Embed Size (px)
Citation preview
5/9/2018 Fundicao Shell - slidepdf.com
http://slidepdf.com/reader/full/fundicao-shell 1/14
Fundição
Moldagem com Ligantes Químicos Fundição de Precisão (cera perdida)
o Na aglomeração com argila, as ligações que unem os grãos e
dão resistência ao molde são reversíveis podendo ser refeitasindefinidamente (desde que a argila não tenha suaspropriedades afetadas pelo calor). Nesta situação os esforços decompactação da areia de fundição para obtenção do molde sãobastante elevados.
o Existem sistemas de moldagem onde a consistência é obtidaatravés do desenvolvimento de ligações irreversíveis. Estessistemas utilizam ligantes químicos que, combinados adeterminados reagentes ou em presença do calor, sofremreação química endurecendo a areia.
o Areias obtidas desta forma são utilizadas principalmente para aobtenção de machos, onde precisão dimensional e resistênciamecânica são fundamentais.
o Algumas características dos processos de moldagem comligantes químicos são: maior facilidade de obtenção dos moldes(menores esforços de compactação) e impossibilidade dereaproveitamento da areia.
Fundição: “Shell Molding”
O uso de resinas foi um grande aperfeiçoamento na utilização deareia para a produção de moldes de fundição. A areia nãoprecisa mais ser compactada porque o aglomerante, que écomo uma espécie de cola, tem a função de manter juntos osgrãos de areia. E isso é feito de dois modos: a quente e a frio.
Um dos processos, que usa calor para provocar a reação químicaentre o aglomerante e os grãos da areia, é aquele chamado demoldagem de casca (shell molding ).
O processo “Shell Molding” (Moldagem de Casca) é realizado daseguinte maneira:
5/9/2018 Fundicao Shell - slidepdf.com
http://slidepdf.com/reader/full/fundicao-shell 2/14
Fundição: “Shell Molding”
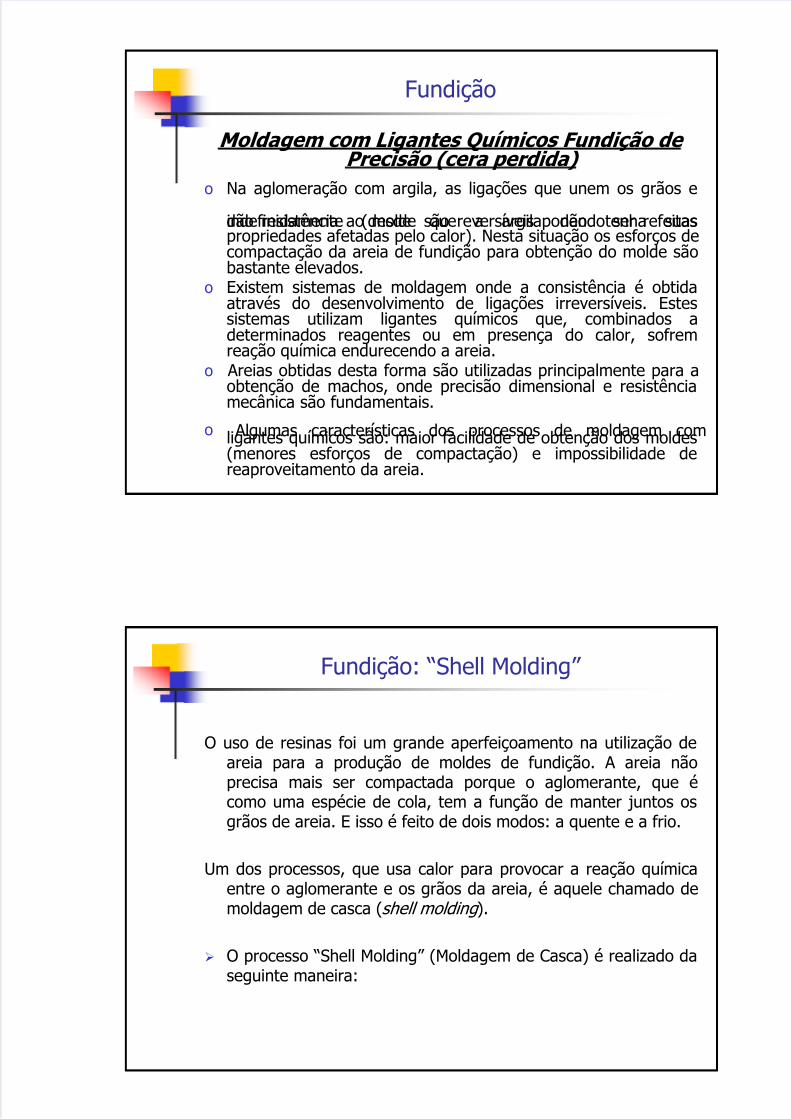
1. Os modelos, feitos de metal para resistir ao calor e aodesgaste, são fixados em placas, juntamente com os sistemas
de canais e os alimentadores.
