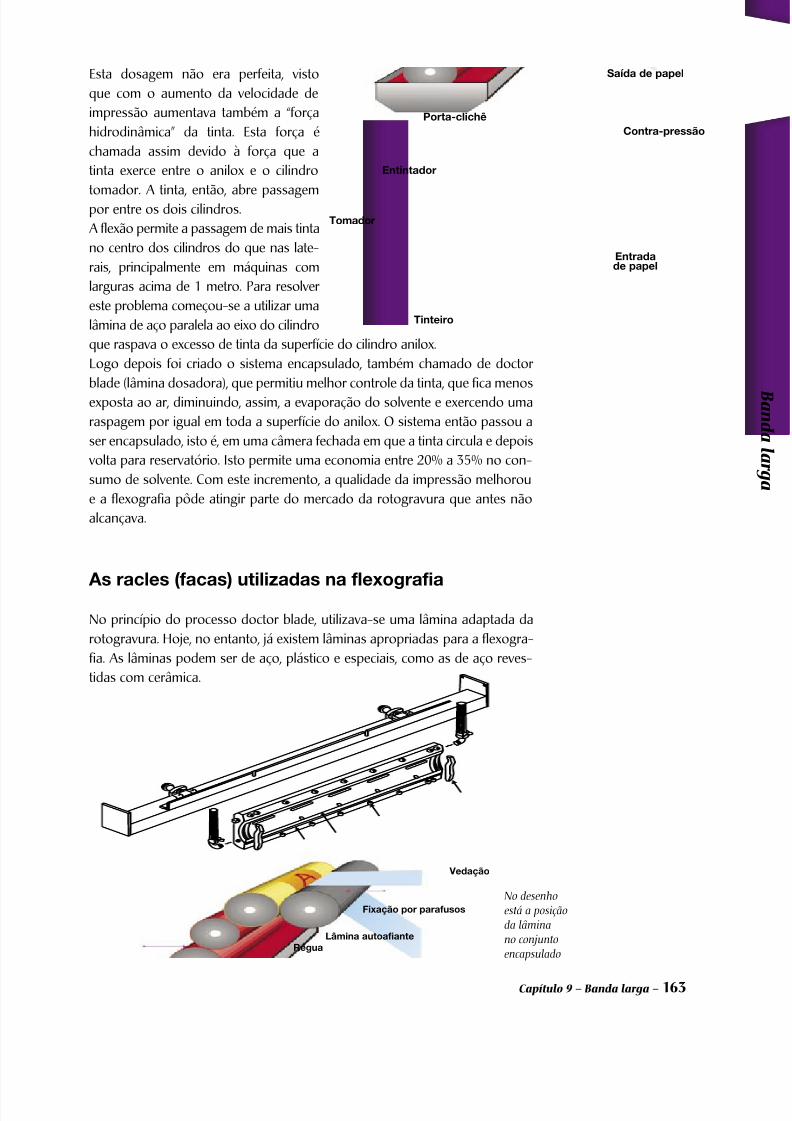
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 163/244
Capítulo 9 – Banda larga – 163
Esta dosagem não era perfeita, vistoque com o aumento da velocidade deimpressão aumentava também a “forçahidrodinâmica” da tinta. Esta força échamada assim devido à força que atinta exerce entre o anilox e o cilindro
tomador. A tinta, então, abre passagempor entre os dois cilindros.A flexão permite a passagem de mais tintano centro dos cilindros do que nas late-rais, principalmente em máquinas comlarguras acima de 1 metro. Para resolvereste problema começou-se a utilizar umalâmina de aço paralela ao eixo do cilindroque raspava o excesso de tinta da superfície do cilindro anilox.Logo depois foi criado o sistema encapsulado, também chamado de doctorblade (lâmina dosadora), que permitiu melhor controle da tinta, que fica menosexposta ao ar, diminuindo, assim, a evaporação do solvente e exercendo umaraspagem por igual em toda a superfície do anilox. O sistema então passou aser encapsulado, isto é, em uma câmera fechada em que a tinta circula e depoisvolta para reservatório. Isto permite uma economia entre 20% a 35% no con-sumo de solvente. Com este incremento, a qualidade da impressão melhoroue a flexografia pôde atingir parte do mercado da rotogravura que antes nãoalcançava.
As racles (facas) utilizadas na flexografiaNo princípio do processo doctor blade, utilizava-se uma lâmina adaptada darotogravura. Hoje, no entanto, já existem lâminas apropriadas para a flexogra-fia. As lâminas podem ser de aço, plástico e especiais, como as de aço reves-tidas com cerâmica.
No desenho está a posição da lâmina no conjunto encapsuladoRégua
Lâmina autoafiante
Fixação por parafusos
Vedação
Saída de papel
Porta-clichê
Entintador
Tomador
Tinteiro
Entradade papel
Contra-pressão

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 164/244
164 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Lâminas de plástico e especiais: possuem a vantagem de não sofrer a cor-rosão e não serem agressivas ao anilox. Porém, não possuem uma limpeza tãoeficaz quanto as lâminas de aço. Sua espessura pode variar entre 0,51mm e3,18mm, sendo portanto mais espessas que as de aço (ver a seguir). Seu uso éinteressante nos equipamentos de impressão de corrugados que utilizam tintabase água e não possuem anilox com lineatura muito elevada, o que favorece
a raspagem. As lâminas podem ser também especiais com tratamentos espe-cíficos. Por exemplo, podem-se encontrar lâminas de aço com revestimentoanti-corrosão ou ainda com tratamentos para grande duração.
Lâminas de aço: são fabricadas em aço especial com dureza de cerca de600 HV. A espessura pode variar entre 0,15mm e 0,25 mm. As lâminas de açopodem ser encontradas em dois tipos: convencional e auto-afiante. O aço car-bono utilizado é o mais comum e não oferece muita resistência à corrosão, oque pode ser um problema quando se utiliza tinta à base de água. O aço podeser preparado para agüentar também pigmentos muito abrasivos.
Bons resultados são obtidos com lâminas auto-afiantes de aço, visto que essasmantêm o fio de raspagem mais tempo que as convencionais, que logo pre-cisarão de afiação e mudarão o ângulo de contato. O ângulo de contato deveestar entre 30º e 35º. Além disso, deve-se usar um contra-faca para melhorara eficiência da raspagem.
Observe que ambos os rebaixos das lâminas estão para dentro e esta é a posição correta. Esse detalhe pode significar a eficiência da raspagem e menor desgaste da lâmina
Lâmina convencional
Lâmina auto-afiante
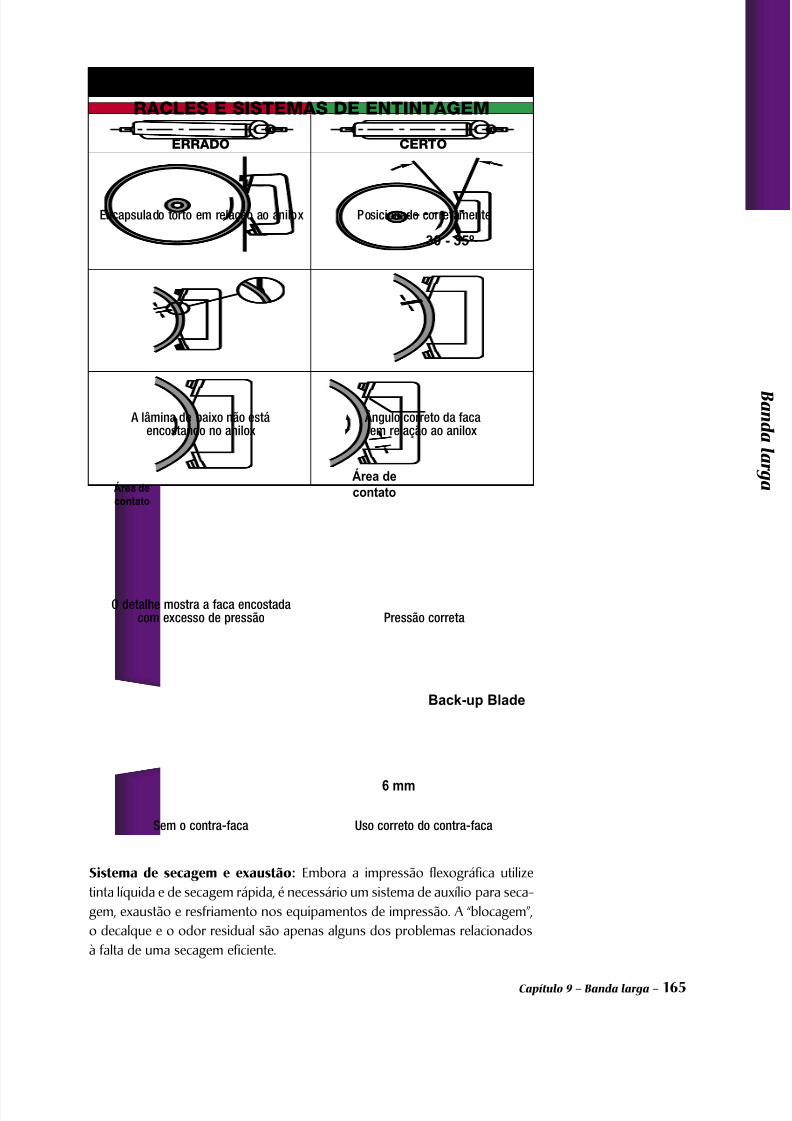
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 165/244
Capítulo 9 – Banda larga – 165
Sistema de secagem e exaustão: Embora a impressão flexográfica utilizetinta líquida e de secagem rápida, é necessário um sistema de auxílio para seca-gem, exaustão e resfriamento nos equipamentos de impressão. A “blocagem”,o decalque e o odor residual são apenas alguns dos problemas relacionadosà falta de uma secagem eficiente.
O CERTO E O ERRADO SOBRE ASRACLES E SISTEMAS DE ENTINTAGEM
ERRADO CERTO
Encapsulado torto em relação ao anilox Posicionado corretamente
A lâmina de baixo não estáencostando no anilox
Ângulo correto da facaem relação ao anilox
O detalhe mostra a faca encostadacom excesso de pressão Pressão correta
Sem o contra-faca Uso correto do contra-faca
30 - 35º
Área de
contato
6 mm
Back-up Blade
Área de
contato

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 166/244
166 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
São considerados os seguintes itens importantes na secagem:
a) Secagem entre-cores: Esta secagem se faz necessária uma vez que a tintaimpressa que receberá a próxima deverá estar totalmente seca. Se não estiver,ela poderá ser arrancada, causando diversos problemas. Este dispositivo pos-sui regulagem da temperatura.
b) Estufas de secagem: Também conhecidas como túneis de secagem. Devemser extensas o suficiente para permitir total evaporação dos solventes datinta impressa antes do embobinamento. As estufas possuem ventoinhas eresistências elétricas para aquecer o ar que será lançado sobre o material empercurso dentro do túnel. O sistema pode variar de fabricante para fabricante.No entanto, se o sistema de secagem não for eficiente, limitará até mesmo avelocidade de máquina.
c) Sistema de exaustão: O ar quente lançado sobre a tinta impressa removeráos solventes da mesma. Este ar quente deverá ser removido totalmente paraque não sature o ar ao redor do grupo impressor e não permita a total seca-gem da tinta. O sistema de exaustão trabalha com motores que aspirarão o arsaturado e o enviarão para fora do ambiente de trabalho. A exaustão deveráestar presente inclusive no sistema de entre-cores.
d) Sistema de resfriamento do substrato: Após passar por sistemas que jogam ar quente na superfície do substrato, este, por estar aquecido, podeperder suas características, ter problemas de registro, encolher e até mesmoperder o brilho. É necessário que resfrie para que não seja embobinado quente.Além disso, é a tinta que deve ser “aquecida” para que libere os solventes, e não
o substrato. Por isso é que máquinas modernas têm um sistema de refrigera-ção por água que circula ou dentro do contra-pressão (tambor central) ou emum outro cilindro (também chamado de calandra de água fria) colocado apósa estufa, para não permitir que o material seja embobinado quente.
e) Secagem ultra-violeta: Nos países europeus e nos Estados Unidos, háum clamor sempre mais presente para o uso de substâncias não poluidoras.Nesses países, o vapor de álcool, por exemplo, é considerado poluidor. Astintas de “cura” por radiação ultra-violeta ou feixe de elétrons (electron beam)estão sendo aprimoradas, e em alguns segmentos já estão sendo usadas como
substitutas das tintas tradicionais para flexografia à base de solventes. As tintaspara secagem ultra-violeta não possuem solventes para serem evaporados.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 167/244
Capítulo 9 – Banda larga – 167
O sistema para secagem desse tipo de tinta possui lâmpadas com emissãode luz ultra-violeta de alta intensidade. Esse meio de secagem é ainda muitocaro quando comparado às tintas convencionais à base de solvente ou água.Além do apelo ecológico, outro ponto forte do sistema ultra-violeta é a altaqualidade de impressão gerada. Especialistas europeus acreditam que o Brasildemorará em utilizar semelhante equipamento em larga escala para banda
larga. Mas esse sistema já é muito utilizado em máquinas de impressão derótulos. Veja mais informações no capítulo 7, sobre tintas, e no capítulo 10,sobre banda estreita e média.
Para entender o sistema de secagem flexo:
A = Suprimento de ar; B = Exaustão do ar - 1) Secagem final ou verso do substrato; 2) Secagemfinal ou verso do substrato; 3) Válvula de suprimento de ar; 4) Válvula de recirculação do ar;
5)Ventoinha; 6) Câmera de aquecimento elétrico; 7) Válvula principal para suprimento de ar entre- cores ou final; 8) Válvula principal para regulagem do ar da exaustão; 9) Ventoinha de exaustão de ar; 10) Detalhe do sistema entre cores, onde o duto A lança ar e B remove o ar saturado.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 168/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 169/244
Capítulo 10 – Banda estreita – 169