Fundição: “Shell Molding”
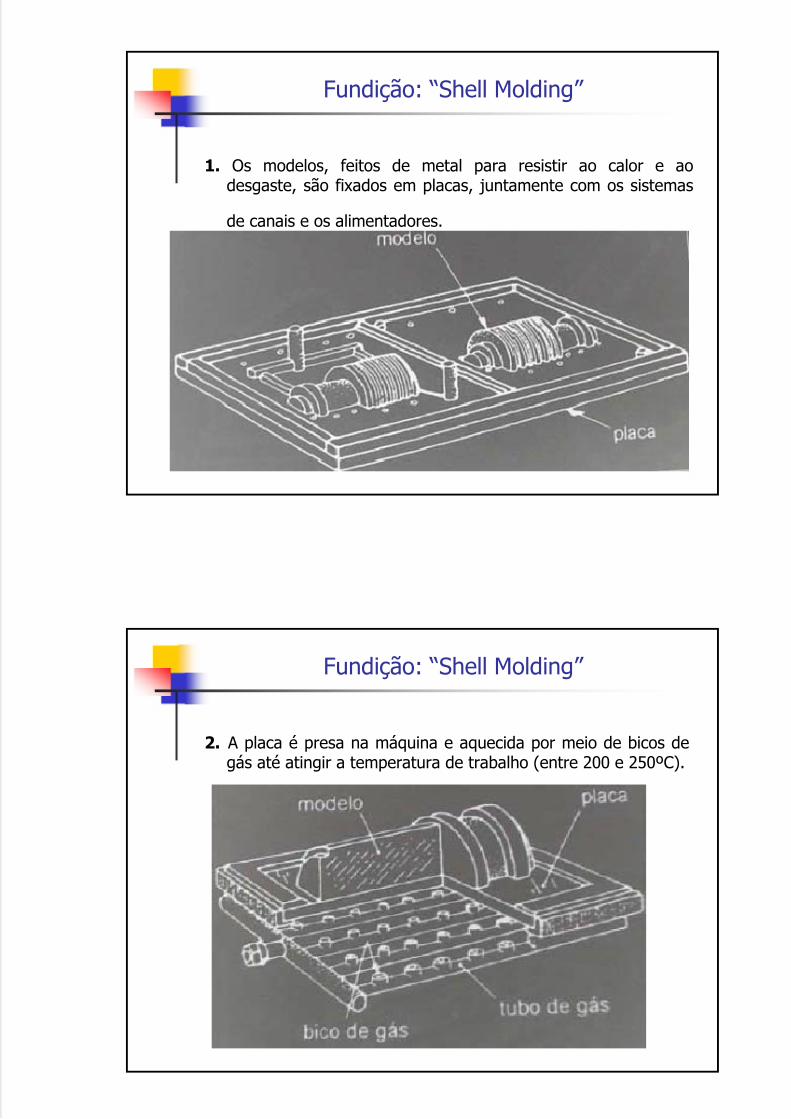
2. A placa é presa na máquina e aquecida por meio de bicos degás até atingir a temperatura de trabalho (entre 200 e 250ºC).
5/9/2018 Fundicao Shell - slidepdf.com
http://slidepdf.com/reader/full/fundicao-shell 3/14
Fundição: “Shell Molding”
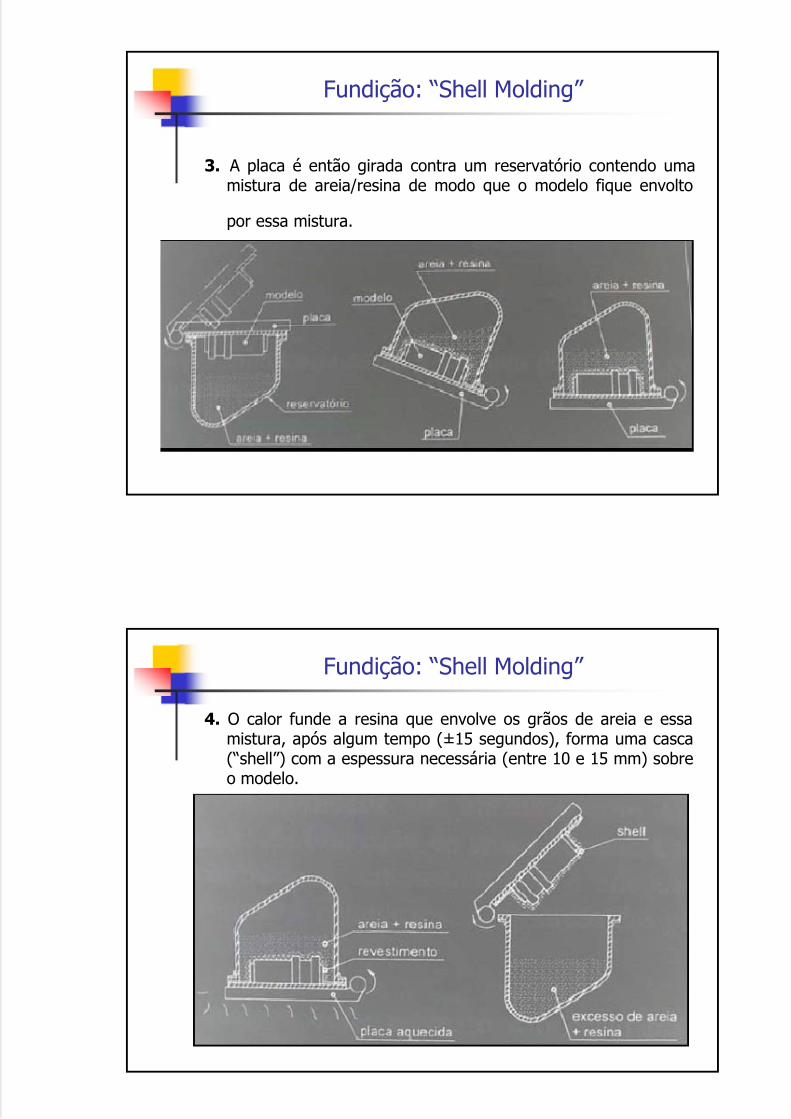
3. A placa é então girada contra um reservatório contendo umamistura de areia/resina de modo que o modelo fique envolto
por essa mistura.