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 170/244
Neste capítulo você vai ver:
• Características dos equipamentos para impressão• Os diversos componentes da máquina impressora• Propriedades dos sistemas de secagem com tinta U.V.• Diferenças entre U.V. e sistema solvente• Sistema Electron Beam (E.B.)
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 171/244
Capítulo 10 – Banda estreita – 171
onforme mencionei no capítulo anterior, não serei repetitivoe vou me fixar nas informações mais específicas sobre ban-das estreita e média. Assim, sugiro ler o capítulo anterior,onde se encontram muitas sugestões e dicas úteis válidaspara quaisquer processos de impressão flexo. Neste capítu-
lo, dou foco grande no sistema U.V. e falarei muito também sobre o sistemade secagem E.B. (Electron Beam), porque acredito que esse tem sido o dife-rencial da banda estreita.
10•Impressão flexo -Banda estreita e média
A escolha do tipo do sistema a ser empregado dependerá em grande parte dotipo de serviço a ser realizado.O número de grupos impressores pode variar de 4 a 10 unidades. A vantagemde equipamentos com mais grupos impressores é que se podem separar asretículas e traços finos de chapados e/ou traços grossos. Além disso, uma uni-dade muitas vezes é utilizada para a impressão de um fundo branco e outrapara verniz sobre impressão.Surgiram também no mercado, mais recentemente, máquinas híbridas paraetiquetas. Esses equipamentos serão um desafio para o impressor, pois utili-zam os processos de offset, flexo, roto, serigrafia e hot stamping em linha, querdizer, em uma mesma máquina.
Equipamento Gallus

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 172/244
172 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
A máquina impressora
Essencialmente as máquinas de flexografia banda estreita possuem os mesmoselementos básicos das máquinas de banda larga: sistema de entrada (alimen-tação); saída em meio-corte (facas) e embobinamento; grupos impressores;sistema de entintagem; sistema de secagem e exaustão.
Equipamento de impressão
Aquaflex
Sistema de entrada (alimentação)
As máquinas de banda estreita são alimentadas com substratos em bobinas.Requer-se bom controle na entrada de máquina, uma vez que o substrato deveser mantido esticado em toda a extensão da impressora. Na entrada tambémfica o “eliminador de resíduos”, cuja função é eliminar, em bobinas de papel,
o pó, que pode ficar na superfície a ser impressa e causar pequenas falhas deimpressão.
O controle de tensão é feito no início por meio de freios e sensores que man-terão o material esticado durante todo o processo de impressão. Também naentrada fica o alinhador, cuja principal função é manter o material alinhado, vistoque a tendência da fita a ser impressa é deslizar na máquina impressora.
Esquema do sistema de entrada
Saída domaterial
Gruposimpressores
Entrada domaterial
Sistema desecagem U.V.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 173/244
Capítulo 10 – Banda estreita – 173
Grupo impressor
Grupo impressor é onde a imagem é formada. Para que a impressão fique comregistro em todas as cores, o transporte é feito com o auxílio de roletes. Porém,o suporte fica sem apoio entre um grupo e outro e isso pode acarretar proble-mas de registro se o material não estiver bem esticado ou se o equipamento
estiver com desgastes nos eixos e mancais de roletes, ou fora de paralelismo.
Esquema do grupo impressor
As impressoras atuais começam a abandonar as engrenagens, não havendomais engrenagens para fazer a tração, e sim motores sincronizados em cadacilindro do grupo impressor. As grandes vantagens são que não ocorrem maisas “marcas de engrenagem”, um defeito típico dos processos tradicionais, e que
se facilita a escolha entre diferentes espessuras de clichês. A função da engrena-gem é feita por “servo motor” em cada item que necessita de movimento. Todossão sincronizados para formar a imagem registrada e precisão na impressão.
Detalhe do porta- clichês e o acertofeito pelo operador

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 174/244
174 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
Sistema de entintagem
O sistema de entintagem é composto dos seguintes elementos: sistema de circu-lação da tinta, controle de pH e viscosidade e cilindro entintador (anilox), tintei-ros ou doctor blades. Porém, viscosímetros eletrônicos só são encontrados emmáquinas modernas, pois em geral são recursos que, embora ajudem muito, não
são essenciais na maioria dos equipamentos modulares para banda estreita.
Equipamento versátil e que facilita a troca do
anilox junto com a faca
A troca rápida éimportante para o sistema flexo
Impressoras com trocado grupo impressor
Para diminuir o tempo de setup, algumas máquinas possuem o recurso de setrocar todo o grupo impressor na mudança de serviço. São facilmente cam-biáveis, não sendo necessário fazer a limpeza de anilox, tinteiros, facas etc.Há também secagem entre-cores; estufas de secagem; sistema de exaustão esecagem ultra-violeta.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 175/244
Capítulo 10 – Banda estreita – 175
Espectro Eletromagnético
Secagem entre-cores,estufas e exaustão
Algumas impressoras possuem sistemas de secagem ultra-violeta, que sãocolocados entre-cores. Já nas impressoras com tinta à base de água ou sol-vente, há um sistema de secagem a ar quente com uma exaustão. A função daexaustão é eliminar o ar saturado que é removido no ato da secagem. Casoa exaustão não seja eficiente, a tinta terá dificuldade para secar até chegar àpróxima cor. Este dispositivo possui regulagem da temperatura. Como em geralas impressoras para bandas estreita e média são do sistema modular, não háespaço para estufas de secagem generosas como há nos equipamentos deconfiguração satélite. Assim, esse é um forte motivo para que o sistema entrecores seja muito eficaz.
Secagem ultra-violeta
Como vimos anteriormente, as tintas para secagem ultra-violeta não possuemsolventes para serem evaporados; em seu lugar são usados monômeros rea-tivos que polimerizam juntamente com os oligômeros (resinas) e geram umatinta seca praticamente equivalente a 100% da camada úmida inicialmenteaplicada.A radiação U.V. é caracterizada por comprimentos de onda inferior a 400nm(nanômetros), sendo conseqüentemente mais energéticas que as de compri-mento de onda maiores, como a luz visível (400nm a 700nm) e o infravermelho(acima de 700nm).
As lâmpadas U.V., no entanto, emitem basicamente todo o espectro abaixo,sendo que aproximadamente 1/3 da emissão situa-se efetivamente na região doU.V., e os demais 2/3 nos comprimentos entre a luz visível e o infravermelho.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 176/244
176 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
Portanto, há uma forte irradiação de calor via infravermelho e mesmo calorde condução pela temperatura da própria lâmpada (superior a 600ºC), o queobriga a termos determinados cuidados com substratos excessivamente sen-síveis ao calor.O assim chamado gerenciamento de calor no U.V. é muito importante, espe-cialmente na impressão de mangas tipo “shrink”, muito comuns para banda
estreita.O esquema abaixo ilustra as principais diferenças entre os sistemas U.V. e E.B.e o sistema Solvente.
No caso específico da flexografia, podemos considerar o uso de OPV (OverPrint Varnish – Verniz sobre impressão) em linha com a impressão em etique-tas de papel auto-adesivo como praticamente uma regra, com grandes vanta-
gens no aspecto de proteção e brilho.Como as máquinas flexográficas de banda estreita tornaram-se extremamenteversáteis nos últimos anos, podemos considerar cada máquina como umaunidade autônoma de produção, onde temos a entrada de matérias-primas ea saída do produto acabado.Associando-se a esta versatilidade o alto valor agregado do produto e a prati-cidade dos sistemas UV, temos um quadro bastante favorável ao crescimentodo U.V. no segmento de rótulos e etiquetas.Além da facilidade do trabalho com U.V. em flexografia, o que evita secagem datinta sobre os anilox e incrustações ao longo de toda a área entintada, somam-se às vantagens o excelente acabamento e a definição gráfica das tintas U.V.O problema residual, neste caso, é mais relacionado à velocidade de cura, quenas máquinas mais modernas atingem cerca de 150m/min, o que de modogeral é baixo para estes equipamentos.O uso de grande quantidade monômera, associado à necessidade da viscosi-dade relativamente baixa e à velocidade alta de impressão, gera a necessidadede aplicação de quantidades expressivas de fotoiniciadores mais nobres, comreflexos no preço final das tintas.Essa desvantagem é parcialmente compensada pela economia gerada com amaior simplicidade e racionalidade do sistema U.V., que reduz sensivelmente as
Detalhe do equipamento de secagem UV e seu posicionamento naimpressora