Fundição: “Shell Molding”
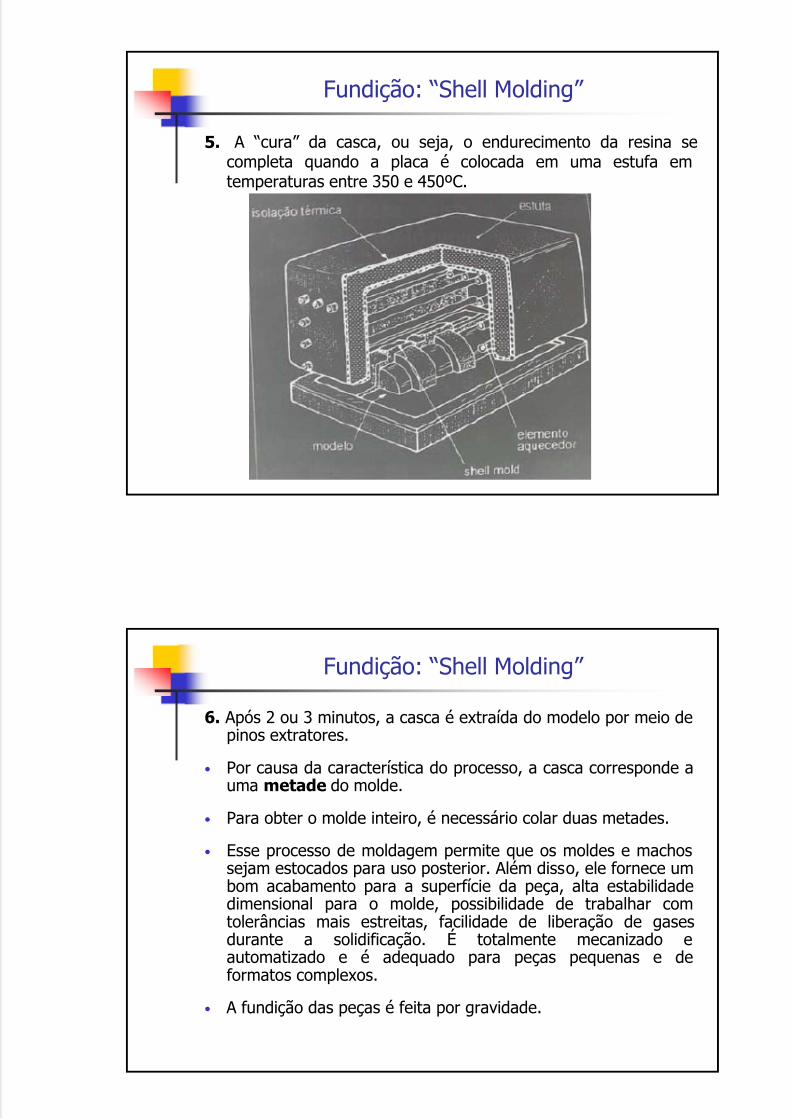
4. O calor funde a resina que envolve os grãos de areia e essamistura, após algum tempo (±15 segundos), forma uma casca(“shell”) com a espessura necessária (entre 10 e 15 mm) sobreo modelo.
5/9/2018 Fundicao Shell - slidepdf.com
http://slidepdf.com/reader/full/fundicao-shell 4/14
Fundição: “Shell Molding”
5. A “cura” da casca, ou seja, o endurecimento da resina secompleta quando a placa é colocada em uma estufa emtemperaturas entre 350 e 450ºC.
Fundição: “Shell Molding”
6. Após 2 ou 3 minutos, a casca é extraída do modelo por meio depinos extratores.
• Por causa da característica do processo, a casca corresponde auma metade do molde.
• Para obter o molde inteiro, é necessário colar duas metades.
• Esse processo de moldagem permite que os moldes e machossejam estocados para uso posterior. Além disso, ele fornece umbom acabamento para a superfície da peça, alta estabilidadedimensional para o molde, possibilidade de trabalhar comtolerâncias mais estreitas, facilidade de liberação de gasesdurante a solidificação. É totalmente mecanizado eautomatizado e é adequado para peças pequenas e deformatos complexos.
• A fundição das peças é feita por gravidade.
5/9/2018 Fundicao Shell - slidepdf.com
http://slidepdf.com/reader/full/fundicao-shell 5/14
Vantagens do processo
• Pode-se obter peças com tolerâncias entre ± 0,127 mm, demodo que, em operações de usinagem de acabamento, menorquantidade de metal é removida. As tolerâncias de usinagemvariam de 1,0 a 1,5mm;
• As peças fundidas em cascas podem apresentar excelentes níveisde acabamento superficial;• Pode-se obter orifícios relativamente pequenos, por exemplo em
torno de 10mm;• Não há necessidade de prever ângulos de saída maiores que
0,5º a 1º, facilitando a operação de usinagem final;• Pode-se fundir secções muito finas (de 2,5 a 5mm), sendo que
os ângulos de concordância também podem ser pequenos. Épreciso cuidado para que isso não afete a resistência mecânicadas peças;
• Qualquer tipo de metal, com características de fusão fácil, podeser utilizado na produção de peças por fundição em casca; as
dimensões de tais peças podem atingir 1,2 a 1,5 m (contudo, amaioria das peças fundidas em casca possui a metade, oumenos, dessas dimensões).