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 177/244
Capítulo 10 – Banda estreita – 177
perdas de tinta verificadas no caso de uso de tintas solvente ou água.Uma possibilidade explorada especialmente em alguns países europeus paraa banda estreita é a aplicação dos sistemas híbridos, onde as cores especiais efundos são impressos em sistema solvente e a quadricromia é executada emU.V., com o seu excepcional ganho de ponto e definição da cromia e insigni-ficante consumo de tinta.
Há casos específicos de uso de U.V. para banda larga, mas seu uso está restri-to a poucas empresas que se dedicam igualmente a produtos de maior valoragregado ou a procedimentos especiais, como tiragens curtas, onde o setupda impressora é minimizado pelo uso de UV ou ainda em uso intensivo dequadricromia.Outro exemplo de banda larga de alto volume e uso de UV é a patente daCray-O-Vac para uso conjunto de U.V./E.B., onde a secagem entre cores é leva-da a um estágio equivalente ou superior ao de gel e a secagem final se dá pormeio de equipamento E.B., reduzindo os níveis de fotoiniciador e conseqüentecusto final das tintas.
Sistemas de cura U.V.
Um sistema típico de cura U.V. é composto pelo refletor, lâmpada, sistema derefrigeração e “shutter”.
Os refletores podem apresentar duas geometrias distintas, sendo os refletoreselípticos os mais adequados ao processo gráfico, pois uma vez que nossa curaapresenta-se apenas bidimensional, o foco gerado pelo refletor elíptico geramelhor cura.Já o refletor parabólico apresenta distribuição mais difusa da luz, sendo ade-quado à cura de aplicações mais tridimensionais.
Refletor elíptico Refletor parabólico
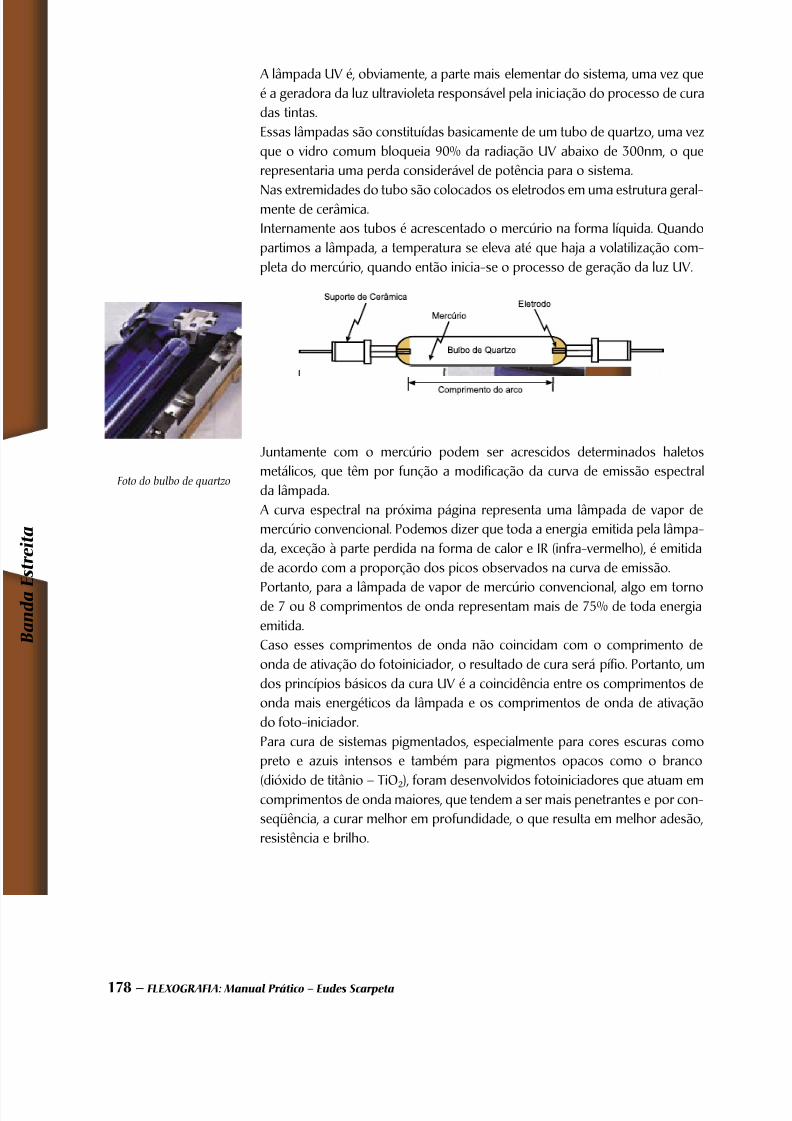
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 178/244
178 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
A lâmpada UV é, obviamente, a parte mais elementar do sistema, uma vez queé a geradora da luz ultravioleta responsável pela iniciação do processo de curadas tintas.Essas lâmpadas são constituídas basicamente de um tubo de quartzo, uma vezque o vidro comum bloqueia 90% da radiação UV abaixo de 300nm, o querepresentaria uma perda considerável de potência para o sistema.
Nas extremidades do tubo são colocados os eletrodos em uma estrutura geral-mente de cerâmica.Internamente aos tubos é acrescentado o mercúrio na forma líquida. Quandopartimos a lâmpada, a temperatura se eleva até que haja a volatilização com-pleta do mercúrio, quando então inicia-se o processo de geração da luz UV.
Juntamente com o mercúrio podem ser acrescidos determinados haletosmetálicos, que têm por função a modificação da curva de emissão espectralda lâmpada.A curva espectral na próxima página representa uma lâmpada de vapor demercúrio convencional. Podemos dizer que toda a energia emitida pela lâmpa-da, exceção à parte perdida na forma de calor e IR (infra-vermelho), é emitidade acordo com a proporção dos picos observados na curva de emissão.
Portanto, para a lâmpada de vapor de mercúrio convencional, algo em tornode 7 ou 8 comprimentos de onda representam mais de 75% de toda energiaemitida.Caso esses comprimentos de onda não coincidam com o comprimento deonda de ativação do fotoiniciador, o resultado de cura será pífio. Portanto, umdos princípios básicos da cura UV é a coincidência entre os comprimentos deonda mais energéticos da lâmpada e os comprimentos de onda de ativaçãodo foto-iniciador.Para cura de sistemas pigmentados, especialmente para cores escuras comopreto e azuis intensos e também para pigmentos opacos como o branco
(dióxido de titânio – TiO²), foram desenvolvidos fotoiniciadores que atuam emcomprimentos de onda maiores, que tendem a ser mais penetrantes e por con-seqüência, a curar melhor em profundidade, o que resulta em melhor adesão,resistência e brilho.
Foto do bulbo de quartzo

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 179/244
Capítulo 10 – Banda estreita – 179
Para coincidir o comprimento de onda das lâmpadas com os novos fotoinicia-dores, as lâmpadas de mercúrio passaram a ser “aditivadas” com outros metais,
principalmente gálio e ferro, na forma de Haletos.O resultado é uma expressiva mudança no espectro radiante da lâmpada, con-forme se observa no gráfico abaixo.
Com o advento das lâmpadas de gálio e ferro, houve melhora na cura dos pretos
e azuis, sem dúvidas as cores mais complexas em termos de cura, especialmenteem se tratando de tintas flexográficas (que estão entre as mais pigmentadas esão as mais líquidas dentre todos os principais processos de impressão, carac-terísticas que a tornam as mais complexas em termos de cura).No caso dos sistemas de banda estreita que apresentam serigrafia em conjuntocom a flexografia, as lâmpadas de haletos metálicos proporcionam igualmentemelhor cura em profundidade, especialmente desejável nos casos das grandesespessuras depositadas pelo processo serigráfico.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 180/244
180 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
A potência das lâmpadas U.V. dos equipamentos atuais situa-se entre 300W/pol (120 W/cm) e 450 W/pol (180 W/cm).
Contudo, aproximadamente 1/3 do total da energia radiante é efetivamente U.V.Caso o material seja termicamente instável, é recomendado isolar a emissão docalor, via refletores dicróicos, tubos de quartzo refrigerados ou qualquer outromeio, sendo um dos mais eficientes a cura da tinta com o substrato apoiadoem um cilindro refrigerado.
Electron beam
Conforme citado anteriormente, outra possibilidade de cura, além do sistema
ultra-violeta é o sistema de bombardeamento de elétrons – Electron beam – E.B.
Princípio de funcionamento do electron beam

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 181/244
Capítulo 10 – Banda estreita – 181
Para a geração do feixe de elétrons é criada uma grande diferença de potencial(DDP) entre o filamento e a grade extratora em meio a uma câmara de altovácuo.Esta DDP é da ordem de 150 kv para o caso de E.B. utilizados para cura detintas, coatings e adesivos de laminação, sendo considerados equipamentos debaixa energia para a aplicação gráfica.
Outras famílias de E.B. exigem muito maior DDP e projetam fluxos muito maisenergéticos para outros propósitos, como o tratamento de filmes, modifica-ções estruturais de superfícies, etc.Uma vez atingida a DDP suficiente para iniciar o feixe de elétrons, estes auto-maticamente são acelerados no vácuo e atravessam a grade extratora, a janelacom a folha de titânio responsável pela manutenção do vácuo e vão finalmenteatingir o substrato a ser curado.Ao atingir os materiais reativos no substrato, sejam eles tintas, vernizes, adesi-vos ou coatings, os elétrons provocam rompimento das duplas ligações (sis-tema de cura por radicais livres – mais comumente utilizado no mercado) e apolimerização dos monômeros e oligômeros presentes.As duplas ligações são muito sensíveis a qualquer tipo de energia e muito sen-síveis ao feixe de elétrons, sendo o resultado da ação do mesmo sobre estesmateriais muito rápido e eficiente.Mesmo sem a presença de fotoiniciadores, as velocidades possíveis de serematingidas com o E.B. de baixa energia podem superar os 500m/min, ainda queesteja ocorrendo aplicação de coating ou laminação simultânea.A cura dos adesivos de laminação adequados a esta tecnologia também é ins-tantânea, ficando os materiais, imediatamente após a cura, à disposição para opós-processamento, como refile, corte etc.O equipamento E.B. deve ser completamente blindado, geralmente com chum-
bo, pelo fato de que na geração do feixe de elétrons é também gerada radiaçãogama, que é bastante danosa a qualquer tecido vivo (esta, contudo, não apre-senta caráter nuclear, ou seja, uma vez cessada a sua geração, cessa tambémseu efeito).As pessoas tendem a confundir este tipo de radiação, que pode e é freqüente-mente utilizada para a esterilização de alimentos, com a radiação nuclear dosreatores e bombas atômicas que, além dos efeitos conhecidos, tendem a seacumular e irradiar ao longo do tempo.Os sistemas E.B. são bastantes seguros e apresentam dispositivos suficientespara garantir a operação segura dos mesmos.
Dentre as vantagens do E.B. destacam-se:
Possibilidade de cura, independentemente da cor;
Cura em grandes profundidades;
Dispensa uso de fotoiniciador, caso seja possível curar apenassob a radiação EB, o que reduz odor e elementos extraíveis após a cura;
Maior velocidade de cura.
As secagens U.V. e E.B. permitem excelente qualidade de impressão

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 182/244
182 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
Dentre as desvantagens destacam-se:
Maior custo de instalação (ao redor de US$ 500.000,00);
Normalmente só pode ser aplicado na saída da impressora,por isto é muito usado em sistemas offset.
Consumo de nitrogênio de alta pureza para cura.
Os equipamentos de cura E.B. apresentaram grande evolução tecnológica nosúltimos anos, de forma que hoje estão disponíveis equipamentos altamenteeficientes, compactos e a custo cada dia mais acessíveis.
Sistemas E.B. aplicadosa impressoras flexo
Pelos grandes benefícios aportados pelo E.B., que poderíamos resumir comosendo a apropriação das vantagens da tinta U.V. sem boa parte das suas des-vantagens, especialmente o custo, os possíveis contaminantes e a velocidadede processo, o E.B. tem sido cada vez mais estudado e já é aplicado em algu-mas impressoras, infelizmente a maioria offset e apenas em estudos e plantaspiloto de flexografia, mas com resultados animadores.Espera-se que com a adaptação e melhoria contínua tanto de máquinasimpressoras, como nos equipamentos de E.B., estes venham a ser realidade emprodução de embalagens já nos próximos cinco anos, especialmente em ban-
das largas de altíssima tecnologia e para produção de embalagens sofisticadasem termos gráficos e de altíssima performance.
Os equipamentos de impressão como este da Omet podem conter acabamento em linha para caixas

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 183/244
Capítulo 10 – Banda estreita – 183
É bom lembrar que o controle da temperatura nos sistemas de secagem é sem-pre recomendável, visto que o calor excessivo pode causar transtornos para ooperador. Além disso, deve-se sempre estar atento a resistências queimadas eoutros defeitos que poderiam por em risco o trabalho que está sendo feito.
Meio-corte dos rótulosApós a impressão será feito o corte (ou meio-corte) do rótulo. O objetivo é cortarapenas o suporte e não o “liner”, papel ou filme que fica no verso do auto-ade-sivo. Há cilindros feitos para o corte e em equipamentos modernos existem asfacas magnéticas que facilitam e dão maior precisão ao registro do corte.
Facas magnéticas são práticas e precisas
O “esqueleto”, que é a sobra, deverá ser separado para se obter uma bobinasomente com os rótulos cortados no formato.
Esquema da faca de corte

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 184/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 185/244
Capítulo 11 – Corrugados – 185

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 186/244
Neste capítulo você vai ver:
• Propriedades dos corrugados• Tipos de papelão ondulado• Terminologias comuns• Características dos equipamentos de impressão para corrugados• Controles aplicados na produção

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 187/244
Capítulo 11 – Corrugados – 187
enho certeza de que muitas informações que estão nos capí-tulos precedentes sobre impressão servem bem para estecapítulo também. Assim, não procuro agregar conceitos bási-cos muito peculiares da área de corrugados. Portanto, muitoscuidados e dicas sobre impressão para corrugados poderão
ser encontrados em diversas partes deste livro.O papelão ondulado tem aumentado seu campo de atuação. Diversos seg-mentos industriais estão procurando se adequar aos novos tempos quepedem maior cuidado com o meio-ambiente. O papel é totalmente reciclável ebiodegradável, fazendo com que seja preferido em muitos casos. Além disso,é leve e versátil. Porém, um dos inconvenientes é a qualidade de impressãosobre o papelão ondulado que, em muitos casos, deixa a desejar. De qualquerforma, os recursos técnicos têm aumentado muito e feito com que houvessenos últimos anos uma melhora considerável.
11•Impressãoflexo - Corrugados
Vista panorâmica da impressora de corrugados Martin 6 cores
Capítulo 11 – Corrugados – 187

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 188/244
188 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Algumas definições básicasna área de corrugados
O papelão ondulado
É a estrutura formada por um ou mais elementos (miolo) fixados a um ou mais
elementos planos (capas) por meio de adesivos aplicados no topo das ondas.
Tipos de papéis utilizados para confecção do papelão ondulado:
Pasta mecânica – As aparas são cozidas lentamente e em seguida moídas atétransformarem-se numa pasta para fabricação do papel semi-kraft.Papel kraft – A partir da celulose há um cozimento rápido e são adicionadosprodutos químicos. Possui boa resistência ao rasgo e a estouro.
Tipos de papelão ondulado Papelão ondulado capa simples - É a estrutura formada por um elementoondulado (miolo) colado a um elemento plano (capa).
Papelão ondulado de parede simples – O miolo está entre duas folhas(capas). Também conhecido como capa (face) dupla.
Capa
Miolo
Capa

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 189/244
Capítulo 11 – Corrugados – 189
Papelão ondulado de parede dupla – É a estrutura formada por três capascoladas a dois elementos ondulados (miolos) intercalados.
Papelão ondulado de parede tripla – É a estrutura formada por quatrocapas coladas a três elementos ondulados (miolos) intercalados.
Terminologia
Onda (flauta) – É a configuração geométrica dada ao miolo na máquinaonduladeira para posterior colagem das duas capas. O termo flauta (flute) éusado em inglês pelo formato característico.
Tipo deOnda
Espessura doPapelão Ondulado
N° de ondasem 10 cm
A 4,5mm/5mm de 11 a 13
C 3,5mm/4mm de 13 a 15
B 2,5mm/3mm de 16 a 18
E 1,2mm/1,5mm de 31 a 38
TIPOS DE ONDAS
As espessuras do papelão ondulado variam de acordo com o fabricante e otempo de “vida” do rolo ondulador. É o que mostra o quadro a seguir:
Observações:• As ondas C e B são normais de linha de produção para parede simples.• A onda BC, junção de B e C, é normal de linha de produção para parededupla. O sentido de ondulação é uma característica importante para o bomdesempenho da embalagem de transporte de papelão ondulado, principal-mente em estocagem. As ondulações devem ficar na vertical, pois, no caso,funcionam como pilares de suporte de um edifício.
F O N T E : A B P O
As ondas podem ser de diversos formatos (A, B, C, E, F etc) A onda “A” foi a primeira a ser desenvolvida e é a mais comum. A onda “B” foi a próxima a ser desenvolvida efoi menor que a “A”. A onda“C” ficou entre as duas no
tamanho e as ondas “E” e “F” são menores ainda
FE
C
B
A

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 190/244
190 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Miolo – É o elemento ondulado do papelão ondulado. Por extensão chama-semiolo ao papel usado para esta finalidade.
Capa – É o elemento (ou os elementos) plano do papelão ondulado. Por exten-são chama-se capa o papel ou cartão usado para esta finalidade.
Tipos de Caixas – As caixas podem ser: Caixa Normal, Caixa Normal AbaTotal, Caixa Corte/Vinco, Caixa Telescópica – Tampa/Fundo, Envoltórios . Acessórios – Alguns acessórios para as caixas são: Tabuleiros igualadores deabas, separadores, cintas, divisões, bandejas, cantoneiras e chapas.
Controle da Qualidade do Papelão Ondulado
Gramatura – Peso de 1 metro quadrado de papelão ondulado (estão incluí-dos os pesos das capas, papel miolo e da cola).
Arrebentamento – Resistência do papelão ao estouro através do aparelhoMüllen Test.
Esmagamento – Resistência ao deslocamento entre as capas e o ondulado.
Resistência à compressão da coluna – Resistência à compressão de umcorpo de prova de papelão ondulado, com a largura em posição perpendicularas placas compressoras e expressa em kgf/cm².
Espessura – Medida em mm usando-se o micrômetro
Obs.: testes realizados após 24 horas do papel ondulado a temperatura de 20ºC e 65ºC de umidade relativa e realizado sob estas condições.
Desenvolvimento deembalagens e estruturas
Para a empresa que fabrica seu próprio papelão com onduladeiras e máqui-nas de acabamentos, fica mais fácil desenvolver produtos específicos para asnecessidades da indústria em geral. Hoje o desenvolvimento de caixas é feitocom modernos equipamentos que fazem protótipos, poupando assim muitotempo em pesquisa e desenvolvimento.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 191/244
Capítulo 11 – Corrugados – 191
O papelão ondulado permite versatilidade em atender diversos segmentos industriais
A impressãoO princípio da impressão em flexografia corrugado é o mesmo que qualqueroutro sistema e consiste em um clichê colado num cilindro que é entintadocom tinta líquida. O clichê transfere a tinta ainda úmida para o papelão ondu-lado. Devido à característica do papelão, a tinta seca por penetração no papel,mas também um sistema de secagem com ar facilitará a secagem até a chapachegar no grupo impressor seguinte. Um cuidado muito especial na impressãoé que o clichê não pode esmagar as ondas do miolo do papelão ondulado.Por isso é que os clichês para impressão de corrugados possuem dureza muitobaixa, como 35º Shore “A”, em espessuras normalmente grandes (3,94mm ou5mm) em relação aos clichês para banda larga e estreita. Outra caracterísica éque as tintas são à base de álcool ou água. Como a espessura das chapas podevariar em função do tipo de papelão ondulado (parede simples, dupla etc), aimpressora permite também fazer esse ajuste importante.
Máquina Impressora Bobst – preocupação com acústica

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 192/244
192 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
O sistema pode ter a entintagem por rolos dosadores ou uma câmara comlâminas raspadoras (encapsulado), como no esquema abaixo.
O número de grupos impressores pode variar de 4 a 8 unidades, sendo quea tendência é que as caixas de papelão tenham cada vez mais cores, necessi-tando assim de maiores recursos para imprimir com qualidade. A vantagem deequipamentos com 8 grupos impressores é que se pode separar as retículas etraços finos de chapados e/ou traços grossos.Essencialmente as máquinas de flexografia possuem os seguintes elementos,
que serão analisados um a um: sistema de entrada (alimentação) e saída dasfolhas de papelão, grupos impressores, sistema de secagem e exaustão.
Sistema de entrada (alimentação)
As máquinas de flexografia são alimentadas em folhas (chapas). Requer-sebom controle na entrada de máquina, uma vez que o papelão ondulado emchapas deve ser mantido constante em toda a extensão da impressora. Naentrada fica o “eliminador de resíduos”, cuja função é eliminar pó de papelão
ou mesmo pequenos pedaços de papelão que podem ficar na superfície a serimpressa e causar desde pequenas falhas de impressão até a perda de clichêsno caso de objetos maiores passarem entre o clichê e a chapa.Alguns cuidados com as folhas são: alinhamento, ligeira inclinação da pilha,manutenção constante da pilha, observação de folhas irregulares, eliminarfolhas muito abauladas.
O esquema mostra a entrada e a saída da tinta no sistema encapsulado, que possui o mesmo princípio dos outros processos, como banda larga e estreita

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 193/244
Capítulo 11 – Corrugados – 193
Detalhe do aspirador de resíduos de papelão ondulado
Grupo impressor
Grupo impressor é onde a imagem é formada. A passagem de um grupo paraoutro é feita de forma que a folha de papelão não se movimente. Para que aimpressão fique com registro em todas as cores, o transporte é feito com oauxílio de roletes e sistema pneumático (vácuo).
Esquema de entrada da impressora de papelão ondulado.O “M” indica o sistema de transporte das folhas soltas.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 194/244
194 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
Operador colocando o clichê no grupo impressor – fácil acesso.
Note que o clichê está colado sobre uma folha de poliéster e
é preso por meio de pinças
Neste equipamento da KBA o sistema de entintagem (anilox e facas) está na parte inferior. A chapa será impressa na parte superior e passará “prensada” junto ao clichê entintado. Por meio de sucção, a chapa passará para o próximo grupo impressor.Este equipamento é utilizado para grandes formatos de caixas

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 195/244
Capítulo 11 – Corrugados – 195
Normalmente as tintas são à base de água e necessitam assim de bom controlede pH e viscosidade que pode ser feitos manualmente ou de forma automá-tica. Algumas máquinas podem incluir um sistema de lavagem automática dogrupo impressor após a impressão.
Esquema de grupo impressor diferente, onde o sistema de impressão está na parte superior e a chapa seráimpressa na parte inferior.
Sistema deentintagem
Guias
Anilox
Clichê e
Porta-clichêsChapa de papelãoa ser impresso

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 196/244
196 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
No sistema doctor blade (encapsulado) nas máquinas de impressão de corru-gados, utiliza-se com grandes vantagens facas de material plástico, como as
que observamos no detalhe acima. Isso se dá porque a tinta à base de águaé alcalina, e ataca as facas de aço. No caso de se utilizarem facas de aço, elasdevem possuir tratamentos anti-corrosão.
Sistema de saída
Após a impressão da última cor, as chapas entrarão num processo de corte,dobra (vinco) e colagem. Dessa forma é possível ter todas as caixas pré-for-madas prontas para serem embaladas e enviadas aos clientes que farão a
montagem das mesmas e colocarão seu produto dentro delas.
Exemplo de caixa impressa e aberta com todos os cortes e vincos

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 197/244
Capítulo 11 – Corrugados – 197
Operador prepara as facas de corte e vinco neste equipamento da KBA
O equipamento pode incluir um moderno sistema de facas e contra-facas, guias e sistema de remoção do refile já cortado

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 198/244
198 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
g
A impressora pode ou não ter um sistema em linha como este da foto. Depois de cortada e vincada, a chapa será dobrada automaticamente como na seqüência acima
As chapas, agora já em formato de caixas cortadas,vincadas e coladas estão prontas para o envio aos clientes
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 199/244
Capítulo 12 – Problemas e Soluções – 199

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 200/244
Neste capítulo você vai ver:
• Os principais problemas relacionados aos processos de impressão flexo e possíveis soluções

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 201/244
Capítulo 12 – Problemas e Soluções – 201
ormalmente quando um problema surge na impressão, elenão é resultado somente do processo de impressão em si.Muitas vezes está relacionado aos processos que antecedem
ou servem de apoio à impressão. Vejo a impressão como umaorquestra em que todos os instrumentos tem que estar afina-dos e em que é necessário alguém para reger. Assim, nessa analogia, cada ins-trumento é uma parte do processo que deve ser visto de forma sistêmica, istoé, como um todo. É também preciso entender que cada impressora, em cadaempresa, é um organismo vivo e único, igual a um ser humano. Quais seriam,então, esses instrumentos da orquestra da flexografia? São: o anilox, a fitadupla-face, a impressora (com suas engrenagens, rolamentos, eixos, secagem,alinhadores, peculiaridades, desgastes, etc), a tinta, o porta-clichês (camisas ounão), o material etc. Sim, tudo isso precisa trabalhar junto e o operador deveser o grande maestro dessa orquestra.
Cada coisa precisa estar em seu lugar para que tudo funcione perfeitamente.Além disso, o operador, como um maestro, precisa ter muitos anos de estudoe, acima de tudo, prática. Precisa ser cuidadoso, metódico, organizado e eficazna resolução de problemas. Os problemas só poderão ser resolvidos se hou-ver o conhecimento de como fazer as coisas. De qualquer forma, coloco nessecapítulo algumas dicas de soluções de problemas que normalmente surgemna flexografia. Os problemas podem ser agrupados em categorias, conformesuas causas mais prováveis.
12•Problemascomuns na impressãoe soluções práticas