Desvantagens / Limitações
• O custo do modelo é maior, porque o mesmo deve ser metálico(geralmente de alumínio ou ferro fundido). Além disso, osmodelos devem estar isentos de defeitos superficiais, os quaispodem dificultar a remoção da casca;
• A areia à base de resina é de custo relativamente elevado, além
de ser mais difícil de armazenar e manusear;• As dimensões das peças fundidas em casca são limitadas,comparando-as às peças produzidas em fundição convencional(contudo, essas dimensões são geralmente superiores àsobtidas por intermédio da fundição sob pressão).
• Há necessidade de utilização de máquina térmica e condiçõesinsalubres (gases e calor) de produção.
5/9/2018 Fundicao Shell - slidepdf.com
http://slidepdf.com/reader/full/fundicao-shell 6/14
Moldagem pelo processo CO2
Processo de aplicação relativamente recente, é amplamenteutilizado na confecção de moldes e machos referentes acomponentes pequenos, médios ou grandes, permitindo obter
peças com pesos que vão desde de alguns gramas até dezenasde toneladas.
O processo resume-se na utilização de moldes convencionais deareia aglomerados com silicato de sódio. Após a compactaçãopor métodos usuais, os moldes são submetidos a umtratamento com CO2 (gasagem), fazendo-se passar umacorrente do gás através do molde.
Devido à reação entre o gás e o silicato de sódio, formam-se:sílica-gel, carbonato de sódio e água, resultando noendurecimento do molde em curto período de tempo.
Processo CO2 – Aplicações
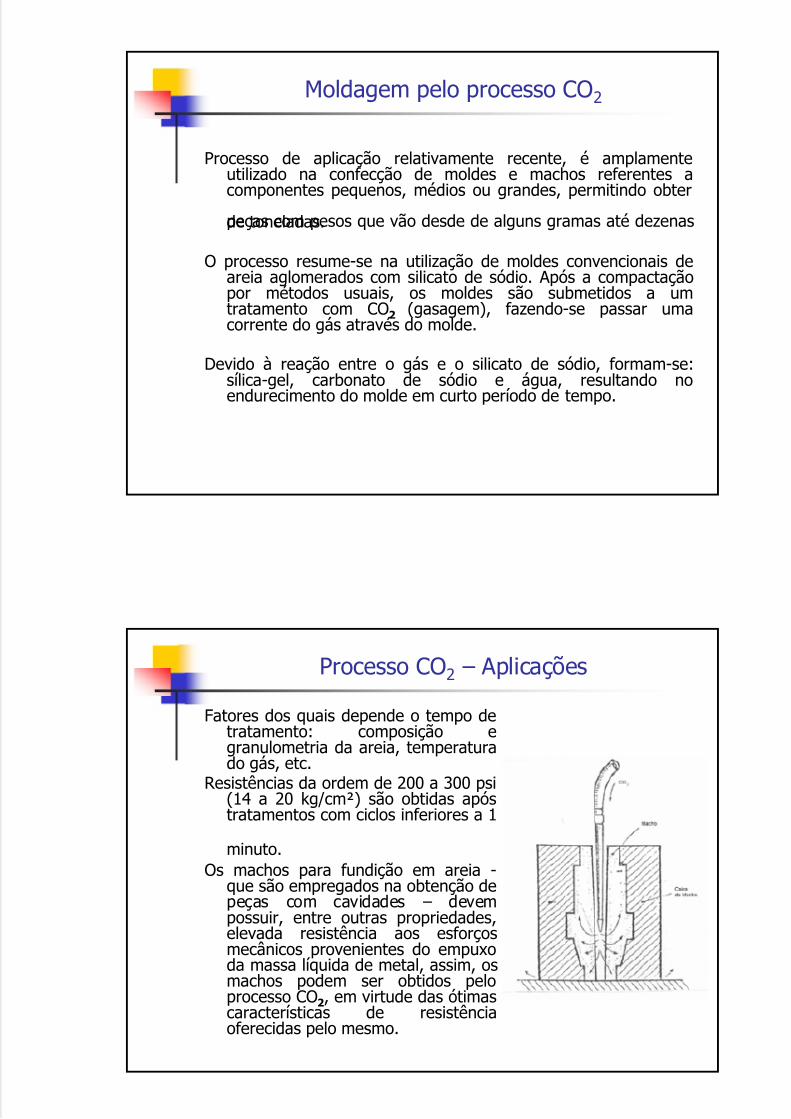
Fatores dos quais depende o tempo detratamento: composição egranulometria da areia, temperaturado gás, etc.
Resistências da ordem de 200 a 300 psi(14 a 20 kg/cm²) são obtidas apóstratamentos com ciclos inferiores a 1
minuto.Os machos para fundição em areia -
que são empregados na obtenção depeças com cavidades – devempossuir, entre outras propriedades,elevada resistência aos esforçosmecânicos provenientes do empuxoda massa líquida de metal, assim, osmachos podem ser obtidos peloprocesso CO2, em virtude das ótimascaracterísticas de resistênciaoferecidas pelo mesmo.
5/9/2018 Fundicao Shell - slidepdf.com
http://slidepdf.com/reader/full/fundicao-shell 7/14
Vantagens - Limitações
Vantagens
• Dispensam estufagem (aquecimento) para produzir moldescom rigidez comparável ou mesmo superior a dos moldes
estufados.• Ferramental barato (o mesmo utilizado para moldagemem areia verde).
• Gás utilizado (CO2) também é barato.
Limitações
• Menor precisão dimensional (comparado ao processo Shell).• Necessita mão-de-obra especializada.
• Baixa produtividade.