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 202/244
202 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
ç
Se a causa raiz for encontrada, a solução fica mais fácil, pois na maioria dasvezes a descoberta da causa raiz leva imediatamente à solução do problema.Porém, o que vi em dezenas de empresas é que um problema surge e, depoisde muito gasto de tempo, insumos e estresse, o problema é resolvido portentativa e erro, que é o método preferível de quase todos os operadores etécnicos (até porque só conhecem esse método). Bem, ouvi uma frase certa vez
que dizia: “se a única ferramenta que você tem é o martelo, todo problema quesurgir você pensa que é prego”.
Infelizmente, essa é a realidade do mercado. Não há metodologia na resoluçãode problemas e quando esses são resolvidos, não são feitas quaisquer ano-tações ou registros para quando ele surgir novamente. Quando o problemavoltar (e tenha certeza, isso ocorrerá na maior parte das vezes porque não hápadronização da melhoria conseguida) ninguém saberá como foi resolvido, enovamente todos irão para a tentativa e erro. É incrível, mas se você, leitor, édo ramo, sabe do que estou falando.
Neste capítulo sigo o critério de avaliação do impresso para, a partir daí, dar
as possíveis causas e prováveis soluções. O leitor perceberá que falo muito deações preventivas, tanto de manutenção quanto de operação mesmo. Isso sedá porque quero enfatizar que não basta saber o que fazer para corrigir o pro-blema no momento em que ele ocorre, mas que também se deve prevenir asreincidências dos mesmos. A idéia é a de padronizar a melhoria conseguida.
Perceberá também durante a leitura e/ou consulta desse capítulo que todosos problemas estão em apenas 7 grandes grupos: tinta, substrato (material),anilox, máquina (rolamentos, roletes, secagem, controles de tensão), mão-de-obra, clichê e dupla-face.
Esse livro não tem a pretensão de ser a última palavra em flexografia. Longedisso, pois o objetivo é que ele sirva de início para que cada técnico, operador eprofissional da área tenha um senso crítico e comece (se é que ainda não o faz)a estudar mais profundamente seu processo. Por isso é que deixo algumas linhasem cada item para que você complemente com sua experiência do dia-a-dia.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 203/244
Capítulo 12 – Problemas e Soluções – 203
1- Falhas de Impressão
O que é:Durante a produção ocorre, no impresso, a ausência de tinta em áreas de imagem.
Prováveis Causas:
Pressão de impressão insuficiente.
Pressão de entintagem (anilox) insuficiente.
Falta de tinta ou a tinta está acabando no reservatório.
Fluxo de tinta insuficiente na passagem da mangueira para o encapsulado.
Clichê desgastado.
Excentricidade do eixo.
Falta ou falha de tratamento no material plástico (substrato).
Acrescente aqui sua provável causa: _________________________________
________________________________________________________________
Possíveis soluções:
É importante criar uma sistemática para evitar o problema. Esse defeito édifícil de se perceber especialmente se ele aparece e desaparece durantea produção. Uma forma de prevenir é checar todos os itens como anilox,clichês, cilindros e camisas.
Outra solução viável é utilizar sistema de vídeoinspeção que permite visualizar a impressão.
Equipamentos de detecção de defeitos tambémpodem ajudar como o Vigitek, AVT ou BST.
Verificar tratamento e, caso tenha problemas,trocar o material ou tratá-lo novamente.
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 204/244
204 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
ç
2 - Variação de registro
O que é:As cores variam durante a impressão alterando o visual e fugindo do padrãode cores e o especificado pelo cliente.
Prováveis Causas:
Excentricidade do porta-clichês.
Desgaste dos rolamentos de porta-clichês e de outras partes móveis da máquina.
Desgaste das engrenagens do sistema de
impressão (porta-clichê, contra-pressão e anilox). No caso de corrugados, podem ser as guias com folgas ou faltantes.
Cilindro prensa (traino) que fica apoiado sobre o tambor central não estábem fixado e não prende o suficiente o material que está sendoimpresso, ou a borracha desse cilindro já está gasta.
Excesso de tensão de puxada da bobina.
Colagem errada. Pode acontecer que a colagem pareçacorreta, mas que durante a produção haja variação.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções:
Como normalmente essa variação está ligada a folgas, a idéia é aprevenção. Nada substitui a manutenção preventiva de todosos cilindros, rolamentos, roletes e de todo sistema de impressão.
Verifique sempre se a máquina está nas condições padrãode impressão (tensão de embobinamento, puxadores etc.).
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 205/244
Capítulo 12 – Problemas e Soluções – 205
3 – Tinta U.V. não cura (seca)
O que é:A tinta não cura e pode ser facilmente removida pelo contato com própriomaterial embobinado ou na própria impressora ou rebobinadeira.
Prováveis Causas:
Falta ou desbalanceamento do fotoiniciador.
Lâmpada de U.V. com baixa intensidade ou desligada.
Lâmpada suja com poeira ou mesmo tinta.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções:
Trocar a tinta por outra dentro dos padrões estabalecidos pelo fabricante.
Checar o funcionamento e a eficiência da lâmpada usando um luxímetro. Manter plano de limpeza periódica do sistema de lâmpadas.
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________
4 – Cor lavada em
relação ao padrãoO que é:A cor possui aspecto lavado (esbranquiçado) e abaixo do padrão mínimo.
Prováveis causas:
Excesso de diluição da tinta com solvente.
Uso excessivo de verniz de corte na tinta.
Anilox entupido ou gasto.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis Soluções:
O controle da viscosidade é fundamental para a manutenção da cordurante a impressão.
Se o anilox entupir, deve-se lavá-lo ou, enquanto isso, trocá-lopor outro limpo. Checar sempre o volume do anilox para quepossua condições ideais para carregar o volume correto de tinta.
Acrescente aqui sua possível solução: _______________________________ _____________________________________________________________