Fundição de precisão
O objetivo da fundição de precisão é obter um produtofundido com peso máximo de 5 kg, formato complexo, melhoracabamento de superfície e tolerâncias mais estreitas em suasmedidas, ou seja, um produto com características aliadas àqualidade do produto usinado.
Por esse processo, pode-se fundir ligas de alumínio, de níquel, demagnésio, de cobre, de cobre-berílio, de bronze -silício, latão
ao silício, ligas resistentes ao calor, além do aço e do açoinoxidável para a produção de peças estruturais para aindústria aeronáutica, para motores de avião, equipamentosaeroespaciais, de processamento de dados, turbinas a gás,máquinas operatrizes, equipamentos médicos, odontológicos,ópticos etc.
A fundição de precisão se diferencia dos outros processos defundição na confecção dos modelos e dos moldes. Enquantonos processos por fundição em areia, o modelo éreaproveitado e o molde é destruído após a produção dapeça, na fundição de precisão tanto o modelo quanto omolde são destruídos após a produção da peça.
5/9/2018 Fundicao Shell - slidepdf.com
http://slidepdf.com/reader/full/fundicao-shell 8/14
Fundição de precisão
Os modelos para a confecção dos moldes são produzidos em ceraa partir de uma matriz metálica formada por uma cavidadecom o formato e dimensões da peça desejada.
Para formar os modelos a cera é injetada dentro da matriz no
estado líquido.O molde é produzido a partir de uma pasta ou lama refratáriafeita com sílica ou zirconita, na forma de areia muito fina,misturada com um aglomerante feito com água, silicato desódio e/ou silicato de etila. Essa lama endurece em contatocom o ar e é nela que o modelo de cera ou plástico émergulhado. Quando a lama endurece em volta do modelo,forma-se um molde rígido. Após o endurecimento da pastarefratária, o molde é aquecido, o modelo derretido, edestruído.
Essa casca endurecida é o molde propriamente dito e é nele queo metal líquido é vazado.
Assim que a peça se solidifica, o molde é inutilizado. Por causadas características desse processo, ele também pode serchamado de fundição por moldagem em cera perdida.
Fundição de precisão
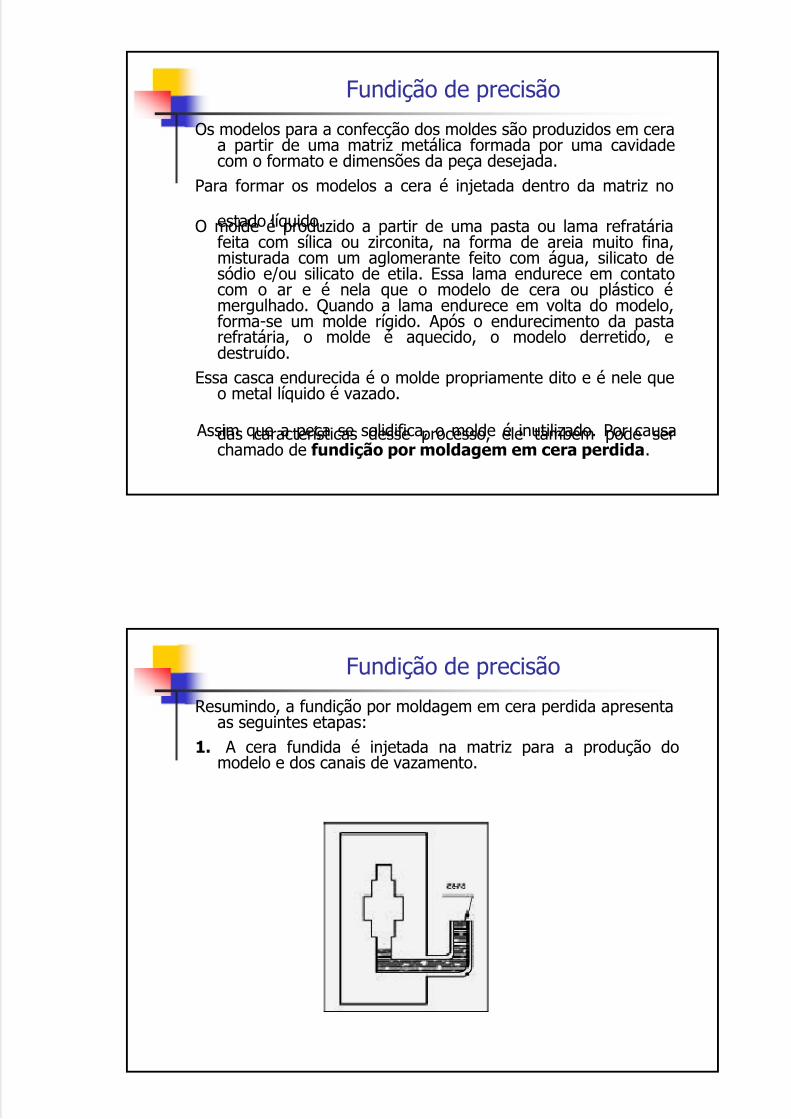
Resumindo, a fundição por moldagem em cera perdida apresentaas seguintes etapas:
1. A cera fundida é injetada na matriz para a produção domodelo e dos canais de vazamento.
5/9/2018 Fundicao Shell - slidepdf.com
http://slidepdf.com/reader/full/fundicao-shell 9/14
Fundição de precisão
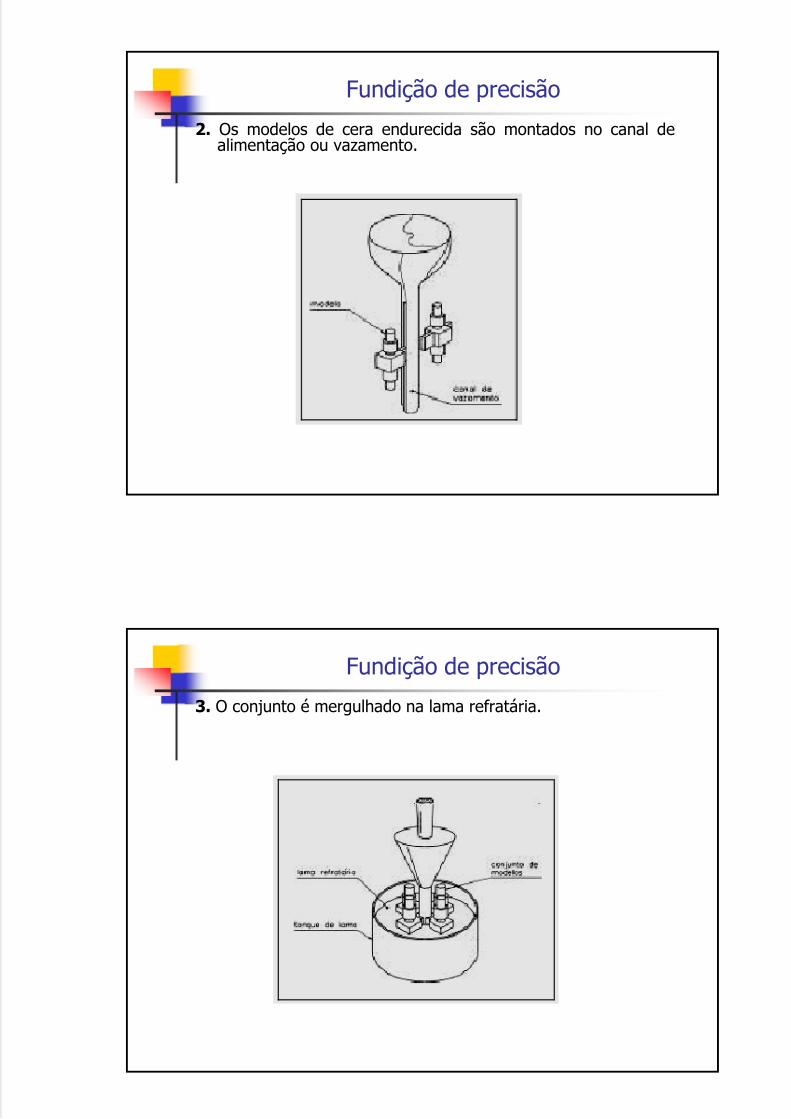
2. Os modelos de cera endurecida são montados no canal dealimentação ou vazamento.
Fundição de precisão
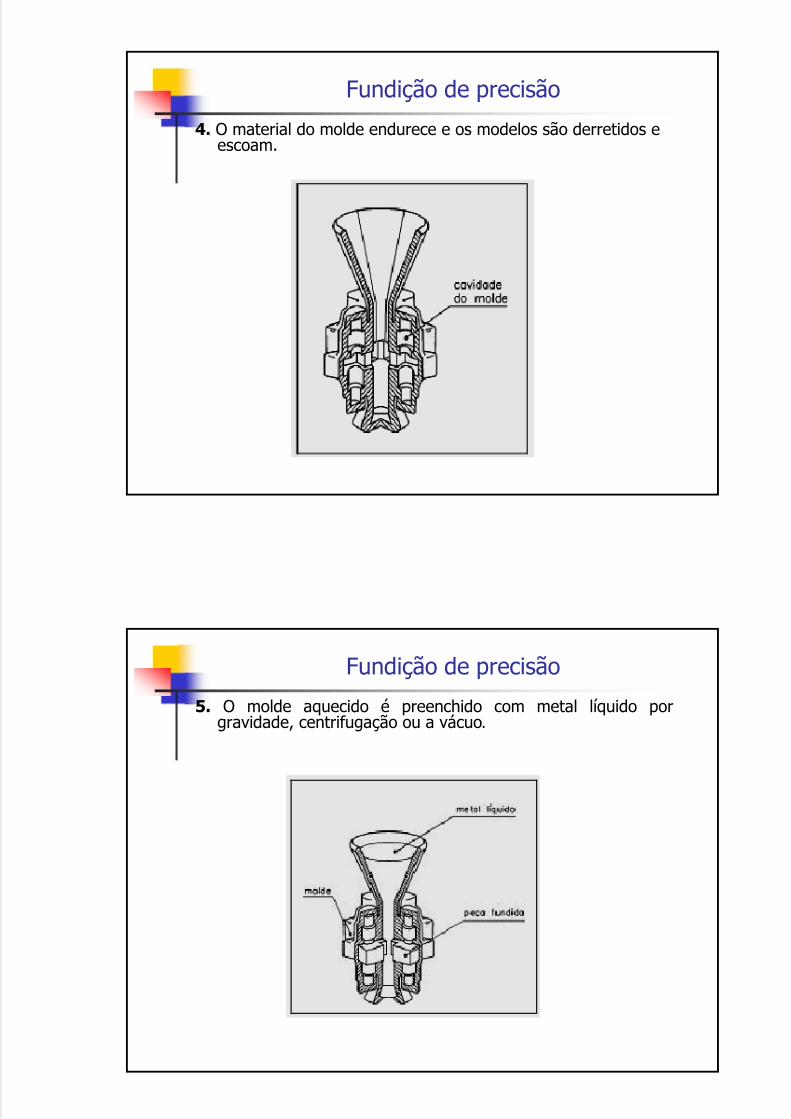
3. O conjunto é mergulhado na lama refratária.
5/9/2018 Fundicao Shell - slidepdf.com
http://slidepdf.com/reader/full/fundicao-shell 10/14
Fundição de precisão
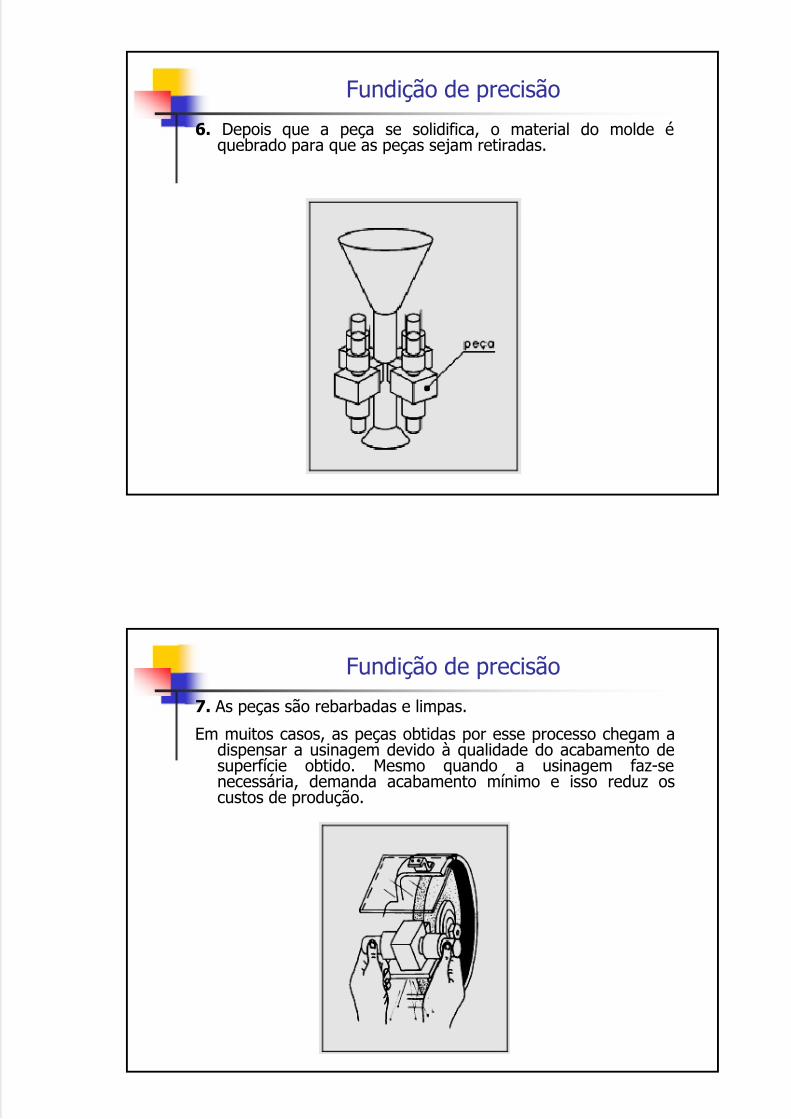
4. O material do molde endurece e os modelos são derretidos eescoam.
Fundição de precisão
5. O molde aquecido é preenchido com metal líquido porgravidade, centrifugação ou a vácuo.
5/9/2018 Fundicao Shell - slidepdf.com
http://slidepdf.com/reader/full/fundicao-shell 11/14
Fundição de precisão
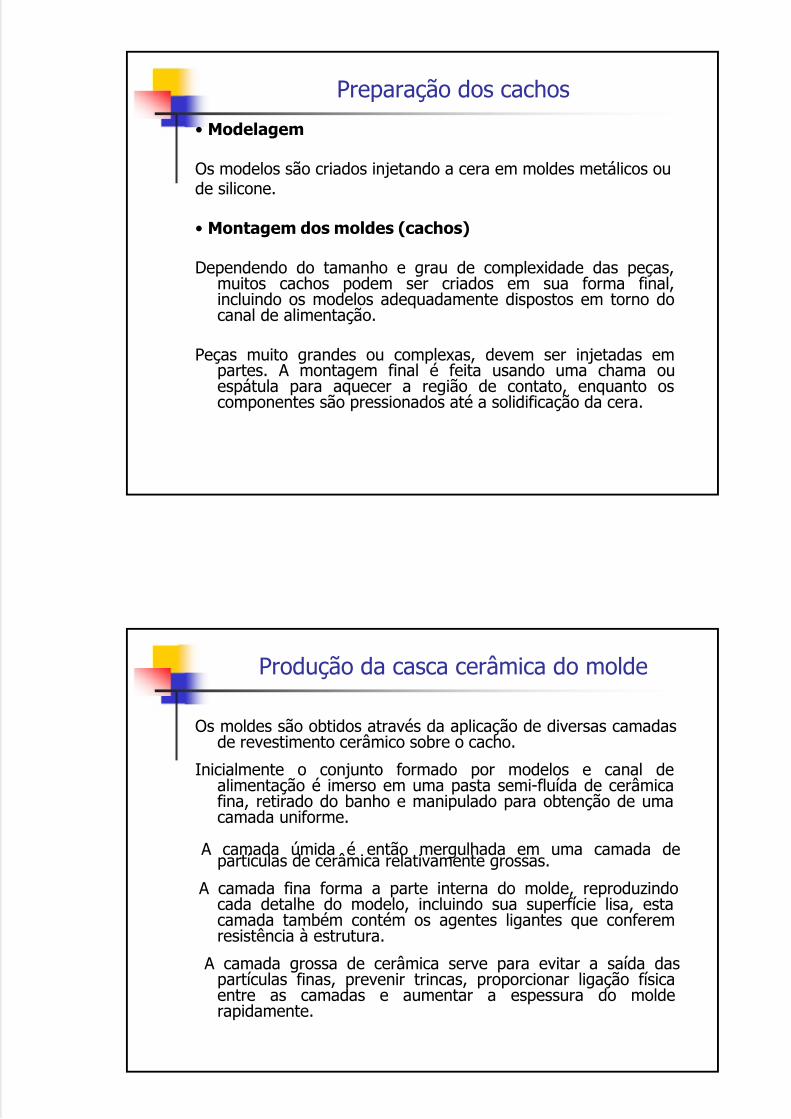
6. Depois que a peça se solidifica, o material do molde équebrado para que as peças sejam retiradas.
Fundição de precisão
7. As peças são rebarbadas e limpas.
Em muitos casos, as peças obtidas por esse processo chegam adispensar a usinagem devido à qualidade do acabamento desuperfície obtido. Mesmo quando a usinagem faz-senecessária, demanda acabamento mínimo e isso reduz oscustos de produção.
5/9/2018 Fundicao Shell - slidepdf.com
http://slidepdf.com/reader/full/fundicao-shell 12/14
Preparação dos cachos
• Modelagem
Os modelos são criados injetando a cera em moldes metálicos oude silicone.
• Montagem dos moldes (cachos)
Dependendo do tamanho e grau de complexidade das peças,muitos cachos podem ser criados em sua forma final,incluindo os modelos adequadamente dispostos em torno docanal de alimentação.