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 206/244
206 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
ç
Prováveis causas:
Desbalanceamento da secagem entre as tintas. A regra diz que a primei-ra cor deve possuir secagem mais rápida que a segunda. A segunda devepossuir secagem mais rápida que a terceira e assim sucessivamente. Isso sechama “escalonamento de secagem” e quando a segunda tinta seca mais
rápido que a primeira, ela tende a arrancá-la, pois aquela ainda não secou. Secagem entre cores ineficiente.
Saturação de solvente no ar nas imediações da área de impressão porquea exaustão está ineficiente. Se o ar saturado não é removido, a secagemserá ineficaz. Talvez alguém fechou a saída da exaustão.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções:
Escalonar a secagem das tintas corretamente.
Se possível, trocar o grupo impressor e colocar cores que se sobrepõem,distantes uma da outra. Por exemplo, o problema pode ser entre a quintae sexta cores numa impressora de 8 cores e o serviço é de 6 ou 7 cores.Tente mudar a segunda cor para o sétimo ou oitavo grupo impressordeixando um espaço maior para secagem entre eles.
Cheque o sistema de secagem entre cores,pois muitas vezes esses podem estar fechados.
Mantenha o sistema de exaustão entre cores sempre aberto.
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________
5 – Falha na sobreposiçãode tintas (trapping da tinta)
O que é:Quando mais de uma tinta se sobrepõe a outra, e uma arranca a outra.
A cor subseqüente (ponto) arranca a tinta que foi impressa antes.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 207/244
Capítulo 12 – Problemas e Soluções – 207
6 – Variação da cor durantea impressão (color shifting)
O que é:A cor muda de tom e/ou força durante a impressão. Esse defeito pode ocorrerdurante uma produção inteira ou mesmo dentro de uma mesma bobina. Àsvezes pode acontecer de modo sutil e em cores terciárias como os marrons everdes olivas.
Prováveis causas:
Variação da viscosidade durante a produção.
Excesso de solvente na correção da viscosidade por parte do operador.
Contaminação de tinta. Talvez o grupo acima da cor contaminada estejavazando tinta sobre o anilox no caso de máquinas com tambor central.
Entupimento do anilox.
O desgaste do clichê, especialmente nas áreas de retícula, também pode
causar a variação, pois conforme há o desgaste os pontos ficam maiores,aumentando, assim, a área impressa e conseqüentemente mudando a cor.
Excesso de pressão de impressão ou de entintagem por parte dooperador. Durante a produção pode ser que a dupla-face cedeu e ooperador teve que refazer ajustes de pressão de impressão e pressãode entintagem gerando um esmagamento dos pontos, o quecausa uma área impressa maior, alterando a cor.
Variação do registro de cores. A variação pode ser muito pequena (cerca de50 micras), porém o suficiente para se perceber a variação da cor.
Acrescente aqui sua provável causa: _________________________________
________________________________________________________________
Possíveis soluções:
O uso de viscosímetros eletrônicos reduzem muito a variação, pois fazema correção da viscosidade automaticamente.
Se não for possível o uso de viscosímetros eletrônicos, então deve-sepadronizar a verificação da viscosidade em períodos como, por exemplo,de 30 em 30 minutos, ou de hora em hora.
Verificar se o anilox está entupido e, se estiver, trocá-lo ou limpá-lo.
Caso o clichê possua um desgaste, trocá-lo. Além disso, se é sabido qual
o desgaste natural do clichê e a produção exceder o limite do clichê, jádeixar um jogo de clichês reserva colado, de preferência.
O operador deve ficar atento a reacertos, caso sejam necessários, para que semantenha sempre o mesmo padrão de pressão de impressão e entintagem.
No caso dessa variação deve-se certificar que o registro nãovarie. Uma opção é utilizar dispositivos na impressora dotipo folga zero, que são acessórios que evitam quaisquerfolgas nas engrenagens do sistema impressor.
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 208/244
208 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
ç
7 – Variação do passo da fotocélula
O que é:Durante a produção se detecta que o passo da fotocélula aumenta e diminuino espaço de alguns metros ou repetições.
Prováveis causas: Desregulagem do sistema de tensão da máquina por problemas eletrôni-
cos, mecânicos ou simplesmente má regulagem por parte do operador.
Em trabalhos com duas ou mais repetições no perímetro docilindro/camisa, se a colagem não for muito bem dividida (e essadivisão deverá ser exata), conforme há a impressão hátambém um acúmulo do erro da diferença de colagem.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções: Conferir a regulagem e verificar se as células de carga e todos os dispositi-
vos que mantêm a tensão na máquina estão funcionando corretamente.
Descolar e montar novamente o serviço respeitando a divisão milimetrica-mente.
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________
8 – DecalqueO que é:Parte da tinta fica presa no verso do material.
Prováveis causas:
O decalque possui em princípio as mesmas causas do bloqueio, isto é,está relacionado com sistemas de secagem da impressora e velocidade desecagem da própria tinta e tensão de desbobinamento e embobinamento.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções:
Em equipamentos para a impressão de coextrusados paraautoclave é comum utilizar amido antes de a bobinaser embobinada para que não grude.
Veja mais dicas e soluções no ítem 10 – Blocagem (blocking).
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 209/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 210/244
210 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
ç
10 – Blocagem (blocking)
O que é:O filme impresso e bobinado cola no verso do filme tornando inviável o uso dabobina, pois em graus extremos o filme nem desbobina, formando um bloco.Pode ocorrer em graus diferentes, com maior ou menor intensidade. O menor
grau é chamado de “decalque” e tem a mesma fonte de causa (ver item 8).
Prováveis causas:
Em geral, a blocagem tem como causa raiz a má secagem datinta ou verniz, que pode ser da máquina ou da própria tinta.
Temperaturas de secagem (final e entre cores) fora doespecificado ou abaixo do necessário para secar a tinta.
Falta de resfriamento do tambor central. Falta de resfriamento dacalandra de resfriamento na saída da impressora causandoum embobinamento a quente do filme impresso.
Tinta com balanceamento ruim da secagem ou tintamuito retardada em relação a velocidade da impressora.
Excesso de tensão de embobinamento também pode causar a blocagem.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções:
Checar todo sistema de secagem: entre-cores, secagem final e calandrasde resfriamento. Verificar temperatura e se estão funcionando ou não.
No caso do entre cores, se o sistema de exaustão
e abertura de ar está correta ou não. Fazer balanceamento da secagem da tinta de modo a compatibilizar a
velocidade da impressora com a tinta. A tinta que roda a 150m/min não éa mesma que roda a 250m/min. Maior velocidade, tinta mais acelerada.
Regular a tensão de desbobinamento e embobinamento. Checartambém se as células de carga e controladores de tensãoestão funcionando corretamente.
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 211/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 212/244
212 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
ç
12 – Moiré no impresso
O que é:Na sobreposição da retícula aparece o fenômeno do moiré. Às vezes aconteceinclusive na tinta branca.
Prováveis causas:
Ângulo da retícula do clichê menor que 30º que é o recomendado.
Anilox com lineatura menor que 3 vezes a lineatura do clichê. Quando se utilizam dois brancos chapados com as bordas em
degradê, pode acontecer que uma tinta arranque a outra exatamentena área de retícula. Quando os pontos saem, deixam um pequenofuro no lugar do ponto da retícula que contrasta com a outraretícula do branco e isso causa o visual do moiré.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções:
Conferir e corrigir todos os ângulos da retícula para que fiquem separa-dos em 30º. A exceção é o amarelo que em relação às outras pode ficarem 15º, pois é um cor clara (embora o moiré exista, o olho humano não écapaz de perceber).
Evitar lineatura de anilox e lineatura do clichê menor que 4 x 1. O ideal éuma proporção de 5 x 1.
Quando o problema é entre dois brancos, por exemplo, deve-se acertar asecagem da tinta. A primeira cor deve ser mais secativa que a segunda.
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 213/244
Capítulo 12 – Problemas e Soluções – 213
13 – Riscos no impresso
O que é:Linhas verticais ou horizontais aparecem no impresso. É mais comum linhasverticais que seguem o sentido longitudinal do material.
Prováveis causas:
Se o risco vertical é em apenas uma cor, então pode ser a faca dosistema doctor blade com dente ou com pequena quebra, ou opróprio anilox que está riscado. O clichê também pode ter um risco.
Se o risco vertical está em todas as cores, pode ser que o material,antes ou depois de impresso, esteja passando por algum rolete fixoporque travou o rolamento, ou a passagem do mesmo está errada.
Quando o risco for horizontal, a causa pode ser um risco de estileteou outro objeto cortante no tambor central ou contra pressão.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções:
Conferir faca, anilox clichês. Não há outro meio a não ser trocar o itemque está defeituoso.
Conferir o percurso do material na máquina e descobrir o pontoonde o risco começa. Se for um rolete travado, deve-se corrigir,e fazer o mesmo no caso de uma passagem errada.
No caso de risco no tambor central ou contra pressão seránecessário reparar o dano de forma especial (veja asdicas no item 9 – Manchas e borrões no impresso).
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________
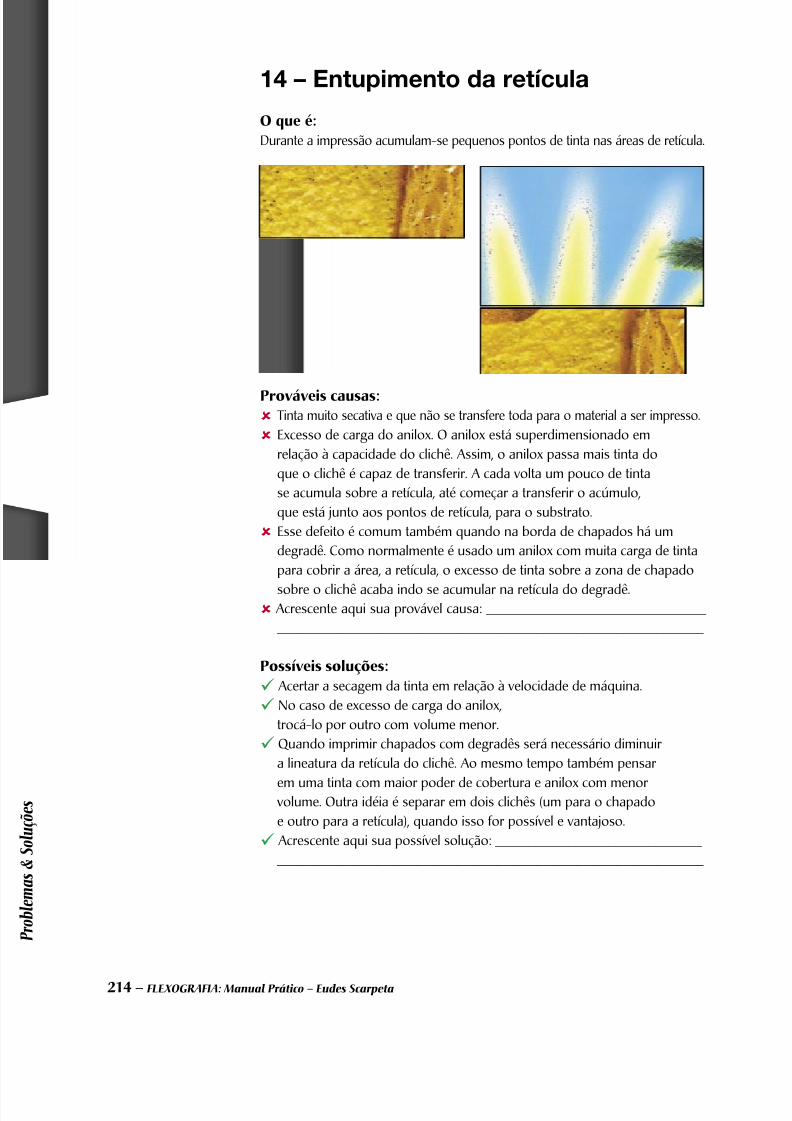
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 214/244
214 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
ç
14 – Entupimento da retícula
O que é:Durante a impressão acumulam-se pequenos pontos de tinta nas áreas de retícula.
Prováveis causas: Tinta muito secativa e que não se transfere toda para o material a ser impresso.
Excesso de carga do anilox. O anilox está superdimensionado emrelação à capacidade do clichê. Assim, o anilox passa mais tinta doque o clichê é capaz de transferir. A cada volta um pouco de tintase acumula sobre a retícula, até começar a transferir o acúmulo,que está junto aos pontos de retícula, para o substrato.
Esse defeito é comum também quando na borda de chapados há umdegradê. Como normalmente é usado um anilox com muita carga de tintapara cobrir a área, a retícula, o excesso de tinta sobre a zona de chapado
sobre o clichê acaba indo se acumular na retícula do degradê. Acrescente aqui sua provável causa: _________________________________
________________________________________________________________
Possíveis soluções:
Acertar a secagem da tinta em relação à velocidade de máquina.
No caso de excesso de carga do anilox,trocá-lo por outro com volume menor.
Quando imprimir chapados com degradês será necessário diminuira lineatura da retícula do clichê. Ao mesmo tempo também pensar
em uma tinta com maior poder de cobertura e anilox com menorvolume. Outra idéia é separar em dois clichês (um para o chapadoe outro para a retícula), quando isso for possível e vantajoso.
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 215/244
Capítulo 12 – Problemas e Soluções – 215
15 - Ganho de ponto excessivo
O que é:O ponto no impresso está muito maior que o padrão. É importante enten-der também que o ganho de pontos sempre ocorrerá e deve ser conhecidoe controlado durante todos os processos de produção (confecção do clichê
e impressão). O problema acontece quando o ganho é excessivo, quer dizer,além do que era conhecido e controlado.
O tamanho original do ponto é indicado pelo círculo vermelho.O que passar é ganho de ponto
Prováveis causas:
Excesso de pressão de impressão. Excesso de tinta.
Desgaste da retícula do clichê.
Se o ponto estiver ovalizado no sentido longitudinal, a provável causa éque o diâmetro primitivo da engrenagem está fora. Os dentes daengrenagem podem estar gastos. Clichê com espessura acima ou abaixodo normal. Dupla-face com espessura acima ou abaixo do normal.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções:
Reajustar a pressão de impressão, ver se há excesso de tinta e corrigir.
Se houver um desgaste da retícula do clichê, será necessário trocá-lo.
Quando o diâmetro primitivo estiver fora, deve-se corrigir atacando acausa raiz como engrengem, dupla-face ou mesmo o clichê.
Veja o capítulo 3 – Pré impressão de flexografiasob o tópico ganho de pontos e como corrigi-lo.
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________
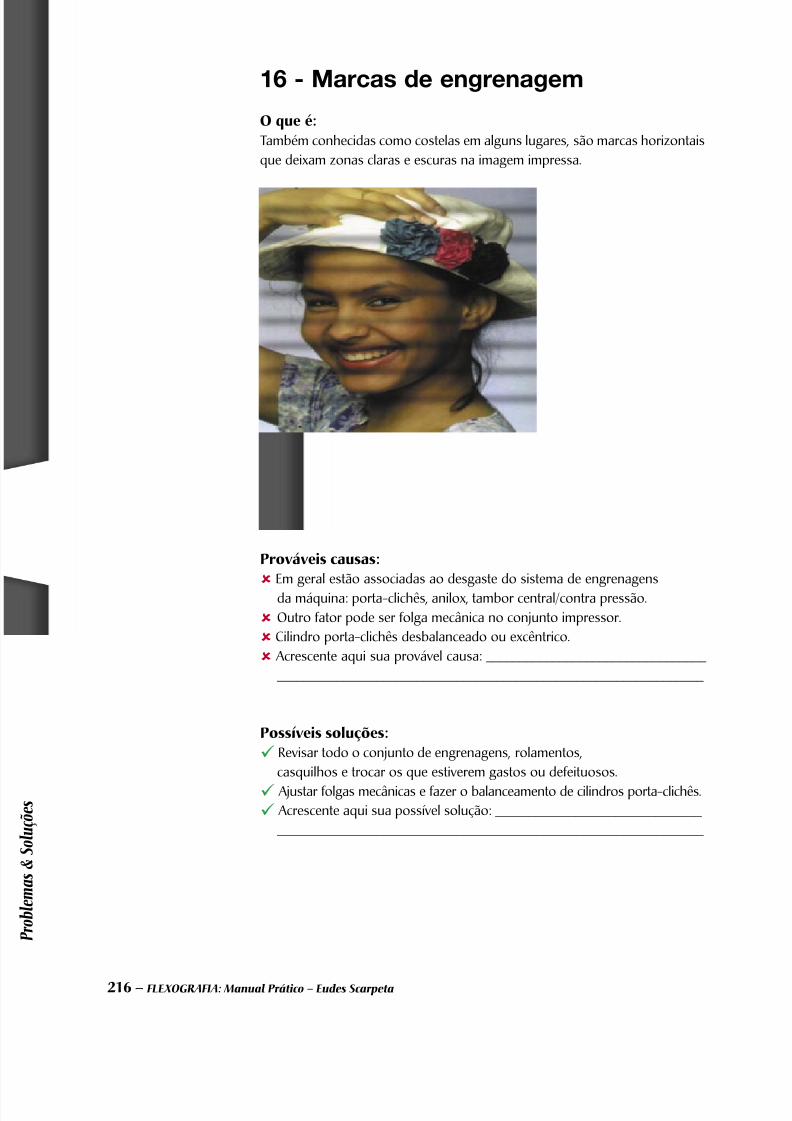
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 216/244
216 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
ç
16 - Marcas de engrenagem
O que é:Também conhecidas como costelas em alguns lugares, são marcas horizontaisque deixam zonas claras e escuras na imagem impressa.
Prováveis causas:
Em geral estão associadas ao desgaste do sistema de engrenagensda máquina: porta-clichês, anilox, tambor central/contra pressão.
Outro fator pode ser folga mecânica no conjunto impressor.
Cilindro porta-clichês desbalanceado ou excêntrico.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções:
Revisar todo o conjunto de engrenagens, rolamentos,casquilhos e trocar os que estiverem gastos ou defeituosos.
Ajustar folgas mecânicas e fazer o balanceamento de cilindros porta-clichês. Acrescente aqui sua possível solução: _______________________________
________________________________________________________________