Peças muito grandes ou complexas, devem ser injetadas empartes. A montagem final é feita usando uma chama ouespátula para aquecer a região de contato, enquanto oscomponentes são pressionados até a solidificação da cera.
Produção da casca cerâmica do molde
Os moldes são obtidos através da aplicação de diversas camadasde revestimento cerâmico sobre o cacho.
Inicialmente o conjunto formado por modelos e canal dealimentação é imerso em uma pasta semi-fluída de cerâmicafina, retirado do banho e manipulado para obtenção de umacamada uniforme.
A camada úmida é então mergulhada em uma camada departículas de cerâmica relativamente grossas.
A camada fina forma a parte interna do molde, reproduzindocada detalhe do modelo, incluindo sua superfície lisa, estacamada também contém os agentes ligantes que conferemresistência à estrutura.
A camada grossa de cerâmica serve para evitar a saída daspartículas finas, prevenir trincas, proporcionar ligação físicaentre as camadas e aumentar a espessura do molderapidamente.
5/9/2018 Fundicao Shell - slidepdf.com
http://slidepdf.com/reader/full/fundicao-shell 13/14
Vantagens e desvantagens
Suas principais vantagens são:· Possibilidade de produção em massa de peças de formatos
complicados, difíceis ou impossíveis de se produzir porprocessos convencionais de fundição ou mesmo por
usinagem.· Possibilidade de reprodução de detalhes precisos deconstrução, cantos vivos, paredes finas etc.
· Possibilidade de obtenção de maior precisão dimensional esuperfícies com melhor acabamento.
· Devido ao bom acabamento e precisão dimensional das peçasproduzidas por esse processo, não há necessidade dapreocupação com a utilização de ligas de fácil usinagem.