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 217/244
Capítulo 12 – Problemas e Soluções – 217
17 - Fotografia (fantasma)
O que é:Este defeito de impressão tem a aparência de uma imagem fraca sobre áreas detraços grossos e chapados. A Fotografia ou fantasma possui sempre a mesmasombra de cor e é mais comum sua visualização em cores escuras, embora o
efeito possa aparecer em qualquer cor.
Prováveis causas:
Às vezes esse defeito é associado a baixo volume de anilox.
Tinta muito secativa.
Ar sobre o anilox.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções: Mudar anilox para um com maior volume de tinta.
Retardar a secagem de tinta.
Verificar se não há excesso de ventilação e se a mesmaestá sobre o anilox fazendo secar a tinta dentro dos alvéolos.
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 218/244
218 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
ç
18 - Chapado semcobertura ou furando
O que é:Chapados ou áreas de traços grossos não possuem uma uniformidade naimpressão. É como se o chapado possuísse retícula.
Prováveis causas:
O uso de dupla-face macio demais parachapados pode ocasionar esse defeito.
Anilox com pouco volume.
Superficie do clichê apresenta tendência de repelir a tinta,especialmente as à base de água. Isso pode acontecer senão tiver sido dado o acabamento do clichê corretamente.
Viscosidade alta da tinta.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções:
Usar dupla-face mais rígido em chapados e traços grossos.
Trocar anilox por um com maior cobertura.
Trocar clichê com acabamento correto.
Diluir a tinta para facilitar o espalhamento sobre a superfície do clichê.
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 219/244
Capítulo 12 – Problemas e Soluções – 219
19 – Mudança de contrastedurante a produção
O que é:O contraste da imagem impressa, quer dizer, a diferença entre as áreas claras eescuras, muda, normalmente passando para cores mais escuras.
Prováveis causas:
Variação da força da cor da tinta em decorrência do aumento da viscosidade.
Desgaste natural do clichê em longas tiragens. Os pontos ficammaiores, aumentando assim a área coberta, especialmentenas mínimas áreas de retícula, achatando a imagem.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções:
Acertar e manter a viscosidade ao longo da tiragem.
Trocar o clichê deficiente.
Acrescente aqui sua possível solução: _______________________________
________________________________________________________________
Imagem normal Contraste alterado depois de altas tiragens

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 220/244
220 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
ç
20 - Pontos da retículafalham (missing dots)
O que é:Pequenos pontos na área de retícula não imprimem. Normalmente em áreasclaras ou de médios tons na imagem.
Prováveis causas:
Desgaste natural do clichê em longas tiragens. O efeito ocorre maisnas áreas de mínima porque os pontos são mais frágeis nessas áreas.
Arrancamento no momento de limpeza do clichê por parte do operador.Talvez tenha usado uma escova muito agressiva.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções: Trocar o clichê e fazer levantamento de quanto dura um clichê por produ-
ção. Se for o caso manter clichês reservas. Se o desgaste do clichê for pre-maturo, então deve-se avaliar as condições em que foram feitos na clicheria.
O operador deve ser muito cuidadoso na limpeza dos clichês. Convémavaliar o tipo de escova que se está usando. Uma sugestãoé utilizar escova para cabelo de neném, que é bem macia.
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 221/244
Capítulo 12 – Problemas e Soluções – 221
21 - A tinta perde (ou muda)a cor depois de impressa
O que é:Dias ou até mesmo horas depois da impressão algumas cores mudam ouesmaecem. O efeito aparece também depois de exposição à luz.
Prováveis causas: Normalmente esse defeito está associado à falta de resistência à
luz do pigmento utilizado na formulação da tinta. Deve-se,então, conferir o grau de resistência à luz do pigmento utilizado.
Outra provável causa é a utilização de resinas com cadeiasaromáticas como as fumáricas, fenólicas e alquídicas quetendem a amarelar cores, como, por exemplo, o branco.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções: Trocar o pigmento por outro mais resistente à luz.
Trocar a resina por resinas de sistema alifático como as de nitro celulose.
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________
Cor normal Neste exemplo o magenta perdeu a cor

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 222/244
222 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
ç
22 - Variação de COF
O que é:O COF (Coeficiente de Fricção) também chamado de deslizamento do materialque varia durante a produção. Pode ficar alto ou baixo em relação ao padrão.
Prováveis causas: Desequilíbrio na extrusão do material plástico (polietileno, polipropileno).
Pode ser também que a tinta esteja roubando o aditivo (deslizante)do material, deixando-o, assim, com COF mais alto.
O contrário também é verdadeiro, ou seja, omaterial pode roubar deslizante do material.
A própria tinta pode estar desbalanceadacausando um COF maior ou menor.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções:
Caso o problema esteja no material, deve-se refazê-lo corrigindo a falha.
Se for a tinta, então deve-se trocá-la por outra comformulação correta ou corrigir a que está em máquina.
Se o material já estiver impresso e o problema surgir horasdepois da impressão, então pode-se tentar aplicar umverniz ou uma substância que abaixe o COF do material.
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________
Aparelho para medir o COF

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 223/244
Capítulo 12 – Problemas e Soluções – 223
23 - Impressão sembrilho (fosca) – Blushing
O que é:O impresso tem aspecto fosco e sem brilho, embora não tenha mudado a cor.
Prováveis causas:
Se estiver usando verniz na última cor,pode ser que o mesmo esteja muito diluído.
Se não possui verniz, a própria tinta está desbalanceada.
Calandra final de água gelada pode estar desligada. Para queo brilho ressalte é importante que o material tenha umchoque térmico quando chega quente à calandra.
Tinta com secagem muito acelerada. Quando o solventeevapora muito rápido ele rouba calor da superfície da películade tinta que seca antes de as moléculas se acomodarem,
gerando uma característica esbranquiçada no impresso. Acrescente aqui sua provável causa: _________________________________
________________________________________________________________
Possíveis soluções:
Verificar viscosidade e condições de diluição do verniz.
Verificar as condições de todas as tintas oudaquelas que estão apresentando o problema.
Conferir se as todas as calandras de água gelada estão ligadas ouse estão funcionando normalmente e corrigir caso não estejam.
Verificar e corrigir secagem da tinta deixando-a mais retardada. Acrescente aqui sua possível solução: _______________________________
________________________________________________________________

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 224/244
224 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
ç
24 - Código de barras não lê
O que éDepois de impresso o aparelho de teste do código de barras acusa erro. Esseproblema é mais comum na flexografia que em outros processos de impressãodevido às características de tinta líquida e secagem rápida, clichê flexível e em
alto relevo.
Prováveis causas
Excesso de pressão de impressão ou de entintagem.
Excesso de tinta ou tinta com viscosidade alta que
suja o clichê e, conseqüentemente, a impressão. Desgaste prematuro do clichê.
Amassamento devido ao posicionamento do código debarras paralelo ao eixo do cilindro, o que aumenta as barras.
Baixo contraste da barra em relação ao fundo.
Acrescente aqui sua provável causa: _________________________________ ________________________________________________________________
Possíveis soluções:
Regular a pressão de impressão e de entintagem.
Verificar viscosidade da tinta.
Se o clichê estiver desgastado, será necessário trocá-lo.
Outro recurso importante e que deverá ser visto na elaboraçãoda arte, é colocar o código de barras com as barras no sentidolongitudinal de impressão, como vemos na figura acima.
Se o problema for contraste entre a barra e o fundo, então deve serlevado ao cliente e deve-se então mudar as cores para aquelas sugeridaspelos padrões nacionais e internacionais para os códigos de barras.
Acrescente aqui sua possível solução: _______________________________ ________________________________________________________________
Sentido longitudinal que facilita aimpressão e evita problemas de leitura
Sentido paralelo ao eixo do cilindro e com sujeira que pode dificultar a leitura