· Possibilidade de utilização de praticamente qualquer metal ouliga.
· Possibilidade de controle rigoroso da estrutura do materialfundido de modo a garantir o controle preciso daspropriedades mecânicas da peça produzida.
. Não há necessidade de utilização de machos.
Vantagens e desvantagens
Suas desvantagens são:
· As dimensões e o peso das peças são limitados (cerca de5kg), devido ao custo elevado e à capacidade dosequipamentos disponíveis.
· O custo se eleva à medida que o tamanho da peça aumenta.
· Para peças maiores (entre 5 e 25 kg), o investimento inicial émuito elevado.
5/9/2018 Fundicao Shell - slidepdf.com
http://slidepdf.com/reader/full/fundicao-shell 14/14
Tipos de ceras utilizadas
Os dois principais tipos de ceras utilizadas para obtenção dosmodelos são:
• Ceras parafínicas
ponto de fusão entre 52 e 68o
C.baixo custobaixa viscosidade quando fundidas
fragilidadealta contração
• Ceras microcristalinasexcelente plasticidade
boa tenacidade
Normalmente os dois tipos de ceras são usadas em conjunto,pois suas propriedades são complementares
Existem ainda outros tipos de ceras menos utilizadas: ozocerite(de origem minera), candelilla e carnaúba (origem vegetal)que possuem maior dureza e rigidez, mas têm alto ponto defusão.
Aditivos
Embora as ceras possuam propriedades úteis, são deficientes nosseguintes aspectos:
- Resistência mecânica e rigidez, especialmente em modelosfrágeis.
- Controle dimensional (devido à contração que ocorre durante oresfriamento.
Composição típica de uma cera de fundição:



![Fundicao Solidificacao Aula II[1]](https://img.document.onl/doc/110x75/55cf976f550346d03391990c/fundicao-solidificacao-aula-ii1.jpg)

