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 225/244
Capítulo 13 – Glossário – 225
Glossário e termostécnicos em flexografiaAcabamentosuperficial O processo em que o impresso é coberto por verniz (U.V. ou não) ou laminado com um filme transparente de polímeros.
Ângulo da retícula
Com pontos de retícula de forma alongada, o ângulo que o eixo principal cria em relação à direção de referência.Com pontos de retícula de forma redonda ou quadrada, o ângulo menor dado pelo eixo da retícula em relação àdireção de referência. Os valores são dados em graus. A direção na qual correm os pontos de meio-tom comoresultado do posicionamento da retícula durante a conversão de arte em tom contínuo para filme em meio-tom.
AntiespumanteUm aditivo utilizado na tinta que impede ou elimina a formação de espuma de um líquido ou dissolve a espuma que
já tenha se formado.
AglutinanteO componente adesivo de uma tinta, normalmente presente na fórmula da resina; veículo da tinta. Em papel, com-ponente adesivo utilizado para aglutinar o enchimento inerte, como argila, à folha, ou para aderir firmemente (segu-ramente) fibras curtas ao papel ou cartão.
Alongamento Deformação longitudinal resultante de tensão por estiramento.
Áreas de Imagem A área de impressão que transfere tinta ao substrato. A área impressa de uma superfície receptora.
Área de balançode gris
Área de controle numa tira de controle, composta de áreas de ponto intermediárias de cyan, magenta e amarelo,cujas áreas de ponto estão em balanço de gris no filme.
Área de ponto(valor tonal)
Em um impresso reticulado a percentagem da superfície, coberta por um filme de tinta de uma cor única (a disper-são da luz no substrato e outros fenômenos óticos são ignorados).
Auréola (halo)Uma linha de luz em volta de um objeto cercando uma imagem, produzido por técnica ou por condições adversasno local da confecção de filmes (fotolitos). Pode interferir no resultado final de impressão.
Balanço decinza (gris) O balanço entre as cores cyan, magenta e amarelo que se requer para produzir um cinza neutro.
Banco de imagensConjunto de imagens para reprodução que podem ser disponibilizadas imediatamente através de compra por catá-logos. O cliente recebe ou um original físico para ser escanerizado ou um arquivo eletrônico com a imagem em altaresolução, com restrições estabelecidas de direito autoral para usos específicos.
Base da clichê A parte do clichê que sustenta a imagem em relevo da chapa. A base é calculada subtraindo-se o relevo da espes-sura total da chapa.
Bitmap A imagem digitalizada que está mapeada dentro de uma rede de pixels. O computador atribui um valor para cadaponto de um bit de informação (preto ou branco), a quantidade de 24 bits por ponto para imagens coloridas.Formato de arquivo gráfico composto por uma matriz de pontos.
Bold Negrito, estilo de letra usado para destacar textos.
Boneco Montagem que reflete a forma final de um impresso.
Box Área que delimita a inserção de elementos gráficos.
Bureau (selê “Birô”) Uma agência de serviços especializada em “dar saída” a trabalhos feitos em softwares na imagesetter.
Bypass Desvio, atalho, passagem secundária.
Calibração Regula um equipamento na medida de um modelo para produzir resultados perfeitos.Camisasporta-clichês
Também chamados de sleeves, são tubos feitos com materiais sintéticos diversos onde o clichê é colado. Depois acamisa (tubo) é encaixada em eixo chamado de mandril na impressora.
CIE (CommissionInternationalede l’Eclairage)
O grupo internacional que desenvolveu os padrões de definição de cores.
Cilindroporta clichês Cilindro de uma impressora no qual o clichê é montado. (veja também “camisas porta-clichês”).
Caracteres Letras, numerais e sinais gráficos individualizados.
Cartão Folha de papel espessa com mais de 180 g.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 226/244
226 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
Cartão duplex Cartão de duas camadas comumente utilizado em caixas.
CCD (Charge CoupledDevice) Um mecanismo usado em scanners para converter luz em carga elétrica.
Chapado Área de impressão que recebe 100% de tinta ou superfície ampla de cor.
Cyan (ciano)Comumente chamado de azul, cor utilizada na composição da escala cromática CMYK. Necessária para impressãoem quatro cores (quadricromia).
Clip Art “Arte pronta” para uso em documentos, que vem com programas ou adquirida de bancos de imagens.
CMYK Cyan, magenta, amarelo e preto. São as cores básicas usadas no processo de impressão.
Corante Substância química totalmente solúvel em solventes (álcool, acetatos) com alto poder tintorial.
Colorímetro Instrumento de medição (por transmissão ou reflexão) que informa valores tristímulos.
Compressão Redução do campo de uma imagem.
Contraste A relação (ou diferença) entre as áreas de luzes e sombra de uma imagem. Grau de gradação tonal entre as áreasmais claras e as mais escuras.
Convertedor A indústria que transforma a matéria-prima (papel, plásticos e alumínio) em embalagens impressas ou não.
Cópia fotográfica Cópia obtida em papel fotográfico a partir de um negativo colorido ou p&b.
Cor acromáticaCor destituída de tonalidade, como preto e cinza. Para objetos de transmissão também se usa a descrição ausênciade cor ou cor neutra.
Cor cromática O inverso da cor acromática.
Cor de processo(impressão dequadricromia)
Amarelo, cyan, magenta e preto.
Cor primária Cores de reprodução individual das tintas amarelo, magenta e cyan.
Cor secundáriaResultado da mistura de duas cores primárias: laranja (vermelho e amarelo), violeta (vermelho e azul) e verde (ama-relo e azul).
Cor terciária Cores obtidas pela mistura de duas cores secundárias: laranja-verde, verde-violeta, violeta-laranja.
Cores de escalaPadrão de impressão offset: cyan (C), magenta (M), amarelo (Y) e preto (K). A combinação destas quatro cromiasreproduz toda a gama de cores.
Cores frias Azul, verde e violeta.
Cores quentes Amarelo, vermelho e laranja.
Correção de cor O processo de ajuste de uma imagem para compensar as deficiências do scanner ou dos equipamentos de geraçãode filmes.
Correção de tom A correção dos valores tonais numa imagem, normalmente ajustada pelas curvas de tons.
Cromalin®Marca registrada da Dupont que é uma prova de cores para simulação do resultado da impressão efetuada a partirde um jogo de fotolitos ou digitalmente.
Cursiva Tipo de letra que se assemelha à escrita manual.
Decalque Designa transferência indesejável de tinta da superfície impressa para outra folha.
Default Método ou valor padrão que um computador define para processar uma informação.
Definição Refere-se ao grau de definição de uma imagem.
Delaminação Separação parcial ou completa das camadas de um laminado.
Degradê Gradação obtida em um ou mais tons.
Densidade relativa Valor de densidade do qual foi subtraída a densidade da base transparente do filme de separação de cores ou dabase do substrato de impressão não impresso.
Densitômetro dereflexão
Reflectômetro que mede a densidade de reflexão sob condições geométricas e espectrais específicas, assim comodescrito em ISO 5/4 e 5/3.
Densitômetro detransmissão (outransmitância)
Instrumento ótico que mede a densidade de transmissão sob condições geométricas e espectrais específicas.
Desenho a traço Arte executada com traços chapados.
Direct-to-plate(Direto-à-forma) Exposição direta da imagem diretamente na forma de impressão sem o uso de filme intermediário.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 227/244
Capítulo 13 – Glossário – 227
Direct-to-press(Direto-à-impressão)
Eliminação do filme intermediário e formas de impressão por transferência direta dos dados da imagem para cilin-dros de impressão na própria impressora.
Dmax (Densidademáxima) O ponto de máxima densidade em uma imagem ou original.
Dmin (Densidademínima) O ponto de mínima densidade em uma imagem ou original.
Dpi (Dots per inch) Pontos por polegada. Medida de resolução de uma imagem produzidos por impressoras ou monitores.
Drum scanner (scan-ner cilíndrico) Processo de “escaneamento” de uma imagem, em que os originais são fixados num cilindro rotativo.
Dye sublimation(Sublimaçãoda tinta)
Um processo de impressão que usa pequenos elementos “quentes” para evaporar pigmentos do filme impresso,depositando estes suavemente no substrato.
Emulsão Camada foto sensível na superfície de um substrato (filme).
Entrelinha Em um texto, é a medida do espaço entre uma linha e outra.
EPS (EncapsulatedPostScript)
Um formato de arquivo usado para transferir imagens PostScript de um programa para outro. Um padrão paradesenho, imagem ou uma página completa de layout, permitindo classificar-se em outro documento.
Escala de Cores Tabela impressa que contém diversas combinações de tonalidades de cores da escala cromática (CMYK).
Espacejamento Em um texto é o espaço que determina a distância de uma letra à outra.
Espaço decores CIELAB Espaço retangular de cores, formado pelas coordenadas de cor L*, a*, b* e se referem às propriedades de luminosi-dade, tom e saturação da cor.
Família de fontesTodas as variações de qualquer tipologia. Por exemplo: Arial, Arial Condensed e Arial Bold pertencem todas a umamesma família de fontes.
Fio Elemento gráfico (linha fina) utilizada nas bordas de fotos, páginas, box etc.
Filme deponto duro
Filme de separação de cores com pontos de retícula, que permite uma reprodução confiável para duplicação defilmes e matrizes de impressão.
Filme mate (fosco)Material transparente coberto com uma substância foto-sensível e que, diferentemente de outros filmes possui olado da camada uma certa “porosidade” para facilitar a saída do ar de entre o filme e o fotopolímero.
Fonte Conjunto completo de todos os caracteres, incluindo tipologia, peso e tamanho.
Formato Expressa a dimensão de um documento ou impresso.
Formato de papel
Termo que indica as dimensões de uma folha de papel expressas em centímetros ou polegadas. Pelo padrão DIN
(Deutsche Industrie-Normem) o formato base A0 é uma folha retangular de papel com uma área de 1 m² (841 X1189 mm). Os formatos derivados (A1, A2 etc) são decorrentes da dobra do papel A0. No Brasil, adotaram-se os for-matos AA (ou 2A) - 76 X 112 cm, BB (ou 2B) - 66 X 96 cm e AM - 87 X 114 cm, com seus formatos derivados.
Formato refilado Formato final de um impresso após o refile.
Gamut Refere-se ao maior intervalo de cores possível de reproduzir em um determinado sistema de cores.
Ganho de ponto(aumento dovalor tonal)
A diferença entre a percentagem da área de ponto no impresso e no filme de separação de cores.
Ganho de ponto(Dot Gain) Efeito de impressão em que os pontos de impressão aumentam de tamanho causando cores ou tons mais escuros.
Gerenciamentode cores Processo de compatibilização de cores em cada uma das etapas do processo de reprodução.
GIF (GraphicsInterchange Format) Formato gráfico largamente utilizado na Web porque cria imagens de tamanho relativamente pequeno.
Gramatura Gramagem, é o peso de qualquer papel expresso em gramas em uma área de 1 m².
Granulação Efeito, as vezes indesejável, ocorrido quando se amplia exageradamente uma imagem.
Gravadora de filme(Imagesetters)
Aparelho de gravação de filmes. No Brasil é mais comumente chamado de “Imagesetter”. O aparelho grava dadosdigitais (imagens e textos) em filme por meio de um ou múltiplos raios de luz intermitentes.
Ilustração Termo geral para qualquer tipo de desenho manual ou eletrônico.
Imagesetter Equipamento que gera filmes (fotolitos, papéis ou chapas) a partir de arquivos eletrônicos.
Impressão chapada Impressão em que 100% da área considerada é coberta por tinta. Também chamada de área sólida.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 228/244
228 – FLEXOGRAFIA: Manual Prático – Eudes Scarpeta
ISO (InternationalOrganization forStandardization)
Órgão Internacional para normalização. O TC 130 (comitê técnico) é o que estuda normas para a área gráfica.
InterpolaçãoEm uma imagem é a manipulação do contexto, isto é, o aumento de uma resolução de imagem por meio doaumento de novos pontos por toda a imagem, as cores das quais são baseadas nos pontos próximos.
JPEG (JointPhotographicExperts Group)
Formato que permite alta taxa de compressão, porém mantendo a integridade do arquivo.
Kerning Ajuste estético do espaço entre letras.
Layout Print que simula o trabalho final para aprovação do cliente.
Largura da retícula O inverso de lineatura da retícula. A unidade é o centímetro (cm).
Legível Ver “orientação de imagem”.
LineaturaMedida linear que indica o número de linhas de pontos por centímetro ou polegadas. Expressa em LPC (Lines perCentimeter) ou LPI (Lines Per Inch).
Lineatura daretícula (freqüênciada retícula)
A freqüência espacial da distribuição dos pontos de retícula ao longo do seu eixo. A unidade é o centímetro recípro-co, (cm-1).
Lpi e Lpcm Linhas por polegada ou Linhas por centímetro. Unidade de medida para retículas.
Mandril Um eixo sobre o qual são montados ou fixados os cilindros ou outros dispositivos.
Moiré (Lê-se moarê)Interferência padrão repetitiva causada por sobreposição simétrica dos pontos ou linhas da retícula tendo diferentesintensidades ou ângulos. Interferências típicas podem ser observadas entre dois filmes reticulados, ou entre umfilme reticulado e um elemento estruturado do sistema de impressão, por exemplo: rolos anilox, cilindros de roto-gravura, tela serigráfica.
Monocromia Cor única. Uma imagem ou amostra em preto e branco ou de outra cor qualquer.
Negativo Imagem fotográfica disposta em meio transparente. Valores de luzes e sombras expressos inversamente.
Negrito Bold, letras com traços mais grossos para destaque de textos.
Orientação daemulsão do filme Orientação de um filme de separação de cores relativa ao lado da emulsão vista pelo observador.
Orientaçãoda imagem
Os conteúdos das imagens são referidos como legíveis (ao contrário de ilegíveis), se o texto aparecer como se pre-tende que seja lido e se as imagens estiverem na orientação como se pretende que sejam vistas pelo usuário final.Deve-se especificar a orientação da emulsão para cima ou para baixo, quando houver referência à orientação da
imagem no filme.
PantoneTabela de cores padronizada que associa cada cor a um código específico. A letra C significa Coated, isto é a apli-cação da cor sobre papéis com cobertura como o couché; e U representa essa mesma cor sobre papéis Uncoated,sem cobertura especial.
Passo da fotocélula medida entre uma fotocélula e outra usada na máquina de envase para cortar cada embalagem.
PDF (PortableDocument Format)
Um formato de arquivo desenvolvido pela Adobe que facilita a conversão de documentos gráficos pesados (requer osoftware Acrobat) em arquivos leves para serem lidos com a ajuda do Acrobat Reader (plug-in dentro do site da Adobe).
PixelDenomina um elemento de imagem. É a menor área (retangular) que configura uma imagem. Vem das palavrasPicture Element, às vezes é abreviado PEL.
pH O grau de acidez ou alcalinidade medido em uma escala (de 0 a 7 é ácido; de 7 a 14 é alcalino e 7 é neutro).
Polaridade dofilme (positivo
ou negativo)
É positiva, se as áreas transparentes e sólidas corresponderem às áreas não impressas e impressas, respectiva-mente. É negativa, se as áreas transparentes e sólidas corresponderem às áreas impressas e não impressas, res-
pectivamente.Positivo Reprodução que corresponde exatamente ao original. Oposto ao negativo cujos valores de tom são invertidos.
PostScript eTrue Type
Formatos de fonte. Ambas usam funções matemáticas só que de diferentes tipos. O formato é interpretado por RIPs,que calculam o bitmap correto para representar esse formato no monitor ou impressora usada.
PrepressNo Brasil convencionou-se a chamar a etapa de pré-impressão com o nome em inglês. Conjunto de atividades entrea etapa final da produção de originais (artes finais) e a impressão, podendo abranger scanner, fotolitos, provas decor e chapas.
Prova de impressora(ou de máquina):
Impressão gerada por uma máquina impressora (de produção ou de prova), cuja finalidade é demonstrar o resul-tado do processo de separação de cores, de tal forma que simule aproximadamente os resultados na máquina deimpressão de produção.

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 229/244
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 230/244
Expediente
Edição: Bloco de Comunicação
Supervisão: Marcos Palhares
Projeto Gráfico e Direção de Arte: Carlos Gustavo Curado
Revisão: Eunice Fruet
Impressão: Prol Editora Gráfica
Fotos: André Godoy (Studio AG), divulgação e arquivos do autor e da editora
Impresso em papel couché Lumimax 115g/m² da VCP – Votorantim Celulose e Papel

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 231/244
Para a realização desse livro, contamos com a participaçãoe apoio das seguintes instituições e empresas:
®

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 232/244
As necessidades diárias na indústria flexográfica estão ficando cada vez
mais complexas. Produtividade, qualidade e tempo são parâmetros que não
podem ser comprometidos. Em situações assim, ter ao seu lado um parceiro
que ajude a encontrar soluções é essencial.
As chapas Asahi SH e DSH são a solução para as exigências cada vez mais
freqüentes do seu dia a dia.
DESCOBRINDO SOLUÇÕES
Uma nova soluçãopara um problema difícil.Uma nova soluçãopara um problema difícil.
Fale conosco. Nós somos a solução que você quer descobrir. [email protected]@uol.com.b
www.asahi-afp.com
Tecnologia japonesa

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 233/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 234/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 235/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 236/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 237/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 238/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 239/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 240/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 241/244
7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 242/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 243/244

7/21/2019 Flexografia Manual Prático
http://slidepdf.com/reader/full/flexografia-manual-pratico 244/244
Há muito tempo me perguntam onde encontrar informações
sobre flexografia no Brasil Infelizmente quase sempre as in-